para terminar las ecuaciones
TRANSCRIPT

PROCESO DE NACIMIENTO Y MUERTE
Conocidos los anteriores procesos y sus correspondientes consideraciones se toma el problema en forma conjunta.
Nacimientos muertes y se tiene:
P„ {t + At) = Pn (/) [.1 -XnAt-finAt + a {At)]
Pn+1 in+l At + a (At)]+a (At)
Lo cual es equivalente a:
p;(t)=-{\+jun)p W+A-, K-i Pn+1 (t)
Con las condiciones iniciales:
1 ( 0 ) -
1 si n = i
0 si n & i
La solución cuando X = nA, pn = np y i=l es:
P a ( 0 = £ > = 1 - e
A - // e - O - f )'
Pn ( 0 = 0 - 0 0 - n t ) n r ' donde
- A 4* X ( l -
e- ( ' - * » )
A - ¡u e - ( A - ^ )/
62

Observe que Pn (t) es una distribución geométrica con el término inicial modificado. Observe que es de importancia:
Limite Po(t)= Probabilidad de que la población se extinga. T • o c
JU (l - e ' M ) Limite Et - Limite — —\
sea P ~ remplazando se tiene
Limite % t = Limite ^ (l -t("p-M]')
pp-pt (pp-f)t
Límite -,—-T- = y /—•oc p-t^^" '' / P
siempre p-1 >0 o sea p> 1
À lo cual significa >1
si p<l entonces Límite =1 oc
DISTRIBUCIONES LÍMITES
Teorema
Si un proceso de Markov es irreducible (todos los estados se comunican) entonces la distribución límite:
Limite Pn (t) = nn existe y es independiente de las condiciones iniciales del proceso. Los límites
\7in . - « e s } son tales que:
63

1. Son todos iguales a cero nn-0 V « e j o
2. 7rn>0 Vnes y ^ nes
Este Teorema se aplica observando que si:
Pn (t) ^ JI si t ^ oo es independiente de t o sea 7tn es
constante la cual quiere decir que Limite Pn ' (t) = 0 T oc
Veamos los procesos obtenidos anteriormente:
a) Procesos de Poisson
P ' (t) = - A. Pn (t) + X Pn • (t)
p ; (t) = - x Po (t)
Con las ecuaciones diferentes obtenidas calculando el límite en cada caso se tiene
= — Xk 71 = 0 o o
0 = — a , 7 t + a , 7 t , => n n-1
7I = TI -A, => 71=0 V n e S . n n
Todos los estados son transitorios pues 7tn = 0
Proceso PURO DE NACIMIENTO (no se comunican)
P„ ' ( t ) = - \ P„ (0
P n ' ( 0 = * K P„ ( 0 + Kl P W
64

Cuando t —> + oo se obtiene:
0 = - X n n o o = o
O = - X n + X , n , f ^ ; n n n-1 n - 1 I ' S i - /
U n K n , n * rt—J Án
y por tanto nn = O V n e S
Proceso de muerte
p ; ( t ) = - p, P, (t)
IY( t ) = - H n P (t) + p n + 1 P n + 1 ( t ) n < i
1= Z t t .
O = - p. 71.
0 = - p T t + p ^ . j t + 1 0 < n < i * n n " n + 1
Proceso de nacimiento y muerte
Las ecuaciones diferenciales son:
p ; (t) = - + pn) pn (t) + xnl pn_, (t) + pn + 1 pn+1 (t)
Con la correspondiente restricción para n = O
p ; o ) = - k k w + M , p, (o
Ya que po = O
Calculando los límites cuando t —» + oo se tiene
A O = - X 7t + p, 7i, => 7T. = — n Para los otros n >1
o o r ¡ 1 1 o Mi
O = - (X + p ) 71 +X ,71 , + p J_. 71 v n r n y n n - 1 n - 1 r n + 1 n

de aquí se puede obtener una fórmula recurrente
(4. + / Ü , K . t -71 .
71, { x , + h , ) n , x0 ti,
V2 M.2
2 A ^ Í L + 1 ^ - A * 1 O O O O V,
Mj
¿ A 7tn
En general se tiene que:
A, A, . . . . A , = £ ^ , r M, Mí Mn
Y con la condición
¿L K j=i se tiene determinada la distribución sí y solo si
7T, ^ o ^ 7 n-1
-1 VlVl- 'Vn existe
o sea que la expresión entre [ ] sea finita. En el caso simple de nacimiento y muerte. Con
7t„ =1-M
71 =\ 1 y ) í y j / M ) \ / M )
66

sabiendo que y < i
Cuando se tiene = n A, pn = n p n > 1 ' se obtiene que 7t = 1 si A- / p. < 1
En caso contrario n = /l
. A > 1 y tí = 0 J n SI o
esto indica que cuando A, / p > 1
p / A, es la probabilidad de que la población se extinga.
INFERENCIA ESTADÍSTICA ,
Se considera el caso general del proceso de nacimiento y muerte con Xn y pn como tasas de nacimiento y muerte respectivamente. (A, n > 0) (pn n > 1)
Considere entonces el proceso de nacimiento y muerte con una población de tamaño n > 0 en el tiempo t sea Z el tiempo transcurrido hasta la siguiente transición (o novedad).
Para n > 0 sea
Consideremos el evento
{Zn > x + Ax} para Ax pequeño
{Zn > x + Ax}= {Zn > x} n {ninguna transición ocurra entre (x, x + Ax]}
En términos de probabilidad se tiene:
Fn (x + A x) = Fn (x) [1 - (Xn + pn) Ax + a (Ax)]
Lo cual nos lleva a la ecuación diferencial
Fn (x) = P (Z > x)
67

-£-Fn(x)=-(An + M n ) Fn{x)
F A X ) = - ( K + Vn ) F n W SÍtl>l
Solucionando lo anterior obtenemos que:
-ÍA + u x Fn(x)eí" "
Lo cual muestra que Zn tiene distribución exponencial (negativa) con media.
t U / O 7
Para n =0 se tiene Z o
Fo (x) = eÁ°x que corresponde a una distribución exponencial con media Ao'
El problema de estimación esta considerado cuando observamos una muestra aleatoria de una distribución exponencial con parámetros
(An + jun (media), cuando n > 1 y en parámetro Ao~' si n = 0
Recuerde que Zn es el tiempo transcurrido entre las transiciones de n a n + 1.
Para obtener una idea de la estimación anterior consideremos el caso más sencillo A. =X p = p.
A A
Sea A y / / las estimaciones de A y p respectivamente.
I. Observe el proceso de nacimiento y muerte durante un período de tiempo t.
II. Anote el tiempo para el cual la población es cero y el tiempo para el cual es diferente de cero.
Te = Tiempo cero vacío.
Tb = Tiempo no cero ocupado.
Te + Tb = T
68

III. Anote ahora durante el intervalo T
m = Número de cambios de cero a uno. e
mu = Número de cambios de n a n +1 (n>0). md = Número de cambios de n a n -1 (n>0)
En resumen se conocen
T , T,, m , m , m.. e ' b ' e ' u ' d
Y el propósito estimar X y p en términos de los anteriores.
De acuerdo a los resultados teóricos se puede resumir el problema de inferencia en el proceso simple de nacimiento y muerte en componentes así:
I. Una muestra aleatoria de me de una distribución exponencial negativa con media A,"1 tal que la suma de las me tiempo de observaciones Tc intervalos que preceden las transiciones 0 —> 1.
II. Una muestra aleatoria de tamaño mu + md de una distribución exponencial con media ( X + u )_1 tal que la suma de los mu + md tiempos de las observaciones es Tb cuando la transiciones se efectúan con población diferente de cero.
III. Un número mu de eventos en una sucesión de mu + md ensayos Bernoulli con probabilidad del
A A + ju
tipo n a n-1 c o n n > 0 .
suceso igual a ; a ; ; lo cual se refiere a transiciones del tipo n a n + 1 con n >0 y md transiciones del
IV. La dependencia entre estas observaciones es tal que una transición de 0 a 1 puede ocurrir solo después de 1 a 0 .
V. Una realización parcial de una variable aleatoria cuya distribución es exponencial negativa con media A ' si el tamaño de la población es cero al final del período de tiempo y con media (k + p) si el tamaño es distinto de cero.
Ahora usando el método de máxima verosimilitud
1. Suponga que (xp x7, ..., xmc) es una muestra aleatoria del tamaño mc de una distribución me
E me ^ T, = Te la función sería n A~ 'r' = Amee~ÁT"
2. Si la población es de tamaño cero al final de la observación (período observado) entonces Te = i j + x2 + ... xmq + x. Donde x es el tiempo transcurrido después de la última transición de uno a cero.
69

La función de verosimilitud seria: k X e y
eÀT = r eK
3. Similarmente a (1) y (2) la función de verosimilitud de una muestra aleatoria de tamaño mu + md de una distribución exponencial con media
(X +1ues dada por
4. La contribución en la función de verosimilitud de m + md ensayo deBernoulli con probabilidad de ocurrencia
X + ju) c o n mp sucesos (éxitos) y md fallas
está dada por:
v mM y
í -i \m. /I yX + JU;
í \m<>
5. Sea C, la función que representa la contribución entre las transiciones la cual es función de m ., mu y md y es independiente de X y p.
En conjunto la función de verosimilitud será entonces el producto de todas.
F{X,fi)= XT-e"- {X + MTu+md e(Á+")n f \ / * \m» / \m d ( m„ + mJ\ ( » '
v m- y
= c, v m- y
nme + mu md -Xt-^iTb ( \
A M e gì logaritmo de f\X,/i )
L(X,ju) = (me + mu) LnX + md Ln /u-XT - /uTb + C donde C=Ln C,
8 L (X, /u) me + mu
C,
( m„ + m. \
V m- /
8X 1 - T
d L (X, / / ) _ md
dju fi
70

igualando a cero se tiene que:
1 = me + m u
t* = T
DISTRIBUCIÓN DEL TIEMPO DE ESPERA
Debemos derivar la distribución de probabilidad del tiempo que transcurre entre el momento en que llega un cliente hasta el momento en que entra al servicio sea Tq esa variable aleatoria y sea W (t) = Pr (T^ < t ) su función de distribución ahora considera:
Wq (0) = Pr (Tq < 0 ) = Pr (T q = 0) = Probabilidad de que el sistema este vacío a la llegada del cliente
= n0=l-p
Sea ahora t > 0 y consideremos W (t)
Wq(t) = Pr(Tq<T) =
oo
+ WJ0) =
Dado que el tiempo transcurrido de n es Erlang.
i = p(l- p) ¡peMj-p) dx + ( l - p ) =
o
= 1 - p e ; t>0
En resumen
71

1 - p sit = 0
1-p t>0
Nos da la distribución del tiempo de espera de un cliente en la cola, lo cual es una distribución compuesta (discreta y continua).
La función de densidad o probabilidad será:
W (t) = \l- p si t = 0
\m {i - p ) p < M'-p)1
t>0
Observe que:
oc oo
\ju (l-p)pe"(' p)' dt = p{l-p)p je"{,-p)' dt
<{l-p)p - A i - p ) .
=p rp{i-p)<
-1 pV-a,-p),Í=P{I-O)=P
Si le sumamos ahora W (0) tenemos p + (1 - p) = 1 con lo cual se tiene que la probabilidad total es uno.
Para el calculo del valor esperado denotado W^ se tiene
oo
Wq = E []Tq] = 0(1-p)+ \tp(l - p)p e"('-p)' dt = O
oo
= ¿i(l-p)p\te"(' p" dt = O
00
= p\p(l- p)te"<,-">' dt = o
= —*—= Á =W fi(l-p) "
72

Es el tiempo esperado de permanencia en la cola.
También es de interés
E[Tq/Tq>o\ = W; = - t -p-A
y representa el tiempo de permanencia en la cola dado que dicho tiempo es mayor que cero.
Observe también que Pr ( T > c ) = 1- Pr (0 < Tq < c) es la probabilidad de que un cliente deba esperar más de un tiempo c .
Por último el tiempo total que permanece un cliente en el sistema esta dado por:
<x> .
W = E[t]=\(h-A )e-(X~M" dt = —— o
RELACIÓN ENTRE LONGITUD ESPERADA DE LA COLA Y EL TIEMPO MEDIO DE ESPERA (Fórmula de Little)
Ciertas relaciones entre medidas de eficiencia se pueden explorar sin grandes desarrollos teóricos en forma intuitiva; la primera es la relación entre Wq y W.
Comparando
1 Á, W = y W = se tiene que
p-Á. H(p-A)
W = W + — q H
Esta igualdad es verdadera y fácil de comprender intuitivamente.
Sea S la variable aleatoria "tiempo de servicio" entonces T = Tq + S de donde E [TJ = E [Tq] + E [ S ] ,
Como S es exponencial en media 1 /p se tiene entonces W = W + 1/ p .
73

Otra relación se presenta entre Lq y Wq (Lq el número de clientes en la cola y Wq el tiempo esperado en la cola)
¿ - -
Entonces L = X W similar L = XW q q
EXPLICACIÓN INTUITIVA
Considere un cliente que acaba de llegar.
En promedio el llegará al servicio después de que han transcurrido Wq (unidades de tiempo). Piense ahora que el cliente está a punto de ingresar al servicio y mira hacia atrás para contar la cola que queda detrás de él; en promedio el número de clientes detrás de él será Lq y ellos llegaron en promedio 1 / X unidades de tiempo cada uno, o sea que el tiempo que permaneció en espera será Wq = (1 / X ) L o sea Lq = X W . q n q
Un argumento similar muestra que L = X W .
Lo anterior es válido cuando el proceso de llegadas es Poisson y la disciplina de la cola es FIFO y solamente hay un canal ( M / M / 1 FIFO) y además ilimitada la capacidad del sistema.
Las anteriores fórmulas se conocen como formula de Little L = X W Lq =A,Wq
Combinando W = W + 1/p L =XW y L = A, W q q J
Tenemos X W= X W + X / p L= L + ^ V p q ^ L= Lq + p
w - ^ r _ ^ Ahora considere n q ~ t , \ L ~
L Si tiene entonces que -
Argumento intuitivo similar a las fórmulas de Little.
74

Para que transcurran L clientes en el sistema deben efectuarse L servicios cada uno dura en promedio 1 / p unidades de tiempo, entonces L ( 1 / p) será el tiempo que un cliente debe esperar en la cola antes de entrar al servicio dado que hay L clientes en el sistema cuando el llega o sea, Wq = L / p
Como
L =—L y como i
L = Lq + p=>
L = L + p=> L = 1-p
Fórmula valida en M / M /I
En resumen
R E L A C I Ó N V A L I D E Z
Vale en general
Bajo ciertas condiciones
L = Lq+(l-xo) Vale cuando hay un solo canal y no
hay atención en masa. Cuando es válida
la fórmula de Little en M / M / 1 .
Modelo M / M / 1 con capacidad finita K
El valor K representa el número máximo de clientes en el sistema.
En las ecuaciones de diferencia del modelo M /M / 1 se adiciona la ecuación
75

pk(t + At) = pk(t) [l-pA t]+pkJt) A At [(1 -pAt) + cr + (At)]
Lo cual implica que:
P k ' ( t ) = -ppk(t) + Apk_,(t)
Es la última ecuación diferencial.
Si trabajamos con las distribuciones límites se terminaría con
0 = - P7Ik+Á7Tk_,
_ A Lo cual lleva a nK ~ 7 1 k ¡
P
En resumen se tendrá
l<n<k-1
Con un procedimiento de recurrencia se tiene que
n < K
K
La condición 7 ,nn —1 se expresaría así:
en cuyo caso no - . K+¡ y nn - —
\ l - p )y 1-p n, f 1-P \ „ _P'{1~P)
76

si p = l entonces ^ P" — K + 1 y se tiene que n=0
1 X„ =
k + 1
en cuyo caso
1 7t_ =-
k + 1
En resumen
l-pk+' H
si p = 1 k + 1
Respecto a las medidas de eficiencia se tienen: si p - 1
k
Yn L _ t Í =k(k + l ) = k /
k + 1 2 (k +1) ' 2
Si p entonces
k k
L=Yun7t» = no pHn P"~' =
KopYA~ (P") = X0 P ~ „=0 « P dp \n = 0
í 1 „k + 1 \ = KoP dp
1-P 1-p
l-(k + l)pk +kp^
* § p
p[l-(k + l)pk +k pk+1]
[1-Pk+')(1-P)
77

También son válidas las fórmulas de Little.
W = L / X' donde X' = X (1 -71 K)
Que es la tasa efectiva de clientes que entran al sistema. Las demás fórmulas remplace X por X'.
Colas con canales paralelos M / M / C
Consideremos Xn = X para todo n y si p es la rata de cada servicio entonces c p es la rata de los c servicios. Si no todos los servicios están ocupados entonces se tiene
r
- s n p 1 < n < c r n
c p n > c
Siendo pn la tasa de servicio que depende entonces del número de clientes. Dividiendo las ecuaciones de diferencia en dos casos y pasando a las distribuciones límites se tiene
A"
ni n -7l0 0\<n<c)
71.. =<
A"
Cn-c el ¡u vno in>c)
oo c -1 yn oo yn Y para encontrar 71 partimos de / fin lo cual nos daría no 7 °r „ n' n r r< 11
= 1
,-Ay -W -llamemos ^ ~~ / p P / c
A_ c f j .
y se tendrá no c-l „ / I 00 11
y — + Y — — n! £ c" c el
n=0m n n=cc c! ju
= 1
La última parte del paréntesis se puede calcular así :
78

e x / \n~c r¡ 7 [ 7 y ' y ^ c"'c c' c' ^ \ c n=c ^ • n=c \ ^
nc i el ¡.n/
V -c si '/ = p<l
Entonces se tiene que:
c-l r
X -h ni - í
kPJ +
el T c í \
A con la condición de existencia — < 1 observe que si c = 1 se tiene M / M /1 / <x> para encontrar
cju
en este caso L se tiene q
Lq= £ {n-c)nH = ¿ nn^c =
oo ^ n
/ ZJ pn-c f L u n-• n-c • n=c
7tn
C! n 7 cViy
í - ' /Y + -
/
?f+l /c
lil-71/ TCn
Después de algunas operaciones en series geométricas, con el resultado anterior y las fórmulas de Little se tendrá:
79

w _ L« _ j á j j nf í
A (c -1)'. (c/7 - A)2 A
P P Xo
{c-l)l{cp-A)2
Y utilizando la relación entre W y W se tiene J q
W - + W
1 L=AW =—Wq=r¡-
M
rjc*'/ c
Ai-71/ Tin
Ahora veamos como es la función de distribución del tiempo de espera en la cola. Sea Tq la variable aleatoria que representa el tiempo de espera en la cola y sea Wq (t) su función de distribución. Entonces.
W (0) = Pr ( Tq = 0 ) = Pr ( haya a lo más c-1 clientes en el sistema) =
V1 v^ 7l" c r¡~ n=o ni c!{c-(c-77)
Para Tq > 0 entonces
Wq (t) = Pr (Tq < t) =
Pr ( n-c + 1 servicos < 11
se encontraron n llegadas en el sistema } 7tn +W (0)t>0
Ahora cuando n > c el promedio de salida es Poisson con media cp y el tiempo entre servicios completos es exponencial con media 1 / cp y la distribución del tiempo para que sucedan n - c + 1 servicios es ERLANG de tipo n - c + 1 entonces:
80

T V - IT T^1—- í juc'»* c"m dx + W (o)--
(c-J).'I
rf •-71, o J ^ T ; d x + Wq(0) =
rí (l-c^n)t)
\ h w T ) n ' + w ' < 0 > , > 0
) V I [i.c^-ti1
(o-,y ( c . % ) •i. + K(0) t>o
En resumen se tiene
W(t) =
1-cl\c-\
7Tn si t = (0)
- c -(fic-l)t
(c-1)/\c-\ tc0 + Wq (0) si t>0

Con función de "probabilidades" o "densidad1 ti
si t =0
Wq(t) = \ c
En forma similar el tiempo total de permanencia en el sistema tiene por función de densidad.
Suponga que un hospital estatal en su sección de oftalmología ofrece exámenes gratuitos para establecer la presencia del glaucoma, cada martes en la tarde. Hay tres médicos simultáneos y el tiempo promedio de cada examen es de 20 minutos y se puede suponer exponencial. Los pacientes llegan de acuerdo a un proceso de Poisson con media de 6 por hora y el primero que llega primero que se atiende.
El hospital desea conocer:
a. Cuántas personas en promedio deben esperar . b. El tiempo promedio que el paciente permanece en el hospital. c. El porcentaje esperado de tiempo ocioso de los doctores.
En resumen se desea conocer
Lq , W y el tiempo ocioso del servicio en porcentaje.
W(t) = y c" [A - c ju + ju Wv(0)]-[/ - Wq (0)][A - c n\n
A-(c-])/J
Ejemplo
Tenemos c = 3 X = 6 por hora p = 3 por hora.
82

Ahora
L< = 2V
3!(l-y3)2
= - + 3 i?y 3
2!(3.3-6y
l/ = ~ =0.889. /9 9
l/n = — horas. /9 27
Casi media hora, o sea, 28.9 minutos.
Probabilidad de tiempo ocioso de un servidor (doctor) se calcula así:
2 1 l7ü0+-7ü,+ -K2
1 2 — + —
9 3
f ~>\
11 v1 •
1 1 — + —
9 3
f ~>2\
2' v v -= 1/1 = 33.3% 9 / 3
O sea que una tercera parte del tiempo hay en promedio un doctor libre. Que también es igual c
À c n
1-3*3
y , 9 3 / 3
A 6 6 2 y obviamente c es la probabilidad de que el sistema esté ocupado llamamos p
factor de utilización o factor de intensidad de tráfico.
Ahora la probabilidad de que por lo menos un médico esté libre es:
71 n +71.+7T, =— =55% 0 1 2 g
que difiere del 33% anterior que se refiere al tiempo libre del servicio
El proceso de generalización no es muy difícil, similar al caso M / M / 1 con capacidad limitada se puede en el multicanal generalizar la parte teórica
83

= [l-pk-c+1 -(l-p)(ik-c + l)*pk
L q = c!(1-PY
donde 71„ = £ A n=0 n!
T " VM)
V 1-f ^ \k-c+l
^cp) c!
a la menos uno sí p = -y ^ 1 /cp
X0 =
n=o n!yp) + SlJZJ— [k -c + I)
c! si p
j T V-^ (c -n)(p c)" „=o n!
y se tienen las fórmulas de Little así:
/l A' — A- Aizk = A (/ - 71 k)
W = W- !/ P
L W = ^

Ejemplo
Considere una estación de inspección de automóviles con tres canales de observación cada uno para un solo carro. Suponga que los carros esperan en un callejón con capacidad a lo más de 4 carros. La llegada es Poisson con una media de un carro por minuto en las horas pico y el servicio es exponencial con una duración promedia de 6 minutos. El jefe de la estación desea conocer el número esperado de carros en el sistema, el número esperado que no pueda ingresar al sistema por tener capacidad máxima.
Salida
• Máximo tamaño
de la cola 4
• Calle de ingreso
FIGURA N°4
85

Solución
A = 1
r¡ = 6 p = 2
n=0
2 63 1 - 25
n> V
+ y , , , , = 0.00088 3! 1-2 / 1 1 4 1
si jjc ^
Lq = 7C0 y- [l - 25 + 5 (2')]=3528 7t0 = 3.09 carros
L = 3.09 + 3-7Tn £ = 6.06 ni
Para encontrar el tiempo promedio de espera durante las horas pico podemos usar
W = —-¡——r = = 12,3 minutos A (1 - 7t7) 1 -7T 6 /
0 /3" 31
El número esperado de carros por hora que no puedan ingresar a la estación es de
60 A 7T. =60 7T7 = ^ = 30.4 carros por hora 34 3!
Sugiere un estudio de ampliación del servicio en general de la capacidad del sistema.
Si cada servicio deja una utilidad de $ 1.000 cuál sería el costo del sistema ocioso (sin un cliente).
nfí * 1000 = 8,8 muy barato.
Ejemplo
En una estación de servicio se tiene que m es la rata de servicio por hora, X es la rata de llegadas por hora.
86

Se puede asumir que el modelo es p / p/ 1. Suponga que el costo de espera de un carro es C1 pesos por hora y la operación y el servicio por carro y por hora es p C2 cuando la tasa de servicio es fi. La idea es encontrar el valor de p y minimizar el costo total.
Es el número esperado de carros en la cola
W = -
Ahora podemos suponer que hay Lq carros esperando ser atendidos en la cola entonces el costo por hora por la espera será
* C, n{fi->i)
y el costo por su servicio será p C2
el costo total es
A2 C, , c = — 7 7T +mC2
para minimizar C con respecto a p tenemos
c = — — l j + m C 2 ¡Á - p. A
dÇi_c | -Â2C,(2/j-Â)
8 M 2 (fi2-H ¿ J
= c2 ¿'ft^-^c, =0
87

Igualando a cero y despejando obtenemos
C2 [¡i2 - julf = 2A¡i2 Cj - A3 C¡
C2 (¡i4 -2¡i3 A + A2 ¡i2)=2 A2 juC¡- A3 C¡
C2 ¡i4 -2 ¡i3 A C2 + .C2 A2 //" -2A2¡iC¡ = A3 C,
C2¡i4 -2 ¡i3 AC2 + C2 A2 ju2 - 2 A2 C¡ ¡i - A3 C¡ =0
Como función de p es de 4o grado y su solución se encuentra por métodos numéricos valores de C, , C2 y X dados
Si Cj = 100 pesos C 2 = 1000 pesos
X = 5 carros por hora p = carros por hora
se tiene
1000 ju4 -10.000 ¡i3 + 25000 ¡i2 - 5000 ¡i -12500 = 0
2 ju4 -20 ¡i3 +50 ¡i2 -10 ¡1-25 = 0
Tiene Un p cercano a 1.

Po PN L Lo W W<
1-P (I~p)p" P P2 1 P 1-P (I~p)p" 1-p 1-p P(1~P) p-X
\ >
1-p (•1~P)P" P + Lq JC2a2
+ p2
2(1-p) p X
\ \
1-P (l~p)pn P + Lq P2
2(1-p) w q + -p
p 2(p-X)
\ v
\ \ 1-p {l~p)pn
(1 + K\( p2 \ + p V 2K )\yl-p r )
Í7 + ^ Í p 2 1 l 2K ) { l - p )
wq+- p i 1 + K l í P 1 v 2K I)
1-p l-P
[K+,) ti-p)p" P CK + l)p(K+,)
1-p 1-pW L-(l~Po) L X X
Fuente Limitada
n=K
Z n=0
1
\ K' (Á]n] K! ( X ) ' r K ^ + Á\l Pn) L X
k Fuente Limitada
n=K
Z n=0 {K-n)!{p) _ (K-n)!{p) 0 X ot
L X X
^ 3 c_ fi (A "O Q
C 3 V) O
V) O
Q. O
tn
>>
A en
T:
£ en •p
00

Fórmulas para servidores múltiples S>1 ; P =
y o
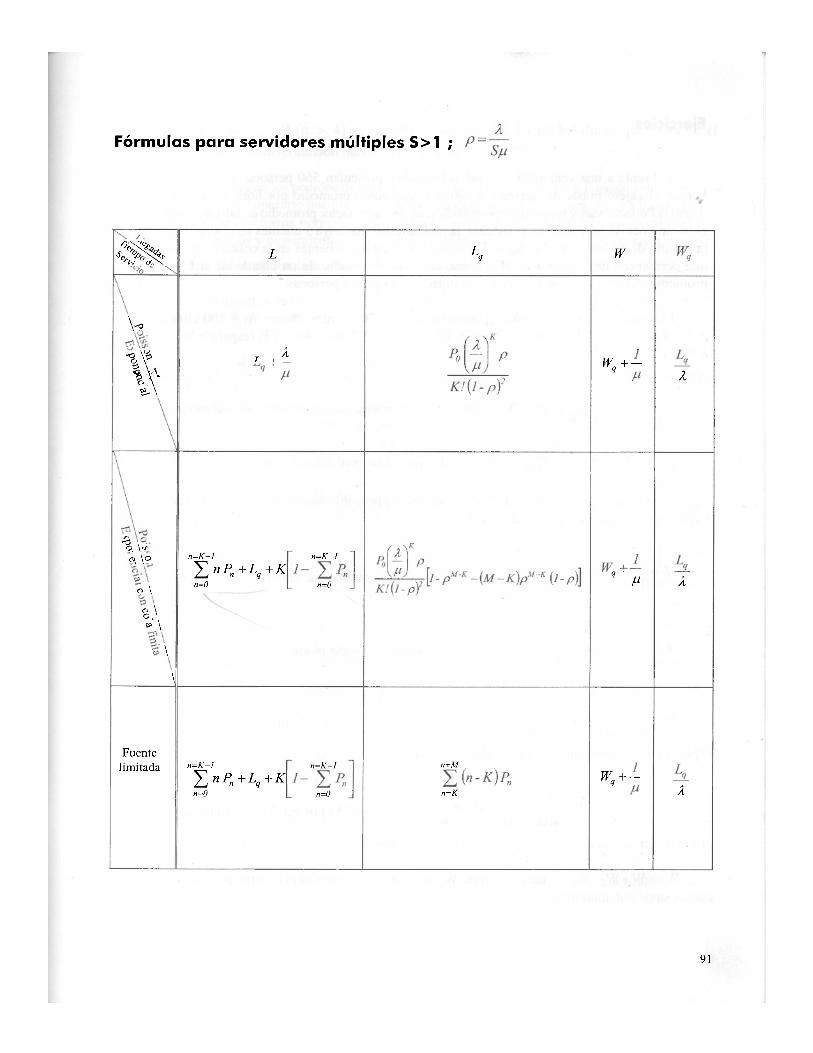
Fórmulas para servidores múltiples S>1 ;
^ L L<, W
V¿
"?» V
IV-eA
T 1 wq+-Â
« O \cn O \Q
<"> \
^ \ o , p \
\
\
n=K-l
2nPn+Lg+K n=0
n=K—l
n=0 * M Â
Fuen te l imi tada n=K-l
2nPn+Lq+K n=0
n=K-l
n=0
n=M
n=K
Wq+~ À
91

Ejercicios
1. Frente a una ventanilla del Banco Estatal se presentan 560 personas diarias (jornada de 8 horas); el cajero puede dar servicio a 100 personas como promedio por hora. Con la hipótesis de llegadas Poissonianas y servicios exponenciales, encontrar el factor promedio de utilización del sistema, el tiempo ocioso promedio en el sistema, la probabilidad que haya 3 clientes en el sistema, el número promedio de personas en el sistema, la cantidad promedio de clientes en la cola, el tiempo promedio que permanece una persona en el sistema, el tiempo promedio de un cliente en la fila, el tiempo promedio que tarda un servicio, la probabilidad que existan 4 personas.
Llegadas Poisson; servicios exponenciales; X = 70 clientes / hora; p = 100 clientes / hora; p = ? ; P 0 = ? ;P n = ? ; L = ? ;L q = ? ; W = ?; Wq = ?; Ws = ?; P (n > 4) = ?; P (espera > W) = ?; S = 1; A, < S p
/l _ 70 p — — ; P — ; p = 70% El tiempo que permanece ocupado en promedio el sistema es el 70%.
p 100
P0 = 1 - p \ PQ = 1 - ,7; PQ = 30% El tiempo ocioso promedio del sistema es del 30%.
Pn = ( l - p) p \ Pn = (1 - ,7) ,73; P n = 10,29% La probabilidad que en un momento determinado haya en el sistema 3 clientes es del 10,29%.
T _ P ,7 \ p '•> \ 7» L = 2,3 En promedio la cantidad de personas en el sistema es de 2,3.
P> , .r I ^ ; Lq = 1,63 La cantidad de clientes promedio en la cola es de 1,63 personas.
1 _ 1 W p( 1 p) ' W ~ 1 0 0 ( l 7 ) ' W _ 3 ( ) ' w = hor = 2 m i n En promedio una persona
espera en el sistema antes de ser atendido 2 minutos.
W q = ; W " = 1 Q Q
7 . 7 0 ; W i = ; Wq = ' 0 2 3 3 h o r = 1 ' 4 m i n El tiempo de espera
promedio en la fila antes de la atención es de 1,4 minutos.
W s = W - W q ; Ws = 2 min - 1,4 min; Ws = ,6 min En promedio el tiempo que tarda un servicio corresponde a ,6 minutos.
«2

Pr (n > k) =- pk+l; Pr (n > 4) = ,75; Pr (n > 4) = 16,8% La probabilidad que haya en el sistema en un momento determinado más de 4 personas es del 16,8%.
2. A un taller llegan los pedidos de reparaciones en forma de distribución Poisson a un promedio de 4 clientes / hora. El operario que los inspecciona para diagnosticar las reparaciones a hacer efectúa dicha actividad, en una forma normal; en promedio tal inspección le toma 6 minutos. Realizando la evaluación de tiempos y movimientos se encontró que el tiempo de servicio normalmente distribuido
tiene una <r - ,125. Calcular las características de operación del sistema.
Llegadas Poisson; servicios arbitrarios; A, = 4 clientes / hora; p = 10 clientes / hora; p = ?; P0 = ?; L = ?; Lq = ?; W = ?; Wq = ?; Ws = ?; S = 1; A, < Sp
_ A 4 P~ P = ~ ; p = 40% En promedio el tiempo que permanece ocupado el sistema es el 40%.
P0 = 1 - p ; P0 = 1 - ,4; P0 = 60% El tiempo promedio que permanece desocupado el sistema es el 50%.
j v + p 2 r _ 42*,125 + ,42 . T
2(l p ) ' 2(l 4) i = ' La cantidad de personas promedio en la
cola es de 1,8 clientes.
L = p + L q ; ¿ = ,4 + 1,8; L =- 2,2 L = 2,3 En promedio la cantidad de clientes en el sistema
es de 2,2 personas.
L 1 8
Wq = —j2-; Wq = - — ; ^ =,45 hor = 27 min El tiempo de espera promedio en la cola antes de
ser atendido un cliente es de 27 minutos.
^ + ^ + W ~ > 4 5 + W = ,55 hor = 33 min En promedio un cliente
espera en el sistema antes de ser atendido 33 minutos.
Ws = W - W q ; Ws = ,55 - , 4 5 ; Ws = ,1 hor = 6 min En promedio el tiempo que dura un
servicio es de 6 minutos.
El Bancó Departamental ha decidido instalar un cajero automatizado de atención a automovilistas para las personas que deseen hacer un solo depósito; el fabricante le ha informado al Banco que en
93

estos casos el tiempo de servicio es constante con 7,5 minutos. Para determinar las características de operación de este nuevo sistema se han evaluado las llegadas de los automóviles y se ha encontrado que se comportan en forma de distribución Poisson a una llegada de 4 automóviles / hora. Encontrar la congestión en el sistema.
Llegadas Poisson; servicios constantes; X = 4 autos / hora; p = 8 autos /hora; p = ?; PQ = ?; L = ?; Lq = ?; W = ?; Wq = ?; Ws = ?; S = 1; 7, < S p
_ A 4 P ~~~ ; P = P~ 50% En promedio el factor de utilización del sistema es el 50%.
P o
P0 = 1 - P ; P0 = 1 - ,5; P0 = 50% El tiempo promedio que el sistema no está ocupado es del 50%.
/ P 1 T >5 ' • r 2(l p ) ' 2(l 5 y L? = > 2 5 La cantidad de vehículos promedio en la línea de espera
es de ,25 autos.
L = p + L q ; L = ,5 + ,25; L = ,75 En promedio la cantidad de autos en el sistema es de ,75 vehículos.
TT/ P tir 5 . 1 ~ 2 ( j j A) ' 2(8 4 ) ' = = min El tiempo de espera promedio en la
línea de espera antes de ser atendido un auto es de 3,75 minutos.
W - Wq + —, jy = 50625 + —; JV 875 hor = 11,25 minEn promedio un vehículo espera P o
en el sistema antes de ser atendido 11,25 minutos.
Ws = W - W q ; Ws = ,1875 - ,0625 ; Ws = ,125 hor = 7,5 minEn promedio el tiempo de un
servicio es de 7,5 minutos.
4. En una empresa la reparación de un cierto tipo de maquinaria existente en el mercado se realiza en 5 operaciones básicas que se efectúan de una manera secuencial; si le tiempo que se lleva en realizar cada uno de los 5 pasos tiene una distribución exponencial con media de 5 minutos. Estas máquinas se descomponen según una distribución Poisson con una razón media de 2 máquinas / hora y en la fábrica solo hay un mecánico que las repara. Calcular las características de operación de la empresa.
94

Llegadas Poisson; servicios Erlang; X = 2 máquinas / hora; p = 2,4 máquinas / hora; K = 5; p = ? ; P 0 = ? ; L = ? ; L = ? ; W = ? ; W i = ? ; W s = ? ; S = l ; ^ < S n
- A
P ; P ~ ^ . \ p = 83,3% En promedio el tiempo que permanece ocupado el sistema es
el 83,3%. P = 1 - p ; P = 1 - ,833; P0 = 16,7% El tiempo promedio que el sistema permanece ocioso es
el 16,7%.
L = 1 + K V
1 - p P L = f i l l " ,833 2
1 - , 833 • ,833 L =
vlOy
,833
T Ó 7 + ,833 L = 3
En promedio la cantidad de máquinas a reparar en la empresa es de 3.
'1 + K Y P2 ^ 2 K
; L< = 1 + 5
\2*5j
,833
1 - ,833
í >L< =
vlOy
,833
,167
2 A ' L„ = 2,49 La cantidad
de máquinas en promedio en cola es de 2,49.
W,= / \
P ; w* = f1 + 5l R ,833 ^ • W = ' " q f
6 l F ,833 ^
I 2 K J U-̂ J ; w* =
{2*5) [ 2 , 4 - 2 J • W = ' " q Lio J l J > W = 1,249 hor = 1
hor 14 min En promedio las máquinas en la cola antes de ser atendidas permanecen 1 hora 14 minutos.
W = Wq H ; IV = 1,249 + ——; W = \,66 hor = 1 hor 39 min En promedio una máquina P ,Z,4
espera en el sistema antes de ser atendida 1 hora 39 minutos.
Ws = W - W q ; Ws = 1,66 -1 ,249 ; Ws = ,411 hor = 25 min En promedio el t i empo de un
servicio es de 25 minutos.
5. Al Taller El Recambio para cambio de aceite, los autos llegan a un promedio de 18 carros por hora en forma Poisson. La población es infinita pero el espacio físico en el sistema alcanza solamente para 3 vehículos; puede servir a un promedio de 6 carros por hora de acuerdo a una distribución exponencial; determinar las estadísticas de congestión de este taller.
Llegadas Poisson; servicios exponenciales con cola finita; A, = 18 carros /hora; p= 6 carros/ hora; K = 3 ; P 0 = ?; p = ?;L = ?; Lq = ?; W - ?; Wq ='?; W~= ?; S = 1
95

1- 1 - 3 P0 = P0 = (í>
3_| ; _P0 = -; P0 = 2,5% En promedio el tiempo improductivo 1 8 ] 1 - 3
i . V o y
del taller es el 2,5%.
p = 1 - P0; p = 1 - ,025; p = 1 - P ; p = 97,5% El tiempo promedio que el taller permanece ocupado es el 97,5%.
p {K +1 )pK+l ^75 _ (3 + 1)^975^. , K+I ' ^ —1 , ' - ¿ = 2 , 8 6 En promedio la cantidad
l - p 1 - p 1 - ,975 1 - ,975
de autos a cambiar el aceite por hora es de 2,86.
Lq = L - (l - P0); Lq = L - (l - P0); Lq = 2,86 - (1 - ,025); Lq = 1,88 En promedio el número de
vehículos en la línea de espera es de 1,88 por hora.
„ 7 _ L 2,86 W - — W — ; = J 5 8 hor = 9,53 min En promedio un auto permanece en el taller 9,53
A 18 minutos.
U88
A ' " 18 fila 6,26 minutos
Wq = ; Wq - - j — ; = ,104 hor = 6,26 min Los vehículos permanecen en promedio en la
Ws = W - W q ; Ws=, 158 - ,104; Ws = , 0 5 4 hor = 3,27 minUn cambio de aceite tarda en
promedio 3,27 minutos.
v/ 6. Una máquina fotocopiadora es utilizada por 3 secretarias de una oficina para obtener las copias que su sección requiere; como la magnitud del trabajo difiere de acuerdo al número de copias que cada quien traiga, se hizo un análisis el cual dejó concluir que la máquina tiende a un proceso de Poisson con un promedio de 8 trabajos por hora. Los requerimientos de utilización son también aleatorios de acuerdo a un proceso Poissoniano con una tasa media de 5 trabajes por hora. Calcular las características de utilización de la fotocopiadora.
Llegadas Poisson; servicios Poisson con fuente limitada; X = 5 trabajos / hora; p = 8 trabajos / hora; K = 3; P0 = ?; p = ?; L = ?; L = ?; W = ?; Wq = ?; W, = ?; S = 1
96

P o = - n-K z n=0
K!
( K - n ) '-T
/"y
; P0=-n=K z n=0
K!
( K - n ) A M)
3! / r \ 0 + -
3!
( 3 - 0 (3 - 1 ) v 8 J ( 3 - 2 ) U J ( 3 - 3 ) + -
3! + •
3! / c \ 3
v8y
, -1
BIB 06'i
I0TECA
'^/V/zA^;
; P0 = 14 ,96%
El tiempo ocioso promedio de la fotocopiadora es del 14,96 %.
yO = l - P 0 ; p = 1 - ,1496; p = 8 5, 04% En promedio el factor de utilización de la fotocopiadora
es del 85,04%.
p 8 L = K - — ( 1 -P0); L = 3 - — (1 - ,1496); L = l ,63 En la fotocopiadora permanecen en
A 5 promedio 1,63 personas.
(¿1 + AXl-Pp). r (8+ 5Xl-,1496). A ' " 5
fotocopiadora permanecen en promedio ,78 personas.
Lq— K - — —; Lq - 3 - - ; Lq = ,78 En la fila para acceder a la
u / _ L _ 1,63 ^ - —5 " - ; pí̂ = ,32 hor = 19,56 min El tiempo total promedio en el sistema es de
A 5 19,56 minutos.
j 78 Wq = —; Wq = ——; Wq = ,156 hor = 9,36 min En promedio en la cola para llegar a obtener
A 5 un servicio en la fotocopiadora el tiempo gastado es de 9,36 minutos.
Ws = W -Wq\ Ws = , 3 2 - , 1 5 6 ; Ws = ,164 hor = 9,84 min Un servicio promedio en la
fotocopiadora es de 9,84 minutos.
7. El Banco Departamental desea operar una nueva sucursal; luego de realizados los estudios el Banco considera que con 4 servidores es suficiente. Los clientes llegan en promedio a una tasa de 20 por hora de acuerdo a una distribución Poisson y se sabe que se requieren en promedio 2 minutos para atender a cada cliente con una distribución aproximadamente exponencial. Calcular las estadísticas de operación del Banco.
97

Llegadas Poisson; servicios exponenciales; A, = 20 clientes / hora; p = 30 clientes / hora; ?; p = ?;Pn = ? ; L = ?;Lq = ? ; W = ?;W q = ? ;W s = ? ; K = 4; X < Kp
'20\° (20V jo) , UoJ
20Y (20
0! 4! j 20 1 {.30 J {30 - + - — — +
20Y ( 20
[4\30) 1! 4! i 20
(4X30)
30J {30 2! 4! ¡ 20 ' 0!
20] (20 30) Uf
(•4\30) 4! j 20
(4\30)
P0 = 50,56% En promedio el tiempo improductivo del sistema es del 50,56%.
/? = 1 - P0; p = 1 - ,5056; p = 49,44% El 49,44% del tiempo el sistema permanece ocupado.
O ,5056
L = kM) . L = 9 K\ (l - pf ' ? 4! (1 - ,4944)
20 Y 30 J L
.2 '
,5056(,6666)4
4!(,5056)2 '
r T ^ T T ^ T T ^
L = L + - ; £ = L + - ; Z = L + — ; // p * p
W W = — • ^ = — •
« A ' A ' 9 1 '
^ = W +—; PF = W + — ; W = W q + — ; p p p
Ws= W - W q ; fVs=W-Wa; Ws = W - W a ; q' 5

8. Una Compañía debe tomar una decisión con respecto a su política de contratar un mecánico para reparar un mecanismo que se descompone con una tasa promedio de 4 por hora de acuerdo con una distribución Poisson; el tiempo improductivo de cualquiera de los mecanismos está costando $5000 por hora a la Empresa. La Compañía puede contratar dos tipos distintos de mecánicos: uno lento, pero poco costoso a $2500 por hora y el otro rápido, pero más costoso a $4500 por hora; el mecánico lento puede reparar exponencialmente los mecanismos a una tasa promedio de 6 por hora, mientras que el mecánico rápido repara exponencialmente a razón de 8 por hora. Basándose en los datos anteriores cuál mecánico debe contratarse?
Llegadas Poisson; servicios exponenciales; A, = 4 mecanismos / hora; /uL— 6 reparaciones /
hora; ¡u R = 8 reparaciones / hora; WL = ?; WR = ?; CTL = ? ; CTR = ? ; S = 1 ; l < S p
CTL = 2500 * 4 + 2500; CTL = $12500
C T R = 1250 * 4 + 4500; CTR = $ 9500
Donde COL, COR, CTL y CTR corresponden a costo ocioso para el mecánico lento, costo ocioso para el mecánico rápido, costo total para el mecánico lento y costo total para el mecánico rápido.
La decisión es entonces finalmente contratar el mecánico rápido, porque la Compañía ahorra costos.
1 1 = r ; wl=~7'> w , = , 2 5 h o r = 1 5 m i n
8 - 4 4 L '
COL = $2500; COR = $1250
Costo Total = Costo Ocioso * No de máquinas dañadas en el período + Costo de Mano de Obra en el período.
99

EL MERCADER DE BAGDAD
Un mercader de Bagdad que atendía las necesidades de los peregrinos que cruzaban el desierto debió enfrentarse en una oportunidad con el intrigante problema que a continuación detallamos. Lo visitó el guía de una caravana que deseaba adquirir una provisión de vino y de agua. Presentando tres recipientes de diez galones, pidió que en el primero se pusieran tres galones de vino, tres galones de agua en el segundo y tres de vino y tres de agua mezclados en el tercero y que se le dieran tres galones de agua a cada uno de sus trece camellos.
Como el agua y el vino, según la costumbre oriental, sólo se venden en cantidades pares de galones, el mercader tenía solamente una medida de dos galones y otra de cuatro para llevar a cabo una tarea que le presentaba dificultades inesperadas. No obstante, sin recurrir a ninguna treta o artilugio, ni a ningún medio extraño para problemas de este tipo, extrajo el agua de un tonel lleno (63 galones) y el vino de un barril lleno (31 galones y 1/2) en las proporciones requeridas, sin ningún desperdicio. ¿Cuál es la menor cantidad de manipulaciones en que se puede llevar a cabo la tarea, contando como una manipulación cada vez que el liquido se extrae de un recipiente para verterlo en otro?

CAPÍTULO III
M O D E L O S DE INVENTARIOS
Denominamos conocimiento a la pequeña porción de ignorancia que ordenamos y clasificamos.
Bierce
INVENTARIOS
Lo que se debe comprar y como lo debo de hacer de acuerdo a las necesidades de la Empresa (teniendo en cuenta oferta y demanda), los inventarios sirven para desacoplar las diferentes fases, para que ninguna dependa de la otra; para ello se deben tomar dos (2) decisiones:
1. Cuánto debo comprar, se deben tener en cuenta los costos cargados al inventario, costos por pedidos (llamadas, papelería) y costos por agotamiento de existencias.
2. Cuándo debo comprar, de deben manejar las existencias de seguridad, así como el tiempo de entrega de los diferentes pedidos.
Situación ideal
Cuando el tiempo de entrega de mis pedidos es constante, conocida y cuando también la demanda es constante y conocida.
Q
Tiempo
FIGURA N°1
101

Cantidad económica de pedido (cantidad de costos mínimos). Consumo promedio anual.
Inventario promedio.
Costo de hacer un pedido.
Valor unitario de compra.
Costos cargados al inventario en porcentaje del inventario promedio.
Ahora vamos a calcular a Q = f ( R, S, C, I ) .
CT = CCI + CPP + VC
CCI = c* I 2
CPP = ~*S Q
VC = R*C
Donde CT es costo total, CCI corresponde a costos cargados al inventario en pesos, CPP es costos por pedidos y VC es el valor de compra.
Q* - CEP :
R •
Q 2
S :
C :
/ :
2 Q
Calculamos la primera y la segunda derivada del costo total (CT) con respecto a la cantidad económica de pedido(Q):
dCT C*I R*S dQ
dCT
~dQ
Q2
= 0
102

d CT _ 2* R* S
dQ2 Q3
d CT n
dQ2
C*I R*S
C*I _R*S 2
= 0
Q* = 2* R* S
C*I
A continuación graficamos los costos totales en términos de los costos cargados al inventario, los costos por pedidos y el valor de compra con la abscisa cantidad y la ordenada costos:
FIGURA N°2
103

Problema
Se tienen unos requerimientos anuales en la Empresa Manizales para el artículo X iguales a 800000 unidades; el costo de hacer un pedido es de $1250; el costo cargado al inventario es del 20% anual y el valor unitario de compra anual es de $100. ¿Cuánto debo pedir? ¿Número de pedidos anuales?
¿Cuánto dura un pedido?
Solución
R = 800000 unidades/año; S = $1250 / pedido; I = ,2 ; C = $100 / pedido;
Q = ? ; N = ? ; d = ?
2 X S 2 * 8 0 0 , 0 0 0 * 1 2 5 0 Q = \ ~ c í ; Q = V 1 0 0 * > 2
Q = 10000 unidades/pedido
Ar R „ 800000 N = —; N = ; N = 80 pedidos al año
Q 10000
Si el año tiene 360 días, entonces un pedido dura:
T 360 d — —; d = - — ; d = 4,5 días
N 80
COMPRAS EN GRANDES CANTIDADES
Es indudable que la mayoría de empresas prefieren comprar volúmenes altos de mercancías con el objeto de obtener una mayor utilidad en sus ventas, ya que reciben frecuentemente rebajas y/o descuentos. Algunos de los criterios utilizados son:
1. E n f o q u e de comparac ión de costos: Consiste en comparar los costos totales de nuestra situación actual con los costos totales que nos causaría un descuento.
Problema
Una Compañía compra algunas materias primas para usarlas en su línea de producción en una cantidad de 400 al año con un costo de $5000 cada una; los costos cargados al inventario son del 20% del valor promedio de inventario y los costos de pedido son de $2000 por pedido. La empresa ha
104

recibido una propuesta de otro proveedor para concederle un descuento del 2% en compras de 100 o más unidades. ¿Debe aceptar la oferta?
Solución \
R = 400 unidades / año; C = $5000 / unidad; I = ,2; S = $2000 / pedido;
D = ,02 en compras de más de 100 unidades; CTA = ?; CTD = ?
Situación Actual
2 \ C * I
1 2 * 4 0 0 * 2 0 0 0 5000*,2
; Q = 40 unidades / pedido
4 0 * 5000*,2 CCI = —; CCI = $20000
RS „ „ „ 4 0 0 * 2 0 0 0 CPP = ; CPP = ; CPP = $20000
Q 40
VC = C*R; VC = 5000*400; VC = $2'000000
CT = $20000 +$20000 + $2'000000; CT =$2'040000
Situación propuesta (con descuento):
CCI - ^ 5 0 0 0 * , 9 8 * , 0 2 ; CCI = $49000 •
CPP - 4*2000; CPP = $8000
VC = 400*5000*,98; VC = $1'960000
CTd =$49000 + $8000 + $1*960000; CTD =$2'017000
/ i ¿m* o /«r L\ '» £ « t o s s
BIBLIOTECA Y
Debo aceptar esta oferta.
2. Enfoque de cambio de precios: Hay ahorros en el valor de compra y en el valor de compra (AD) y en los costos por pedidos (A).
105

Existen recargos en los costos cargados al inventario (R); A > R acepto la propuesta; A < R no aceptamos la propuesta; A = R da lo mismo aceptar una cualquiera de lasa propuestas, habría que observar algunas condiciones adicionales.
X : Máximo valor en pesos que podemos comprar, de tal manera que A = R si se compra más se incrementan los costos y se rebajan los costos cuando se realiza la operación contraria; A: Consumo promedio anual en pesos; B: Cantidad económica de pedido en pesos.
X = f (A, B, S, I, D )
AHORROS:
Ahorros = VC + CPP
VC = A* D
A*S A*S(1-D) CPP =
Ahorros = A* D +
RECARGOS:
RECARGOS = CC1
B X A* S A * S(l- D)
B X
CCI = X * I B * I
Ahorros = R e c a r g o s
A*D + t n i A * S A*S(\-D) X*I B* I
B X
Despejando X tenemos:
A*B*D*X + A*S*X-A*B*S(1-D) _X*I B*I B*X _ 2 Y~
2*A*B*D*X + 2*A*S*X-2*A*B*S(1-D) = B*I*X2-B2*I*X
106

B * I * X2 + ( -B 2 * I - 2 * A * B * D - 2 * A * S)X + 2 * A * B * S ( 1 - D ) = 0
x = * a * c
a = B*I;b = - B 2 * I - 2 * A * B * D - 2 * A * S ; c = 2 * A * B * S(1 - D)
X = B2 *I + 2 * A * B * D + 2*A*S±-y/( -B 2 *I — 2 * A * B * D - 2 * A * S ) 2 - 8 * A * B 2 * I * S(1 - D) 2 * B * I
Problema
La Compañía Caldas compra materia prima para su producción industrial; actualmente compra $40'000000 al año de dicho producto; su proveedor le ha hecho una proposición que consiste en el 1,25% de descuento si le hace un pedido trimestral; la empresa ha calculado que el costo de hacer un pedido es de $2250 por pedido y que los costos cargados la inventario son del 22%. ¿Debe aceptar la oferta de descuento; si la respuesta es negativa que contrapropuesta debe hacerle en términos de algún descuento?
Solución
A = $40*000000; D = ,0125; N = 4 pedidos /año; S = $2250 /pedido;
I = ,22; B = ?; X = ?; x = ?
A = C*R; B = C*Q;
B =
\
v 7
5 = 2 * 40000 * 22,5
B = $ 2860 por pedido
107

Xj = $ 9415 por pedido; X2 = $ 859 por pedido (Este último resultado se desecha).
Entonces X, = $ 9415 por pedido corresponde a lo máximo que podemos comprar con descuento,
x = Exigencia
A(\-D) 40000* ,9875 x = — - ; x = ; x = $9875 por pedido.
N2 4
Luego no aceptamos la oferta.
x = A(1-D1) n 2
Reemplazando 1) en 2) y despejando D, :
A* 1(1 - D¡) A*sn-n.)
A* D¡ + A* S A* S(1 -D,) N2 B*I
B A(l-D,) 2
n2
. A*S mv_A*I(l-Dt) B* 1
A*D, + N, *S = ' B 2 2 * N2 2
A*B*D,+A*S-B*N:*S A* I - A* D, * I - B* I * N,
B 2* N2
1)
A . D l ¿ * S A*S(l-Dl) _ X*I B*I 1 5 X 2 2 }

2*A*B*D,*N2+2*A*N2*S-2*B*N22*S = A*B*I-A*B*D,*I-B2*I*N2
2* A* B* D,* N2 +A* B* D¡* I = A* B* I -B2 * I* N2 - 2* A* N2* S + 2* B* N2 * S
A*B*I-B2*I*N2-2*A*N2*S + 2*B*N2*S A* B(2* N2 +1)
40000 * 2860*22 - 28602 *,22*4-2* 40000 * 4* 22,5 + 2* 2860 * 42 * 22,5 40000 * 2860(2 * 4+,22)
D, =,01364269307
D, = 1,36%
El anterior sería el descuento mínimo aceptar, ya que el proveedor nos había ofrecido un descuento de 1,25% si le hacíamos un pedido trimestral.
3. Enfoque de rebaja de precios: Nos permite analizar aquellas situaciones en las cuales nos dan una escala diferencial de precios, bien sea de tipo ascendente o descendente, de acuerdo a las cantidades que compremos cada vez.
Para el análisis de los problemas es usual utilizar el siguiente diagrama de flujo:
Donde n corresponde al nivel de menor precio (mayor cantidad)
RP es el límite inferior del nivel n
109

Diagrama de flujo
C, I, R, S
/
CALCULAR LAS CEP PARA LOS n NIVELES
COMPRAMOS LA DE MENOR COSTO ENTRE CEP „.,
YRP„. ;
COMPRAMOS LA DE MENOR COSTO ENTRE
CEP n 2, RP n ¡ Y RP n
COMPRAMOS CEP „ UNIDADES POR PEDIDO.
Problema
A la Compañía Colombia se le ha ofrecido una escala de descuentos para el producto X; el costo de pedidos es de $80 por pedido, el costo cargado al inventario es del 22% y el consumo anual es de 5000 unidades; la escala de descuentos es la siguiente:
110

NIVEL UNIDADES $ / UNIDAD
1 1-100 50
2 101-200 49
3 201-300 47.7
4 301-400 46.6
5 401 o más 45
¿Qué cantidad se debe comprar ?
Solución
R = 5000 unidades / año; S = $ 80/ pedido; I = ,22; CEP = ?
l2*R*S _ l2*X*S ^ I T
Q = ; Q = ] I ~ T ~ i c
1 2 * 5 0 0 0 * 8 0 g p r Q= \ 22 V 50 ' Q = ^ ^ unidades por pedido
( 2 * 5 0 0 0 * 8 0 ^ í 1
,22 49 ; Q = 272 unidades por pedido
2 * 5 0 0 0 * 8 0 ^ I 1
Q = V ,22 47,7 ; Q = 276 unidades por pedido
/ 2 * 5 0 0 0 * 8 0 ^
Q = A I 22 Al46 6 ' Q = 279 unidades por pedido

1 2 * 5 0 0 0 * 8 0 ^ I T Q = V 22 = ^ ^ unidades por pedido
Es decir, escogemos Q3 = 276 unidades por pedido, ya que es la única que se encuentra en el intervalo correspondiente a la escala del nivel 3 de los descuentos ofrecidos por el proveedor (dicho intervalo está entre 200 y 30unidades ).
Aplicando el segundo enfoque:
CANTIDAD
COSTOS CARGADOS AL INVENTARIO
e * c * / 2
COSTOS POR PEDIDO
- * S Q
VALOR DE COMPRA
R*C
COSTO TOTAL
2 7 6 * 47,7*,22 5000 5000*47 ,7 276
2 7 6 * 47,7*,22 * 80 5000*47 ,7 241397
2 276 5000*47 ,7 241397
301 301*46,6* ,22 5 0 0 ° . 8 0 5000*46 ,6 235872 2 301
401*45* ,22 5000 401
401*45* ,22 * 80 5 0 0 0 * 4 5 227982
2 401
En este caso tomamos como respuesta el costo total más bajo $227982, el cual nos dice que debemos comprar en la escala correspondiente a 401 o más unidades.
X = f ( A , B, D, I, S )
A = R*C; A = 5000 * 47,7; A = 238500
B = Q* C; B = 276* 47,7; B = 13165
47 7-45 D = — ; D =, 0566; D = 5,66%
47,7
x _ B2*I + 2*A*B*D + 2*A*S±^I(-B2 * I -2* A* B* D-2* A* S)2-S*A*B2 *I*S(l-D) 2 * 5 * 7
112

X, = $149159; X 2 = 0833
Desechamos el último resultado por la definición de la variable X = $149159
149159 Q = ———;Q = 3315 unidades / pedido
EXISTENCIAS DE SEGURIDAD (Z)
Su finalidad es subsanar las deficiencias que se tienen en la entrega de proveedores y/o incrementos en la demanda, es decir, como se deben calcular las existencias de seguridad y en que momento se deben hacer los pedidos.
MP — TR* CPD donde MP: Momento de pedido, TR: Tiempo de reposición y CPD: Consumo promedio diario.
El cálculo de las existencias de seguridad se debe realizar de tal manera que nos causen los costos mínimos, tanto en costos cargados a las existencias de seguridad y en los costos por agotamiento.
Problema
Se ha comprobado que para el artículo A la cantidad económica de pedido es de 250 unidades con un promedio diario de consumo de 5 unidades, el tiempo de reposición es de 21 días; el número óptimo de pedidos al año es de 5 y el costo por agotamiento es de $3000 por unidad; los costos cargados al inventario son de $400 por unidad. Se tiene la siguiente historia de períodos de renovación (se analizaron 100 períodos de renovación):
Consumo durante el período de renovación
(unidades)
Número de veces que se presentó dicho consumo
Probabilidad que se presente dicho consumo
(%)
90 7 ,07
95 10 ,1
100 25 ,25
105 50 ,5
110 6 ,06
115 2 ,02
113

A que valor deben corresponder las existencias de seguridad y cuál es el momento adecuado para pedir ?
2 1 * 5 + Z = 1 0 5 + Z; suponiendo Z = 0, la situación de arranque es de 105 unidades.
Z = 0; momento de pedido = 105 unidades; probabilidad de agotamiento = 8%
Z = 5; momento de pedido = 1 1 0 unidades; probabilidad de agotamiento = 2%
Z = 10; momento de pedido=115 unidades; probabilidad de agotamiento= 0%
Existencias de seguridad (Z)
Costos cargados a las existencias de seguridad
(Z)
Costos por agotamiento
Costo Total ( $ )
0 0 ,06 * 5 * 3000 * 5 7500 0 0 ,02* 10 * 3000 * 5 7500
5 2000 _,02 * 5 * 3000 * 5 3500
10 4000 0 4000
Se debe escoger cuando Z = 5, es decir, cuando existan 110 unidades en bodega es el momento ideal de pedido.
OBJETIVOS DEL CONTROL DE PRODUCCIÓN Y STOCKS
Dentro de los cambios que se vienen adelantando en las organizaciones, se puede encontrar la marcada importancia que se le brinda al control de producción y al manejo de stocks; la finalidad de todos estos cambios es el de obtener una "Organización Eficiente", que pueda mantener unos bajos niveles de costos y un excelente servicio al cliente, sin incurrir en un nivel de gastos muy alto.
Es conocido por la mayoría de empresarios, y personal directivo, que el manejo apropiado de los niveles de stock, además del control de producción son factores que generan grandes beneficios en varios campos, como lo son:
1. Mínima inversión en stocks.
2. Eficiencia de las operaciones de la fábrica.
3. Máximo servicio al cliente.
114

Es preciso anotar que entre los parámetros anteriores existe una interrelación directa, ya que no se puede cumplir ninguno de ellos independientemente de los otros, ya que son dependientes entre sí.
Al interior de la organización esto proporciona gran ayuda a las personas involucradas en el proceso de toma de decisiones; pues les brinda información confiable y objetiva que permite que se tomen decisiones acertadas.
Otras de las grandes ventajas que proporciona el manejo de estos conceptos al interior de la organización es que le ayuda a ser más competente con respecto a las demás organizaciones del entorno; además le permite optimizar el manejo de sus recursos.
La evolución del control de producción y los stocks
A la par con la evolución que han venido presentando las organizaciones, se ha venido desarrollando un proceso para el mejoramiento continuo en el manejo de los procesos de producción y en la administración de los niveles de stock.
La importancia que se le daba en un principio al control de la producción y al proceso productivo era mínima; ya que lo más importante era producir no importando como se hacia, y sin detenerse a buscar una mejor forma de hacer las cosas que permitiera la optimización de los procesos de producción y del manejo de los inventarios.
Por la necesidad de las empresas de optimizar sus procesos para permanecer en el mercado y mantener un nivel aceptable con respecto a la competencia, se han venido presentando una especialización en el manejo del control de la producción, ya que anteriormente esta no se tomaba independientemente, esta incluida dentro de un conjunto de actividades que eran controladas por un solo individuo y que por el acceso de funciones no eran realizadas de una manera efectiva. Con el paso del tiempo se ha venido separando esta actividad de las demás a las que estaba ligada, logrando con esto una organización más eficiente en estos aspectos.
El control de producción en la actualidad
Este proceso se ha venido desarrollando de una manera independiente, ya que en la actualidad se encuentra bajo la cobertura de un departamento específico dentro de la organización; además se ha establecido otras divisiones como la de control de materiales. Lo cual facilita en determinado momento descubrir cual es la parte del sistema que presenta fallas, por ejemplo en el proceso productivo, o en la adquisición de materiales; aspectos que eran muy difíciles de establecer ya que, como se dijo anteriormente, todas funcionaban en conjunto y para poder determinar alguna falla era necesario evaluar todos los procesos, por lo cual se perdía mucho y la empresa dejaba de percibir unos recursos monetarios.
Con el paso del tiempo se ha venido ofreciendo más importancia al manejo de los inventarios y el control de producción, ya que se reconoce la importancia que ello representa al momento de tener una empresa eficaz y eficiente.
115

Relación entre el control de stocks y el control de la producción
Existe una relación directa entre el nivel de stocks y las cantidades de Producción que deben tenerse; ya que la producción estará determinada por los niveles de inventarios que se tengan. Ya que si en algún momento los niveles de inventarios son menores a los que se debían tener, se incurrirá en unos costos innecesarios que estarían en contra de la eficiencia de la organización. Y por el contrario si los niveles de producción son tan altos que sobrepasan los niveles deseados de inventarios también se generarían unos costos y gastos que no beneficiarían en nada a la empresa.
Política de dirección y control de producción
Para la fijación de las políticas de rotación de inventarios se deben tener en cuenta, no solo el sector al que va dirigido el producto, ya que en ocasiones el funcionamiento del sector no es perfecto y presenta algunas deficiencias, lo que conllevaría a que no se tuviera una planificación apropiada para la fijación de las políticas de control de producción. Se deben tener en cuenta variables como, la capacidad de almacenamiento, la demanda que se presente el mercado, para que en ningún momento se tengan problemas por exceso o carencia de inventarios.
Distribución en función del valor
Para cada clase de artículo una pequeña cantidad de ellos representa la mayor parte del valor total. Este concepto resulta muy interesante en el mundo de negocios ya que se puede aplicar al control de stocks de producción, calidad, etc. Es de fácil aplicación y eficiente.
Aplicado a los stocks este concepto se denomina clasificación ABC que significa: cada stocks se puede dividir en 3 partes diferentes.
SISTEMA DE CONTROL DE INVENTARIO A B C
El sistema de control A B C nos muestra como manejar el inventario de acuerdo con la clasificación de prioridades, ésta puede realizarse de tres diferentes formas; de acuerdo al costo de unitario, de acuerdo al costo total de existencia y de acuerdo al orden de requerimientos sin tener presente el costo. Cada una de ellas serán ampliadas más adelante, observando que en cualquiera de las tres se subdivide en los grupos A, B, y C.
Pueden observarse diferentes técnicas que mejoren los métodos de trabajo especialmente en el área de producción una de ellas es el análisis ABC, también llamado respuesta de esfuerzo, análisis de respuesta ó análisis de estructura de dos fenómenos.
"Esta técnica se utiliza especialmente en: Gestión de stock, análisis de productos, análisis de ventas, análisis de clientes, entre otros"1
/ Businessglobal.com
116

Este sistema pretende que el costo y el manejo del inventario disminuyan. Además puede proporcionar una rotación de inventario más frecuente incremento en las ventas y reducción de sistemas de trabajo que disminuirán costos.
"La filosofía del sistema dice: Muchas veces cuesta más el control que lo que vale lo controlado.2" Por esta razón sugiere clasificar según la importancia y consumo, así:
A: Son aquellos que requieren mayor control por su costo de adquisición y por el costo de tenerlo en inventario, por su aporte directo a las utilidades y por ser material importante dentro del trabajo fundamental. Generalmente un pequeño número de elementos pertenece a este grupo y los pedidos se realizan por cantidades exactas o con base en las solicitudes hechas por los clientes.
B: Los que no son tan necesarios como los anteriores por costos, por utilidad y por el control que se ejerce sobre ellos. Para la realización de pedidos debe calcularse la cantidad óptima de pedido.
C: Artículos que requieren poca inversión por ser de poca importancia en la elaboración del producto final, requiriendo revisión sencilla sobre las existencias, pero que serán suficientes para lo requerido finalmente. Puede mantenerse una cantidad considerable en bodega, se procura no sobrepasar ni estar por debajo de los que debe mantener de existencia.
Para la clasificación de los artículos dentro del análisis ABC pueden observarse varios aspectos:
- Valor anual en dinero de las transacciones para un artículo. - Costo unitario. - Escasez del material utilizado para la fabricación de ese artículo. - Disponibilidad de recursos, fuerza de trabajo e instalaciones para producir el artículo. - Tiempo necesario de obtención. - Requerimientos de almacenamiento para un artículo. - Costo de escasez del artículo. - Volatilidad del diseño de ingeniería".3
El análisis ABC puede observarse con un solo criterio o con múltiples. En el primer caso se separan los artículos en tres grupos de acuerdo a su consumo anual: A Elevado, B intermedio y C bajo. Siendo "A" el 20%, que representa el 65% del consumo anual, "B" el 30% que representa el 30% de los artículos y el 25% del consumo anual y "C" el 50% que representa el 10% del consumo anual. Sin olvidar que estos porcentajes no son constantes en todas las empresas.
Con este método pueden identificarse los artículos de mayor impacto en el costo total de inventarios. Para observar el costo de inventario es conveniente hacerlo de acuerdo a los artículos del grupo A, determinando un análisis cuidadoso de decisiones de cantidades a solicitar, en que momento pedirlas y poder así realizar pronósticos.
2 GARCIA, Cantú Alfonso. Enfoques prácticos para la planeoclón y control de inventarios. Pág. 29 3 FORGATY, Donald W. Y otros. Administración de la producción e inventarios. Pág. 203.
117

Se tendrá mayor atención en los artículos de más importancia pero número menor (A) y menor en los menos significativos, aunque puede llegar a pasarse muchas cosas por alto.
En el segundo pueden observarse puntos diferentes a tener en cuenta además de los costos, algunos de ellos son: disponibilidad, obsolescencia, grado de sustitución y urgencia del artículo. Este último es quizás uno de los más importantes ya que por ello puede incurrir en el incremento de costos, ya que la premura en la entrega de un pedido puede llevar a comprar donde se encuentre primero sin importar otros factores.
El procedimiento se debe seguir en estos pasos:
• Distribución de consumo en dinero y las categorías asociadas.
• Establecer categorías de carácter crítico, discriminando estas así I, II, III; esta clasificación se hace intuitiva e implícitamente. El I podría ser aquellas que no tienen sustitutos, los III son de menor importancia y los II son el punto medio entre unos y otros.
Debe tenerse una administración concreta de lo que se hace, para ello se requiere: verificar los registros, ya que en muchas ocasiones no coincide el conteo físico con lo registrado, por lo que debe realizarse una revisión física con más frecuencia especialmente para los artículos A. El inventario de seguridad y la cantidad de pedido se determinan según el dinero y la urgencia con que se requiera.
Al utilizar este método podremos tomar ciertas medidas, como:
• Aplicar un tipo de control específico a cada grupo de artículos en función de su valor.
• Concentrar los esfuerzos de control sobre los productos más importantes.
Gestionar las compras y controlar las entregas de mercancías en fúnción de la importancia de las compras en valor y no en cantidad".4
Análisis ABC
1. ARTICULO "A": Valor alto: Artículos poco numerosos ( 15 - 20 % del total ) su valor representa el 75.80% del valor de la existencia.
2. ARTICULO "B": Valor medio: Constituyen una parte importante del total de los artículos (30-40%) y su valor representa el 15 % del total.
4 Businessglobol.com.
118

3. ARTICULO "C": Valor pequeño: Es la gran masa de artículos (40 - 50%) cuyo valor es prácticamente despreciable un 5 - 10 % del valor total.
Esta clasificación es arbitraria; de acuerdo a las clases de artículos de la empresa algunos justifican una atención personal del encargado del control de producción, especialmente por el volumen monetario que representan.
Este concepto es aplicable a muchas fases de las actividades de control de producción. Ej: clientes, vendedores, artículos que originan la mayor parte de pedidos atrasados.
Reglas para este análisis
1. Almacenar muchos artículos de poco valor.
2. Aplicar el esfuerzo de control ahorrando a la reducción de los stocks de los artículos de mayor valor.
Ejemplos de aplicación
• Artículos A: Control severo, archivos completos, revisiones periódicas por personal de alto nivel, estrecho seguimiento para reducir los tiempos muertos, etc.
• Artículos B: Controles normales, con buenos archivos y atención regular.
• Artículos C: Controles sencillos, sin archivos, sino simples anotaciones sobre reabatecimiento, importantes existencias y pedidos para evitar agotamiento de stocks.
Procedimiento de pedido
• Artículos A: Determinación minuciosa y exacta de las cantidades y puntos de pedidos, exámenes frecuentemente para reducirlos.
• Artículos B: Buen análisis para especificar cantidades y puntos de pedido, pero con revisión trimestral.
• Artículos C: Ningún cálculo de cantidades o puntos de pedido. Se solicitan una vez al año.
119

PLANEACIÓN DE REQUERIMIENTO DE MATERIALES "MRP I"
MRP viene del inglés MaterialRequirements Planning y se traduce al español como: Planeación de Requerimiento de Materiales.
Observando este método podemos darnos cuenta que la planeación de las actividades comerciales de una empresa le atañe a esta en su conjunto; que cada una de las dependencias tienen que ver con ella. De igual forma es algo que no puede hacerse a la ligera, sino que lleva su tiempo.
Para el manejo del MRP el registro debe hacerse en forma exacta, ya que con él se podrá saber que tanto se debe comprar y en que momento, pidiendo así exclusivamente lo que se requiere, esto puede hacerse con la ayuda de cuadros donde se encuentre la información de materiales.
Como ya dijimos toda la empresa debe tener conocimientos sobre el MRP, de su manejo y en general de la forma como opera, para alcanzar éxito en él y así el producto final esté en el momento oportuno, teniendo de esta manera clientes satisfechos.
Definición de MRP I
"Sistema de planificación de componentes de fabricación que mediante un conjunto de procedimientos lógicamente relacionados, traduce un programa maestro en necesidades reales de componentes con fechas y cantidades" 5
Mecánica del MRP I
Las relaciones más usadas dentro de la mecánica del método son:
Requerimientos Netos = Requerimiento Total - Inventario Disponible Requerimientos totales = Requerimientos brutos + Asignaciones Inventario disponible = Recepciones disponibles + Recepciones Programadas
- Los requerimientos totales ocurren en la mitad del período.
- El inventario disponible se mide al final de cada período.
- Los requerimientos netos son el inicio del período.
Lo planeado se pedirá en el momento establecido para la realización del pedido, de manera que los materiales lleguen cuando se requieren.
5 DOMINGUEZ, José Antonio y otros. Dirección de operaciones. Pág. 125
120

Características del MRP II
- Orientado al producto; según los requerimientos se establece lo que hace falta, para tener el producto final.
- Toma como base el futuro; lo que se requerirá más tarde para la elaboración del producto
- No toma en cuenta las limitaciones del espacio.
- Debe tenerse presente toda la empresa, en la información arrojada por el proceso.
- Organiza el tiempo según las fechas de emisión y entrega de pedidos.
PLANEACIÓN DE LOS RECURSOS DE FABRICACIÓN MRP II
Del inglés Manufacturing Resource Planning, traducido al español como: Planeación de los Recursos de Fabricación.
Definición MRP II
"Ampliación del MRP de bucle cerrado que de forma integrada y mediante un proceso informatizado en línea, con una base de datos única para toda la empresa, participa en la planificación estratégica, programa la producción, planifica los pedidos de los diferentes componentes, programa las prioridades y las actividades a desarrollar por los diferentes talleres, planifica y controla la capacidad disponible y necesaria y gestiona los inventarios. Además, partiendo de la producción obtenida realiza cálculos de costos y desarrolla estados financieros en unidades monetarias. Todo ello con posibilidad de corregir periódicamente las divergencias entre lo planificado y la realidad, pudiendo además, simular diferentes situaciones mediante la alteración de los valores de las variables que incluye y expresando las variaciones que se darían en los resultados".6
6 DOMINGUEZ, Machuca José Antonio y otros. Dirección de operaciones. Pág. 156-
121