manual formulación y control de calidad en tintas planas
DESCRIPTION
pag.......4-14 LA TINTA Y SU COMPOSICIÓNpag....17-20 ¿QUÉ ES UNA BASE PANTONE?pag....22-46 DEFINICIÓN DEL COLOR Y SUS PARÁMETROSpag....49-53 MANEJO DEL ESPECTRO-COLORÍMETROpag....56-62 SOFTWARE PARA FORMULAR TINTASTRANSCRIPT

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
3
pag.......4-14 LA TINTA Y SU COMPOSICIÓN
pag....17-20 ¿QUÉ ES UNA BASE PANTONE?
pag....22-46 DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
pag....49-53 MANEJO DEL ESPECTRO-COLORÍMETRO
pag....56-62 SOFTWARE PARA FORMULAR TINTAS
manual realizado por Sergio Salazar Cardoso:
INDICE DE CONTENIDOS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
4
1. ¿ que es una tinta?Una tinta es una mezcla homogénea de materia colorante, resinas, disolventes y algunos aditivos cuya finalidad es reproducir una imagen sobre un soporte mediante un proceso de impresión.La composición en cantidad y variedad de los componentes será función del tipo de tinta y de las propiedades que esta deba tener.En su origen la fuente de todos los componentes de la tinta, era 100% natural pero ha ido evolucionando hacia productos sintéticos que garantizan mejor las prestaciones técnicas que se le exigen hoy a una tinta.Las tintas de imprentas son sustancias que se aplican mediante una forma impresora a un soporte en el que quedan adheridas.
2. Composición de una tinta.Los ingredientes utilizados en la fabricación de las tintas de imprentas, se pueden dividir en tres grupos principales:a. Fase continua: vehículos y barnices.b. Fase dispersa: pigmentos.c. Aditivos: secantes y ceras.
Las tintas están formadas por:A. Sustancias colorantes, que a su vez pueden ser:A.1. tintas o colorantes que son sustancias solubles en el vehículo.A.2. Pigmentos. Sustancias que no son solubles en el vehículo si no que se hayan dispersas en él en forma de finas partículas.B. vehículos. El medio en el cuál se encuentra disuelto el colorante o disperso al pigmento, se llama vehículo. El vehículo se encarga de trasportar la materia colorante desde el tintero de la máquina de imprimir hasta el soporte además de cumplir su misión de dispersar o disolver.Cuando la tinta entra en contacto con el soporte el vehículo actúa como agente filmógeno, es decir asegura la fijación definitiva del colorante o del pigmento sobre el soporte mediante procesos que constituyen el secado.
LA TINTA Y SU COMPOSICIÓN
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
5
Componentes más importantes del vehículo:Aceites secantes: - Aceites secantes: Aceite de linaza, de rizino.- Aceites minerales, procedentes de la destilación del petróleo.- Resinas, que pueden ser naturales, como la del pino, o sintética.- Disolventes orgánicos: benceno, alcohol- Aditivos. Con misiones específicas en la tinta como acelerar el secado, evitar malos olores etc...
3. Clasificación de las tintas.La gran variedad de sistemas de aplicación, dentro de las artes gráficas requiere diferentes tipos de tinta en función del proceso de impresión, del soporte sobre el que se deposita y de la utiliza final del material impreso.La clasificación más general de las tintas se hace atendiendo a propiedades, a la viscosidad y el tiro y se clasifican en:A. Tintas grasas: son tintas viscosas basadas en barnices y en aceites que generalmente contienen resinas y se secan por oxidación. Pueden subdividirse en función del tipo de secado:- Penetración de los aceites dentro de los soportes de las bobinas. Por ejemplo tinta para los diarios.- Oxidación de aceites y resinas que intervienen en la tinta. Ej. Tintas para soportes plásticos o metálicos.- Evaporación de los aceites por efectos del calor. Ej. Tintas para revistas.- Combinación de absorción y oxidación. Ej. Las tintas más normales de máquinas de offset.
B. Tintas líquidas. Son tintas de baja viscosidad, su secado se produce principalmente por la evaporación de los disolventes que contiene.
En algunos casos también intervienen otros mecanismos de secado:- Absorción- Precipitación- Reticulación por calor. Forma de secado. Le da energía directa a la tinta, en forma de radiaciones, se seca antes.
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
6
Las tintas líquidas se aplican en:- Flexografía. Son las tintas que contienen los disolventes de evaporación más lenta.- Huecograbado. Generalmente se deposita más cantidad de tinta que en flexografía, y ello obliga a la utilización de disolventes de evaporación más rápida utilización de disolventes de evaporación más rápido.
C. Tintas para serigrafía. Intermedia entre las otras dos, ni muy grasas ni muy líquidas.
4. Componentes de las tintas.
A. Los pigmentos son sustancias insolubles que se presentan en formas de finísimas polvo. Tienen la propiedad de dispersarse en el barniz o en el vehículo.En las tintas offset las cualidades que deben tener los pigmentos utilizados son: Fuerza colorante, resistencia a la luz, resistencia a los agentes físicos que y químicos resistencias al agua y uno adecuada dispersión en el vehículo.Los pigmentos se clasifican en pigmentos se clasifican en pigmentos minerales o inorgánicos y pigmentos orgánicos.B. Los colorantes son sustancias solubles en el medio en el que se utilizan: alcoholes, hidrocarburos y otros disolventes. Así por ejemplo las tintas de hueco utilizan colorantes solubles en hidrocarburos como el tolueno o el xileno; en flexografía se utilizan colorantes solubles en alcohol.La característica esencia de las tintas que emplean colorantes es su transparencia.C. Aceites secantes. Los aceites vegetales pueden ser, secantes, semisecantes o no secantes. Su capacidad de secar radica en la propiedad que presenta algunos aceites de solidificarse en contacto con el oxígeno del aire cuando se extienden en capas finas.El aceite vegetal más corriente es el aceite de linaza, es el prototipo de aceites secantes, se distribuye bien y no es muy caro, hay otros aceites como el de madera de tung con mucho más poder secante, pero también mucho más caro. Estos aceites combinados con resinas sintéticas proporcionan barnices secantes que ofrecen muy buenas características a las tintas de secado rápido.
D. Aceites minerales. Son aceites que se extraen del carbón y del petróleo, y se utilizan para controlar la viscosidad y el tiro de la tinta acabada. Dependiendo del tipo de tinta
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
7
LA TINTA Y SU COMPOSICIÓN
que queramos conseguir, se añadirá un determinado tipo de aceites minerales. Es muy importante que el contenido de hidrocarburos aromáticos sea bajo, para que la tinta no ataque químicamente la mantilla de caucho.Los aceites minerales no se modifican en contacto con el aire, y por tanto, no se endurecen. Se utilizan como único vehículo para las tintas de secado por penetración, destinada a la impresión de periódicos en rotativos, sin túnel de secado.
E. Resinas. Son las encargadas de proporcional brillo a la tinta. Inicialmente se usaban resinas naturales con la colofonia (resina que procede de los pinos). Pero hoy en día, se utilizan fundamentalmente resinas sintéticas. Según el tipo de tinta se emplean diferentes tipos de resinas:- Resinas de hidrocarburo, y resinas fenólicas, permiten una excelente colocación de la tinta sobre el soporte y dan un brillo bastante bueno.- resinas alquímicas. Son fundamentales para la correcta imprimibilidad y comportamiento de la tinta en presencia del agua. Esta resinas son las que condicionan el equilibrio agua-tinta en la máquina.
F. Disolventes. Es aquel líquido que tiene la propiedad de disolver a la resina. Los disolventes son unos de los principales componentes de las tintas líquidas. Las tintas líquidas pueden ser, en base agua, donde el disolvente mayoritario es el agua y en base disolvente donde los disolventes más utilizados son:- Alcoholes- Esteres- Cetonas- Hidrocarburos
Las características que tienen que cumplir los disolventes son:- Solubilizar totalmente las resinas que se quieren utilizar.- Ser económico y fácil de encontrar en el mercado.- Evaporarse rápidamente- Tenerse una baja retención en la capa impresa- No ser agresivo con los materiales de los clichés o de los rodillos de las máquinas de imprimir
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
8
Las principales funciones del disolvente además de disolver la resina son formar el vehículo que transportará la materia colorante y dar a la tinta la fluidez necesaria para poder ser impresa.
G. Aditivos. Se añaden a la tinta para modificar alguna de sus propiedades. Pueden subdividirse en:Aditivos añadidos por el fabricante y aditivos añadidos por el impresor.Los aditivos añadidos por el fabricante son:- Secantes. Son productos encargados de acelerar la reacción de polimerización de los aceites en presencia del oxígeno del aire. Generalmente se utiliza sales de cocato o de manganeso.- Anti:secantes. Retardan el secado de la tinta e impiden la formación de pieles en el tintero y en la batería de rodillos de distribución. No influyen en el secado final del impreso. - Ceras. Son productos químicos para que la tinta tenga una solidez adecuada y para aumentar su resistencia al rozamiento. En cambio son las responsables de que las tintas tengan menos brillo.- Correctores de viscosidad y del tiro.
Los productos añadidos en el taller son:- Suavizantes. Sirven para reclucir el tiro y la viscosidad de la tinta, además de funcionan con pasta antiarrancado.- cargas o blancos de alargamiento sirven para rebajar el tono de la tintan.- Pasta antirepinado. Actúa aumentado de 10 a 15 veces la medida inicial de sus partículas y sirviendo de soporte para el siguiente pliego. Una vez que ha cumplido su misión, es absorbida por la misma tinta o por el papel.
5. Propiedades de las tintasLas propiedades que debe poseer una tinta, vienen determinadas por diferentes factores:- Naturaleza del proceso de impresión- Condiciones del proceso de impresión- Propiedades que se exigirán al producto impreso, en función de su uso final- La naturaleza del soporte sobre el que se imprimirá
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
9
5.1 Propiedades visuales.La valoración de las características ópticas de una tinta se tiene que efectuar sobre una superficie impresa comparándola con un impreso o con otra tinta aplicada en las mismas condiciones. Las más importantes son: * Tonalidad. Es el color que presenta una tinta impresa sobre un determinado soporte.La tonalidad puede ser:- Tonalidad en masa. Es el colore de la tinta aplicado en capa gruesa.- Tonalidad en degradé. Es el matiz de la tinta obtenido por extensión en grosor de creciente.
* Intensidad. Es la fuerza de color de una tinta. Una tinta es tanto más intensa cuanto mayor es la fuerza de color que ofrece. A intensidad depende la cantidad de pigmento. Cuando rebajamos el color con blanco o con blanco o con barniz atenuante disminuimos la intensidad de la tinta.* Nitidez de tono. Es una percepción visual que corresponde a una sensación de color lo más viva posible. Depende de la calidad de los pigmentos utilizados. Las mezclas de colores comportan una pérdida de nitidez.* Brillo. Es la evaluación visual de la luz reflejada por la tinta impresa.* Poder cubriente. Es la capacidad que tiene una tinta de cubrir por completo un soporte. Está estrechamente relacionado con la opacidad y viene determinado por los pigmentos incorporados en la formulación. Los pigmentos minerales son los que tienen una mayor opacidad.
5.2 Propiedades reológicas.La reología es una rama de la física que estudia los materiales fluidos y sus deformaciones. Los materiales fluidos siguen las leyes del flujo.Las principales propiedades reológicas son:- Tixotropía. Las tintas presentan una viscosidad acentuada cuando se mantienen en reposo durante cierto tiempo. Al agitarlas se vuelven más fluidas y cuando dejamos de agitar regresan a su estado inicial. Este propiedad se llama Tixotropía. - Reopéxia. Es el fenómeno contrario a la Tixotropía. Son aquellos líquidos que en reposo presentan cierta fluidez y al agitarlo aumenta su viscosidad.
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
10
5.2.1 Viscosidad.Es la resistencia que presenta los líquidos a fluir.Cuando se trabaja complejas como las tintas, es necesario poder medir. Si una determinada concentración de pigmentos una composición de resinas o un tipo de vehículos permitirán su utilización en máquina y sobre un soporte que determinado. Puede preverse el comportamiento de una tinta midiendo la respuesta a las fuerzas aplicadas. Esta medida de la relación existente entre la fuerza aplicada y la respuesta obtenida se puede considerar una medida de la viscosidad de la tinta.
5.2.2 Temperatura.La temperatura tiene una gran influencia sobre los comportamientos de los fluidos y modifica muchísimo la relación entre la fuerza aplicada y la respuesta del líquido.Mientras mayor es la temperatura de un líquido mucho menos es su viscosidad.
5.2.3 El tiro.Es la resistencia que una película de tinta opone a toda fuerza que tiende a romperla por tracción en sentidos opuestos.Cuando el tiro de la tinta no se corresponde con la resistencia de la superficie del papel, puede representar un obstáculo y provocar inconvenientes durante la impresión. El tiro puede influir en diversas maneras sobre la tinta:- En su distribución sobre los rodillos de la máquina.- En su transferencia al soporte.- En la calidad de la impresión.- En la puesta en marcha.- En la aceptación de una tinta sobre otra.
5.3 Permanencia a la luz.Por permanencia de una muestra de imprenta, se entiende a aquella que ofrece la tinta a la luz artificial emitida por un aparato Fadeómetro. Se considera que la muestra impresa es resistente a la luz cuando no ha experimentado una variación apreciable
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
11
de color en las condiciones de la prueba. Excepto se existen alteraciones debidas al soporte.La muestra se expone a la luz en un periodo de 6, 12, 24, 48 y 72 horas. Finalizada la prueba se puede comprobar la variación sufrido por ella. La valoración se expresa en horas de resistencia y aproximadamente se puede decir: 6 horas = débil12 horas = mediocre24 horas = regular48 horas = buena72 horas = óptima
5.4 Resistencia al calorPor resistencia al calor de una muestra impresa. Se entiende aquella que ofrece la tinta a la acción de unas pinzas q operen a una presión y a una temperatura determinada durante un cierto tiempo de contacto.Hemos de considerar que se refiere siempre a una muestra impresa en el soporte en el que se vaya a realizar la impresión.
5.5 Resistencia a los agentes químicos.Por resistencia específica de una tinta a los agentes químicos se entiende aquella que ofrece una muestra a la acción de oxígeno del aire, humedad, contaminación, etc ... El examen de la resistencia que ofrece la tinta el agente químico específico deberá efectuarse sobre una muestra impresa en el soporte final. 5.6 Resistencias mecánicas.Inmediatamente después de realizar la impresión, esta se ve sometida a una serie de ensayos prácticos que se realizan normalmente en los talleres para comprobar de forma sencilla y rápida la calidad de la impresión.Los más interesantes son:- Ensayo de resistencia a la cinta adhesiva- Ensayo de resistencia a la uña- Ensayo de resistencia al plegado- Ensayo de resistencia al arrugado- Ensayo de resistencia al abarquillamiento
LA TINTA Y SU COMPOSICIÓN

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
12
6. Mecanismos de secado de las tintas.IntroducciónEl secado es la operación a través de la cual la tinta pasa del estado viscoso al estado sólido, es decir, seco al tacto. Los procesos físicos o químicos que intervienen deben fijar sólidamente la tinta al soporte.Con frecuencia es necesario diferenciar entre el primer estado de secado en el que la tinta deja de ser viscosa y no repinta y el de endurecimiento final de la película.La primera fase deber permitir que el resto de las operaciones de impresión se realicen sin inconvenientes de repintado o pegado. En la segunda fase la película semisólida se transforma en película dura y resistente.El proceso variará según la naturaleza del soporte sobre el que se realice la impresión.Secado por evaporaciónSe entiende por evaporación de una sustancia el paso del estado líquido al estado gaseoso. La evaporación de un líquido depende de su naturaleza. Hay líquidos mucho más volátiles que otros. La evaporación se ve favorecida por la circulación de aire aplicación de calor.La tintas de huecograbado se secan por evaporación, su vehículo está compuesto fundamentalmente por resina y disolventes. Inmediatamente después dela impresión este disolvente se evapora y deja fijada en el soporte.La tinta no se debe secar antes de llegar al cilindro de impresión y rápidamente cuando se deposita en el soporte. En la impresión de hueco-grabado, el tintero es cerrado para evitar de esta manera perdidas de disolventes por evaporación.Cuando la tinta ya está en el papel, interesa que se seque lo más rápido posible, con el objetivo de evitar, problemas de repintado, por eso se aplica una corriente de aire caliente a la salida de la máquina, para favorecer la evaporación del disolvente.Ni en la impresión offset ni en la tipografía se pueden utilizar tintas de secado por evaporación, ya que la tinta se secaría en los rodillos antes de llegar al papel. En cuanto a la flexografía es un método de impresión en el que la forma impresora es un fotopolímero y las tintas utilizadas son de secado por evaporación. Las tintas utilizadas son de secado muy rápido. El secado se produce en pocos segundos. La flexografía se utiliza mucho para imprimir soportes a coste muy reducido para embalajes y carteles anunciadores de grandes caracteres. La flexografía se utiliza mucho para imprimir soportes no absorbentes como por ejemplo el celofán, polietileno, poliprotileno, otros
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
13
plásticos, incluso vidrios y tejidos.Otro tipo de impresión en el que las tintas se secan por evaporación serigrafía.
Secado por penetraciónLas tintas que contienen disolventes volátiles se secan por evaporación solo cuando se imprimen sobre soportes no absorbentes ya que cuando se imprimen sobre papel intervienen también otro tipo de secado que el la penetración de la tinta, en la estructura interna del soporte.Este tipo de secado se produce fundamentalmente en papeles son tratamientos especiales tales como el estucado, calandrado... ya que estos tratamientos reducen los poros del papel y evitan la penetración de la tinta. El secado por penetración se basa fundamentalmente en las fuerzas de succión, que presentan los poros.El secado por penetración se produce fundamentalmente en la impresión de periódicos. La tinta empleado es muy simple y consiste en negro de humo disperso en aceite mineral. Esta tinta tan elemental no llega nunca a secarse y por eso nunca presentará resistencia al rozamiento ya que el aceite mineral no puede unir el periódicos manchan al tocarlo.
Secado por oxidaciónHemos visto que las tintas de los periódicos se secan por penetración y que con ellas se consiguen velocidades elevadas de impresión aunque se sacrifica la calidad. Para trabajos de mayor calidad se recurre a otros WW. Así en offset y tipografía se utiliza un tipo de tinta muy viscosa que para que se comporte de una manera satisfactoria en la impresión necesita un grupo de rodillos entintadores que remuevan la tinta, la distribuyan uniformemente y la apliquen al papel en formas de películas muy finas.Estas tintas deben cumplir algunas exigencias:- La tinta debe mantenerse en los rodillos sin secarse.- A los pocos segundos de la impresión la tinta debe estar fijada al papel de tal manera que permita apilar los pliegos en la salida sin que se produzca el repintado. Lo ideal sería que la tinta estuviese seca pero como eso no es posible basta con que esté fijada y no repinte.- Cuando la tinta esté fijada y seca debe ser resistente al rozamiento, es decir, no debe
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
14
extenderse ni estropearse ni con la manipulación ni con la utilización.Para conseguir el secado de estas tintas se utiliza como vehículos de las mismas los llamados aceites secantes. Estos aceites son aceites vegetales como el linaza, ricino, etc...Estos aceites tienen la propiedad de polimerizarse en presencia del oxígeno del aire y formar grande moléculas llamadas macromoléculas por oxidación de los aceites vegetales.El oxígeno del aire favorece la formación de las macromoléculas porque actúa de puente entre las moléculas de partida.
Secado por radiaciónCon la intensión de acelerar el proceso de secado de las tintas y solucionar los múltiples problemas de secado cuando se imprimen superficies no absorbentes con tintas sin disolventes volátiles en su composición se ha desarrollado la utilización de la radiación energética, como medio para el secado de las tintas. Son tres las fuentes de nergía que se utilizan industrialemente:- Radiación infrarroja.- Radiación ultravioleta.- Flujo de electrones.
7. Factores que afectan al secado de la tinta.A. El grado de acidez de la superficie del papel. El ph puede variar notablemente el tiempo de secado de una tinta. La acidez del papel proviene de sustancias utilizadas durante su proceso de fabricación. Cuando el papel es bastante ácido los secantes de la tinta quedan anulados. El grado de acidez del papel no modifica la velocidad de secado de la tinta si el ambiente es un poco húmedo. Como ejemplo se puede decir que en papeles para imprimir con tintas de secado por oxidación el valor del ph del papel no debe ser inferior a 5.B. El grado de ph de la solución de mojado. Una solución de mojado demasiado ácida puede provocar al transferirse al papel un descenso del ph de este y retrasar el secado.C. El grado de humedad del ambiente.D. La temperatura.
LA TINTA Y SU COMPOSICIÓN
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
17
¿QUÉ ES UNA BASE PANTONE?
¿QUÉ ES UNA BASE PANTONE?
Color directo: En artes gráficas, la forma, más bien imprecisa, de referirse al color que se obtiene mediante el uso de una “tinta directa”. Se trata de una tinta ya mezclada por el fabricante (o siguiendo sus indicaciones muy precisas) para producir un tono de color o un efecto de impresión muy determinado. Los colores directos se suelen describir y usar según los catálogos de unos pocos fabricantes internacionales (Pantone, de Letraset; Toyo; DIC; Trumatch…), pero nada impide a un pequeño impresor hacer sus mezclas de tintas personalizadas para fabricarse sus propas tintas directas y ofrecer así sus “colores directos”Pese a lo que cree mucha gente, los colores directos no se reproducen igual si se varía el papel o el sistema de impresión. Se pueden (y suelen) usar en porcentajes de trama además de cómo masas al 100%. Dentro del concepto de “colores directos” se incluyen tintas metálicas, fluorescentes y otras especialidades.
Sistema de correspondencia del color o CMSEs un método utilizado para garantizar que los colores siguen siendo tan consistentes como sea posible, independientemente del dispositivo o medio donde se mostrará el color. Mantener el color a través de diversos medios es muy difícil porque no sólo depende del color, sino también porque los dispositivos utilizan una amplia gama de tecnologías para visualizar el color.
Hay muchos sistemas diferentes de colecciones de colores disponible hoy en día, pero de lejos, el más popular en la industria de la impresión es el Pantone Matching System o PMS. El PSM es una colección de "colores directos".
Muchos impresores tienen una serie de tintas Pantone base en sus talleres, tales como Warm Red, Rubine Red, Green, Yellow, Reflex Blue, y Violet. Con estos colores de base, la mayoría de los colores PMS tienen una "receta" que los impresores siguen para crear el color deseado. Los colores base, junto con el blanco y negro, se combinan en determinadas proporciones para obtener colores Pantone.Si es muy importante que el color sea exacto en su proyecto, por ejemplo, cuando se utiliza un color logotipo de la empresa, puede comprar ese color en particular pre-mezclado por el proveedor de tintas. Esto ayudará a asegurar un resultado exacto.
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
18
Otra posible razón para comprar un color pre-mezclado es si usted tiene una tirada muy larga, ya que puede ser difícil mezclar grandes cantidades de tinta y mantener el color consistente a través de varios lotes.Ciertos colores Pantone tienen que ser comprados, ya que no se pueden mezclar, como los Pantone metálicos y las tintas fluorescentes.
Conociendo un poco sobre Pantone
Pantone fue fundada en 1962 por Lawrence Herbert. Al comienzo, Pantone era un pequeño negocio que comerciaba tarjetas de colores para compañías de cosméticos. Herbert pronto fundaría Pantone, creando el primer sistema de identificación cromática en 1963.El sistema se basa en una paleta o gama de colores, las Guías Pantone, de manera que muchas veces es posible obtener otros por mezclas de tintas predeterminadas que proporciona el fabricante. Estas guías consisten en un gran número de pequeñas tarjetas (15x5 cm aproximadamente) de papel estucado o no estucado, sobre las que se ha impreso muestras de color, organizadas todas en un abanico de pequeñas dimensiones. Por ejemplo, una página concreta podría incluir una gama de amarillos variando en luminosidad del más claro al más oscuro. Las ediciones de las Guías Pantone se distribuyen anualmente debido a la degradación progresiva de la tinta.
Cada color se describe por una numeración y unas siglas en función de la superficie o material en el que se va a aplicar el color: M para acabado mate, C y CP para papel estucado (Coated), EC para estucado según el estándar europeo (Euro Coated), U y UP para papel texturado (Uncoated), TC y TCX para tejidos (Textil Color eXtended), TPX para papel (Textil Paper eXtended), Q para plásticos opacos (opaQue), T para plásticos transparentes (Transparent).La ventaja de este sistema es que cada una de las muestras está numerada y una vez seleccionada es posible recrear el color de manera exacta. Para hacernos una idea, es algo parecido a las cartas de colores que miramos cuando vamos a seleccionar un color para pintar nuestra casa.Pantone ha ampliado su sistema a otros sectores que también trabajan con el color, como el diseño web, los textiles, los plásticos, el interiorismo y la pintura.
¿QUÉ ES UNA BASE PANTONE?
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
19
¿QUÉ ES UNA BASE PANTONE?
Los pantones impresos en CMYK:
Este suele ser el mayor quebradero de cabeza para muchos diseñadores e imprentas. Los colores Pantone se crean por una combinación de pigmentos mezclados según una fórmula concreta. En las imprentas grandes, normalmente no compran las tintas pantone, sino que se las fabrican ellos mismos usando las formulas Pantone, Básicamente consiste en mezclar diferentes pigmentos en la proporción correcta para obtener los kilos de tinta necesarios según un libro de formulas (Pantone vende el equipamiento completo, incluida báscula calculadora de fórmulas).El problema es que estos pigmentos no son cmyk. Esto hace que la gama de colores que existen en tintas pantone es mucho más amplia que las que se obtienen en CMYK, al usar muchos mas tipos de pigmentos. Hay muchos colores pantone que no pueden representarse correctamente en cmyk, ya que tienen componentes excesivamente brillantes que simplemente no existen en cmyk.
El primer error de bulto se hace al escoger colores Pantone sin comprobar si pueden representarse en CMYK correctamente. Normalmente pasa cuando sólo se ha comprado una pantonera sin muestras cmyk o cuando uno se basa en lo que vé en las muestras en pantalla. La solución es bien facil, compra una pantonera que incluya equivalencias en CMYK, la Pantone Color Bridge, que tambien incluye RGB y HTML. Así cuando escojas colores para un cliente, asegúrate de que quedan bien tanto en tinta directa como en CMYK. Aunque cueste mucho dinero, una buena pantonera es una inversión imprescindible, por que es la única manera de comprobar el color impreso.
El segundo error de bulto es la conversión a CMYK. Pantone facilita una conversión oficial de sus colores Pantone, que da la mayor aproximación posible al Pantone original. El problema es que algunos diseñadores utilizan photoshop para averiguar la equivalencia, ya que photoshop puede convertir rgb a cmyk y viceversa, pensando que tambien lo hará con los pantones. Es un error grave, ya que Photoshop no incluye las tablas de conversión pantone a cmyk. Lo que hace photoshop es una conversión matemática de los valores RGB de representación en pantalla de dicho pantone a CMYK. Esto es un resultado puramente matemático y no tiene en cuenta la apariencia real del color cmyk frente a su pantone original. Es como los traductores de idioma
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
20
¿QUÉ ES UNA BASE PANTONE?
online. Si, te traducen la página a castellano, pero no hay quien la entienda ya que es una traducción tan literal que se pierde el sentido.
Las conversiónes a cmyk deben hacerse siguiendo las ofrecidas directamente por Pantone. Si utilizas un programa de diseño actualizado, las librerías pantone que incluyen ya vienen preparadas para esto. De hecho, hay una librería específica de pantones en CMYK, los llamados Pantone EC, que son las versiones oficiales cmyk para uso en Europa. Si seleccionas dicha librería, podrás usar el pantone CMYK correspondiente sin tener que convertir tinta directa a CMYK. Como ejemplo, las librerías de Freehand son completamente obsoletas, no así las de Adobe, que están permanentemente actualizadas.
Y con esto, nos lleva al último error en el uso de CMYK, que es el cambio de formulación de los CMYK. Muchos diseñadores utilizan pantoneras "entradas en años" en los que incluyen los valores cmyk. El problema es que Pantone ha cambiado en los últimos cinco años las equivalencias, al utilizar un sistema de conversión nuevo más preciso. Por tanto, los valores actuales utilizados para los cmyk difieren de los de hace siete años o más, siendo ahora mucho más exactos en la representación del color.
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
22
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
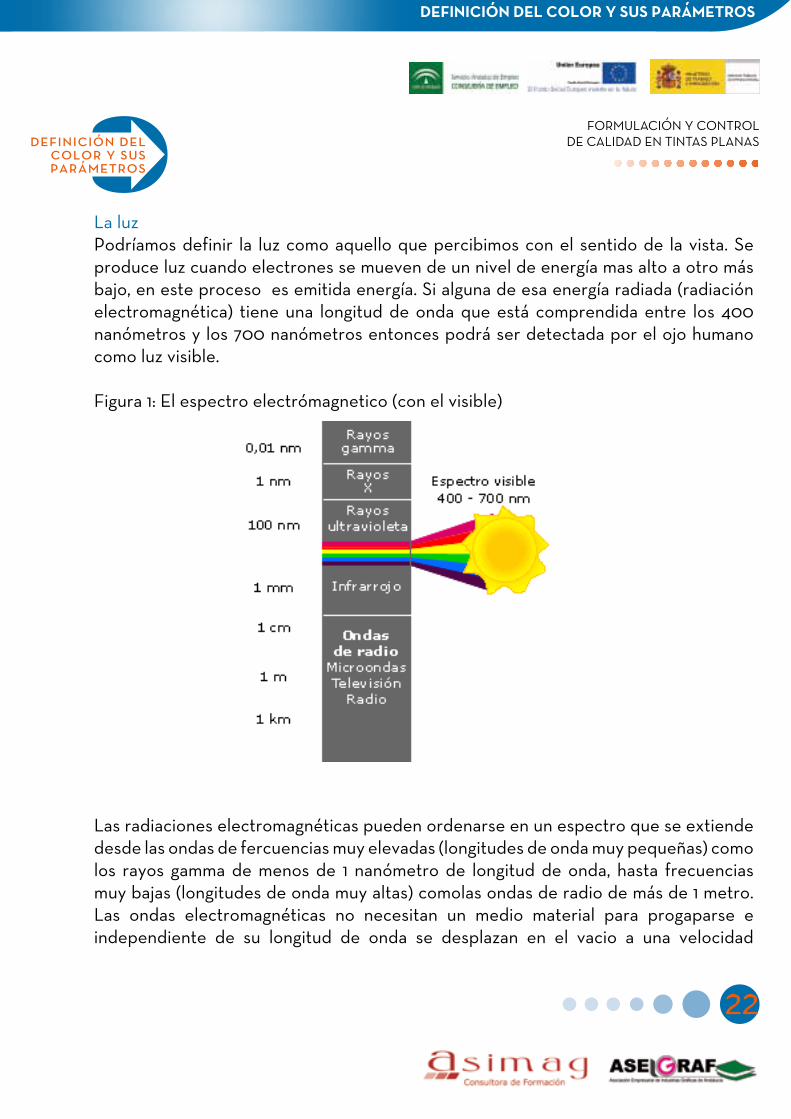
La luzPodríamos definir la luz como aquello que percibimos con el sentido de la vista. Se produce luz cuando electrones se mueven de un nivel de energía mas alto a otro más bajo, en este proceso es emitida energía. Si alguna de esa energía radiada (radiación electromagnética) tiene una longitud de onda que está comprendida entre los 400 nanómetros y los 700 nanómetros entonces podrá ser detectada por el ojo humano como luz visible.
Figura 1: El espectro electrómagnetico (con el visible)
Las radiaciones electromagnéticas pueden ordenarse en un espectro que se extiende desde las ondas de fercuencias muy elevadas (longitudes de onda muy pequeñas) como los rayos gamma de menos de 1 nanómetro de longitud de onda, hasta frecuencias muy bajas (longitudes de onda muy altas) comolas ondas de radio de más de 1 metro. Las ondas electromagnéticas no necesitan un medio material para progaparse e independiente de su longitud de onda se desplazan en el vacio a una velocidad
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
23
c=299.792 Km/s.Las radiaciones electromagnéticas pueden ordenarse en un espectro que se extiende desde las ondas de fercuencias muy elevadas (longitudes de onda muy pequeñas) como los rayos gamma de menos de 1 nanómetro de longitud de onda, hasta frecuencias muy bajas (longitudes de onda muy altas) comolas ondas de radio de más de 1 metro. Las ondas electromagnéticas no necesitan un medio material para progaparse e independiente de su longitud de onda se desplazan en el vacio a una velocidad c=299.792 Km/s.
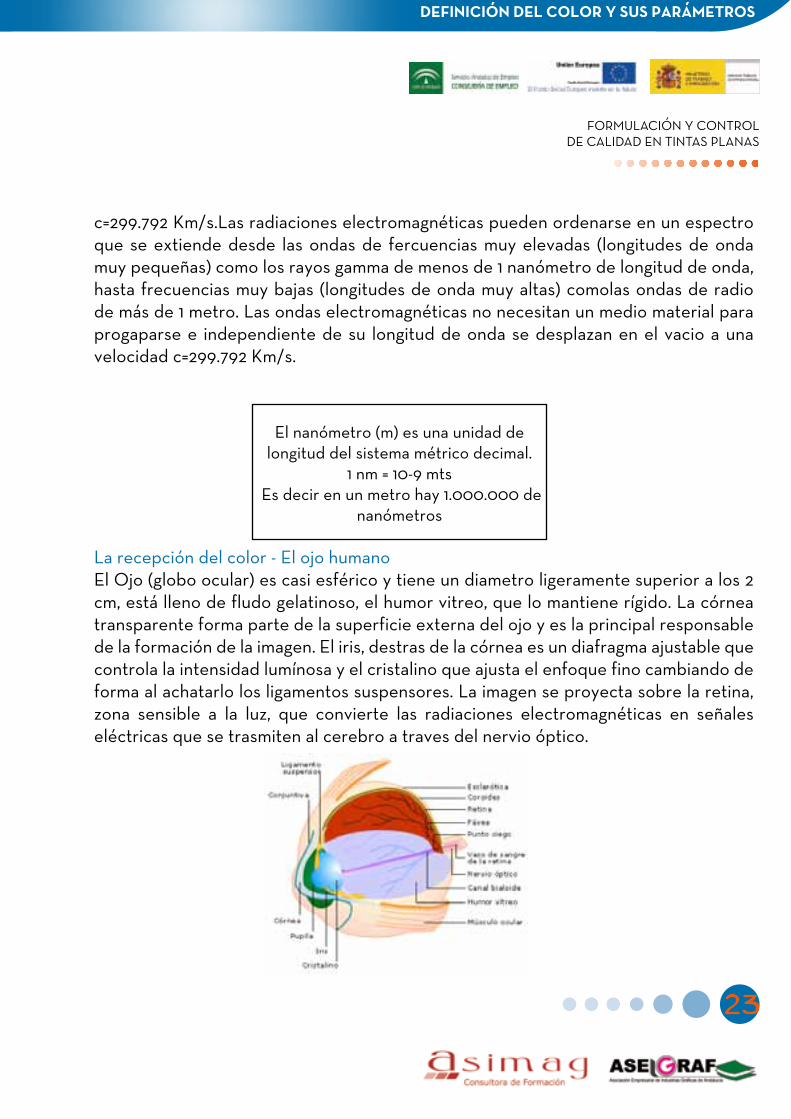
La recepción del color - El ojo humanoEl Ojo (globo ocular) es casi esférico y tiene un diametro ligeramente superior a los 2 cm, está lleno de fludo gelatinoso, el humor vitreo, que lo mantiene rígido. La córnea transparente forma parte de la superficie externa del ojo y es la principal responsable de la formación de la imagen. El iris, destras de la córnea es un diafragma ajustable que controla la intensidad lumínosa y el cristalino que ajusta el enfoque fino cambiando de forma al achatarlo los ligamentos suspensores. La imagen se proyecta sobre la retina, zona sensible a la luz, que convierte las radiaciones electromagnéticas en señales eléctricas que se trasmiten al cerebro a traves del nervio óptico.
El nanómetro (m) es una unidad de longitud del sistema métrico decimal.
1 nm = 10-9 mts Es decir en un metro hay 1.000.000 de
nanómetros
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
24
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
En la retina para conseguir esta sensibilidad a la luz se encuentran unas células especializadas en la conversión radiación electromagnética-señal electrica que son los bastones y los conos, estando estes últimos más concentrados en la zona central de la retina (fovea) y su concentración disminuye hacia el exterior.En toda la retina existen más de 100 millones de bastones, que tienen un pigmento llamado rodopsina que hace que estas células sean sensibles a luz con poca intensidad pero sin diferenciar colores ni tonalidades, reciben este nombre por ser alargadas y recordar ligeramente a la forma de un bastón.Los Conos son otro tipo de células que hai en menor cantidad (unos 6 millones) pero que diferencian colores, ya que un tipo de conos es sensible (convierte luz en impulsos nerviosos)a las longitudes de onda de entre 400 y 500 nm (Azul violeta), otros son sensibles a las longitudes de de onda de entre 500 y 600 nm (verdes), existiendo otro tipo de conos sensibles a las radiaciones de entre 600 y 700 nm (rojo), sumando las tres sensibilidades alcanzamos un máximo de sensibilidad en el entrono de los 550 nm (amarillo verdoso).La visión humana es una visión tricromática, ya que parte de la visión separada de tres colores AZUL (Azul violeta u oscuro) VERDE y ROJO, y con estas tres percepciones se crean todos los colores. Esto que se ha comprobado en el siglo XX ya fue enunciado a principios del siglo XIX por Thomas Young como teoría clásica de la visión del color.
Nuestra percepción del colorNuestra percepción del color puede variar en función de varios factores. La luz que ilumina un objeto creará el color del objeto debido a la cantidad y a la intensidad de la luz reflejada por el mismo. La luz cálida, como la de una vela, está formada por una luz concentrada en los colores comprendidos entre el rojo y el amarillo, pero con poca presencia de los colores comprendidos entre el azul y el verde. Una fuente de luz fría,como la de un tubo fluorescente, está formada por longitudes de onda en la región del azul, pero con poca presencia de longitudes de onda de la región del rojo. De esta forma, veremos una hoja de papel de color naranja bajo la luz de una vela, pero con un tono azulado si la contemplamos a la luz de un fluorescente. Una manzana de color verde la veremos de color amarillento bajo la luz de una vela, pero con un tono verde-azulado si la contemplamos bajo la luz de un tubo fluorescente. Todo ello significa que, a menos que la iluminación de un objeto sea consistente, su color variará. La superficie

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
25
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
de un objeto también afecta a su color. Por ejemplo, las superficies mates difuminan la reflexión de la luz. Cuanto más rugosa sea la superficie más se difuminará la luz. Ello destruye la pureza de los colores reflejados y provoca que se visualicen apagados. Las superficies brillantes reflejan la luz de forma precisa y, por lo tanto, se mantiene la pureza del color. Por esta razón, las superficies brillantes producen colores más purosque las superficies mates. El contexto de un color visualizado, en otras palabras, los colores y las formas que lo rodean, afectarán a nuestra interpretación de dicho color.Un cuadro gris sobre fondo blanco tiene un aspecto más oscuro que el mismo cuadro gris sobre fondo negro. El monitor parece que visualiza luz blanca, pero si sostiene una hoja de papel blanco junto a él verá que de hecho es azulada. Si observa una imagen con poco color, cuanto más la observe mejor aspecto tendrá el color. Esto es debido a que nuestro cerebro intenta normalizar los colores que vemos. El objeto más blanco delos visualizados se considera blanco, incluso si no es del todo blanco. El color más oscuro se considera negro. Los colores se normalizan en un intento de racionalizarlos con los colores deseados.
Teoría aditiva del colorColores primarios de la teoría aditivaLos colores primarios (o primeros) de este sistema son las luces que utilizamos: Azul-violeta, verde y rojo. Si proyectamos luz azul-violeta y verde en la misma intensidad obtendríamos la sensación de cian, si son azul más rojo lo que obtenemos es magenta y si las que sumamos son verde y rojo lo que resulta es amarillo.
Teoría sustractiva del colorSi en vez de partir de luces partimos de filtros o pigmentos (sustancias que absorben
Un mismo color rodeado de otro más cercano a su complementario puede parecer más saturado y más brillante.

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
26
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
una parte de la luz y dejan pasar otra), nos interesaría buscar filtros que absorban un solo color de cada vez, es decir que resten un color de la luz blanca.
Figura 6: Tinta roja (filtro)
Si pusieramos un filtro (tinta)rojo delante de una luz blanca el color que vemos es rojo porque están funcionando los conos rojos, los conos que no funcionan son los verdes y los azul-violeta porque no recibe luz azul-violeta ni verde que son absorbidas por el filtro por lo tanto el filtro rojo es el que absorbe azul-violeta y verde.
Colores primarios de la teoría sustractivaSi colocamos un filtro amarillo delante de una luz blanca, el color que vemos es amarillo porque están funcionando los conos verde y rojo, y los que no funcionan son los
azules-violeta porque no reciben luz azul-violeta que es absorbida por el filtro, por lo tanto el filtro amarillo es el que absorbe azul-violeta.En el caso de colocar un filtro magenta delante de una luz blanca se absorbería el color verde dejando pasar rojo y azul. Y si el filtro que colocamos es cian el color absorbido será el rojo y las que pasan serán azul y verde.Tenemos así un sistema de conseguir colores absorbiendo selectivamente azul, verde y rojo, este sistema que consigue nuevos colores absorvbiendo a partir de la luz

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
27
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
blanca se llama sistema sustractivo o teoría sustractiva, y los colores primarios serán Cian, Magenta y Amarillo.Fundamentos de ColorimetríaSegún el Diccionario de la Lengua Española (RAE), el color es la sensación producida por los rayos luminosos que impresionan los órganos visuales y que depende de la longitud de onda.Para aclarar esta definición y pueda así el lector comprender las variables básicas implicadas en el color, vamos a poner un ejemplo que seguirá al revés la definición de la RAE. La luz, tal como se entiende vulgarmente, es una parte del espectro de las ondas electromagnéticas, que incluye desde los rayos X y ultravioleta (UV) hasta los rayos infrarrojos (IR), microondas (MO), radio, etc. La franja de energía radiante comprendida entre los rayos ultravioleta (UV) y los rayos infrarrojos (IR) es a la que el ojo humano es sensible, y por eso se denomina espectro visible (del arco iris) o, simplemente, luz (Fig. 1). El parámetro básico que diferencia estas radiaciones es la longitud de onda, que en el caso de la luz comprende básicamente desde los 380 nm hasta los 780 nm (1 nm = 10-9 m).Los órganos visuales a los que se refiere la definición del color de la RAE son los sensores de luz que se encuentran en la retina. En concreto, existen tres tipos de sensores de color o fotoreceptores: uno sensible a la luz roja (sensor L), uno sensible a la luz verde (sensor M) y uno sensible a la luz azul (sensor S). A partir de las respuestas que proporcionan estos tres sensores, como si de una cámara de vídeo se tratara, el cerebro las recoge y las interpreta para proporcionar un código de color al objeto visto. Este código perceptual de color, basado en las respuestas iniciales de los sensores LMS de la retina, consta de tres atributos básicos (Fig. 2):– Tono (h*, del inglés hue): Atributo de una sensación visual según el cuál una región seasemeja a uno de los colores percibidos: rojo, amarillo, verde y azul, o a unacombinación de dos de ellos (amarillo + rojo = naranja, etc).– Claridad (L*, del inglés lightness): La luminosidad de un estímulo juzgada en
Figura 1: Espectro electromagnético remarcando la franja (espectro visible) al que es sensible el ojo humano.
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
28
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
relación a la de otro estímulo iluminado de manera similar que parezca blanco, es decir, que es el atributo perceptual que evalúa la sensación visual "claro - oscuro" de un color.– Colorido o Croma (C*, del inglés chroma): Atributo de una percepción visual en el que el color de cierto estímulo parece más o menos cromático, o sea, el que evalúa la sensación visual "débil - fuerte" o "pálido - intenso" de un color.Así, por ejemplo, podemos comparar el color de varias frutas y hortalizas: naranja y zanahoria (naranja + claro + fuerte), sandía (rojo + semi-claro + fuerte), fresa y cereza (rojo + semioscuro + fuerte), manzana y patata (amarillo + claro + débil), pepino (piel: verde + semioscuro- fuerte; cuerpo: amarillo-verde + claro débil), etc. Como podrá
comprobar el lector, si escogemos más ejemplos de objetos cotidianos resultará cada vez más complicado combinar adjetivos para describir sus sensaciones de color. Afortunadamente, como veremos en este trabajo, los colores se pueden describir con números e incluso representarlos gráficamente, por lo que, en cierta medida, la Colorimetría puede ser una herramienta muy útil
para comprender y controlar los procesos industriales donde el color del producto, ya sea en fases intermedias o en la fase final, tenga importancia en su calidad. En concreto, no cabe duda, que el color en la industria gráfica es un parámetro clave. Veamos pues, cuáles son estas herramientas de la Colorimetría y cómo se aplican correctamente.Modelos de colorExisten varios modelos de color (también conocidos como espacios de color) que describen el contenido de un color. Los más conocidos son RGB, CMY(K), HSL, CIE XYZ y CIE Lab. Cada modelo tiene sus ventajas e inconvenientes, y resulta adecuado para distintas aplicaciones. Los modelos también se pueden clasificar como dependientes e independientes del dispositivo. Enseguida hablaremos de la dependencia e independencia del dispositivo. Si aprende la finalidad de cada modelo y qué describe cada uno, podrá comprender mejor la relación entre ellos y cuándo utilizar cada modelo. RGB -
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
29
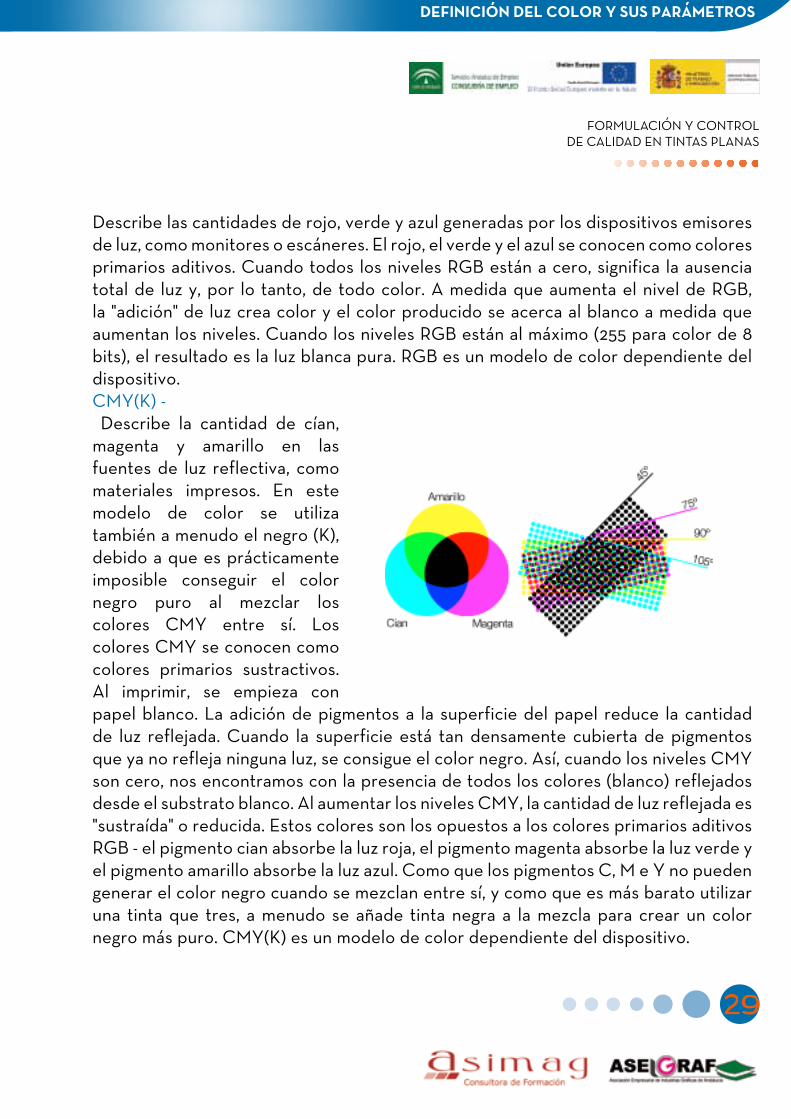
Describe las cantidades de rojo, verde y azul generadas por los dispositivos emisores de luz, como monitores o escáneres. El rojo, el verde y el azul se conocen como colores primarios aditivos. Cuando todos los niveles RGB están a cero, significa la ausencia total de luz y, por lo tanto, de todo color. A medida que aumenta el nivel de RGB, la "adición" de luz crea color y el color producido se acerca al blanco a medida que aumentan los niveles. Cuando los niveles RGB están al máximo (255 para color de 8 bits), el resultado es la luz blanca pura. RGB es un modelo de color dependiente del dispositivo.CMY(K) - Describe la cantidad de cían, magenta y amarillo en las fuentes de luz reflectiva, como materiales impresos. En este modelo de color se utiliza también a menudo el negro (K), debido a que es prácticamente imposible conseguir el color negro puro al mezclar los colores CMY entre sí. Los colores CMY se conocen como colores primarios sustractivos. Al imprimir, se empieza con papel blanco. La adición de pigmentos a la superficie del papel reduce la cantidad de luz reflejada. Cuando la superficie está tan densamente cubierta de pigmentos que ya no refleja ninguna luz, se consigue el color negro. Así, cuando los niveles CMY son cero, nos encontramos con la presencia de todos los colores (blanco) reflejados desde el substrato blanco. Al aumentar los niveles CMY, la cantidad de luz reflejada es "sustraída" o reducida. Estos colores son los opuestos a los colores primarios aditivos RGB - el pigmento cian absorbe la luz roja, el pigmento magenta absorbe la luz verde y el pigmento amarillo absorbe la luz azul. Como que los pigmentos C, M e Y no pueden generar el color negro cuando se mezclan entre sí, y como que es más barato utilizar una tinta que tres, a menudo se añade tinta negra a la mezcla para crear un color negro más puro. CMY(K) es un modelo de color dependiente del dispositivo.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
30
HSL - Describe el tono (color) según el ángulo, la saturación (cantidad de un color) y la luminosidad (una escala de negro a blanco). Este modelo es similar a RGB en el sentido que se utiliza para describir la luz emisora. Al igual que RGB, HSL también es un modelo de color dependiente del dispositivo.CIE XYZ - Basado en el estudio de la percepción humana realizado por la Commission Internationale de l´Éclairage. Normalmente este modelo no se utiliza para designar los colores desde una aplicación, sino más bien como un espacio de intercambio para las transformaciones de color. Los colores pueden convertirse de CIE XYZ a CIE Lab con simples fórmulas matemáticas. CIE XYZ es un modelo de color independiente del dispositivo. CIE Lab -CIE Lab también está basado en el estudio de la percepción humana realizado por la Commission Internationale de l´Éclairage. Muestra todos los colores visibles dentro de un espacio tridimensional donde los ejes son Luminosidad (L), Rojo a verde (a) y Amarillo a azul (b). CIE Lab se utiliza habitualmente con los perfiles ICC como espacio de intercambio neutral entre una fuente y una gama de salida. El espacio CIE Lab se ha adaptado para la percepción humana, lo cual significa que cada unidad es una diferencia igual de la percepción humana. CIE Lab es un modelo de color independiente del dispositivo.Modelo CIE-L*a*b*Los colores pueden percibirse de forma diferente según cada individuo y pueden visualizarse de forma diferente según los dispositivos periféricos de visualización.Por lo tanto, la Comisión Internacional de la Iluminación (Commission Internationale de l'Eclairage, CIE) definió los estándares que permiten definir el color, independientemente de los dispositivos periféricos que se utilicen. Por este motivo, la CIE definió el criterio basándose en la percepción del color que
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
Un espacio de color dependiente del dispositivo es un espacio de color donde el color resultante depende del equipo y de las instrucciones usadas para producirla. Por ejemplo, el color producido usando valores del píxel de rgb = (250,134,67) alteraran y variarán el brillo y el contraste de tú monitor. En igual forma si cambias el rojo, verde y azul de tu monitor tendrás características levemente diferentes y el color producido cambiará. Así el RGB es un espacio de color que es dependiente del sistema en que es desplegado, es dependiente del dispositivo. Un espacio de color independiente del dispositivo es uno donde las coordenadas usadas para especificar el color producirán el mismo color donde quiera que se aplique. Un ejemplo de un espacio de color independiente del dispositivo es el espacio de color del CIE L*a*b* (conocido como CIELAB y basado en el sistema visual humano).
¿Cuál es el diferencia entre el espacio color dependiente del dispositivo y el independiente del dispositivo?
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
31
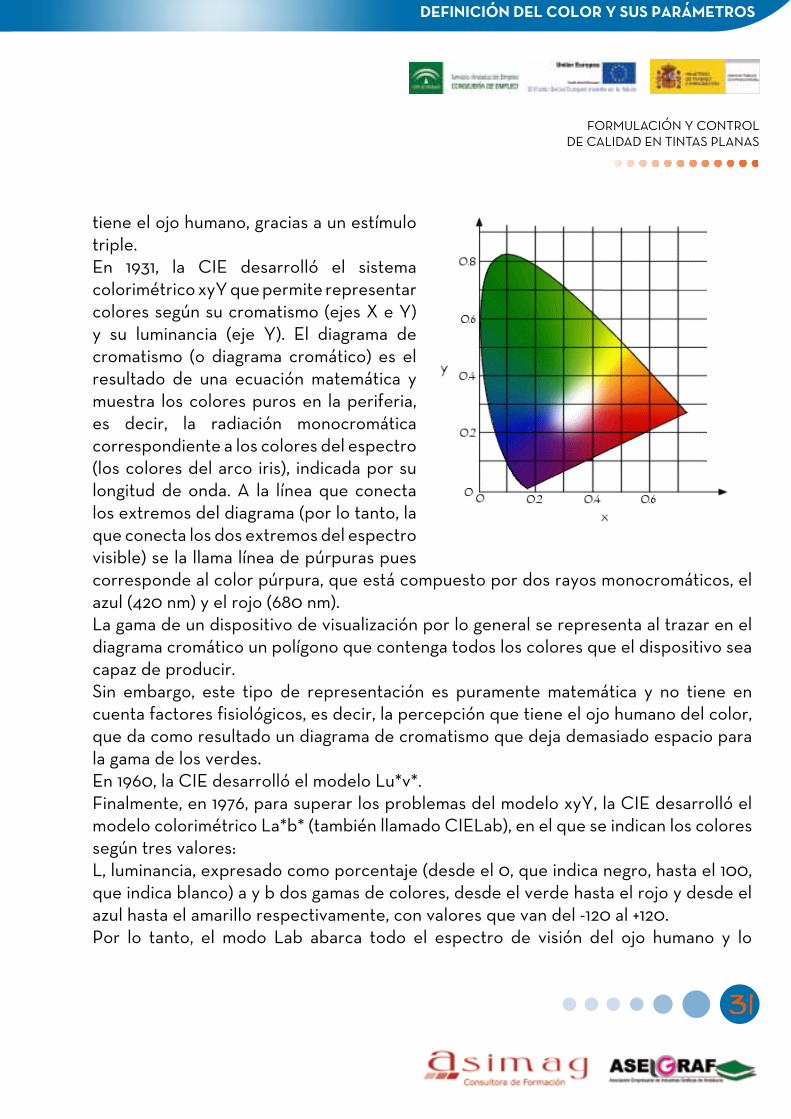
tiene el ojo humano, gracias a un estímulo triple.En 1931, la CIE desarrolló el sistema colorimétrico xyY que permite representar colores según su cromatismo (ejes X e Y) y su luminancia (eje Y). El diagrama de cromatismo (o diagrama cromático) es el resultado de una ecuación matemática y muestra los colores puros en la periferia, es decir, la radiación monocromática correspondiente a los colores del espectro (los colores del arco iris), indicada por su longitud de onda. A la línea que conecta los extremos del diagrama (por lo tanto, la que conecta los dos extremos del espectro visible) se la llama línea de púrpuras pues corresponde al color púrpura, que está compuesto por dos rayos monocromáticos, el azul (420 nm) y el rojo (680 nm).La gama de un dispositivo de visualización por lo general se representa al trazar en el diagrama cromático un polígono que contenga todos los colores que el dispositivo sea capaz de producir.Sin embargo, este tipo de representación es puramente matemática y no tiene en cuenta factores fisiológicos, es decir, la percepción que tiene el ojo humano del color, que da como resultado un diagrama de cromatismo que deja demasiado espacio para la gama de los verdes.En 1960, la CIE desarrolló el modelo Lu*v*.Finalmente, en 1976, para superar los problemas del modelo xyY, la CIE desarrolló el modelo colorimétrico La*b* (también llamado CIELab), en el que se indican los colores según tres valores:L, luminancia, expresado como porcentaje (desde el 0, que indica negro, hasta el 100, que indica blanco) a y b dos gamas de colores, desde el verde hasta el rojo y desde el azul hasta el amarillo respectivamente, con valores que van del -120 al +120.Por lo tanto, el modo Lab abarca todo el espectro de visión del ojo humano y lo
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
32
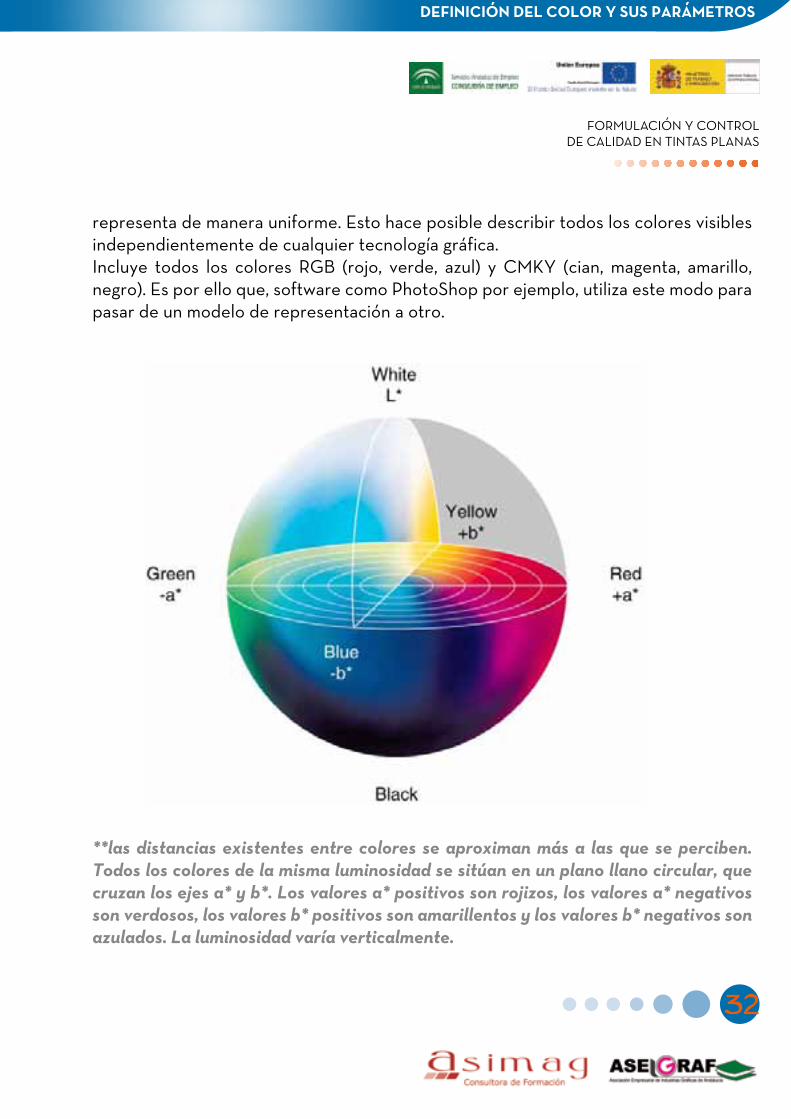
representa de manera uniforme. Esto hace posible describir todos los colores visibles independientemente de cualquier tecnología gráfica.Incluye todos los colores RGB (rojo, verde, azul) y CMKY (cian, magenta, amarillo, negro). Es por ello que, software como PhotoShop por ejemplo, utiliza este modo para pasar de un modelo de representación a otro.
**las distancias existentes entre colores se aproximan más a las que se perciben. Todos los colores de la misma luminosidad se sitúan en un plano llano circular, que cruzan los ejes a* y b*. Los valores a* positivos son rojizos, los valores a* negativos son verdosos, los valores b* positivos son amarillentos y los valores b* negativos son azulados. La luminosidad varía verticalmente.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
33
Cuál es la teoría Kubelka-MunkLa teoría Kubelka-Munk es un intento de relacionar las propiedades de la reflectancia espectral de una sustancia con su constitución.Esta teoría se usa sobre todo en la predicción de resultados en la obtención de colorantes (tintes o pigmentos) en términos de sus coeficientes de absorción y dispersión.Con esta teoría se intenta permitir la predicción de la reflectancia espectral de cualquier mezcla conocida de colorantes. El problema inverso, es decir: Saber cuál es la mezcla necesaria para obtener una reflectancia espectral determinada, es el núcleo de todos los sistemas informáticos de predicción de mezclas de colorantes.Pretende determinar, las concentraciones de colorantes necesarias para obtener un color uniformemente . No es, sin embargo, una Teoría que incluya aspectos relacionados con la impresión, como puede ser el tamaño y la forma del punto impreso, la Ganancia de Punto, etc. "La sensación de color es el resultado de la interpretación que hace el cerebro humano de la radiación visible recogida por los ojos, procedente de los objetos cuando se iluminan con una fuente de luz . La relación entre la energía luminosa incidentey la devuelta por la superfice del cuerpo para cada longitud de onda es la curva de reflectancia, que caracteriza el color del mismo.La teoría de Kubelka-Munk está basada en el supuesto de que el comportamiento óptico de un material que absorbe y dispersa la radiación visible de una longitud de onda determinada, puede ser descrito por dos constantes, el coeficiente de absorción K, y el coeficiente de dispersión S. En el caso de que el material esté formado por varios componentes, sus coeficientes de absorción y dispersión vendrán dados por los respectivos coeficientes de cada componente, multiplicados por las proporciones de los mismos en la mezcla.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
34
El papel de las tintas en la implantación de la norma 12647-2.El objeto de implementar la norma 12647-2 en una imprenta suele ser tener bajo control la reproducción del color durante la impresión. Entre todos los factores que afectarán al color, uno de los más importantes es la tinta utilizada ya que definirá la gama cromática que podremos conseguir en nuestra maquina y si seremos o no capaces de imprimir dentro de norma. El propósito de este artículo es explicar cuales son las características que debe poseer una gama de tintas para que sea capaz de cumplir con la norma ISO 12647-2, así como proponer dos métodos para ajustar el color de los parches de tono lleno a los valores indicados por la norma.
La norma 12647-2 tiene por objeto la normalización de la reproducción de color en el proceso de impresión en offset. Para esto, se estudian las variables que afectan a la impresión, se detectan las más importantes y se acotan de una forma lógica para que lo que era un problema con una gran cantidad de factores de error quede en un procedimiento en el que controlando un numero finito y pequeño de estos factores consigamos tener una reproducción del color estable, repetible y acorde a unas especificaciones estándar y, por tanto, comúnmente aceptadas y compartidas.Parte de estas variables a controlar según la norma 12647-2 son, el color y brillo del soporte de impresión, el color del juego de tintas en la impresión, lineatura de trama, ganancia de punto, etc...En este artículo nos vamos a centrar en las características que el juego de tintas de impresión offset debe cumplir para garantizar una impresión acorde a la norma ISO 12647-2 y los métodos de ensayo a realizar para el análisis de las tintasVariables a controlar para ajustar el color a los valores contenidos en la norma 12647-2En la norma 12647-2, vienen especificados los valores objetivo de las coordenadas colorimétricas, L*, a*, b* así como las tolerancias aceptables en ΔE*ab para las tintas de los colores primarios de cuatricromía medidas sobre las masas de tono lleno de los colores primarios (CMYK) y sus sobreimpresiones, cuando han sido impresos sobre uno de los 5 tipos de soporte diferentes definidos en la norma.Estos valores se han obtenido midiendo según el procedimiento descrito en la norma 12647-1, es decir, utilizando un espectrofotómetro de geometría 45º/0º, Iluminante D50, observador de 2º y midiendo sobre un fondo negro, si bien, en la ultima versión de la norma, aparece un valor entre paréntesis al lado del valor estándar que se refiere
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
35
a las mismas tintas medidas sobre fondo blanco. Este valor se puede usar con papeles de alto gramaje o en caso de medir sobre fondo blanco.Dado que en una máquina de impresión offset, el único control que ejercemos sobre el color es a través del espesor de capa de tinta, mediante la apertura o cierre de los tinteros, es muy importante que si pretendemos obtener los valores indicados en la norma 12647-2 controlemos los factores que afectarán a los colores impresos.Lo primero, sería asegurarse de que se están realizando las mediciones según indica la norma, si se varían las condiciones de medición, los resultados obtenidos no serán comparables con los valores de la norma y por tanto no corresponderán a los colores indicados en ésta.Es interesante que, para facilitar al máximo la obtención de los colores indicados en la tabla 2 de la norma 12647-2, el soporte de impresión se ajuste a los valores de color y brillo de alguno de los 5 grupos de papel indicados en la tabla 1 de dicha norma; una vez elegido el tipo de soporte que vamos a usar, debemos ajustar los valores colorimétricos a los valores indicados en la norma para ese tipo de papel.Por último, los juegos de tintas de gama a emplear deberían cumplir con las especificaciones indicadas en la norma 2846-1 tanto para color como para transparencia. Si bien, puede ocurrir que, excepcionalmente, tintas que no cumplen con el estándar ISO 2846-1 sí que obtengan los valores de la norma 12647-2 una vez impresos, es altamente recomendable que las tintas a ensayar en máquina cumplan con las especificaciones de la norma ISO 2846-1 a fin de evitar desperdiciar tiempos de ensayo en máquina y materiales.Análisis de colorimetría y transparencia de las tintas acorde a la norma ISO 2846-1.En esta norma se especifican los valores normativos tanto de color como de transparencia para los juegos de tintas de cuatricromía en impresión offset pliego y rotativa heat-set, así como los métodos para realizar los análisis de conformidad, para color y transparencia, de las tintas con respecto a los valores dados en la misma norma.Colorimetría. Para establecer las características colorimétricas de una tinta para cuatricromía, se realizan diferentes impresiones de ella sobre el soporte de referencia indicado en la norma “Gloss-coated woodfree paper Phoenix Imperial APCO II/II de
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
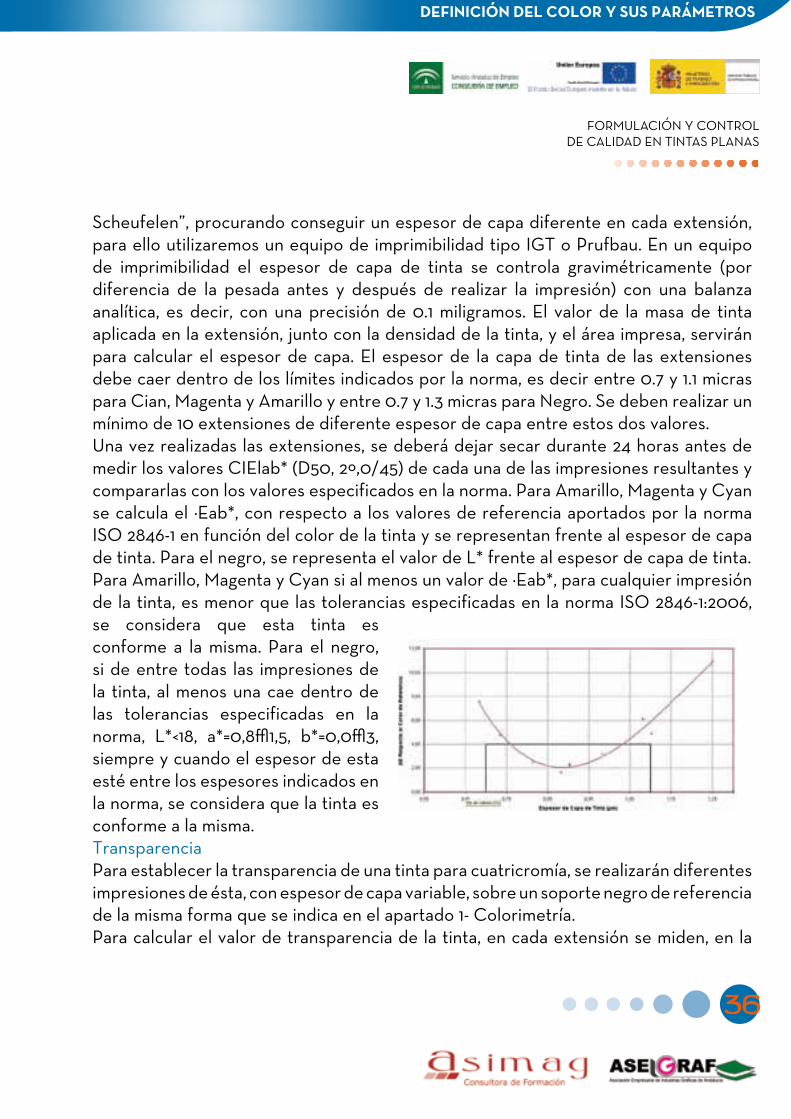
36
Scheufelen”, procurando conseguir un espesor de capa diferente en cada extensión, para ello utilizaremos un equipo de imprimibilidad tipo IGT o Prufbau. En un equipo de imprimibilidad el espesor de capa de tinta se controla gravimétricamente (por diferencia de la pesada antes y después de realizar la impresión) con una balanza analítica, es decir, con una precisión de 0.1 miligramos. El valor de la masa de tinta aplicada en la extensión, junto con la densidad de la tinta, y el área impresa, servirán para calcular el espesor de capa. El espesor de la capa de tinta de las extensiones debe caer dentro de los límites indicados por la norma, es decir entre 0.7 y 1.1 micras para Cian, Magenta y Amarillo y entre 0.7 y 1.3 micras para Negro. Se deben realizar un mínimo de 10 extensiones de diferente espesor de capa entre estos dos valores.Una vez realizadas las extensiones, se deberá dejar secar durante 24 horas antes de medir los valores CIElab* (D50, 2º,0/45) de cada una de las impresiones resultantes y compararlas con los valores especificados en la norma. Para Amarillo, Magenta y Cyan se calcula el ΔEab*, con respecto a los valores de referencia aportados por la norma ISO 2846-1 en función del color de la tinta y se representan frente al espesor de capa de tinta. Para el negro, se representa el valor de L* frente al espesor de capa de tinta.Para Amarillo, Magenta y Cyan si al menos un valor de ΔEab*, para cualquier impresión de la tinta, es menor que las tolerancias especificadas en la norma ISO 2846-1:2006, se considera que esta tinta es conforme a la misma. Para el negro, si de entre todas las impresiones de la tinta, al menos una cae dentro de las tolerancias especificadas en la norma, L*<18, a*=0,8±1,5, b*=0,0±3, siempre y cuando el espesor de esta esté entre los espesores indicados en la norma, se considera que la tinta es conforme a la misma.TransparenciaPara establecer la transparencia de una tinta para cuatricromía, se realizarán diferentes impresiones de ésta, con espesor de capa variable, sobre un soporte negro de referencia de la misma forma que se indica en el apartado 1- Colorimetría.Para calcular el valor de transparencia de la tinta, en cada extensión se miden, en la
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
37
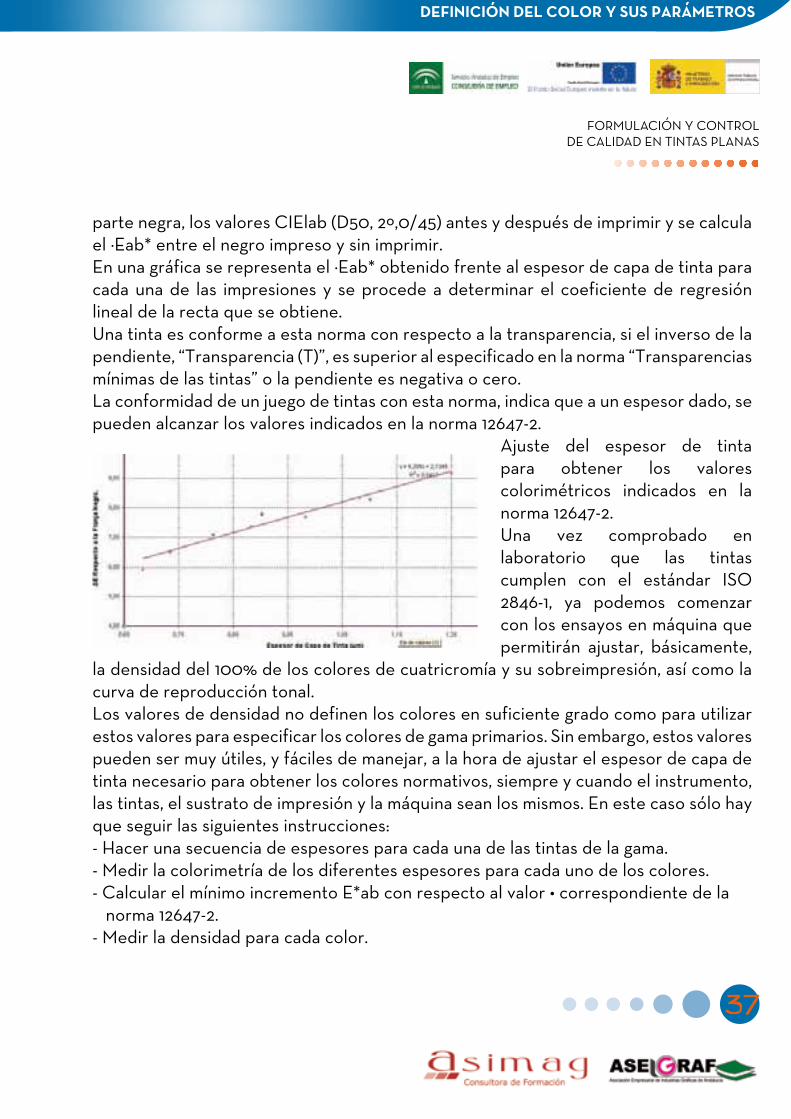
parte negra, los valores CIElab (D50, 2º,0/45) antes y después de imprimir y se calcula el ΔEab* entre el negro impreso y sin imprimir.En una gráfica se representa el ΔEab* obtenido frente al espesor de capa de tinta para cada una de las impresiones y se procede a determinar el coeficiente de regresión lineal de la recta que se obtiene.Una tinta es conforme a esta norma con respecto a la transparencia, si el inverso de la pendiente, “Transparencia (T)”, es superior al especificado en la norma “Transparencias mínimas de las tintas” o la pendiente es negativa o cero.La conformidad de un juego de tintas con esta norma, indica que a un espesor dado, se pueden alcanzar los valores indicados en la norma 12647-2.
Ajuste del espesor de tinta para obtener los valores colorimétricos indicados en la norma 12647-2.Una vez comprobado en laboratorio que las tintas cumplen con el estándar ISO 2846-1, ya podemos comenzar con los ensayos en máquina que permitirán ajustar, básicamente,
la densidad del 100% de los colores de cuatricromía y su sobreimpresión, así como la curva de reproducción tonal.Los valores de densidad no definen los colores en suficiente grado como para utilizar estos valores para especificar los colores de gama primarios. Sin embargo, estos valores pueden ser muy útiles, y fáciles de manejar, a la hora de ajustar el espesor de capa de tinta necesario para obtener los colores normativos, siempre y cuando el instrumento, las tintas, el sustrato de impresión y la máquina sean los mismos. En este caso sólo hay que seguir las siguientes instrucciones:- Hacer una secuencia de espesores para cada una de las tintas de la gama.- Medir la colorimetría de los diferentes espesores para cada uno de los colores.- Calcular el mínimo incremento E*ab con respecto al valor • correspondiente de la norma 12647-2.- Medir la densidad para cada color.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
38
- Ajustar los tinteros para imprimir a lo ancho del pliego a la densidad obtenida.- Comprobar que se mantienen los valores colorimétricos medidos.
Una vez comprobado esto, podemos utilizar los valores de densidad como elemento de control del proceso durante la tirada.Ajuste de entintado en máquinaA la hora de realizar el ajuste de entintado a diferentes espesores para encontrar el valor de densidad que, para esa tinta y ese papel, nos dé la colorimetría indicada en la norma para este color, existen dos métodos diferentes, cada uno con sus pros y sus contras.Método del equipo impresor de laboratorio.En lugar de realizar los ajustes de entintado en máquina, estos ensayos se pueden avanzar a nivel de laboratorio, a fin de localizar qué valor de densidad cumple con los valores normativos de la norma ISO 12647-2.Utilizando las mismas tintas y el mismo soporte que más tarde utilizaremos en la prensa offset realizamos una secuencia de unas diez tiras para cada tinta, a las que añadiremos una cantidad de tinta diferente, con el objeto de cubrir el rango de espesores aproximado que usaremos en máquina.Mediremos colorimetría y densidad de estas tiras, calcularemos el ΔE*ab frente a los valores indicados en la norma 12647-2.Con estos valores representaremos la densidad frente al ΔE*ab, elegimos el valor mínimo de ΔE*ab e imprimiremos en maquina a la densidad obtenida sobre esta tira.Una vez en máquina debemos comprobar que los valores colorimétricos obtenidos a la densidad obtenida corresponden a lo esperado según las extensiones realizadas con el equipo impresor.Ajuste del espesor, la densidad y el color sobre la prensa offset.La segunda opción es iniciar desde cero los ajustes de entintado en la máquina offset.En la misma prensa se imprimirá un test que incluye una tira de control con, entre otros parches, los parches de tono lleno de los colores de gama. Será sobre estos parches sobre los que mediremos los valores colorimétricos y la densidad.Ajustamos los tinteros para obtener una gradación homogénea de espesores a lo ancho del pliego, hacemos las impresiones, y elegimos uno de los pliegos.En este pliego, medimos el color y la densidad y calculamos el ΔE*ab frente a los valores
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
39
indicados en la norma 12647-2.Con estos valores representaremos la densidad frente al ΔE*ab e imprimiremos con la densidad que nos ha dado un mínimo ΔE*ab.Ventajas e inconvenientes de estos métodos.Los dos métodos indicados permiten ajustar el nivel de entintado en máquina offset hasta alcanzar la colorimetría que establece el estándar ISO 12647-2 guiándonos por los valores de densidad medidos, pero tienen diferencias entre sí que hacen a cada uno más adecuado para unos casos en concreto.Si bien el equipo de imprimibilidad de laboratorio tiene la ventaja de que no es necesario usar la máquina para realizar las extensiones para el ajuste de tinteros, por lo que el taller de impresión no sufre demasiadas paradas; en este caso, a diferencia de los ensayos para comprobar que las tintas son conforme al estándar ISO 2846-1, salvo que contemos con un equipo de imprimibilidad que pueda incorporar la solución de mojado, este factor no se estará considerando en la densidad medida en laboratorio; y, por otro lado, más adelante será igualmente necesarios realizar ensayos en máquina a fin de ajustar la curva de reproducción tonal y ganancia de punto.Utilizar la máquina de impresión para realizar un barrido de espesores de las tintas es más rápido y menos laborioso que realizar las extensiones, en un sólo pliego se obtienen muchos parches con diferentes espesores con lo que no son necesarios demasiados para encontrar la densidad que nos da el mínimo valor de ΔE*ab, y al mismo tiempo se irá trabajando sobre el ajuste de la curva de reproducción tonal.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
40
Perfiles de impresiónA efectos de clasificación los perfiles de impresión se incluyen en una división más amplia que se corresponde con los denominados perfiles de salida.Los perfiles de impresión describen colorimétricamente la gama reproducible de colores en un determinado proceso de impresión (máquina de imprimir, papel, conjunto de tintas, ambiente, método).Esta gama de colores que el sistema es capaz de reproducir, por lo general no es tan amplia como la que las cámaras fotográficas o los escáneres son capaces de captar y los monitores son capaces de mostrar aunque algunos colores (por lo general una pequeña zona azules-cianes) si pueden ser impresos sin poder ser reproducidos en el procedimiento offset (aunque no en el caso de la impresión de prensa dadas sus peculiaridades). He aquí el punto clave, a lo largo del proceso inevitablemente se va a producir una pérdida de información en la cual irán desapareciendo paulatinamente colores captados pero que no pueden ser reproducidos en los dispositivos, problema agudizado en la impresión de prensa periódica dados los condicionantes del sistema (tipo de impresión, secado, tintas, papel).Se ha de entender que lo importante no es que se produzca esta pérdida de información,hecho éste asumible, sino que esta permanezca controlada en el tiempo.
Normas de referenciaEl consorcio ICC se estableció con la intención de desarrollar soluciones abiertas enrelación con la gestión del color en los procesos gráficos. Parte de las propuestas de esta organización así como otras que derivan de iniciativas privadas, se han convertido en estándares de facto para la industria y se han recogido en normas de aplicación nacional e internacional. A nivel de asociaciones sectoriales existe una preocupación pareja que se concreta en diferentes investigaciones. En el campo de la prensa periódica existen múltiples organizaciones, no obstante, IFRA, en Europa, como la asociación
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
41
del sector más especializada en los aspectos técnicos y productivos, ha liderado los desarrollos en estos apartados en este campo en colaboración con FOGRA, socio honorario desde sus orígenes del consorcio ICC. En Norteamérica son organismos tales como la asociación de impresores litógrafos (NAPL) y la asociación de periódicos de América (NAA11) quienes abanderan las investigaciones. La organización ISO, dado su carácter internacional, se configura como el organismo adecuado a través del cual consensuar soluciones en caso de diferencias, fijando los avances aportados a partir de estas actuaciones y fomentando su aplicación en todo el mundo.Los resultados de las investigaciones se han concretado en la elaboración de toda una serie de recomendaciones y normas parte de las cuales se tratan en este estudio y en la generación de un solo perfil genérico para prensa como conclusión a las investigaciones encaminadas en este sentido.
Generación de perfiles de impresiónFundamental para el sostenimiento del sistema es que la impresión se realice de tal manera que exista una regularidad en la cual no existan causas asignables de variación. En esta caso decimos que el proceso se halla bajo control estadístico.Para conseguir este propósito el proceso debe ser controlado en todos sus componentesprincipales: los materiales empleados, la metodología aplicada, el comportamiento de la mano de obra, el entorno de trabajo así como la máquina en su funcionamiento y mantenimiento. Solo así se conseguirá la situación adecuada para poder generar los perfiles de impresión y que su aplicación sea efectiva.El dispositivo de impresión en prensa lo conforman máquinas rotativas offset Coldset,tintas para offset Coldset de colorimetría establecida en norma, papel especial para prensa News Shade con características fisicoquímicas, mecánicas y ópticas establecidas en normativa, operarios especializados en este tipo de impresión, método de impresión propio con parte de las especificaciones establecidas en la norma correspondiente y un entorno de trabajo no suficientemente valorado en la normativa al uso.De todos estos aspectos se tratarán en los capítulos posteriores, donde se aplicarán métodos de investigación para determinar el grado de cumplimiento y las posibilidades reales de mejora. Para la generación de los perfiles de impresión que posteriormente se aplicarán en los procesos previos se ha de partir de las especificaciones recogidas en la norma internacional para la impresión de periódicos con tecnología offset ISO12647-3.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
42
Creación del perfil de la impresoraEstablecer los ajustes óptimos del controladorEn la comodidad de mi casa tengo una ventaja. Soy el propietario de un espectrofotómetro que puedo usar para medir los resultados de una carta de prueba preliminar ANTES de imprimir mi carta de prueba. Usted tendrá que hacer esto a ojo. A continuación puede ver la carta de prueba que uso para ayudarme en esta tarea.
La carta tiene casi 20 cm. de alto por unos 2,5 cm. de ancho, por lo que puedo imprimirlo unas diez veces en un papel tamaño folio, pero usando cada vez ajustes de controlador distintos. Si tuviera que hacer el perfil de un papel de alta calidad Crane Museo Max en mi impresora Canon iPF6100, imprimiría exactamente la misma carta usando los parámetros de papel más probables disponibles en el controlador de Canon (esas elecciones que contienen los límites de tinta, y los algoritmos de linealización y mezclado de tintas).Asegúrese de que los parámetros que elija utilizan la tinta negra mate, que es la adecuada para papeles mates artísticos de alta calidad.El documento mencionado contiene 21 pasos de gris y distintos tonos de rojo, verde, azul, cian, magenta y amarillo. Al abrirlo en Photoshop, hay que asegurarse de no asignarle ningún perfil (es decir: “No modificar, (no efectuar gestión de color)”). Con esto nos aseguramos de que el documento no tiene perfil asignado (ni incrustado).Al imprimir la carta de prueba, hay que asegurarse de que Photoshop y el controlador de la impresora tienen desactivados todos los controles de gestión del color (“Photoshop – Imprimir – Gestión de color – Opciones – Manejo de color: 'Sin gestión de color'”)Como el documento no tiene un perfil asignado en Photoshop y lo imprimimos sin usar perfil alguno, estaremos enviando al controlador de la impresora datos RGB sin tratar (raw, “en crudo”). Esto es esencial cuando se imprimen cartas de prueba para crear un perfil de color.Usualmente la velocidad no es un plus en mi trabajo, por lo al imprimir las cartas que siempre escojo la calidad más alta posible con la menor velocidad. Esto suele dar los mejores resultados impresos, aunque no siempre es así (lo he comprobado y,
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
43
dependiendo de la impresora y el papel, a veces hay sorpresas).Después de imprimir cada cuña de prueba en la hoja de papel, apunto los ajustes de la impresora y del papel para no cometer deslices.
Lectura de los parches de pruebaA continuación, dejo que la página llena de parches y franjas de prueba se seque una hora o más, o acelero el proceso con un secador de pelo o con unos 15 segundos en el microondas. Hecho lo cual, paso a ver qué ajuste del controlador es el más adecuado.Suelo comenzar leyendo con el espectrofotómetro el más oscuro de los cuatro o cinco parches negros de la tira de prueba. Lo normal es que quiera saber cuál de los ajustes me da el negro más oscuro (en el primer parche, que corresponde a “RGB = 0/0/0”), pero también quiero asegurarme de que se pueden leer diferencias de tono entre cada paso de la tira. Si los dos o tres primeros pasos devuelven la misma densidad, eso seguramente quiere decir que se ha usado demasiada tinta y que los detalles de las sombras del perfil final se van a empastar (es decir: Que las separaciones en las sombras serán pobres).
Una vez que he limitado mi lista a sólo dos o tres ajustes del controlador basándome en los valores de densidad máxima y separación tonal, examino los parches de color, especialmente a los rojos, verdes, azules, cianes, magentas y amarillos más saturados. Algunos ajustes de los que proporcionan mejores negros (más densidad máxima) dan menor saturación cromática. Otros, por el contrario, proporcionan mejor saturación pero estiran un poco más la densidad máxima. Usualmente suele haber un ajuste de impresora que es mejor en líneas generales, aunque no sea el mejor en todas y cada una de las categorías. Ése es el ajuste que terminaré por elegir.No me baso totalmente en mi espectrofotómetro, aunque es muy útil. También examino a mis candidatos cuidadosamente con un cuentahílos, buscando cualquier huella de excesos de tinta, como manchitas, pegotes, desbordamientos en los bordes, falta de definición, etc. Los ajustes en los que haya indicios de que se ha superado el límite óptimo de tinta se rechazarán.Si no tiene un espectrofotómetro, tendrá pocas opciones ya que enviar y reenviar por correo las cartas impresas es ridículo.Lo primero sería encontrar alguien de quien se fíe, que tenga la misma impresora y que
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
44
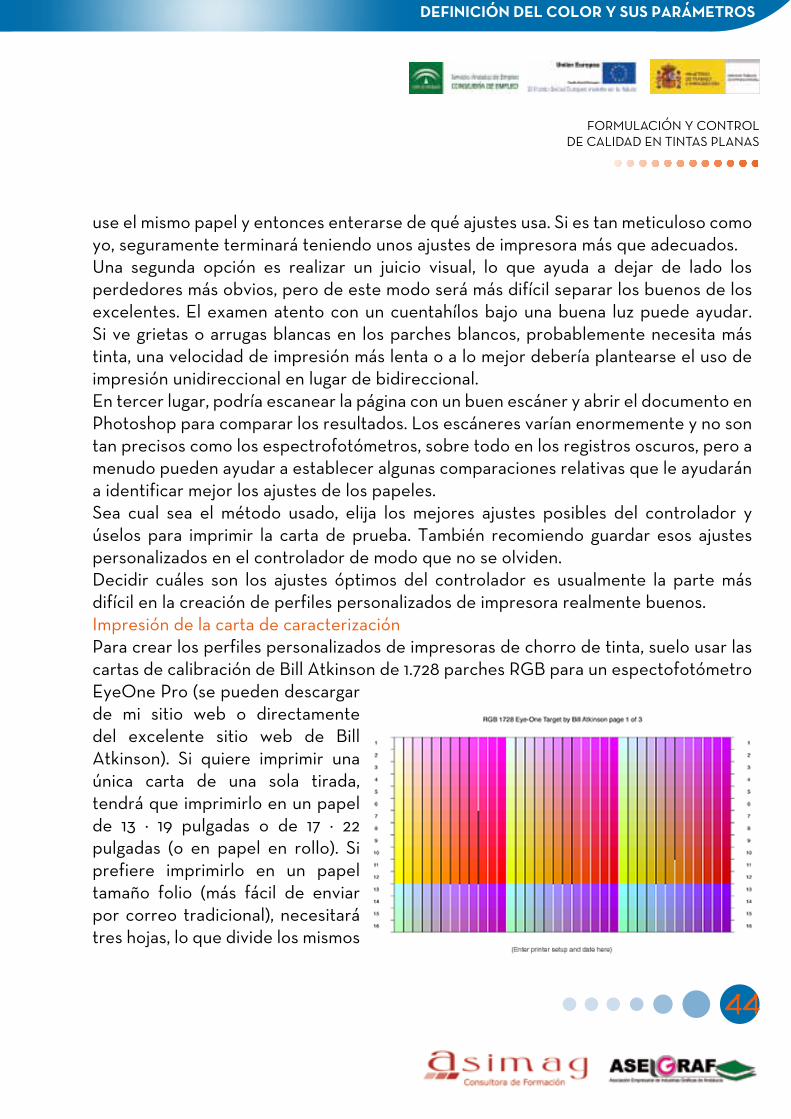
use el mismo papel y entonces enterarse de qué ajustes usa. Si es tan meticuloso como yo, seguramente terminará teniendo unos ajustes de impresora más que adecuados.Una segunda opción es realizar un juicio visual, lo que ayuda a dejar de lado los perdedores más obvios, pero de este modo será más difícil separar los buenos de los excelentes. El examen atento con un cuentahílos bajo una buena luz puede ayudar. Si ve grietas o arrugas blancas en los parches blancos, probablemente necesita más tinta, una velocidad de impresión más lenta o a lo mejor debería plantearse el uso de impresión unidireccional en lugar de bidireccional.En tercer lugar, podría escanear la página con un buen escáner y abrir el documento en Photoshop para comparar los resultados. Los escáneres varían enormemente y no son tan precisos como los espectrofotómetros, sobre todo en los registros oscuros, pero a menudo pueden ayudar a establecer algunas comparaciones relativas que le ayudarán a identificar mejor los ajustes de los papeles.Sea cual sea el método usado, elija los mejores ajustes posibles del controlador y úselos para imprimir la carta de prueba. También recomiendo guardar esos ajustes personalizados en el controlador de modo que no se olviden.Decidir cuáles son los ajustes óptimos del controlador es usualmente la parte más difícil en la creación de perfiles personalizados de impresora realmente buenos.Impresión de la carta de caracterizaciónPara crear los perfiles personalizados de impresoras de chorro de tinta, suelo usar las cartas de calibración de Bill Atkinson de 1.728 parches RGB para un espectofotómetro EyeOne Pro (se pueden descargar de mi sitio web o directamente del excelente sitio web de Bill Atkinson). Si quiere imprimir una única carta de una sola tirada, tendrá que imprimirlo en un papel de 13 × 19 pulgadas o de 17 × 22 pulgadas (o en papel en rollo). Si prefiere imprimirlo en un papel tamaño folio (más fácil de enviar por correo tradicional), necesitará tres hojas, lo que divide los mismos
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
45
parches en tres documentos separados. Dan resultados idénticos.Arriba, puede ver la primera 1 de un total de tres, donde se ven los 1.728 parches de la carta de caracterización para su uso en un papel de 8,5 × 11 pulgadas. Contiene 16 filas con 36 parches de color cada una (un total de 576 parches). Cada color va separado por una línea blanca o negra, lo que sirve para indicar al espectrofotómetro que hay un Nuevo color para leer. Al imprimir un papel tamaño folio, necesitará las tres cartas. Los que las impriman en un papel de 13 × 19 pulgadas o en un rollo pueden usar una única carta que contiene los 1.728 parches.A continuación abra la carta de caracterización en Photoshop como documento “sin asignar” (untagged: no efectuar gestión del color), como ya hizo con la carta preliminar. Al imprimir desde Photoshop, asegúrese de que la gestión del color está desactivada.Su controlador de impresora usará EXACTAMENTE LOS MISMOS AJUSTES que se usaron para imprimir la carta preliminar (es decir: los ajustes de papel, los puntos por pulgada, la calidad, la velocidad) con la gestión del color desactivada.Insisto: Esto garantiza que los datos RGB sin tratar llegan al controlador y ni se convierten ni se alteran con un perfil.La elección de ajustes de papel, calidad, velocidad, puntos por pulgada, etc. influirá sobre la carta final, pero ese era el objetivo de las pruebas previas: Conseguir una Buena carta de caracterización impresa.Antes de imprimir, debe asegurarse de que la impresora tiene el cabezal perfectamente limpio, comprobar que el papel está limpio y sin polvo, de que no tiene huellas de dedos grasientos, etc. A continuación, imprima las cartas. Esta vez, deje que se sequen toda la noche en lugar de usar un secador de pelo. Lo más importante que va a imprimir nunca es una carta de caracterización, porque afectará a todas y cada una de las impresiones que haga a partir de entonces al usar ese perfil, por eso es importante hacerla bien a la primera.A continuación le pido a ProfileMaker que me construya dos perfiles, cada uno usando algoritmos diferentes. Uno se crea con el algoritmo 'Colorful' y el otro con 'Chroma Plus'. Se trata simplemente de sistemas distintos de tratar el problema de los colores fuera de gama y de proporcionar métodos para tratar las imágenes (más adelante veremos esto al hablar de “Cómo usar los perfiles”).Guardo ambos perfiles con nombres que indiquen la impresora, el papel y el algoritmo usados para su creación;
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
46
Una vez terminados ambos perfiles, los inspecciono con un programa llamado ColorThink Pro, que me sirve para ver cómo es de regular y proporcionado, su densidad máxima, el punto blanco del papel, la gama cromática, etc. y compararlo con otros perfiles hechos con papeles similares.Un perfil bien creado es regular y suave (sin saltos bruscos), no tiene inversiones, tiene buenos negros, buenas transiciones y un buen gamut cromático. Casi invariablemente, una carta de caracterización bien impresa, usando los mejores ajustes, dará como resultado un buen perfil.Una carta mal impresa, dañada, impresa en papel de mala calidad, con ajustes del controlador inapropiados, con tintas solidificadas o caducadas, o cualquier otro factor similar pueden resultar en un perfil de calidad inferior. Esto podré verlo claramente usando ColorThink.
DEFINICIÓN DEL COLOR Y SUS PARÁMETROS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
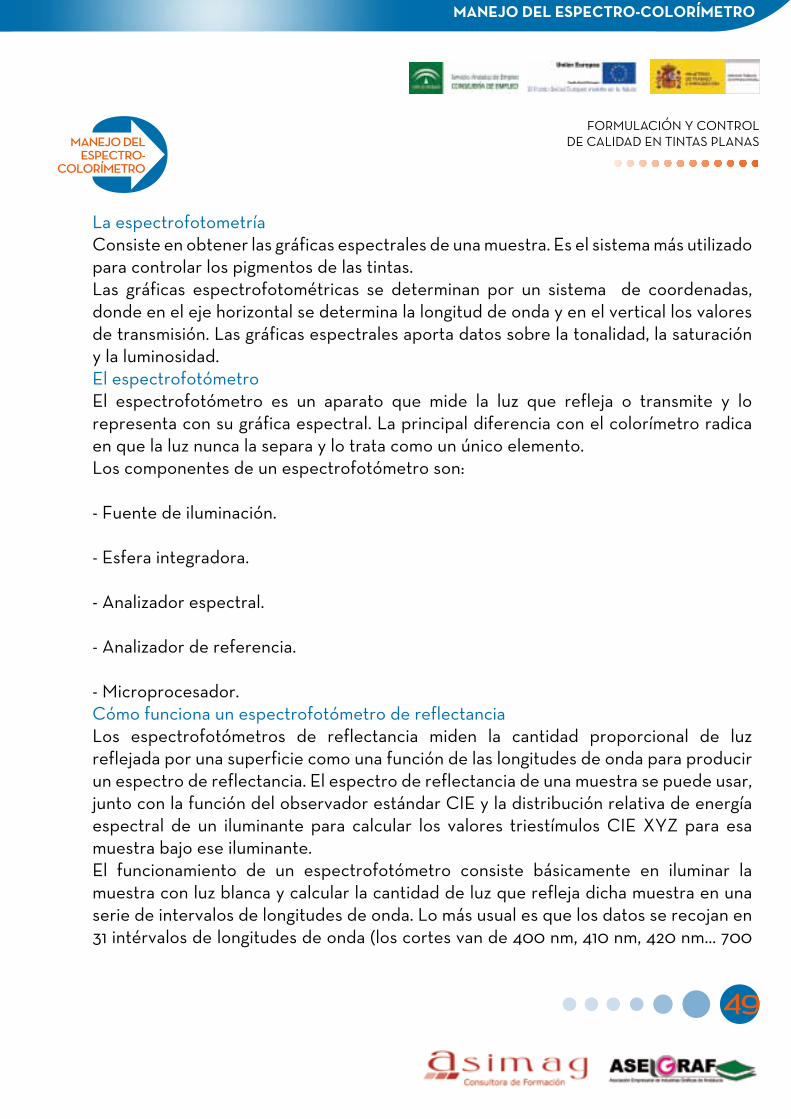
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
49
MANEJO DEL ESPECTRO-
COLORÍMETRO
La espectrofotometríaConsiste en obtener las gráficas espectrales de una muestra. Es el sistema más utilizado para controlar los pigmentos de las tintas.Las gráficas espectrofotométricas se determinan por un sistema de coordenadas, donde en el eje horizontal se determina la longitud de onda y en el vertical los valores de transmisión. Las gráficas espectrales aporta datos sobre la tonalidad, la saturación y la luminosidad.El espectrofotómetroEl espectrofotómetro es un aparato que mide la luz que refleja o transmite y lo representa con su gráfica espectral. La principal diferencia con el colorímetro radica en que la luz nunca la separa y lo trata como un único elemento.Los componentes de un espectrofotómetro son:
- Fuente de iluminación.
- Esfera integradora.
- Analizador espectral.
- Analizador de referencia.
- Microprocesador.Cómo funciona un espectrofotómetro de reflectanciaLos espectrofotómetros de reflectancia miden la cantidad proporcional de luz reflejada por una superficie como una función de las longitudes de onda para producir un espectro de reflectancia. El espectro de reflectancia de una muestra se puede usar, junto con la función del observador estándar CIE y la distribución relativa de energía espectral de un iluminante para calcular los valores triestímulos CIE XYZ para esa muestra bajo ese iluminante.El funcionamiento de un espectrofotómetro consiste básicamente en iluminar la muestra con luz blanca y calcular la cantidad de luz que refleja dicha muestra en una serie de intervalos de longitudes de onda. Lo más usual es que los datos se recojan en 31 intérvalos de longitudes de onda (los cortes van de 400 nm, 410 nm, 420 nm… 700
MANEJO DEL ESPECTRO-COLORÍMETRO
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
50
nm). Esto se consigue haciendo pasar la luz a través de un dispositivo monocromático que fracciona la luz en distintos intérvalos de longitudes de onda. El instrumento se calibra con una muestra o loseta blanca cuya reflectancia en cada segmento de longitudes de onda se conoce en comparación con una superficie de reflexión difusa perfecta.La reflectancia de una muestra se expresa como una fracción entre 0 y 1, o como un porcentaje entre 0 y 100. Es importante darse cuenta de que los valores de reflectancia obtenidos son valores relativos y, para muestras no fluorescentes, son independientes de la calidad y cantidad de la luz usada para iluminar la muestra. Así, aunque los factores de reflectancia se midan usando una fuente de luz concreta, es perfectamente correcto calcular los valores colorimétricos para cualquier iluminante conocido.Cuál es la geometría óptica de un espectrofotómetroLa geometría óptica del instrumento es importante. En algunos instrumentos, se usa una esfera integradora que permite iluminar la muestra de forma difusa, de forma igualada desde todos los ángulos, mientras que la luz reflejada se recoje en un ángulo aproximádamente perpendicular a la superficie de la muestra.Otros instrumentos, por el contrario, iluminan la muestra desde un ángulo determinado y recojen la luz reflejada desde otro ángulo. Un caso típico es que la muestra se ilumine desde un ángulo de 45º con respecto a la superficie y que la luz reflejada se mida desde un ángulo 0º. A esto se le llama "geometría 45º/0º. Lo contrario es la geometría 0º/45º. Las geometrías basadas en la esfera antes mencionadas se conocen como D/0 y 0/D. Es extremadamente difícil establecer la correspondencia de medidas tomadas entre instrumentos cuya geometría óptica no sea idéntica. Para la mayoría de las
MANEJO DEL ESPECTRO-COLORÍMETRO

FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
51
superficies, la reflectancia cambia según los ángulos de iluminación y observación. Las cuatro geometrías estándares establecidas por CIE son:
Iluminación difusa y toma de la luz en la normal (D/0).
Iluminación en la normal y toma de la luz difusa (0/D).
Iluminación a 45º y toma de la luz en la normal (45/0)
Iluminación en la normal y toma de la luz a 45º (0/45).
Los colorímetros miden los valores triestímulos de forma más directa y funcionan usando tres filtros de amplio espectro. En consecuencia, los colorímetros no pueden proporcionar datos de reflectancia espectral, pero muchas veces son preferibles a los espectrofotómetros debido a su bajo coste de fabricación y facilidad de transporte.La colorimetríaEs la ciencia encargada de la medición del color determinándolo a través de valores. Las mediciones se hacen mediante un colorímetro.El único estándar reconocido a nivel mundial es el espacio cromático CIE, que fue establecido en 1931 por la Comission Internacionale de l’Eclairage, Comisición Internacional de la Iluminación (CIE).El colorímetroEl colorímetro es un instrumento que mide e indetifica el color de forma absoluta a través de la reflexión del original. Simula a la visión del ojo humano.Disponen de estándares definidos por CIE respecto a la fuente de luz. Los componentes básicos de un colorímetro son:- Sistema de iluminación: emite luz sobre la muestra.- Sistema de captación: una vez que la luz incide sobre la muestra los filtros captan señales cromáticas.
MANEJO DEL ESPECTRO-COLORÍMETRO
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
52
- Sistema de procesado: se transforman las señales en componentes eléctricos, obteniendo un valor de la muestra.La gran ventaja del colorímetro radica en la definición de los colores directos. Todo producto impreso en el cual sea importante verificar que el color ha sido reproducido dentro de unas tolerancias puede controlarse mediante el uso del colorímetro. Su utilización es de gran utilidad en el entorno del envase y embalaje, el de los impresos con color corporativo (marcas comerciales) y todos los que usan tintas con colores especiales.Con el colorímetro en una tira de control se pueden obtener:- Los valores triestímulo XYZ- Las coordenadas xyY- Las funciones Lab- Las funciones Luv- El delta ECómo funciona un colorímetroLos colorímetros miden valores triestímulos más directamente que los espectrofotómetros y funcionan basándose en filtros de color. Por eso, los colorímetros no proporcionar datos de reflectancia espectral.Sin embargo, muchas veces son preferibles a los espectrofotómetros debido a que son comparativamente más baratos de fabricar y fáciles de transportar.Qué es el componente especular de la reflectanciaCuando la luz alcanza una superficie, parte de esa luz penetra en ella. Allí puede que sea absorbida, dispersada o, incluso si la capa es lo bastante delgada, transmitida.Sin embargo, debido al cambio entre el índice refractivo del aire y el de la mayoría de las sustencias, parte de la luz incidente se ve reflejada por la superficie. La distribución angular de esta luz depende de la naturaleza de esa superficie, pero la luz que se refleja en un ángulo opuesto al de la luz incidente se llama reflectancia especular (specular reflectance). La luz que sale reflejada por la sustancia en si se llama reflectancia corporal (body reflectance).Qué diferencia hay entre una fuente de luz y un iluminanteLas expresiones "fuente de luz" o "fuente luminosa" (light source), e "iluminante" (illuminant) tienen significados concretos y distintos.Una fuente de luz es un emisor físico de radiación luminosa; por ejemplo: Una vela, una
MANEJO DEL ESPECTRO-COLORÍMETRO
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
53
bombilla de tungsteno, etc…Un iluminante es la especificación de una fuente de luz potencial. Todas las fuentes de luz se pueden especificar como iluminantes, pero no todos los iluminantes pueden ver su realización física como fuentes de luz.Los iluminantes se suelen definir en términos de energía relativa tabulada para cada longitud de onda o franja de longitudes de onda. Existen varios iluminantes de amplio uso en la industria del color. Entre ellos están: A, C, D65 y TL84.
Los iluminantes A y C fueron definidos por CIE en 1931 para representar las típicas luces de bombillas de tungsteno y de la luz solar, respectivamente. Con el tiempo se vio que el iluminante C era una representación muy pobre de la luz del día, ya que contenía demasiada poca energía en las longitudes de onda más cortas. Por eso fue reemplazada por una serie de iluminantes conocida como "clase D" (D65, etc…).
MANEJO DEL ESPECTRO-COLORÍMETRO
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
56
EL SOFTWARE PARA FORMULAR COLORES
Laboratorio de Formulación de Tintas:Los Laboratorios de Color suelen situarse cerca de la zona de impresión, los cuales generalmente se ocuparán de crear las tintas con sus respectivas colorimetrías de manera que una vez la introduzcan en máquina el resultado obtenido sea el buscado y deseado. Para poder obtener un resultado correcto y no caer en errores habituales las pruebas que se realicen para la obtención de la tinta se deben efectuar sobre el mismo soporte sobre el cual se vaya a obtener el producto final.Si esto se cumple las posibilidades de que el color obtenido no sea el mismo que el conseguido en el Laboratorio son casi nulas.Por el método normal el maquinista al realizar las tintas incurría en una gran perdida de tiempo y en una gran cantidad de kilos de tinta desperdiciados.Es aquí donde encontramos la gran ventaja de un Laboratorio de Tintas pues estas antes de meterse en máquina son evaluadas colorimétricamente y se crean sólo los kilos o gramos de tinta que son necesarios para la tirada en máquina.Para llevar esto a cabo el mercado ofrece muchas posibilidades entre las que podemos encontrar el software de X-Rite InkColor Master (QAMaster II de X-Rite, Inkformulation de GretagMacBeth Y Truetonne) capaz de ofrecer al cliente un amplio abanico de posibilidades para tener un control de calidad total sobre el proceso de impresión que engloba al proceso de creación de tintas.InkColor Master es un software que te permite controlar todo el flujo de trabajo desde la adquisición de las tintas hasta el reciclaje de las mismas, pasando por la formulación de las tintas base o tintas especiales.Como se puede observar se le ofrece al cliente la posibilidad de realizar múltiples acciones como:o Colorimetría de las tintas.o Formulación.o Dispenser.o Igualación u obtención de colores similares.o Calibración de Componentes: creación de la base de datos partiendo con las tintas que el cliente va a usar para sus trabajos.o Espesores.o Estadística.o Viscosidad: calculo de la viscosidad de la tinta con ayuda de la copa Ford.
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
57
o Calibración de residuos: uso de los residuos de otros trabajos para evitar tener stock de tintas.o Reagrupamiento: unificación de tintas similares para poder reutilizarlas para algún trabajo con tonos similares.o Existencias: siempre se puede disponer de la cantidad de tintas y restos de los cuales disponemos.o Repertorios.Los datos generados en el software quedan almacenados de manera que siempre se puede acudir a una formulación creada para un trabajo que se imprimió en una fecha determinada y volverse a imprimir obteniendo la misma colorimetría independientemente del día que se imprima y del maquinista que ejecute esa tirada en máquina.Caracterización de Tintas:Para crear la caracterización de una serie de tintas cualesquiera es necesario preparar un juego de aplicaciones que permita realizar un buen perfil de dichas tintas, es decir, se han de tomar todas las tintas base del cliente y aquellos colores especiales creados de fábrica con los que va a trabajar habitualmente para obtener un gran abanico de posibilidades para el perfil:Tintas:Estas son las tintas “al uso” para que el software las caracterice.Las tintas deben contener todos los componentes (el barniz, las resinas, el pigmento, los aditivos, etc.) y deben ser aplicadas todas a la misma viscosidad de utilización final (dependiendo de si son grasas o líquidas y de si lo necesitan obligatoriamente para caracterizarse).Los porcentajes de pigmento seco, resina, el solvente y densidad pueden ser necesarios para el despliegue de los elementos en la fórmula requerida.Muestras:Una muestra es una mezcla de una tinta base con el barniz (transparente o blanco opaco). También se pueden denominar extensiones.Se necesitan de 4 a 10 muestras o extensiones a diferentes porcentajes de la tinta base debiendo ser aplicadas sobre el(los) soporte(s) de utilización. Todas las muestras deben ser preparadas a la misma viscosidad. Un buen método es realizar directamente las extensiones con los soportes sobre los que se va a efectuar la tirada, para obtener
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
58
de esta manera la misma cantidad de tinta sobre ambas.Soportes:Para tintas transparentes (dilución con barniz neutro y sin utilización de blanco opaco), las aplicaciones se pueden realizar sobre el soporte a utilizar en el proceso de impresión.Se recomienda realizar una muestra adicional con Negro para cada una de las tintas base. En el caso de usar Blanco Opaco, este componente debe caracterizarse como todas las otras tintas bases, degradada con el barniz transparente.Por otro lado, es necesario realizar 2 muestras adicionales con el Barniz transparente Y el Blanco Opaco para cada tinta de base.En todas las muestras, y en especial las arriba indicadas, es preferible usar una carta de contraste del mismo tipo que el del soporte utilizado (couché, non couché y/o film). En este caso no es necesario, aunque si recomendado, la mezcla con la tinta Negra.Para una aplicación en el papel el kraft Blanco y Crudo, el soporte crudo se tomará como soporte Negro para realizar contraste.Necesidades mínimas (equipamiento):Para poder crear un Laboratorio de color en una empresa se ha de disponer de los siguientes elementos:El Laboratorio debe estar equipado para pode realizar tareas de igualación de color, pruebas de color así como mediciones de cualquier color sobre cualquier tipo de soporte.En el mercado como bien se ha dicho antes podemos encontrarnos con miles de productos que atienden a muchos factores; pero en este caso lo necesario para controlar un buen flujo de las tintas sería:o Sistema de creación de tintas propias, formado básicamente de un software de formulación de tintas, un instrumental de medición y en un plano secundario pero no menos importante todo lo que se detalla a continuación.o Probador manual o un sistema de barras como aplicador de la tintas sobre cualquier tipo de soporte de impresión (aplicador de varillas). El IGT es adecuado tanto para tintas líquidas como para tintas grasas, sólo es necesario hacer un cambio de tipo de rodillos. o Para la verificación de ciertas características como son la opacidad, tonalidad o absorción se necesitauna almohadilla para la realización de las pruebas.
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
59
o Instrumental de medición del pH.o Para la verificación del molido de las tintas se haría uso de un medidor de fineza NIPIRI.o Pipeta entintadora.o Báscula de gran precisión para el pesaje de las tintas.o Un mezclador de tintas o batidora para una correcta mezcla de las diferentes tintas antes de realizar la prueba sobre el soporte.o Para la medición de la viscosidad se necesita una copa Ford nº4.o Espectrofotómetro para medir colorimetría y densidad.o Secador para la película de tinta dependiendo de sustrato sobre el que se ha de aplicar.Flujo de trabajo para la fabricación de las tintas:Una vez el impresor dispone de todos los instrumentales necesarios para la elaboración de las tintas ha de proceder a la redacción de los procedimientos de trabajo en el Laboratorio. Estos procedimientos serán la garantía de un trabajo bien realizado y de una continuidad en el tiempo. Independientemente de la persona que realice las tintas basándose en estos procedimientos el resultado ó resultados deben de ser los mismos.El proceso de creación de las tintas depende de cada empresa pero se podría tomar como base el siguiente:1. Elaboración de las extensiones para la calibración de los componentes.2. Creación de la Base de Datos (Calibración de componentes) con las Tintas de que dispone la empresa. Es necesario una buena pesada de las tintas pero no obligatorio. Lo realmente necesario es anotar la pesada exactamente para que posteriormente el software haga sus cálculos oportunos. Se procede a la elaboración de las pruebas con cada una de las tintas y mezclas necesarias mediante un aplicador como el IGT(sistema que emula el sistema de impresión offset).Una vez introducidos los valores reales (los valores pesados) se procederá a la lectura de todas y cada una de las extensiones mediante el instrumental adecuado. Si se han realizado las aplicaciones sobre dos soportes diferentes se le debe indicar al software dicha característica y seguir los pasos que nos indique. El software va mostrando las curvas características de las muestras medidas así como la colorimetría obtenida paradiferentes iluminates y observadores.3. Las muestras se guardan anotando sobre ellas número de muestra, la cantidad
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
60
mezclada y los gramos depositados en el aplicador (IGT).4. Una vez realizada la fase de Calibración de Componentes se puede proceder a formular cualquier color que se solicite mediante el icono “colorimetría”.5. Se mide la muestra a obtener su colorimetría y automáticamente el software toma las Bases que se han introducido anteriormente y te dice la cantidad de tinta que se ha de mezclar para obtener el color buscado.6. Se mezclan las proporciones de tinta que el software te indica y se procede a la realización de una extensión con dicha mezcla.7. Se toman las lecturas (soporte de impresión final) con el instrumental y se comprueba visualmente en una cabina que la muestra inicial y la obtenida en el aplicador son semejantes. Se podrían hacer modificaciones partiendo de la fórmula inicial y recalcularla hasta obtener la idónea.8. Una vez validada la muestra y la composición de la mezcla el software te indica la cantidad que se ha de mezclar para conseguir la cantidad de tinta que se le ha introducido en el software.Software de formulación: gramos a mezclar y modificaciones efectuadas sobre la misma.Ventajas de disponer de un Laboratorio interno/externo de Color:o Reducción de kilos de tinta desechados.o Reducción de mermas en máquina.o Aumento de la productividad de la empresa.o Fiabilidad en la creación de tintas especiales.o Reducción de los tiempos de tirada en máquina.o Satisfacción del cliente final y del impresor.o Posibilidad de obtener tintas especiales a partir de cualquier tipo de muestra independientemente de si es plástico, cartón, pigmentos en polvo, tela, …
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
61
Programas de formulacion y control de calidadPara todas sus necesidades de formulación y control de calidad de tinta Un sistema completo para mezclar tintas con precisión, desde el laboratorio hasta la “cocina”. Tanto para la imprenta más pequeña como para el laboratorio de fabricación de tintas más sofisticado, InkFormulation Software 5 (IFS 5) es el programa idóneo cuando se necesita rapidez y exactitud en la creación, almacenamiento, aprobación y recuperación de recetas. En combinación con el programa ColorQuality Software 5 (CQS 5), se puede generar informes en los que se detalle, por ejemplo, que el color de la tinta utilizada para el trabajo coincide exactamente con el especificado por el cliente.Formule tintas rápida y fácilmente. Cuando se necesitan colores especiales en la imprenta, cualquier retraso para conseguir la tinta adecuada puede representar un alto costo en tiempo y para satisfacerle al cliente e incluso dar lugar a que no se cumplan los plazos de entrega. Ahora con el programa IFS 5, líder de la industria, se permite resolver este problema de un modo más rápido y sencillo que nunca. Con una nueva interfaz de usuario muy intuitiva, una base de datos en red y conexión al Internet, los proveedores de tintas y los impresores pueden compartir datos de color de una manera eficiente y agilizar el proceso de formulación.InkFormulation ColorQualityLa herramienta de procesado de lotes garantiza una manera sencilla y automática para intercambiar colorantes, sustratos o parámetros de impresión de recetas existentes. Entonces son necesarias menos bases de datos de color y se puede transformar con facilidad gracias a
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
62
la función de caracterización de sustratos.El IFS 5 se diseñó para aplicaciones de impresión y para calcular fórmulas de tintas óptimas para offset, flexografía, serigrafía o huecograbado. Para aplicaciones de tintas líquidas, un módulo específico optimiza la receta a fin de conseguir la opacidad deseada, dándole a la tinta la cobertura necesaria sin desperdiciar pigmentos. El módulo de viscosidad calcula la cantidad exacta de solvente necesario para conseguir la densidad deseada. Se ha personalizado la interfaz de usuario para cada aplicación, usando términos específicos de los respectivos procesos de impresión (en serigrafía, por ejemplo, el programa especifica las dimensiones de la malla, no el espesor de la película). El empleo de términos con los que el usuario está familiarizado simplifica el aprendizaje. Es tan fácil como señalar, hacer “clic” y mezclar: el interfaz de usuario le guía a través del proceso de formulación de tintas. Para facilitar la selección, los colorantes se puede agrupar de una manera lógica por aplicación o por necesidades específicas (tal como colorantes aprobados por el gobierno para el envasado de alimentos). Por otra parte, el sistema de representación gráfica le permite evaluar y ajustar las fórmulas propuestas.En muy poco tiempo una sofisticada procesadora matemática multicanal calcula la receta óptima, teniendo en cuenta el proceso de impresión, el tipo de tinta, la iluminación, la valoración de los pigmentos, el número de componentes y los materiales de impresión que se van a utilizar. Los algoritmos avanzados que se aplican mejoran los resultados, sobre todo en aplicaciones en las que se utilizan tonos muy opacos, o bien cuando se emplean sustratos con una gran capacidad de absorción o tintas muy concentradas.Con IFS 5 se puede volver a utilizar los restos de tinta en nuevas fórmulas. El resultado es menos material de inventario y desechos, una reducción de los costos de reciclaje y una amortización de la inversión más rápida.
SOFTWARE PARA FORMULAR TINTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS
FORMULACIÓN Y CONTROL DE CALIDAD EN TINTAS PLANAS
NOTAS