issn: 2011-1061 quinto elementoenero 2009, año 3, nro. 9 publicación austral-andina / industry...
TRANSCRIPT

Enero 2009, Año 3, Nro. 9
Publicación Austral-Andina / Industry Sector
ISSN: 2011-1061
Quinto elemento
www.siemens.com
Agua Ahorro de energía y control total en máquinas lavadoras
Aire Semáforos inteligentes permiten un tránsito más fluido y menos contaminante
control del proceso
Superando metas con un buen

06contenido04 Fuego Cogeneración de energía eléctrica
20 Actividades
26 Consulte al experto Arranque suave en cascada de 3 motores y 3 juegos de parámetros
06 Aire Superando metas con un buen control del proceso
08 Semáforos inteligentes, permiten un tránsito más fluido y menos contaminante
12 Tierra Sistemas de catenaria para el subterráneo de la ciudad de Buenos Aires
16 Agua Soluciones TIA para el ahorro de energía y el control total
Superando metas con un buen control
del proceso
El año que termina fue cargado de vaivenes de todo tipo: La economía
con subidas y bajadas, los problemas políticos en casi todos los países sudamerica-nos, discusiones sociales de alto voltaje hasta fuertes sacudidas climáticas y medio-ambientales.En medio de todo ello, está la gente que sueña con un presente bueno y un futuro mejor, empresas que inician nuevos emprendimientos, profesionales que buscan innovar y generar soluciones, trabajadores que trabajan con ahínco para superar el nivel de vida actual.Las preguntas que nos hacemos son a menudo simples en su esencia, dado que parten de los preceptos básicos recién mencionados. ¿Esto que sucede es bueno o malo? ¿Si es bueno cómo puedo aprovecharlo? ¿Si es malo cómo puedo revertirlo? Llegar a responder estas preguntas puede ser una tarea muy compleja, dado que muchas veces la información necesaria no está al alcance de la mano. Entonces se hace preciso investigar, descubrir, comprobar e innovar. Esta labor no nos es ajena en Siemens, donde miles de personas trabajan cada día en Investigación y Desarro-llo para generar nuevos productos y soluciones, haciendo de la innovación un componente básico de nuestra filosofía corporativa.El tema habitual y corriente en cuanta reunión social empresarial es: ¿cuánto durará esta crisis? ¿estaremos bien blindados para soportarla? Hay expertos que afirman que esta crisis económica representa algo mucho más que una crisis, que es la caí-da de un sistema financiero perimido, obsoleto, voraz y que no está detrás de la economía real; algo similar a la burbuja del año 2000, de las empresas llamadas “puntocom”. Algunos otros filósofos y líderes de opinión asemejan la caída del muro de Berlín y de un sistema (comunismo) con la actual caída de otro muro: Wall Street (“la calle del muro”).Como sea, lo cierto es que la calidad de vida de las personas se verá seriamente afectada, que las empresas deberán trabajar con niveles de rentabilidad más razo-nables (¿más bajos?) y ajustados a la economía real y que la creación de empleo será el gran desafío de los gobernantes. Ciertamente este año y el próximo serán de gran turbulencia y desafiarán el ingenio y el coraje de todos.
En definitiva, estamos preparados para encontrar junto a Usted las soluciones más adecuadas para sus necesidades más puntuales, lo que queda demostrado a partir de los proyectos que presentamos en esta nueva edición. En las siguientes páginas podrá enterarse de la manera en que colaboramos para que la empresa Ecopetrol de Colombia cuente con un respaldo energético seguro para sus estaciones de producción de crudo. Y cono-cerá más sobre la ingeniería de Siemens aplicada al sistema de alimentación de la red de metros de la ciudad de Buenos Aires. También podrá interiorizar-se respecto de la automatización aplicada en una moderna planta de evaporación de leche en Trujillo, Perú. Estos y los demás proyectos detallados en la revista son un ejemplo de como, incluso en los esce-narios más difíciles y que presentan mayores desa-fíos, para cada pregunta tenemos una respuesta acertada.
Lo invitamos a disfrutar la lectura de esta edición de Quinto Elemento y recibir sus comentarios o preguntas.
Cordialmente,Carlos PerpetuaVicepresidente Regional
Siemens Región Austral-AndinaIndustry Sector
Alejandro Klingenfuss Dirección general
Fabián RuizDirección de contenidos
Catalina GuerreroEditor
Colaboradores Industry SectorRedacción
Sofía PreteltCorrección editorial
Ana María MoraDirección de diseño
Marcela RoblesDiagramación
Panamericana Formas e Impresos S.A. Impresión
Prohibida la reproducción parcial o total del contenido editorial y gráfico, sin consentimiento expreso por escrito del director.
ArgentinaSiemens S.A Calle 122 No. 4785 - B1653JUK Villa BallesterTel: 0810.333.2474 (Hotline)
BoliviaSiemens S.A.Avda. San Martín No. 1800 Edf. TacuaralSanta Cruz de la SierraTel: 59 1.3.3110011Fax: 59 1.3.3112000
Colombia Siemens S.ACarrera 65 No. 11-83 Bogotá D.C.Tel: 57 1 2942267Fax: 57 1 2942254
Chile Siemens S.AAv. Providencia 1760SantiagoTel: 56 2 4771000
EcuadorSiemens S.A.Vía Daule Km. 14,5 GuayaquilTel: 593 4 2160050
Representante de Siemens en ParaguayRieder & Cia SACICalle Peru 1098 c/ Artigas.Tel. 595 21 2190 275Asunción, Paraguay.
PerúSiemens S.A.C Av. Domingo Orué No. 971Surquillo Lima Tel: 51 1 2150030Fax: 51 1 4414047
Representante de Siemens en Uruguay Conatel S.A. División materiales eléctricos Ejido 1690, 11200 Montevideo, UruguayTel: 5982 902 0314 int. 2209Fax: 5982 902 3419
Venezuela Siemens S.AAv. Don Diego CisnerosUrbanización los RuicesApartado 3616 CaracasTel: 58 212 2038210Fax: 58 212 2038912
Sus opiniones, sugerencias e inquietudes son importantes para nosotros, los invitamos a enviar sus comentarios a través del mail [email protected] ISSN: 2011-1061
Editorial

Fuego
4 Quinto elemento enero 2009
Sistemas de detección y extinción de incendios / Controles de hornos y calderas / Gas y petróleo / Minería / Industria automotriz / Vidrio / MetalesSistemas de detección y extinción de incendios / Controles de hornos y calderas / Gas y petróleo / Minería / Industria automotriz / Vidrio / Metales
Mecánicos Asociados S.A., empresa líder en Colombia en operación y mantenimiento de facilidades petroleras e industriales, desa-rrolló para Ecopetrol S.A.(Empresa Colom-biana de Petróleos) un nuevo centro de au-togeneración eléctrica a partir de gas natural de pozos, con el fin de mejorar el respaldo y autonomía en abastecimiento eléctrico del Campo Tello. Este es uno de los proyectos más importantes para la Su-perintendencia de Operaciones Huila Toli-ma (SOH) de Ecopetrol, y hace parte de la
AS416-3, con módulos de entradas y salidas digitales y análogas, en arquitectura distri-buida con ET200M conectadas mediante PROFIBUS DP. Así mismo, se cuenta con una estación de ingeniería (ES) para realizar modificaciones en las estrategias de control, mantenimiento y diagnóstico; y una estación de operación (OS) para monitoreo y control de los procesos.“Siemens ofreció una solución integrada que cumplía con nuestras especificaciones técnicas especiales tales como la posibilidad de remoción de tarjetas en caliente (hot-swapping), compatibilidad con equipos de diferentes distribuidores a través de proto-colos de comunicación diversos, redundan-cia para la base de datos histórica y opera-ción remota a través de Webserver, etc. Adicionalmente contamos con un respaldo y soporte técnico adecuado a nuestras ne-cesidades, con miras a forjar una relación de largo plazo y mutuo beneficio, que nos per-mita asegurar nuestra inversión presente y futura en la planta. Además, el hecho de que Siemens Colombia también se encargue de las celdas de 4,16kV y 34,5kV y los dos transformadores de 12,5MVA, ofrece una ventaja importante durante la implementa-ción y para todo el tiempo de vida de la planta por razones similares.” Afirmó I. Díaz, Interventor del proyecto.
Autogeneración de energía eléctricaCentro de generación Campo Tello
Siemens Colombia – Desarrollando proyectos de soluciones completas para el sector de petróleo y gas, que mejoran la productividad y disponibilidad en la producción de crudo.
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia
nueva propuesta de Mecánicos Asociados S.A. para proveer servicios (energía eléctri-ca, tratamiento de gas, etc.) directamente a la industria y el sector de Oil & Gas.El Centro de Generación Tello, ubicado a 30 minutos de Neiva y 400Kms. al sur oriente de Bogotá, mejora la disponibilidad de ener-gía eléctrica hacia los campos productores de petróleo, aumentando la producción. Al mismo tiempo, se reduce el consumo de energía de la red pública (SIN) para conse-guirla a menores costos, a partir de un gas que, de otra forma, sería simplemente que-mado. Adicionalmente, el proyecto se articu-la con la electrificación de los pozos de bombeo mecánico, electro sumergible y de PCP (bombas de cavidad progresiva), actual-mente en expansión.Mecánicos Asociados S.A. escogió a Siemens Colombia como aliado tecnológico para esta importante oportunidad de mejora, que ob-serva soluciones en las áreas de control au-tomático de todos los procesos de la planta. Esto incluye la operación de siete moto-ge-nerador (21MW instalados), así como de productos y servicios en las áreas de control y transformación de potencia. La solución de control implementada se basó en el sistema de control distribuido de Siemens SIMATIC PCS7, bajo el concepto de automatización “Totally Integrated Automation”, que brinda un alto grado de flexibilidad, escalabilidad y facilidad en su operación, con un excelente nivel de integración con equipos de terceros. El sistema consta de un controlador SIMATIC
Sistemas de detección y extinción de incendios / Controles de hornos y calderas / Gas y petróleo / Minería / Industria automotriz / Vidrio / Metales
Autogeneración de energía eléctrica
Mecánicos Asociados S.A. escogió
a Siemens Colombia como aliado
tecnológico para esta importante
oportunidad de mejora, que
observa soluciones en las áreas de
control automático de todos los
procesos de la planta.
Quinto elemento 5
Aire
Conexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidasConexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidas
En el año 2007, el Grupo Gloria S.A., consciente de la necesidad global que tiene el sector industrial de incrementar su producción y debido al aumento a nivel nacional de la demanda de productos lácteos y sus derivados, se vio en la necesidad de implementar una nueva y moderna planta de evaporación de leche en la ciudad de Trujillo.
Superando metas con un buen Control del ProcesoAutomatización en Gloria S.A. – Trujillo, Perú
6 Quinto elemento enero 2009

Quinto elemento 7
La meta con esta planta, además de des-centralizar la producción, era mejorar la re-colección de leche fresca en la zona norte del país. Para lograrlo, el Grupo Gloria ne-cesitaba una tecnología robusta y confia-ble, que le permitiera obtener una leche procesada con un alto grado de evapora-ción y que superara los estándares de cali-dad exigidos por el mercado. La unión entre la versatilidad del Sistema de Control de Procesos Simatic PCS7 y el conoci-miento del proceso de Bermit S.A.C. (Solution Partner en Process Automation) ofrecieron al cliente la potencia, garantía y confianza ne-cesarias para hacer de ésta la solución más adecuada para lograr tales metas.La flamante planta automatizada está for-mada por una zona de recepción, trata-miento y almacenamiento de leche fresca, un evaporador laminar de seis efectos, el almacenamiento y despacho de leche eva-porada o concentrada y, por último, un sis-tema de limpieza para todas las líneas de producción (Clean In Place). El desarrollo del proyecto que se inició a mediados del año 2007 consideró dos siste-mas de automatización AS 414-3 (CPU) para el control de la planta: uno dedicado exclu-sivamente al control del proceso de evapo-ración de leche y otro dedicado al control de la recepción, almacenamiento y despa-cho de la leche fresca y concentrada. Este segundo controlador también sería el en-cargado de realizar las tareas de limpieza (CIP). La recolección de las señales de cam-po se realizó con estaciones de periferia distribuida ET200M, ubicadas en zonas es-tratégicas de la planta y comunicadas por medio del protocolo abierto Profibus.
En lo que respecta a la visualización y super-visión del proceso, se instalaron en la sala de control dos estaciones de operador (cliente) y dos estaciones servidor en confi-guración redundante, con las cuales se pue-den almacenar los datos de proceso, ten-dencias, registros de alarmas y eventos. Además, se instaló una estación de ingenie-ría (ES), desde donde se realizan todas las modificaciones del programa del PLC y la configuración de los servidores. La comuni-cación entre el PLC, los servidores redun-dantes y la estación de ingeniería se realiza a través de una red industrial Ethernet basa-da en los switches “Scalance X”. Las esta-ciones cliente acceden a los datos de los servidores por comunicación TCP/IP.Otra ventaja dentro de la automatización de esta planta fue la integración de instru-mentos y equipos de otros fabricantes –que ya eran de uso cotidiano del cliente– en el sistema DCS instalado, para el cual se usa-ron protocolos abiertos soportados por la plataforma TIA: protocolo HART para la co-municación con instrumentos inteligentes y Profibus para la comunicación con los Va-riadores de Velocidad. Esto permitió la configuración remota de la instrumenta-ción por medio del software Simatic PDM integrado al PCS7.Como la evaporación de leche fresca impli-ca un proceso complejo y delicado, con va-rias variables por controlar y sujeto a una gran cantidad de disturbios, se necesitaba que el procesador a utilizar, contara con la capacidad de manejar en tiempo real gran-des cantidades de datos a una alta veloci-dad de procesamiento. El potente CPU 414-3 de Siemens respondió a las exigencias del
proceso, logrando estabilizar todos los la-zos de control importantes para el funcio-namiento correcto de la planta.Luego de un trabajo en equipo de Siemens y su Solution Partner, el Grupo Gloria obtuvo entre las principales ventajas un alto nivel de eficiencia de evaporación (40%), comparan-do el contenido de agua en la leche fresca que ingresa al evaporador y el porcentaje de agua en la leche a la salida del mismo, supe-rando la nominal esperada (35%), convirtién-dose en una planta concentradora, más que una simple evaporadora. Esto a su vez impli-ca menores costos de transporte hacia las plantas de envasado. Por si fuera poco, adi-cionalmente se obtuvo un ahorro de costos de mantenimiento, gracias a la herramienta para gestión de activos “Asset Management” que permite tener un diagnóstico en tiempo real del estado de los instrumentos y equipos importantes de la planta, evitando la pérdida de horas de producción por la falta de dispo-nibilidad de equipos en buen estado.Finalmente, dado que los equipos suminis-trados son de última generación y el servi-cio de ingeniería es realizado en forma lo-cal, se garantiza el suministro de equipos de repuesto y para ampliación, así como el soporte técnico local.
El Grupo Gloria es un conglomerado indus-trial de capitales peruanos conformado por empresas con presencia en Perú, Bolivia, Colombia y Puerto Rico. Básicamente, las actividades de las empresas que conforman el Grupo están orientadas a los sectores: alimenticio principalmente lácteo, cemen-tero, farmacéutico, de envases de cartón, transporte y aduanero.
i n f o r m a c i ó n - c o n t a c t o
Siemens Perú
Aire
8 Quinto elemento enero 2009
Conexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidas
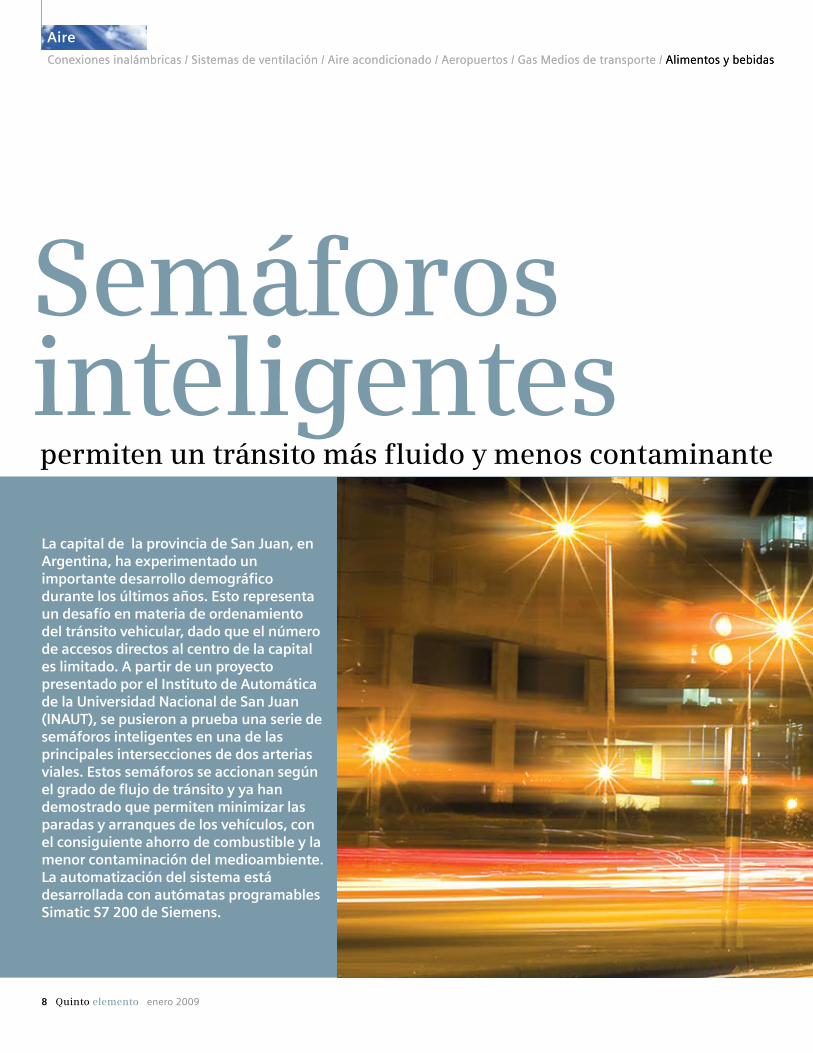
Semáforos inteligentespermiten un tránsito más fluido y menos contaminante
La capital de la provincia de San Juan, en Argentina, ha experimentado un importante desarrollo demográfico durante los últimos años. Esto representa un desafío en materia de ordenamiento del tránsito vehicular, dado que el número de accesos directos al centro de la capital es limitado. A partir de un proyecto presentado por el Instituto de Automática de la Universidad Nacional de San Juan (INAUT), se pusieron a prueba una serie de semáforos inteligentes en una de las principales intersecciones de dos arterias viales. Estos semáforos se accionan según el grado de flujo de tránsito y ya han demostrado que permiten minimizar las paradas y arranques de los vehículos, con el consiguiente ahorro de combustible y la menor contaminación del medioambiente. La automatización del sistema está desarrollada con autómatas programables Simatic S7 200 de Siemens.
Conexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidas

Quinto elemento 9
En todo el mundo los centros urbanos siguen creciendo de manera exponencial y la capital de la provincia de San Juan en Argentina es un ejemplo de esta tendencia. A mayor den-sidad poblacional, mayor es la cantidad de personas con necesidad de trasladarse de un punto a otro. Esto sucede cada día con más de 400.000 ciudadanos que llegan al centro de la capital sanjuanina desde los departa-mentos de Rivadavia y Rawson, circulando casi en su totalidad a través de sólo cuatro y tres vías de acceso respectivamente. Se ge-neran entonces cuellos de botella que deri-van en accidentes de tránsito, congestiona-mientos y dada la obligada y constante parada-arranque de motores, una mayor po-lución del medio ambiente.Atento a esta situación y con el objetivo de proponer soluciones efectivas, el Instituto de Automática de la Universidad Nacional de San Juan se abocó al análisis del com-portamiento del tránsito vehicular. A partir de las conclusiones, se decidió el desarrollo
de un modelo de semáforo inteligente, ta-rea que fue encomendada a estudiantes avanzados de la carrera de Ingeniería Elec-trónica. La aplicación se diseñó para una intersección de dos arterias, cedida por del Municipio de la Ciudad de Rawson. Allí los semáforos instalados correspondían a un sistema de cuatro fases de tiempo fijo. Se observó que el flujo vehicular era disconti-nuo en la arteria principal y escaso en la ar-teria secundaria, mientras que el flujo pea-tonal presentaba densidades considerables a la hora de ingreso y egreso de dos esta-blecimientos educativos cercanos.
Semáforos inteligentes accionados por el tránsito
La característica principal de la operación de semáforos accionados por el tránsito es que la duración de los ciclos responde, en general, a las variaciones de la demanda del flujo vehicular. Esta demanda puede ser
considerada por dos variables: densidad y presencia vehicular.A partir de esta forma de accionamiento se logra una clara mejora respecto al sistema de ciclo fijo. Se reducen los tiempos de espera, que en el caso citado bajaron de 42 a 24 se-gundos aproximadamente. Además, una ma-yor cantidad de vehículos puede continuar su marcha sin necesidad de parar y arrancar en la intersección. Estos factores implican un aumento del rendimiento de litros de com-bustible por kilómetro recorrido, y un des-censo de los índices de contaminación.
Se reducen los tiempos de espera de 42 a 24 segundos aproximadamente. Una mayor cantidad de vehículos puede continuar su marcha sin necesidad de parar y arrancar en la intersección.
Simatic S7 200
Aire
10 Quinto elemento enero 2009
Conexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidas
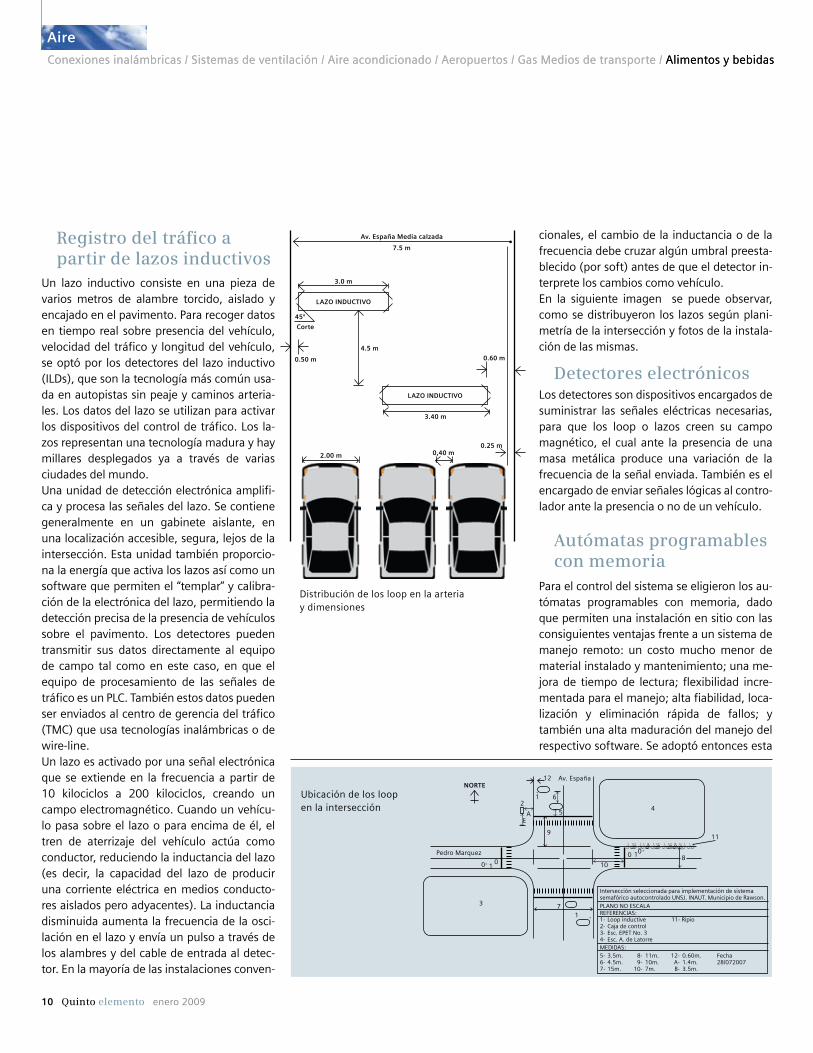
Registro del tráfico a partir de lazos inductivos
Un lazo inductivo consiste en una pieza de varios metros de alambre torcido, aislado y encajado en el pavimento. Para recoger datos en tiempo real sobre presencia del vehículo, velocidad del tráfico y longitud del vehículo, se optó por los detectores del lazo inductivo (ILDs), que son la tecnología más común usa-da en autopistas sin peaje y caminos arteria-les. Los datos del lazo se utilizan para activar los dispositivos del control de tráfico. Los la-zos representan una tecnología madura y hay millares desplegados ya a través de varias ciudades del mundo.Una unidad de detección electrónica amplifi-ca y procesa las señales del lazo. Se contiene generalmente en un gabinete aislante, en una localización accesible, segura, lejos de la intersección. Esta unidad también proporcio-na la energía que activa los lazos así como un software que permiten el “templar” y calibra-ción de la electrónica del lazo, permitiendo la detección precisa de la presencia de vehículos sobre el pavimento. Los detectores pueden transmitir sus datos directamente al equipo de campo tal como en este caso, en que el equipo de procesamiento de las señales de tráfico es un PLC. También estos datos pueden ser enviados al centro de gerencia del tráfico (TMC) que usa tecnologías inalámbricas o de wire-line. Un lazo es activado por una señal electrónica que se extiende en la frecuencia a partir de 10 kilociclos a 200 kilociclos, creando un campo electromagnético. Cuando un vehícu-lo pasa sobre el lazo o para encima de él, el tren de aterrizaje del vehículo actúa como conductor, reduciendo la inductancia del lazo (es decir, la capacidad del lazo de producir una corriente eléctrica en medios conducto-res aislados pero adyacentes). La inductancia disminuida aumenta la frecuencia de la osci-lación en el lazo y envía un pulso a través de los alambres y del cable de entrada al detec-tor. En la mayoría de las instalaciones conven-
cionales, el cambio de la inductancia o de la frecuencia debe cruzar algún umbral preesta-blecido (por soft) antes de que el detector in-terprete los cambios como vehículo. En la siguiente imagen se puede observar, como se distribuyeron los lazos según plani-metría de la intersección y fotos de la instala-ción de las mismas.
Detectores electrónicosLos detectores son dispositivos encargados de suministrar las señales eléctricas necesarias, para que los loop o lazos creen su campo magnético, el cual ante la presencia de una masa metálica produce una variación de la frecuencia de la señal enviada. También es el encargado de enviar señales lógicas al contro-lador ante la presencia o no de un vehículo.
Autómatas programables con memoria
Para el control del sistema se eligieron los au-tómatas programables con memoria, dado que permiten una instalación en sitio con las consiguientes ventajas frente a un sistema de manejo remoto: un costo mucho menor de material instalado y mantenimiento; una me-jora de tiempo de lectura; flexibilidad incre-mentada para el manejo; alta fiabilidad, loca-lización y eliminación rápida de fallos; y también una alta maduración del manejo del respectivo software. Se adoptó entonces esta
Ubicación de los loop en la intersección
Distribución de los loop en la arteria y dimensiones
Av. España Media calzada
7.5 m
3.0 m
3.40 m
45º
0.50 m 0.60 m
0.25 m0,40 m2.00 m
4.5 m
LAZO INDUCTIVO
LAZO INDUCTIVO
Corte
NORTE12
11
000
01
1 108
Av. España
Pedro Marquez
24
AE
1 6
5
9
71
3
Intersección seleccionada para implementación de sistema semafórico autocontrolado UNSJ. INAUT. Municipio de Rawson.PLANO NO ESCALAREFERENCIAS:
MEDIDAS:
1- Loop inductive 11- Ripio2- Caja de control3- Esc. EPET No. 34- Esc. A. de Latorre
5- 3.5m. 8- 11m. 12- 0.60m. Fecha6- 4.5m. 9- 10m. A- 1.4m. 28/0720077- 15m. 10- 7m. B- 3.5m.
Conexiones inalámbricas / Sistemas de ventilación / Aire acondicionado / Aeropuertos / Gas Medios de transporte / Alimentos y bebidas

Quinto elemento 11
solución para implementar el algoritmo de control de la aplicación y se seleccionó equi-pamiento Siemens. Esta decisión se basó en el análisis sistemático de una serie de facto-res, pero considerando no sólo las caracterís-ticas actuales de la tarea de control, sino también las necesidades futuras en función de las diversas etapas que se tiene proyectado implementar. Dichos factores comprenden:• Entradas/ Salidas ( E/S ): cantidad, tipo,
prestaciones, ubicación, etc.• Tipo de control: control de una o varias
máquinas, proceso, etc.• Memoria: cantidad, tecnología, expandi-
bilidad, etc.• Software:conjuntodeinstrucciones,mó-
dulos de programa, etc.• Periféricos: equipos de programación,
diálogo hombre – máquina, etc.• Físicos y ambientales: características
constructivas, banda de temperatura.Ante todas estas necesidades se eligió el au-tómata S7 – 200 de SIEMENS, CPU 226.
InstalaciónDadas las características constructivas y de diseño de los autómatas programables y el diseño de los dispositivos detectores que cir-cundan a este tipo de equipo en el interior de la caja estanca, se tomaron en cuenta as-pectos prácticos para asegurar un correcto funcionamiento del sistema, que atañen principalmente a las condiciones de inmuni-dad frente a interferencias eléctricas.El autómata se montó en una caja estanca o armario de maniobra de dimensiones ade-cuadas para contener con holgura los com-ponentes del equipo y el resto de elementos, como interruptores, fuentes de alimenta-ción, circuitos de protección, circuitos de po-tencia y control, plataforma de detección, control inalámbrico peatonal, conductos de cableado, etc. Adicionalmente se empleó un armario metálico para minimizar los efectos de la radiación electromagnética generada por equipos de conmutación instalados en las inmediaciones. Para la instalación, se siguieron las normas y reglamentos vigentes de aplicación habitual en cualquier instalación eléctrica de control. Se respetaron las recomendaciones del fabri-cante y cada una de las partes de la estructu-ra quedó unida mediante un cable indepen-diente de sección adecuada, a la pletina de tomas de tierra del armario.
Semáforo peatonal para estudiantes
A pedido de la autoridad Municipal, debido a que en las esquinas de la intersección se en-cuentran dos establecimientos educativos de rama primaria y secundaria con más de 1.500 estudiantes, se incorporó al sistema descrito un semáforo peatonal, que permite el paso seguro de las personas por la arteria principal. Este semáforo se conecta al sistema durante el lapso en que el alumnado circula por la zona aledaña a los establecimientos educati-vos. La entrada del semáforo peatonal al sis-tema se realiza mediante un control remoto, con un alcance de 20 metros, que está en poder de las autoridades escolares con cuatro controles.
Seguridad en la caja controladora
El control central del sistema se encuentra dentro de un recinto estanco con un siste-
ma de falleba accionado por llave, que brinda un anclaje superior e inferior de la tapa de la caja estanca. Este sistema logra dar acceso ágil y seguro sin perder la condi-ción de estanqueidad.
Las apreciaciones de la sociedad
Numerosos han sido los comentarios referi-dos a la puesta en marcha y funcionamiento del sistema. Los automovilistas particulares perciben un cambio positivo. Los conducto-res de transporte público, que circulan de manera continua por la zona, hacen eco del dinamismo para el flujo vehicular que pre-senta este sistema.
Vista del montaje de la pastilla en la puerta de la columna.
i n f o r m a c i ó n - c o n t a c t o
Siemens Argentina
Los automovilistas particulares y los conductores de transporte
público perciben un cambio positivo en el flujo vehicular con
este sistema.
Tierra
Construcción / Control de tráfico / Minería / Petróleos / Cementos / Alimentos y bebidas / Medios de transporte / PapelConstrucción / Control de tráfico / Minería / Petróleos / Cementos / Alimentos y bebidas / Medios de transporte / Papel
de la ciudad de Buenos Aires
Sistemas de catenaria para el subterráneo
12 Quinto elemento enero 2009

Quinto elemento 13
En el año 2005 Siemens obtuvo el contrato para realizar la electrificación del tramo B de la nueva Línea H de subterráneos de Buenos Aires.Luego de inaugurada la Línea E en 1939, no se había construido ninguna otra línea de sub-terráneos totalmente nueva, hasta este mo-mento. Es decir, mas de seis décadas sin pro-yectos de tal envergadura.El proyecto Línea H, llevado adelante por SBA-SE (Subterráneos de Buenos Aires) se dividió en varias etapas, que contemplaban la cons-trucción de diferentes tramos de la línea en periodos sucesivos de tiempo.En la primera etapa (denominada tramo B) el proyecto contemplaba la puesta en servicio de un tramo de aproximadamente un tercio de la extensión total proyectada, desde la estación Once hasta la estación Caseros, con un total de cinco estaciones.El contrato obtenido por Siemens incluía, en-tre otras provisiones, el diseño, provisión y montaje del sistema de catenaria para alimen-tación eléctrica de los coches.Siemens, específicamente el sector Industry con su división Mobility de Argentina estaba ejecutando en aquel momento el recambio del hilo de contacto de la Línea A de subterrá-neos, como parte del contrato de remodela-ción de dicha línea.Este proyecto se estaba realizando con base en ingeniería de la Casa Matriz (Alemania), manteniendo la configuración y disposición de la morsetería, según el diseño y compo-nentes originales. La totalidad de los materia-les utilizados en el proyecto eran también de origen importado. Si bien con la remodelación de la Línea A, se ganó experiencia en cuanto al montaje en si de la catenaria y algunos aspectos de proyec-to, es mucho más complejo el hecho de dise-ñar y montar un sistema de catenaria partien-do desde cero, en un proyecto totalmente nuevo como teníamos por delante con el con-trato de la Línea H.
El retoPara Siemens Argentina la problemática era entonces ejecutar una obra sobre la cual no se contaba con una experiencia local, debido a la inexistencia de proyectos de tales característi-cas por tan prolongado período de tiempo.El desafío consistió en formar y consolidar un grupo de colaboradores, así como también
llevar adelante el desarrollo con proveedores locales, que fuesen capaces de diseñar un sis-tema de catenaria, realizar la ingeniería básica y de detalle, el montaje y la puesta en marcha, e integrar componentes y materiales locales con productos Siemens.El primer paso fue realizar localmente la inge-niería básica, de acuerdo a las especificaciones técnicas solicitadas por el cliente. Con base en documentación de los componentes propios del sistema y criterios para diseño de catena-rias Siemens de la Casa Matriz, se elaboró una ingeniería que utilizaba morsetería Siemens de origen importado, y se diseñaron compo-nentes adicionales como columnas, placas de soporte y herrajes especiales para ser fabrica-dos en la industria local. El segundo paso consistió en capacitar a un grupo de colaboradores para realizar la inge-niería de detalle y la supervisión en obra de la ejecución del proyecto.Dadas las características de los túneles y esta-ciones, normalmente se requiere realizar solu-ciones singulares de ingeniería en puntos es-pecíficos de la instalación, por cuanto la ingeniería de detalle debe realizarse en sitio y en el momento del montaje, tarea fundamen-tal del equipo de supervisores e ingenieros a cargo del proyecto.Como tercer y último paso se trabajó en el de-sarrollo de un proveedor que fuese capaz de realizar el montaje de la catenaria, basándose en los lineamientos del proyecto y observando rigurosamente las medidas de seguridad.Resulta de la mayor importancia en este tipo de obras la disponibilidad de equipos de vía como plataformas de trabajo, vehículos auto-propulsados para el recorrido rápido, y vehícu-los con porta bobinas para tendido de conduc-tores, todos adecuadamente diseñados y aprobados en cuanto a los aspectos señalados en las normativas de seguridad e higiene in-dustrial para trabajos en vías y túneles.Así mismo, resultó fundamental el entrena-miento de los operarios en la ejecución de cada una de las tareas, tales como el tendido de los conductores, el amorsetado, tensado o instalación de las péndolas.Las características generales del proyecto con-templaban una extensión de 3,6 Km., de doble vía, en túnel simple abovedado, y también un taller de 1 Km. de extensión con doble vía. En este taller sobre una de las vías, se debía insta-lar un tramo de catenaria desplazable.
Tierra
14 Quinto elemento enero 2009
Construcción / Control de tráfico / Minería / Petróleos / Cementos / Alimentos y bebidas / Medios de transporte / Papel
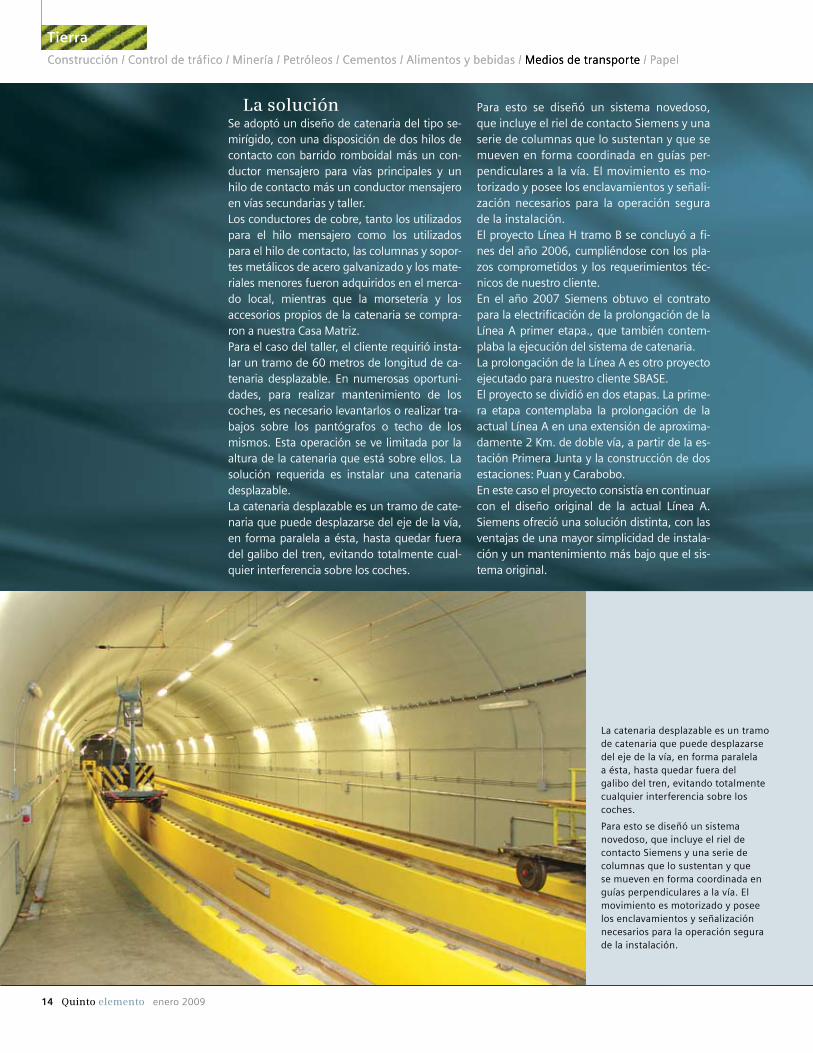
La soluciónSe adoptó un diseño de catenaria del tipo se-mirígido, con una disposición de dos hilos de contacto con barrido romboidal más un con-ductor mensajero para vías principales y un hilo de contacto más un conductor mensajero en vías secundarias y taller. Los conductores de cobre, tanto los utilizados para el hilo mensajero como los utilizados para el hilo de contacto, las columnas y sopor-tes metálicos de acero galvanizado y los mate-riales menores fueron adquiridos en el merca-do local, mientras que la morsetería y los accesorios propios de la catenaria se compra-ron a nuestra Casa Matriz.Para el caso del taller, el cliente requirió insta-lar un tramo de 60 metros de longitud de ca-tenaria desplazable. En numerosas oportuni-dades, para realizar mantenimiento de los coches, es necesario levantarlos o realizar tra-bajos sobre los pantógrafos o techo de los mismos. Esta operación se ve limitada por la altura de la catenaria que está sobre ellos. La solución requerida es instalar una catenaria desplazable.La catenaria desplazable es un tramo de cate-naria que puede desplazarse del eje de la vía, en forma paralela a ésta, hasta quedar fuera del galibo del tren, evitando totalmente cual-quier interferencia sobre los coches.
Para esto se diseñó un sistema novedoso, que incluye el riel de contacto Siemens y una serie de columnas que lo sustentan y que se mueven en forma coordinada en guías per-pendiculares a la vía. El movimiento es mo-torizado y posee los enclavamientos y señali-zación necesarios para la operación segura de la instalación. El proyecto Línea H tramo B se concluyó a fi-nes del año 2006, cumpliéndose con los pla-zos comprometidos y los requerimientos téc-nicos de nuestro cliente. En el año 2007 Siemens obtuvo el contrato para la electrificación de la prolongación de la Línea A primer etapa., que también contem-plaba la ejecución del sistema de catenaria.La prolongación de la Línea A es otro proyecto ejecutado para nuestro cliente SBASE.El proyecto se dividió en dos etapas. La prime-ra etapa contemplaba la prolongación de la actual Línea A en una extensión de aproxima-damente 2 Km. de doble vía, a partir de la es-tación Primera Junta y la construcción de dos estaciones: Puan y Carabobo. En este caso el proyecto consistía en continuar con el diseño original de la actual Línea A. Siemens ofreció una solución distinta, con las ventajas de una mayor simplicidad de instala-ción y un mantenimiento más bajo que el sis-tema original.
La catenaria desplazable es un tramo de catenaria que puede desplazarse del eje de la vía, en forma paralela a ésta, hasta quedar fuera del galibo del tren, evitando totalmente cualquier interferencia sobre los coches.
Para esto se diseñó un sistema novedoso, que incluye el riel de contacto Siemens y una serie de columnas que lo sustentan y que se mueven en forma coordinada en guías perpendiculares a la vía. El movimiento es motorizado y posee los enclavamientos y señalización necesarios para la operación segura de la instalación.
Construcción / Control de tráfico / Minería / Petróleos / Cementos / Alimentos y bebidas / Medios de transporte / Papel

Quinto elemento 15
i n f o r m a c i ó n - c o n t a c t o
Siemens Argentina
El proyecto se dividió en dos etapas, la primera etapa contemplaba la prolongación de la actual Línea A en una extensión de aproximadamente 2 Km. de doble vía, a partir de la estación Primera Junta y la construcción de dos estaciones: Puan y Carabobo.
La nueva propuestaUna vez analizadas las prestaciones tecnológi-cas del nuevo sistema se aceptó con beneplá-cito la propuesta.El diseño original está compuesto por dos hi-los de contacto que realizan un barrido zigzag y posee aparatos compensadores automáticos de tensión.El nuevo sistema es del denominado semirí-gido, y se adopto la configuración de un hilo de contacto, en barrido zigzag y un hilo de acompañamiento. El reto en este proyecto fue interconectar dos sistemas de catenaria conceptualmente distin-tos: el instalado en la actual Línea A y el pro-puesto por Siemens para la prolongación. La solución fue realizar en la zona de la interco-nexión un tramo de catenaria independiente de ambos sistemas, con un doble solapamien-to para permitir el desplazamiento correcto de los pantógrafos de los coches.Tanto para el hilo de contacto como para el hilo de acompañamiento se adoptó alambre ranurado de cobre de 120 mm2 de sección.La ingeniería y la supervisión de la obra, así como el montaje se hicieron en forma local, con el mismo equipo desarrollado en el pro-yecto Línea H.Los conductores de cobre, las columnas y so-portes metálicos de acero galvanizado, y los materiales menores igualmente se encontaron en el mercado local, mientras que la morsete-ría y los accesorios propios de la catenaria se importaron.
El proyecto prolongación Línea A primera eta-pa se concluyó a principios del año 2008, rea-lizándose todas las pruebas de funcionamien-to a satisfacción de del cliente. Actualmente se inician dos nuevos proyectos de electrificación en subterráneos: el tramo C1 de la Línea H y la segunda etapa de la prolongación de la Línea A.El segundo tramo de la Línea H, denominado tramo C1 contempla una extensión de aproximadamente 1 Km. de doble vía a partir de la estación Once y la construcción de una estación, denominada Corrientes. Tendrá el mismo diseño y componentes para el siste-ma de catenaria que el ya ejecutado en el tramo B.La segunda etapa de la prolongación de la Línea A, contempla una extensión de aproxi-madamente 1,1 Km. de doble vía a partir de la Estación Carabobo, la construcción de dos estaciones: Flores y Nazca y la construcción de una cochera y taller de aproximadamente 1 Km. de extensión. Para este proyecto se prevé continuar con el mismo sistema de catenaria que el ejecutado en la primera etapa, y se debe instalar un tramo desplazable de aproximadamente 80 mts. de longitud.Es posible afirmar con hechos que Siemens a través de su sector Industry, y su área de Mobility, ofrece un grupo de trabajo especia-lizado en sistemas de catenaria, preparado para atender los requerimientos y los mayo-res retos que los clientes necesiten.
Agua
Tecnología de aguas / Industria química / Alimentos y bebidas / Marina / Industrias farmacéuticas / Papel
16 Quinto elemento enero 2009
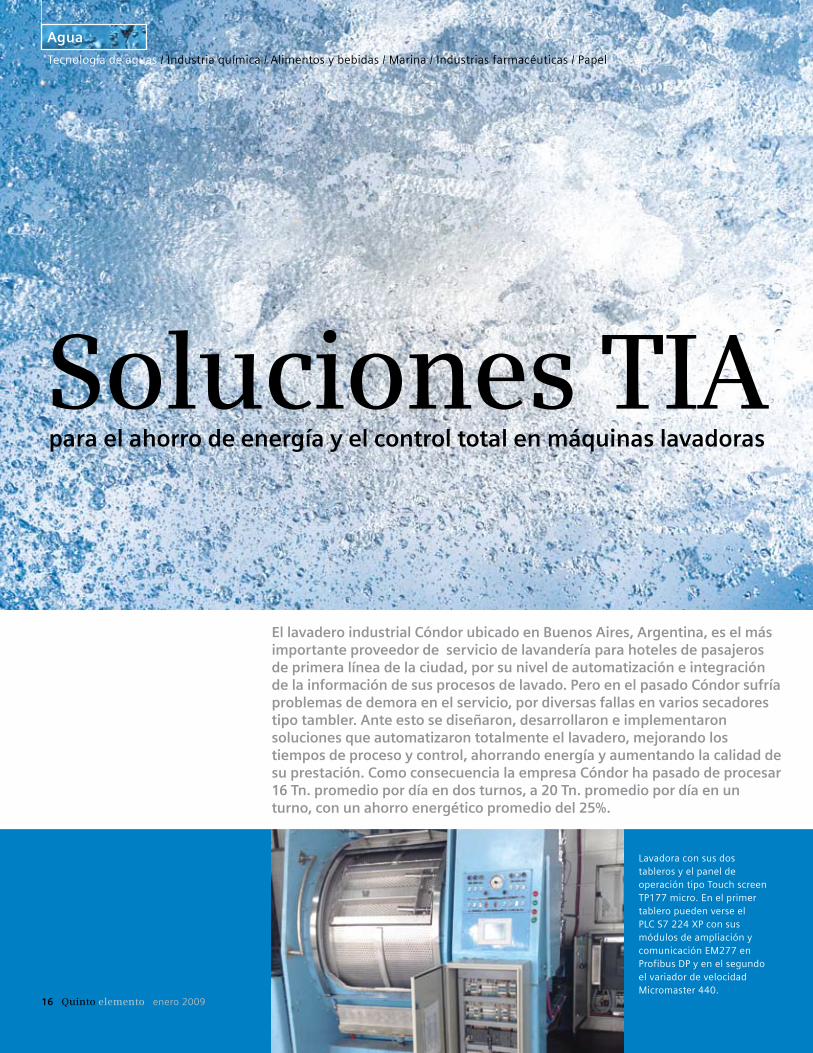
Soluciones TIApara el ahorro de energía y el control total en máquinas lavadoras
Agua
Tecnología de aguas / Industria química / Alimentos y bebidas / Marina / Industrias farmacéuticas / Papel
Lavadora con sus dos tableros y el panel de operación tipo Touch screen TP177 micro. En el primer tablero pueden verse el PLC S7 224 XP con sus módulos de ampliación y comunicación EM277 en Profibus DP y en el segundo el variador de velocidad Micromaster 440.
El lavadero industrial Cóndor ubicado en Buenos Aires, Argentina, es el más importante proveedor de servicio de lavandería para hoteles de pasajeros de primera línea de la ciudad, por su nivel de automatización e integración de la información de sus procesos de lavado. Pero en el pasado Cóndor sufría problemas de demora en el servicio, por diversas fallas en varios secadores tipo tambler. Ante esto se diseñaron, desarrollaron e implementaron soluciones que automatizaron totalmente el lavadero, mejorando los tiempos de proceso y control, ahorrando energía y aumentando la calidad de su prestación. Como consecuencia la empresa Cóndor ha pasado de procesar 16 Tn. promedio por día en dos turnos, a 20 Tn. promedio por día en un turno, con un ahorro energético promedio del 25%.

Quinto elemento 17
y alarmas que la máquina originalmente no tenía, y la facilidad para cambiar o modifi-car el manejo de programas. El segundo reto era la comunicación entre las lavadoras y el sistema de dosificación de productos químicos, ya que el lavadero con-taba con un sistema automático provisto por la empresa Johnson Diversey de Argen-tina SA, que tenía un grado de automatis-mo con PLC y control de sus fórmulas por medio de un panel de operación del tipo texto. La dosificación era centralizada y se realizaba por grupos de tres y cuatro máqui-nas lavadoras. El problema era vincular este sistema tecnológicamente superior al siste-ma de rodillo. Esto se lograba programando varias ranuras para que el PLC pudiera de-tectar que fórmula requería la lavadora. Luego durante el Bach de lavado se le volvía a solicitar con los mismos contactos cada uno de los productos que se requerían en el
programa de lavado. Todo este control esta-ba sujeto a un alto grado de fallas que se debía principalmente al deterioro de los ro-dillos y sus contactos, con los consiguientes errores que podían presentarse. Asimismo, el cliente requería un informe donde tanto el lavadero como el proveedor de productos pudieran tener la información de los consu-mos, para lo cual era necesario contar con una red industrial interconectada por medio de Profibus.
Se mejoraron problemas de paradas y calidad de los lavados, disminuyendo los reclamos de los clientes finales.
El primer inconveniente presentado para solucionar eran las fallas de las lavadoras. El principal problema era esencialmente el modo en que funcionaba la programación de estas máquinas. Esta se realizaba a tra-vés de un rodillo de aluminio y cartón, en el cual se efectuaban canales o ranuras en forma circular que eran sensadas por mi-cros mecánicos para determinar las peticio-nes o requerimientos del programa en cuestión. Este rodillo era puesto en movi-miento por un pequeño motor sincrónico y de esta forma se podía estimar el tiempo de ciclo o de Bach de lavado. Otro inconve-niente de este sistema era la complejidad requerida cuando se debía realizar un cam-bio de un programa o de algún paso en el mismo, ya que se tenían que modificar las ranuras antes mencionadas.Como respuesta, en la primera etapa se decidió hacer el retrofitting de las lavadoras en su parte funcional eléctrica y de auto-matismo, lo cual mejoró los problemas de paradas y de calidad de los lavados, dismi-nuyendo los relavados y por ende los recla-mos de los clientes finales. La ingeniería y el desarrollo de la solución fue realizada con un PLC 224XP, varios módulos de en-tradas y salidas analógicas y digitales, un panel de operación TP 177 Micro, un sensor de presión destinado a medir el nivel de agua, un sensor de temperatura tipo PT100 con su módulo de conversión a 4/20 mA., relés de falta y secuencia de fase. Las ex-pectativas iniciales fueron alcanzadas y su-peradas, sumándole además valor agrega-do al incluir varias mejoras a cada una de las lavadoras, como ser una serie de avisos
Sección de las bombas dosificadoras, tanto las peristálticas como las de diafragma.
AguaAgua
18 Quinto elemento enero 2009
Tecnología de aguas / Industria química / Alimentos y bebidas / Marina / Industrias farmacéuticas / Papel
Tecnología de aguas / Industria química / Alimentos y bebidas / Marina / Industrias farmacéuticas / Papel
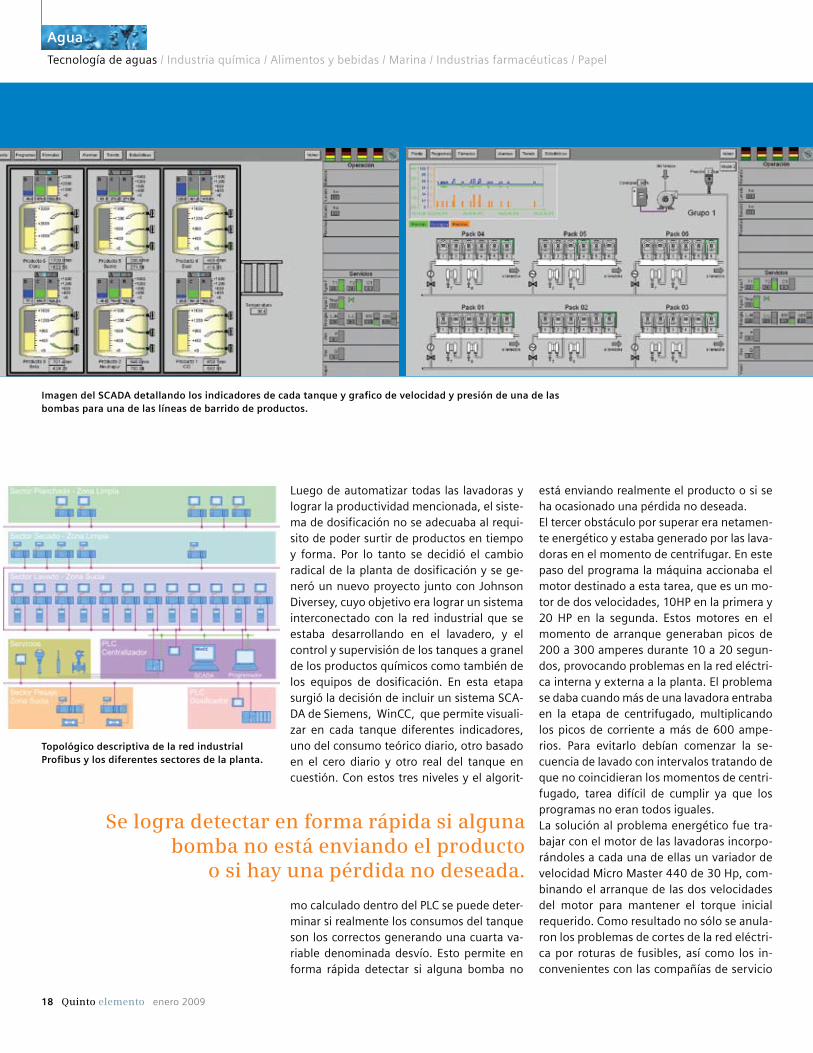
Imagen del SCADA detallando los indicadores de cada tanque y grafico de velocidad y presión de una de las bombas para una de las líneas de barrido de productos.
Topológico descriptiva de la red industrial Profibus y los diferentes sectores de la planta.
Luego de automatizar todas las lavadoras y lograr la productividad mencionada, el siste-ma de dosificación no se adecuaba al requi-sito de poder surtir de productos en tiempo y forma. Por lo tanto se decidió el cambio radical de la planta de dosificación y se ge-neró un nuevo proyecto junto con Johnson Diversey, cuyo objetivo era lograr un sistema interconectado con la red industrial que se estaba desarrollando en el lavadero, y el control y supervisión de los tanques a granel de los productos químicos como también de los equipos de dosificación. En esta etapa surgió la decisión de incluir un sistema SCA-DA de Siemens, WinCC, que permite visuali-zar en cada tanque diferentes indicadores, uno del consumo teórico diario, otro basado en el cero diario y otro real del tanque en cuestión. Con estos tres niveles y el algorit-
mo calculado dentro del PLC se puede deter-minar si realmente los consumos del tanque son los correctos generando una cuarta va-riable denominada desvío. Esto permite en forma rápida detectar si alguna bomba no
está enviando realmente el producto o si se ha ocasionado una pérdida no deseada.El tercer obstáculo por superar era netamen-te energético y estaba generado por las lava-doras en el momento de centrifugar. En este paso del programa la máquina accionaba el motor destinado a esta tarea, que es un mo-tor de dos velocidades, 10HP en la primera y 20 HP en la segunda. Estos motores en el momento de arranque generaban picos de 200 a 300 amperes durante 10 a 20 segun-dos, provocando problemas en la red eléctri-ca interna y externa a la planta. El problema se daba cuando más de una lavadora entraba en la etapa de centrifugado, multiplicando los picos de corriente a más de 600 ampe-rios. Para evitarlo debían comenzar la se-cuencia de lavado con intervalos tratando de que no coincidieran los momentos de centri-fugado, tarea difícil de cumplir ya que los programas no eran todos iguales.La solución al problema energético fue tra-bajar con el motor de las lavadoras incorpo-rándoles a cada una de ellas un variador de velocidad Micro Master 440 de 30 Hp, com-binando el arranque de las dos velocidades del motor para mantener el torque inicial requerido. Como resultado no sólo se anula-ron los problemas de cortes de la red eléctri-ca por roturas de fusibles, así como los in-convenientes con las compañías de servicio
Se logra detectar en forma rápida si alguna bomba no está enviando el producto
o si hay una pérdida no deseada.
Quinto elemento 19
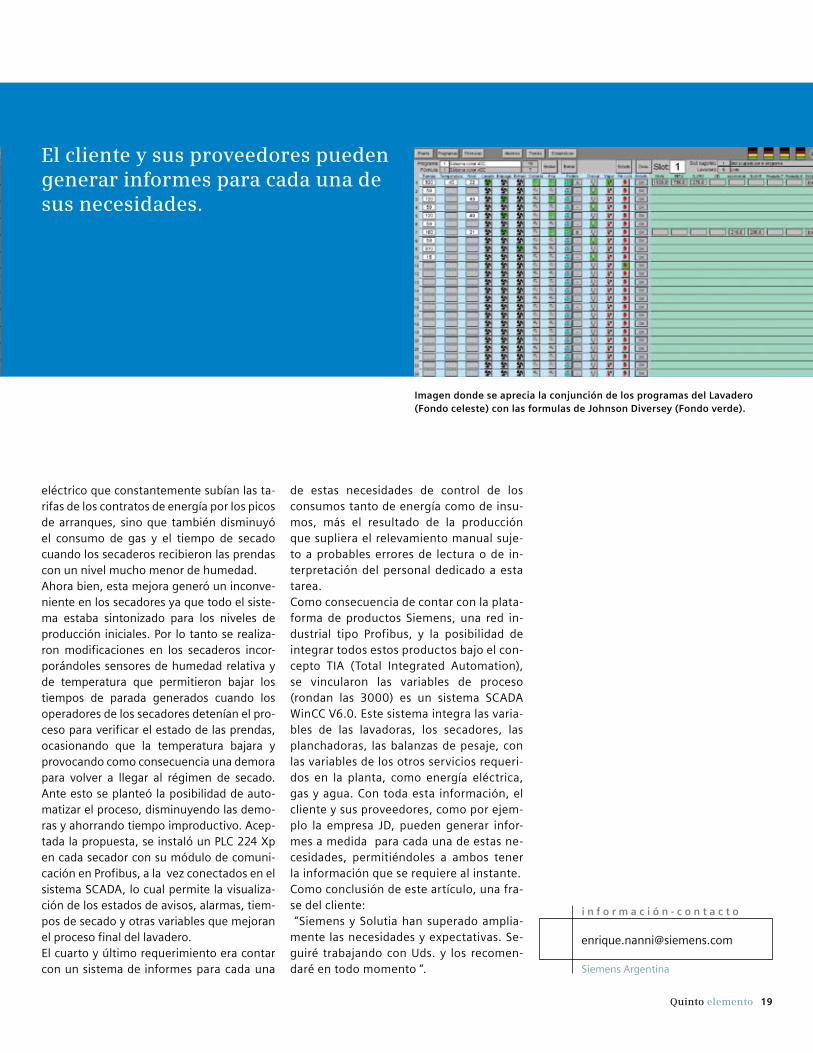
Imagen donde se aprecia la conjunción de los programas del Lavadero (Fondo celeste) con las formulas de Johnson Diversey (Fondo verde).
eléctrico que constantemente subían las ta-rifas de los contratos de energía por los picos de arranques, sino que también disminuyó el consumo de gas y el tiempo de secado cuando los secaderos recibieron las prendas con un nivel mucho menor de humedad.Ahora bien, esta mejora generó un inconve-niente en los secadores ya que todo el siste-ma estaba sintonizado para los niveles de producción iniciales. Por lo tanto se realiza-ron modificaciones en los secaderos incor-porándoles sensores de humedad relativa y de temperatura que permitieron bajar los tiempos de parada generados cuando los operadores de los secadores detenían el pro-ceso para verificar el estado de las prendas, ocasionando que la temperatura bajara y provocando como consecuencia una demora para volver a llegar al régimen de secado. Ante esto se planteó la posibilidad de auto-matizar el proceso, disminuyendo las demo-ras y ahorrando tiempo improductivo. Acep-tada la propuesta, se instaló un PLC 224 Xp en cada secador con su módulo de comuni-cación en Profibus, a la vez conectados en el sistema SCADA, lo cual permite la visualiza-ción de los estados de avisos, alarmas, tiem-pos de secado y otras variables que mejoran el proceso final del lavadero.El cuarto y último requerimiento era contar con un sistema de informes para cada una
de estas necesidades de control de los consumos tanto de energía como de insu-mos, más el resultado de la producción que supliera el relevamiento manual suje-to a probables errores de lectura o de in-terpretación del personal dedicado a esta tarea. Como consecuencia de contar con la plata-forma de productos Siemens, una red in-dustrial tipo Profibus, y la posibilidad de integrar todos estos productos bajo el con-cepto TIA (Total Integrated Automation), se vincularon las variables de proceso (rondan las 3000) es un sistema SCADA WinCC V6.0. Este sistema integra las varia-bles de las lavadoras, los secadores, las planchadoras, las balanzas de pesaje, con las variables de los otros servicios requeri-dos en la planta, como energía eléctrica, gas y agua. Con toda esta información, el cliente y sus proveedores, como por ejem-plo la empresa JD, pueden generar infor-mes a medida para cada una de estas ne-cesidades, permitiéndoles a ambos tener la información que se requiere al instante. Como conclusión de este artículo, una fra-se del cliente: “Siemens y Solutia han superado amplia-mente las necesidades y expectativas. Se-guiré trabajando con Uds. y los recomen-daré en todo momento “.
El cliente y sus proveedores pueden generar informes para cada una de sus necesidades.
i n f o r m a c i ó n - c o n t a c t o
Siemens Argentina
Actividades
MAPLA 2008Encuentro Internacional de Mantenedoresde Plantas Mineras En el Hotel Sheraton de Santiago, se llevó a cabó el Seminario MAPLA 2008. Siemens estuvo presente en esta actividad, consis-tente en un seminario para mantenedores de plantas mineras. En este encuentro, participan las principales mineras y además, se realizan sesiones técnicas de presentaciones de trabajos. En la oportunidad, Siemens trató el tema de “Disponibilidad ininterrum-pida de cinco años con variador de frecuencia Robicon”.
Promoviendo la Eficiencia Energética en Universidad Chilena Siemens como principal empresa proveedora de tecnologías para la optimización de recursos energéticos, dictó una charla de Efi-ciencia Energética en la sede del Inacap de Renca en Chile, bajo el marco de la 9ª Feria de Proyectos Tecnológicos de Inacap. A la charla dictada por profesionales del sector de Industry asistie-ron alumnos de los últimos años de las carreras de Ingeniería Eléctrica y Mecánica del establecimiento de educación superior.
Reunión Trimestral Managment Industry sector AANEl pasado martes 21 de octubre se realizó en las instalaciones del Hotel Plaza del Bosque de Lima la II Reunión Trimestral Managment Industry sector de la región Austral Andina. A esta asistieron las cabe-zas técnicas y comerciales de cada país y se trataron temas como los retos, desafíos e iniciativas de cada país para el nuevo año comercial.
Perú
Jornadas Tecnológicas con clientes El sector de Industry de Siemens Chile dió inicio a su programa Jornadas Tecnológicas para clientes del área. La iniciativa consiste en cursos impartidos por profesionales del sector sobre temas como: tecnología en medición de flujo, soluciones y aplicaciones de accionamientos eléctricos, microsistemas básicos, soluciones de distribución, control y protección, selección de accionamientos mecánicos, eficiencia energética, tratamiento de agua, entre otros. Hasta la fecha se han realizado dos jornadas en Santiago y una en Concepción, al sur del país. Además en las jornadas de Concepción se realizó el lanzamiento de Sivacon con los principales clientes de la zona.
CapacitacionesSIMARIS DesignLos días 6 y 13 de noviembre, se realizaron en las ciudades de Cuenca y Santo Domingo respectivamente, las capacitaciones en el uso del software SIMARIS Design Basic de Siemens (en español) destinado al diseño de redes de baja tensión y cálculo de corrientes de cortocircuito. A ellas asistieron importantes empresas con el auspicio
de nuestros distribuidores CENELSUR y COELEC.
Ecuador
Convención Canales de Ventas Industry, Bogotá Colombia
Nov 20 Lanzamiento Club ET, Bogotá Colombia
Nov 25,26 y 27 Feria Laboral de la Universidad Nacional de Colombia, Bogotá.
Reunión nacional de canales de ventasEl día 25 de noviembre, se realizó en las instalaciones de Siemens Guayaquil la 9ª. Reunión semestral de canales de Siemens Industry Sector (distribuidores, integradores y tableristas), en la cual se tra-taron importantes temas como: Panorama 2009 del Ecuador y del mundo, factores que permitirán incrementar la satisfacción del mercado durante el nuevo año, organización, mejoras y soluciones. Para el análisis económico contamos con la presencia del Ec. Pablo Lucio Paredes quien enriqueció nuestra perspectiva siempre enfo-cada en nuestros importantes clientes.Durante la reunión de canales, Siemens premió al mejor canal 2008 en desempeño integral: INASEL (Quito). Se dieron sendos re-conocimientos a JNG DEL ECUADOR (Guayaquil) por Mayor Volu-men y a OMACONSA (Guayaquil) por Mayor Crecimiento.
Ecuador
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
octubre noviembre

Dic 5 50 años ACIEM Cali, Colombia
Siemens Partner ProgramEl pasado 18 de diciembre se realizó en Argentina la presentación del concepto global “Solution Partner Program” de Siemens para los Integradores locales. Dicho evento contó con la presencia del Sr. Diego Rubio-Sánchez en representación de Siemens Alemania y responsable, a su vez, por el programa a nivel mundial. La charla tuvo como principal objetivo dar a conocer información sobre el alcance y beneficios del “Programa Solution Partner” el cual se implementará en Argentina
como parte de la evolución del programa actual, Solution Provider.
Argentina
IS OLM Training: “Portfolio Update” Americas – Argentina.El 2 y 3 de diciembre se realizó en la Sala Werner Von Siemens en las oficinas de Siemens Argentina, una presentación y charla de capacitación orientada a Servicios y Soluciones Industriales. El evento fue dictado por el Sr. Juergen Stuebiger, responsable de desarrollo de negocios de IS IN OLM en Siemens AG. El primer día, se presentó la estrategia de ventas y un resumen teórico sobre las novedades de la oferta de servicios: MBR, MIP, AOP, etc. El segundo día, se completó la jornada con una serie de role plays, conformada por 6 equipos de ventas, donde cada equipo defendió ante un equipo de managment de compras y mantenimiento del cliente, una oferta diferente del portfolio de servicios. Participaron de
esta experiencia colaboradores de IS de todo el país.
Argentina
Auspicio Robotec-FLLPor tercer año consecutivo el sector Industry patrocinó el Concurso de Robótica Escolar FLL Perú, un programa internacional para chicos y chicas de 9 a 16 años que combina la investigación con un práctico programa interactivo de robótica, todo bajo una atmósfera
deportiva.
Perú
El pasado 20 de noviembre, se realizó en el Hotel Sheraton de Santia-go, el primer encuentro de distribuidores autorizados de Industry. El objetivo de la reunión fue comunicar en forma transparente, las nue-vas estrategias para canales de distribución con las que Siemens apuesta al éxito para este nuevo año comercial. Los partners se mostraron muy satisfechos del protagonismo que to-man en esta nueva estrategia y fielmente comprometidos a asegurar una mejor y más rápida atención de los clientes. En la ocasión, tam-bién se presentó a Edwin Chávez, CEO Siemens Chile, quien junto al equipo de ventas y marketing de Industry asociado a canales, com-partió un grato momento de conversación con los gerentes de las empresas Calimport, Lureye, Sargent, CAM, Termodinamica, Soltex,
Vignola , Mauricio Hochschild y Pesamatic.
Chile
Nov 27,28 y 29 II Congreso Tecnológico en Automatización para la Industria Petrolera, Barrancabermeja Colombia
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
diciembre
Actividades
22 Quinto elemento enero 2009
SIVACON 8PT ahora, made in Chile!
En septiembre la fábrica Industry Automa-tion Control Drives, certificó a dos Partners locales: uno para la parte metalmecánica y otro para la parte de integración de compo-nentes SIRIUS y SENTRON dentro de la solu-ción SIVACON 8PT.Preguntamos al Project Manager, responsa-ble de la fabricación SIVACON 8PT en Chile, Sr. David Olivares:
¿Qué ventajas tiene esta nueva tecnología y cómo asegura Siemens el estándar de calidad SIVACON 8PT? SIVACON 8PT está fabricado localmente por nuestros Partners seleccionados, calificados y permanentemente auditados. Este conjun-to de equipos homologados, esta basado en componentes totalmente comprobados por Siemens. Además ofrecen un alto grado de performance, principalmente para aplicacio-nes en la industria e infraestructura:
Con barras principales de 3 polos hasta •7400 A. (barras principales en la parte superior de la columna).
Resistencia a cortocircuito Ipk hasta 375 •kA (resistencia asignada de corrientes de choques).
Módulos estándares homologados a prue-•ba de arco interno (módulos de equipos en serie).
Posición de „Test“ y seccionamiento con la •puerta cerrada (hasta grado de protec-ción IP54).
Apropiado para el uso en zonas de eleva-•da sismicidad, así como en buques y pla-taformas (alta mar).
Interfaz de usuario unificada para todas •las unidades extraíbles.
Tablero de distribución con capacidad de •comunicación gracias a SENTRON 3WL/3VL y SIMOCODE pro.
Preguntamos al Ingeniero de Aplicación y responsable de la Promoción SIVACON 8PT en Chile, Sr. Christian de la Peña:¿Cómo ha reaccionado el mercado chileno a la introducción de SIVACON 8PT?El producto ha tenido una gran aceptación en el mercado chileno. Ya en los primeros dos meses hemos recibido órdenes de com-pras de importantes empresas, especialmen-te en los sectores Pulp & Paper donde vemos el mayor interés y demanda. Pero también en Minería tenemos éxito; so-bre el hecho de que la tecnología IEC SIVA-CON es superior a NEMA en varios sentidos, primero, en temas de eficiencia y ahorro de costos, equipos de última tecnología que permiten una alta perfomance en Switch-gears y CCM´s. Además de contar con certi-
ficados requeridos por la filosofia TTA (Type-Tested Assemblies). Adicionalmente, vemos potencial en exportar nuestro éxito a otros países de Latinoamérica. Ya hemos recibido varios requerimientos de nuestros colegas de Siemens Perú y Argentina.SIVACON constituye una combinación ho-mologada de aparatos de maniobra (TTA), cuyas características físicas fueron testedas en laboratorios de pruebas, para satisfacer situaciones de servicio y falla. Los ensayos de homologación garantizan la máxima se-guridad, tanto para el personal de manteni-miento, operación, y el servicio.
¿Cuáles son los puntos más importantes en la promoción de SIVACON 8PT?Tenemos que explicar a nuestros clientes la importancia de invertir en la seguridad de su personal con equipos certificados, además de proteger sus inversiones. Aquí está la clave; transmitir que significa TTA y la importancia en tener su equipo full testeado para eventos de accidente, tales como: arcos internos, cor-tocircuitos e influencias externas como sismos o terremotos. Nadie es capaz de eliminar todos estos ries-gos, pero los podemos disminuir y controlar, esa será nuestra misión ...y con SIVACON nuestros clientes tienen la mejor solución!“
A partir del primero de Octubre de 2008 Siemens está fabricando SIVACON 8PT.

Quinto elemento 23
Resumen de las ventajas Seguridad integrada: certificados de se-•guridad y calidad mediante homologa-ción, ensayo de arco interno y prueba de sismo-resistencia.
Gran flexibilidad y rentabilidad: gracias a •las múltiples posibilidades de combina-ción y soluciones homogéneas en el sec-tor de la distribución de energía en baja tensión mediante conexiones homologa-das para ductos de barras (canalizaciones eléctricas prefabricadas).
Alta disponibilidad: total capacidad de •comunicación con Profibus DP.
Además de la presencia mundial de Part-•ners certificados SIVACON Technology.
SIVACON 8PT ahora, made in Chile!
XXI Aniversario de la Semana del Instrumentista PDVSA CRP
Entre los días 25 al 27 de Noviembre del año 2008 se llevo a cabo la celebración de XXI Aniversario de la Semana del Instrumentista, evento organizado por personal del departamento de Ingeniería en Instrumentación y Automatización de diferentes gerencias de PDVSA CRP, contando con la participación de diversas empresas que apoyaron el evento, entre ellas Siemens en conjunto con el Canal Solution Partner Veneuropa.
Durante estos 3 días contando con el apor-te de los Ingenieros Carlos Terán, Germán Yépez, Zbigniew Angelus y Loinaz Ramírez, se realizaron importantes presentaciones desde el Stand de Siemens / Veneuropa de las distintas soluciones que ofrece la línea Siemens en su portafolio de productos, des-
tacando el concepto de Totally Integrated Automation (TIA). Dicho evento contó con la asistencia de personal de distintas geren-cias de Ingeniería del CRP, Consultoras de Ingeniería, Contratistas, Cooperativas y Es-tudiantes Universitarios.Adicionalmente se realizó en un salón re-servado para distintas presentaciones de las empresas participantes, una charla de nues-tro Sistema de Control Distribuido PCS7 contando con el Ing. Zbigniew Angelus como facilitador. La misma despertó gran interés al personal que asistió y se realiza-ron diversas practicas de demostración con los equipos DEMOS.Siemens y Veneuropa agradecen la gentil invitación por parte del comité organizador de PDVSA CRP y al mismo tiempo los felici-tan por el éxito y el fuerte impacto que tuvo el mismo.
i n f o r m a c i ó n - c o n t a c t o
Siemens Chile
Participación Siemens:

Actividades
24 Quinto elemento enero 2009
Drive Technologies con Motores Loher
Nuevos beneficios para los clientes de Siemens
El Sector Industry de Siemens comple-menta su portafolio con la línea de Motores Loher, cuyo foco principal son las aplicacio-nes donde se requieren Motores Especiales y cuyo sector principal de acción es Oil & Gas y Metal & Mining.El pasado mes de octubre se realizaron pre-sentaciones a los empleados de Siemens en varios países de la región, acerca de los nue-vos beneficios que se le pueden ofrecer a los clientes en el Sector Industry con la línea de Motores Loher.En 2005 con la visión estratégica de com-plementar el portafolio en Drive Technolo-gy, Siemens adquirió la empresa alemana Flender GmBH dedicada principalmente a cubrir las necesidades de la industria con equipos para transmisión mecánica, princi-palmente cajas reductoras, acoplamientos y motorreductores entre otros. Loher Motors and Drives que, a su vez, perte-nece al Grupo Flender desde 1991, permite fortalecer el portafolio para Drive Tecnologies DT de Siemens y generar una plataforma más competitiva para dar a los clientes una solu-ción completa e integral para cualquier tipo de accionamiento. En este sentido, Siemens queda posibilitado para proveer todas las apli-caciones que el mercado industrial necesita.Expertos de diferentes geografías estuvie-
ron a cargo de las capacitaciones de los ase-sores de Canales como SVS, Quotation cen-ter y Servicios de Siemens. En las presentaciones participaron el Sr. Thomas Fuchs y el Sr. Paul Schoenhofen de Loher, así como el Sr. Antonio Claudino, CoC de Siemens Brasil. La temática giró en torno a motores para aplicaciones especiales y mo-tores a prueba de explosión. En el encuen-tro, el Sr. Antonio Claudino también realizó una presentación acerca del portafolio de motores NEMA de Siemens y aplicaciones con dichos motores.El principal valor agregado de los motores Loher es que Siemens puede incursionar en cualquier tipo de aplicación ya que cuenta con un rango de potencias hasta 10000 kw, desarrolla soluciones específicas a la medida para las diferentes aplicaciones y consolida una extensa red de servicios a nivel mundial.Dentro del portafolio de motores se encuentran: Motores de Baja Tensión:
Aplicaciones Estándar y a prueba de ex-•plosión : TEFC, ODP, Water Cooled, Siste-mas de enfriamiento especiales.
Motores de Media Tensión: Aplicaciones Estándar y a prueba de ex-•plosión : TEFC, ODP, Water-cooled, Siste-mas de enfriamiento especiales.

Quinto elemento 25
Venezuela:
Fortaleciendo el programa de alianzas con las UniversidadesConsciente de la importancia de la educa-ción y el entrenamiento para el desarrollo de nuevas tecnologías, Siemens afianza los lazos que ha mantenido durante los últimos dos años con las universidades venezolanas. A través de su Sector de Industria, Siemens continúa implementando el programa de alianzas con las universidades cuyo objetivo fundamental consiste en lograr el acerca-miento entre éstas y la compañía, fomentan-do así, la idea de un curso práctico en el cual los estudiantes tengan contacto con equipos y situaciones reales. Para esto, la división se ha concentrado en la creación de una serie de centros de entrenamiento para las industrias y universidades basados en una amplia varie-dad de equipos, de forma que pueda brindar-se una capacitación más directa, eficiente, práctica y continua.Como parte fundamental de este programa se diseñan, construyen e instalan módulos de entrenamiento bajo la modalidad de proyecto final de grado que luego serán utilizados por los estudiantes en sus cursos regulares. Estos módulos se componen de equipos Siemens instalados en una consola, junto a un manual de entrenamiento diseñado a la medida.En la actualidad, se han fabricado e imple-mentado cuatro módulos de entrenamiento, los cuales están siendo replicados por varias universidades del país. El cuarto módulo de esta serie, diseñado por Ariana Maldonado, está basado en los productos de instrumenta-ción y control.
Para emular un proceso industrial automati-zado basado en la medición de nivel, se em-pleó una arquitectura conformada por una serie de equipos con tecnología de punta acoplados a una estructura jerárquica de bu-ses de campo, donde a través de los mismos se podrá accionar y acceder a la instru-mentación que compone el proceso. Para este diseño se eligieron tres equipos principales en su estructu-ra: el medidor de nivel por radar pulsado Sitrans LR 200, el controla-dor S7-300 y el panel HMI OP 177B conectados en una red Profibus. El diseño consta de un sistema de dos tanques, uno de los cuales tiene instalado el medidor de nivel Sitrans LR 200, mientras que el otro cuenta con el medidor de nivel de tipo capacitivo CLS 100, este último conectado al módulo de entradas digitales del controlador S7-300. Una bomba de agua su-mergible de ¼ HP y una electrovál-vula regulan el paso de agua de un tanque a otro. Adicionalmente se colocaron interruptores para controlar las entradas digi-tales del controlador.El medidor Sitrans LR 200 se encuentra aco-plado al bus Profibus PA, lo cual permite llevar las mediciones e información de diagnóstico hasta la unidad de procesamiento central, para su posterior procesamiento y visualiza-ción a través del sistema supervisorio.
Se incluye además un manual de entrena-miento, cuyo contenido principal consiste en: descripción técnica de los equipos insta-lados, diagramas de conexión, conjunto de ejemplos y ejercicios destinados a la capaci-tación del usuario de forma progresiva. Este módulo ha sido instalado en el Salón Siemens de Automatización de la Universi-
dad Simón Bolívar USB en Caracas y estará siendo utilizado muy pronto por los estudiantes de esta prestigiosa casa de estudios. Siemens S.A. con base en los con-venios marco firmados con las universidades venezolanas, busca con proyectos como éste, asegurar que los equipos sean implementa-
dos y constantemente actuali-zados, en aras del entrena-miento tanto en el área académica como en la indus-trial a nivel nacional.En total, se tienen cinco conve-
nios firmados con las principales universidades de Venezuela, gracias
al esfuerzo de Rodrigo Bastidas, Ge-rente de Ventas por Canales del Sector In-dustry de Siemens Venezuela.
i n f o r m a c i ó n - c o n t a c t o
Siemens Venezuela
i n f o r m a c i ó n - c o n t a c t o
Siemens Perú
Motores de Anillos Rozantes en Baja y Media Tensión:
Aplicaciones Estándar y Aplicaciones en •Barcos.
Generadores Trifásicos de Baja y Media Tensión:
Hasta 8000 kw•Motores Especiales:
Motores Trifásicos para uso en extremas •condiciones
Motores Inverter Duty (motor especial •preparado para trabajar con variador de velocidad)
Motores para Altas fuerzas axiales y •radiales
Motores para centrífugas• Motores para Arranques pesados• Motores de eje Hueco• Motores Sumergibles para Bombas• Motores especiales para ventiladores en •ambientes nocivos
Motores para Estaciones de Potencia• Motores para Escaleras Mecánicas (S6)• Motores para aplicaciones Mineras• Motores a prueba d explosión con doble •carcasa
Motores a prueba de gases• Motores para accionamientos de Propulsión• Motores Sumergibles para trabajo en •profundidad
Cabe resaltar que Loher cuenta con Variado-res de velocidad “Dynavert”, en un rango de potencia hasta 6000 kw, lo cual fortalece aún más el portafolio antes mencionado.Motor Ex Proof Loher IC 611 Motor Ex Proof Loher IC 81W

Consulte al experto
26 Quinto elemento enero 2009
Arranque suave en cascadade 3 motores y 3 juegos de parámetros
Algunas aplicaciones en la industria requieren el arranque de motores en cascada, cada motor con características diferentes, como corriente nominal, potencia y velocidad. Adicionalmente, de acuerdo con la aplicación se pueden plantear diferentes características de arranque, como rampa de tensión o regulación de par, siendo típicamente necesario un arrancador suave por cada motor. En aquellos casos en donde el arranque no es simultáneo, sino que los motores pueden ser arrancados en una secuencia de cascada, es decir, uno detrás de otro, tiene sentido hacerlo con un solo arrancador suave. Este procedimiento es posible usando un arran-cador SIRIUS 3RW44, teniendo como única desventaja la pérdida
de las protecciones intrínsecas contra sobrecarga y otras condicio-nes de falla que nos brinda el equipo, situación que obliga a empla-zar protecciones individuales para cada uno de los motores. Basados en el esquema de control usado en versiones previas (SIKOSTART 3RW22), se ha realizado una adaptación para la línea nueva (3RW44), versión que ofrece múltiples ventajas y opciones de configuración, entre las cuales se cuenta la posibilidad de ser completamente programado desde la pantalla del equipo. Inicial-mente, se deben introducir los datos de motor y parámetros de arranque para cada uno siguiendo las rutas correspondientes en la pantalla de configuración: Menú – Ajustes – Juegos de paráme-tros – Motor 1, como se indica en la Figura 1.
,
Quinto elemento 27
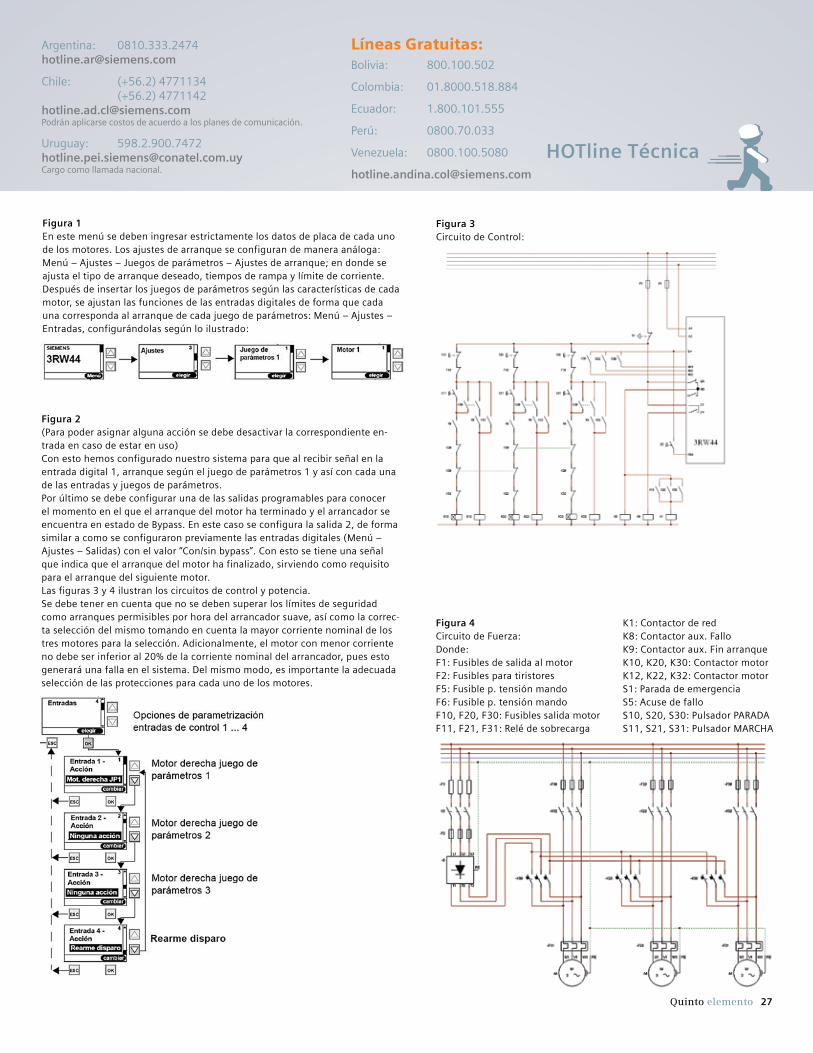
Figura 3 Circuito de Control:
Figura 4 Circuito de Fuerza:Donde:F1: Fusibles de salida al motorF2: Fusibles para tiristoresF5: Fusible p. tensión mandoF6: Fusible p. tensión mandoF10, F20, F30: Fusibles salida motorF11, F21, F31: Relé de sobrecarga
K1: Contactor de redK8: Contactor aux. FalloK9: Contactor aux. Fin arranqueK10, K20, K30: Contactor motorK12, K22, K32: Contactor motorS1: Parada de emergenciaS5: Acuse de falloS10, S20, S30: Pulsador PARADAS11, S21, S31: Pulsador MARCHA
Bolivia: 800.100.502
Colombia: 01.8000.518.884
Ecuador: 1.800.101.555
Perú: 0800.70.033
Venezuela: 0800.100.5080
Figura 1En este menú se deben ingresar estrictamente los datos de placa de cada uno de los motores. Los ajustes de arranque se configuran de manera análoga: Menú – Ajustes – Juegos de parámetros – Ajustes de arranque; en donde se ajusta el tipo de arranque deseado, tiempos de rampa y límite de corriente.Después de insertar los juegos de parámetros según las características de cada motor, se ajustan las funciones de las entradas digitales de forma que cada una corresponda al arranque de cada juego de parámetros: Menú – Ajustes – Entradas, configurándolas según lo ilustrado:
Figura 2(Para poder asignar alguna acción se debe desactivar la correspondiente en-trada en caso de estar en uso)Con esto hemos configurado nuestro sistema para que al recibir señal en la entrada digital 1, arranque según el juego de parámetros 1 y así con cada una de las entradas y juegos de parámetros.Por último se debe configurar una de las salidas programables para conocer el momento en el que el arranque del motor ha terminado y el arrancador se encuentra en estado de Bypass. En este caso se configura la salida 2, de forma similar a como se configuraron previamente las entradas digitales (Menú – Ajustes – Salidas) con el valor “Con/sin bypass”. Con esto se tiene una señal que indica que el arranque del motor ha finalizado, sirviendo como requisito para el arranque del siguiente motor.Las figuras 3 y 4 ilustran los circuitos de control y potencia. Se debe tener en cuenta que no se deben superar los límites de seguridad como arranques permisibles por hora del arrancador suave, así como la correc-ta selección del mismo tomando en cuenta la mayor corriente nominal de los tres motores para la selección. Adicionalmente, el motor con menor corriente no debe ser inferior al 20% de la corriente nominal del arrancador, pues esto generará una falla en el sistema. Del mismo modo, es importante la adecuada selección de las protecciones para cada uno de los motores.
Argentina: [email protected]
Chile: (+56.2) 4771134 (+56.2) [email protected]án aplicarse costos de acuerdo a los planes de comunicación.
Uruguay: [email protected] como llamada nacional.
HOTline Técnica
Líneas Gratuitas:

E20
00
1-F
20
-T1
10
-X-7
60
0
Del flujo de la materia prima...
¿Cómo aumentar el flujo de caja en su cervecería? Nosotros tenemos la respuesta: con la automatización integrada de todos los pasos de producción, con un canal de información homogéneo en todos los niveles de su empresa, y con innovadores sistemas de administración de agua y energía. Nuestro portfolio le ofrece muchas opciones para reducir su costo total de propiedad: www.siemens.com/food-beverageEstableciendo estándares con Totally Integrated Automation.
Answers for industry.
Costo total de propiedad
...al flujo de caja.