guía de laboratorio ind-lab-cal rev 1 capacidad de ... · pdf fileguía de...
TRANSCRIPT
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
1
CAPACIDAD DE PROCESO
1.- OBJETIVO
El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso.
2.- FUNDAMENTO TEÓRICO
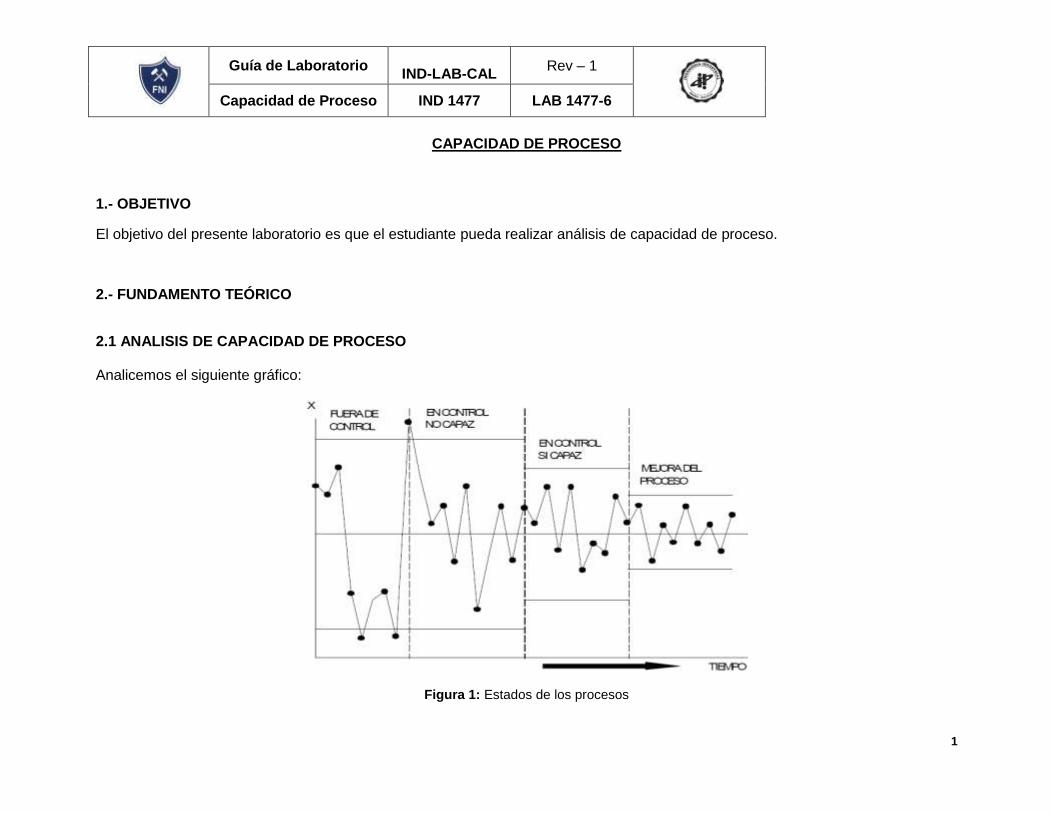
2.1 ANALISIS DE CAPACIDAD DE PROCESO Analicemos el siguiente gráfico:
Figura 1: Estados de los procesos
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
2
Cuando los parámetros técnicos se encuentra en estado de control estadístico es el momento de estudiar si el proceso es capaz o no. El estado de control de un proceso garantiza la homogeneidad de sus resultados pero no si este resultado es aceptable. Por lo tanto es necesario estudiar la variación natural del proceso en comparación con la variación permitida por la especificación, eso se denomina un estudio de la capacidad del proceso. Si la variación natural del proceso es inferior a la permitida por la especificación diremos que el proceso es capaz y por lo tanto el producto resultado del mismo satisface los requerimientos. ¿Qué sucede si el proceso no es capaz? Es decir, nos encontramos con un producto que tiene una variación constante y predecible puesto que el proceso se encuentra en estado de control pero que esta variación es superior a la permitida por la especificación. Ahora el problema se complica y la solución es: reducir la variación debida a las causas comunes, pero la dificultad es evidente. Al contrario que la eliminación de las causas especiales de variación que suele ser más sencilla y más económica, la eliminación de la variación debida a causas comunes suele ser mucho más costosa. Causas Comunes
Diferente grado de habilidad de los operarios.
Características del material (dureza, espesor, diámetro, etc.) dentro de las tolerancias admitidas por las especificaciones.
Maquinaria con distinto grado de precisión, ya sea por distinta calidad o por desajustes internos dentro de lo tolerado.
Causas Especiales
Desgastes excesivos de máquinas y herramientas
Fallos humanos
Materiales fuera de especificación Una vez identificadas todas las fuentes potenciales de variación debida a causas comunes. Mediante la utilización de gráficos de control se vigilarán estos procesos identificando y eliminando las causas asignables de variación.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
3
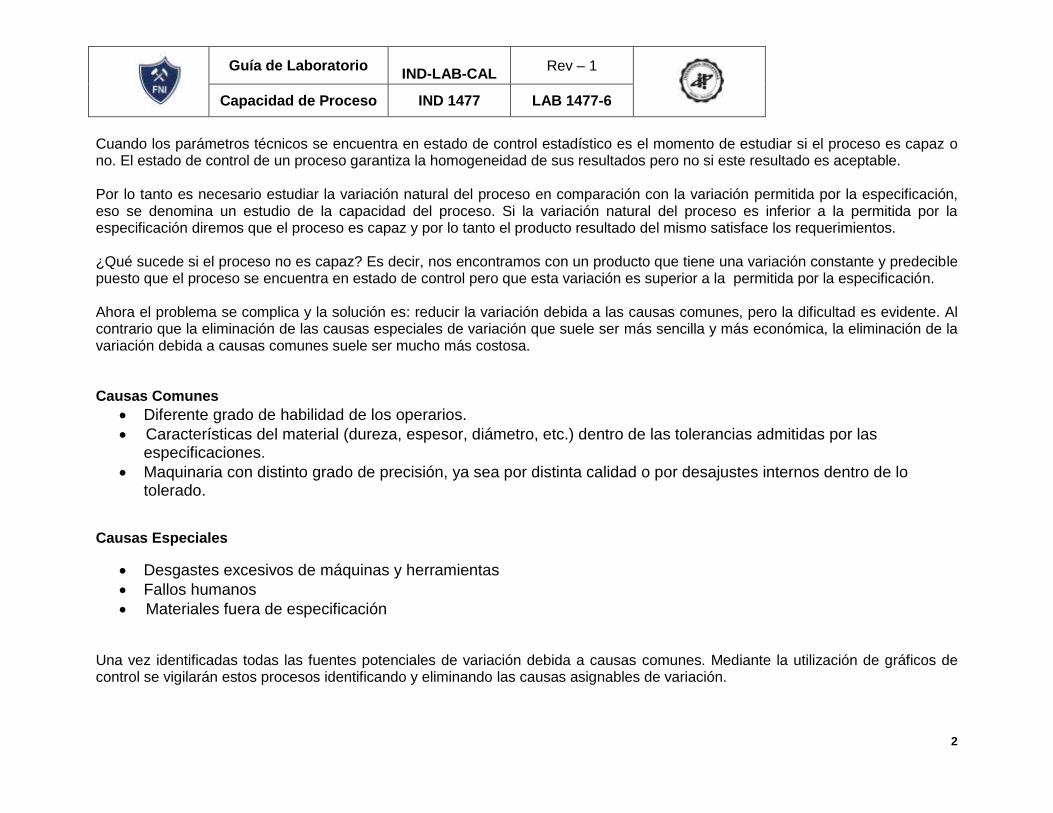
Una vez que se ha conseguido el estado de control y la capacidad del proceso, es decir, se cumplen las especificaciones, ¿debemos dejar la actividad de reducir su variación? No. Sabemos que en muchas ocasiones la variación, aun dentro de tolerancia, produce pérdidas tanto para la empresa como para el cliente. Siempre en función de los costos, se seguirá identificando las posibles fuentes de variación para eliminarlas y reducir ésta.
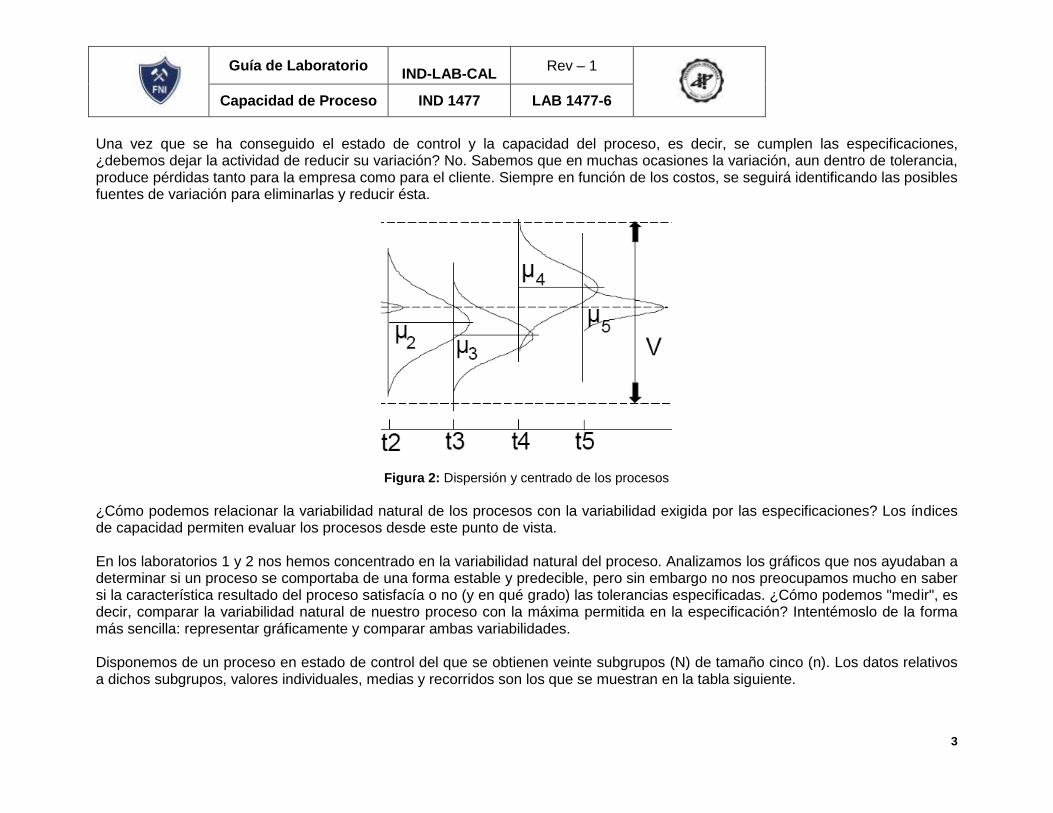
Figura 2: Dispersión y centrado de los procesos ¿Cómo podemos relacionar la variabilidad natural de los procesos con la variabilidad exigida por las especificaciones? Los índices de capacidad permiten evaluar los procesos desde este punto de vista. En los laboratorios 1 y 2 nos hemos concentrado en la variabilidad natural del proceso. Analizamos los gráficos que nos ayudaban a determinar si un proceso se comportaba de una forma estable y predecible, pero sin embargo no nos preocupamos mucho en saber si la característica resultado del proceso satisfacía o no (y en qué grado) las tolerancias especificadas. ¿Cómo podemos "medir", es decir, comparar la variabilidad natural de nuestro proceso con la máxima permitida en la especificación? Intentémoslo de la forma más sencilla: representar gráficamente y comparar ambas variabilidades. Disponemos de un proceso en estado de control del que se obtienen veinte subgrupos (N) de tamaño cinco (n). Los datos relativos a dichos subgrupos, valores individuales, medias y recorridos son los que se muestran en la tabla siguiente.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
4
Con dichos datos, los valores centrales y límites de control para los gráficos de medias y recorridos son los siguientes:

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
5
Gráfico de medias:
Línea central: x= 5.0017 Límites de control:
Gráfico de recorridos:
Línea central: R=0.214 Límites de control:
Figura 3: Gráficos de Control
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
6
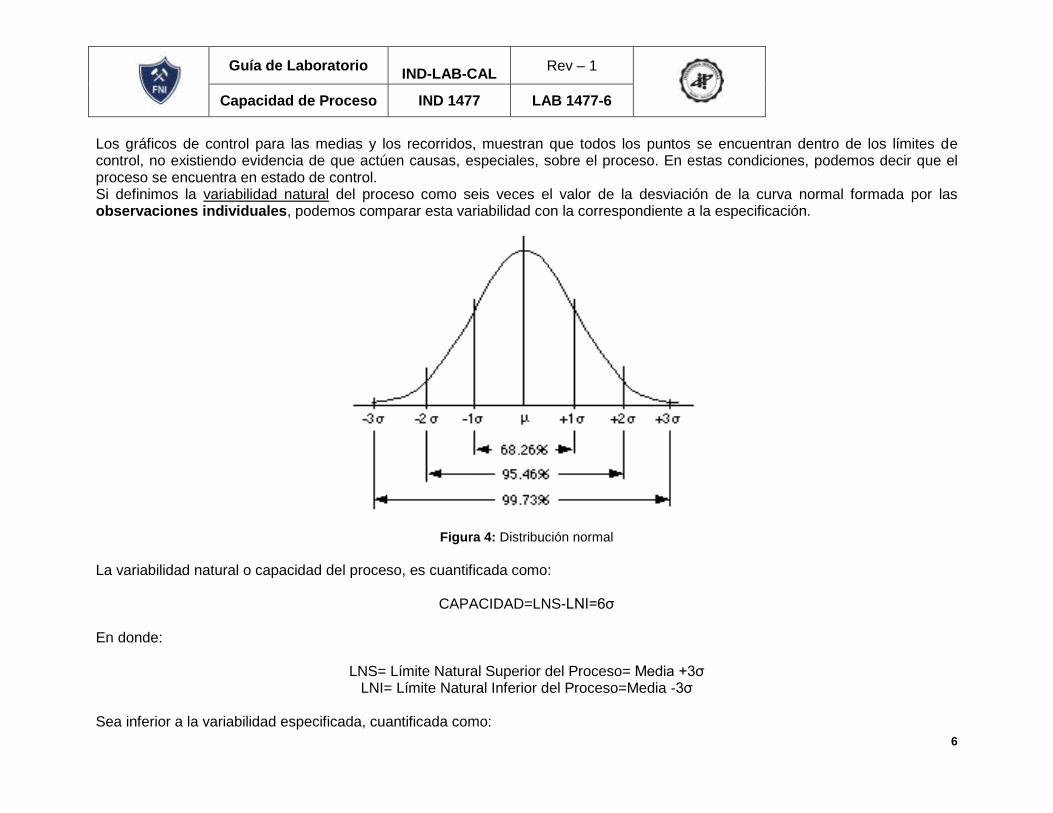
Los gráficos de control para las medias y los recorridos, muestran que todos los puntos se encuentran dentro de los límites de control, no existiendo evidencia de que actúen causas, especiales, sobre el proceso. En estas condiciones, podemos decir que el proceso se encuentra en estado de control. Si definimos la variabilidad natural del proceso como seis veces el valor de la desviación de la curva normal formada por las observaciones individuales, podemos comparar esta variabilidad con la correspondiente a la especificación.
Figura 4: Distribución normal
La variabilidad natural o capacidad del proceso, es cuantificada como:
CAPACIDAD=LNS-LNI=6σ En donde:
LNS= Límite Natural Superior del Proceso= Media +3σ LNI= Límite Natural Inferior del Proceso=Media -3σ
Sea inferior a la variabilidad especificada, cuantificada como:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
7
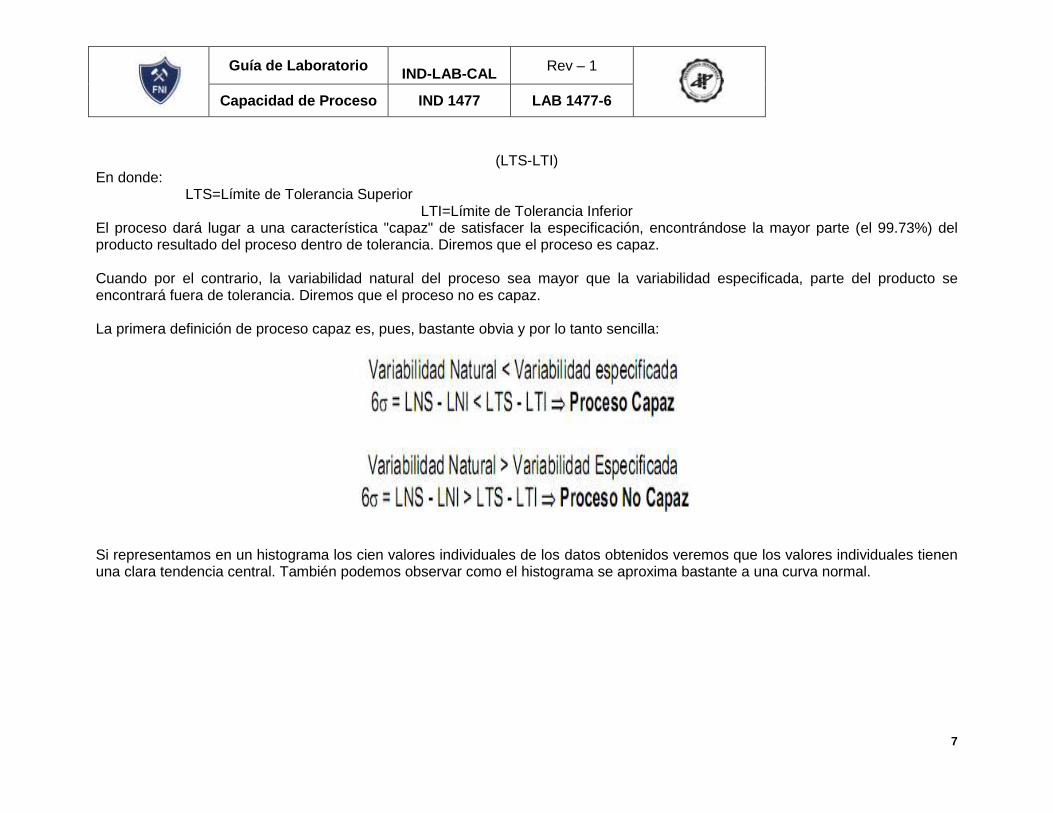
(LTS-LTI)
En donde: LTS=Límite de Tolerancia Superior
LTI=Límite de Tolerancia Inferior El proceso dará lugar a una característica "capaz" de satisfacer la especificación, encontrándose la mayor parte (el 99.73%) del producto resultado del proceso dentro de tolerancia. Diremos que el proceso es capaz. Cuando por el contrario, la variabilidad natural del proceso sea mayor que la variabilidad especificada, parte del producto se encontrará fuera de tolerancia. Diremos que el proceso no es capaz. La primera definición de proceso capaz es, pues, bastante obvia y por lo tanto sencilla:
Si representamos en un histograma los cien valores individuales de los datos obtenidos veremos que los valores individuales tienen una clara tendencia central. También podemos observar como el histograma se aproxima bastante a una curva normal.

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
8
Esta es la representación gráfica de las 100 mediciones de una variable X. La capacidad del proceso viene dada por la diferencia entre el Límite Natural Superior (LNS) y el Límite Natural Inferior (LNI) (variabilidad natural): Capacidad = LNS - LNI = 6s. La variabilidad especificada viene dada por la diferencia entre el Límite de Tolerancia Superior (LTS) y el Límite de Tolerancia Inferior (LTI).
Se debe definir un índice que cuantifique ambas variabilidades, proporcionándonos un valor objetivo de la capacidad del proceso. Para ello se define el Índice CP de capacidad del proceso, también denominado Potencial del Proceso como:
En estas circunstancias, la definición de capacidad de un proceso puede expresarse como:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
9
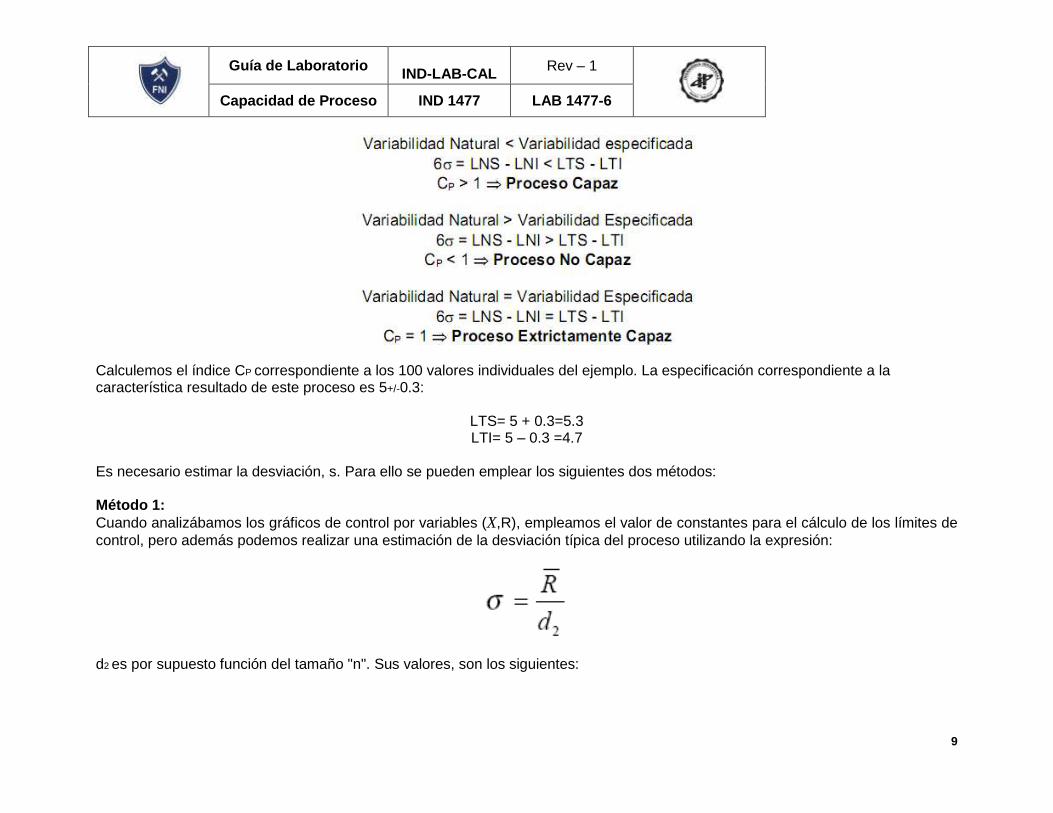
Calculemos el índice CP correspondiente a los 100 valores individuales del ejemplo. La especificación correspondiente a la característica resultado de este proceso es 5+/-0.3:
LTS= 5 + 0.3=5.3 LTI= 5 – 0.3 =4.7
Es necesario estimar la desviación, s. Para ello se pueden emplear los siguientes dos métodos: Método 1:
Cuando analizábamos los gráficos de control por variables (X,R), empleamos el valor de constantes para el cálculo de los límites de
control, pero además podemos realizar una estimación de la desviación típica del proceso utilizando la expresión:
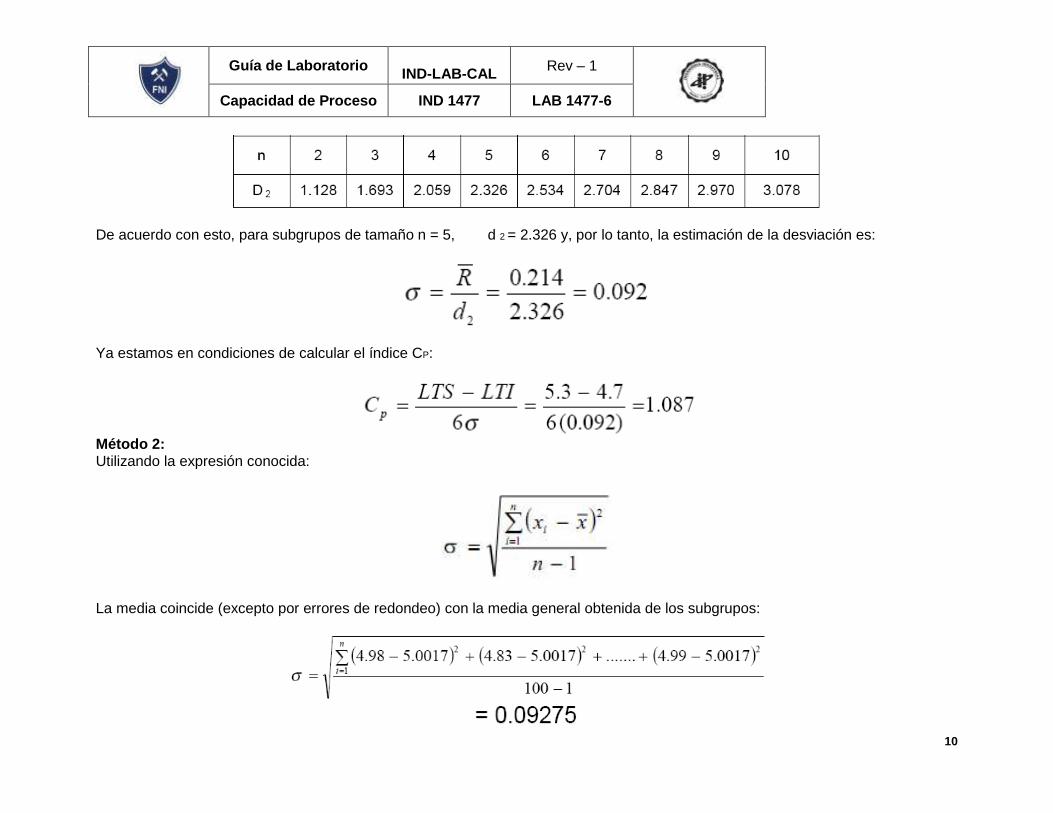
d2 es por supuesto función del tamaño "n". Sus valores, son los siguientes:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
10
De acuerdo con esto, para subgrupos de tamaño n = 5, d 2 = 2.326 y, por lo tanto, la estimación de la desviación es:
Ya estamos en condiciones de calcular el índice CP:
Método 2: Utilizando la expresión conocida:
La media coincide (excepto por errores de redondeo) con la media general obtenida de los subgrupos:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
11
Vemos como la estimación de la desviación por este segundo método ha resultado ser un valor superior al obtenido por el primer método, y por lo tanto dará lugar a un índice CP inferior.
= 1.078 Este es un ejemplo de un proceso que sería considerado "estrictamente" capaz ya que en ambos casos se puede ver un valor aproximado de 1.0. Veamos otros ejemplos de estimación de la desviación y cálculo del índice CP. Veamos el caso correspondiente a cien valores individuales que forman veinte subgrupos de tamaño cinco de un proceso que muestra control estadístico. El resultado de estimar la media y la desviación mediante el cálculo directo a partir de los cien valores es:
Para unos límites de tolerancia:
LTS=5.3 LTI=4.7
El índice CP es:
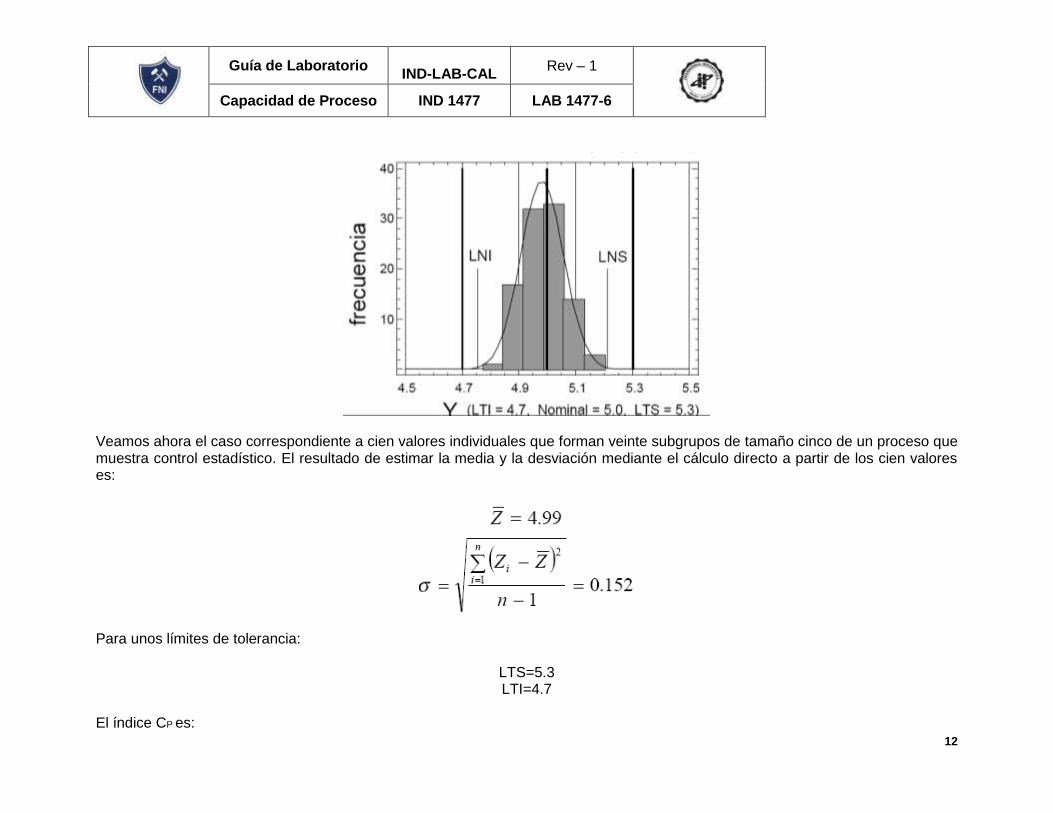
Nos encontramos frente a un proceso cuyo índice de capacidad CP = 1.3. En este proceso, mientras se asegure, mediante el control estadístico del proceso, que sólo actúan causas comunes, se puede garantizar que, a largo plazo, el 99.99% del producto resultado del proceso se encontrará dentro de tolerancia. Decimos que se trata de un proceso CAPAZ.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
12
Veamos ahora el caso correspondiente a cien valores individuales que forman veinte subgrupos de tamaño cinco de un proceso que muestra control estadístico. El resultado de estimar la media y la desviación mediante el cálculo directo a partir de los cien valores es:
Para unos límites de tolerancia:
LTS=5.3 LTI=4.7
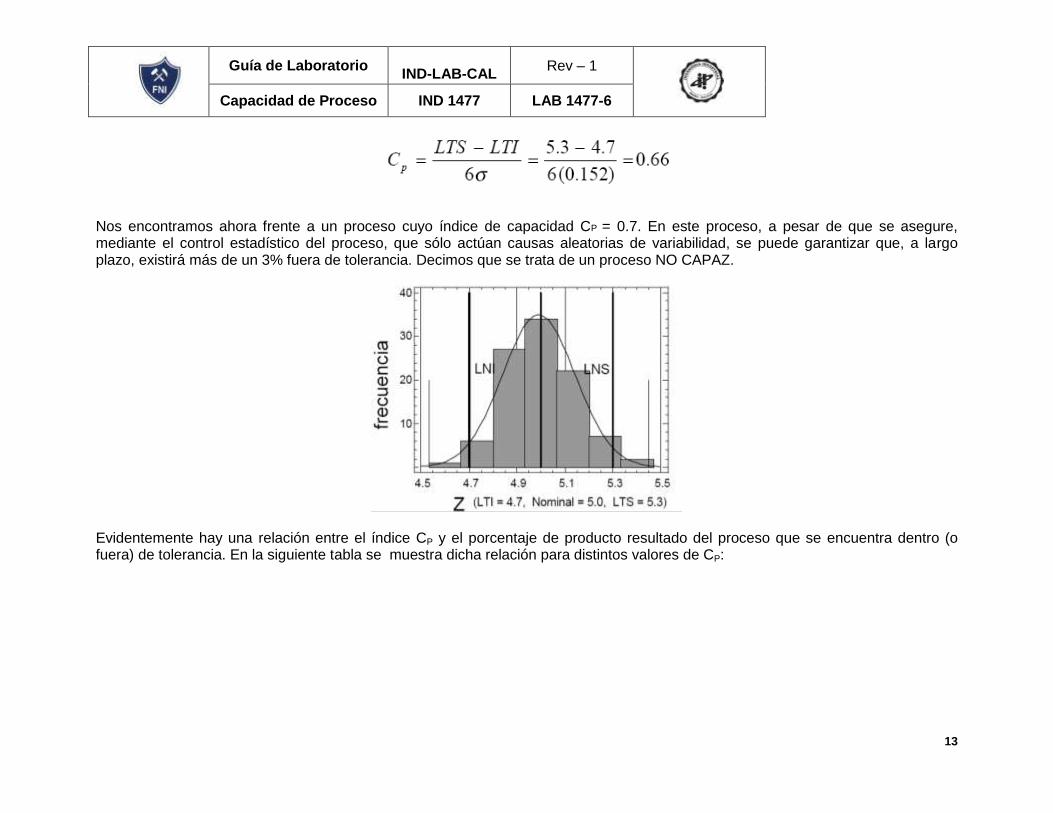
El índice CP es:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
13
Nos encontramos ahora frente a un proceso cuyo índice de capacidad CP = 0.7. En este proceso, a pesar de que se asegure, mediante el control estadístico del proceso, que sólo actúan causas aleatorias de variabilidad, se puede garantizar que, a largo plazo, existirá más de un 3% fuera de tolerancia. Decimos que se trata de un proceso NO CAPAZ.
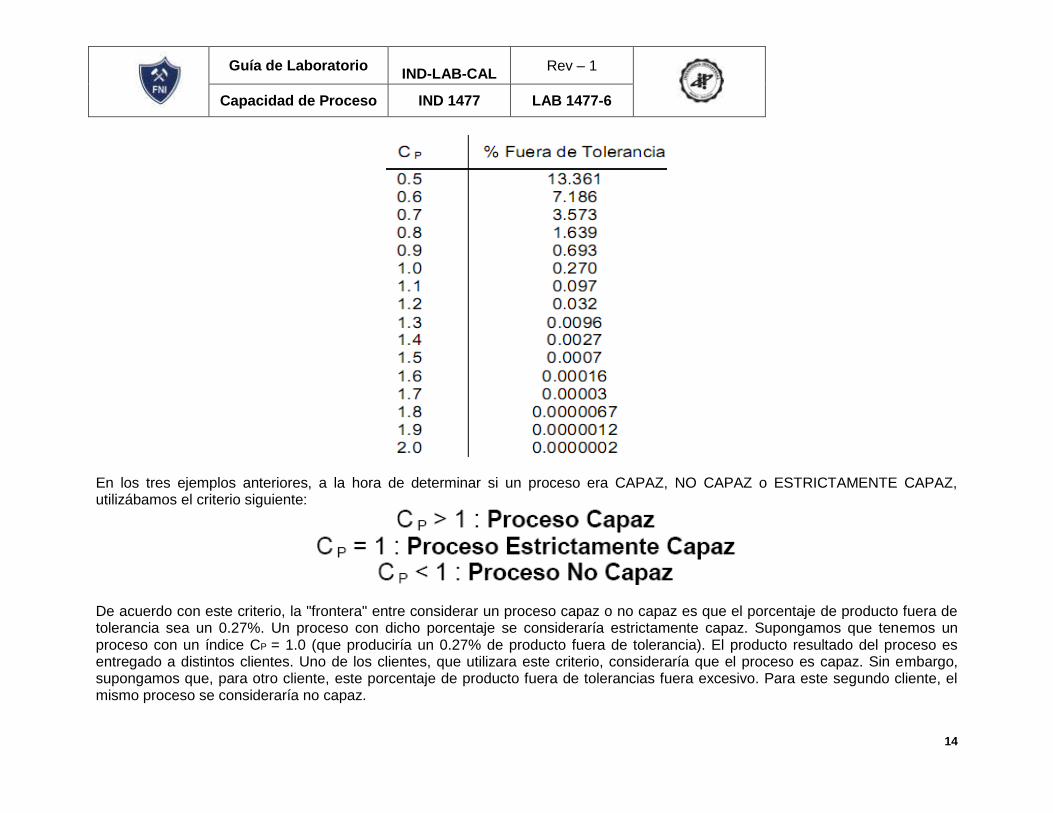
Evidentemente hay una relación entre el índice CP y el porcentaje de producto resultado del proceso que se encuentra dentro (o fuera) de tolerancia. En la siguiente tabla se muestra dicha relación para distintos valores de CP:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
14
En los tres ejemplos anteriores, a la hora de determinar si un proceso era CAPAZ, NO CAPAZ o ESTRICTAMENTE CAPAZ, utilizábamos el criterio siguiente:
De acuerdo con este criterio, la "frontera" entre considerar un proceso capaz o no capaz es que el porcentaje de producto fuera de tolerancia sea un 0.27%. Un proceso con dicho porcentaje se consideraría estrictamente capaz. Supongamos que tenemos un proceso con un índice CP = 1.0 (que produciría un 0.27% de producto fuera de tolerancia). El producto resultado del proceso es entregado a distintos clientes. Uno de los clientes, que utilizara este criterio, consideraría que el proceso es capaz. Sin embargo, supongamos que, para otro cliente, este porcentaje de producto fuera de tolerancias fuera excesivo. Para este segundo cliente, el mismo proceso se consideraría no capaz.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
15
Vemos que un mismo proceso puede ser capaz o no capaz según sea el AQL exigido por el cliente. Si denominamos CPE al Índice de Capacidad Especificado utilizado como criterio de capacidad mínima, deberíamos modificar la definición que ya conocemos de capacidad de proceso:
Recordemos que el proceso del que se extrajeron las observaciones del ejemplo correspondientes a la variable Y, se caracterizaba por tener una media y desviación típica iguales a:
Proporcionándonos un índice CP:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
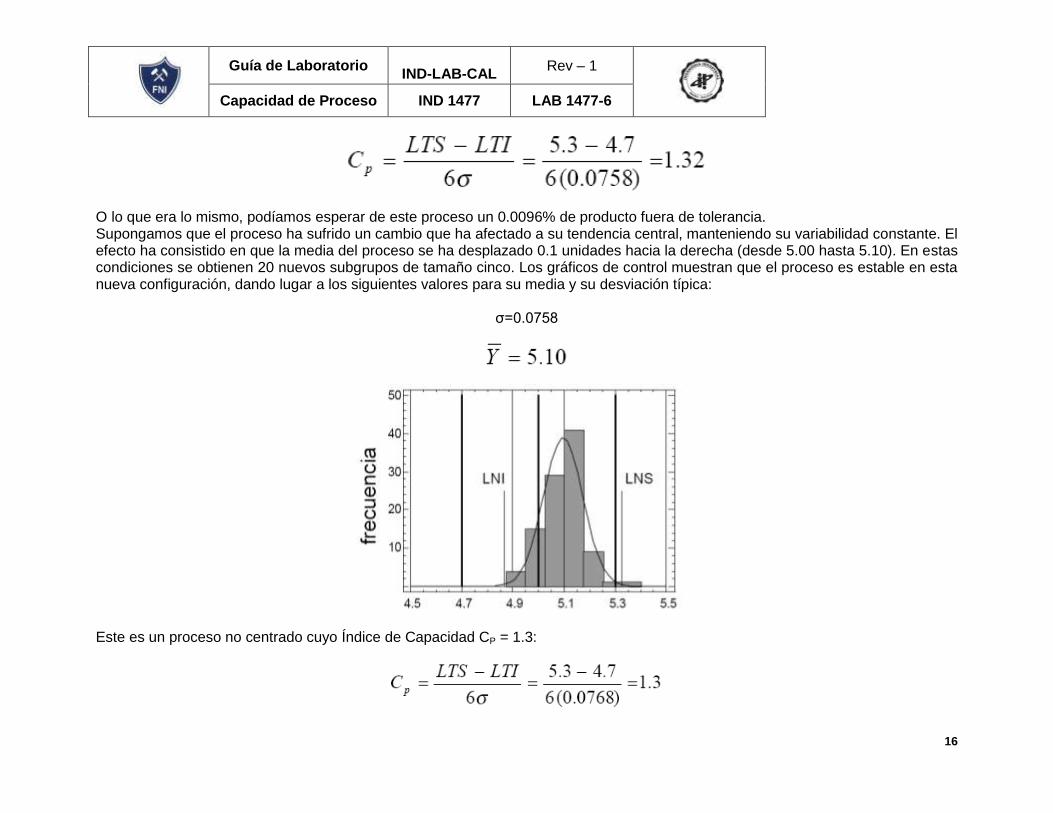
16
O lo que era lo mismo, podíamos esperar de este proceso un 0.0096% de producto fuera de tolerancia. Supongamos que el proceso ha sufrido un cambio que ha afectado a su tendencia central, manteniendo su variabilidad constante. El efecto ha consistido en que la media del proceso se ha desplazado 0.1 unidades hacia la derecha (desde 5.00 hasta 5.10). En estas condiciones se obtienen 20 nuevos subgrupos de tamaño cinco. Los gráficos de control muestran que el proceso es estable en esta nueva configuración, dando lugar a los siguientes valores para su media y su desviación típica:
σ=0.0758
Este es un proceso no centrado cuyo Índice de Capacidad CP = 1.3:

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
17
Pudiendo esperar de este proceso aproximadamente un 0.0096% de producto fuera de tolerancia. Sin embargo, el porcentaje de producto defectuoso es mucho mayor (aproximadamente 0.39%) ¿Qué sucede? La contestación es obvia. Aunque explícitamente no se ha mencionado, en todos los ejemplos anteriores (cálculo de los índices de capacidad para las variables X, Y y Z) se suponía que el proceso se encontraba centrado. El índice CP es un "traductor" válido entre variabilidad del proceso y porcentaje de producto fuera de tolerancia cuando estamos tratando con procesos centrados en el intervalo de tolerancia. Cuando el proceso no está centrado es necesario utilizar otra "medida" que tenga en cuenta la posición relativa de la media del proceso respecto a la especificación. A esta medida la denominamos índice CPK. Para calcular el índice CPK, es necesario determinar previamente dos "semi-índices" de capacidad CPK(SUPERIOR) y CPK(INFERIOR), cuyas expresiones son:
La expresión del índice CPK es:
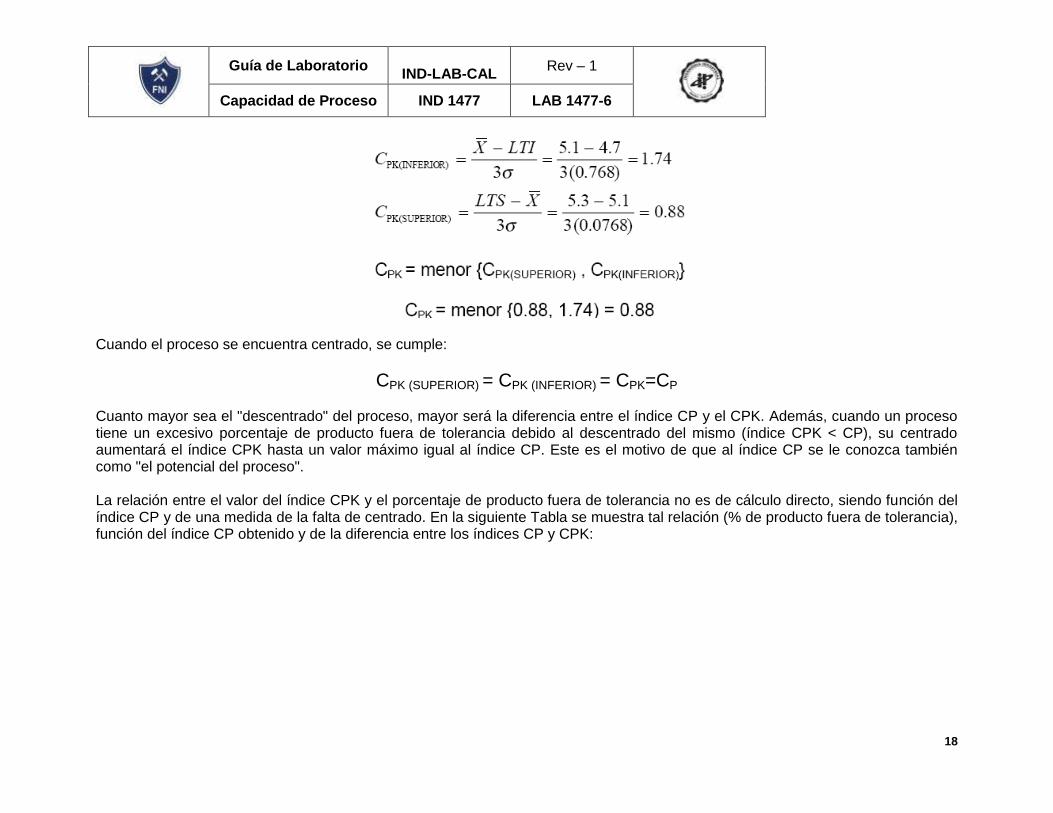
De acuerdo con esta expresión, el valor del índice CPK para el proceso centrado en el valor 5.1 es:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
18
Cuando el proceso se encuentra centrado, se cumple:
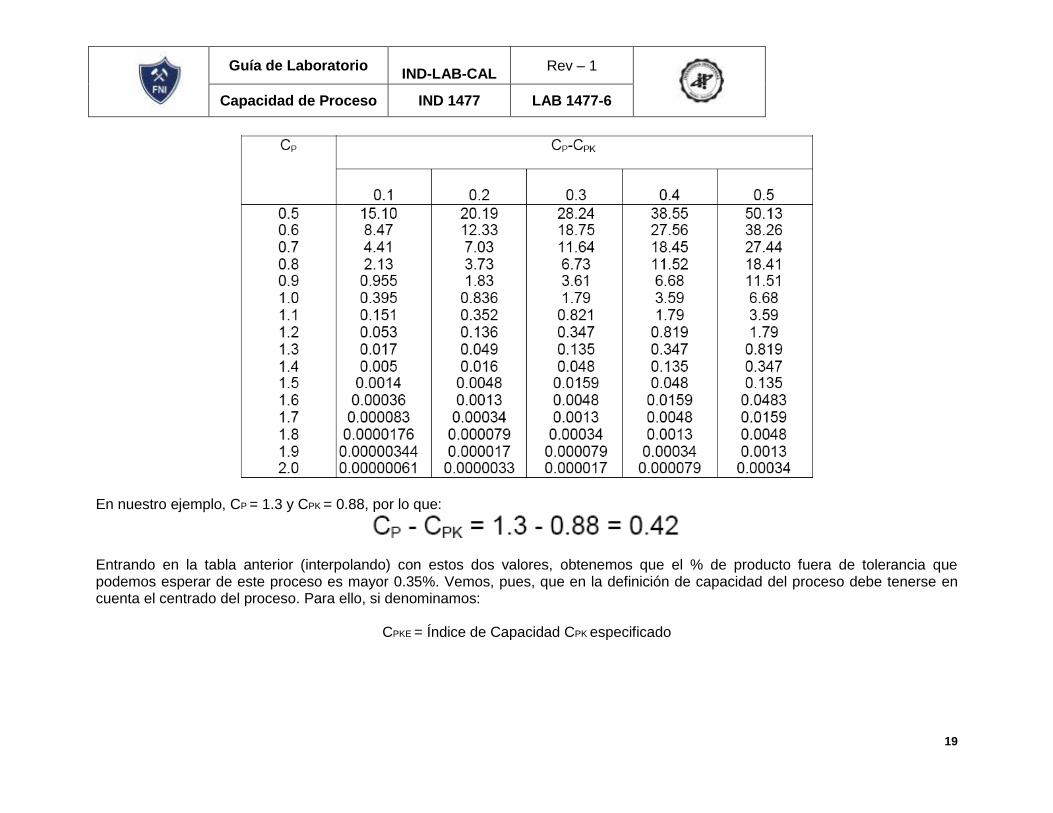
CPK (SUPERIOR) = CPK (INFERIOR) = CPK=CP Cuanto mayor sea el "descentrado" del proceso, mayor será la diferencia entre el índice CP y el CPK. Además, cuando un proceso tiene un excesivo porcentaje de producto fuera de tolerancia debido al descentrado del mismo (índice CPK < CP), su centrado aumentará el índice CPK hasta un valor máximo igual al índice CP. Este es el motivo de que al índice CP se le conozca también como "el potencial del proceso". La relación entre el valor del índice CPK y el porcentaje de producto fuera de tolerancia no es de cálculo directo, siendo función del índice CP y de una medida de la falta de centrado. En la siguiente Tabla se muestra tal relación (% de producto fuera de tolerancia), función del índice CP obtenido y de la diferencia entre los índices CP y CPK:
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
19
En nuestro ejemplo, CP = 1.3 y CPK = 0.88, por lo que:
Entrando en la tabla anterior (interpolando) con estos dos valores, obtenemos que el % de producto fuera de tolerancia que podemos esperar de este proceso es mayor 0.35%. Vemos, pues, que en la definición de capacidad del proceso debe tenerse en cuenta el centrado del proceso. Para ello, si denominamos:
CPKE = Índice de Capacidad CPK especificado
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
20
Los índices de capacidad analizados, CP y CPK, son los más utilizados a la hora de comparar la variabilidad del proceso con la variabilidad especificada. No obstante, se suelen utilizar otros índices con el mismo objetivo. Índice CR: También denominado "ratio de capacidad" del proceso. Es el inverso del índice CP, y por lo tanto su interpretación es muy similar.
En procesos centrados, suele utilizarse con un criterio simplista: CR > 1 - el proceso no es capaz. CR < 0.75 - el proceso es capaz. 0.75 < CR < 1 - el proceso es capaz, pero debe vigilarse hasta lograr que se aproxime al valor de 0.75. Índice CPM: Denominado índice CP modificado. Es un índice más conservador que el índice CP, resultando más eficaz cuando el tamaño de la muestra es pequeño. Su interpretación es similar.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
21
En donde PMT es el punto medio del campo de tolerancia (especificación). Si el proceso es centrado, CP= CPM. Índice K: Es el denominado "ratio" de comparación entre la media del proceso y el nominal de la especificación.
K es una medida del descentrado del proceso, cuantificando la separación existente entre la media del proceso y el nominal (o PMT). Si el proceso es centrado, K = 0. Si K es positivo, la media es mayor que el nominal. Si K es negativo, la media es menor que el nominal. Cuando K es pequeño en valor absoluto, la media del proceso y el nominal se encuentran muy cercanos. Calculemos estos índices para el proceso de nuestro ejemplo. Recordemos que:
Este índice sólo tiene sentido en caso de que tratemos con un proceso centrado. Igual que el índice CP puede considerarse como el potencial del proceso en caso de que se encuentre centrado. En nuestro caso podemos decir que el "potencial" CR del proceso será 0.72, cuando se encuentre centrado. El conjunto de índices de capacidad para este proceso sería:

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
22
Pudiendo interpretarse como que se trata de un proceso que no se encuentra centrado en el intervalo de tolerancia (CP es distinto de CPK), situándose la media del proceso por encima del nominal (K > 0), con un porcentaje de producto fuera de tolerancia del orden de un 0.27% (CP = 1.39 con CPK = 0.926), rebajándose este porcentaje hasta un 0.0027% cuando logremos centrar el proceso (potencial del proceso CP = 1.39). Las relaciones existentes entre CP, CPK, CR, CPM y K son las siguientes:
3. MATERIALES Y EQUIPO
Los materiales a utilizar serán son, sin carácter limitativo:
Marcadores

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
23
Computadora
4. PROCEDIMIENTO Y EJECUCIÓN
El procedimiento del laboratorio es el siguiente:
Se realizará una explicación de los fundamentos y las fórmulas para el análisis de procesos.
Posteriormente se proporcionará al estudiante la información obtenida por ellos en el laboratorio
Cada grupo analizará la capacidad del proceso en base a la información estudiada
5. ESTUDIO DE CASO
Los datos de partida que se emplearán como base serán los datos logrados en las mediciones de BRIX realizadas para los gráficos de control.
6. SISTEMATIZACIÓN Y PRESENTACIÓN EL INFORME
El contenido del informe a entregar y defender es el siguiente:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
10,5 10,4 11,2 11,4 11 10,3 10,4 10,9 9,7 9,9 10,6 10,6 9,8 10,1 9,8 10,1 9,9 10,5 10,2 10,6 10,6 9,8 10,3 10,3 10
10,3 11 10,8 1,7 10,6 10,5 10,1 10,6 10,5 10,6 9,9 10,8 10,8 10,6 10,8 10,4 10,7 10,2 10,7 11 10,7 10,7 10,4 10,7 11
10,5 10,2 10,6 10,6 9,8 10,3 10,3 10,4 10,5 10,4 11,2 11,4 10,6 9,8 10,3 10,3 10,4 10,5 10,4 11,2 11,4 11 10,3 10,4 11
10,2 10,7 11 10,7 10,7 10,4 10,7 10,8 10,3 11 10,8 1,7 10,7 10,7 10,4 10,7 10,8 10,3 11 10,8 1,7 10,6 10,5 10,1 11
11,1 11,6 11,6 9,9 11,3 10,9 10,9 11,2 11,1 11,1 11 10,5 11,4 11,4 10,2 19,6 10,7 10,6 11,1 10,8 10,9 10,8 10,8 10,8 11
10,7 11,1 11,1 10,8 10,8 10,8 10,7 10,8 11 10,7 11,6 11 10,7 11,6 11 11,1 10,1 10,7 11,1 11,1 11 11,9 12,7 9,9 11
10,6 11,1 10,8 10,9 10,8 10,8 10,8 11,1 10,9 10,8 10,8 10,8 11,1 11,1 11,6 11,6 9,1 11,1 11,6 11,6 9,8 11,3 10,9 10,9 11
10,7 11,1 11,1 11 11,9 12,7 9,8 10,7 11 11,9 12,7 9,8 10,7 10,7 11,1 11,1 10,8 10,7 11,1 11,1 10,8 10,8 10,8 10,7 11
CO
CA
CO
LAP
EPSI
DATOS °BRIX Especificación para COCA COLA 10.3 +/-0.5 Especificación PARA PEPSI 10.6 +/-0.5
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Capacidad de Proceso IND 1477 LAB 1477-6
24
Análisis de capacidad de proceso para ambos casos
Cuestionario Esta información debe presentarse en los grupos establecidos en el laboratorio.
F. Defensa y Conclusiones.
Los estudiantes deberán dar y defender sus conclusiones relacionadas con el laboratorio resaltando los puntos que más hayan llamado su atención
G. Cuestionario.
1. Existen dos métodos para el cálculo de la desviación. ¿se obtendrá siempre distinto resultado con estos dos métodos?
2. La diferencia entre las estimaciones de la desviación, ¿es aleatoria o siempre será mayor la obtenida por el segundo método?
3. ¿Cuál de los dos valores es el valor correcto?