facilitador: ing. andrés rengifo jefe de entrenamiento y ...€¦ · a5.12m/a5.12: 2009 (iso...
TRANSCRIPT

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017EVENTO DE CAMPAÑA-IMAGEN MAYO-2017 BOGOTA
Facilitador: Ing. Andrés RengifoJefe de Entrenamiento y Soporte en LíneaSoldaduras West ArcoCWI/CWE

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
UNA MIRADA A LOS PROCESOS
GMAW Y GTAW
Gas Metal Arc Welding Gas Tungsten Arc Welding
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
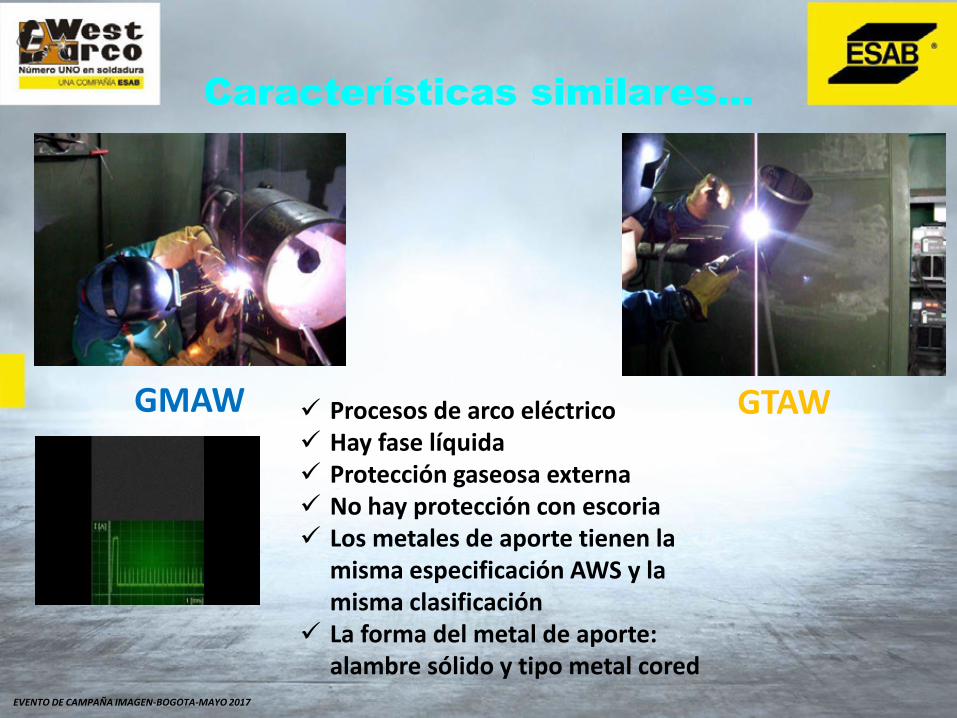
Características similares…
GMAW GTAW Procesos de arco eléctrico Hay fase líquida Protección gaseosa externa No hay protección con escoria Los metales de aporte tienen la
misma especificación AWS y la misma clasificación
La forma del metal de aporte: alambre sólido y tipo metal cored
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
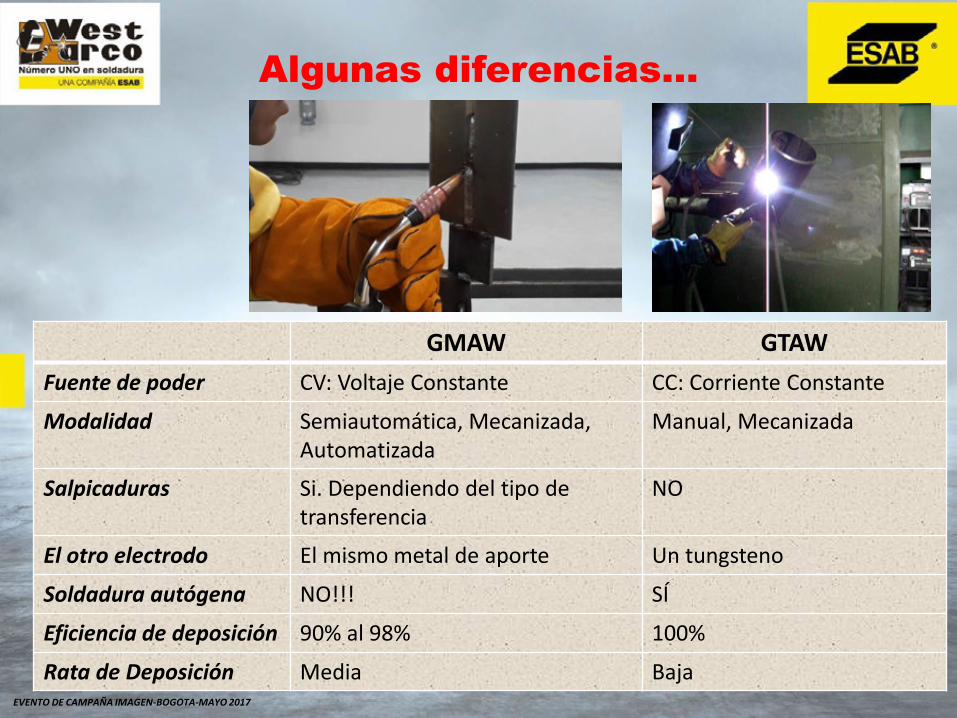
Algunas diferencias…
GMAW GTAW
GMAW GTAW
Fuente de poder CV: Voltaje Constante CC: Corriente Constante
Modalidad Semiautomática, Mecanizada,Automatizada
Manual, Mecanizada
Salpicaduras Si. Dependiendo del tipo de transferencia
NO
El otro electrodo El mismo metal de aporte Un tungsteno
Soldadura autógena NO!!! SÍ
Eficiencia de deposición 90% al 98% 100%
Rata de Deposición Media Baja

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
PROCESO DE SOLDAURA
GMAW
GAS METAL ARC WELDING
“Proceso de Soldadura de Arco Metálico
protegido con Gas”

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
GAS DE PROTECCIÓN
OTROS NOMBRE PARA EL PROCESO GMAW SEGÚN

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
OTROS NOMBRE PARA EL PROCESO GMAW SEGÚN EL GAS DE PROTECCIÓN:
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
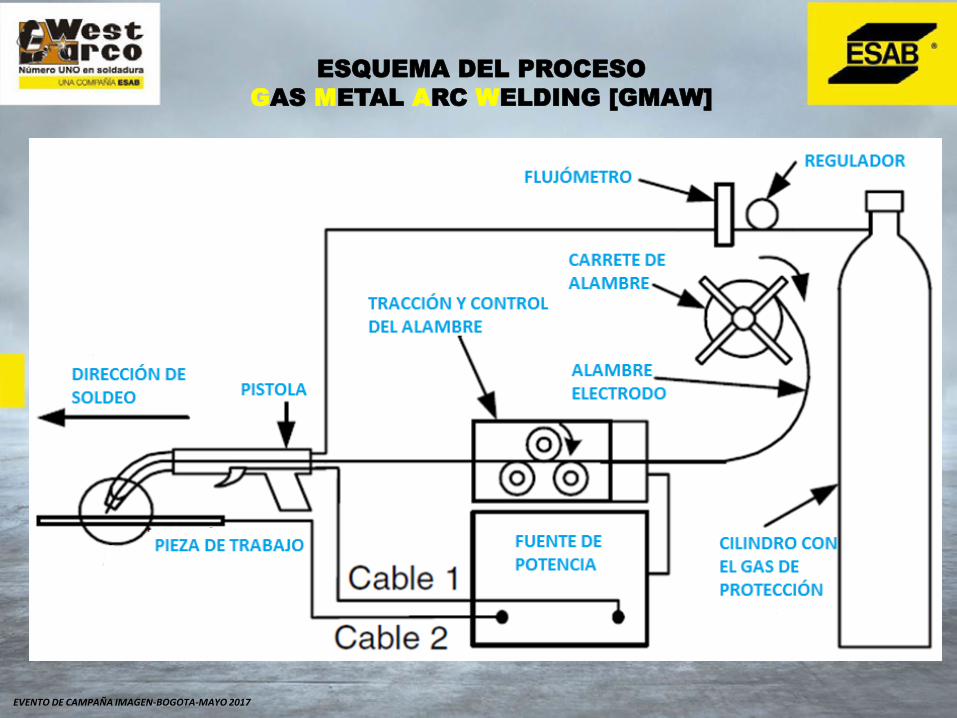
ESQUEMA DEL PROCESO
GAS METAL ARC WELDING [GMAW]
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
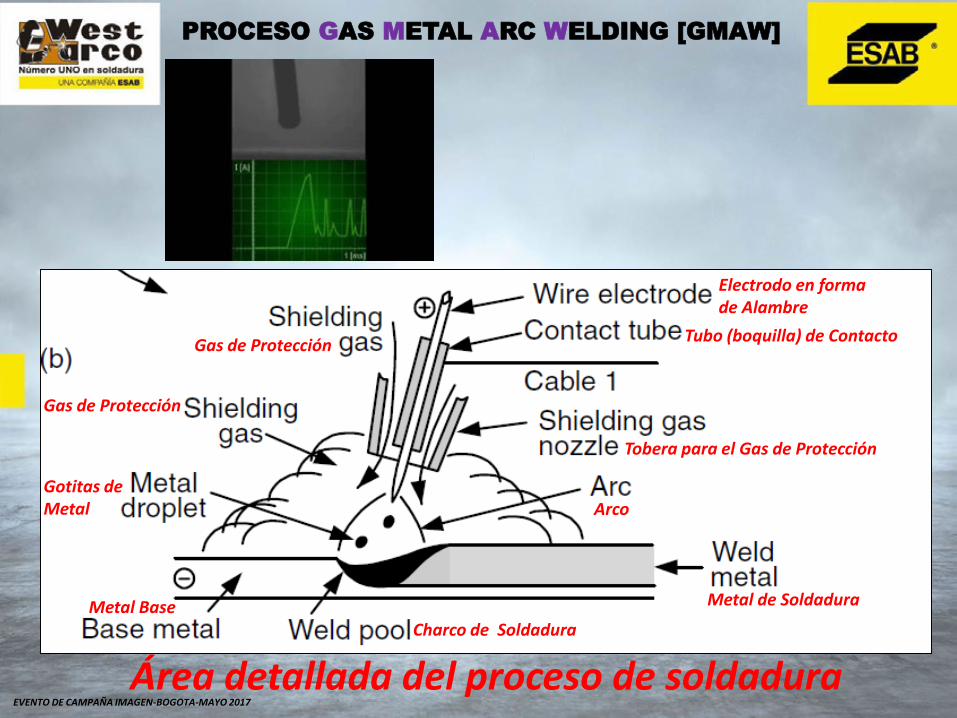
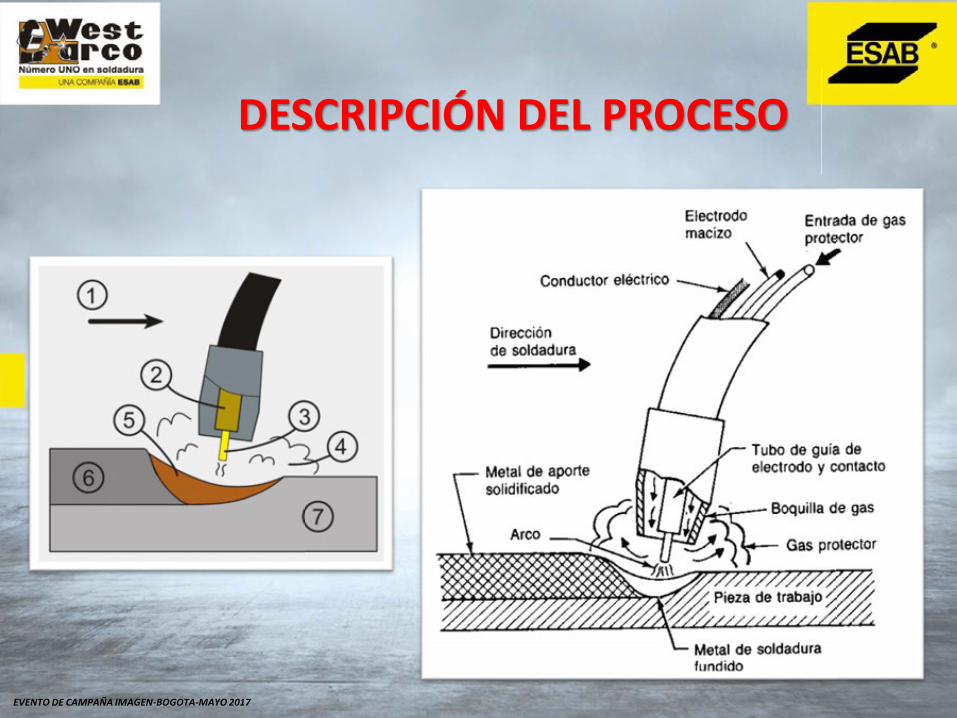
PROCESO GAS METAL ARC WELDING [GMAW]
Gas de Protección
Gas de Protección
Gotitas de Metal
Metal de Soldadura
Charco de Soldadura Metal Base
Electrodo en forma de Alambre
Tubo (boquilla) de Contacto
Tobera para el Gas de Protección
Arco
Área detallada del proceso de soldadura
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
DESCRIPCIÓN DEL PROCESO
1. 1.
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
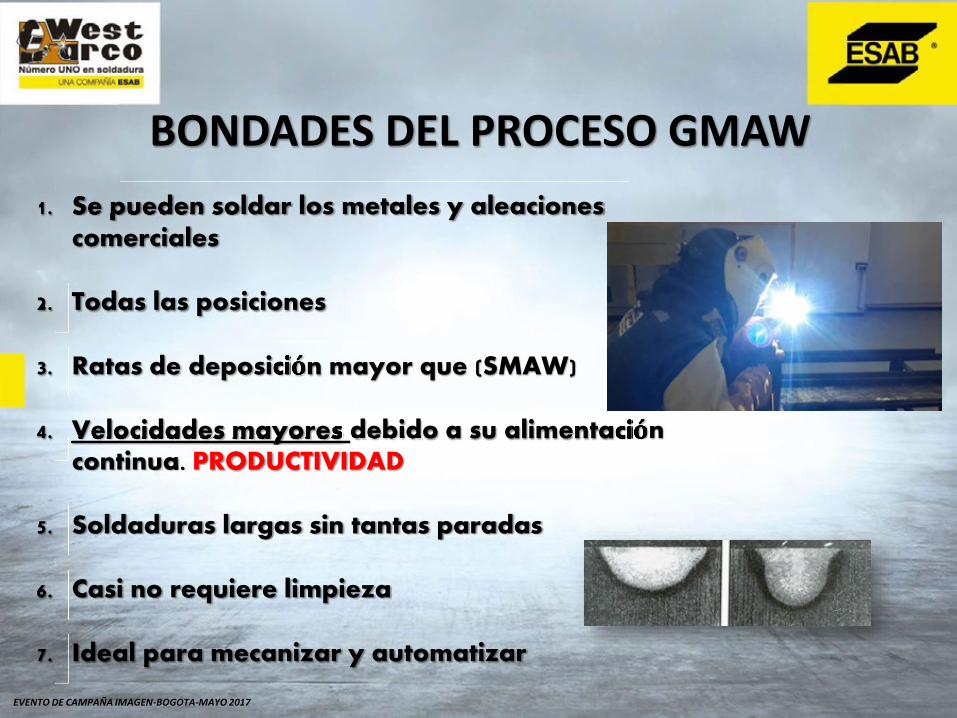
BONDADES DEL PROCESO GMAW
1. Se pueden soldar los metales y aleaciones Se pueden soldar los metales y aleaciones comerciales
2. Todas las posiciones
3. Ratas de deposiciRatas de deposicióRatas de deposición mayor que (SMAW)
4. Velocidades mayores Velocidades mayores debido a su alimentacidebido a su alimentaciódebido a su alimentación Velocidades mayores Velocidades mayores continua. Velocidades mayores Velocidades mayores Velocidades mayores Velocidades mayores debido a su alimentacidebido a su alimentaciVelocidades mayores Velocidades mayores continua. continua. PRODUCTIVIDAD
5. Soldaduras largas sin tantas paradas
6. Casi no requiere limpieza
7. Ideal para mecanizar y automatizar
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
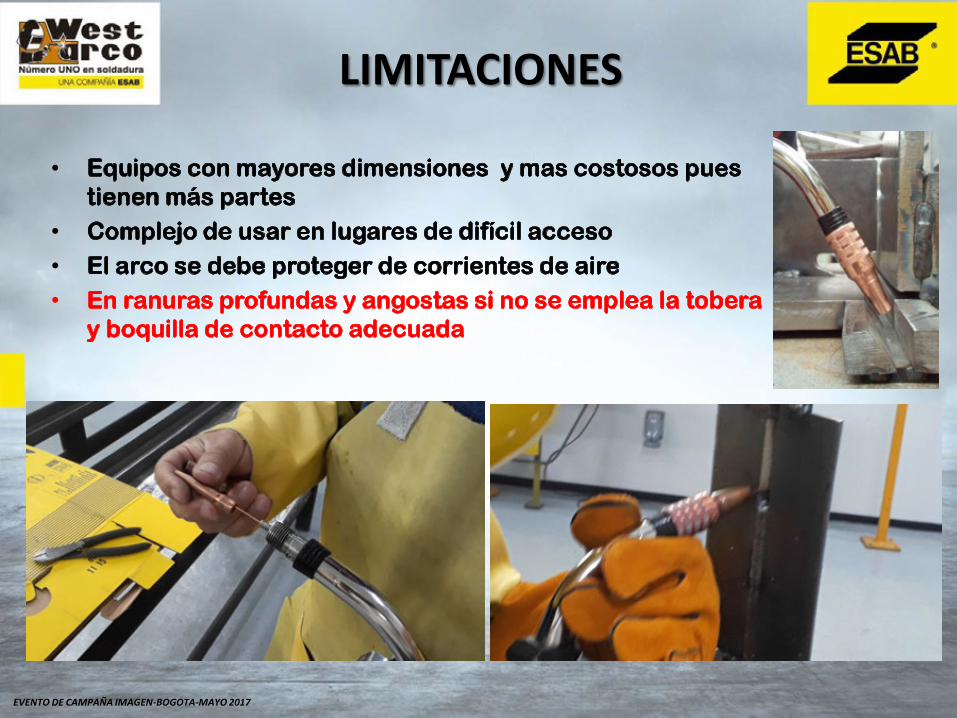
LIMITACIONES
• Equipos con mayores dimensiones y mas costosos pues tienen más partes
• Complejo de usar en lugares de difícil acceso• El arco se debe proteger de corrientes de aire• En ranuras profundas y angostas si no se emplea la tobera
y boquilla de contacto adecuada

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
EL PROCESO EL PROCESO GTAWG
EL PROCESO GGas
EL PROCESO EL PROCESO as as as as T
EL PROCESO EL PROCESO EL PROCESO TTungsten
EL PROCESO ungsten ungsten A
EL PROCESO EL PROCESO EL PROCESO AAArc
GTAWEL PROCESO rc rc rc rc W
GTAWGTAWGTAWGTAWWWWWWelding
Gas Tungsten Arc Welding
“Proceso de Soldadura de Arco Eléctrico con Electrodo de Tungsteno y Protegido con Gas”

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
TIG: Tungsten Inert Gas“Electrodo de tungsteno con gas inerte”
WIG [Wolfram Inert Gas]
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 201715
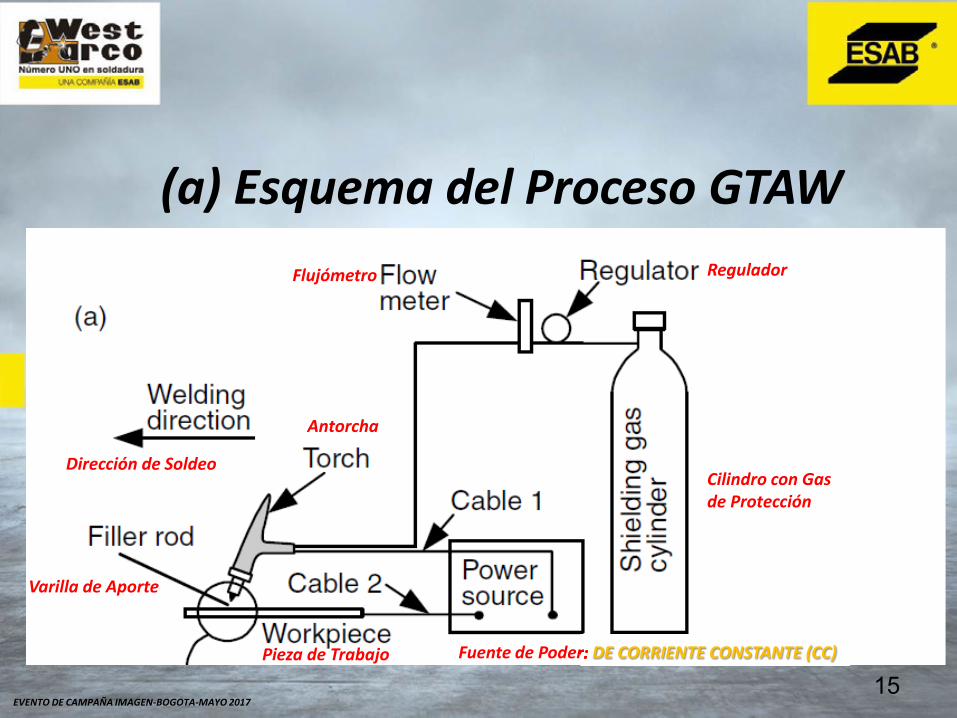
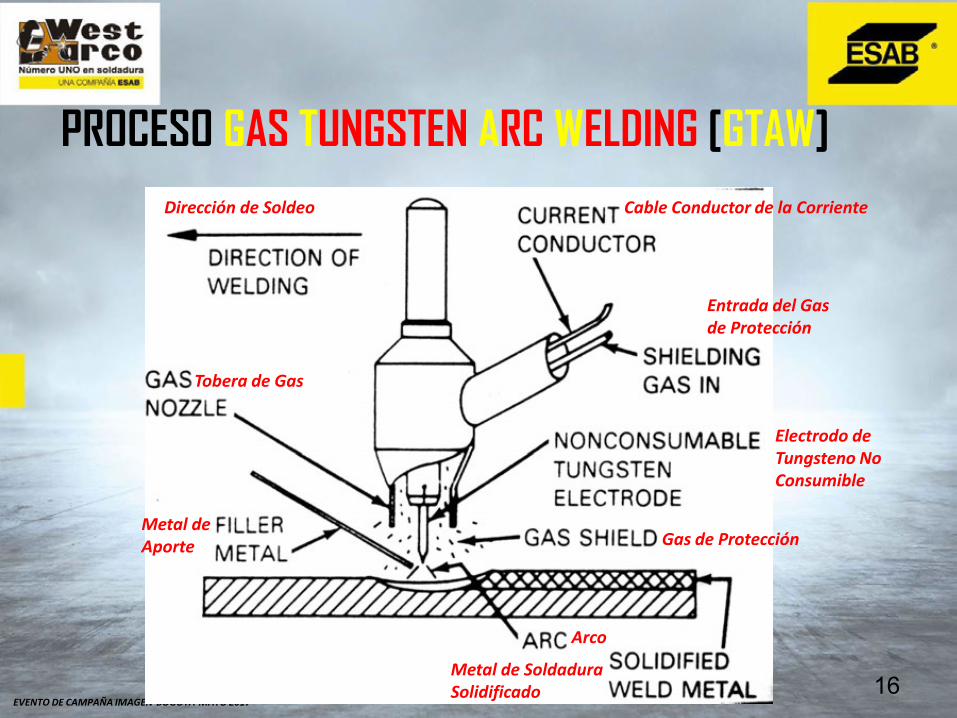
(a) Esquema del Proceso GTAW
Varilla de Aporte
Dirección de Soldeo
ReguladorFlujómetro
Antorcha
Pieza de Trabajo Fuente de Poder: Fuente de Poder: DE CORRIENTE CONSTANTE (CC)
Cilindro con Gas de Protección
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 201716
PROCESO GAS TUNGSTEN ARC WELDING [GTAW]
Cable Conductor de la CorrienteDirección de Soldeo
Tobera de Gas
Metal de Aporte
Arco
Metal de Soldadura Solidificado
Entrada del Gas de Protección
Gas de Protección
Electrodo de Tungsteno No Consumible
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 201717
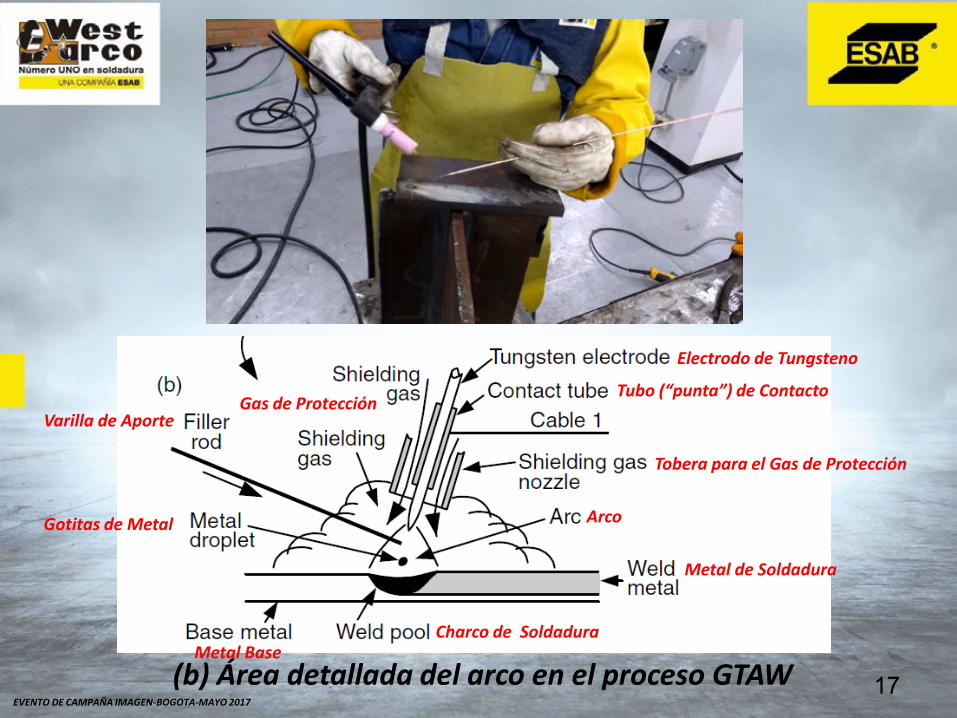
Metal de Soldadura
Charco de Soldadura Metal Base
Arco
Tobera para el Gas de Protección
Gas de ProtecciónVarilla de Aporte
Electrodo de Tungsteno
Gotitas de Metal
Tubo (“punta”) de Contacto
(b) Área detallada del arco en el proceso GTAW
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ALGUNAS BONDADES
Uniones soldadas de alta calidad,generalmente libre de defectos
No hay que remover escoria
Capaz de soldar secciones muy delgadas
Permite excelente control en el pase deraíz
Capaz de soldar virtualmente cualquiermetal y uniones disímiles
Puede usarse con metal de aporte o sinél
Está libre de salpicaduras que ocurrencon otros procesos
GAS TUNGSTEN ARC WELDING [GTAW]
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
PROCESO GTAW

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
Bondades
• Capaz de producir soldaduras de alta calidad y excelente apariencia visual.
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
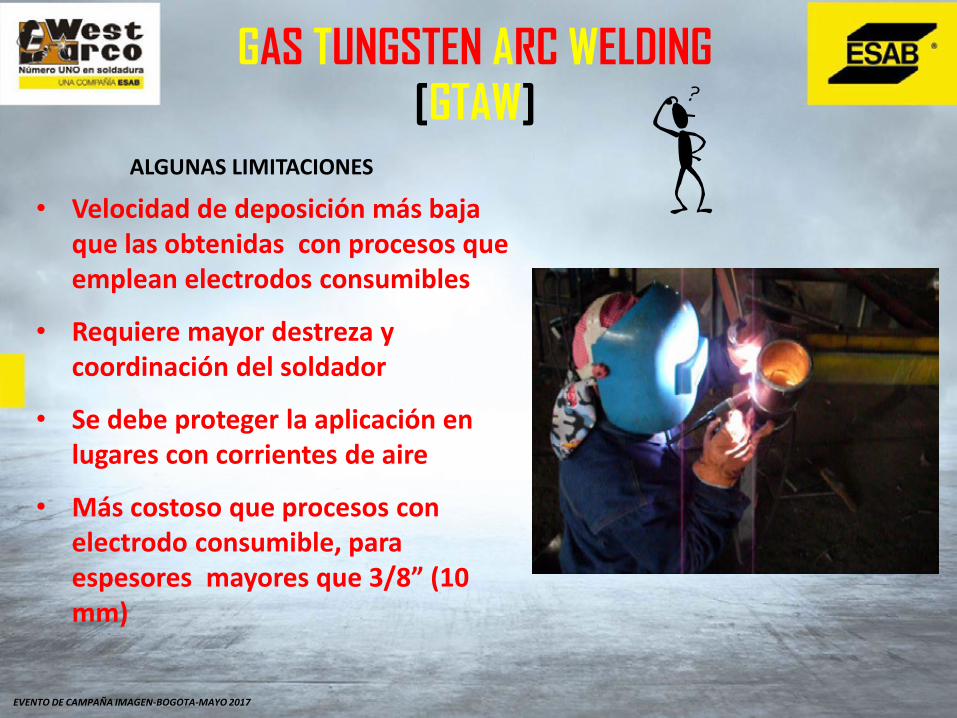
ALGUNAS LIMITACIONES
• Velocidad de deposición más baja que las obtenidas con procesos que emplean electrodos consumibles
• Requiere mayor destreza y coordinación del soldador
• Se debe proteger la aplicación en lugares con corrientes de aire
• Más costoso que procesos con electrodo consumible, para espesores mayores que 3/8” (10 mm)
GAS TUNGSTEN ARC WELDING [GTAW]
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
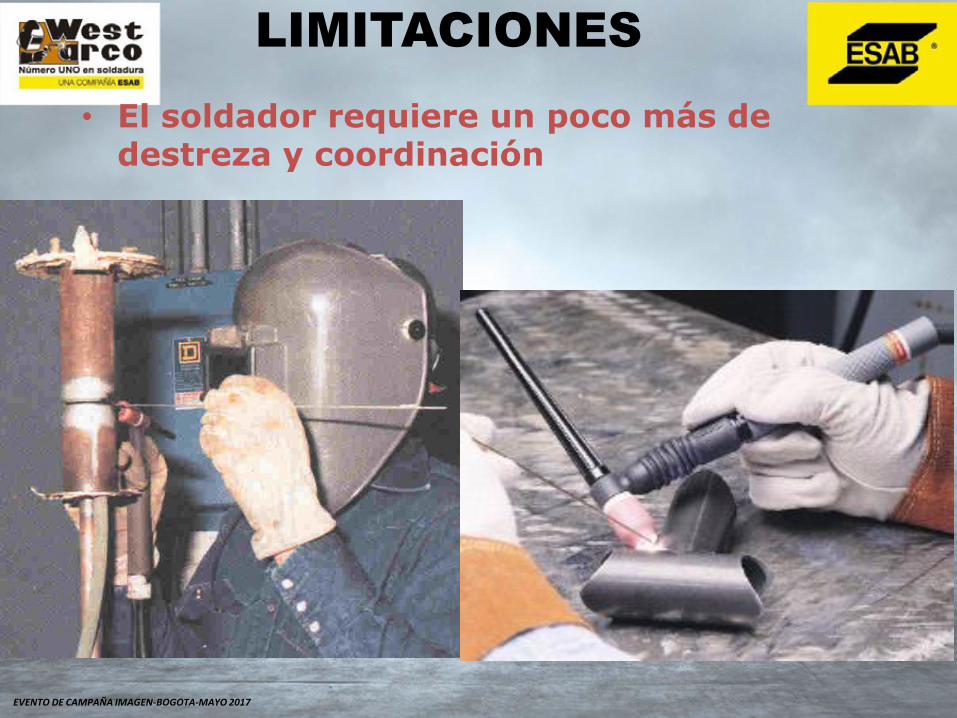
LIMITACIONES
• El soldador requiere un poco más de destreza y coordinación

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
Especificación para Electrodos y
Varillas para
Gas Shielded Arc Welding:
GTAW, GMAW
(Procesos de Soldadura con Arco Eléctrico protegidos por Gas)
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
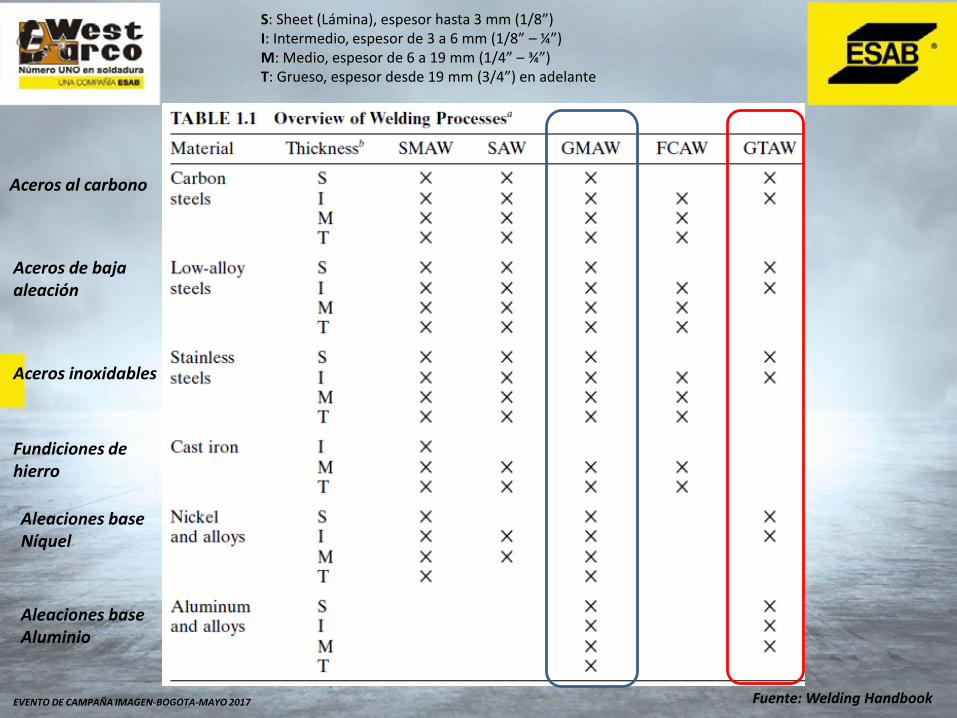
S: Sheet (Lámina), espesor hasta 3 mm (1/8”)I: Intermedio, espesor de 3 a 6 mm (1/8” – ¼”)M: Medio, espesor de 6 a 19 mm (1/4” – ¾”)T: Grueso, espesor desde 19 mm (3/4”) en adelante
Fuente: Welding Handbook
Aceros al carbono
Aceros de baja aleación
Aceros inoxidables
Fundiciones de hierro
Aleaciones base Níquel
Aleaciones base Aluminio
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
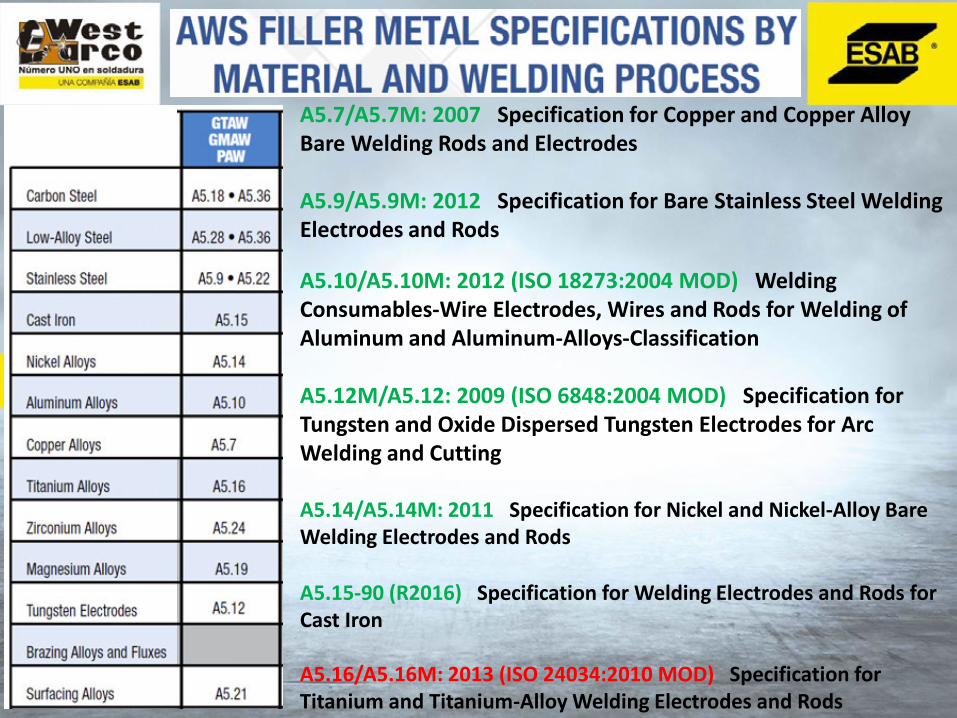
A5.7/A5.7M: 2007 Specification for Copper and Copper Alloy Bare Welding Rods and Electrodes
A5.9/A5.9M: 2012 Specification for Bare Stainless Steel Welding Electrodes and Rods
A5.10/A5.10M: 2012 (ISO 18273:2004 MOD) Welding Consumables-Wire Electrodes, Wires and Rods for Welding of Aluminum and Aluminum-Alloys-Classification
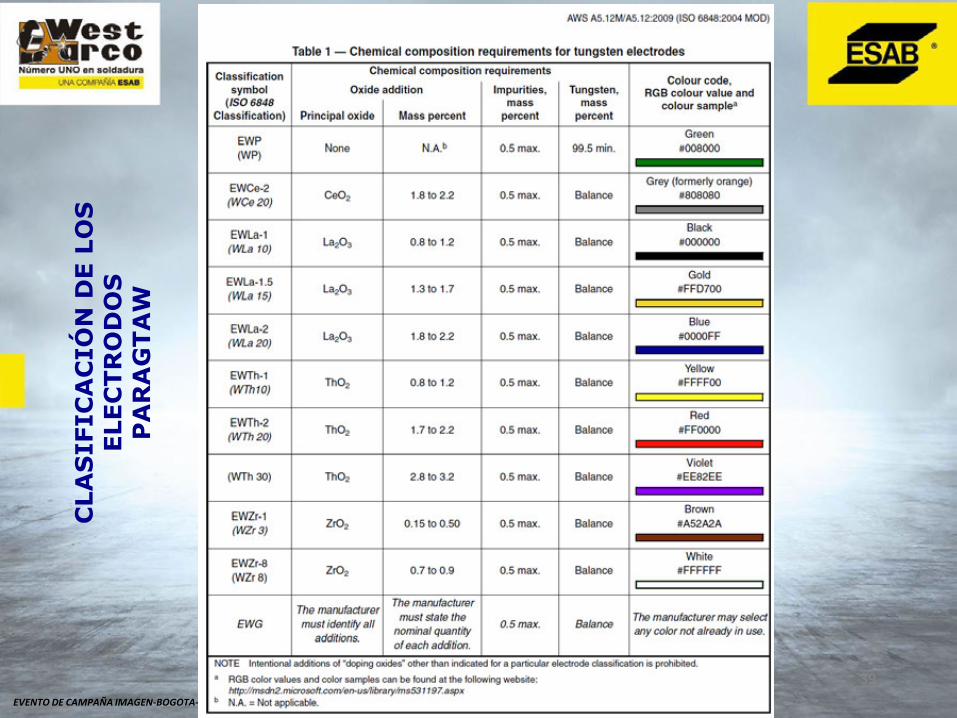
A5.12M/A5.12: 2009 (ISO 6848:2004 MOD) Specification for Tungsten and Oxide Dispersed Tungsten Electrodes for Arc Welding and Cutting
A5.14/A5.14M: 2011 Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods
A5.15-90 (R2016) Specification for Welding Electrodes and Rods for Cast Iron
A5.16/A5.16M: 2013 (ISO 24034:2010 MOD) Specification for Titanium and Titanium-Alloy Welding Electrodes and Rods
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
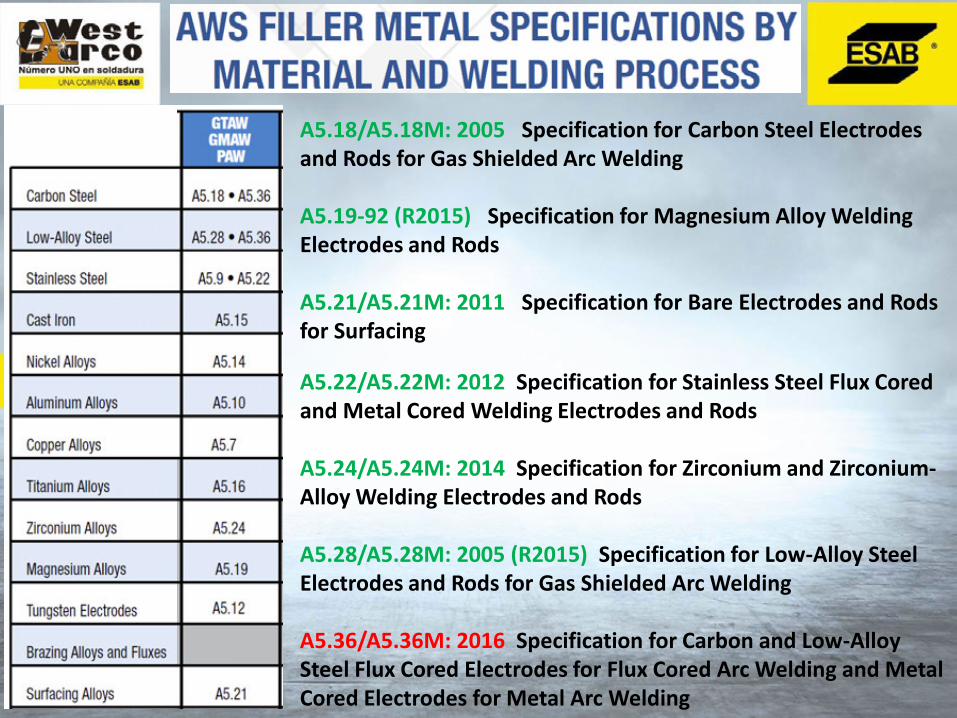
A5.18/A5.18M: 2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding
A5.19-92 (R2015) Specification for Magnesium Alloy Welding Electrodes and Rods
A5.21/A5.21M: 2011 Specification for Bare Electrodes and Rods for Surfacing
A5.22/A5.22M: 2012 Specification for Stainless Steel Flux Cored and Metal Cored Welding Electrodes and Rods
A5.24/A5.24M: 2014 Specification for Zirconium and Zirconium-Alloy Welding Electrodes and Rods
A5.28/A5.28M: 2005 (R2015) Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding
A5.36/A5.36M: 2016 Specification for Carbon and Low-Alloy Steel Flux Cored Electrodes for Flux Cored Arc Welding and Metal Cored Electrodes for Metal Arc Welding
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
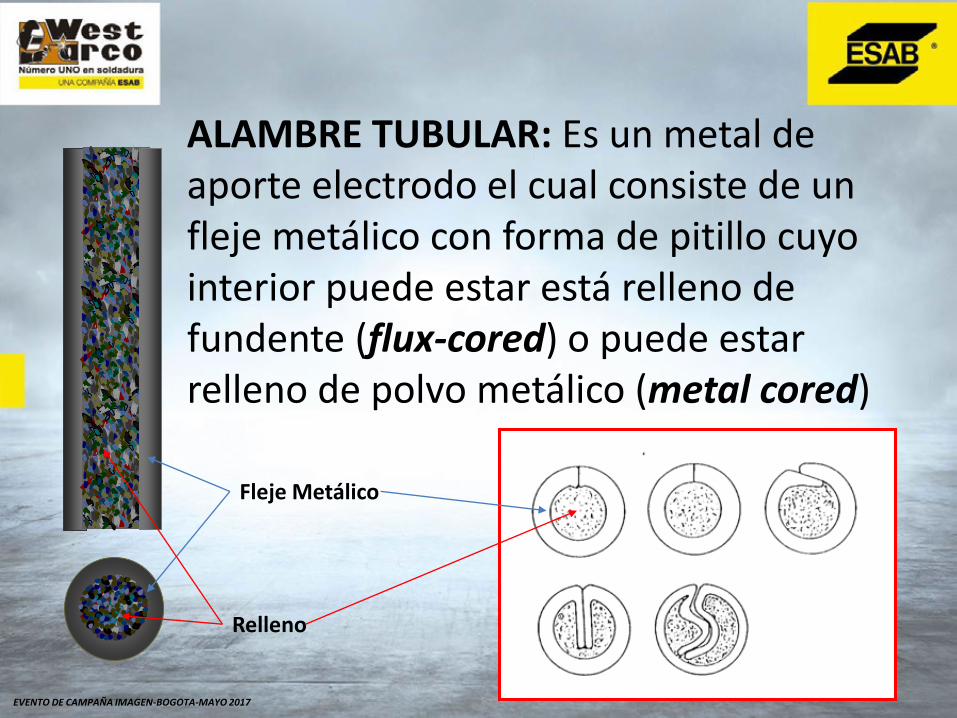
ALAMBRE TUBULAR: Es un metal de aporte electrodo el cual consiste de un fleje metálico con forma de pitillo cuyo interior puede estar está relleno de fundente (flux-cored) o puede estar relleno de polvo metálico (metal cored)
Fleje Metálico
Relleno

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
Forma de los metales de aporte para GMAW:
Alambre sólido AlambreMetal Cored
Conducción de la Corriente
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
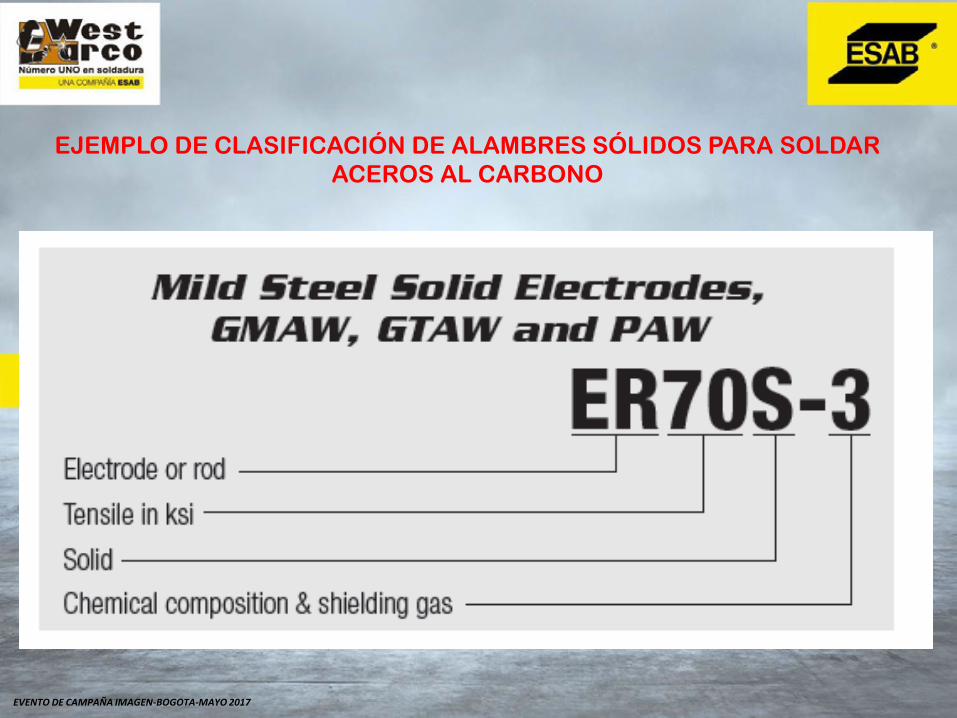
EJEMPLO DE CLASIFICACIÓN DE ALAMBRES SÓLIDOS PARA SOLDAR
ACEROS AL CARBONO
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
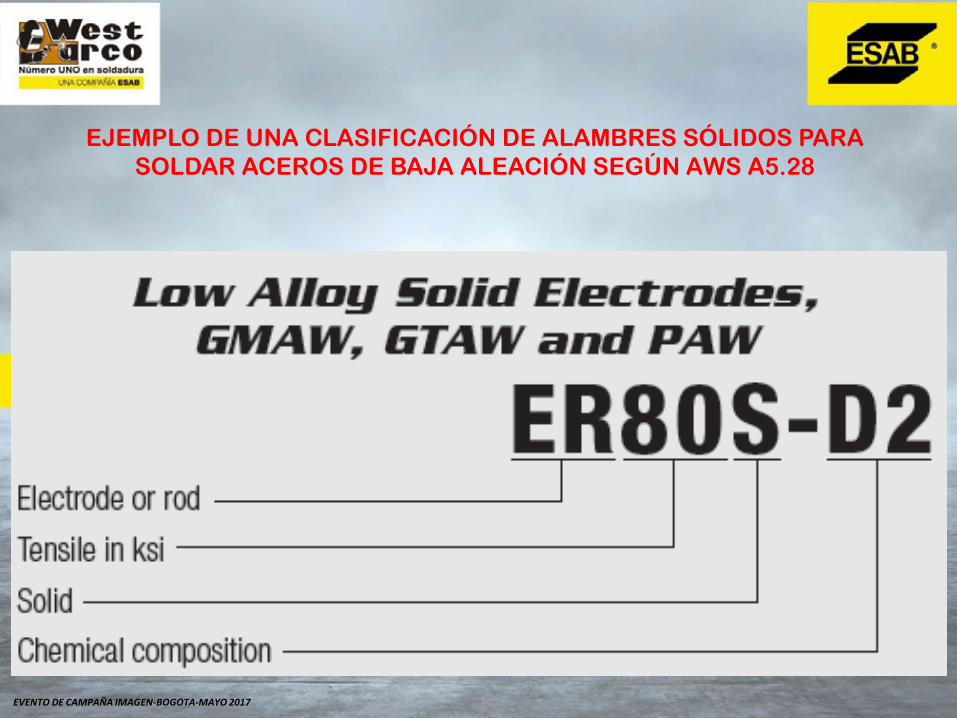
EJEMPLO DE UNA CLASIFICACIÓN DE ALAMBRES SÓLIDOS PARA
SOLDAR ACEROS DE BAJA ALEACIÓN SEGÚN AWS A5.28

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
DIÁMETROS DEL ALAMBRE GMAW
0.030” 0.76 mm0.035” 0.90 mm0.040” 1.02 mm0.045” 1.14 mm0.062” 1.6 mm

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
EL PROCESO EL PROCESO GTAWG
EL PROCESO GGas
EL PROCESO EL PROCESO as as as as T
EL PROCESO EL PROCESO EL PROCESO TTungsten
EL PROCESO ungsten ungsten A
EL PROCESO EL PROCESO EL PROCESO AAArc
GTAWEL PROCESO rc rc rc rc W
GTAWGTAWGTAWGTAWWWWWWelding
Gas Tungsten Arc Welding
“Proceso de Soldadura de Arco Eléctrico con Electrodo de Tungsteno y Protegido con Gas”
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
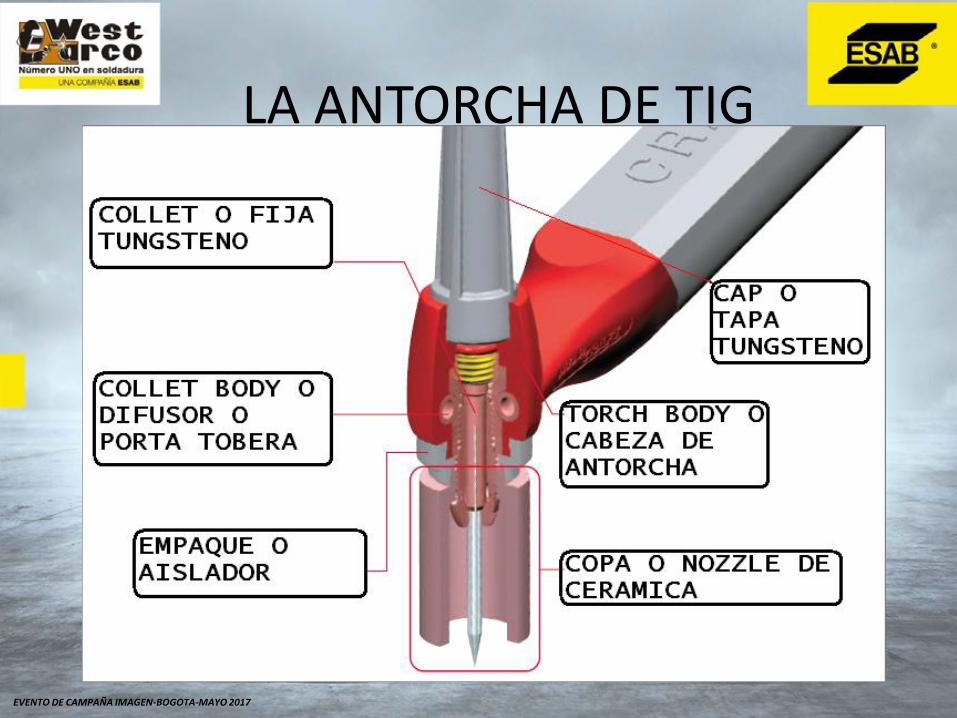
LA ANTORCHA DE TIG

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
BOGOTÁNOVIEMBRE DE 2008
34

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ANTORCHAS PARA SOLDAR GTAW
SOPLETES ENFRIADOSPOR GAS

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ANTORCHAS PARA SOLDAR CON GTAW
SOPLETES ENFRIADOS POR AGUA

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ACCESORIOS
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
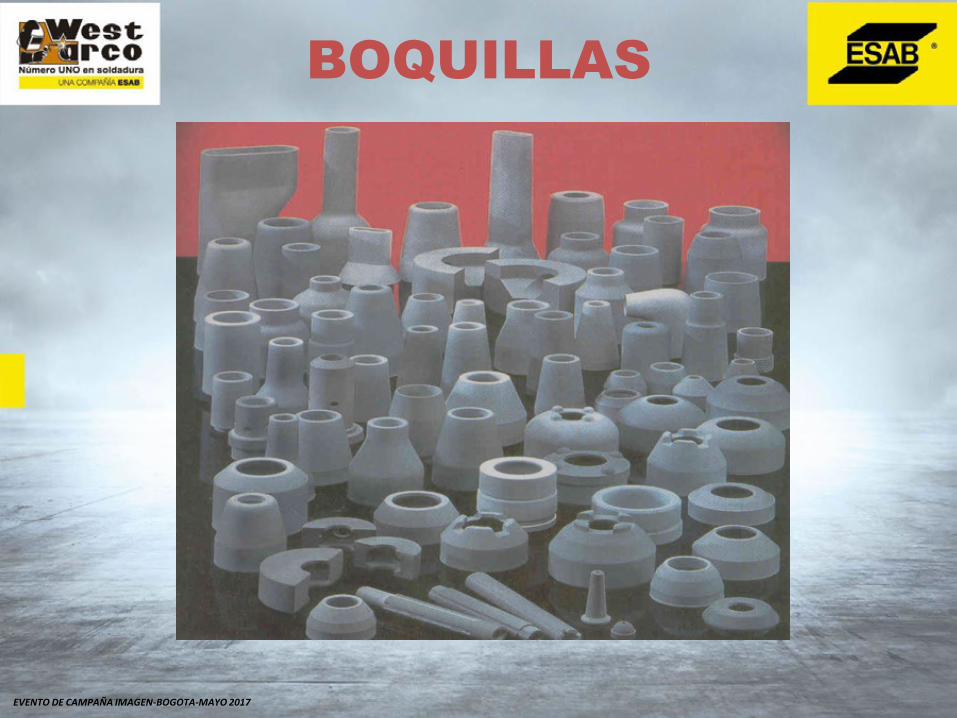
BOQUILLAS
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
39
CLA
SIFIC
AC
IÓ
N D
E L
OS
ELEC
TR
OD
OS
P
AR
AG
TA
W

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
40

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
41
ELECTRODOS PARA GTAW
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
42
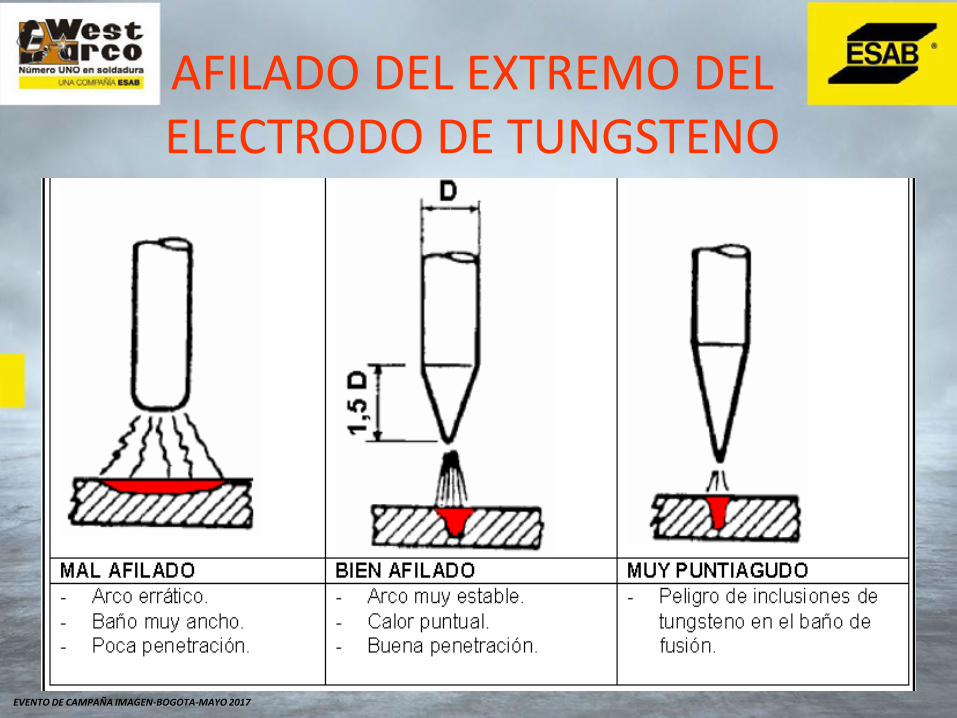
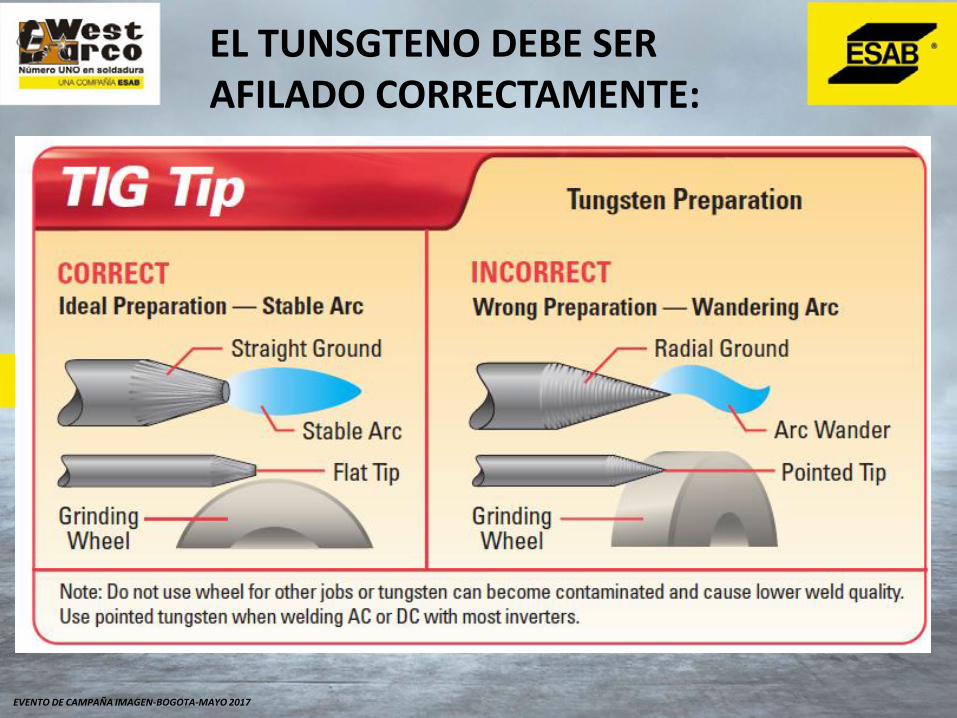
AFILADO DEL EXTREMO DEL ELECTRODO DE TUNGSTENO
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
EL TUNSGTENO DEBE SER AFILADO CORRECTAMENTE:

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
EFECTO DEL TIPO DE CORRIENTE
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
GASES PROTECTORES
• ACCIÓN DE ARCO MAS UNIFORME Y SILENCIOSA.
• MENOR PENETRACIÓN.
• ACCIÓN DE LIMPIEZA AL SOLDAR MATERIALES
COMO ALUMINIO Y MAGNESIO.
• MENOR COSTO Y MAYOR DISPONIBILIDAD.
• BUENA PROTECCIÓN CON TASAS DE FLUJO MAS
BAJAS.
• MAS FÁCIL INICIACIÓN DEL ARCO.
ARGÓN
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
GASES PROTECTORES
EL HELIO TRANSFIERE MAS CALOR AL TRABAJO QUE EL Ar, POR ESO ES VENTAJOSO PARA SOLDAR MATERIALES CON ELEVADA CONDUCTIVIDAD TÉRMICA Y APLICACIONES MECANIZADAS A ALTA VELOCIDAD Y PARA SOLDAR PLACAS GRUESAS.
HELIO
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
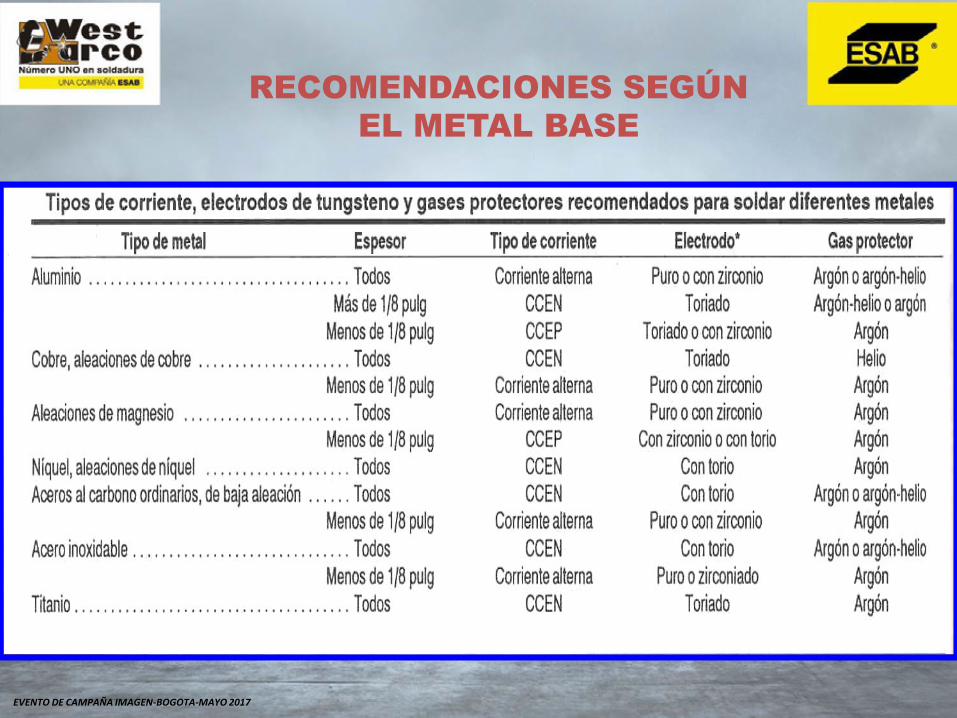
RECOMENDACIONES SEGÚN
EL METAL BASE

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
VARIABLES EN GTAW
1. VOLTAJE DE ARCO
(LONGITUD DEL ARCO)
2. CORRIENTE DE
SOLDADURA
3. VELOCIDAD DE
AVANCE
4. GAS DE PROTECCIÓN
5. ALIMETACIÓN DEL
METAL DE APORTE
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
POSIBLES PROBLEMAS EN GTAW
• INCLUSIONES DE TUNGSTENO
• CONSUMO EXCESIVO DEL
ELECTRODO
• ARCO IRREGULAR
• POROSIDAD

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
PROCESO DE SOLDAURA
GMAW
GAS METAL ARC WELDING
“Proceso de Soldadura de Arco Metálico
protegido con Gas”

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
FUENTE DE PODER
• FUENTE: CV VOLTAJE CONSTANTE
FUENTE: CV - CC INVERSOR
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
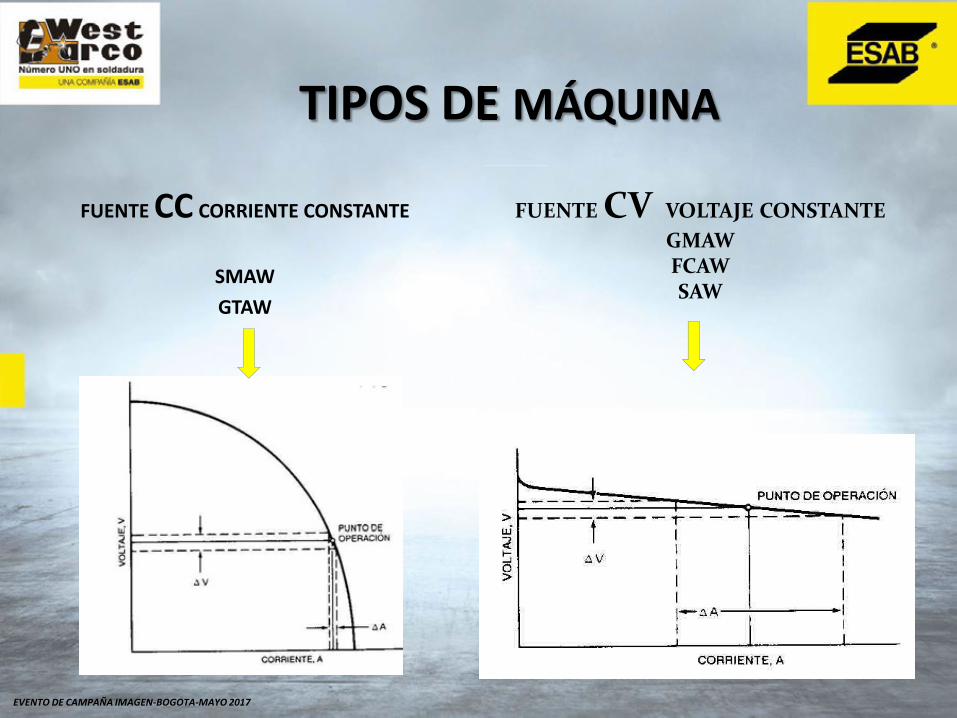
TIPOS DE TIPOS DE MÁQUINA
FUENTE CC CORRIENTE CONSTANTE
SMAW
GTAW
FUENTE CV VOLTAJE CONSTANTEGMAWFCAWSAW

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ALIMENTADOR

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
SISTEMA DE ALIMENTACIÓN DEL SISTEMA DE ALIMENTACIÓN DEL ALAMBRE

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
RODILLOS
• RODILLOS 0.045 ”
1.1 mm
CANALES GUÍA DEL ALAMBRE

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
MECANISMO DE TRACCIÓN DEL MECANISMO DE TRACCIÓN DEL ALAMBRE
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
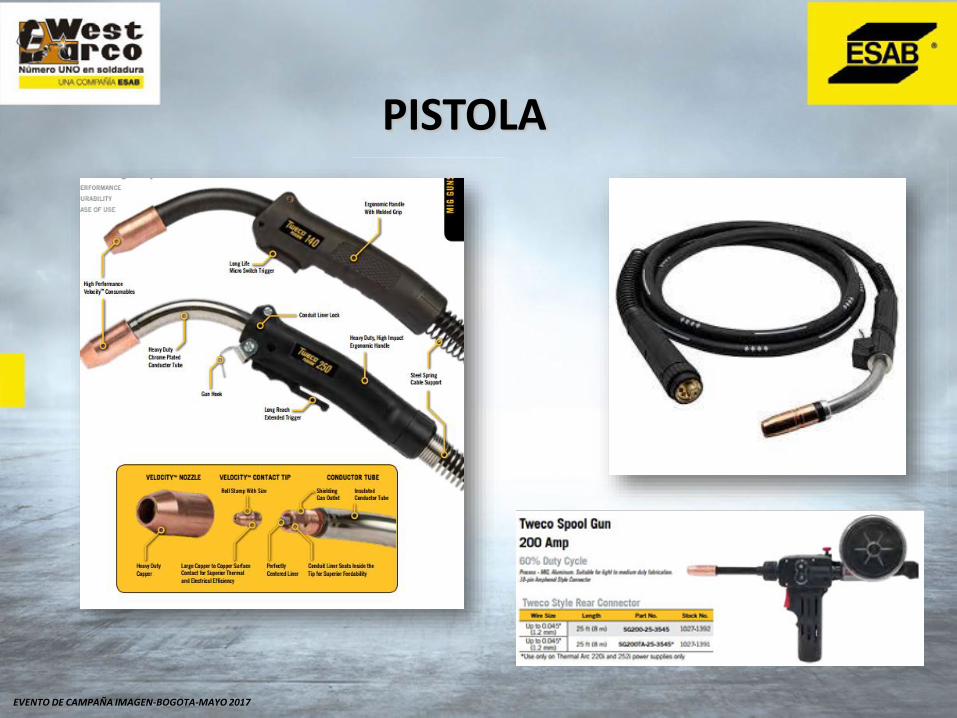
PISTOLA

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
CONJUNTO DE ACCESORIOS
• PUNTA DE CONTACTO
• DIFUSOR
• TOBERA
• GUAYA

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
MONTAJE DE ACCESORIOS
GUAYA

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
ACCESORIOS ELÉCTRICOS ACCESORIOS ELÉCTRICOS COMPLEMENTARIOS
CONEXIÓN DE MASA O
TRABAJO
CONEXIÓN A FUENTE DE ALIMENTACIÓN 220 / 440 VOLTIOS

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
BOQUILLA DE CONTACTO

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
MANTENIMIENTO Y LIMPIEZAMANTENIMIENTO Y LIMPIEZAMANTENIMIENTO Y LIMPIEZAMANTENIMIENTO Y LIMPIEZA

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
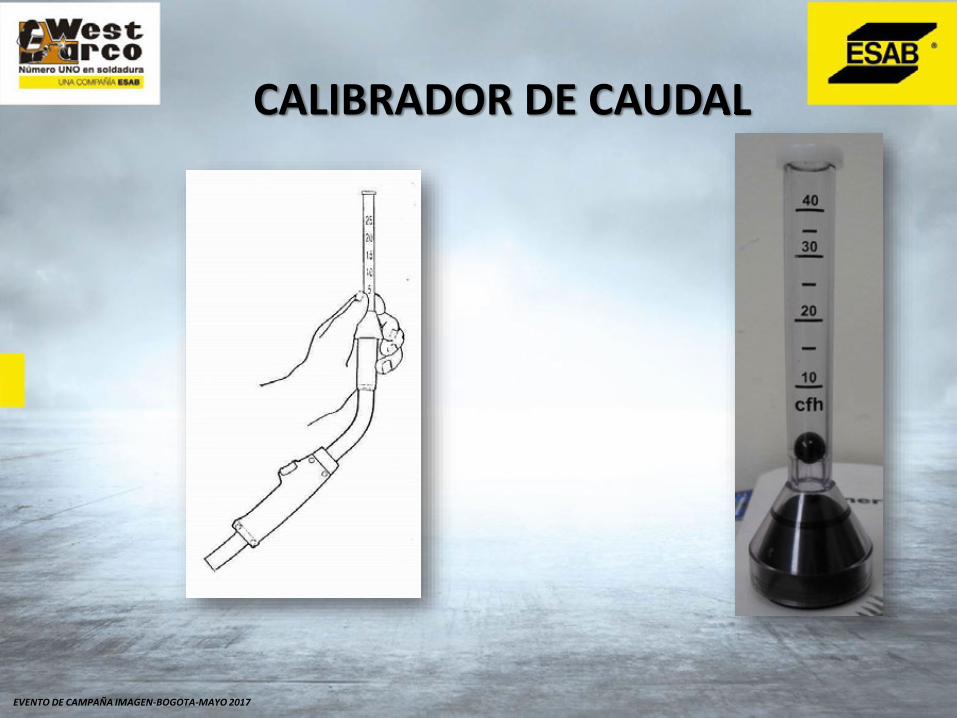
SUMINISTRO DE GAS
••FLUJOMETROS•FLUJOMETROSFLUJOMETROSFLUJOMETROS•••REGULADORES
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
CALIBRADOR DE CAUDALCALIBRADOR DE CAUDAL

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
IDENTIFICACIÓN DE IDENTIFICACIÓN DE CILINDROS
MEZCLA
CO2
ARGON
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
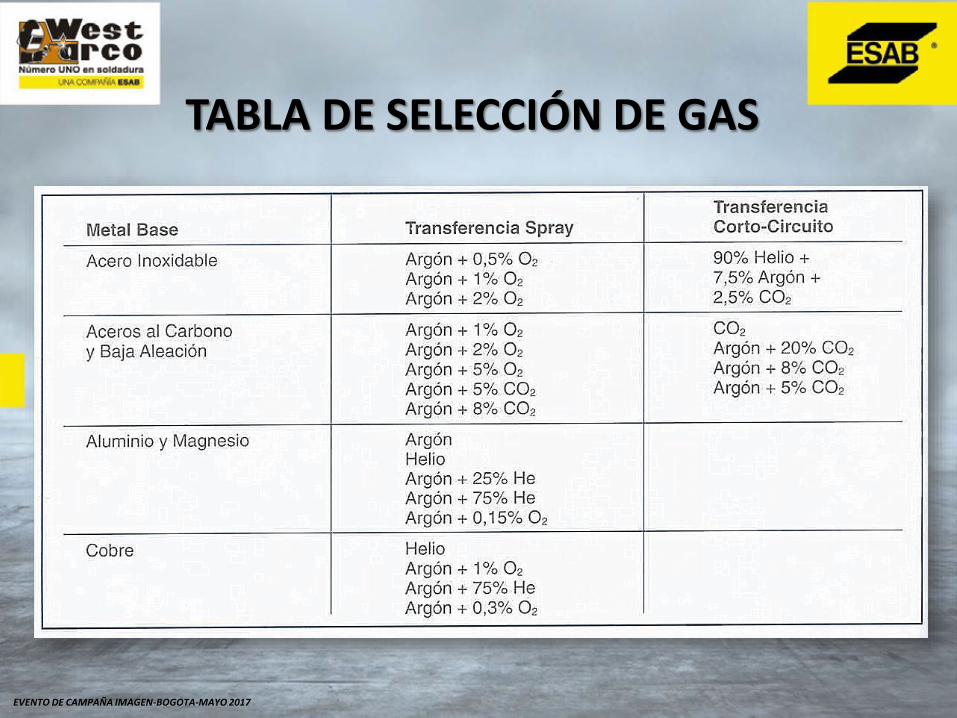
TABLA DE SELECCIÓN DE GAS

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
COCO2 MEZCLA
ALTO PODER CALORIFICOMAYOR PENETRACIÓNMENOR COSTO
POCA SALPICADURASE PUEDE PRODUCIR SPRAYMAYOR VELOCIDAD DE APLICACIÓNMENOR ENTRADA DE CALOR
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
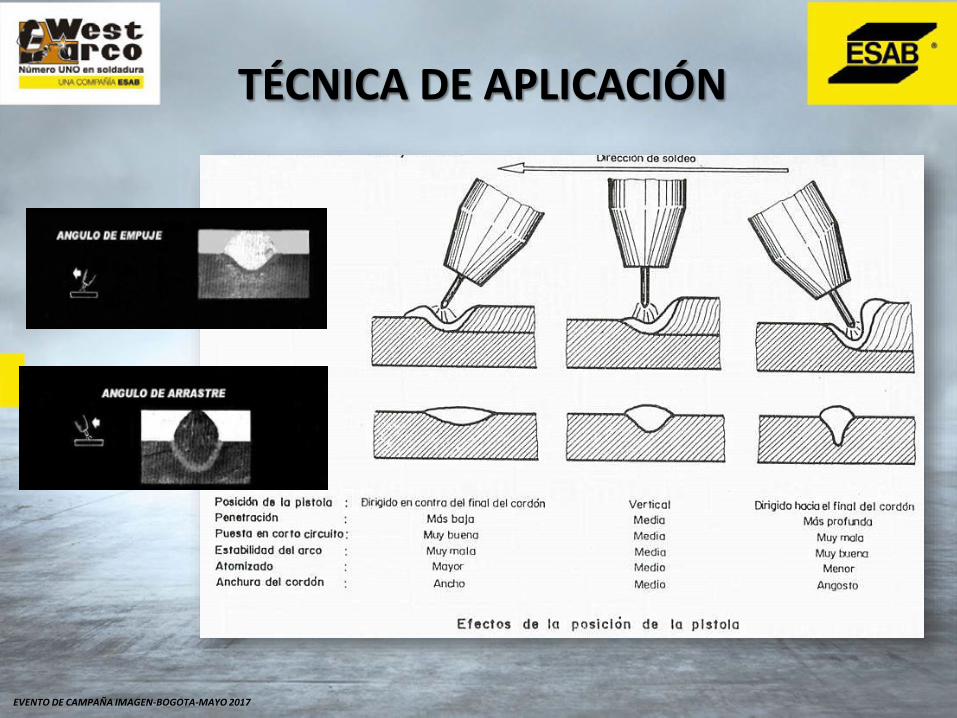
TÉCNICA DE APLICACIÓN
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
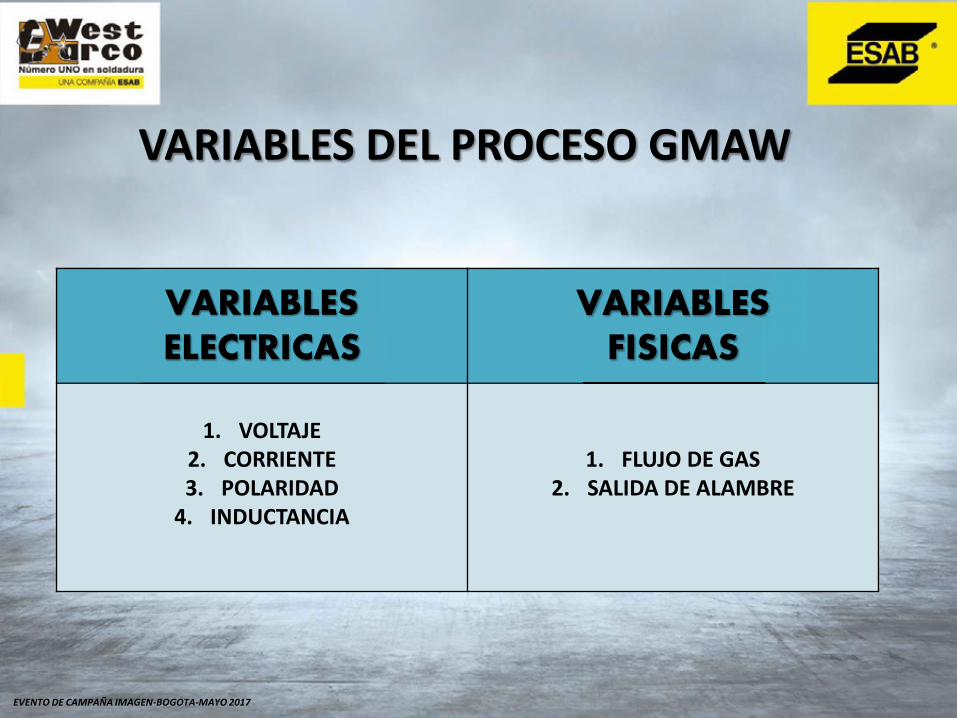
VARIABLES DEL PROCESO GMAW
VARIABLESVARIABLESELECTRICAS
VARIABLEVARIABLES VARIABLEVARIABLES FISICAS
1. VOLTAJE2. CORRIENTE3. POLARIDAD
4. INDUCTANCIA
1. FLUJO DE GAS 2. SALIDA DE ALAMBRE

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
• ES LA FORMA O EL MEDIO POR EL CUÁL EL METAL DE APORTE REALIZA COALESCENCIA CON EL METAL BASE, POR MEDIO DE FUSIÓN DE LOS MISMOS
• ES LA FORMA O EL MEDIO POR EL CUÁL EL METAL DE APORTE REALIZA
TRANSFERENCIA METÁLICA
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
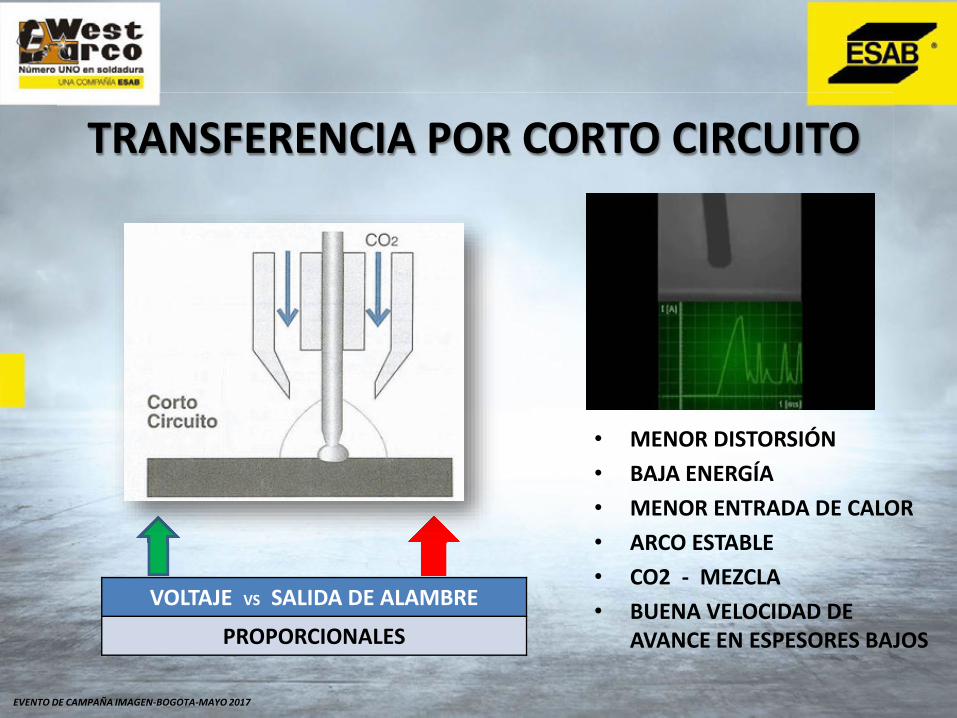
TRANSFERENCIA POR CORTO CIRCUITO
• MENOR DISTORSIÓN
• BAJA ENERGÍA
• MENOR ENTRADA DE CALOR
• ARCO ESTABLE
• CO2 - MEZCLA
• BUENA VELOCIDAD DE AVANCE EN ESPESORES BAJOS
VOLTAJE VS SALIDA DE ALAMBRE
PROPORCIONALES

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
LONGITUD DE ARCO PARA LONGITUD DE ARCO PARA CORTO CIRCUITO
Distancia de trabajo 1/4”Mín 1/2” Máx.
Distancia Tobera a Boquilla de Contacto Min. 0 Máx. 1/8”
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
INDUCTANCIA
La inductancia tiene como objeto el alisamiento de la corriente de La inductancia tiene como objeto el alisamiento de la corriente de soldadura, lo que da comosoldadura, lo que da como
resultado una disminución de las proyecciones, o, lo que es lo mismo, una resultado una disminución de las proyecciones, o, lo que es lo mismo, una mayor estabilidad enmayor estabilidad en
la soldadura.
A A MENOR resistencia resistencia MAYORcorto circuito corto circuito corto circuito MENOR calor
AA MAYOR resistencia resistencia resistencia MENORcorto circuito corto circuito corto circuito MAYOR calor
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
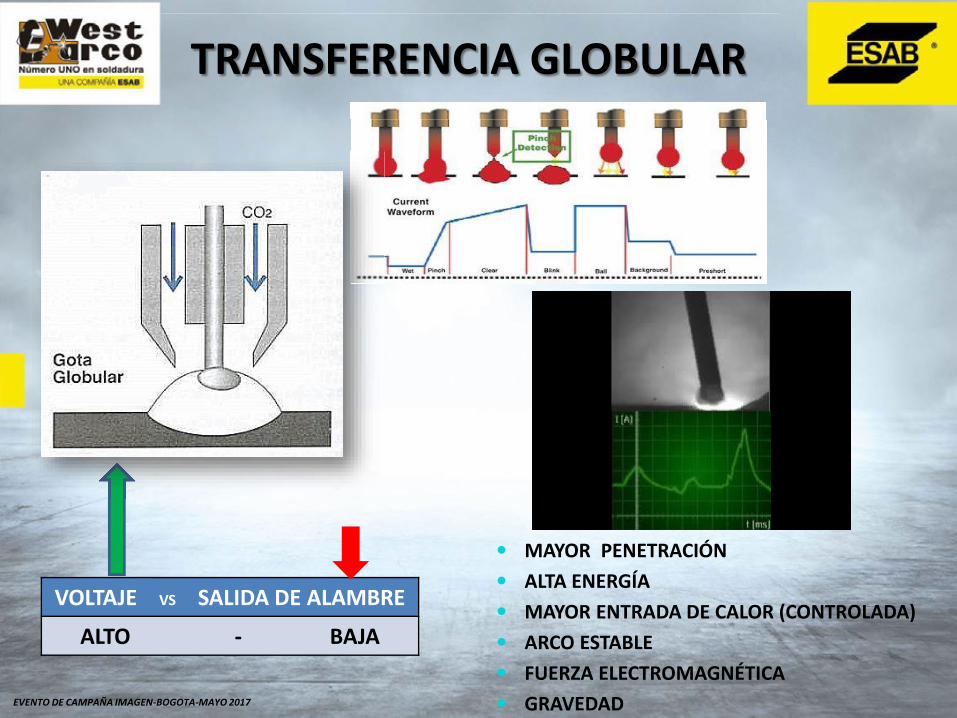
TRANSFERENCIA GLOBULAR
MAYOR PENETRACIÓN
ALTA ENERGÍA
MAYOR ENTRADA DE CALOR (CONTROLADA)
ARCO ESTABLE
FUERZA ELECTROMAGNÉTICA
GRAVEDAD
VOLTAJE VS SALIDA DE ALAMBRE
ALTO - BAJA
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
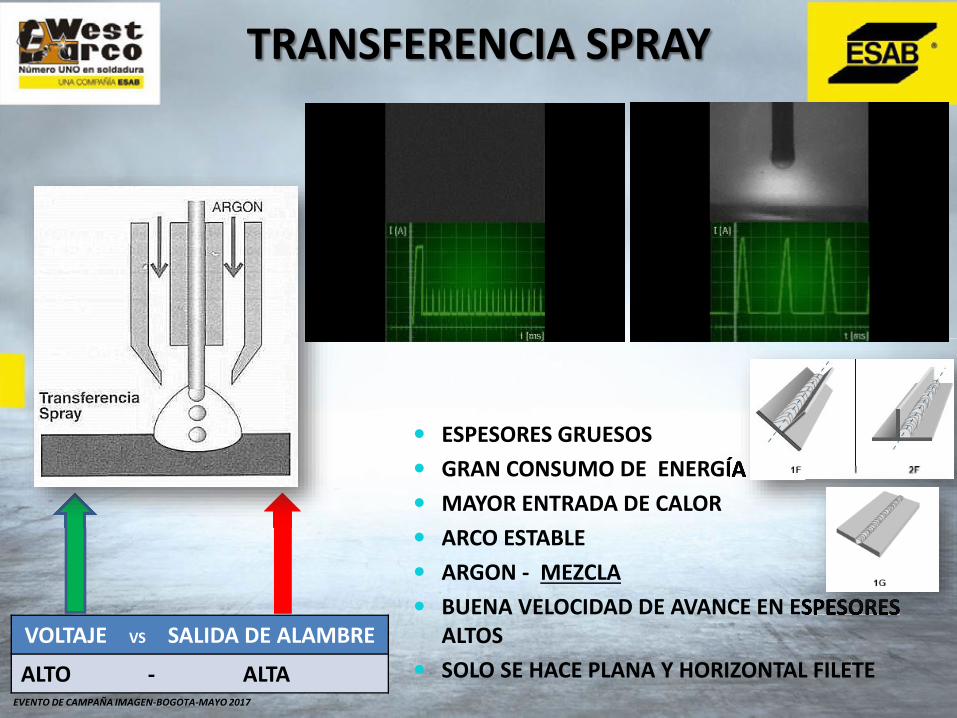
TRANSFERENCIA SPRAY
ESPESORES GRUESOS
GRAN CONSUMO DE ENERGÍA
MAYOR ENTRADA DE CALOR
ARCO ESTABLE
ARGON - MEZCLA
BUENA VELOCIDAD DE AVANCE EN ESPESORES ALTOS
SOLO SE HACE PLANA Y HORIZONTAL FILETE
VOLTAJE VS SALIDA DE ALAMBRE
ALTO - ALTA
GRAN CONSUMO DE ENERGÍA
BUENA VELOCIDAD DE AVANCE EN ESPESORES

EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
EXTENCIÓN BOQUILLA DE EXTENCIÓN BOQUILLA DE CONTACTO PARA SPRAY
Distancia Boquilla de Contacto a tobera Aprox. 1/4”
Distancia de trabajo 3/4” a 1” Aprox.
EVENTO DE CAMPAÑA IMAGEN-BOGOTA-MAYO 2017
MUCHAS GRACIAS POR SU ATENCIÓN
SOLDADURAS WESTSOLDADURAS WEST-SOLDADURAS WEST-SOLDADURAS WEST-SOLDADURAS WEST ARCO S.A.S SOLDADURAS WESTSOLDADURAS WESTSOLDADURAS WEST ARCO S.A.S ARCO S.A.S ARCO S.A.S UNA COMPAÑÍA ESAB