evaluaciÓn del efecto de diferentes morteros sobre...
TRANSCRIPT

1
EVALUACIÓN DEL EFECTO DE DIFERENTES MORTEROS SOBRE LAS
PROPIEDADES DE PISOS AUTONIVELANTES A ESCALA LABORATORIO
SERGIO FELIPE PAREDES GUTIÉRREZ
FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA QUÍMICA BOGOTÁ D.C.
2018
2
EVALUACIÓN DEL EFECTO DE DIFERENTES MORTEROS SOBRE LAS
PROPIEDADES DE PISOS AUTONIVELANTES A ESCALA LABORATORIO
SERGIO FELIPE PAREDES GUTIÉRREZ
Proyecto integral de grado para optar el título de
INGENIERO QUÍMICO
FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA QUÍMICA BOGOTÁ D.C.
2018

3
Nota de aceptación:
__________________________
Ing. Elizabeth Torres Gamez
Orientador
__________________________
Ing. David Triviño Rodríguez Jurado 1
__________________________
Ing. Sandra Liliana Mesa Jurado 2
Bogotá, D.C. agosto 2018
4
DIRECTIVAS DE LA UNIVERSIDAD
Presidente de la Universidad y Rector del Claustro
Dr. Jaime Posada Díaz
Vicerrector de Desarrollo y Recursos Humanos
Dr. Luis Jaime Posada García-Peña
Vicerrectora Académica y de Posgrados
Dra. Ana Josefa Herrera Vargas
Decano Facultad de Ingenierías
Dr. Julio Cesar Fuentes Arismendi
Director Programa Ingeniería Química
Dr. Leonardo de Jesús Herrera Gutiérrez

5
Las directivas de la Universidad de América, los jurados calificadores y el cuerpo docente no son responsables por los criterios e ideas expuestas en el presente documento. Estos corresponden únicamente a los autores.
6
DEDICATORIA
Agradezco a Dios por haberme dado la oportunidad de iniciar y culminar mis estudios. A mis padres por brindarme su esfuerzo y dedicación permitiendo la culminación de la carrera. A mi familia por ser un apoyo constante durante este proceso. A Jennifer Tatiana Leyton Pérez. por ser y haber sido un apoyo incondicional en momentos difíciles. A todas aquellas personas que durante la carrera estuvieron conmigo por una razón, una estación, por un tiempo o por una vida.
SERGIO PAREDES
7
AGRADECIMIENTOS
A la empresa CI por darme la oportunidad de haber realizado este trabajo de
investigación, por su apoyo, disposición y confianza, por permitirme conocer este
campo de la Ingeniería de Materiales.
A mi director de tesis Claudia Patricia Vargas por su comprensión y apoyo.
A mi subdirectora Jessica Garzón, Ingeniera Química por haberme dado el
seguimiento durante la experimentación.
A la Ingeniera Química Paula Mazo por haberme dado la guía para realizar este
proyecto
De igual manera, le agradezco a la asesora, la Ingeniera Química Elizabeth Torres
Gamez por su colaboración e interés durante el desarrollo del proyecto.

8
CONTENIDO
pág.
INTRODUCCIÓN 24
OBJETIVOS 25
1 GENERALIDADES 26
1.1 COMPAÑÍA INTERESADA 26
1.2 MORTEROS 26
1.3 MATERIAS PRIMAS PARA ELABORACIÓN DE MORTEROS 26
1.3.1 Cemento portland 27
1.3.1.2 Tipos de cemento portland 30
1.3.2 Arena 31
1.3.2.1 Influencia del tipo de arena en los morteros 31
1.4 Mortero 33
1.4.1 Tipos de morteros 33
1.5 Usos de los morteros 36
1.6 PROPIEDADES FÍSICAS Y MECÁNICAS DE LOS MORTEROS 37
1.6.1 Estado fresco 37
1.6.2 Trabajabilidad y consistencia 37
1.6.3 Relación agua – cemento 38
1.6.4 Estado endurecido 38
1.6.5 Resistencia a la compresión 38
1.6.6 Adherencia 39
1.6.7 Durabilidad 42
1.6.8 Apariencia 42
1.7 PISOS 42
1.7.1 Tipos de pisos 42
1.7.1.1 Pisos acrílicos 42
1.7.1.2 Pisos poliuretánicos 43
1.7.1.3 Pisos epóxicos 43
1.7.1.4 Pisos cementicios 43
2. METODOLOGÍA 44
2.1 MÉTODOS, EQUIPOS Y MATERIALES 44
2.2 CARACTERIZACIÓN DE LOS BINDER 53
2.2.1 Determinación de la densidad 56
2.2.2 Determinación de la viscosidad 57
2.2.3 Determinación de los sólidos disueltos 57

9
2.3 CARACTERIZACIÓN DE LAS ARENAS 58
2.3.1 Determinación de la distribución del tamaño de partícula de la
arena (30/100 y16/50) 58
2.4 ELABORACIÓN DE LOS MORTEROS 60
2.5 CARACTERIZACIÓN DE LOS MORTEROS 62
2.5.1 Determinación de la apariencia 62
2.6 ELABORACIÓN DE PISOS 62
2.7 ELABORACIÓN DE PISOS COMERCIALES 65
2.8 REALIZACIÓN DE PRUEBAS MECÁNICAS 69
2.8.1 Prueba de contracción 69
2.8.2 prueba de resistencia a la abrasión 71
2.8.2.1 Prueba taber test 71
2.8.2.2 Prueba chorro de corindón 73
2.8.3 Prueba de contenido de aire 76
2.8.4 Prueba de flujo libre 78
2.8.5 Prueba de resistencia a la compresión 79
2.8.6 Prueba de adherencia 81
3. RESULTADOS Y ÁNALISIS DE RESULTADOS 86
3.1 ELABORACIÓN DE LOS BINDER 86
3.2 CARACTERIZACIÓN DE LOS BINDER 87
3.2.1 Determinación de la densidad 87
3.2.2 Determinación de la viscosidad 88
3.2.3 Determinación de los sólidos disueltos 89
3.3 CARACTERIZACIÓN DE LAS ARENAS 89
3.3.1 Determinación de la distribución del tamaño de partícula de las
arenas. 89
3.4 ELABORACIÓN DE LOS MORTEROS 91
3.5 CARACTERIZACIÓN DE LOS MORTEROS 91
3.5.1 Determinación de la apariencia 91
3.6 ELABORACIÓN DE PISOS 93
3.7 PRUEBAS MECÁNICAS 93
3.7.1 Prueba de contracción 93
3.7.2 RESISTENCIA A LA ABRASIÓN 94
3.7.2.1 Prueba taber test 94
3.7.2.2 Prueba chorro de corindón 96
3.7.3 Prueba de contenido de aire 98
3.7.4 Prueba de flujo libre 100
3.7.5 Prueba de resistencia a la compresión 102
3.7.6 Prueba de adherencia 104

10
4. EVALUACIÓN DE COSTOS DE LOS PISOS OBTENIDOS 108
5. CONCLUSIONES 116
6. RECOMENDACIONES 117
BIBLIOGRAFÍA 118
ANEXOS 121
11
LISTA DE CUADROS
pág.
Cuadro 1. Métodos, equipos y materiales utilizados en la experimentación 45
Cuadro 2. Mezclas de binder y arena para la elaboración de los morteros. 50
Cuadro 3. Procesos de producción de los binder 55
Cuadro 4. Resultados de la apariencia de los ocho morteros 92

12
LISTA DE TABLAS
pág.
Tabla 1. Clasificación de los morteros de pega para mampostería simple -
según la resistencia a la compresión a 28 días y según dosificación 34
Tabla 2. Morteros de relleno partes por volumen 35
Tabla 3. Usos de los morteros de cemento 36
Tabla 4. Tipos de tamices empleados. 60
Tabla 5. Pruebas mecánicas con su respectiva dimensión. 63
Tabla 6. Formulación de pisos. 64
Tabla 7. Dimensión de compartimientos para resistencia a la compresión. 80
Tabla 8. Dimensiones del disco para hacer semiperforación en la zona de -
prueba. 83
Tabla 9. Determinación de la densidad. 88
Tabla 10. Resultados de la viscosidad. 88
Tabla 11. Resultados de los sólidos disueltos para cada binder (1, 2, 3 y 4) 89
Tabla 12. Resultados granulometría arena 30/100 90
Tabla 13. Resultados granulometría arena 16/50 90
Tabla 14. Resultados de la prueba de contracción 94
Tabla 15. Resultados de la prueba taber test de los pisos (1, 2, 3 y 4) 95
Tabla 16. Resultados de la prueba taber test de los pisos (5, 6, 7 y 8) -
incluyendo el piso comercial Nº2 95
Tabla 17. Resultados de prueba chorro de corindón de los pisos (1, 2, 3 y 4) 97
Tabla 18. Resultados de prueba chorro de corindón de los pisos (5, 6, 7 y 8) -
incluyendo los dos pisos comerciales 98
Tabla 19. Resultados de la prueba contenido de aire de los diferentes pisos -
incluyendo los dos comerciales 99
Tabla 20. Resultados de flujo libre 101
Tabla 21. Resultados de resistencia a la compresión a 14 y 28 días 103
Tabla 22. Resultados de prueba de adherencia 105
Tabla 23. Costos reales del precio de venta para cada piso vs desempeño -
en prueba de contracción 108
Tabla 14. Resultados de costos vs desempeño para cada piso de la prueba -
taber test. 109
Tabla 25. Resultados de costos vs desempeño para piso en prueba chorro -
corindón. 110
Tabla 26. Resultados de costos vs desempeño para piso en prueba -
contenido de aire. 111
Tabla 27. Resultados de costos vs desempeño para cada piso en prueba de -
flujo libre. 112

13
Tabla 28. Resultados de consumo vs desempeño para cada piso en prueba -
de resistencia a la compresión. 113
Tabla 29. Resultados de consumo vs desempeño para cada piso en prueba -
de adherencia. 114

14
LISTA DE ILUSTRACIONES
pág.
Ilustración 1. Cemento portland fino. 27
Ilustración 1. Componentes principales del Cemento portland. 28
Ilustración 3. Diagrama general de la elaboración de morteros y pisos con -
su respectiva caracterización 52
Ilustración 4. Diagrama de procesos de producción del binder 53
Ilustración 5. Muestra del picnómetro vacío y lleno 56
Ilustración 6. Muestra de 2g de binder pesados en una balanza (derecha) -
y llevados al equipo analizador de humedad (izquierda) 58
Ilustración 7. Arena 16/50 (izquierda) y arena 30/100 (derecha) 59
Ilustración 8. Torre de tamices 59
Ilustración 9. Esferas de acero 60
Ilustración 10. Mezcla de binder y arena 61
lustración 11. Moldes de aplicación de los distintos tipos de morteros 61
Ilustración 12. Diagrama elaboración de pisos y caracterización de las -
pruebas mecánicas 65
Ilustración 13. Recipiente para tomar muestra de Piso comercial N°1 y agua 66
Ilustración 14. Mezcla de Piso comercial N°1 66
Ilustración 15. Láminas vacías para prueba de contracción 69
Ilustración 16. Láminas con mezcla de piso 70
Ilustración 17. Molde de muestra para aplicar mezcla de piso 71
Ilustración 18. Mezcla de piso seco con su respectivo papel pegante -
sobre la cara inferior para pesar en una balanza analítica 72
Ilustración 19. Balanza analítica y abrasímetro taber 5130 que se utiliza -
para prueba de contracción. 73
Ilustración 20. Molde de piso seco (izquierda) y desmolde de la base -
de piso (derecha) para hacer prueba de chorro de corindón 74
Ilustración 21. Equipo para hacer prueba de abrasión por caída de corindón 75
Ilustración 22. Muestra de corindón 75
Ilustración 23. Tanque a presión para hallar contenido de aire 77
Ilustración 24. Instrumentos que se utilizan para hallar flujo libre 78
Ilustración 25. Mezcla de piso agregada al cono para medir flujo libre 79
Ilustración 26. Molde de compartimiento vacío y con mezcla de piso seco 80
Ilustración 27. Máquina de ensayo para hallar resistencia a la compresión 81
Ilustración 28. Placa de concreto con su respectiva señalización de bordeado -
dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) -
utilizado para hallar humedad de placas 82

15
Ilustración 29. Placas de concreto con sus respectivas mezclas (secas) -
de pisos para realizar prueba pull off 82
Ilustración 30. Placas de concreto con sus respectivos discos para luego -
ser falladas en el equipo pull off 84
Ilustración 31. Toma de muestra con equipo pull off para fallar piso 84
Ilustración 32. Tipos de binder con sus respectivas diferencias visuales -
al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4) 86
Ilustración 33. Representación de los pisos autonivelantes incluyendo los -
dos pisos comerciales en prueba chorro de corindón 96
Ilustración 34. Placa de concreto con su respectiva adherencia 107
16
LISTA DE ECUACIONES
pág.
Ecuación 1. Peso específico 56
Ecuación 2. Ecuación global 67
Ecuación 3. Cálculo proporcional para hallar cantidad de agua 68
Ecuación 4. Pérdida de agua 70
Ecuación 5. Porcentaje pérdida de agua 70
Ecuación 6. Área del disco de metal 83
Ecuación 7. Porcentaje retenido real 89
Ecuación 8. Porcentaje pasa 90

17
LISTA DE GRÁFICAS
pág.
Gráfica 1. Granulometría arena 30/100 y arena 16/50 - %pasa vs # tamiz 91
Gráfica 2. Contenido de aire de los diferentes pisos incluyendo los dos -
pisos comerciales 100
Gráfica 3. Resultados de contenido de aire con sus respectivos pisos 102
Gráfica 4. Resultados de resistencia a la compresión para cada piso -
incluyendo los dos pisos comerciales 103
Gráfica 5. Resultados de prueba de adherencia realizando ensayo -
pull off a los 14 y 28 días 106
18
LISTA DE ANEXOS
pág.
Anexo A. Evidencia de la hoja técnica del producto Piso comercial N°1 122
Anexo B. Evidencia de la hoja técnica del producto Piso comercial N°2 124
Anexo C. Evidencia de los resultados de la prueba de contracción 126
Anexo D. Evidencia de los resultados de la prueba taber test 127
Anexo E. Evidencia de los resultados de la prueba flujo libre 128
Anexo F. Evidencia de los resultados de la prueba resistencia a la -
compresión 129
Anexo G. Evidencia de los resultados de la prueba de adherencia 130

19
GLOSARIO
ADHERENCIA: capacidad del mortero para atender esfuerzos normales y tangenciales a la superficie que lo une a la estructura1. AGREGADO: material granular, tal como la arena, grava, piedra molida, hormigón de cemento hidráulico molido o escoria de alto horno molida, empleado junto con un medio de cemento hidráulico para elaborar hormigón o mortero. AGLOMERANTES: materiales cementantes, ya sea cementos hidratados o productos de cemento o cal y materiales silíceos reactivos; los tipos de cemento y las condiciones de curado determina el tipo general de aglomerante formado. ANÁLISIS GRANULOMÉTRICO: tiene por objeto determinar la distribución de tamaños de las partículas existentes en una muestra seca. AUTONIVELANTE: es la capacidad del material para revestimiento continuo en estado fresco para extenderse de forma natural y dar lugar a una superficie plana y horizontal”2. BINDER: compuesto principal, cuya función es mantener adheridos los componentes empleados en la elaboración de los morteros de nivelación. CLINKER: producto final del horno de cemento portland, material cementante bruto antes de la molienda. CONGLOMERANTE: material utilizado para unir partículas sólidas de tal manera que formen una masa coherente, por ejemplo, cemento o cal para la construcción3. CONSISTENCIA: es el grado de fluidez de un mortero en estado fresco. Proporciona una medida de la deformabilidad del mortero fresco cuando se somete a un esfuerzo determinado4.
1 GUTIÉRREZ DE LÓPEZ, Libia. Análisis de las características de los agregados para concretos y morteros en
Manizales. Trabajo de promoción. Universidad Nacional de Colombia, Sede Manizales, 2003. p.120. 2 ESCRIBANO TÉVAR, Tomas y GARCIA ANDRÉS, Alba. Morteros autonivelantes de elevada conductividad
térmica. Trabajo final de grado. Valencia.: Universidad Politécnica de Valencia. Escuela Técnica Superior de Ingeniería de Edificación, 2013. 253p. 3 Ibid., p. 179
4 Ibid., p. 179

20
CONTENIDO DE AIRE: volumen de vacíos de aire en la pasta cementicia, mortero u hormigón, excluyendo el espacio de los poros en las partículas de los agregados; generalmente se expresa como un porcentaje del volumen total de la pasta, mortero u hormigón. CONTRACCIÓN: es el acotamiento que experimenta el concreto durante el proceso de endurecimiento y secado. Se debe principalmente a la pérdida por evaporación del exceso de agua de mezclado. CORINDÓN: óxido de aluminio cristalizado de extrema dureza, que es usado como piedra preciosa. DIAL: superficie graduada sobre la cual se mueve un indicador que señala o mide una determinada magnitud. DOSIFICACIÓN: es la proporción en volumen o en peso de los distintos materiales integrantes del mortero (aglomerante/árido), y dependerá de la finalidad del mismo, de su composición y de la resistencia mínima deseada5
.
ESCORIA DE ALTO HORNO: subproducto no metálico de la producción de acero que consiste básicamente en silicatos y aluminosilicatos del calcio que se desarrollan en la condición fundida simultáneamente con el hierro en el alto horno. EXUDACIÓN: es una forma de segregación en el que aparecen en la superficie del concreto recién colado partículas de agua y a su vez pueden ocasionar un aumento en la relación a/c en la superficie6. FIBROCEMENTO: es un material utilizado en la construcción, resultado de una mezcla de cemento o un aglomerante de silicato de calcio que se forma por la reacción química de un material silíceo y un material calcáreo, reforzado con fibras orgánicas, minerales y/o fibras inorgánicas sintéticas. FILLER: material inerte finamente dividido tal como caliza pulverizada, sílice o sustancias coloidales que algunas veces se agregan a la pintura, al cemento portland u otros materiales para reducir la retracción, mejorar la trabajabilidad o actuar, aumentar su volumen; material que se usa para tapar una abertura en un encofrado. FRAGUADO: grado en el cual el concreto fresco perdió su plasticidad y se endurece.
5 Ibid., p. 179
6 CUMBAJÍN SIMBA, Edwin Santiago, La impermeabilización en construcciones nuevas y existentes, Proyecto
previo a la obtención del título en Administración de proyectos de la Construcción. Quito.: Escuela Politécnica Nacional. Escuela de formación Tecnológica, 2007. 175p.
21
HORMIGÓN: material compuesto que consiste esencialmente en un medio ligante dentro del cual hay partículas o fragmentos de agregado, generalmente una combinación de agregado fino y agregado grueso; en el hormigón de cemento portland7. LIGANTE: es una mezcla de cemento portland y agua. MÁSTICO: se componen de una carga (sólido) y de una solución (líquido) que se mezclan durante la preparación y aplicación del producto. MORTERO: mezcla de materiales cementantes, agregado fino y agua, que puede contener aditivos, y normalmente se usa para unir unidades de mampostería. MORTERO AUTONIVELANTE: es un mortero de consistencia muy fluida, que prácticamente sin ayuda puede nivelarse por sí mismo y que presenta suficiente cohesión para evitar que se produzca segregación o sangrado. Su uso puede ser para aplicaciones interiores o exteriores dependiendo del producto elegido8. MORTERO DE PEGA: mezcla plástica de materiales cementantes, agregado fino y agua, usado para unir las unidades de mampostería. MORTERO DE RECUBRIMIENTO O REVOQUE (PAÑETE): mezcla plástica de materiales cementantes, agregado fino y agua, usado para dar acabado liso (enlucir) los muros de mampostería. MORTEROS PARA PISOS: los morteros para pisos deben poseer una buena resistencia al desgaste y a la compresión, por lo tanto, deberá usarse una dosificación rica en pasta cementante9 NIVELACIÓN: conjunto de operaciones por medio de las cuales se determina la elevación de uno o más puntos respecto una superficie horizontal de referencia dada o imaginaria la cual es conocida como superficie o plano de comparación.
7 AMERICAN CONCRETE INSTITUTE. Terminología del Cemento y el Hormigón. En: Terminología del Cemento
y el Concreto ACI 116R. México: p. 29. 8 ESCRIBANO TÉVAR, Tomas y GARCIA ANDRÉS, Alba. Morteros autonivelantes de elevada conductividad
térmica. Trabajo final de grado. Valencia.: Universidad Politécnica de Valencia. Escuela Técnica Superior de Ingeniería de Edificación, 2013. 253p 9 CUMBAJÍN SIMBA, Edwin Santiago, La impermeabilización en construcciones nuevas y existentes, Proyecto
previo a la obtención del título en Administración de proyectos de la Construcción. Quito.: Escuela Politécnica Nacional. Escuela de formación Tecnológica, 2007. 175p.
22
PUZOLANA: materiales silíceos y aluminosos, tales como ceniza volante o humo de sílice, que, por si mismos, poseen poco o ningún valor cementante, pero que cuando están finamente molidos y en la presencia de agua, reaccionan con el hidróxido de calcio a temperaturas normales, para formar compuestos que poseen propiedades cementantes. RESISTENCIA A LA ABRASIÓN: capacidad de una superficie de resistir el desgaste por frotación y fricción. RESISTENCIA A LA COMPRESIÓN: valor de la carga máxima uniformemente repartida, aplicada hasta la rotura, sobre probetas de mortero10. RETRACCIÓN: es la contracción experimentada por el mortero, por variación en la temperatura de su masa durante el endurecimiento11. SEGREGACIÓN: es la separación de sus componentes una vez amasado provocando que la mezcla de mortero fresco presente una distribución de sus partículas no uniforme12.
10
Ibid., p. 181. 11
Ibid., p. 181. 12
Ibid., p. 182.
23
RESUMEN
El presente proyecto se desarrolló en una empresa que se “dedica a la
rehabilitación y reforzamiento de estructuras, elaboración de pisos, recubrimientos
para metal, impermeabilizaciones para sótanos, estacionamientos subterráneos y
cubiertas especiales”13, el cual tiene como finalidad evaluar los diferentes morteros
sobre las propiedades de pisos autonivelantes comparando los pisos comerciales
Piso comercial N° 1 y Piso comercial N° 2 que actualmente se encuentran en el
portafolio de CI. Teniendo en cuenta la revisión de literatura realizada y los
ensayos llevados a cabo siguiendo las normas ASTM y NTC, se conocerá cuál de
estos 8 pisos tienen el mejor rendimiento estudiando no solo las variaciones
químicas sino también todos los factores que pueden afectar el desempeño y
aplicabilidad, siendo estos los pisos autonivelantes, a los que se desea mejorar
sus propiedades mecánicas como la contracción, resistencia a la abrasión (prueba
taber test y chorro de corindón), flujo libre, contenido de aire, resistencia a la
compresión y adherencia. Donde se variarán los tipos de arenas (30/100 - 16/50) y
binder (B1, B2, B3 y B4) comparando así los resultados con los dos pisos
comerciales existentes (Piso comercial N° 1 y Piso comercial N° 2).
Posteriormente, se analizaron diferentes pruebas mecánicas con la finalidad de
saber cuál de estas fue la mejor. La resistencia a la compresión se considera la
más importante ya que nos define el esfuerzo máximo que puede soportar el piso
bajo la carga de aplastamiento, obteniendo tanto en el piso 3 y piso 5 los
resultados más sobresalientes, superando el valor de los dos pisos comerciales
Piso comercial N° 1 y Piso comercial N° 2, debido al tipo de arena que se empleó
en la elaboración en estos dos pisos, la cual le dio mayor absorción y fluidez, sin
que este se agrietará, dando así una mayor compactación del cubo al ejercer una
carga axial sobre él.
Por último, se realizó un análisis de costos de los pisos obtenidos (P1, P2, P3, P4,
P5, P6, P7 y P8) para conocer cuál de estos pisos obtuvo el menor
consumo/desempeño frente a los pisos comerciales.
Palabras Clave: mortero, adherencia, compresión, contracción, fraguados y
autonivelante.
13
Sika Colombia. Mercados. tomado el día 16 de abril [En línea]. Disponible en Internet: https://col.sika.com/es/sika-colombia/Aboutus/SikaProfile/target-markets.html.html
24
INTRODUCCIÓN
La empresa CI es una compañía suiza especializada en productos químicos para la construcción y la industria. Abarca un amplio portafolio de soluciones para impermeabilizar, pegar, sellar y proteger. Cuenta con un equipo profesional que investiga permanentemente como atender las necesidades de los negocios de la industria de productos químicos para la construcción, proponiendo innovaciones continuas en productos, servicios y procesos que hagan de la compañía un ente más competitivo. Es por esto que, desde el departamento de investigación, desarrollo e innovación de producto, CI acapara un segmento del mercado de la construcción en el que siempre se busca mejorar el portafolio de productos. Por esta razón, se hace necesario no solo el desarrollo de productos sino también el estudio de los factores que afectan su desempeño y el establecimiento de las normas representativas para su evaluación. Uno de los mercados de la industria de la construcción es la de pisos que se
emplean para proteger y decorar las superficies exteriores e interiores de casas,
edificios, fábricas, laboratorios entre otros. Existen diferentes tipos de pisos
dependiendo de la química y de las propiedades que se necesiten; los más
comunes son los acrílicos, poliuretánicos, epóxicos y cementicios. Entre mayor es
la exigencia en cuanto a la resistencia química y mecánica, mayor es el costo del
mismo. Para atender todos los tipos de mercado y características requeridas por
los clientes es necesario realizar investigación y desarrollo, estudiando no solo las
variaciones químicas sino también todos los factores que pueden afectar el
desempeño y aplicabilidad, abriendo así una investigación a uno de los productos
con mayor mercado, siendo estos los pisos autonivelantes a los cuales se les
desea mejorar sus propiedades mecánicas variando dentro de su elaboración los
tipos de arenas (30/100 - 16/50) y binder (B1, B2, B3 y B4), comparando así los
resultados con los dos pisos comerciales existentes (Piso comercial N° 1 y Piso
comercial N° 2).
25
OBJETIVOS
OBJETIVO GENERAL Evaluar el efecto de diferentes morteros sobre las propiedades de pisos autonivelantes, a escala laboratorio. OBJETIVOS ESPECÍFICOS
Caracterizar los morteros que se evaluarán en la formulación de los pisos.
Establecer la formulación que genere la mayor autonivelación y propiedades mecánicas.
Realizar un análisis de costos de los pisos obtenidos.
26
1. GENERALIDADES
En el siguiente capítulo se hace una breve descripción de la empresa que financia el trabajo de grado y se describe las razones por las cuales apoyan este tipo de investigaciones. También se presentan los conceptos teóricos y fundamentales utilizados en el desarrollo del proyecto. Es importante describirlos con el fin de contextualizar al lector en el marco del efecto de diferentes morteros sobre las propiedades de pisos autonivelantes, la cual involucra el estudio del comportamiento de las propiedades mecánicas para la elaboración de pisos. Dichos conceptos serán abordados más adelante junto con otros temas que lo explican. 1.1 COMPAÑIA IINTERESADA (CI) Es una empresa ubicada en la vereda Canavita km 20.5 Autopista Norte – Tocancipá. enfocada en nueve grandes segmentos del mercado como lo es la rehabilitación y reforzamiento de estructuras, elaboración de pisos, recubrimientos para metal, impermeabilizaciones para sótanos, estacionamientos subterráneos, túneles, todo tipo de estructuras impermeables, cubiertas especiales, remodelación, acabados interiores, pegado o sellado en construcción en la industria incluyendo el sector automotriz, refrigeración, marino, entre otros14 1.2 MORTEROS
El mortero es una mezcla homogénea de cemento, arena, agua y en algunas
ocasiones aditivos.
“Los morteros se definen como mezclas de uno o más conglomerantes
inorgánicos siendo el principal el cemento. También se puede adicionar cal como
segundo conglomerante para aportar trabajabilidad y plasticidad. Otros
componentes son los áridos silíceos, calizos; los aditivos químicos que pueden ser
aireantes, plastificantes, retenedores de agua, hidrofugantes, retardantes y el
agua”15.
1.3 MATERIAS PRIMAS PARA ELABORACIÓN DE MORTEROS
Es todo aquel bien, destinado a la transformación mediante un proceso productivo
hasta convertirse en un bien de consumo.
14
Sika Colombia. Mercados. tomado el día 16 de abril [En línea]. Disponible en Internet: https://col.sika.com/es/sika-colombia/Aboutus/SikaProfile/target-markets.html.html 15
MARTÍNEZ ZAMORA, L. Límites de conformidad de finos pasados por el tamiz 200. Influencia reológicas- mecánicas en la matriz de hormigón, 83 h. Tesis en opción al título de Ingeniero Civil Trabajo de diploma en opción a Ingeniero Civil. Universidad de Matanzas “Camilo Cienfuegos”, Matanzas (Cuba). 2013
27
Ilustración 1. Cemento portland fino.
Las materias primas utilizadas para el desarrollo de este proyecto se dan a
continuación.
1.3.1. Cemento portland. Es un importante material de construcción teniendo en
cuenta la cantidad producida. Este se obtiene por molturación conjunta de Clinker,
una cantidad adecuada de regulador de fraguado y eventualmente, hasta un 5%
de adiciones. Estas adiciones son de escoria siderúrgica, puzolana siderúrgica,
puzolana natural, cenizas volantes, carga inorgánica como relleno para calizos y
humo de sílice16.
“Los cementos portland son cementos hidráulicos compuestos principalmente de
silicatos hidráulicos de calcio (Ilustración 1). Los cementos hidráulicos se fraguan y
se endurecen por la reacción química con el agua. Durante la reacción, llamada
hidratación, el cemento se combina con el agua para formar una masa similar a
una piedra, llamada pasta. Cuando se adiciona la pasta (cemento y agua) a los
agregados (arena y grava, piedra triturada piedra machacada, pedrejón u otro
material granular), la pasta actúa como un adhesivo y une los agregados para
formar el concreto, el material de construcción más versátil y más usado en el
mundo”17.
Fuente: Estudio del Surgimiento, Clasificación y
Propiedades de los morteros18
16
JIMÉNEZ, P.; GARCÍA A.; MORÁN, F. Hormigón Armado (14 edition), Editorial Gustavo Gili, SA, Barcelona. (España). 2000. 17
KOSMATKA, Steven, et al. Diseño y Control de Mezcla de Concreto de la PCA. En: Diseño y Control de Mezcla de Concreto de la PCA. Illinois: PCA, 2004. p. 25. 18
CONSUEGRA, Liset, et al. ESTUDIO DEL SURGIMIENTO, CLASIFICACIÓN Y PROPIEDADES DE LOS MORTEROS. En: 2016, vol. 1, p. 3-4.
28
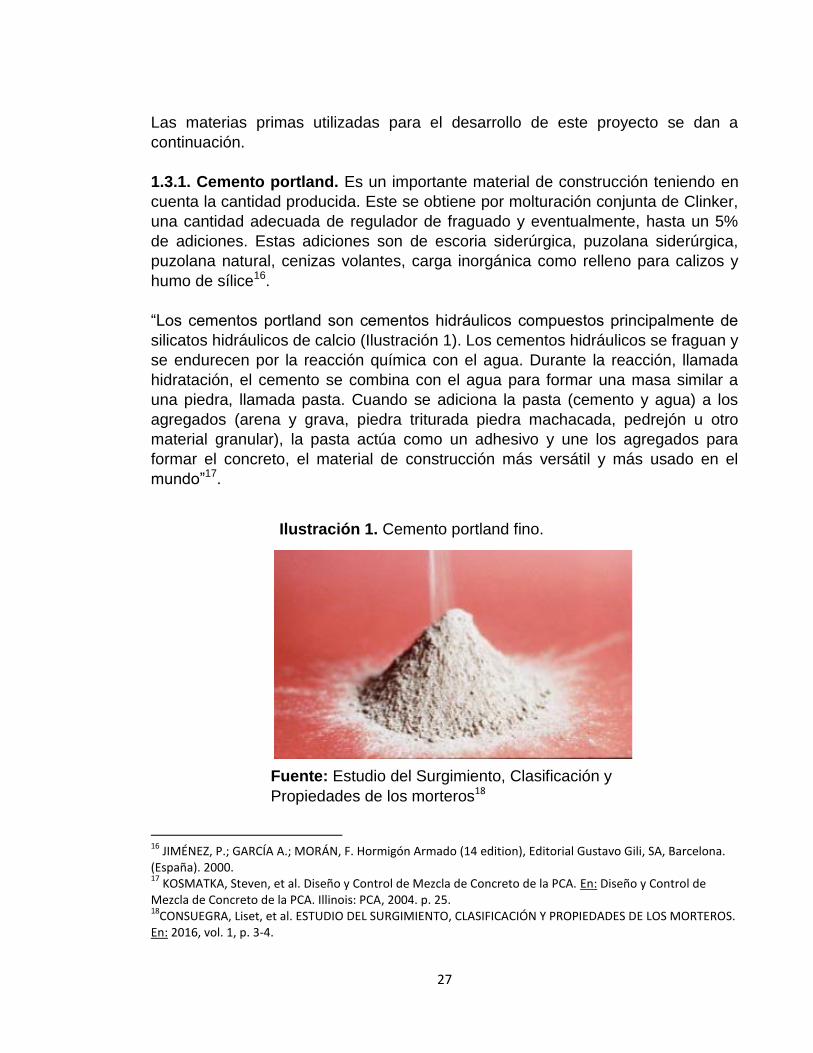
Ilustración 2. Componentes principales del Cemento Portland.
CaO+SiO₂+ Al₂O₃+Fe₂O
₃
Silicatos y Aluminatos
de Calcio
MgO, SO₃, K₂O y
“Los componentes principales del cemento portland como se ve en la Ilustración 2
son los silicatos y los aluminatos de calcio, los cuales se forman por la asociación
química de diferentes óxidos como: el óxido de calcio (CaO), la sílice ( ), la
alúmina ( ) y el óxido de hierro (III) ( ).
Fuente: Elaboración propia
Adicionalmente, se forman compuestos secundarios como óxido de magnesio
(MgO), trióxido de azufre ( ), óxido de potasio ( ), óxido de sodio ( O) y
otros compuestos.
Los dos últimos óxidos, el de potasio y el de sodio se conocen como los álcalis del
cemento, normalmente estos compuestos se encuentran en un 0.6 % en forma
combinada, esta restricción obedece a que por encima de este porcentaje y bajo
condiciones ambientales favorables, los álcalis reaccionan en forma expansiva con
algunos agregados de origen volcánico, provocando la desintegración del
concreto.

29
Los óxidos de calcio y de silicio son los más abundantes en los cementos, su
variación en porcentaje, al igual que la de los demás óxidos está regida por la
proporción de ingredientes en el proceso de producción”19; siendo así, pequeños
cambios en los porcentajes de óxidos producen cambios muy importantes en los
compuestos principales del cemento.
La propiedad como aglomerante del cemento portland en las pastas, se debe a la
reacción química que ocurre entre el cemento y el agua, llamada reacción de
hidratación. El cemento Portland no es un compuesto químico simple, sino que es
una mezcla de muchos compuestos, como lo son:
“Nomenclatura:
Alita: es una disolución sólida del y está en una proporción
aproximada del 50-60%
Belita: en una proporción del 20-25%
: en una proporción del 5-10%
Fase Ferrítica: conocida como
Etapas de hidratación:
Hidratación de la Alita
I. Etapa de pre-inducción:
II. Etapa de inducción:
III. Periodo de hidratación media: rápida precipitación de CSH junto con el
IV. Periodo de hidratación final: se forma una estructura de CSH densa
19
CONSUEGRA, Liset, et al. ESTUDIO DEL SURGIMIENTO, CLASIFICACIÓN Y PROPIEDADES DE LOS MORTEROS. En: 2016, vol. 1, p. 3-4.
30
Hidratación de y del (fase ferrítica)
es la más reactiva frente al agua
Define el fraguado del cemento
La hidratación de la fase ferrítica es similar a la del , pero mucho más
lenta.
I. hidratos hexagonales – metaestables
II. h. cúbico – estables”20
Las reacciones se producen a altas temperaturas entre un material calizo y otro
conteniendo sílice, alúmina y óxido de hierro (III). Estas reacciones ocurren en
hornos de diversos tipos, normalmente bajo condiciones oxidantes.
1.3.1.2. “Tipos de cemento portland. Se fabrican diferentes tipos de cemento
portland a varios requisitos físicos y químicos para aplicaciones específicas. Los
cementos portland se producen de acuerdo a las especificaciones ASTM C 150.
La ASTM C 150, Especificaciones de Norma para el cemento portland, designa
ocho tipos de cementos, usando los números romanos, como sigue:
Tipo I Normal.
Tipo IA Normal con aire incluido.
Tipo II Moderada resistencia a los sulfatos.
Tipo IIA Moderada resistencia a los sulfatos con aire incluido.
Tipo III Alta resistencia inicial (alta resistencia temprana).
Tipo IIIA Alta resistencia inicial con aire incluido.
Tipo IV Bajo calor de hidratación
Tipo V Alta resistencia a los sulfatos.
En general el tipo de cemento en el que se va centrar es el tipo (I y III), donde:
Tipo I: es un cemento para uso general, apropiado para todos los usos donde
las propiedades especiales de otros cementos no sean necesarias. Sus
empleos en concreto incluyen pavimentos, pisos, edificios en concreto armado,
puentes, tanques, embalses, tubería, unidades de mampostería y productos de
concreto prefabricado y precolado.
20
MORAGUES, Amparo. PROCESOS DE HIDRATACIÓN DEL CEMENTO PORTLAND MICROESTRUCTURA DEL HORMIGÓN [diapositiva]. Madrid. Azul y blanco. Texto en español. 53 p.

31
Tipo III: es un cemento que ofrece resistencia a edades tempranas,
normalmente una semana o menos. Este cemento es química y físicamente
similar al cemento tipo I, a excepción de que sus partículas se muelen más
finamente. Es usado cuando se necesita remover las cimbras (encofrados) lo
más temprano posible o cuando la estructura será puesta en servicio
rápidamente. En clima frío, su empleo permite una reducción en el tiempo de
curado. A pesar de que se puede usar un alto contenido de cemento tipo I para
el desarrollo temprano de la resistencia, el cemento tipo III puede ofrecer esta
propiedad más fácilmente y más económicamente”21.
1.3.2. “Arena. Es el producto clástico (formada por fragmentos de diferentes rocas
preexistentes) de la desintegración de las rocas y cuyo tamaño de los granos está
comprendido entre 5 mm y 0,02 mm, o también como todo material procedente de
rocas naturales, producido por la naturaleza o mediante machaqueo.
Para la selección del tipo de arena en la elaboración de los morteros, es
importante tener en cuenta la forma de los granos pues es de gran influencian en
la resistencia de los morteros. Las arenas cuyos granos son angulosos y ásperos
dan morteros broncos de peor trabajabilidad que las de granos lisos y
redondeados, mientras que las arenas que tienen los granos en forma de laja,
laminares o aciculares, deben emplearse única y exclusivamente cuando se
necesite obtener morteros poco compactos, pues se acuñan con facilidad, dejando
huecos y dan morteros poco compactos.
Al emplear arena húmeda en la confección de un mortero supone una adición
extra de agua considerable que aumenta la relación agua / conglomerante;
además, del exceso de agua, la humedad de la arena puede producir otro efecto
pernicioso, porque con ciertos grados de humedad, la arena experimenta un
aumento de volumen que se conoce con el nombre de entumecimiento, y a partir
de un determinado volumen de arena saturada, la humedad aumenta, generando
un aumento de volumen hasta llegar a un máximo y decrecer después, ocupando
el mismo volumen que al principio cuando la arena está totalmente empapada.
Este fenómeno es tanto más acentuado cuanto más fina es la arena, llegando a
producirse un aumento de volumen del orden de 140% con una cantidad de agua
del orden del 8 al 9%.
1.3.2.1. Influencia del tipo de arena en los morteros. La influencia de los tipos
de arenas está relacionada con su procedencia la cual es variada influyendo así
en sus aplicaciones. Dentro de los diferentes tipos se encuentran: 21
KOSMATKA. Op. cit., p. 30.
32
Arena de río: sus yacimientos se encuentran en los cursos de los ríos. Sus
granos, según el tramo en curso, pueden ser de aristas vivas y redondeadas, o
totalmente redondeadas. Las arenas de aristas vivas dan morteros de difícil
trabajabilidad y si no se toman precauciones pueden presentar poca
compacidad, debido al acuñamiento de sus granos; las del curso superior de
los ríos, se presentan limpias; las de los cursos inferiores suelen tener
ausencia de fracción gruesa de sus granos y un mayor porcentaje de arcilla y
limos.
No deben emplearse para confeccionar morteros que se utilicen como material de
agarre para chapados, aplacados, alicatados y pavimentos, por dar morteros de
escasa plasticidad.
Arenas de playa: estas arenas, según las zonas costeras, serán de un tipo de
roca distinto; todas tienen granulometría unimodular y, salvo excepciones, son
finas. Debido a las sales del agua de mar, se hace necesario su lavado, previo
a la utilización.
Arenas de mina: son aquellas procedentes de depósitos sedimentarios de
valles y cuencas antiguas. Su composición mineralógica y geológica será
según la que tenga la roca madre de la que proceda. Se encuentran en
estratos o lentejones depositados por sedimentación. Sus granos suelen ser
angulosos o redondeados, según la sedimentación en el antiguo cauce y
poseen una pequeña parte de arcilla, no sobrepasando el 5%. Son buenas
para sentar fábricas a las que no hayan de exigírseles grandes resistencias
mecánicas; se pueden utilizar en revestimientos interiores. Sus morteros tienen
buena trabajabilidad, debido a la plasticidad que les confiere la arcilla.
Arenas de miga: son aquellas que siendo de mina, el porcentaje de arcilla es
superior al 5 % y siempre menor del 20 %. Las que sobrepasen este último
porcentaje deben rechazarse para elementos de fábrica resistente de ladrillo y
sólo son utilizadas para morteros de material de agarre de solados, chapados y
alicatados o revestimientos.
Arenas de duna: este tipo de arena suele tener las aristas desgastadas por la
acción eólica. Su granulometría es unimodular, dando mala compacidad a los
morteros.
Arenas artificiales: son las procedentes de machaqueo de las rocas y recibirán
los nombres con arreglo a la roca madre, pero siempre añadiendo "de
machaqueo", por ejemplo: "arena porfídica de machaqueo".

33
Para la utilización de las diferentes arenas para la construcción de morteros u
otros materiales como puede ser el hormigón es necesario la realización de una
caracterización la cual no es más que la medición de sus propiedades. Para la
interpretación de los resultados obtenidos se cuenta con documentos
normalizados entre los que se encuentra la ASTM C 33 – 03”22.
1.4. MORTERO. “Es una mezcla homogénea de un material cementante
(cemento), un material de relleno (agregado fino o arena), agua y en algunas
ocasiones aditivos.
1.4.1 Tipos de morteros. De acuerdo al endurecimiento se pueden distinguir dos
tipos de morteros. Los aéreos que son aquellos que endurecen al aire al perder
agua por secado y fraguan lentamente por un proceso de carbonatación, y los
hidráulicos o acuáticos que endurecen bajo el agua, debido a que su composición
les permite desarrollar resistencias iniciales relativamente altas.
Teniendo en cuenta los materiales que lo constituyen, pueden ser:
Morteros calcáreos: son los que contienen la cal como aglomerante, se
distinguen, según el origen de esta en aéreos e hidráulicos.
Los diferentes tipos de cal aérea más conocidos son la cal blanca y la cal gris
(dolomítica), en los morteros aéreos la arena tiene como objetivo principal evitar el
agrietamiento por las contracciones del mortero al ir perdiendo el agua de
amasado. Se recomienda que la arena sea de partículas angulares y que esté
libre de materia orgánica. La proporción de cal-arena más usada para revoque es
de 1-2 y para mampostería simple de 1-3 o de 1-4. Si la proporción aumenta el
mortero pierde ductilidad y trabajabilidad.
En Colombia, sólo se utiliza este mortero en trabajos de embellecimiento de
interiores que requieren esquinas perfectas.
Morteros de yesos: se preparan con yeso hidratado más agua. El contenido de
agua es variable según el grado de cocción, calidad y finura de molido del
yeso. En obras corrientes se agrega el 50%, para estucos el 60% y para
moldes el 70%. El mortero se prepara a medida que se necesita, pues
comienza a fraguar a los cinco minutos y termina más o menos en cuarto de
hora.
22
CONSUEGRA. Op. cit., p. 4-6.

34
Morteros de cal y cemento: son aconsejables cuando se busca gran
trabajabilidad, buena retención de agua y alta resistencia (superior a la de los
morteros de cal); en estos morteros se sustituye parte del cemento por cal,
razón por la cual se les conoce también como Morteros de Cemento Rebajado.
En cada país la clasificación de los morteros obedece a propiedades específicas
de resistencia a la compresión. La norma más utilizada es la ASTM-270, la cual
clasifica los morteros de pega por propiedades mecánicas y por dosificación. En
esta norma se aceptan 5 tipos de mortero en orden decreciente de resistencia. La
Tabla 1 a continuación resume esta clasificación23.
Tabla 1. Clasificación de los morteros de pega para mampostería simple según la
resistencia a la compresión a 28 días y según dosificación
TIPO DE
MORTERO
RESISTENCIA A LA
COMPRESIÓN
(MPa) (Kg/ )
(P.S.I.)
CEMENTO
PORTLAND
CEMENTO
ALBANILERÍA
CAL AGREGADO
FINO
SUELTO
M 17.2 175 2500 1
1
1
-
0.25
Entre 2.25 y
3 veces de
cemento y
cal utilizado
S 12.4 126 1800 0.5
1
1
-
0.25a
0.50
N 5.2 53 750 -
1
1
-
0.5 a
1.25
O 2.4 25 350 -
1
1
-
1.25
a
2.50
K 0.5 5 75 1 - 2.50
a
4.00
Fuente: Análisis de las características de los agregados para concretos y morteros24
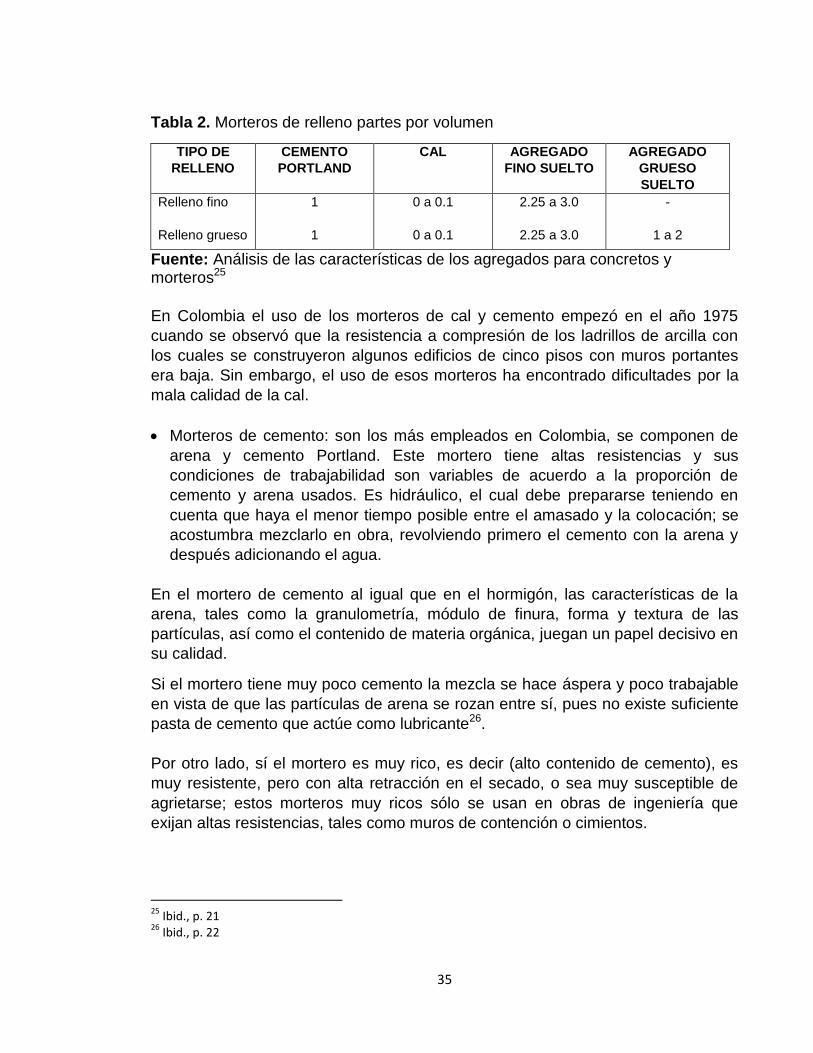
Los morteros de relleno se encuentran regulados por la Norma ASTM C-476 (ver
Tabla 2). Los morteros de relleno son aquellos que se utilizan para verter en el
interior de los muros con el objeto de aumentar la sección neta resistente del muro
y favorecer la unión entre la mampostería y el refuerzo.
23
GUTIÉRREZ DE LÓPEZ, Libia. Análisis de las características de los agregados para concretos y morteros en Manizales. Trabajo de promoción. Universidad Nacional de Colombia, Sede Manizales, 2003. ISBN 958-9322-82-4 24
Ibid., p. 20
35
Tabla 2. Morteros de relleno partes por volumen
TIPO DE
RELLENO
CEMENTO
PORTLAND
CAL AGREGADO
FINO SUELTO
AGREGADO
GRUESO
SUELTO
Relleno fino
Relleno grueso
1
1
0 a 0.1
0 a 0.1
2.25 a 3.0
2.25 a 3.0
-
1 a 2
Fuente: Análisis de las características de los agregados para concretos y morteros25
En Colombia el uso de los morteros de cal y cemento empezó en el año 1975
cuando se observó que la resistencia a compresión de los ladrillos de arcilla con
los cuales se construyeron algunos edificios de cinco pisos con muros portantes
era baja. Sin embargo, el uso de esos morteros ha encontrado dificultades por la
mala calidad de la cal.
Morteros de cemento: son los más empleados en Colombia, se componen de
arena y cemento Portland. Este mortero tiene altas resistencias y sus
condiciones de trabajabilidad son variables de acuerdo a la proporción de
cemento y arena usados. Es hidráulico, el cual debe prepararse teniendo en
cuenta que haya el menor tiempo posible entre el amasado y la colocación; se
acostumbra mezclarlo en obra, revolviendo primero el cemento con la arena y
después adicionando el agua.
En el mortero de cemento al igual que en el hormigón, las características de la
arena, tales como la granulometría, módulo de finura, forma y textura de las
partículas, así como el contenido de materia orgánica, juegan un papel decisivo en
su calidad.
Si el mortero tiene muy poco cemento la mezcla se hace áspera y poco trabajable
en vista de que las partículas de arena se rozan entre sí, pues no existe suficiente
pasta de cemento que actúe como lubricante26.
Por otro lado, sí el mortero es muy rico, es decir (alto contenido de cemento), es
muy resistente, pero con alta retracción en el secado, o sea muy susceptible de
agrietarse; estos morteros muy ricos sólo se usan en obras de ingeniería que
exijan altas resistencias, tales como muros de contención o cimientos.
25
Ibid., p. 21 26
Ibid., p. 22

36
En Colombia el uso del mortero de cemento es ampliamente difundido, y se
dosifica de acuerdo a la proporción en peso de cemento y arena.
La Tabla 3 resume las diferentes proporciones de los morteros usados en
Colombia.
Tabla 3. Usos de los morteros de cemento
MORTERO USOS
1:1
1:2
1:3
1:4
1:5
1:6 y 1:7
1:8 y 1:9
Mortero muy rico para impermeabilizaciones. Rellenos Para impermeabilizaciones y pañetes de tanques subterráneos. Rellenos Impermeabilizaciones menores. Pisos Pega para ladrillos en muros y baldosines. Pañetes finos. Pañetes exteriores: pega para ladrillos y baldosines, pañetes y mampostería en general. Pañetes no muy finos. Pañetes interiores: pega para ladrillos y baldosines, pañetes y mampostería en general. Pañetes no muy finos. Pegas para construcciones que se van a demoler pronto. Estabilización de una pared en cimentaciones.
Los morteros 1:1 a 1:3 son morteros de gran resistencia y deben hacerse con
arena limpia.
Los morteros 1:4 a 1:6 se deben hacer con arena limpia o semilavada.
Para los morteros 1:7 a 1:9 se puede usar arena sucia, pues estos morteros
tienen muy poca resistencia.
1.5 USOS DE LOS MORTEROS. Los morteros pueden tener una función
estructural, y pueden usarse entonces en la construcción de elementos
estructurales, o en la mampostería estructural en donde puede ser de pega o de
relleno en las celdas de los muros.
Existen otros morteros que no tienen función estructural y se destinan a
recubrimiento como pañetes, repellos o revoques.
Morteros de pega: debe tener cualidades especiales, diferentes a los morteros
usados para otros fines porque está sometido a las condiciones especiales del
sistema constructivo, y una resistencia adecuada ya que debe absorber
esfuerzos de tensión y compresión.
37
Morteros de relleno: se utilizan para llenar las celdas de los elementos en la
mampostería estructural, y al igual que el mortero de pega debe tener una
adecuada resistencia.
Morteros de recubrimiento: debido a que su función no es estructural sino de
embellecimiento o la de proporcionar una superficie uniforme para aplicar la
pintura, no requieren una resistencia determinada; la plasticidad juega en ellos
un papel muy importante”27.
“Morteros para pisos: los morteros para pisos deben poseer una buena
resistencia al desgaste y a la compresión, por lo tanto, deberá usarse una
dosificación rica en pasta cementante”28.
1.6 PROPIEDADES FÍSICAS Y MECÁNICAS DE LOS MORTEROS
“Dentro de las prestaciones que ofrece un mortero se distinguen dos etapas
diferenciadas por su estado físico, que se denomina estado fresco y estado
endurecido. En la confección de los morteros interviene de manera decisiva las
propiedades de los materiales que lo componen.
1.6.1 Estado fresco. Este responde a la fase del mortero una vez mezclado y
amasado. Su duración varía de acuerdo con el tiempo de fraguado requerido por
la proporción que integra la mezcla, así como, por la temperatura, humedad, entre
otros. En esta etapa el mortero es plástico y trabajable, lo que permite su puesta
en obra. Superada esta fase, el mortero endurece hasta consolidarse.
Por ello, es preciso diferenciar diversas propiedades y exigencias en función del
estado en que se encuentre el mortero.
1.6.2 Trabajabilidad y consistencia. La consistencia es la facilidad que posee el
mortero fresco para mantener la forma. Depende principalmente, del agua del
amasado, pero se ve influenciada por otros factores.
Esto indica la fluidez necesaria para morteros de albañilería, esta será de 190 mm
± 5 mm de diámetro.
27
GUTIÉRREZ DE LÓPEZ, Libia. Análisis de las características de los agregados para concretos y
morteros en Manizales. Trabajo de promoción. Universidad Nacional de Colombia, Sede Manizales, 2003. ISBN 958-9322-82-4. 28
CUMBAJÍN SIMBA, Edwin Santiago, La impermeabilización en construcciones nuevas y
existentes, Proyecto previo a la obtención del título en Administración de proyectos de la Construcción. Quito.: Escuela Politécnica Nacional. Escuela de formación Tecnológica, 2007. 32 p.

38
La consistencia de un mortero define la trabajabilidad del mismo, por lo que esta
mejora con la adición de cal, plastificante o aireantes. Una buena trabajabilidad se
logra con morteros de consistencia plástica, que permite a la pasta conglomerante
bañar la superficie del árido, en otros casos se forman morteros excesivamente
secos o no trabajables, o bien, muy fluidos con tendencia a la segregación, por tal
motivo la trabajabilidad sería pesada.
1.6.3 Relación agua – cemento. Si bien la relación a/c no es una propiedad de
mortero fresco, es una variable muy importante en la dosificación del mortero, y
que influye en muchas de las propiedades tanto del mortero fresco (ej.
Consistencia), como en las del mortero endurecido (resistencias mecánicas). Una
relación a/c baja permite obtener morteros de mayores resistencias que una
relación a/c alta, si bien a mayor relación a/c mejor trabajabilidad.
Debido a esta demanda de agua se hace ineludible el uso de aditivos químicos
con el propósito de proporcionarle a la mezcla la docilidad y compactación
necesaria, manteniendo constante la relación a/c, siendo su principal función el
mejoramiento de las propiedades del mortero que son: mayor resistencia a edades
tempranas y finales, o mayor rendimiento del cemento en las mezclas sin afectar
su resistencia mecánica y manteniendo la consistencia en un valor
razonablemente útil29.
1.6.4 Estado endurecido. Una vez pasado el estado fresco, pasa a uno
secundario en el que el mortero tiene la “edad” necesaria para adquirir resistencia
mecánica. Las propiedades en este estado son estipuladas por las prescripciones
de proyecto y por el cumplimiento de las exigencias normativas y reglamentarias.
1.6.5 Resistencia a la compresión. La resistencia a compresión no es más que
la máxima resistencia medida de un ejemplar de hormigón sometida a una carga
axial. Esta propiedad es válida y se mide en hormigones y morteros. Además, es
el principal parámetro utilizado para medir la calidad de este material.
Desde los primeros años en los que el concreto se empezó a utilizar como
material estructural se encontró que la relación entre el agua y el cemento,
utilizados en la mezcla, tiene una gran influencia en la resistencia30.
Como dice Neville31, “la resistencia a la compresión depende principalmente de:
29
HOWLAND, J. Curso de Postgrado Tecnología del hormigón. (Cuba). 2005 30
DÓPICO, J. et al. Desarrollo de hormigones con cal-puzolana fina como material cementicio suplementario. Ingeniería de Construcción, 2008. 31
NEVILLE, A. Properties of concrete, Prentice Hall, (México). 1996.
39
Relación agua/cemento (a/c)
Nivel de compactación: a mayor compactación se obtiene una mayor
resistencia.
Cantidad de cemento: a mayor cantidad de cemento se obtiene una mayor
resistencia.
Granulometría de los áridos: el árido grueso es el que proporciona la
resistencia al hormigón.
Por otro lado, como dice Ramírez32, el uso de una granulometría gruesa o fina
influirá en la resistencia final. Emplear una granulometría gruesa en vez de fina
produce una mejora en la resistencia para iguales condiciones de plasticidad.
Desde el punto de vista práctico, la relación agua/cemento según lo planteado con
anterioridad es el factor que más influencia tiene en la resistencia del mortero
totalmente compactado pues la misma determina la porosidad del cemento
endurecido en cualquier momento de su hidratación.
La resistencia del mortero está influenciada principalmente por el volumen total de
huecos: aire ocluido, poros capilares, poros de gel y aire introducido. Es frecuente
encontrar a las arcillas formando una delgada capa sobre la superficie de los
áridos de mayor tamaño, reduciendo de este modo la adherencia entre la pasta
del mortero y el árido grueso.
1.6.6 Adherencia. Esta propiedad se da tanto en el mortero fresco como en el
endurecido.
La adherencia es la capacidad de absorber, tensiones normales y tangenciales a
la superficie que une el mortero y una estructura, es decir a la capacidad de
responder monolíticamente con las piezas que une ante solicitudes de carga.
En el caso de la mampostería, para obtener una buena adherencia es necesario
que la superficie sobre la que se va a colocar el mortero sea tan rugosa como sea
posible y tenga una absorción adecuada, comparable con la del mortero. Claro
está, esto varía de acuerdo al estado del mortero, fresco o endurecido”33.
32
RAMÍREZ, J. L., BARCENA, J. M. Y URRETA, J. I. Arenas calizas para la confección de hormigones: influencia de sus finos calizos y arcillosos a nivel de morteros. 1985. 33
CONSUEGRA, Liset, et al. ESTUDIO DEL SURGIMIENTO, CLASIFICACIÓN Y PROPIEDADES DE LOS MORTEROS. En: 2016, vol. 1, p. 9-14.
40
En el mortero fresco: La adherencia es debida a las propiedades reológicas de la
pasta de cemento o cal. La adherencia en fresco puede comprobarse aplicando el
mortero entre dos elementos a unir y separándolos luego al cabo de algunos
minutos. Si el mortero permanece adherido a las dos superficies, existe buena
adherencia.
Existen diferentes tipos de falla y puede clasificarse según los patrones de falla,
los que a su vez pueden ser:
Falla del adhesivo: que es cuando el fallo se produce en la zona de interfaz.
Falla por cohesión: es cuando ocurre en el material de reparación o dentro del
sustrato de concreto.
Falla adhesiva/por cohesión: es la combinación de los dos anteriores fallos.
El fallo en el sustrato indica que la resistencia de la interfaz es mayor que la
resistencia a la tensión del sustrato, así como el fallo en el interior del material de
reparación indica que la resistencia de la unión es mayor que la resistencia a la
tensión del material superpuesto. Normalmente, se prefiere entonces el fallo en el
sustrato, lo que es evidencia de que el material de reparación superpuesto se ha
concebido correctamente. Es entonces el fallo adhesivo el menos deseable pues
no es conveniente que falle la zona de interfaz.
De acuerdo a lo anterior, dos elementos importantes a tener en cuenta son la
magnitud del fallo respecto a la capacidad resistente del material a tensión y la
preparación de la superficie previo al proceso de aplicación del material de
reparación.
En cambio, si se desprende con facilidad y no deja apenas señales en las bases,
la adherencia es mala. En obra, esto es de gran interés, pues permite juzgar la
calidad de un mortero, simplemente levantando un ladrillo colocado recientemente
sobre él34.
34
J. VIDAUD, Eduardo y N. VIDAUD, Ingrid. PRUEBA DE “PULL OFF” PAR EVALUAR LA ADHERENCIA DE LOS MATERIALES DE REPARACIÓN EN CONCRETO. En: Junio, 2014. vol. 1. p. 23-24.

41
“En el mortero endurecido: la adherencia depende, fundamentalmente, de la
naturaleza de la superficie sobre la que se haya aplicado, de su porosidad y
rugosidad, así como, de la granulometría de la arena. Cuando se coloca el mortero
fresco sobre una base absorbente, parte del agua de amasado, que en disolución
o en estado coloidal de los componentes del conglomerante, penetra por los poros
de la base produciéndose, en el interior de ésta, fenómenos de precipitación y
transcurrido un cierto tiempo se produce el fraguado, con lo que estos precipitados
ejercen una acción de anclaje del mortero a la base, lográndose así la adherencia.
Interesa, por tanto, que el mortero ceda fácilmente agua al soporte, y que la
succión se produzca de manera continua, sin que existan burbujas de aire que la
corten (como ocurriría con los morteros aireados).
La pérdida de agua puede llegar a rigidizar de manera excesiva el mortero,
dificultando la colocación de la siguiente hilada, la cual, a su vez, también ejerce
succión sobre un mortero que apenas posee agua para ceder, dando como
resultado una disminución de adherencia en la junta con el ladrillo superior. Por
todo ello, si la base fuera muy absorbente, conviene humedecer algo su superficie
para evitar una rigidez excesiva del mortero o aplicar pasta pura para sellar los
poros. Al depositar el mortero en una superficie no absorbente, la lechada de
conglomerante no puede ejercer su función de anclaje.
Sin embargo, se pueden mojar las superficies a unir, y formar una película de
pasta pura lo suficientemente porosa para que el resto del mortero se adhiera a
ella. No es de desear, por tanto, zonas de contacto puntual de la arena con la
base, pues impiden el recubrimiento de lechada en esos puntos. Para evitar este
inconveniente, puede emplearse el salpicado de la base con una capa de pasta
pura o bien, utilizar morteros de mayor riqueza de conglomerante”35.
La adherencia entre el árido y la pasta del mortero es importante para la
resistencia a compresión. Todos los hormigones, cuando no están cargados,
presentan un número limitado de fisuras de adherencia entre el árido y el
mortero36, como producto de la retracción durante el fraguado. Cuando estos
mismos morteros se someten progresivamente hasta un 70% de su esfuerzo de
rotura, se incrementan casi linealmente las fisuras de adherencia tanto en número
como en longitud37, lo que añadido a la deformabilidad de los materiales permite
mantener una relativa linealidad entre los esfuerzos y las deformaciones.
35
CONSUEGRA. Op. cit., p. 15. 36
DÓPICO, J. et al. Desarrollo de hormigones con cal-puzolana fina como material cementicio suplementario. Ingeniería de Construcción, 2008. 37
ROMO PROAÑO, M. Fundamentos del hormigón simple. Escuela Politécnica del Ejército de Ecuador. (Ecuador). 2009.

42
Cuando los esfuerzos se aproximan al 90% del esfuerzo de rotura, las fisuras de
adherencia crecen exponencialmente, y aparecen fisuras de mortero que unen las
fisuras de adherencia, lo que conduce a rajaduras continúas que terminan
produciendo la rotura del mortero.
1.6.7 “Durabilidad. Al igual que en el concreto, la durabilidad se define como la
resistencia que presenta el mortero ante agentes externos, tales como baja
temperatura, penetración de agua, desgaste por abrasión y agentes corrosivos. En
general, se puede decir que morteros de alta resistencia a la compresión tienen
buena durabilidad.
1.6.8 Apariencia. La apariencia del mortero después de fraguado juega un
importante papel en las mamposterías de ladrillo a la vista; para lograr una buena
apariencia es necesario aplicar morteros de buena plasticidad”38.
1.7 PISOS
Elementos constructivos sobre superficies horizontales o inclinadas destinadas al
tránsito y la colocación de mobiliario y/o equipo.
Los acabados en pisos se especifican para resistir la abrasión o impactos, para
aislamiento térmico, acústico, como conductores de cargas electrostáticas o con
fines estéticos.
1.7.1 Tipos de pisos. Existen diferentes tipos de pisos dependiendo de la química
y de las propiedades que se necesiten; los más comunes son: acrílicos,
poliuretánicos, epóxicos y cementicios.
1.7.1.1 Pisos acrílicos. Los pisos acrílicos son revestimientos para pisos
semiflexibles en placas o rollos de diferentes espesores, desde 2.0 mm hasta 5
mm. Con una gran variedad de diseños como marmolizados, estilo de madera,
colores planos, entre otros. Estos pisos están compuestos por resinas de PVC,
plastificantes, cargas minerales y pigmentos39.
38
CONSUEGRA. Op. cit., p. 16. 39
Pisos en vinilo. gsaingenieria. Tomado el día 12 de mayo. [En línea]. Disponible en Internet: http://www.remaster.com.co/productos/pisos-en-vinilo.html
43
1.7.1.2 Pisos poliuretánicos. Mortero de alta durabilidad y resistencia, de color
uniforme, de rápida habilitación y tricomponente que se basa en la exclusiva
tecnología de poliuretano / cemento disperso en agua. Utilizado en todo sector de
la industria donde existan condiciones extremas y que el piso deba ser
antideslizante en estado húmedo. Se aplican generalmente en espesores de 6 a 9
mm, su acabado es texturizado o antideslizante, resistente a un rango muy amplio
de ácidos orgánicos e inorgánicos, álcalis, aminas, sales y solventes, resistencia a
compresión superior a los 45 MPa, larga durabilidad y se comporta en forma
plástica bajo impacto, se deforma, pero no se quiebra o se desprende40.
1.7.1.3 Pisos epóxicos. son pisos industriales que se hacen en el sitio con
materiales sintéticos que se aplican generalmente en espesores entre 0.1 mm y 8
mm. Tienen una igual o mayor resistencia mecánica que el concreto y forman una
película continua que lo aísla y protege de los ataques químicos. Ofrecen
protección a químicos, sustancias corrosivas, grasas, aceites y son de fácil
limpieza.
Estos pisos industriales son construidos a partir de resinas epóxicas, y se
caracterizan por la excelente apariencia que le aporta la resina epóxica. Una
resina epóxica está construida por dos componentes, conocidos como A y B,
donde A es la resina (tiene el color) y B el endurecedor o catalizador. La mezcla
de estos dos componentes forma un polímero de grandes resistencias químicas y
mecánicas. Esta mezcla puede ser utilizada como pintura o recubrimiento, o
mezclarse con agregados, principalmente arenas de cuarzo, para formar morteros.
La cantidad de agregado que se utilice y su granulometría determina el espesor,
resistencia y acabado del piso41.
1.7.1.4 Pisos cementicios. mortero autonivelante cementicio de dos
componentes desarrollado especialmente con el fin de reparar roturas en
hormigones de alta resistencia y realizar encarpetados autonivelantes sobre pisos
de hormigón deteriorados, aumentando notablemente la resistencia mecánica, a la
compresión, tracción y flexión.
40
Pisos en poliuretano. gsaingenieria. Tomado el día 12 de mayo. [En línea]. Disponible en Internet: https://www.gsaingenieria.com/pisos-industriales/piso-poliuretano/piso-poliuretano-cemento-purcem.html 41
Pisos epóxico. gsaingenieria. Tomado el día 12 de mayo. [En línea]. Disponible en Internet: https://www.gsaingenieria.com/pisos-industriales/pisos-epoxicos.html

44
2. METODOLOGÍA
El presente proyecto se desarrolla en los laboratorios de la compañía interesada
(CI), cuyo fin es elaborar 8 morteros variando el tipo de arena (30/100 y 16/50) y el
tipo de binder (B1, B2, B3 y B4); posteriormente se evaluarán las propiedades
mecánicas de los pisos autonivelantes, por medio de pruebas como la contracción,
resistencia a la abrasión (taber test y chorro de corindón), contenido de aire, flujo
libre, resistencia a la compresión y adherencia, que serán comparadas con pisos
comerciales (ver ANEXO A y B) que actualmente se encuentran en el portafolio
de la CI.
2.1 MÉTODOS, EQUIPOS Y MATERIALES
A continuación, se presentan en el Cuadro 1 los materiales y equipos necesarios
para llevar a cabo cada uno de los métodos utilizados en el desarrollo
experimental.
45
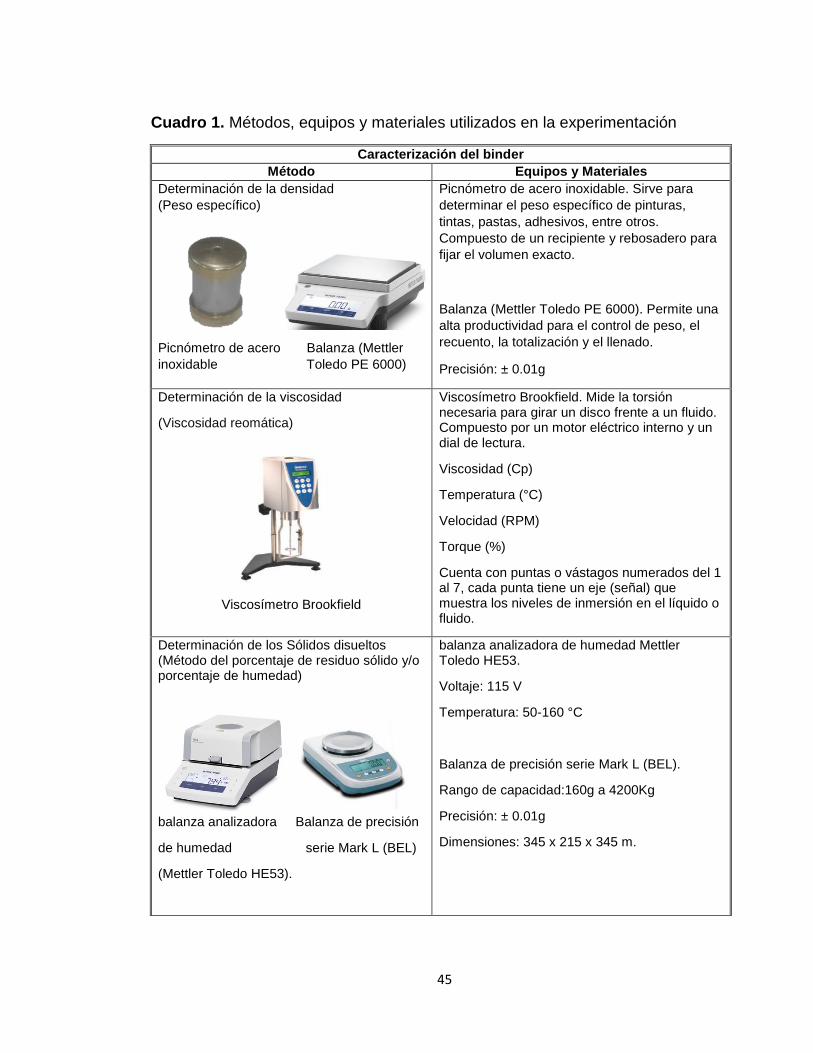
Cuadro 1. Métodos, equipos y materiales utilizados en la experimentación
Caracterización del binder
Método Equipos y Materiales
Determinación de la densidad
(Peso específico)
Picnómetro de acero Balanza (Mettler
inoxidable Toledo PE 6000)
Picnómetro de acero inoxidable. Sirve para
determinar el peso específico de pinturas,
tintas, pastas, adhesivos, entre otros.
Compuesto de un recipiente y rebosadero para
fijar el volumen exacto.
Balanza (Mettler Toledo PE 6000). Permite una
alta productividad para el control de peso, el
recuento, la totalización y el llenado.
Precisión: ± 0.01g
Determinación de la viscosidad
(Viscosidad reomática)
Viscosímetro Brookfield
Viscosímetro Brookfield. Mide la torsión necesaria para girar un disco frente a un fluido. Compuesto por un motor eléctrico interno y un dial de lectura.
Viscosidad (Cp)
Temperatura (°C)
Velocidad (RPM)
Torque (%)
Cuenta con puntas o vástagos numerados del 1 al 7, cada punta tiene un eje (señal) que muestra los niveles de inmersión en el líquido o fluido.
Determinación de los Sólidos disueltos (Método del porcentaje de residuo sólido y/o porcentaje de humedad)
balanza analizadora Balanza de precisión
de humedad serie Mark L (BEL)
(Mettler Toledo HE53).
balanza analizadora de humedad Mettler Toledo HE53.
Voltaje: 115 V
Temperatura: 50-160 °C
Balanza de precisión serie Mark L (BEL).
Rango de capacidad:160g a 4200Kg
Precisión: ± 0.01g
Dimensiones: 345 x 215 x 345 m.
46
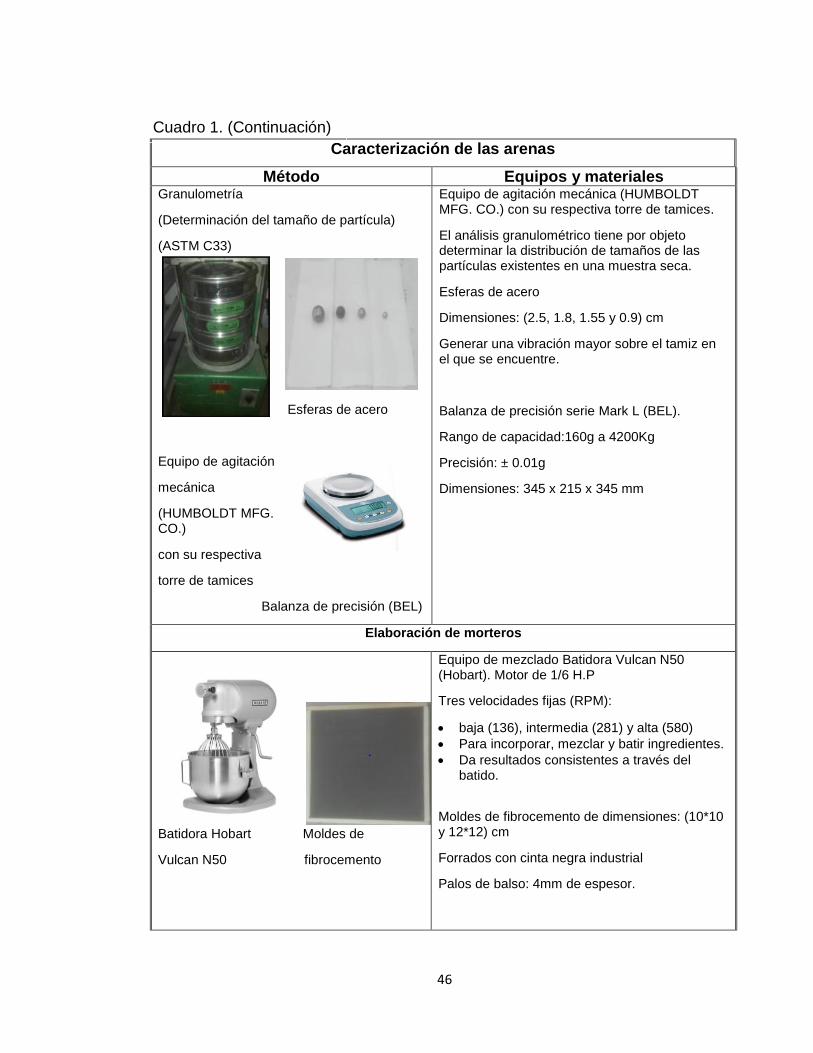
Caracterización de las arenas
Método Equipos y materiales Granulometría
(Determinación del tamaño de partícula)
(ASTM C33)
Esferas de acero
Equipo de agitación
mecánica
(HUMBOLDT MFG. CO.)
con su respectiva
torre de tamices
Balanza de precisión (BEL)
Equipo de agitación mecánica (HUMBOLDT MFG. CO.) con su respectiva torre de tamices.
El análisis granulométrico tiene por objeto determinar la distribución de tamaños de las partículas existentes en una muestra seca.
Esferas de acero
Dimensiones: (2.5, 1.8, 1.55 y 0.9) cm
Generar una vibración mayor sobre el tamiz en el que se encuentre.
Balanza de precisión serie Mark L (BEL).
Rango de capacidad:160g a 4200Kg
Precisión: ± 0.01g
Dimensiones: 345 x 215 x 345 mm
Elaboración de morteros
Batidora Hobart Moldes de
Vulcan N50 fibrocemento
Equipo de mezclado Batidora Vulcan N50 (Hobart). Motor de 1/6 H.P
Tres velocidades fijas (RPM):
baja (136), intermedia (281) y alta (580)
Para incorporar, mezclar y batir ingredientes.
Da resultados consistentes a través del batido.
Moldes de fibrocemento de dimensiones: (10*10 y 12*12) cm
Forrados con cinta negra industrial
Palos de balso: 4mm de espesor.
Cuadro 1. (Continuación)

47
Caracterización de los morteros
Determinación de la Apariencia (Visual)
Color, opacidad y textura
Pruebas mecánicas
Contracción (ASTM C1148) (Pérdida de peso)
Lámina de Balanza de fibrocemento precisión serie Mark L con su respectivo (BEL) aro.
Espátula Flex M goma
Lámina de fibrocemento con su respectivo aro Dimensiones lámina: 10*10 cm Dimensiones aro: Espesor: 3 mm Diámetro: 8cm Balanza de precisión serie Mark L (BEL). Rango de capacidad:160g a 4200Kg Precisión: ± 0.01g Dimensiones: 345 x 215 x 345 mm. Espátula Flex M goma. Se utiliza para enrazar y alisar superficies.
Resistencia a la abrasión (Prueba taber test y chorro de corindón) (ASTM C1803 – ASTM D968)
Balanza de precisión Abrasímetro taber 5130 (Ohaus Pioneer)
Balanza analítica serie Mark L (BEL)
recipiente de 2L con corindón
Balanza analítica (Ohaus Pioneer) Rango de medición: 220 g de capacidad de pesaje Dimensiones: 19.6 cm × 28.7 cm × 32 cm Plataforma Diámetro: 90 mm Precisión: 0.1 mg Abrasímetro Taber 5130. se utiliza principalmente para evaluar la resistencia de las superficies al rozamiento. Balanza de precisión serie Mark L (BEL). Rango de capacidad:160g a 4200Kg Precisión: ± 0.01g Dimensiones: 345 x 215 x 345 mm. Abrasión por caída de Corindón. Permite la determinación de la resistencia de recubrimientos orgánicos a la abrasión producidos por abrasivos cayendo sobre recubrimientos aplicados a un plano o superficie rígida.
Cuadro 1. (Continuación)

48
Flujo libre (ASTM C 230)
Mesa y cono de Espátula Flex M goma flujo
Pie de rey Batidora Hobart Vulcan N50
Mesa y cono de flujo Diámetro de la mesa: 25.53 cm Cono de fluidez Altura 6 cm Base 6.32 cm Diámetro superior 6 cm Diámetro superior inferior 3.55 cm
Espátula Flex M goma. Se utiliza para enrazar y alisar superficies. Pie de rey. Permite hallar la fluidez de los pisos (cm) Equipo de mezclado Batidora Vulcan N50 (Hobart). Motor de 1/6 H.P Tres velocidades fijas (RPM):
baja (136), intermedia (281) y alta (580)
Para incorporar, mezclar y batir ingredientes.
Da resultados consistentes a través del batido.
Espátula Flex M goma. Es utilizada para enrazar molde de 5 compartimentos. Prensa hidráulica de E.L.E. International de dos canales. Capacidad de carga: 1000 - 2000 KN Se emplea para hallar carga máxima del piso (MPa). Molde de 5 compartimientos en acero inoxidable. Permite sacar cubos de dimensiones: Ancho: 2.5 cm Largo:5 cm Alto: 2.5 cm Para luego ser fallados a 14 y 28 días. Equipo de mezclado Batidora Vulcan N50 (Hobart). Motor de 1/6 H.P Tres velocidades fijas (RPM):
baja (136), intermedia (281) y alta (580)
Para incorporar, mezclar y batir ingredientes.
Da resultados consistentes a través del batido
Resistencia a la compresión (EN 13892-2)
Prensa Hidráulica de Batidora Hobart E.L.E. International de Vulcan N50 dos canales
Molde de 5 compartimientos en acero inoxidable Espátula Flex M goma
Adherencia (EN 13892-8) (ensayo pull off)
Equipo Tramex. Proporciona una lectura instantánea del contenido de humedad hasta el 6% en concreto. Permite tomar decisiones al instalar recubrimientos para pisos.
Cuadro 1. (Continuación)

49
Equipo Tramex Placa de concreto
Taladro DeWalt Equipo
Pull Off.
Discos de acero
Placa de concreto. Se emplea para aplicar mezcla de piso, con el fin de conocer la prueba pull off. Equipo Pull Off. Se utiliza para fallar superficies de pisos, tomando registros de fuerza (MPa). Taladro de Walt. Se emplea para hacer perforación o ranurado sobre la superficie del piso. Potencia: 6500 W Velocidad: 0-2600 rpm Diámetro de mandril: 13 mm (1/2 in) Máximo de perforación mampostería: 16 mm Discos de acero. Se utiliza para colocar sobre la superficie de perforación y fallar con el equipo pull off. Dimensiones: Radio:1.75 cm Diámetro: 3.5 cm
Cuadro 1. (Continuación)

50
El desarrollo experimental consta de cinco etapas principales:
1. Inicialmente se deben caracterizar los cuatro tipos de binder hallándoles la
densidad (peso específico), viscosidad (Método de viscosidad reomática) y
sólidos disueltos (Método del porcentaje de residuo sólido y/o porcentaje de
humedad). Al igual los dos tipos de arena (granulometría).
2. Seguidamente se elaboran los morteros con base a una formulación interna de
la CI, que están compuestos por binder (B1, B2, B3 y B4) y arena (30/100 y
16/50).
Se realizan 8 tipos de morteros empleando dos tipos de arena, como se ve a
continuación en el Cuadro 2.
Cuadro 2. Mezclas de binder y arena para la elaboración de los morteros.
TIPOS DE BINDER
TIPOS DE
ARENA
B1 B2 B3 B4
ARENA
30/100
M1 M2 M3 M4
ARENA
16/50
M5 M6 M7 M8
Fuente: Elaboración propia
3. Luego se caracterizan los morteros realizando la siguiente prueba física:
apariencia (visualizar).
En la Ilustración 3 se muestran los tres pasos descritos anteriormente con
mayor detalle.
4. Posteriormente se elaboran los pisos mezclando los morteros con agua y CPR
(cemento Paz del Río) acorde a la formulación que se evidencia más adelante.
5. Por último, se realizan seis pruebas mecánicas como: contracción,
resistencia a la abrasión (taber test y chorro de corindón), contenido de aire, flujo
libre, resistencia a la compresión y adherencia, a los pisos con el fin de poder
comparar resultados con dos pisos comerciales existentes en la CI, siendo estos
el piso N° 1 y el piso N°2 dado que son pisos autonivelantes como los que se
realizan en la experimentación.
A partir de estas pruebas mecánicas, se conocerá la relación costo beneficio, con
el fin de saber su desempeño y consumo .
51
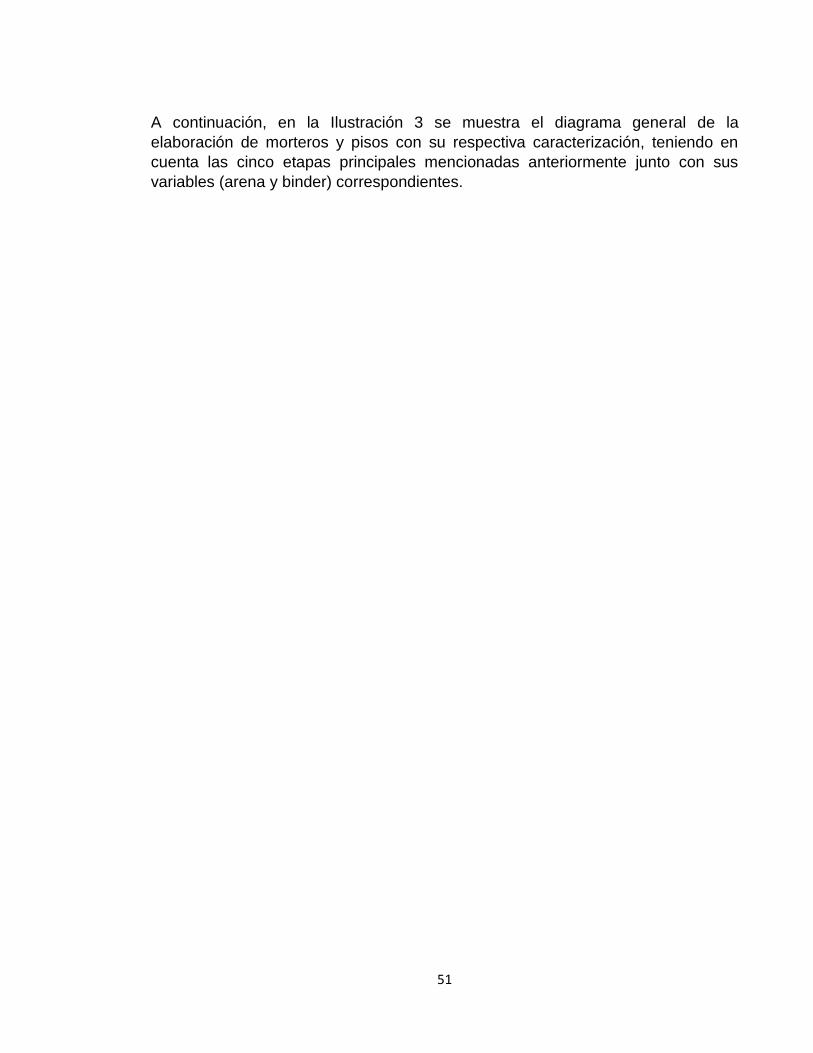
A continuación, en la Ilustración 3 se muestra el diagrama general de la
elaboración de morteros y pisos con su respectiva caracterización, teniendo en
cuenta las cinco etapas principales mencionadas anteriormente junto con sus
variables (arena y binder) correspondientes.
52
INICIO
Elaborar binder(formulación
interna de Sika)
B1, B2, B3 y B4Caracterizar
Densidad
Viscosidad
Sólidos disueltos
Método peso
específico
Método de viscosidad reomática
Método del porcentaje de residuo sólido y/o porcentaje de humedadMezclar
Arena (30/100 – 16/50)
Morteros
Caracterizar
Tamaño de Partícula
Granulometría
Caracterizar Apariencia Visualizar
MezclarCPR + AGUA
Pisos
ETAPA 1
ETAPA 2
ETAPA 3
ETAPA 4
ETAPA 5
Caracterizar
contracciónresistencia a la abrasión (prueba taber test y chorro de corindón)
Contenido de aireflujo libre
resistencia a la compresiónadherencia
Propiedades Mecánicas
FIN
Ilustración 3. Diagrama general de la elaboración de morteros y pisos con su respectiva caracterización
53
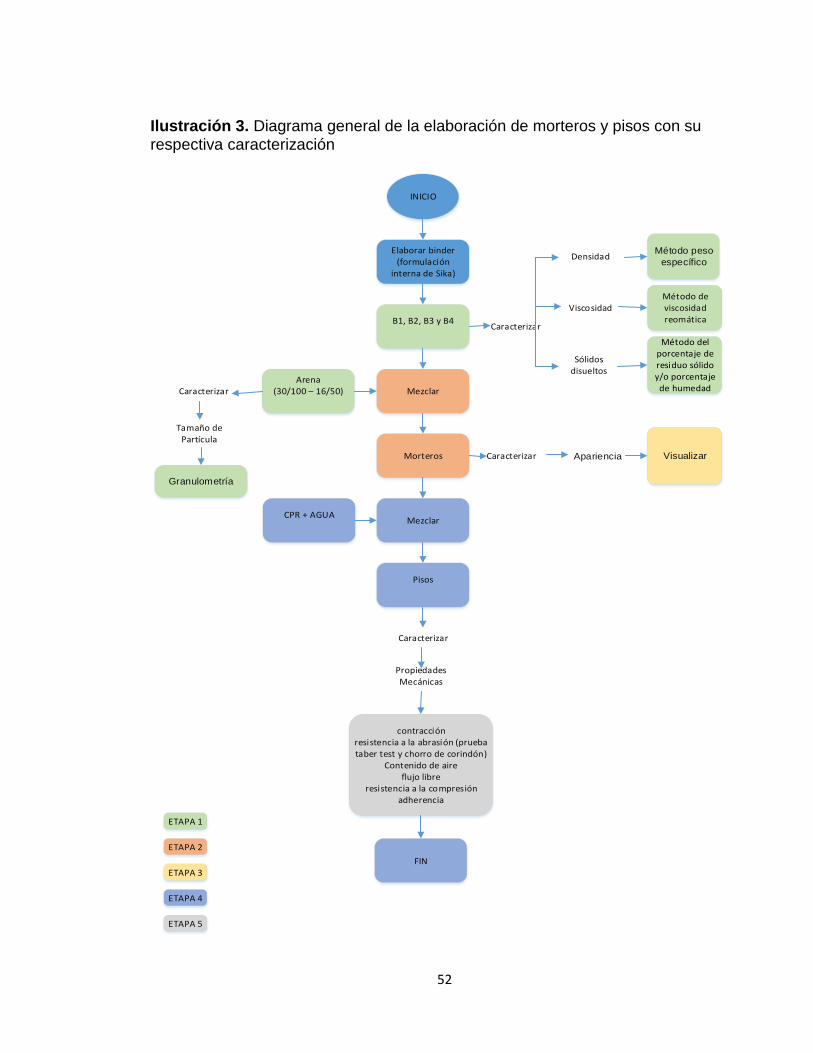
Ilustración 4. Diagrama de procesos de producción del binder
2.2 CARACTERIZACIÓN DE LOS BINDER
Antes de describir la caracterización del binder, se dan a conocer los procesos de
producción llevados a cabo en la elaboración de cada uno de ellos tal como se ve
en la Ilustración 4.
INICIO
Elaborar
B1
B2
B3
B4
Proceso de producción
Proceso de producción
Proceso de producción
Proceso de producción
MezcladoDispersión
Filler (18 micras)
MezcladoDispersión
Alta dispersiónFiller (18 micras)
MezcladoDispersión
Alta dispersiónMolienda
Filler (18 micras)
MezcladoAlta dispersión
MoliendaFiller (25 micras)
FIN
Microcarbonato 850 = filler (25 micras)
Omya 15 = filler (18 micras)

54
NOTA: Debido a reglamentos internos de la CI, no se podrá mencionar el proceso
de elaboración de cada binder, pero sí los procesos posteriores (producción) que
son netamente físicos siendo estos: mezclado, dispersión, alta dispersión,
molienda y filler.
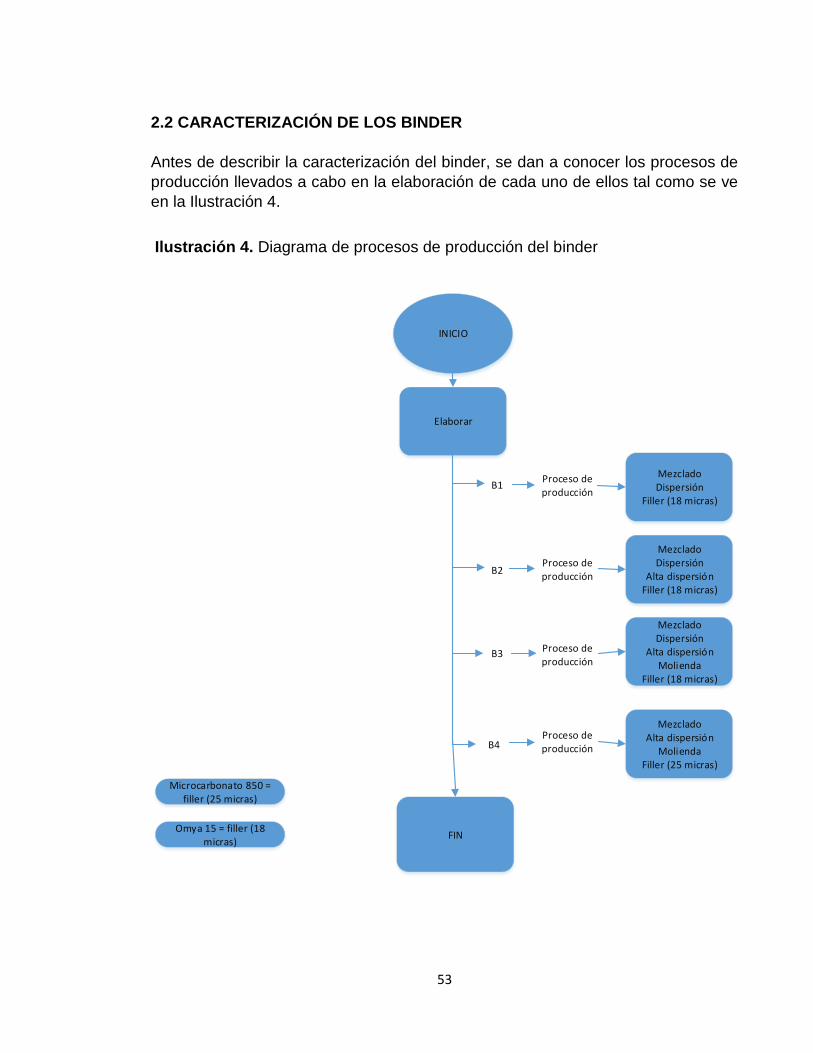
En el Cuadro 3 se explica de manera breve los procesos de producción
mencionados en el diagrama-esquema anterior.
55
Cuadro 3. Procesos de producción de los binder
PROCESOS DE PRODUCCIÓN
Operación Descripción
Mezclado
Es una operación cuyo objetivo
fundamental es conseguir una
distribución lo más homogénea posible
a 281 rpm por 30 min, entre varios
compuestos.
Dispersión
El proceso de dispersión se realiza con
el fin de mezclar a 1000 rpm, durante 1
hora, los componentes bases del binder
empleando un dispersor (RW 28 digital
Package), creando una distribución fina
satisfactoriamente en la fase continua42.
Alta dispersión
Es igual al proceso de dispersión,
aumentando la velocidad de la mezcla
a 1900 rpm por 2 horas.
Molienda
El fin del proceso de molienda es
incrementar el área superficial total de
la mezcla al lograr menores tamaños de
partículas y así obtener una mezcla
mucha más fluida43.
Filler inorgánico (25 micras)
Se agrega con el fin de observar en los
ensayos de la elaboración de pisos que
propiedad, apariencia o textura brinda
al piso, pues es la primera vez que se
le agrega este compuesto.
Filler inorgánico (18 micras)
Se agrega con el propósito de observar
en los ensayos de la elaboración de
pisos, como varía la caracterización de
los pisos respecto a aquellos que
fueron elaborados con filler inorgánicos
(25 micras).
Fuente: Elaboración propia
42
Dispersión. Ikaprocess. Tomado el día 1 de mayo. [En línea]. Disponible en Internet: http://www.ikaprocess.com.es/Dispersi%C3%B3n_appl-3.html 43
Molienda. Ikaprocess. Tomado el día 1 de mayo. [En línea]. Disponible en Internet: http://www.ikaprocess.com.es/Molienda-seca_appl-10.html

56
Ilustración 5. Muestra del picnómetro vacío y lleno.
Ecuación 1. Peso específico
2.2.1 Determinación de la densidad. Esta prueba se realiza empleando un
picnómetro vacío y perfectamente limpio, que se pone sobre la balanza para
posteriormente tararla. Luego se agrega la mezcla de Binder a 20 °C
aproximadamente.
Seguidamente se tapa el picnómetro y con cuidado, se remueve; el picnómetro
debe estar limpio por su parte externa como se ve en la Ilustración 5.
Fuente: Elaboración propia
Por consiguiente, se pesa nuevamente el picnómetro en la balanza tarada y se
registra la lectura (P) como se observa en la Ecuación 1.
En donde:
V = Volumen del picnómetro usado (52.5 ml)
P = Peso muestra (g)
NOTA: El volumen que se debe tener en cuenta para el cálculo de la densidad es
el volumen reportado en la carpeta de “calibraciones Densimetría”.

57
2.2.2 Determinación de la viscosidad. Este procedimiento se realiza con un
viscosímetro digital. Inicialmente se debe nivelar moviendo las ruedas colocadas
en los soportes hasta que la burbuja de aire indicadora quede centrada.
Con la finalidad de seleccionar la aguja adecuada se deben hacer chequeos
previos teniendo en cuenta que el torque este por encima del 50%; para este caso
la aguja seleccionada es el número 4.
La muestra de binder se agrega a un recipiente y se deja en reposo justo debajo
de la aguja del equipo.
Luego se sumerge y se centra la aguja dentro de la muestra de binder,
asegurando que el nivel del producto quede en la ranura del vástago de la aguja.
Debido a que la aguja es tipo disco es necesario sumergirla aguja antes de
acoplar y hacerlo en forma inclinada para evitar que queden burbujas de aire
dentro o sobre su superficie.
Posterior a esto se introduce la velocidad al equipo iniciando con 1 rpm, la cual va
aumentando (introduciéndose manualmente) hasta llegar a una velocidad “X” en
donde el porcentaje del torque (que inicia aproximadamente en 0,1% y va
aumentando conforme aumenta la velocidad) se estabilice. Seguidamente se
toman los valores (arrojados por el equipo) de viscosidad, velocidad y
temperatura.
2.2.3 Determinación de los sólidos disueltos. Se emplea un analizador de
humedad para determinar los sólidos disueltos.
Se inicia prendiendo el analizador de humedad 15 minutos antes de su uso e
ingresando la temperatura de operación siendo esta de 25°C.
El porta muestras perfectamente limpio y seco se coloca en el analizador de
humedad, se tara y se adiciona una muestra de 2g. Seguidamente se inicia el
proceso de secado y se espera a que el equipo se detenga dando así el resultado
automáticamente. cómo se observa en la Ilustración 6.
58
Ilustración 6. Muestra de 2g de binder pesados en una balanza (derecha) y llevados al equipo analizador de humedad (izquierda).
Fuente: Elaboración propia
NOTA: Para determinar el residuo sólido el equipo debe estar en modo de
porcentaje de 100 a 0.
2.3 CARACTERIZACIÓN DE LAS ARENAS
Para seleccionar el tipo de arena es importante tener en cuenta la forma de los
granos, pues es de gran influencia en la resistencia de los morteros. Para ello es
necesario la realización de una caracterización, en la que se definirá la finura de la
arena, la cual debe ser de partículas duras, limpias, resistentes y libre de
productos químicos adsorbidos, recubrimientos de arcilla y de otros que pudieran
afectar la hidratación y la adherencia de la pasta de cemento.
Es por eso que las arenas empleadas para la elaboración de pisos autonivelantes
son arenas finas según la normativa ASTM C 33.
2.3.1 Determinación de la distribución del tamaño de partícula de la arena
(30/100 – 16/50). Se emplea dos tipos de arena para la elaboración de los
morteros. El primer tipo es la arena 30/100(más fina) y el segundo es la arena
16/50(más gruesa) como se muestra en la Ilustración 7.

59
Ilustración 7. Arena 16/50 (izquierda) y arena 30/100 (derecha).
Fuente: Elaboración propia
Iniciando, se emplea una serie normalizada de tamices, ordenados de mayor a
menor número luz de malla, a través de los cuales se hace pasar la arena”44. Una
vez organizados los tamices, sobre el primero de ellos (de arriba hacia abajo) se
incorporan 500 g de arena; posteriormente se lleva la torre de tamices como se
observa en la Ilustración 8 a un equipo de agitación mecánica durante 20 minutos.
Ilustración 8. Torre de tamices
Fuente: Elaboración propia
44
BAÑÓN, Luis. Y BEVIÁ, José. PROPIEDADES Y CARACTERIZACIÓN DE LOS ÁRIDOS. En: ELEMENTOS Y PROYECTOS MANUAL DE CARRETERAS. San Vicente del Raspeig, 2000. p. 20.6.
60
Ilustración 9. Esferas de acero.
Desde luego para mayor efectividad, se emplea esferas de acero con diámetros
de (2.5, 1.8, 1.55 y 0.9) cm (Ilustración 9), para los tamices (0.600, 0.300, 0.212 y
0.150) mm, cuya función es generar una vibración mayor sobre el tamiz en el que
se encuentre y así hacer que los granos de arena menor al diámetro de los
orificios de la malla no se retengan.
Fuente: Elaboración propia
En la Tabla 4 se aprecian los números de tamices empleados para realizar el
análisis a cada tipo de arena.
Tabla 4. Tipos de tamices empleados.
Granulometría Arena 30/100 Granulometría Arena 16/50
# Tamiz Tamiz (mm) # Tamiz Tamiz (mm)
30 0,600 16 1,180
50 0,300 30 0,600
70 0,212 50 0,300
100 0,150 70 0,212
2.4 ELABORACIÓN DE MORTEROS
En la elaboración de los morteros, se deben combinar las clases de binder (B1,
B2, B3 y B4) con los dos tipos de arena (30/100 y 16/50), tal como se observa en
la Tabla 5, durante cinco minutos con cada prueba en un equipo de mezclado,
obteniendo una masa homogénea como se ve en la Ilustración 10.
61
Ilustración 10. Mezcla de binder y arena.
Fuente: Elaboración propia
Posteriormente se debe recortar los moldes de 12*12 cm de fibrocemento los
cuales se bordean con palos de balso cuyo espesor es de 4 mm. Luego se
adiciona la cantidad de la mezcla de mortero hasta alcanzar la altura (espesor) de
los palos de balso y por último se enrasa con la ayuda de una espátula hasta dejar
una superficie lisa.
Después dejar secar durante 24 horas como se observa en la Ilustración 11.
Ilustración 11. Moldes de aplicación de los distintos tipos de morteros
Fuente: Elaboración propia

62
2.5 CARACTERIZACIÓN DE LOS MORTEROS
Para seleccionar el tipo de binder (B1, B2, B3 y B4) y arena (30/100 y 16/50) fue
necesario hacer diferentes mezclas, realizando 8 morteros (como se observa en la
Ilustración 11) cuyo fin es conocer su apariencia por medio del método visual.
2.5.1 Determinación de la apariencia. La apariencia es un método visual cuyo fin
es conocer los siguientes aspectos físicos: color, opacidad y textura.
El color y la opacidad se determinan observando detalladamente la superficie del
mortero. La textura se describe por medio del sentido del tacto tocando con una de
las manos sobre toda la superficie del mortero.
2.6 ELABORACIÓN DE PISOS
Los pisos resultan de la mezcla de mortero, CPR y agua, en las proporciones
indicadas en la Tabla 9, en un equipo de mezclado durante 8 min hasta que quede
homogénea y fluida. Luego se toman moldes de dimensionamiento acorde a cada
prueba mecánica como se muestra en la Tabla 5.
63
Tabla 5. Pruebas mecánicas con su respectiva dimensión.
Pruebas físico-
mecánica
Dimensionamiento
Contracción Moldes 10*10 cm
Chorro de
corindón
Moldes 12*12 cm
Taber test Moldes 10*10 cm
Contenido de
aire
Tanque a presión de 1 L
Flujo libre Diámetro de la mesa: 25.53 cm
Cono de fluidez
Altura 6 cm
Base 6.32 cm
Diámetro superior 6 cm
Diámetro superior inferior 3.55 cm
Resistencia a la
compresión
Molde
Ancho 2.5 cm
Largo 5 cm
Alto 2.5 cm
Adherencia Placa de concreto 60*60 cm
Discos metal:
Diámetro:3.5 cm
Radio 1.75 cm
Para cada una de las pruebas mecánicas se realizan ensayos triplicados con el fin
de poder promediar los resultados.
En la tabla 6 se evidencia la formulación para los pisos que fue dada por la CI,
donde CPR hace referencia a Cemento Paz del Río Tipo III.
Dicha formulación está en igual porcentaje para los 8 tipos de pisos, debido a
como se ha evidenciado anteriormente que los morteros son quienes sufren una
variación interna con base a la formulación de arena y binder empleados.
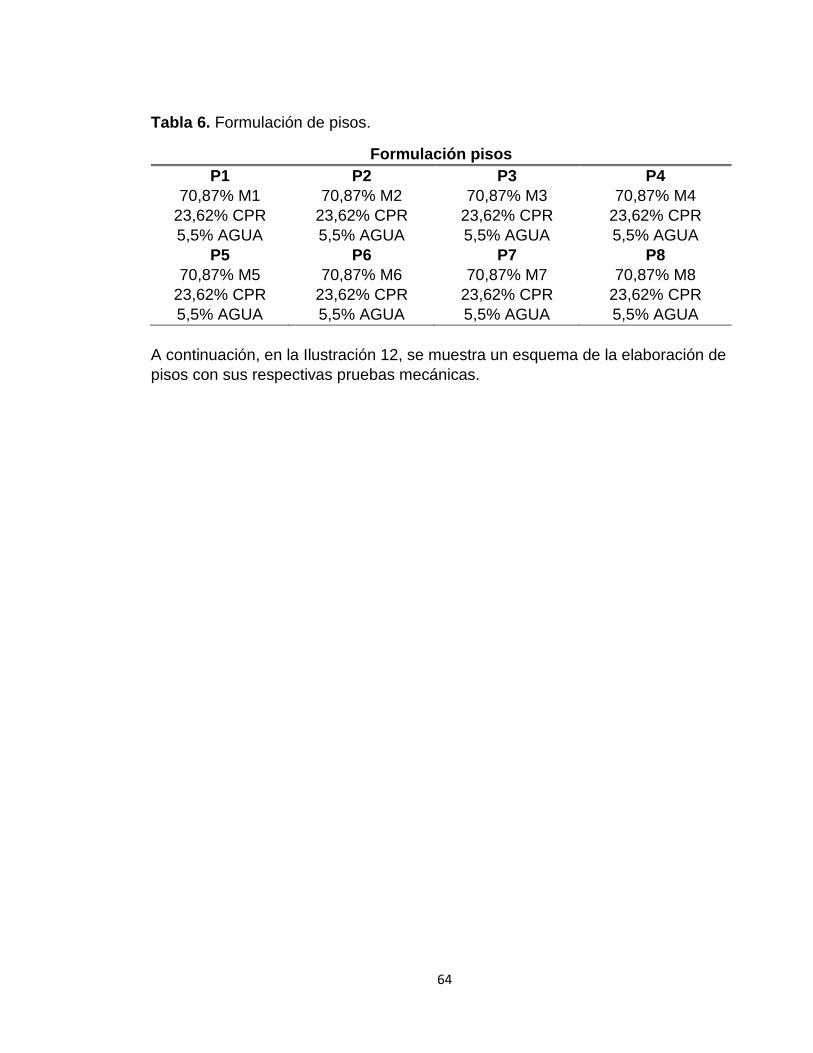
64
Tabla 6. Formulación de pisos.
Formulación pisos
P1
70,87% M1
23,62% CPR
5,5% AGUA
P5
70,87% M5
23,62% CPR
5,5% AGUA
P2
70,87% M2
23,62% CPR
5,5% AGUA
P6
70,87% M6
23,62% CPR
5,5% AGUA
P3
70,87% M3
23,62% CPR
5,5% AGUA
P7
70,87% M7
23,62% CPR
5,5% AGUA
P4
70,87% M4
23,62% CPR
5,5% AGUA
P8
70,87% M8
23,62% CPR
5,5% AGUA
A continuación, en la Ilustración 12, se muestra un esquema de la elaboración de
pisos con sus respectivas pruebas mecánicas.
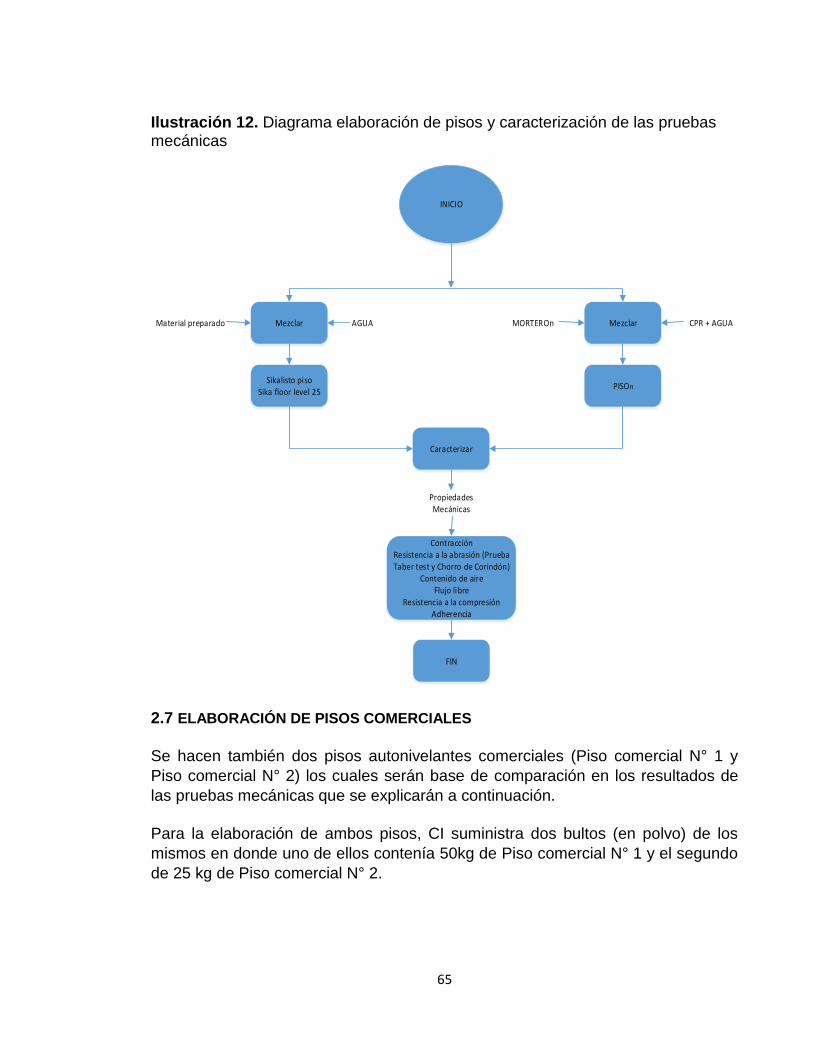
65
Ilustración 12. Diagrama elaboración de pisos y caracterización de las pruebas mecánicas
INICIO
Mezclar MezclarMaterial preparado CPR + AGUAAGUA MORTEROn
Sikalisto pisoSika floor level 25
PISOn
Caracterizar
Propiedades Mecánicas
ContracciónResistencia a la abrasión (Prueba Taber test y Chorro de Corindón)
Contenido de aireFlujo libre
Resistencia a la compresiónAdherencia
FIN
2.7 ELABORACIÓN DE PISOS COMERCIALES
Se hacen también dos pisos autonivelantes comerciales (Piso comercial N° 1 y
Piso comercial N° 2) los cuales serán base de comparación en los resultados de
las pruebas mecánicas que se explicarán a continuación.
Para la elaboración de ambos pisos, CI suministra dos bultos (en polvo) de los
mismos en donde uno de ellos contenía 50kg de Piso comercial N° 1 y el segundo
de 25 kg de Piso comercial N° 2.

66
Ilustración 13. Recipiente para tomar muestra de Piso comercial N° 1 y agua.
Ilustración 1. Recipiente para tomar muestra de Sikalisto piso y agua.
Ilustración 14. Mezcla de Piso comercial N° 1.
Ilustración 2. Mezcla de Sikalisto piso.
Para la elaboración del Piso N° 1 se toma una relación de 1 parte de agua por 4.5
partes de Piso comercial N° 1 (relación dada por CI) y se mezclan durante 3
minutos hasta obtener un mortero consistente, uniforme y libre de grumos.
El recipiente para tomar la muestra del piso y agua se debe llenar hasta el máximo
(como se observa en la siguiente Ilustración 13).
Fuente: Elaboración propia
Se deja reposar la mezcla preparada durante 5 minutos para que salga el aire
atrapado (como se ve en la Ilustración 14).
Fuente: Elaboración propia

67
Ecuación 2. Ecuación global
La relación volumétrica de mezcla entre agua y el Piso comercial N° 1 (ANEXO A)
es:
La cantidad total de la mezcla de Piso comercial N° 1 que se gastó es de 7 kg.
Para saber la equivalencia en volumen del agua y el polvo con base al peso total
de la mezcla, inicialmente se halla el volumen total de la mezcla teniendo en
cuenta la densidad del polvo (ANEXO A) siendo así:
1.
Teniendo la Ecuación 2.
Tomando como:
A = Volumen de agua (1)
B = Volumen de polvo (4.5)
Siendo
Donde:
% V / V agua = Porcentaje volumen agua / volumen total
% V / V polvo = Porcentaje volumen polvo/ volumen total

68
Ilustración 1. Láminas vacías
para prueba de
Contracción.
De acuerdo al resultado % V / V de agua y polvo y volumen total de la mezcla 1 se
halla el volumen del agua y polvo de la siguiente manera:
Dando como resultado final:
Como resultado final, para la mezcla del Piso comercial N°1 acorde a la relación
ya estipulada, y 2.94 L polvo.
Por otro lado, para la elaboración del Piso comercial N° 2 se emplea la siguiente
relación estipulada en el ANEXO B.
Dando como resultado:
Ecuación 3. Cálculo proporcional para hallar cantidad de agua

69
Ilustración 15. Láminas vacías para prueba de contracción.
Ilustración 202. Láminas con mezcla de piso.
Ecuación 9. Pérdida de agua.Ilustración 203. Láminas con mezcla de piso.
Ilustración 204. Láminas con mezcla de piso.
Ecuación 10. Pérdida de agua.
Ecuación 11. Pérdida de agua.
Ecuación 12. Pérdida de agua.Ilustración
En donde:
X = Cantidad de agua total para los 7 kg de Piso comercial N° 2
NOTA: Acorde a la ficha técnica (ANEXO B), la cantidad de agua puede variar de
4.8 a 5.5 L por 25 kg del material. Cuando se cubra con baldosas o con un suelo a
base de láminas, pueden utilizarse 5.25 L de agua por cada 25 kg de material, por
eso se utiliza dicha cantidad de agua.
2.8 REALIZACIÓN DE PRUEBAS MECÁNICAS
Estas pruebas se llevan a cabo para determinar y conocer las características
mecánicas de los pisos que se desean mejorar, cuyos resultados se compararán
con los pisos comerciales.
2.8.1 Prueba de contracción. Ésta prueba es nueva en la CI y para su
elaboración se tomó una adaptación de la ASTM C 1148 (Método de prueba
estándar para medir la contracción por secado del mortero de mampostería),
buscando establecer el método para la evaluación de pisos comerciales.
Se emplea tres láminas por cada uno de los 8 pisos, incluyendo los pisos
comerciales. Las dimensiones de las láminas son de 10*10 cm, estos se ponen
sobre una balanza analítica (marca BEL) y encima de ellos un anillo de acero con
dimensiones de 8 cm de diámetro y 3 mm de espesor vacío como se observa en la
Ilustración 15.
Fuente: Elaboración propia
Luego, se tara la balanza. La lámina junto con el anillo se retira y se pone sobre un
mesón donde es agregada la mezcla de cada piso dentro de los anillos en los
cuales se enrasa la superficie con una espátula con el fin de que este quede liso
(Ilustración 16).
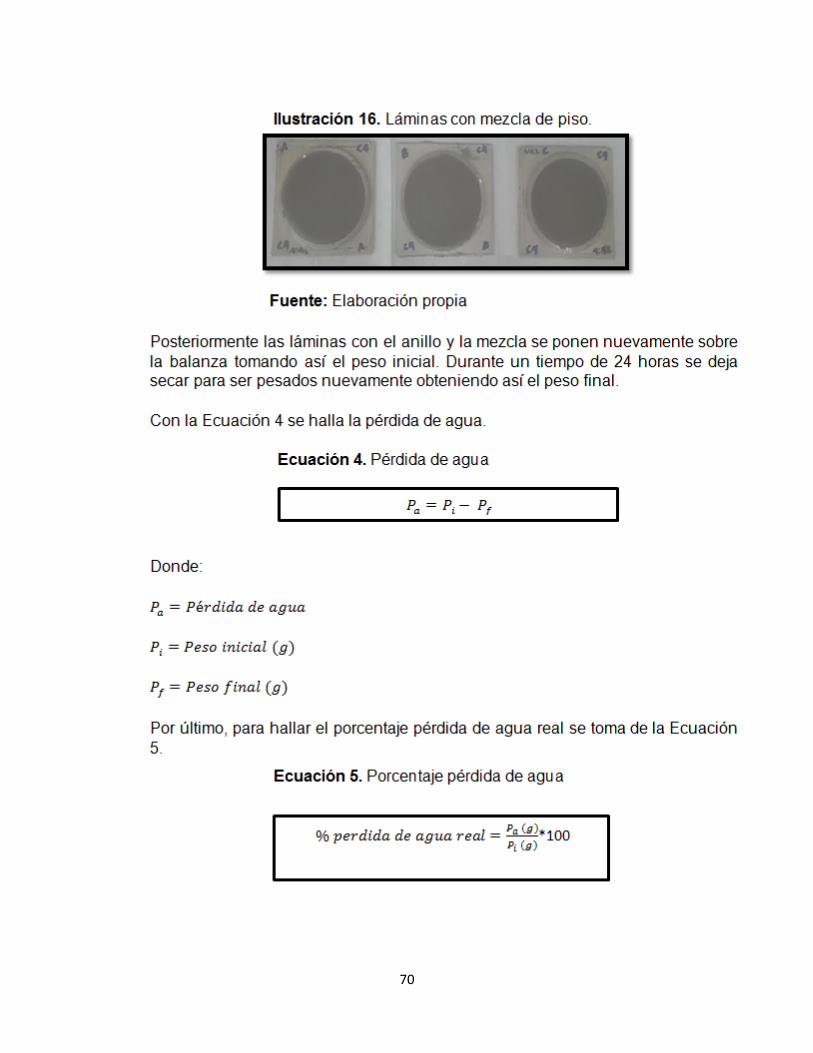
70

71

72
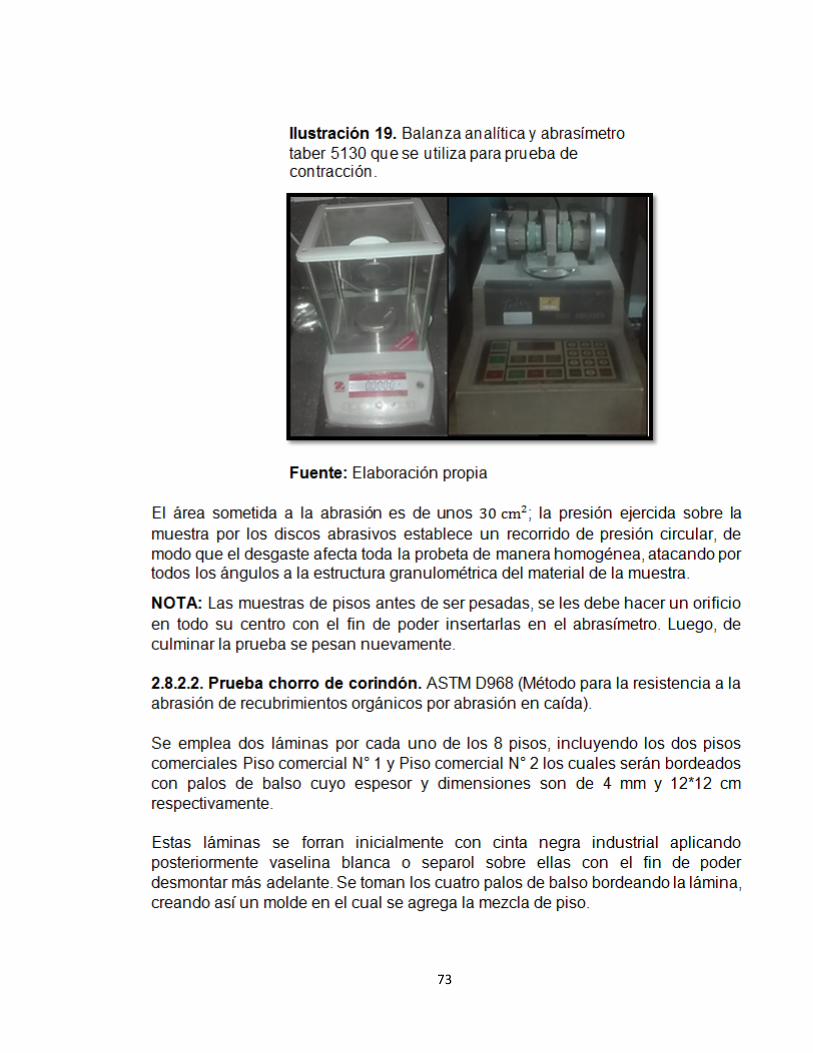
73

74

75
Ilustración 21. Equipo para hacer prueba de abrasión por caída de corindón.
Ilustración 1. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 2. Muestra de Corindón.Ilustración 3. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 4. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 5. Muestra de Corindón.
Ilustración 6. Muestra de Corindón.
Ilustración 7. Tanque a presión para hallar Contenido de aire.Ilustración 8. Muestra de Corindón.Ilustración 9. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 10. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 11. Muestra de Corindón.Ilustración 12. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 13. Equipo para hacer prueba de Abrasión por caída de Corindón.
Ilustración 22. Muestra de corindón.
Ilustración 1094. Muestra de Corindón.
Ilustración 1095. Tanque a presión para hallar Contenido de aire.Ilustración 1096. Muestra de Corindón.
Ilustración 1097. Muestra de Corindón.
Ilustración 1098. Tanque a presión para hallar Contenido de aire.
Fuente: Elaboración propia
Después se toma en un recipiente 2L de corindón (Ilustración 22) que es llevado al
embudo e inyectado a presión mediante un tubo hacía la bandeja de ensayo (que
está en la base del equipo) donde se encuentra la muestra. Por lo tanto, es
necesario medir el espesor (cm) de la muestra con un pie de rey universal.
Fuente: Elaboración propia
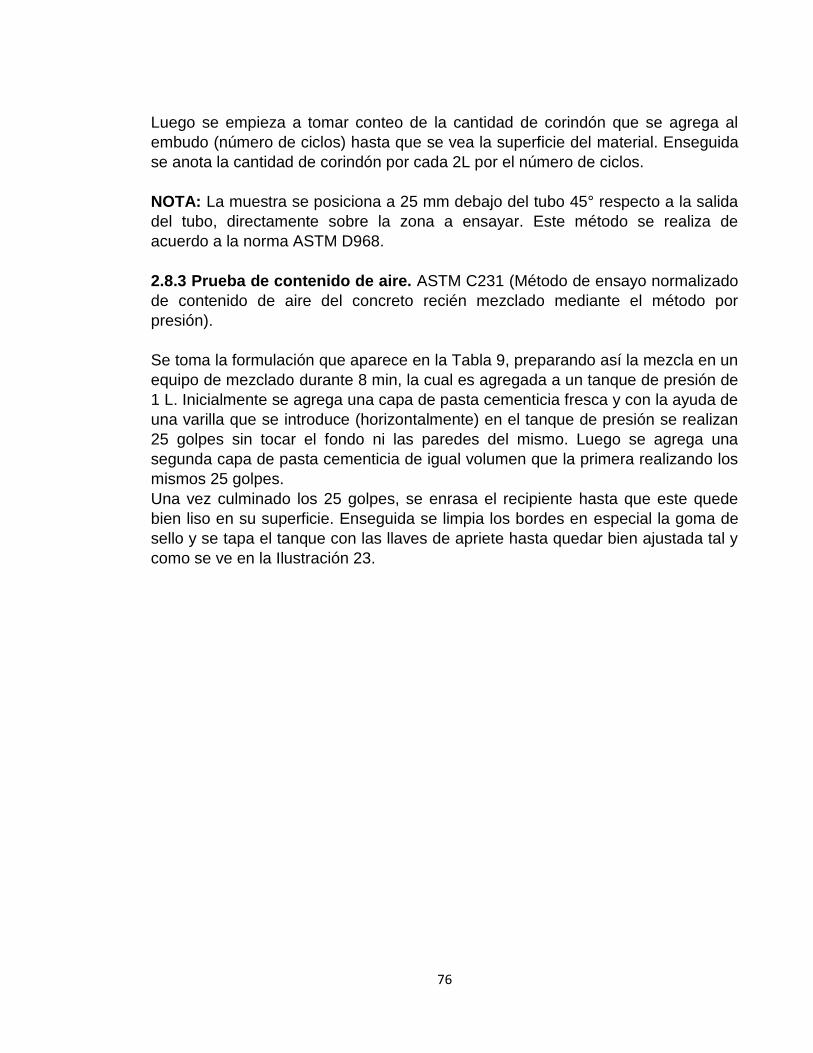
76
Luego se empieza a tomar conteo de la cantidad de corindón que se agrega al
embudo (número de ciclos) hasta que se vea la superficie del material. Enseguida
se anota la cantidad de corindón por cada 2L por el número de ciclos.
NOTA: La muestra se posiciona a 25 mm debajo del tubo 45° respecto a la salida
del tubo, directamente sobre la zona a ensayar. Este método se realiza de
acuerdo a la norma ASTM D968.
2.8.3 Prueba de contenido de aire. ASTM C231 (Método de ensayo normalizado
de contenido de aire del concreto recién mezclado mediante el método por
presión).
Se toma la formulación que aparece en la Tabla 9, preparando así la mezcla en un
equipo de mezclado durante 8 min, la cual es agregada a un tanque de presión de
1 L. Inicialmente se agrega una capa de pasta cementicia fresca y con la ayuda de
una varilla que se introduce (horizontalmente) en el tanque de presión se realizan
25 golpes sin tocar el fondo ni las paredes del mismo. Luego se agrega una
segunda capa de pasta cementicia de igual volumen que la primera realizando los
mismos 25 golpes.
Una vez culminado los 25 golpes, se enrasa el recipiente hasta que este quede
bien liso en su superficie. Enseguida se limpia los bordes en especial la goma de
sello y se tapa el tanque con las llaves de apriete hasta quedar bien ajustada tal y
como se ve en la Ilustración 23.

77
Fuente: Elaboración propia
A continuación, se cierra las válvulas para aire y se abre las llaves para agua.
Mediante una jeringa de goma se introduce agua por una de las llaves hasta que
fluya por la otra llave, donde se golpea lateralmente con un mazo para expulsar
las burbujas de aire atrapadas en el agua.
Por consiguiente, se bombea aire a la cámara de presión hasta que la aguja del
dial llegue a la marca de presión inicial. Reposando algunos segundos para enfriar
el aire comprimido, y estabilizada la aguja mediante bombeo, en la marca de
presión inicial.
Posteriormente se cierran las dos llaves de agua y se abre la válvula de entrada
de aire comprimido a la cámara de aire al recipiente. Golpeando suavemente los
costados del recipiente, como también la tapa del dial para estabilizar la lectura.
Por último, se lee con aproximación a 0.1 % el contenido de aire registrado en el
manómetro (%) en un tiempo de (5, 15.y 30) min.
NOTA: Antes de abrir la tapa, mantener cerradas las válvulas de aire y abrir las
llaves de agua para liberar la presión de aire existente en el recipiente. Este
método se lleva a cabo por la norma ASTM C-231.
Ilustración 23. Tanque a presión para hallar contenido de aire.
Ilustración 1. Tanque a presión para hallar Contenido de aire.
Ilustración 2. Instrumentos que se utilizan para hallar Flujo libre.Ilustración 3. Tanque a presión para hallar Contenido de aire.
Ilustración 4. Tanque a presión para hallar Contenido de aire.
Ilustración 5. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 6. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 7. Mezcla de piso agregada al cono para medir Flujo libre.Ilustración 8. Instrumentos que se utilizan para hallar Flujo libre.Ilustración 9. Tanque a presión para hallar Contenido de aire.
Ilustración 10. Tanque a presión para hallar Contenido de aire.
Ilustración 11. Instrumentos

78
Ilustración 24. Instrumentos que se utilizan para hallar flujo libre.
Ilustración 3281. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3282. Mezcla de piso agregada al cono para medir Flujo libre.Ilustración 3283. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3284. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3285. Mezcla de piso agregada al cono para medir flujo libre.
Ilustración 3286. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 3287. Molde de compartimiento vacío y con mezcla de piso seco.Ilustración 3288. Mezcla de piso agregada al cono para medir Flujo libre.Ilustración 3289. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3290. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3291. Mezcla de piso agregada al cono para medir Flujo libre.Ilustración 3292. Instrumentos que se utilizan para hallar Flujo libre.
Ilustración 3293. Instrumentos que se utilizan para hallar
2.8.4. Prueba de flujo libre. En este tipo de ensayo se toman aproximadamente
1.2 kg de mezcla para los 8 pisos, incluyendo los dos pisos comerciales Piso
comercial N° 1 y Piso comercial N° 2 como se formuló anteriormente en la Tabla 8,
un cono y mesa de flujo (según norma ICONTEC 111) con dimensiones tal cual
como aparece en la Tabla 8, además un cronómetro, un pie de rey universal y una
espátula (como observa en la Ilustración 24).
Fuente: Elaboración propia
Se pesa los componentes de producto requeridos para obtener 1.2 kg de mezcla,
teniendo en cuenta la relación que se tomó anteriormente en la Tabla 9.
Enseguida se lleva el producto a un equipo de mezclado, mezclando a velocidad
media por 8 min.
Colocando el cono de flujo (limpio y seco) centrado sobre la mesa de flujo y
llenándolo con las mezclas de pisos, enrazar con una espátula, retirando todas las
porciones sobrantes. Se retira el cono en forma vertical y suavemente tal cual se
ve en la Ilustración 25, al mismo tiempo desde que se puso a funcionar el
cronómetro.
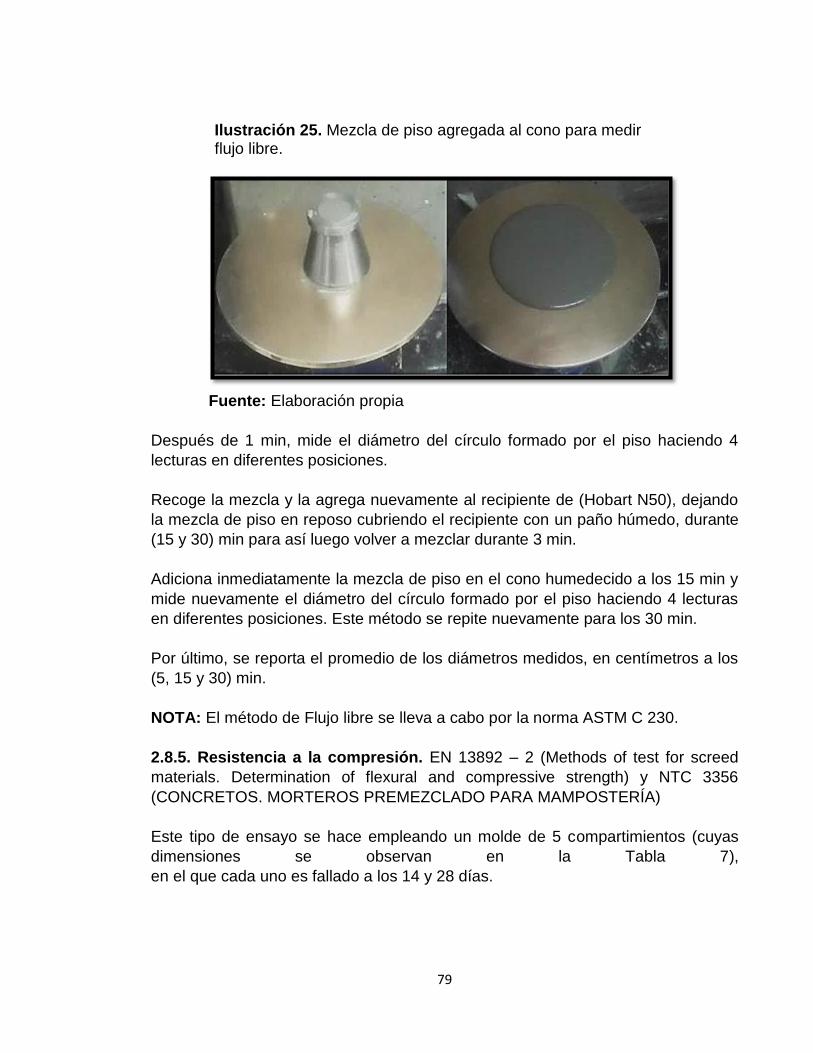
79
Ilustración 25. Mezcla de piso agregada al cono para medir flujo libre.
Ilustración 4373. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4374. Molde de compartimiento vacío y con mezcla de piso seco.Ilustración 4375. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4376. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4377. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 4378. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 4379. Máquina de ensayo para hallar resistencia a la compresión.Ilustración 4380. Molde de compartimiento vacío y con mezcla de piso seco.Ilustración 4381. Mezcla de piso agregada al cono para medir flujo libre.
Ilustración 4382. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4383. Molde de compartimiento vacío y con mezcla de piso seco.Ilustración 4384. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4385. Mezcla de piso agregada al cono para medir Flujo libre.
Ilustración 4386. Molde de compartimiento vacío y con mezcla de piso seco.
Fuente: Elaboración propia
Después de 1 min, mide el diámetro del círculo formado por el piso haciendo 4
lecturas en diferentes posiciones.
Recoge la mezcla y la agrega nuevamente al recipiente de (Hobart N50), dejando
la mezcla de piso en reposo cubriendo el recipiente con un paño húmedo, durante
(15 y 30) min para así luego volver a mezclar durante 3 min.
Adiciona inmediatamente la mezcla de piso en el cono humedecido a los 15 min y
mide nuevamente el diámetro del círculo formado por el piso haciendo 4 lecturas
en diferentes posiciones. Este método se repite nuevamente para los 30 min.
Por último, se reporta el promedio de los diámetros medidos, en centímetros a los
(5, 15 y 30) min.
NOTA: El método de Flujo libre se lleva a cabo por la norma ASTM C 230.
2.8.5. Resistencia a la compresión. EN 13892 – 2 (Methods of test for screed
materials. Determination of flexural and compressive strength) y NTC 3356
(CONCRETOS. MORTEROS PREMEZCLADO PARA MAMPOSTERÍA)
Este tipo de ensayo se hace empleando un molde de 5 compartimientos (cuyas
dimensiones se observan en la Tabla 7),
en el que cada uno es fallado a los 14 y 28 días.

80
Ilustración 26. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 1. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 2. Máquina de ensayo para hallar resistencia a la compresión.Ilustración 3. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 4. Molde de compartimiento vacío y con mezcla de piso seco.
Ilustración 5. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 6. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 7. Placa de concreto
Tabla 7. Dimensión de compartimientos para resistencia a la compresión.
Dimensión Unidades (cm)
Ancho
Largo
Alto
2.5
5
2.5
Al conocer la dimensión de los 5 compartimientos se prepara una mezcla de los 8
tipos de piso, incluyendo los pisos comerciales Piso comercial N° 1 y Piso
comercial N° 2 en un equipo de mezclado durante 8 min.
Esta mezcla se agrega al molde (Ilustración 26) que tiene 5 compartimientos de
las dimensiones que se describió en la tabla 7. Luego se deja secar el molde
completo durante 3 días; posteriormente se desmoldan los pisos y se guardan en
un espacio fresco hasta completar los días de curado (14 y 28 días).
Fuente: Elaboración propia
Después de curado los pisos se llevan a la máquina de ensayos. Se coloca
cuidadosamente el cubo verticalmente, teniendo en cuenta que las superficies
sobre las que se va a ejercer presión sean las que estuvieron en contacto con las
paredes del molde. Se centra debajo del bloque superior de la máquina de
ensayo, se alinea y se comprueba que el cubo quede a lo largo (Ilustración 27).

81
Ilustración 27. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1009. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1010. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.Ilustración 1011. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1012. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1013. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 1014. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo Tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 1015. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.Ilustración 1016. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.Ilustración 1017. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1018. Máquina de ensayo para hallar resistencia a la compresión.
Ilustración 1019. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex
Fuente: Elabración propia
Aplicar la carga en forma continua y sin choques de velocidad uniforme,
registrando la carga máxima (P) expresada en MPa.
2.8.6 Prueba de adherencia. EN 13892 – 8 (Methods of test screed materials.
Determination of bond strength).
En este tipo de ensayo se hacen dos placas de concreto de dimensiones 60*60
cm las cuales son elaboradas por el departamento de Investigación de CI. Estas
se dejan curar a 28 días con el fin de conocer la humedad de cada una de ellas.
Estas placas serán bordeadas con palos de balso cuyo espesor es de 4 mm y se
dividirán en 6 partes iguales de 10 cm respectivamente (Ilustración 28).
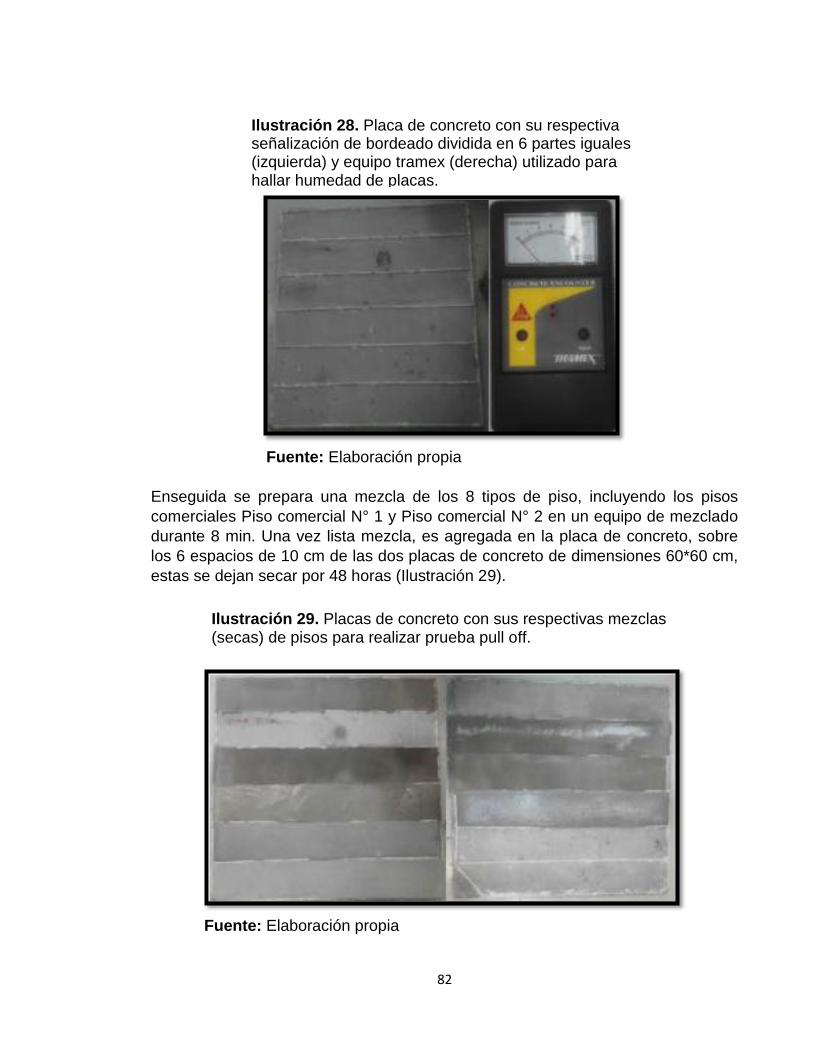
82
Ilustración 28. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 1. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo Tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 2. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.Ilustración 3. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 4. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo Tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 5. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba pull off.
Ilustración 6. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.
Ecuación 1. Área del disco de metal.Ilustración 7. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.Ilustración 8. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 9. Placa de concreto con su respectiva señalización de bordeado dividida en 6 partes iguales (izquierda) y equipo Tramex (derecha) utilizado para hallar humedad de placas.
Ilustración 29. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba pull off.
Ilustración 449. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.
Ecuación 352. Área del disco de metal.Ilustración 450. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.
Ilustración 451. Placas de concreto con sus respectivas mezclas (secas) de pisos para realizar prueba Pull Off.
Ecuación 353. Área del disco de metal.
Ecuación 354. Área del disco de metal.
Fuente: Elaboración propia
Enseguida se prepara una mezcla de los 8 tipos de piso, incluyendo los pisos
comerciales Piso comercial N° 1 y Piso comercial N° 2 en un equipo de mezclado
durante 8 min. Una vez lista mezcla, es agregada en la placa de concreto, sobre
los 6 espacios de 10 cm de las dos placas de concreto de dimensiones 60*60 cm,
estas se dejan secar por 48 horas (Ilustración 29).
Fuente: Elaboración propia

83
Ilustración 1.Placas de
concreto con sus respectivos
discos para luego ser falladas
en el equipo Pull Off .
Ilustración 2.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo pull off .
Ecuación 6. Área del disco de metal
Por consiguiente, la placa de concreto 1 (izquierda-Ilustración 29) que abarca los
pisos del 1 al 4 y ambos pisos comerciales, se deja curar a 14 y 28 días, con el fin
de realizar la prueba pull off. De igual manera para la placa de concreto 2
(derecha-Ilustración 29).
Para hallar la adherencia se debe realizar la prueba pull off donde se marca y se
prepara la zona de ensayo, que debe estar perfectamente limpia de cualquier
residuo que pueda entorpecer la posterior adherencia del disco de prueba.
Luego se hace una semiperforación o un ranurado con un taladro en la zona de
prueba (1.5 cm de profundidad) (en donde se fijará posteriormente el disco de
prueba) que tiene las siguientes dimensiones (Tabla 8).
Tabla 8. Dimensiones del disco para hacer semiperforación en la zona de prueba
Dimensión Unidades (cm)
Radio
Diámetro
1.75
3.5
Por medio de la siguiente Ecuación 6 se hallará el área del disco:
Donde:
Pi = 3.1416
r = Radio del disco
A= 9.62
Enseguida se coloca el disco sobre la superficie del concreto usando una resina
epóxica (Sikadur–31 Adhesivo). Este material de adherencia resulta de elevada
resistencia y fraguado rápido, por lo general el endurecimiento se demora 24
horas después de aplicado (como se observa en la Ilustración 30).

84
Ilustración 30.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo pull off .
Ilustración 1458.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1459. Toma de muestra con equipo Pull Off para fallar piso.Ilustración 1460.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1461.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1462. Toma de muestra con equipo pull Off para fallar piso.
Ilustración 1463. Toma de muestra con equipo Pull Off para fallar piso.
Ilustración 1464. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)Ilustración 1465. Toma de muestra con equipo Pull Off para fallar piso.Ilustración 1466.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo pull off .
Ilustración 1467.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1468. Toma de muestra con equipo Pull Off para fallar piso.Ilustración 1469.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1470.Placas de concreto con sus respectivos discos para luego ser falladas en el equipo Pull Off .
Ilustración 1471. Toma de muestra con equipo pull Off para fallar piso.
Ilustración 1472. Toma de muestra con equipo Pull Off para fallar piso.
Ilustración 31. Toma de muestra con equipo pull off para fallar piso.
Ilustración 2257. Toma de muestra con equipo Pull Off para fallar piso.
Ilustración 2258. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)Ilustración 2259. Toma de muestra con equipo Pull Off para fallar piso.
Ilustración 2260. Toma de muestra con equipo Pull Off para fallar piso.
Ilustración 2261. Tipos de binder con sus respectivas diferencias visuales. Al lado derecho encontramos el B1, B2 Y B3 y al lado izquierdo B4
Ilustración 2262. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)
Fuente: Elaboración propia
Por ende, se hace una colocación del inserto al disco “pull off” donde se cuantifica
la tensión directa aplicada al disco para desprenderlo de la superficie (placa de
concreto) al que había quedado adherido (pisos autonivelantes). Tal cual se ve en
la Ilustración 31.
Fuente: Elaboración propia

85
El tipo de fallo puede clasificarse según los patrones de falla; falla del adhesivo,
fallo por cohesión o la combinación de fallo adhesivo/ por cohesión. Este tipo de
ensayo determinará la mayor tensión perpendicular que la superficie puede
soportar, antes de que sea separada del sustrato45.
45
J. VIDAUD, Eduardo y N. VIDAUD, Ingrid. PRUEBA DE “PULL OFF” PAR EVALUAR LA ADHERENCIA DE LOS MATERIALES DE REPARACIÓN EN CONCRETO. En: Junio, 2014. vol. 1. p. 23-24. .

86
Ilustración 32. Tipos de binder con sus respectivas diferencias visuales. Al lado derecho encontramos el B1, B2 Y B3 y al lado izquierdo B4
Ilustración 1. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)
Ecuación 1. Porcentaje Retenido realIlustración 2. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)
Ilustración 3. Tipos de Binder con sus respectivas diferencias visuales. Al lado derecho encontramos el (B1, B2 Y B3) y al lado izquierdo (B4)
Ecuación 2. Porcentaje Retenido real
Ecuación 3. Porcentaje Retenido real.
3. RESULTADOS Y ANÁLISIS DE RESULTADOS
En el presente capítulo se detallan los resultados obtenidos durante el desarrollo
experimental a nivel laboratorio, permitiendo conocer cuál de los pisos (P1, P2,
P3, P4, P5, P6, P7 y P8) tiene un mayor consumo frente al desempeño en cada
prueba mecánica, comparándolos con los pisos comerciales (Piso comercial N° 1
y Piso comercial N° 2) que se encuentran actualmente en el portafolio de la
COMPAÑÍA INTERESADA.
3.1 ELABORACIÓN DE LOS BINDER
Antes de proceder con la elaboración de los binder, cabe mencionar que éstos son
una nueva implementación en la CI, con el fin de aportar a los pisos mayor
propiedad de autonivelación, por ende, no se tiene una metodología aún definida,
ya que se busca antes que nada verificar por medio de la experimentación, el tipo
de binder junto a los otros componentes durante la elaboración de los pisos, la
combinación que aporte las mejores propiedades de un piso autonivelante.
Para la elaboración de cada binder (B1, B2, B3 y B4) se encontraron unas
diferencias visuales como el color, tamaño de grumos y precipitación del material
como se ve en la Ilustración 32.
Fuente: Elaboración propia

87
En la Ilustración 32 al lado derecho se evidencia la elaboración de los tres
primeros Binder cuyo color es blanco comparado con el cuarto binder (foto lado
izquierdo) que tiene un color gris, el cual se ve influenciado por el color del Filler
(25 micras) que le fue adicionado con el fin de mirar que cambios generaba en
las pruebas mecánicas una vez elaborados los pisos.
De acuerdo a los grumos que se generan en los 4 binder, los que menos
grumos generaron fueron los binder 3 y 4, debido a que pasaron por un mayor
número de procesos de producción como se indica en la Tabla 6 haciendo que
el tamaño de los grumos disminuyera. Esto se debe a las dos cantidades de
filler que se les agregó (filler inorgánico 25 micras y filler inorgánico 18 micras).
La precipitación que se presenta en los 4 Binder se debe al carbonato de calcio
(compuesto presente en la elaboración de los binder), ya que este se precipita
generando dos fases; por tal motivo, una de las funciones de los procesos de
producción de los binder es homogeneizar en lo posible la mezcla de éstos.
Realizando una inspección visual se encuentra que los binder 3 y 4 se demoraban
más tiempo en precipitar aproximadamente el doble de tiempo que los otros dos,
en vista de que estos pasaron por un mayor número de pruebas (procesos de
producción).
3.2 CARACTERIZACIÓN DE LOS BINDER
Se realiza esta caracterización para conocer los dos tipos de filler inorgánico (18 y
25) micras donde se les agrega a los 4 tipos de Binder, con el propósito de
conocer por medio de la viscosidad la consistencia o resistencia del binder (B1,
B2, B3 y B4) de fluir libremente, llevados a cabo por los distintos procesos de
producción como se muestra en la Ilustración 32.
3.2.1 Determinación de la densidad. A continuación, se evidencia por el método
(Peso específico) la determinación de la densidad de los cuatro tipos de binder
(B1, B2, B3 y B4), por medio de la Ecuación 1, obteniendo los siguientes
resultados.
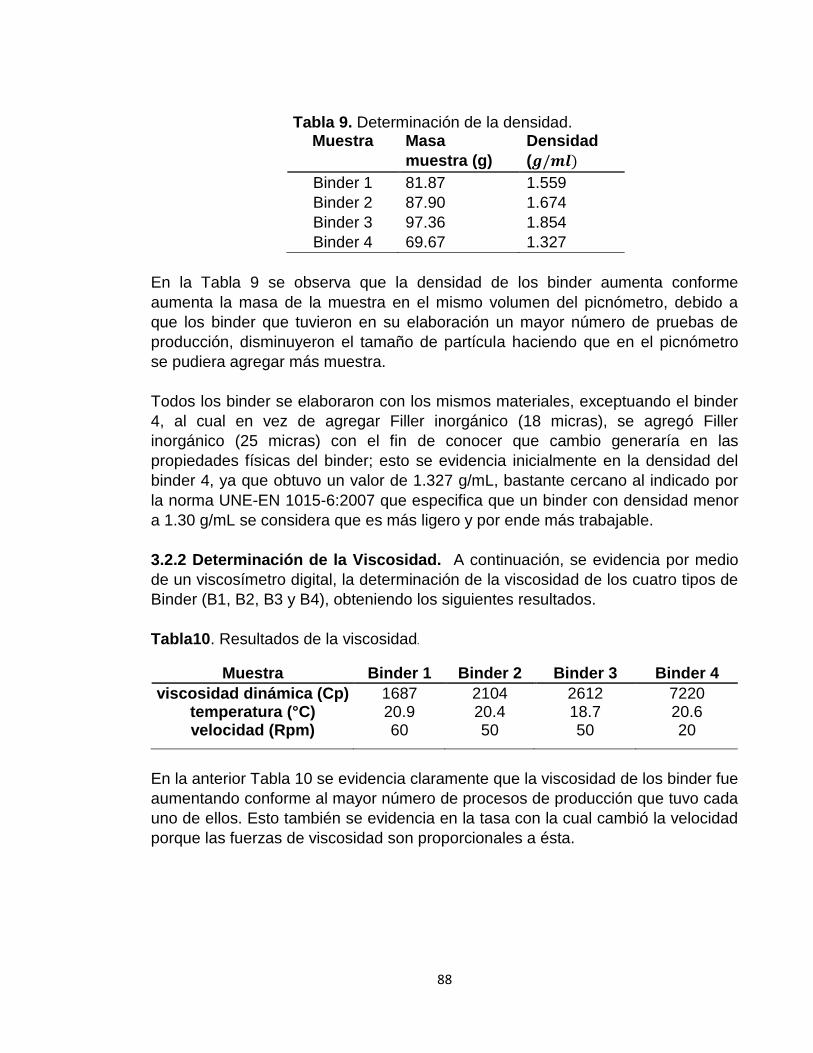
88
Tabla 9. Determinación de la densidad. Muestra Masa
muestra (g)
Densidad
(
Binder 1
Binder 2
Binder 3
Binder 4
81.87
87.90
97.36
69.67
1.559
1.674
1.854
1.327
En la Tabla 9 se observa que la densidad de los binder aumenta conforme
aumenta la masa de la muestra en el mismo volumen del picnómetro, debido a
que los binder que tuvieron en su elaboración un mayor número de pruebas de
producción, disminuyeron el tamaño de partícula haciendo que en el picnómetro
se pudiera agregar más muestra.
Todos los binder se elaboraron con los mismos materiales, exceptuando el binder
4, al cual en vez de agregar Filler inorgánico (18 micras), se agregó Filler
inorgánico (25 micras) con el fin de conocer que cambio generaría en las
propiedades físicas del binder; esto se evidencia inicialmente en la densidad del
binder 4, ya que obtuvo un valor de 1.327 g/mL, bastante cercano al indicado por
la norma UNE-EN 1015-6:2007 que especifica que un binder con densidad menor
a 1.30 g/mL se considera que es más ligero y por ende más trabajable.
3.2.2 Determinación de la Viscosidad. A continuación, se evidencia por medio
de un viscosímetro digital, la determinación de la viscosidad de los cuatro tipos de
Binder (B1, B2, B3 y B4), obteniendo los siguientes resultados.
Tabla10. Resultados de la viscosidad.
Muestra Binder 1 Binder 2 Binder 3 Binder 4
viscosidad dinámica (Cp) temperatura (°C) velocidad (Rpm)
1687 20.9 60
2104 20.4 50
2612 18.7 50
7220 20.6 20
En la anterior Tabla 10 se evidencia claramente que la viscosidad de los binder fue
aumentando conforme al mayor número de procesos de producción que tuvo cada
uno de ellos. Esto también se evidencia en la tasa con la cual cambió la velocidad
porque las fuerzas de viscosidad son proporcionales a ésta.

89
Ecuación 449. Porcentaje
pasa (
)
(
)
(
)
Ecuación 7. Porcentaje Retenido real
Ecuación 322. Porcentaje Retenido real.
Ecuación 323. Porcentaje Retenido real
Ecuación 324. Porcentaje Retenido real.
Ecuación 325. Porcentaje Retenido real
La viscosidad se ve influenciada por el filler que fue agregado a cada binder,
evidenciándose en los tres primeros binder que llevan Filler inorgánico (18 micras)
siendo este el que generaba mayor consistencia al aplicarlo en la mezcla de
mortero, contrario al binder 4, siendo éste el que mejor fluidez obtuvo.
3.2.3 Determinación de los Sólidos disueltos. A continuación, se evidencia por
el principio de “Materia Seca” (LOD) por medio del equipo analizador de humedad,
la determinación de los sólidos disueltos de los cuatros tipos de Binder (B1, B2, B3
y B4), obteniendo los siguientes resultados.
Tabla 11. Resultados de los sólidos disueltos para cada binder (1, 2, 3 y 4)
Muestra Binder1 Binder2 Binder
3
Binder
4
Sólidos disueltos (%) 83.28 78.35 80 94.53
Acorde a la normatividad interna de la CI la cual se encuentra en desarrollo, indica
que el porcentaje de sólidos disueltos en el binder no debe ser mayor a 80%,
siendo este una principal causa en el momento de aplicarlo a una superficie
rugosa o lisa en piso, ya que puede alterar las condiciones de secado soplando la
superficie; como se observa en la Tabla 11 los binder 2 y 3 son los únicos que
cumplen la norma estandarizada por la empresa patrocinadora.
3.3 CARACTERIZACIÓN DE LAS ARENAS
Esta se llevó a cabo para conocer el tipo de granulometría de las arenas (30/100 y
16/50) con el fin de determinar el tamaño de partícula por medio de los tamices
corroborando así la norma ASTM C33.
3.3.1 Determinación de la distribución del tamaño de partícula de las arenas
(30/100 y 16/50). A continuación, se evidencia el porcentaje de retenido real en la
arena 30/100 y 16/50, en 500g de arena.

90
Gráfica 1. Granulometría Arena 30/100 y
Arena 16/50 - %Pasa vs # Tamiz.
Gráfica 2. Granulometría arena 30/100 y arena 16/50 - %Pasa vs # Tamiz.
Gráfica 3. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Ilustración 128. Representación de los
Pisos autonivelantes incluyendo los dos
pisos comerciales en Prueba chorro de
CorindónGráfica 4. Granulometría Arena
30/100 y Arena 16/50 - %Pasa vs #
Tamiz.Gráfica 5. Granulometría Arena
30/100 y Arena 16/50 - %Pasa vs #
Tamiz.
Gráfica 6. Granulometría arena 30/100 y arena 16/50 - %Pasa vs # Tamiz.
Gráfica 7. Granulometría Arena 30/100 y Arena 16/50 - %Pasa
Ecuación 8. Porcentaje pasa
La experimentación se llevó a cabo para conocer la granulometría de cada una de
las arenas (30/100 – 16/50), obteniendo los siguientes resultados y porcentajes de
retenido real, retenido acumulado y la malla por donde pasa.
Tabla 12. Resultados granulometría arena 30/100
Granulometría Arena 30/100
# Tamiz
30 50 70 100
Cazoleta
Tamiz (mm) 0.600 0.300 0.212 0.150
Total
Retenido Tamiz (g)
3.30 478
12.64 3.54 2.52
500.00
%Retenido Real
0.66 95.60 2.53 0.71 0.50
100.00
% Retenido acumulado
0.66 96.26 98.79 99.50 100.00
% Pasa
99.34 3.74 1.21 0.50 0.00
Tabla 13. Resultados granulometría arena 16/50
Granulometría Arena 16/50
# Tamiz
16 30 50 70
Cazoleta
Tamiz (mm) 1.180 0.600 0.300 0.212
Total
Retenido Tamiz (g)
1.44 315.07 176.99
3.5 3
500
%Retenido Real
0.29 63.01 35.40 0.70 0.60
100.00
% Retenido acumulado
0.29 63.30 98.70 99.40 100.00
% Pasa
99.71 36.70 1.30 0.60 0.00
De acuerdo a los requisitos de la norma ASTM C33 la granulometría más
conveniente para trabajar es aquella que más se aproxime al porcentaje máximo
que pasa por cada tamiz siendo este resultado el más conveniente para trabajar.
Siendo así, observando detenidamente la Tabla 12 el mayor porcentaje de arena
que pasa es en el tamiz N° 30, siendo éste el ideal para trabajar en la arena
30/100. De igual forma también se visualiza en la Tabla 13 el mayor porcentaje de
arena que pasa es en el tamiz N°16, corroborando así el cumplimiento de la norma
en la arena 16/50.

91
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
% P
ASA
# TAMIZ
GRANULOMETRIA
GRANULOMETRIA Arena 30/100 GRANULOMETRIA ARENA 16/50
Gráfica 1. Granulometría arena 30/100 y arena 16/50 - %Pasa vs # Tamiz.
Gráfica 616. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Ilustración 479. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de CorindónGráfica 617. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Gráfica 618. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Ilustración 480. Representación de los pisos autonivelantes incluyendo los dos pisos comerciales en prueba chorro de corindón
Ilustración 481. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de Corindón
Gráfica 619. Contenido de aire de los diferentes pisos incluyendo los dos pisos comercialesIlustración 482. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de CorindónGráfica 620. Granulometría arena 30/100 y arena 16/50 - %Pasa vs # Tamiz.
Gráfica 621. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Ilustración 483. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de CorindónGráfica 622. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Gráfica 623. Granulometría Arena 30/100 y Arena 16/50 - %Pasa vs # Tamiz.
Ilustración 484. Representación de los pisos autonivelantes incluyendo los dos pisos comerciales en prueba chorro de corindón
Con base a los resultados obtenidos y descritos en las Tablas 15 y 16, se realiza
la curva granulométrica, determinando la finura de cada arena. Observando la
Gráfica 1 se visualiza que efectivamente la arena 30/100 tiene un mayor paso en
el tamiz N° 30 y que la arena 16/50 un mayor paso en el tamiz 16, indicando así
una catalogación de agregado fino y agregado grueso respectivamente.
3.4 ELABORACIÓN DE MORTEROS
La elaboración de morteros, se llevó a cabo para determinar su apariencia, con el
fin de conocer su textura, color y sus grietas.
3.5 CARACTERIZACIÓN DE LOS MORTEROS
De acuerdo a la caracterización realizada a los morteros M1, M2, M3, M4, M5, M6,
M7 y M8, se dan a conocer los resultados obtenidos en el Cuadro 4.
3.5.1. Determinación de la apariencia. la apariencia es un método visual el cual
consiste en observar y tocar detalladamente cada uno de los morteros, obteniendo
los resultados tal como se ve en el Cuadro 4.
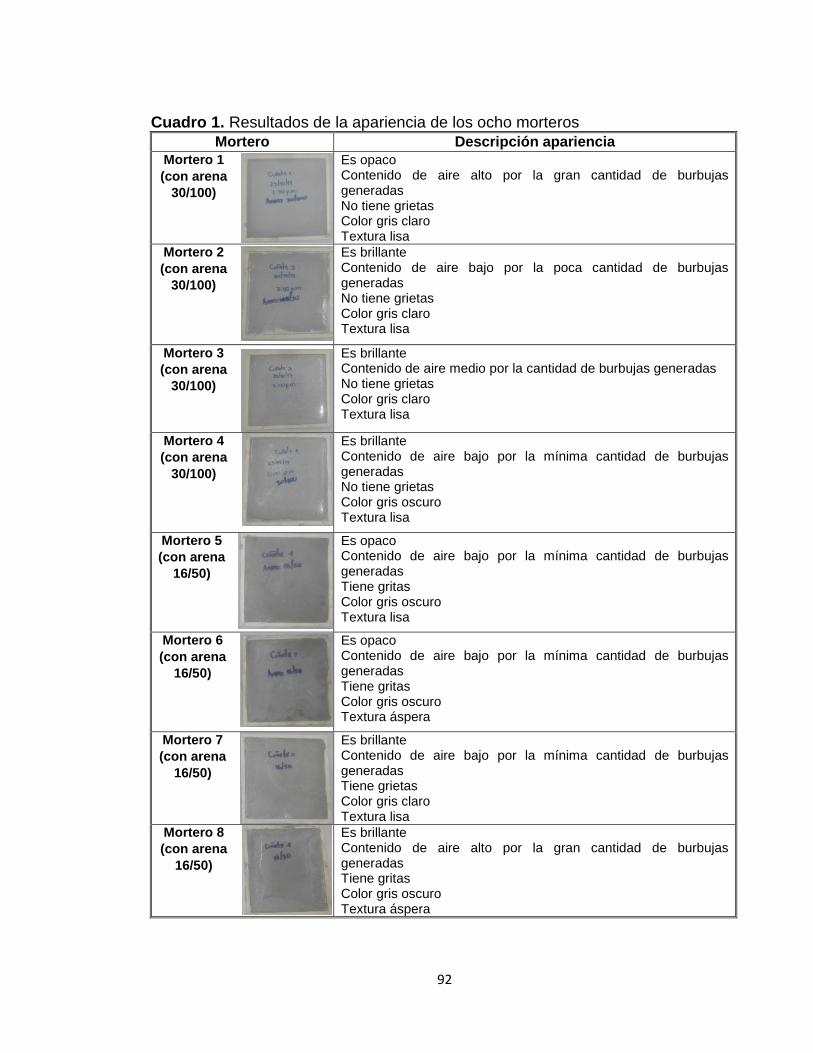
92
Cuadro 1. Resultados de la apariencia de los ocho morteros
Mortero Descripción apariencia
Mortero 1
(con arena
30/100)
Es opaco Contenido de aire alto por la gran cantidad de burbujas generadas No tiene grietas Color gris claro Textura lisa
Mortero 2
(con arena
30/100)
Es brillante Contenido de aire bajo por la poca cantidad de burbujas generadas No tiene grietas Color gris claro Textura lisa
Mortero 3
(con arena
30/100)
Es brillante Contenido de aire medio por la cantidad de burbujas generadas No tiene grietas Color gris claro Textura lisa
Mortero 4
(con arena
30/100)
Es brillante Contenido de aire bajo por la mínima cantidad de burbujas generadas No tiene grietas Color gris oscuro Textura lisa
Mortero 5
(con arena
16/50)
Es opaco Contenido de aire bajo por la mínima cantidad de burbujas generadas Tiene gritas Color gris oscuro Textura lisa
Mortero 6
(con arena
16/50)
Es opaco Contenido de aire bajo por la mínima cantidad de burbujas generadas Tiene gritas Color gris oscuro Textura áspera
Mortero 7
(con arena
16/50)
Es brillante Contenido de aire bajo por la mínima cantidad de burbujas generadas Tiene grietas Color gris claro Textura lisa
Mortero 8
(con arena
16/50)
Es brillante Contenido de aire alto por la gran cantidad de burbujas generadas Tiene gritas Color gris oscuro Textura áspera
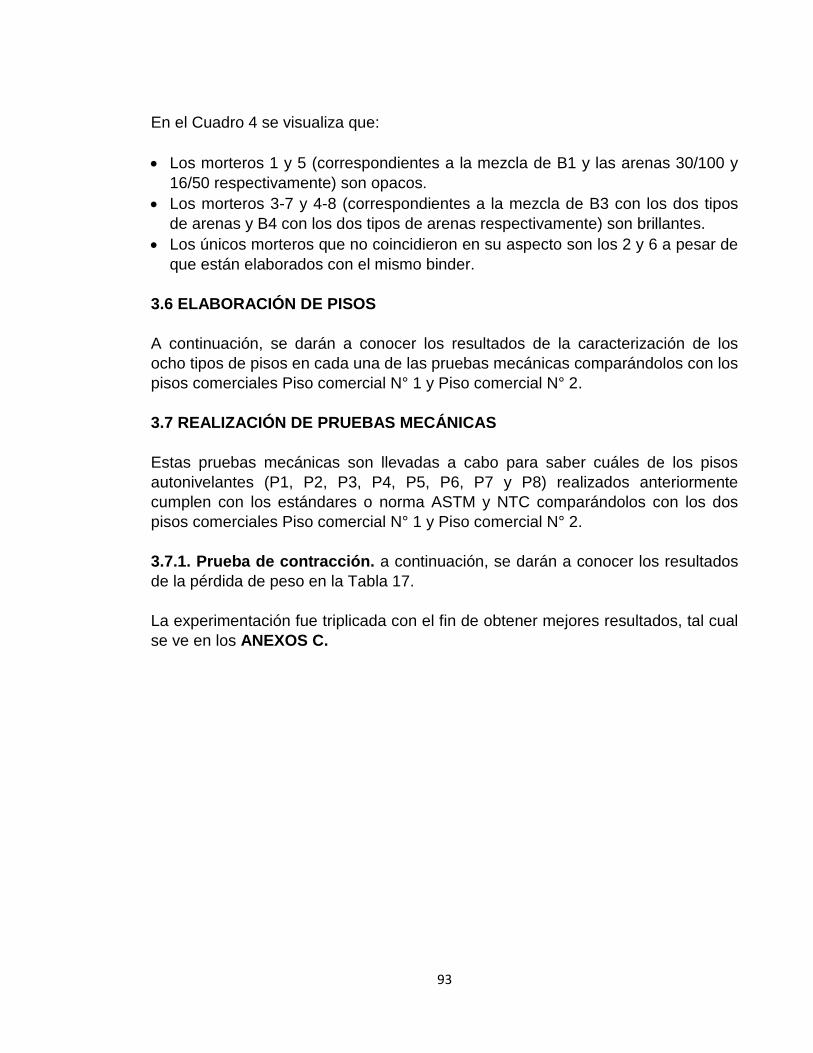
93
En el Cuadro 4 se visualiza que:
Los morteros 1 y 5 (correspondientes a la mezcla de B1 y las arenas 30/100 y
16/50 respectivamente) son opacos.
Los morteros 3-7 y 4-8 (correspondientes a la mezcla de B3 con los dos tipos
de arenas y B4 con los dos tipos de arenas respectivamente) son brillantes.
Los únicos morteros que no coincidieron en su aspecto son los 2 y 6 a pesar de
que están elaborados con el mismo binder.
3.6 ELABORACIÓN DE PISOS
A continuación, se darán a conocer los resultados de la caracterización de los
ocho tipos de pisos en cada una de las pruebas mecánicas comparándolos con los
pisos comerciales Piso comercial N° 1 y Piso comercial N° 2.
3.7 REALIZACIÓN DE PRUEBAS MECÁNICAS
Estas pruebas mecánicas son llevadas a cabo para saber cuáles de los pisos
autonivelantes (P1, P2, P3, P4, P5, P6, P7 y P8) realizados anteriormente
cumplen con los estándares o norma ASTM y NTC comparándolos con los dos
pisos comerciales Piso comercial N° 1 y Piso comercial N° 2.
3.7.1. Prueba de contracción. a continuación, se darán a conocer los resultados
de la pérdida de peso en la Tabla 17.
La experimentación fue triplicada con el fin de obtener mejores resultados, tal cual
se ve en los ANEXOS C.

94
Tabla 14. Resultados de la prueba de contracción
Promedio % Pérdida de peso
Pisos
P1 P2 P3 P4 P5 P6 P7 P8
Piso comercial N° 1 Piso comercial N° 2
pérdida de peso (g)
4.01 3.78 3.20 3.14 3.51 3.44 3.58 3.59 2.77 3.32
% pérdida de peso real
3.62 3.17 2.82 2.69 3.05 2.95 3.14 2.99 2.25 2.73
En la tabla 14 se observa que los pisos con menor porcentaje pérdida de peso son
P4 y P3 con 2.69% y 2.82 % respectivamente, indicando que estos tendrán una
menor posibilidad de agrietarse y de contraerse (24 h), tal como lo indica la norma
NTC 3356 en la que se especifica que la retención mínima de agua en un mortero
debe ser del 75% y que a mayor sea la relación agua-mortero, el movimiento y la
pérdida de agua dentro de los espacios extremadamente pequeños del mortero
hidratado serán menor, conservando la mayor cantidad de agua.
No hay requisitos significativos para el encogimiento, por lo tanto, estos
porcentajes son aceptables.
3.7.2. RESISTENCIA A LA ABRASIÓN
Para determinar el desgaste de los 8 tipos de pisos y compararlos con los dos
comerciales, se les realizan dos ensayos de resistencia a la abrasión que emplean
dos métodos distintos, uno por frotación y otro por fricción de superficie.
3.7.2.1. Prueba taber test. a continuación, se dan a conocer los resultados
obtenidos en la prueba taber test para cada uno de los pisos incluyendo el Piso
comercial N° 2.
La experimentación fue triplicada con el fin de obtener mejores resultados, los
cuales se encuentran en el ANEXO D.

95
Tabla 15. Resultados de la prueba taber test de los pisos (1, 2, 3 y 4)
Piso 1 Piso 2 Piso 3 Piso 4
Promedio peso inicial (g) Promedio peso final (g)
Promedio dif. a 1000 ciclos % Pérdida peso
71.15 70.61 0.77 1.08
71.37 64.21 0.58 0.82
61.94 61.63 0.63 1.01
55.61 55.26 0.69 1.24
Tabla 16. Resultados de la prueba taber test de los pisos (5, 6, 7 y 8) incluyendo el Piso comercial N° 2
Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N°
2
Promedio peso inicial (g) Promedio peso final (g)
70.03
69.18
60.24
32.16
0.64
1.07
67.17
66.31
0.80
1.01
49.98 74.21
73.63
0.58
0.78
MUESTRA A
18 ciclos
------
MUESTRA B
12 ciclos
------
MUESTRA C
100 ciclos
------
Promedio dif. 0.85 a 1000 ciclos
% Pérdida peso 1.21
Con el Piso 8 no se pudo culminar la prueba taber test, debido a que las tres
muestras se quebraron a los 12, 18 y 100 ciclos tal como se observa en la Tabla
16.
El piso que mejor resistencia al desgaste tiene es aquel que tenga el menor
porcentaje de pérdida de peso, siendo el piso 2 (Tabla 15) con 0.82% bastante
cercano al 0.78 % del Piso comercial N° 2.
De igual forma los pisos 3 y 7 arrojaron un buen resultado con 1.01% de pérdida
de peso.
Esto indica que los pisos P2, P3 y P7 tienen una buena resistencia de abrasión
superficial, y el factor principal reside en qué tan resistente es desde el punto de
vista estructural, en el que la superficie está expuesta al desgaste y a medida que
el piso se desgasta, los agregados finos (P2 y P3) o gruesos (P7) quedan
expuestos a la abrasión, provocando una degradación relacionada con los
agregados y la dureza de los mismos.

96
Ilustración 33. Representación de los pisos autonivelantes incluyendo los dos pisos comerciales en prueba chorro de corindón
Ilustración 1. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de Corindón
Gráfica 1. Contenido de aire de los diferentes pisos incluyendo los dos pisos comercialesIlustración 2. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de Corindón
Ilustración 3. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de Corindón
Gráfica 2. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 3. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 4. Resultados de Contenido de aire con sus respectivos pisosGráfica 5. Contenido de aire de los diferentes pisos incluyendo los dos pisos comercialesIlustración 4. Representación de los pisos autonivelantes incluyendo los dos pisos comerciales en prueba chorro de corindón
Ilustración 5. Representación de los Pisos autonivelantes incluyendo los dos pisos comerciales en Prueba chorro de Corindón
Gráfica 6. Contenido de aire de los diferentes pisos incluyendo los dos pisos comercialesIlustración 6.
3.7.2.2. Prueba chorro de corindón. a continuación, se da a conocer los
resultados de la prueba chorro de corindón para cada uno de los pisos incluyendo
los pisos comerciales.
A partir de esta prueba se quiere conocer cuáles de los pisos autonivelantes son
más resistentes al chorro de corindón comparado con los pisos comerciales, para
así saber por esta razón cuando se vea la superficie del sustrato del molde de
piso. Indicando así la resistencia del piso a abrasiones. (Ilustración 33)
Fuente: Elaboración propia
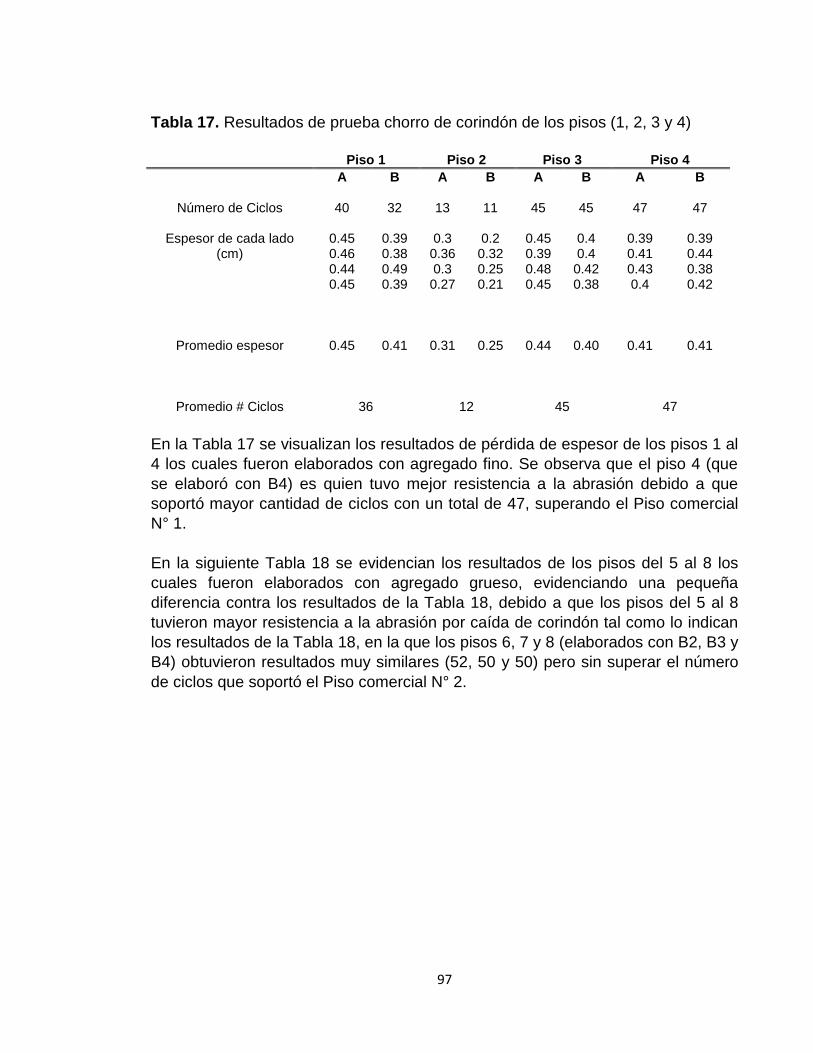
97
Tabla 17. Resultados de prueba chorro de corindón de los pisos (1, 2, 3 y 4)
En la Tabla 17 se visualizan los resultados de pérdida de espesor de los pisos 1 al
4 los cuales fueron elaborados con agregado fino. Se observa que el piso 4 (que
se elaboró con B4) es quien tuvo mejor resistencia a la abrasión debido a que
soportó mayor cantidad de ciclos con un total de 47, superando el Piso comercial
N° 1.
En la siguiente Tabla 18 se evidencian los resultados de los pisos del 5 al 8 los
cuales fueron elaborados con agregado grueso, evidenciando una pequeña
diferencia contra los resultados de la Tabla 18, debido a que los pisos del 5 al 8
tuvieron mayor resistencia a la abrasión por caída de corindón tal como lo indican
los resultados de la Tabla 18, en la que los pisos 6, 7 y 8 (elaborados con B2, B3 y
B4) obtuvieron resultados muy similares (52, 50 y 50) pero sin superar el número
de ciclos que soportó el Piso comercial N° 2.
Piso 1 Piso 2 Piso 3 Piso 4
Número de Ciclos
Espesor de cada lado (cm)
Promedio espesor
Promedio # Ciclos
A
40
0.45 0.46 0.44 0.45
0.45
B
32
0.39 0.38 0.49 0.39
0.41
A
13
0.3 0.36 0.3 0.27
0.31
B
11
0.2 0.32 0.25 0.21
0.25
A
45
0.45 0.39 0.48 0.45
0.44
B
45
0.4 0.4 0.42 0.38
0.40
A
47
0.39 0.41 0.43 0.4
0.41
B
47
0.39 0.44 0.38 0.42
0.41
36 12 45 47

98
Tabla 18. Resultados de prueba chorro de corindón de pisos (5, 6, 7 y 8) incluyendo los dos pisos comerciales
También se observa que el piso 2 tuvo el menor número de ciclos siendo este de
12 (Tabla 18) teniendo en cuenta que su espesor es el menor de todos los pisos,
por ende, empleando una proporcionalidad al cual se halla el número de ciclos al
cual se hubiera fracturado si su espesor hubiera sido de 0.44 (promedio de
espesor de las pruebas A y B del Piso comercial N° 2 que tuvo el mejor resultado),
pero aun así el piso 2 con ese espesor se hubiera fracturado a los 19 ciclos.
3.7.3 Prueba de contenido de aire. Este ensayo se refiere a la cantidad de aire
atrapado en la mezcla fresca de piso que es generado por efectos naturales o por
el aire que se pudo haber incorporado durante la agitación y mezclado.
A continuación, se da a conocer los resultados de la prueba contenido de aire de
los diferentes pisos con los dos pisos comerciales.
Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial
N° 1 Piso comercial
N° 2
Número de Ciclos
Espesor de cada lado
(cm)
Promedio espesor
A
50 0.39 0.45 0.44 0.43
0.43
B
43
0.40 0.43 0.40 0.45
0.42
A
52
0.42 0.42 0.42 0.42
0.42
B
52
0.30 0.40 0.45 0.48
0.41
A
50
0.39 0.40 0.45 0.47
0.43
B
50
0.40 0.40 0.43 0.38
0.40
A
50
0.40 0.36 0.42 0.50
0.42
B
50
0.40 0.39 0.42 0.52
0.43
A
35
0.30 0.39 0.20 0.23
0.28
B
35
0.40 0.40 0.33 0.38
0.38
A
100
0.40 0.40 0.45 0.48
0.43
B
100
0.45 0.44 0.42 0.47
0.45
Promedio # Ciclos
47 52 50 50 35 100

99
Tabla 19. Resultados de la prueba contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Contenido de aire (% )
Tiempo (min) P1 P2 P3 P4 P5 P6 P7 P8
Piso comercial N° 1 Piso comercial N° 2
5 min 1.4 3.1 1.1 3
3.6 2.8 2.8 2.6 5.1 3.8
15 min 3
3.3 1.6 2.4 3.6 2.5 4
2.8 4.8 3.2
30 min 5
4.2 2.6 3.4 3.9 3.7 4.7 3.2 5.1 4.9
Entre menor porcentaje de contenido de aire tengan los pisos, tendrán menos
posibilidad de que no se agrieten o se fisuren ya que al generar grandes burbujas
estas pueden soplar la superficie donde se aplique el piso autonivelante.
Al apreciar la Tabla 19 es evidente que los pisos comerciales tienen un alto
porcentaje contenido de aire, contrario al piso 3 cuyo porcentaje a 30 minutos es
de 2.65 % de aire, lo cual también se puede apreciar en los minutos 5 y 15 en los
que también obtuvo el menor porcentaje.
Desde luego se puede observar que lo busca esta prueba es determinar con el
contenido de aire que tan compacto puede llegar a ser el piso en el cambio de
volumen por una presión.
Enseguida se evidencia en la Gráfica 2 los porcentajes de contenido de aire:
100
1,4
3,1
1,1
3
3,6
2,8
2,8
2,6
5,1
5
3,8
5
4,2
2,6
5 3,4
3,9
3,7
4,7
3,2
5,1
4,9
0
1
2
3
4
5
6P
ÉRD
IDA
DE
PES
O %
PISOS
CONTENIDO DE AIRE
Contenido de Aire (5 min)
Contenido de Aire (15 min)
Contenido de Aire (30 min)
Gráfica 2. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 1. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 2. Resultados de Contenido de aire con sus respectivos pisosGráfica 3. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 4. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 5. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 6. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 7. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comercialesGráfica 8. Resultados de Contenido de aire con sus respectivos pisosGráfica 9. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 10. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 11. Resultados de Contenido de aire con sus respectivos pisosGráfica 12. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 13. Contenido de aire de los diferentes pisos incluyendo los dos pisos comerciales
Gráfica 14. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 15. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 16. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comercialesGráfica 17. Resultados de Contenido de aire con sus respectivos pisos
En donde se evidencia que los porcentajes más altos de contenido de aire los
obtuvieron a parte de los dos pisos comerciales, fueron los pisos del 5 al 8
teniendo presente el tamaño de partícula del agregado (grueso), lo cual
intermolecularmente permite espacios muertos en la mezcla.
Por otro lado, el contenido de aire más bajo lo obtuvo el piso 3 con 1.1%,
indicando así que la cantidad de poros que puede tener el piso son relativamente
pequeños evitando la formación de burbujas, tal como lo indica la norma ASTM
231.
También se evidencia que el piso 3 superó con una diferencia aproximada de
300% el contenido de aire de los pisos comerciales.
3.7.4. Prueba flujo libre. a continuación, se da a conocer en la Tabla 23 los
resultados obtenidos en la prueba flujo libre, allí se evidencia también su
desviación estándar para cada valor.
En el ANEXO E, se evidencia los datos iniciales de las cuatro lecturas en (cm) a
los tiempos de (5, 15 y 30) min, con sus respectivos promedios para obtener los
valores finales que se ven la Tabla 20.

101
Tabla 20. Resultados de flujo libre
Se observa en la Tabla 20 que el piso 4 tuvo el mayor esparcimiento debido que a
los 5 min se propagó a 20.25 cm y luego se fue reduciendo a medida que este se
secaba, aun así, teniendo en el tiempo de 30 min el mayor esparcimiento 20.18
cm. Esto corrobora que el piso es autonivelante, mejorando los estándares
actuales (Piso comercial N° 1 y Piso comercial N° 2)
Otro punto relevante es que el Piso comercial N° 1, no es autonivelante debido a
que necesitó golpes para que se esparciera según lo indica la norma UNE-EN
1015-3; esto se debe a que la consistencia del Piso comercial N° 1 es alta, lo cual
se debe a la baja cantidad de agua en su preparación con una relación de 4.5 de
polvo a 1 de agua tal como lo indica su ficha técnica (ANEXO A).
Flujo libre (cm)
Pisos P1 P2 P3 P4 P5 P6 P7 P8
Piso comercial N° 1 (25 golpes) Piso comercial N° 2
5 min 15.13 ± 0.22 15.38 ± 0.17 16.45 ± 0.29 20.25 ± 0.42 15.40 ± 0.10 16.34 ± 0.26 16.00 ± 0.31 19.25 ± 0.43 15.69 ± 0.53 18.69 ± 0.32
15 min 14.55 ± 0.44 15.08 ± 0.24 15.68 ± 0.21 20.20 ± 0.06 15.25 ± 0.46 15.89 ± 0.45 15.83 ± 0.13 19.06 ± 0.66 15.47 ± 0.24 18.66 ± 0.10
30 min 13.95 ± 0.47 14.38 ± 0.28 15.58 ± 0.34 20.18 ± 0.85 14.40 ± 0.10 15.08 ± 0.22 15.20 ± 0.25 18.93 ± 0.58 13.88 ± 0.12 14.12 ± 0.15
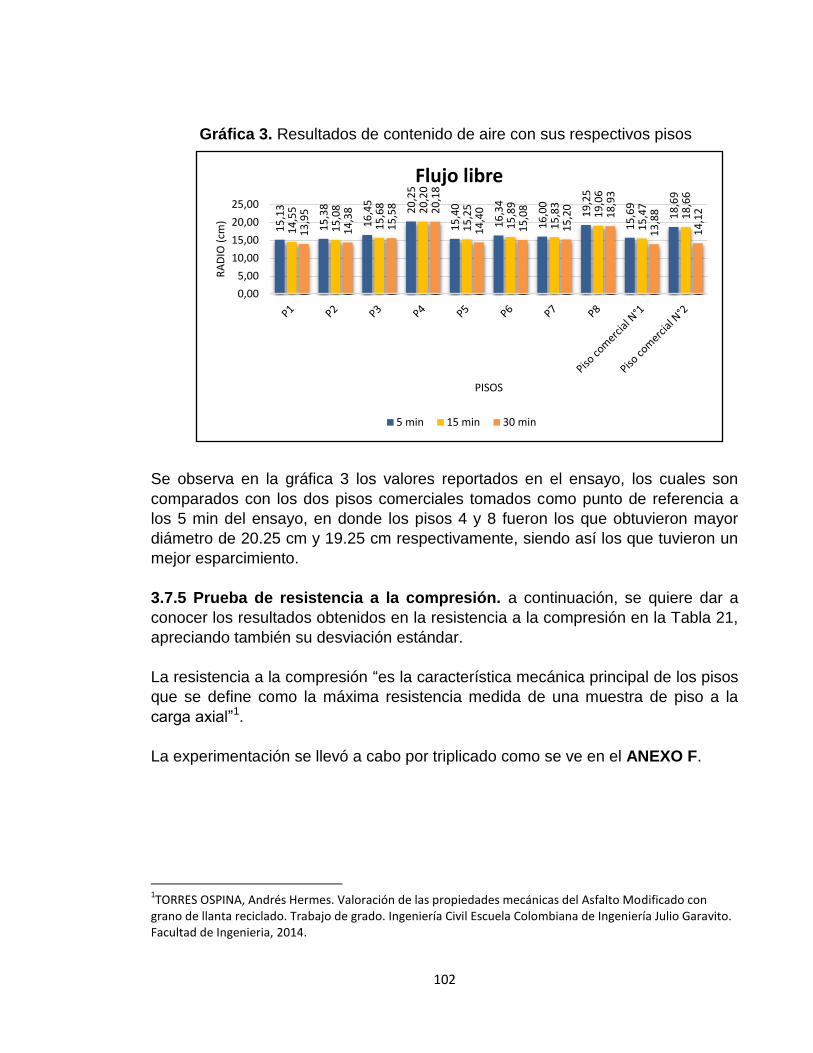
102
Gráfica 3. Resultados de contenido de aire con sus respectivos pisos
Gráfica 977. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 978. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comercialesGráfica 979. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 980. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 981. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 982. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 983. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 díasGráfica 984. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comercialesGráfica 985. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 986. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 987. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comercialesGráfica 988. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 989. Resultados de Contenido de aire con sus respectivos pisos
Gráfica 990. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 991. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 992. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 díasGráfica 993. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
15
,13
15
,38
16
,45
20
,25
15
,40
16
,34
16
,00
19
,25
15
,69
18
,69
14
,55
15
,08
15
,68
20
,20
15
,25
15
,89
15
,83
19
,06
15
,47
18
,66
13
,95
14
,38
15
,58
20
,18
14
,40
15
,08
15
,20
18
,93
13
,88
14
,12
0,00
5,00
10,00
15,00
20,00
25,00
RA
DIO
(cm
)
PISOS
Flujo libre
5 min 15 min 30 min
Se observa en la gráfica 3 los valores reportados en el ensayo, los cuales son
comparados con los dos pisos comerciales tomados como punto de referencia a
los 5 min del ensayo, en donde los pisos 4 y 8 fueron los que obtuvieron mayor
diámetro de 20.25 cm y 19.25 cm respectivamente, siendo así los que tuvieron un
mejor esparcimiento.
3.7.5 Prueba de resistencia a la compresión. a continuación, se quiere dar a
conocer los resultados obtenidos en la resistencia a la compresión en la Tabla 21,
apreciando también su desviación estándar.
La resistencia a la compresión “es la característica mecánica principal de los pisos
que se define como la máxima resistencia medida de una muestra de piso a la
carga axial”1.
La experimentación se llevó a cabo por triplicado como se ve en el ANEXO F.
1TORRES OSPINA, Andrés Hermes. Valoración de las propiedades mecánicas del Asfalto Modificado con
grano de llanta reciclado. Trabajo de grado. Ingeniería Civil Escuela Colombiana de Ingeniería Julio Garavito. Facultad de Ingenieria, 2014.
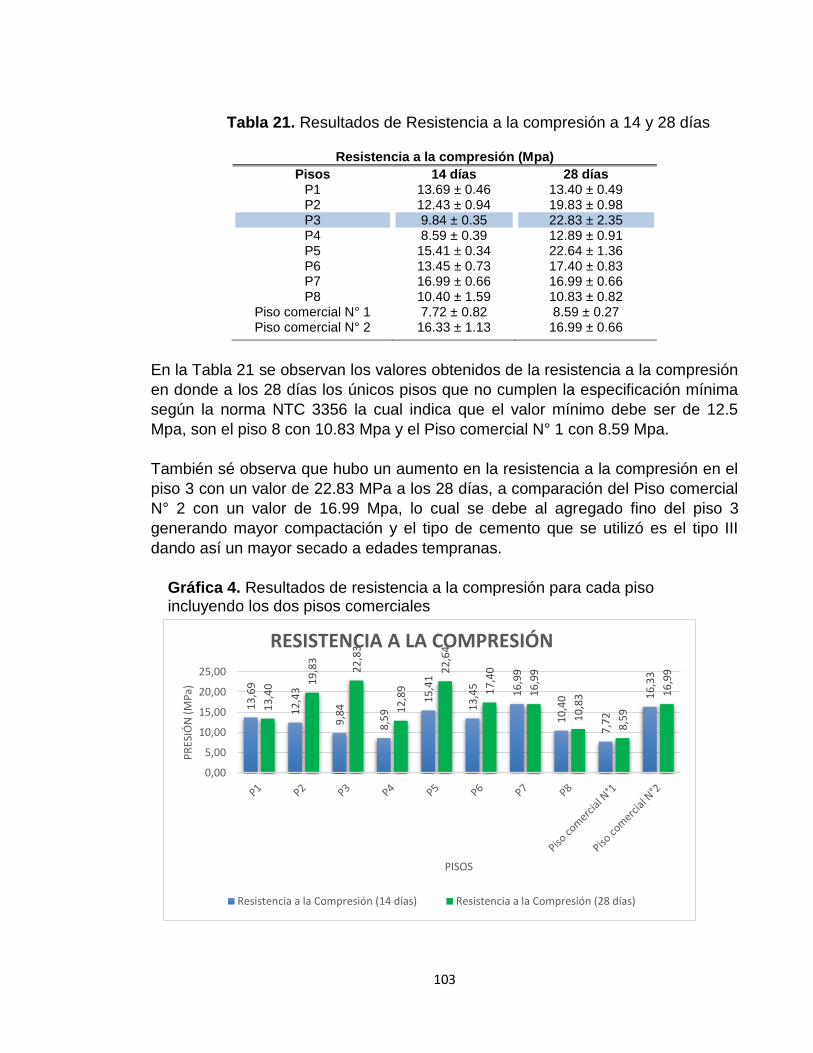
103
Gráfica 4. Resultados de resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 1682. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 1683. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 díasGráfica 1684. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 1685. Resultados de Resistencia a la compresión para cada piso incluyendo los dos pisos comerciales
Gráfica 1686. Resultados de prueba de adherencia realizando ensayo pull off a los 14 y 28 días
Gráfica 1687. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días..
Ilustración 117. Placa de concreto con su respectiva adherencia (prueba pull off)Gráfica 1688. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 díasGráfica 1689. Resultados de Resistencia
13
,69
12
,43
9,8
4
8,5
9
15
,41
13
,45
16
,99
10
,40
7,7
2
16
,33
13
,40
19
,83
22
,83
12
,89
22
,64
17
,40
16
,99
10
,83
8,5
9
16
,99
0,00
5,00
10,00
15,00
20,00
25,00
PR
ESIÓ
N (
MP
a)
PISOS
RESISTENCIA A LA COMPRESIÓN
Resistencia a la Compresión (14 días) Resistencia a la Compresión (28 días)
Tabla 21. Resultados de Resistencia a la compresión a 14 y 28 días
Resistencia a la compresión (Mpa)
Pisos P1 P2 P3 P4 P5 P6 P7 P8
Piso comercial N° 1 Piso comercial N° 2
14 días 13.69 ± 0.46 12.43 ± 0.94 9.84 ± 0.35 8.59 ± 0.39
15.41 ± 0.34 13.45 ± 0.73 16.99 ± 0.66 10.40 ± 1.59 7.72 ± 0.82
16.33 ± 1.13
28 días 13.40 ± 0.49 19.83 ± 0.98 22.83 ± 2.35 12.89 ± 0.91 22.64 ± 1.36 17.40 ± 0.83 16.99 ± 0.66 10.83 ± 0.82 8.59 ± 0.27
16.99 ± 0.66
En la Tabla 21 se observan los valores obtenidos de la resistencia a la compresión
en donde a los 28 días los únicos pisos que no cumplen la especificación mínima
según la norma NTC 3356 la cual indica que el valor mínimo debe ser de 12.5
Mpa, son el piso 8 con 10.83 Mpa y el Piso comercial N° 1 con 8.59 Mpa.
También sé observa que hubo un aumento en la resistencia a la compresión en el
piso 3 con un valor de 22.83 MPa a los 28 días, a comparación del Piso comercial
N° 2 con un valor de 16.99 Mpa, lo cual se debe al agregado fino del piso 3
generando mayor compactación y el tipo de cemento que se utilizó es el tipo III
dando así un mayor secado a edades tempranas.
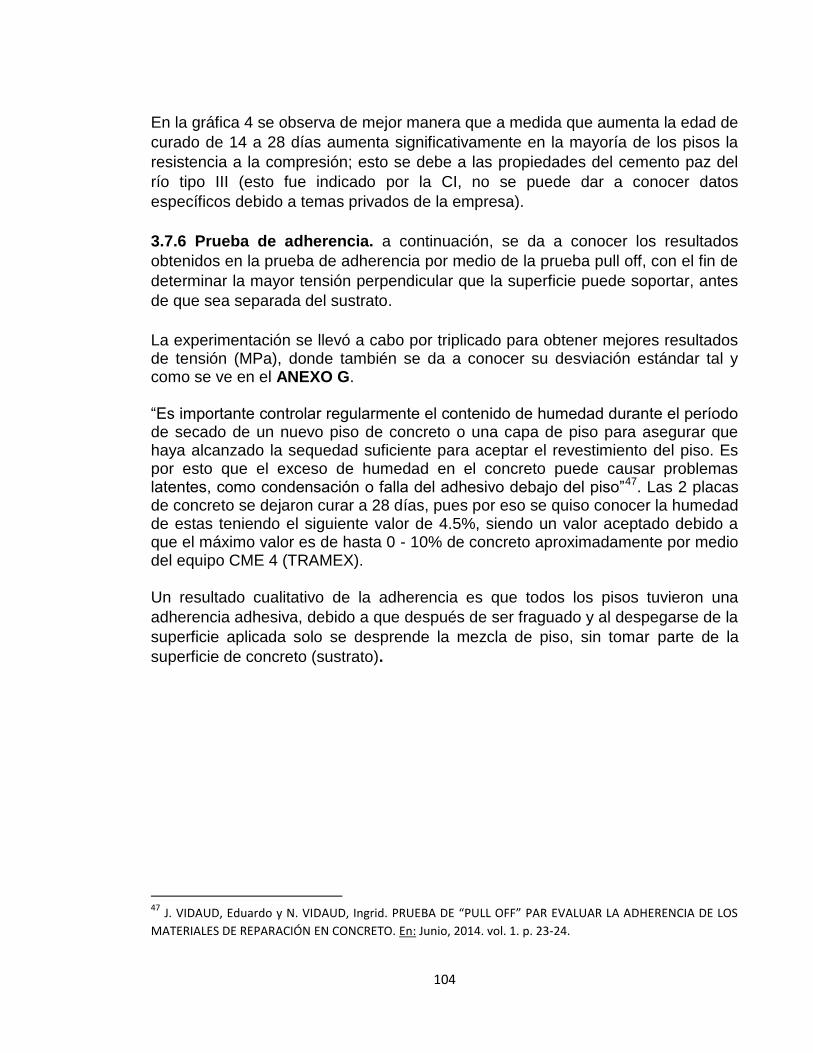
104
En la gráfica 4 se observa de mejor manera que a medida que aumenta la edad de
curado de 14 a 28 días aumenta significativamente en la mayoría de los pisos la
resistencia a la compresión; esto se debe a las propiedades del cemento paz del
río tipo III (esto fue indicado por la CI, no se puede dar a conocer datos
específicos debido a temas privados de la empresa).
3.7.6 Prueba de adherencia. a continuación, se da a conocer los resultados
obtenidos en la prueba de adherencia por medio de la prueba pull off, con el fin de
determinar la mayor tensión perpendicular que la superficie puede soportar, antes
de que sea separada del sustrato.
La experimentación se llevó a cabo por triplicado para obtener mejores resultados de tensión (MPa), donde también se da a conocer su desviación estándar tal y como se ve en el ANEXO G. “Es importante controlar regularmente el contenido de humedad durante el período de secado de un nuevo piso de concreto o una capa de piso para asegurar que haya alcanzado la sequedad suficiente para aceptar el revestimiento del piso. Es por esto que el exceso de humedad en el concreto puede causar problemas latentes, como condensación o falla del adhesivo debajo del piso”47. Las 2 placas de concreto se dejaron curar a 28 días, pues por eso se quiso conocer la humedad de estas teniendo el siguiente valor de 4.5%, siendo un valor aceptado debido a que el máximo valor es de hasta 0 - 10% de concreto aproximadamente por medio del equipo CME 4 (TRAMEX). Un resultado cualitativo de la adherencia es que todos los pisos tuvieron una
adherencia adhesiva, debido a que después de ser fraguado y al despegarse de la
superficie aplicada solo se desprende la mezcla de piso, sin tomar parte de la
superficie de concreto (sustrato).
47 J. VIDAUD, Eduardo y N. VIDAUD, Ingrid. PRUEBA DE “PULL OFF” PAR EVALUAR LA ADHERENCIA DE LOS
MATERIALES DE REPARACIÓN EN CONCRETO. En: Junio, 2014. vol. 1. p. 23-24.

105
Tabla 22. Resultados de prueba de adherencia
En la tabla 22 a los 14 días, se evidencia que ninguno de los pisos mejoró la
adherencia contra los pisos comerciales, dado que la mayor adherencia fue del
Piso comercial N° 2 con un valor de 9.81 Mpa, indicando que es una” falla
adhesiva, dando como resultado el fallo en la zona de interfaz. Es entonces el fallo
adhesivo el menos deseable pues no es conveniente que falle en la zona de
interfaz”3.
Luego a los 28 días se vuelve a realizar una prueba de adherencia obteniendo un
mejor resultado en el piso 3 de 8.15 MPa comparándolo con los pisos comerciales
Piso comercial N° 1 y Piso comercial N° 2 de 1.4 y 6 Mpa, obteniendo un fallo en
el interior del material de reparación que indica que la resistencia de la unión es
mayor que la resistencia a la tensión del material superpuesto. Normalmente se
prefiere entonces el fallo en el sustrato, lo que es evidencia de que el material de
reparación superpuesto se ha concebido correctamente.
En la Grafica 5, se evidencia mejor los resultados de la prueba de adherencia.
3 Ibid., p.26
Prueba de adherencia (MPa)
Pisos P1 P2 P3 P4 P5 P6 P7 P8
Piso comercial N° 1 Piso comercial N° 2
14 días 7.67 ± 2.03 3.91 ± 0.50 4.24 ± 0.74 2.60 ± 0.36 4.41 ± 1.21 3.17 ± 0.19 7.88 ± 0.43 2.12 ± 0.21 1.4 ± 0.22 9.81 ± 0.48
28 días 4.57 ± 0.42 4.10 ± 0.68 8.15 ± 2.00 4.56 ± 1.68 3.12 ± 0.29 3.08 ± 0.36 5.66 ± 1.58 2.03 ± 0.83 1.4 ± 0.22 6.00 ± 1.11

106
Gráfica 5. Resultados de prueba de adherencia realizando ensayo pull off a los 14 y 28 días
Gráfica 2000. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días..
Ilustración 244. Placa de concreto con su respectiva adherencia (prueba pull off)Gráfica 2001. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días
Gráfica 2002. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días..
Ilustración 245. Placa de concreto con su respectiva adherencia
Ilustración 246. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
ANEXO 34. Evidencia de la hoja técnica del producto comercial Sikalisto pisoIlustración 247. Placa de concreto con su respectiva adherencia (prueba pull off)Gráfica 2003. Resultados de prueba de adherencia realizando ensayo pull off a los 14 y 28 días
Gráfica 2004. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días..
Ilustración 248. Placa de concreto con su respectiva adherencia (prueba pull off)Gráfica 2005. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días
Gráfica 2006. Resultados de Prueba de Adherencia realizando ensayo Pull Off a los 14 y 8 días..
Ilustración 249. Placa de concreto con su respectiva adherencia
Ilustración 250. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
ANEXO 35. Evidencia de la hoja técnica del producto comercial Sikalisto pisoIlustración 251. Placa de concreto con su respectiva adherencia (prueba pull off)
7,6
7
3,9
1
4,2
4
2,6
0 4
,41
3,1
7
7,8
8
2,1
2
1,4
9,8
1
4,5
7
4,1
0
8,1
5
4,5
6
3,1
2
3,0
8
5,6
6
2,0
3
1,4
6,0
0
0,00
2,00
4,00
6,00
8,00
10,00
12,00
P1 P2 P3 P4 P5 P6 P7 P8 Pisocomercial
N°1
Pisocomercial
N°2
PR
ESIÓ
N (
kg.f
/ cm
²)
PISOS
ADHERENCIA
Adherencia (14 días) Adherencia (28 días)
Estos resultados que se evidencian en la Gráfica 5 se deben a la propiedad en
estado endurecido la cual depende, fundamentalmente, de la naturaleza de la
superficie sobre la que se ha aplicado (placa de concreto), de su porosidad y
rugosidad, así como, de la granulometría de las arenas (30/100 y 16/50) como se
ve en la Ilustración 33; de igual forma los factores que pueden afectar en la
variabilidad de los resultados son: la composición y propiedades del concreto en
las capas, una posible degradación superficial del material debido a efectos
medioambientales, material utilizado en la zona de interfaz, dimensiones del
núcleo y la velocidad de aplicación de la carga.
107
Ilustración 34. Placa de concreto con su respectiva adherencia
Ilustración 1. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
ANEXO 1. Evidencia de la hoja técnica del producto comercial Sikalisto pisoIlustración 2. Placa de concreto con su respectiva adherencia (prueba pull off)
Ilustración 3. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
Ilustración 4. Placa de concreto con su respectiva adherencia
Ilustración 5. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
ANEXO 2. Evidencia de la hoja técnica del producto comercial Sikalisto pisoIlustración 6. Placa de concreto con su respectiva adherencia (prueba pull off)
Ilustración 7. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
Ilustración 8. Placa de concreto con su respectiva adherencia
Ilustración 9. Placa de concreto con su respectiva Adherencia (Prueba Pull Off)
ANEXO 3. Evidencia de la hoja técnica del producto comercial Sikalisto pisoIlustración 10. Placa de concreto con su respectiva adherencia
Fuente: Elaboración propia
En la Ilustración 34 se observa si el piso permanece adherido a las dos
superficies, dando como resultado una buena adherencia (el tipo de fallo es
adhesivo).
En cambio, si se desprende con facilidad y no deja sobrantes adheridos en las
bases es porque la adherencia es mala, debido a que, en obra esto es de gran
interés, pues permite juzgar la calidad de un mortero, simplemente levantando un
ladrillo colocado recientemente sobre él.

108
4. EVALUACIÓN DE COSTOS DE LOS PISOS OBTENIDOS
Se realizó un estudio de costos para comparar el costo de los pisos (P1, P2, P3,
P4, P5, P6, P7 y P8) con los costos de los pisos comerciales (Piso comercial N° 1
y Piso comercial N°) en el laboratorio de CI, con el fin de conocer el consumo ($/
x mm) vs beneficio (desempeño de las pruebas mecánicas para cada uno de los
pisos).
En la Tabla 23 se evidencia el valor real del precio de venta COP para cada piso,
sabiendo cuál de estos tuvo un menor costo frente a los dos pisos comerciales
Piso comercial N° 1 y Piso comercial N° 2.
Tabla 23. Costos reales del precio de venta para cada piso vs desempeño en prueba de contracción
Pisos Contracción
pérdida peso (%) Consumo kg/ x mm de
espesor
precio de venta
$/ x mm
Piso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
3.62 3.17 2.82 2.69 3.05 2.95 3.14 2.99 2.25 2.73
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68 1280.00 4240.00
Se observa en la Tabla 23 lo siguiente:
Azul claro: los dos mejores pisos en la prueba de contracción fueron el piso (3 y 4)
teniendo un resultado de pérdida de peso mucho menor a los otros 6 pisos con
valores de 2.82 y 2.69 % en comparación al Piso comercial N° 1 y Piso comercial
N° 2 con valores de 2.25 y 2.73 % muy cercanos a los pisos anteriormente
mencionados, dando así un buen resultado frente a los pisos comerciales.
En cuanto al precio real de estos dos pisos (3 y 4) con valores de $974.80 y
$895.31 COP se evidencia que son más económicos frente al Piso comercial N° 1
y Piso comercial N° 2 con valores de $1280 y $4240 COP, siendo estos una gran
alternativa para tomar como referencia en una próxima experimentación.
A continuación, en la Tabla 24 se dan a conocer los resultados de consumo vs
desempeño en la prueba taber test, conociendo el costo real para cada piso.

109
Tabla 24. Resultados de costos vs desempeño para cada piso de la prueba taber test
Pisos Taber test
pérdida peso (%) Consumo kg/ x mm de
espesor
precio de venta
$/ x mm
iso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
1.08 0.82 1.01 1.24 1.21 1.07 1.01
- -
0.78
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68
1280.00 4240.00
Se observa en la Tabla 24, lo siguiente:
Azul claro: los dos mejores pisos en la prueba de taber test fueron el piso 2 y piso
3 teniendo un resultado de pérdida de peso menor a los otros 6 pisos con valores
de 0.82 y 1.01 % en comparación al Piso comercial N° 2 con un valor de 0.78%
muy cercano a los pisos anteriormente mencionados, dando así un buen resultado
frente al piso comercial.
Desde luego el precio real de estos dos pisos (2 y 3) son el mismo de $974.80
COP, donde se evidencia que son más económicos frente al Piso comercial N° 2
con un valor de $4240.00 COP dando así un costo muy moderado al piso
comercial utilizado.
Por otro lado, en la Tabla 25, se muestra los resultados de consumo vs
desempeño para cada piso en prueba chorro de corindón, donde se comparará el
valor de precio de venta para los dos mejores pisos con los pisos comerciales
evaluados.
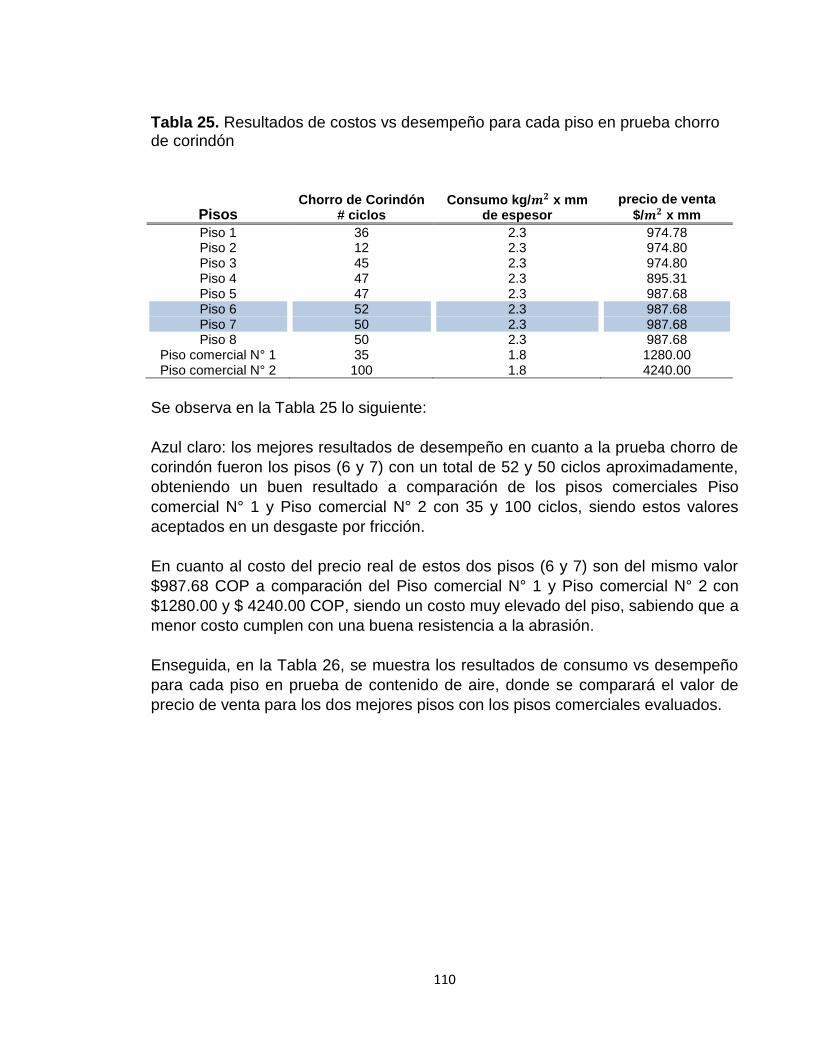
110
Tabla 25. Resultados de costos vs desempeño para cada piso en prueba chorro de corindón
Pisos Chorro de Corindón
# ciclos Consumo kg/ x mm
de espesor
precio de venta
$/ x mm
Piso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
36 12 45 47 47 52 50 50 35 100
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68 1280.00 4240.00
Se observa en la Tabla 25 lo siguiente:
Azul claro: los mejores resultados de desempeño en cuanto a la prueba chorro de
corindón fueron los pisos (6 y 7) con un total de 52 y 50 ciclos aproximadamente,
obteniendo un buen resultado a comparación de los pisos comerciales Piso
comercial N° 1 y Piso comercial N° 2 con 35 y 100 ciclos, siendo estos valores
aceptados en un desgaste por fricción.
En cuanto al costo del precio real de estos dos pisos (6 y 7) son del mismo valor
$987.68 COP a comparación del Piso comercial N° 1 y Piso comercial N° 2 con
$1280.00 y $ 4240.00 COP, siendo un costo muy elevado del piso, sabiendo que a
menor costo cumplen con una buena resistencia a la abrasión.
Enseguida, en la Tabla 26, se muestra los resultados de consumo vs desempeño
para cada piso en prueba de contenido de aire, donde se comparará el valor de
precio de venta para los dos mejores pisos con los pisos comerciales evaluados.
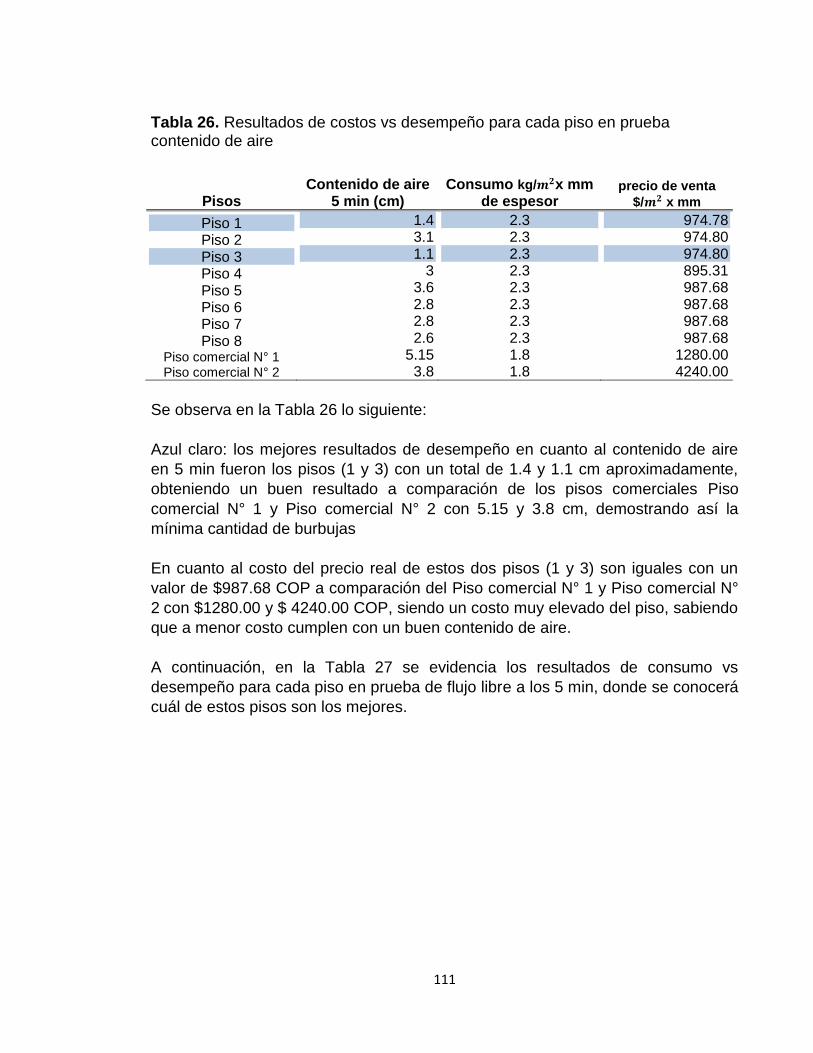
111
Tabla 26. Resultados de costos vs desempeño para cada piso en prueba contenido de aire
Pisos Contenido de aire
5 min (cm) Consumo kg/ x mm
de espesor precio de venta
$/ x mm
Piso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
1.4 3.1 1.1
3 3.6 2.8 2.8 2.6
5.15 3.8
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68
1280.00 4240.00
Se observa en la Tabla 26 lo siguiente:
Azul claro: los mejores resultados de desempeño en cuanto al contenido de aire
en 5 min fueron los pisos (1 y 3) con un total de 1.4 y 1.1 cm aproximadamente,
obteniendo un buen resultado a comparación de los pisos comerciales Piso
comercial N° 1 y Piso comercial N° 2 con 5.15 y 3.8 cm, demostrando así la
mínima cantidad de burbujas
En cuanto al costo del precio real de estos dos pisos (1 y 3) son iguales con un
valor de $987.68 COP a comparación del Piso comercial N° 1 y Piso comercial N°
2 con $1280.00 y $ 4240.00 COP, siendo un costo muy elevado del piso, sabiendo
que a menor costo cumplen con un buen contenido de aire.
A continuación, en la Tabla 27 se evidencia los resultados de consumo vs
desempeño para cada piso en prueba de flujo libre a los 5 min, donde se conocerá
cuál de estos pisos son los mejores.

112
Tabla 27. Resultados de costos vs desempeño para cada piso en prueba de flujo libre
Pisos Flujo libre 5 min (cm)
Consumo kg/ x mm de espesor
precio de venta
$/ x mm
Piso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
15.13 15.38 16.45 20.25 15.40 16.34 16.00 19.25 15.69 18.69
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68 1280.00 4240.00
Se observa en la Tabla 27 lo siguiente:
Azul claro: los mejores resultados de desempeño en cuanto al flujo libre en 5 min
fueron los pisos (4 y 8) con un total de 20.25 y 19.25 cm aproximadamente,
obteniendo un buen resultado a comparación de los pisos comerciales Piso
comercial N° 1 y Piso comercial N° 2 con 15.69 y 18.69 cm, demostrando así el
esparcimiento de un piso en el momento de aplicar sobre una superficie.
En cuanto al costo del precio real de estos dos pisos (4 y 8) son muy cercanos los
valores con $895.31 y $987.68 COP a comparación del Piso comercial N° 1 Piso
comercial N° 2 con $1280.00 y $ 4240.00 COP, siendo un costo muy elevado del
piso, sabiendo que a menor costo cumplen con un buen esparcimiento en la
superficie aplicada.
Por consiguiente, se muestra los resultados de consumo vs desempeño para cada
piso en prueba de resistencia a la compresión, donde se comparará el valor de
precio de venta para los dos mejores pisos con los pisos comerciales evaluados.
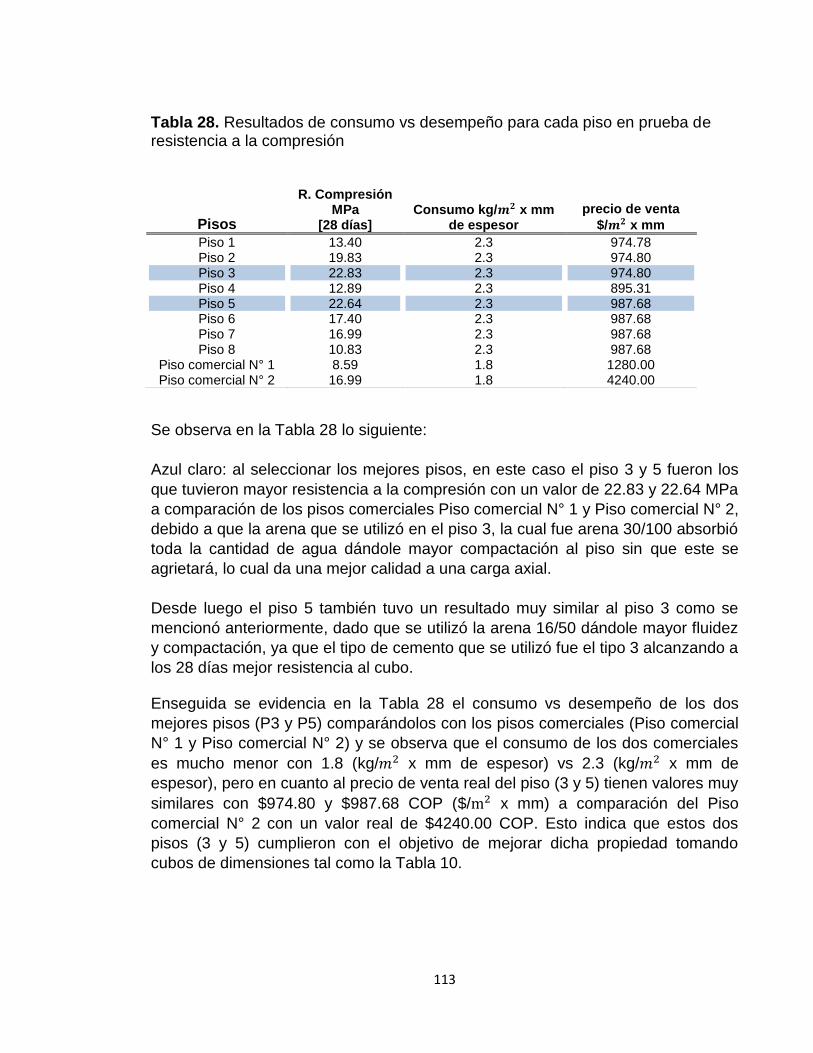
113
Tabla 28. Resultados de consumo vs desempeño para cada piso en prueba de resistencia a la compresión
Se observa en la Tabla 28 lo siguiente:
Azul claro: al seleccionar los mejores pisos, en este caso el piso 3 y 5 fueron los
que tuvieron mayor resistencia a la compresión con un valor de 22.83 y 22.64 MPa
a comparación de los pisos comerciales Piso comercial N° 1 y Piso comercial N° 2,
debido a que la arena que se utilizó en el piso 3, la cual fue arena 30/100 absorbió
toda la cantidad de agua dándole mayor compactación al piso sin que este se
agrietará, lo cual da una mejor calidad a una carga axial.
Desde luego el piso 5 también tuvo un resultado muy similar al piso 3 como se
mencionó anteriormente, dado que se utilizó la arena 16/50 dándole mayor fluidez
y compactación, ya que el tipo de cemento que se utilizó fue el tipo 3 alcanzando a
los 28 días mejor resistencia al cubo.
Enseguida se evidencia en la Tabla 28 el consumo vs desempeño de los dos
mejores pisos (P3 y P5) comparándolos con los pisos comerciales (Piso comercial
N° 1 y Piso comercial N° 2) y se observa que el consumo de los dos comerciales
es mucho menor con 1.8 (kg/ x mm de espesor) vs 2.3 (kg/ x mm de
espesor), pero en cuanto al precio de venta real del piso (3 y 5) tienen valores muy
similares con $974.80 y $987.68 COP ($/ x mm) a comparación del Piso
comercial N° 2 con un valor real de $4240.00 COP. Esto indica que estos dos
pisos (3 y 5) cumplieron con el objetivo de mejorar dicha propiedad tomando
cubos de dimensiones tal como la Tabla 10.
Pisos
R. Compresión MPa
[28 días] Consumo kg/ x mm
de espesor
precio de venta
$/ x mm
Piso 1 Piso 2 Piso 3 Piso 4 Piso 5 Piso 6 Piso 7 Piso 8
Piso comercial N° 1 Piso comercial N° 2
13.40 19.83 22.83 12.89 22.64 17.40 16.99 10.83 8.59 16.99
2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 1.8 1.8
974.78 974.80 974.80 895.31 987.68 987.68 987.68 987.68 1280.00 4240.00

114
Por último, a partir de la prueba de adherencia se quiere mostrar cual fue el
consumo vs desempeño de los pisos obtenidos frente a los dos comerciales (Piso
comercial N° 1 y Piso comercial N° 2) como se evidencia en la Tabla 29.
Tabla 29. Resultados de consumo vs desempeño para cada piso en prueba de
adherencia
Se observa en la Tabla 29 lo siguiente:
Azul claro: al seleccionar los mejores pisos en este caso el (3 y 7) tienen una
adherencia de 8.15 y 5.66 MPa a comparación del Piso comercial N° 1 y Piso
comercial N° 2 con una adherencia de 1.40 y 6 MPa siendo este un valor muy
bajo al resultado de los pisos obtenidos. Dado que estos dos pisos (3 y 7) están
hechos con el mismo proceso de producción tal como se ve la Tabla 6, la única
diferencia es el tipo de arena que se le agrega a la mezcla siendo esta (30/100 y
16/50).
Por consiguiente, se evidencia que el consumo fue mucho mayor para los pisos (3
y 7) debido a que este fue de 2.3 (kg/ x mm de espesor) comparándolo con los
dos comerciales con 1.8 (kg/ x mm de espesor), pero su precio de venta es
menor que el comercial Piso comercial N° 2, debido a que este tiene un costo de
4240.00 ($/ x mm) a comparación de los pisos (3 y 7) con un costo de 974.80 y
987.68 ($/ x mm).
Pisos
Adherencia MPa
[28 días]
Consumo kg/ x mm de espesor
precio de venta
$/ x mm
Piso 1 4.57 2.3 974.78
Piso 2 4.10 2.3 974.80
Piso 3 8.15 2.3 974.80
Piso 4 4.56 2.3 895.31
Piso 5 3.12 2.3 987.68
Piso 6 3.08 2.3 987.68
Piso 7 5.66 2.3 987.68
Piso 8 2.03 2.3 987.68
Piso comercial N° 1 1.40 1.8 1280.00
Piso comercial N° 2 6.00 1.8 4240.00

115
En conclusión, los dos mejores pisos fueron el (3 y 5), obteniendo valores de
precio de venta mucho más bajos a comparación de los pisos comerciales Piso
comercial N° 1 y Piso comercial N° 2, siendo estos una gran alternativa para la CI
y poder agregarlos al portafolio cumpliendo con éxito la mayor cantidad de
pruebas mecánicas que se evaluaron.

116
5. CONCLUSIONES
La elaboración de los binders (B1, B2, B3 Y B4) fue una de las novedades para
desarrollar cada uno de los pisos autonivelantes, ya que por medio de estos
nos podíamos dar cuenta que tan fluida iba ser la mezcla dándole una mayor
trabajabilidad y manejabilidad en el estado fresco y de endurecimiento para
cada piso.
El tipo de arena (30/100) que se llevó a cabo en la elaboración de los morteros
fue muy importante, debido a que esta daba la compactación y fluidez del
mortero, obteniendo mejores resultados en cuanto apariencia, textura, color y
contenido de aire.
Los pisos autonivelantes (P3 y P5) que se realizaron para una de las pruebas
mecánicas tuvieron un rendimiento mucho mejor en cuanto a resistencia a la
compresión a los 28 días con un valor de 22.83 y 22.65 Mpa comparados con
los dos pisos comerciales Piso comercial N°1 y Piso comercial N°2 con un
valor de 8.59 y 16.99 Mpa, evidenciando un aumento de la resistencia. Por otro
lado, los pisos 3 y 7 tuvieron una adherencia muy significativa frente a los pisos
comerciales (Piso comercial N°1 y Piso comercial N°2) teniendo resultados de
8.15 y 5.66 Mpa superando los valores de estos dos comerciales con 1.40 y
6.00 Mpa clasificándose como un tipo de falla adhesiva.
En cuanto a las propiedades mecánicas realizadas a los pisos (P1, P2, P3, P4,
P5, P6, P7 y 8) una de estas fue la resistencia a la abrasión donde se pudo
determinar la prueba taber test obteniendo resultados de comparación frente al
Piso comercial N°2, sabiendo que no se pudo superar el desgaste por fricción
de alguno de los 8 pisos con este piso comercial, evidenciando un valor de
0.78 % de pérdida de peso comparado con el piso 2 con un dato de 0.82%,
habiendo una diferencia del 4 % en pérdida de peso.
El resultado de precio de venta de los 8 pisos autonivelantes realizados frente
a los dos comerciales tuvo una gran diferencia, tomando como referencia el
piso 3 y comparándolo con el Piso comercial N°2, obteniendo un valor de costo
real mucho menor para el piso 3 con $974.80 a $4240.00 COP para el Sika
floor level 25, o como se ha evidenciado anteriormente puede ser mucho mejor
en cuanto a sus propiedades en estado endurecido sin tener un costo tan
elevado en el mercado.
117
6. RECOMENDACIONES
Se recomienda continuar con el estudio de los diferentes morteros sobre las
propiedades de pisos autonivelantes con el fin de aumentar su adherencia en
superficies más rugosas mejorando así el tipo de fallo adhesivo para que este
se vuelva adhesivo/cohesivo.
En la elaboración de los pisos autonivelantes se recomienda hacer otras
pruebas cambiando el tipo de cemento y el tipo de arena con el fin de observar
un mayor rendimiento en cuanto a la compactación en menos tiempo para
tener una resistencia a la compresión en edades más tempranas (3 y 7) días.
Para efectos y obtención de resultados distintos se puede pensar en realizar un
diseño de experimentos en el cual se manejen las mismas arenas (30/100 y
16/50) y el mismo cemento, solo cambiando los niveles en estos dos
parámetros que intervienen en la elaboración del mortero.
Cambiar la relación agua/cemento agregando más proporción de cemento con
el fin de conocer cómo es su estado en fresco y endurecido frente a las
pruebas mecánicas realizadas en este proyecto.
118
BIBLIOGRAFÍA
AMERICAN SOCIETY OF TESTING MATERIALS. Standard Specification for Flow
Table for Use in Test of Hydraulic Cement. C230/C230M-14. USA. 1-6 p.
AMERICAN SOCIETY OF TESTING MATERIALS. Abrasion Resistenc of Mortar
Surfaces Using a Rotary Plarform Abraser. C1803-15. USA. 1-5 p.
AMERICAN SOCIETY OF TESTING MATERIALS. Standard Test Method for Air
Content of Freshly Mixed Concrete by the Pressure Method. Ce231/C231M-17ª.
USA. 1-10 p.
AMERICAN SOCIETY OF TESTING MATERIALS. Standard Test Methods for
Abrasion Resistance of Organic Coatings by Falling Abrasive. D968-17. USA. 1-5
p.
AMERICAN SOCIETY OF TESTING MATERIALS. Standard Test Method for
Measuring the Drying Shrinkage of Masonry Mortar. Ce1148-92ª. USA 1-3 p.
BAÑÓN, Luis. Y BEVIÁ, José. PROPIEDADES Y CARACTERIZACIÓN DE LOS
ÁRIDOS. En: ELEMENTOS Y PROYECTOS MANUAL DE CARRETERAS. San
Vicente del Raspeig, 2000. p. 20.6.
CONSUEGRA, Liset, et al. ESTUDIO DEL SURGIMIENTO, CLASIFICACIÓN Y
PROPIEDADES DE LOS MORTEROS. En: 2016, vol. 1, p. 9-14.
CUMBAJÍN SIMBA, Edwin Santiago, La impermeabilización en construcciones nuevas y existentes, Proyecto previo a la obtención del título en Administración de proyectos de la Construcción. Quito.: Escuela Politécnica Nacional. Escuela de formación Tecnológica, 2007. 175p. Departamento de Enseñanzas de las Tecnologías de la Construcción. Taller de
Construcción. Cátedra de Construcción I. Morteros. Facultad de Arquitectura,
Uruguay, ed. 2002.
DÓPICO, J. et al. Desarrollo de hormigones con cal-puzolana fina como material
cementicio suplementario. Ingeniería de Construcción, 2008.
ESCRIBANO TÉVAR, Tomas y GARCIA ANDRÉS, Alba. Morteros autonivelantes de elevada conductividad térmica. Trabajo final de grado. Valencia.: Universidad Politécnica de Valencia. Escuela Técnica Superior de Ingeniería de Edificación, 2013. 253p.
119
GONZÁLEZ, P. Influencia de los finos en las características mecánicas de los
hormigones fabricados en Navarra. Tesis en opción al título de doctor en Ciencias.
Departamento de Edificación. Programa de doctorado en Arquitectura. 1992.
GUTIÉRREZ DE LÓPEZ, Libia. Análisis de las características de los agregados
para concretos y morteros en Manizales. Trabajo de promoción. Universidad
Nacional de Colombia, Sede Manizales, 1983. ISBN 958-9322-82-4.
Henderson G., Muhammed P., Long A. (2004), “Pull Off Test and Permeation Test”, en “Handbook on Nondestructive Testing of Concrete”. HOWLAND, J. Curso de Postgrado Tecnología del hormigón. (Cuba). 2005. INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Documentación. Presentación de tesis, trabajos de grado y otros trabajos de investigación. NTC 1486. Sexta actualización. Bogotá: El instituto, 2008. 110 p
________. Referencias bibliográficas, contenido, forma y estructura. NTC 5613. Bogotá: El instituto, 2008. 45 p. ________. Referencias documentales para fuentes de informaciones electrónicas.
NTC 4490. Bogotá: El instituto, 1998. 33 p.
J. VIDAUD, Eduardo y N. VIDAUD, Ingrid. PRUEBA DE “PULL OFF” PAR EVALUAR LA
ADHERENCIA DE LOS MATERIALES DE REPARACIÓN EN CONCRETO. En: Junio,
2014. vol. 1. p. 23-24.
JIMÉNEZ, P.; GARCÍA A.; MORÁN, F. Hormigón Armado (14 edition), Editorial Gustavo Gili, SA, Barcelona. (España). 2000.
KOSMATKA, Steven, et al. Diseño y Control de Mezcla de Concreto de la PCA.
En: Diseño y Control de Mezcla de Concreto de la PCA. Illinois: PCA, 2004. p. 25.
MARTÍNEZ ZAMORA, L. Límites de conformidad de finos pasados por el tamiz 200. Influencia reológicas- mecánicas en la matriz de hormigón, 83 h. Tesis en opción al título de Ingeniero Civil Trabajo de diploma en opción a Ingeniero Civil. Universidad de Matanzas “Camilo Cienfuegos”, Matanzas (Cuba). 2013.
MORAGUES, Amparo. PROCESOS DE HIDRATACIÓN DEL CEMENTO
PORTLAND MICROESTRUCTURA DEL HORMIGÓN [diapositiva]. Madrid. Azul y
blanco. Texto en español. 53 p.
NEVILLE, A. Properties of concrete, Prentice Hall, (México). 1996.
120
NTC 220. Determinación de la resistencia de morteros de cemento hidráulico a la compresión, usando cubos de 50 mm o 2 in de lado. RAMÍREZ, J. L., BARCENA, J. M. Y URRETA, J. I. Arenas calizas para la confección de hormigones: influencia de sus finos calizos y arcillosos a nivel de morteros. 1985. ROMO PROAÑO, M. Fundamentos del hormigón simple. Escuela Politécnica del Ejército de Ecuador. (Ecuador). 2009. TORRES OSPINA, Andrés Hermes. Valoración de las propiedades mecánicas del Asfalto Modificado con grano de llanta reciclado. Trabajo de grado. Ingeniería Civil Escuela Colombiana de Ingeniería Julio Garavito. Facultad de Ingenieria,2014.
Sika Colombia. Mercados. Tomado el día 10 de septiembre [En línea]. Disponible en Internet: https://col.sika.com/es/sika-colombia/Aboutus/SikaProfile/target-markets.html.html.
121
ANEXOS

122
ANEXO A
EVIDENCIA DE LA HOJA TÉCNICA DEL PRODUCTO PISO COMERCIAL N° 1
123

124
ANEXO B.
EVIDENCIA DE LA HOJA TÉCNICA DEL PRODUCTO PISO COMERCIAL N° 2

125
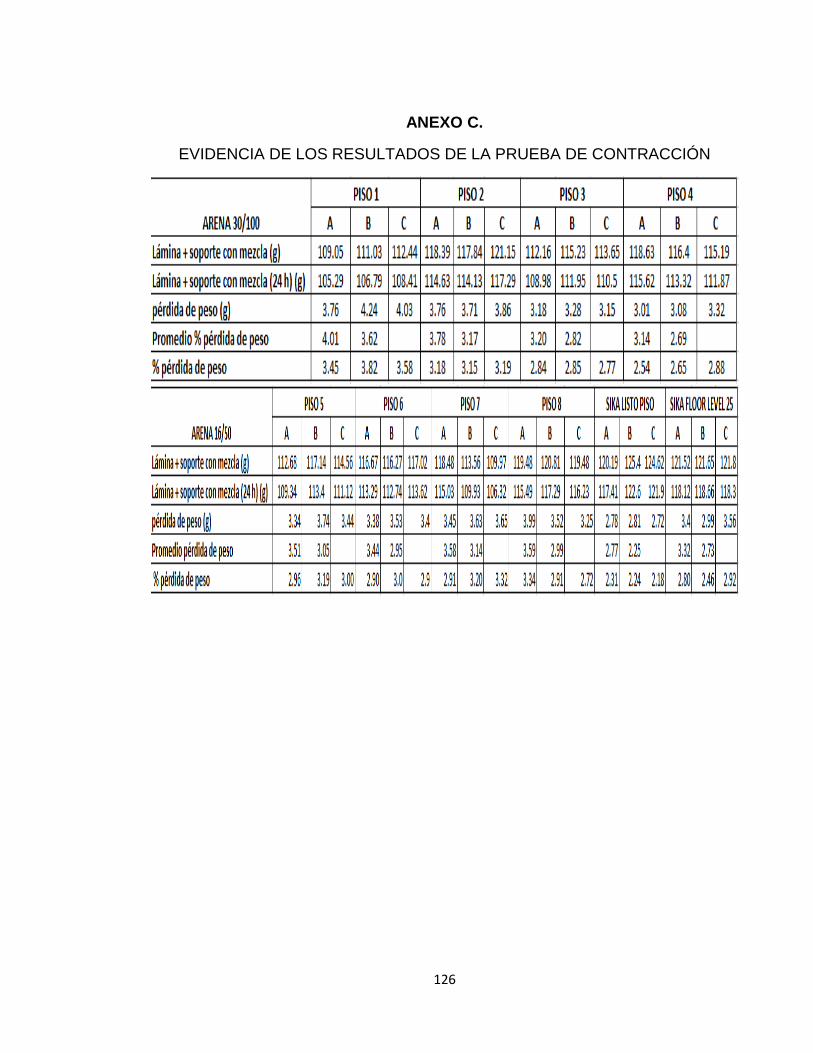
126
ANEXO C.
EVIDENCIA DE LOS RESULTADOS DE LA PRUEBA DE CONTRACCIÓN

127
ANEXO D.
EVIDENCIA DE LOS RESULTADOS DE LA PRUEBA TABER TEST
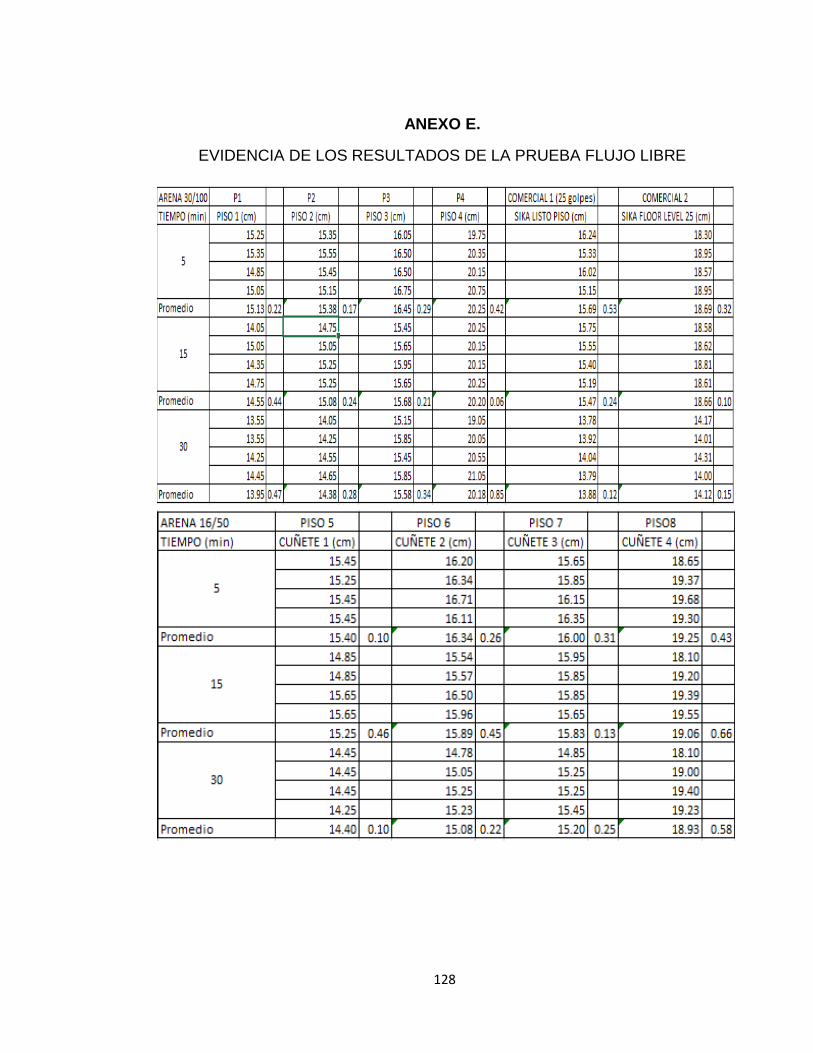
128
ANEXO E.
EVIDENCIA DE LOS RESULTADOS DE LA PRUEBA FLUJO LIBRE
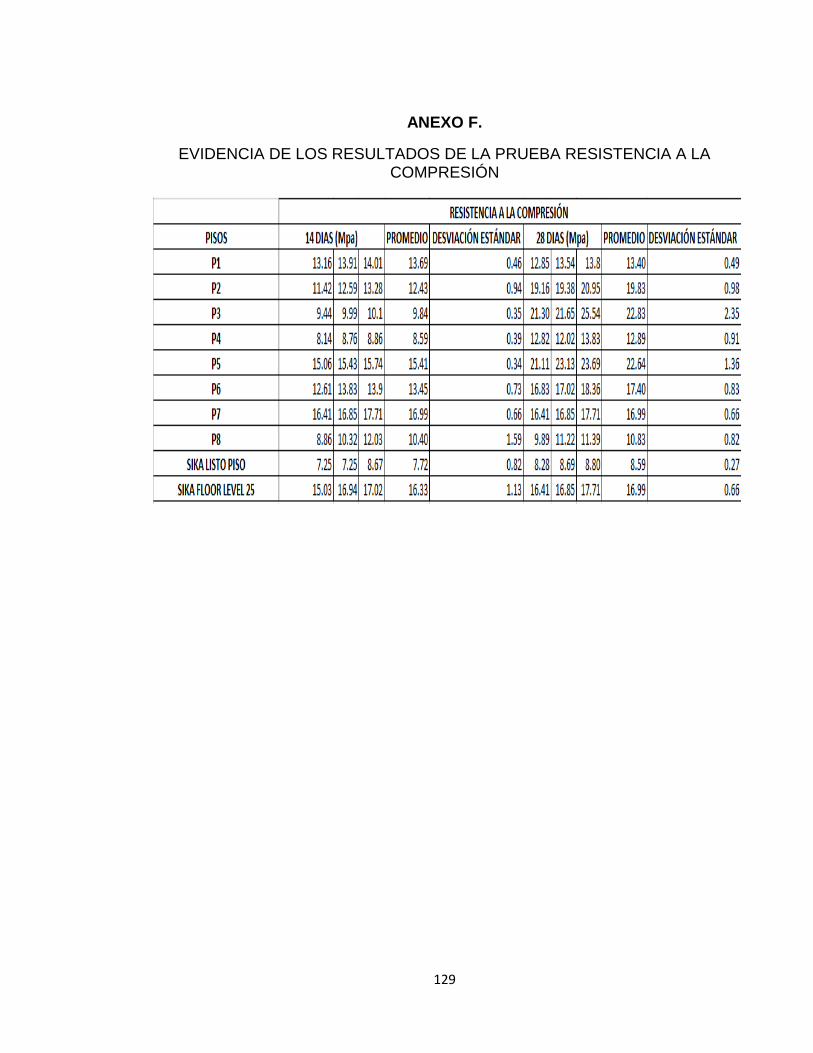
129
ANEXO F.
EVIDENCIA DE LOS RESULTADOS DE LA PRUEBA RESISTENCIA A LA COMPRESIÓN
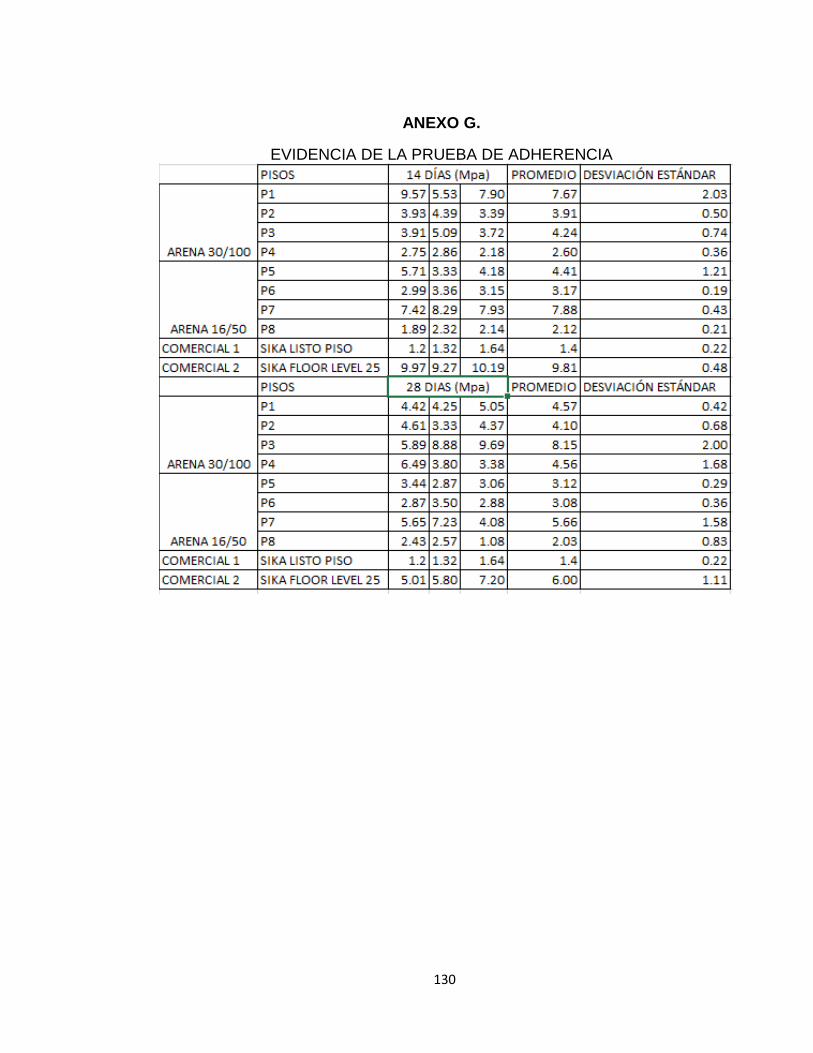
130
ANEXO G.
EVIDENCIA DE LA PRUEBA DE ADHERENCIA