estrategias para la competitividad de los … · 2018-09-19 · inmersa en la globalización que...
TRANSCRIPT
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
137
Estrategias para la competitividad de losproveedores directos
de los fabricantesen la industria auxiliar
automovilística catalana.
La industria auxiliar automovilística catalana ha sufrido importan-tes cambios (1) desde el inicio de los años noventa, en consonanciacon lo sucedido en el resto de los principales países fabricantes de
de automóviles de Occidente. El principalcausante ha sido el entorno empresarial, ca-racterizado por ser más dinámico, comple-jo, incierto y turbulento (Bueno y Morcillo,1994), donde la mayor competitividad ofre-cida por las empresas japonesas, especial-mente Toyota y Honda, les permitió aumen-tar de forma sorprendente sus ventas en losmercados occidentales durante los añosochenta y principios de los noventa. Dife-rentes estudios concluyen que un factoresencial de su ventaja competitiva ha sidoimplantar un nuevo paradigma, denomina-do producción ajustada (2), entre cuyos
FRANCISCO LLORENTE GALERADepartamento de Econometría, Estadística y Economía Española.
Universidad de Barcelona
principios destaca el de disponer de unasfuertes y cerradas relaciones entre provee-dores y clientes (Sako, 1992) e implantaruna nueva organización productiva. A fina-les de los ochenta, algunas empresas fabri-cantes occidentales empezaron a incorporaresta nueva filosofía (destacando GM, Ford yChrysler). Después, el resto fue siguiendoesta pauta, en su mayoría, así como, poste-riormente, también, diversos proveedoresdirectos (Oliver et al. 1996a, 1996b).
En Cataluña, un ejemplo significativo delas ventajas de incorporar los principios
de la producción ajustada ha sido la em-presa SEAT, al abrir su factoría de Marto-rell en 1993 (EIU, 1993a). La hizo muchomás eficaz y eficiente respecto a la antiguaplanta de Zona Franca, a pesar de que unode los factores esenciales de la produc-ción ajustada, los grupos de trabajo enproducción, sólo consiguió incorporarlosde forma muy reducida (Llorente, 1997).
Las empresas que adoptan la producciónajustada tienden a que sus proveedorestambién acaben adoptando tales princi-pios, en la medida que desean que su red
13ECONINDUST.342 19/12/02 16:55 Página 137
de proveedores se constituya como si fue-se una extensión de su empresa.
En el presente artículo se identifican ydescriben las principales estrategias em-presariales que para ser competitivos hanido introduciendo los proveedores direc-tos de los fabricantes en la industria auxi-liar automovilística catalana desde iniciosde los noventa. En una encuesta, realizadadurante 1996 a una muestra de 35 empre-sas proveedoras directas de fabricantesubicadas en Cataluña (3), quisimos cono-cer la implantación de un conjunto de va-riables relevantes asociadas a tales estrate-gias. Creemos que los resultados obtenidosson perfectamente válidos para tener unaradiografía del sector, porque las empre-sas, tras la crisis de 1993, necesitaron in-corporar rápidamente cambios organizati-vos y tecnológicos, para ajustarse a unosrequisitos más estrictos en costes, calidady servicios por parte de los fabricantes.
Principios de la producción ajustada
Diversos autores han estudiado este mo-delo de gestión en profundidad, destacan-do Schonberger (1982), Ohno (1981),Monden (1989 y 1995), Shingo (1990) yWomack et al. (1992), para los que es elmodelo industrial a seguir (4), por la com-petitividad que ofrece a las empresas. Secaracteriza (5) por:
✓ Alta desintegración productiva, exter-nalizando actividades no estratégicas. Elfabricante suele establecer redes con unmenor número de empresas proveedorasde primer nivel, instaurando relacionesestables de cooperación mediante contra-tos a largo plazo de, al menos, la vida deun modelo.
✓ Implantar sistemas logísticos y de pro-ducción just-in-time (6). Se enfatiza laproducción por pedido.
✓ Flexibilidad y adaptación a los cambiosdel mercado, ofreciendo gran variedad delíneas de productos. Se busca la flexibili-dad productiva mediante una mecaniza-ción flexible, que ofrezca economías dealcance, gestionando procesos flexibles,
pero haciendo un uso selectivo de la auto-matización. Se establecen células de traba-jo, incorporando máquinas de uso gene-ral.
✓ Organización del layout de planta (dis-tribución de las máquinas) (7) orientado alflujo del producto. Se establece un diseñoy fabricación en flujo, siguiendo la secuen-cia de los procesos.
✓ Cambio rápido de útiles, herramientasy preparación de máquinas, para fabricaren lotes pequeños.
✓ Automatización. Se equipan las máqui-nas con sistemas automáticos que lasdetangan cuando encuentren defectos. Eltrabajador tiene potestad para parar lalínea de producción si encuentra un defec-to, ayudándose con sistemas visuales dedetección de fallos.
✓ Implantar el mantenimiento productivototal (TPM), obteniendo mayor fiabilidadde las instalaciones.
✓ Supresión de las inspecciones en larecepción (mejora la calidad, reduce cos-tes de no calidad y simplifica la adminis-tración), lo que exige al proveedor tener lacertificación al menos de la ISO 9002.
✓ Nueva organización del trabajo dentrode la filosofía del Total Quality Manage-ment, responsabilizándose más al trabaja-dor. Se adopta la mejora continua, debién-dose eliminar lo que no ofrezca valor(despilfarro), detectando errores en lafuente e intentando encontrar las causasde los desperdicios (8) para eliminarlas. Secrean equipos de trabajo multifuncionalesy flexibles, con trabajadores polivalentes,que consigan efectuar mejoras continuasen los procesos productivos, adoptandoun mayor compromiso en la calidad, la efi-ciencia e incremento de la productividad.
✓ Se reducen los niveles jerárquicos(estructuras más planas).
✓ Colaboración con sus clientes y prove-edores en las fases de concepción, diseñoy desarrollo. Se utiliza la ingeniería simul-tánea o concurrente, que facilita la rapidezde diseño y desarrollo de nuevos produc-tos para su pronta introducción en el mer-cado. También se incorpora el diseño para
manufactura y ensamblaje (DFMA), queimplica estrechar la colaboración entre eldiseño del producto, la ingeniería, la pro-ducción en plantas y proveedores (DavidL. Levy, 1997).
Estrategias a implantarpor los proveedoresdirectos
Las empresas de equipos y componenteshan de ajustarse a las necesidades de susclientes, especialmente de Seat y NissanMotor Ibérica (Torreguitart, 2000, 2001), alser los principales clientes de la mayoríade empresas del tejido industrial de pro-veedores directos ubicados en Cataluña.
Seat había seguido hasta 1993 el sistematradicional de compras occidental de reali-zar contratos con sus proveedores a cortoplazo, con mayoría de proveedores espa-ñoles, donde el precio era el factor más re-levante, y las relaciones eran de confron-tación. López de Arriortúa, al ingresar en1994 como máximo responsable de com-pras del grupo VW, implantó el globalsourcing / forward sourcing, lo que origi-nó cambios en sus relaciones con los pro-veedores (Aláez et al., 1996). Aumentó lapráctica de un modelo competitivo entreel fabricante y sus proveedores, otorgán-dose los pedidos a aquellos proveedoresque con buena calidad y servicio ofrecie-ran el mejor precio a nivel mundial, enuna subasta cuya decisión final se adopta-ba en la central de compras del grupoVolkswagen, en Alemania. Cualquier pro-veedor podía realizar una oferta desdecualquier lugar del mundo, perdiendo eldepartamento de compras de SEAT la po-testad de seleccionar y escoger a sus pro-veedores.
Nissan, sin embargo, sigue el modelo ja-ponés de relaciones fabricante-proveedo-res, utilizando el modelo denominado deasociación partner (9) entre el ensambla-dor de automóviles y sus proveedores,que también es utilizado en Occidente porlos fabricantes franceses. Torreguitart(1999) establece que Nissan utiliza un mé-todo común en todas sus factorías para laevaluación de sus proveedores potencia-les, conocido como CSES. Commom Sup-
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
138
13ECONINDUST.342 19/12/02 16:55 Página 138

plier Evaluation System, que permite eva-luar la capacidad general de un proveedorpara fabricar un componente concreto, ycompararlo con otros posibles proveedo-res, lo que facilita la selección del másadecuado en función de los criterios decalidad, coste, entrega, capacidad de desa-rrollo y management.
Las empresas japonesas y sus filiales enEstados Unidos y el Reino Unido se dife-renciaban de las occidentales por su ma-yor externalización, productividad labo-ral, calidad, rotación de stocks, ciclos deentrega, ciclos de diseño, productividaden I+D, variedad y menor coste del pro-ducto (BCG, 1991, 1993; Cusumano y Ta-keishi, 1991; Helper, 1991; Clark y Fujimo-to, 1991; EIU, 1993b; Dyer y Ouchi, 1993,y Kenney y Florida, 1993). Asimismo, in-corporaron el modelo de la producciónajustada, que obligó a las empresas occi-dentales a adaptarse y tender a introducirsus principios (Turnbull et al., 1992; Oli-ver et al., 1994; Cusumano y Takeishi, op.cit., y Helper y Sako, 1995). Los fabrican-tes occidentales, entonces, pasan a valorarmás a sus proveedores, seleccionándolospor criterios de competitividad como elcoste, la calidad, la entrega rápida y fiable,la flexibilidad, la capacidad de innovacióny servicio (Garvin, 1993), así como cola-borar en el diseño y desarrollo de nuevosproductos, compartiendo información(McIvor et al., 1997).
Los proveedores directos han ido asu-miendo diversas estrategias para obteneruna adecuada competitividad empresarialy cumplir con los requisitos que les impo-nen los fabricantes. Se destaca a continua-ción un conjunto de las mismas, que con-tribuyen a mejorar la competitividad y seexpone cómo se han implantado en lamuestra de proveedores ubicados en Ca-taluña, anteriormente citada.
Globalización
La industria automovilística catalana estáinmersa en la globalización que ,en los úl-timos años, vive el sector automovilístico.Los fabricantes necesitan estar presentesen nuevos territorios, como los mercadosemergentes, en los que poder aumentarsus ventas e incrementar, o al menos man-tener, sus cuotas de mercado. También es-
tán exigiendo a sus proveedores directosque suministren a sus plantas que com-parten igual plataforma, asi como a lasque tienen fuera de la Unión Europea.
Por tanto, los proveedores deben poseercapacidad para globalizarse y suministrarde forma puntual y flexible a las distintasplantas del fabricante. Ello les ayudará amantener sus contratos e incluso aumen-tarlos, en cuyo caso puede producir mayo-res outputs y obtener mayores economíasde escala. Sin embargo, la globalización esuna posibilidad que sólo pueden afrontarmuy pocos proveedores de capital nacio-nal. En Cataluña destacan los casos de Fi-cosa (10), Metalbages (11) y Zanini (12).Más recientemente, diversas empresas sevan implantando también en el exterior. Esel caso de Estampaciones Sabadell (Che-quia, con centro técnico en Wolfsburg, se-de de Volkswagen), Esmar (Inglaterra yHungría), Infún (China), Pertecsa (PerfilesTécnicos, S.A.) (Brasil), Serra Soldadura(Brasil y Argentina) y Yorka (México).
En la muestra se obtuvo un grado mediode internacionalización de las empresas,facturándose al exterior un 52% del total,siendo las extranjeras las que más expor-taron, principalmente a la Unión Europea.Para las empresas nacionales encuestadas,los principales problemas para su interna-cionalización eran la competencia en elmercado de destino, los costes logísticos yla capacidad financiera insuficiente. El
problema de los costes logísticos vieneprovocado por la lejanía geográfica de Es-paña con respecto a los principales merca-dos de la Unión Europea, cuestión en laque tienen ventaja las nuevas plantas quese van creado en la Europa Central yOriental (p. e.,. en Polonia).
Diversificación y aproximación a los clientes
Si la empresa tiene sólo un cliente, o muypocos, aumenta su dependencia respectoa los mismos, estando más obligada a te-ner que aceptar sus criterios y exigencias.Además, una excesiva concentración deventas en un número tan reducido declientes puede ocasionarle que, si en unfuturo dejase de ser elegida como sumi-nistradora por un fabricante, tendría ma-yores dificultades para sobrevivir en elmercado.
Para comprender la importancia de la proxi-midad del suministrador al cliente bastarecordar que los fabricantes tienden a re-cibir en JIT (justo a tiempo) entregas se-cuenciadas y/o sincronizadas (13) porproveedores de primer nivel de la nuevaestructura piramidal (Butterworth, 1996),suministrando pequeños lotes. La capaci-dad logística para efectuar una entrega rá-pida diaria o multidiaria al cliente es unfactor crítico en el sector, ayudando al fa-bricante a poder producir a la orden.
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
139
13ECONINDUST.342 19/12/02 16:55 Página 139

El JIT ofrece mayor rotación de existenciasy menores stocks, exigiendo mejor calidaddel producto acabado, al tender a los cerodefectos, y requiere una mayor fiabilidaden las entregas (Turnbull et al., op. cit.). Seayuda de las nuevas tecnologías de la in-formación, que como el EDI (transmisiónelectrónica de datos) o el EDIweb son so-porte del flujo de información mutuo en-tre el fabricante y sus proveedores, entiempo real, facilitando su integración,mayor coordinación y rapidez de respues-ta ante cambios en la demanda, reducien-do los costes administrativos y de transac-ción. La utilización del EDI en la muestraha sido muy alta, ya que, excepto en unaempresa, el resto afirmó conectarse con almenos algún fabricante vía EDI, mientrasque sólo dos estaban conectadas vía EDIcon sus proveedores.
Para realizar los suministros JIT, que re-quieren una entrega rápida al fabricante,los proveedores tienen diferentes posibili-dades de reducción de costes logísticos yde dar mejor servicio:
✓ Crear los almacenes reguladores, demanera que estén cerca de la planta y seancompartidos por muchos proveedores (14).
✓ Establecer Milk Round, que consiste encrear una única ruta de transporte comúnentre diversos proveedores y un únicotransportista, que recoge sus equipos y/ocomponentes diariamente cuantas vecessea preciso para satisfacer la demanda delfabricante.
✓ Utilizar los centros de consolidación (15).Es una modalidad del Milk Round, a utili-zar cuando la distancia entre los provee-dores y el fabricante es importante, y nin-gún proveedor puede realizar suministros
diarios de forma rentable. Los proveedo-res envían a un centro, desde el que pos-teriormente se reenvían al fabricantemediante camiones grandes en frecuenciamultidiaria.
✓ Instalar una factoría cerca de la plantaensambladora, con la inversión asociadaque ello supone para el proveedor. Laempresa se responsabiliza de la entrega apie de línea, con su personal y medios.
✓ Instalarse en parques (16) en donde sehacen las operaciones de premontaje,generalmente de sistemas, conjuntos omódulos. En España tenemos los parquesde premontaje de proveedores de SEAT enZona Franca y Martorell (17); Ford enAlmusafes; GM, en Figueruelas; Volkswa-gen, en Pamplona; Mercedes, en Vitoria;Iveco-Pegaso, en Valladolid, y Renault, enesta misma ciudad. Permite al fabricante irintegrando más a sus proveedores en laproducción de los automóviles o vehícu-los industriales, facilitando una forma máseficaz de producción de tipo modular. Hayimportantes efectos sinérgicos positivospara las empresas establecidas en el par-que industrial (utilización de servicioscomunes, compartir instalaciones, etc.) yreducen sus costes logísticos.
En la muestra, como indica el cuadro 1,aproximadamente el 50% de las empresassuministran un mínimo del 30% de los pe-didos vía JIT, correspondiendo a la mitadde éstas la realización del 90% de las mis-mas, y que son las que suministran en se-cuenciado/sincronizado. Tales cifras em-peoran si se analizan las recepciones víaJIT, que permiten reducir los costes por in-ventarios en materia prima, pero es másdifícil que los proveedores de segundo ni-vel estén capacitados para entregar en JIT,
y menos en niveles inferiores, lo que lesobliga a tener más stocks, con los costesasociados que ello supone.
Las empresas que dicen hacer sus entre-gas vía JIT en mayor grado también sonlas que utilizan el JIT en producción. Sin-cronizando así mejor sus procesos logísti-cos, pueden hacer entregas multidiarias ydisponer de más flexibilidad en los proce-sos de producción y de suministro.
Para ser escogido como proveedor directotambién ayuda el disponer de delegacio-nes comerciales próximas a los centros dedecisión sobre las compras a realizar porlos fabricantes. Téngase en cuenta que unmayor número de fabricantes occidentalestienden a centralizar sus compras en susmatrices, especialmente si se implanta elglobal sourcing (por ejemplo, en el casodel grupo Volkswagen).
Reducción de costes
El fabricante exige a sus proveedores di-rectos reducciones anuales en los preciosde venta, de manera que si no desean vermermados sus márgenes han de abaratarsus costes (18) y tratar de trasladar a sussuministradores tal ajuste, si les es posible.
W. Edward Deming (1982) presentó, entrelos requisitos de competitividad de unaempresa, eliminar la práctica de otorgarlos contratos sobre la base del precio, sus-tituyéndola por la reducción del coste to-tal. Se ha de buscar el coste total mínimo,incluyendo los costes de calidad y no cali-dad, así como los asociados a interrupcio-nes y retrasos en las entregas. Desde la dé-cada de los noventa, la tendencia enOccidente es que el fabricante y sus pro-
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
140
Ninguno 5 (14,7) 2 (5,9) 1 (2,9) –00 8 (23,5)Menos del 30% 2 (5,9) 3 (8,8) 2 (5,9) –00 7 (20,6)Entre el 30% y el 90% 2 (5,9) 4 (11,8) 4 (11,8) 1 (2,9) 11 (32,4) Más del 90% 2 (5,9) 1 (2,9) 4 (11,8) 1 (2,9) 8 ((23,5)
Total 11 (32,4) 10 (29,4) 11 (32,4) 2 (5,9) 34 (100,0)
FUENTE: Elaboración propia.
CUADRO 1UTILIZACIÓN DE LA TÉCNICA DE JIT EN LOS APROVISIONAMIENTOS
Porcentaje de pedidos recibidos con JIT
% pedidos entregados vía JIT Ninguno Menos del 30% Entre 30% y 90% Más del 90% Total
13ECONINDUST.342 19/12/02 16:55 Página 140

veedores pacten reducciones anuales enlos precios de los componentes o módu-los. Así, entre 1994 y 1998, algunas marcasde fabricantes han establecido reduccio-nes a algunos de sus proveedores en tor-no al 30%-40%, por lo que el proveedor hanecesitado implantar una significativa po-lítica de racionalización de sus costes. Porejemplo, Ford planificó reducir en un 20%de media sus componentes para 1999(Sedwick, 1996), mientras en Renault, aladquirir Nissan, su presidente pidió quesus proveedores redujeran los precios pa-ra 1999 el 6% y para el 2000, en un 5,5%.
Las empresas de equipos y componentesubicadas en Cataluña han de hacer frentea la competencia de las nuevas zonas geo-gráficas que están incrementando su pro-ducción con costes salariales muy inferio-res (casos de Europa del Este, sudesteasiático y la India), a la vez que se ha idoreduciendo el diferencial vía costes sala-riales respecto a sus competidores occi-dentales, como son EEUU, Francia, Ingla-terra e Italia. Ello les exige aumentar suproductividad; reducir el lead time y mini-mizar costes, buscando la eficiencia y efi-cacia; simplificar los procesos productivosy luchar contra el despilfarro, requiriendoincorporar los mejores modelos de ges-tión. Así, por ejemplo, el modelo de costesbasado en actividades (ABC) permite unmejor control de costes sobre los proce-sos, disponiéndolo el 42,9% de las empre-sas. Ayuda a eliminar actividades que noofrecen valor, siendo importante integrar-lo con el JIT, porque le complementa parapoder reducir el despilfarro.
En la medida en que los proveedores hanaumentado su actividad en la cadena devalor, ha tomado un cariz estratégico lagestión de la cadena de suministro, global-mente, para conseguir las sinergias adecua-das entre todos los enlaces que la constitu-yen y servir de forma más efectiva alcliente, con menor coste y darle mayor va-lor (Pires, 1998). En la gestión de la cadenade suministro o para facilitar la comunica-ción cliente-proveedor, destaca cada vezmás la utilización de la Web, que algunosmesuran en un impacto final de reduccióndel coste del vehículo del 10%-20%.
En el área de compras, el e-procurementha abierto importantes expectativas parareducir costes. La posibilidad de crear por-
tales comunes entre proveedores, para rea-lizar compras a proveedores comunes, esuna vía abierta de gran futuro para reducircostes de aprovisionamiento, tal comohan hecho las cinco principales empresasmundiales de neumáticos. Todavía está porver el impacto de los portales creados por los fabricantes para aprovisionarse,siendo el ejemplo más destacado de busi-ness to business marketplace, actualmenteel Covisint (incorpora a GM, Ford, Daim-ler/Chrysler, Nissan/Renault y PSA), crea-do en febrero del 2000, que implicará a tales fabricantes y a sus proveedores con-seguir importantes reducciones en diseñoy desarrollo, así como en la cadena de su-ministro, haciendo más eficientes las rela-ciones B2B entre fabricante y proveedorese integrar la oferta de éstos con la deman-da de aquél, mejorando la planificación enla cadena de suministros.
Volkswagen también ha creado su propioportal con Ariba, IBM, i-2 technologies ysu subsidiaria Gedas. Tales e-marketplacede tipo vertical crearán mayor competen-cia entre los proveedores para conseguirlos pedidos de los fabricantes, al estable-cerse ofertas mundiales, lo que puede in-cidir a la baja en los precios ofertados porlos proveedores, necesitando éstos mayorreducción de sus costes.
Es interesante la labor desarrollada por al-gunos fabricantes, implicándose en ayu-dar a mejorar la gestión de sus proveedo-
res y la reducción de costes. Así, ciertos fa-bricantes establecen equipos de desarro-llo de proveedores, que analizan los pro-cesos y la organización productiva quetienen sus suministradores directos, inten-tando descubrir ineficiencias y despilfa-rros en tales procesos, que afectan al costetotal (19) de los productos del proveedor.Se utilizan diversos instrumentos comopueden ser el coste relevante y el análisisvalor, para posteriormente subsanar losdespilfarros y otros puntos débiles encon-trados, así como identificar oportunidadesde mejora y enseñarles cómo implemen-tarlas. Tal colaboración debe permitirlesobtener mejoras de la calidad, productivi-dad, eficacia y eficiencia, reduciendo cos-tes. En estos equipos de proveedores, porejemplo, a nivel internacional destacaronChrysler, con su programa SCORE; Fordcon ACT, y GM con PICOS. En Cataluña,Seat está efectuando workshops con susproveedores, realizando un análisis visualde sus piezas y procesos productivos, paraposteriormente hacer un análisis de valor,con el fin de obtener una lista de ideas ypropuestas de mejoras sobre los costes y las modificaciones a realizar.
Nissan hace, asimismo, auditorías de pro-ducto y de proceso, partes vitales del siste-ma de calidad en la planta del proveedor.Es aconsejable que el ahorro de costes quepueda conseguir el proveedor sea com-partido por ambas partes, aplicando unaequilibrada comprensión mutua (20), loque favorecerá la relación y confianza en-tre fabricante y proveedor. Éste necesitadisponer del suficiente margen para quele quede cash-flow, con el que poder ha-cer frente a las inversiones y gastos asocia-dos a las diversas actividades realizadas,así como conseguir la suficiente autofi-nanciación para reinvertir en aquellosnuevos proyectos necesarios para seguirsiendo competitivo. Ambos deben acordarlas modificaciones sobre los precios ac-tuales que sean necesarias y los futuroscambios en las especificaciones que ten-gan incidencia en los precios pactados.
Mayor especialización y capacidad de diseño y desarrollo tecnológico
Las empresas han de centrarse en aquellosproductos donde tienen capacidades dis-
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
141
13ECONINDUST.342 19/12/02 16:56 Página 141

tintivas (Hamel y Prahalad, 1990) y que lespermitan un dominio tecnológico del pro-ducto y de su fabricación para ser selec-cionado por el fabricante. Ello le exigeconcentrar más la I+D y la producción enun ámbito reducido de actividades dondepoder estar entre los mejores a nivel mun-dial, que también les ha de facilitar la ob-tención de mayores pedidos con los queconseguir economías de escala y econo-mías de experiencia. Asimismo, les ayudaa aumentar sus capacidades distintivas, alpoder disponer de mayor facultad deaprendizaje.
Por otro lado, la capacidad de diseño ydesarrollo tecnológico del sector automo-vilístico está sujeta a cambios tecnológicoscada vez más rápidos, donde las empresasprecisan de una innovación continua (21),bajo una gestión del cambio. Los fabrican-tes han constatado la necesidad de incor-porar más innovaciones en productos yprocesos. Han de aumentar el lanzamien-to de nuevos modelos, al reducirse el ciclode vida de los mismos, siendo crítico parasu competitividad reducir el time to mar-ket, intentando llegar a los doce meses enla presente década, incidiendo en que susproveedores reduzcan el mismo.
La mayor complejidad tecnológica de loscomponentes y módulos supone impor-tantes gastos en I+D asociados a cada mo-delo, lo que ha llevado a los constructoresoccidentales a delegar una parte mayor desu I+D en sus proveedores directos (22)(Stuckey y White, 1993, y Lamming, 1993)e integrarlos como parte activa en sus pro-yectos I+D (McIvor et al., 1997, y Hyun,1994), copiando los métodos japoneses(Liker et al., 1996b), tal y como la ingenie-ría simultánea, más eficientes que la I+Dsecuencial, como demostraron Clark y Fu-jimoto (1991).
Los primeros ejemplos más ilustrativosfueron Chrysler, a finales de los ochenta,con sus plataformas de equipos con pre-sencia de los proveedores, seguida porFord y GM, que adoptaron ciertas estrate-gias japonesas en diseño y desarrollo denuevos productos, como ir comprome-tiendo a los proveedores en la ingenieríade producto (Likert et al., 1996a, 1996b),estableciendo un diseño en colaboración,bajo ingeniería simultánea. A principiosde los noventa, también las adoptaron los
fabricantes europeos, tras el correspon-diente benchmarking, así como NissanM.I. (Barba, 1993) y Seat. Las empresasproveedoras que colaboran con los fabri-cantes en I+D también tienden a adoptar-las.
En tal circunstancia, a los proveedores di-rectos se les exige una mayor capacidad deingeniería de producto y ser especialistasdel respectivo sistema funcional a suminis-trar. Han de tener capacidad de innovarconstantemente y mejorar sus productos,ayudando al constructor a dar soluciones alos problemas que les plantee, poniendo adisposición del cliente sus conocimientos ycompetencias técnicas. Las innovacionesen productos y procesos requieren cadavez más soluciones técnicas, caracterizadaspor su especificidad y mayor complejidad.Los sistemas y componentes a elaborar pre-cisan mayores campos de conocimiento,debiendo interrelacionarse para ofrecer unnuevo know-how diferenciador.
Por ejemplo, para el diseño y construc-ción de un asiento es necesario imple-mentar conocimientos afines a diversoscampos, como son la informática, la me-cánica, la electrónica o la química. Sebusca, por un lado, simplificar el númerode componentes de un sistema funcionaly a su vez que integre más funciones, loque requiere mayor capacidad tecnológi-ca. En este proceso de delegación, la re-lación fabricante-proveedor en el diseñotodavía es jerárquica, en la medida enque para conseguir la coherencia técnicay económica debe respetarse el diseño fi-nal, lo que exige que el modelo organiza-tivo global se subordine a la estrategiadel fabricante final (Gómez et al. 1992).
Es aconsejable participar con el fabricanteen el diseño de un nuevo modelo y quesea homologado en las preseries de lanza-miento. Respecto al codiseño, puesto quela mayoría de centros de I+D de los fabri-cantes a quienes se le suministra desde Es-paña están fuera de nuestro país (23), esrecomendable que se tenga una red deoficinas técnicas cercanas a los centros dediseño técnico de los fabricantes. En casocontrario, es necesario disponer de unaadecuada red de comunicaciones paramantener el contacto en tiempo real contales centros a distancia, utilizando la vi-deoconferencia, la maqueta electrónica y
las redes extranet, que permitan el e-de-sign. Tales tecnologías facilitan la colabo-ración a los respectivos investigadores dediferentes empresas que forman parte de equipos de proyectos en un entorno deingeniería simultánea, sin importar el es-pacio, de forma virtual, permitiendo crearmás conocimiento nuevo, compartido porlos socios.
El proceso de delegación del fabricante asus proveedores de la mayor parte del I+Dimplica, en los proveedores directos, au-mentar su ratio de gastos de I+D sobreventas, siendo conveniente que éste se si-túe en una banda del 6% al 10%.
En esta nueva situación, un importantepunto débil que han de superar la mayoríade las empresas de capital nacional es elde la escasa importancia estratégica que sele da a la I+D, salvo reducidas excepcio-nes, entre las que están las catalanas FicosaInternacional y AMES, por lo que el nivelde recursos que se destina a I+D suele serinsuficiente, con un ratio de I+D sobreventas inferior al 1,5 % en la mayoría deempresas. Mientras, las filiales de empre-sas extranjeras, al disponer mayoritaria-mente sus centros de I+D en la casa matrizu otra ubicación exterior, cuando una par-te se realiza en España es frecuente que nosea la más innovadora, obteniendo I+Dmediante transferencias de sus matrices.
Las empresas encuestadas, como refleja elcuadro 2, mayoritariamente realizaban suI+D con los clientes (88,2%), como conse-cuencia del proceso de participación conel cliente en el diseño y desarrollo señala-do, mientras que con sus proveedores lohacían el 47,1%, porcentaje inferior, lógi-camente, ya que los proveedores de se-gundo nivel o inferiores suelen tener me-nos recursos para I+D; afirmando el 44,1%que la efectúan con sus clientes y sus pro-veedores. Tan sólo una empresa afirma norealizar ningún tipo de I+D, la cual seefectúa totalmente en su matriz, fuera deEspaña, y no se recoge en el cuadro 2.
Para que sea más eficaz la I+D en términosde costes de desarrollo e industrialización,plazos y calidad del producto es necesarioincorporar la ingeniería simultánea, comoha hecho el 42,8 % de la muestra, queprácticamente coincide con la proporciónde empresas que la hacen con sus clientes
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
142
13ECONINDUST.342 19/12/02 16:56 Página 142

y proveedores. Para reducir el time to mar-ket de sus productos y costes asociados alrealizar la I+D, también es aconsejable quese utilicen integradamente los sistemasCAD/CAE/CAM (24) al realizar las fases deI+D, ya que las fases de diseño, desarrolloy fabricación deben ser interdependientes.Al respecto, en la muestra, se observa en elcuadro 2 una alta proporción de empresasque utilizaban el CAD (82,4%) al hacer suI+D, pero más bien baja conjuntamentecon el CAM (26,5%), siendo el mismo por-centaje de empresas las que también afir-maron utilizar el CAD/CAE, pero que tuvie-sen CAD/CAE/CAM/EDI sólo el 17,1%. Portanto, éstas son las que disponían de mejo-res medios materiales que facilitasen unaI+D con mejores prestaciones, calidad, cos-te y plazo.
En la medida en que, para las filiales demultinacionales extranjeras, la eficacia ope-rativa y logística de las plantas constituyeun aspecto muy buscado para su implanta-ción en España, y que gran parte de las fir-mas nacionales basan una parte importantede su competitividad vía costes, necesitan-do reducir los mismos, ambos colectivos deempresas deben incidir en mejorar sus pro-cesos productivos. Ello explicaría que, enla muestra, el principal destino de los gas-tos en I+D, según el cuadro 2, correspondaa la mejora de los procesos (88,2% de em-presas), seguida por las mejoras de produc-tos ya existentes (64,7%), al tener que ajus-tarse a las nuevas necesidades de losclientes sobre productos ya ofrecidos, querequieren ciertas modificaciones, mientrasque para ambos atributos supone el 55,9%.Además, casi una de cada cuatro empresasbusca obtener productos no existentes enel mercado (26,5%).
La dependencia tecnológica de las filialesespañolas de sus matrices implica una es-casa actividad asociada a buscar nuevosproductos, ya que la misma se suele reali-zar en la matriz. Además, obtener produc-tos no existentes requiere mayor capaci-dad tecnológica, con más mediospersonales, materiales y financieros, asícomo asumir mayores riesgos, lo que ex-plicaría, en parte, que sólo el 21% de lasempresas nacionales de la muestra desti-nen parte de su I+D a obtener productosno existentes en el mercado. Como cen-tros de investigación de importancia ubi-cados en Cataluña que ofrecen servicios
tecnológicos asociados a la I+D, útiles alas empresas del sector, destacamos elIDIADA Technology y el Laboratori Gene-ral d’Assaigs i Investigacions.
Acuerdos de colaboración
Estos acuerdos entre empresas ayudan amejorar la situación competitiva de lasmismas, puesto que les permite compartiry reducir riesgos y costes (por ejemplo, ennuevos proyectos de I+D), así como crear
sinergias, al compartir las empresas recur-sos, capacidades e información, comple-mentándose. Asimismo, resulta fácil elaprendizaje del socio en aspectos que in-teresen a la empresa que lo subscribe. Ta-les circunstancias explican la mayor utili-zación de los acuerdos de colaboración enlos ámbitos de I+D en las empresas en-cuestadas (cuadro 3).
Según el campo de colaboración, las em-presas pueden obtener tecnologías quecomplementen las propias, implantar nue-
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
143
Realizar I+D con clientes/o proveedores
I+D con clientes
I+D con proveedores No Sí Total
No 3 (8,8%) 15 (44,1%) 18 (52,9%) Si 1 (2,9%) 15 (44,1%) 16 (47,1%)
Total 4 (11,8%) 30 (88,2%) 34 (100,0%)
Utilización del CAD y /o CAM
CAM
CAD No Sí Total
No 6 (17,6%) 0 (0%) 6 (17,6%) Sí 19 (55,9%) 9 (26,5%) 28 (82,4%)
Total 25 (73,5%) 9 (26,5%) 34 (100,0%)
Principal destino de la I+D
Mejorar procesos
Mejorar el productos en el mercado No Sí Total
No 1 (2,9%) 11 (32,3%) 12 (35,3%) Sí 3 (8,8%) 19 (55,9%) 22 (64,7%)
Total 4 (11,8%) 30 (88,2%) 34 (100,0%)
FUENTE: Elaboración propia.
CUADRO 2ASPECTOS DE LA I + D DE LAS EMPRESAS ENCUESTADAS
Investigación industrial básica 10 28,6 6 17,1 Diseño de productos 14 40,0 6 17,1 Desarrollo de productos 15 42,9 7 20,0 Calidad 7 20,0 7 20,0 Comercial 5 14,3 9 25,7 Productivo 4 11,4 6 17,1 Financiero 2 5,7 6 17,1
FUENTE: Elaboración propia.
CUADRO 3ÁMBITOS DE COOPERACIÓN CON OTRAS EMPRESAS EN
LA INDUSTRIA AUXILIAR DEL AUTOMÓVIL CATALANA
Disponen de acuerdos Establecerían alguno
Nº empresas % Nº empresas %
13ECONINDUST.342 19/12/02 16:56 Página 143

vos métodos de gestión, disponer de nue-vas redes de distribución, acceder a nuevosmercados, compartir instalaciones, etc.
En nuestro estudio se observa que la ma-yoría de empresas que afirman utilizaracuerdos de colaboración con otras sonlas multinacionales extranjeras, siendo re-ducida su utilización por las nacionales.
Sería conveniente una colaboración másestrecha entre la Universidad y las empre-sas para conseguir que el porcentaje deinvestigación básica que se realiza en lamisma se ajuste a las necesidades del sector, y que dicha investigación acabesiendo aplicada en beneficio de tales em-presas. También es necesario que tal cola-boración posibilite una mayor participa-ción en proyectos europeos, relacionadoscon el sector (por ejemplo, tipo DRIVE oJOULE), donde la presencia de empresascatalanas de equipos y componentes esmuy reducida. El 31,4% de empresas cola-boran con la universidad.
Fabricación capaz y flexible
La tendencia al modular sourcing en losfabricantes está provocando que los pro-veedores de primer nivel suministren me-nos piezas o componentes y más módu-los/sistemas, de mayor complejidad, paraun menor número de plataformas, pasan-do tales proveedores a subcontratar a suspropios proveedores de niveles inferioresla mecanización de las piezas y los compo-nentes. Ello requiere que los proveedoreshan de ofrecer al fabricante excelencia,confianza e implicación (Sachwald, 1994).Los fabricantes, asimismo, tienden a ins-taurar la fabricación a la orden, para ajus-tarse a las demandas de los clientes, ofre-ciendo un elevado número de variantes.Ello implica que sus empresas proveedo-ras han de disponer de procesos de fabri-cación flexibles y fiables, capaces de pro-ducir con rapidez la variedad exigida porel fabricante. Necesitan de una adecuadaingeniería de procesos, incorporando lasrespectivas innovaciones que permitan op-timizarlos, obteniendo la necesaria eficaciay eficiencia operativa. En tal sentido, en laautomatización empresarial, las tecnologíasflexibles ayudan a cumplir tal fin, y en losúltimos años el e-manufacturing está ad-quiriendo un rol cada vez más esencial. La
flexibilidad productiva ofrece una relaciónpositiva con el perfomance (Gupta y So-mers, 1996), facilitando además el JIT.
En la encuesta se preguntó a los directoresde producción sobre la incorporación a suempresa de diversas innovaciones en pro-cesos, destacando las que ofrecen auto-matización, e interesándonos por ciertastecnologías flexibles. Se observó que un68,6% disponía de autómatas programa-bles, un 54,3%, MHCN, así como que utili-zaban robots y células de fabricación flexi-ble el 42,9%. Las mismas ofrecen altaflexibilidad en las operaciones, permitien-do producir series cortas y mayor variedadde productos para responder mejor a loscambios de la demanda y a la incertidum-bre asociada, con menor tiempo de res-puesta, facilitando el JIT. Permiten obtenereconomías de alcance, junto con una ma-yor calidad y productividad.
La informatización en diversos aspectos delproceso productivo también ayuda a ello,resultando las siguientes proporcionesmuestrales de empresas: control de inven-tario, 82,9%; departamentos relacionadosmediante redes, 68,6%; fabricación y mon-taje, 77,1%; mantenimiento asistido por or-denador, 25,7%, y planificación de capaci-dad, 65,7%. Por tanto, según los anterioresporcentajes existía un grado de automatiza-ción medio-alto en los procesos producti-vos, destacando que casi el 80% tenía infor-matizado su proceso productivo.
Por lo que se refiere a los sistemas utiliza-dos para el control de los productos alma-cenados, destaca el de códigos de barras,57,1%; siendo baja la utilización de etique-tas electrónicas, 20%, así como la transmi-sión de datos por radiofrecuencia (11, 4%).Aunque aproximadamente la mitad de lasempresas utilizaban total o parcialmenteprocedimientos manuales.
Para planificar y controlar la producción, es-tá muy extendida la utilización del MRP II,80%; generalmente, dentro del sistemaERP; casi la mitad utilizaban el JIT, 42,9%;y conjuntamente ambos, el 28,6%. La ten-dencia en los últimos años ha sido que de-jaran de ser incompatibles ambos, pero in-corporar el JIT exige realizar cambios enla organización, para hacerla más flexible,lo que requiere tener un personal adecua-do en formación y capacidades, dificultan-do su implantación, ya que son bastanteslas empresas que no disponen de estas ca-racterísticas. En un entorno JIT, son loshombres quienes sustituyen a los stocks,como amortiguadores de los cambios dedemanda (Lehndorf, 1997).
En la medida que el fabricante tiende aexigir entregas JIT multidiarias libres dedefectos, los proveedores necesitan im-plantar un buen sistema de aseguramientode la calidad.
Capacidad de mejorar la calidad
Las empresas encuestadas han valorado lacalidad como el factor más importante ensu competitividad empresarial entre unconjunto de variables, coincidiendo en talsentido con Dyer (1996). Posteriormente,por orden decreciente, consideraron elprecio de venta, el servicio, la flexibilidadproductiva, la capacidad tecnológica, la in-ternacionalización, la formación y la cualifi-cación del personal. Conseguir mayor cali-dad en producción supone menores costespor menores rechazos y reelaboraciones,así como mayor productividad, además deayudar a conseguir más ventas, o al menosa no perderlas.
Oliver et al. (1996) constataron, en un es-tudio realizado en 1993-1994, un elevadoratio de defectos en partes por millón quehabía en las empresas de componentes en
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
144
13ECONINDUST.342 19/12/02 16:56 Página 144

Europa (1373), frente a EEUU (263) y Ja-pón (193), lo que ha exigido la necesidadurgente por las empresas europeas de sureducción. Para conseguirlo, deben utili-zarse técnicas, métodos y procedimientosque la hagan factible.
Los fabricantes, para asegurarse una mejorcalidad de sus proveedores en los noventa,incrementaron la exigencia en éstos de ob-tener la certificación del tipo normas ISO oequivalentes, como UNE, DIN, etc., ademásde poseer referenciales propios de los fabri-cantes, según la nacionalidad de la matrizdel grupo automovilístico (p. e., EAQF14,para las francesas; QS900, para las esta-dounidenses, y VDA6, para las alemanas).En tal sentido, es lógica la informaciónque presenta el cuadro 4, con una altaproporción muestral de empresas que si-guen normas de calidad dictadas por losclientes (91,4%) y que además tuviesencertificaciones tipo ISO (71,4%). Si bien, adiciembre de 2000 comprobamos que to-das las empresas de la muestra estabancertificadas con la ISO 9002.
Las empresas buscan una calidad adecua-da desde el origen del diseño de sus pro-ductos, donde quedan comprometidoscerca del 80% de los costes de un pro-ducto en su ciclo de vida. Por ello, la in-geniería simultánea es muy importante,ya que, en la fase de diseño, los partici-pantes del proyecto con sus opinionespermiten mayor calidad y productividaddel diseño. Entre las técnicas para mejo-rar la calidad del diseño destacamos lautilización de las técnicas QFD (desarro-llo de la función de calidad), incorporadainicialmente por las empresas japonesasen la ingeniería simultánea. Permite laopinión del cliente en los procesos de di-seño y desarrollo del producto, así comoen los de fabricación (Akao, 1990). Portanto, permite conectar la flexibilidadproductiva con las demandas del merca-do, satisfaciendo mejor sus necesidades.Su utilización era bastante alta en lamuestra (65,7 %), como indica el cuadro4, mientras que constatamos un menoruso de los métodos Taguchi y/o diseñode experimentos, que ofrecen un diseñorobusto y fiable de productos, posible-mente debido a la necesidad de disponerde un personal adecuadamente cualifica-do en estos temas estadísticos, de mayorcomplejidad.
La calidad en el diseño debe acompañarsecon la calidad en fabricación, la cual seempieza a conseguir al recibir unos sumi-nistros sin defectos. Para ello, cada vez esmás necesario que el proveedor esté ho-mologado, posea calidad concertada conel cliente y realice auditorías internas paracontrolar la calidad de sus procesos. Ellopermite que el fabricante no tenga que ha-cer inspecciones sobre la calidad de susaprovisionamientos, haciendo fiables lasrecepciones y ayudando a conseguir unaproducción con cero defectos y reducir sulead time. En suministros JIT, el hecho deproporcionar un componente defectuosoimplica que el fabricante deberá parar sulínea de montaje, con los costes asociadosque conlleva y las correspondientes pena-lizaciones al proveedor.
El 51,4% de las empresas analizadas tieneprogramas de control de calidad con almenos un 60% de sus proveedores, lo queindica la importancia de buscar la calidadtambién aguas abajo de la cadena de su-ministro. En el 88,6% de las empresas, sustrabajadores realizan el autocontrol sobresu área de trabajo, facultándole a encon-trar los problemas. Posteriormente pre-guntamos si utilizaban métodos y técnicasque permitan reducir la variabilidad de losprocesos productivos y ayudar a minimi-zar los defectos (cuadro 4). Se observóuna elevada utilización del control estadís-tico de procesos (91,4%), que permiteanalizar, evaluar y gestionar la calidad delos procesos en el tiempo, encontrandolas variaciones anormales en los procesosproductivos. Para explicitar los factorescausantes de los defectos (maquinaria,hombre, materiales y métodos), que ha-cen se obtenga cierto resultado en un pro-
ceso, se utilizan los diagramas causa-efec-to (incorporados en un 68,6%). Tambiénobservamos una aceptable utilización delos métodos poya-yoke (68,6%), que en lasmáquinas y sistemas automatizados deproducción evitan procesos que incorpo-ren defectos desde el principio, necesitan-do menos control del trabajador.
Para mejorar la calidad de las empresas, laGeneralitat de Cataluña, mediante el Cen-tre Català de la Qualitat, ha dado su apoyodesde 1995, a un plan de formación y me-jora de la competitividad de las empresasproveedoras de Nissan, ayudando a im-plantar las técnicas de mejora continua.
Incorporar la nueva organización del trabajo
La tendencia a implantar la producciónajustada, dejando los sistemas tayloristas-fordistas, ha de permitir luchar contra lasprincipales ineficiencias y problemas queéstos crean (25). Womack et al. (1992) yMacDuffie (1995) proponen el modelo dela producción ajustada como la mejor ma-nera de organizar el trabajo, siendo consi-derado clave para la ventaja competitivajaponesa. Otra alternativa al taylorismoson los grupos de trabajo autogestiona-dos, que se implantaron en las factorías deVolvo Kalmar y Uddevalla (Berggren,1993), así como, posteriormente, en Ale-mania (26) (Hancké y Rubinstein, 1995),con el objetivo de enriquecer y humanizarel trabajo.
La experiencia de la joint venture, en 1985,entre GM y Toyota, Nummi (Adler, 1992),en Freemont (California), la posterior im-
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
145
Normas de calidad dictadas por los clientes 32 91,4Disposición de certificaciones de calidad 27 77,1QFD 23 65,7Métodos Taguchi y/o diseño de experimentos 11 31,4Control estadístico de procesos 32 91,4Autocontrol 31 88,6Diagramas causa efecto 24 68,6Poka-yoke 24 68,6
FUENTE: Elaboración propia.
CUADRO 4NORMAS DE CALIDAD Y ALGUNOS MÉTODOS UTILIZADOS
PARA SU CONTROL
Nº empresas %
13ECONINDUST.342 19/12/02 16:56 Página 145

plantación, en 1986, en el Reino Unido de lade Nissan, en Sunderland (Wickens, 1987),así como los trasplantes japoneses (Kenneyy Florida, 1993), permitieron comprobar laintroducción con éxito de las prácticas derecursos humanos de la producción ajusta-da en Occidente, incorporando mayoresresponsabilidades del trabajador y del tra-bajo en equipo. A principios de los noven-ta, los fabricantes occidentales fueron im-plantando tales principios, destacando, enEuropa, Opel (Murakami, 1998); incorpo-rándolos Opel España en 1994 (Huerta y Vi-llanueva, 1997); introduciéndolos Renault,asimismo, en sus respectivas plantas espa-ñolas, y Fiat (Camuffo, 1995).
México ha sido uno de los primeros paísesdonde los fabricantes americanos introdu-jeron los principios lean, a comienzos delos noventa, destacando Ford, en Hermosi-llo (Carrillo, 1995). No olvidemos que lasempresas fabricantes también son propie-tarias de algunas importantes de compo-nentes, como Denso (Toyota), Delphi(GM), Visteon (Ford), Magneti Marelli (Fiat)y Faurecia (PSA), por lo que les han traspa-sado sus mejores prácticas de gestión. Alser empresas importantes en los subsecto-res donde realizan su actividad, los restan-tes competidores también deben copiarlas,ya que han de competir con ellas.
En el sector de componentes, Oliver et al.(1996a) comprobaron que el estilo japonésde recursos humanos en las empresas decomponentes muestreadas en Europa esta-ba muy implantado en el Reino Unido (70%de las empresas), más que en Alemania(cerca del 20%) y Francia (sobre el 10%).
Si nos centramos en la CA de Cataluña, laprimera empresa del sector automovilísti-co catalán en incorporar los círculos decalidad y los sistemas de sugerencias fueSeat, a principios de los ochenta, pero ba-jo un sistema taylorista. Si bien a finales dedicha década su dirección empresarialplanificó, para la nueva planta de Marto-rell, grupos de trabajo en el área de pro-ducción, con gente joven y formada, lacrisis de 1993 no favoreció su introduc-ción de forma generalizada, debido a lafuerte presión sindical para no asumirlos.En buena medida, como consecuencia dela decisión de trasladar a Martorell a la ma-yoría del personal de fabricación de la an-tigua factoría de la Zona Franca, de edad
avanzada y bajos estudios, no dispuesto aque desapareciese el elevado número decategorías por un reducido número de ni-veles, y a la mayor carga laboral que supo-nía la polivalencia, junto con la mayor res-ponsabilidad requerida. Los sindicatospedían unas condiciones salariales que ladirección no aceptó.
Además, en 1994, Arriortúa introdujo al-ternativamente los equipos KVP2, con loscorrespondientes workshops para eliminarderroches, improductividades, optimizarmedios de trabajo y conseguir mejoras enparte del proceso en poco tiempo. Sin em-bargo, sí se introdujeron los grupos de tra-bajo en su filial de componentes Gearbox,con buenos resultados y aceptación sindi-cal. En Cataluña destacan las empresasAmes y Yorka, por ser las primeras en es-tablecer sus equipos de mejora a media-dos de los ochenta, junto con la antiguaMAI (ahora, Lear Automotive), seguida en1990 por la mutinacional Lucas Automoti-ve (ahora, Delphi Diesel). Nissan MI losimplantó en su factoría de Zona Franca en1989. Sin embargo, a partir de la crisis de1992 es cuando se produce el mayor creci-miento en la incorporación de los equiposde mejora, motivada por la crisis y la nece-sidad de llegar a reducidos defectos valo-rados en partes por millón, para producircon más calidad para el cliente, necesitan-do urgentemente mejoras, eliminar despil-farros, tender a los cero defectos, introdu-ciendo el JIT y las normas ISO 9000.
La necesidad del fabricante de producirmás variantes exige a sus proveedoresque también le suministre más variantes,lo que requiere contar con una empresamás flexible que, junto con la tecnologíaflexible disponga de una organización la-boral flexible que la complemente, pasan-do de una estructura mecanicista a unaorgánica (27), que ayude a que el trabaja-dor ofrezca más flexibilidad, así comouna actitud más activa y comprometidacon la empresa.
Krafcik (consultor del MIT) comprobó quehay una fuerte correlación entre calidad yproductividad con el empleo de operariospolivalentes, los grupos de trabajo y el JIT(28). Krafcik y MacDuffie (1989) encontra-ron en su estudio que en las plantas auto-movilísticas world class había mayor pro-porción de grupos de mejora de problemasy de los sistemas de sugerencias. Sin em-bargo, Lowe et al. (1997), tras analizar 71plantas de empresas de la industria auxiliaren ocho países, encontraron que en diver-sas plantas, el determinante de un alto per-fomance de fabricación viene dado máspor el volumen y la automatización quepor incorporar la producción ajustada.
En nuestro estudio para la realidad catala-na, planteamos conocer del director depersonal si se estaban incorporando diver-sos elementos de la nueva organización la-boral, recibiendo la contestación. En elcuadro 5 se exponen los ítems pregunta-dos. La mayoría de los mismos son necesa-rios para poder implantar el JIT. En tal sen-tido, la polivalencia facilita adecuarsemejor y más rápido a los cambios de la de-manda, al poder realizar diferentes tareassegún las necesidades de producción. Asi-mismo, la mayor responsabilidad del traba-jador, la creación de grupos para la mejoracontinua y los sistemas de sugerencias per-miten un enfoque proactivo del trabajador,implicándose en buscar la mejora continua,analizar dónde están o pueden llegar aaparecer los problemas y darles solución.Los grupos de mejora pueden constituiruna forma de transmitir y crear nuevo co-nocimiento en la organización, a partir dela espiral creada entre conocimiento tácitoy explícito (Nonaka y Takeuchi, 1995).
Además, junto con los sistemas individualesde sugerencias (48,6 %), si la recompensaofrecida es estimulante para el trabajador
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
146
13ECONINDUST.342 19/12/02 16:56 Página 146
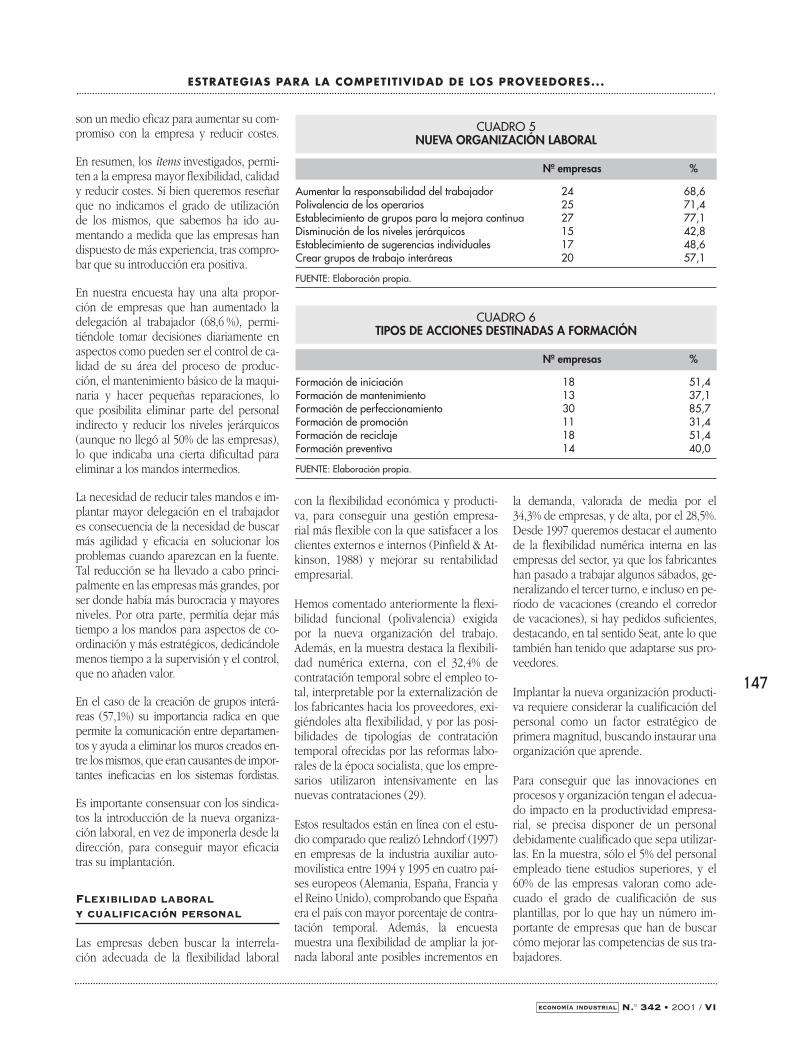
son un medio eficaz para aumentar su com-promiso con la empresa y reducir costes.
En resumen, los ítems investigados, permi-ten a la empresa mayor flexibilidad, calidady reducir costes. Si bien queremos reseñarque no indicamos el grado de utilizaciónde los mismos, que sabemos ha ido au-mentando a medida que las empresas handispuesto de más experiencia, tras compro-bar que su introducción era positiva.
En nuestra encuesta hay una alta propor-ción de empresas que han aumentado ladelegación al trabajador (68,6 %), permi-tiéndole tomar decisiones diariamente enaspectos como pueden ser el control de ca-lidad de su área del proceso de produc-ción, el mantenimiento básico de la maqui-naria y hacer pequeñas reparaciones, loque posibilita eliminar parte del personalindirecto y reducir los niveles jerárquicos(aunque no llegó al 50% de las empresas),lo que indicaba una cierta dificultad paraeliminar a los mandos intermedios.
La necesidad de reducir tales mandos e im-plantar mayor delegación en el trabajadores consecuencia de la necesidad de buscarmás agilidad y eficacia en solucionar losproblemas cuando aparezcan en la fuente.Tal reducción se ha llevado a cabo princi-palmente en las empresas más grandes, porser donde había más burocracia y mayoresniveles. Por otra parte, permitía dejar mástiempo a los mandos para aspectos de co-ordinación y más estratégicos, dedicándolemenos tiempo a la supervisión y el control,que no añaden valor.
En el caso de la creación de grupos interá-reas (57,1%) su importancia radica en quepermite la comunicación entre departamen-tos y ayuda a eliminar los muros creados en-tre los mismos, que eran causantes de impor-tantes ineficacias en los sistemas fordistas.
Es importante consensuar con los sindica-tos la introducción de la nueva organiza-ción laboral, en vez de imponerla desde ladirección, para conseguir mayor eficaciatras su implantación.
Flexibilidad laboral y cualificación personal
Las empresas deben buscar la interrela-ción adecuada de la flexibilidad laboral
con la flexibilidad económica y producti-va, para conseguir una gestión empresa-rial más flexible con la que satisfacer a losclientes externos e internos (Pinfield & At-kinson, 1988) y mejorar su rentabilidadempresarial.
Hemos comentado anteriormente la flexi-bilidad funcional (polivalencia) exigidapor la nueva organización del trabajo.Además, en la muestra destaca la flexibili-dad numérica externa, con el 32,4% decontratación temporal sobre el empleo to-tal, interpretable por la externalización delos fabricantes hacia los proveedores, exi-giéndoles alta flexibilidad, y por las posi-bilidades de tipologías de contratacióntemporal ofrecidas por las reformas labo-rales de la época socialista, que los empre-sarios utilizaron intensivamente en lasnuevas contrataciones (29).
Estos resultados están en línea con el estu-dio comparado que realizó Lehndorf (1997)en empresas de la industria auxiliar auto-movilística entre 1994 y 1995 en cuatro paí-ses europeos (Alemania, España, Francia yel Reino Unido), comprobando que Españaera el país con mayor porcentaje de contra-tación temporal. Además, la encuestamuestra una flexibilidad de ampliar la jor-nada laboral ante posibles incrementos en
la demanda, valorada de media por el34,3% de empresas, y de alta, por el 28,5%.Desde 1997 queremos destacar el aumentode la flexibilidad numérica interna en lasempresas del sector, ya que los fabricanteshan pasado a trabajar algunos sábados, ge-neralizando el tercer turno, e incluso en pe-ríodo de vacaciones (creando el corredorde vacaciones), si hay pedidos suficientes,destacando, en tal sentido Seat, ante lo quetambién han tenido que adaptarse sus pro-veedores.
Implantar la nueva organización producti-va requiere considerar la cualificación delpersonal como un factor estratégico deprimera magnitud, buscando instaurar unaorganización que aprende.
Para conseguir que las innovaciones enprocesos y organización tengan el adecua-do impacto en la productividad empresa-rial, se precisa disponer de un personaldebidamente cualificado que sepa utilizar-las. En la muestra, sólo el 5% del personalempleado tiene estudios superiores, y el60% de las empresas valoran como ade-cuado el grado de cualificación de susplantillas, por lo que hay un número im-portante de empresas que han de buscarcómo mejorar las competencias de sus tra-bajadores.
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
147
Formación de iniciación 18 51,4 Formación de mantenimiento 13 37,1 Formación de perfeccionamiento 30 85,7 Formación de promoción 11 31,4 Formación de reciclaje 18 51,4 Formación preventiva 14 40,0
FUENTE: Elaboración propia.
CUADRO 6TIPOS DE ACCIONES DESTINADAS A FORMACIÓN
Nº empresas %
Aumentar la responsabilidad del trabajador 24 68,6Polivalencia de los operarios 25 71,4Establecimiento de grupos para la mejora continua 27 77,1 Disminución de los niveles jerárquicos 15 42,8Establecimiento de sugerencias individuales 17 48,6Crear grupos de trabajo interáreas 20 57,1
FUENTE: Elaboración propia.
CUADRO 5NUEVA ORGANIZACIÓN LABORAL
Nº empresas %
13ECONINDUST.342 19/12/02 16:56 Página 147

Sin duda, un instrumento esencial para me-jorar la cualificación de los trabajadoresviene dado por la oferta formativa en reci-claje y formación continua desde el FOR-CEM, siendo un 60% de las analizadas lasque afirman utilizar estos cursos, destacan-do las grandes, cuyos departamentos deformación vieron la oportunidad de formara sus trabajadores aprovechando la finan-ciación ofrecida por el FORCEM. El 71,4%de las empresas han mejorado la cualifica-ción de sus trabajadores para optimizar susistema productivo. Tal como muestra elcuadro 6, en la página anterior, las empre-sas estaban dando prioridad a las accionesformativas destinadas al perfeccionamiento(85,7%), especialmente relacionadas conlas tecnologías de procesos e información,ya que ambos son campos en los que lasinnovaciones asociadas a los sistemas deinformación requieren una actualizaciónde los conocimientos tecnológicos de losempleados y trabajadores de entornos cadavez más automatizados. También en temasde gestión y control de calidad para realizarel trabajador el autocontrol (30).
Para el 62,9 % de las empresas, el mayordestinatario de cursos de formación es elcolectivo de personal técnico y adminis-trativo, al objeto de mejorar conocimien-tos tecnológicos, siendo el destinatariopreferido por el resto de empresas el co-lectivo mano de obra directa, especial-mente en aquellas empresas en que deseanestablecer la nueva organización del tra-bajo, al exigirles una mayor capacitacióntécnico-organizativa.
Solvencia financiera
Las empresas necesitan disponer de sufi-ciente capacidad financiera para financiarsus gastos en I+D, tecnología de procesos ycomunicaciones, red de distribución inter-nacional, establecer delegaciones comercia-les próximas a las matrices de los fabricantesy, si es preciso, nuevos centros productivosen el exterior, que permitan la globalización,entrando en nuevos mercados. Ello obliga, aobtener el cash-flow que posibilite recupe-rar las inversiones en plazos razonables ypoder seguir reinvirtiendo. Una de las posi-bilidades, cuando no se dispone de suficien-tes medios de financiación propios y se hade ir a un endeudamiento elevado, es com-partir costes con otras empresas (31).
Conclusiones
La mayoría de los proveedores directos delos fabricantes con factorías en Cataluñabuscan mejorar su calidad y servicio, y re-ducir sus costes, aplicando diversos prin-cipios de la producción ajustada. Las em-presas nacionales que deseen continuarcomo proveedores directos deberán mejo-rar su capacidad de desarrollo tecnológicoy globalizarse, aprovechando las oportu-nidades que ofrecen las nuevas tecnologíasde la información y de las comunicacio-nes.
Se han expuesto diversas estrategias paramejorar la competitividad, incidiendo enla necesidad de buscar nuevos mercados,así como en reducir costes, dada una cali-dad y servicio aceptables por el fabricante,para poder ajustarse a las reducciones deprecios de éstos.
Sin duda, uno de los factores críticos parala competitividad empresarial es llegar adisponer de la nueva organización pro-ductiva y laboral, con un factor humanocapacitado para aprovechar la tecnologíaflexible disponible y que se ha de incor-porar en el futuro (32). De la encuesta sededuce una importante utilización de lastécnicas de control y mejora de la calidad(SPC, QFD, autocontrol, métodos poka-yoke), constatando que en la mayoría deempresas se estaban sustituyendo ciertos
principios tayloristas por los de la nuevaorganización laboral que, junto con lastecnologías flexibles y el JIT, les otorganmás flexibilidad, facilitándoles la mejorasus capacidades competitivas (33). Talesempresas destacan en su política de recur-sos humanos, la delegación de responsa-bilidades al trabajador, la polivalencia einstauración del trabajo en grupo para lamejora continua, que han de promover lacreación de más conocimiento en la em-presa y su difusión en la misma.
Notas
(1) Coexisten una diversidad de tipologías deempresas en distinta situación competitiva. Enel vértice superior están los proveedores deprimer nivel, cuyo número va siendo más re-ducido a nivel internacional. En la citada Co-munidad Autónoma están implantadas unconjunto de empresas filiales pertenecientes aimportantes grupos multinacionales de primerorden mundial (por ejemplo, AlliedSignal, Ro-bert Bosch, Delphi, Meritor, Lear, Valeo, etc.),de capital principalmente estadounidense, ale-mán o francés, incluidos entre los líderes mun-diales de los respectivos equipos y componen-tes que fabrican, teniendo en muchos casos uncarácter oligopolista. También están ubicadasciertas empresas pertenecientes a grupos auto-movilísticos (como son los casos de Gearbox,que es del grupo Volkswagen; Magneti Marelli,que pertenece a Fiat, o Denso, con participa-ción de Toyota), así como un número muy re-ducido de empresas de capital español, entre
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
148
13ECONINDUST.342 19/12/02 16:56 Página 148

las que destacan el grupo catalán Ficosa Inter-nacional, AMES, Estampaciones Sabadell, Yor-ka y Zanini, que en los últimos años se estáninternacionalizando. Sin embargo, la mayoríade las empresas de capital nacional instaladasen Cataluña son proveedores de segundo ytercer nivel, generalmente Pymes, las cualessuelen ser subcontratadas por las de primer ni-vel, frecuentemente en peor situación compe-titiva. (2) Tal terminología la establecieron Krafcik(1988) y Womack et al. (1992), que junto conCusumano (1988) y Monden (1989) fueron algu-nos autores que expusieron sus ventajas. La pro-ducción ajustada lean production, tal como de-mostró Toyota, consigue, comparativamente,respecto a la producción en masa, algo imposi-ble para ésta, como es alcanzar simultáneamen-te mayor productividad, flexibilidad, calidad, di-ferenciación de productos y menores costes ensus productos finales (Sachwald, 1994). (3) El 62,6% pertenece a multinacionales de ca-pital extranjero, el 20% son empresas naciona-les de tamaño mediano, el 17,4%, pequeñasempresas nacionales, de las que sólo una tienemenos de 50 trabajadores.(4) Aunque no todas las experiencias han sidosatisfactorias, tal como exponen: A. Díaz,(1995), en el caso de EEUU; Richart (1997),analizando la joint venture Cammi, entre Suzu-ki y GM, ubicada en Canadá; o bien Satoshi(1992), exponiendo su experiencia en Japóncon Toyota y Nissan.(5) Algunos de estos conceptos serán poste-riormente ampliados.(6) Permite al fabricante reducir, entre otros,los costes de almacenamiento, manipulación yfinancieros.(7) Se aconseja que tenga forma de U, porquepermite al trabajador conseguir más rapidez, fa-cilidad de movimiento, mayor control del pro-ceso productivo, simplificándose el transporteinterno y el desplazamiento de materiales. (8) El sistema de Toyota tiene como esenciaeliminar todos los desperdicios, por diversascausas: exceso de producción, tiempo de espe-ra, transporte, procesos, inventarios innecesa-rios, bienes defectuosos.(9) Ellran (1991) lo define «como un acuerdoentre un comprador y un suministrador, queimplica un compromiso durante un largo espa-cio de tiempo e incluye compartir informaciónjunto con los riesgos y recompensas por la re-lación, que faciliten el diseño y desarrollo, lacalidad y rapidez de los suministros, bajo unentorno de confianza mutua».(10) Es un holding de empresas de origen cata-lán que tiene instaladas varias plantas en el ex-tranjero:
• Seres (planta en Francia): sistemas limpiapa-rabrisas
• Maurice Lecoy (planta en Francia): cables demando y control.
• Ficos Cipa (planta en Francia): retrovisoresexteriores para Francia.
• Ficosa (planta en Brasil): retrovisores exte-riores para Brasil.
• Fico Cables (planta en Portugal): cables demando y control.
Además, se han instalado en México, Argenti-na, Polonia, Slovenia, Turquía y se ha creadouna empresa conjunta para fabricar en la India,y, asimismo, tiene oficinas en Corea y Japón.En Australia y Taiwan tiene a licenciatarios desus productos y posee un centro técnico-co-mercial en Detroit. En el año 2000 compró ladivisión de espejos de Magneti Marelli, tenien-do opción de compra Shangai Beruyan (China)y asimismo con la empresa rumana SC UAMT.(11) Tiene factorías en Alemania y Brasil, aun-que la empresa ha sido comprada por la corpo-ración Gestamp, también española.(12) Tiene factoría en Francia (antigua Pegu-form France). Se ha instalado, uniéndose consocios locales, en Brasil y México. Ha firmadoun contrato de colaboración técnico-comercialcon la empresa india Polyplastics, para aden-trarse en el mercado de este país. Dispone deuna oficina técnico-comercial en Detroit.(13) La producción sincronizada se utiliza enlas áreas en las que es físicamente imposiblemantener stocks durante horas, porque loscomponentes son muy grandes (p. e., asientos)o demasiado caros (p. e., motores).(14) Ayuda a que sean más homogéneas las en-tregas de los componentes a la factoría de mon-taje cuando los flujos de procedencia de los su-ministros están distantes a la fábrica, lo queprovoca que no haya irregularidad en las entre-gas del proveedor.La ventajas que ofrecen son (Amorós, 1998):economías de escala —al ser compartidos en-
tre todos los proveedores, el proveedor puedeindependizar su producción de los suministrosexigidos por el cliente—, y tiempo de entregarápido de suministro a la planta del fabricantedesde que hace su demanda.(15) Se caracterizan porque se establecen al-macenes entre el proveedor y el fabricante, ge-neralmente administrados por una empresasubcontratada o bien por los proveedores. Enlos casos en que el proveedor está lejano, seacumulan o se consolidan los componentesenviados por los proveedores para su posteriordistribución. El inconveniente es que se creanaltos stocks de seguridad en tales almacenes,con los costes asociados de la gestión de losstocks cedidos por el constructor a sus provee-dores. La ventaja del centro de consolidaciónes su ubicación próxima a la factoría de monta-je, suministrando a la línea los componentes enel momento y lugar oportuno para el fabrican-te, desde los cuales se envían sus productos enJIT a las plantas constructoras. Se produce unareducción de costes, al compartirse los de dis-tribución entre los proveedores que acceden almismo. En los años noventa se establecieronen mayor número, para estar cerca de las plan-tas de producción. Parte de los suministros aSEAT se realizan desde un centro de consolida-ción (Costa et. al., 1991).Tal como establecen Aláez et al. (1996), suelenrecurrir a los centros de consolidación los pro-veedores que están alejados de la factoría,siendo en ocasiones proveedores cercanos a lafactoría los que se encarguen de recibir loscomponentes e incluso secuenciarlos.(16) Para Millington et al. (1998), los proveedo-res que disponen de unidades de premontaje lo-cal para suministrar JIT al ensamblador y efec-tuar la producción en secuenciado reducen elriesgo de retraso en la entrega, solucionan másrápidamente cualquier problema y reducen cos-tes de transporte. Al ubicarse en un parque depremontaje, para estar más próximo el ensam-blador, se origina una mayor dependencia entrefabricante y proveedor, siendo más factible quetal proveedor suministre al fabricante en exclu-siva el componente que ensambla, lo que per-mitirá que aumente su facturación respecto almismo, aunque a cambio la producción de estaunidad para otros clientes queda mermada, pro-vocando que puedan darse deseconomías porla producción fragmentada en cada unidad deensamblaje. El fabricante se ahorra inventarios,espacio y costes laborales, que pasa a soportarel proveedor. Éste, al instalarse, tiene unos cos-tes hundidos, por la correspondiente inversiónen su ubicación próxima al fabricante. (17) Está próxima a la factoría de Martorell,siendo pionera, en su momento, en Europa encuanto al diseño logístico para implantar la es-trategia JIT, creando un parque de premontajede provedores próximo a la factoría, donde sehan ido ubicando diversos proveedores paraensamblar los componentes, previamente a
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
149
13ECONINDUST.342 19/12/02 16:56 Página 149

efectuar suministros de sistemas funcionales deforma secuenciada y sincronizada a SEAT, Paraanalizar la misma, ver Costa et al. (1991).(18) Para las empresas encuestadas, los costesde las materias primas y los de personal son losmás preocupantes.(19) Han de analizase los costes de calidad yno calidad, así como los asociados a la fiabili-dad de la entrega, el tiempo de respuesta, lafalta de mejoras y la obsolescencia tecnológica.(20) En Japón, ciertos fabricantes suelen otor-gar pluses a los proveedores que consiguenimportantes reducciones de costes.(21) Especialmente en la década de los ochen-ta, las empresas japonesas fueron el gran revul-sivo. Las mismas tienen institucionalizado losprocesos de innovación y cambio tecnológico(Freeman, 1987).(22) El fabricante asume menos riesgos en la in-novación, asociada a la incertidumbre inherentea la misma; bien sea estableciendo un codiseñocon el proveedor o bien sea delegándole la I+Dreferida al correspondiente componente. Portanto, quien va asumiendo mayores riesgos es elproveedor. Las posibilidades abiertas por elCAD/CAE y el e-design para colaborar tecnoló-gicamente permiten tender a las organizacionesvirtuales asociadas a los proyectos de I+D, crean-do un nuevo modelo organizativo utilizando latecnología de la información y las comunicacio-nes, que enlaza personas, activos e ideas, entiempo real.(23) Salvo excepciones, como el Centro Técnicode SEAT en Martorell o bien el centro de I+D deNissan, ubicado también en Cataluña, pero queahora depende de Cransfield (Reino Unido).(24) El CAD ofrece mayor flexibilidad al dise-ñador de un modelo geométrico, y reduccióndel tiempo de diseño obtenido con mayor cali-dad. Posteriormente, el CAE permite su simula-ción, sin necesidad de crear un prototipo físi-co, sino digital, validarlo y poder obtener undiseño robusto. Cuando además se tienen encuenta las restricciones de su posterior fabrica-ción (CAM), se facilita diseñar bien a la primeray obtener un coste competitivo.(25) Entre otros, una flexibilidad laboral reduci-da implica desaprovechar los conocimientos deltrabajador, que en bastantes ocasiones es quienmejor sabe cómo mejorar o solucionar proble-mas en la parte del proceso donde realiza susfunciones; la desmotivación que ello supone, alno sentirse lo suficientemente útil, o bien el esta-blecimiento de estructuras jerárquicas muy rígi-das asociadas con demasiados niveles interme-dios, que no crean valor añadido, sino excesivoscontroles que ralentizan la toma de decisiones.(26) Jürgens (1995) establece las diferenciasdel trabajo en grupo, en Alemania, de los mo-delos sueco y japonés.(27) Caracterizada, entre otros factores, poruna mayor autonomía del trabajador, poliva-lencia, aplanamiento de jerarquías, trabajo enequipo y evaluación por competencias.
(28) D. Keith Denton (1994), «The Power of fle-xibility», Business Horizonts, vol. 37, n.o 4 julio-agosto. (29) A 31 de diciembre de 2000, en una nuevaencuesta realizada a una muestra de 70 empre-sas proveedoras directas en Cataluña nos dio un25,5% de contratación temporal sobre la fija, loque supone una reducción del 6,9% respecto ala cifra señalada de 1996. Las causas son la refor-ma laboral del año 1997, que fomenta más lacontratación fija. Además, tras varios años conbuena marcha del sector y la economía, ciertosprofesionales han empezado a escasear en elmercado laboral (p. e., matriceros, soldadores,ingenieros), necesitando las empresas tener quecontratar más personal con mayor formación,cuya superior valía para la empresa también leslleva a ofrecerles un contrato fijo.(30) Han de analizase los costes de calidad y nocalidad, así como los costes asociados a la fiabi-lidad de la entrega, el tiempo de respuesta, lafalta de mejoras y la obsolescencia tecnológica.(31) En Japón, ciertos fabricantes suelen otor-gar pluses a los proveedores que consiguenimportantes reducciones de costes.(32) Caracterizada, entre otros factores, poruna mayor autonomía del trabajador, poliva-lencia, aplanamiento de jerarquías, trabajo enequipo y evaluación por competencias.(33) D. Keith Denton (1994): «The Power of fle-xibility», Business Horizonts, vol. 37, n.o 4, ju-lio-agosto.
BibliografíaADLER, P. S. (1992): «The Learning Bureau-
cracy: New United Motors Manufacturing,Inc.», en B. STAW y L. CUMMING (eds.), Re-
search in Organizational Behaviour, pp.111-194. Greenwich, Conn.: JAI Press.
AKAO, Y. (1990): Quality Function Deploy-ment: Integrating Customer Requirementsintor Product Design, The ProductivityPress, Cambridge, MA
ALÁEZ, R.; BILBAO, J.; CAMINO, V. y LONGÁS,J. C. (1996): El sector español de automoción:nuevas tendencias en la organización pro-ductiva. Un análisis de las relaciones provee-dores-ensambladores en el País Vasco, Ed.Civitas, Madrid.
AMORÓS¸ J. (1998): La Nova Cultura Empresa-rial, una resposta agosarada als reptes delsegle XXI, CIDEM y Centre Català de la Qua-litat, Barcelona.
BARBA, E. (1993): La excelencia en el procesode desarrollo de nuevos productos, Gestión2000, Barcelona.
BERGGREN, CH. (1993): The Volvo Experience:Alternative to Lean Production in SwedishAuto Industry, Macmillan, Basingstoke.
BOSTON CONSULTING GROUP (1991): Thecompetitive challenge facing the EuropeanAutomotive Components Industry, CEE. Bru-selas.
BOSTON CONSULTING GROUP (1993): Theenvolving challenge for the European Auto-motive Components Industry, CEE, Bruselas.
BUENO, E. y MORCILLO, P. (1994): Fundamen-tos de economía y organización industrial,McGraw-Hill, Madrid.
BUTTERWORTH, C. (1995): «Supplier Tiers-The Purchasing Challenge», Purchasing andSupply Management, julio/agosto, pp. 29-33.
CAMUFFO, A. (1995): «Mediterranean LeanProduction? Supervisor, Teamword and NewForms of Work Organization in Three Euro-pean Car Markets», Paper presented at theInternatinal Industrial Relation in Associa-tion Tenth World Congress, Washington,D.C., mayo.
CARRILLO, J. (1995): «Flexible production inthe auto sector: industrial reorganization atFord-México», World Development, vol. 23,n.o 1, enero, pp. 87-101.
CLARK, K. B. y FUJIMOTO, T. (1991): Product,Development, Perfomance. Strategy, Orga-nization, and Management in the WorldAuto Industry, Harvard Business SchoolPress, Boston.
COMISSION OF THE EUROPEAN COMMU-NITY (1991): The competitive challenge fa-cing the European Automotive ComponentsIndustry, Directorate General of the InternalMarket and Industrial Affairs.
COSTA, M. T.; CALLEJÓN, M. y GIRÁLDEZ, E.(1991): Estudio del impacto generado por laempresa SEAT en Martorell, CEP, Barcelona.
CUSUMANO, M. A. (1988): «Manufacturing In-novation: Lesson from the Japanese Auto In-dustry», Sloan Management Review, vol. 30,n.o 1, pp. 29-39.
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
150
13ECONINDUST.342 19/12/02 16:56 Página 150

CUSUMANO, M. A. y TAKEISHI, A. (1991):«Supplier relations and management: A sur-vey of japanese-transplant and USA auto-plants», Strategic Management Journal, vol.12, n.o 8, pp. 563-588.
DÍAZ, A. (1995): «Producción ajustada. Éxito yfracaso», Economía Industrial, n.o 304, pp.159-172.
DYER, J. H. y OUCHI, G. (1993): «Japanese-sytyle parterships: giving companies a com-petitive edge», Sloan Management Review,Fall, pp. 51-63
EIU (1993a): «Inside SEAT: Martorell Plant». Eu-ropean Motor Business, segundo trimestre.
EIU (1993b): «Restructuring and profitability inEurope’s components industry», AutomotiveComponents Business, tercer trimestre.
ELLRAN, L. (1991): «A managerial guideline forthe development and implementation ofpurchasing partnerships», Internationaljournal of purchasing and materials mana-gement, verano.
FREEMAN, C. (1987): Technology, policy andeconomic perfomance. Lesson from Japan,Printer Publishers, Londres.
GARVIN, D. S. (1993): «Manufacturing strategicplanning», California Management Review,vol. 35, n.o 4, pp. 85-106.
GÓMEZ, M.; SÁNCHEZ, M. y PUESTA, E.(1992): El cambio tecnológico hacia el nue-vo milenio: debates y nuevas teorias, Iccria,Fuheman, Barcelona.
GUNASEKARAN (1997): «Agile manufacturing:a framework for research and development»,International Journal of Productions Eco-nomics, vol. 62, n.o 1-2, mayo, pp. 87-105.
GUPTA, Y. P. y SOMERS, T. M. (1996): «Busi-ness Strategy, manufacturing flexibility, andorganizational perfomance a path analysisapproach», Production and Operations Ma-nagement, vol. 5, n.o 3, pp. 204-233.
HAMEL y PRAHALAD (1990): «The core compe-tence of the organization», Harvard BusinessReview, vol. 90, n.o 3, mayo-junio, vol. 7, n.o 1,edición especial, marzo, pp. 29-44.
HANCKÉ, B. y RUBINSTEIN, S. (1995): «Limitsto innovation in work organization?. An in-ternational comparison: Volvo Uddevallaand Saturn», en SANDBERG, A. (ed.): Enri-ching Production, Perspectives on Volvo’sUddevalla plant as an alternative to leanproduction, Avebury. Aldeshot, pp. 179-198.
HELPER, S. (1991): «How much has really chan-ged between US Autmakers and their sup-pliers?», Sloan Management Review, veranopp. 15-28.
HELPER, S. y SAKO, M. (1995): «Supplier rela-tions in Japan and the United States: Arethey converging?» Sloan Management Re-view, primavera, pp. 77-84.
HUERTA, E. y VILLANUEVA, M. (1997): «La expe-riencia de Opel España en los equipos de tra-bajo», revista de Economía Industrial, n.o 315.
HYUN, J. (1994): «Buyer-Supplier relations in
the European automobiles industry», LongRange Planning, vol. 27, n.o 2, pp. 66-75.
ICHINIOWSKI, C. y SHAW, K. (1999): «The Ef-fects of Human Resoruce ManagementSystems on Economic Perfomance: An Inter-nal Comparison of U.S. and Japanese Plants»,Management Science, vol. 45, n.o 5, pp.
JÜRGENS, U. (1995): «Group work and the re-ception of Uddevalla in German car in-dustry», en SANDBERG, A. (ed.): EnrichingProduction. Perspectives on Volvo’s Uddeva-lla plant as an alternative to lean produc-tion, Avebury, Aldeshot, pp. 179-198.
KENNEY, M. y FLORIDA, R. (1993): BeyondMass Production: the Japanese System andIts Transfer to the USA, Oxford UniversityPress, Nueva York.
KRAFCIK, J. F. (1988): «Triumph of the leanproduction system», Sloan Management Re-view, vol. 30, n.o 1, pp. 41-52.
KRAFCIK, J. F. y MACDUFFIE, J. P. (1989): «Ex-plaining High Perfomance Manufacturing:the International Automotive AssemblyPlant Study», Paper presented to the IMVPInternational Policy Forum, Pierre Marques,Acapulco, 7-10, mayo.
LAMMING, R. (1993): Beyond Partnership. Stra-tegies for Innovtion and Lean Supply, Prenti-ce Hall, Hemel Hemsptead, Reino Unido.
LEHNDORFF, S. (1997): «La flexibilité chez lesequipementiers automobiles en Europe»,Travail et emploi, n.o 72, julio, pp. 67-79.
LEVY, D. L. (1997). «Lean production in an inter-national supply chain»., Sloan ManagementReview, vol 3, n.o 2, invierno, pp. 95-102.
LIKER, J. K.; KAMATH, R. R.; WASTI, S. N. yNAGAMACHI, M. (1996a): «Supplier involve-ment in automotive component design: arethere really large USA Japan differences?»,Research Policy, vol. 25, pp. 59-89.
LIKER, J. K.; SOBEK, D. K. II.; WARD, A. C. yCRISTIANO, J. J. (1996b): «Involving sup-plier in product development in the UnitedStates and Japan: evidence for set-basedconcurrent engineering», IEEE Transactionson Engineering Management, vol. 43, n.o 2,pp. 165-178.
LOWE, J.; DELBRIDGE, R., y OLIVER, N. (1997):«Hig-Perfomance manufacturing: evidencefrom the autocomponent industry», Organi-zation Studies, vol. 18, n.o 5, pp. 783-798.
LLORENTE, F. (1997): «Las estrategias de los fa-bricantes de automóviles: El caso SEAT,1980-1995», en Roca (coord.): La formaciódel cinturó industrial de Barcelona, Proa,Institut Municipal d’Historia de Barcelona,Barcelona, pp. 275-289.
MACDUFFIE, J. P. (1995): «Human ResourceBundles and Manufacturing Perfomance Or-ganisational Logic and Flexible ProductionSystems in the World Auto Industry», Indus-trial and Labor Relations Review, vol. 48, n.o 2, pp. 197-221.
MCIVOR, R.; HUMPHREY, P. y MCALEER, E.(1997): «Implications of partnership sourcingon buyer-supplier relations», Journal of Ge-neral Management, vol. 23, n.o 1, pp. 53-70.
MILLINGTON, A. I.; MILLINGTON, C. E. S. yCOWBURN, M. (1998): «Local assembly unitsin the motor components industry», Interna-tional Journal of Operations & ProductionManagemen, vol. 18, n.o 2, pp. 180-194.
MONDEN, Y. (1987): El sistema de producción deToyota, IESE y Price Waterhouse, Barcelona.
MONDEN, Y. (1996): El sistema de producciónhoy en Toyota, Deusto, Bilbao.
NONAKA, I. y TAKEUCHI, H. (1995): The kno-wledge creating company: how japanesecompanies create the dynamics of innova-tion, Oxford University Press, Oxford.
ESTRATEGIAS PARA LA COMPETITIVIDAD DE LOS PROVEEDORES...
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
151
13ECONINDUST.342 19/12/02 16:56 Página 151

OHNO, T. (1991): El sistema de producción deToyota. Más allá de la producción a granescala, Gestión 2000, Barcelona.
OLIVER, N.; DELBRIDGE, R.; JONES, D. y LO-WE, L. (1994): «World class manufacturing:further evidence in the lean production de-bate», British Journal of Management, vol. 5, edición especial, junio, pp. 53-63.
OLIVER, N.; DELBRIDGE, R. y LOWE, J.(1996a): «The European auto componentsindustry: manufacturing perfomance andpractice», International Journal of Opera-tions and Production Management, vol. 16,n.o 11, pp. 85-97.
OLIVER, N.; DELBRIDGE, R. y LOWE, J. (1996b):«Lean production practices: international com-parisons in the autocomponents industry»,British Journal of Management, vol. 7, marzo,vol. 7, n.o 1, edición especial, pp. 29-44.
PINFIELD, D. L. y ATKINSON, J. (1988) «Theflexible firm», Canadian Business Review,Winter.
PIRES, S. R. I. (1998): «Managerial implicationsof the modular consortium model in a Brazi-lian automotive plant», International jour-
nal of Operations & Production Manage-ment, vol. 18, n.o 3, pp. 79-81.
QUINN y HILMER, F. G. (1994): «Strategic out-sourcing», Sloan Management Review, vera-no, pp. 43-55.
RICHART, J. et al. (1997): Just another car fac-tory? Lean production and its discontents,Cornell University Press
SACHWALD, F. (1994): L’Europe et la globalisa-tion: adquisition et accords dans l’industrie,Institut Francais M de Relations, Travaux etRecherches d’ IFRI, Massons, París.
SAKO, M. (1992): Price, Quality and Trust. In-ter-firm Retaions in Britain and Japan,Cambridge University Press, Cambridge.
SATOSHI, K. (1992): Toyota i Nissan, l’altra ca-ra de la productivitat japonesa. El punt devista dels treballadors, Ed. Columna/CONC,Barcelona.
SCHONBERGER, R. J. (1982): Japanese Manu-facturing Techniques. Nine Hidden Lessonin Simplicity, The Free Press, Macmillan,Nueva York.
SFUCKEY, J. y WHITE, D. (1993): «When andwhen not no vertically integrate», Sloan Ma-nagement Review, primavera, pp. 71-73.
SHINGO, S. (1990): El sistema de producciónde Toyota desde el punto de vista de la inge-niería, TGP, Madrid.
SWAMIDASS, P. M. y NEWELL, W. T. (1987):«Manufacturing strategy, environmental un-certainty and perfomance a path analytizal
model», Management Science, vol. 33, n.o 4,pp. 509-524.
TORREGUITART, M. C. (1999): «Características quedefinen el modelo de relación entre Nissan, ysus proveedores desde la perspectiva de laempresa compradora», XIII Reunión AsepeltEspaña, Burgos, 17 y 18 de junio.
TORREGUITART, M. C. (2001): «La existencia depresiones sobre los proveedores del sectorde la automoción», Alta Dirección, n.o 217,mayo-junio, pp. 97-92.
TORREGUITART, M. C. y MARTÍNEZ, J. LL.(2000): «Metodología de trabajo cliente-pro-veedor en el sector de automoción: elemen-tos comunes y diferenciadores», Alta Direc-ción, n.o 213, pp. 11-18.
TURNBULL, P.; OLIVER, N. y WILKINSON, B.(1992): «Buyer-Supplier Relations in the UKAutomotive Industry: Strategic Implicationsof the Japanese Manufacturing Model?, Stra-tegic Management Journal, vol. 13, n.o 2,pp. 159-168.
WOMACK, J. P.; JONES, D. T. y ROOS, D.(1992): La máquina que cambió el mundo,Mac-Graw-Hill.
F. LLORENTE GALERA
ECONOMÍA INDUSTRIAL N.o 342 • 2001 / VI
152
13ECONINDUST.342 19/12/02 16:56 Página 152