escuela profesional de ing. mecatrónica
TRANSCRIPT
UNIVERSIDAD NACIONAL DE PIURA
Facultad de Ingeniería Industrial
Escuela Profesional de Ing. Mecatrónica
INFORME DE INVESTIGACIÓN
“DISEÑO DE UNA MÁQUINA CNC 2D ½ CON CORTADOR
PLASMA Y MESA DE TRABAJO 1.20X1.20 MTS, PARA CORTAR
PLANCHAS DE ACERO INOXIDABLE ESPESOR 10 MM”
Presentada Por:
Pedro Teófilo Fernández Mechato Hugo Andrés Juárez Manrique Alexandra Carolina Silva Córdova
PARA OPTAR EL TÍTULO PROFESIONAL DE:
Ingeniero Mecatrónica
Línea De Investigación:
Informática, electrónica y telecomunicaciones
Sub - Línea De Investigación:
Diseño y fabricación de mecanismos y máquinas
Piura, Perú 2020

DECLARACIÓN JURADA DE ORIGINALIDAD DEL INFORME DE INVESTIGACIÓN
Yo, FERNANDEZ MECHATO PEDRO TEOFILO, identificado con DNI N° 76923134,
domiciliado en calle San Luis S/N – El Tallan , celular 910342131, email:
[email protected] Bachiller de la escuela profesional de Ingeniería Mecatrónica, de
la facultad de Ingeniería Industrial.
DECLARO BAJO JURAMENTO: que el informe de investigación que presento es original e
inédito, no siendo copia parcial ni total de una tesis desarrollada y/o realizada en el Perú o
en el extranjero, en caso contrario de resultar falsa la información que proporciono, me
sujeto a los alcances de lo establecido en el Art. N° 411 del código penal concordante con
el Art. 32 de la ley N° 27444, ley del procedimiento Administrativo General y las Normas
Legales de Protección a los Derechos de Autor.
En fe de lo cual firmo la presente.
Piura 18 de diciembre del 2020
------------------------------------------------------------
Br. PEDRO TEOFILO FERNANDEZ MECHATO
DNI 76923134
Articulo 411.- el que en procedimiento administrativo, hace una declaración en relación con
hechos o circunstancias que le corresponde probar, violando la presunción de la veracidad
establecida por ley, reprimido con pena privativa de la libertad no menor de un años, ni
mayor de cuatro años
Articulo 4 inciso 4.12 del reglamento del registro nacional de trabajos de investigación para
optar grados académicos y títulos profesionales RENATI – Resolución de Consejo Directivo
N° 033-2016SUNEDU/CD
DECLARACIÓN JURADA DE ORIGINALIDAD DEL INFORME DE INVESTIGACIÓN
Yo, JUÁREZ MANRIQUE HUGO ANDRÉS, identificado con DNI N° 02894980, domiciliado
en calle 6 N°295 de la urbanización San José – 26 de octubre, celular 985199759, email:
[email protected] Bachiller de la escuela profesional de Ingeniería Mecatrónica, de
la facultad de Ingeniería Industrial.
DECLARO BAJO JURAMENTO: que el informe de investigación que presento es original e
inédito, no siendo copia parcial ni total de una tesis desarrollada y/o realizada en el Perú o
en el extranjero, en caso contrario de resultar falsa la información que proporciono, me
sujeto a los alcances de lo establecido en el Art. N° 411 del código penal concordante con
el Art. 32 de la ley N° 27444, ley del procedimiento Administrativo General y las Normas
Legales de Protección a los Derechos de Autor.
En fe de lo cual firmo la presente.
Piura 18 de diciembre del 2020
------------------------------------------------------------
Br. HUGO ANDRÉS JUÁREZ MANRIQUE
DNI 02894980
Articulo 411.- el que en procedimiento administrativo, hace una declaración en relación con
hechos o circunstancias que le corresponde probar, violando la presunción de la veracidad
establecida por ley, reprimido con pena privativa de la libertad no menor de un años, ni
mayor de cuatro años
Articulo 4 inciso 4.12 del reglamento del registro nacional de trabajos de investigación para
optar grados académicos y títulos profesionales RENATI – Resolución de Consejo Directivo
N° 033-2016SUNEDU/CD
DECLARACIÓN JURADA DE ORIGINALIDAD DEL INFORME DE INVESTIGACIÓN
Yo, ALEXANDRA CAROLINA SILVA CORDOVA, identificado con DNI N° 74413817,
domiciliado en AAHH Ollanta Humala Tasso Mz D2 Lt. 17- 26 de octubre , celular
985199759, email: [email protected] Bachiller de la escuela profesional de
Ingeniería Mecatrónica, de la facultad de Ingeniería Industrial.
DECLARO BAJO JURAMENTO: que el informe de investigación que presento es original e
inédito, no siendo copia parcial ni total de una tesis desarrollada y/o realizada en el Perú o
en el extranjero, en caso contrario de resultar falsa la información que proporciono, me
sujeto a los alcances de lo establecido en el Art. N° 411 del código penal concordante con
el Art. 32 de la ley N° 27444, ley del procedimiento Administrativo General y las Normas
Legales de Protección a los Derechos de Autor.
En fe de lo cual firmo la presente.
Piura 18 de diciembre del 2020
------------------------------------------------------------
Br. ALEXANDRA CAROLINA SILVA CORDOVA
DNI 02894980
Articulo 411.- el que en procedimiento administrativo, hace una declaración en relación con
hechos o circunstancias que le corresponde probar, violando la presunción de la veracidad
establecida por ley, reprimido con pena privativa de la libertad no menor de un años, ni
mayor de cuatro años
Articulo 4 inciso 4.12 del reglamento del registro nacional de trabajos de investigación para
optar grados académicos y títulos profesionales RENATI – Resolución de Consejo Directivo
N° 033-2016SUNEDU/CD
FACULTAD DE INGENIERIA INDUSTRIAL
ESCUELA PROFESIONAL DE INGENIERIA MECATRÓNICA
INFORME DE INVESTIGACIÓN
“DISEÑO DE UNA MÁQUINA CNC 2 ½ D CON CORTADOR
PLASMA Y MESA DE TRABAJO 1.20X1.20 MTS, PARA CORTAR
PLANCHAS DE ACERO INOXIDABLE ESPESOR 10 MM””
PARA OBTAR POR EL TITULO PROFESIONAL DE:
INGENIERO MECATRÓNICO
Línea De Investigación:
Informática, electrónica y telecomunicaciones
Sub - Línea De Investigación:
Diseño y fabricación de mecanismos y máquinas
APROBADO POR:
Mg. MANNOLIO HUACCHILLO CALLE
Miembro del Jurado Calificador ----------------------------------------
Mg. CÉSAR ARTURO NIÑO CARMONA
Miembro del Jurado Calificador -----------------------------------------
Ing. LUIS ALBERTO CALDERÓN PINEDO
Miembro del jurado Calificador ---------------------------------------
PIURA – PERÚ
2020

DEDICATORIA
Dedicamos el presente trabajo a nuestras
familias por ser nuestro motivo de
perseverancia y superación constante.
Por siempre darnos su apoyo constante e
incondicional a lo largo de nuestra vida
universitaria brindándonos los consejos a
seguir y forjándonos siempre por el
camino del bien.

AGRADECIMIENTOS
Agradecemos a nuestros
familiares y educadores por estar junto a
nosotros incondicionalmente.
A nuestros amigos que siempre han
confiado, nos han animado y creído en
nosotros.
A nuestro asesor de Informe de
Investigación el Ing. Jorge Ma San Zapata
y al co-asesor Ing. Teobaldo León García,
por la guía brindada durante el
desarrollo del informe.
ÍNDICE INTRODUCCIÓN ................................................................................................................................. 17
CAPÍTULO I: ASPECTOS DE LA PROBLEMÁTICA ................................................................................. 18
1.1. DESCRIPCIÓN DE LA REALIDAD PROBLEMÁTICA ............................................................... 18
1.1.1. Formulación y planteamiento del problema ............................................................. 18
1.2. JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACION .................................................. 19
1.3. OBJETIVOS .............................................................................................................................. 19
1.3.1. Objetivo General ............................................................................................................ 19
1.3.2. Objetivos Específicos ....................................................................................................... 19
1.4. DELIMITACIÓN DE LA INVESTIGACION ................................................................................... 19
1.4.1. Delimitación Espacial ..................................................................................................... 19
1.4.2. Delimitación Temporal .................................................................................................. 19
1.4.3. Delimitación Social ........................................................................................................ 19
CAPITULO II: MARCO TEÓRICO ......................................................................................................... 20
2.1. ANTECEDENTES ...................................................................................................................... 20
2.2. BASES TEÓRICAS ..................................................................................................................... 21
2.3. GLOSARIO DE TÉRMINOS .................................................................................................. 32
2.4. MARCO REFERENCIAL........................................................................................................ 33
CAPITULO III: MARCO METODOLÓGICO ........................................................................................... 36
3.1. TIPO ........................................................................................................................................ 36
3.2. NIVEL ...................................................................................................................................... 36
3.3. ENFOQUE ................................................................................................................................ 36
3.4. DISEÑO ................................................................................................................................... 36
3.5. SUJETOS DE LA INVESTIGACION ............................................................................................. 36
3.6. METODOS Y PROCEDIMIENTOS ............................................................................................. 36
3.7. TECNICAS E INSTRUMENTOS .................................................................................................. 37
CAPITULO IV: DESARROLLO Y DISCUSIÓN DE RESULTADOS ............................................................. 38
4.1. DISEÑO DEL SISTEMA MECÁNICO .......................................................................................... 38
4.2. DISEÑO DEL SISTEMA DE CONTROL .................................................................................. 66
4.3. ELECCIÓN DE COMPONENTES ........................................................................................... 79
DISCUSIONES ..................................................................................................................................... 87
CONCLUSIONES ................................................................................................................................. 88
RECOMENDACIONES ......................................................................................................................... 89
REFERENCIAS BIBLIOGRÁFICAS ......................................................................................................... 90
ANEXOS ............................................................................................................................................. 91
ÍNDICE DE FIGURAS
Figura 2.1 Configuración típicas de robots industriales……………………………………………………..…………14 Figura 2.2 Flujo de procesamiento de una máquina CNC…………………………………………………….……….15 Figura 2.3 Componentes de un plasma CNC……………………………………………………………….………………..16 Figura 2.4 cutter plasma……………………………………………………………………………………………………..…..…..17 Figura 2.5 Sistema de adquisición de datos……………………………………………………………………………..…20 Figura 2.6 Controlador DQ542MA..................................................................................................20 Figura 2.7 ventana “program run” al inicio de mach3....................................................................22 Figura 2.8 Producto Bruto, exportaciones y volumen físico del sector metalmecánica………………26 Figura 2.9 sector metalmecánico: Distribución de empresa y personal ocupado según tamaño..27 Figura 4.1 Estructura de mesa cnc……………………………………………………………………….…………………….30 Figura 4.2 Pistola plasma………………………………………………………………………………………….………………..35 Figura 4.3 Mordaza…………………………………………………………………………………………………..…………….…35 Figura 4.4 Plano del altura (z)………………………………………………………………………………………………..….…35 Figura 4.5 Vista de perfil del mecanismo…………………………………………………………………………..……….36 Figura 4.6 partes de un tornillo de potencia y diagrama de fuerzas……………………………….………….37 Figura 4.7 Dimensiones generales de cuerdas estándares…………………………………………………….…..38 Figura 4.8 coeficientes de fricción µ de pares roscados, tornillos de potencia……………………….….39 Figura 4.9 Tuerca hexagonal del Sistema……………………………………………………………………………..…...41 Figura 4.10 Vista transversal del mecanismo………………………………………………………..…………………..44 Figura 4.11 Características físicas de los materiales......................................................................45 Figura 4.12 Vista de las rejillas de la mesa de corte.......................................................................51 Figura 4.13 Esfuerzos sobre soportes de la estructura..................................................................52 Figura 4.14 Perfil cuadrado del mecansimo...................................................................................53 Figura 4.15 Perfil cuadrado/medidas ............................................................................................53 Figura 4.16 Tipos de empotramiento…………………………………………………………………………………….….54 Figura 4.17 Fórmulas por tipo de empotramiento………………………………………………………………..…..54 Figura 4.18 Tornillo de potencia longitudinal…………………………………………………………………………….56 Figura 4.19 Cotas del tornillo de potencia longitudinal……………………………………………………….…..…56 Figura 4.20 Diagrama de control de la Tarjeta………………………………………………………………….……..…59 Figura 4.21 Tarjeta principal de control…………………………………………………………………………………..…60 Figura 4.22 Drivers, controlador de motores pap………………………………………………………..…………….61 Figura 4.23 Salida de corriente DQ542MA………………………………………………………………………………...61 Figura 4.24 Configuración del dividor o pulso/Rev DQ542MA……………………………………………………62 Figura 4.25 Circuito electrónico…………………………………………………………………………………………..….…62 Figura 4.26 Asignación de puerto y velocidad de trabajo……………………………………………………….….64 Figura 4.27 Asignación de señales de salida a los motores de paso………………………………65 Figura 4.28 Asignación de límites de carrera y retorno a las coordenadas de origen………………...65 Figura 4.29 Asignación de paro de emergencia y controles de altura de la antorcha………………...66 Figura 4.30 Asignación de pin para la habilitación de motores…………………………………………………..66 Figura 4.31 interfaz de configuración…………………………………………………………………………………………69 Figura 4.32 Modelado en AutoCad 2D……………………………………………………………………………………….70 Figura 4.33 Conversión de modelado AutoCad a Lazycam……………………………………………………….…71 Figura 4.34 Ventana principal de Mach3…………………………………………………………………………………...71 Figura 4.35 Dimensiones del motor Nema23……………………………………………………………………………..72
Figura 4.36 Motor PAP Nema23..............................................................................................72 Figura 4.37 Área de Trabajo.....................................................................................................73 Figura 4.38 Sensor Inductivo...................................................................................................74 Figura 4.39 Fuente de alimentación 350w 36v........................................................................75 Figura 4.40 Características de la fuente...................................................................................76 Figura 4.41 Elementos de transmisión de movimiento...........................................................77 Figura 4.42 Eje liso...................................................................................................................78 Figura 4.43 Tornillo de potencia..............................................................................................78 Figura 4.44 Patines...................................................................................................................79 Figura 4.45 Antorcha del mecanismo......................................................................................79 Figura 4.46 Rangos para corte por plasma..............................................................................79

ÍNDICE DE TABLAS
Tabla 4.1 Partes del mecanismo cnc…………………………………………………………………33 Tabla 4.2 Pesos de la bancada longitudinal………………………………………………………34 Tabla 4.3 Pesos de la estructura transversal del cnc…………………………………………35 Tabla 4.4 Pesos de la estructura del altura (z)…………………………………………………….36 Tabla 4.5 Masas a considerar del altura (z)…………………………………………………………38 Tabla 4.6 Especificaciones técnicas de sensores inductivos………………………..……76
ÍNDICE DE ANEXOS
Anexo 1: Código G del programa…………………………………………………………………88-92 Anexo 2: características del acero A-36 ………………………………………………………93 Anexo 3: características del compresor ………………………………………………………94 Anexo 4: Planos del mecanismo CNC ………………………………………………………95-98 Anexo 5: Características de motor Nema23 ……………………………………………….99 Anexo 6: Circuito electrónico/conexionado ……………………………………………….100 Anexo 7: Datos técnicos DQ542MA ………………………………………………...........101-107 Anexo 8: Datos técnicos de cortador plasma Herocut ………………….………….108
RESUMEN
Dentro de los talleres de metal mecánica, se utilizan herramientas convencionales (amoladora, discos
de corte, sierras, etc.), lo que disminuye la calidad del trabajo y aumenta los tiempos, con ello también
aumentan los costos de producción; además el personal técnico sufre un mayor desgaste físico. El
adquirir un mecanismo sofisticado actualmente cuesta mucho porque normalmente proviene de otros
países y muchas veces rebasa la producción que se necesita. Debido a ello, se diseñó un mecanismo
que satisfaga todas las necesidades mencionadas mediante un sistema de control numérico
computarizado, que posee como herramienta principal, un cortador plasma por su rapidez y exactitud
de trabajo.
Para lograr obtener el mecanismo CNC, se utilizó el diseño experimental; creamos tecnología a través
de tecnología, en donde describe paso a paso el trabajo realizado. El diseño de la estructura del
CNC está hecho en su mayoría de acero A-36; verificado con el software autocad con mesa de corte
de 1.20x1.20 mts, haciendo uso como herramienta de corte plasma la boquilla PT31, que soporta la
temperatura y cumple con el diseño, además, el mecanismo cuenta con 4 motores paso a paso que
darán el torque necesario para el movimiento en los ejes x, y, z; y mediante el sistema de control de
las tarjetas, drivers y el programa Mach3, se logra el diseño y manejo del sistema.
Palabras claves: control numérico, plasma, automatización.
ABSTRACT
Within the metal mechanic workshops, conventional tools are used (grinder, cutting discs, saws, etc.),
which decreases the quality of the work and increases the times, with this also the production costs
were recorded; in addition, technical personnel suffer greater physical wear and tear. Acquiring a
sophisticated mechanism currently costs a lot because it usually comes from other countries and often
exceeds the production that is needed. Due to this, a mechanism was designed that satisfies all the
needs requested by means of a computerized numerical control system, which has as its main tool, a
plasma cutter due to its speed and accuracy of work.
To achieve the cnc mechanism, the experimental design was used; we create technology through
technology, where the work carried out is described step by step. The cnc frame design is mostly
made of A-36 steel; verified with autocad software with 1.20x1.20 m cutting table, using the PT31
nozzle as a plasma cutting tool, which supports temperature and complies with the design, in addition,
the mechanism has 4 stepper motors that will give the torque required for movement in the x, y, z
axes; and through the control system of the cards, drivers and the Mach3 program, the design and
management of the system is achieved.
Keywords: numerical control, plasma, automation.
INTRODUCCIÓN
Las herramientas convencionales para corte de materiales metálicos, son actualmente muy utilizadas en talleres de metal mecánica, sobre todo en nuestro país, estos no cumplen las condiciones que muchas veces un cliente exigente requiere, además que hay un mayor gasto de material, más aún, cuando la mano del trabajador no logra la exactitud. El desarrollo del diseño de un mecanismo CNC con corte por plasma, permite al dueño de estos talleres, lograr una mayor satisfacción del cliente, mejorando sus trabajos, realizándolos en menor tiempo y a un menor costo y cansancio físico. En el capítulo uno, se vio la problemática de la situación, y con ello se plantea los objetivos puntuales y generales para el desarrollo de este proyecto, nos hace ver la importancia y justificación del proyecto, que pasaría si no se diseñara un mecanismo con estas características. En el capítulo dos, podemos observar que antecedentes se siguió como ejemplo al desarrollo del diseño, las bases teóricas convenientes a tener en cuenta, además de un glosario de términos y marco referencial para la comprensión del informe. En el capítulo tres, nos indica que metodología hemos escogido para llevar a cabo el desarrollo del diseño del proyecto y su mejor comprensión; nos señala los métodos y procedimientos, además de las técnicas y herramientas a utilizar; haciendo énfasis a que se trata de un método descriptivo no experimental. En el capítulo cuatro, nos hace referencia al cumplimiento de los objetivos mediante, el diseño mecánico del sistema CNC, el diseño de control para la parte de manejo del sistema y la elección de componentes adecuados para el sistema, analizando los componentes se utilizan, las características que deben tener y que software se han hecho uso para su logro; además nos indica a que conclusiones y discusiones llegamos y las recomendaciones del caso.
CAPÍTULO I: ASPECTOS DE LA PROBLEMÁTICA
1.1.DESCRIPCIÓN DE LA REALIDAD PROBLEMÁTICA
En los Talleres de metal mecánica, para los trabajos de calderería, existe cada vez mayores
exigencias en la exactitud; los diseños son cada vez más complejos, la diversidad de productos
hace necesario la tendencia a estructuras de producción más flexibles y se necesita minimizar
errores y el tiempo de entrega de los productos tiende a ser cada vez más reducido.
En el caso particular de nuestro país la situación es agravante, debido a que se utilizan
generalmente herramientas manuales como discos de corte, amoladora, sierras, taladros etc.,
que, al desarrollar estos trabajos con aceros, no logran un buen acabado en el material, hay un
mayor esfuerzo físico y por ende una mayor demora y ello trae consigo un mayor gasto
económico; y a diferencia de las empresas industrializadas que cuentan con un gran avance
tecnológico, estos talleres quedan desfasados; y los que reciben estos trabajos no quedan al
100% satisfechos con los trabajos realizados.
Por su parte, en el país vecino de Colombia se desarrolló un proyecto similar, con materiales
de bajo costo; para las pequeñas industrias, en donde se logró el objetivo de diseñar e
implementar un mecanismo cnc para cortar platinas, integrando la parte electrónica y la parte
mecánica, verificando el cumplimiento de los parámetros requeridos. (Cárdenas & Posso, 2017)
Por todo lo mencionado Se quiere llegar a un proceso automático y que cumpla con todos los
requerimientos que no logran obtener las herramientas tradicionales de los empresarios
peruanos dueños de metalmecánica.
1.1.1. Formulación y planteamiento del problema
Pregunta General
¿De qué manera se diseñará una máquina CNC 2D ½ con cortador plasma y mesa de trabajo
1.20x1.20 mts, para cortar planchas de acero inoxidable espesor 10 mm?
Preguntas Específicas
• ¿Cómo se realizará el diseño mecánico de la máquina?
• ¿Cómo se realizará el sistema de control con los parámetros deseados de funcionamiento?
• ¿Cómo se determinará la elección de los componentes para el mecanismo de corte por
plasma del CNC (eléctricos, electrónicos, mecánicos, motores, boquilla, etc.)?
1.2.JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACION
Va a permitir a los que laboran en el rubro de la calderería, en talleres de metalmecánica,
mejorar sus trabajos, ponerse a la altura de las empresas industrializadas y tener clientes más
satisfechos; haciendo uso de una de las tecnologías de automatización potente, a un menor
costo, además, con ello permitirá a los peruanos dedicados a este rubro a no depender de otros
países mucho más avanzados e industrializados, que venden esta tecnología a costos elevados
para trabajos de producción mayores.
Mediante el uso del Control Numérico Computarizado (CNC), se reducirá el tiempo empleado
para los trabajos de calderería, menor esfuerzo por parte del trabajador, puesto que no va a
intervenir directamente, mayor rentabilidad económica respecto a su producción no elevada,
menor desgaste de material y mayor exactitud de los acabados; además de ello se hace uso de
la combinación de dos elementos que tenemos disponibles a la mano del hombre, “electricidad
y aire”.
En este orden el modelo CNC mejoraría no solo los problemas indicados líneas arriba, si no,
cambiara la forma de pensar acerca de la tecnología, creando peruanos innovadores y
arriesgados a probar cosas nuevas, combinando el control, la electrónica y la mecánica.
1.3. OBJETIVOS
1.3.1. Objetivo General
• Diseñar una máquina CNC 2D ½ con cortador plasma y mesa de trabajo 1.20x1.20 mts,
para cortar planchas de acero inoxidable espesor 10 mm.
1.3.2. Objetivos Específicos
• Diseñar el sistema mecánico del equipo.
• Diseñar el sistema de control para los parámetros de corte deseado.
• Determinar la elección adecuada de los componentes para el mecanismo de corte por
plasma del CNC (eléctricos, electrónicos, mecánicos, motores, boquilla, etc.)
1.4. DELIMITACIÓN DE LA INVESTIGACION
1.4.1. Delimitación Espacial Talleres de metalmecánica.
1.4.2. Delimitación Temporal Tiene una duración de 4 meses, junio a octubre de 2020.
1.4.3. Delimitación Social Dueños de metalmecánica, dedicados a realizar trabajos de calderería con planchas de acero
inoxidable.
CAPITULO II: MARCO TEÓRICO
2.1. ANTECEDENTES
Allauca (2017), en su estudio “Diseño e implementación de un sistema Automatizado por
Control Numérico Computarizado para cortes por Plasma en los procesos de manufactura de la
empresa CEM INGENIEROS E.I.R.L.”, presenta el uso de tres ejes de coordenada para el corte
(x, y z), y desarrollo de un programa CAM para la generación de código G a partir de archivos
CAD en formatos DXF 2D, así como la generación de conexionado para el funcionamiento de
los componentes del CNC. El desarrollo de este proyecto de tesis, nos sirve como referencia,
que, dentro de un taller de Metalmecánica en la Ciudad de Lima, ya ha sido implementado, para
diversos procesos de manufactura, y con ello, analizar el funcionamiento específico para
trabajos con planchas de acero.
Robalino (2018), en su trabajo de tesis “Diseño y construcción de una máquina CNC cortadora
por plasma para el corte de planchas metálicas en el taller mecánico industrial robalino de la
ciudad de riobamba”, de la ciudad de Ambato, Ecuador, realiza el corte de planchas metálicas
que van desde los espesores de 1 hasta 32 mm, utilizando como mesa de trabajo rejillas
metálicas y como cabeza del husillo, una antorcha de plasma. Para la construcción de esta
máquina determina parámetros de elección de las herramientas a utilizar como el software de
diseño, elección de motores paso a paso con la ayuda del despliegue de la función de calidad
(QFD), además de la elección de los componentes eléctricos y electrónicos. En su trabajo
detalla que un CNC es básicamente una impresora, que interpreta mediante un programa en el
computador información de parámetros de mecanizado y la trasmite a algún elemento externo.
Y, una mesa CNC, es un soporte el cual se mueve a una velocidad dada y en una dirección a
cualquier herramienta que se desee utilizar, usualmente en los ejes X, Y y Z. Todos estos
procesos se describen ya que fácilmente pueden ser adaptados a una mesa de corte CNC. Desde
el método más antiguo, hasta el más moderno pueden ser utilizados en metales.
De este trabajo podemos tomar como referencia sus parámetros de elección de las herramientas
en el diseño del mecanismo, así también como realizar el control para el espesor deseado.
Mora y Villa (2016), en su proyecto de tesis “Implementación de una máquina de control
numérico computarizado de corte por plasma para optimizar el proceso y la calidad de corte”,
plantea como finalidad una investigación experimental para obtener mejores resultados, con
tres movimientos (longitudinal, transversal y vertical) y mesa de trabajo de 1 x 1 mt,
profundidad 180mm. Este trabajo se tomó como referencia debido a que su trabajo es
experimental, por lo tanto, se toma como referencia para la elección de los mejores materiales
a utilizar; por ejemplo, gracias a su trabajo se toma para diseño e implementación del
mecanismo, el acero ASTM A-36 debido a sus características y composición, adecuadas para
el trabajo con acero; parámetros de la cantidad de aire y amperaje del plasma; así como el
desarrollo del programa CAD y CAM del sistema.
2.2. BASES TEÓRICAS
2.2.1. Plasma.
Es el cuarto estado de la materia; empezamos en un estado sólido, en el que átomos forman
moléculas que se encuentran muy juntas en un estado de reducida actividad cinética (casi no se
mueven); conforme aumenta la temperatura pasamos a un estado líquido en el que las moléculas
de agua gozan de relativa libertad de movimiento, pero aun estando fuertemente logadas;
después de aumentar aún más la temperatura pasamos al estado gaseoso de vapor de agua, en
el que las moléculas prácticamente no están ligadas una de la otra y tienen mucha libertad de
movimiento. Normalmente aquí el comportamiento del agua nos resulta muy familiar, pero
¿Que sucede si se aumenta más la temperatura?
La energía térmica de los átomos sería suficiente para arrancarles los electrones
energéticamente más alejados del núcleo, convirtiendo el vapor de agua en un gas ionizado
muy caliente: el plasma.
En un plasma; la situación es completamente diferente a la de un gas cualquiera, las partículas
están cargadas (electrones e iones), los cuales son susceptibles campos electromagnéticos; es
decir, que a mayor temperatura mayor campo magnético y ante una carga se produce una gran
carga eléctrica. (Brenes, 2013)
2.2.2 Robótica industrial
Según la RIA (robot industry association), un robot industrial es un manipulador reprogramable
multifuncional diseñado para mover materiales, piezas, herramientas o artefactos especiales,
mediante movimientos variables programados, para la ejecución de tareas potencialmente muy
diversas.
Básicamente un robot industrial es un manipulador de objetos, es decir, un dispositivo mecánico
formado generalmente por elementos en serie llamados eslabones, que están articulados entre
sí, destinado a la sujeción y desplazamiento de objetos.
2.2.2.1 Cinemática y mecanismos
Las configuraciones más comunes de los robots industriales son:
- Configuración cartesiana: tiene tres articulaciones prismáticas. La especificación de
posición de un punto se efectúa mediante las coordenadas cartesianas (x, y, z). los valores
que deben tomar variables articulares corresponden directamente a las coordenadas que
toma el efector final o extremo del brazo.
- Configuración cilíndrica: posee dos articulaciones prismáticas y una de rotación,
generalmente la primera articulación es de rotación. La posición se especifica de forma
natural en coordenadas cilíndricas.
- Configuración angular: está conformado por tres articulaciones de rotación. La posición
del extremo final se especifica de forma natural en coordenadas angulares.
- Configuración polar: se caracteriza por tener dos articulaciones de rotación y una
prismática. En este caso las variables articulares expresan la posición del extremo del tercer
enlace en coordenadas polares.
- Configuración SCARA: posee dos articulaciones de rotación sobre dos ejes paralelos y una
de desplazamiento.
- Configuración paralela: son cadenas cinemáticas cerradas cuyo órgano terminal o
plataforma móvil, está conectado a la base mediante varias cadenas cinemáticas seriales
independientes.
La selección del mecanismo y sus propiedades cinemáticas depende de requisitos tales como carga
útil, el tamaño, espacio de trabajo y aplicación prevista. (Siciliano,2008)
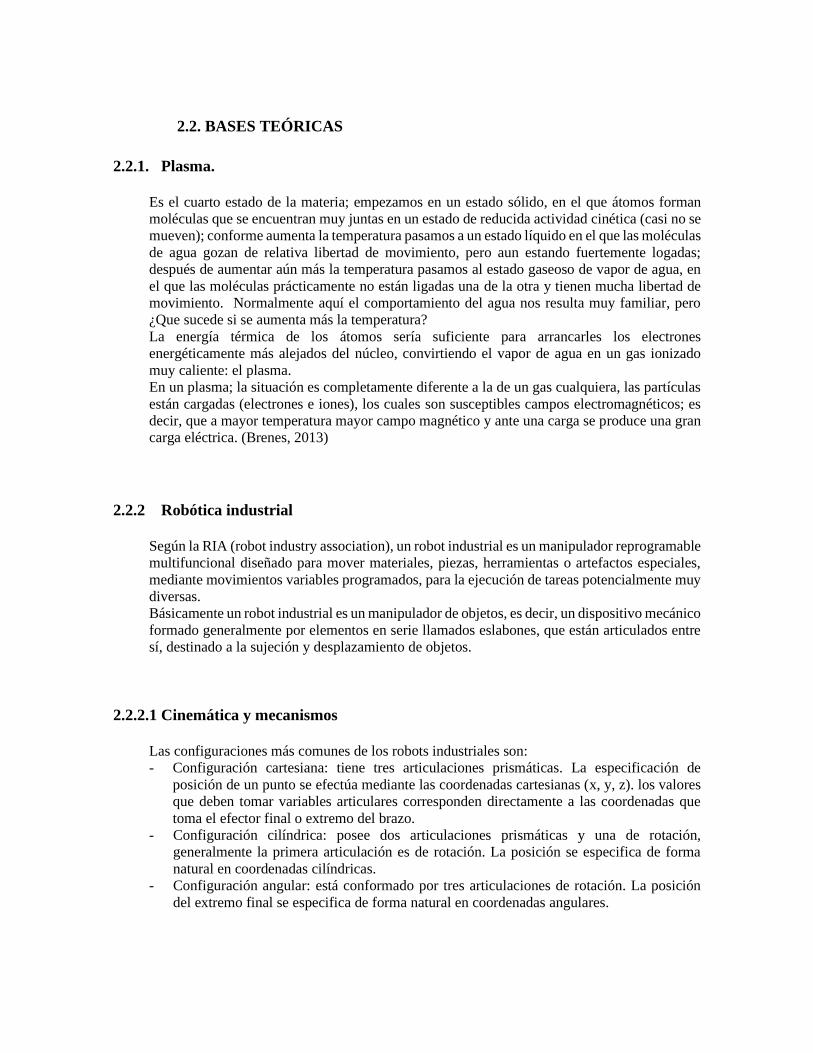
En la figura 1.1 se detalla las configuraciones típicas de los manipuladores industriales, así como
también el volumen o espacio de trabajo por cada configuración.
FIGURA 2.1: Configuraciones típicas de robots industriales
Fuente: configuraciones típicas de robots industriales (siciliano, 2008)
2.2.3 Control Numérico Computarizado Es el uso de una computadora para controlar y monitorear los movimientos de una máquina
herramienta. Entre esas máquinas herramientas, tanto estáticas como portátiles, podemos
mencionar: fresadora, torno, rectificadora, máquina de corte por láser, por chorro de agua o por
electroerosión, prensa, etc. Las máquinas de gran porte cuentan con una computadora dedicada
que forma parte del equipo, y la mayoría dispone de un sofisticado sistema de realimentación
que monitorea y ajusta constantemente la velocidad y posición de la herramienta de corte. Las
máquinas menos exigentes usadas en talleres admiten el uso de una computadora externa. El
controlador CNC trabaja en conjunto con una serie de motores (servomotores y/o motores paso
a paso), así como componentes de accionamiento para desplazar los ejes de la máquina de
manera controlada y ejecutar los movimientos programados.
La máquina recibe órdenes mediante códigos numéricos (G codes) que tienen una secuencia
lógica y que finalmente se convierten en el programa de maquinado. El lenguaje del código G
es un lenguaje de máquina basado en el comando de máquina alfanumérico ASCII, que el
controlador interpreta en movimientos discretos.
Una maquina CNC, consiste en seis elementos principales:
- Dispositivo de entrada
- Unidad de control o controlador
- Máquina herramienta
- Sistema de accionamiento
- Dispositivos de realimentación (solo en sistemas con servomotores)
- Monitor.
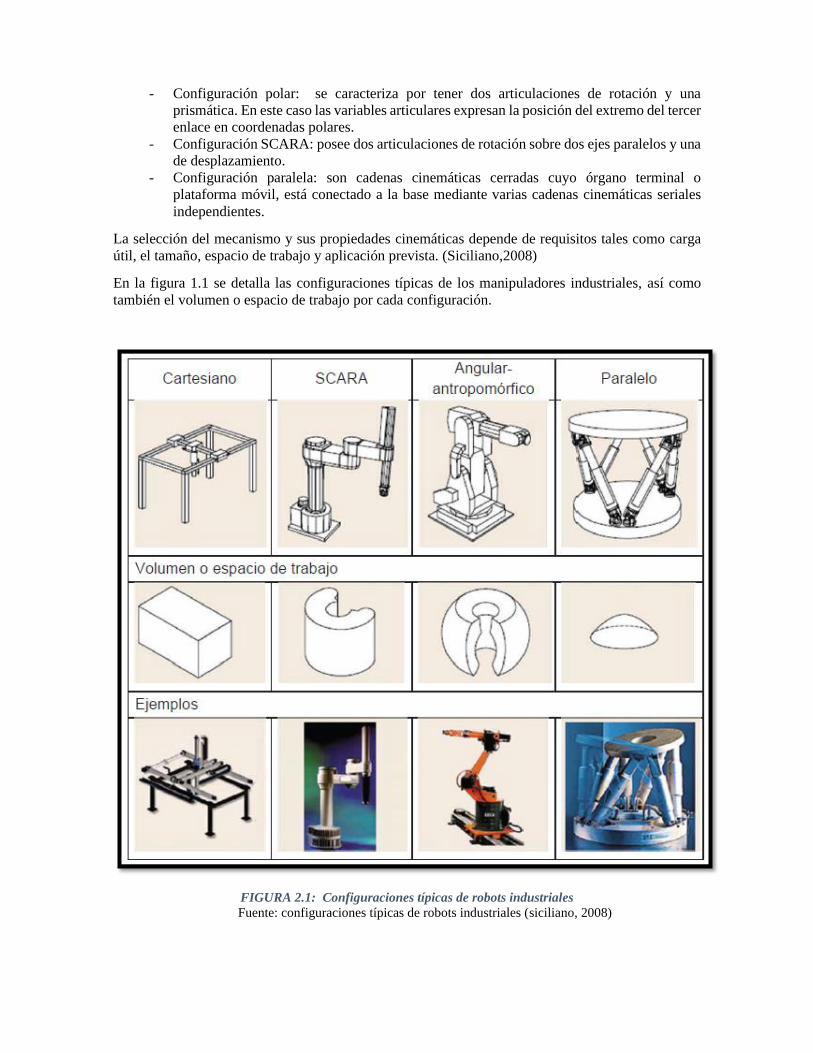
Su funcionamiento se basa, en la lectura de las instrucciones de la computadora del controlador
(en forma de códigos G y M) y mediante su propio software convierte estas instrucciones en
señales eléctricas destinadas a activar los motores.
FIGURA 2.2: Flujo de procesamiento de una máquina CNC.
Fuente: Flujo de procesamiento de una máquina CNC (Aguinaga, 2013)
2.2.3.1 Arquitectura física de una máquina CNC para corte por plasma
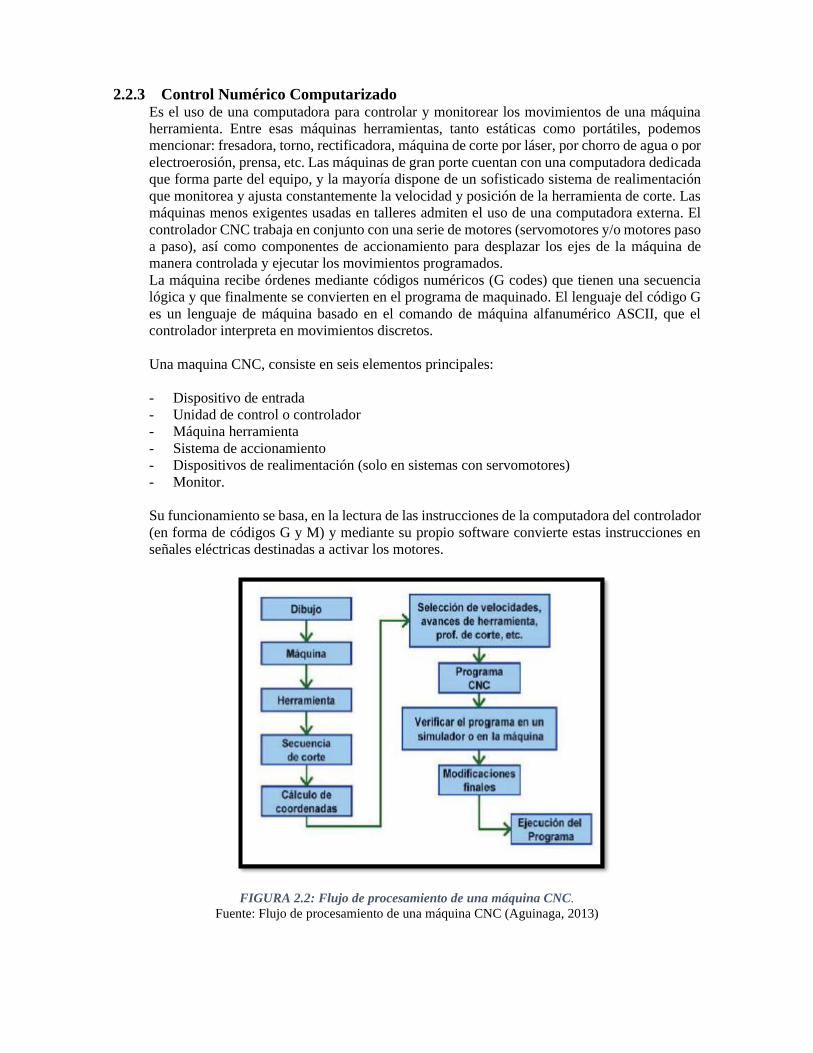
Existen diferentes tipos y tamaños de plasmas CNC, sin embargo, la mayoría de estas máquinas
presentan casi los mismos elementos. En la figura 2.2 se logra observar las diferentes partes
que componen una máquina CNC para corte por plasma.
FIGURA 2.3: Componentes de un plasma CNC.
Fuente: Componentes de un plasma CNC (Cárdenas & Posso, 2017)
➢ Máquina herramienta
Es un tipo de máquina que se utiliza para dar forma a piezas sólidas, principalmente metales.
Su característica principal es su falta de movilidad, ya que suelen ser maquinas estacionarias.
El moldeado de la pieza se realiza por la eliminación de una parte del material, que se pude
realizar por arranque de viruta, por estampado, corte o electrocución.
Las maquinas que más frecuentemente suelen operar por CNC, son:
- Tornos
- Fresadoras
- Enrutadores
- Cortes de plasma
- Impresoras 3D
En el caso para corte plasma se utilizará una boquilla cortadora PT31.
➢ Cortador plasma

Este dispositivo de trabajo tiene la capacidad de cortar varios tipos de metal en una simple
operación. Una vez que el arco de plasma se establece para el corte, se usa aire comprimido
para soplar el metal fundido a través de la ranura, produciéndose de esta manera el corte. En
lugar del altura (z) de husillo tiene instalado una antorcha de plasma.
Normalmente un plasma CNC dispone de un controlador de altura de antorcha, que mantiene
la distancia apropiada de la punta de la antorcha con el material a través de un muestreo
constante del potencial de voltaje entre la punta y el material a cortar. La razón de la necesidad
de monitorear constantemente el voltaje de la boquilla y hacer ajustes posteriores es debido a
la deformación del metal producido cuando se corta
FIGURA 2.4.: cutter plasma
Fuente: wantai
2.2.3.1.1 Estructura:
Son todos los elementos que soportan a los sistemas de transmisión y guiado. En la mayoría de
casos, la mesa de corte es parte de la estructura y en el caso de una plasma de corte está
constituida por placas separadas formando una grilla metálica.
2.2.3.1.2 Sistemas lineales:
Poseen distintas características de carga estática y dinámica que varían de un diseño a otro.
Estos conceptos son críticos en la selección del tipo y tamaño de guía que se aplicará al CNC.
2.2.3.1.3 Sistemas de transmisión:
Están conformados por motores de paso o servomotores que transmiten el movimiento rotatorio
a lineal por medio de cremallera-piñón, bandas o husillos roscados.
➢ Motores Paso a paso
Es un dispositivo electromecánico que convierte una serie de pulsos eléctricos en
desplazamientos angulares, lo que significa que es capaz de girar una cantidad de grados (paso
o medio paso) dependiendo de sus entradas de control.
Los motores paso a paso son ideales para la construcción de mecanismos en donde se requieren
movimientos muy precisos. La característica principal de estos motores es el hecho de poderlos
mover un paso a la vez por cada pulso que se le aplique. Este paso puede variar desde 90° hasta
pequeños movimientos de 1.8°, es por eso que es tipo de motores son muy utilizados, ya que
pueden moverse a deseo del usuario según la secuencia que se les indique a través de un
microcontrolador, de acuerdo al amperaje que se requiere.
Poseen la habilidad de quedar enclavados en una posición si una o más de sus bobinas esta
energizado o bien totalmente libres de corriente
Estos motores generalmente no están disponibles en el marco de tamaño superior a NEMA 34,
con la mayoría de las aplicaciones de caer e n las NEMA 17 o NEMA23 tamaños de motor.
➢ Tipos de motores paso a paso
• De reluctancia variable
Este motor no utiliza un campo magnético permanente, como resultado puede moverse sin
limitaciones o sin un par de parad. Se usa en aplicaciones que no requieren un alto grado de par
de fuerza, como puede ser el posicionamiento de un mando de desplazamiento.
• De imán permanente
Generalmente utilizados en la robótica, existen dos tipos:
- Unipolares, suelen tener 5 o 6 cables de salida dependiendo de su conexionado interno,
suelen ser 4 cables por los cuales se recibe los pulsos que indican la secuencia y duración
de los pasos y los restantes sirven como alimentador del motor. Se caracteriza por ser más
simple de controlar.
- Bipolares, por lo general tienen 4 cables de salida, necesitan ciertas manipulaciones para
poder ser controladas, debido a que requieren del cambio de dirección de flujo de corriente
a través de las bobinas en la secuencia apropiada para realizar un movimiento, es necesario
un puente H por cada bobina del motor, es decir para controlar un motor paso a paso de 4
cables (dos bobinas), se necesitan usar 2 puentes H. esto hace que la tarjeta controladora se
vuelva más compleja y costosa.
• Hibrido
Se refiere a un motor eléctrico del tipo paso a paso, cuyo funcionamiento se basa en la
combinación de los otros dos tipos de motores paso a paso
➢ Servomotores
Es un dispositivo similar a un motor de corriente continua, que tiene la capacidad de ubicarse
en cualquier posición dentro de su rango de operación, y mantenerse estable en dicha
posición. La corriente depende del tamaño del servo. Cuenta internamente con un motor CD
y un juego de engranajes que disminuyen o aumentan la velocidad, cabe resaltar que solo
pueden llegar hasta los 180°.
❖ Cálculo del torque requerido
𝑛 = 𝑡𝑜𝑟𝑞𝑢𝑒 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜/𝑡𝑜𝑟𝑞𝑢𝑒 𝑠𝑒𝑙𝑒𝑐𝑐𝑖𝑜𝑛𝑎𝑑𝑜
✓ Velocidad de corte
• Esta velocidad lineal es en la periferia de la zona que se está mecanizando
𝑉𝑐 = (𝜋 ∗ 𝑏 ∗ 𝑛)/1000
Donde:
- 𝑏: ancho de corte
- 𝑛: velocidad de corte superficial
- 1000: constante (accionamiento proporcional.
2.2.4. Control automático:
Permite el movimiento de la herramienta, en este caso la antorcha del plasma, con tres ejes de libertad.
➢ Tarjeta de adquisición de datos
Más conocido como DAQ (data adquisición) son instrumentos que se utiliza para transferir
información. Las señales análogas de los sensores deben ser convertidas en digitales antes de ser
manipuladas por el equipo digital como una computadora
Estas muestras son transferidas a una computadora a través de un bus de datos, donde la señal original
es reconstruida desde las muestras en software como se muestra en la figura ….
Una tarjeta de adquisición de datos es usada para “comprar sistemas de medidas tradicionales, los
sistemas DAQ basados en pc aprovechan la potencia del procesamiento, la productividad, la
visualización y las habilidades de conectividad de las computadoras estándares en la industria
proporcionando una solución de medidas más potentes, flexible y rentable. (Lajara, 2011)
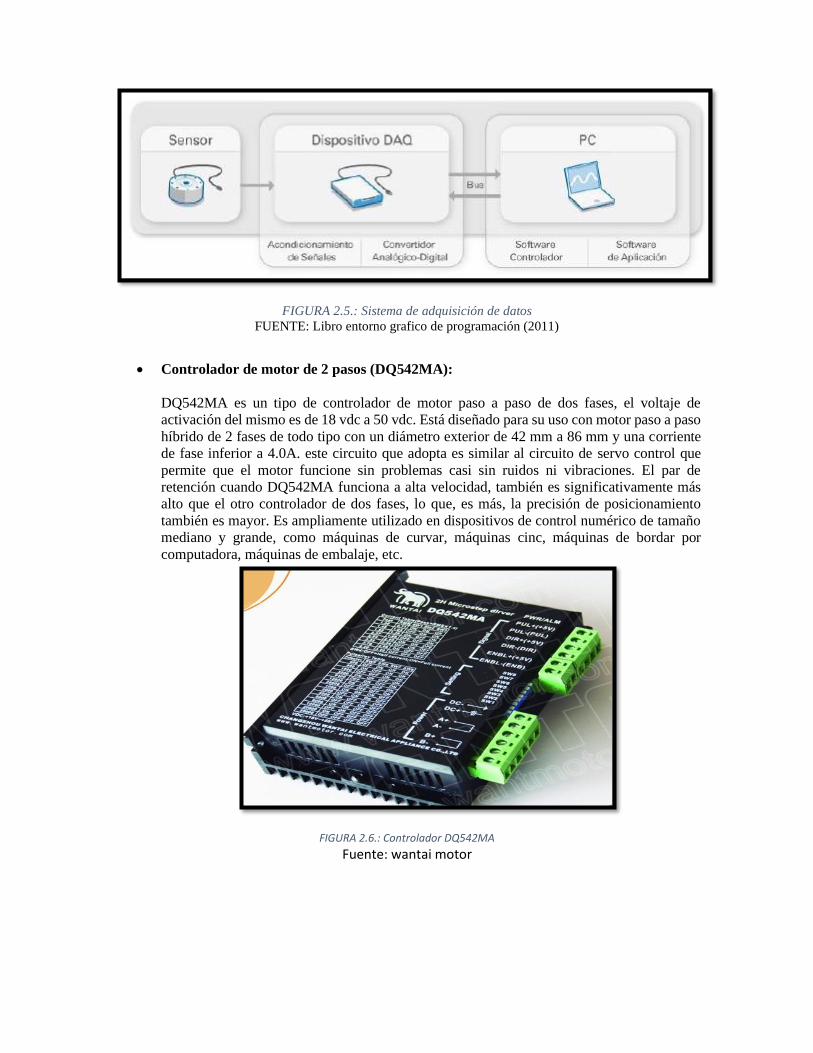
FIGURA 2.5.: Sistema de adquisición de datos
FUENTE: Libro entorno grafico de programación (2011)
• Controlador de motor de 2 pasos (DQ542MA):
DQ542MA es un tipo de controlador de motor paso a paso de dos fases, el voltaje de
activación del mismo es de 18 vdc a 50 vdc. Está diseñado para su uso con motor paso a paso
híbrido de 2 fases de todo tipo con un diámetro exterior de 42 mm a 86 mm y una corriente
de fase inferior a 4.0A. este circuito que adopta es similar al circuito de servo control que
permite que el motor funcione sin problemas casi sin ruidos ni vibraciones. El par de
retención cuando DQ542MA funciona a alta velocidad, también es significativamente más
alto que el otro controlador de dos fases, lo que, es más, la precisión de posicionamiento
también es mayor. Es ampliamente utilizado en dispositivos de control numérico de tamaño
mediano y grande, como máquinas de curvar, máquinas cinc, máquinas de bordar por
computadora, máquinas de embalaje, etc.
FIGURA 2.6.: Controlador DQ542MA
Fuente: wantai motor
2.2.5. CAD
Diseño asistido por computadora, consiste en el uso de programas de ordenador para crear,
modificar, analizar y documentar representaciones graficas bidimensionales o tridimensionales
(2D o 3D) de objetos físicos como alternativa a los borradores manuales y a los prototipos de
producto. Es utilizado mucho en los efectos especiales en los medios y en la animación por
ordenador, así como en el diseño industrial y de productos.
Progresivamente se ha convertido en una potente herramienta que atiende básicamente la tareas
relacionadas con el diseño; tales como el dibujo técnico y su documentación, además permite
ejecutar tareas adicionales de presentación y análisis de diseño como son simular su
funcionamiento antes de su fabricación, verificar que no exista interferencia en los movimientos
relativos de componentes, verificar si un circuito electrónico funciona tal como se planifico,
comprobar si una estructura es capaz de soportar una determinada carga e incluso el
movimiento de un fluido en un determinado molde de fundición.
El CAD se utiliza a lo largo de todo el proceso de ingeniería, desde el diseño de productos
conceptual y la estructura pasando por el análisis de ensambles hasta la definición del método
de fabricación. El CAD permite a los ingenieros probar de forma interactiva las variantes de
diseño con el número mínimo de prototipos físicos, con el objetivo de:
Reducir los costes de desarrollo de productos
- Ganar velocidad
- Mejorar la productividad
- Asegurar la calidad
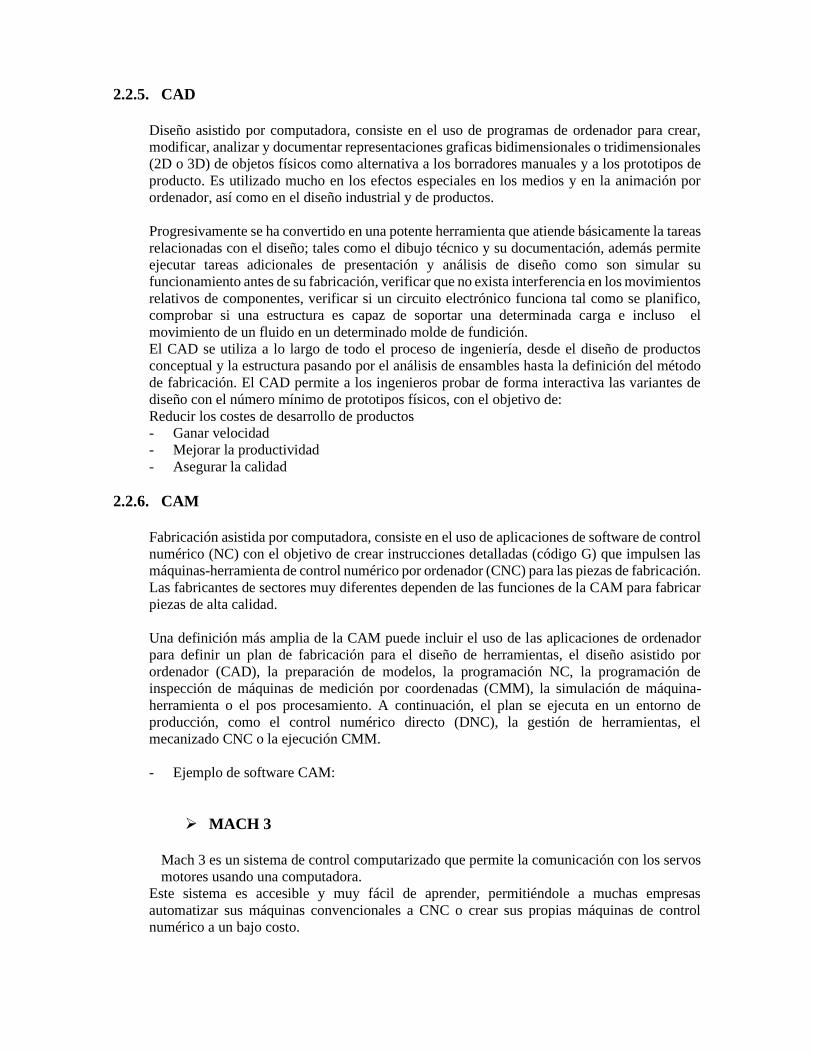
2.2.6. CAM
Fabricación asistida por computadora, consiste en el uso de aplicaciones de software de control
numérico (NC) con el objetivo de crear instrucciones detalladas (código G) que impulsen las
máquinas-herramienta de control numérico por ordenador (CNC) para las piezas de fabricación.
Las fabricantes de sectores muy diferentes dependen de las funciones de la CAM para fabricar
piezas de alta calidad.
Una definición más amplia de la CAM puede incluir el uso de las aplicaciones de ordenador
para definir un plan de fabricación para el diseño de herramientas, el diseño asistido por
ordenador (CAD), la preparación de modelos, la programación NC, la programación de
inspección de máquinas de medición por coordenadas (CMM), la simulación de máquina-
herramienta o el pos procesamiento. A continuación, el plan se ejecuta en un entorno de
producción, como el control numérico directo (DNC), la gestión de herramientas, el
mecanizado CNC o la ejecución CMM.
- Ejemplo de software CAM:
➢ MACH 3
Mach 3 es un sistema de control computarizado que permite la comunicación con los servos
motores usando una computadora.
Este sistema es accesible y muy fácil de aprender, permitiéndole a muchas empresas
automatizar sus máquinas convencionales a CNC o crear sus propias máquinas de control
numérico a un bajo costo.
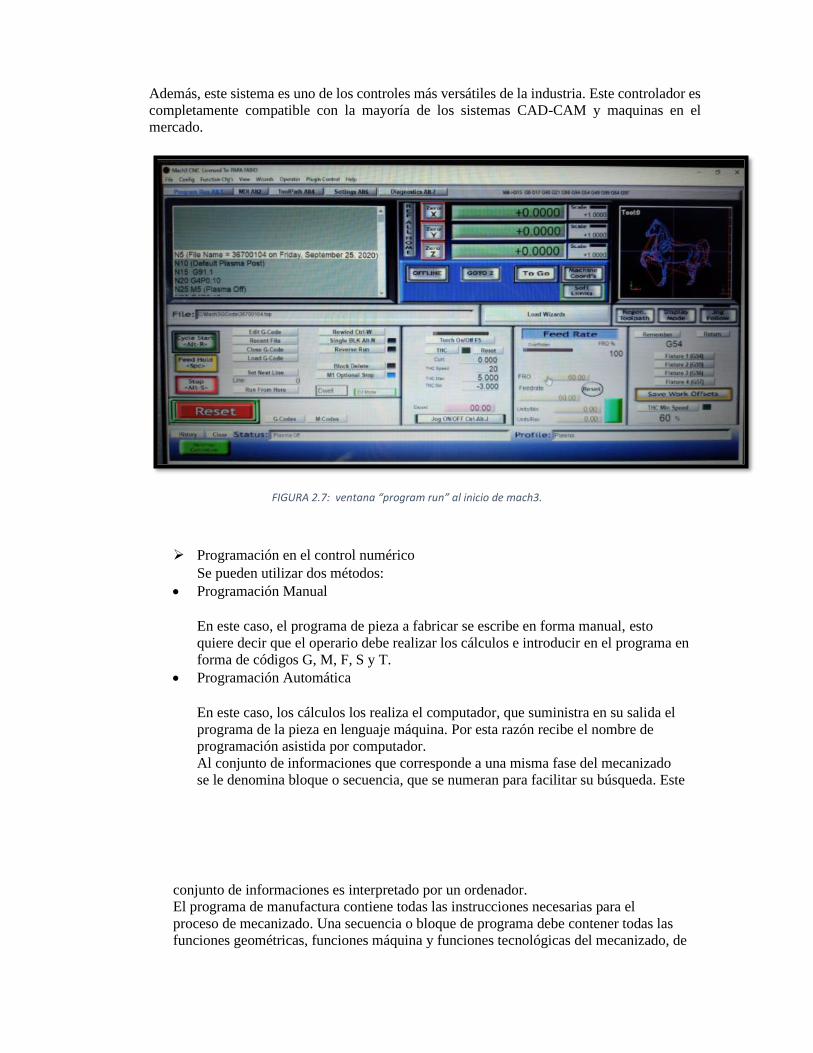
Además, este sistema es uno de los controles más versátiles de la industria. Este controlador es
completamente compatible con la mayoría de los sistemas CAD-CAM y maquinas en el
mercado.
FIGURA 2.7: ventana “program run” al inicio de mach3.
➢ Programación en el control numérico
Se pueden utilizar dos métodos:
• Programación Manual
En este caso, el programa de pieza a fabricar se escribe en forma manual, esto
quiere decir que el operario debe realizar los cálculos e introducir en el programa en
forma de códigos G, M, F, S y T.
• Programación Automática
En este caso, los cálculos los realiza el computador, que suministra en su salida el
programa de la pieza en lenguaje máquina. Por esta razón recibe el nombre de
programación asistida por computador.
Al conjunto de informaciones que corresponde a una misma fase del mecanizado
se le denomina bloque o secuencia, que se numeran para facilitar su búsqueda. Este
conjunto de informaciones es interpretado por un ordenador.
El programa de manufactura contiene todas las instrucciones necesarias para el
proceso de mecanizado. Una secuencia o bloque de programa debe contener todas las
funciones geométricas, funciones máquina y funciones tecnológicas del mecanizado, de
tal modo, un bloque de programa consta de varias instrucciones.
Los códigos o caracteres más usados comúnmente, regidos bajo la norma ISO/TR
6983-1:1982, ejemplo N10 F1000G1 X50 Y60, donde:
N es la dirección correspondiente al número de bloque o secuencia. Esta dirección
va seguida normalmente de un número de tres o cuatro cifras. En el caso del formato
N03, el número máximo de bloques que pueden programarse es 1000 (N000 a N999).
X, Y, Z son las direcciones correspondientes a las cotas según los ejes X, Y, Z de
la máquina herramienta.
Dichas cotas se pueden programar en forma absoluta o relativa,
es decir, con respecto al cero pieza o con respecto a la última cota respectivamente.
G es la dirección correspondiente a las funciones preparatorias. Se utilizan para
informar al control de las características de las funciones de mecanizado, como por
ejemplo, forma de la trayectoria, tipo de corrección de herramienta, parada temporizada,
ciclos automáticos, programación absoluta y relativa, etc.
La función G va seguida de un número de dos cifras que permite programar hasta
100 funciones preparatorias diferentes, como a continuación se muestra:
G00: El trayecto programado se realiza a la máxima velocidad posible, es decir, a
la velocidad de desplazamiento en rápido.
G01: Los ejes se gobiernan de tal forma que la herramienta se mueve a lo largo de
una línea recta, pero con velocidad programable.
G02: Interpolación lineal en sentido horario.
G03: Interpolación lineal en sentido antihorario.
G33: Indica ciclo automático de roscado.
G77: Es un ciclo automático que permite programar con un único bloque el
torneado de un cilindro, etc.
S es la dirección correspondiente a la velocidad de rotación del husillo principal.
Se programa directamente en revoluciones por minuto, usando cuatro dígitos.
I, J, K son direcciones utilizadas para programar arcos de circunferencia. Cuando
la interpolación se realiza en el plano X-Y, se utilizan las direcciones I y J.
Análogamente, en el plano X-Z, se utilizan las direcciones I y K, y en el plano Y-Z, las
direcciones J y K.
T es la dirección correspondiente al número de herramienta. Va seguido de un
número de cuatro cifras en el cual los dos primeros indican el número de herramienta y
los dos últimos el número de corrección de las mismas. En este nuestro proyecto no la
ocuparemos porque no se va a cambiar en ningún instante la herramienta.
N
2.3. GLOSARIO DE TÉRMINOS
- Pt31: altura (z) de antorcha de corte para aire comprimido.
- Amperaje: es la intensidad de corriente eléctrica expresada en amperios, es decir la
cantidad de electrones que fluyen por una unidad de tiempo a través de un material.
- CAD: diseño asistido por computadora
- CAM: manufatura asistida por computadora.
- DAQ: tarjeta de adquisición de datos
- CMM: máquinas de medición por coordenadas
- DNC: control número directo
- CNC: control numérico computarizado
- CD: corriente directa
- ASCII: código estándar americano (american standard code)
- formatos DXF: formato de intercambio de dibujo (drawing Exchange format)
- ASTM: asociación americana de ensayo de materiales (american society of testing
materiales)
- QFD: despliegue de la función de calidad
- A-36: acero, aleación de acero al carbono
- NEMA: asociación nacional de fabricantes eléctricos (national electric manufactures
assciation)
- Ionización: es el fenómeno químico o físico mediante el cual se producen iones, estos
átomos o moléculas cargadas eléctricamente debido al exceso o falta de electrones respecto
a un átomo o molécula neutra.
- Ion: es física y química, un ion es un átomo o molécula que no tiene carga eléctrica neutra.
Se denomina catión un ion con carga eléctrica positiva, y anión a un ion con carga eléctrica
negativa.
- Automatización: es el conjunto de elementos o procesos informáticos, mecánicos y
electromecánicos que operan con mínima o nula intervención del ser humano
- Programación: es el proceso de tomar un algoritmo y codificarlo en una notación, un
lenguaje de programación, de modo que pueda ser ejecutado por una computadora.
2.4. MARCO REFERENCIAL
- ISO 6983 (International Estandarización Organization)
ISO 6983-1: 2009 especifica los requisitos y hace recomendaciones para un formato de datos para sistemas de control de posicionamiento, movimiento de línea y contorneado utilizados en el control numérico de máquinas. ISO 6983-1: 2009 ayuda a coordinar el diseño del sistema para minimizar la variedad de manuscritos de programas requeridos, promover la uniformidad de las técnicas de programación y fomentar la intercambiabilidad de los programas de entrada entre máquinas controladas numéricamente de la misma clasificación por tipo, proceso, función, tamaño y precisión. Se pretende que las máquinas simples controladas numéricamente se programen usando un formato simple, que es sistemáticamente extensible para máquinas más complejas.
ISO 6983-1: 2009 no está diseñado para su uso en casos especializados de máquinas de corte por llama controladas numéricamente y máquinas de dibujo utilizadas específica y exclusivamente en la industria de la construcción naval. En esta aplicación, un formato relacionado ("el formato ESSI") se especifica en ISO 6582.
- EIA RS274 (Electronic Industries Association)
El G-code, también conocido como RS-274, es el nombre que habitualmente recibe el lenguaje de programación más usado en control numérico (CN), el cual posee múltiples implementaciones, tales como Siemens Sinumeric, FANUC, Haas, Heidenhain o Mazak. Es usado principalmente en automatización, forma parte de la ingeniería asistida por computadora. Al G-code se le llama en ciertas ocasiones lenguaje de programación G.
En términos generales, G-code es un lenguaje mediante el cual las personas pueden decir a máquinas herramienta controladas por computadora qué hacer y cómo hacerlo. Esos "qué" y "cómo" están definidos mayormente por instrucciones sobre a dónde moverse, cuán rápido moverse y qué trayectoria seguir. Las máquinas típicas que son controladas con G-code son fresadoras, cortadoras, tornos e impresoras 3D.
- Taller de metalmecánica:
Un taller se define como un establecimiento en el que se realizan trabajos artesanos o manuales, es decir, donde se trabaja principalmente con las manos. (Pérez & Gardey, 2010)
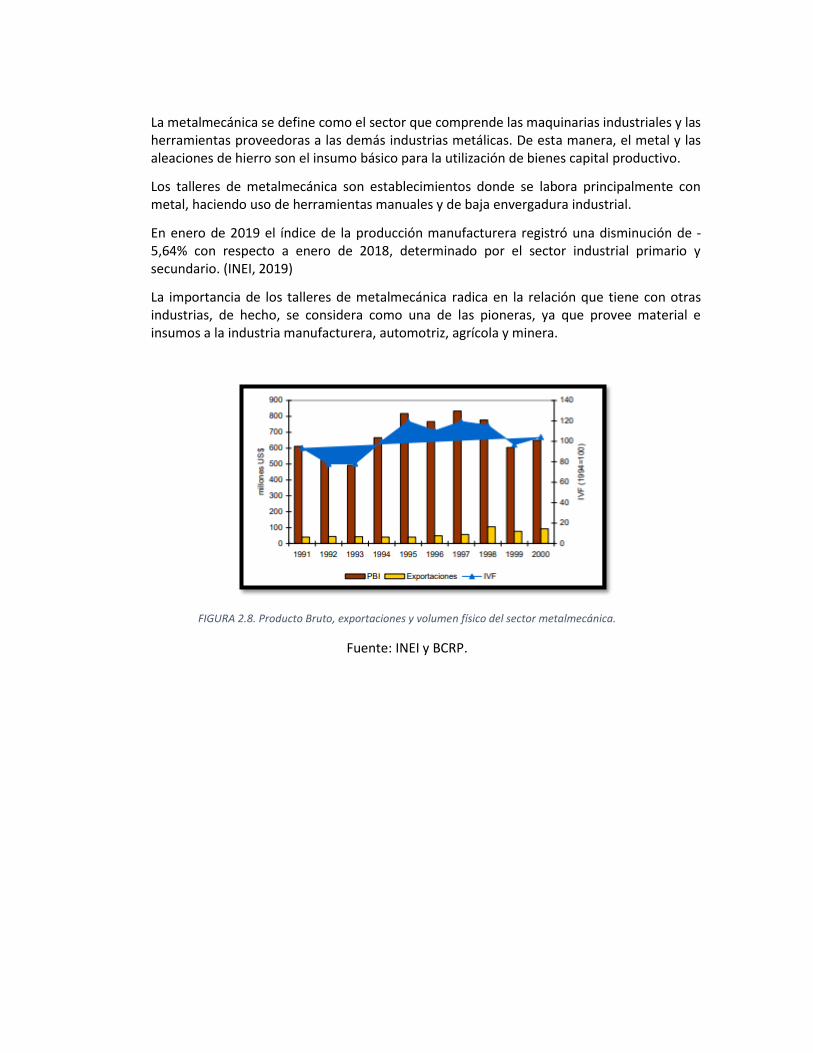
La metalmecánica se define como el sector que comprende las maquinarias industriales y las herramientas proveedoras a las demás industrias metálicas. De esta manera, el metal y las aleaciones de hierro son el insumo básico para la utilización de bienes capital productivo.
Los talleres de metalmecánica son establecimientos donde se labora principalmente con metal, haciendo uso de herramientas manuales y de baja envergadura industrial.
En enero de 2019 el índice de la producción manufacturera registró una disminución de -5,64% con respecto a enero de 2018, determinado por el sector industrial primario y secundario. (INEI, 2019)
La importancia de los talleres de metalmecánica radica en la relación que tiene con otras industrias, de hecho, se considera como una de las pioneras, ya que provee material e insumos a la industria manufacturera, automotriz, agrícola y minera.
FIGURA 2.8. Producto Bruto, exportaciones y volumen físico del sector metalmecánica.
Fuente: INEI y BCRP.
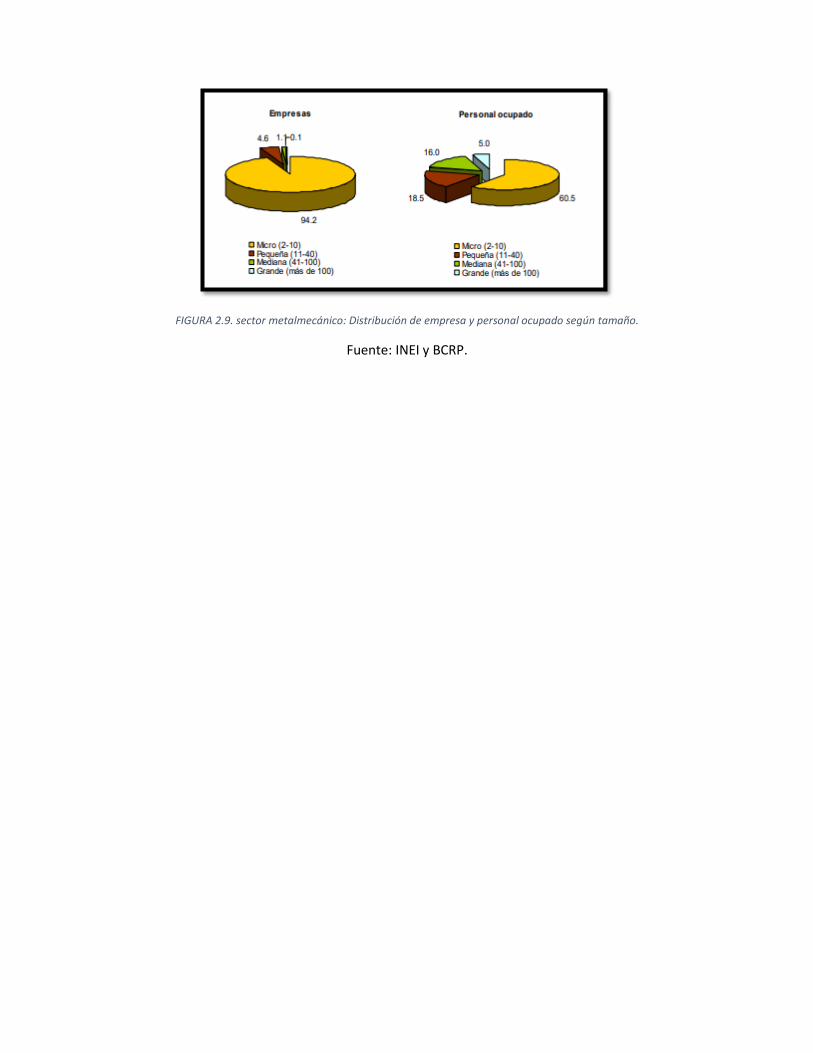
FIGURA 2.9. sector metalmecánico: Distribución de empresa y personal ocupado según tamaño.
Fuente: INEI y BCRP.
CAPITULO III: MARCO METODOLÓGICO
3.1. TIPO
Es aplicada tecnológica, debido a que se está aplicando la tecnología para crear más equipos
sofisticados.
3.2. NIVEL
Es descriptivo, debido a que va a describir de qué manera se diseñó el equipo y se
seleccionó las piezas para su funcionamiento.
3.3. ENFOQUE
Cuantitativo, porque utiliza las bases matemáticas para la obtención de los valores
requeridos, es decir, una base numérica.
3.4. DISEÑO
Debido a que es cuantitativo pertenece a un diseño no experimental; no se manipulan
directamente las variables que intervienen en el mecanismo, si no, que se hace uso de un
software y cálculos matemáticos para el análisis de los parámetros.
3.5. SUJETOS DE LA INVESTIGACION
El sujeto de la investigación es el diseño de una máquina CNC 2D ½ con cortador plasma
y mesa de trabajo 1.20x1.20 mts, para cortar planchas de acero inoxidable espesor 10 mm.
3.6. METODOS Y PROCEDIMIENTOS
Se utiliza un método sistémico ya que mediante la determinación de sus componentes se
llega al objetivo en general. Siguiendo los pasos a continuación:
• Diseño del sistema mecánico del equipo. o Revisión de la bibliografía existente y marco teórico. o Dimensionamiento mediante análisis matemático. o Modelado y simulación del sistema mecánico mediante el software inventor. o Mejora del diseño mediante los pasos anteriores.
• Diseño del sistema de control para los parámetros de corte deseado. o Revisión de la bibliografía existente y marco teórico. o Determinación de los parámetros de corte (amperaje, presión, velocidad de corte),
mediante análisis del marco teórico. o Análisis y diseño del código G para el diseño requerido, mediante el software
Mach3. o Simulación del diseño de corte.
• Determinación de la elección adecuada de los componentes para el mecanismo de
corte por plasma del CNC (eléctricos, electrónicos, mecánicos, motores, boquilla,
etc.) o Revisión de la bibliografía existente y marco teórico. o Análisis mediante marco teórico, matemático correspondiente a cada componente
mencionado líneas arriba. o Análisis de tablas normadas para determinación final de los parámetros de
elección. o Toma de decisión de los materiales a utilizar. o Prueba mediante simulación de funcionamiento correcto de las piezas elegidas.
3.7. TECNICAS E INSTRUMENTOS
Para el desarrollo de la investigación se utilizó una recolección de datos, para análisis
estructural y elección de parámetros, todo ello mediante revisión de bibliografía y web
grafía correspondiente; además de la observación y análisis documental.
Mediante el software inventor se realizó el diseño de la estructura y el análisis
correspondiente para cálculos de esfuerzos. El software Mach3 para el control,
correspondiente a la programación del mecanismo, el software lazycam para la conversión
del formato DWG (autocad) a código G.
CAPITULO IV: DESARROLLO Y DISCUSIÓN DE RESULTADOS
4.1. DISEÑO DEL SISTEMA MECÁNICO
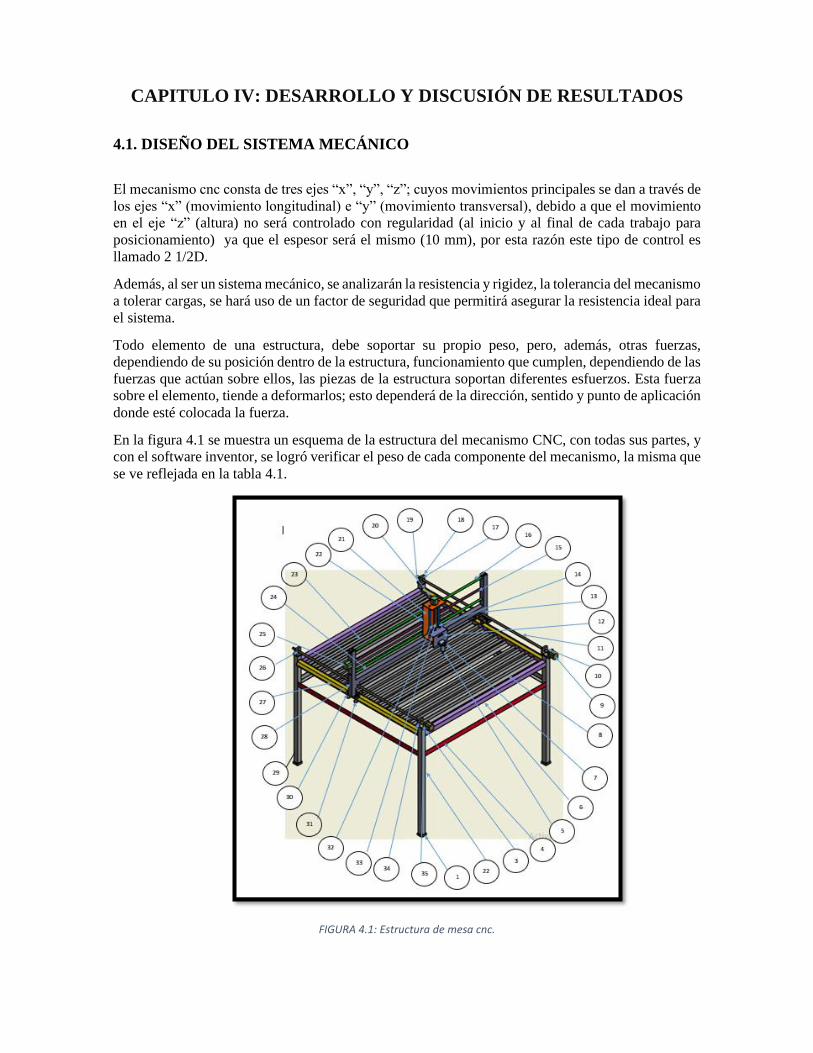
El mecanismo cnc consta de tres ejes “x”, “y”, “z”; cuyos movimientos principales se dan a través de
los ejes “x” (movimiento longitudinal) e “y” (movimiento transversal), debido a que el movimiento
en el eje “z” (altura) no será controlado con regularidad (al inicio y al final de cada trabajo para
posicionamiento) ya que el espesor será el mismo (10 mm), por esta razón este tipo de control es
llamado 2 1/2D.
Además, al ser un sistema mecánico, se analizarán la resistencia y rigidez, la tolerancia del mecanismo
a tolerar cargas, se hará uso de un factor de seguridad que permitirá asegurar la resistencia ideal para
el sistema.
Todo elemento de una estructura, debe soportar su propio peso, pero, además, otras fuerzas,
dependiendo de su posición dentro de la estructura, funcionamiento que cumplen, dependiendo de las
fuerzas que actúan sobre ellos, las piezas de la estructura soportan diferentes esfuerzos. Esta fuerza
sobre el elemento, tiende a deformarlos; esto dependerá de la dirección, sentido y punto de aplicación
donde esté colocada la fuerza.
En la figura 4.1 se muestra un esquema de la estructura del mecanismo CNC, con todas sus partes, y
con el software inventor, se logró verificar el peso de cada componente del mecanismo, la misma que
se ve reflejada en la tabla 4.1.
FIGURA 4.1: Estructura de mesa cnc.
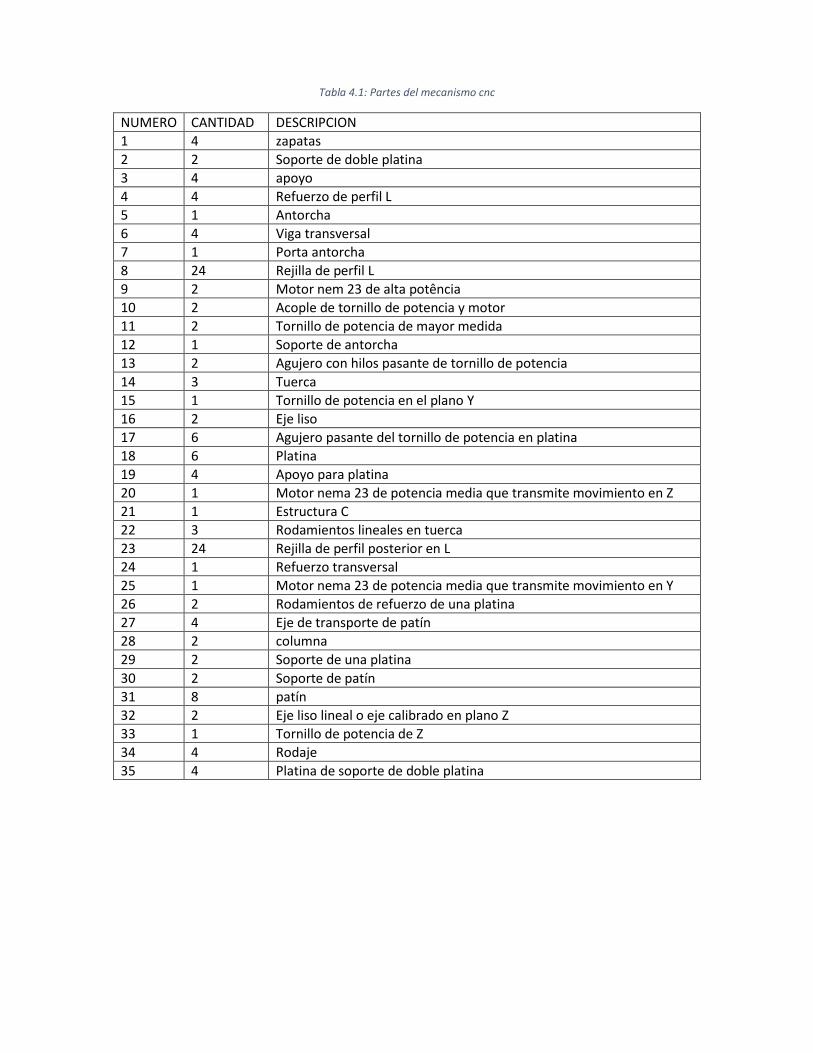
Tabla 4.1: Partes del mecanismo cnc
NUMERO CANTIDAD DESCRIPCION
1 4 zapatas
2 2 Soporte de doble platina
3 4 apoyo
4 4 Refuerzo de perfil L
5 1 Antorcha
6 4 Viga transversal
7 1 Porta antorcha
8 24 Rejilla de perfil L
9 2 Motor nem 23 de alta potência
10 2 Acople de tornillo de potencia y motor
11 2 Tornillo de potencia de mayor medida
12 1 Soporte de antorcha
13 2 Agujero con hilos pasante de tornillo de potencia
14 3 Tuerca
15 1 Tornillo de potencia en el plano Y
16 2 Eje liso
17 6 Agujero pasante del tornillo de potencia en platina
18 6 Platina
19 4 Apoyo para platina
20 1 Motor nema 23 de potencia media que transmite movimiento en Z
21 1 Estructura C
22 3 Rodamientos lineales en tuerca
23 24 Rejilla de perfil posterior en L
24 1 Refuerzo transversal
25 1 Motor nema 23 de potencia media que transmite movimiento en Y
26 2 Rodamientos de refuerzo de una platina
27 4 Eje de transporte de patín
28 2 columna
29 2 Soporte de una platina
30 2 Soporte de patín
31 8 patín
32 2 Eje liso lineal o eje calibrado en plano Z
33 1 Tornillo de potencia de Z
34 4 Rodaje
35 4 Platina de soporte de doble platina
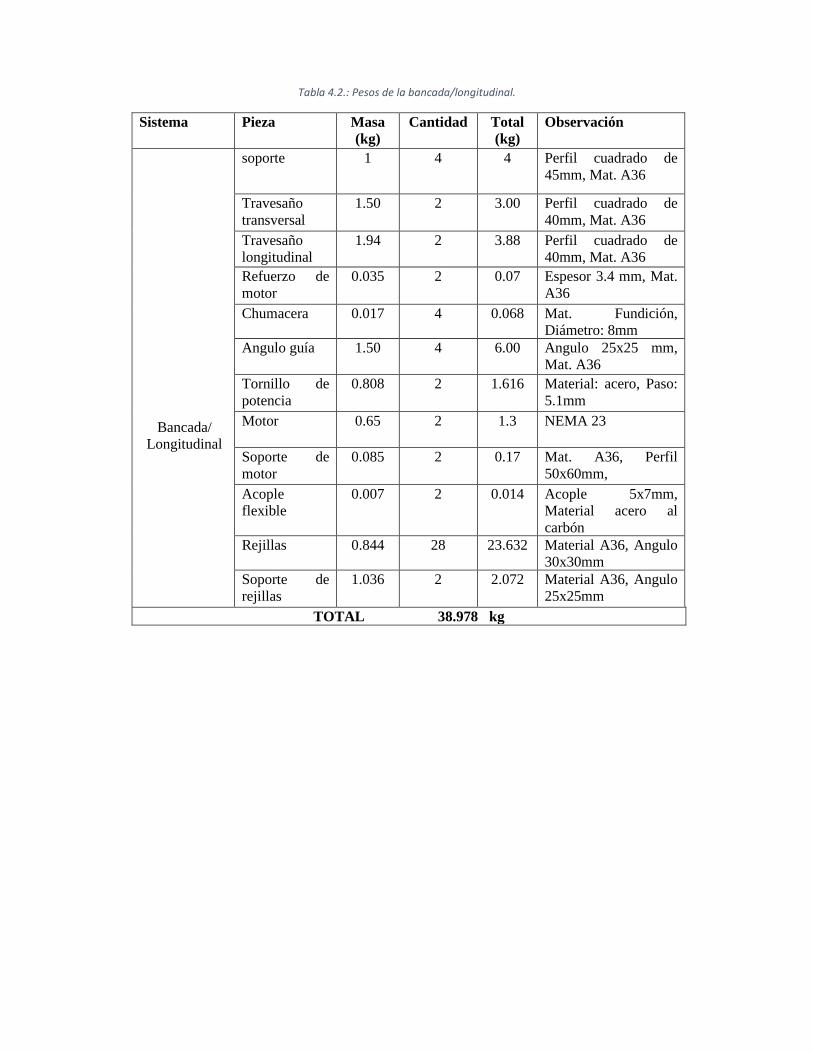
Tabla 4.2.: Pesos de la bancada/longitudinal.
Sistema Pieza Masa
(kg)
Cantidad Total
(kg)
Observación
Bancada/
Longitudinal
soporte 1 4 4 Perfil cuadrado de
45mm, Mat. A36
Travesaño
transversal
1.50 2 3.00 Perfil cuadrado de
40mm, Mat. A36
Travesaño
longitudinal
1.94 2 3.88 Perfil cuadrado de
40mm, Mat. A36
Refuerzo de
motor
0.035 2 0.07 Espesor 3.4 mm, Mat.
A36
Chumacera 0.017 4 0.068 Mat. Fundición,
Diámetro: 8mm
Angulo guía 1.50 4 6.00 Angulo 25x25 mm,
Mat. A36
Tornillo de
potencia
0.808 2 1.616 Material: acero, Paso:
5.1mm
Motor
0.65 2 1.3 NEMA 23
Soporte de
motor
0.085 2 0.17 Mat. A36, Perfil
50x60mm,
Acople
flexible
0.007 2 0.014 Acople 5x7mm,
Material acero al
carbón
Rejillas 0.844 28 23.632 Material A36, Angulo
30x30mm
Soporte de
rejillas
1.036 2 2.072 Material A36, Angulo
25x25mm
TOTAL 38.978 kg
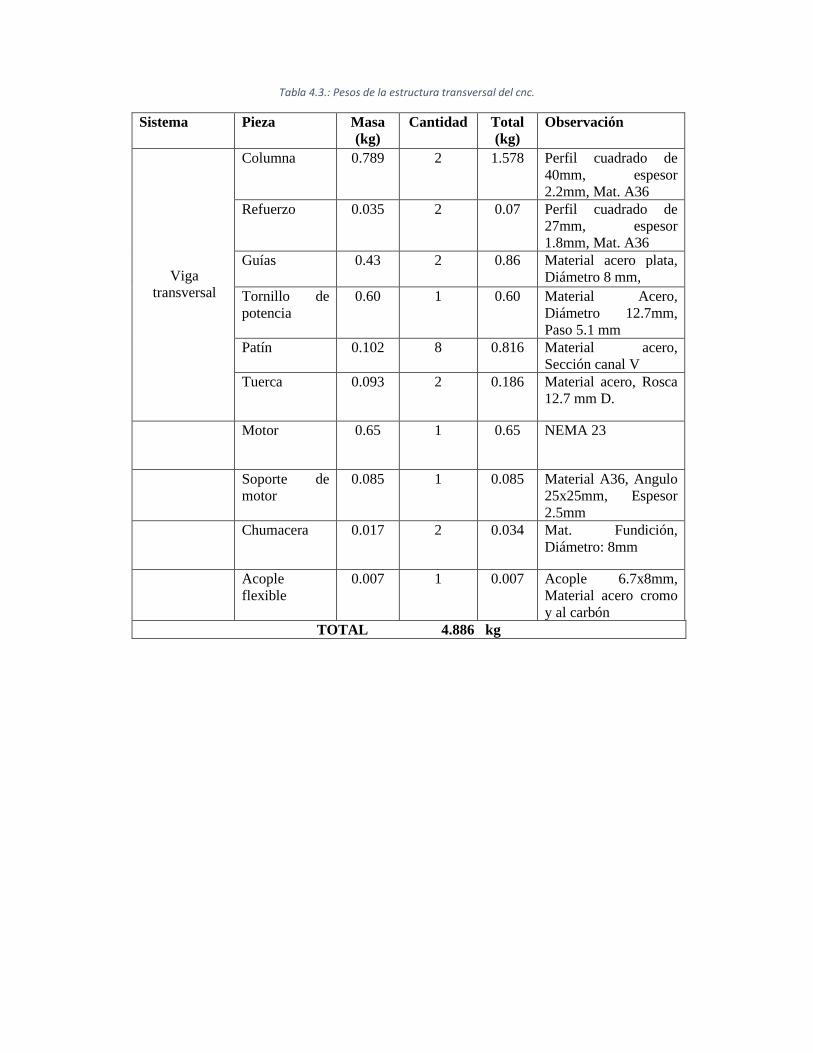
Tabla 4.3.: Pesos de la estructura transversal del cnc.
Sistema Pieza Masa
(kg)
Cantidad Total
(kg)
Observación
Viga
transversal
Columna 0.789 2 1.578 Perfil cuadrado de
40mm, espesor
2.2mm, Mat. A36
Refuerzo 0.035 2 0.07 Perfil cuadrado de
27mm, espesor
1.8mm, Mat. A36
Guías 0.43 2 0.86 Material acero plata,
Diámetro 8 mm,
Tornillo de
potencia
0.60 1 0.60 Material Acero,
Diámetro 12.7mm,
Paso 5.1 mm
Patín 0.102 8 0.816 Material acero,
Sección canal V
Tuerca 0.093 2 0.186 Material acero, Rosca
12.7 mm D.
Motor 0.65 1 0.65 NEMA 23
Soporte de
motor
0.085 1 0.085 Material A36, Angulo
25x25mm, Espesor
2.5mm
Chumacera
0.017 2 0.034 Mat. Fundición,
Diámetro: 8mm
Acople
flexible
0.007 1 0.007 Acople 6.7x8mm,
Material acero cromo
y al carbón
TOTAL 4.886 kg
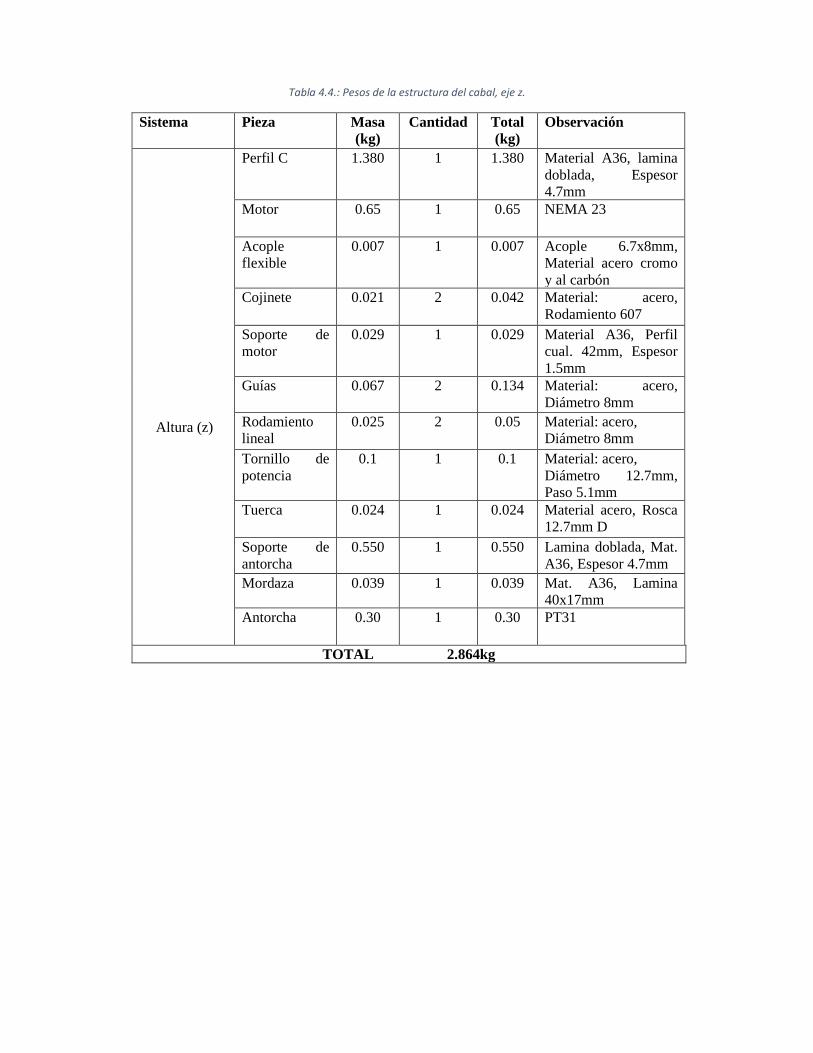
Tabla 4.4.: Pesos de la estructura del cabal, eje z.
Sistema Pieza Masa
(kg)
Cantidad Total
(kg)
Observación
Altura (z)
Perfil C 1.380 1 1.380 Material A36, lamina
doblada, Espesor
4.7mm
Motor 0.65 1 0.65 NEMA 23
Acople
flexible
0.007 1 0.007 Acople 6.7x8mm,
Material acero cromo
y al carbón
Cojinete 0.021 2 0.042 Material: acero,
Rodamiento 607
Soporte de
motor
0.029 1 0.029 Material A36, Perfil
cual. 42mm, Espesor
1.5mm
Guías 0.067 2 0.134 Material: acero,
Diámetro 8mm
Rodamiento
lineal
0.025 2 0.05 Material: acero,
Diámetro 8mm
Tornillo de
potencia
0.1 1 0.1 Material: acero,
Diámetro 12.7mm,
Paso 5.1mm
Tuerca 0.024 1 0.024 Material acero, Rosca
12.7mm D
Soporte de
antorcha
0.550 1 0.550 Lamina doblada, Mat.
A36, Espesor 4.7mm
Mordaza 0.039 1 0.039 Mat. A36, Lamina
40x17mm
Antorcha 0.30 1 0.30 PT31
TOTAL 2.864kg
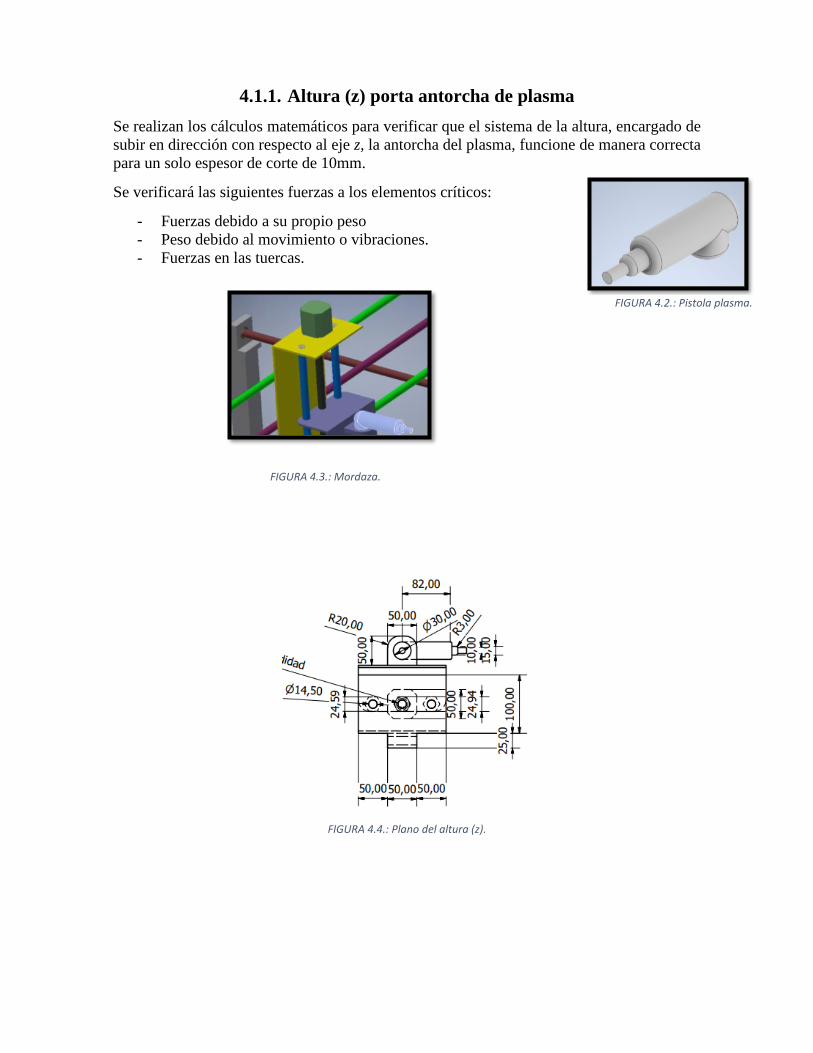
4.1.1. Altura (z) porta antorcha de plasma
Se realizan los cálculos matemáticos para verificar que el sistema de la altura, encargado de
subir en dirección con respecto al eje z, la antorcha del plasma, funcione de manera correcta
para un solo espesor de corte de 10mm.
Se verificará las siguientes fuerzas a los elementos críticos:
- Fuerzas debido a su propio peso
- Peso debido al movimiento o vibraciones.
- Fuerzas en las tuercas.
FIGURA 4.4.: Plano del altura (z).
FIGURA 4.2.: Pistola plasma.
FIGURA 4.3.: Mordaza.
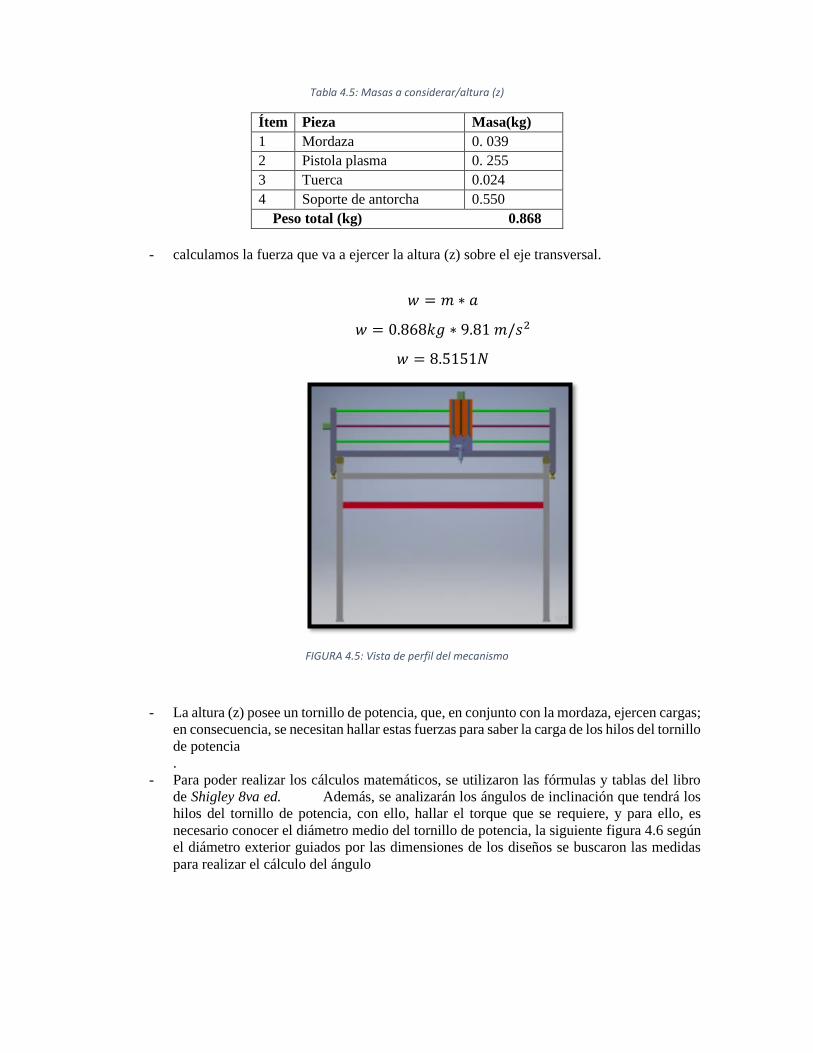
Tabla 4.5: Masas a considerar/altura (z)
Ítem Pieza Masa(kg)
1 Mordaza 0. 039
2 Pistola plasma 0. 255
3 Tuerca 0.024
4 Soporte de antorcha 0.550
Peso total (kg) 0.868
- calculamos la fuerza que va a ejercer la altura (z) sobre el eje transversal.
𝑤 = 𝑚 ∗ 𝑎
𝑤 = 0.868𝑘𝑔 ∗ 9.81 𝑚/𝑠2
𝑤 = 8.5151𝑁
FIGURA 4.5: Vista de perfil del mecanismo
- La altura (z) posee un tornillo de potencia, que, en conjunto con la mordaza, ejercen cargas;
en consecuencia, se necesitan hallar estas fuerzas para saber la carga de los hilos del tornillo
de potencia
.
- Para poder realizar los cálculos matemáticos, se utilizaron las fórmulas y tablas del libro
de Shigley 8va ed. Además, se analizarán los ángulos de inclinación que tendrá los
hilos del tornillo de potencia, con ello, hallar el torque que se requiere, y para ello, es
necesario conocer el diámetro medio del tornillo de potencia, la siguiente figura 4.6 según
el diámetro exterior guiados por las dimensiones de los diseños se buscaron las medidas
para realizar el cálculo del ángulo
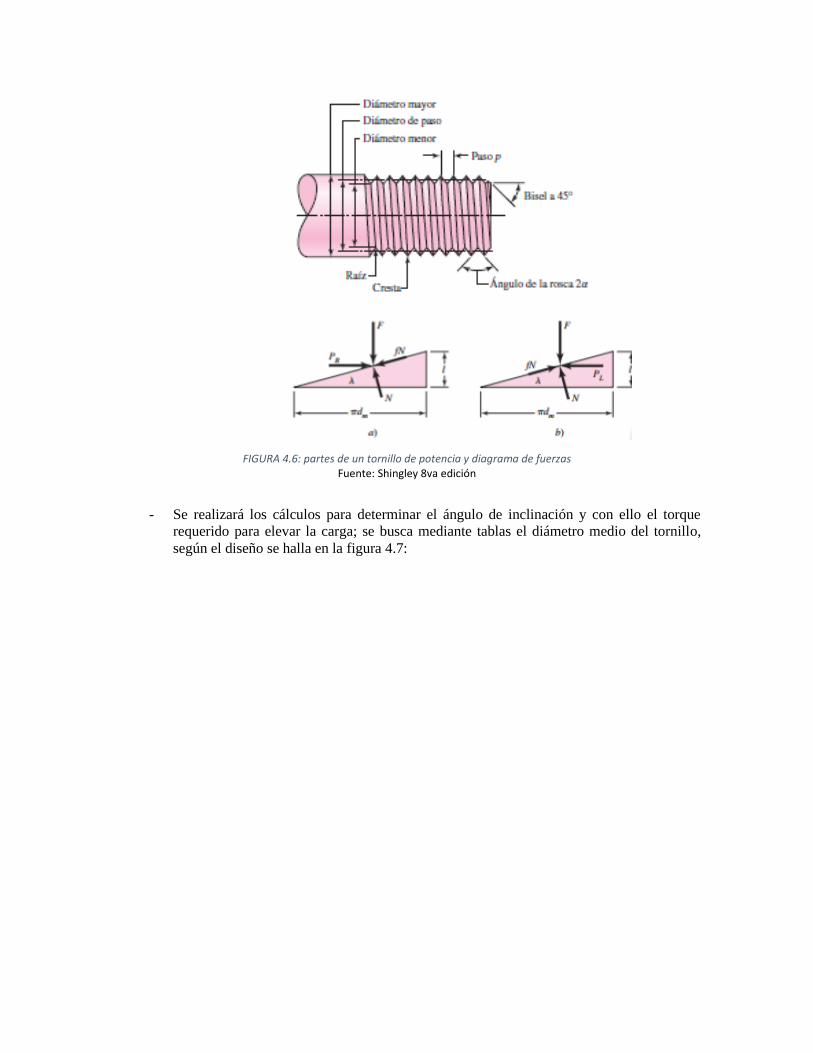
FIGURA 4.6: partes de un tornillo de potencia y diagrama de fuerzas Fuente: Shingley 8va edición
- Se realizará los cálculos para determinar el ángulo de inclinación y con ello el torque
requerido para elevar la carga; se busca mediante tablas el diámetro medio del tornillo,
según el diseño se halla en la figura 4.7:
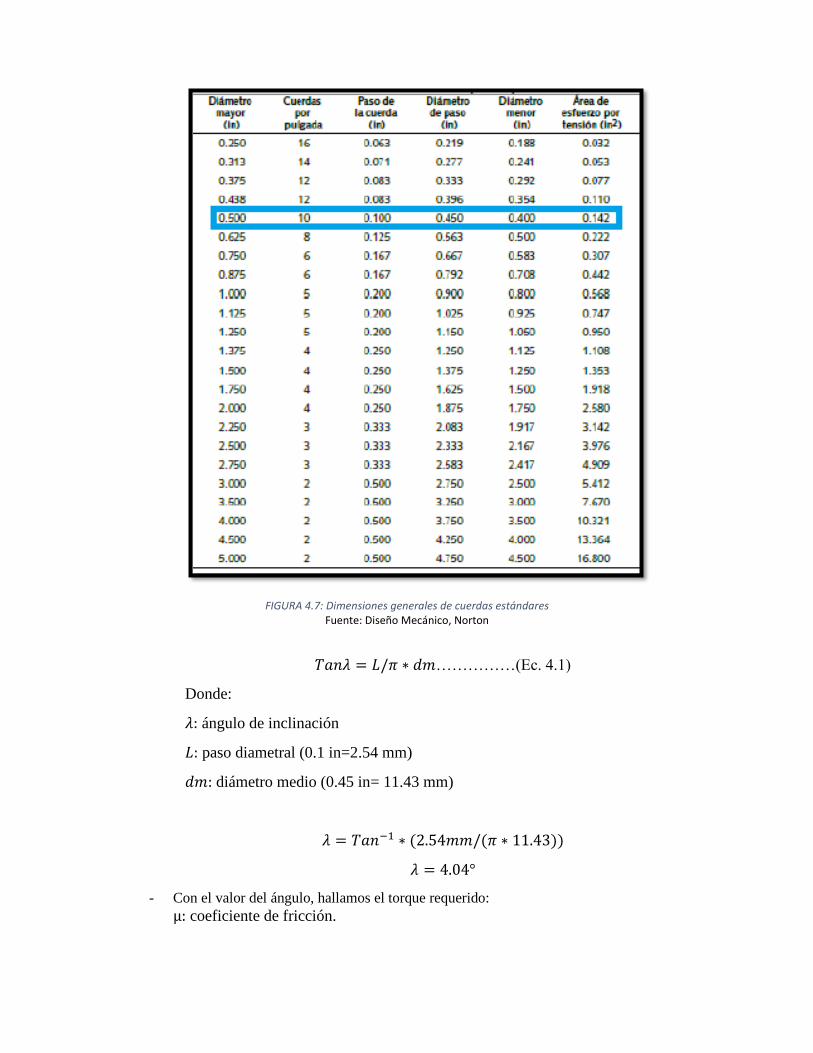
FIGURA 4.7: Dimensiones generales de cuerdas estándares Fuente: Diseño Mecánico, Norton
𝑇𝑎𝑛𝜆 = 𝐿/𝜋 ∗ 𝑑𝑚……………(Ec. 4.1)
Donde:
𝜆: ángulo de inclinación
𝐿: paso diametral (0.1 in=2.54 mm)
𝑑𝑚: diámetro medio (0.45 in= 11.43 mm)
𝜆 = 𝑇𝑎𝑛−1 ∗ (2.54𝑚𝑚/(𝜋 ∗ 11.43))
𝜆 = 4.04°
- Con el valor del ángulo, hallamos el torque requerido:
µ: coeficiente de fricción.
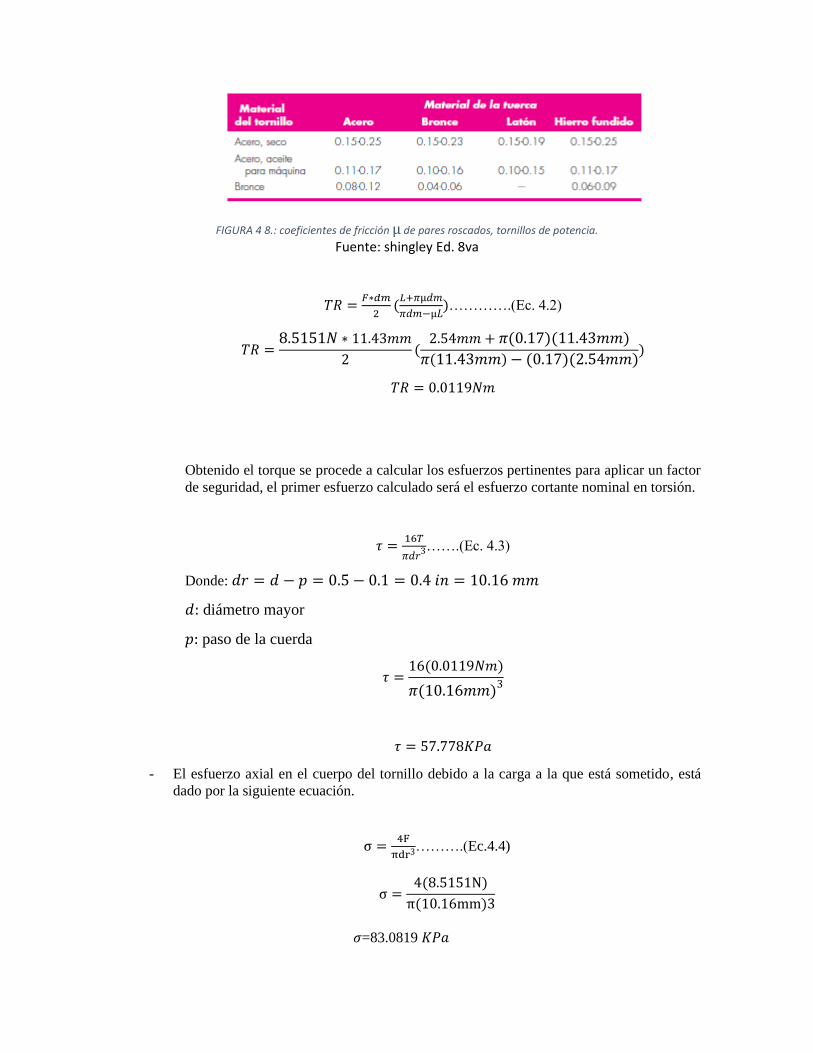
FIGURA 4 8.: coeficientes de fricción µ de pares roscados, tornillos de potencia.
Fuente: shingley Ed. 8va
𝑇𝑅 =𝐹∗𝑑𝑚
2(
𝐿+𝜋µ𝑑𝑚
𝜋𝑑𝑚−µ𝐿)………….(Ec. 4.2)
𝑇𝑅 =8.5151𝑁 ∗ 11.43𝑚𝑚
2(
2.54𝑚𝑚 + 𝜋(0.17)(11.43𝑚𝑚)
𝜋(11.43𝑚𝑚) − (0.17)(2.54𝑚𝑚))
𝑇𝑅 = 0.0119𝑁𝑚
Obtenido el torque se procede a calcular los esfuerzos pertinentes para aplicar un factor
de seguridad, el primer esfuerzo calculado será el esfuerzo cortante nominal en torsión.
𝜏 =16𝑇
𝜋𝑑𝑟3…….(Ec. 4.3)
Donde: 𝑑𝑟 = 𝑑 − 𝑝 = 0.5 − 0.1 = 0.4 𝑖𝑛 = 10.16 𝑚𝑚
𝑑: diámetro mayor
𝑝: paso de la cuerda
𝜏 =16(0.0119𝑁𝑚)
𝜋(10.16𝑚𝑚)3
𝜏 = 57.778𝐾𝑃𝑎
- El esfuerzo axial en el cuerpo del tornillo debido a la carga a la que está sometido, está
dado por la siguiente ecuación.
σ =4F
πdr3……….(Ec.4.4)
σ =4(8.5151N)
π(10.16mm)3
𝜎=83.0819 𝐾𝑃𝑎

- Hallados ambos esfuerzos se procede a hallar el esfuerzo principal, de este este
esfuerzo se obtendrán dos resultados: uno llamado σ1, de signo positivo y σ2 , de signo negativo.
σ =σ
2±√(σ/2)2
+ ( 𝜏𝑥𝑦)2…………(Ec. 4.5)
σ =83.0819𝐾𝑝𝑎
2±√(83.0819KPa/2)2
+ ( 57.778𝑥𝑦)2
σ1 = +112.70𝐾𝑃𝑎
σ2 = −29.62𝐾𝑃𝑎
- Para saber si los esfuerzos a los que va a estar sometido la pieza no fallasen por resistencia,
es necesario aplicar un factor de seguridad (f=2) y compararlo con los esfuerzos del
material, para todos los cálculos referentes al factor de seguridad se usara el criterio de von
mises (teoría de la energía de distorsión)
σ, = √σ12 − σ1 ∗ σ2 + σ2
2 ……..(Ec. 4.7)
σ, = √(112.70 KPa)2 − (112.70𝐾𝑃𝑎 ∗ (−29.62)) + (−29.62 KPa)2
σ, = 123.13𝐾𝑃𝑎
- Se toma como factor de seguridad n=2, y S𝑦 es la fluencia del material, entonces se despeja
la fluencia para ser comprada con la fluencia real del material por lo tanto de la ecuación
4.6 se obtiene que:
S𝑦 = σ, ∗ 𝑛 … … (𝐸𝑐. 4.8)
S𝑦 = 123.13kpa ∗ 2
S𝑦 = 246.26𝐾𝑃𝑎
- Según la hoja técnica del material acero A36, el esfuerzo de fluencia del material es de
310MPa y el calculado es de 246.26𝐾𝑃𝑎 , entonces se concluye que el material soportará
los esfuerzos aplicados sobre él.
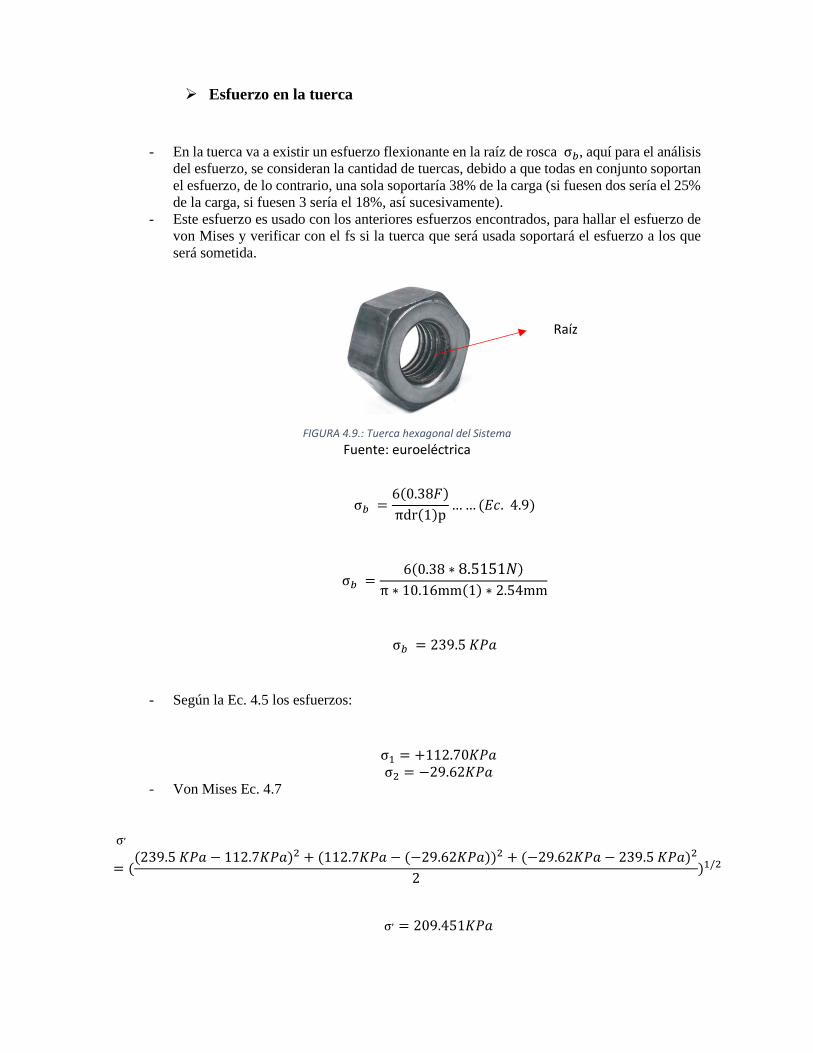
➢ Esfuerzo en la tuerca
- En la tuerca va a existir un esfuerzo flexionante en la raíz de rosca σ𝑏, aquí para el análisis
del esfuerzo, se consideran la cantidad de tuercas, debido a que todas en conjunto soportan
el esfuerzo, de lo contrario, una sola soportaría 38% de la carga (si fuesen dos sería el 25%
de la carga, si fuesen 3 sería el 18%, así sucesivamente).
- Este esfuerzo es usado con los anteriores esfuerzos encontrados, para hallar el esfuerzo de
von Mises y verificar con el fs si la tuerca que será usada soportará el esfuerzo a los que
será sometida.
FIGURA 4.9.: Tuerca hexagonal del Sistema
Fuente: euroeléctrica
σ𝑏 =6(0.38𝐹)
πdr(1)p… … (𝐸𝑐. 4.9)
σ𝑏 =6(0.38 ∗ 8.5151𝑁)
π ∗ 10.16mm(1) ∗ 2.54mm
σ𝑏 = 239.5 𝐾𝑃𝑎
- Según la Ec. 4.5 los esfuerzos:
σ1 = +112.70𝐾𝑃𝑎
σ2 = −29.62𝐾𝑃𝑎
- Von Mises Ec. 4.7
σ,
= ((239.5 𝐾𝑃𝑎 − 112.7𝐾𝑃𝑎)2 + (112.7𝐾𝑃𝑎 − (−29.62𝐾𝑃𝑎))2 + (−29.62𝐾𝑃𝑎 − 239.5 𝐾𝑃𝑎)2
2)1/2
σ, = 209.451𝐾𝑃𝑎
Raíz

- Utilizando la Ec. 4.8:
S𝑦 = 209.451kpa ∗ 2
S𝑦 = 418.9kpa
• Según la hoja técnica del material acero A36, el esfuerzo de fluencia del material es de
310MPa y en el cálculo es de 418.9kpa, por lo que se concluye que, la tuerca soportará
los esfuerzos aplicados sobre él.
➢ Cálculo de las RPM:
- Aquí se establece un tiempo máximo de 10 seg, debido a que hay que evaluar las
condiciones de movimiento con situaciones extremas, con un desplazamiento de 100mm,
al ser esta la distancia recorrida por la pistola de plasma según el diseño.
- Para determinar las RPM requeridas por el mecanismo, determinamos la velocidad lineal,
para realizar una relación con el avance.
𝑉 =𝐷
𝑇=
100𝑚𝑚
10 = 10 𝑚𝑚/𝑠
De mm/s a mm/min:
𝑉 = 600𝑚𝑚/𝑚𝑖𝑛
- Para determinar los rpm, haremos haciendo el cálculo con los valores que se encuentran en
el mercado, valores comerciales.
𝑉𝐴 = 𝑃 ∗ 𝑅𝑃𝑀 … … (𝐸𝑐. 4.10)
Donde:
𝑉𝐴: 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑎𝑣𝑎𝑛𝑐𝑒 𝑜 𝑙𝑖𝑛𝑒𝑎𝑙.
𝑃 = 𝑝𝑎𝑠𝑜 𝑑𝑖𝑎𝑚𝑒𝑡𝑟𝑎𝑙
- Nos guiamos al paso diametral medido al tornillo de potencia estándar de fábrica, puesto
que están ya establecidos:
𝑅𝑃𝑀 = (600𝑚𝑚/𝑚𝑖𝑛)/5.1𝑚𝑚
𝑅𝑃𝑀 = 117.65 𝑅𝑃𝑀
Entonces:
1 vuelta 5.1mm
n vueltas 100mm
n=19.61
- Hallando el periodo: 𝑇 = 𝑡/𝑛
𝑇 =10𝑠
19.61= 0.5099𝑠𝑒𝑔.
- Velocidad angular: 𝜔 = 2 ∗ 𝑝𝑖/𝑇
𝜔 = 2 ∗𝑝𝑖
0.5099𝑆= 12.3224 𝑟𝑎𝑑/𝑠
De rad./s a rpm:
12.3224𝑟𝑎𝑑
𝑠∗
1𝑟𝑒𝑣.
2 ∗ 𝑝𝑖 𝑟𝑎𝑑∗
60𝑠
1 𝑚𝑖𝑛= 117.67 𝑟𝑝𝑚
- Los motores NEMA 23 sí cumplen con este rpm, ya que estos pueden dar hasta 200 rpm,
por lo tanto, es posible el uso del tornillo de potencia comercial.
4.1.2. Sección Transversal (eje y)
FIGURA 4.10.: Vista transversal del mecanismo
Ahora analizaremos los cálculos pertinentes a la sección transversal.
➢ Cálculo de las guías calibradas:
- Analizaremos el momento flector par las guías calibradas, debido a la distribución de
tensiones aplicadas sobre el eje transversal.
- Primero analizaremos el esfuerzo crítico que pueden sufrir las varillas, para ello nos
centraremos en la mitad de la varilla, debido a que, aquí se concentran el mayor momento
flector; las cuales servirán de ayuda para sostener y guiar la altura (z) de la máquina.
- Se determina la fuerza, que estará dad por la masa de la altura (z):
𝐹 = 𝑚 ∗ 𝑔
𝐹 = 2.864𝑘𝑔 ∗ 9.8 𝑚/𝑠2
𝐹 = 28.067 𝑁
- La distancia es el largo de las vigas transversales; el módulo de elasticidad ( E = 190GPa) escogido de la siguiente tabla del libro Shigley 8va ed.
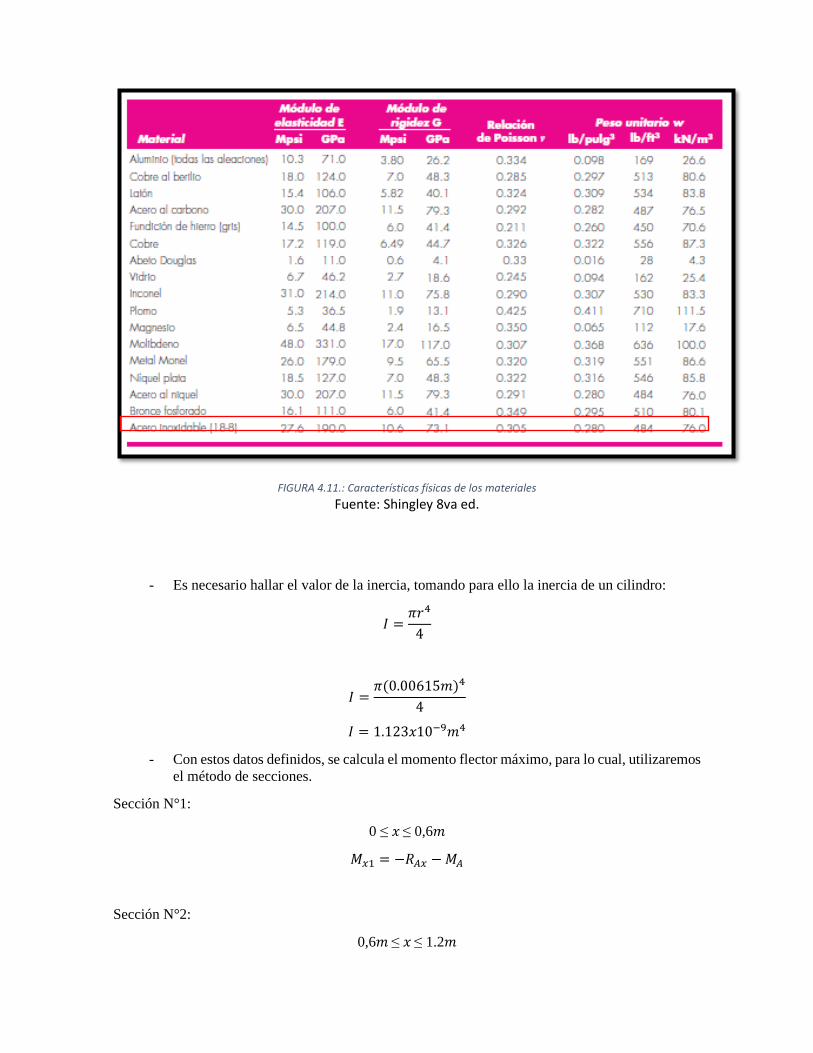
FIGURA 4.11.: Características físicas de los materiales
Fuente: Shingley 8va ed.
- Es necesario hallar el valor de la inercia, tomando para ello la inercia de un cilindro:
𝐼 =𝜋𝑟4
4
𝐼 =𝜋(0.00615𝑚)4
4
𝐼 = 1.123𝑥10−9𝑚4
- Con estos datos definidos, se calcula el momento flector máximo, para lo cual, utilizaremos
el método de secciones.
Sección N°1:
0 ≤ 𝑥 ≤ 0,6𝑚
𝑀𝑥1 = −𝑅𝐴𝑥 − 𝑀𝐴
Sección N°2:
0,6𝑚 ≤ 𝑥 ≤ 1.2𝑚

𝑀𝑥2 = −𝑅𝐴𝑥 − 𝑀𝐴 + 𝐹(𝑥 − 0.6𝑚)
- Se halla la integral de la ecuación correspondiente a la sección N°1:
∫𝐸𝐼 𝑑𝑦2
𝑑𝑥2= −𝑅𝐴𝑥 − 𝑀𝐴
𝐸𝐼 𝑑𝑦
𝑑𝑥=
−𝑅𝐴𝑥2
𝑑𝑥2= −𝑀𝐴𝑋 − 𝐶1
𝐸𝐿𝑦 =−𝑅𝐴𝑥
3
6+
−𝑀𝐴𝑋2
2+ 𝐶1𝑥 − 𝐶2 … (1)
- Se halla la integral de la ecuación correspondiente a la sección N°2:
∫𝐸𝐼 𝑑𝑦2
𝑑𝑥2= −𝑅𝐴𝑥 − 𝑀𝐴 + 𝐹(𝑥 − 0.6𝑚)
𝐸𝐼 𝑑𝑦
𝑑𝑥= −
𝑅𝐴𝑥2
2− 𝑀𝐴𝑥 +
𝐹(𝑥 − 0.6𝑚)2
2+ 𝐶1 … (2)
𝐸𝐼 𝑦 = −𝑅𝐴𝑥3
6+
−𝑀𝐴𝑋2
2+
𝐹(𝑥 − 0.6)3
6+ 𝐶1𝑥 − 𝐶2 … (3)
- En los dos extremos de la varilla la deformación es igual a 0, a causa que en ellos van
sujetos los puntos de apoyo, por lo tanto, remplazando valores en la ecuación 2:
𝐸𝐼𝑑𝑦
𝑑𝑥= 0
−𝑅𝐴(1.2𝑚)2
2− 𝑀𝐴(1.2𝑚) +
(28.067 𝑁)(1.2𝑚 − 0.6𝑚)2
2= 0
−(0.72𝑚2)𝑅𝐴 − (1.2 𝑚)𝑀𝐴 + 5.052𝑁𝑚2 = 0 … (4)
Como no hay una deformación se entiende que y=0, reemplazando los valores en la Ec. 3:
−𝑅𝐴(1.2)3
6+
−𝑀𝐴(1.2)2
2+
(28.067 𝑁)(0.6𝑚)3
6= 0

−𝑅𝐴0.288𝑚3 − 0.72𝑚2𝑀𝐴 + 1𝑁(𝑚)3 … (𝐸𝑐. 5)
Despejando de la Ec.4 𝑅𝐴:
𝑅𝐴 =−𝑀𝐴(1.2𝑚) + 5.052𝑁𝑚2
0.72𝑚2… (𝐸𝑐. 6)
Reemplazamos 𝑅𝐴, para hallar 𝑀𝐴 en la ec. 5, despejamos:
−0.0288𝑚3 (𝑀𝐴(1.2𝑚) + 5.052𝑁𝑚2
0.72𝑚2 ) − (0.72𝑚)2𝑀𝐴 + 1𝑁(𝑚)3 = 0
0.48𝑚2𝑀𝐴 − 0.2021𝑁𝑚3 − (0.72𝑚)2𝑀𝐴 + 1𝑁(𝑚)3 = 0
−0.24𝑚2𝑀𝐴 − 0.7979𝑁𝑚3 = 0
𝑀𝐴 =0.7979𝑁𝑚3
−0.24𝑚2
𝑀𝐴 = −3.325𝑁𝑚 … 𝐸𝑐. 7
Una vez obtenida el valor de 𝑀𝐴, reemplazamos su valor en Ec. 6 y determinamos 𝑅𝐴
𝑅𝐴 = −3.325(1.2𝑚) + 5.052𝑁𝑚2
0.72𝑚2… (𝐸𝑐. 6)
𝑅𝐴 = 12.558 𝑁
Una vez obtenida todas las variables, de la EC1 despejamos:
𝐸𝐿𝑦 =−12.558 𝑁 ∗ 0.62
6+
−3.325 ∗ 0.62
2
𝐸𝐿𝑦 = −1.352𝑁𝑚3

Con este resultado, se despeja y, y se reemplazan los valores de la inercia (I), y del módulo de elasticidad (E), obteniendo así la deformación de la varilla.
𝑦 = −2.012𝑥10−3𝑚
Se observa una deflexión mínima, aun así, se divide a la mitad, debido a que el cálculo esta hecho únicamente con una varilla y el diseño posee 2 varillas:
𝑦 = −1.006𝑥10−3𝑚
Según Fires en su libro Diseño de elementos de máquinas, la deformación en ejes de transmisión no debe sobrepasar los 83 mm/m, la deflexión sigue siendo mínima, por lo que se dice que no repercute en la rigidez del sistema.
➢ Cálculo de los esfuerzos en el tornillo de potencia:
Para conocer el torque requerido y la velocidad lineal se requirió un profundo análisis a cerca las
velocidades de corte del equipo plasma, se seleccionó la máquina de corte Herocut (anexo N°8),
debido a que contiene valores intermedios y permite cortar materiales de espesores de 10 mm.
Con base a los anteriores cálculos del diseño del tornillo de potencia de la altura (z) se realizaron los
cálculos para el tornillo de potencia transversal.
Velocidad lineal
𝑉 = 1000𝑚𝑚/𝑚𝑖𝑛
Para hallar los rpm, despejamos la EC.10:
𝑅𝑃𝑀 =𝑉𝐴
𝑃=
1000𝑚𝑚/𝑚𝑖𝑛
5.1𝑚𝑚= 196.07 𝑟𝑝𝑚
De la Ec. 4.2, hallamos el torque para el tornillo de potencia:
𝑇𝑅 = 𝐹 ∗ 𝑑𝑚
2(
𝐿 + 𝜋µ𝑑𝑚
𝜋𝑑𝑚 − µ𝐿)
𝑇𝑅 =28.067𝑁 ∗ 11.43𝑚𝑚
2(
2.54𝑚𝑚 + 𝜋(0.17)(11.43𝑚𝑚)
𝜋(11.43𝑚𝑚) − (0.17)(2.54𝑚𝑚))

𝑇𝑅 = 0.03909𝑁𝑚
Tal y como en el cálculo del tornillo de potencia de la altura (z) es necesario verificar que este no
sufrirá daños por los esfuerzos a los que se está sometido por esta razón se realizan los mismos
cálculos.
Determinamos del esfuerzo cortante Ec. 4.3:
τ =16𝑇
𝜋𝑑𝑟3=
16(0.03909𝑚)
𝜋(10.16𝑚𝑚)3
τ = 189.83KPa
Determinamos el esfuerzo axial Ec. 4.4:
σ =4(28.067)
𝜋(10.16𝑚𝑚)3
de donde:
F = 2.864kg ∗ 9.8m
s= 28.067N
σ = 246.2kpa
Determinamos el esfuerzo principal Ec. 4.5:
σ =246.2𝑘𝑝𝑎
2± √(
246.2𝑘𝑝𝑎
2)2 + (189.83KPa)2
𝜎1 = 581.292 𝐾𝑃𝑎
𝜎2 = −61.992𝐾𝑃𝑎
Determinamos el esfuerzo de Von Mises Ec.4.7:
σ, = ( 581.292𝐾𝑃𝑎2 − ( 581.292 𝑘𝑝𝑎 ∗ (−61.992𝑘𝑝𝑎)) + (−61.992𝑘𝑝𝑎)2)1/2
σ, = 608.353𝑘𝑝𝑎
Obtenemos la fluencia de la Ec. 4.8.:
𝑆𝑦 = 608.353𝑘𝑝𝑎 ∗ 2

𝑆𝑦 = 1.216 7𝑀𝑃𝑎
En comparación a la fluencia del tornillo de potencia de la altura (z), este, tiene un poco más de
fluencia, sin embargo, sigue siendo relativamente pequeña. Y por la tanto no sufrirá daño por los
esfuerzos sometidos, debido a que no sobrepasa los 310 Mpa
➢ Cálculo de los esfuerzos en las tuercas:
En el sistema transversal, existen dos tuercas, entonces la fuerza va a ser multiplicada por 0.25:
σ𝑏 =6(0.25𝐹)
𝜋 d𝑟(1)𝑝… 𝐸𝑐. 4.13
σ𝑏 =6(0.25 ∗ 28.067𝑁)
𝜋 ∗ 10.16𝑚𝑚(1) ∗ 2.54𝑚𝑚
σ𝑏 = 519.3𝑘𝑝𝑎
Determinamos; con los valores hallados, los esfuerzos principales Ec.4.5:
σ =σ
2±√(σ/2)2
+ ( 𝜏𝑥𝑦)2
𝜎1 = 581.292 𝐾𝑃𝑎
𝜎2 = −61.992𝐾𝑃𝑎
Determinamos el esfuerzo de Von Mises Ec.4.7:
σ,
= ((519.3𝐾𝑃𝑎 − 581.292 𝑘𝑝𝑎)2 + (581.292 𝑘𝑝𝑎 − (−61.992𝑘𝑝𝑎))
2+ (−61.992𝑘𝑝𝑎 − 519.3)2
2)1/2
σ, = 411.389𝑘𝑝𝑎
Obtenemos la fluencia de la Ec. 4.8.:
𝑆𝑦 = 411.389𝐾𝑃𝑎 ∗ 2
𝑆𝑦 = 822.778𝐾𝑃𝑎
Como se observa en el anexo de hoja técnica del acero A36, el esfuerzo de fluencia del material es
de 310 𝑀𝑝𝑎 y el calculado es de 822.778𝐾𝑃𝑎 , por lo que las tuercas no sufrirán daños.
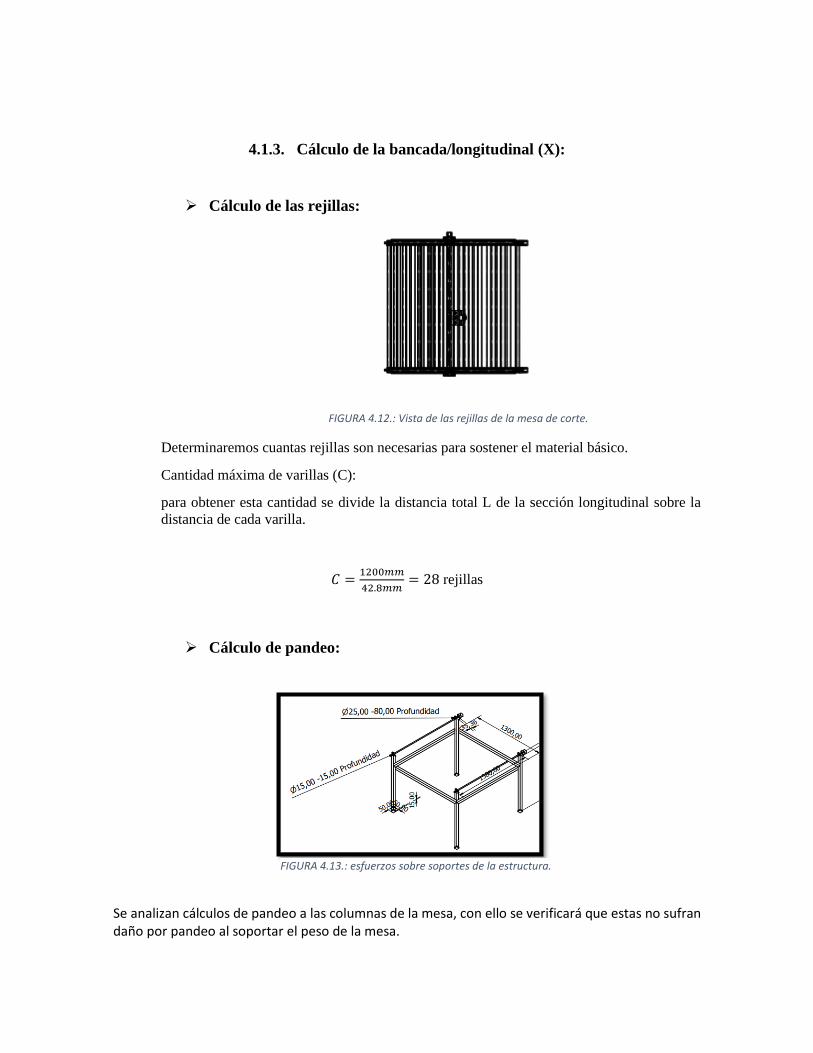
4.1.3. Cálculo de la bancada/longitudinal (X):
➢ Cálculo de las rejillas:
FIGURA 4.12.: Vista de las rejillas de la mesa de corte.
Determinaremos cuantas rejillas son necesarias para sostener el material básico.
Cantidad máxima de varillas (C):
para obtener esta cantidad se divide la distancia total L de la sección longitudinal sobre la
distancia de cada varilla.
𝐶 =1200𝑚𝑚
42.8𝑚𝑚= 28 rejillas
➢ Cálculo de pandeo:
Se analizan cálculos de pandeo a las columnas de la mesa, con ello se verificará que estas no sufran daño por pandeo al soportar el peso de la mesa.
FIGURA 4.13.: esfuerzos sobre soportes de la estructura.
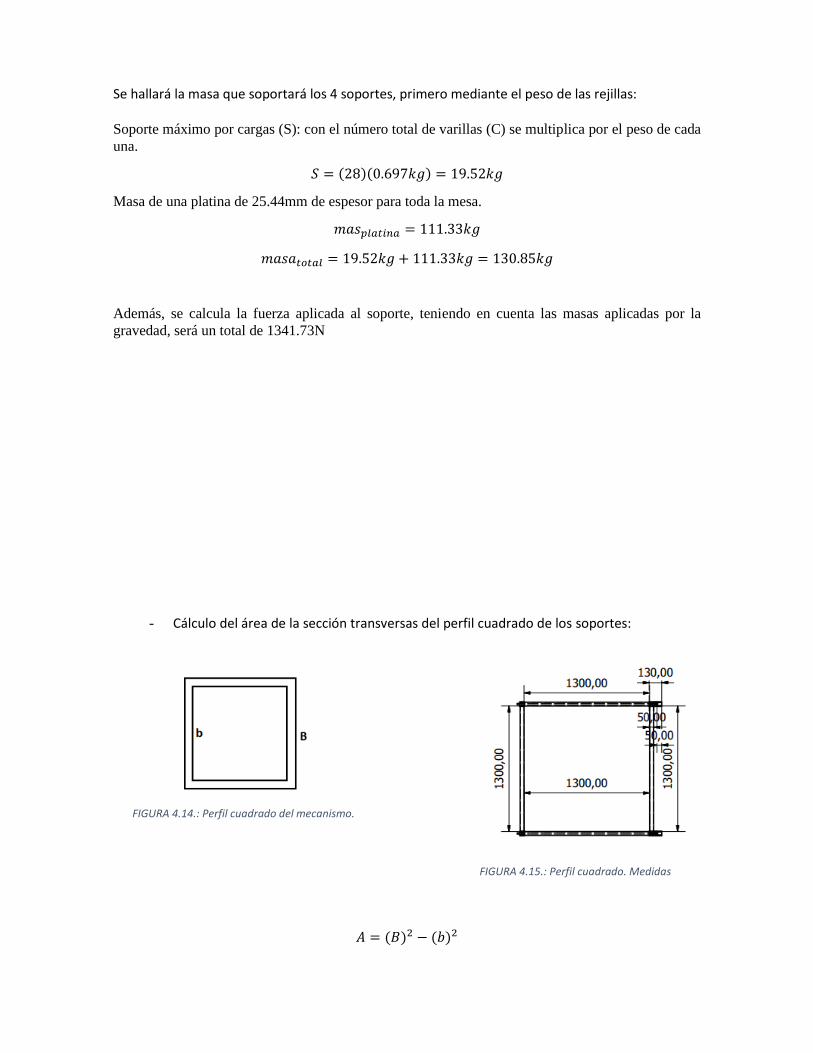
Se hallará la masa que soportará los 4 soportes, primero mediante el peso de las rejillas: Soporte máximo por cargas (S): con el número total de varillas (C) se multiplica por el peso de cada
una.
𝑆 = (28)(0.697𝑘𝑔) = 19.52𝑘𝑔
Masa de una platina de 25.44mm de espesor para toda la mesa.
𝑚𝑎𝑠𝑝𝑙𝑎𝑡𝑖𝑛𝑎 = 111.33𝑘𝑔
𝑚𝑎𝑠𝑎𝑡𝑜𝑡𝑎𝑙 = 19.52𝑘𝑔 + 111.33𝑘𝑔 = 130.85𝑘𝑔
Además, se calcula la fuerza aplicada al soporte, teniendo en cuenta las masas aplicadas por la
gravedad, será un total de 1341.73N
- Cálculo del área de la sección transversas del perfil cuadrado de los soportes:
𝐴 = (𝐵)2 − (𝑏)2
FIGURA 4.14.: Perfil cuadrado del mecanismo.
FIGURA 4.15.: Perfil cuadrado. Medidas

𝐴 = (45𝑚𝑚)2 + (43 ∗ 𝑚𝑚)2 𝐴 = 246 ∗ 10−3𝑚2
A continuación se calcula la inercia de la sección transversal del perfil cuadrado:
𝐼 =(𝐵)4
12−
(𝑏)4
12
𝐼 =(45 ∗ 10−3𝑚)4
12−
(43 ∗ 10−3𝑚)4
12
𝐼 = 5.6819𝑋10−8𝑚4
Se determina una relación de esbeltez para determinar las características de la columna, esta relación indica si la columna es corta, intermedia o larga.
𝐾 = √𝐼
𝐴… (𝐸𝑐. 4.16)
De donde: 𝐾: radio de giro de la columna cuando se encuentra pandeada 𝐼:inercia de la sección transversal 𝐴: área de la sección transversal
𝐾 = √5.6819𝑋10−8𝑚4
0.246𝑚2= 0.01512
FIGURA 4.16.: Tipos de empotramiento Fuente: diseño de máquinas, Norton.
En este caso los soportes de la bancada se encuentran con un empotramiento en la parte superior y libre en la inferior, los cálculos han sido realizados en condiciones ideales.
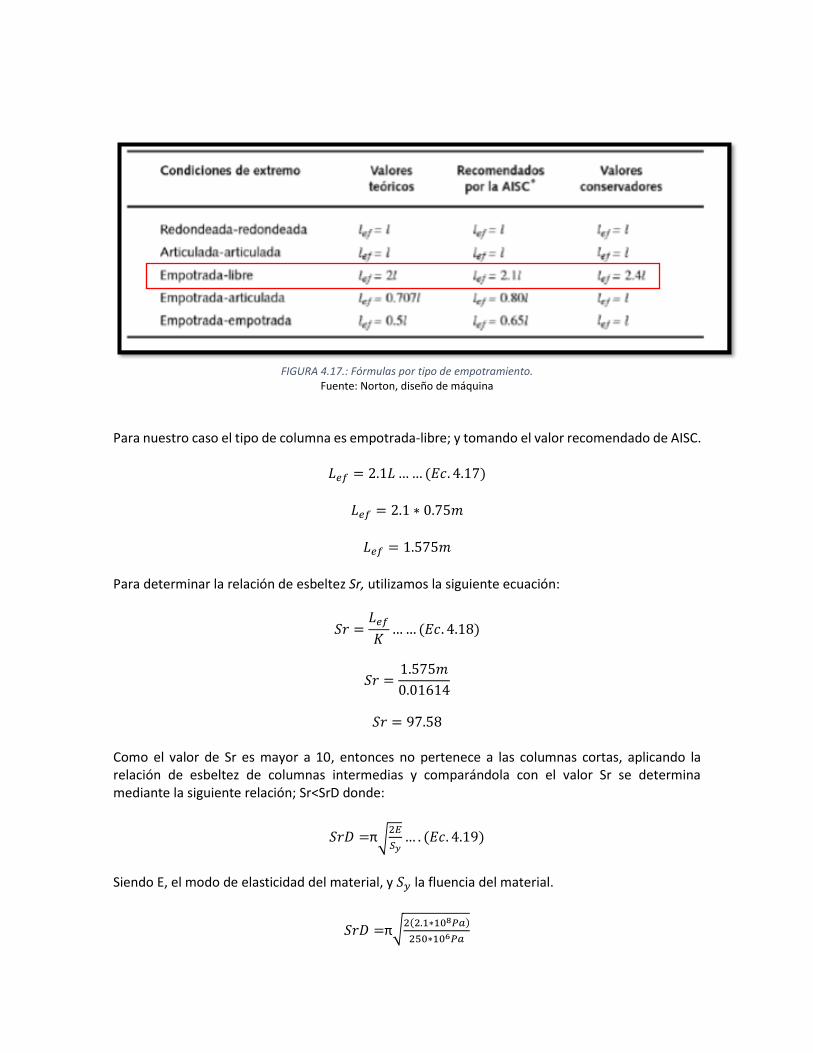
FIGURA 4.17.: Fórmulas por tipo de empotramiento.
Fuente: Norton, diseño de máquina
Para nuestro caso el tipo de columna es empotrada-libre; y tomando el valor recomendado de AISC.
𝐿𝑒𝑓 = 2.1𝐿 … … (𝐸𝑐. 4.17)
𝐿𝑒𝑓 = 2.1 ∗ 0.75𝑚
𝐿𝑒𝑓 = 1.575𝑚
Para determinar la relación de esbeltez Sr, utilizamos la siguiente ecuación:
𝑆𝑟 =𝐿𝑒𝑓
𝐾… … (𝐸𝑐. 4.18)
𝑆𝑟 =1.575𝑚
0.01614
𝑆𝑟 = 97.58
Como el valor de Sr es mayor a 10, entonces no pertenece a las columnas cortas, aplicando la relación de esbeltez de columnas intermedias y comparándola con el valor Sr se determina mediante la siguiente relación; Sr<SrD donde:
𝑆𝑟𝐷 =π√2𝐸
𝑆𝑦… . (𝐸𝑐. 4.19)
Siendo E, el modo de elasticidad del material, y 𝑆𝑦 la fluencia del material.
𝑆𝑟𝐷 =π√2(2.1∗108𝑃𝑎)
250∗106𝑃𝑎

𝑆𝑟𝐷 = 127.84
Con ello determinamos que SrD es mayor que Sr por lo tanto, pertenece a columnas intermedias, se procede a aplicar la ecuación apropiada para proporcionar un modelo de fallas razonable.
𝑃𝑐𝑟
𝐴= 𝑆𝑦 −
1
𝐸(
𝑆𝑦 ∗ 𝑆𝑟
2π)
2
… (𝐸𝑐. 4.20)
𝑃𝑐𝑟es la fuerza crítica de la columna. Al ser la carga por unidad de área podemos reemplazar en la ecuación siguiente:
σ = 𝑆𝑦 −1
𝐸(
𝑆𝑦 ∗ 𝑆𝑟
2𝜋)
2
… (𝐸𝑐. 4.21)
σ = 250x106𝑃𝑎 −1
2.1𝑋108𝑃𝑎(
250x106𝑃𝑎 ∗ 97.58
2𝜋)
2
σ = 190.7MPa
ahora compararemos la fluencia calculada con la fluencia del material, utilizando la ecuación 4.8:
𝑆𝑦 = 190.7𝑀𝑃𝑎 ∗ 2
𝑆𝑦 = 381.4𝑀𝑃𝑎
El esfuerzo de fluencia del material es de 250 MPa y el calculado es de 190.7𝑀𝑃𝑎 Mpa por lo tanto se concluiría que no sufrirá ningún pandeo, tomando en cuenta el factor de seguridad este duplica el esfuerzo, por lo tanto, se decide poner un soporte a la estructura para mayor rigidez de los soportes.
➢ Cálculo de los esfuerzos en el tornillo de potencia:
Igualmente, que antes, se hallan los cálculos para el tornillo de potencia longitudinal.
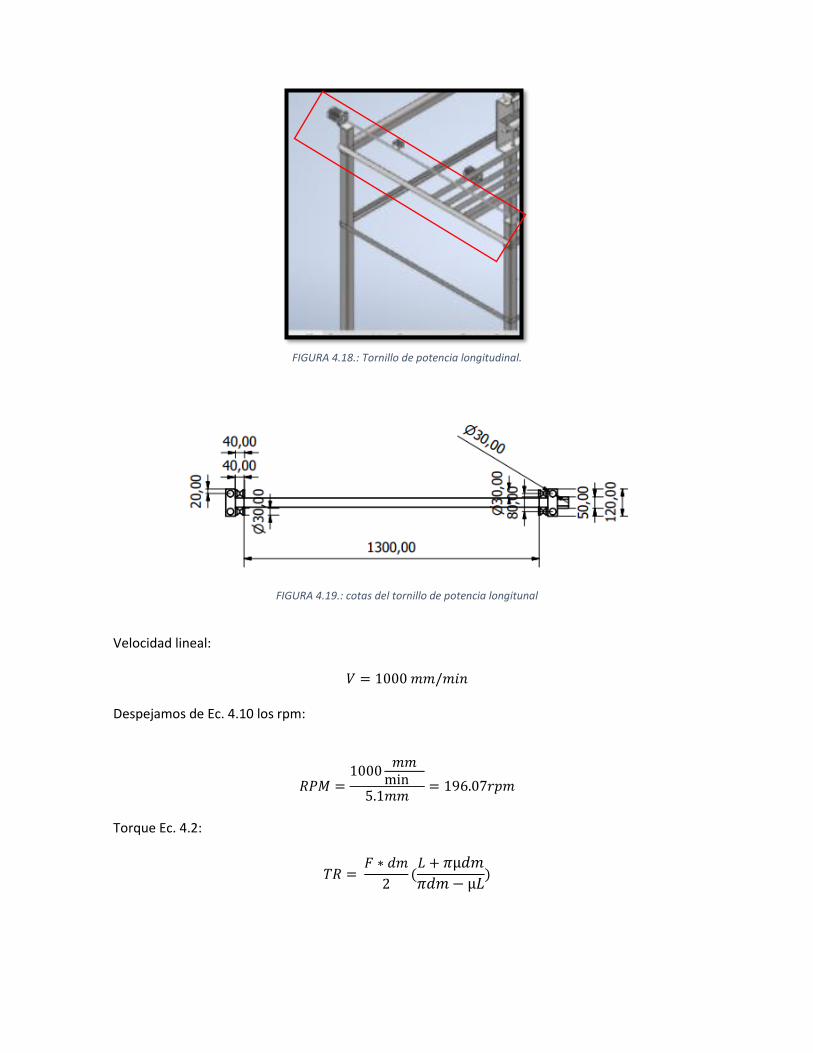
FIGURA 4.18.: Tornillo de potencia longitudinal.
FIGURA 4.19.: cotas del tornillo de potencia longitunal
Velocidad lineal:
𝑉 = 1000 𝑚𝑚/𝑚𝑖𝑛 Despejamos de Ec. 4.10 los rpm:
𝑅𝑃𝑀 =1000
𝑚𝑚min
5.1𝑚𝑚= 196.07𝑟𝑝𝑚
Torque Ec. 4.2:
𝑇𝑅 = 𝐹 ∗ 𝑑𝑚
2(
𝐿 + 𝜋µ𝑑𝑚
𝜋𝑑𝑚 − µ𝐿)

𝑇𝑅 =1341.73𝑁 ∗ 11.43𝑚𝑚
2(
2.54𝑚𝑚 + 𝜋(0.17)(11.43𝑚𝑚)
𝜋(11.43𝑚𝑚) − (0.17)(2.54𝑚𝑚))
𝑇𝑅 = 0.1868𝑁𝑚
Esfuerzo cortante Ecu. 4.3
τ =16(0.1868𝑁𝑚)
𝜋(10.16𝑚𝑚)3
τ = 907.12KPa
Esfuerzo axial Ecu. 4.4
F = 7.93𝑘𝑔 ∗ 9.8 = 77.79𝑁
σ =4(77.79𝑁)
𝜋(10.16𝑚𝑚)3
σ = 758.158KPa
Esfuerzo Principal Ecu. 4.5
σ =758.158KPa
2± √(
758.158𝐾𝑃𝑎
2)
2
+ (907.12𝐾𝑃𝑎)2
σ1 = 1.362𝑀𝑃𝑎
σ2 = −0.604𝑀𝑃𝑎
Fluencia Ecu. 4.8
σ, = √(1.362𝑀𝑃𝑎)2 − (1.362𝑀𝑃𝑎 ∗ (−0.604𝑀𝑃𝑎)) + (−0.604𝑀Pa)2
𝑆𝑦 = 1.521𝑀𝑃𝑎 ∗ 2
𝑆𝑦 = 3.042𝑀𝑃𝑎
De la misma manera que ocurre con los tornillos de potencia de los sistemas anteriores, los esfuerzos a los que está sometido no supera la resistencia del material.
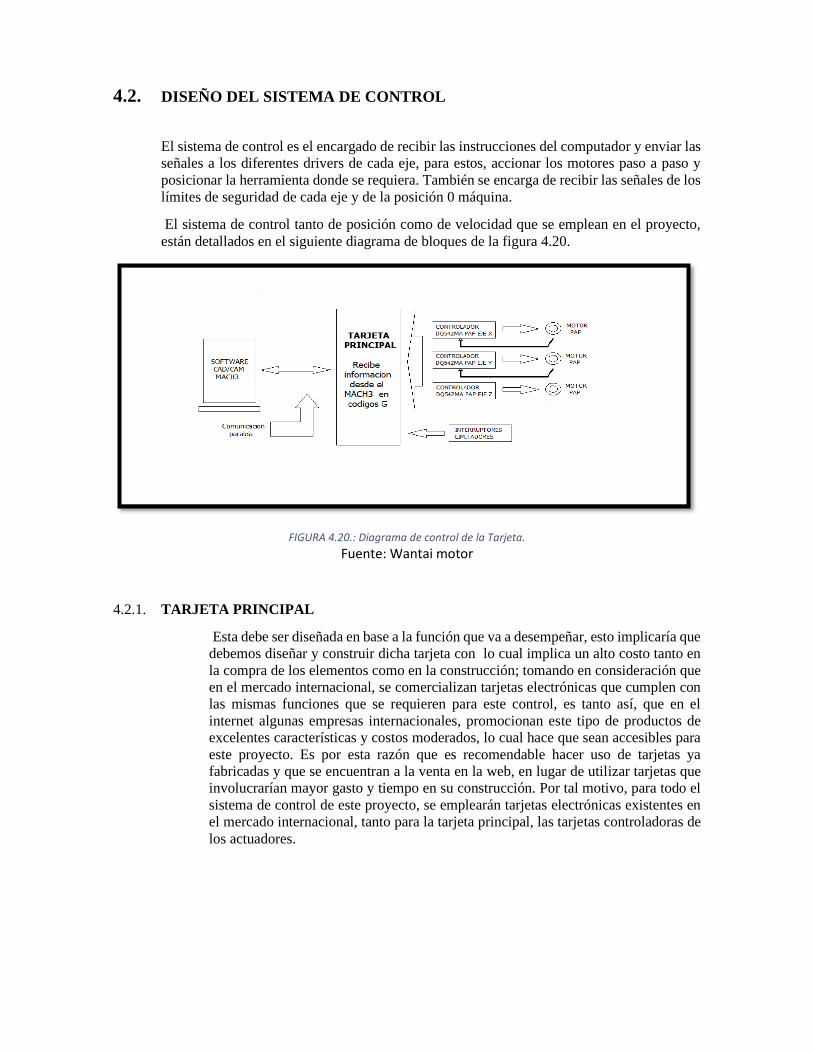
4.2. DISEÑO DEL SISTEMA DE CONTROL
El sistema de control es el encargado de recibir las instrucciones del computador y enviar las
señales a los diferentes drivers de cada eje, para estos, accionar los motores paso a paso y
posicionar la herramienta donde se requiera. También se encarga de recibir las señales de los
límites de seguridad de cada eje y de la posición 0 máquina.
El sistema de control tanto de posición como de velocidad que se emplean en el proyecto,
están detallados en el siguiente diagrama de bloques de la figura 4.20.
FIGURA 4.20.: Diagrama de control de la Tarjeta.
Fuente: Wantai motor
4.2.1. TARJETA PRINCIPAL
Esta debe ser diseñada en base a la función que va a desempeñar, esto implicaría que
debemos diseñar y construir dicha tarjeta con lo cual implica un alto costo tanto en
la compra de los elementos como en la construcción; tomando en consideración que
en el mercado internacional, se comercializan tarjetas electrónicas que cumplen con
las mismas funciones que se requieren para este control, es tanto así, que en el
internet algunas empresas internacionales, promocionan este tipo de productos de
excelentes características y costos moderados, lo cual hace que sean accesibles para
este proyecto. Es por esta razón que es recomendable hacer uso de tarjetas ya
fabricadas y que se encuentran a la venta en la web, en lugar de utilizar tarjetas que
involucrarían mayor gasto y tiempo en su construcción. Por tal motivo, para todo el
sistema de control de este proyecto, se emplearán tarjetas electrónicas existentes en
el mercado internacional, tanto para la tarjeta principal, las tarjetas controladoras de
los actuadores.
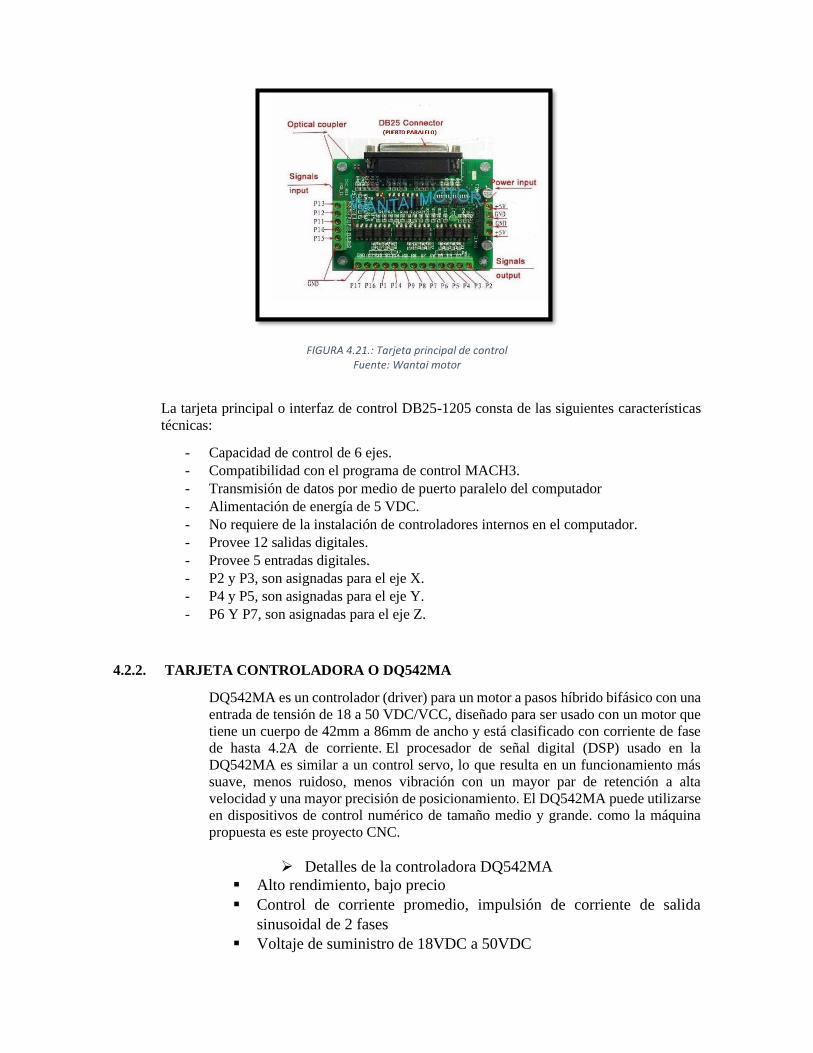
FIGURA 4.21.: Tarjeta principal de control Fuente: Wantai motor
La tarjeta principal o interfaz de control DB25-1205 consta de las siguientes características
técnicas:
- Capacidad de control de 6 ejes.
- Compatibilidad con el programa de control MACH3.
- Transmisión de datos por medio de puerto paralelo del computador
- Alimentación de energía de 5 VDC.
- No requiere de la instalación de controladores internos en el computador.
- Provee 12 salidas digitales.
- Provee 5 entradas digitales.
- P2 y P3, son asignadas para el eje X.
- P4 y P5, son asignadas para el eje Y.
- P6 Y P7, son asignadas para el eje Z.
4.2.2. TARJETA CONTROLADORA O DQ542MA
DQ542MA es un controlador (driver) para un motor a pasos híbrido bifásico con una
entrada de tensión de 18 a 50 VDC/VCC, diseñado para ser usado con un motor que
tiene un cuerpo de 42mm a 86mm de ancho y está clasificado con corriente de fase
de hasta 4.2A de corriente. El procesador de señal digital (DSP) usado en la
DQ542MA es similar a un control servo, lo que resulta en un funcionamiento más
suave, menos ruidoso, menos vibración con un mayor par de retención a alta
velocidad y una mayor precisión de posicionamiento. El DQ542MA puede utilizarse
en dispositivos de control numérico de tamaño medio y grande. como la máquina
propuesta es este proyecto CNC.
➢ Detalles de la controladora DQ542MA
▪ Alto rendimiento, bajo precio
▪ Control de corriente promedio, impulsión de corriente de salida
sinusoidal de 2 fases
▪ Voltaje de suministro de 18VDC a 50VDC
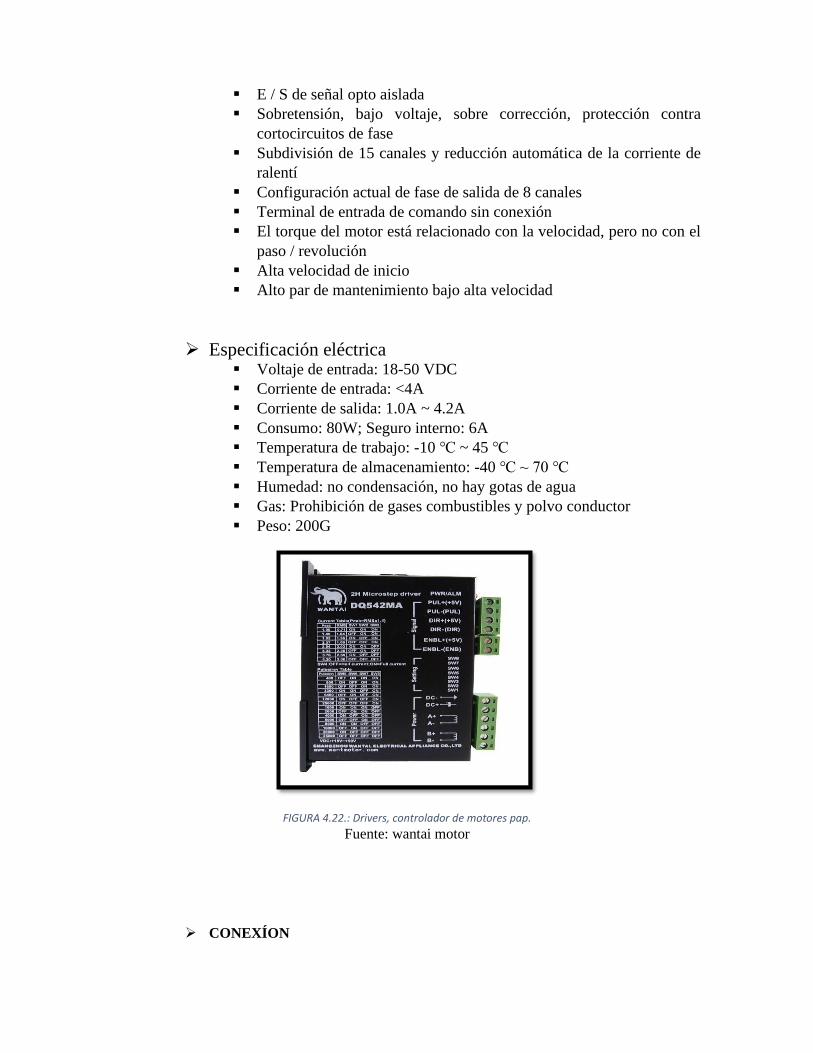
▪ E / S de señal opto aislada
▪ Sobretensión, bajo voltaje, sobre corrección, protección contra
cortocircuitos de fase
▪ Subdivisión de 15 canales y reducción automática de la corriente de
ralentí
▪ Configuración actual de fase de salida de 8 canales
▪ Terminal de entrada de comando sin conexión
▪ El torque del motor está relacionado con la velocidad, pero no con el
paso / revolución
▪ Alta velocidad de inicio
▪ Alto par de mantenimiento bajo alta velocidad
➢ Especificación eléctrica ▪ Voltaje de entrada: 18-50 VDC
▪ Corriente de entrada: <4A
▪ Corriente de salida: 1.0A ~ 4.2A
▪ Consumo: 80W; Seguro interno: 6A
▪ Temperatura de trabajo: -10 ℃ ~ 45 ℃
▪ Temperatura de almacenamiento: -40 ℃ ~ 70 ℃
▪ Humedad: no condensación, no hay gotas de agua
▪ Gas: Prohibición de gases combustibles y polvo conductor
▪ Peso: 200G
FIGURA 4.22.: Drivers, controlador de motores pap.
Fuente: wantai motor
➢ CONEXÍON
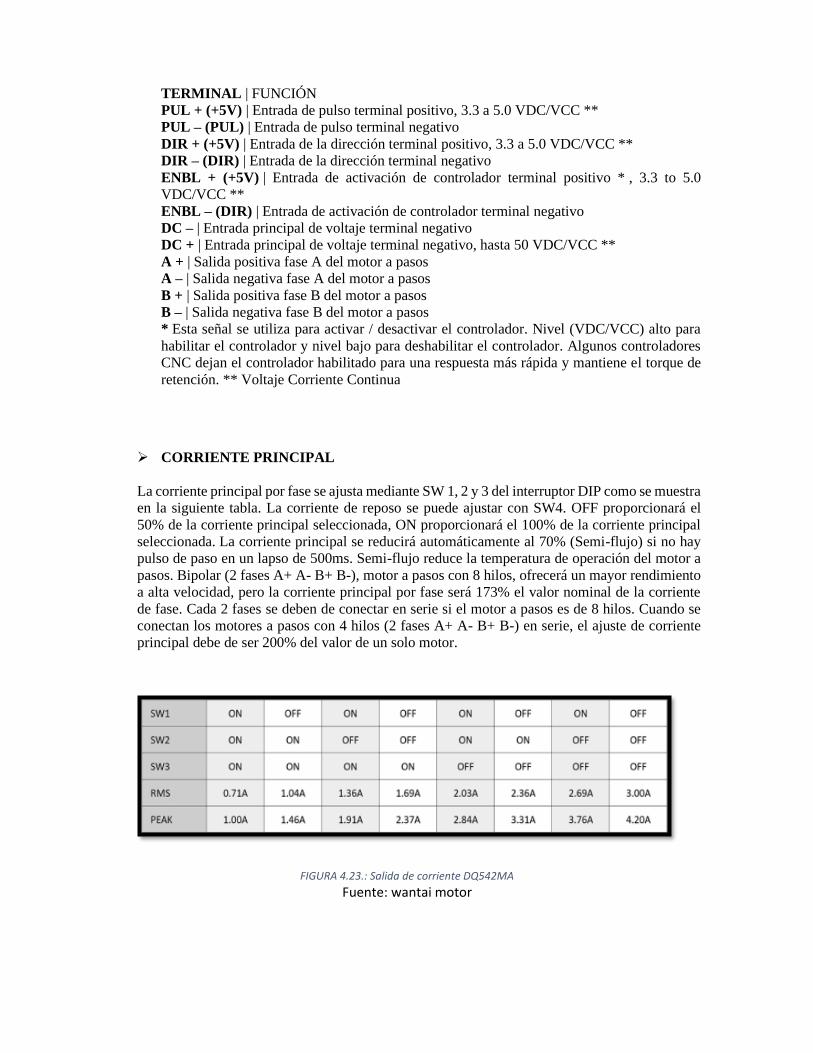
TERMINAL | FUNCIÓN
PUL + (+5V) | Entrada de pulso terminal positivo, 3.3 a 5.0 VDC/VCC **
PUL – (PUL) | Entrada de pulso terminal negativo
DIR + (+5V) | Entrada de la dirección terminal positivo, 3.3 a 5.0 VDC/VCC **
DIR – (DIR) | Entrada de la dirección terminal negativo
ENBL + (+5V) | Entrada de activación de controlador terminal positivo * , 3.3 to 5.0
VDC/VCC **
ENBL – (DIR) | Entrada de activación de controlador terminal negativo
DC – | Entrada principal de voltaje terminal negativo
DC + | Entrada principal de voltaje terminal negativo, hasta 50 VDC/VCC **
A + | Salida positiva fase A del motor a pasos
A – | Salida negativa fase A del motor a pasos
B + | Salida positiva fase B del motor a pasos
B – | Salida negativa fase B del motor a pasos
* Esta señal se utiliza para activar / desactivar el controlador. Nivel (VDC/VCC) alto para
habilitar el controlador y nivel bajo para deshabilitar el controlador. Algunos controladores
CNC dejan el controlador habilitado para una respuesta más rápida y mantiene el torque de
retención. ** Voltaje Corriente Continua
➢ CORRIENTE PRINCIPAL
La corriente principal por fase se ajusta mediante SW 1, 2 y 3 del interruptor DIP como se muestra
en la siguiente tabla. La corriente de reposo se puede ajustar con SW4. OFF proporcionará el
50% de la corriente principal seleccionada, ON proporcionará el 100% de la corriente principal
seleccionada. La corriente principal se reducirá automáticamente al 70% (Semi-flujo) si no hay
pulso de paso en un lapso de 500ms. Semi-flujo reduce la temperatura de operación del motor a
pasos. Bipolar (2 fases A+ A- B+ B-), motor a pasos con 8 hilos, ofrecerá un mayor rendimiento
a alta velocidad, pero la corriente principal por fase será 173% el valor nominal de la corriente
de fase. Cada 2 fases se deben de conectar en serie si el motor a pasos es de 8 hilos. Cuando se
conectan los motores a pasos con 4 hilos (2 fases A+ A- B+ B-) en serie, el ajuste de corriente
principal debe de ser 200% del valor de un solo motor.
FIGURA 4.23.: Salida de corriente DQ542MA
Fuente: wantai motor
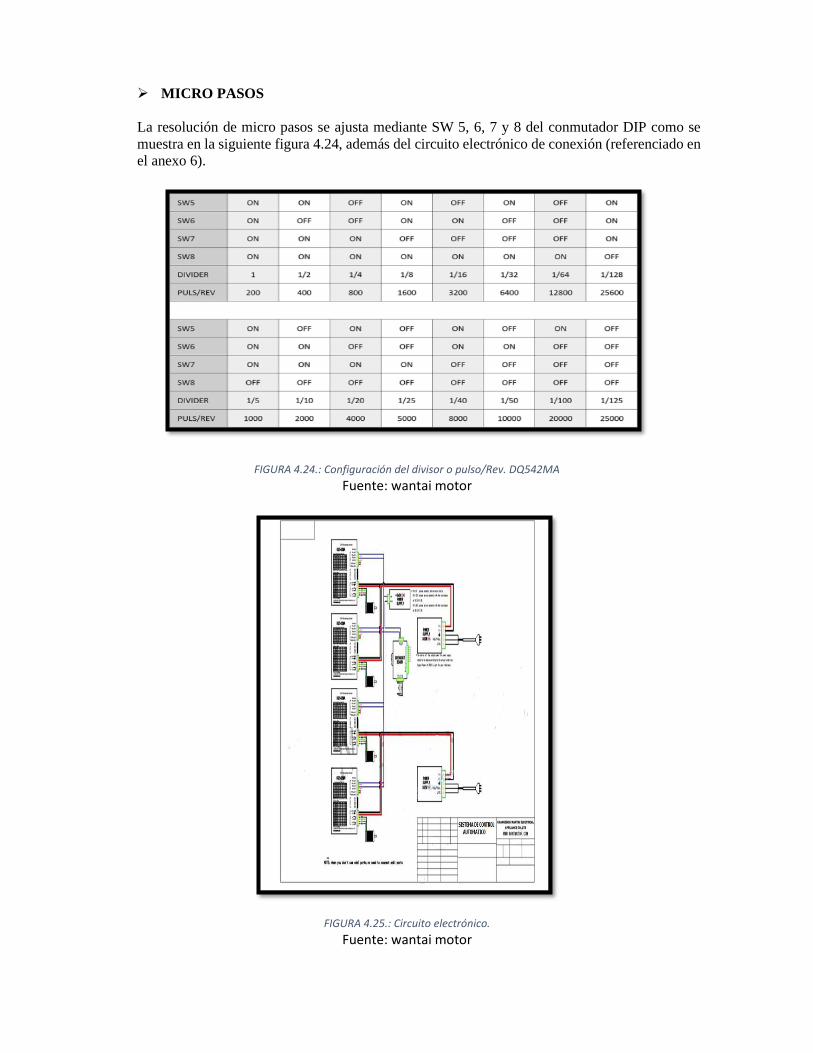
➢ MICRO PASOS
La resolución de micro pasos se ajusta mediante SW 5, 6, 7 y 8 del conmutador DIP como se
muestra en la siguiente figura 4.24, además del circuito electrónico de conexión (referenciado en
el anexo 6).
FIGURA 4.24.: Configuración del divisor o pulso/Rev. DQ542MA
Fuente: wantai motor
FIGURA 4.25.: Circuito electrónico.
Fuente: wantai motor
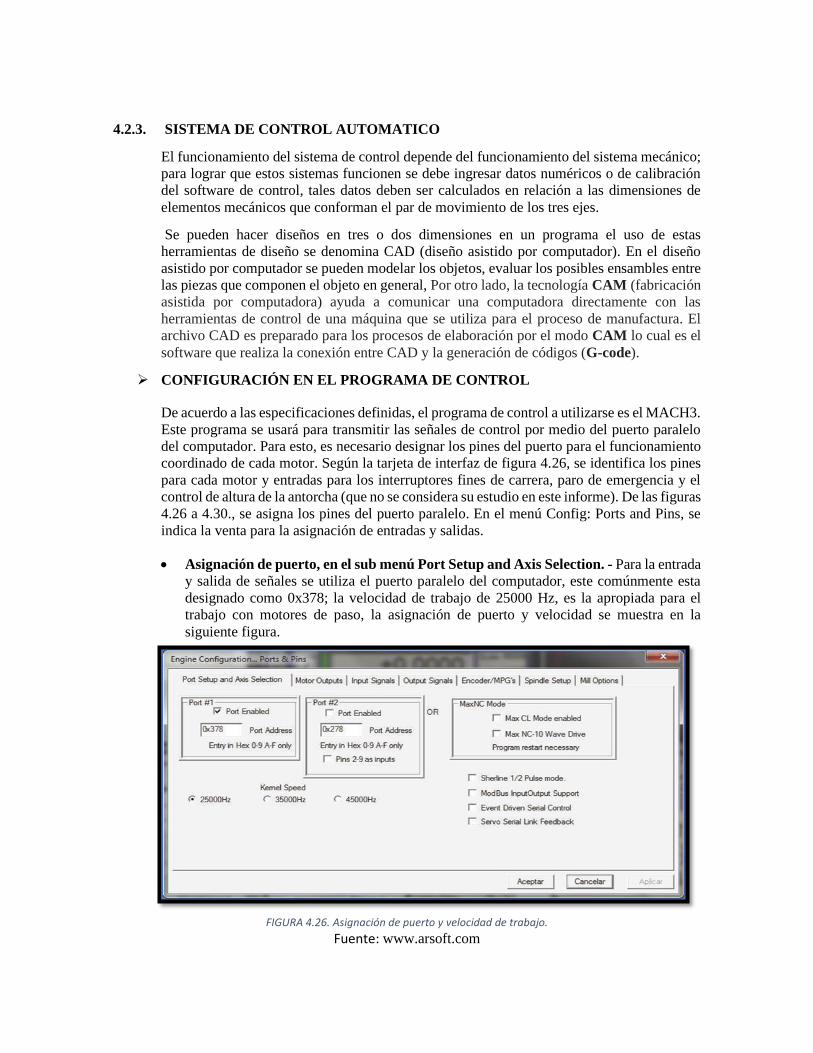
4.2.3. SISTEMA DE CONTROL AUTOMATICO
El funcionamiento del sistema de control depende del funcionamiento del sistema mecánico;
para lograr que estos sistemas funcionen se debe ingresar datos numéricos o de calibración
del software de control, tales datos deben ser calculados en relación a las dimensiones de
elementos mecánicos que conforman el par de movimiento de los tres ejes.
Se pueden hacer diseños en tres o dos dimensiones en un programa el uso de estas
herramientas de diseño se denomina CAD (diseño asistido por computador). En el diseño
asistido por computador se pueden modelar los objetos, evaluar los posibles ensambles entre
las piezas que componen el objeto en general, Por otro lado, la tecnología CAM (fabricación
asistida por computadora) ayuda a comunicar una computadora directamente con las
herramientas de control de una máquina que se utiliza para el proceso de manufactura. El
archivo CAD es preparado para los procesos de elaboración por el modo CAM lo cual es el
software que realiza la conexión entre CAD y la generación de códigos (G-code).
➢ CONFIGURACIÓN EN EL PROGRAMA DE CONTROL
De acuerdo a las especificaciones definidas, el programa de control a utilizarse es el MACH3.
Este programa se usará para transmitir las señales de control por medio del puerto paralelo
del computador. Para esto, es necesario designar los pines del puerto para el funcionamiento
coordinado de cada motor. Según la tarjeta de interfaz de figura 4.26, se identifica los pines
para cada motor y entradas para los interruptores fines de carrera, paro de emergencia y el
control de altura de la antorcha (que no se considera su estudio en este informe). De las figuras
4.26 a 4.30., se asigna los pines del puerto paralelo. En el menú Config: Ports and Pins, se
indica la venta para la asignación de entradas y salidas.
• Asignación de puerto, en el sub menú Port Setup and Axis Selection. - Para la entrada
y salida de señales se utiliza el puerto paralelo del computador, este comúnmente esta
designado como 0x378; la velocidad de trabajo de 25000 Hz, es la apropiada para el
trabajo con motores de paso, la asignación de puerto y velocidad se muestra en la
siguiente figura.
FIGURA 4.26. Asignación de puerto y velocidad de trabajo.
Fuente: www.arsoft.com
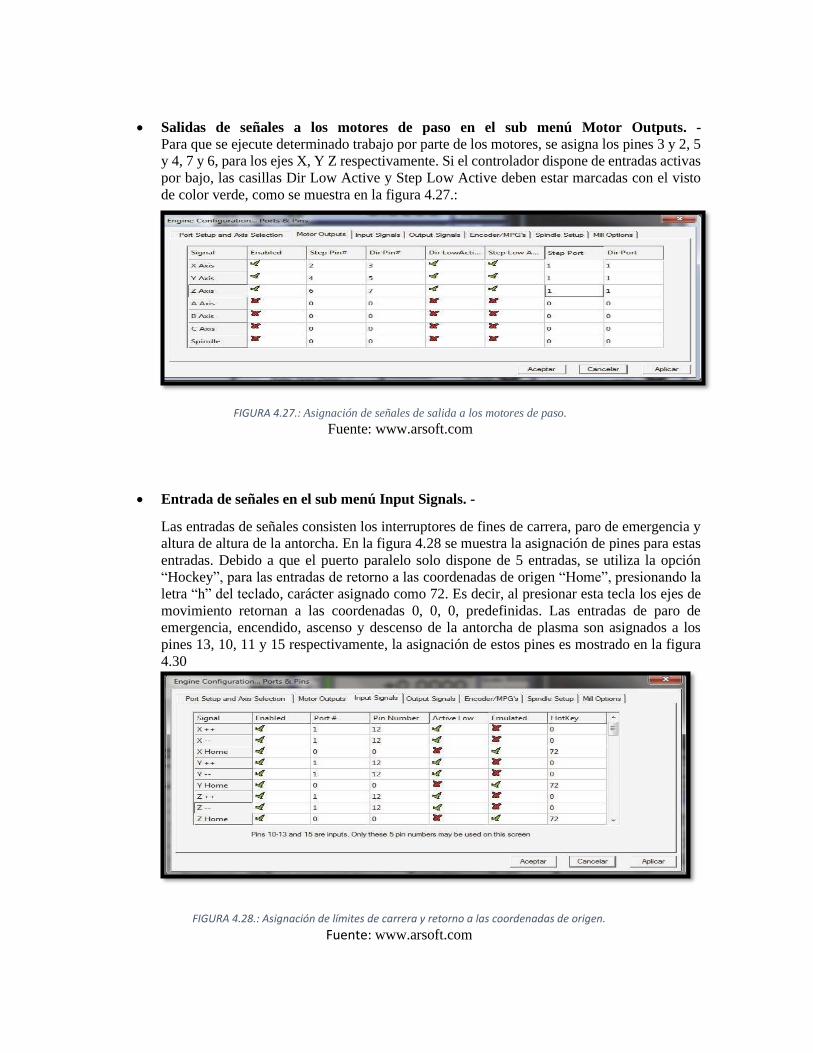
• Salidas de señales a los motores de paso en el sub menú Motor Outputs. -
Para que se ejecute determinado trabajo por parte de los motores, se asigna los pines 3 y 2, 5
y 4, 7 y 6, para los ejes X, Y Z respectivamente. Si el controlador dispone de entradas activas
por bajo, las casillas Dir Low Active y Step Low Active deben estar marcadas con el visto
de color verde, como se muestra en la figura 4.27.:
• Entrada de señales en el sub menú Input Signals. -
Las entradas de señales consisten los interruptores de fines de carrera, paro de emergencia y
altura de altura de la antorcha. En la figura 4.28 se muestra la asignación de pines para estas
entradas. Debido a que el puerto paralelo solo dispone de 5 entradas, se utiliza la opción
“Hockey”, para las entradas de retorno a las coordenadas de origen “Home”, presionando la
letra “h” del teclado, carácter asignado como 72. Es decir, al presionar esta tecla los ejes de
movimiento retornan a las coordenadas 0, 0, 0, predefinidas. Las entradas de paro de
emergencia, encendido, ascenso y descenso de la antorcha de plasma son asignados a los
pines 13, 10, 11 y 15 respectivamente, la asignación de estos pines es mostrado en la figura
4.30
FIGURA 4.28.: Asignación de límites de carrera y retorno a las coordenadas de origen.
Fuente: www.arsoft.com
FIGURA 4.27.: Asignación de señales de salida a los motores de paso.
Fuente: www.arsoft.com
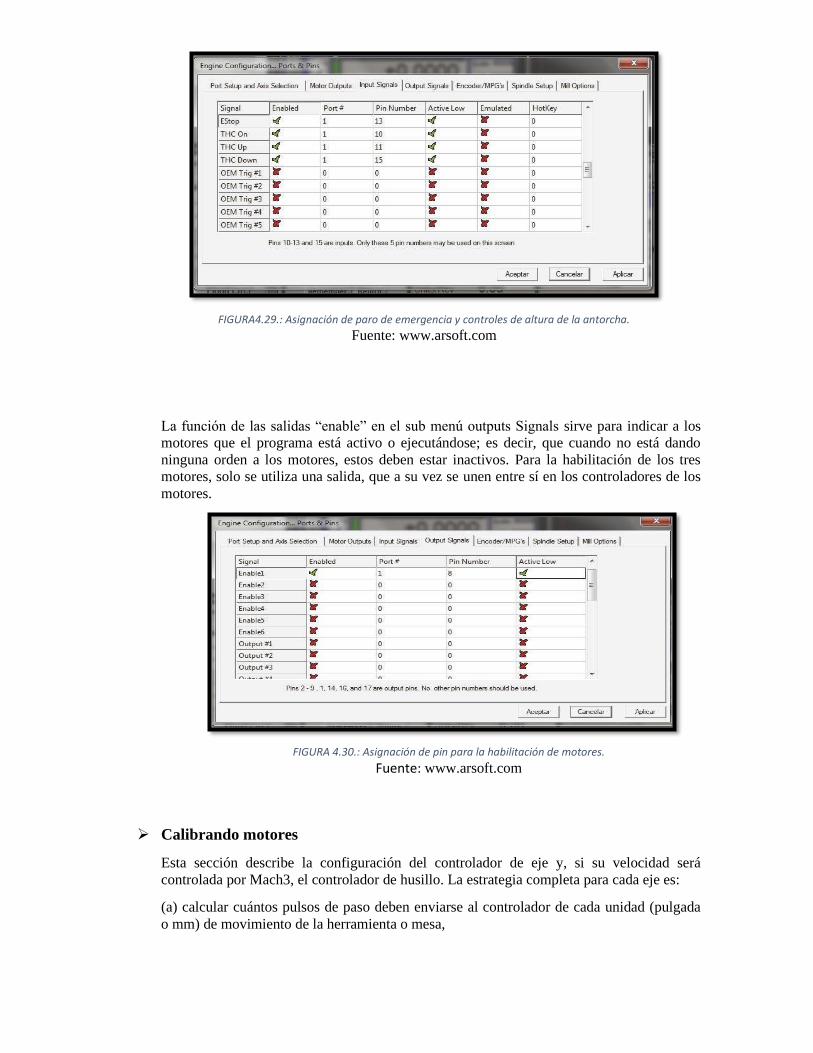
La función de las salidas “enable” en el sub menú outputs Signals sirve para indicar a los
motores que el programa está activo o ejecutándose; es decir, que cuando no está dando
ninguna orden a los motores, estos deben estar inactivos. Para la habilitación de los tres
motores, solo se utiliza una salida, que a su vez se unen entre sí en los controladores de los
motores.
➢ Calibrando motores
Esta sección describe la configuración del controlador de eje y, si su velocidad será
controlada por Mach3, el controlador de husillo. La estrategia completa para cada eje es:
(a) calcular cuántos pulsos de paso deben enviarse al controlador de cada unidad (pulgada
o mm) de movimiento de la herramienta o mesa,
FIGURA4.29.: Asignación de paro de emergencia y controles de altura de la antorcha.
Fuente: www.arsoft.com
FIGURA 4.30.: Asignación de pin para la habilitación de motores.
Fuente: www.arsoft.com
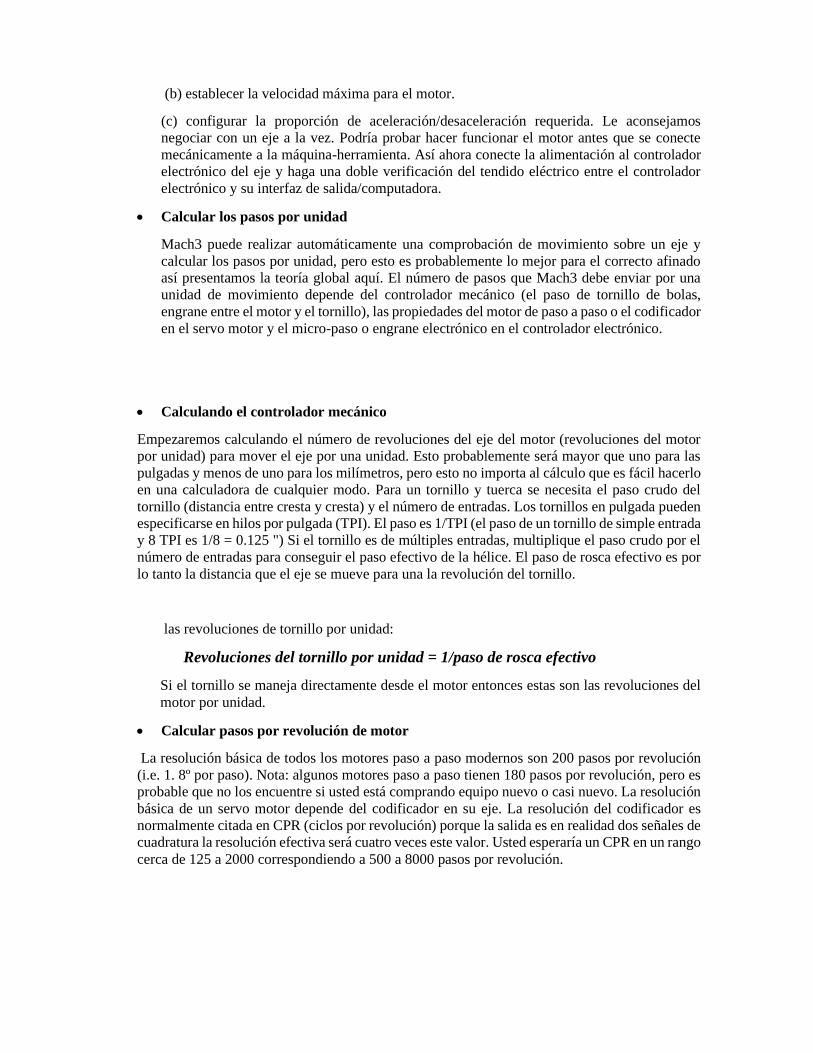
(b) establecer la velocidad máxima para el motor.
(c) configurar la proporción de aceleración/desaceleración requerida. Le aconsejamos
negociar con un eje a la vez. Podría probar hacer funcionar el motor antes que se conecte
mecánicamente a la máquina-herramienta. Así ahora conecte la alimentación al controlador
electrónico del eje y haga una doble verificación del tendido eléctrico entre el controlador
electrónico y su interfaz de salida/computadora.
• Calcular los pasos por unidad
Mach3 puede realizar automáticamente una comprobación de movimiento sobre un eje y
calcular los pasos por unidad, pero esto es probablemente lo mejor para el correcto afinado
así presentamos la teoría global aquí. El número de pasos que Mach3 debe enviar por una
unidad de movimiento depende del controlador mecánico (el paso de tornillo de bolas,
engrane entre el motor y el tornillo), las propiedades del motor de paso a paso o el codificador
en el servo motor y el micro-paso o engrane electrónico en el controlador electrónico.
• Calculando el controlador mecánico
Empezaremos calculando el número de revoluciones del eje del motor (revoluciones del motor
por unidad) para mover el eje por una unidad. Esto probablemente será mayor que uno para las
pulgadas y menos de uno para los milímetros, pero esto no importa al cálculo que es fácil hacerlo
en una calculadora de cualquier modo. Para un tornillo y tuerca se necesita el paso crudo del
tornillo (distancia entre cresta y cresta) y el número de entradas. Los tornillos en pulgada pueden
especificarse en hilos por pulgada (TPI). El paso es 1/TPI (el paso de un tornillo de simple entrada
y 8 TPI es 1/8 = 0.125 ") Si el tornillo es de múltiples entradas, multiplique el paso crudo por el
número de entradas para conseguir el paso efectivo de la hélice. El paso de rosca efectivo es por
lo tanto la distancia que el eje se mueve para una la revolución del tornillo.
las revoluciones de tornillo por unidad:
Revoluciones del tornillo por unidad = 1/paso de rosca efectivo
Si el tornillo se maneja directamente desde el motor entonces estas son las revoluciones del
motor por unidad.
• Calcular pasos por revolución de motor
La resolución básica de todos los motores paso a paso modernos son 200 pasos por revolución
(i.e. 1. 8º por paso). Nota: algunos motores paso a paso tienen 180 pasos por revolución, pero es
probable que no los encuentre si usted está comprando equipo nuevo o casi nuevo. La resolución
básica de un servo motor depende del codificador en su eje. La resolución del codificador es
normalmente citada en CPR (ciclos por revolución) porque la salida es en realidad dos señales de
cuadratura la resolución efectiva será cuatro veces este valor. Usted esperaría un CPR en un rango
cerca de 125 a 2000 correspondiendo a 500 a 8000 pasos por revolución.
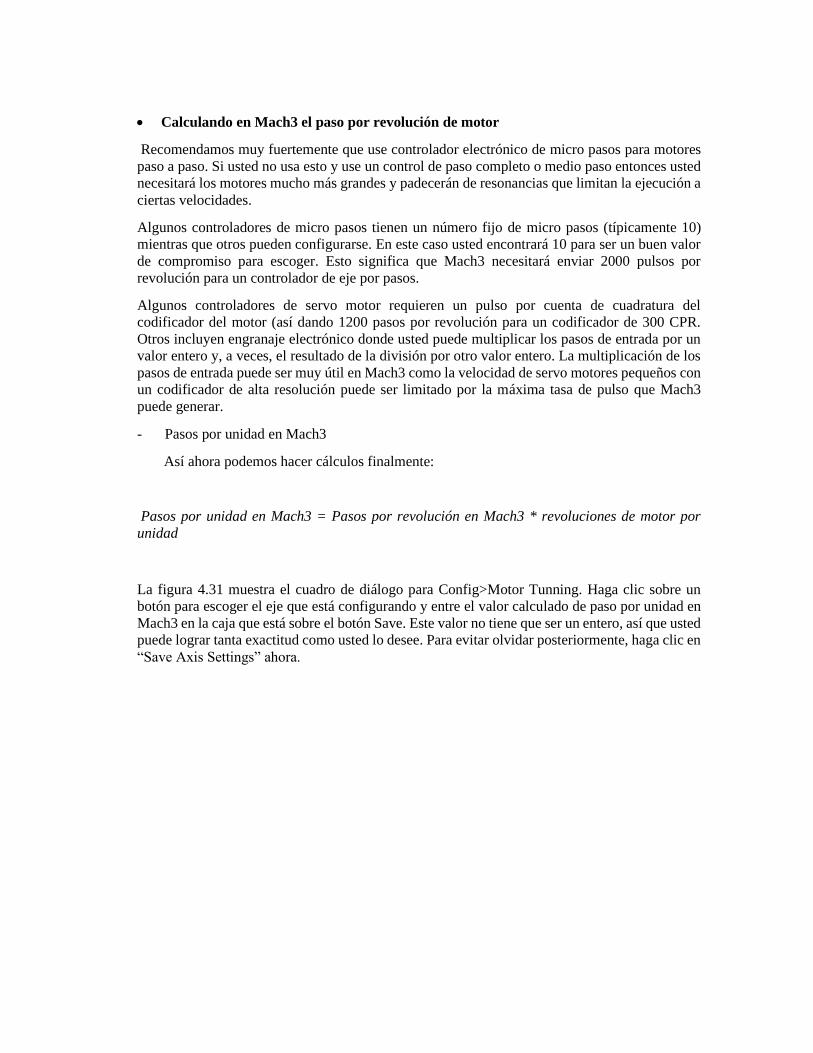
• Calculando en Mach3 el paso por revolución de motor
Recomendamos muy fuertemente que use controlador electrónico de micro pasos para motores
paso a paso. Si usted no usa esto y use un control de paso completo o medio paso entonces usted
necesitará los motores mucho más grandes y padecerán de resonancias que limitan la ejecución a
ciertas velocidades.
Algunos controladores de micro pasos tienen un número fijo de micro pasos (típicamente 10)
mientras que otros pueden configurarse. En este caso usted encontrará 10 para ser un buen valor
de compromiso para escoger. Esto significa que Mach3 necesitará enviar 2000 pulsos por
revolución para un controlador de eje por pasos.
Algunos controladores de servo motor requieren un pulso por cuenta de cuadratura del
codificador del motor (así dando 1200 pasos por revolución para un codificador de 300 CPR.
Otros incluyen engranaje electrónico donde usted puede multiplicar los pasos de entrada por un
valor entero y, a veces, el resultado de la división por otro valor entero. La multiplicación de los
pasos de entrada puede ser muy útil en Mach3 como la velocidad de servo motores pequeños con
un codificador de alta resolución puede ser limitado por la máxima tasa de pulso que Mach3
puede generar.
- Pasos por unidad en Mach3
Así ahora podemos hacer cálculos finalmente:
Pasos por unidad en Mach3 = Pasos por revolución en Mach3 * revoluciones de motor por
unidad
La figura 4.31 muestra el cuadro de diálogo para Config>Motor Tunning. Haga clic sobre un
botón para escoger el eje que está configurando y entre el valor calculado de paso por unidad en
Mach3 en la caja que está sobre el botón Save. Este valor no tiene que ser un entero, así que usted
puede lograr tanta exactitud como usted lo desee. Para evitar olvidar posteriormente, haga clic en
“Save Axis Settings” ahora.
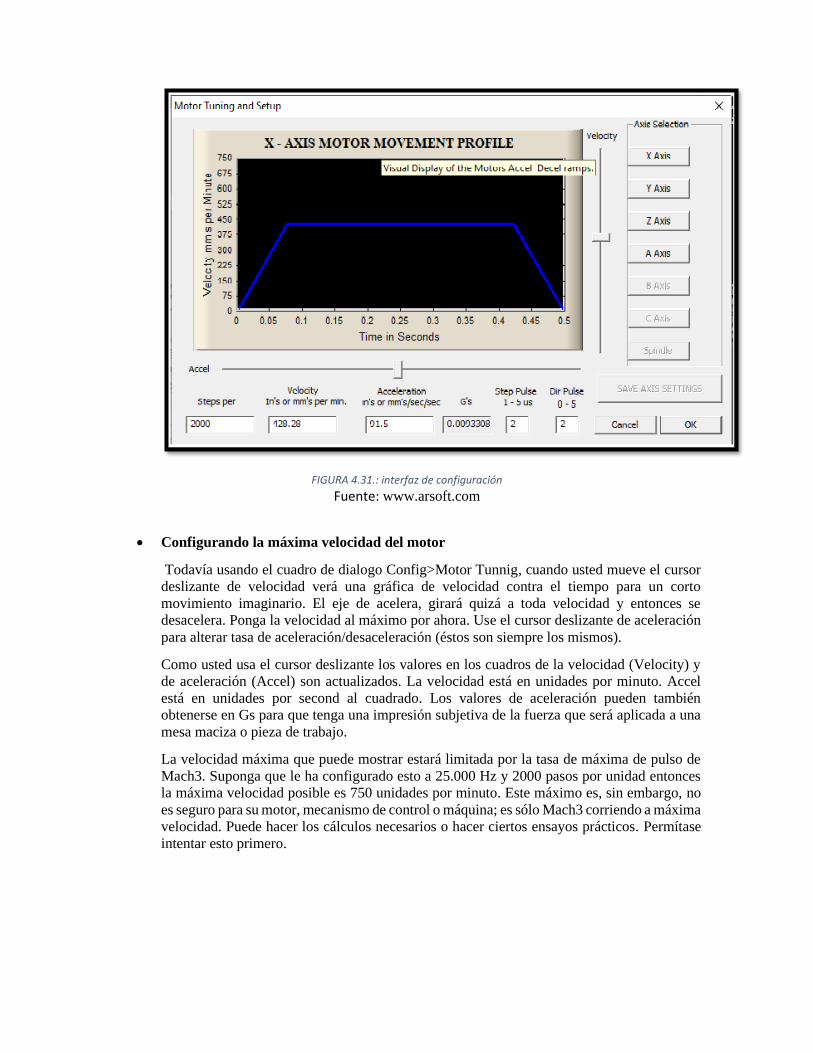
FIGURA 4.31.: interfaz de configuración
Fuente: www.arsoft.com
• Configurando la máxima velocidad del motor
Todavía usando el cuadro de dialogo Config>Motor Tunnig, cuando usted mueve el cursor
deslizante de velocidad verá una gráfica de velocidad contra el tiempo para un corto
movimiento imaginario. El eje de acelera, girará quizá a toda velocidad y entonces se
desacelera. Ponga la velocidad al máximo por ahora. Use el cursor deslizante de aceleración
para alterar tasa de aceleración/desaceleración (éstos son siempre los mismos).
Como usted usa el cursor deslizante los valores en los cuadros de la velocidad (Velocity) y
de aceleración (Accel) son actualizados. La velocidad está en unidades por minuto. Accel
está en unidades por second al cuadrado. Los valores de aceleración pueden también
obtenerse en Gs para que tenga una impresión subjetiva de la fuerza que será aplicada a una
mesa maciza o pieza de trabajo.
La velocidad máxima que puede mostrar estará limitada por la tasa de máxima de pulso de
Mach3. Suponga que le ha configurado esto a 25.000 Hz y 2000 pasos por unidad entonces
la máxima velocidad posible es 750 unidades por minuto. Este máximo es, sin embargo, no
es seguro para su motor, mecanismo de control o máquina; es sólo Mach3 corriendo a máxima
velocidad. Puede hacer los cálculos necesarios o hacer ciertos ensayos prácticos. Permítase
intentar esto primero.
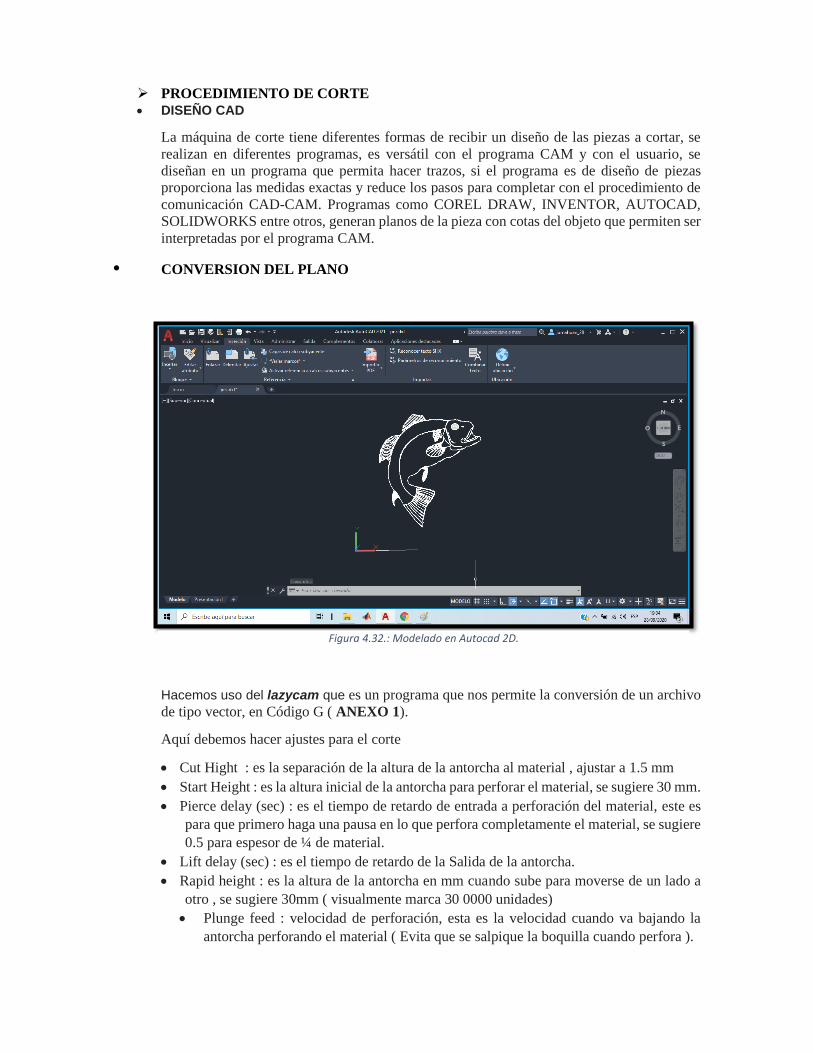
➢ PROCEDIMIENTO DE CORTE
• DISEÑO CAD
La máquina de corte tiene diferentes formas de recibir un diseño de las piezas a cortar, se
realizan en diferentes programas, es versátil con el programa CAM y con el usuario, se
diseñan en un programa que permita hacer trazos, si el programa es de diseño de piezas
proporciona las medidas exactas y reduce los pasos para completar con el procedimiento de
comunicación CAD-CAM. Programas como COREL DRAW, INVENTOR, AUTOCAD,
SOLIDWORKS entre otros, generan planos de la pieza con cotas del objeto que permiten ser
interpretadas por el programa CAM.
• CONVERSION DEL PLANO
Hacemos uso del lazycam que es un programa que nos permite la conversión de un archivo
de tipo vector, en Código G ( ANEXO 1).
Aquí debemos hacer ajustes para el corte
• Cut Hight : es la separación de la altura de la antorcha al material , ajustar a 1.5 mm
• Start Height : es la altura inicial de la antorcha para perforar el material, se sugiere 30 mm.
• Pierce delay (sec) : es el tiempo de retardo de entrada a perforación del material, este es
para que primero haga una pausa en lo que perfora completamente el material, se sugiere
0.5 para espesor de ¼ de material.
• Lift delay (sec) : es el tiempo de retardo de la Salida de la antorcha.
• Rapid height : es la altura de la antorcha en mm cuando sube para moverse de un lado a
otro , se sugiere 30mm ( visualmente marca 30 0000 unidades)
• Plunge feed : velocidad de perforación, esta es la velocidad cuando va bajando la
antorcha perforando el material ( Evita que se salpique la boquilla cuando perfora ).
Figura 4.32.: Modelado en Autocad 2D.
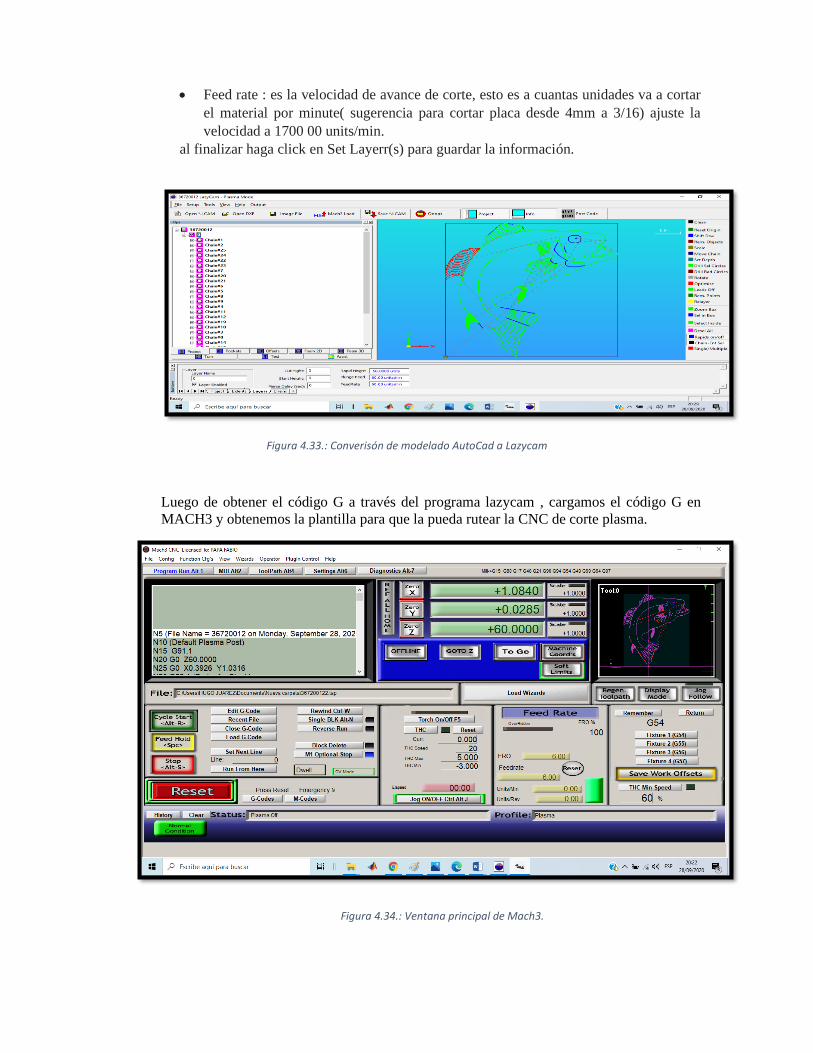
• Feed rate : es la velocidad de avance de corte, esto es a cuantas unidades va a cortar
el material por minute( sugerencia para cortar placa desde 4mm a 3/16) ajuste la
velocidad a 1700 00 units/min.
al finalizar haga click en Set Layerr(s) para guardar la información.
Figura 4.33.: Converisón de modelado AutoCad a Lazycam
Luego de obtener el código G a través del programa lazycam , cargamos el código G en
MACH3 y obtenemos la plantilla para que la pueda rutear la CNC de corte plasma.
Figura 4.34.: Ventana principal de Mach3.
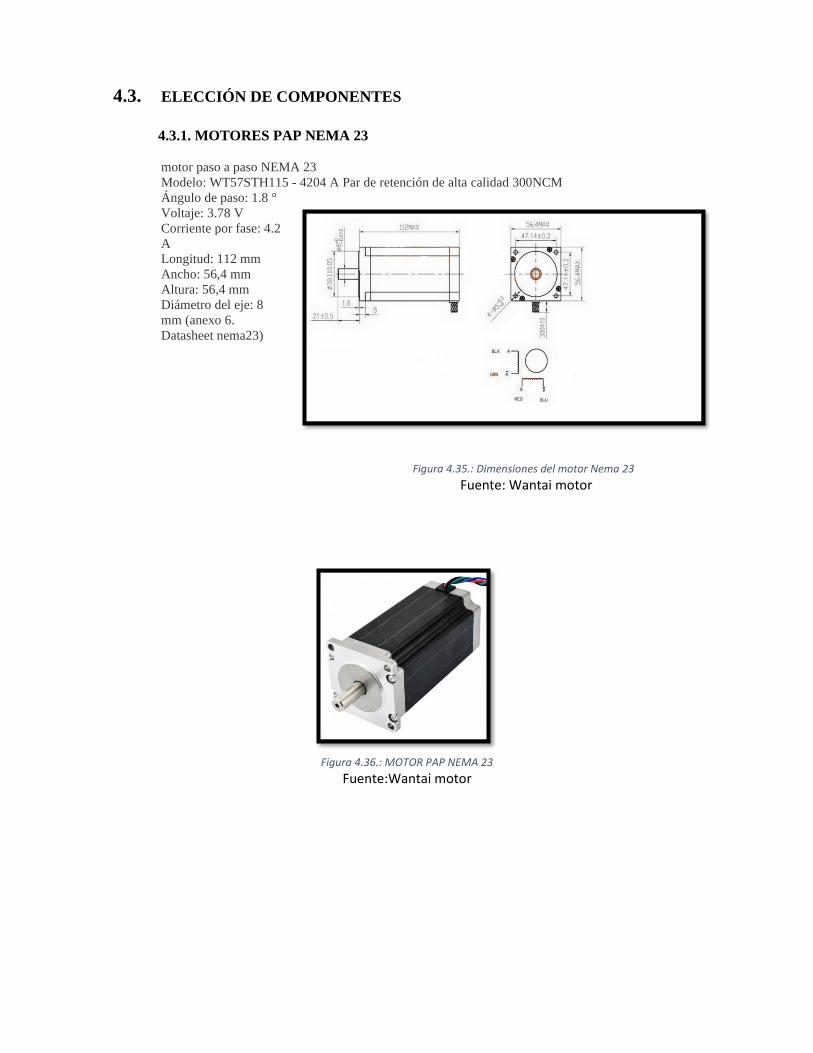
4.3. ELECCIÓN DE COMPONENTES
4.3.1. MOTORES PAP NEMA 23
motor paso a paso NEMA 23
Modelo: WT57STH115 - 4204 A Par de retención de alta calidad 300NCM
Ángulo de paso: 1.8 °
Voltaje: 3.78 V
Corriente por fase: 4.2
A
Longitud: 112 mm
Ancho: 56,4 mm
Altura: 56,4 mm
Diámetro del eje: 8
mm (anexo 6.
Datasheet nema23)
Figura 4.35.: Dimensiones del motor Nema 23
Fuente: Wantai motor
Figura 4.36.: MOTOR PAP NEMA 23
Fuente:Wantai motor
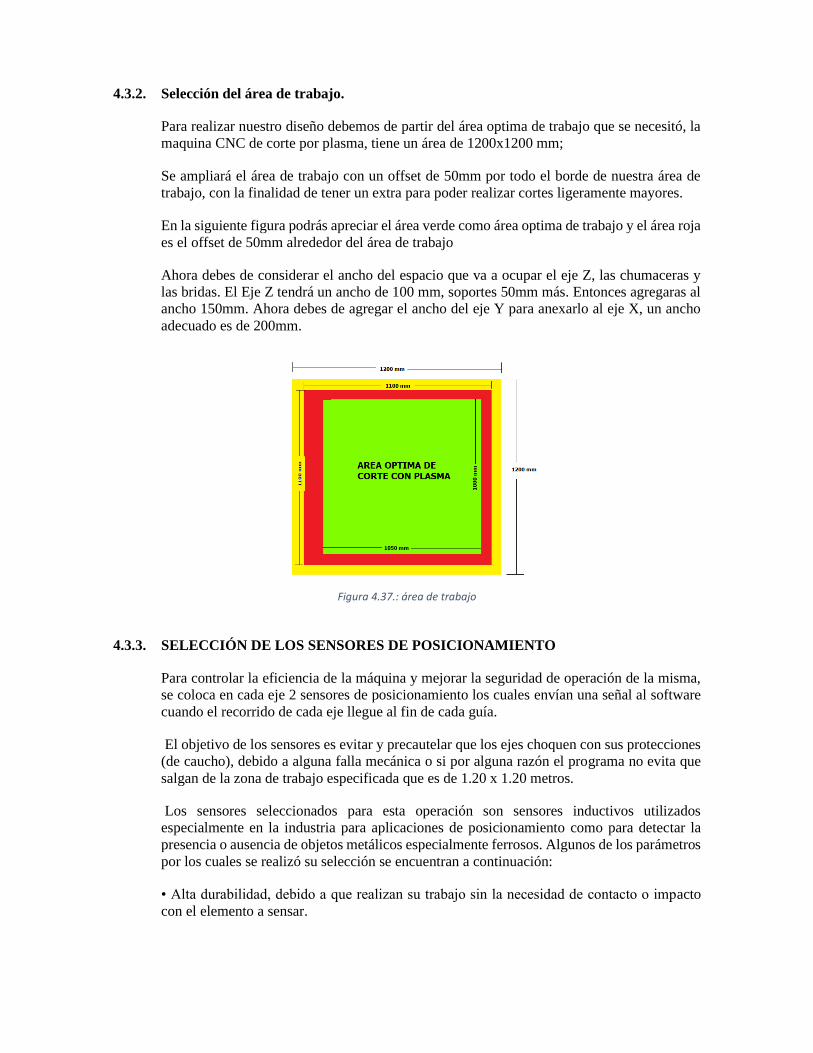
4.3.2. Selección del área de trabajo.
Para realizar nuestro diseño debemos de partir del área optima de trabajo que se necesitó, la
maquina CNC de corte por plasma, tiene un área de 1200x1200 mm;
Se ampliará el área de trabajo con un offset de 50mm por todo el borde de nuestra área de
trabajo, con la finalidad de tener un extra para poder realizar cortes ligeramente mayores.
En la siguiente figura podrás apreciar el área verde como área optima de trabajo y el área roja
es el offset de 50mm alrededor del área de trabajo
Ahora debes de considerar el ancho del espacio que va a ocupar el eje Z, las chumaceras y
las bridas. El Eje Z tendrá un ancho de 100 mm, soportes 50mm más. Entonces agregaras al
ancho 150mm. Ahora debes de agregar el ancho del eje Y para anexarlo al eje X, un ancho
adecuado es de 200mm.
Figura 4.37.: área de trabajo
4.3.3. SELECCIÓN DE LOS SENSORES DE POSICIONAMIENTO
Para controlar la eficiencia de la máquina y mejorar la seguridad de operación de la misma,
se coloca en cada eje 2 sensores de posicionamiento los cuales envían una señal al software
cuando el recorrido de cada eje llegue al fin de cada guía.
El objetivo de los sensores es evitar y precautelar que los ejes choquen con sus protecciones
(de caucho), debido a alguna falla mecánica o si por alguna razón el programa no evita que
salgan de la zona de trabajo especificada que es de 1.20 x 1.20 metros.
Los sensores seleccionados para esta operación son sensores inductivos utilizados
especialmente en la industria para aplicaciones de posicionamiento como para detectar la
presencia o ausencia de objetos metálicos especialmente ferrosos. Algunos de los parámetros
por los cuales se realizó su selección se encuentran a continuación:
• Alta durabilidad, debido a que realizan su trabajo sin la necesidad de contacto o impacto
con el elemento a sensar.
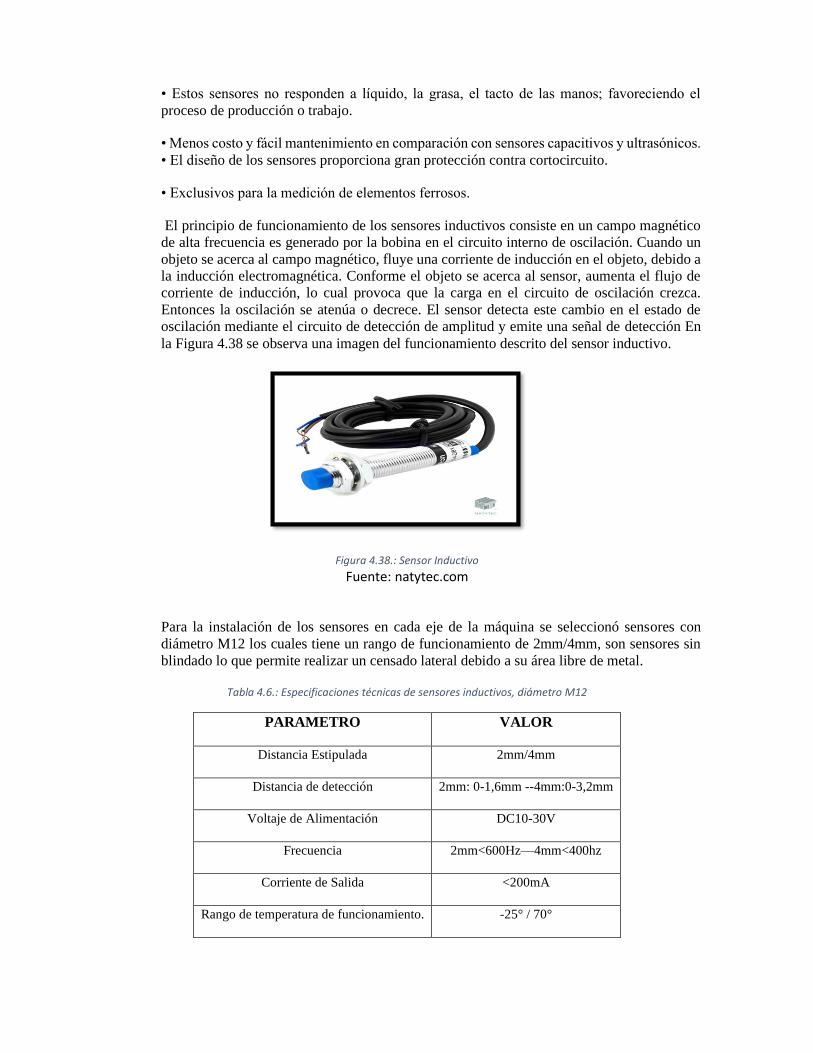
• Estos sensores no responden a líquido, la grasa, el tacto de las manos; favoreciendo el
proceso de producción o trabajo.
• Menos costo y fácil mantenimiento en comparación con sensores capacitivos y ultrasónicos.
• El diseño de los sensores proporciona gran protección contra cortocircuito.
• Exclusivos para la medición de elementos ferrosos.
El principio de funcionamiento de los sensores inductivos consiste en un campo magnético
de alta frecuencia es generado por la bobina en el circuito interno de oscilación. Cuando un
objeto se acerca al campo magnético, fluye una corriente de inducción en el objeto, debido a
la inducción electromagnética. Conforme el objeto se acerca al sensor, aumenta el flujo de
corriente de inducción, lo cual provoca que la carga en el circuito de oscilación crezca.
Entonces la oscilación se atenúa o decrece. El sensor detecta este cambio en el estado de
oscilación mediante el circuito de detección de amplitud y emite una señal de detección En
la Figura 4.38 se observa una imagen del funcionamiento descrito del sensor inductivo.
Figura 4.38.: Sensor Inductivo
Fuente: natytec.com
Para la instalación de los sensores en cada eje de la máquina se seleccionó sensores con
diámetro M12 los cuales tiene un rango de funcionamiento de 2mm/4mm, son sensores sin
blindado lo que permite realizar un censado lateral debido a su área libre de metal.
Tabla 4.6.: Especificaciones técnicas de sensores inductivos, diámetro M12
PARAMETRO VALOR
Distancia Estipulada 2mm/4mm
Distancia de detección 2mm: 0-1,6mm --4mm:0-3,2mm
Voltaje de Alimentación DC10-30V
Frecuencia 2mm<600Hz—4mm<400hz
Corriente de Salida <200mA
Rango de temperatura de funcionamiento. -25° / 70°
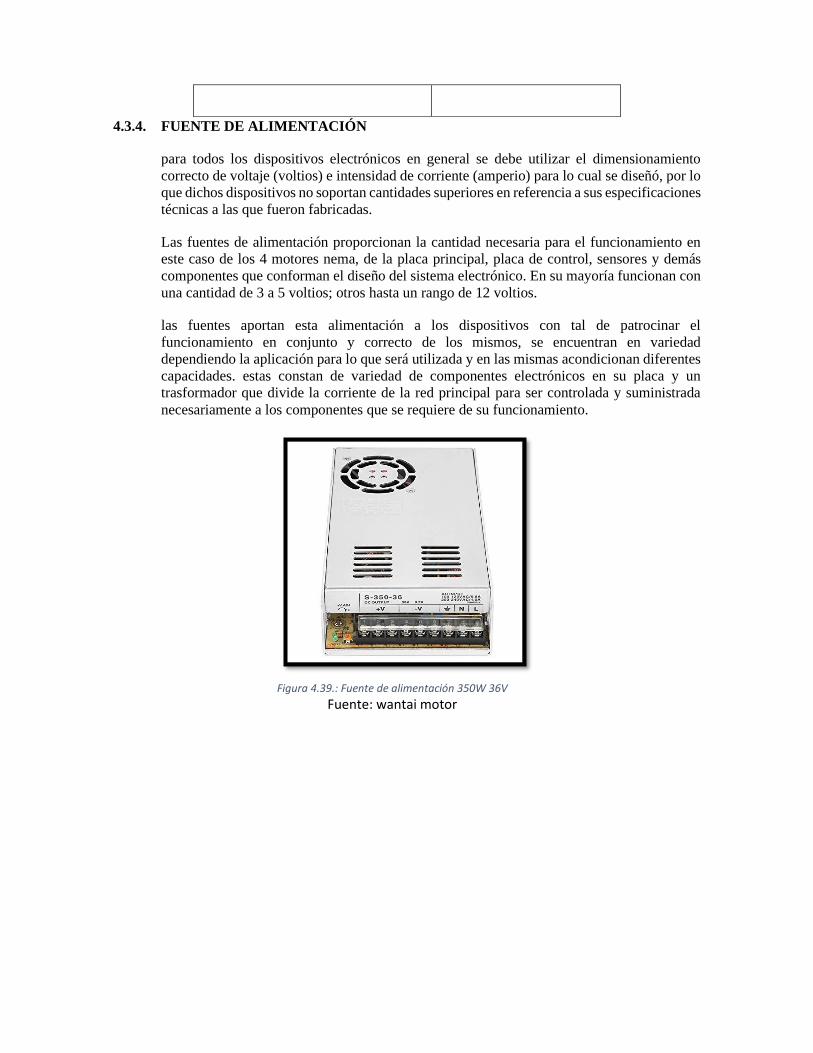
4.3.4. FUENTE DE ALIMENTACIÓN
para todos los dispositivos electrónicos en general se debe utilizar el dimensionamiento
correcto de voltaje (voltios) e intensidad de corriente (amperio) para lo cual se diseñó, por lo
que dichos dispositivos no soportan cantidades superiores en referencia a sus especificaciones
técnicas a las que fueron fabricadas.
Las fuentes de alimentación proporcionan la cantidad necesaria para el funcionamiento en
este caso de los 4 motores nema, de la placa principal, placa de control, sensores y demás
componentes que conforman el diseño del sistema electrónico. En su mayoría funcionan con
una cantidad de 3 a 5 voltios; otros hasta un rango de 12 voltios.
las fuentes aportan esta alimentación a los dispositivos con tal de patrocinar el
funcionamiento en conjunto y correcto de los mismos, se encuentran en variedad
dependiendo la aplicación para lo que será utilizada y en las mismas acondicionan diferentes
capacidades. estas constan de variedad de componentes electrónicos en su placa y un
trasformador que divide la corriente de la red principal para ser controlada y suministrada
necesariamente a los componentes que se requiere de su funcionamiento.
Figura 4.39.: Fuente de alimentación 350W 36V
Fuente: wantai motor
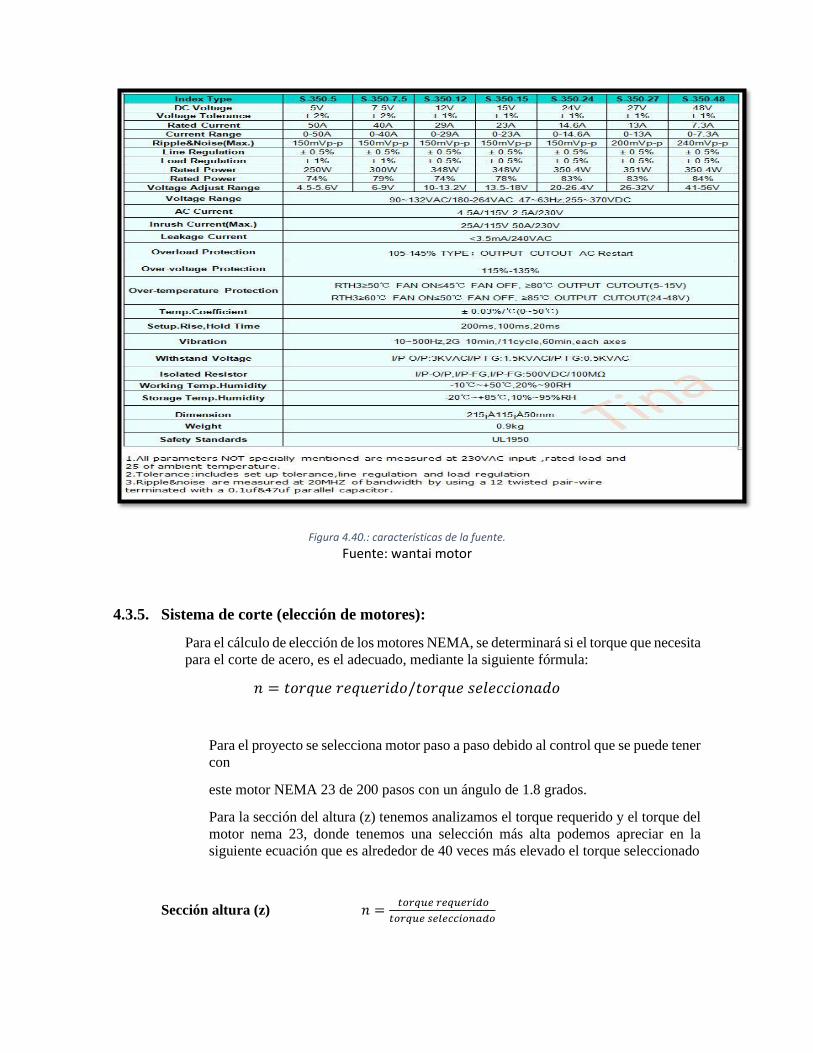
Figura 4.40.: características de la fuente.
Fuente: wantai motor
4.3.5. Sistema de corte (elección de motores):
Para el cálculo de elección de los motores NEMA, se determinará si el torque que necesita
para el corte de acero, es el adecuado, mediante la siguiente fórmula:
𝑛 = 𝑡𝑜𝑟𝑞𝑢𝑒 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜/𝑡𝑜𝑟𝑞𝑢𝑒 𝑠𝑒𝑙𝑒𝑐𝑐𝑖𝑜𝑛𝑎𝑑𝑜
Para el proyecto se selecciona motor paso a paso debido al control que se puede tener
con
este motor NEMA 23 de 200 pasos con un ángulo de 1.8 grados.
Para la sección del altura (z) tenemos analizamos el torque requerido y el torque del
motor nema 23, donde tenemos una selección más alta podemos apreciar en la
siguiente ecuación que es alrededor de 40 veces más elevado el torque seleccionado
Sección altura (z) 𝑛 = 𝑡𝑜𝑟𝑞𝑢𝑒 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜
𝑡𝑜𝑟𝑞𝑢𝑒 𝑠𝑒𝑙𝑒𝑐𝑐𝑖𝑜𝑛𝑎𝑑𝑜
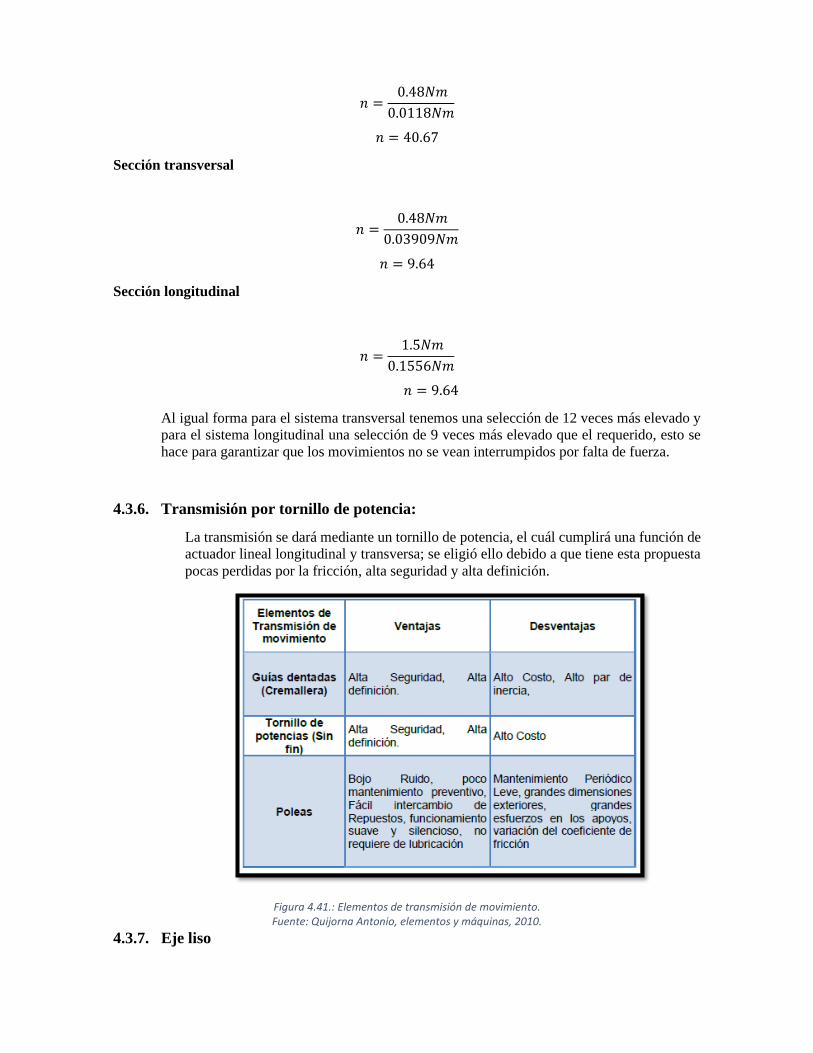
𝑛 = 0.48𝑁𝑚
0.0118𝑁𝑚
𝑛 = 40.67
Sección transversal
𝑛 = 0.48𝑁𝑚
0.03909𝑁𝑚
𝑛 = 9.64
Sección longitudinal
𝑛 = 1.5𝑁𝑚
0.1556𝑁𝑚
𝑛 = 9.64
Al igual forma para el sistema transversal tenemos una selección de 12 veces más elevado y
para el sistema longitudinal una selección de 9 veces más elevado que el requerido, esto se
hace para garantizar que los movimientos no se vean interrumpidos por falta de fuerza.
4.3.6. Transmisión por tornillo de potencia:
La transmisión se dará mediante un tornillo de potencia, el cuál cumplirá una función de
actuador lineal longitudinal y transversa; se eligió ello debido a que tiene esta propuesta
pocas perdidas por la fricción, alta seguridad y alta definición.
Figura 4.41.: Elementos de transmisión de movimiento. Fuente: Quijorna Antonio, elementos y máquinas, 2010.
4.3.7. Eje liso
Los ejes lisos tubulares proporcionan facilidad de movimientos rotativos como también de
movimientos longitudinales, en este proyecto se hace el uso de 2 tipo de medida, para los ejes Y y Z
en direcciones tangenciales a estas.
Dependiendo el material de diseño, hay 2 tipos de ejes lisos más comerciales: los de aluminio y acero
inoxidable, se opta por utilizar de material de aluminio porque son más livianos a diferencia de los
demás, aunque no tenga una mayor resistencia, pero cumple con las especificaciones técnicas para
este diseño.
Siempre que se utilicen estos ejes lisos, para su correcto desplazamiento se debe lubricar con grasa,
ya que entra en contacto con otras piezas y su desplazamiento longitudinal como también rotacional
rozan por su movimiento generando fuerzas de fricción, por lo que conlleva a un mayor desgaste y
esfuerzo de los motores.
Figura.42.: Eje liso
Fuente: www.bonnet.es
4.3.8. Tornillo de dos hilos
Al igual que los ejes lisos se hacen uso de 3 tipos de medida de tornillos tanto de diámetro como de
longitud, con la finalidad proporcionar con mayor rapidez al movimiento de las piezas influyentes,
en este caso se utilizan tornillos de doble hilo para hacer aún más rápido el movimiento longitudinal
de altura (z) en los 3 ejes.
Estos tornillos están acoplados directamente al motor paso a paso
nema, es por ello que son llamados tornillos de potencia, pues su
posición está ligada a aprovechar todo movimiento de torque que
le es suministrada por el motor.
Su paso de doble hilo presenta una distancia de 5 mm existe
variedad de tamaños y variedad de longitud, además existe
tornillo de 2, 3 y 4 hilos, los cuales hacen más rápido el
desplazamiento y dependiendo de la aplicación a donde se va a
realizar dicho proyecto
4.3.9. Patines
Figura 4.43.: tornillo de potencia
Los patines trabajan con unas guías de desplazamientos, que son de forma de L posicionadas en la
ranura de los patines con el lado donde genera un ángulo recto ,
con tal opción de soportar el peso de las subestructuras de los
ejes superiores, además encajan en los 2 lados que resulta difícil
que se salga de la ranura donde se encuentra posicionada
Se desplaza de forma recta y tiene mayor seguridad en las cargas
además que soportando verticalmente como horizontalmente, lo
único que su precio es un poco más elevado que los rodajes
debido a su robustez del diseño.
4.3.10. Antorcha
es la encargada de la mezcla, es por donde sale el plasma para el corte de las placas metálicas, en este
caso tiene las características de PT-31
Figura.45.: Antorcha del mecanismo.
En la siguiente imagen se toma como referencia de elección de la boquilla PT31, debido a que cumple
a diferencia de otras dimensiones de boquillas.
Figura.46.: Rangos para corte por plasma.
Figura.44.: Patines
DISCUSIONES
La elección de los mejores componentes del mecanismo CNC se hizo mediante análisis
matemático, tablas de referencia y software de diseño, coincidente con la investigación de
Mora y Villa (2016), nos referencia qué medidas tomar para que la elección sea la adecuada
y de mejor calidad, adaptándose de esta manera, a nuestro mecanismo, puesto que se realiza
un diseño experimental, hacen uso real de los materiales a utilizar.
Para que el corte quede bien y los materiales a utilizar junto a sus parámetros utilizamos
análisis del despliegue de función de la calidad (QFD; para ello se tuvo en consideración la
investigación de Robalino (2018), en su proyecto de tesis, en donde se hace un análisis de
QFD para que todos los materiales a utilizar sean los mas eficientes.
Los parámetros de control según el espesor de las planchas de acero inoxidable de 10 mm,
requirieron del uso de motores NEMA23, así como drivers para el control de los motores,
incluyendo una tarjeta principal de control general y la utilización de acero A-36, resistente
a la temperatura de salida del mecanismo, además de la conversión del formato DXF 2D
(autocad); en referencia se tomó la investigación de Allauca (2017), debido a que, en su
investigación realiza cortes hasta los 32mm pero aplicado a la manufactura maderera, y
confvierten este formato haciendo uso del software lazycam.
CONCLUSIONES
1. Se diseñó una máquina CNC 2 ½ D con cortador plasma y mesa de trabajo 1.20x1.20
mts, para cortar planchas de acero inoxidable espesor 10 mm, que logra un tiempo
mínimo en el diseño y corte con precisión introduciendo el código G en el software de
control; y que cumplen todas las condiciones necesarias para que no haya deformaciones
por temperatura o por esfuerzo, además, cuenta con un diseño de control haciendo uso
de la elección de los componentes adecuados para el mecanismo, cuyo peso total es de
aprox. 200kg.
2. Las deformaciones halladas fueron mínimas, encontrándose el mayor esfuerzo a la
fluencia en el lado longitudinal (x) de 3.042 Mpa y un esfuerzo crítico debido a un
momento flector crítico en las guías calibradas de -1.006x10^(−3), no afectaron al
sistema. Siendo en su mayoría acero A-36.
3. Se diseñó el sistema de control, haciendo uso de una tarjeta principal DB25-1205,
DQ542MA drivers para motores NEMA23 y software de control: Autocad, lazycam y
mach3.
4. Se logró la elección de componentes adecuadas según el requerimiento del sistema,
definiendo las medidas estándares y mediante el software inventor, ver el diseño del
conjunto mecanismo en sí, determinando así un perfil cuadrado a la estructura principal
de 45 mm, además se determina que el torque máximo del mecanismo será soportado por
los motores NEMA23 mediante los tornillos de potencia, siendo el torque máximo de
estos de 1.86 Nm.
RECOMENDACIONES
- Se recomienda el uso de THC (control de altura para la antorcha plasma), debido a que genera
grandes ventajas tales como optimización de tiempo de corte además del ajuste continuo y
automático del voltaje de arco de corte permitiendo así reducir el desgaste de los consumibles
y además evitaría el recalentamiento de las planchas de acero inoxidable de poco espesor .
Aunque su costo es elevado.
- Se recomienda realizar investigaciones que realicen el análisis por elementos finitos, así
como parámetros de configuración para elevar la presión del compresor, aumentar el torque
de trabajo, disminuir la velocidad de avance, etc.; mediante ello lograr la construcción de un
mecanismo CNC de dimensiones mayores, y de esta manera, medir el grado de las
deformaciones.
REFERENCIAS BIBLIOGRÁFICAS
- Allauca S. (2017) diseño e implementación de un sistema automatizado por control numérico computarizado para cortes por plasma en los procesos de manufactura de la empresa cem ingenieros EIRL. Tesis para optar el Título Profesional de Ingeniero Mecatrónico. Lima, Perú.
- Antorchas de corte plasma (2015), Manual de instrucciones. Obtenido de: www.esab.co.uk
- Budinas R. & Keith J. (2012) Diseño en ingeniería mecánica. 8va edic. México: Mc Graw
Hill.
- Daptta, cnc para todos. Manual de operación OR40-M3. México.
- Faires V. (2011). Diseño de Elementos de Maquinas. 4ta edic.Barcelona. Montaner y Simon.
- Guadamuz S. (2013) Plasma ¿Qué es y para que se utiliza?
- Ministerio del trabajo y promoción del empleo (2007). Informe estadístico mensual. Perú:
Biblioteca nacional del Perú.
- Mora y Villa (2016) Implementación de una máquina de control numérico computarizado de
corte por plasma para optimizar el proceso y la calidad de corte. Proyecto de Investigación
para la obtención del Título de ingeniero electromecánico.
- Motor paso a paso (2018). Obtenido de: es.wikipedia.org.
- Norton R. (2009) Diseño de maquinaria. 4ta edic. México: Mc Graw Hill.
- ¿Qué es el plasma? (2019) Obtenido de: www.nationalgeographic.com.es
- Robalino C. (2018) Diseño y construcción de una máquina cnc cortadora por plasma para el
corte de planchas metálicas en el taller mecánico industrial robalino de la ciudad de
Riobamba. Trabajo de titulación para la obtención del título de ingeniero industrial. Ecuador.
- Siciliano (2008) Cinemática paralela en la máquina herramienta. RevistaEIA. Colombia.
- Robotica cnc (2017), guía básica lazycam. México.

ANEXOS
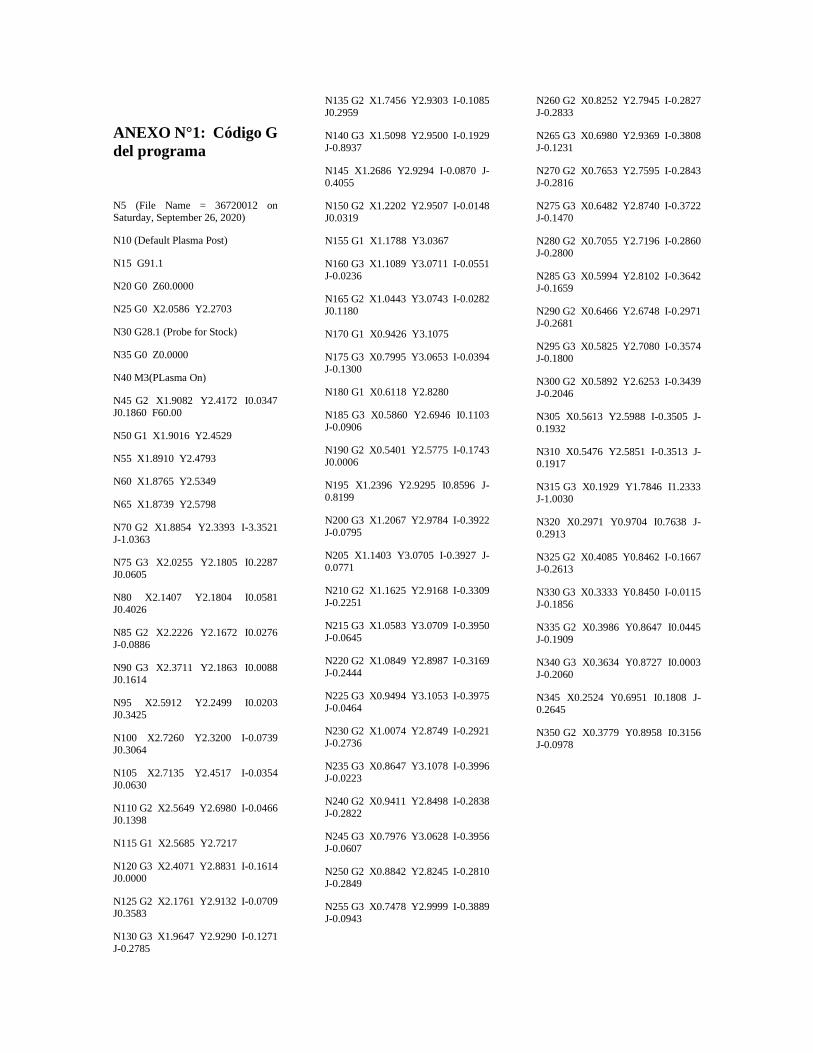
ANEXO N°1: Código G
del programa
N5 (File Name = 36720012 on Saturday, September 26, 2020)
N10 (Default Plasma Post)
N15 G91.1
N20 G0 Z60.0000
N25 G0 X2.0586 Y2.2703
N30 G28.1 (Probe for Stock)
N35 G0 Z0.0000
N40 M3(PLasma On)
N45 G2 X1.9082 Y2.4172 I0.0347 J0.1860 F60.00
N50 G1 X1.9016 Y2.4529
N55 X1.8910 Y2.4793
N60 X1.8765 Y2.5349
N65 X1.8739 Y2.5798
N70 G2 X1.8854 Y2.3393 I-3.3521 J-1.0363
N75 G3 X2.0255 Y2.1805 I0.2287 J0.0605
N80 X2.1407 Y2.1804 I0.0581 J0.4026
N85 G2 X2.2226 Y2.1672 I0.0276 J-0.0886
N90 G3 X2.3711 Y2.1863 I0.0088 J0.1614
N95 X2.5912 Y2.2499 I0.0203 J0.3425
N100 X2.7260 Y2.3200 I-0.0739 J0.3064
N105 X2.7135 Y2.4517 I-0.0354 J0.0630
N110 G2 X2.5649 Y2.6980 I-0.0466
J0.1398
N115 G1 X2.5685 Y2.7217
N120 G3 X2.4071 Y2.8831 I-0.1614 J0.0000
N125 G2 X2.1761 Y2.9132 I-0.0709 J0.3583
N130 G3 X1.9647 Y2.9290 I-0.1271 J-0.2785
N135 G2 X1.7456 Y2.9303 I-0.1085
J0.2959
N140 G3 X1.5098 Y2.9500 I-0.1929 J-0.8937
N145 X1.2686 Y2.9294 I-0.0870 J-0.4055
N150 G2 X1.2202 Y2.9507 I-0.0148 J0.0319
N155 G1 X1.1788 Y3.0367
N160 G3 X1.1089 Y3.0711 I-0.0551 J-0.0236
N165 G2 X1.0443 Y3.0743 I-0.0282 J0.1180
N170 G1 X0.9426 Y3.1075
N175 G3 X0.7995 Y3.0653 I-0.0394 J-0.1300
N180 G1 X0.6118 Y2.8280
N185 G3 X0.5860 Y2.6946 I0.1103 J-0.0906
N190 G2 X0.5401 Y2.5775 I-0.1743 J0.0006
N195 X1.2396 Y2.9295 I0.8596 J-0.8199
N200 G3 X1.2067 Y2.9784 I-0.3922 J-0.0795
N205 X1.1403 Y3.0705 I-0.3927 J-0.0771
N210 G2 X1.1625 Y2.9168 I-0.3309 J-0.2251
N215 G3 X1.0583 Y3.0709 I-0.3950 J-0.0645
N220 G2 X1.0849 Y2.8987 I-0.3169 J-0.2444
N225 G3 X0.9494 Y3.1053 I-0.3975 J-0.0464
N230 G2 X1.0074 Y2.8749 I-0.2921 J-0.2736
N235 G3 X0.8647 Y3.1078 I-0.3996 J-0.0223
N240 G2 X0.9411 Y2.8498 I-0.2838 J-0.2822
N245 G3 X0.7976 Y3.0628 I-0.3956 J-0.0607
N250 G2 X0.8842 Y2.8245 I-0.2810 J-0.2849
N255 G3 X0.7478 Y2.9999 I-0.3889 J-0.0943
N260 G2 X0.8252 Y2.7945 I-0.2827
J-0.2833
N265 G3 X0.6980 Y2.9369 I-0.3808 J-0.1231
N270 G2 X0.7653 Y2.7595 I-0.2843 J-0.2816
N275 G3 X0.6482 Y2.8740 I-0.3722 J-0.1470
N280 G2 X0.7055 Y2.7196 I-0.2860 J-0.2800
N285 G3 X0.5994 Y2.8102 I-0.3642 J-0.1659
N290 G2 X0.6466 Y2.6748 I-0.2971 J-0.2681
N295 G3 X0.5825 Y2.7080 I-0.3574 J-0.1800
N300 G2 X0.5892 Y2.6253 I-0.3439 J-0.2046
N305 X0.5613 Y2.5988 I-0.3505 J-0.1932
N310 X0.5476 Y2.5851 I-0.3513 J-0.1917
N315 G3 X0.1929 Y1.7846 I1.2333 J-1.0030
N320 X0.2971 Y0.9704 I0.7638 J-0.2913
N325 G2 X0.4085 Y0.8462 I-0.1667 J-0.2613
N330 G3 X0.3333 Y0.8450 I-0.0115 J-0.1856
N335 G2 X0.3986 Y0.8647 I0.0445 J-0.1909
N340 G3 X0.3634 Y0.8727 I0.0003 J-0.2060
N345 X0.2524 Y0.6951 I0.1808 J-0.2645
N350 G2 X0.3779 Y0.8958 I0.3156 J-0.0978
N355 G3 X0.2472 Y0.7463 I0.1929
J-0.2805
N360 G2 X0.3653 Y0.9114 I0.3177 J-0.1477
N365 G3 X0.2478 Y0.7952 I0.2060 J-0.2957
N370 G2 X0.3516 Y0.9263 I0.3145 J-0.1957
N375 G3 X0.2536 Y0.8424 I0.2202 J-0.3102
N380 G2 X0.3368 Y0.9404 I0.3063 J-0.2421
N385 G3 X0.2642 Y0.8880 I0.2355 J-0.3238
N390 G2 X0.3210 Y0.9536 I0.2933 J-0.2871
N395 G3 X0.2796 Y0.9323 I0.2519 J-0.3366
N400 G2 X0.3041 Y0.9659 I0.2756 J-0.3306
N405 G3 X0.3057 Y0.5442 I0.3933 J-0.2053
N410 G2 X0.3141 Y0.7250 I0.2586 J0.0790
N415 M5 (Plasma Off)
N420 G0 Z60.0000
N425 G0 X0.4253 Y0.8111
N430 G0 Z0.0000
N435 M3(PLasma On)
N440 G3 X0.2685 Y0.7454 I-0.0325 J-0.1423
N445 G2 X0.4306 Y0.7994 I0.1158 J-0.0713
N450 G3 X0.2862 Y0.7364 I-0.0434 J-0.1185
N455 X0.2647 Y0.6404 I0.2783 J-0.1131
N460 G2 X0.2770 Y0.7401 I0.3071 J-0.0451
N465 G3 X0.2745 Y0.6109 I0.2690
J-0.1093
N470 G2 X0.3048 Y0.7288 I0.2769 J0.0443
N475 X0.4479 Y0.7591 I0.0877 J-0.0609
N480 G3 X0.2955 Y0.7325 I-0.0492 J-0.1055
N485 G2 X0.4551 Y0.7418 I0.0783
J-0.0576
N490 M5 (Plasma Off)
N495 G0 Z60.0000
N500 G0 X1.1459 Y0.3798
N505 G0 Z0.0000
N510 M3(PLasma On)
N515 G2 X0.7879 Y0.6868 I1.8037 J2.4657
N520 G3 X1.1738 Y0.4558 I1.7561 J2.0025
N525 G2 X0.8444 Y0.7486 I2.5887 J4.1415
N530 M5 (Plasma Off)
N535 G3 X1.2794 Y0.6296 I1.1598 J1.6163
N540 G1 X0.9110 Y0.8632
N545 G2 X1.3216 Y0.6791 I-2.8245 J-6.0441
N550 G3 X0.9267 Y0.9057 I-1.0523 J-1.5601
N555 G2 X1.3634 Y0.7321 I-0.3822 J-1.3966
N560 G3 X0.9403 Y0.9586 I-0.6355 J-0.9383
N565 G2 X1.4340 Y0.8322 I-0.1186
J-1.1046
N570 G3 X0.9501 Y1.0488 I-0.8105 J-1.8916
N575 M5 (Plasma Off)
N580 G0 Z60.0000
N585 G0 X1.1872 Y1.5092
N590 G0 Z0.0000
N595 M3(PLasma On)
N600 G3 X1.1127 Y1.2938 I0.2605 J-0.2107
N605 X1.1704 Y1.6337 I-0.2983 J0.2395
N610 G2 X1.1042 Y1.2669 I-0.3754 J-0.1148
N615 G3 X1.1902 Y1.6372 I-0.3009 J0.2675
N620 G2 X1.1076 Y1.2406 I-0.3955 J-0.1174
N625 G3 X1.2106 Y1.6388 I-0.3051 J0.2924
N630 G2 X1.1125 Y1.2168 I-0.4162
J-0.1180
N635 X1.1863 Y1.4917 I0.3249 J-0.0096
N640 G3 X1.1339 Y1.3257 I0.2636 J-0.1725
N645 G2 X1.1796 Y1.4440 I0.3007 J-0.0513
N650 G3 X1.0958 Y1.6002 I-0.0871 J-0.0270
N655 G2 X1.1849 Y1.5640 I-0.0104 J-0.1007
N660 G3 X1.1247 Y1.6175 I-0.0822 J-0.0749
N665 G2 X1.1789 Y1.6011 I-0.0389 J-0.1148
N670 G3 X1.1531 Y1.6290 I-0.0752 J-0.1075
N675 M5 (Plasma Off)
N680 G2 X1.2315 Y1.6384 I0.1360 J-0.1554
N685 M5 (Plasma Off)
N690 G0 Z60.0000
N695 G0 X1.6690 Y2.1951
N700 G0 Z0.0000
N705 M3(PLasma On)
N710 G3 X1.4157 Y2.1293 I0.9723 J-4.2616
N715 X1.2289 Y2.0449 I0.4455 J-1.2346
N720 G2 X1.5521 Y2.1387 I0.5671 J-0.6117
N725 X1.6798 Y2.1845 I0.2221 J-0.4178
N730 M5 (Plasma Off)
N735 G0 Z60.0000
N740 G0 X1.3500 Y1.9278
N745 G0 Z0.0000
N750 M3(PLasma On)
N755 G2 X1.6916 Y2.1753 I0.6062 J-0.4771
N760 M5 (Plasma Off)
N765 G0 Z60.0000
N770 G0 X1.4394 Y1.9127
N775 G0 Z0.0000
N780 M3(PLasma On)
N785 G2 X1.7039 Y2.1673 I0.6362 J-0.3963
N790 M5 (Plasma Off)
N795 G3 X1.5420 Y1.9198 I0.4081 J-0.5029
N800 G2 X1.7376 Y2.1589 I0.4960 J-0.1284
N805 M5 (Plasma Off)
N810 G3 X1.5605 Y2.2707 I-0.0802 J-0.1359
N815 X1.3494 Y2.1898 I0.2605 J-1.1504
N820 X1.2684 Y2.1259 I0.0555 J-0.1534
N825 X1.2315 Y2.0336 I0.0381 J-0.0687
N830 X1.3154 Y1.9404 I0.1326 J0.0351
N835 X1.4924 Y1.9150 I0.1350 J0.3118
N840 X1.6215 Y1.9463 I-0.0020 J0.2900
N845 X1.7107 Y2.0262 I-0.0266 J0.1195
N850 G2 X1.7455 Y2.1570 I0.3316 J-0.0168
N855 M5 (Plasma Off)
N860 G3 X1.4615 Y2.2385 I-0.1183 J-0.7556
N865 X1.3129 Y2.1712 I0.1624 J-1.4500
N870 G2 X1.6644 Y2.2026 I0.6061 J-2.0874
N875 M5 (Plasma Off)
N880 G0 Z60.0000
N885 G0 X1.5329 Y2.2131
N890 G0 Z0.0000
N895 M3(PLasma On)
N900 G2 X1.6523 Y2.2166 I0.0719 J-0.4207
N905 M5 (Plasma Off)
N910 G0 Z60.0000
N915 G0 X1.7535 Y2.1504
N920 G0 Z0.0000
N925 M3(PLasma On)
N930 G3 X1.7221 Y2.0437 I0.2470 J-0.1306
N935 X1.7516 Y2.1226 I-0.1875 J0.1367
N940 G2 X1.7923 Y2.1706 I0.0550
J-0.0054
N945 G1 X1.7428 Y2.1579
N950 X1.7418 Y2.1582
N955 X1.7411 Y2.1585
N960 X1.7405 Y2.1587
N965 X1.7400 Y2.1588
N970 X1.7397 Y2.1589
N975 X1.7393 Y2.1589
N980 X1.7389 Y2.1589
N985 X1.7385 Y2.1589
N990 X1.7379 Y2.1589
N995 X1.7372 Y2.1589
N1000 X1.7364 Y2.1590
N1005 X1.7355 Y2.1590
N1010 X1.7346 Y2.1591
N1015 X1.7335 Y2.1592
N1020 X1.7323 Y2.1594
N1025 X1.7311 Y2.1596
N1030 X1.7298 Y2.1599
N1035 X1.7285 Y2.1603
N1040 X1.7271 Y2.1607
N1045 X1.7257 Y2.1611
N1050 X1.7242 Y2.1616
N1055 X1.7227 Y2.1621
N1060 X1.7212 Y2.1626
N1065 X1.7197 Y2.1631
N1070 X1.7182 Y2.1636
N1075 X1.7167 Y2.1641
N1080 X1.7152 Y2.1646
N1085 X1.7138 Y2.1650
N1090 X1.7123 Y2.1655
N1095 X1.7110 Y2.1659
N1100 X1.7096 Y2.1662
N1105 X1.7083 Y2.1665
N1110 X1.7071 Y2.1667
N1115 X1.7059 Y2.1669
N1120 X1.7048 Y2.1671
N1125 X1.7037 Y2.1673
N1130 X1.7027 Y2.1675
N1135 X1.7016 Y2.1678
N1140 X1.7006 Y2.1681
N1145 X1.6996 Y2.1686
N1150 X1.6986 Y2.1692
N1155 X1.6976 Y2.1698
N1160 X1.6966 Y2.1706
N1165 X1.6956 Y2.1715
N1170 X1.6946 Y2.1724
N1175 X1.6936 Y2.1733
N1180 X1.6926 Y2.1743
N1185 X1.6916 Y2.1753
N1190 X1.6906 Y2.1764
N1195 X1.6896 Y2.1774
N1200 X1.6886 Y2.1784
N1205 X1.6875 Y2.1793
N1210 X1.6865 Y2.1803
N1215 X1.6853 Y2.1811
N1220 X1.6842 Y2.1820
N1225 X1.6829 Y2.1828
N1230 X1.6817 Y2.1835
N1235 X1.6803 Y2.1842
N1240 X1.6790 Y2.1849
N1245 X1.6777 Y2.1856
N1250 X1.6764 Y2.1863
N1255 X1.6751 Y2.1871
N1260 X1.6740 Y2.1879
N1265 X1.6729 Y2.1889
N1270 X1.6720 Y2.1900
N1275 X1.6711 Y2.1911
N1280 X1.6704 Y2.1924
N1285 X1.6697 Y2.1937
N1290 X1.6690 Y2.1950
N1295 X1.6684 Y2.1964
N1300 X1.6677 Y2.1977
N1305 X1.6670 Y2.1990
N1310 X1.6662 Y2.2002
N1315 X1.6653 Y2.2014
N1320 X1.6645 Y2.2026
N1325 X1.6636 Y2.2037
N1330 X1.6626 Y2.2047
N1335 X1.6616 Y2.2058
N1340 X1.6606 Y2.2068
N1345 X1.6596 Y2.2078
N1350 X1.6586 Y2.2088
N1355 X1.6576 Y2.2098
N1360 X1.6567 Y2.2109
N1365 X1.6557 Y2.2119
N1370 X1.6548 Y2.2130
N1375 X1.6539 Y2.2142
N1380 X1.6531 Y2.2153
N1385 X1.6523 Y2.2166
N1390 X1.6516 Y2.2179
N1395 X1.6510 Y2.2192
N1400 X1.6504 Y2.2206
N1405 X1.6499 Y2.2220
N1410 X1.6495 Y2.2235
N1415 X1.6493 Y2.2250
N1420 X1.6491 Y2.2265
N1425 X1.6490 Y2.2280
N1430 X1.6491 Y2.2295
N1435 X1.6493 Y2.2310
N1440 X1.6495 Y2.2325
N1445 X1.6498 Y2.2340
N1450 X1.6502 Y2.2354
N1455 X1.6505 Y2.2368
N1460 X1.6509 Y2.2381
N1465 X1.6511 Y2.2394
N1470 X1.6514 Y2.2406
N1475 X1.6516 Y2.2418
N1480 X1.6518 Y2.2431
N1485 X1.6520 Y2.2443
N1490 X1.6523 Y2.2457
N1495 X1.6527 Y2.2472
N1500 X1.6532 Y2.2489
N1505 X1.6539 Y2.2508
N1510 X1.6548 Y2.2529
N1515 X1.6559 Y2.2553
N1520 X1.6572 Y2.2578
N1525 X1.6588 Y2.2605
N1530 X1.6606 Y2.2633
N1535 X1.6628 Y2.2662
N1540 X1.6653 Y2.2692
N1545 X1.6682 Y2.2722
N1550 G3 X1.6226 Y2.2857 I-0.1148 J-0.2071
N1555 X1.7048 Y2.3404 I-0.0184 J0.1280
N1560 M5 (Plasma Off)
N1565 G2 X1.6313 Y2.4853 I0.0503 J0.0258
N1570 G3 X1.6528 Y2.4965 I0.0110 J0.0111
N1575 M5 (Plasma Off)
N1580 G2 X1.6216 Y2.5992 I0.0503 J0.0258
N1585 G3 X1.6445 Y2.6107 I0.0110 J0.0111
N1590 M5 (Plasma Off)
N1595 G0 Z60.0000
N1600 G0 X1.4297 Y2.5536
N1605 G0 Z0.0000
N1610 M3(PLasma On)
N1615 G3 X1.4289 Y2.5004 I0.0494 J-0.0274
N1620 X1.4553 Y2.5084 I0.0110 J0.0111
N1625 X1.4620 Y2.4509 I0.0494 J-0.0274
N1630 G2 X1.4346 Y2.4429 I-0.0153 J0.0032
N1635 X1.4354 Y2.4961 I0.0503 J0.0258
N1640 M5 (Plasma Off)
N1645 G0 Z60.0000
N1650 G0 X1.6305 Y2.4321
N1655 G0 Z0.0000
N1660 M3(PLasma On)
N1665 G3 X1.6568 Y2.4401 I0.0110 J0.0111
N1670 G2 X1.6036 Y2.4268 I-0.0153 J0.0032
N1675 X1.6044 Y2.4800 I0.0503 J0.0258
N1680 G3 X1.6259 Y2.4913 I0.0110 J0.0111
N1685 G2 X1.6272 Y2.5417 I0.0503 J0.0258
N1690 G3 X1.6472 Y2.5540 I0.0110 J0.0111
N1695 G2 X1.5939 Y2.5408 I-0.0153 J0.0032
N1700 X1.5947 Y2.5940 I0.0503 J0.0258
N1705 G3 X1.6176 Y2.6055 I0.0110 J0.0111
N1710 G2 X1.6189 Y2.6559 I0.0503 J0.0258

N1715 G3 X1.5912 Y2.5975 I0.0494 J-0.0274
N1720 G2 X1.5643 Y2.5923 I-0.0153 J0.0032
N1725 X1.5651 Y2.6454 I0.0503 J0.0258
N1730 G3 X1.5376 Y2.5857 I0.0494 J-0.0274
N1735 X1.5640 Y2.5936 I0.0110 J0.0111
N1740 X1.5670 Y2.5356 I0.0494 J-0.0274
N1745 X1.5934 Y2.5435 I0.0110
J0.0111
N1750 X1.5995 Y2.4833 I0.0494 J-0.0274
N1755 G2 X1.5726 Y2.4780 I-0.0153 J0.0032
N1760 X1.5734 Y2.5312 I0.0503 J0.0258
N1765 X1.5404 Y2.5290 I-0.0153 J0.0032
N1770 X1.5411 Y2.5821 I0.0503 J0.0258
N1775 X1.5097 Y2.5788 I-0.0153 J0.0032
N1780 X1.5105 Y2.6320 I0.0503
J0.0258
N1785 G3 X1.4803 Y2.5717 I0.0494 J-0.0274
N1790 X1.5067 Y2.5797 I0.0110 J0.0111
N1795 X1.5123 Y2.5221 I0.0494 J-0.0274
N1800 X1.5387 Y2.5301 I0.0110 J0.0111
N1805 X1.5460 Y2.4715 I0.0494 J-0.0274
N1810 X1.5724 Y2.4794 I0.0110 J0.0111
N1815 X1.5766 Y2.4216 I0.0494 J-0.0274
N1820 X1.6030 Y2.4296 I0.0110 J0.0111
N1825 G2 X1.5500 Y2.4150 I-0.0153 J0.0032
N1830 X1.5508 Y2.4682 I0.0503 J0.0258
N1835 X1.5180 Y2.4646 I-0.0153
J0.0032
N1840 X1.5188 Y2.5178 I0.0503 J0.0258
N1845 X1.4830 Y2.5150 I-0.0153 J0.0032
N1850 X1.4838 Y2.5682 I0.0503 J0.0258
N1855 X1.4537 Y2.5651 I-0.0153 J0.0032
N1860 X1.4545 Y2.6183 I0.0503 J0.0258
N1865 G3 X1.4564 Y2.5084 I0.0494 J-0.0274
N1870 X1.4828 Y2.5164 I0.0110 J0.0111
N1875 X1.4887 Y2.4575 I0.0494 J-0.0274
N1880 X1.5150 Y2.4654 I0.0110 J0.0111
N1885 X1.5220 Y2.4082 I0.0494 J-0.0274
N1890 X1.5484 Y2.4161 I0.0110 J0.0111
N1895 X1.5251 Y2.3520 I0.0494 J-0.0274
N1900 X1.5514 Y2.3600 I0.0110 J0.0111
N1905 G2 X1.4958 Y2.3449 I-0.0153 J0.0032
N1910 X1.4965 Y2.3981 I0.0503 J0.0258
N1915 G3 X1.5191 Y2.4090 I0.0110 J0.0111
N1920 G2 X1.4661 Y2.3944 I-0.0153 J0.0032
N1925 X1.4669 Y2.4476 I0.0503 J0.0258
N1930 G3 X1.4884 Y2.4588 I0.0110 J0.0111
N1935 X1.4927 Y2.4011 I0.0494 J-0.0274
N1940 X1.4691 Y2.3383 I0.0494 J-0.0274
N1945 X1.4955 Y2.3463 I0.0110 J0.0111
N1950 M5 (Plasma Off)
N1955 G0 Z60.0000
N1960 G0 X0.8685 Y0.7826
N1965 G0 Z0.0000
N1970 M3(PLasma On)
N1975 G3 X1.2224 Y0.5598 I1.6046 J2.1565
N1980 G2 X0.8857 Y0.8111 I1.4299 J2.9123
N1985 X0.4953 Y1.2897 I0.2771 J0.5948
N1990 X0.5101 Y1.9758 I1.2318 J0.3165
N1995 X0.9240 Y2.4543 I0.8847 J-0.3470
N2000 X1.1179 Y2.5512 I0.2858 J-0.3293
N2005 X1.2985 Y2.6081 I0.3087 J-0.6653
N2010 G3 X1.7962 Y2.7135 I-0.7934 J4.9741
N2015 G1 X1.7540 Y2.6186
N2020 X1.7157 Y2.5174
N2025 X1.7081 Y2.4945
N2030 X1.7207 Y2.4801
N2035 X1.7141 Y2.4554
N2040 X1.7436 Y2.4236
N2045 X1.7805 Y2.3565
N2050 X1.8465 Y2.2889
N2055 X1.9002 Y2.2521
N2060 X1.9125 Y2.2159
N2065 M5 (Plasma Off)
N2070 G0 Z60.0000
N2075 G0 X0.2871 Y0.7836
N2080 G0 Z0.0000
N2085 M3(PLasma On)
N2090 G2 X0.4200 Y0.8224 I0.1056 J-0.1148
N2095 G3 X0.3031 Y0.8085 I-0.0220 J-0.1645
N2100 G2 X0.4096 Y0.8440 I0.0745 J-0.1595
N2105 X0.4551 Y0.7417 I-1.3123 J-0.6478
N2110 G1 X0.5331 Y0.6115
N2115 G3 X0.7734 Y0.2802 I4.4449 J2.9724
N2120 X1.0764 Y-0.0657 I1.5549 J1.0555
N2125 G2 X1.1417 Y0.3652 I2.6771 J-0.1851
N2130 X1.2333 Y0.5794 I1.0780 J-0.3344
N2135 G3 X1.4370 Y0.8368 I-1.2631 J1.2092
N2140 X1.3914 Y0.9658 I-0.1003 J0.0370
N2145 G1 X0.8048 Y1.1154
N2150 G2 X0.7702 Y1.3853 I0.0354 J0.1417
N2155 G3 X1.0804 Y1.5877 I-0.1637 J0.5896
N2160 G2 X1.1808 Y1.5171 I0.0197 J-0.0788
N2165 G3 X1.1154 Y1.2056 I0.2669 J-0.2186
N2170 X1.2315 Y1.6383 I-0.3107 J0.3152
N2175 X1.4849 Y1.7080 I-0.0835 J0.7988
N2180 G2 X1.6710 Y1.8044 I0.6497 J-1.0263
N2185 X1.8683 Y1.8788 I0.2479 J-0.3583
N2190 G3 X2.0507 Y1.9628 I-0.0124 J0.2677
N2195 X2.2211 Y2.1036 I-0.3759 J0.6288
N2200 G1 X2.2184 Y2.1034
N2205 X2.2119 Y2.1028
N2210 X2.2061 Y2.1023
N2215 X2.2009 Y2.1017
N2220 X2.1961 Y2.1011
N2225 X2.1918 Y2.1007
N2230 X2.1878 Y2.1002
N2235 X2.1841 Y2.0999
N2240 X2.1806 Y2.0995
N2245 X2.1773 Y2.0991
N2250 X2.1740 Y2.0986
N2255 X2.1707 Y2.0981
N2260 X2.1674 Y2.0974
N2265 X2.1640 Y2.0966
N2270 X2.1605 Y2.0956
N2275 X2.1568 Y2.0945
N2280 X2.1531 Y2.0932
N2285 X2.1493 Y2.0920
N2290 X2.1455 Y2.0907
N2295 X2.1417 Y2.0895
N2300 X2.1381 Y2.0883
N2305 X2.1345 Y2.0873
N2310 X2.1311 Y2.0865
N2315 X2.1279 Y2.0859
N2320 X2.1247 Y2.0853
N2325 X2.1216 Y2.0849
N2330 X2.1185 Y2.0845
N2335 X2.1154 Y2.0842
N2340 X2.1123 Y2.0839
N2345 X2.1092 Y2.0836
N2350 X2.1059 Y2.0833
N2355 X2.1025 Y2.0829
N2360 X2.0991 Y2.0825
N2365 X2.0957 Y2.0821
N2370 X2.0923 Y2.0817
N2375 X2.0889 Y2.0813
N2380 X2.0855 Y2.0809
N2385 X2.0823 Y2.0805
N2390 X2.0791 Y2.0802
N2395 X2.0760 Y2.0799
N2400 X2.0730 Y2.0797
N2405 X2.0699 Y2.0794
N2410 X2.0669 Y2.0792
N2415 X2.0639 Y2.0789
N2420 X2.0608 Y2.0786
N2425 X2.0576 Y2.0783
N2430 X2.0543 Y2.0780
N2435 X2.0510 Y2.0776
N2440 X2.0476 Y2.0772
N2445 X2.0442 Y2.0768
N2450 X2.0407 Y2.0764
N2455 X2.0373 Y2.0760
N2460 X2.0340 Y2.0756
N2465 X2.0307 Y2.0753
N2470 X2.0275 Y2.0750
N2475 X2.0245 Y2.0747
N2480 X2.0215 Y2.0745
N2485 X2.0186 Y2.0743
N2490 X2.0159 Y2.0741
N2495 X2.0132 Y2.0740
N2500 X2.0107 Y2.0740
N2505 X2.0082 Y2.0739
N2510 X2.0059 Y2.0740
N2515 X2.0036 Y2.0740
N2520 X2.0015 Y2.0741
N2525 X1.9993 Y2.0742
N2530 X1.9973 Y2.0744
N2535 X1.9952 Y2.0745
N2540 X1.9933 Y2.0747
N2545 X1.9913 Y2.0748
N2550 X1.9893 Y2.0750
N2555 X1.9873 Y2.0752
N2560 X1.9853 Y2.0754
N2565 X1.9833 Y2.0756
N2570 X1.9812 Y2.0759
N2575 X1.9792 Y2.0763
N2580 X1.9771 Y2.0767
N2585 X1.9750 Y2.0773
N2590 X1.9728 Y2.0779
N2595 X1.9706 Y2.0786
N2600 X1.9684 Y2.0793
N2605 X1.9661 Y2.0801
N2610 X1.9639 Y2.0809
N2615 X1.9617 Y2.0817
N2620 X1.9595 Y2.0824
N2625 X1.9573 Y2.0830
N2630 X1.9552 Y2.0835
N2635 X1.9531 Y2.0840
N2640 X1.9511 Y2.0844
N2645 X1.9491 Y2.0848
N2650 X1.9472 Y2.0852
N2655 X1.9453 Y2.0857
N2660 X1.9435 Y2.0863
N2665 X1.9417 Y2.0870
N2670 X1.9400 Y2.0878
N2675 X1.9383 Y2.0887
N2680 X1.9368 Y2.0897
N2685 X1.9352 Y2.0908
N2690 X1.9337 Y2.0918
N2695 X1.9323 Y2.0929
N2700 X1.9309 Y2.0939
N2705 X1.9296 Y2.0949
N2710 X1.9283 Y2.0958
N2715 X1.9270 Y2.0965
N2720 X1.9258 Y2.0973
N2725 X1.9233 Y2.0987
N2730 X1.9220 Y2.0994
N2735 X1.9207 Y2.1002
N2740 X1.9194 Y2.1011
N2745 X1.9181 Y2.1020
N2750 X1.9167 Y2.1031
N2755 X1.9154 Y2.1042
N2760 X1.9140 Y2.1054
N2765 X1.9127 Y2.1067
N2770 X1.9114 Y2.1081
N2775 X1.9102 Y2.1095
N2780 X1.9091 Y2.1110
N2785 X1.9081 Y2.1125
N2790 X1.9071 Y2.1140
N2795 X1.9063 Y2.1156
N2800 X1.9055 Y2.1172
N2805 X1.9047 Y2.1188
N2810 X1.9040 Y2.1205
N2815 X1.9034 Y2.1221
N2820 X1.9027 Y2.1238
N2825 X1.8974 Y2.1370
N2830 X1.8968 Y2.1386
N2835 X1.8961 Y2.1403
N2840 X1.8955 Y2.1420
N2845 X1.8949 Y2.1436
N2850 X1.8944 Y2.1454
N2855 X1.8939 Y2.1471
N2860 X1.8935 Y2.1488
N2865 X1.8932 Y2.1506
N2870 X1.8931 Y2.1525
N2875 X1.8929 Y2.1544
N2880 X1.8929 Y2.1563
N2885 X1.8929 Y2.1582
N2890 X1.8930 Y2.1601
N2895 X1.8932 Y2.1621
N2900 X1.8933 Y2.1641
N2905 X1.8935 Y2.1661
N2910 X1.8936 Y2.1680
N2915 X1.8938 Y2.1700
N2920 X1.8940 Y2.1720
N2925 X1.8942 Y2.1739
N2930 X1.8944 Y2.1757
N2935 X1.8947 Y2.1775
N2940 X1.8949 Y2.1792
N2945 X1.8952 Y2.1808
N2950 X1.8956 Y2.1823
N2955 X1.8960 Y2.1838
N2960 X1.8964 Y2.1851
N2965 X1.8968 Y2.1864
N2970 X1.8973 Y2.1876
N2975 X1.8978 Y2.1888
N2980 X1.8983 Y2.1900
N2985 X1.8988 Y2.1912
N2990 X1.8993 Y2.1923
N2995 X1.8998 Y2.1935
N3000 X1.9003 Y2.1946
N3005 X1.9013 Y2.1970
N3010 X1.9018 Y2.1981
N3015 X1.9023 Y2.1993
N3020 X1.9028 Y2.2004
N3025 X1.9033 Y2.2016
N3030 X1.9038 Y2.2028
N3035 X1.9043 Y2.2040
N3040 X1.9050 Y2.2052
N3045 X1.9057 Y2.2066
N3050 X1.9066 Y2.2080
N3055 X1.9076 Y2.2095
N3060 X1.9087 Y2.2111
N3065 X1.9100 Y2.2129
N3070 X1.9116 Y2.2148
N3075 X1.9134 Y2.2170
N3080 X1.9156 Y2.2195
N3085 X1.9180 Y2.2224
N3090 X1.9209 Y2.2256
N3095 X1.9242 Y2.2293
N3100 X1.9279 Y2.2335
N3105 M5 (Plasma Off)
N3110 G0 Z60.0000
N3115 G0 X2.1519 Y2.7402
N3120 G0 Z0.0000
N3125 M3(PLasma On)
N3130 G1 X2.1518 Y2.6941
N3135 X2.1061 Y2.6568
N3140 X2.0498 Y2.6568
N3145 X1.9935 Y2.6569
N3150 X1.9479 Y2.6944
N3155 X1.9480 Y2.7405
N3160 X1.9480 Y2.7866
N3165 X1.9937 Y2.8239
N3170 X2.0500 Y2.8239
N3175 X2.1063 Y2.8238
N3180 X2.1519 Y2.7863
N3185 X2.1519 Y2.7402
N3190 X2.0555 Y2.7497
N3195 X2.0754 Y2.7735
N3200 M5 (Plasma Off)
N3205 G0 Z60.0000
N3210 G0 X2.2597 Y2.7304
N3215 G0 Z0.0000
N3220 M3(PLasma On)
N3225 G2 I-0.0052 J0.0000
N3230 M5 (Plasma Off)
N3235 X2.2969 Y2.7263 I-0.0053 J0.0000
N3240 M5 (Plasma Off)
N3245 G0 Z60.0000
N3250 G0 X2.6668 Y2.4440
N3255 G0 Z0.0000
N3260 M3(PLasma On)
N3265 G2 X2.3618 Y2.3325 I-0.4075 J0.6419
N3270 X2.3302 Y2.3278 I-0.0223 J0.0407
N3275 X2.3176 Y2.3334 I0.0016 J0.0206
N3280 X2.3160 Y2.3429 I0.0054 J0.0057
N3285 X2.3551 Y2.3771 I0.0648 J-0.0346
N3290 G3 X2.5194 Y2.5915 I-0.2624 J0.3712
N3295 M5 (Plasma Off)
N3300 G0 Z60.0000
N3305 G0 X2.7134 Y2.4517
N3310 G0 Z0.0000
N3315 M3(PLasma On)
N3320 G2 X2.4456 Y2.3251 I-0.2626 J0.2091
N3325 X2.2778 Y2.2831 I-2.4174 J9.3101
N3330 X2.2708 Y2.3950 I-0.0133 J0.0553
N3335 G3 X2.4001 Y2.4720 I0.0138 J0.1239
N3340 G2 X2.5685 Y2.7217 I0.6790 J-0.2762
N3345 M5 (Plasma Off)
N3350 G0 Z60.0000
N3355 G0 X1.8103 Y2.6235
N3360 G0 Z0.0000
N3365 M3(PLasma On)
N3370 G2 X1.8102 Y2.8036 I0.2801 J0.0903
N3375 M5 (Plasma Off)
N3380 G0 Z60.0000
N3385 G0 X-0.0522 Y2.1247
N3390 G0 Z0.0000
N3395 M3(PLasma On)
N3400 G2 X0.2855 Y2.1428 I0.1761 J-0.1269
N3405 G3 X-0.0339 Y2.1785 I-0.1671 J-0.1419
N3410 G2 X0.1262 Y2.4132 I0.6851 J-0.2955
N3415 X0.4896 Y2.5136 I0.2839 J-0.3166
N3420 X0.4741 Y2.4923 I-0.1986 J-0.0098
N3425 G3 X0.4576 Y2.5183 I-0.1985 J-0.0102
N3430 G2 X0.4515 Y2.4598 I-0.1766 J-0.0913
N3435 G3 X0.3950 Y2.5206 I-0.1928 J-0.0484
N3440 G2 X0.4227 Y2.4156 I-0.1121 J-0.1642
N3445 G3 X0.2859 Y2.5021 I-
0.1831 J-0.0773
N3450 G2 X0.3914 Y2.3638 I-0.0019 J-0.1988
N3455 G3 X0.1421 Y2.4250 I-0.1721 J-0.0996
N3460 G2 X0.3595 Y2.3059 I0.1176 J-0.1603
N3465 G3 X0.0242 Y2.2875 I-0.1646 J-0.1178
N3470 G2 X0.3285 Y2.2435 I0.1785 J-0.1043
N3475 G3 X-0.0232 Y2.2021 I-0.1651 J-0.1344
N3480 X-0.0813 Y1.7687 I0.7913 J-0.2994
N3485 G2 X0.1278 Y1.8673 I0.1853 J-0.1218
N3490 G3 X-0.0854 Y1.8060 I-0.1249 J-0.1429
N3495 G2 X0.2084 Y1.8776 I0.1602 J-0.1178
N3500 G3 X-0.0885 Y1.8792 I-0.1375 J-0.1436
N3505 G2 X0.2261 Y1.9558 I0.1735 J-0.1050
N3510 G3 X-0.0833 Y1.9731 I-0.1501 J-0.1510
N3515 G2 X0.2477 Y2.0335 I0.1762 J-0.1194
N3520 G3 X-0.0727 Y2.0419 I-0.1543 J-0.1497
N3525 G2 X0.2723 Y2.1074 I0.1767 J-0.1261
N3530 M5 (Plasma Off)
N3535 G0 Z60.0000
N3540 G0 X0.1277 Y1.8673
N3545 G0 Z0.0000
N3550 M3(PLasma On)
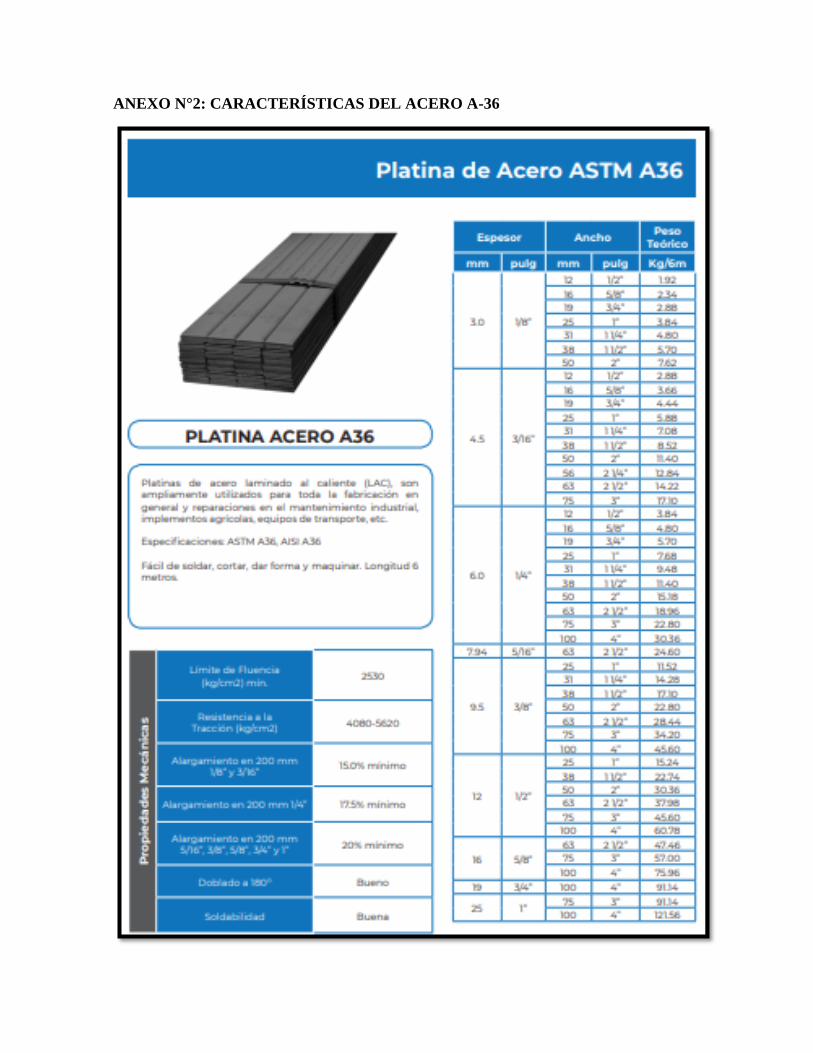
ANEXO N°2: CARACTERÍSTICAS DEL ACERO A-36
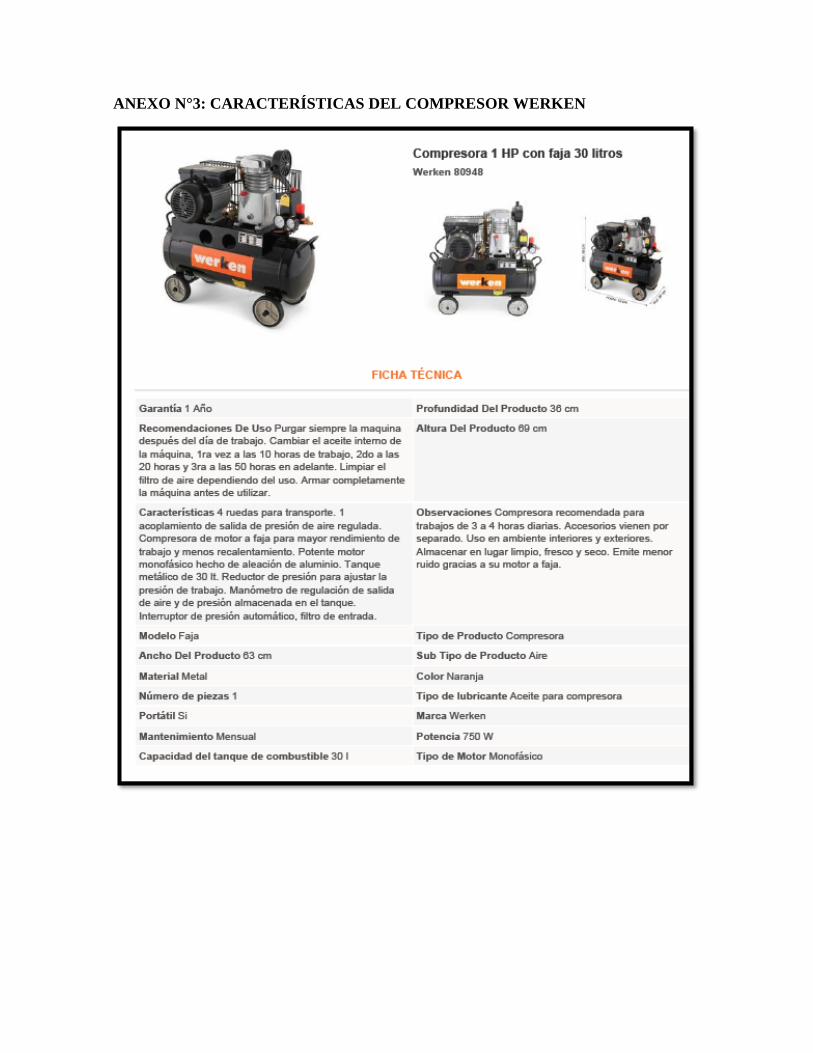
ANEXO N°3: CARACTERÍSTICAS DEL COMPRESOR WERKEN
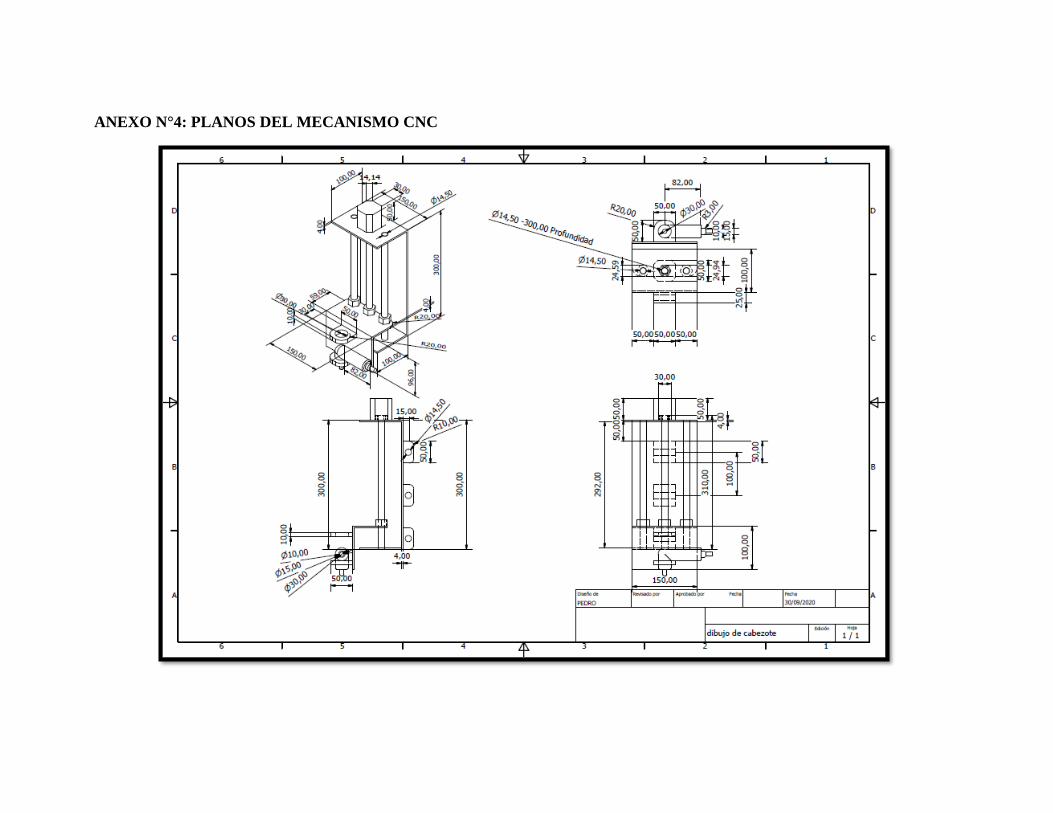
ANEXO N°4: PLANOS DEL MECANISMO CNC
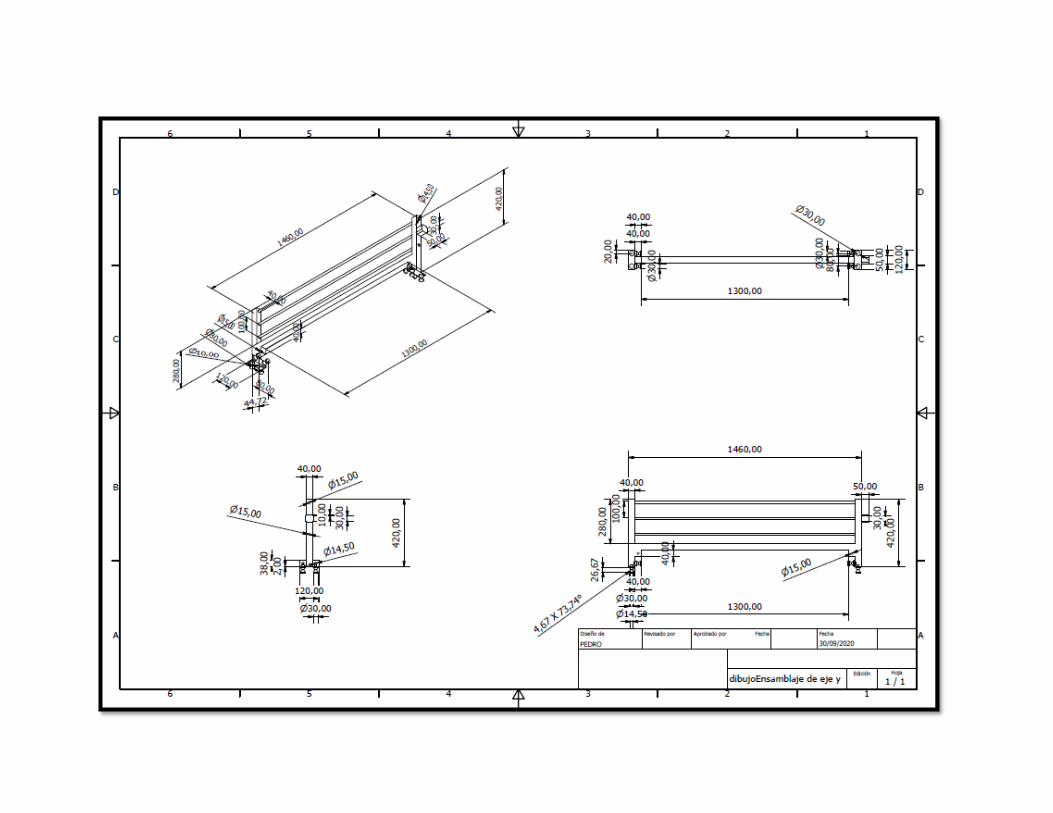
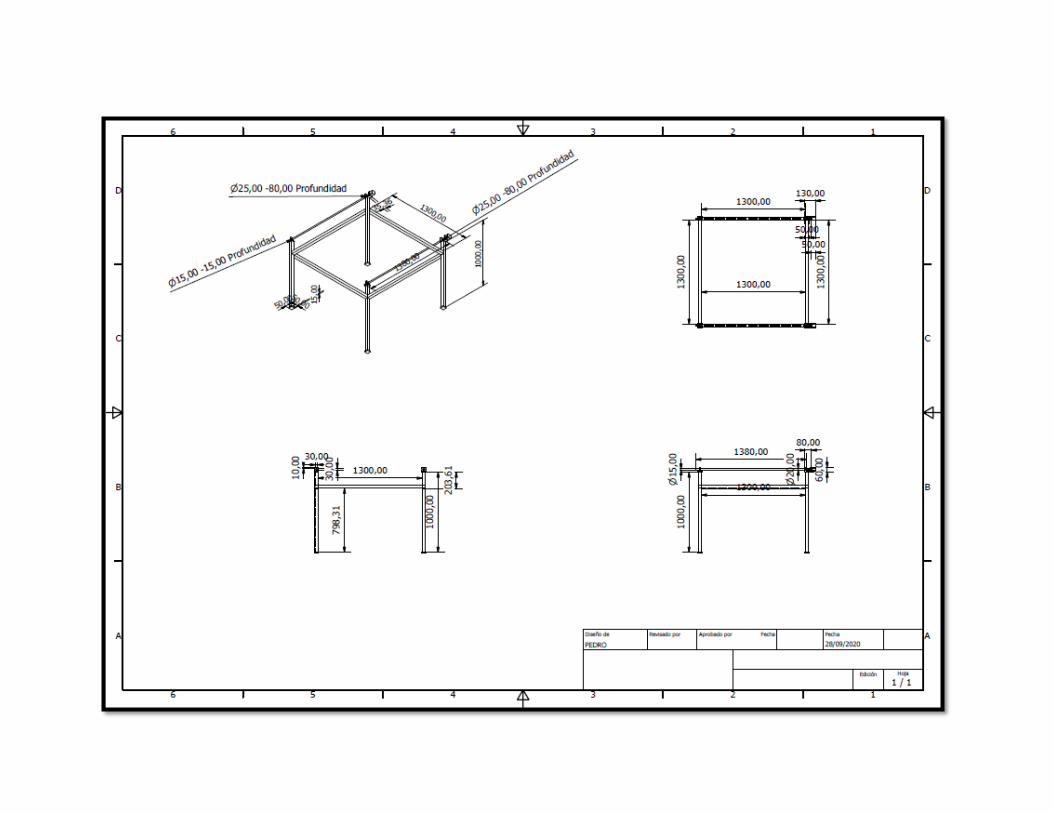
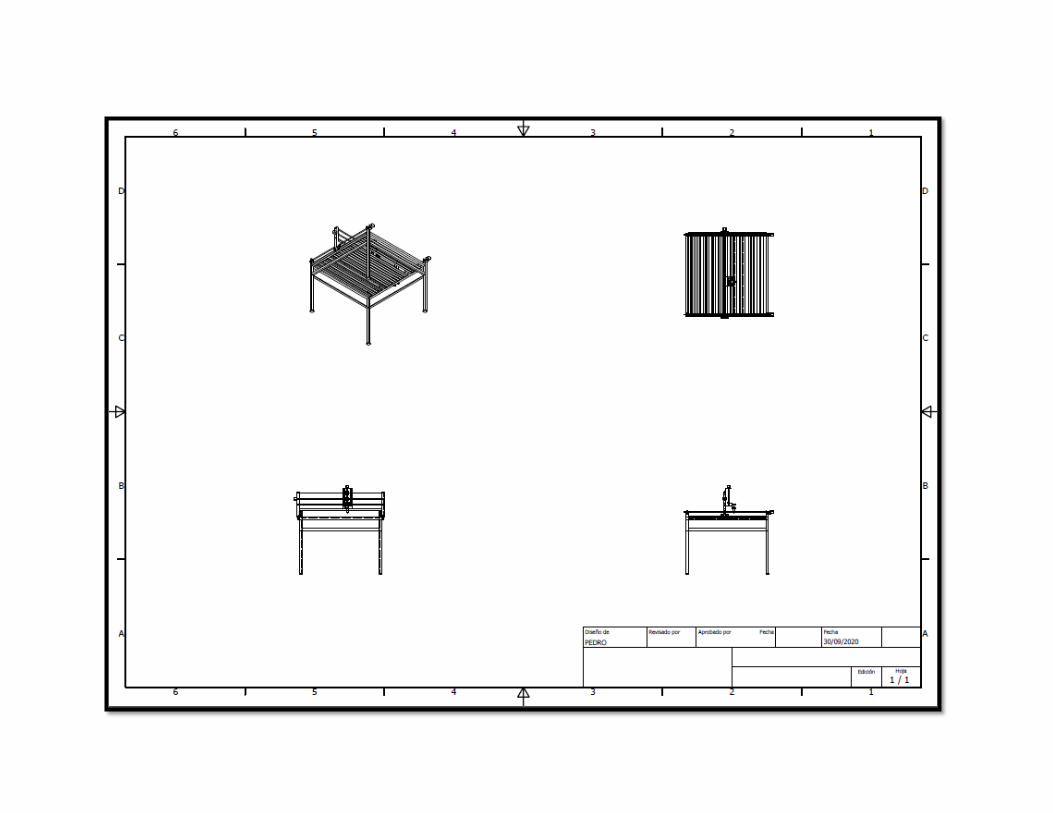
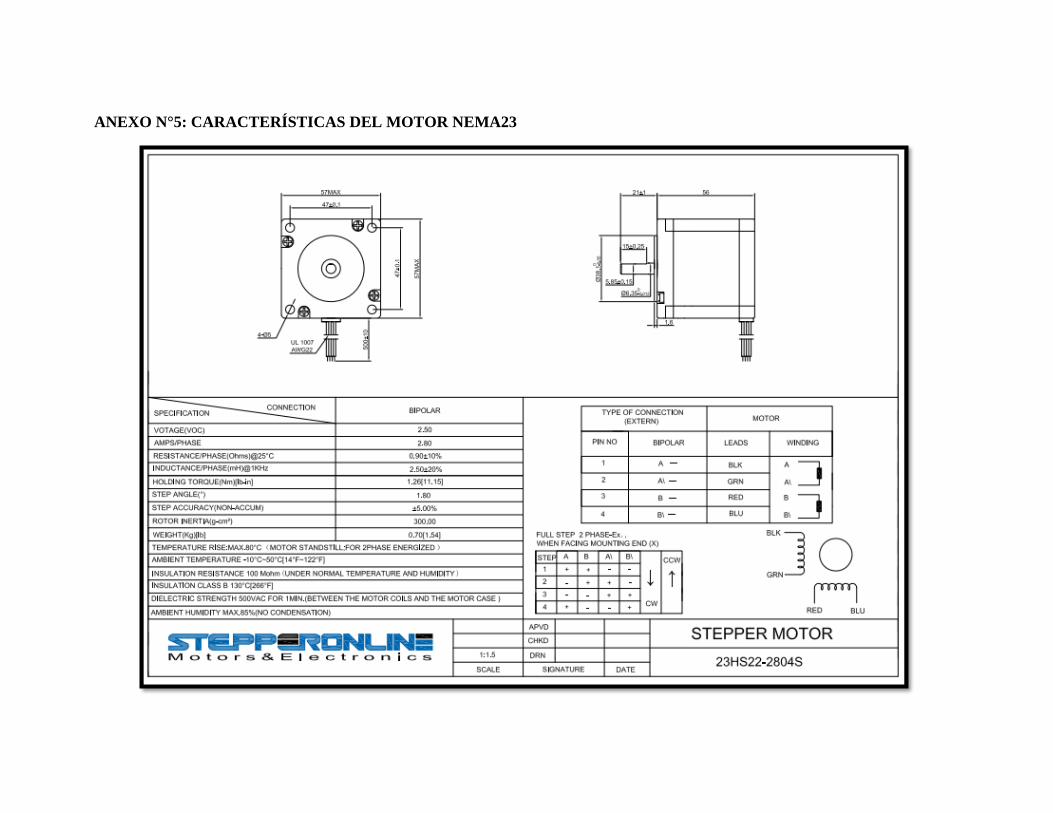
ANEXO N°5: CARACTERÍSTICAS DEL MOTOR NEMA23
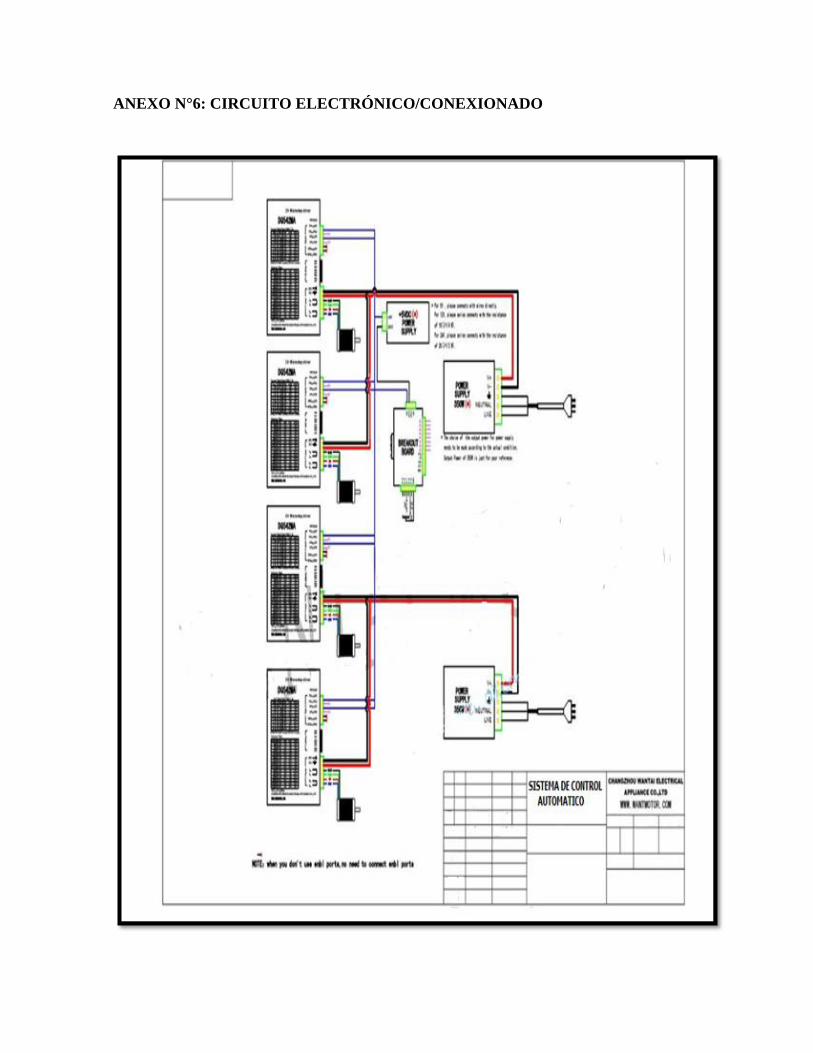
ANEXO N°6: CIRCUITO ELECTRÓNICO/CONEXIONADO
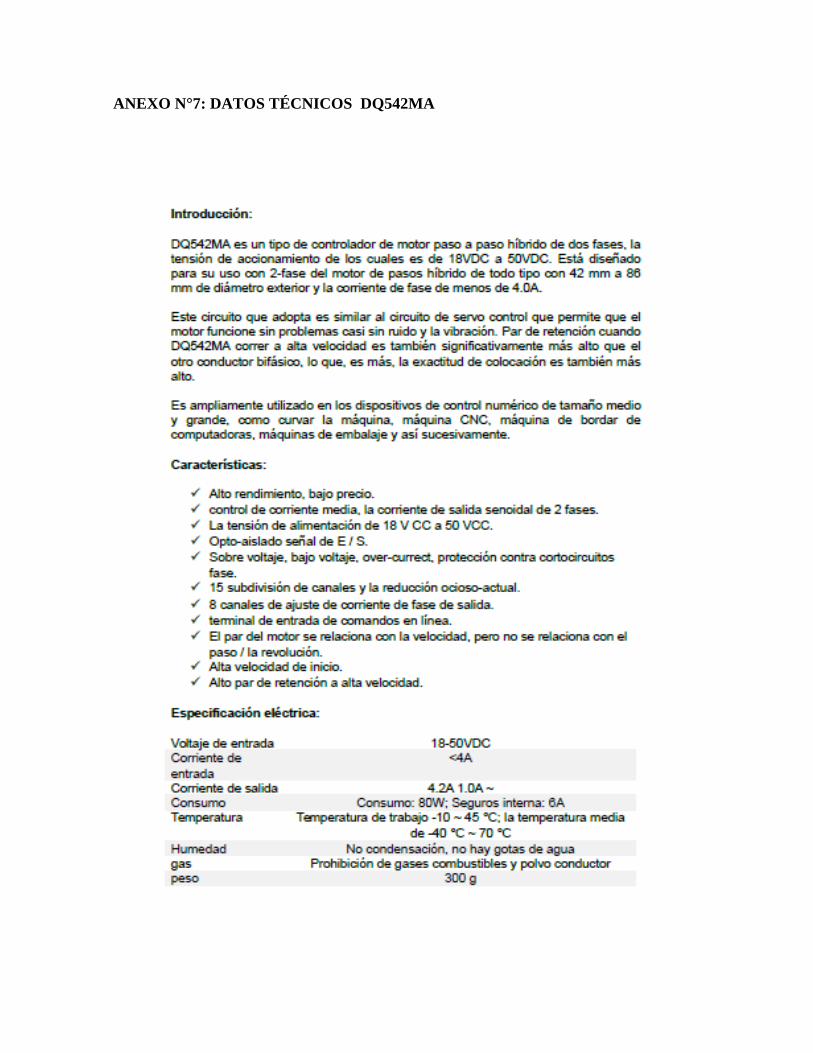
ANEXO N°7: DATOS TÉCNICOS DQ542MA
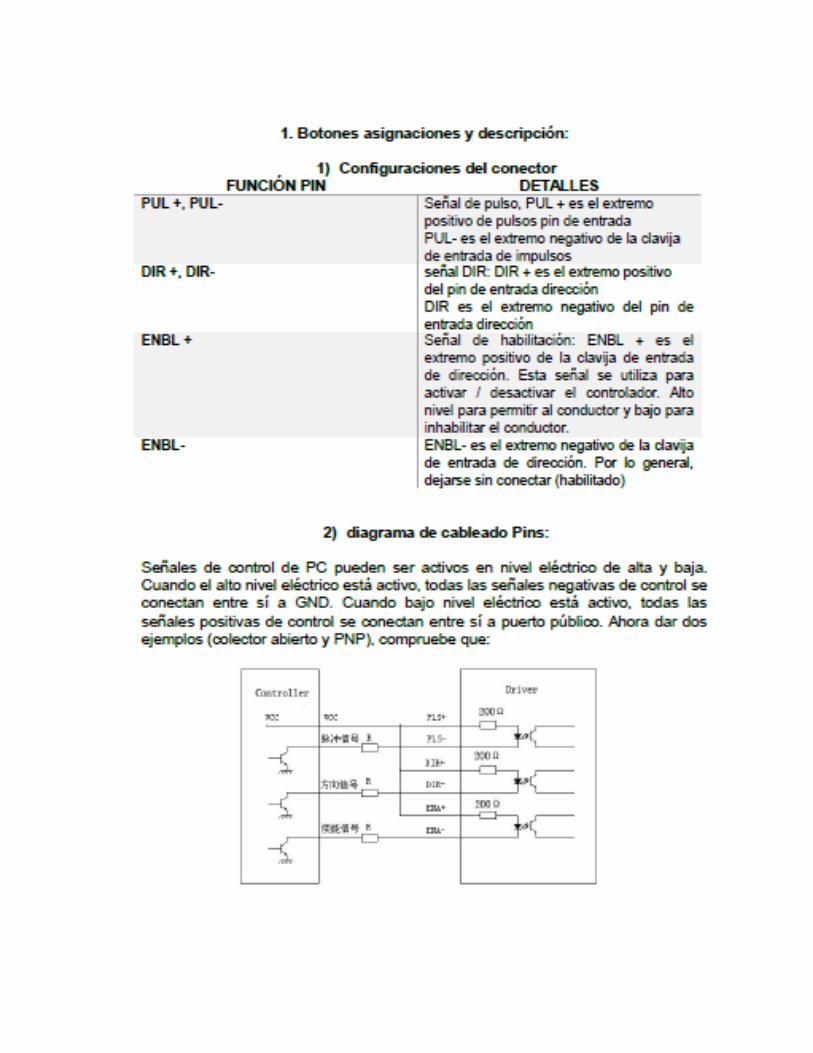
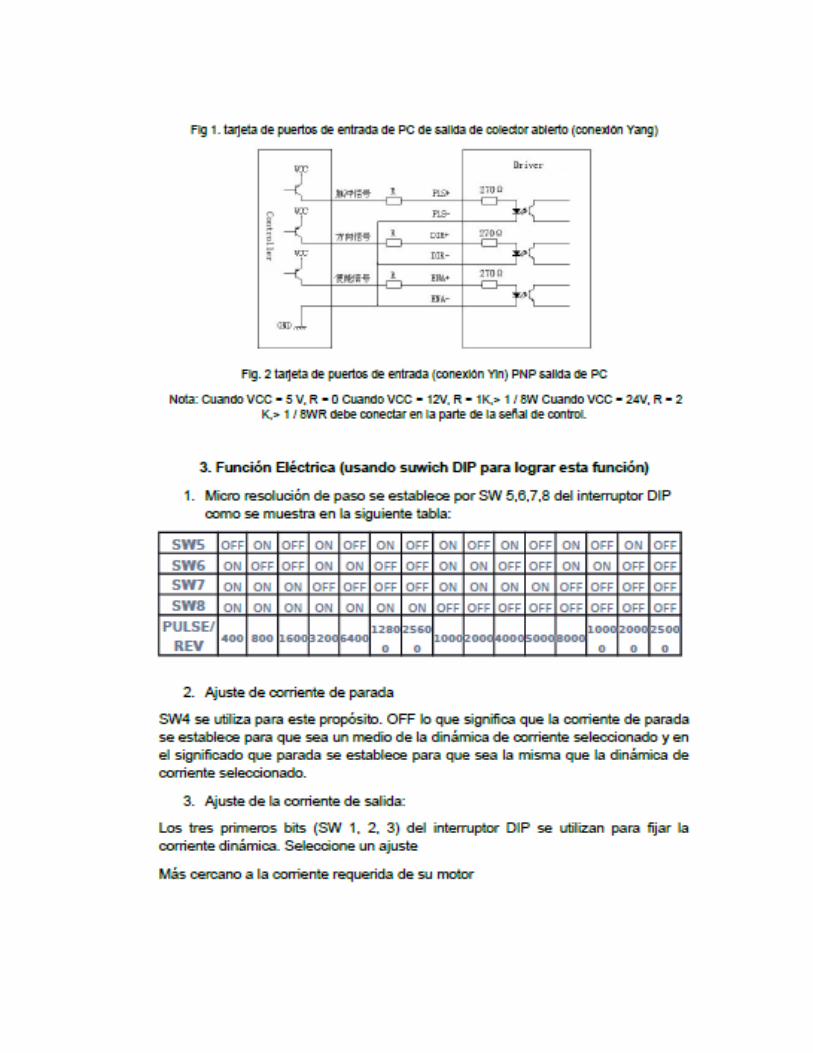
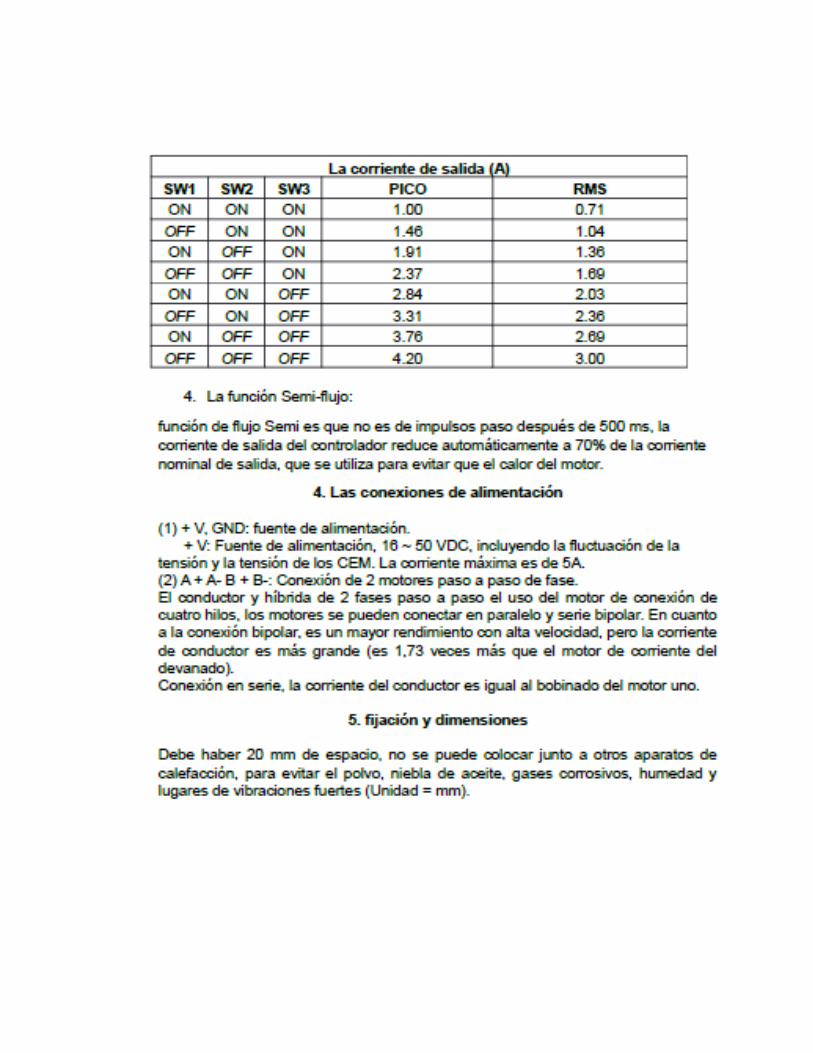
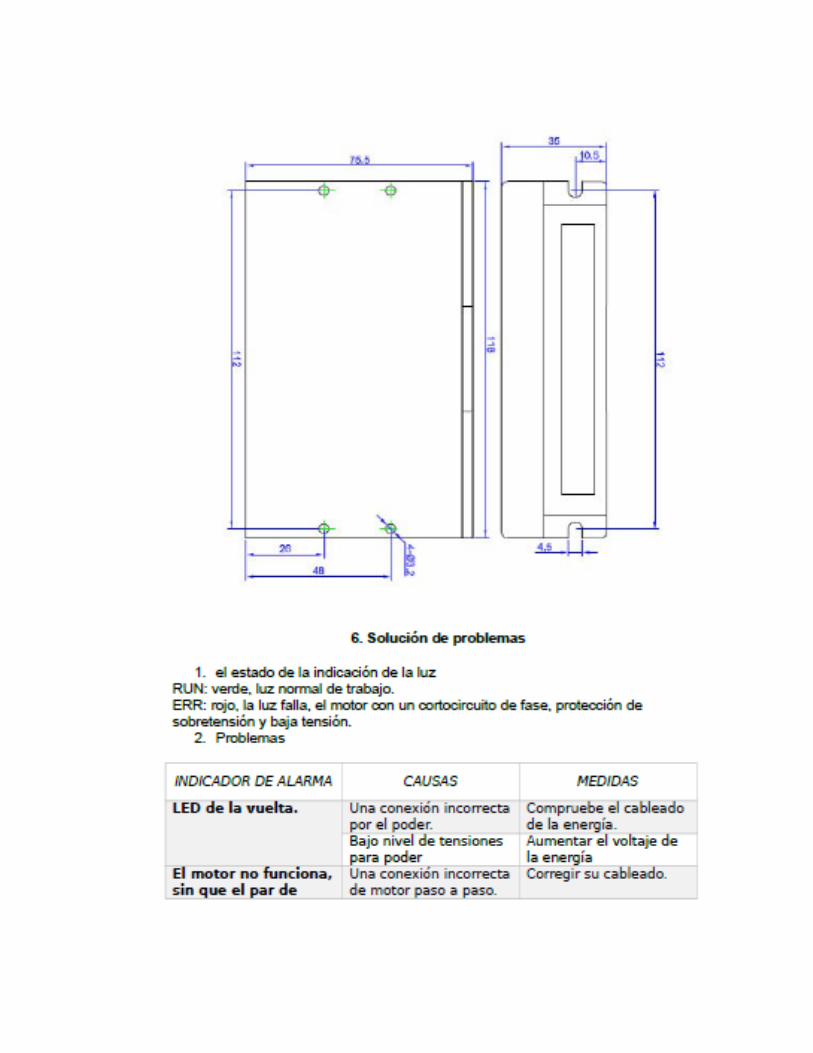
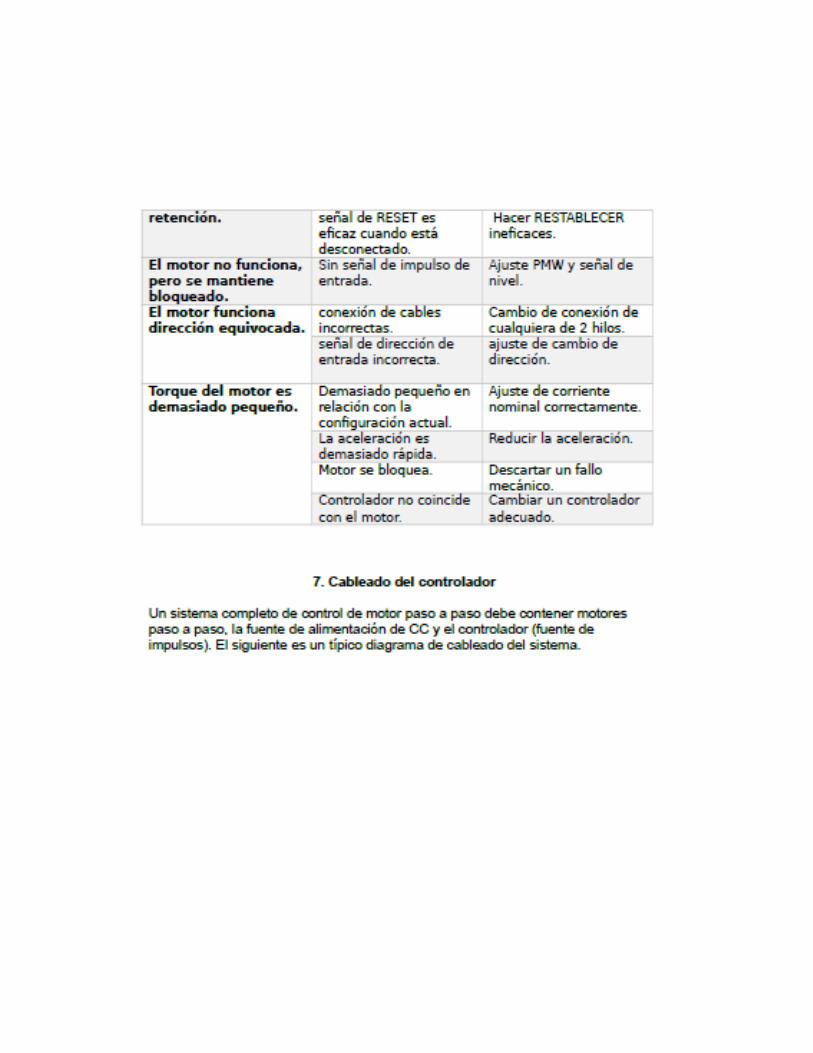
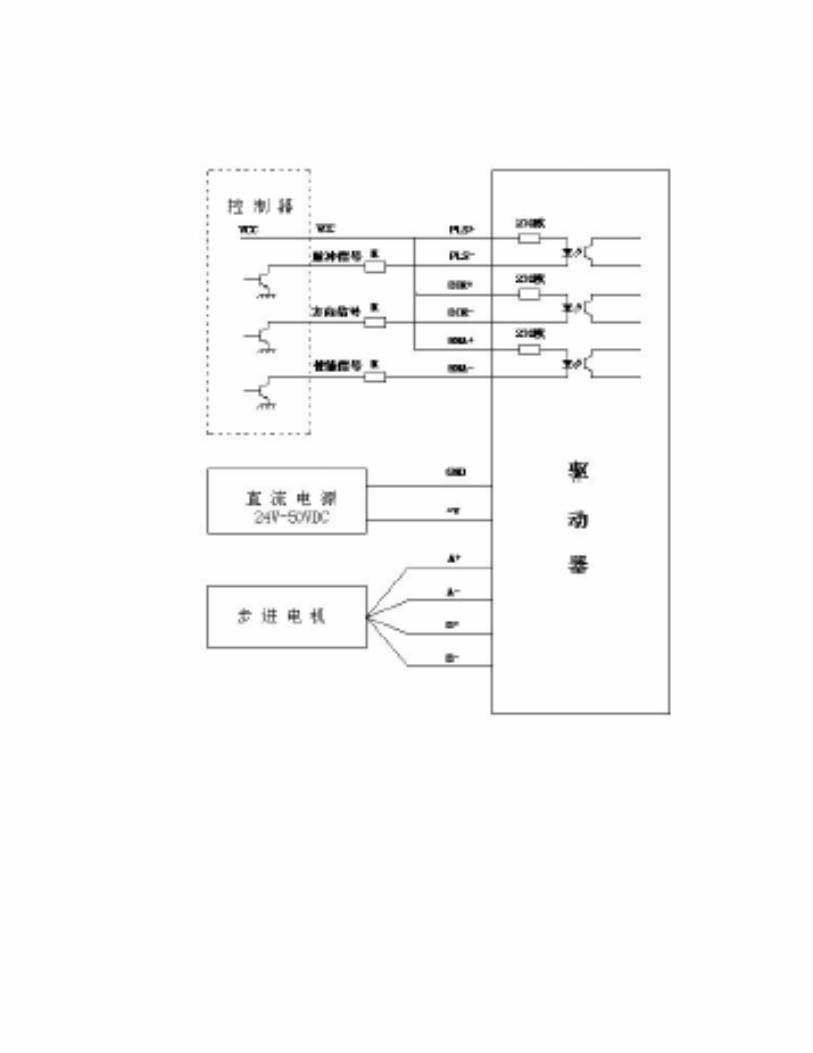
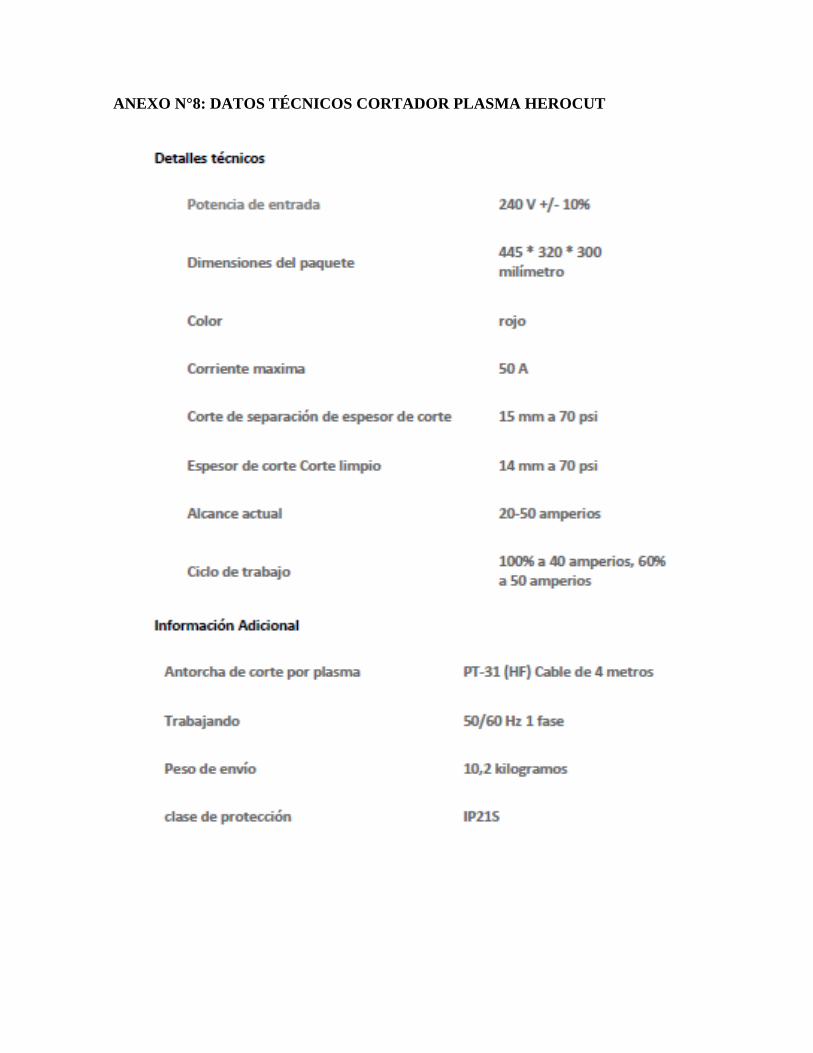
ANEXO N°8: DATOS TÉCNICOS CORTADOR PLASMA HEROCUT
