enfoque sistematico del cmd
TRANSCRIPT

Enfoque Sistêmico e Integral – CMD
Ing. Juan Sigarróstegui
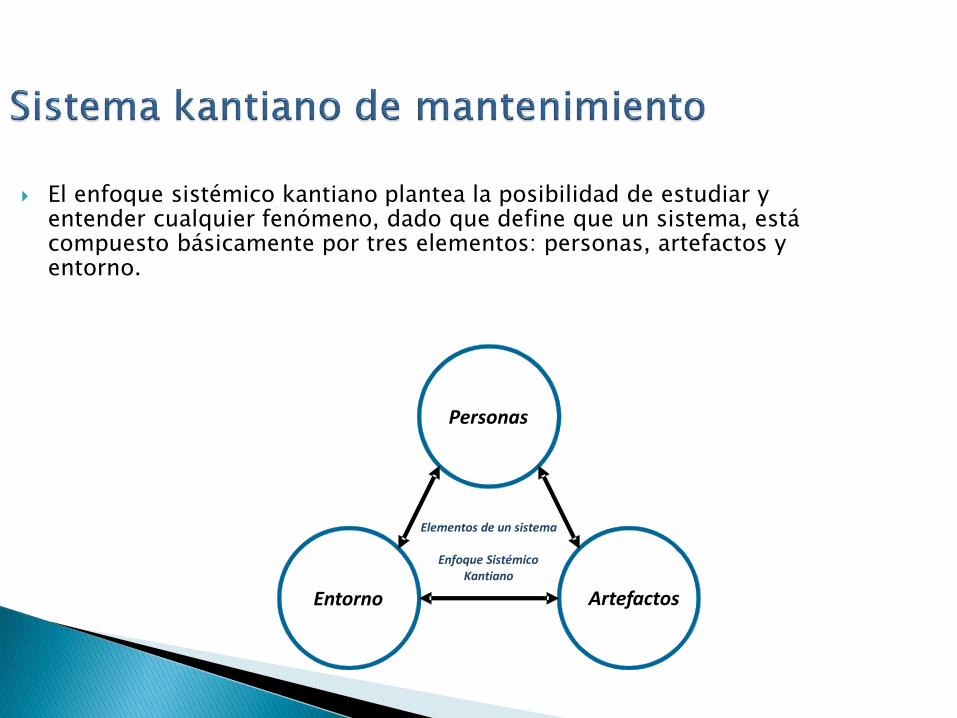
El enfoque sistémico kantiano plantea la posibilidad de estudiar y entender cualquier fenómeno, dado que define que un sistema, está compuesto básicamente por tres elementos: personas, artefactos y entorno.
Personas
Entorno Artefactos
Elementos de un sistema
Enfoque Sistémico Kantiano
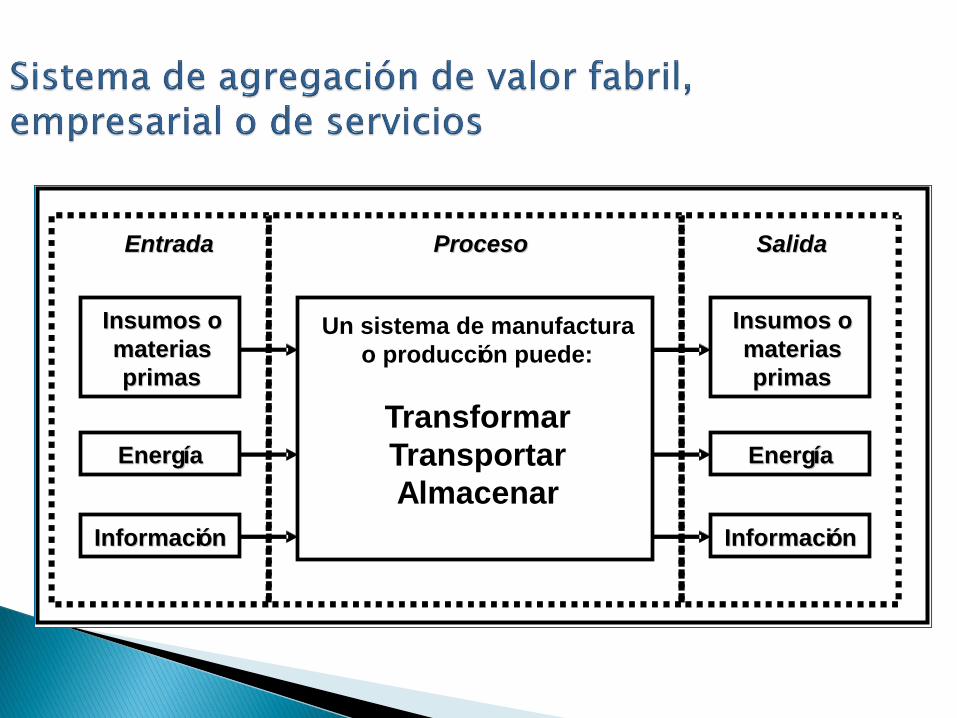
La función propia de un sistema de producción es lograr la agregación de valor, a partir de tres acciones básicas: transformación, transporte o almacenamiento; las cuales pueden estar presentes en forma combinada, es difícil encontrarlas puras en los procesos industriales.
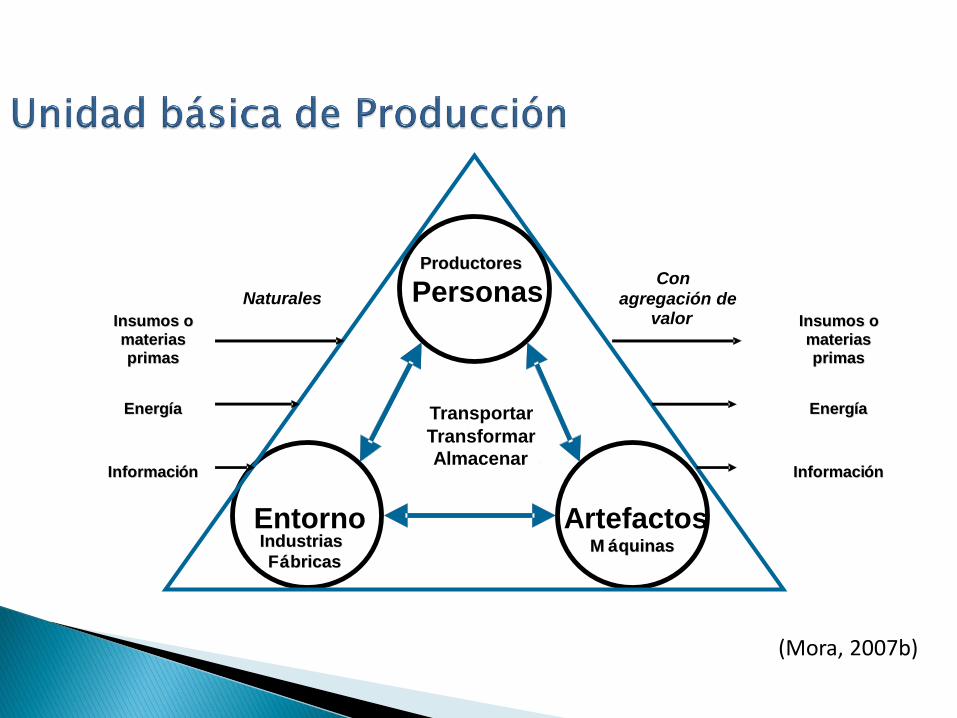
(Mora, 2007b)
Entorno Artefactos
PersonasProductoresProductores
Industrias Industrias
FFáábricasbricasMM ááquinasquinas
Insumos o Insumos o
materias materias
primasprimas
InformaciInformacióónn
EnergEnergííaa
Insumos o Insumos o
materias materias
primasprimas
InformaciInformacióónn
EnergEnergííaaTransforma
Transporta
Almacena
Transportar
Transformar
Almacenar
NaturalesCon
agregación de valor
Un sistema de manufactura
o producción puede:
Transformar
Transportar
Almacenar
Insumos o Insumos o
materias materias
primasprimas
InformaciInformacióónn
EnergEnergííaa
EntradaEntrada SalidaSalidaProcesoProceso
Insumos o Insumos o
materias materias
primasprimas
InformaciInformacióónn
EnergEnergííaa
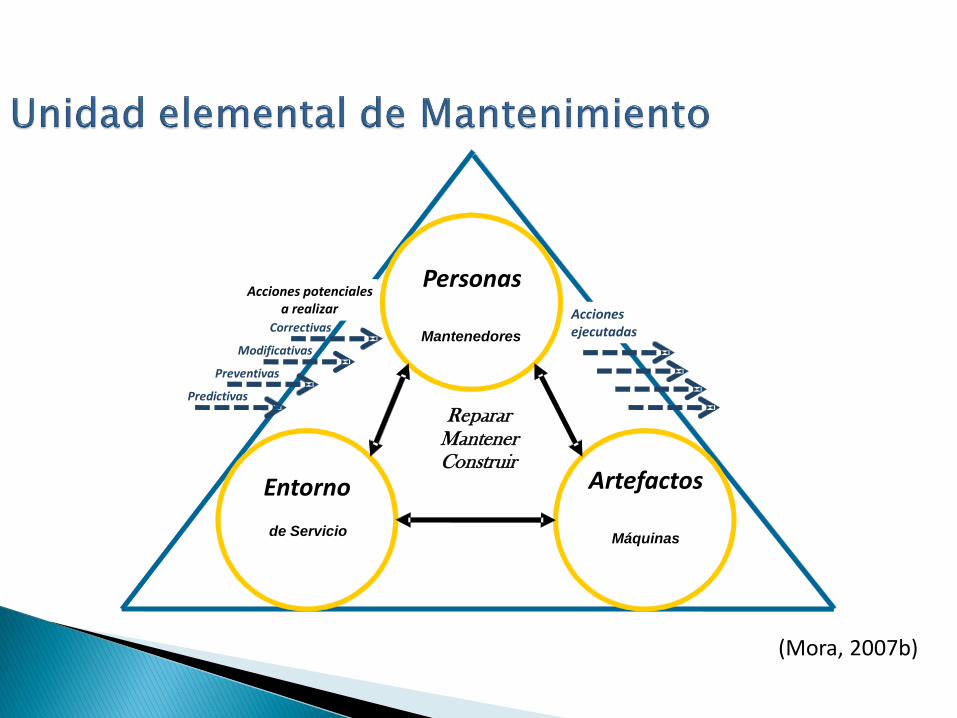
El enfoque sistémico puro cuando se utiliza en mantenimiento, parece admitir el reconocimiento de tres elementos fundamentales: mantenedores (Personas), máquinas o equipos industriales o de operación (Artefactos) y sitios físicos donde se prestan los servicios de mantenimiento (Entorno).
(Mora, 2007b)
Personas
Mantenedores
Entorno
de Servicio
Artefactos
Máquinas
Reparar
Mantener
Construir
Acciones potenciales a realizar Acciones
ejecutadasCorrectivas
Modificativas
Preventivas
Predictivas

Mantener
Reparar
Construir
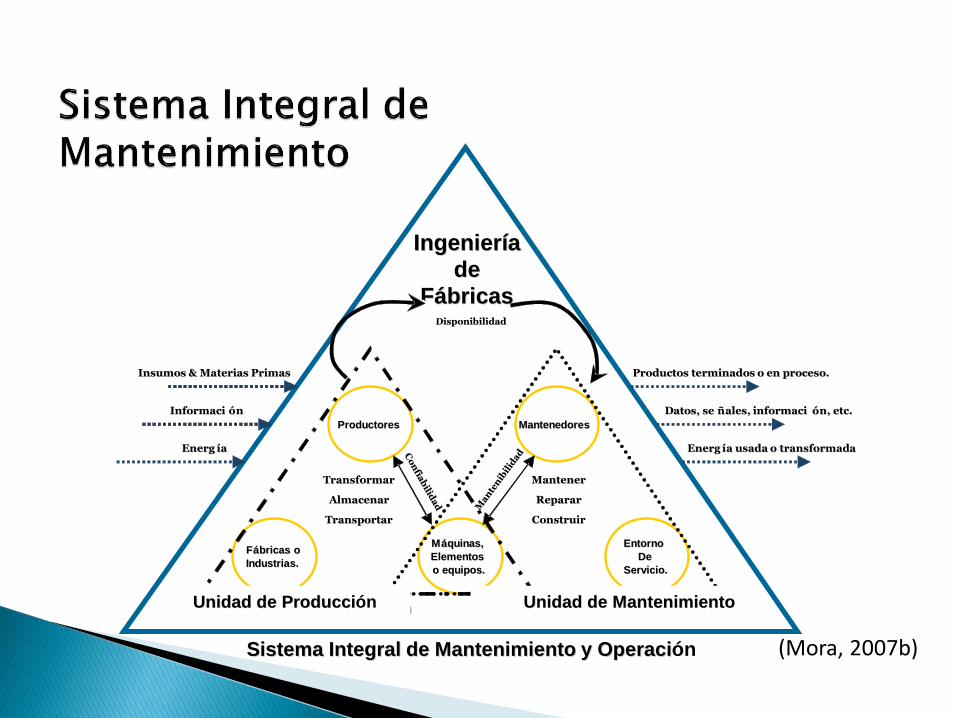
El enfoque sistémico kantiano de mantenimiento, que se definecomo ingeniería de fábricas, establece que la relación entre los treselementos es permanente o cerrada entre máquinas (parqueindustrial) y los otros dos partícipes (mantenimiento y operación),siendo abierta entre estas dos, de tal forma que las mejoresprácticas indican que la relación entre mantenimiento y producción,debe hacerse a través de los equipos y no en forma directa ya que,carece de sentido si no se habla de máquinas y de sucomportamiento en el tiempo frente a sus fallas y a sudisponibilidad.
(Mora, 2007b)
ProductoresProductores
FFáábricas obricas o
Industrias.Industrias.
Entorno Entorno
De De
Servicio.Servicio.
MMááquinas, quinas,
Elementos Elementos
o equipos.o equipos.
MantenedoresMantenedores
Subsistema de ProducciSubsistema de Produccióónn Subsistema de MantenimientoSubsistema de Mantenimiento
Sistema Integral de Mantenimiento y OperaciSistema Integral de Mantenimiento y Operación
TransformarTransformar
AlmacenarAlmacenar
TransportarTransportar
MantenerMantener
RepararReparar
ConstruirConstruir
IngenierIngenieríía a
de de
FFáábricasbricas
Productos terminados o en proceso.Productos terminados o en proceso.Insumos & Materias PrimasInsumos & Materias Primas
InformaciInformaci óónn Datos, seDatos, se ññales, informaciales, informaci óón, etc.n, etc.
EnergEnerg ííaa EnergEnerg íía usada o transformadaa usada o transformada
DisponibilidadDisponibilidad
Unidad de ProducciUnidad de Producción Unidad de MantenimientoUnidad de Mantenimiento
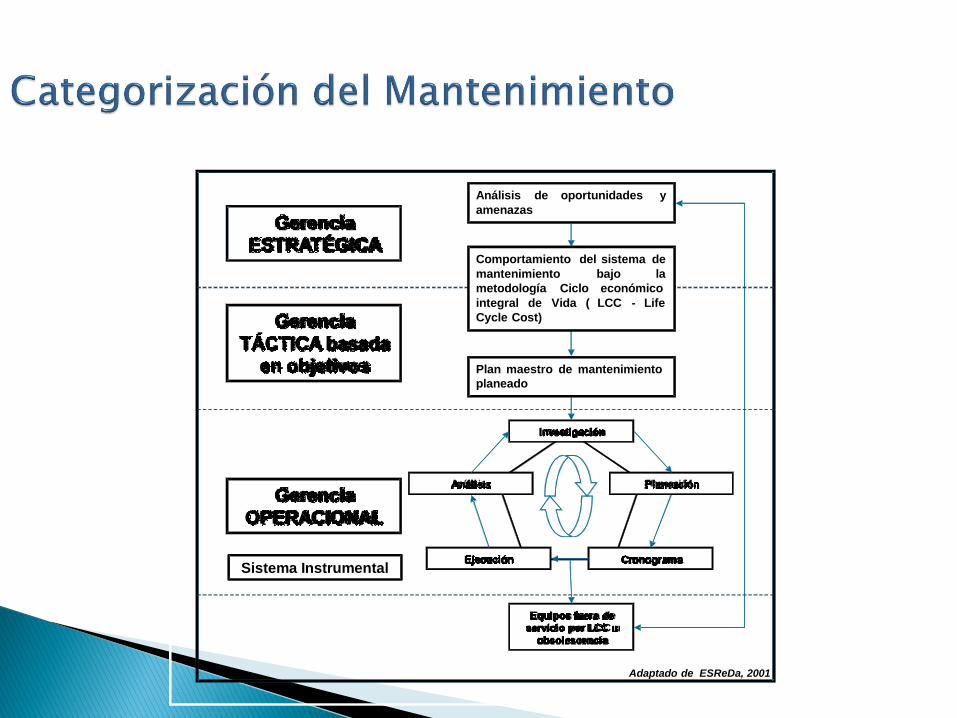
Análisis de oportunidades y
amenazas
Plan maestro de mantenimiento
planeado
Investigación
PlaneaciónAnálisis
Ejecución Cronograma
Equipos fuera de servicio por LCC u
obsolescencia
Gerencia
ESTRATÉGICA
Gerencia
TÁCTICA basada
en objetivos
Gerencia
OPERACIONAL
Comportamiento del sistema de
mantenimiento bajo la
metodología Ciclo económico
integral de Vida ( LCC - Life
Cycle Cost)
Sistema Instrumental
Adaptado de ESReDa, 2001
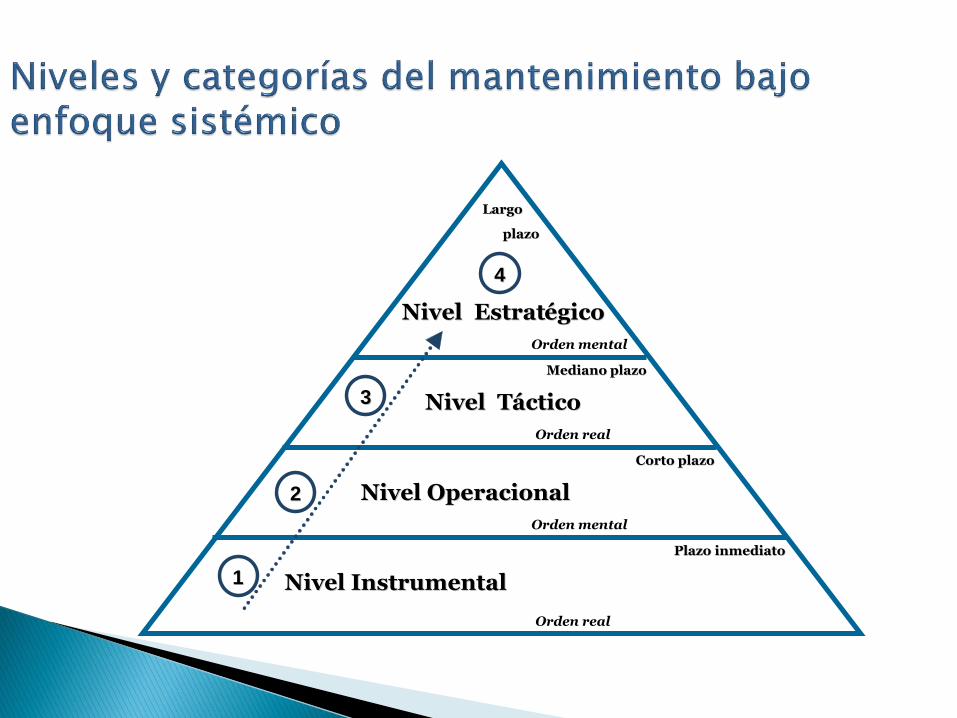
Nivel InstrumentalNivel Instrumental
Nivel EstratNivel Estratéégicogico
Nivel TNivel Táácticoctico
Nivel OperacionalNivel Operacional
44
11
22
33
Orden mental
Orden real
Orden real
Orden mental
Plazo inmediatoPlazo inmediato
LargoLargo
plazoplazo
Mediano plazoMediano plazo
Corto plazoCorto plazo
NIVEL INSTRUMENTAL: El nivel instrumental comprende todos los elementos necesarios para que exista un sistema de gestión y operación de mantenimiento, incluye: la información, las máquinas, las herramientas, los repuestos, los utensilios, las materias primas e insumos propios de mantenimiento, las técnicas, los registros históricos de fallas y reparaciones, las inversiones, los inventarios, las refacciones, las modificaciones, los trabajadores, las personas, el entrenamiento y la capacitación de los funcionarios, entre otros.
NIVEL OPERACIONAL: El nivel operacional comprende todas las posibles acciones a realizar en el mantenimiento de equipos por parte del oferente, a partir de las necesidades y deseos de los demandantes. Acciones correctivas, preventivas, predictivas y modificativas.
NIVEL TÁCITO: El nivel táctico contempla el conjunto de acciones demantenimiento que se aplican a un caso específico (un equipo oconjunto de ellos), es el grupo de tareas de mantenimiento querealizan con el objetivo de alcanzar un fin; al seguir las normas yreglas para ello establecido. Aparecen en este nivel el TPM, RCM,TPM & RCM combinadas, PMO, reactiva, proactiva, clase mundial,RCM Scorecard, entre otros.
NIVEL ESTRATÉGICO: El campo estratégico está compuesto por lasmetodologías que se desarrollan con el fin de evaluar el grado deéxito alcanzado con las tácticas desarrolladas; esto implica elestablecimiento de índices, rendimientos e indicadores que permitanmedir el caso particular con otros de diferentes industrias locales,nacionales o internacionales. Es la guía que permite alcanzar elestado de éxito propuesto y deseado. Se alcanza mediante el LCC, elCMD, los costos, la Terotecnología, etc.
Consiste en poder predecir el comportamiento futuro de losequipos, en cuanto a saber sobre: las fallas o las reparaciones(tiempos y fechas de ocurrencia), los tiempos útiles (duración y díasen que ocurrirán), los mantenimientos planeados (para suprogramación en tiempos y frecuencias) y demás actividadesalusivas a la planeación de las máquinas, en aras de poderestablecer planes concretos de operación y efectividad.
PUNTUAL - Métodos de cálculo puntuales (o promedios):
Se basa en el establecimiento de promedios de cada uno de losparámetros de fallas, reparaciones, tiempos útiles y demás variablesa calcular, su utilización es muy simple y adecuada para personas oempresas que en su vida no han practicado con este tipo deprevisiones de parámetros CMD. Sus resultados no son muyaceptables, pero es muy útil para aprender a dominar los algoritmosde cálculo de cada una de las diferentes opciones de disponibilidad.
DISTRIBUCIONES - Métodos de distribuciones:
Utiliza los mismos conceptos de disponibilidad, mantenibilidad yconfiabilidad del modelo puntual anterior, pero en vez de utilizarpromedio de los valores de tiempos útiles, de fallas, demantenimientos planeados, de demoras, utiliza diferentesdistribuciones que modelan mucho mejor que un simple elcomportamiento de las variables CMD en el tiempo y de susparámetros. En general es un buen procedimiento aplicable tanto aelementos o máquinas reparables o no; aunque algunos autores nolo recomiendan para artefactos reparables; pero en general tienemuy buena aceptación mundial.

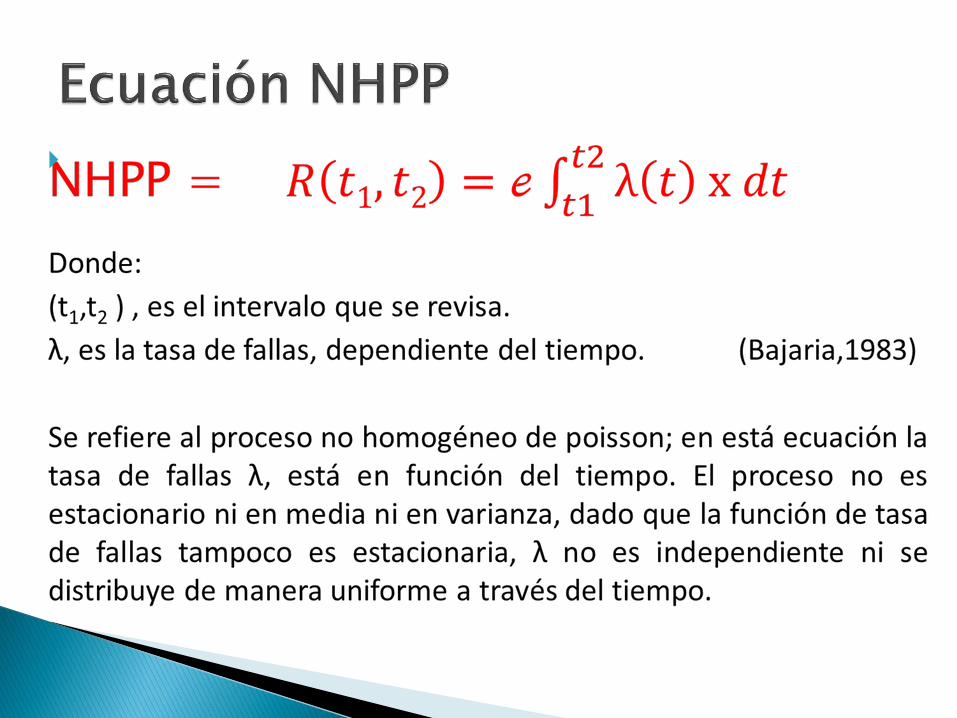
HPP & NHPP - Métodos de modelos HPP o NHPPPara predecir sistemas reparables (que se pueden restaurar alfallar, como motores, compresores, etc.) también se usan losmodelos de:
Proceso Homogéneo de Poisson (HPP) yProceso No Homogéneo de Poisson (NHPP).
Algunos autores sostienen que los modelos tradicionales dedistribuciones como Weibull, Gamma, LogNormal, etc., que se usanen los sistemas no reparables, no son tan adecuados parapronosticar el comportamiento de los sistemas reparables, por locual sugieren ampliar el espectro de metodología, como porejemplo con el modelo de NHPP (O´Connor, 2002).
HPP = R(t1,t2) = λ-1x (t2-t
1)
Donde:
(t1
,t2
) , es el intervalo de tiempo que se analiza.
λ , es la tasa de fallas, independientes del tiempo.
(Bajaria,1983)
Se dice que alcanza este grado homogéneo cuando su comportamientono está en función del tiempo, es decir el número de eventos sólodepende del periodo de tiempo del intervalo que se evalué.
SERIES TEMPORALES – Método de previsión con el uso de técnicas deSeries Temporales:Esta metodología se basa en la utilización de modelo universal depronósticos, con sus tres etapas del método científico: análisisprevio, lanzamiento de hipótesis y verificación, entre lasmetodologías que trabaja, usa: modelos clásicos (Tendencia lineal ono, Brown, Holt, Holt´s Winter) y modelos estocásticos AR.I.MA.(Auto-Regressive, Integrated, Moving Average), que son muyefectivos y garantizan errores mínimos en los pronósticos frente a larealidad futura.
Se pueden usar directamente sobre la predicción de las fallas, de lasreparaciones, de los mantenimientos, de los tiempos útiles, etc. osobre las predicciones de cada una de las variables de modelaciónCMD, tales como MTTR, MTBF, UT, DT, MTBMC, MTBMP, MP, etc.
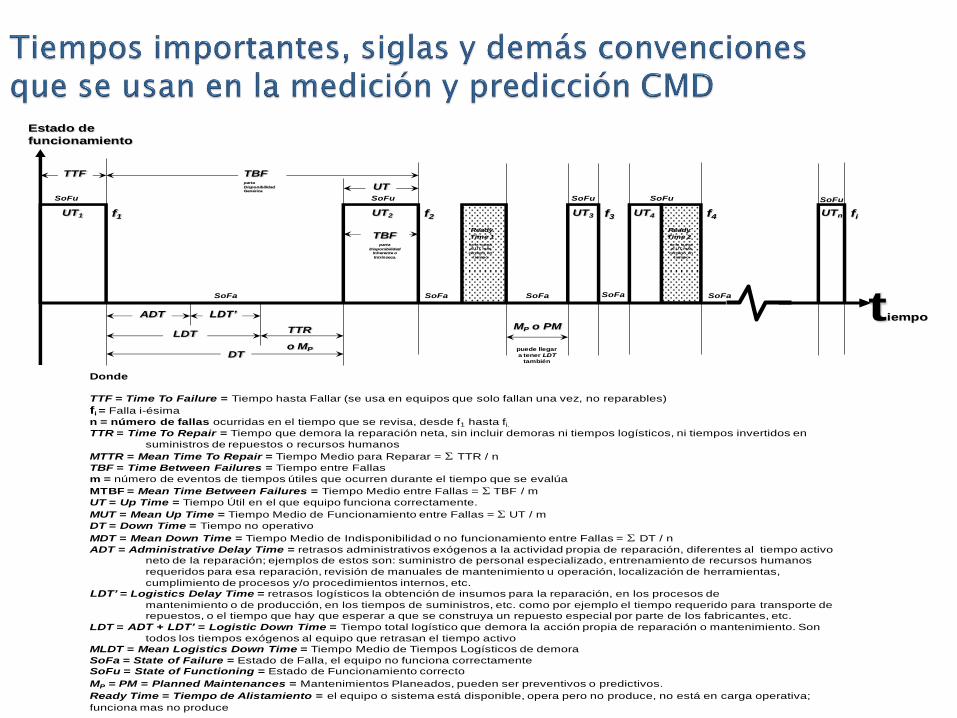
tiempo
Estado de
funcionamiento
SoFu
SoFa
LDT’
TBFparta
Disponibilidad Genérica
TTF
UT
DT
TTR
o MP
SoFuSoFuSoFu
SoFa
f1 f2 f3 fi
Donde
TTF = Time To Failure = Tiempo hasta Fallar (se usa en equipos que solo fallan una vez, no reparables)
fi = Falla i-ésima
n = número de fallas ocurridas en el tiempo que se revisa, desde f1 hasta fi.TTR = Time To Repair = Tiempo que demora la reparación neta, sin incluir demoras ni tiempos logísticos, ni tiempos invertidos en
suministros de repuestos o recursos humanos
MTTR = Mean Time To Repair = Tiempo Medio para Reparar = TTR / n
TBF = Time Between Failures = Tiempo entre Fallas
m = número de eventos de tiempos útiles que ocurren durante el tiempo que se evalúa
MTBF = Mean Time Between Failures = Tiempo Medio entre Fallas = TBF / m
UT = Up Time = Tiempo Útil en el que equipo funciona correctamente.
MUT = Mean Up Time = Tiempo Medio de Funcionamiento entre Fallas = UT / m
DT = Down Time = Tiempo no operativo
MDT = Mean Down Time = Tiempo Medio de Indisponibilidad o no funcionamiento entre Fallas = DT / n
ADT = Administrative Delay Time = retrasos administrativos exógenos a la actividad propia de reparación, diferentes al tiempo activo
neto de la reparación; ejemplos de estos son: suministro de personal especializado, entrenamiento de recursos humanos
requeridos para esa reparación, revisión de manuales de mantenimiento u operación, localización de herramientas,
cumplimiento de procesos y/o procedimientos internos, etc.
LDT’ = Logistics Delay Time = retrasos logísticos la obtención de insumos para la reparación, en los procesos de
mantenimiento o de producción, en los tiempos de suministros, etc. como por ejemplo el tiempo requerido para transporte de
repuestos, o el tiempo que hay que esperar a que se construya un repuesto especial por parte de los fabricantes, etc.
LDT = ADT + LDT’ = Logistic Down Time = Tiempo total logístico que demora la acción propia de reparación o mantenimiento. Son
todos los tiempos exógenos al equipo que retrasan el tiempo activo
MLDT = Mean Logistics Down Time = Tiempo Medio de Tiempos Logísticos de demora
SoFa = State of Failure = Estado de Falla, el equipo no funciona correctamente
SoFu = State of Functioning = Estado de Funcionamiento correcto
MP = PM = Planned Maintenances = Mantenimientos Planeados, pueden ser preventivos o predictivos.
Ready Time = Tiempo de Alistamiento = el equipo o sistema está disponible, opera pero no produce, no está en carga operativa;
funciona mas no produce
ADT
LDTMP o PM
puede llegar a tener LDT
también
Ready
Time 1
SoFu
SoFa
f4
SoFa SoFa
TBFparta
Disponibilidad Inherente o
Intrínseca.
UT1 UT2 UT3 UT4 UTn
Ready
Time 2
se le suma al UT más
cercano en
tiempo
se le suma al UT más
cercano en
tiempo