elaboracion de la cerveza y malta
TRANSCRIPT
Universidad Autónoma De Santo Domingo (UASD)Facultada De CienciasEscuela De Química
Química Bioindustrial (Qui-252)
Tema:Elaboración De La Cerveza Y La Malta
Sustentantes:Ana R. Correa G.Luis B. Gomez H.
Isabel WuEvelyn Jorge P.Emelin Lluveres
Elaboración de la cerveza y la malta
HISTORIA
Historia de la CervezaANA R. CORREA GONZALEZ
EL MISTERIO DE LA ELABORACION DE LA CERVEZA
• Este arte se ha venido desarrollando a lo largo de 5,000-8,000 años.
• En la edad media era considerado como un arte o un misterio.
• La elaboración de la cerveza pertenece al apogeo de las civilizaciones Egipcias y Babilónicas de unos 4,300años de antigüedad.
• Luego alcanzo a las civilizaciones Griegas y mas tarde a la Romana.
La cerveza
• Es una bebida alcohólica muy antigua desarrollada por los pueblosmesopotámicos y egipcios resultado de fermentar cereales en agua enpresencia de levadura, no existe una persona o pueblo que se denomine´´inventor´´ de la misma.
• Aunque en el mercado existes cervezas de mijo ,trigo y arroz la mashabitual es la de la cebada.
• Si la cerveza tiene gas carbónico ya sea natural o añadido se denomina´´Lager´´ es oscura y densa algo dulzona característica de Inglaterra.
• ´´La bock´´ es densa y guarda algo de aroma de las levaduras.
La cerveza y su fermentación
• Su tipo de fermentación es donde la acción de la zimasa segregada porla levadura convierte los azucares simples (glucosa y fructosa) enalcohol etílico y dióxido de carbono.
• La diastasa, la zimasa, la invertasa( enzimas vegetales) y el almidón sedescomponen en azucares complejas, luego azucares simples yfinalmente en alcohol.
• Las enzimas que intervienen en la elaboración de la cerveza se crean enel interior del grano durante el proceso de malteado como son: Lasproteolíticas (proteasas y péptidasas) y las diastáticas.
Emil Christian Hansen
• Micólogo danés especializado en la fermentación de la levadura (siglo xx).
• Emil Clemens H.(Cultivo lúpulo).
La Cebada Y El Malteado De La Cebada
LUIS B. GOMEZ H.
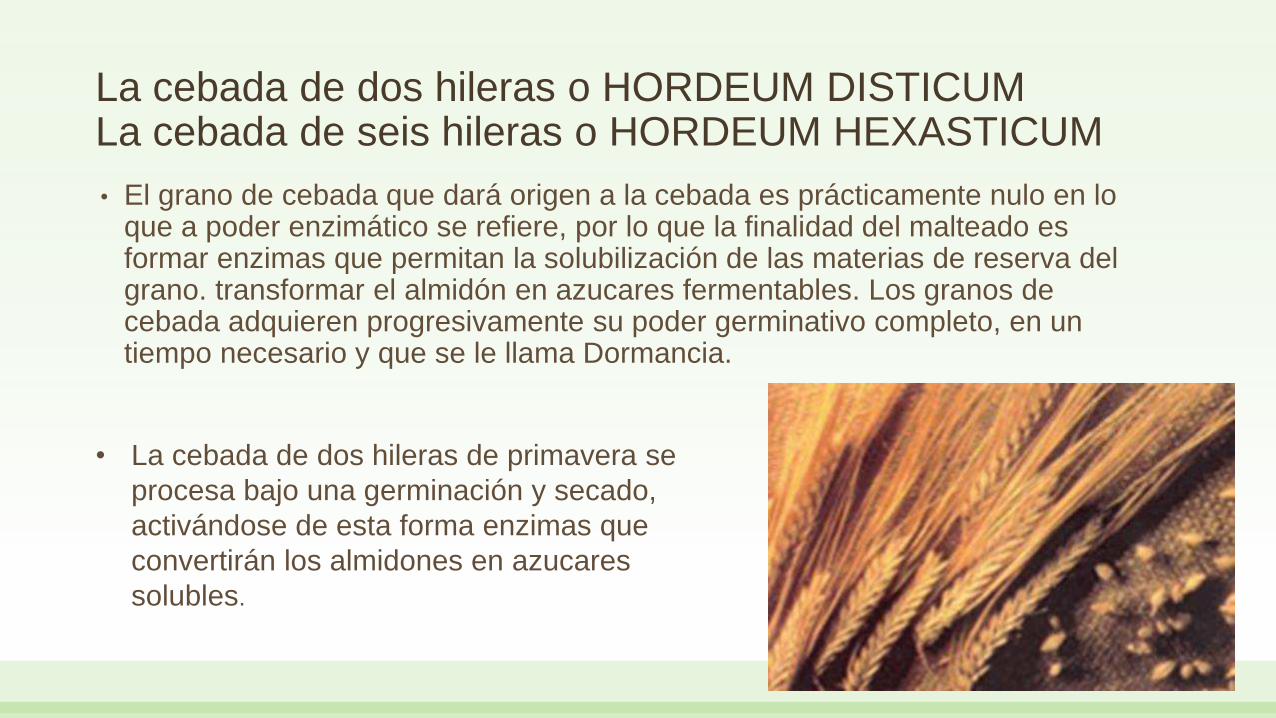
La cebada de dos hileras o HORDEUM DISTICUM La cebada de seis hileras o HORDEUM HEXASTICUM
• El grano de cebada que dará origen a la cebada es prácticamente nulo en lo que a poder enzimático se refiere, por lo que la finalidad del malteado es formar enzimas que permitan la solubilización de las materias de reserva del grano. transformar el almidón en azucares fermentables. Los granos de cebada adquieren progresivamente su poder germinativo completo, en un tiempo necesario y que se le llama Dormancia.
• La cebada de dos hileras de primavera se
procesa bajo una germinación y secado,
activándose de esta forma enzimas que
convertirán los almidones en azucares
solubles.

¿Porque utilizar cebada?
• Hay varios granos de cereal que pueden se satisfactoriamentemalteados, pero los de cebadas son los que presentan menosproblemas técnicos.
• El maíz se maltea muy raras veces, porque su grasa se enrancia.
• El trigo se maltea a escala comercial pero el desarrollo demicroorganismos durante la germinación en la superficie del granoplantea ciertos problemas.
• Los granos malteados desarrollan las enzimas que se necesitan paraconvertir el almidón del grano en azúcar. La cebada es el cerealmalteado más común, debido a su alto contenido en enzimas.
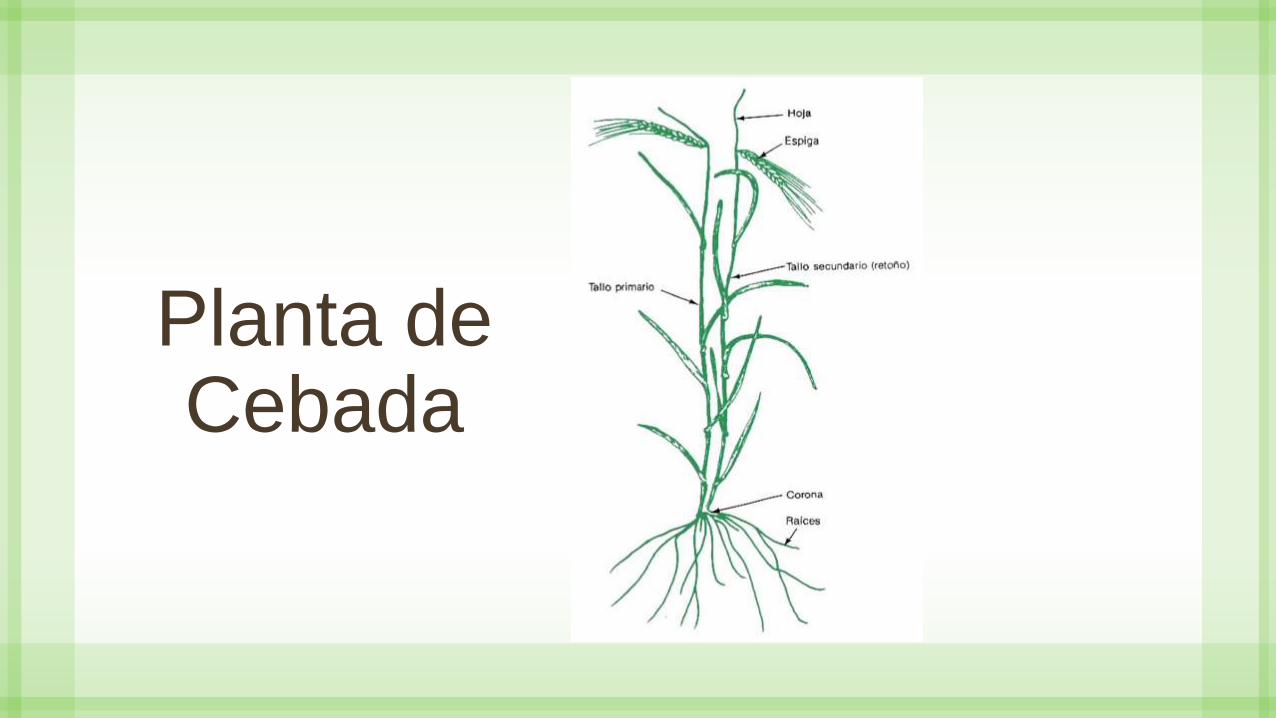
Planta de Cebada
Germina como el trigo
• En el transcurso de los años, se ha ido imponiendo, prácticamente entodo el mundo, el aroma de las cervezas elaboradas a partir de cebadamalteada. Además, la cebada utilizada para la elaboración de maltadestinada a la producción de cerveza es más rica en almidón, que es lasustancia que da origen al extracto fermentables. También contieneproteínas, generalmente en cantidades más que suficientes paraproporcionar los aminoácidos necesarios para el crecimiento de lalevadura, y las sustancias nitrogenadas que desarrollan un papelimportante en la formación de espuma.

El grano de cebada
Almacenamiento de la cebada
• La cebada es más estable seca y mantenida a baja temperatura.
• El proceso de secado tiene que llevarse a cabo de tal forma quepermanezca viable la planta embrionaria contenida en cada grano; porconsiguiente, es necesario evitar el uso de temperaturas demasiadoaltas y para acelerar la desecación debe recurrirse a aumentar lavelocidad del flujo del aire y a un calentamiento gradual del mismo.
• Es habitual reducir después la temperatura a 15 °C, mientras seefectúan las operaciones de limpieza y clasificación de los granos portamaño. El movimiento del grano de un silo a otro contribuye auniformizar la temperatura de grandes volúmenes de grano y a introduciroxigeno, necesario para que los embriones respiren.
• Si está húmedo, el grano es fácilmente atacado por los insectos y loshongos causantes de su deterioro, especialmente si la temperaturasupera los 15 °C. El metabolismo de los insectos y el de los hongos,cuando se establecen, produce agua y eleva localmente la temperatura,lo que favorece la extensión de la infestación.
• Los insectos que habitualmente se encuentran en el malteado son elescarabajo de dientes de sierra, el gorgojo y el escarabajo plano. Haymicroorganismos capaces de crecer en los granos de cebada, entreellos, mohos, levaduras y bacterias. Los más importantes suelen ser loshongos filamentosos, como los del género Aspergi-llus. El grado deinfestación es muy alto si la cebada madura está húmeda, es decir, si elgrano maduro se moja.
El MalteadoES UNA TRANSFORMACIÓN DE LA CEBADA EN MALTA
El Malteado• El proceso de malteado tiene las siguientes etapas:
- Limpieza del grano- Remojado- Germinado- Secado- Limpieza de la malta
Limpieza de granos:
Se realiza para:
• Remover cáscaras, polvo, pajas, palos etc. provenientes de la cosecha del grano.
• Remover piedras, trozos metálicos.
• Remover semillas extrañas.
El remojo• Este paso consiste en aumentar el contenido de humedad del grano.
Este paso dura aproximadamente dos días y el grano absorbeaproximadamente 45% de su peso.
• Durante intervalos se drena el agua y se inyecta aire para eliminarbolsones de CO2 que se forman.
• Los granos de cebada se sumergen en agua durante 12 horas. Luegose elimina el agua de remojo que contiene polvo, agentescontaminantes, etc.
• Se deja entonces la cebada respirar al aire libre durante 10 horas. Luegose vuelve a poner en remojo durante 4 horas en agua limpia. Acontinuación, de nuevo se elimina el agua y se deja de 6 a 8 horas losgranos al aire libre. Este ciclo se repite durante alrededor de 36 horas.
Objetivos del Remojo
• Remover el material flotante.
• Lavar el grano.
• Elevar el mosto de 12% a 44% para iniciar el proceso de germinación.
Factores importantes
• Proveer suficiente oxígeno a los granos.
• Extraer el CO2 Producido.
• Temperatura del agua.
• Períodos húmedos y secos.
La germinación • La cebada en grano húmedo está extendida en una capa fina y delgada.
Los gérmenes van a provocar el estallido del almidón gracia a la síntesisde las amilasas, lo que va a liberar los azúcares fermentables. El granolibera así las enzimas que se necesitarán en la maceración y lafermentación. Se deja que las raicillas de la cebada se formen y sedesarrollen pero sin llegar a brotar.
• La germinación dura aproximadamente de 10 a 12 días a unatemperatura de 15°C y 8 días a 18-20°C.
• Esta marcado por cuatro fases:
1. Absorción del agua por el embrión. 2. Activación de enzimas. 3. Desarrollo de tejidos embrionarios. 4. Ruptura de la pared del embrión por el germen.
• Luego que el grano ha absorbido el agua necesaria se pasan los mismos alsector de germinación. Son cajas rectangulares con inyección de aire en suparte inferior que con vapor se controla la temperatura y humedad degerminación. Además el aire es necesario para que respire la semilla durantela germinación.
• La temperatura optima es de 12ºC a 16ºC. Este proceso duraaproximadamente 5 días. Las cajas de germinación tienen palas queremueven las semillas para lograr homogeneidad en el proceso.
• Objetivos de la Germinación
1. Producir el nivel óptimo de enzimas.
2. Favorecer la rotura de la matriz proteica, con el fin de que el almidón este accesible para las enzimas.
• Factores importantes
1. Minimizar las pérdidas de extracto por crecimiento y respiración.
2. Producir una malta balanceada para no producir exceso de color durante el secado. Para la malta pale.
3. Temperatura óptima fara la fabricación de enzimas.
El secado y tostado de la malta• Luego de la germinación se pasa al horno de secado. En el mismo se baja la
humedad del grano hasta 4%. De esta manera las enzimas desarrolladasquedan inactivas temporalmente. Es decir, que el proceso de germinación separa y junto con ella la trasformación del almidón y proteínas.
• Es un recalentamiento brusco que permite parar la germinación y que determinael color de la cerveza (dorada, ambarina, negra, etc.).
• Es necesario mezclar bien los granos para obtener una temperatura y un secadohomogéneos. El secado de la malta permite también conservar la cebada y suduración determina las características de la malta.
• Otra finalidad del secado es otorgar sabor y color durante el horneado.
• El proceso dura 24 horas y en función del tiempo y temperatura se logran lasdistintas variedades de maltas
• Objetivo del Secado
1. Detener el proceso de malteado.
2. Disminuir el % de humedad para garantizar una buena conservación.
3. Desarrollar el color y aroma requerido por el cervecero.
• Factores importantes
1. Secado indirecto: Nitrosaminas.
2. Temperatura del golpe de fuego: eliminar el DMS.
3. Respetar la curva de temperatura / tiempo para no destruir enzimas.
La eliminación de los gérmenes
• Para utilizar la malta es necesario quitar antes el germen a los granosfrotando por acción mecánica los granos entre ellos para eliminar lasraicillas.
• Éstos deben ser eliminados por soplado o por aspiración antes de poderutilizar la malta para la mezcla. Luego del horneado es necesario enfriarla malta y posteriormente remover la colita de raíz que quedo luego de lagerminación.
• En fin, se puede añadir que durante el malteado, los granos no cambiansensiblemente su apariencia, excepto que se secan y a veces seoscurecen debido al tostado de la cascara.
Enzimas formadas durante el malteo
• Amilasas.- Desdoblan el almidón son dos la alfa amilasa y la betaamilasa.
• Hemicelulasas.- Desdoblan las hemicelulosas
• Proteolíticas.- Están agrupadas en dos grupos, las proteínasas quedesdoblan las proteínas complejas hasta el estado de polipéptidos ypéptidos, y las péptidasas que desdoblan los péptidos hasta el estadode aminoácidos.
• Fitásas.- Que desdobla la fitina es fosfatos e inositol.
• Oxidasas.- Son enzimas del grupo respiratorio, se distinguen tres, lasverdaderas oxidasas que activan el oxígeno molecular, lasperoxidasas que activan sólo el oxígeno de los peroxidos y la catalasaque desdobla el peróxido de hidrógeno.

Diferencia de las maltas
• Diferencias en la producción de maltas palidas (Pale Ale y Pilsner),maltas de alto horneado (Vienna, Munich y Aromatic) y tostadas (Biscuit,Victory, Chocolat, Black Patent).
• El horno: tiene comunmente múltiples niveles con piso con perforacionesdonde el aire que viene desde abajo es chupado arriba.Se controla elvolumen y la temperatura del aire así como el porcentaje de circulacióndel mismo.
• Hay dos partes en el horneado: el secado y el curado. La temperaturade curado es lo que distingue la malta (Munich 8 Lovibond) y la Aromatic(25 Lovibond), pero es la fase de secado lo que distingue las "maltaspálidas" de las de alto horneado (Munich, Vienna y Aromatic).
• Fase de secado: hay tres factores: tiempo, temperatura y ventilación.
• Para la producción de maltas pálidas, la temperatura es baja (40-45ºC) y laventilación es alta. La humedad se remueve rápidamente y por lo tanto se secarápido. Una vez que la humedad está por debajo del 10%, se puede elevar latemperatura. Elevar rápido la temperatura resultará en una pérdida de la capacidadenzimática. La baja humedad protege a la malta de la desnaturalización de susenzimas.
• Para la producción de maltas de alto horneado, la temperatura de secado es mayor(50ºC), y la ventilación es baja. Como resultado, la humedad de la malta cae a un20% en las primeras 24 hs. Tipicamente lleva el doble de tiempo hacer estas maltasrespecto de las pálidas. Hay una significativa perdida de capacidad enzimatica deestas maltas, pero su mayor temperatura de secado es importante para laproducción de altos niveles de azucares solubles y aminoacidos que seránutilizados posteriormente en la producción de melanoidinas. Son estas melanoidinaslas que proporcionan a estas maltas su característico color y aroma.
• Fase de curado: las maltas pálidas se curan a 80-95ºC por 5 horas. La maltaMunich es curada a 105ºC por 5 horas. La Aromatic es curada a 115ºC.
Maltas Base • Malta Lager: 2L. La malta lager (pilsner) puede ser usada para producir
Ales tanto como Lagers. El nombre deriva del hecho de que las PaleLagers son el estilo más común de cerveza y éste es el tipo de maltamás comúnmente utilizado para producirlas.
• Malta Pale Ale: 3L. Este tipo de malta es horneado a temperaturas másaltas que la malta lager, dándole un sabor ligeramente más tostado quemuy adecuado para las Pale Ales.
• Malta de Trigo: 3L. El trigo ha sido utilizado para elaborar cerveza casidesde el mismo tiempo que la cebada y tiene el mismo poder diastásico.El trigo malteado es usado para el 5 – 70 % del grano del macerado(mash) dependiendo del estilo.
• Malta de Centeno: 3L. El centeno malteado no es muy común, peroestá ganando popularidad. Puede ser usado como un 5 – 10 % delgrano para una nota picante de centeno.
Maltas horneadas (necesitan ser maceradas)
• Estas maltas son comunmente producidas mediante el incremento de las temperaturas de curado usadas para la producción de malta base, pero también pueden ser producidas tostando malta base por un período de tiempo en un horno.
• Malta Biscuit: 25L. Esta malta muy tostada y ligeramente quemada es usada para darle a la cerveza un sabor como de pan y bizcochos.
• Malta Victory: 25L. Esta malta quemada es similar en sabor a la malta biscuit pero aporta un sabor más de nuez a la cerveza. Victory aporta destellos anaranjados al color de la cerveza.
• Malta Munich: 10L. Esta malta tiene un color ámbar y aporta mucho sabor a malta. Esta malta generalmente es usada junto a una malta base.
• Malta Vienna: 4L. Esta malta es más clara y más dulce que la malta Munich y es el ingrediente principal de las cervezas Bock.
• Malta de Dextrina (Carapils): 3L. Esta malta es poco usada y aporta poco color, pero mejora el “mouthfeel” y el cuerpo percibido de la cerveza.
Maltas Caramelo (Crystal)
• Las maltas Caramelo fueron sometidas a una ‘coción’ (stewing) especial,luego del proceso de malteado, que crsitaliza los azúcares. Estosazúcares son caramelizados en cadenas más largas que no sonconvertidas en azúcares simples por las enzimas durante el macerado.Esto tiene como resultado una cerveza más maltosa, con una dulzura decaramelo y un sabor más redondo y acabado.
• Caramelo 10: 10L. Esta malta aporta una ligera dulzura similar a la miely algo de cuerpo a la cerveza final.
• Caramelo 40: 40L. El color adicional y la ligera dulzura a caramelo deesta malta es perfecta para Pale Ales y Amber Lagers.
• Caramelo 60: 60L. Esta es la malta caramelo más comunmente usada.Es muy adecuada para Pales Ales. Aporta mucho sabor a caramelo ycuerpo a la cerveza.
• Caramelo 80: 80L. Esta malta es usada para hacer cervezas rojizas yaporta un ligero sabor dulce-amargo, como el caramelo quemado.
• Caramelo 120: 120L. Esta malta aporta mucho color y sabor dulce-amargo, como el caramelo quemado. Muy util en pequeñas cantidadespara agregar complejidad o en mayor cantidad para Old Ales, BarleyWines y Doppelbocks.
• Especial B: 220L. Esta malta Belga única tiene un sabor dulce de nuezquemado. Usada con moderación, es muy buena para Brown Ales,Porters Doppelbocks.

Maltas Quemadas• Estas maltas muy quemadas aportan un sabor a café o a tostada quemada a
las Porters y Stouts. Obviamente estas maltas deben ser usadas conmoderación.
• Malta Chocolate: 400L. Usada en pequeñas cantidades para Brown Ales ycantidades mayores para Porters y Stouts, esta malta tiene un sabor amargo-dulce similar al chocolate, agradables características quemadas y aporta unprofundo color ruby negro.
• Malta Black Patent: 580L. Esta es la malta más negra de las negras. Debe serusada con moderación. Aporta un sabor quemado como de carbón que puedeser en realidad bastante desagradable si es usado en exceso. Es muy util paraaportar color y/o para ponerle un ‘límite’ a la dulzura de otros estilos que utilizanmucha malta caramelo.
• Cebada Tostada: 550L. Esta no es en realidad una malta, sólo es cebada muyquemada. Tiene un distintivo sabor seco de café y es el sabor distintivo de lasStouts. Aporta menos sabor a carbón que la Black Patent.
El agua-sus papeles en la elaboración de
la cerveza
Agua y cerveza
• El 95% del peso de la cerveza es agua.
• Se estima que la mitad de la población del mundo(alrededor de 2millones de personas) carece de agua de bebida que reúna las debidascondiciones sanitarias.
• En la limpieza y en la producción de la cerveza se gastan grandesvolúmenes de agua.
• El agua se utiliza para enfriar el mosto.
• Algunas factorías se abastecen de ríos , lagos y canales .
• Las factorías se construyen en aquellos lugares en los que dispongan deagua adecuada para el tipo de cerveza a producir.
El agua: en elaboración de la cerveza
• Se beben en el mundo unos 85 Mhl de agua al año en forma de cerveza.
• El agua debe estar libre de sales pues estas pueden afectar de formaindirecta el producto final ,el gusto de el producto, las reaccionesenzimáticas y coloidales que se producen durante el proceso deelaboración.
• El sulfato contribuye a dar un sabor seco ,el sodio y el potasio un saborsalado ,el calcio precipita los sulfatos del mosto ,reduce el pH eincrementa el nitrógeno asimilable por la levadura mejorando lafloculación de esta.
• Para elaborar cervezas ligeras tipo ´´Pilsen´´ se utilizan aguas con bajocontenido en calcio , las denominadas aguas blandas y para las oscurasse utiliza el agua dura .
• Aunque las aguas medianamente duras son las preferidas por losfabricantes sobre todo si son ricas en sulfato de calcio, ya que producenun PH mas acido que potencia la acción enzimática de la cerveza.
Por consiguiente el agua debe ser:
• Sin excesos de sales.
• Exenta de materia orgánica.
• Microbiológicamente pura.
• Libre de aromas y sabores extraños .


Agua + malta + lúpulo + S. cerevisiae = cerveza
El Mosto y El LupuloISABEL WU
Pasos a seguir
• Molienda
• Maceracion
• Lavado de la malta (mosto duce)
• Coccion (se añade el lupulo)
• Enfriado del mosto (mosto amargo)
Molienda
• La molienda del grano consiste en destruir el grano, respetando la cáscara o envoltura y provocando la pulverización de la harina. la malta es comprimida entre dos cilindros pero evitando destruir la cáscara lo menos posible pues ésta servirá de lecho filtrante en la operación de filtración del mosto.
• La malta hay que molerla (molturarla) en pequeñas partes para que, durante la maceración posterior, se disuelva la mayor cantidad de sus componentes en el agua caliente.
• Debemos tener en cuenta que el grano debe quedar partido, no debemos hacer harina.
• Las cascaras de la malta se quiebran con facilidad en estado seco. Loideal es humedecer la malta antes de molerla para que las cascaras semantengan elásticas y no se quiebren durante el proceso. Sihumedecemos la malta demasiado, el grano interior absorberá agua yserá aplastado en vez de molido, efecto nada deseable.
• La técnica utilizada para moler la malta se basa en hacer pasar a estaentre dos rodillos, separados entre si de 0,3 a 1,5 milímetros, que giranen sentidos opuestos. Estos rodillos están estriados y giran avelocidades diferentes para desgarrar y aplastar el grano de malta alpasar por el centro de los dos rodillos.

• El objetivo de la molienda es liberar el contenido del grano, y permitir liberar las enzimas para que tomen mejor contacto con todo el almidón y adquieran mayor movilidad en el macerado. Es decir pueden alcanzar rápidamente los almidones y proteínas para su total transformación.Es de mucha importancia la calidad de la molienda , ya que si se produce la rotura de la cáscara de la malta se tienen las siguientes desventajas:
- Sustancias no deseadas que se disuelven el mosto, y afectan el sabor.- Se pierde la capacidad de filtrado, generando taponamientos.
• Una buena molienda debe tener la siguiente composición a modo orientativo:
• 30% Cáscara10% grano grueso30% grano fino30% harina.
Maceración – Extracción de los azucares de la malta.
• Es hacer una mezcla con la malta en agua caliente, para hidratarla, activar sus enzimas y que éstas realicen la conversión del almidón en azucares fermentables. El agua debe estar a unos 67-70º C nunca más de 75 grados porque se extraen taninos que dan sabor astringente y se matan las enzimas, mantener dicha temperatura de 60 a 90 minutos.
• Además de la producción de azucares, la maceración proporciona otros nutrientes útiles a la levadura, como aminoácidos, minerales, péptidos, vitaminas, etc, que son extraídos por el agua caliente y por diversas enzimas producidas durante el malteado.
• Estas enzimas, son creadas por el embrión en crecimiento durante la germinación de la cebada en el proceso de malteado. Las mismas, le permiten proveerse de nutrientes del endospermo, hasta que la planta pueda fotosintetizar su propio alimento.
• Pero el malteador no desea agotar totalmente esas reservas de almidondel endospermo totalmente, así que se detiene en un punto adecuado el crecimiento del embrión mediante secado, para evitar el agotamiento de nutrientes y también para conservar las enzimas producidas en el grano.
• Mediante esta breve descripción del malteado, uno puede ya empezar a ir mas hondo en los aspectos fundamentales de la maceración.
• Estas enzimas, tienen un rango especifico de Temp. y pH, en los cuales su actividad será la optima. Lo que se busca en la maceración es tratar de que "todos salgan contentos" es decir, de llegar a una solución de compromiso entre Temp. y pH para lograr los máximos de rendimientos de cada enzima.

Principales enzimas de la malta y sus rangos de pH y temperatura:
EnzimaRango de
Temp. óptimo
Rango de pH
optimoFunción
Fitasa 30-52ºC 5.0-5.5 Baja el pH de maceración.
Desramificante 35-45ºC 5.0-5.8 Solubiliza los almidones.
Beta Glucanasa 35-45ºC 4.5-5.5 Rompe los glucanos de la pared celular.
Peptidasa 45-55ºC 4.6-5.3 Produce Nitrógeno Amínico Libre.
Proteasa 45-55ºC 4.6-5.3 Rompe proteínas que forman turbidez.
Beta Amilasa 55-66ºC 5.0-5.5 Produce maltosa.
Alfa Amilasa 68-72ºC 5.3-5.7 Produce dextrinas de varios tamaños.
• Las alfa y beta amilasas deben emplearse en estos rangos, si se desea obtener un mosto de fermentabilidad adecuada.
• Estas enzimas, hidrolizan al almidón de distinta manera.
• Primero, además se deberá hacer la aclaración de que el almidón se lo encuentra en los gránulos de 2 formas diferentes: amilosa y amilopectina.
• La amilosa, es una molécula lineal de monómeros de glucosa (1000-4000) unidos mediante enlaces de tipo a 1-4, que a Temp. ambiente, forman una espiral por donde se puede introducir el yodo y dar un color azul negruzco.
• La amilopectina, también es un polímero de glucosa, pero de mayor tamaño. La mayoría de los enlaces son a 1-4, pero también existen puntos de ramificación, en donde son a 1-6. El yodo la tiñe de un color rojizo.
• Ambas moléculas poseen en sus extremos, un solo grupo reductor, lo que las iguala a como si fueran un azúcar simple como la glucosa en poder reductor.
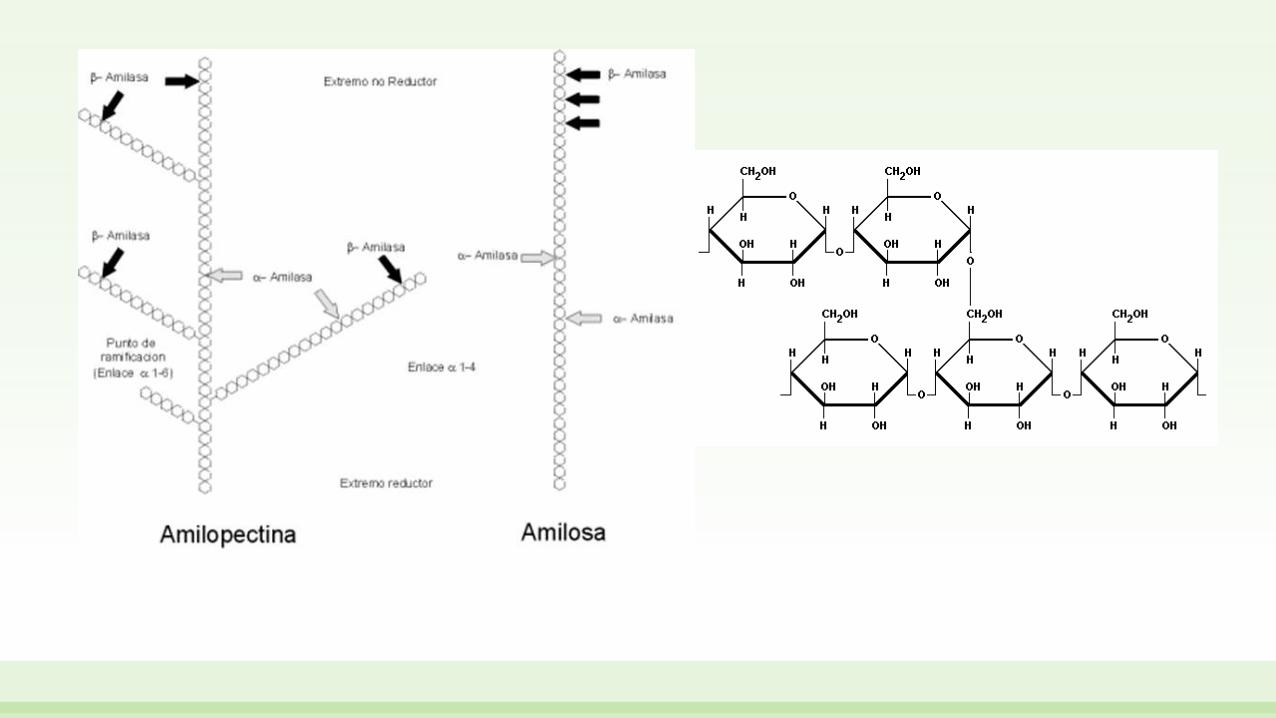
• De la figura 1 se puede observar que la a amilasa ataca a laamilopectina y a la amilosa al azar, en cualquier punto de lamolécula, menos cerca de los puntos de ramificación y tampococerca de los extremos no reductores. Por lo tanto, originacarbohidratos complejos llamados dextrinas, agregando con cadacorte un extremo reductor a los productos de esta hidrólisis.
• La b amilasa, en cambio ataca a las dextrinas, amilopectinas,amilosas por sus extremos no reductores, cortando 2 unidades deglucosa que se denominan maltosa. Por lo tanto se la denominaenzima sacarificante y a la alfa amilasa enzima dextrinificante. Osea que la a amilasa actúa generando lugares (extremos noreductores) para que corte la b amilasa y se produzcan moléculasde maltosa.
• La maltosa será el principal componente del mosto pero seencuentran también azucares preformados como glucosa,sacarosa, fructosa, que serán utilizados por la levadura durante lafermentación.
• Del total de almidón del grano en una maceración se obtendránaproximadamente 80% de azucares fermentables y un 20 % dedextrinas no fermentables que son las que le darán cuerpo a lacerveza y estabilidad a la espuma.
• Las proteasas también actúan a 65º C, degradando las proteínasque causan turbidez en el producto final, formando péptidossolubles mas pequeños que también estabilizan la espuma de lacerveza.
Funciones de la maceración:
• Disolver los productos que se formaron en el malteado
• Usar las enzimas liberadas en el malteado para transformar el almidon en azucares mas simples
• Usar las proteasas para continuar con la transformación de proteínas en aminoácidos y péptidos
Factores que influyen en la maceración:
• Temperatura
• pH
• El tiempo de duración de las operaciones
• Concentración de la mezcla (relación H2O:malta - 1kg:3-4 L)

• Los productos de degradación del almidón formados durante lamaceración, difieren sustancialmente en su fermentabilidad por lalevadura:
Dextrinas no fermentables
Maltosa principal azúcar de fermentación
Maltotriosase fermenta cuando la
maltosa se agota
Glucosa Azúcar de fermentación inicial
Lavado de la malta• Los almidones de la malta se convierten en azucares solubles y lo mas
importante ¡¡FERMENTABLES!! convertibles en alcohol.
• Lo ideal es que antes de que empecemos a hacer el lavado estaconversión sea total (la practica me dice que es así, de hecho a partir delos 45-60 minutos la conversión está practicamente al 100%), hacemosuna prueba simple para comprobar si todavía queda almidón en nuestrainfusión. Dicha prueba consiste en depositar un poquito de mosto denuestra infusión en un platito blanco y añadir unas gotas de una soluciónde yodo, si despues de mezclarlo bien sigue de un color marrón oscurono hay almidón en la mezcla, por el contrario si se torna en un color azulvioláceo todavía hay almidón y debemos de esperar un poco más antesde iniciar el lavado de la malta.

Coccion• El proceso que nos queda es muy sencillo: vamos a realizar una cocción
de 60 minutos. Llegó la hora de ponerlo al fuego. Metele la tapa y esperá a que hierva. Cuando comienza a hervir vas a retirar la tapa y vas a dejar la olla descubierta durante los siguientes 60 minutos. Queremos un hervor vigoroso a borbotones y sin tapa para que evaporen aceites no deseados y otros productos volatiles del lúpulo. Eso va a ayudar a que tu cerveza sea más clara y transparente.
• Este jarabe de malta es una solución totalmente dulzona. Es por esto que debemos contrarrestar o mejor equilibrar este dulzor con un sabor amargo.
• En los inicios de la fabricación de la cerveza se usaban todo tipo de plantas y especias para balancear el sabor dulzón de los azúcares de la malta. En los últimos tiempos se empezó a generalizar el uso de las flores de una familia de plantas que se conocen como lúpulos, los aglosajones le llaman 'hops'.
Lupulo
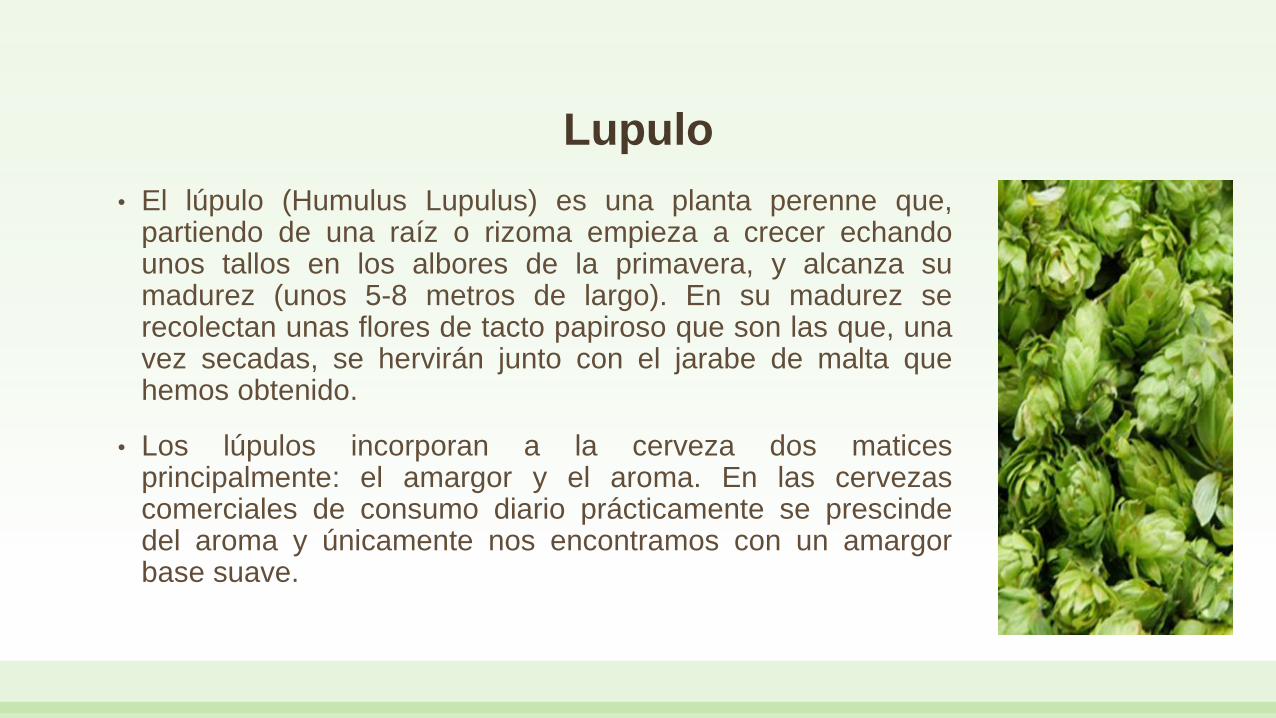
• El lúpulo (Humulus Lupulus) es una planta perenne que,partiendo de una raíz o rizoma empieza a crecer echandounos tallos en los albores de la primavera, y alcanza sumadurez (unos 5-8 metros de largo). En su madurez serecolectan unas flores de tacto papiroso que son las que, unavez secadas, se hervirán junto con el jarabe de malta quehemos obtenido.
• Los lúpulos incorporan a la cerveza dos maticesprincipalmente: el amargor y el aroma. En las cervezascomerciales de consumo diario prácticamente se prescindedel aroma y únicamente nos encontramos con un amargorbase suave.
• Hay muchas variedades de Lúpulo con diferentes características. Elamargor potencial de un lúpulo se encuentra principalmente en lacantidad de ácidos alfa que se encuentran en sus flores. Dependiendode la variedad, este contenido de acidos alpha puede ser mayor omenor, normalmente se utilizan aquellos lúpulos con mayor % de alfaácidos para conferir el amargor y aquellos con menor % para el aromafinal.
• La flor de lúpulo también contiene esencias en forma de aceites queaportan el aroma a la cerveza, el problema es que estas esencias sepierden por evaporación en la cocción progresivamente, por el contrariolos alfa ácidos son poco solubles y a mayor cocción mayor será elamargor transferido a nuestra cerveza.
• Es por esto que los lúpulos que van a incorporar el amargor se añadenal principio de la cocción y los que van a incorporar el aroma se añadenpracticamente en los últimos 5 minutos, a fin de que se evapore lamenor cantidad de esencias posibles.
• Los lúpulos elegidos son:
• Amargor base: Lúpulo de la variedad 'CASCADE' con un 7'5 % deAcidos Alfa. Es un lúplo de aroma pobre pero con un amargor claro ydefinido. Se cultiva en el Bolson - Argentina. Principalmente se utilizacomo lúpulo de amargor en las cervezas tipo Ale.
• Aroma: Lúpulo de la variedad 'GOLDINGS' con un 4 % de Acidos Alfa.Normalmente de aroma floral suavemente especiado, se utilizaprincipalmente como lúpulo de aroma y acabado en Ales.

Tapamos la olla ya terminamos la cocción y no queremos que te entre ningún alien y nos
contamine el trabajo.
Ya tenemos preparado el banquete para nuestra amiga la levadura que va a ser la que nos va a
convertir esta cerveza en ciernes en cerveza autentica con alcohol y CO2. Los anglosajones y
alemanes le llaman Wort a esta cerveza sin fermentar.
• De todas formas antes de entregar estas viandas a la levaduradebemos enfriarla por debajo de 30º C, ya que la levadura es unser vivo y echarla en un liquido a 105º C sería fatal para ella. Esteproceso de enfriado se debe realizar en el menor tiempo posiblepues, igual que este medio azucarado es un paraiso para lalevadura, también lo es para otros primos mas salvajes comobacterias, levaduras salvajes y demas hongos que nos puedenconvertir nuestra cerveza en un brevaje intragable o en vinagre decerveza en el mejor de los casos, cosa muy loable pero que no esla que se persigue en este proceso. Es por esto que nuestra wortdebe estar sin levadura el menor tiempo posible para evitarinfecciones no deseadas.
Levadura y bacterias.
Fermentación, fundamentos del proceso.
EVELIN JORGE
La levadura y otros agentes de fermentación
Luis Pasteur
• Gracias a Pasteur, loscerveceros tienen a sudisposición actualmente unconocimiento extenso sobre lafermentación, y sabenperfectamente que hechos comola temperatura, la salud de lalevadura o la misma geometríadel fermentador tienen un efectoa la hora de conseguir unresultado concreto.
¿Qué es la levadura?
• La levadura es la encargada directa de que se pueda hacer cerveza. Ellugar donde se sucede la magia con la que se elabora la cerveza son losdenominados tanques de fermentación. Decimos magia porque, dehecho, para la humanidad el proceso por el que el mosto se convierte encerveza fue un misterio hasta que Louis Pasteur descubrió la levaduraen el s. XIX. Las antiguas cervecerías gozaban de una especie deremovedor mágico, que al usarse para remover el mosto, activaba elproceso milagroso que creaba la cerveza. Sin embargo, lo más seguroes que los removedores mágicos escondieran levadura. Por su fecha dedescubrimiento, la levadura tampoco se incluyó en la Ley Alemana de laPureza de 1516, que tuvo que ser revisada posteriormente.
Tipos de levadura
• En la elaboración de cerveza se usan dos tipos principales de levadura,la ale (o de alta fermentación) y la lager (o de baja fermentación). Estasdenominaciones hacen referencia a su tendencia de formar grumos oflocular en la parte superior o la parte inferior del fermentador antes definalizar la fermentación. Ambos tipos tienen diferentes característicasque afectan al sabor, el aroma y la sensación en boca de la cervezaterminada.
Levadura ale (Saccharomyces cerevisiae).
• La levadura de alta fermentación trabaja a una temperatura defermentación templada, entre 18 y 24ºC. A temperaturas más bajas, lalevadura se iría ralentizando hasta pasar a estado latente. Esta cálidafermentación promueve la creación de subproductos que afectan elsabor y el aroma de la cerveza de forma positiva. El subproductoprincipal son los ésteres, que dan a la cerveza sabores afrutados yfenoles, que a su vez otorgan sabores especiados.Cuanto más alta sea la densidad de la cerveza, más fácil será que lasaltas temperaturas propicien que la levadura cree alcoholes fusel,traduciéndose en indeseadas notas a solvente. La levadura ale,además, no fermenta según qué cadenas de azúcares (tal y como síhace la lager), hecho que implica la obtención de cervezas con unasensación en boca más plena y redonda.

Levadura lager (Saccharomyces pastorianus).
• La levadura de baja fermentación fue la primera en ser identificada en elCarlsberg Laboratory de Dinamarca. A medio camino entre la S. cerevisiae y laS. bayanus, este híbrido probablemente nació en el siglo XVI, cuando lalevadura se adaptó al acondicionamiento en frío, en las cavernas de almacenajealemanas.
• Las levaduras lager fermentan a bajas temperaturas, entre 7 y 12ºC. Además,son capaces de fermentar ciertas cadenas largas de azúcares que las ales nopueden fermentar. Ello da a las lager una sensación en boca mucho más ligera.Asimismo, las temperaturas bajas de fermentación inhiben la producción deésteres y fenoles, dando a las cervezas un perfil limpio, sin notas especiadas oafrutadas derivadas de la levadura. Sin embargo, el proceso de fermentación dela levadura es más lento, por lo que requiere un condicionamiento mucho máslargo, a temperaturas cercanas a 0ºC.

Cepas de levadura
• Mientras que hay sólo dos tipos de levadura aptos para la fabricación decerveza, hay centenares e incluso millones de cepas. Cada una de ellasotorga un carácter distinto a la cerveza. Estas cepas son en generalmutaciones que se han desarrollado en respuesta a las condiciones delos procesos de elaboración y a los estilos de cerveza creados ydesarrollados en cervecerías. La levadura es tan sensible a lascondiciones locales que, en el caso de que dos cervecerías usen lamisma cepa, producirán cervezas con un carácter de levadura distinto.Por ejemplo, muchas de las cervecerías trapistas belgas usan levadurade la abadía trapense de Westmalle. El carácter que cada una de estascervecerías consigue a partir de la misma levadura varia en granmedida.
Características comunes dentro de cada una de las familias de levaduras:
• Levaduras inglesas.
Las English yeasts suelen caracterizarse por dejar un perfil maltoso conaltos niveles de ésteres afrutados. Algunas cepas, además, eliminanalgunos subproductos de la fermentación, como el diacetilo. En pequeñascantidades, el diacetilo da a la cerveza un ligero carácter a mantequilla.De encontrarse en una concentración elevada, sin embargo, se considerauna contaminación de la cerveza.
• Levaduras belgas.
El perfil único de estas cepas de levadura es la principal característica delas cervezas belgas. Estas levaduras permiten elaborar cervezas con unaparticular combinación entre ésteres de banana y de cereza, junto consutiles notas de ésteres de pimienta negra.
• Levaduras de trigo alemanas.
Una vez más, los ésteres y el perfil fenólico definen a esta levadura y alestilo de cerveza. Las cervezas de trigo elaboradas con levadura alemanatienen un carácter fuerte a plátano y clavo. Además, estas levaduras sonde floculación débil, hecho que le da a la cerveza una apariencia turbia,debido a la levadura suspendida.
• Levaduras americanas.
Las cervezas elaboradas con estas levaduras se conocen por su perfillimpio, con bajos niveles de ésteres y fenoles. Además, cuando fermentana la temperatura más baja posible (según el rango de temperatura con elque actúe la levadura), las levaduras americanas pueden usarse paraproducir cervezas lager, aunque su principal uso es de alta fermentación.
Otros métodos de fermentación
• Aunque usar levaduras ales o lagers es la forma más usual de llevar lacerveza a la fermentación, algunos estilos tradicionales oexperimentales utilizan levaduras salvajes o bacterias para hacer almenos parte del trabajo. Bélgica tiene una gran tradición detrás encuanto a cervezas de fermentación espontánea se refiere, el mosto delas cuales se expone al aire, en contacto con la micro-flora local.
• Aunque seguramente habrá centenares de agentes trabajando en lacreación de las cervezas de fermentación espontánea, hay algunos queestán disponibles en cultivo.
Brettanomyces
• Hongo unicelular, presente de forma común en la piel de las frutas.
• Hay tres cepas de Brettanomyces accesibles para los cerveceros: la B.bruxellensis, la B. claussenii y la B. lambicus.
• Cada una de ellas permite obtener perfiles de sabor distintos.
• En general, sin embargo, la brettanomyces se asocia con altos nivelesde afrutados, con notas a cereza y a piña. También se le asociansabores a corral o cuero.
• Suele usarse tanto con levadura como de forma individual.
Acetobacter
• Es un género de bacterias del ácido acético caracterizado por suhabilidad de convertir el alcohol (etanol) en ácido acético en presenciade aire. Hay muchas especies en este género y tambiénotras bacterias son capaces de formar ácido acético bajo variascondiciones; pero todas son reconocidas por esta habilidadcaracterística.
Bacteria Ácido Láctica
• Los lactobacillus y los pediococcus son ácidos lácticos que producenbacterias clave a la hora de definir el perfil de las cervezas belgasácidas. Estas bacterias convierten los azúcares en ácido láctico a travésde la fermentación anaeróbica. Como resultado se generan saboresagrios, similares al yogur.

Proceso de fermentación de la cerveza
¿Qué es la fermentación?
• La fermentación se define como cualquier grupo de reacciones químicasque rompen los compuestos orgánicos complejos en sustancias mássimples. En la cerveza, la conversión anaeróbica (libre de oxígeno) delazúcar en dióxido de carbono y alcohol (por parte de la levadura) es eltipo de fermentación más frecuente.
• Para hacerlo más simple, se podría decir que la levadura consume ymetaboliza los azúcares del mosto y los convierte en CO2 y alcohol.Durante este proceso, sin embargo, también se producen otrossubproductos que podrían afectar negativamente al sabor y al aromafinal de la cerveza, como los fenoles, los ácidos o los ésteres (en funciónde la temperatura, el estilo de cerveza y el estrés de la levadura, losésteres serán positivos o negativos). A parte de la fermentaciónanaeróbica, también es posible que se utilicen otras levaduras obacterias salvajes, algunas de las cuales trabajan de forma aeróbica.
El nivel de consumo de los azúcares durante la fermentación se denomina atenuación.
• El porcentaje de atenuación se determina a partir de la comparación dela densidad exacta del mosto al principio y al final de la fermentación.También aquí tenemos otro concepto, la densidad, que mide la cantidaddisponible de azúcares a partir de la comparación de la densidad delmosto con la del agua pura. Así pues, una cerveza con una densidadinicial de 1.040 y una densidad final de 1.010, tendría una atenuaciónaproximada del 75%.
• Un nivel alto de atenuación implicaría obtener como resultado cervezasmás secas y de cuerpo ligero, mientras que un nivel bajo permitiríaproducir cervezas con más cuerpo y un final más dulce.
Pasos de la fermentación
• La fermentación de la levadura tiene lugar en 3 fases. Durante cadafase, la levadura actúa de forma distinta:
• Fase de adaptación o latencia.
• La fase de adaptación empieza inmediatamente después de que lalevadura se haya inoculado en el mosto, y se alarga aproximadamenteunas 24h. Durante esta fase la levadura evalúa su nuevo ambiente,haciendo balance de los azúcares, el oxígeno y otros nutrientesdisponibles, así como desarrollando las enzimas necesarias para taladaptación. También es un período de rápida reproducción.
• La levadura se reproduce de forma asexual dividiéndose en célulashijas.

• Este proceso se denomina gemación, y para que ocurra las célulasnecesitan desarrollar paredes celulares fuertes. Aunque ello se puedeconseguir de forma anaeróbica, se logra de forma mucho más eficaz conla presencia de oxígeno. Por esta razón los elaboradores cervecerosairean el mosto cuando lo traspasan al fermentador. Una vez se hausado el oxígeno disponible, la levadura empieza la fermentaciónanaeróbica.
• Fase de atenuación.
• La fase de atenuación dura entre 3 y 10 días, en función del tipo y lasalud de la levadura. Durante esta fase, la levadura convierte losazúcares en CO2, alcohol y otros subproductos. Asimismo, también creauna fina y burbujeante capa de espuma (denominada kreusen),originada por la levadura, las proteínas y las resinas del lúpulo, queatrapa el CO2. Mientras los azúcares disponibles se consumen y el nivelde alcohol aumenta, la levadura empieza a asentarse, hecho que hacedescender el kreusen. A su vez, ello también implica que el proceso estáterminando.
• Fase de acondicionamiento.
• Después de que termine la fase de fermentación primaria, la mayorparte de la levadura pasa a un estado latente. Sin embargo, aún restaalgo de levadura en estado activo, la cual se dedicará a “limpiar”. Conello queremos decir que, al haber consumido ya los azúcares simples,ahora la levadura metabolizará azúcares más complejos, y reabsorberácompuestos indeseados producidos durante los primeros procesos de lafermentación. Una vez completadas esas tareas, la levadura formaráunos grumos, a partir de un proceso llamado floculación, y sedesplazará hacia el fondo del fermentador.

Tratamiento post –fermentativos.
Tipos de cerveza.
EMELIN LLUVERES
Fermentacion primaria:
• En este caso, la cerveza pasa, a la salida del tanque de fermentación, aun recipiente poco hondo, denominado distribuidor, que habitualmentees hermético, del que salen tuberías flexibles, para el relleno de losbarriles. Los distribuidores herméticos permiten acelerar el flujo,mediante presurización y contrapresurizar cada barril, mediante undispositivo de cierre situado donde la pipa de relleno penetra en el barrily una tubería de retomo al distribuidor, o a otro recipiente. De este modocon la espuma y el exceso de cerveza, se arrastra el aire desplazado delbarril. La contrapresurización facilita además la retención del dióxido decarbono disuelto en la cerveza.
• La cerveza debe llevar en suspensión células de levadura a unaconcentración de unos 0,25-2,00 x 106 células/mil. También tiene quetener azúcar fermentescible, presente originalmente en la cerveza o,más frecuentemente añadido en forma de jarabe. En el distribuidordirectamente a los barriles. El jarabe tiene una densidad de 1.150 ycontiene azúcar de caña o de remolacha, hidrolizados de almidón ricosen maltosa y caramelo. Proporciona un sustrato fermentescible para lafermentación secundaria en el barril edulcoración y color.
Fermentacion secundaria:
• La fermentación secundaria tiene lugar en el propio barril yproporcionaba, cuando los barriles se sellaban con estacas de madera,la carbonatación adicional que era necesaria si la fermentación primariahabía tenido lugar en un recipiente poco profundo y abierto. Antes desellar el casco, se efectúan otras incorporaciones. Para conseguir retirarlas levaduras en suspensión, se añade ictiocola. También suelenañadirse conos, tabletas o aceites esenciales de lúpulo, lo que noaumenta el amargor de la cerveza, pero sí le proporciona un aromacaracterístico, debido a los aceites esenciales. También puede añadirsemetabisulfito sódico para proporcionarle el efecto bacteriostático deldióxido de azufre.
Espumante de la cerveza:
• En la cerveza hay compuestos hidrofílicos e hidrofóbicos, también haycompuestos glicoprotéicos que son en parte hidrofílicos y en partehidrofóbicos. Cuando esos compuestos, por algunos mecanismos llegana la superficie del líquido, junto con el dióxido de carbono se producenlas burbujas que formarán la espuma.
Filtración:
• Terminada la etapa de maduración la cerveza aún conserva cierto gradode turbidez siendo necesario pasarla por un sistema de filtración paradarle el brillo y la transparencia con que la observamos al momento deservirla. Tradicionalmente los filtros eran de marcos desarmables y elmedio filtrante era pulpa de celulosa que ofrecía un alto grado deeficacia, pero su eficiencia era muy baja por la demora en la reposiciónde las tortas filtrantes las cuales debían ser sometidas a un lavadoriguroso de unas ocho horas antes de poder ser reutilizados. Filtros másrecientes fueron diseñados con placas micro porosas con ayudasfiltrantes como la tierra de diatomáceas que garantizaron un mayor ciclode filtración y por ende una mejor eficiencia en la producción.
Pasteurización:
• La pasteurización de la leche es conocida por todos, pero no lo es tantosu aplicación al vino y a la cerveza. Ofrece dos posibilidadesampliamente usadas. Tanto la cerveza como el vino puedenpasteurizarse en flujo continuo, utilizando un intercambiador de calormodificado. Eleva la temperatura de la cerveza y la mantiene duranteunos segundos a 75°C; es difícil asegurar que toda la cerveza alcanzarealmente esa temperatura, entre otras cosas por el obstáculo querepresenta la tendencia del dióxido de carbono a insolubilizarse. Paraevitar la desgasificación, se necesita operar a una presión, en el sentidode la corriente, de 7,5 a 10 bares y una contrapresión de 1 a 5 bares.Muchas instalaciones de pasterización en flujo continuo tienendispositivos para recircular la cerveza, cuando se ha producido unestancamiento que resulta de un tratamiento término excesivo y, porconsiguiente, se ha alterado el aroma.

Envasado
• La cerveza enfriada, filtrada y pasterizada en flujo continuo, puedetransferirse a grandes tanques estériles de, por ejemplo, 8 hL o abarriles. Los barriles suelen ser de acero inoxidable o, aún másfrecuentemente, de aluminio y difieren de las cubas tradicionales, entreotras cosas, por contener una sola boca, en lugar de dos. En el orificioque poseen, llevan roscado un dispositivo de extracción que permite laintroducción de gas (dióxido de carbono, o una mezcla de 60 % dedióxido de carbono y 40 % de nitrógeno) desde una bala a la superficiede la cerveza. La presión fuerza a la cerveza a ascender a través delespadín de extracción y a lo largo de la tubería a él conectada, hasta elgrifo de expedición.
Estabilidad
• El período de almacenamiento máximo de la cerveza está condicionadopor numerosos factores, el más importante de los cuales es, sin duda, eltiempo que se espera tarde en ser consumida tras el envasado. Si unafactoría está segura de que su cerveza va a ser consumida dentro delmes siguiente a su elaboración no necesita esforzarse tanto en suestabilización como aquellas otras cuya cerveza tiene que seralmacenada durante un año. Las limitaciones del período dealmacenamiento vienen impuestas por la estabilidad del aroma, latendencia al desarrollo de turbidez y la estabilidad microbiológica.
Tipos de cerveza
Fermentación baja:
• Lager: palabra alemana que significa almacén, ya que estas cervezasse almacenan durante semanas para que maduren. Genéricamente,todas las cervezas de fermentación baja son LAGER. Cervezas defabricación masiva. Muy popular. Cerveza ligera, muy carbonatada ytonos dorados.
• Pilsen, Munich y Dortmunder: reciben uno de estos nombres, según lacalidad de la que procedan. Cerveza estándar. Más o menos ligeras, nomás de 5%, rubias, secas y formación de espuma compacta.
• Porter: cerveza lager, pero de origen inglés. Se caracteriza por suespuma compacta, espesa y cremosa.

LARGER
PILSEN
MUNICH
PORTER

Fermentación alta:• Ale: cerveza inglesa muy popular. Según el grado de tueste y porcentaje
de lúpulo se sub-dividen en:
• Pale Ale: pálidas
• Middle Ale: cobrizas
• Strong Ale: oscuras
• Su graduación está entre 5 y 6%.
• Stouts: irlandesa. La malta se torrefacta hasta adquirir el color negrotípico, sabor regaliz y caramelo amargo, muy espesa. Guiness ha sido lamarca que la hecho popular en todo el mundo.
• Abadía o Trapenses: originarias de alsacia y bélgica. Su nombre sedebe a su vinculación en la edad media a los monjes de las abadías,especialmente los trapenses. Las trapenses tienen una doblefermentación en la botella, como el cava y se suelen consumir en subotella. Es normal que aparezcan sedimentos en el fondo de la botella.
ALE STOUT
ABADIA
• Bock: doble fermentación y doble grado de 8 a 9%. Originaria demunich (alemania). Las abadías se pueden conseguir en barril.Cervezas muy aromáticas, color oscuro, sabor fuerte y dulzón.
• Alt: cerveza originaria del barrio viejo de düsseldorf y munich (altstadt).Cuerpo muy ligero, baja densidad, color cobrizo, ligero sabor amargo yfuerte aroma. Alta graduación alcohólica 8–10%.
• Kölsch: típica de colonia (köln). Son rubias muy claras y suave espumamuy ligera.
• De trigo: típicas de baviera y berlín. Se elaboran con trigo en lugar decon cebada. Suelen ser de color amarillo muy pálido, las doradas sedenominan dunkel. Forman mucha espuma, no se filtran, son bastantearomáticas y resultan cremosas.
BOCK
ALT
KÖLSCH
TRIGO
Fermentación espontanea (Bélgica)
• Lambic: la básica se produce por la fermentación natural, sin añadirlevaduras, de cebada y trigo en proporción de 30 a 70%.
• Gueuze: se elabora mezclando lambic joven con otras con crianza. Elcoupage se somete a una crianza bajo velo de flor. Una vez embotelladase produce una segunda fermentación en botella. En bélgica secomparan a los buenos vinos espumosos, tienen un periodo de crianzacon las lías. Muy ácida y achampanada. Se considera la mejor cervezadel mundo.
• Kriek: es una cerveza gueuze a la que se añade cerezas durante lacrianza para su maceración. Cuando se añaden frambuesas en lugar decerezas se denomina framboise. Se deben almacenar “de garde”.
LAMBIC
GUEUZE
KRIEK
Video Química Cerveza