diseÑo de un plan de producciÓn con enfoque en
TRANSCRIPT
PROFESOR PATROCINANTE: ING. LUIS ALBERTO DÍAZ GUAJARDO
ESCUELA DE INGENIERÍA CIVIL INDUSTRIAL
DISEÑO DE UN PLAN DE PRODUCCIÓN CON ENFOQUE EN MINIMIZACIÓN DE MERMAS EN EL ÁREA DE PANADERIA DE UN
SUPERMERCADO.
Trabajo de Titulación para optar
al título de Ingeniero Civil Industrial
HARRY ELÍAS SEPÚLVEDA HERNÁNDEZ PUERTO MONTT – CHILE
2016

DEDICATORIA
“No temas, porque yo estoy contigo; no desmayes, porque yo soy tu Dios que te esfuerzo; siempre
te ayudaré, siempre te sustentaré con la diestra de mi justicia”
Isaías 41:10
i
AGRADECIMIENTOS En primer lugar, agradezco a Dios, por ayudarme y bendecirme para alcanzar las metas que me he
trazado, otorgándome vida, salud y energía para seguir adelante pese a las circunstancias difíciles
que muchas veces se deben enfrentar.
Agradecer a mis padres que han estado conmigo todo el tiempo, convirtiéndose en las personas que
admiro por el esfuerzo que hacen día a día, ya sea en su ámbito laboral como familiar.
Agradecer a mis hermanos, porque han sido pilares fundamentales en este proceso, gracias doy a
Dios por tenerlos.
Agradecer a mi compañera y pareja, Katherine Paredes, por brindarme su apoyo y ayuda
incondicional tanto en el ámbito académico como personal.
Agradecer a mis profesores, de educación básica, media y superior; por sus enseñanzas, su
dedicación y su tiempo, formando así, el profesional que hoy soy.
ii

SUMARIO Supermercados Jumbo de la ciudad de Puerto Montt es parte del holding Cencosud, cuya actividad
es la comercialización de un gran surtido de productos nacionales e importados con el objetivo de
satisfacer todas las necesidades de sus clientes, manteniendo la atención y servicio que lo
caracterizan. Es por ello que se sustenta en un modelo de negocio responsable y comprometido con
todos los grupos de interés, teniendo como pilares la calidad, variedad y servicio.
Respecto a la última auditoría externa efectuada al local, se obtuvieron malos resultados, debido a
una mala ejecución de los procedimientos internos que los rigen como unidad de negocio de
Cencosud. Es así que el área que presentó una evaluación deficiente fue la sección de mermas,
quedando categorizada como insuficiente con un 33% como ponderación calificada.
Para que la evaluación de esta auditoría mejore y, así mismo posicione en un mejor lugar a Jumbo
Puerto Montt, en comparación al ranking de locales a nivel nacional, se pretende llevar a cabo un
estudio de los procesos críticos internos de la compañía, mediante la aplicación de diversas
herramientas ingenieriles que permitan obtener propuestas de mejora para la empresa.
En primer lugar es de vital importancia realizar un levantamiento del procesos completo, ya que no
se puede intervenir sobre algo que es desconocido, por lo que es necesario identificar las etapas y
personas claves para posteriormente concluir respecto a cuáles son los puntos críticos y posibles
cuellos de botella del proceso interno de la compañía.
Una vez que se haya efectuado el levantamiento de información se pretende desarrollar un
diagnóstico de los procesos detectados, mediante la diagramación de los procedimientos y
actividades principales, para obtener un buen resultado de esta etapa del desarrollo del proyecto se
procederá a observar en terreno cada una de las etapas, para entender el flujo del negocio.
Así mismo se procederá a generar propuestas de mejora respecto al análisis que se realice, con el
fin de revertir los malos resultados en la evaluación de la auditoría, finalmente se llevará cabo un
cuadro comparativo entre la situación actual de la empresa y posibles soluciones que sean
detectadas.
iii

ÍNDICE DEDICATORIA..................................................................................................................................... i
AGRADECIMIENTOS .......................................................................................................................... ii
SUMARIO ............................................................................................................................................ iii
1 ANTECEDENTES GENERALES ................................................................................................... 1
1.1 Introducción ............................................................................................................................... 1
1.2 Descripción de la empresa........................................................................................................ 2
1.2.1 Historia de la empresa ...................................................................................................... 2
1.2.2 Visión ................................................................................................................................. 2
1.2.3 Misión ................................................................................................................................ 2
1.2.4 Valores .............................................................................................................................. 2
1.2.5 Servicios ............................................................................................................................ 3
1.2.6 Productos .......................................................................................................................... 3
1.2.7 Organización de la empresa ............................................................................................. 4
1.3 Planteamiento del Problema ..................................................................................................... 5
1.4 Objetivos ................................................................................................................................... 6
1.4.1 Objetivo general ................................................................................................................ 6
1.4.2 Objetivos específicos ........................................................................................................ 6
2 MARCO TEÓRICO ......................................................................................................................... 7
2.1 La industria del retail de los Supermercados ............................................................................ 7
2.2 La planificación ......................................................................................................................... 9
2.3 Conceptos de producción ....................................................................................................... 10
2.3.1 Control de calidad ........................................................................................................... 10
2.3.2 Materia prima ................................................................................................................... 12
2.3.3 Cuellos de botella ............................................................................................................ 13
2.3.4 Mermas ............................................................................................................................ 14
2.4 Planificación de la producción ................................................................................................ 14
2.4.1 Planificación estratégica o a largo plazo ......................................................................... 16
2.4.2 Planificación agregada – táctica o mediano plazo .......................................................... 17
2.4.3 Métodos para planificación agregada ............................................................................. 17
2.4.4 Análisis de la capacidad disponible................................................................................. 19
2.4.5 Análisis de los procesos y flujo de la información ........................................................... 21
2.4.6 Programación maestra de la producción ........................................................................ 24
2.4.7 Estrategias de planificación de la producción ................................................................. 26
2.5 Pronósticos de la demanda..................................................................................................... 28
2.5.1 Tipos de pronósticos de demanda .................................................................................. 29
2.5.2 Elección de una técnica de pronóstico ............................................................................ 31
2.5.3 Metodología para el desarrollo de un pronóstico ............................................................ 32
2.6 Planificación de ventas y operaciones .................................................................................... 33
3 DISEÑO METODOLÓGICO ......................................................................................................... 35
3.1 Diagrama del diseño metodológico ......................................................................................... 35
3.2 Desarrollo de la metodología .................................................................................................. 36
4 PRESENTACIÓN Y ANÁLISIS DE RESULTADOS ..................................................................... 46
4.1 Levantamiento de información ................................................................................................ 46
4.1.1 Observación directa del departamento de Panadería del Supermercado Jumbo sucursal
Puerto Montt. ............................................................................................................................. 46
4.1.2 Revisión de registros referentes a: productos, volúmenes de producción, y recursos
proporcionados por Jumbo Puerto Montt. ................................................................................. 50
4.1.3 Entrevistas semi-estructuradas con trabajadores claves de la respectiva área en
estudio. ...................................................................................................................................... 58
4.2 Diagnóstico de los procesos ................................................................................................... 61
4.2.1 Análisis de información recopilada, respecto al departamento de Panadería de Jumbo
Puerto Montt. ............................................................................................................................. 61
4.2.2 Diagramación de los eventos y decisiones de los procesos involucrados en el
departamento en estudio. .......................................................................................................... 66
4.2.3 Identificación de los puntos críticos en el departamento de Panadería de Jumbo Puerto
Montt. ......................................................................................................................................... 78
4.2.4 Determinación de la situación actual del departamento involucrado en el estudio. ....... 78
4.3 Diseño de la solución .............................................................................................................. 80
4.3.1 Definición de un pronóstico de la demanda y períodos de tiempo en que se analizará
ésta respecto a los productos del departamento en estudio. ................................................... 80
4.3.2 Definición de los niveles de producción en unidades agregadas (familias de productos,
unidades de peso, unidad de uso de la fuerza de trabajo, tiempos de producción y
determinación de la capacidad) a lo largo de un horizonte de tiempo, respecto al
departamento en estudio. .......................................................................................................... 90
4.3.3 Desarrollo de la planificación agregada de la producción para el departamento de
Panadería del Supermercado Jumbo sucursal Puerto Montt. .................................................. 96
4.4 Plan de mejora ...................................................................................................................... 101
4.4.1 Generación y comparación de propuestas de mejoras versus operación actual del
departamento de Panadería del Supermercado Jumbo Puerto Montt. .................................. 101
5 CONCLUSIONES Y RECOMENDACIONES ............................................................................. 106
6 Bibliografía ................................................................................................................................. 108
7 Linkografía .................................................................................................................................. 111

8 ANEXOS .................................................................................................................................... 112

ÍNDICE DE FIGURAS Figura 1.1: Estructura organizacional Jumbo sucursal Puerto Montt ................................................ 4
Figura 2.2: Antecedentes de la industria de supermercados. ............................................................ 8
Figura 2.3: Antecedentes de la industria de supermercados [ 𝑚2 ], N° de locales y venta [$]
correspondientes a operaciones en Chile. .......................................................................................... 9
Figura 2.4: Pasos en el control de la calidad ................................................................................... 11
Figura 2.5: Integración de técnicas y actividades en el control de la calidad. ................................. 11
Figura 2.6: Proceso de planificación, programación y control de la producción .............................. 15
Figura 2.7: Fases para la elaboración del plan agregado de producción ........................................ 18
Figura 2.8: Pools y Lanes de un diagrama BPMN ........................................................................... 24
Figura 2.9: Esquema de la función del plan maestro de producción ............................................... 26
Figura 3.10: Determinación de la situación actual del departamento de Panadería. ...................... 39
Figura 3.11: Métodos para estudiar la demanda de los productos. ................................................. 40
Figura 3.12: Establecimientos de periodos de tiempos para estudiar la demanda. ........................ 42
Figura 3.13: Desarrollo de la planificación agregada de la producción. .......................................... 44
Figura 3.14: Propuestas de mejoras de la planificación de la producción a la sección de Panadería.
........................................................................................................................................................... 45
Figura 4.15: Supermercado Jumbo sucursal Puerto Montt. ............................................................ 46
Figura 4.16: Extracto informe de Auditoría Externa Supermercado Jumbo Puerto Montt............... 47
Figura 4.17: Pasos a seguir en sección de Panadería. ................................................................... 49
Figura 4.18: Sistema en estudio....................................................................................................... 49
Figura 4.19: Política del Sistema Integrado de Gestión. .................................................................. 50
Figura 4.20: Extracto libro de compras y trazabilidades Panadería Supermercado Jumbo Puerto
Montt. ................................................................................................................................................. 51
Figura 4.21: Sato de trazabilidad de insumos. ................................................................................. 52
Figura 4.22: Tarja de trazabilidad..................................................................................................... 52
Figura 4.23: Diseño fichas técnicas de productos............................................................................ 54
Figura 4.24: Maestra de compras. ................................................................................................... 55
Figura 4.25: Formulario de registros de mermas. ............................................................................ 56
Figura 4.26: Entrevista operativa tipo aplicada a los trabajadores de Panadería de Jumbo Puerto
Montt. ................................................................................................................................................. 58
Figura 4.27: Diagrama de flujo productivo. ...................................................................................... 61
Figura 4.28: Promedio de cumplimiento BPM secciones perecibles Supermercado Jumbo Puerto
Montt. ................................................................................................................................................. 63
Figura 4.29: Reporte cumplimiento de trazabilidad.......................................................................... 64

Figura 4.30: Ventas Productos año 2015 Panadería Supermercado Jumbo Puerto Montt. ........... 65
Figura 4.31: Gráfico de Pareto productos tipo "A". Panadería Supermercado Jumbo Puerto Montt.
........................................................................................................................................................... 66
Figura 4.32: Sistema Integrado de Gestión Jumbo Puerto Montt. ................................................... 68
Figura 4.33: Proceso de adquisición de insumos Panadería Supermercado Jumbo Puerto Montt. 75
Figura 4.34: Procesos de control en Panadería Supermercado Jumbo Puerto Montt. ................... 76
Figura 4.35: Procesos venta productos Panadería Supermercado Jumbo Puerto Montt. .............. 77
Figura 4.36: Procesos de mermas de productos Panadería Supermercado Jumbo Puerto Montt. 77
Figura 4.37: Distribución de ventas de productos Panadería Supermercado Jumbo Puerto Montt.
........................................................................................................................................................... 79
Figura 4.38: Comportamiento de la demanda Hallulla Jumbo kg .................................................... 81
Figura 4.39: Comportamiento de la demanda Marraqueta Jumbo kg. ............................................ 82
Figura 4.40: Comportamiento de la demanda Hallulla Jumbo kg (Semanas) ................................. 82
Figura 4.41: Comportamiento de la demanda Marraqueta Jumbo kg (Semanas) ........................... 83
Figura 4.42: Método de promedio móvil simple Hallulla Jumbo kg. ................................................. 85
Figura 4.43: Método de pronóstico móvil simple Marraqueta Jumbo kg. ........................................ 85
Figura 4.44: Método de pronóstico recta tendencia Hallulla Jumbo kg. .......................................... 86
Figura 4.45: Método de pronóstico recta tendencia Marraqueta Jumbo kg. ................................... 86
Figura 4.46: Distribución mermas Hallulla Jumbo kg ....................................................................... 89
Figura 4.47: Distribución mermas Marraqueta Jumbo kg. ............................................................... 89
Figura 4.48: Layout de Panadería de Supermercado Jumbo Puerto Montt. ................................... 91

ÍNDICE DE TABLAS
Tabla 2.1: Tipos de planeación en un horizonte de tiempo. ............................................................. 19
Tabla 2.2: Elementos utilizados en los diagramas BPMN. ............................................................... 23
Tabla 2.3: Comparación entre algunos métodos de panificación agregada. ................................... 27
Tabla 2.4: Clasificación de los métodos de pronósticos. ................................................................. 30
Tabla 3.5: Diagrama del diseño metodológico ................................................................................. 35
Tabla 4.6: Monitoreo Panadería Supermercado Jumbo Puerto Montt. ............................................ 53
Tabla 4.7: Productos elaborados. ..................................................................................................... 57
Tabla 4.8: Evaluación BPM secciones perecibles Supermercado Jumbo Puerto Montt. ................ 62
Tabla 4.9: Productos tipo A Panadería Supermercado Jumbo Puerto Montt. ................................. 65
Tabla 4.10: Productos ABC Panadería Supermercado Jumbo Puerto Montt. ................................. 78
Tabla 4.11: Cantidad mermada de productos ABC durante el 2015. ............................................... 80
Tabla 4.12: Extracto análisis autocorrelación Hallulla Jumbo kg. .................................................... 84
Tabla 4.13: Indicadores estadísticos para métodos de pronósticos de demanda. .......................... 88
Tabla 4.14: Extracto análisis de autocorrelación mermas Hallulla Jumbo kg. ................................. 89
Tabla 4.15: Recursos disponibles en Panadería del Supermercado Jumbo Puerto Montt. ............ 91
Tabla 4.16: Capacidad de las instalaciones en horas. ..................................................................... 94
Tabla 4.17: Operaciones principales de los procesos. ..................................................................... 95
Tabla 4.18: Insumos bases utilizados para producción de Hallulla Jumbo kg. ................................ 96
Tabla 4.19: Insumos bases utilizados para producción Marraqueta Jumbo kg. .............................. 97
Tabla 4.20: Extracto pronóstico Hallulla Jumbo kg. ......................................................................... 97
Tabla 4.21: Extracto plan de requerimientos de insumos Hallulla Jumbo kg. .................................. 98
Tabla 4.22: Ponderaciones de kilos de Hallulla por días de la semana. .......................................... 99
Tabla 4.23: Ponderaciones de kilos de Marraqueta por días de la semana. ................................... 99
Tabla 4.24: Extracto Cantidad de kg a elaborar de Hallulla por día. ................................................ 99
Tabla 4.25: Patrón de mano de obra requerida Hallulla Jumbo kg. ............................................... 100
Tabla 4.26: Planificación de la mano de obra requerida Hallulla Jumbo kg. ................................. 101
Tabla 4.27: Esquema de propuestas de mejoras para el departamento de Panadería................. 102
Tabla 4.28: Cantidad promedio semanal de insumos requeridas. ................................................. 103
Tabla 4.29: Cantidad total promedio semanal de insumos requeridos para ambos productos
estudiados. ...................................................................................................................................... 104
Tabla 4.30: Propuesta de Cantidad de Mano de Obra a utilizar. ................................................... 105
Tabla 4.31: Comparación de mermas situación actual versus situación propuesta. ..................... 105

ÍNDICE DE ANEXOS Anexo A: Registro de trazabilidad Pan Hamburguesa Jumbo V1. ................................................ 112
Anexo B: Registro dosificación de sal. ........................................................................................... 113
Anexo C: Planilla control de registros BPM (Buenas Prácticas de Manufactura). ......................... 114
Anexo D: Venta productos y Análisis de Pareto Panadería Supermercado Jumbo Puerto Montt,
2015. ................................................................................................................................................ 115
Anexo E: Gráfico de Pareto Productos Panadería Supermercado Jumbo Puerto Montt. ............. 119
Anexo F: Análisis autocorrelación Hallulla Jumbo kg. ................................................................... 120
Anexo G: Análisis autocorrelación Marraqueta Jumbo kg. ............................................................ 122
Anexo H: Estudios de Pronóstico para Hallulla Jumbo kg. ............................................................ 124
Anexo I: Estudios de pronósticos para Marraqueta Jumbo kg. ..................................................... 128
Anexo J: Análisis autocorrelación mermas Hallulla Jumbo kg. ..................................................... 132
Anexo K: Análisis autocorrelación mermas Marraqueta Jumbo kg. .............................................. 134
Anexo L: Planificación de requerimientos de insumos Hallulla Jumbo kg. .................................... 136
Anexo M: Planificación de requerimientos de insumos Marraqueta Jumbo kg. ............................ 140
Anexo N: Cantidad de kg. de Hallulla a elaborar por día. .............................................................. 144
Anexo O: Cantidad de kg. de Marraqueta a elaborar por día. ....................................................... 147
Anexo P: Patrón de mano de obra necesaria Hallulla Jumbo kg. .................................................. 150
Anexo Q: Patrón de mano de obra necesaria Marraqueta Jumbo kg............................................ 153
Anexo R: Planificación de mano de obra Hallulla Jumbo kg. ........................................................ 156
Anexo S: Planificación mano de obra Marraqueta Jumbo kg. ....................................................... 160
1
1. ANTECEDENTES GENERALES 1.1 INTRODUCCIÓN
En los últimos años, el retail chileno ha sido reconocido por el éxito de sus diferentes formatos, debido a
su capacidad de expansión en la zona sudamericana, claro ejemplo de ello ha sido Cencosud con un fuerte
posicionamiento al segmento de mercado al que ha apuntado en Chile, es por ello que en cuanto a ventas
abarca un 25% del mercado, y en relación a locales de ventas posee un 17 % de la repartición de
supermercados en Chile.
El propósito que guía a toda organización con fines de lucro, consiste en elevar sus utilidades, esto puede
darse incrementando sus niveles de venta y/o minimizando los costos asociados a la elaboración y venta
de sus productos. Es por ello, que una forma de lograr este propósito es observando y analizando
detalladamente los procesos y las operaciones involucradas directa o indirectamente en la obtención del
producto terminado, identificando las oportunidades de mejora y generando posibles soluciones a los
problemas que se detecten.
Las mermas en retail y en otras industrias hacen referencia a todo tipo de pérdidas de valor en las
existencias durante la cadena de suministro, ya sea por vencimientos, daños, hurtos, fallas en los procesos,
en general. Visto de otra perspectiva, la pérdida operativa, definida como la suma de la perdida conocida
y desconocida causada por la operación, es un tema de alta preocupación en los retailers, debido a que la
industria del retail es muy competitiva, lo que hace que los márgenes sean muy bajos. Es por ello que las
empresas deben mejorar en tres áreas críticas: fidelización del cliente, eficiencia logística y control de
pérdidas.
Bajo este contexto se pretende diagnosticar el estado actual de un departamento de una organización
perteneciente al Supermercado Jumbo S.A. sucursal Puerto Montt, logrando así determinar mejoras en los
procesos de planificación y control de la producción, repercutiendo en la minimización de mermas que es
aportada por éste.

2
1.2 DESCRIPCIÓN DE LA EMPRESA
1.2.1 Historia de la empresa
La Compañía fue creada por su presidente y principal accionista, Señor Horst Paulmann Kemna, quien se
inició en el negocio de los supermercados a finales de la década del ’50.
Luego de una amplia experiencia en el comercio minorista, el empresario decidió incursionar en nuevo
formato de supermercado. El objetivo era ofrecer en un solo lugar la mayor variedad de productos, con la
más alta calidad y el mejor servicio. Con este concepto la compañía dio el paso inicial hacia la expansión,
creando en 1976 el primer hipermercado de Chile, Jumbo, de 7.000 metros cuadrados ubicado en Avenida
Kennedy 9001 en la ciudad de Santiago, luego siguió la creación de más supermercados Jumbo, la compra
de la cadena Santa Isabel y su Centro de Distribución de la Región Metropolitana.
Actualmente, Cencosud es una de las compañías más importantes y destacadas del sector comercio
minorista y centros comerciales, tanto en Chile como en Argentina, pasando además en los últimos años a
operar en Brasil y Colombia. Su división inmobiliaria posee importantes terrenos ubicados en puntos
estratégicos de estos países, lo que permite enfrentar con una sólida posición para las futuras expansiones
de sus áreas de negocios.
1.2.2 Visión
“Jumbo te da más calidad, más servicio, más variedad y más ahorro para que siempre puedas tener lo
mejor, porque Jumbo se preocupa de ti y tu familia”. (www.jumbo.cl, 2015)
1.2.3 Misión
“Nuestra misión, consiste en trabajar, día a día, por llegar a ser el retailer más rentable y prestigioso de
América Latina, en base a la excelencia en nuestra calidad del servicio, el respeto a las comunidades con
las que convivimos y el compromiso de nuestro equipo de colaboradores. Todo esto, a través de los pilares
básicos de nuestra compañía; visión, desafío, emprendimiento y perseverancia”. (www.cencosud.cl, 2015)
1.2.4 Valores
a) “Vivimos por y para nuestros clientes: su satisfacción es nuestra misión y obligación, continuamente
buscamos satisfacer sus expectativas”.
b) “Promovemos y valoramos la actuación responsable, transparente y honesta con cada uno de nuestros
grupos de interés: accionistas, proveedores, reguladores, colaboradores, clientes, consumidores, y la
comunidad en general”.
3
c) “Realizamos nuestras labores buscando la excelencia en cada uno de los resultados, brindando las
bases, pero confiados en la autoexigencia que se impone cada colaborador”.
d) “Estamos consciente de que en un ambiente de respeto y trabajo en equipo, obtenemos los mejores
resultados”.
e) “Ser líderes en el mercado no nos debe enceguecer: la austeridad y humildad han sido y serán parte
del comportamiento esperado de cada uno de quienes integramos CENCOSUD”.
f) “Daremos siempre lo mejor de nosotros en beneficio de la Compañía, demostrando así nuestro
constante compromiso”.
1.2.5 Servicios
En todos los supermercados Jumbo, se dedican al desarrollo, elaboración y comercialización de productos
alimenticios seguros, que cumplan con las regulaciones vigentes y los requerimientos de los clientes y/o
consumidores.
Jumbo se compromete a mantener canales de comunicación internos y externos eficaces con la finalidad
de mejorar el sistema integrado de gestión. Así mismo se preocupa que los productos y procesos cumplan
con los requisitos, de manera que éstos no afecten al medio ambiente.
La empresa, a través de sus distintos departamentos proporciona los recursos: financieros, técnicos y
humanos que les permitan entregar la calidad deseada a sus productos, comprometiendo así con la
responsabilidad social y ética.
1.2.6 Productos
Con un tamaño promedio de 8.250 m2, Hipermercados Jumbo ofrece un variado surtido de productos, que
incluye alimentos, abarrotes y una amplia gama de artículos no comestibles, como vestuario, elementos
para el hogar y electrodomésticos. Además de las marcas tradicionales, Jumbo ofrece productos de marca
propia, las cuales han alcanzado un sólido y fuerte posicionamiento comercial, asociado principalmente a
la variedad y excelente calidad.
Considerando el volumen de ventas, Jumbo es uno de los principales participantes del negocio de
supermercados en Chile. Posee un sólido y claro posicionamiento comercial en el segmento al que está
dirigido, lo que le ha permitido mantener márgenes de venta positivos y superiores al promedio de la
industria.

4
1.2.7 Organización de la empresa
Figura 1.1: Estructura organizacional Jumbo sucursal Puerto Montt
Fuente: Elaboración propia en base a Manual Trainee Jumbo (2014)
Directorio Cencosud
Gerente Local
SubAdmin. de servicios
Recepción Bodega
Publicidad Flejes
Perfumería Limpieza
Almacén Cocktail
Galletas y Chocolates Botilería
Control Interno Cajas Servicio al Cliente
Casino
SubAdmin. de non food
Jardinería Ferretería
Mascotas Deportes
Eletro hogar Electro entretenimiento
Juguetería Librería
Textil Bazar / Menaje
SubAdmin. de perecibles
Pastas Pasteles
Panificados Pescadería
Frutas y verduras Fiambres
Lácteos congelados Carnicería
Platos preparados Rincón Jumbo
Secretario
Jefe de recursos humanos
Aseg. de calidad Inventarios
Gerentes Zonales
Gerente Operaciones

5
1.3 PLANTEAMIENTO DEL PROBLEMA
Según el Instituto Nacional de Estadísticas (2009) el retail es uno de los sectores más dinámicos de la
economía chilena, debido a sus importantes cifras de ventas, por sus niveles de movimientos y
operaciones, y así mismo por la cantidad de empleos que ofrece a la población. Y dentro de este mundo
de negocios se encuentran bien posicionados los supermercados como un importante nexo entre la
producción masiva y el consumidor final.
Los niveles de mermas, entendiéndose como la pérdida de valor en las existencias durante la cadena de
suministro, es un tema que desde siempre ha estado presente en la industria del comercio minorista, lo
cual se ha llegado a considerar como un fenómeno natural y parte del negocio. La investigación, que se
realizó entre abril y julio del 2014, en forma conjunta por ESE Business Scohool, Universidad de Los Andes
y la Cámara de Comercio de Santiago (CCS), donde participaron dieciocho cadenas de retail. Concluyó
que la merma operativa es de un 1,7 % en supermercados, 1,2 % en farmacias, 1,1 % en multitiendas y 1
% en vestuario. El porcentaje promedio de merma en Chile es de un 1,35 % de las ventas, es decir a un
total de US$ 230 millones en el año.
Jumbo S.A. Puerto Montt es guiado por un conjunto de normativas de procedimientos para cada una de
sus áreas operativas que hacen que el servicio que prestan sea valorado positivamente por sus clientes.
De esta manera, se requiere de que exista un constante monitoreo del nivel de cumplimiento de las normas
en los diferentes departamentos, ya que de lo contrario se podría ver afectados los niveles de satisfacción
del usuario.
A pesar del esfuerzo del supermercado en estudio por mantener buenos indicadores internos de control,
se han detectado en diferentes auditorías externas altos índices de mermas en el departamento de
panadería, que puede tener como origen el poco control de los pedidos realizados, pérdidas por
vencimiento de productos, pérdidas por errores en el registro de mermas, pérdidas por inadecuada solicitud
de compra, generando sobre – stock o quiebres de inventario.
Debido a lo anterior, en la sucursal Puerto Montt se obtienen deficientes calificaciones en las evaluaciones
y auditorias que se realizan por empresas externas. Y como consecuencia de esto, se desarrolla una
comparación de la eficiencia de funcionamiento entre locales a nivel nacional, llamado ranking Jumbo.
En base a todo lo planteado anteriormente, se generan algunas interrogantes que se pretenden responder,
tales como ¿Cuánto dinero se ha desperdiciado en mermas? ¿Cuáles son los factores que más inciden en
el aumento de las mermas en el departamentos de Panadería?, y ¿Cómo se propone enfrentar la situación?
¿Cuán efectiva es la planificación utilizada actualmente?

6
1.4 OBJETIVOS
A continuación se dejan expresados el objetivo general y los objetivos específicos del proyecto.
1.4.1 Objetivo general
Diseñar un plan de mejora a los procedimientos de planificación para el departamento de Panadería del
Supermercado Jumbo sucursal Puerto Montt, mediante el análisis de la demanda y desarrollo de una
planificación agregada de la producción, evaluando la factibilidad de minimizar las pérdidas por mermas y
lograr mejores resultados en las auditorías internas y externas.
1.4.2 Objetivos específicos
a) Realizar un levantamiento de información de las operaciones del departamento de Panadería del
Supermercado Jumbo Puerto Montt, mediante la observación directa, revisión de registros y
entrevistas semi – estructuradas a trabajadores con el propósito de conocer el funcionamiento del
sistema.
b) Analizar la información proporcionada por Supermercado Jumbo Puerto Montt, por medio de
herramientas de diagramación de procesos y análisis de datos con el fin de determinar la situación
actual y detectar puntos de mejoras para el departamento en estudio.
c) Diseñar la planificación agregada de la producción, mediante uso de las herramientas de la
planificación de la producción, para una mejor administración de control de los recursos disponibles.
d) Generar propuestas de mejora, mediante la evaluación de los resultados previos, analizando la
factibilidad de disminuir los índices de mermas para mejorar los resultados de las auditorías internas y
externa.

7
2. MARCO TEÓRICO 2.1 LA INDUSTRIA DEL RETAIL DE LOS SUPERMERCADOS
Se entenderá por supermercado al establecimiento comercial de gran superficie destinado a la distribución
minorista principalmente de productos de alimentación, artículos de hogar y no alimenticios de consumo
corriente (Fiscalía Nacional Económica FNE, 2007).
Según Zimmerman (1959), “Un Supermercado es un establecimiento de ventas al detalle con muchas
secciones, que vende comestibles y otras mercancías, de propiedad total del que lo lleva o bien
funcionando por concesión, con un espacio adecuado para aparcamiento de coches y haciendo un mínimo
de 250.000 dólares al año”.
En general, los formatos en los que operan los supermercados pueden clasificarse en hipermercados,
supermercados y tiendas de conveniencia. Es por ello que Lira (2005) contempla una clasificación con tres
formatos en función del tamaño de las salas de ventas, es por ello que, supermercados con salas de venta
de hasta 3.000 metros cuadrados; supermercados tradicionales, con locales de venta de hasta 6.000
metros cuadrados, e hipermercados, con locales de venta sobre los 6.000 metros cuadrados, donde
además se ofrecen otras categorías de productos, como electrodomésticos, electrónica, librería, jardinería,
vestuario, juguetería y artículos de decoración, entre otros.
Respecto al contexto nacional, se señala que los establecimientos de supermercados registraron un total
de 5.680.794 millones de pesos en ventas, de las cuales un 43,8 % correspondieron a ventas realizadas
en las Región Metropolitana, seguidas de las regiones del Bío - Bío con un 10,1 % y Valparaíso con una
participación del 10,0 % (Instituto Nacional de Estadísticas INE, 2009).
Según la superintendencia de valores y seguros (2015), señala que la industria del retail supermercadista
puede clasificarse de acuerdo a sus distintos formatos, dependiendo de: el tipo de venta: mayorista o
minorista y superficie de venta: Hipermercados, Supermercados, tiendas de conveniencia u otros.
De acuerdo a información entregada por el Instituto Nacional de Estadísticas (2014), señala que las ventas
de supermercados en Chile han crecido un 56 % entre los años 2009 – 2014, mientras tanto el número de
locales lo ha hecho en un 43 % y la superficie de venta en un 31 %.

8
Figura 2.2: Antecedentes de la industria de supermercados.
Fuente: Superintendencia de Valores y Seguros (2015)
De la figura 2.2 se desprende que, aun cuando han existido períodos de menor crecimiento en Chile, el
negocio de los supermercados ha crecido sustancialmente, influido en parte, por el alto número de
productos no discrecionales que se comercializan en este tipo de locales.
En Chile, la industria se caracteriza por la existencia de grandes cadenas de supermercados que agrupan
más del 90 % del mercado en términos de ventas y superficie de venta. Por lo tanto, las cadenas de
supermercados actuales han seguido distintas estrategias que les permitan consolidar su posición en el
mercado, por ejemplo, algunas se orientan hacia estrategia – precio, otras hacia calidad y buen servicio,
mientras que otras se han consolidado a través de paquetes de promociones, todo dependiendo del
segmento socioeconómico objetivo.
A diciembre de 2014, Walmart Chile es la compañía que concentra la mayor participación en términos de
superficie de ventas y ventas propiamente tal, Cencosud se encuentra en segundo lugar, respecto a ventas,
mientras que la relación al número de locales, SMU ocupa el primer puesto, considerando sólo operaciones
chilenas para las tres compañías.

9
Fuente: Superintendencia de Valores y Seguros (2015).
2.2 LA PLANIFICACIÓN
La actividad de planeación con frecuencia se conoce como la “fase cero” porque precede a la autorización
del proyecto y al inicio del proceso de desarrollo del producto. La fase inicia con la estrategia de la compañía
e incluye la evaluación de los desarrollos tecnológicos y los objetivos de mercado. El producto de la fase
de planeación es el enunciado de la misión del proyecto, el cual especifica el mercado meta del producto,
las metas del negocio, los supuestos fundamentales y las restricciones (CHASE, 2009).
Por otro lado, se tiene que para el alcance de la misión y visión organizacional, toda empresa debe
indudablemente diseñar un proceso de planificación que garantice y simplifique las tareas y actividades
necesarias para tal fin. Dicho proceso debe ser coherente, sistemático y de enlace entre los distintos niveles
jerárquicos de la misma (DOMINGUEZ, 1995).
Según ambos autores, la planificación o planeación implica, que se debe tener claro al momento de
planificar, la estrategia que sigue la organización, es decir, tener un completo dominio de la misión y visión
que se ha diseñado para la empresa, con tal fin de lograr productos de calidad, obteniendo así la
satisfacción del cliente.
Figura 2.3: Antecedentes de la industria de supermercados [ 𝑚2 ], N° de locales y
venta [$] correspondientes a operaciones en Chile.
10
Para Robbins (1994), la planificación: “Abarca la definición de objetivos o metas de la organización, el
establecimiento de una estrategia global para alcanzar esas metas, y el desarrollo de una amplia jerarquía
de los planes para integrar y coordinar las actividades. Se preocupa, entonces con fines (lo que se debe
hacer) así como con los medios (cómo se debe hacer)”. Esto implica, que al momento de planificar se
reduce el impacto del cambio, así mismo al establecer los objetivos que se pretenden alcanzar, permite
conformar estándares para facilitar el control. Por lo tanto la planificación establece un esfuerzo coordinado,
integrado por todos los departamentos de una organización, reduciendo así la incertidumbre y las
actividades innecesarias.
La planificación o planeación fue establecida como uno de los procesos administrativos por Henry Fayol,
en su denominada Teoría Clásica de la Administración, definiendo como procesos administrativos la
planificación, organización, dirección, control y coordinación (HENRY FAYOL, 1916).
La planeación para Koontz y Weihrich (2012), incluye seleccionar misiones y objetivos y las acciones para
alcanzarlos; requiere tomar decisiones: es decir, seleccionar entre diversos cursos de acción futuros. Así
la planeación provee un enfoque racional para lograr los objetivos preseleccionados.
Para estos autores la planeación es la más básica de todas las funciones administrativas, la cual implica la
definición previa de los objetivos y una descripción de las acciones que se van a realizar para lograrlos,
presentándose en ese punto un proceso de toma de decisiones frente a los diversos programas de acción
que puedan darse. Por lo tanto planear es entonces decidir anticipadamente que hacer, cuándo, y cómo.
2.3 CONCEPTOS DE PRODUCCIÓN
2.3.1 Control de calidad
El control de calidad es visto como parte de todas las fases de los procesos de producción en la industria,
desde la especificación del cliente hasta la venta del producto al mismo.
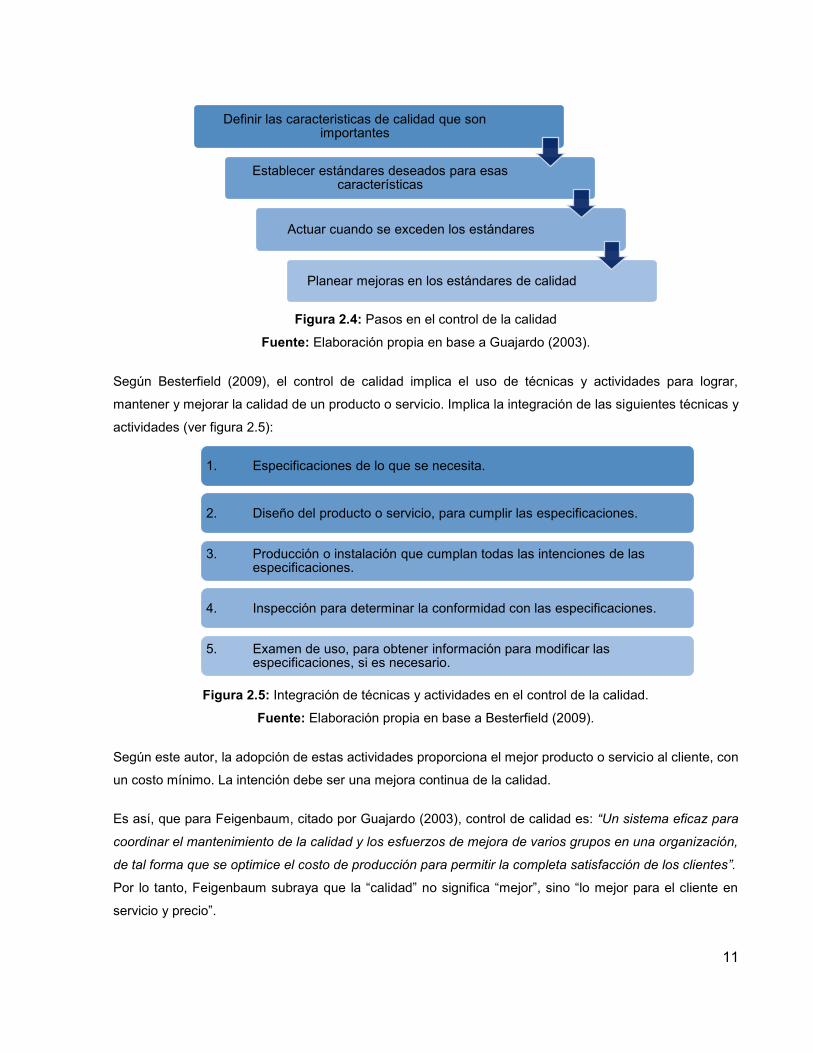
En el control de la calidad, la palabra “control” representa una herramienta de la administración, la cual es
guiada por cuatro pasos (Figura 2.4, GUAJARDO, 2003).
La calidad se ha convertido en una fuerte arma competitiva debido a diversos factores. Primeramente, la
fabricación de un producto de calidad que corresponda a las expectativas de los clientes fomenta su lealtad
y mejora la imagen de la empresa. En segundo lugar, un control de calidad adecuadamente aplicado puede
en muchos casos reducir en vez de aumentar los costos de fabricación. En tercer lugar, cuando se utiliza
como instrumento de gestión, puede contribuir a engendrar una cultura dentro de la empresa que está
procurando constantemente mejorar la calidad de los productos, los procesos, la información, y otras
funciones empresariales (KANAWATY, 1996).
11
Figura 2.4: Pasos en el control de la calidad
Fuente: Elaboración propia en base a Guajardo (2003).
Según Besterfield (2009), el control de calidad implica el uso de técnicas y actividades para lograr,
mantener y mejorar la calidad de un producto o servicio. Implica la integración de las siguientes técnicas y
actividades (ver figura 2.5):
Figura 2.5: Integración de técnicas y actividades en el control de la calidad.
Fuente: Elaboración propia en base a Besterfield (2009).
Según este autor, la adopción de estas actividades proporciona el mejor producto o servicio al cliente, con
un costo mínimo. La intención debe ser una mejora continua de la calidad.
Es así, que para Feigenbaum, citado por Guajardo (2003), control de calidad es: “Un sistema eficaz para
coordinar el mantenimiento de la calidad y los esfuerzos de mejora de varios grupos en una organización,
de tal forma que se optimice el costo de producción para permitir la completa satisfacción de los clientes”.
Por lo tanto, Feigenbaum subraya que la “calidad” no significa “mejor”, sino “lo mejor para el cliente en
servicio y precio”.
Definir las caracteristicas de calidad que son importantes
Establecer estándares deseados para esas características
Actuar cuando se exceden los estándares
Planear mejoras en los estándares de calidad
1. Especificaciones de lo que se necesita.
2. Diseño del producto o servicio, para cumplir las especificaciones.
3. Producción o instalación que cumplan todas las intenciones de las especificaciones.
4. Inspección para determinar la conformidad con las especificaciones.
5. Examen de uso, para obtener información para modificar las especificaciones, si es necesario.
12
Según el Manual de Calidad Jumbo (2013), que tiene por objetivo describir los responsables y las
principales actividades que realiza la organización, donde se desarrollan, elaboran y comercializan
productos alimenticios, con el fin de lograr el cumplimiento de los requisitos del Estándar IFS: 2004 versión
4, de la norma BRC: 2005 versión 4, de la norma ISO 22.000:2005 versión 1 y la norma Ch2861/2004 y su
actualización del año 2011, las cuales incluyen las Buenas Prácticas de Manufactura (BPM) y el Sistema
de Análisis de Peligros y de los Puntos Críticos de Control (HACCP), basados en el “Código Internacional
de Prácticas Recomendado – Principios Generales de Higiene de los Alimentos”, incluyendo además los
requisitos propios establecidos por la empresa.
La Norma ISO 22000, es una norma que especifica los requisitos para un sistema de gestión de la inocuidad
de los alimentos que facilita e incrementa la inocuidad de sus productos y procesos y, por lo tanto, la
seguridad y calidad de los mismos. Esta norma internacional ha sido alineada con la Norma ISO 9001 con
el objeto de aumentar la compatibilidad de las dos normas (MANUAL DE CALIDAD JUMBO, 2013).
La Norma BRC del British Retail Consortium (Consorcio Británico de Detallistas), exige dar garantías de
inocuidad con requerimientos de las Buenas Prácticas de Manufactura, requerimientos de un Sistema de
Análisis de Peligros y de los Puntos Críticos de Control (HACCP) basado en el “Código Internacional de
Prácticas Recomendado -Principios Generales de Higiene de los Alimentos” y demostrar el cumplimiento
de un programa de gestión de calidad (MANUAL DE CALIDAD JUMBO, 2013).
El Estándar IFS (International Food Standard) es una norma creada por grandes compañías de distribución
alemanas, a la que adhirieron y ayudaron a mejorar distribuidores franceses (MANUAL DE CALIDAD
JUMBO, 2013).
La Norma 2861/2004 y su actualización del año 2011 es una norma chilena basada en los principios de
HACCP diseñada para servir de guía en el diseño e implementación de los sistemas HACCP de los
productores de alimentos (MANUAL DE CALIDAD JUMBO, 2013).
Es por ello que, las normas anteriormente mencionadas, regulan los sistemas de gestión de la inocuidad
de los alimentos, con el objetivo de lograr una mayor seguridad en la elaboración y manipulación de
alimentos, considerando aspectos de inocuidad, legalidad y calidad de los productos.
2.3.2 Materia prima
Se entenderá por materia prima todos los elementos y/o insumos que se transforman e incorporan a un
producto final. Es así, que las materias primas no deben comprometer el manual de las buenas prácticas,
por lo tanto si se sospecha que las materias primas son inadecuadas para el consumo, deben aislarse y
rotularse claramente, para luego eliminarlas. Hay que tener en cuenta que las medidas para evitar
contaminaciones químicas, físicas y/o microbiológicas son específicas para cada establecimiento
elaborador (MANUAL DE CALIDAD JUMBO, 2013).
13
Por otra parte, las materias primas deben ser almacenadas en condiciones apropiadas que aseguren la
protección contra contaminantes. El depósito debe estar alejado de los productos terminados, para impedir
la contaminación cruzada. Además, se debe tener en cuenta las condiciones óptimas de almacenamiento
como temperatura, humedad, ventilación e iluminación, debido a que las materias primas deben estar
perfectamente identificables y en excelente estado, debido a que mediante el proceso de transformación
permitirán obtener un producto de calidad, es por ello que en lugar donde se manipule las materias primas
deben prevalecer los principios higiénicos – sanitarios (Secretaria de Agricultura, Pesca y Alimentos, 2011).
2.3.3 Cuellos de botella
Un cuello de botella corresponde a un recurso que no tiene capacidad para satisfacer la demanda, es una
restricción en el sistema que limita la producción. También puede señalarse que es el punto dentro del
proceso de fabricación, en donde el flujo se reduce a una corriente estrecha. Un cuello de botella puede
ser una máquina, mano de obra escasa o altamente calificada, o una herramienta especifica (CHASE,
2009).
Goldratt (2004) propone a través de su libro “La Meta”, la teoría de las restricciones (TOC), que es la
filosofía que busca alcanzar la meta de toda empresa (ganar dinero) tratando los cuellos de botellas o
recursos restrictivos de capacidad.
El autor propone básicamente que se deben identificar las restricciones del sistema, evaluar como explotar
la capacidad, poner las demás operaciones (que no son restricciones) al ritmo de éstas y mejorar la
capacidad de las mismas.
Por lo tanto Goldratt, propuso que los cuellos de botella en la producción son la base para la programación
y la planeación de la capacidad.
Por otro lado Burgos (1999) señala que: “un cuello de botella es aquella instalación o elemento situado en
la línea principal del proceso, cuya capacidad productiva es la más baja”.
Para realizar un estudio de cuello de botella en un proceso es necesario partir de dos funciones básicas:
1. En un determinado momento, sólo puede existir un único cuello de botella dentro de un proceso,
aunque este pueda ir desplazándose de una instalación a otra de una misma planta en función de las
circunstancias.
2. Para minimizar stocks, el movimiento de salida de productos tiene que ajustarse en todo momento a
la capacidad del cuello de botella; resulta inútil producir sin freno contra un cuello de botella. El único
efecto que se conseguiría será la acumulación de stocks a su entrada. Es importante tratar de
acomodar la velocidad de la producción a la capacidad real de absorción de cuello de botella.

14
2.3.4 Mermas
En el primer estudio de mermas en retail realizado en Chile, se llevó a cabo en forma conjunta por ESE
Business Scohool, Universidad de los Andes y la Cámara de Comercio de Santiago (2014), cuyo estudio
entregó un análisis de mediciones específicas, encontrando que la merma operativa es de 1,7 % en
supermercados.
El manual de procedimientos Cencosud, confeccionado por la Gerencia Corporativa de Procesos (2014),
señala que, “la merma se define como toda diferencia producida entre el stock teórico resultante de los
datos suministrados por los sistemas informáticos y registros contables y el stock físico producto de la toma
de inventarios. Teniendo en cuenta que la cadena de suministro para el sector retail puede visualizarse
desde el proveedor de insumos y/o materias primas hasta la colación del producto en la góndola del salón
de ventas. Los motivos de mermas son los siguientes: Hurto, Deterioro, Vencimiento”.
2.4 PLANIFICACIÓN DE LA PRODUCCIÓN
La planificación de la producción se ocupa de la toma de decisiones relacionadas con los procesos de
producción, de modo que los productos o servicios resultantes, se produzcan de acuerdo con las
especificaciones, en las cantidades y las distribuciones requeridas, al costo mínimo (BUFFA, 1995). Esto
implica que la planificación de la producción debe ajustarse a la demanda por capacidad a lo largo del
horizonte de planificación, por otro lado de la perspectiva de la toma de decisiones, el plan de producción
debe equilibrar los siguientes objetivos: maximizar la satisfacción de la demanda, reducir los niveles de
inventarios y maximizar la eficiencia productiva (reduciendo tiempos y costos operativos).
Chase (2009), señala que la dirección de operaciones o planificación y control de la producción, puede
definirse como: “La administración de los recursos para producir bienes y servicios que ofrece una
organización”.
La planeación y control de la producción combina los flujos físicos y de información para administrar los
sistemas de producción. Similar a toda unidad compleja. PCP (planeación y control de la producción) consta
de varios elementos, ubicados en el flujo físico de un sistema de producción (SIPPER, 1998).
Para Domínguez (1995), la planeación ha consistido en una declaración de su tasa de producción, nivel de
fuerza de trabajo y manejo de inventarios, basado en estimaciones de los requisitos de sus clientes y las
limitaciones de su propia capacidad, es decir, en una proyección en un período de tiempo.
Según el mismo autor señala básicamente cinco fases que componen el proceso de planificación y control
de la producción:
1. Planificación estratégica o a largo plazo.

15
2. Planificación agregada o a mediano plazo.
3. Programación maestra.
4. Programación de componentes.
5. Ejecución y control.
Así mismo, el autor indica, que estas fases se deberán llevar a cabo en cualquier empresa manufacturera,
independiente de su tamaño y actividad, aunque la forma de cómo estas se desarrollen dependerá de las
características propias de cada sistema productivo.
La figura 2.6, muestra las principales fases mencionadas anteriormente junto con los planes que se derivan
de ellas, relacionando los niveles de planificación empresarial con la planificación y gestión de la
capacidad.
Figura 2.6: Proceso de planificación, programación y control de la producción
Fuente: Domínguez (1995).

16
2.4.1 Planificación estratégica o a largo plazo
De manera de mejorar la competitividad, Schroeder (2011), ha definido la opción de una correcta estrategia
de operaciones, como: “Una visión de la función de operaciones que depende de la dirección o impulso
generales para la toma de decisiones. Esta visión, se debe integrar con la estrategia empresarial y con
frecuencia, aunque no siempre, se refleja en un plan formal”.
Anthony (2008), definió la planificación estratégica como: “El proceso de decisión de los objetivos de la
organización, de los cambios en estos objetivos, de los recursos usados para lograr estos objetivos, y de
las políticas que regirán la adquisición, uso y disposición de estos recursos”. Por lo tanto, la adopción de
una correcta estrategia de operaciones, se define como una visión de la función de operaciones que
depende de la dirección para la toma de decisiones, la cual debe ser una estrategia funcional que debe
guiarse por una estrategia de empresa, cuya base debe estar constituida por la misión, visión y las políticas.
Por otro lado, Chase (2009) considera, como aspecto importante, que la estrategia de operaciones debe
especificar la manera en que la empresa empleará sus capacidades productivas para apoyar la estrategia
corporativa. Todo esto significa, que dicha estrategia debe surgir de una estrategia empresarial a largo
plazo y a su vez, debe integrarse de manera horizontal con las estrategias de los demás subsistemas de
la organización. Respecto a esto Domínguez (1995), señala que, la estrategia de operaciones se constituye
como un plan a largo plazo para el subsistema de operaciones, en el que se recogen los objetivos a lograr
y los cursos de acción, así como la asignación de recursos a los diferentes productos y funciones.
Por su parte Schroeder (2011), agrega que la estrategia de operaciones debe ser una estrategia funcional
que debe guiarse por la estrategia empresarial y cuyo corazón se constituye por la misión, la competencia
distintiva, los objetivos y las políticas.
Domínguez (1995) plantea, que las dos funciones básicas que ha de cumplir la estrategia de operaciones
son:
a) Servir como marco de referencia para la planificación y control de la producción.
b) Marcar las pautas que permitan apreciar en qué medida el subsistema de operaciones está
colaborando al logro de la estrategia de la compañía.
El mismo autor, señala que las decisiones básicas que deben ser contempladas dentro de la estrategia de
operaciones son:
a) Decisiones de posicionamiento, que afectan la dirección futura de la compañía y dentro de la cual se
incluyen los objetivos a largo plazo, el establecimiento de las prioridades competitivas, la fijación del
modelo de gestión de la calidad, la selección de productos y la selección de procesos.

17
b) Decisiones de diseño, implican compromiso a largo plazo y entre las cuales se encuentran el diseño
de los productos y procesos, la mano de obra, la apropiación de nuevas tecnologías, decisiones de
capacidad, localización y distribución de instalaciones y sistemas de aprovisionamiento.
2.4.2 Planificación agregada – táctica o mediano plazo
El plan agregado de producción puede considerarse como la misión del departamento de operaciones para
apoyar la consecución del plan de la empresa, para desarrollarlo se debe considerar: las cantidades
anuales de producción, que deberán descomponerse en cifras mensuales o trimestrales; las previsiones
de demanda a corto y mediano plazo; las posibles fuentes de demanda para obtener las necesidades
mensuales totales de producción agregada (DOMINGUEZ, 1995).
La planeación agregada, implica que las cantidades a producir se han debido establecer de manera
general, en cuanto a utilizar unidades agregadas, tales como familias de productos, unidades de peso,
unidades de volumen, tiempo de uso de la fuerza de trabajo o valor en dinero, sin embargo, la unidad
agregada que se haya escogido, debería ser fácil de manejar y comprensible en el contexto del plan
(SCHROEDER, 2011).
Por lo tanto, la planeación agregada denominada también planeación combinada (MEREDITH, 1986), se
encuentra ubicado en el nivel táctico del proceso jerárquico de planeación y tiene como misión fundamental,
en aproximación al planteamiento de varios autores (CHASE, 2014; DOMINGUEZ, 1995; HEIZER, 2011;
SHOROEDER, 2011), la de establecer los niveles de producción en unidades agregadas a lo largo de un
horizonte de tiempo que, generalmente, fluctúa entre 3 y 18 meses, de tal forma que se logre cumplir con
las necesidades establecidas en el plan a largo plazo, manteniendo a la vez niveles mínimos de costos y
un buen nivel de servicio al cliente.
2.4.3 Métodos para planificación agregada
Según Domínguez (1995) se deben seguir las siguientes etapas al momento de resolver un problema de
planeación agregada en una organización:
a) Calcular las necesidades de producto para cada uno de los periodos del horizonte de planificación.
b) Determinar las posibles opciones de ajuste transitorio y sus límites de empleo.
c) Elaborar varios planes de producción alternativos.
d) Evaluar dichos planes en relación con los objetivos planteados, normalmente costo y cumplimiento de
demanda.
e) Si no se obtiene un plan satisfactorio, seleccionar el que mejor cumpla los objetivos y volver a la fase
3, tomándolo como origen de los nuevos planes alternativos.
f) Seguir el proceso hasta la obtención de un plan agregado satisfactorio.
18
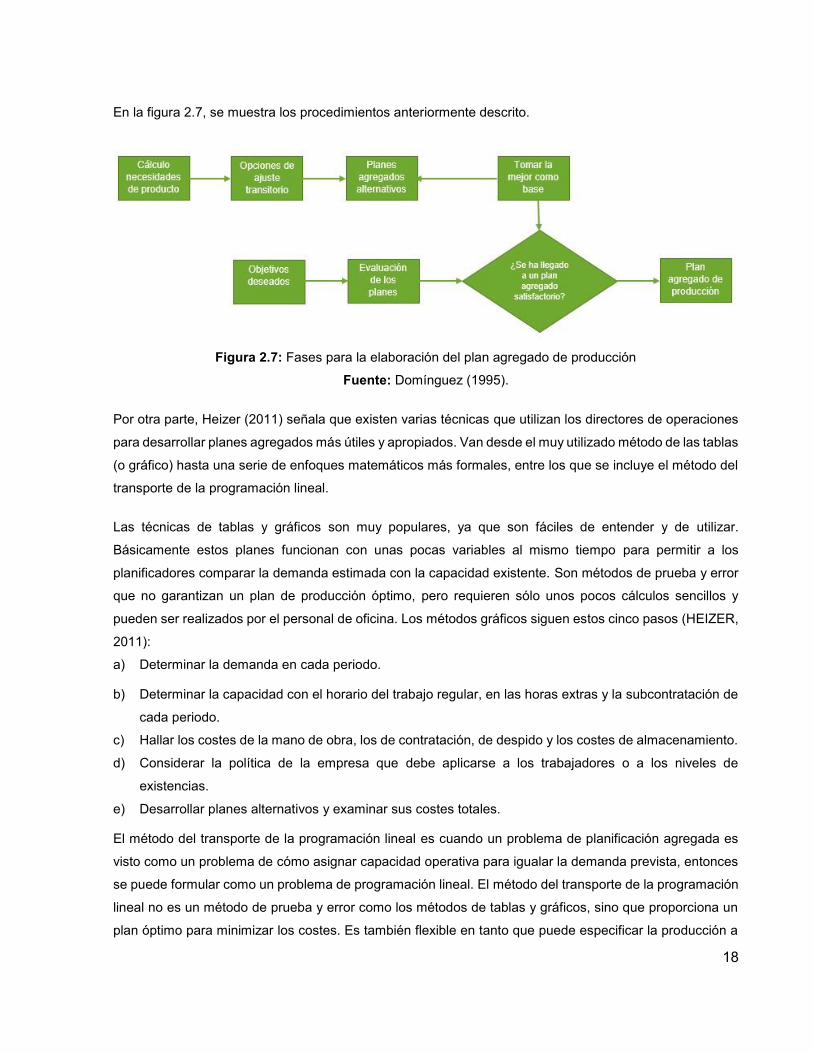
En la figura 2.7, se muestra los procedimientos anteriormente descrito.
Figura 2.7: Fases para la elaboración del plan agregado de producción
Fuente: Domínguez (1995).
Por otra parte, Heizer (2011) señala que existen varias técnicas que utilizan los directores de operaciones
para desarrollar planes agregados más útiles y apropiados. Van desde el muy utilizado método de las tablas
(o gráfico) hasta una serie de enfoques matemáticos más formales, entre los que se incluye el método del
transporte de la programación lineal.
Las técnicas de tablas y gráficos son muy populares, ya que son fáciles de entender y de utilizar.
Básicamente estos planes funcionan con unas pocas variables al mismo tiempo para permitir a los
planificadores comparar la demanda estimada con la capacidad existente. Son métodos de prueba y error
que no garantizan un plan de producción óptimo, pero requieren sólo unos pocos cálculos sencillos y
pueden ser realizados por el personal de oficina. Los métodos gráficos siguen estos cinco pasos (HEIZER,
2011):
a) Determinar la demanda en cada periodo.
b) Determinar la capacidad con el horario del trabajo regular, en las horas extras y la subcontratación de
cada periodo.
c) Hallar los costes de la mano de obra, los de contratación, de despido y los costes de almacenamiento.
d) Considerar la política de la empresa que debe aplicarse a los trabajadores o a los niveles de
existencias.
e) Desarrollar planes alternativos y examinar sus costes totales.
El método del transporte de la programación lineal es cuando un problema de planificación agregada es
visto como un problema de cómo asignar capacidad operativa para igualar la demanda prevista, entonces
se puede formular como un problema de programación lineal. El método del transporte de la programación
lineal no es un método de prueba y error como los métodos de tablas y gráficos, sino que proporciona un
plan óptimo para minimizar los costes. Es también flexible en tanto que puede especificar la producción a
19
efectuar en horario normal o en horas extras Para cada periodo de tiempo, el número de unidades que
deben ser subcontratadas, los turnos de trabajo extras y el inventario transferido de un periodo al siguiente
(HEIZER, 2011).
2.4.4 Análisis de la capacidad disponible
En primer lugar, se debe definir el concepto de capacidad. De acuerdo a Chase (2014), se entiende por
capacidad a “la cantidad de producción que un sistema puede conseguir durante un período específico”.
Ésta se ve afectada por factores como: número de trabajadores, habilidad de trabajadores, número de
máquinas, desperdicios, defectos, proveedores, regulaciones gubernamentales, etc.
Heizer y Render (2011) señalan que: “La capacidad es el volumen de producción o número de unidades
que puede alojar, recibir, almacenar o producir una instalación en un período de tiempo específico de
tiempo. A menudo, la capacidad determina los requerimientos de capital y, por consiguiente, una gran parte
del costo fijo. La capacidad también determina si se cumplirá la demanda o si las instalaciones estarán
desocupadas”.
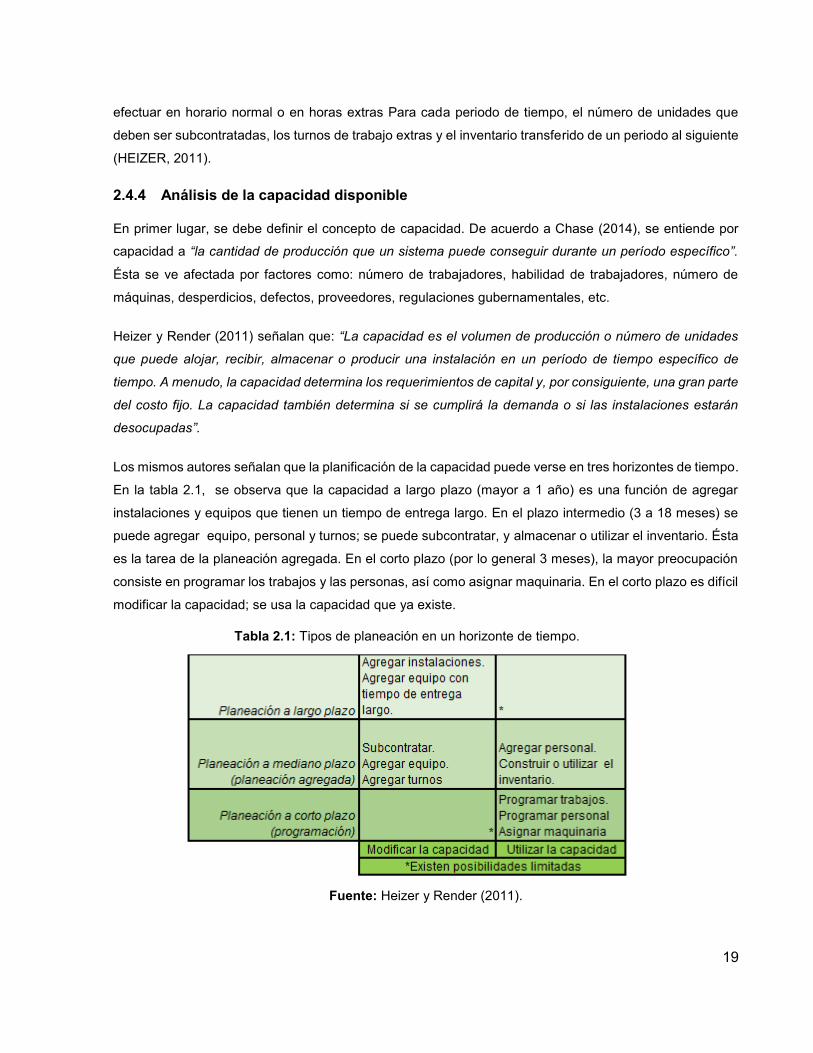
Los mismos autores señalan que la planificación de la capacidad puede verse en tres horizontes de tiempo.
En la tabla 2.1, se observa que la capacidad a largo plazo (mayor a 1 año) es una función de agregar
instalaciones y equipos que tienen un tiempo de entrega largo. En el plazo intermedio (3 a 18 meses) se
puede agregar equipo, personal y turnos; se puede subcontratar, y almacenar o utilizar el inventario. Ésta
es la tarea de la planeación agregada. En el corto plazo (por lo general 3 meses), la mayor preocupación
consiste en programar los trabajos y las personas, así como asignar maquinaria. En el corto plazo es difícil
modificar la capacidad; se usa la capacidad que ya existe.
Fuente: Heizer y Render (2011).
Tabla 2.1: Tipos de planeación en un horizonte de tiempo.

20
Por lo tanto al momento de planificar las necesidades de capacidad, se presentan dos posibilidades, que
la capacidad sobrepase a la demanda real, o por el contrario que la capacidad sea insuficiente para cumplir
con los requerimientos. De manera que, si la capacidad es muy superior a la demanda, resulta en un
aumento considerable e innecesario de los costos. Del mismo modo, si la capacidad es inferior a la
demanda, resulta en pérdida de ventas, de clientes, por consiguiente se podría perder la participación de
mercado de algún producto.
Chase (2009) indica los siguientes pasos para determinar las necesidades de capacidad:
a) Aplicación de técnicas de proyección para predecir las ventas de productos.
b) Cálculo de necesidades de equipo y mano de obra para cumplir con las proyecciones.
c) Proyección de la disponibilidad de equipo y mano de obra en el horizonte de planeación.
Heizer y Render (2011) señalan que existen dos tipos de capacidades:
a) Capacidad diseñada o proyectada: es la máxima producción teórica que se puede obtener de un
sistema en un periodo de tiempo determinado en condiciones ideales. Normalmente se expresa como
una tasa, como el número de toneladas de acero que se pueden producir por semana, por mes o por
año.
b) Capacidad efectiva: es la capacidad que una empresa espera alcanzar dadas las restricciones
operativas actuales. A menudo la capacidad efectiva es menor que la capacidad diseñada debido a
que la instalación puede haber sido diseñada para una versión anterior del producto o para una mezcla
de productos diferentes a la que se produce actualmente.
Para Domínguez (1995) la capacidad disponible ha sido: “la habilidad para mantener, recibir, almacenar o
acomodar”. También se ha considerado como la cantidad de producto que un sistema es capaz de lograr
durante un periodo especifico de tiempo. En la ecuación N° 2.1, muestra el cálculo de la capacidad real:
Capacidad Disponible (Día) =(𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑑𝑖𝑎𝑟𝑖𝑎) ∗ (𝑛° 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎𝑠) ∗ (𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒)
(𝑡𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜)
Donde:
a) Tiempo disponible día: tiene relación con el tiempo en que se ejecutará el proceso en el día.
b) N° de máquinas: el número de máquinas con que cuenta el centro de trabajo.
c) Tiempo requerido: tiempo que se necesita para procesar la demanda diaria.
d) Demanda diaria: es el volumen de producción demandado, ya sea por el sistema o por el mercado
considerando el porcentaje de Scrap que dicho proceso produce, como se muestra en la ecuación N°
2.2.
[2.1]
21
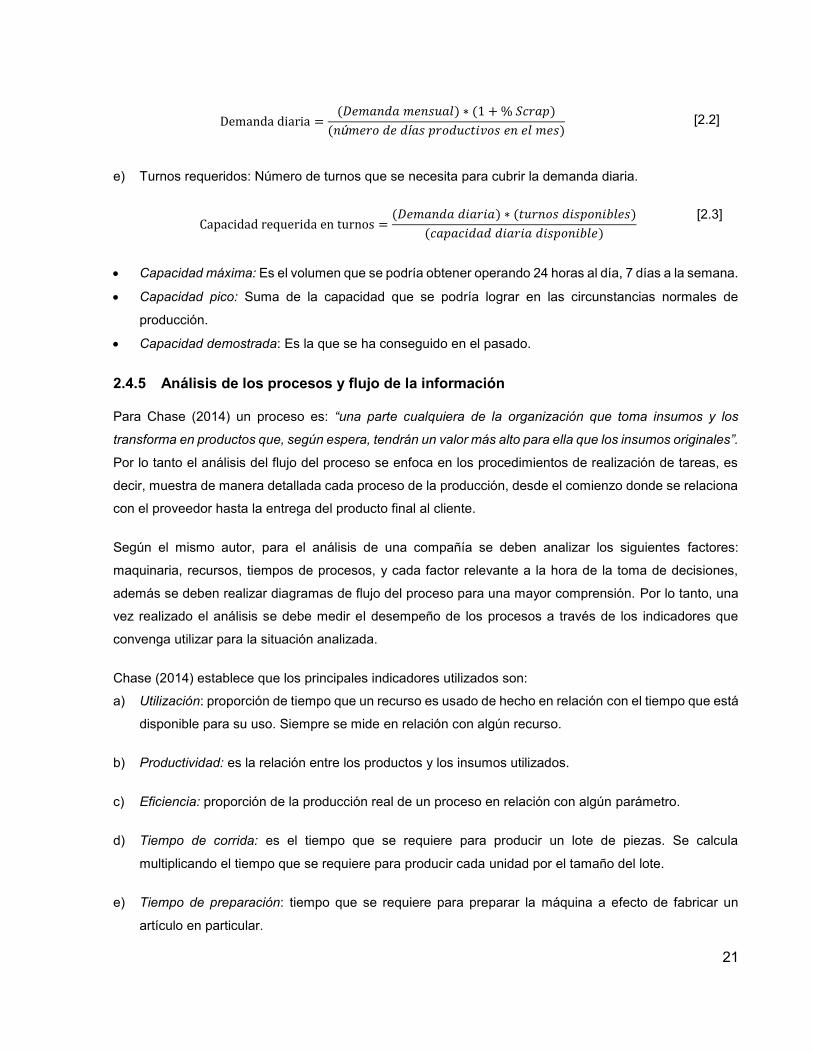
Demanda diaria =(𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑛𝑠𝑢𝑎𝑙) ∗ (1 + % 𝑆𝑐𝑟𝑎𝑝)
(𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑑í𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑜𝑠 𝑒𝑛 𝑒𝑙 𝑚𝑒𝑠)
e) Turnos requeridos: Número de turnos que se necesita para cubrir la demanda diaria.
Capacidad requerida en turnos =(𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑑𝑖𝑎𝑟𝑖𝑎) ∗ (𝑡𝑢𝑟𝑛𝑜𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑠)
(𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑑𝑖𝑎𝑟𝑖𝑎 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒)
Capacidad máxima: Es el volumen que se podría obtener operando 24 horas al día, 7 días a la semana.
Capacidad pico: Suma de la capacidad que se podría lograr en las circunstancias normales de
producción.
Capacidad demostrada: Es la que se ha conseguido en el pasado.
2.4.5 Análisis de los procesos y flujo de la información
Para Chase (2014) un proceso es: “una parte cualquiera de la organización que toma insumos y los
transforma en productos que, según espera, tendrán un valor más alto para ella que los insumos originales”.
Por lo tanto el análisis del flujo del proceso se enfoca en los procedimientos de realización de tareas, es
decir, muestra de manera detallada cada proceso de la producción, desde el comienzo donde se relaciona
con el proveedor hasta la entrega del producto final al cliente.
Según el mismo autor, para el análisis de una compañía se deben analizar los siguientes factores:
maquinaria, recursos, tiempos de procesos, y cada factor relevante a la hora de la toma de decisiones,
además se deben realizar diagramas de flujo del proceso para una mayor comprensión. Por lo tanto, una
vez realizado el análisis se debe medir el desempeño de los procesos a través de los indicadores que
convenga utilizar para la situación analizada.
Chase (2014) establece que los principales indicadores utilizados son:
a) Utilización: proporción de tiempo que un recurso es usado de hecho en relación con el tiempo que está
disponible para su uso. Siempre se mide en relación con algún recurso.
b) Productividad: es la relación entre los productos y los insumos utilizados.
c) Eficiencia: proporción de la producción real de un proceso en relación con algún parámetro.
d) Tiempo de corrida: es el tiempo que se requiere para producir un lote de piezas. Se calcula
multiplicando el tiempo que se requiere para producir cada unidad por el tamaño del lote.
e) Tiempo de preparación: tiempo que se requiere para preparar la máquina a efecto de fabricar un
artículo en particular.
[2.2]
[2.3]

22
f) Tiempo de operación: es la suma del tiempo de preparación y el tiempo de corrida para un lote de
piezas que pasan por una máquina.
g) Tiempo de ciclo: en un proceso repetitivo es el tiempo promedio que transcurre entre el final de
unidades sucesivas.
h) Índice de procesamiento: porcentaje de productos que se espera que el proceso haga dentro de un
período.
El autor agrega que existen varios aspectos que deben determinarse respecto del análisis de los procesos
internos que se utilizan para generar bienes y servicios destinados al cliente. El primero de estos aspectos
es el análisis de procesos y su mejoramiento, en el cual se involucran varios factores, entre ellos:
a) Puntos de control y de rendición de informes: puntos de procesos donde se capturan las actividades
de producción.
b) Análisis y mejoramiento de procesos: a medida que la producción y los procesos productivos se
modifican en respuesta de las condiciones de negocio mencionadas, se hace necesario optimizar dicho
cambio sistemáticamente, con el propósito de garantizar que corresponda a las necesidades de
negocio de la mejor manera posible.
c) Mapeo de procesos: implica desarrollar un flujo detallado de la información y las actividades utilizadas
para producir alguna actividad definida. Con frecuencia indica tiempo para estas actividades y
determina la asignación de responsabilidades.
De acuerdo a Heizer y Render (2011), el diagrama de flujo “es un esquema o dibujo de movimiento del
material, el producto o las personas”. Constituye la representación gráfica del proceso y se utiliza para
describir, paso a paso, las tareas o actividades que conforman un proceso, y cómo éstas están
relacionadas.
Una de las herramientas más utilizadas en el área de la gestión informática es el lenguaje BPMN (Business
Process Modeling Notation). Según el libro BPMN de Object Management (2011) señala lo siguiente:
“El objetivo principal de BPMN es proporcionar una notación que sea fácilmente comprensible por todos
los usuarios de negocio, desde los analistas de negocio que crean los borradores iniciales de los procesos,
a los desarrolladores técnicos responsables de la aplicación de la tecnología que llevará a cabo dichos
procesos, y por último, a los empresarios que se gestionarán y controlarán los procesos. Por lo tanto, BPMN
crea un puente estandarizado para la brecha entre el diseño y la ejecución de procesos de negocios”.
23
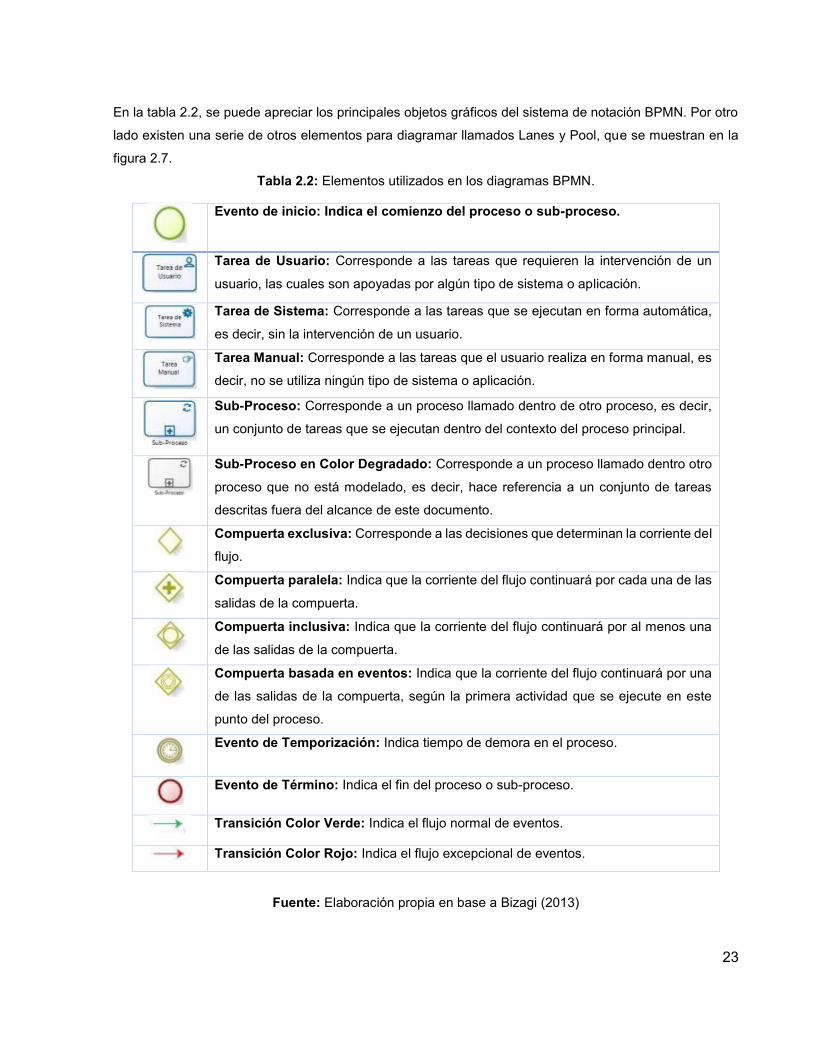
En la tabla 2.2, se puede apreciar los principales objetos gráficos del sistema de notación BPMN. Por otro
lado existen una serie de otros elementos para diagramar llamados Lanes y Pool, que se muestran en la
figura 2.7.
Tabla 2.2: Elementos utilizados en los diagramas BPMN.
Evento de inicio: Indica el comienzo del proceso o sub-proceso.
Tarea de Usuario: Corresponde a las tareas que requieren la intervención de un
usuario, las cuales son apoyadas por algún tipo de sistema o aplicación.
Tarea de Sistema: Corresponde a las tareas que se ejecutan en forma automática,
es decir, sin la intervención de un usuario.
Tarea Manual: Corresponde a las tareas que el usuario realiza en forma manual, es
decir, no se utiliza ningún tipo de sistema o aplicación.
Sub-Proceso: Corresponde a un proceso llamado dentro de otro proceso, es decir,
un conjunto de tareas que se ejecutan dentro del contexto del proceso principal.
Sub-Proceso en Color Degradado: Corresponde a un proceso llamado dentro otro
proceso que no está modelado, es decir, hace referencia a un conjunto de tareas
descritas fuera del alcance de este documento.
Compuerta exclusiva: Corresponde a las decisiones que determinan la corriente del
flujo.
Compuerta paralela: Indica que la corriente del flujo continuará por cada una de las
salidas de la compuerta.
Compuerta inclusiva: Indica que la corriente del flujo continuará por al menos una
de las salidas de la compuerta.
Compuerta basada en eventos: Indica que la corriente del flujo continuará por una
de las salidas de la compuerta, según la primera actividad que se ejecute en este
punto del proceso.
Evento de Temporización: Indica tiempo de demora en el proceso.
Evento de Término: Indica el fin del proceso o sub-proceso.
Transición Color Verde: Indica el flujo normal de eventos.
Transición Color Rojo: Indica el flujo excepcional de eventos.
Fuente: Elaboración propia en base a Bizagi (2013)
24
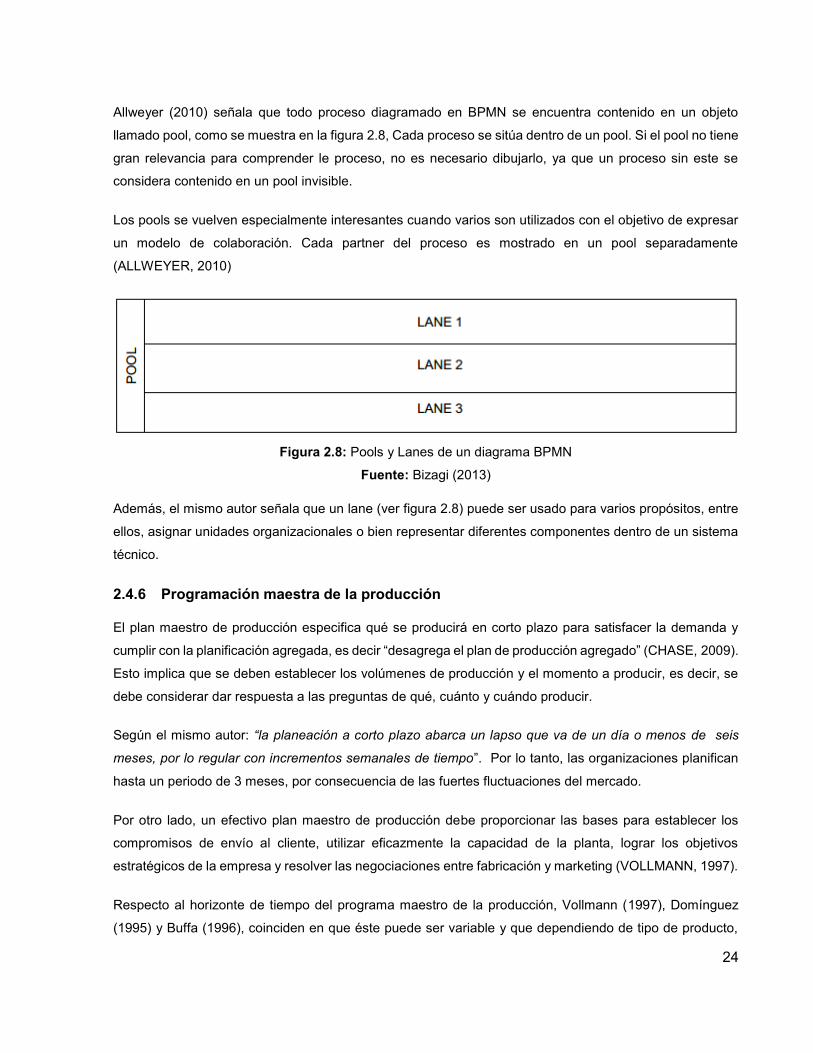
Allweyer (2010) señala que todo proceso diagramado en BPMN se encuentra contenido en un objeto
llamado pool, como se muestra en la figura 2.8, Cada proceso se sitúa dentro de un pool. Si el pool no tiene
gran relevancia para comprender le proceso, no es necesario dibujarlo, ya que un proceso sin este se
considera contenido en un pool invisible.
Los pools se vuelven especialmente interesantes cuando varios son utilizados con el objetivo de expresar
un modelo de colaboración. Cada partner del proceso es mostrado en un pool separadamente
(ALLWEYER, 2010)
Figura 2.8: Pools y Lanes de un diagrama BPMN
Fuente: Bizagi (2013)
Además, el mismo autor señala que un lane (ver figura 2.8) puede ser usado para varios propósitos, entre
ellos, asignar unidades organizacionales o bien representar diferentes componentes dentro de un sistema
técnico.
2.4.6 Programación maestra de la producción
El plan maestro de producción especifica qué se producirá en corto plazo para satisfacer la demanda y
cumplir con la planificación agregada, es decir “desagrega el plan de producción agregado” (CHASE, 2009).
Esto implica que se deben establecer los volúmenes de producción y el momento a producir, es decir, se
debe considerar dar respuesta a las preguntas de qué, cuánto y cuándo producir.
Según el mismo autor: “la planeación a corto plazo abarca un lapso que va de un día o menos de seis
meses, por lo regular con incrementos semanales de tiempo”. Por lo tanto, las organizaciones planifican
hasta un periodo de 3 meses, por consecuencia de las fuertes fluctuaciones del mercado.
Por otro lado, un efectivo plan maestro de producción debe proporcionar las bases para establecer los
compromisos de envío al cliente, utilizar eficazmente la capacidad de la planta, lograr los objetivos
estratégicos de la empresa y resolver las negociaciones entre fabricación y marketing (VOLLMANN, 1997).
Respecto al horizonte de tiempo del programa maestro de la producción, Vollmann (1997), Domínguez
(1995) y Buffa (1996), coinciden en que éste puede ser variable y que dependiendo de tipo de producto,
25
del volumen de producción y de los componentes de tiempo de entrega, puede variar desde horas hasta
meses, con revisiones.
Para Monks (1998), dentro del proceso de formalización del programa maestro de producción, algunas de
las funciones claves que este debe cumplir son las siguientes:
Traducir los planes agregados en artículos finales específicos.
Evaluar alternativas de programación.
Generar requerimientos de materiales.
Generar requerimientos de capacidad y maximizar su utilización.
Facilitar el procesamiento de la información.
Mantener las prioridades válidas.
Domínguez (1995), considera como principales datos de ingreso para el plan maestro de producción los
siguientes ítems:
La planificación agregada de producción (medida en unidades de producto).
Las previsiones de demanda en unidades de producto.
Las ventas firmes a clientes, ventas ya concretas.
Las restricciones de capacidad.
Otras fuentes de demanda.
Niveles actuales de inventarios, para producir solo lo que falte.
Mientras tanto Vollmann (2005), propone cuatro técnicas de programación básicas respecto al plan
maestro de la producción:
Registro en fase tiempo (que será utilizado): consiste en un simple registro por productos de los
pronósticos de demanda, de producción y niveles de inventario, por periodo (días o semanas) de
tiempo en el horizonte de planificación de 3 meses.
Rotación a través del tiempo.
Compromiso de orden.
Consumo del pronóstico.
Como síntesis se puede observar la figura 2.9, la cual muestra los requerimientos para la conformación de
un plan maestro de producción y los resultados que se obtienen de éste.

26
Fuente: Elaboración propia en base a Vollmann (2005).
2.4.7 Estrategias de planificación de la producción
Existen varias estrategias para la elaboración del plan agregado, las cuales han sido clasificadas por la
mayoría de los autores en dos grupos, subdivididos así (CHASE, 2014; DOMINGUEZ, 1995; HEIZER,
2011; SCHROEDER, 2011):
a) Estrategias puras:
Mano de obra nivelada con empleo de horas extras o trabajadores eventuales. En el primer caso, ha
sido fundamental dejar invariable la producción regular por período (derivado del trabajo en jornada
regular), sin embargo, para hacer frente a variaciones respecto de las necesidades, la producción total
debió cambiar por distintos factores, ya sea, por contratación eventual, retrasos en la entrega, horas
extras, etc. Y en el segundo caso, lo que permanece inalterable ha sido la producción total por período,
y las variaciones en las necesidades se absorben a través de los inventarios, subcontratación o
retrasos en la entrega (DOMINGUEZ, 1995).
Figura 2.9: Esquema de la función del plan maestro de producción
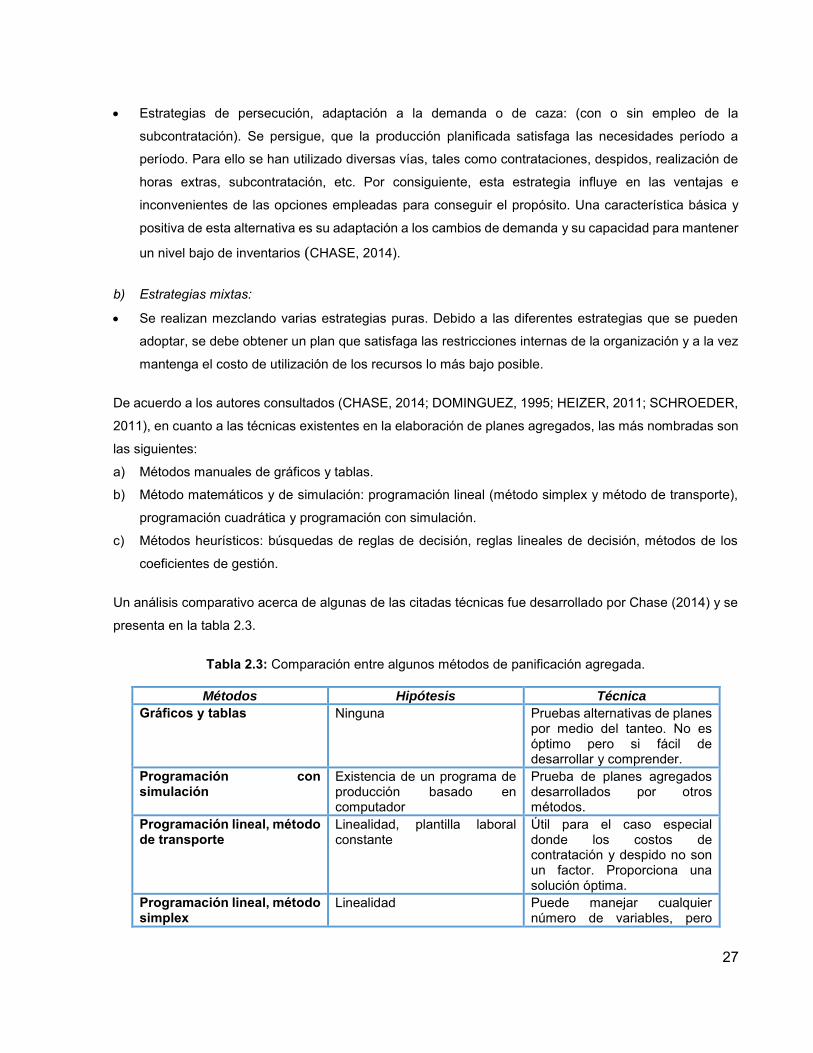
27
Estrategias de persecución, adaptación a la demanda o de caza: (con o sin empleo de la
subcontratación). Se persigue, que la producción planificada satisfaga las necesidades período a
período. Para ello se han utilizado diversas vías, tales como contrataciones, despidos, realización de
horas extras, subcontratación, etc. Por consiguiente, esta estrategia influye en las ventajas e
inconvenientes de las opciones empleadas para conseguir el propósito. Una característica básica y
positiva de esta alternativa es su adaptación a los cambios de demanda y su capacidad para mantener
un nivel bajo de inventarios (CHASE, 2014).
b) Estrategias mixtas:
Se realizan mezclando varias estrategias puras. Debido a las diferentes estrategias que se pueden
adoptar, se debe obtener un plan que satisfaga las restricciones internas de la organización y a la vez
mantenga el costo de utilización de los recursos lo más bajo posible.
De acuerdo a los autores consultados (CHASE, 2014; DOMINGUEZ, 1995; HEIZER, 2011; SCHROEDER,
2011), en cuanto a las técnicas existentes en la elaboración de planes agregados, las más nombradas son
las siguientes:
a) Métodos manuales de gráficos y tablas.
b) Método matemáticos y de simulación: programación lineal (método simplex y método de transporte),
programación cuadrática y programación con simulación.
c) Métodos heurísticos: búsquedas de reglas de decisión, reglas lineales de decisión, métodos de los
coeficientes de gestión.
Un análisis comparativo acerca de algunas de las citadas técnicas fue desarrollado por Chase (2014) y se
presenta en la tabla 2.3.
Tabla 2.3: Comparación entre algunos métodos de panificación agregada.
Métodos Hipótesis Técnica
Gráficos y tablas Ninguna Pruebas alternativas de planes por medio del tanteo. No es óptimo pero si fácil de desarrollar y comprender.
Programación con simulación
Existencia de un programa de producción basado en computador
Prueba de planes agregados desarrollados por otros métodos.
Programación lineal, método de transporte
Linealidad, plantilla laboral constante
Útil para el caso especial donde los costos de contratación y despido no son un factor. Proporciona una solución óptima.
Programación lineal, método simplex
Linealidad Puede manejar cualquier número de variables, pero

28
muchas veces es difícil formular. Proporciona una solución óptima.
Reglas de decisión lineal Funciones cuadráticas de costos
Utiliza coeficientes derivados matemáticamente para especificar las tasas de producción y los niveles de plantilla laboral en una serie de ecuaciones.
Coeficientes de gestión Los gerentes toman básicamente venas decisiones
Emplea el análisis estadístico de decisiones anteriores para tomar nuevas decisiones. Se aplica a un solo grupo de gerentes y no es óptimo.
Reglas de búsqueda de decisiones
Cualquier tipo de estructura de costos
Usa procedimientos de búsqueda de patrones para encontrar los costos mínimos de las curvas de costos totales. Difícil de desarrollar, no es óptimo.
Fuente: Chase (2014).
2.5 PRONÓSTICOS DE LA DEMANDA
Los pronósticos son vitales para toda organización de negocios, así como para cualquier decisión
importante de gerencia. El pronóstico es la base de la planeación corporativa a largo plazo (HANKE, 2006).
Autores como Everett y Ebert (1991), Kalenatic y Blanco (2001), Tawfik y Chauvel (1992), expresan la
importancia de diferenciar entre los términos predicción y pronóstico, ya que de acuerdo a su criterio, las
predicciones se basan meramente en la consideración de aspectos subjetivos dentro del proceso de
estimación de eventos futuros, mientras que los pronósticos, se desarrollan a través de procedimientos
científicos, basados en datos históricos, que son expresados mediante métodos cuantitativos.
Es así, que según lo expresado por Buffa y Sarin (1995), Domínguez (1995) y Everett (1991), afirman que
los pronósticos son el primer paso dentro del proceso de planificación de la producción y estos sirven como
punto de partida, no solo para la elaboración de los planes estratégicos, sino además, para el diseño de
los planes a mediano y corto plazo, lo cual permite a las organizaciones, visualizar de manera aproximada
los acontecimientos futuros y eliminar en gran parte la incertidumbre y reaccionar con rapidez a las
condiciones cambiantes con algún grado de precisión.
Además Chase (2014) señala que existen dos fuentes básicas de la demanda:
a) Demanda dependiente: Es la demanda de un producto o servicio provocada por la demanda de otros
productos o servicios, este tipo de demanda interna no necesita pronósticos, sino sólo una tabulación.

29
b) Demanda independiente: no deriva directamente de la demanda de otros productos.
Sin importar el propósito del sistema para el que se utilizará el pronóstico, es muy importante comprender
algunas de sus características fundamentales (CHAPMAN, 2006):
a) Los pronósticos casi siempre son incorrectos. Pocas veces tiene importancia si un pronóstico es
correcto o no; lo sustancial es concentrar nuestra atención en “qué tan equivocado esperamos que
sea” y en “cómo planeamos darle cabida al error potencial en el pronóstico”. Buena parte del análisis
de la capacidad de almacenamiento y/o inventario temporal que la empresa puede utilizar, se relaciona
directamente con el tamaño del error de pronóstico.
b) Los pronósticos son más precisos para grupos o familias de artículos. Casi siempre es más fácil
desarrollar un buen pronóstico para una línea de productos que para un producto individual, ya que
los errores de proyección respecto de productos individuales tienden a cancelarse entre sí a medida
que se les agrupa. Por lo general es más preciso, por ejemplo, pronosticar la demanda de todos los
sedanes familiares, que pronosticar la demanda de un modelo de sedán específico.
c) Los pronósticos son más precisos cuando se hacen para periodos cortos. En general son menos
las perturbaciones potenciales respecto del futuro próximo que pueden impactar la demanda de
productos. La demanda en periodos futuros más amplios casi siempre resulta menos confiable.
d) Todo pronóstico debe incluir un error de estimación. En la primera característica de este listado
se indicó la importancia de responder a la pregunta: “¿qué tan incorrecto es el pronóstico?” Por lo
tanto, es muy importante que el pronóstico vaya acompañado de una estimación numérica del error
de pronóstico. Para estar completo, un buen pronóstico contiene tanto una estimación básica como
una estimación de su error.
e) Los pronósticos no son sustituto de la demanda calculada. Si usted cuenta con información de la
demanda real para un periodo dado, no realice nunca cálculos con base en el pronóstico para ese
mismo marco temporal. Utilice siempre la información real cuando esté disponible.
2.5.1 Tipos de pronósticos de demanda
Respecto a los tipos de pronósticos, estos pueden ser clasificados de acuerdo a tres criterios: según el
horizonte de tiempo, según el entorno económico abarcado y según el procedimiento empleado.
Los pronósticos según el horizonte de tiempo pueden ser de largo plazo, mediano plazo o corto plazo y su
empleo va desde la elaboración de los planes a nivel estratégico hasta los de nivel operativo (Domínguez
1995).
En relación a los pronósticos según el entorno económico pueden ser de tipo micro o de tipo macro y se
definen de acuerdo al grado en que intervienen pequeños detalles versus grandes valores resumidos.

30
Los pronósticos según el procedimiento empleado pueden ser de tipo puramente cualitativo, en aquellos
casos en que no se requiere de una abierta manipulación de datos y solo se utiliza el juicio o la intuición de
quien pronostica o puramente cuantitativos, cuando se utilizan procedimientos matemáticos y estadísticos
que no requieren los elementos del juicio.
Es así, que esta última clasificación es la más generalizada por lo diferentes autores consultados de
acuerdo con los cuales, los métodos cualitativos y cuantitativos que se pueden aplicar en la elaboración de
los pronósticos son los siguientes (BUFFA, 1995; MONKS, 1991; CHASE, 2014; EVERETT, 1991;
SCHROEDER, 2011; TAWFIK, 1992):
a) Métodos cualitativos: Método Delphi, método del juicio informado, método de la analogía de los ciclos
de vida y método de la investigación de mercados.
b) Métodos cuantitativos: Métodos por series de tiempo y métodos causales.
Una clasificación de los métodos aplicados en la elaboración de pronósticos, realizada con base en
Schroeder (2011), se presenta en la tabla 2.4.
Tabla 2.4: Clasificación de los métodos de pronósticos.
Métodos
Tipo Nombre Horizonte de Predicción
Métodos Cualitativos
Delphi Mediano y largo plazo Juicio informado Corto plazo Analogía de ciclos de vida Mediano y largo plazo Investigación de mercados Corto y mediano plazo
Métodos Cuantitativos
Series de tiempo
No formales Corto plazo Promedio simple Corto plazo Promedio móvil Corto plazo Suavización exponencial Corto plazo Suavización exponencial lineal Corto plazo Suavización exponencial cuadrática Corto plazo Suavización exponencial estacional Corto plazo Filtración adaptiva Corto plazo Descomposición clásica Corto plazo Modelos de tendencia exponencial Mediano y largo plazo Ajuste de curva S Mediano y largo plazo Modelo de Gompertz Mediano y largo plazo Curvas de crecimiento Mediano y largo plazo Census II Corto plazo Box – Jenkis Corto plazo
Causales Regresión simple Mediano plazo Regresión múltiple Mediano plazo Indicadores principales Corto plazo Modelos econométricos Corto plazo Regresión múltiple de series de tiempos Mediano y largo plazo
Fuente: Schroeder (2011).
31
2.5.2 Elección de una técnica de pronóstico
Hanke y Wichern (2006) establecen que para seleccionar adecuadamente una técnica conveniente de
pronósticos, el encargado de llevar a cabo tal tarea deber ser capaz de:
a) Definir la naturaleza del problema de pronóstico.
b) Explicar la naturaleza de los datos que se investigan.
c) Definir las capacidades y limitaciones de técnicas de pronósticos potenciales útiles.
d) Desarrollar algunos criterios predeterminados sobre los que se pueda tomar la decisión de selección.
Un factor importante que influye en la selección de una técnica de pronóstico es identificar y entender los
patrones históricos de los datos. Si se pueden reconocer patrones de tendencia, cíclicos o estacionales, se
puede seleccionar técnicas capaces de extrapolarlos de manera eficaz.
El promedio móvil consiste en tomar un conjunto reciente de datos observados, para encontrar un promedio
y luego utilizarlo como un pronóstico del siguiente período. El número real de observaciones incluido en el
promedio queda especificado por la persona que realiza el pronóstico y permanece constante. El término
promedio móvil implica que conforme a cada nueva observación que se encuentre disponible, se puede
calcular un nuevo promedio y utilizarlo como pronóstico (HEIZER, 2011).
El número de observaciones a escoger puede variar desde tres hasta un número mucho más grande. La
condición para esta selección radica en la observación de aleatoriedad o cambios en el patrón del histórico
de valores.
El método de predicción con promedios móviles se puede representar de la siguiente manera (Ver Ecuación
2.4):
Donde:
= Pronóstico para el tiempo i.
= Demanda en el tiempo i.
= Número de períodos en la media móvil.
El alisado exponencial es un sofisticado método de medias móviles ponderadas. Para Heizer (2011) no ha
sido un concepto complejo, ya que la demanda para un periodo es igual a la estimación hecha para periodos
anteriores, ajustada por una fracción de la diferencia entre la demanda real del periodo anterior y la
estimación que se hizo para el mismo. Por lo tanto, si se prevé que los datos están cambiando con el
tiempo, es de suponer que las observaciones más recientes contienen la información más actualizada
[2.4]

32
acerca de lo que acontecerá en el futuro por lo que se les debe asignar relativamente más ponderación
que a las observaciones más antiguas, el método de alisado exponencial otorga una mayor importancia a
la demanda más reciente.
El método de predicción con alisamiento exponencial se puede presentar como sigue (ver ecuación 2.5):
En donde:
= Nueva previsión.
= Previsión período anterior.
= Constante de alisado (0 ≤ α ≤ 1).
= Demanda período anterior.
2.5.3 Metodología para el desarrollo de un pronóstico
Un pronóstico es una herramienta que proporciona un estimado cuantitativo (o conjunto de estimados)
acerca de la probabilidad de eventos futuros que se elaboraran en base a la información de interés en su
dimensión pasada y actual, dicha información se encuentra expresada en la forma de un modelo y existen
múltiples formas de estos expresados a través de técnicas de pronósticos. No obstante, sea cual sea el
modelo elegido para la elaboración del pronóstico se debe seguir un proceso lógico para llevarlo a cabo;
tal proceso consta de los siguientes pasos (HANKE, 2006):
a) Formulación del problema y recolección de datos: El problema determina los datos adecuados. Si se
considera una metodología cuantitativa de pronóstico, los datos relevantes deben estar disponibles y
ser correctos. A menudo, la tarea de obtener y recopilar los datos adecuados es desafiante y consume
mucho tiempo. Si no se dispone de los datos adecuados, el problema podría tener que redefinirse o
se tendría que emplear una metodología no cuantitativa de pronósticos.
b) Manipulación y limpieza de datos: En el proceso de pronóstico es posible tener demasiados datos o
muy pocos. Algunos datos pueden ser irrelevantes al problema. Otros podrían tener valores omitidos
que deban estimarse. Algunos datos podrían tener que expresarse en unidades diferentes de las
originales. Otros quizás deban procesarse previamente.
c) Construcción y evaluación del modelo: Implica adecuar los datos recolectados en un modelo de
pronósticos que sea adecuado en términos de minimización del error de pronóstico. Cuanto más simple
sea el modelo, resulta mejor para obtener la aceptación del proceso de pronóstico por parte de los
administradores que toman las decisiones en la empresa. Con frecuencia debe llegarse a un equilibrio
[2.5]
33
entre un método de pronóstico sofisticado, que es un poco más preciso, y uno simple que se entienda
con facilidad y obtenga el apoyo de quienes toman las decisiones en la compañía.
d) Aplicación del modelo: consiste en los pronósticos reales de los modelos que se generan una vez que
se han recolectado y quizás reducido a solo los datos adecuados, tan pronto se ha elegido un modelo
adecuado de pronósticos. Frecuentemente, los pronósticos de períodos recientes en los que se
conocen los valores históricos reales se utilizan para verificar la precisión del proceso.
e) Evaluación del pronóstico: Implica comparar los valores de los pronósticos con los valores históricos
reales. En este proceso, algunos de los más recientes valores de datos se retienen en el grupo de los
datos que se analiza. Una vez que se ha completado el modelo de pronósticos, se realzan los
pronósticos para los diversos períodos y se comparan con los valores históricos conocidos. Algunos
procedimientos de pronósticos reportan la suma de los valores absolutos de los errores o la dividen
entre el número de intentos del pronóstico para reportar el error absoluto promedio del pronóstico.
Otros procedimientos toman en cuenta la suma de los cuadrados del error, lo cual se compara con
cifras similares de métodos alternos de pronóstico. Algunos procedimientos también localizan y
reportan la magnitud de los términos de los errores a lo largo del período de pronóstico.
2.6 PLANIFICACIÓN DE VENTAS Y OPERACIONES
Para Chapman (2006), la planificación de ventas y operaciones: “Tiene como principal objetivo el establecer
decisiones sobre el volumen de ventas, las metas del servicio al cliente, los ritmos de producción, los
niveles de inventario y pedidos pendientes. Para lograr este proceso es importante que ventas, marketing,
operaciones, finanzas y desarrollo de productos trabajen en conjunto, guiados por el plan estratégico y por
la visión de futuro de la empresa”.
Por otro lado, para Chase (2014), la planeación de ventas de operaciones es un proceso que ayuda a
ofrecer un mejor servicio al cliente, manejar un inventario más bajo, ofrecer al cliente tiempos de entrega
más breves, estabilizar los índices de producción y facilitar a la gerencia el manejo del negocio El proceso
se basa en el trabajo en equipo entre los departamentos de operaciones, ventas, finanzas y desarrollo de
productos, y está diseñado para ayudar a una compañía a equilibrar la oferta y la demanda.
Para realizar el plan de operaciones se debe coincidir con el plan de negocios de la empresa, y vigilar las
necesidades esperadas para los siguientes tres a dieciocho meses.
De acuerdo al mismo autor, los principales objetivos de la planificación de ventas y operaciones son:
a) Medir y dar apoyo al plan de negocio.
b) Dar soporte al cliente.
c) Garantizar que los planes son realistas.
34
d) Administrar efectivamente el cambio.
e) Administrar el inventario de bienes terminados y/o de reserva para dar mejor apoyo al servicio al
cliente.
f) Controlar costos.
g) Medir el desempeño.
h) Desarrollar el trabajo en equipo.
Respecto a las estrategias para la planificación de ventas y operaciones, Chapman (2006) propone las
siguientes:
a) Métodos matemáticos: Utilizados con el fin de obtener una combinación óptima de los productos que
maximizara una función objetivo, muchas veces definida en términos de rentabilidad. Es un método
mayormente utilizado en el pasado, incorporando la mayor información posible para obtener mejores
resultados, este método aún se utiliza en entornos donde la capacidad y la producción están bien
definidas y no son demasiado complejas.
b) Simulación con computadora: simulación del entorno de producción con programas de computadoras,
lo que permite encontrar soluciones más rápidas y efectivas para los escenarios que se introduzcan
en el programa. Este método no entrega una solución óptima, simplemente constituye en un método
rápido y sencillo para encontrar una solución satisfactoria a las distintas combinaciones de condiciones
que se introducen.
c) Hojas de cálculo electrónicas: Simulación de la demanda en un entorno de recursos de producción
mediano. Método altamente utilizado debido a su facilidad de uso y a la alta aceptación y conocimiento
que existe en relación con el uso de software de hojas de cálculo.
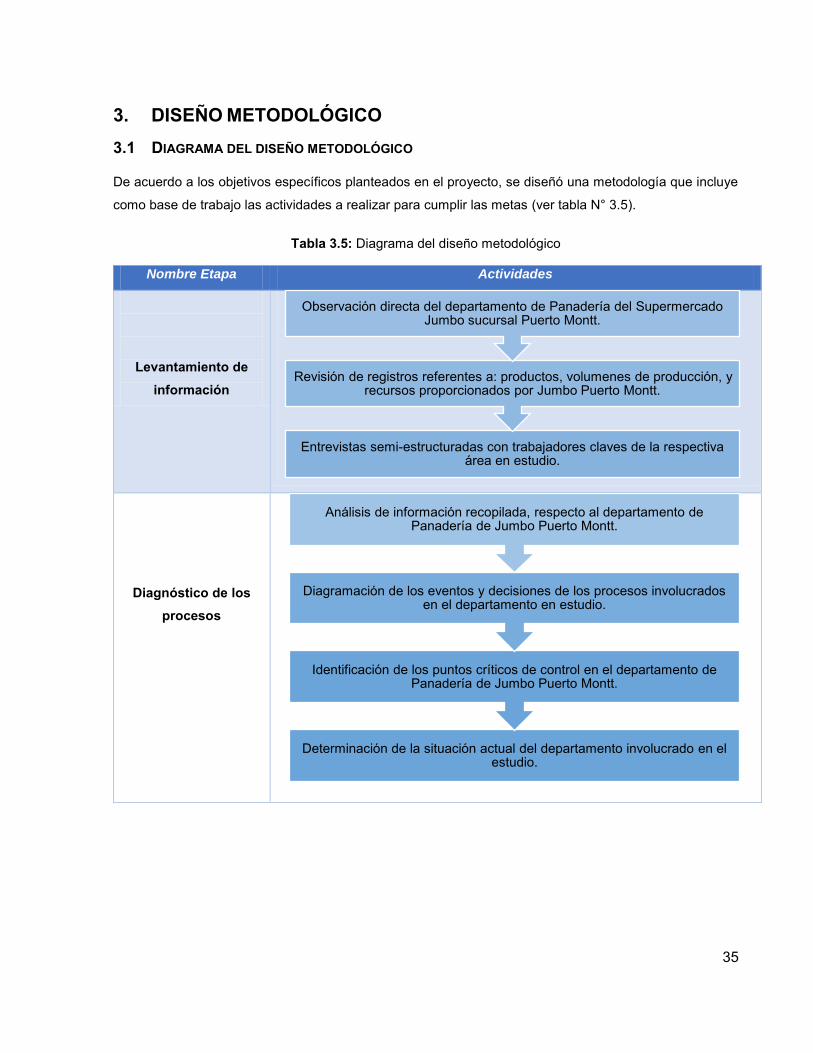
35
3. DISEÑO METODOLÓGICO 3.1 DIAGRAMA DEL DISEÑO METODOLÓGICO
De acuerdo a los objetivos específicos planteados en el proyecto, se diseñó una metodología que incluye
como base de trabajo las actividades a realizar para cumplir las metas (ver tabla N° 3.5).
Tabla 3.5: Diagrama del diseño metodológico
Nombre Etapa Actividades
Levantamiento de
información
Diagnóstico de los procesos
Entrevistas semi-estructuradas con trabajadores claves de la respectiva área en estudio.
Revisión de registros referentes a: productos, volumenes de producción, y recursos proporcionados por Jumbo Puerto Montt.
Observación directa del departamento de Panadería del Supermercado Jumbo sucursal Puerto Montt.
Determinación de la situación actual del departamento involucrado en el estudio.
Identificación de los puntos críticos de control en el departamento de Panadería de Jumbo Puerto Montt.
Diagramación de los eventos y decisiones de los procesos involucrados en el departamento en estudio.
Análisis de información recopilada, respecto al departamento de Panadería de Jumbo Puerto Montt.

36
Diseño de la solución
Plan de mejora
Fuente: Elaboración propia.
3.2 DESARROLLO DE LA METODOLOGÍA En este ítem se presentan las etapas, los objetivos específicos y el detalle de la ejecución de cada actividad
realizada.
Levantamiento de información
a) Observación directa del departamento de Panadería del Supermercado Jumbo sucursal Puerto Montt.
En esta actividad, se realizaron visitas periódicas al departamento de Panadería del Supermercado Jumbo
Puerto Montt. Estas visitas, se efectuaron 3 días a la semana (miércoles y jueves en horario de 14:00 h a
18:00 h y viernes en horario de 08:00 h a 11:00 h), las cuales tuvieron por objetivo identificar los procesos
productivos en la elaboración de los productos de la sección.
Por medio de la observación directa se estudió el departamento, identificando procesos, tareas, actividades
y responsabilidades. De esta manera se logró una mirada objetiva del sistema general. Esto se realizó,
mediante un check list de la cronología de inducción del manual trainee Jumbo (2014), donde se proponen
las principales actividades que se debieran conocer por secciones del Supermercado en general.
Desarrollo de la planificación agregada de la producción para el departamento de Panadería del Supermercado Jumbo sucursal Puerto
Montt.
Definición de los niveles de producción en unidades agregadas (familias de productos, unidades de peso, unidad de uso de la fuerza de trabajo, tiempos de producción y determinación de la capacidad) a lo largo de
un horizonte de tiempo, respecto al departamento en estudio.
Definición de un pronóstico de la demanda y periodos de tiempo en que se analizará ésta respecto a los productos del departamento en estudio.
Generación y comparación de propuestas de mejora versus operación actual del departamento de Panadería de Supermercado Jumbo Puerto
Montt
37
Esto sirvió para lograr un primer acercamiento que se tomó como base para la determinación de la situación
actual del departamento en estudio y así mismo para conocer a las personas claves involucradas en la
toma de decisiones en la sección.
b) Revisión de registros referentes a: productos, volúmenes de producción, y recursos proporcionados por Jumbo Puerto Montt.
Se analizó información proporcionada por Jumbo Puerto Montt, respecto al departamento de Panadería,
por ello se solicitó las fichas técnicas de los productos, plantilla de trabajadores con las que cuenta la
sección en estudio, manual de calidad, proporcionado por el departamento de aseguramiento de la calidad
del local, y finalmente se leyó los procedimientos internos que rigen a las secciones en el local, con
propósito de entender los pasos que deben ejecutar los colaboradores desde que se manipula la materia
prima hasta obtener un producto final. Esta información fue concedida por la Gerencia de Procesos
Cencosud. El conjunto de estos documentos permitió tener conocimiento del flujo de los procesos en la
sección, además de conocer las certificaciones de calidad y tener conocimiento de la composición de cada
uno de los productos que son elaborados por el departamento de Panadería.
Los procedimientos internos de Cencosud aplicados a Jumbo Puerto Montt, permitieron conocer la
descripción del paso a paso de cada actividad logística o de gestión que se realice dentro de todos
departamentos que componen al local.
c) Entrevistas semi-estructuradas con trabajadores claves de la respectiva área en estudio.
En esta actividad se efectuaron entrevistas semi-estructuradas a los colaboradores del área en estudio,
con preguntas relacionadas a las funciones que desempeñan los mismos. Hellriegel (2009) recomienda el
uso de este instrumento ya que promueve una expresión de las ideas de los trabajadores, teniendo en
cuenta además, que la sola observación no es suficiente para recabar la información precisa.
Las entrevistas semi-estructuradas ejecutadas a los trabajadores, permitieron obtener información más
técnica de los procesos, distribución de planta y conocimiento de las máquinas involucradas en la
fabricación de los productos elaborados por la sección de Panadería de Jumbo Puerto Montt.
Diagnóstico de los procesos
a) Análisis de información recopilada, respecto al departamento de Panadería de Jumbo Puerto Montt.
Una vez que se recopiló la información necesaria respecto al departamento en estudio, se procedió a
efectuar un análisis por medio de planillas Excel, donde se traspasaron los datos relevantes al tema en
38
desarrollo. Debido a que se pudieron visualizar los registros conforme a los seguimientos de procesos,
manuales de calidad, sistemas de ventas, planillas de control por parte de calidad y del departamento, fue
de vital importancia traspasar datos importantes a planillas Excel, debido a que la información no podía ser
extraída físicamente del local.
Se resumieron los principales datos de la recopilación de los registros señalados en la etapa anterior.
b) Diagramación de los eventos y decisiones de los procesos involucrados en el departamento en estudio.
Una vez que se efectúo el levantamiento de información en el departamento de Panadería, se procedió a
diagramarlos en un software especializado en modelos de negocios. Se propone utilizar el lenguaje de
modelado BPMN (Business Process Model And Notation) como herramienta debido a su flexibilidad y
normalización en este tipo de proyectos a nivel internacional. Tal como lo indica Object Management Group
(2011) en su libro de BPMN, estableciendo la importancia de la documentación estandarizada para que
cualquier persona interiorizada en el análisis de procesos pueda interpretar los procesos de los
departamentos de una organización.
Esta diagramación se llevó a cabo con el objetivo de servir como herramienta de estandarización de los
departamentos en estudio, donde los colaboradores pudieran observar las etapas y puntos críticos del
trabajo que realizan y retroalimentarlas durante el desarrollo de este proyecto. Además, sirvió como la
primera instancia para visualizar los posibles cuellos de botellas.
c) Identificación de los puntos críticos en el departamento de Panadería de Jumbo Puerto Montt.
Esta etapa sirvió como un complemento de gran importancia para el diagnóstico, ya que se identificaron
las razones de la existencia de los procesos dentro del departamento en estudio. Según Gibson (2006), es
importante integrar al proyecto a todos los involucrados de la organización, promoviendo su participación,
para futuros cambios.
Por lo tanto, de acuerdo a la diagramación de procesos de las áreas involucradas con el departamento de
Panadería del Supermercado Jumbo sucursal Puerto Montt, y las entrevistas y observación directa se
analizó el comportamiento del flujo de información y la forma de llevar a cabo las actividades en la
interacción entre los departamentos y personas involucradas, logrando la identificación de puntos críticos
que retrasen la planificación de la producción, realizándose actividades que no buscaban precisamente la
eficiencia, lo que puede conllevar a un futuro un aumento de costos y pérdidas de ventas de productos.

39
La identificación de los puntos críticos, permitió encontrar las variables críticas, que serán importante
considerar al momento de realizar una planificación de producción y factibilidad de disminuir las mermas
por medio de los pronósticos de demanda a utilizar, ya que de estas depende la eficiencia de los procesos.
d) Determinación de la situación actual del departamento involucrado en el estudio.
Como muestra la figura N° 3.10, mediante consultas a las bases de datos utilizadas en el local, respecto a
los niveles de ventas, niveles de mermas, y además las entrevistas a los colaboradores claves, permitió
contar con información integral de la organización, es decir, de las áreas duras y blandas que se relacionan
directamente con las decisiones al momento de planificar la producción en el departamento de Panadería
del Supermercado Jumbo Puerto Montt.
Según Palomo (2010), se debe poner especial atención al liderazgo de la organización y los departamentos
involucrados en la investigación, ya que finalmente serán los entes responsables de la ejecución. Para esto
se desarrolló una entrevista con los Jefes y encargados del departamento involucrado en el estudio junto
al subgerente del área de perecibles.
De esta manera, se resumieron los principales resultados del diagnóstico realizado, tomando los puntos
relevantes para el desarrollo del proyecto y que podrían influir en las propuestas a realizar en la planificación
de la producción.
Fuente: Elaboración Propia.
Situación Actual
Niveles de Ventas
Mermas
Determinación Cap. de
Produción
Figura 3.10: Determinación de la situación actual del departamento de Panadería.

40
Diseño de la solución
a) Definición de un pronóstico de la demanda y períodos de tiempo en que se analizará ésta respecto a los productos del departamento en estudio.
En esta etapa se llevó a cabo la construcción de un modelo pronóstico de demanda que proporcione la
información necesaria para la toma de decisiones. La decisión de cuántos productos producir el siguiente
año, es importante porque afecta directamente el empleo, los niveles de materia prima, la mercadotecnia
(publicidad), la distribución y el almacenamiento. La demanda de un producto es en sí misma un pronóstico
(SIPPER, 1998).
Además, Chapman (2006) señala que, la formulación de pronósticos (o proyección) es una técnica para
utilizar experiencias pasadas con la finalidad de predecir expectativas del futuro.
En la figura N° 3.11, se muestra la clasificación del método que se utilizó para llevar a cabo el
establecimiento de la demanda, por medio de promedios móviles, donde se calculó el promedio de un
periodo que contenía varios puntos de datos dividiendo la suma de los valores de los puntos entre el número
de éstos. Por otro lado, el método de regresión lineal permitió hallar el valor esperado de una variable
aleatoria a cuando b toma un valor especifico.
El pronóstico de la demanda de los productos de la sección de Panadería de Jumbo Puerto Montt, se
realizó a nivel de subcategorías, por lo tanto, el primer paso que se utilizó para pronosticar fue la agrupación
de los productos. Es por ello que, uno de los criterios que se llevó a cabo para esto es la similitud de sus
materias primas. Una vez que se desarrolló la agrupación se rediseñó los parámetros de cálculos de la
herramienta pronóstico para asociarlos a los productos del departamento en estudio.
Fuente: Elaboración propia en base a Chase (2014).
Métodos Cuantitativos
Proyección Historica
Promedios Móviles
Regresión Lineal
Figura 3.11: Métodos para estudiar la demanda de los productos.
41
Posteriormente se efectúo un estudio del comportamiento del histórico de ventas por subcategorías y se
pronosticó la demanda, para probar el modelo en función de los errores. Seguidamente de haber analizado
los valores pronosticados se evalúo la precisión del modelo pronóstico. Fue importante validar que la data
empleada fuese regular, ya que de lo contrario los pronósticos reflejarían sus variaciones.
Una vez que se obtuvieron los registros de las ventas de los productos relevantes al departamento de
Panadería, se procedió a analizar e interpretar por medio de gráficos, para visualizar cómo se comportaron
a lo largo del tiempo establecido.
Sipper (1998) señala que, examinar los datos cuando se tienen, puede proporcionar una gran visión,
mediante el uso de graficas de distribución. Además agrega que, si se dispone de datos, se grafican para
observar si existe un patrón.
En esta actividad se tomaron las bases de datos de información disponibles de la empresa. Para poder
obtener los datos, se contó con la ayuda del subgerente del área de perecibles, el cual concedió una
inducción sobre el funcionamiento del sistema y algunas de las transacciones a las cuales su usuario tiene
acceso. De esta manera, en todo momento estuvo disponible la información referente a ventas, mermas,
inventarios, y registro de movimientos de productos.
Para efectuar el análisis de las ventas de los productos de la sección de Panadería, se tomó en cuenta lo
que señala Niebel (2004), respecto al análisis de Pareto, donde los artículos de interés se identifican y
miden en una escala común y después se acomodan en orden ascendente, creando una distribución
acumulada. Por lo común, 20 % de los artículos clasificados representan 80 % o más de la actividad total;
en consecuencia, la técnica también se conoce como regla 80 – 20.
Por otro lado, una información muy valiosa para el desarrollo del proyecto se obtuvo mediante las
entrevistas a los colaboradores y observación directa de los procesos y máquinas, con la finalidad de
obtener las capacidades de producción del sistema.
Según Sipper (1998), se puede examinar la demanda de los meses o años anteriores e intentar estimar la
demanda para períodos de tiempos futuros.
Por otro lado, por lo que señala Chase (2014) el establecimiento de tiempos en que se debe analizar la
demanda es a corto, mediano y largo, son relativos al contexto en el que se emplean. En la figura N° 3.12,
se muestra la clasificación que da este autor.
En general, los modelos a corto plazo compensan la variación aleatoria y se ajustan a los cambios a corto
plazo (como las respuestas del consumidor a un producto nuevo). Los pronósticos a mediano plazo son

42
útiles para efectos estacionales, y los modelos a largo plazo detectan las tendencias generales y son muy
útiles para identificar los cambios más importantes, CHASE (2014).
Figura 3.12: Establecimientos de periodos de tiempos para estudiar la demanda.
Fuente: Elaboración propia en base a Chase (2014).
De esta manera, en esta etapa, a partir de la información relacionada a las ventas de los productos
involucrados en el departamento de Panadería, datos que fueron entregados por el subgerente del área de
perecibles del local, se procedió a establecer periodos de tiempos para estudiar la demanda de los
productos de ambas secciones relevantes al estudio. Para ello se consideró el año 2015.
b) Definición de los niveles de producción en unidades agregadas (familias de productos, unidades de peso, unidad de uso de la fuerza de trabajo, tiempos de producción y determinación de la capacidad) a lo largo de un horizonte de tiempo, respecto al departamento en estudio.
Según lo que señala Meredith y Gibbs (1986), la planeación agregada de la producción se encuentra
ubicada en el nivel táctico del proceso jerárquico de la planificación y tiene como objetivo principal,
establecer los niveles de producción en unidades agregadas a lo largo de un horizonte de tiempo durante
el año 2015, de tal forma que se logre cumplir con las necesidades establecidas en el plan a largo plazo
manteniendo a la vez niveles mínimos de costos y un buen nivel de servicio al cliente. Este planteamiento
lo comparten lo comparten autores como: Schroeder (2011), Chase (2014), Nahmias (2014) y Heizer
(2011).
Por lo tanto, una vez que se obtuvo la información de los productos, respecto a la sección en estudio, se
procedió a efectuar un establecimiento de los niveles de producción en unidades agregadas. El termino
agregado, en este nivel de planeación, implica que las cantidades a producir se deben establecer de
manera global o como lo expresa Schroeder (2011) para una medida general de producción. De acuerdo
Establecimiento de peridos de tiempos
Corto plazoSe refiere a un
período a menos de 3 meses.
Mediano plazoSe refiere a un
período de 3 meses a 2 años.
Largo plazoSe refiere a un
período mayor a 2 años
43
con Nahmias (2014), se utilizó unidades agregadas tales como: familias de productos, unidad de peso,
unidad de volumen, tiempo de uso de la fuerza de trabajo o valor en dinero.
Así mismo esta etapa tuvo por objetivo el cálculo de la capacidad y la asignación de los tiempos de procesos
por cada producto relevante al departamento de Panadería. Una vez que se efectúo el levantamiento de
información en relación a los recursos disponibles (máquinas, tiempos de operación y dotación de mano
de obra), se procedió a realizar los cálculos de capacidad de producción para determinar la capacidad del
o los centros de trabajos con la que podían operar los departamentos involucrados en el proyecto. La
capacidad es una declaración de la tasa de producción y, por lo general, se mide como la salida (o
resultado) del proceso por unidad de tiempo CHAPMAN (2006).
Así mismo, en esta etapa del proyecto se consideró las unidades producidas en cada centro de trabajo en
un turno con un tiempo asignado, con el objetivo de obtener el nivel de operatividad de producción del
departamento en estudio. Por otra parte, se determinaron y asignaron los tiempos de procesos para los
productos que se elaboran, generando de esta manera el análisis de la demanda histórica y confección de
pronóstico.
c) Desarrollo de la planificación agregada de la producción para el departamento de Panadería del Supermercado Jumbo sucursal Puerto Montt.
Para llevar a cabo la planeación agregada de la producción en el departamento en estudio, se acudió a un
levantamiento de información respecto a la mano de obra (costo del tiempo normal, costo del tiempo extra),
contratación (entrevistas, evaluaciones, exámenes, inducción), despidos (compensaciones legales),
subcontratación (costo de servicio, costo de servicio y materia prima), inventarios (costos de
mantenimiento) y ruptura de inventario o faltantes. Ésta información fue otorgada por el subgerente de
perecible y Jefe de la sección involucrada en el proyecto. Sipper (1998) aporta señalando que, en la
planeación agregada se analizan cuatro factores principales que afectan las decisiones: capacidad, costos
de producción, costos de cambio de capacidad y costos de inventarios. En la figura N° 3.13, se ilustra las
variables principales que se necesitaron estudiar para el desarrollo de la planificación agregada de la
producción.

44
Figura 3.13: Desarrollo de la planificación agregada de la producción.
Fuente: Elaboración propia en base a Chase (2014).
Por otra parte, se analizó los tiempos y términos de entrega que posee la sección en estudio, el nivel de
servicio al cliente y tasas de producción.
Plan de mejora
a) Generación y comparación de propuestas de mejoras versus operación actual del departamento de Panadería del Supermercado Jumbo Puerto Montt.
Por medio de reuniones con el Jefe, Encargados del departamento involucrado en el estudio y el
subgerente del área de perecibles se generaron una serie de propuestas de mejoras, a corto plazo. Estas
ideas provinieron de la planificación agregada de la producción efectuada en el proyecto y también de los
mismos colaboradores que día a día están inmersos en el sistema de trabajo, método sugerido por Gibson
(2006), autor del comportamiento organizacional y administrador del cambio.
Estas series de propuestas se realizaron para tener a un mediano plazo una planificación de la producción
que permita producir los productos adhoc al comportamiento de la demanda, con el objetivo de minimizar
los índices de mermas y así poder mejorar los resultados de las auditorías externas.
Posteriormente a la recopilación de ideas y propuestas de mejora a la planificación de la producción de
ambas secciones, se realizó el estudio de factibilidad de llevar a cabo las propuestas. Tal como recomienda
Sipper (1998), los sistemas de producción en la sociedad moderna son sobresalientes. Estos sistemas
forman la base para construir y mejorar la fortaleza y la vitalidad económica de una entidad de negocio. Es
por ello que, la tarea de validar las propuestas en conjunto con los encargados de ejecutarlas, permitió
determinar la cantidad a producir de productos en los departamentos de Panadería y Carnicería. Dentro
del estudio de validación de las propuestas se entregaron las siguientes (ver figura N° 3.14).
Planeación agregada
de la producción
Capacidad física actual
Fuerza de trabajo actual
Niveles de inventarios
Actividades requeridas
para la producción

45
Figura 3.14: Propuestas de mejoras de la planificación de la producción a la sección de Panadería.
Fuente: Elaboración propia.
Finalmente, se realizó una comparación cualitativa y cuantitativa de lo que significaría seguir trabajando
con el sistema actual de planificación de la producción versus la situación del departamento utilizando la
propuesta de cambio. Se realizó una comparación gráfica, con la cual, los colaboradores que toman
decisiones, puedan asimilar rápidamente una respuesta a imprevistos. Dentro de los criterios que se
adoptaron como comparación fueron los siguientes: los tipos de controles, stockout, rotación de productos
y gestión de la planificación.
Sipper (1998) señala que, aun cuando el sistema funcione bien, el propuesto sirve de comparación y los
beneficios se podrán cuantificar con mayor facilidad.
Esto se realizó con el objetivo general de proyecto, de proponer un plan de mejoramiento a los
procedimientos de planificación de la producción en el departamento de panadería de Jumbo Puerto Montt,
la cual sirva como complemento a la toma de decisiones y a futuros estudios o mejoras que se pudieran
realizar en el local.
Pronóstico de la demanda
Planificación agregada de la producción en
Panadería
Métodos de control para la
producción
46
4. PRESENTACIÓN Y ANÁLISIS DE RESULTADOS 4.1 LEVANTAMIENTO DE INFORMACIÓN
El levantamiento de información se desarrolló con el objetivo de conocer el área donde se debían plantear
cambios. Esto se llevó acabo encontrando los problemas o dificultades que se tienen en los procesos de
planificación y en base a esto se realizó un análisis y entrega de una propuesta de mejora.
4.1.1 Observación directa del departamento de Panadería del Supermercado Jumbo sucursal Puerto Montt.
En la figura 4.15, se muestra el frontis de la infraestructura del Supermercado Jumbo sucursal Puerto Montt,
el cual se encuentra ubicado en Avenida Ejército #470, cuya inauguración fue el 15 de diciembre del año
2005, cuenta con una sala de ventas de 7.249 m2 y una capacidad de estacionamientos de 549 cupos.
Figura 4.15: Supermercado Jumbo sucursal Puerto Montt.
Fuente: Administración Jumbo Puerto Montt.
En una primera instancia se efectuó una reunión entre el Subgerente de Servicios y quien desarrolla éste
proyecto, dónde se le comentó las auditorías externas que deben pasar, ya que es un Supermercado
perteneciente al Holding Cencosud. Las auditorías externas de la cadena de Supermercados Jumbo, se
realizan, con fin de comprobar el adecuado funcionamiento de los procedimientos que son esenciales para
la seguridad, inocuidad, legalidad, calidad de los productos y dar cumplimiento con las disposiciones
planificadas y que estas se encuentren efectivamente implementadas y mantenidas, estableciendo los
auditores si ello es efectivo en sus informes. En la figura 4.16, se muestra un extracto de un informe de
auditoría, dónde el Supermercado Jumbo Puerto Montt tuvo una calificación “Regular” en las áreas de
Cajas – Tesorería y Existencias, con un 79% y 77% respectivamente, mientras que en el área de
Administración lograron una calificación “Suficiente” con un 88% de aceptación.
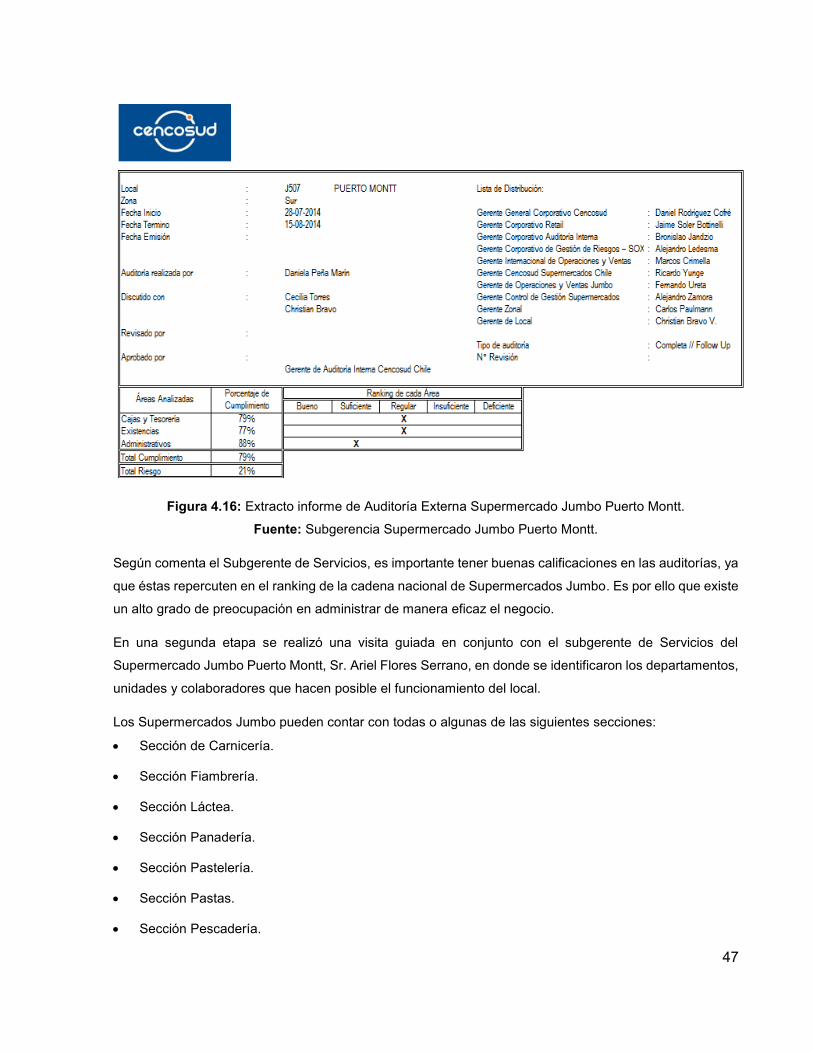
47
Figura 4.16: Extracto informe de Auditoría Externa Supermercado Jumbo Puerto Montt.
Fuente: Subgerencia Supermercado Jumbo Puerto Montt.
Según comenta el Subgerente de Servicios, es importante tener buenas calificaciones en las auditorías, ya
que éstas repercuten en el ranking de la cadena nacional de Supermercados Jumbo. Es por ello que existe
un alto grado de preocupación en administrar de manera eficaz el negocio.
En una segunda etapa se realizó una visita guiada en conjunto con el subgerente de Servicios del
Supermercado Jumbo Puerto Montt, Sr. Ariel Flores Serrano, en donde se identificaron los departamentos,
unidades y colaboradores que hacen posible el funcionamiento del local.
Los Supermercados Jumbo pueden contar con todas o algunas de las siguientes secciones:
Sección de Carnicería.
Sección Fiambrería.
Sección Láctea.
Sección Panadería.
Sección Pastelería.
Sección Pastas.
Sección Pescadería.
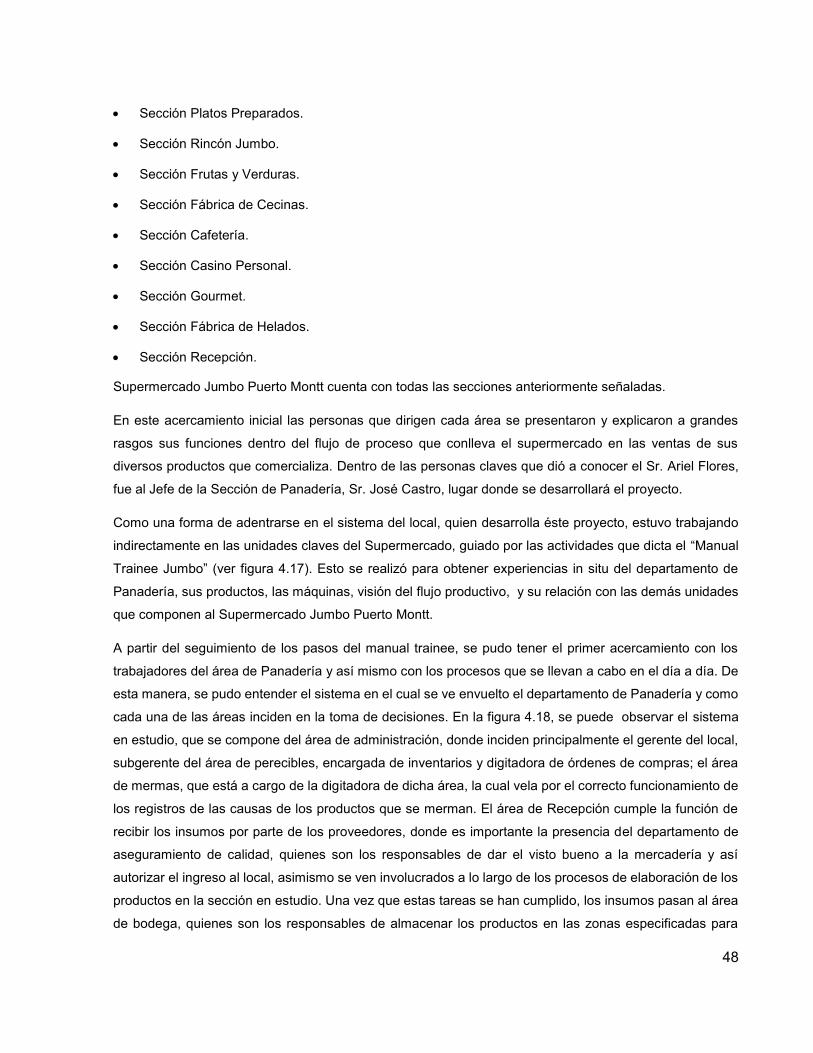
48
Sección Platos Preparados.
Sección Rincón Jumbo.
Sección Frutas y Verduras.
Sección Fábrica de Cecinas.
Sección Cafetería.
Sección Casino Personal.
Sección Gourmet.
Sección Fábrica de Helados.
Sección Recepción.
Supermercado Jumbo Puerto Montt cuenta con todas las secciones anteriormente señaladas.
En este acercamiento inicial las personas que dirigen cada área se presentaron y explicaron a grandes
rasgos sus funciones dentro del flujo de proceso que conlleva el supermercado en las ventas de sus
diversos productos que comercializa. Dentro de las personas claves que dió a conocer el Sr. Ariel Flores,
fue al Jefe de la Sección de Panadería, Sr. José Castro, lugar donde se desarrollará el proyecto.
Como una forma de adentrarse en el sistema del local, quien desarrolla éste proyecto, estuvo trabajando
indirectamente en las unidades claves del Supermercado, guiado por las actividades que dicta el “Manual
Trainee Jumbo” (ver figura 4.17). Esto se realizó para obtener experiencias in situ del departamento de
Panadería, sus productos, las máquinas, visión del flujo productivo, y su relación con las demás unidades
que componen al Supermercado Jumbo Puerto Montt.
A partir del seguimiento de los pasos del manual trainee, se pudo tener el primer acercamiento con los
trabajadores del área de Panadería y así mismo con los procesos que se llevan a cabo en el día a día. De
esta manera, se pudo entender el sistema en el cual se ve envuelto el departamento de Panadería y como
cada una de las áreas inciden en la toma de decisiones. En la figura 4.18, se puede observar el sistema
en estudio, que se compone del área de administración, donde inciden principalmente el gerente del local,
subgerente del área de perecibles, encargada de inventarios y digitadora de órdenes de compras; el área
de mermas, que está a cargo de la digitadora de dicha área, la cual vela por el correcto funcionamiento de
los registros de las causas de los productos que se merman. El área de Recepción cumple la función de
recibir los insumos por parte de los proveedores, donde es importante la presencia del departamento de
aseguramiento de calidad, quienes son los responsables de dar el visto bueno a la mercadería y así
autorizar el ingreso al local, asimismo se ven involucrados a lo largo de los procesos de elaboración de los
productos en la sección en estudio. Una vez que estas tareas se han cumplido, los insumos pasan al área
de bodega, quienes son los responsables de almacenar los productos en las zonas especificadas para

49
productos perecibles, quienes son los responsables de comunicarse con el jefe de la sección para dar aviso
de que sus insumos se encuentran en el local, así poder llevar a cabo la elaboración de los productos.
Figura 4.17: Pasos a seguir en sección de Panadería.
Fuente: Elaboración propia en base a Manual Trainee Jumbo 2014.
Figura 4.18: Sistema en estudio.
Fuente: Elaboración propia.
Excelencia operacional: Conocimiento del proceso productivo (panadería).
Control de la producción, rotación de mercadería, conocimiento de las normas sanitarias.
Reposición y venta al mesón.
Conocer los procedimientos atingente al proceso de compra y aprender operación con herramientas de compra.
Conocer que tipo de proveedores se tienen, y su forma de despacho.
Realizar flujo de compra, con responsables en cada uno de los procesos. Conocer la maestra de compra.
Conocer los procedimientos atingentes al proceso de mermas.
Panadería
Administración
Mermas
RecepciónAseg. Calidad
Bodega
50
4.1.2 Revisión de registros referentes a: productos, volúmenes de producción, y recursos proporcionados por Jumbo Puerto Montt.
Cada unidad de negocio de Cencosud cuenta con su política de calidad, como por ejemplo Supermercados
Jumbo ha definido la siguiente política del Sistema Integrado de Gestión (figura 4.19).
Figura 4.19: Política del Sistema Integrado de Gestión.
Fuente: Departamento de Aseguramiento de Calidad Jumbo.
El Sr. Jaime Moraga, Encargado de turno de la sección de Panadería del Supermercado Jumbo, dió a
conocer los registros que son utilizados referentes al control de los procesos y producción de los productos
que son elaborados por el departamento en estudio.
En primer lugar se entregaron los registros relacionados con las trazabilidades de los productos perecibles.
En la figura 4.20, se muestra la planilla con información referente al libro de compras y trazabilidad, donde
se debe controlar que todos los insumos o materias primas, al momento de ingresar a la sección para su
almacenamiento o utilización inmediata, deben ser en forma obligatoria sateados con la fecha de ingreso
correspondiente al día de la compra y posteriormente registrarlos en la planilla. Según comenta el

51
Encargado de sección, todos los productos que ingresen a cámara se deben ordenar de acuerdo a la
rotación FIFO.
Al elaborar un producto de panadería, se debe anotar en el registro de trazabilidad asociado (según ficha
técnica) la fecha de ingreso del insumo o materia prima utilizado, la cual debe estar adherida a este,
mediante la etiqueta de sato.
En los casos que existe una materia prima y/o insumo a utilizar que no posea datos requeridos en la planilla
de trazabilidades, ya sea porque no se llenó la tarja en forma correcta y/o porque no se usó sato de pistola
con la fecha de ingreso, el manipulador será responsable de avisar esta situación al Jefe de Sección y/o
Encargado de turno de utilizar la materia prima, a su vez le avisan al Tecnólogo de turno, el cual tiene la
responsabilidad de autorizar el uso o no uso de la materia prima e insumo.
Figura 4.20: Extracto libro de compras y trazabilidades Panadería Supermercado Jumbo Puerto Montt.
Fuente: Registros Panadería Supermercado Jumbo Puerto Montt.
En el Anexo A, se muestra la planilla que es utilizada para el registro de trazabilidades de los productos
que se elaboran en la sección, a modo de ejemplo, se presenta el registro del Pan Hamburguesa Jumbo,
donde en dicha planilla se debe registrar en cada casillero, fecha de ingreso de cada uno de los ingredientes
utilizados en la elaboración del producto, en caso de que el insumo agregado sea un semielaborado como
masa kassler, centeno chancado, sour, etc., asimismo, se debe anotar la fecha de elaboración de éste.
En el caso del pan rallado, se debe anotar la fecha de elaboración de cada uno de los panes utilizados,
autorizados por las fichas técnicas.
La frecuencia se realiza a diario y cada vez que se elabora un producto, para los productos, crudos
refrigerados, precocidos refrigerados, precocidos congelados y crudos congelados elaborados por la
Panadería de Supermercados Jumbo, se debe registrar la fecha de horneo en la planilla correspondiente
a la fecha de elaboración del producto.
Cabe destacar, que el modelo de la planilla es utilizado para todas las variedades de panes que elabora la
Panadería de Supermercado Jumbo Puerto Montt, lo importante es dar un seguimiento verídico a las
52
trazabilidades de los productos, con el fin de dar un mayor énfasis a la calidad que busca proyectar el
negocio.
En la figura 4.21, se muestra el sato de trazabilidad, el cual es de color amarillo, este se utiliza para
productos abiertos que conserven su envase original, en estas se indica la fecha de apertura y la fecha
máxima que se puede utilizar.
Figura 4.21: Sato de trazabilidad de insumos.
Fuente: Panadería Supermercado Jumbo Puerto Montt.
En la figura 4.22, se muestra la tarja de trazabilidad, el cual es un documento adherido o adosado a un
producto que ha sido elaborado o trasvasijado desde su envase original a contenedor o bacha, utilizándola
para indicar los datos referentes a sus características y así facilitar la identificación a la hora de ser
auditados por el departamento de Aseguramiento de Calidad de Supermercado Jumbo Puerto Montt.
En relación al trasvasije, la Tecnóloga de turno, Sra. Pamela Bahamonde, comenta que consiste en cambiar
el insumo desde su envase original a otro que lo contenga, facilitando la producción o venta y que permita
mantener las características propias de producto sin pérdida de la trazabilidad.
Figura 4.22: Tarja de trazabilidad.
Fuente: Panadería Supermercado Jumbo Puerto Montt.

53
En la tabla 4.6, se muestra los monitoreos que deben realizar el Jefe de Sección o Encargados de Turnos
de Panadería, cabe recalcar que en la tabla señalada, se muestran registros del área de Panadería y
Pastelería, esto se debe a que don José Castro, lleva la jefatura de ambas secciones, los registros que
tienen las sigas “PAN” aluden al departamento en estudio. En el caso de que algunas de las actividades
señaladas no se hubiesen cumplido, se debe efectuar una acción correctiva inmediata, la cual consiste en
generar las etiquetas de balanzas o sato según corresponda. Si la producción es del día anterior se debe
llamar a flejes para corregir la fecha de la balanza para que coincida con la fecha real de la elaboración y
así etiquetar el producto. Finalmente se debe capacitar al personal para prevenir futuros errores de
rellenado de planillas o que no se haya hecho en el momento indicado.
Tabla 4.6: Monitoreo Panadería Supermercado Jumbo Puerto Montt.
Fuente: Jefe Sección Panadería Supermercado Jumbo Puerto Montt.
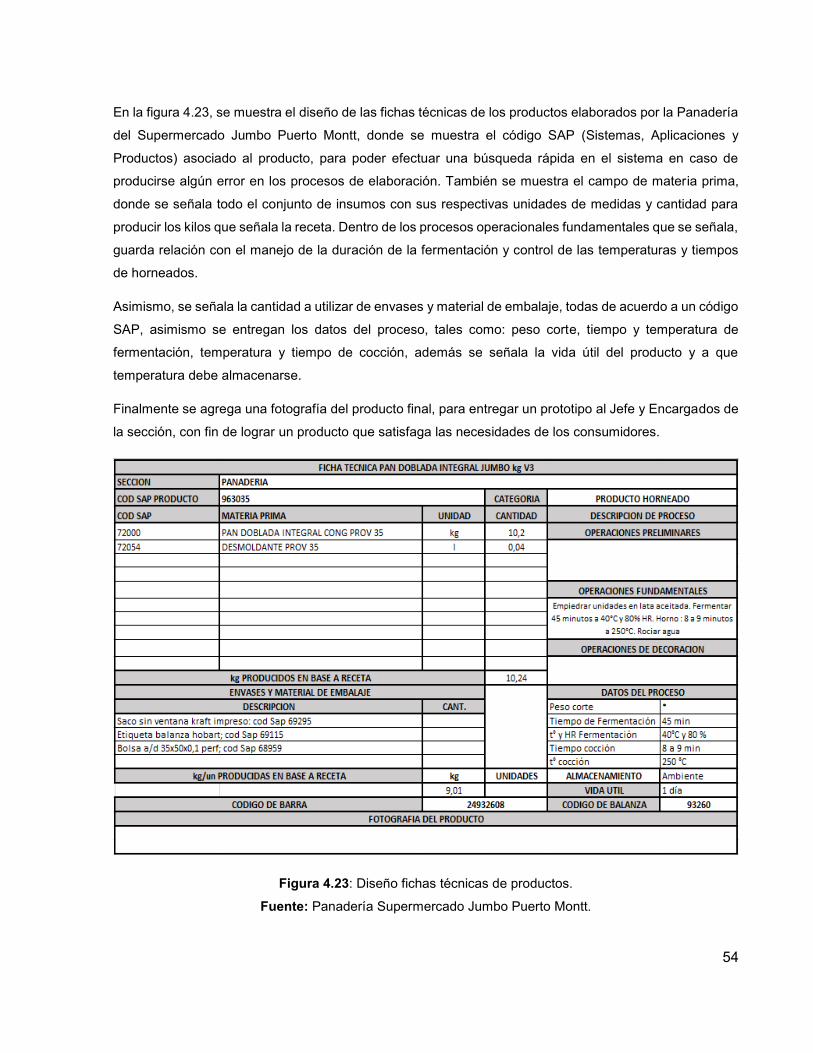
54
En la figura 4.23, se muestra el diseño de las fichas técnicas de los productos elaborados por la Panadería
del Supermercado Jumbo Puerto Montt, donde se muestra el código SAP (Sistemas, Aplicaciones y
Productos) asociado al producto, para poder efectuar una búsqueda rápida en el sistema en caso de
producirse algún error en los procesos de elaboración. También se muestra el campo de materia prima,
donde se señala todo el conjunto de insumos con sus respectivas unidades de medidas y cantidad para
producir los kilos que señala la receta. Dentro de los procesos operacionales fundamentales que se señala,
guarda relación con el manejo de la duración de la fermentación y control de las temperaturas y tiempos
de horneados.
Asimismo, se señala la cantidad a utilizar de envases y material de embalaje, todas de acuerdo a un código
SAP, asimismo se entregan los datos del proceso, tales como: peso corte, tiempo y temperatura de
fermentación, temperatura y tiempo de cocción, además se señala la vida útil del producto y a que
temperatura debe almacenarse.
Finalmente se agrega una fotografía del producto final, para entregar un prototipo al Jefe y Encargados de
la sección, con fin de lograr un producto que satisfaga las necesidades de los consumidores.
Figura 4.23: Diseño fichas técnicas de productos.
Fuente: Panadería Supermercado Jumbo Puerto Montt.
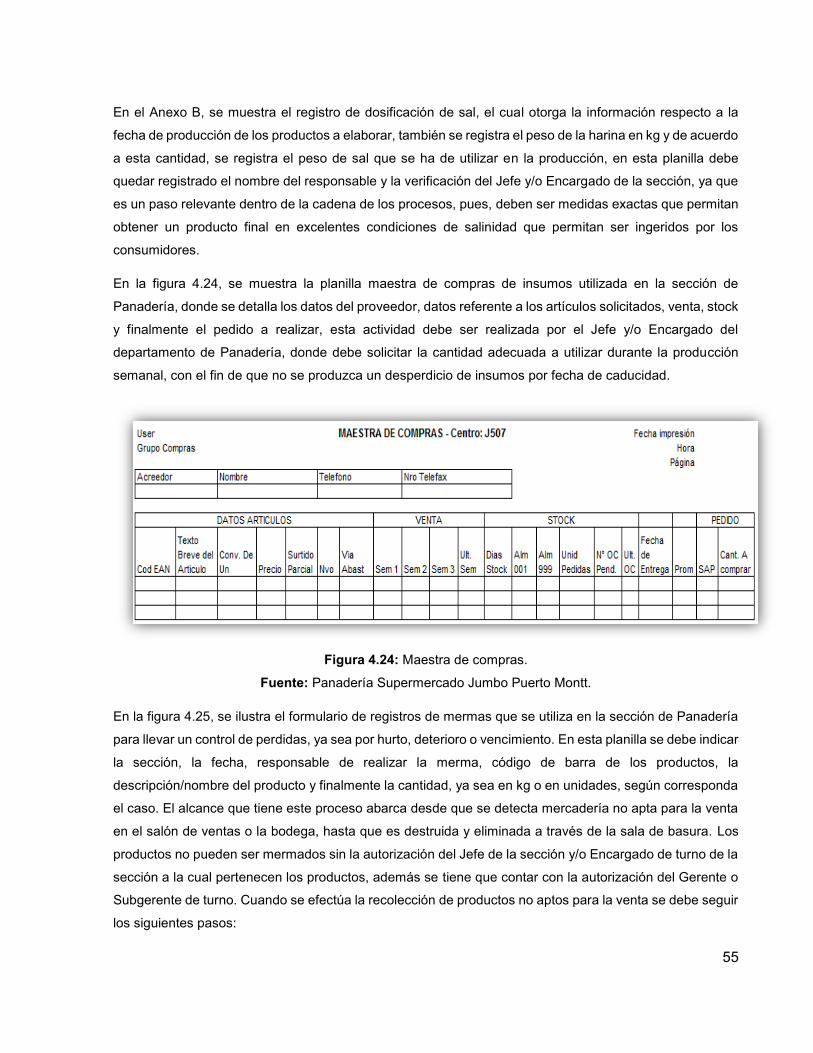
55
En el Anexo B, se muestra el registro de dosificación de sal, el cual otorga la información respecto a la
fecha de producción de los productos a elaborar, también se registra el peso de la harina en kg y de acuerdo
a esta cantidad, se registra el peso de sal que se ha de utilizar en la producción, en esta planilla debe
quedar registrado el nombre del responsable y la verificación del Jefe y/o Encargado de la sección, ya que
es un paso relevante dentro de la cadena de los procesos, pues, deben ser medidas exactas que permitan
obtener un producto final en excelentes condiciones de salinidad que permitan ser ingeridos por los
consumidores.
En la figura 4.24, se muestra la planilla maestra de compras de insumos utilizada en la sección de
Panadería, donde se detalla los datos del proveedor, datos referente a los artículos solicitados, venta, stock
y finalmente el pedido a realizar, esta actividad debe ser realizada por el Jefe y/o Encargado del
departamento de Panadería, donde debe solicitar la cantidad adecuada a utilizar durante la producción
semanal, con el fin de que no se produzca un desperdicio de insumos por fecha de caducidad.
Figura 4.24: Maestra de compras.
Fuente: Panadería Supermercado Jumbo Puerto Montt.
En la figura 4.25, se ilustra el formulario de registros de mermas que se utiliza en la sección de Panadería
para llevar un control de perdidas, ya sea por hurto, deterioro o vencimiento. En esta planilla se debe indicar
la sección, la fecha, responsable de realizar la merma, código de barra de los productos, la
descripción/nombre del producto y finalmente la cantidad, ya sea en kg o en unidades, según corresponda
el caso. El alcance que tiene este proceso abarca desde que se detecta mercadería no apta para la venta
en el salón de ventas o la bodega, hasta que es destruida y eliminada a través de la sala de basura. Los
productos no pueden ser mermados sin la autorización del Jefe de la sección y/o Encargado de turno de la
sección a la cual pertenecen los productos, además se tiene que contar con la autorización del Gerente o
Subgerente de turno. Cuando se efectúa la recolección de productos no aptos para la venta se debe seguir
los siguientes pasos:

56
Retirar del salón de ventas todos los productos que no están aptos para la venta, es decir stock
que no se alcanzó a vender.
Si es necesario, se debe colocar cada producto en una bolsa de plástico transparente para evitar
que el contenido se derrame, se mezcle, o contamine con otros productos.
En caso de que exista más de un producto, se puede introducir en la misma bolsa, siempre y
cuando su gramaje, color, sabor u olor sean idénticos y además, que puedan ser contados
fácilmente sin tener que abrir la bolsa.
Finalmente se debe llevar el producto y formulario de registros a la sala de merma, donde la Srta.
Laura González, Encargada de mermas, quien cumple la función de ingresar lo digitalizado
anteriormente al sistema SAP.
Figura 4.25: Formulario de registros de mermas.
Fuente: Panadería Supermercado Jumbo Puerto Montt.
En el Anexo C, se muestra el registro de las BPM (Buenas Prácticas de Manufactura), que consiste en
directrices que definen las acciones de manejo y manipulación, con el propósito de asegurar las
condiciones favorables para la producción de alimentos inocuos, esta herramienta debe ser aplicada como
un control semanal en todas las secciones perecibles que componen el local Jumbo Puerto Montt. Este
procedimiento está dirigido al Departamento de Aseguramiento de Calidad, Gerente del local, Subgerentes
de local, Jefes y Encargados de las secciones perecibles. Dentro de los parámetros principales que se
debe controlar son los aspectos personales de los trabajadores de la sección, limpieza y sanitización,
desechos, químicos utilizados en limpieza, control de plagas, exhibición de productos, envases utilizados,
infraestructura.

57
Para que se inicie una correcta planificación agregada de la producción, fue indispensable conocer los
productos que se elaboraron durante el año 2015 en la sección de Panadería del Supermercado Jumbo.
Es por eso, que se solicitó a la empresa, a través de la encargada de inventarios, Srta. Karina Águilas, que
se entregará dicha información a quien desarrolla éste proyecto.
Todo esto se realizó con el propósito de crear una base de datos, donde posteriormente se introduce las
cantidades vendidas de cada producto, y de esa manera se pueda pronosticar y conocer de forma más
precisa las futuras demandas, las cuales serán consideradas en el proceso de planificación.
En la tabla 4.7, se muestra los productos que se elaboraron y comercializaron durante el año 2015.
Tabla 4.7: Productos elaborados.
Fuente: Panadería Supermercado Jumbo Puerto Montt.
Item PRODUCTOS Item2 PRODUCTOS2 Item3 PRODUCTOS3
295582 BAGUETTE INTEGRAL JUMBO UN 295963 *PAN ROGGENBROT JUMBO ARTESANAL 970 GR 990993 PAN RUSTIKAL BROT JUMBO ARTESANAL 850 GR
295583 BAGUETTE JUMBO INTEGRAL 2 UN. 295964 PAN ROSITAS JUMBO KG. 990994 *PAN SONNEN BROT JUMBO ARTESANAL 850 GR
295669 CROISSANT GRANDE JUMBO V2 UN 295965 PAN TOSCANO JUMBO KG. 991861 BAGUETTE RUSTICO JUMBO UN
295824 MASA SOPAIPILLAS JUMBO BAND 12 UN 296006 *PREPIZZA JUMBO UN 300GR 991862 BAGUETTE RUSTICO JUMBO 2UN
295848 MOLDE INTEGRAL GRANDE JUMBO 900GR 296101 TORTILLA CAMPO JUMBO ARTESANAL KG 991863 PAN CAMPO JUMBO ARTESANAL 550 GR
295868 MOLDE ALEMAN BLANCO JUMBO ARTESANAL 750 316691 MASA DE HOJA JUMBO KG 991864 PAN CAMPO 5 GRANOS JUMBO ARTESANAL UN
295871 PAN AMASADO JUMBO KG. 448205 FUGAZZA CEBOLLA JUMBO ARTESANAL UN. 1054610 PAN LANDBROT RUSTICO JUMBO ARTESANAL 800
295873 PAN BAUERNSTUTEN JUMBO ARTESANAL 800 GR 487500 PAN PUMPERNICKEL JUMBO ARTESANAL 800 GR 1063035 *BAGUETTE CINCO GRANOS JUMBO UN
295876 PAN COLIZA JUMBO ARTESANAL 450 GR 498741 PAN LANDBROT JUMBO ARTESANAL 800 GR 1063036 *PAN CAMPO MERKEN NUEZ JUMBO ARTESANAL56
295877 *PAN COLIZA INT LINAZA JUMBOARTESANAL 55 577674 MOLDE INTEGRAL SIN SAL JUMBO 450GR 1142748 PAN CIABATTA RUSTICO JUMBO KG
295878 PAN COLIZAS JUMBO KG. 619124 PAN BOLLO INTEGRAL JUMBO V2 KG 1218602 DOBLE GAR SECCIÓN PANADERÍA PROPIA
295897 *PAN DE ARANDA JUMBO UN. 300 G. 619126 HALLULLA INTEGRAL LINAZA JUMBO V2 KG 1241474 PAN CAMPESINO PURPURA JUMBO ARTESANAL 65
295900 PAN DE HOJA JUMBO V2 KG 619127 HALLULLA INTEGRAL JUMBO V2 KG 1241475 PAN PURO CENTENO JUMBO ARTESANAL 1000 GR
295906 *PAN FLAUTA JUMBO KG. 619130 PAN COLIZA PERUANA JUMBO V2 KG 1245434 PAN COLIZA CON SEMILLA CHIA JUMBO KG
295909 HALLULLA ESPECIAL JUMBO KG 619132 DOBLADA JUMBO V2 KG 1353846 *PAN CHOCOLATE BITTER JUMBO ARTESANAL200
295910 HALLULLA INTEGRAL C/ LINAZA JUMBO KG 619133 PAN MENDOCINO JUMBO V2 KG 1358158 FUGAZZA ACEITUNA JUMBO V2 UN
295911 HALLULLA JUMBO KG. 619136 PAN BOCADO DE DAMA JUMBO V2 KG 1400094 PAN PITA LINAZA JUMBO V3 KG
295912 PAN HALLULLA JUMBO SIN SAL KG. 619140 PAN ANIS JUMBO V2 KG 1434544 *PAN CIABATTA PROVENZAL KG
295913 PAN HAMBURGUESA JUMBO KG. 619141 PAN DULCE JUMBO V2 KG 1440043 FUGAZZA ACEITUNA PIMENTON JUMBO V2 UN
295914 PAN HOT DOG JUMBO KG. 619142 PAN QUESO JUMBO V2 KG 1440044 FUGAZZA CHORIZO CEBOLLA JUMBO V2 UN
295915 PAN BOLLO INTEGRAL JUMBO KG 619143 MINI BARRA INTEGRAL JUMBO V2 KG 1463070 *PAN KÜRBIS BROT JUMBO ARTESANAL 520 GR
295916 PAN ITALIANO JUMBO KG. 619144 MINI BARRA BLANCA JUMBO V2 KG 1470100 PAN CIABATTA FAMIGLIA KG
295937 PAN KASSLER CEREAL JUMBO ARTESANAL 750 G 619150 PAN TOSCANO JUMBO V2 KG 1509589 FUGAZZA AL PESTO Y ACEITUNAS JUMBO UN
295939 PAN KASSLER JUMBO ARTESANAL 750 GR 619344 BAGUETTE INTEGRAL JUMBO V2 UN 1539058 BAGELS JUMBO VARIEDADES
295940 PAN KASSLER MÜESLI CEREAL JUMBO ARTESANA 672581 MOLDE INTEGRAL LINAZA JUMBO 500GR 1555035 PAN DREIKORNBROT JUMBO ARTESANAL 750 G
295944 MARRAQUETA JUMBO KG 672582 MOLDE INTEGRAL LIGHT JUMBO 500GR 1560858 PAN MOLDE GRANOS ANDINOS 1000 G
295948 *PAN MIGNON TOLIN JUMBO C/SESAMO KG 672583 *MOLDE AMERICANO LIGHT JUMBO 550GR 1569578 PRETZEL TRADICIONAL 83G
295951 MOLDE GRANDE JUMBO 1000GR 901215 TRENZA HALLA CON AMAPOLA JUMBO UN 1569579 *PRETZEL FUTBOL ROLL 70G
295952 PAN MULTIGRANO JUMBO ARTESANAL 700 GR 901216 TRENZA HALLA CON SESAMO JUMBO UN 1569580 *PRETZEL BARRA 70G
295957 PAN PITA INT. LIGHT JUMBO KG 933814 PAN PITA LINAZA LIGHT JUMBO KG 1606195 MARRAQUETA INTEGRAL JUMBO V2 KG
295958 PAN PITA BLANCO LIGHT JUMBO KG 940731 MARRAQUETA INTEGRAL JUMBO KG 1614678 PAN KAISER ROLL KILO
295961 PAN RALLADO JUMBO BOL. 300 G. 963035 DOBLADA INTEGRAL JUMBO V2 KG 1629226 CORONA 5 GRANOS JUMBO ARTESANAL UN
1632565 CORONA RUSTICA JUMBO ARTESANAL UN

58
4.1.3 Entrevistas semi-estructuradas con trabajadores claves de la respectiva área en estudio.
Para lograr abordar temas específicos y aclarar dudas acerca de lo observado en etapas anteriores, se
realizó una entrevista con los colaboradores claves de la sección en estudio y de otras áreas relacionadas
con ésta. Esta entrevista fue elaborada de tal forma que los consultados no sintieran un cuestionamiento
en la forma de como realizaba su trabajo. Se procedió a explicar personalmente el objetivo del proyecto,
señalando la importancia de su participación en cualquier decisión de cambio en el área estudiada.
Dado lo anterior, se quería disminuir el temor a la entrega de información relevante del proceso que se
efectúa día a día, eliminar factores que podrían incidir en la futura propuesta de mejora a la planificación
de la producción.
La entrevista estaba compuesta con preguntas de tipo operativo, actividades que se realizan en el área.
En la figura 4.26, se muestran las preguntas aplicadas.
Figura 4.26: Entrevista operativa tipo aplicada a los trabajadores de Panadería de Jumbo Puerto Montt.
Fuente: Elaboración propia.
Producto de la aplicación de las entrevistas semi – estructuradas a los trabajadores, Jefes y Encargados
de la sección de Panadería del Supermercado Jumbo Puerto Montt, quien desarrolla el proyecto, pudo
conocer el flujo productivo y principales máquinas que se utilizan para la elaboración de los productos del
departamento.
1. ¿Podría explicar las tareas que realiza diariamente en su trabajo?
2. ¿Cuáles son las funciones de su cargo?
3. ¿Con qué departamentos/unidades/individuos tiene una alta interacción?
5. ¿Qué máquinas utiliza para realizar sus tareas?
6. ¿Qué sistemas informáticos o manuales utiliza para realizar su trabajo?

59
¿Podría explicar las tareas que realiza diariamente en su trabajo? En relación a esta pregunta,
quien desarrolla el proyecto acompañó a los trabajadores del área de Panadería, dónde se pudo
comprender a grandes rasgos la forma que tienen de operar en sus determinadas tareas, con esta
actividad, cada trabajador pudo cooperar con información de procesos, con las personas que se
relacionan, sus horarios de trabajo, etc.
Como resultado se comprendió que dentro del sistema en estudio, hay un Jefe de Sección, dos
encargados de turnos (turno de mañana y tarde), encargado de mermas de la sección y por último
el maestro panadero, quien es el encargado de instruir al personal nuevo en las operaciones que
se desarrollan en el departamento.
¿Cuáles son las funciones de su cargo? Respecto a esta pregunta, el Jefe de sección, Sr. José
Castro, tiene la responsabilidad de gestionar los recursos y personas de la sección de acuerdo a
los objetivos, planificación de producción, procedimientos y normativas establecidas por
Supermercados Jumbo. Por lo tanto se desempeña en el área de control operativo, realizando la
gestión del área, es por ello, que es quien se relaciona directamente con el Gerente del Local,
Subgerente del área de Perecibles, Jefe de Aseguramiento de Calidad, Jefe de Mantención, Jefe
de Mermas, Jefe de Inventarios y Jefe de Bodega – Recepción.
Por otro lado los encargados de turnos, tienen la responsabilidad de la presentación y
funcionamiento de su equipo de trabajo, mantener los flejes de su sección (etiqueta de papel, que
contienen nombre del producto, código de barra y precio), cooperar en funciones que realiza el
Jefe de la sección y por último deben capacitar al personal nuevo que ingrese al departamento.
El encargado de mermas de la sección, cumple la responsabilidad de pesar, contabilizar y registrar
en formulario de mermas todo el stock que no se alcanzó a vender el día anterior, posteriormente
debe informar al jefe o encargado de la sección, para así obtener la firma de éstos. Finalmente
debe llevar los productos a la sala de mermas, donde la jefa de la sección de mermas debe ingresar
los productos al sistema y así dar paso a la sala bravo (sala de basura) para eliminar los productos
al compactador.
¿Con qué departamentos/unidades/individuos tiene una alta interacción? En relación a esta
pregunta, en primer lugar los trabajadores del área tienen una alta interacción con los encargados
de turnos y con el jefe propiamente tal, donde son informados de la planificación diaria de
productos.
Por otro lado, el Jefe y Encargados de la sección, tienen directa relación con el departamento de
Aseguramiento de Calidad, Administración, Recepción, Bodega y Mermas.
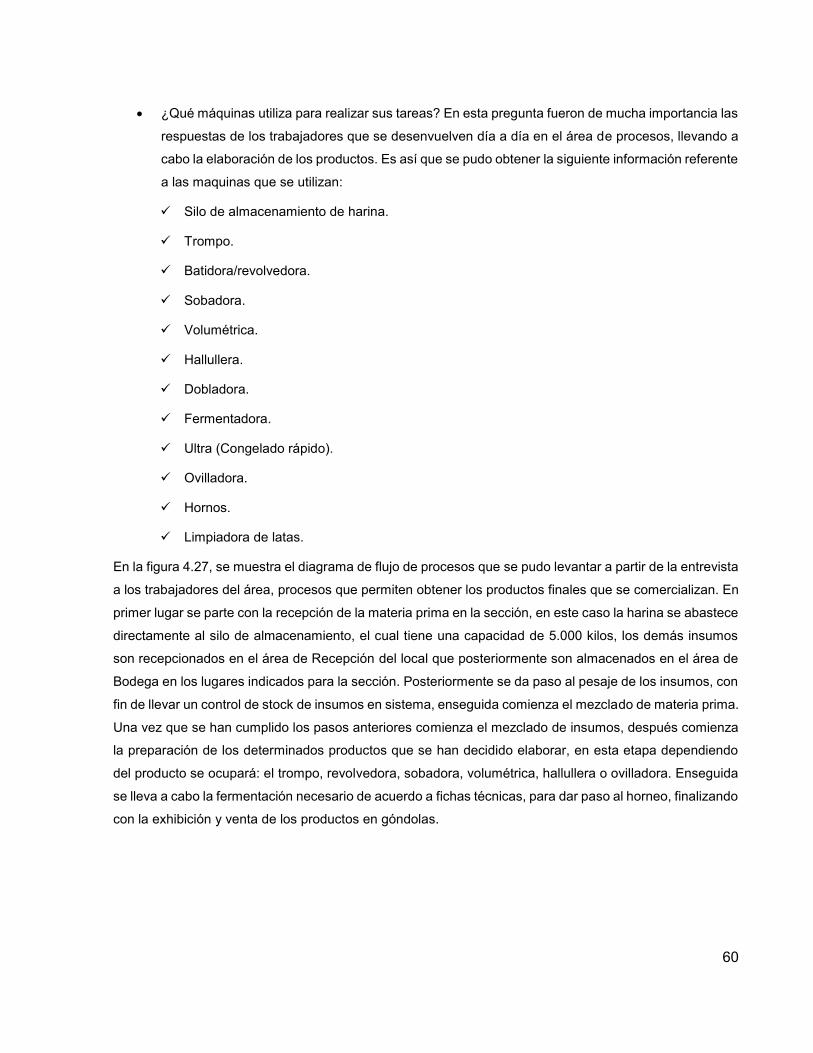
60
¿Qué máquinas utiliza para realizar sus tareas? En esta pregunta fueron de mucha importancia las
respuestas de los trabajadores que se desenvuelven día a día en el área de procesos, llevando a
cabo la elaboración de los productos. Es así que se pudo obtener la siguiente información referente
a las maquinas que se utilizan:
Silo de almacenamiento de harina.
Trompo.
Batidora/revolvedora.
Sobadora.
Volumétrica.
Hallullera.
Dobladora.
Fermentadora.
Ultra (Congelado rápido).
Ovilladora.
Hornos.
Limpiadora de latas.
En la figura 4.27, se muestra el diagrama de flujo de procesos que se pudo levantar a partir de la entrevista
a los trabajadores del área, procesos que permiten obtener los productos finales que se comercializan. En
primer lugar se parte con la recepción de la materia prima en la sección, en este caso la harina se abastece
directamente al silo de almacenamiento, el cual tiene una capacidad de 5.000 kilos, los demás insumos
son recepcionados en el área de Recepción del local que posteriormente son almacenados en el área de
Bodega en los lugares indicados para la sección. Posteriormente se da paso al pesaje de los insumos, con
fin de llevar un control de stock de insumos en sistema, enseguida comienza el mezclado de materia prima.
Una vez que se han cumplido los pasos anteriores comienza el mezclado de insumos, después comienza
la preparación de los determinados productos que se han decidido elaborar, en esta etapa dependiendo
del producto se ocupará: el trompo, revolvedora, sobadora, volumétrica, hallullera o ovilladora. Enseguida
se lleva a cabo la fermentación necesario de acuerdo a fichas técnicas, para dar paso al horneo, finalizando
con la exhibición y venta de los productos en góndolas.

61
Figura 4.27: Diagrama de flujo productivo.
Fuente: Elaboración propia.
¿Qué sistemas informáticos o manuales utiliza para realizar su trabajo? En relación a esta pregunta, el
Jefe y Encargados de Sección informaron a quien desarrolla este proyecto, que el sistema que utilizan
para controlar los insumos, producción y ventas, es a través del sistema S.A.P. (Sistemas, Aplicaciones
y Productos) de la empresa, donde tienen directa relación con la Jefa de inventarios, Srta. Karina Águila
y digitadora del área de maestras de compras.
4.2 DIAGNÓSTICO DE LOS PROCESOS
4.2.1 Análisis de información recopilada, respecto al departamento de Panadería de Jumbo Puerto Montt.
De acuerdo a la información recopilada, se tiene un análisis respecto a las BPM (Buenas Prácticas de
Manufactura) que son aplicadas en la sección de Panadería, ésta información pudo ser evaluada en
conjunto al departamento de calidad, específicamente con la Sra. Ximena Alarcón y Sra. Pamela
Bahamonde, quienes guiaron a quien desarrolla este proyecto. La evaluación de estos registros (Anexo C),
se efectúa con una revisión en terreno, que consiste en lo siguiente:
Un recorrido diario por las secciones perecibles del local, donde se realiza una inspección visual
del cumplimiento de las BPM, que corresponden a la sección monitoreada, en este caso,
Panadería.
Por cada “No Conformidad (NC)” encontrada en la sección se coloca un valor en la columna
“PUNTAJE INCUMPLIMIENTO” (Anexo C). Si en el ítem evaluado hay 5 NC asociadas en la misma
sección, se coloca “5”. Si no hay NC y se cumple todo lo descrito en el ítem, es “0”.
Al terminar la revisión, se suman todos los números y se multiplican por 5, que corresponde al
factor que se le descuenta por cada NC encontrada, obteniendo el “PUNTAJE TOTAL DE
INCUMPLIMIENTO”.

62
Finalmente, para obtener el porcentaje de “CUMPLIMIENTO”, se resta de 100 el valor obtenido del
“PUNTAJE TOTAL DE INCUMPLIMIENTO”, obteniendo así el “PORCENTAJE DE
CUMPLIMENTO”.
Para que el responsable de la sección tome conocimiento, se solicita su firma. Además se debe
identificar al tecnólogo que realizó la revisión.
En caso que se quiera destacar un resultado sobresaliente o muy bajo, se solicita la firma al
subgerente de turno.
Respecto al análisis de información levantada en terreno, se realiza de la siguiente manera: los porcentajes
de cumplimiento obtenidos por la sección monitoreada semanalmente, se traspasan a la tabla de datos de
BPM (Buenas Prácticas de Manufactura) del departamento de Aseguramiento de Calidad con el fin de
visualizar de manera efectiva los resultados mensuales de la sección.
A continuación en la tabla 4.8, se ilustra la evaluación de las BPM en las secciones perecibles que
componen el Supermercado Jumbo Puerto Montt, las evaluaciones que se muestran fueron realizadas
durante el mes de abril del año 2016, aquí se puede ver que la sección en estudio, Panadería, presentó
una ponderación promedio sobre lo establecido, que corresponde a un 80% de cumplimientos. La sección
de Panadería pudo obtener un 90% en cumplir las buenas prácticas de manufactura.
En la figura 4.28, se muestra gráficamente lo que significó la evaluación del mes señalado, así mismo se
puede ver que donde hay que mejorar es en las secciones de Platos Preparados y Pastelería.
Dentro de las prácticas que no se cumplieron y que afecto la evaluación de la sección de Panadería
repercute en lo siguiente: en el ítem de limpieza y sanitización, se vio afectado ya que al momento de
fiscalizar el piso de la cámara de congelado se encontraba sucio y asimismo los utensilios de limpieza se
limpieza, en este caso escobas se encontraban en mal estado, lo cual repercute en la limpieza rápida de
las áreas de procesos, pudiendo retrasar así la planificación de los productos a elaborar.
Tabla 4.8: Evaluación BPM secciones perecibles Supermercado Jumbo Puerto Montt.
Fuente: Departamento de Aseguramiento de Calidad Supermercado Jumbo Puerto Montt.

63
Figura 4.28: Promedio de cumplimiento BPM secciones perecibles Supermercado Jumbo Puerto Montt.
Fuente: Departamento de Aseguramiento de Calidad Supermercado Jumbo Puerto Montt.
Otra evaluación importante en la sección de Panadería, según comenta el Jefe de la sección, Sr. José
Castro, tiene relación con las trazabilidades de los productos que elaboran como departamento que forma
parte del Supermercado Jumbo Puerto Montt. El objetivo es tener un control de los productos, desde su
origen hasta la distribución al cliente, a fin de poder investigar las causas de posibles no conformidades
con las normas establecidas que afecten la inocuidad de los productos.
En la figura 4.29, se muestra el reporte de trazabilidad o rastreabilidad como también le llama el
departamento de Calidad del Supermercado Jumbo Puerto Montt. La Sra. Ximena Alarcón, comenta lo
siguiente respecto al ejercicio de trazabilidad:
Si el producto muestreado cuenta con toda la documentación requerida y datos de insumos y
envases utilizados se debe evaluar con un 100 %.
Respecto al porcentaje de ejercicio de trazabilidad “No Aceptado” se evaluará con 0 %, cuando:
No se encuentre algún insumo o producto solicitado en el ejercicio de trazabilidad.
El envase solicitado en la revisión no se encuentre con la trazabilidad completa.
Se detecte que se utilizó un insumo vencido para la elaboración de esos productos, el cual deberá
ser mermado inmediatamente.
Las fichas técnicas no estén disponibles en la sección o el número de revisión no esté actualizado
según la intranet de la empresa.
Los registros asociados a la trazabilidad se encuentren mal registrados, incompletos, con borrones,
son firma de jefe y/o encargado de turno, sin nombre del monitor, o con la revisión que no
corresponda según la intranet.
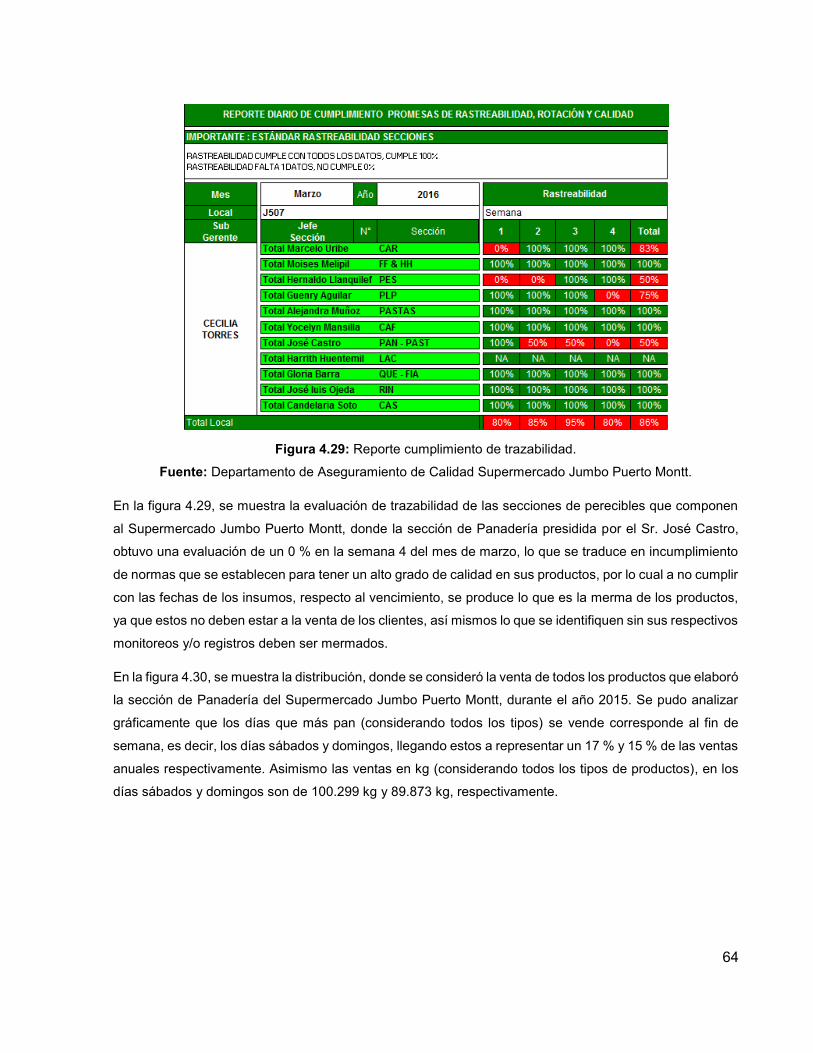
64
Figura 4.29: Reporte cumplimiento de trazabilidad.
Fuente: Departamento de Aseguramiento de Calidad Supermercado Jumbo Puerto Montt.
En la figura 4.29, se muestra la evaluación de trazabilidad de las secciones de perecibles que componen
al Supermercado Jumbo Puerto Montt, donde la sección de Panadería presidida por el Sr. José Castro,
obtuvo una evaluación de un 0 % en la semana 4 del mes de marzo, lo que se traduce en incumplimiento
de normas que se establecen para tener un alto grado de calidad en sus productos, por lo cual a no cumplir
con las fechas de los insumos, respecto al vencimiento, se produce lo que es la merma de los productos,
ya que estos no deben estar a la venta de los clientes, así mismos lo que se identifiquen sin sus respectivos
monitoreos y/o registros deben ser mermados.
En la figura 4.30, se muestra la distribución, donde se consideró la venta de todos los productos que elaboró
la sección de Panadería del Supermercado Jumbo Puerto Montt, durante el año 2015. Se pudo analizar
gráficamente que los días que más pan (considerando todos los tipos) se vende corresponde al fin de
semana, es decir, los días sábados y domingos, llegando estos a representar un 17 % y 15 % de las ventas
anuales respectivamente. Asimismo las ventas en kg (considerando todos los tipos de productos), en los
días sábados y domingos son de 100.299 kg y 89.873 kg, respectivamente.

65
Figura 4.30: Ventas Productos año 2015 Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
En el anexo D, se muestra el listado de todos los productos que se elaboraron en el departamento de
Panadería del Supermercado Jumbo Puerto Montt durante el año 2015. En dicho anexo, se ilustra la
cantidad de kilos de cada tipo de productos que fueron vendidos. Para poder llevar a cabo un análisis de
la demanda más adelante, se procedió a realizar un análisis de Pareto o también conocido como análisis
ABC, donde los productos de interés se identificaron y midieron en una escala común, en este caso por las
cantidades de kilos demandados y después se acomodaron en orden ascendente, creando así, una
distribución acumulada porcentual. En la tabla 4.9, se muestra los productos que fueron considerados como
tipo “A”. Por lo común, 20 % de los productos clasificados representan 80 % o más de la actividad total.
Tabla 4.9: Productos tipo A Panadería Supermercado Jumbo Puerto Montt.
Productos Venta (kg) F. Relativa F. Relativa
Acumulada
Clasificación
HALLULLA JUMBO KG. 193943 33,05% 33,05% A
MARRAQUETA JUMBO KG 143595 24,47% 57,52% A
CROISSANT GRANDE JUMBO V2 UN 23270 3,97% 61,48% A
PAN HOT DOG JUMBO KG. 18778 3,20% 64,68% A
MOLDE ALEMAN BLANCO JUMBO
ARTESANAL 750
15163 2,58% 67,27% A
PAN COLIZAS JUMBO KG. 13969 2,38% 69,65% A
PAN CIABATTA RUSTICO JUMBO KG 10595 1,81% 71,45% A
HALLULLA ESPECIAL JUMBO KG 10414 1,77% 73,23% A

66
BAGUETTE RUSTICO JUMBO 2UN 10367 1,77% 75,00% A
DOBLADA JUMBO V2 KG 9090 1,55% 76,54% A
PAN AMASADO JUMBO KG. 8471 1,44% 77,99% A
MOLDE GRANDE JUMBO 1000GR 8154 1,39% 79,38% A
PAN HAMBURGUESA JUMBO KG. 7463 1,27% 80,65% A
Fuente: Elaboración propia.
En la figura 4.31, se muestra un extracto del Anexo E, asimismo se ilustra gráficamente lo señalado en la
tabla 4.9.
Figura 4.31: Gráfico de Pareto productos tipo "A". Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
4.2.2 Diagramación de los eventos y decisiones de los procesos involucrados en el departamento en estudio.
Con la cooperación de la Jefa del departamento de Aseguramiento de Calidad Jumbo, Sra. Ximena Alarcón,
quien desarrolla éste proyecto pudo levantar la siguiente información en relación a los flujos de procesos e
información que ocurren en el sistema en el cual se ve envuelto el departamento en estudio (ver figura
4.32):
El equipo Gerencial de Jumbo demuestra el compromiso y establece las intenciones y obligaciones de
cumplir con:
La fabricación de productos inocuos y seguros dentro de los requisitos legales vigentes.
Responsabilidad hacia sus clientes.
0,00%10,00%20,00%30,00%40,00%50,00%60,00%70,00%80,00%90,00%
0
50000
100000
150000
200000
250000
Extracto gráfico de Pareto

67
Aspectos relacionados con la calidad, higiene, inocuidad de sus productos y la ética.
Supermercados Jumbo ha identificado sus procesos mediante el diagrama que se muestra en la figura
4.32. El cual además esquematiza:
La secuencia e interacción de los procesos.
Los procedimientos que señalan como se efectúa el control de los procesos, que corresponden a
los establecidos como procesos de gestión y soporte.
El procedimiento que permite asegurar la disponibilidad necesaria de información, que corresponde
al Desarrollo y Control de Documentos y Registros, presente en los procesos de soporte.
Los procedimientos que permiten medir y supervisar los procesos que se encuentran señalados
dentro de los procesos de gestión.
Se entiende por proceso, cualquier actividad, o conjunto de actividades, que utiliza recursos para
transformar insumos en resultados. La identificación y representación de la interrelación de los procesos
de la empresa, se muestran en la figura 4.32, en la cual se identifican los siguientes procesos:
Procesos Operacionales:
Son los procesos que están ligados a la realización del producto a través de la identificación de los
requisitos del cliente.
Diseño y desarrollo de productos: Supermercados Jumbo mediante los procedimientos de Diseño
y Desarrollo de Productos, plasma las respectivas responsabilidades de los individuos de las áreas
involucradas y se busca la forma de llevar a cabo las propuestas de desarrollo de nuevos
productos, aquí se consideran ensayos de pruebas y vida útil del producto, a través de análisis
microbiológicos, así como la revisión del etiquetado del producto en cuanto a su cumplimiento legal.
El periodo de validez se establece teniendo en cuenta la formulación del producto, los materiales
de envasado, el entorno medioambiental de los locales y las condiciones de almacenamiento
posteriores. Estos análisis quedan documentados en las planillas de Validación de Recetas Nuevas
y Modificadas para módulos de Producción.
Comercialización y planificación de la producción: Durante el proceso de diseño y desarrollo del
producto se realiza un análisis de riesgos para identificar y evaluar todos los posibles peligros para
la seguridad y los riesgos asociados al producto. Si los resultados de las actividades realizadas en
el desarrollo son aprobadas, se desarrolla la ficha técnica del producto y se procede a la distribución
de la misma a todos los locales para su elaboración y posterior comercialización.
Compras y evaluación de proveedores: La forma de controlar los procesos de compra que son
esenciales para inocuidad, seguridad, legalidad y la calidad de los productos, se hace
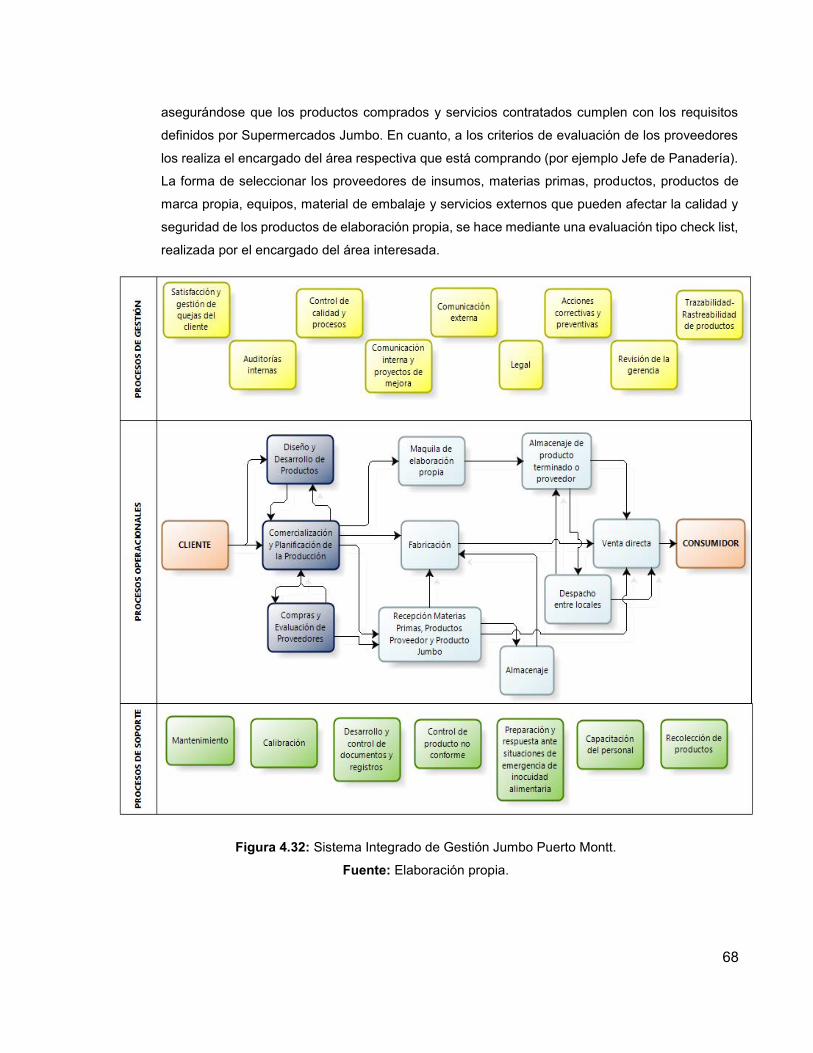
68
asegurándose que los productos comprados y servicios contratados cumplen con los requisitos
definidos por Supermercados Jumbo. En cuanto, a los criterios de evaluación de los proveedores
los realiza el encargado del área respectiva que está comprando (por ejemplo Jefe de Panadería).
La forma de seleccionar los proveedores de insumos, materias primas, productos, productos de
marca propia, equipos, material de embalaje y servicios externos que pueden afectar la calidad y
seguridad de los productos de elaboración propia, se hace mediante una evaluación tipo check list,
realizada por el encargado del área interesada.
Figura 4.32: Sistema Integrado de Gestión Jumbo Puerto Montt.
Fuente: Elaboración propia.
69
Procesos de Soporte:
Son procesos de apoyo a los procesos operacionales, y son destinados a asegurar la disposición de los
recursos adecuados.
Mantenimiento: Supermercados Jumbo siguiendo los lineamientos establecidos en los
procedimientos de mantenimiento, determina, proporciona y mantiene la infraestructura necesaria
para lograr la seguridad, legalidad inocuidad y calidad de los productos, así como también para las
instalaciones de los locales Jumbo, dichos procedimientos definen:
Las responsabilidades del Jefe de Mantenimiento Jumbo y de los respectivos Técnicos en
el área.
Los sistemas de mantenimiento preventivo planificado y correctivo, que aseguran que no
se pone en peligro la seguridad del producto durante las operaciones.
Calibración: En los procesos de calibración, Supermercados Jumbo busca mantener identificados
los equipos de medición utilizados para vigilar la seguridad, inocuidad, calidad y legalidad de los
productos que se elaboran. Asimismo, los sensores de temperatura de los muebles de refrigerado,
hornos, cámaras y fermentadoras son calibrados con un método nacional trazable, utilizando
patrones de medición certificados. Adicionalmente, se realizan verificaciones de estos equipos,
registrando los resultados de la verificación de los termómetros, dicha actividad es desarrollada por
el Tecnólogo(a) de cada local.
Para el caso de los termómetros utilizados en todas las secciones, se realizan verificaciones
mensuales con un patrón certificado, renovado anualmente y el pie de metro utilizados en el área
de Recepción y en la sección de Frutas y Verduras, estos son inspeccionados visualmente y
repuestos en caso que posean algún daño o deterioro evidente.
Desarrollo y control de documentos y registros: Supermercados Jumbo ha definido e implementado
un sistema de control de documentos mediante un procedimiento llamado Desarrollo y Control de
Documentos y Registros, en el cual se han definido los controles necesarios para, entre otras
cosas, asegurar que:
Los documentos se aprueben en cuanto su adecuación antes de su emisión.
Los documentos se revisan y actualizan, cuando es necesario, y aprueban nuevamente
por el personal autorizado.
Se identifican cambios y la condición de revisión vigente de los documentos, manteniendo
una tabla de revisiones y numero de revisión.
Los documentos se encuentran disponibles en los puntos de uso, en sus últimas versiones.
Los documentos deben ser legibles, fechados, y fácilmente identificables.

70
Se identifican los documentos a partir de origen externo y su distribución debe ser
controlada.
Por otro lado, Supermercados Jumbo, establece y mantiene registros para proporcionar evidencia
objetiva de la conformidad con los requisitos, así como de la operación eficaz del Sistema Integrado
de Gestión.
Para efectuar el control adecuado de los registros que muestran evidencia de la conformidad con
los requisitos de SIG, Supermercado Jumbo, ha definido que:
Los registros deben permanecer legibles.
Deben ser fácilmente recuperables e identificables.
Se definen los controles necesarios para la identificación, almacenamiento, protección,
recuperación, tiempo de retención y disposición de los registros.
Preparación y respuesta ante situaciones de emergencia de inocuidad alimentaria: Los planes y
programas de Emergencias y Accidentes de inocuidad en los alimentos que ha establecido
Supermercados Jumbo, permiten identificar la eventualidad y la respuesta ante accidentes y
situaciones de emergencias para prevenir y mitigar los impactos a la inocuidad de los alimentos.
Es por ello, que Supermercados Jumbo examina y revisa, cuando es necesario, sus planes y
programas y respuestas ante situaciones de emergencias, en particular, después que ocurran
accidentes o situaciones de emergencias. Además, prueba periódicamente la efectividad de los
Planes y Programas cuando la naturaleza de emergencia e incidente lo permite.
Control de producto no conforme: En esta etapa de los procesos se alude a todos los productos
que no cumplan con los estándares establecidos por Cencosud Retail S.A. El control de PNC
(Producto No Conforme) es responsabilidad de todo el personal de locales Jumbo, aquí se
identifica, separa y registra el producto en cualquier etapa del proceso, con el objetivo de analizar
y determinar si es necesario: eliminar la no conformidad detectada, a través de una reparación,
cambiar el destino del producto a otro uso o simplemente eliminar el producto. En todos los casos,
que el Jefe o Encargado de sección identifique PNC en su área, tiene la misión de segregar lo que
corresponden a mermas o devolución en dos bandejas plásticas distintas e identificarlas
claramente en la zona de mermas destinadas ya sea en su sección en directamente en la sala de
mermas.
Recolección de productos: En este proceso Supermercados Jumbo ha desarrollado el
procedimiento de Recolección de Productos, que define las siguientes acciones:
El tipo de acciones que constituyen un “incidente” que puedan provocar un “recall”.

71
Los pasos a seguir para efectuar la retirada de productos, considerando la notificación a
las partes interesadas pertinentes, el retiro de los productos de la venta al público, la
gestión y los responsables de tomar las acciones correctivas correspondientes.
La manipulación de productos retirados, así como los lotes de productos afectados aún en
stock.
La secuencia de acciones a tomar.
La información de contactos de emergencia.
Los registros en los cuales se documenta la recolección de productos efectuada.
El subgerente de Aseguramiento de Calidad tiene la responsabilidad y autoridad de realizar, al
menos una vez al año, pruebas o simulacros de recall, de modo de verificar que los mecanismos
definidos de recolección de productos sean adecuados.
Capacitación del personal: Supermercados Jumbo ha definido que todo el personal que realiza
trabajos que afecten la inocuidad, seguridad, legalidad y calidad del producto debe ser competente
con base en su educación, formación, habilidades y experiencia apropiada a su función, esto
determina la competencia necesaria del personal, se identifican las necesidades de capacitación y
la forma de analizar la eficacia de éstas, considerando en especial al personal que realiza
actividades relacionadas con los puntos críticos de control, y con la política definida. Mediante la
identificación de las necesidades de capacitación se realiza en forma anual el programa de
capacitación.
Procesos de Gestión:
Son procesos destinados a definir y controlar las metas de la organización, sus políticas y objetivos.
Permiten analizar y mejorar el Sistema de Gestión de Inocuidad de los alimentos.
Satisfacción y gestión de quejas y/o sugerencias de cliente: En este proceso la Gerencia de Jumbo
determina las necesidades y expectativas del cliente a través de libros de un talonario de reclamos
de clientes, una encuesta de satisfacción del cliente interno, con el fin de medir la satisfacción de
los requisitos de sus clientes por el local que despacha al local que recibe (Supermercado Jumbo
que abastece a Supermercado Jumbo Puerto Varas), semestralmente y por personal de Jumbo.cl
o Call Center Atento, que semestralmente contacta a un porcentaje de clientes efectuando una
encuesta dirigida a la calidad, legalidad, inocuidad y seguridad de los alimentos que despacha por
Jumbo a domicilio.
Las necesidades y expectativas del cliente son evaluadas regularmente con el objeto de determinar
si han resultado en una mejora en la calidad de los productos o en una adaptación adecuada del

72
proceso de producción, a través de revisiones de gerencia efectuadas, siguiendo ciertos
procedimientos establecidos en los planes de Procedimientos Revisión de Gerencia.
Por otro lado, la Gerencia de Jumbo mantiene un sistema para la gestión de reclamos que asegura
que se tomen las medidas apropiadas de forma rápida y eficaz dependiendo de la gravedad y
frecuencia del problema identificado. Se cuenta con un soporte informático, Work Flow, donde se
mantiene toda la base de datos referentes a reclamos, sugerencias, felicitaciones y consultas de
todos los locales de la cadena, permitiendo evaluar en línea el estado de los casos, tiempos de
respuesta y gestión de cada caso.
Control de calidad y procesos: Esta parte de los procesos de gestión del sistema involucra
especialmente al Departamento de Aseguramiento de Calidad de Jumbo, cuya responsabilidad es
llevar a cabo un análisis de peligros para determinar las situaciones a ser controladas, el nivel y
las medidas de control, de manera de asegurar la inocuidad de los alimentos.
Auditorías internas: Este procedimiento tiene como propósito revisar que el SIG (Sistema Integrado
de Gestión), cumpla con las disposiciones planificadas y se encuentren efectivamente
implementado y mantenido, y a los auditores que deben establecer si ello es efectivo en sus
informes.
En el proceso de auditorías puede ser efectuado en forma interna, por personal competente, como
una Auditoria para toda la cadena con auditores designados por Jefatura de ACA (Aseguramiento
de Calidad) o puede realizarse en forma periódica (Auditoría Operativa, Check list Coordinadora
Zonal área de Perecibles, reuniones en terreno semanalmente) o en forma externa por empresas
contratadas para tal fin (Seguimiento Tutorial, Auditoría al equipo SIG), asimismo las que realice la
entidad fiscalizadora respectiva. La competencia de los auditores se forma a través de
entrenamiento en terreno y capacitación, siendo deseable cursos de Auditor Interno, basados en
técnicas de autorías y conocimientos en la Norma ISO 22000: 2005, el Estándar IFS: 2004, LA
Norma BRC: 2005 para Jumbo, y de la herramienta HACCP – BPM.
Revisión de la gerencia: Las Gerencias de Supermercados Jumbo se encuentran comprometidas
en desarrollar, aplicar y mejorar continuamente la eficacia del sistema de gestión, mediante las
siguientes prácticas:
Asegurar que cualquier problema de inocuidad, seguridad, calidad o legalidad sea
identificado y solucionado, siguiendo los lineamientos establecidos en los procedimientos
de Acciones Correctivas y Preventivas.
Establecer y mantener los objetivos del sistema de gestión.
73
Comunicar a la organización la importancia de cumplir los requisitos normativos, los legales
y reglamentarios de los productos, así como los requisitos del cliente relacionado con la
inocuidad de los alimentos.
Realizar a intervalos determinados, reuniones de revisión de gerencia.
Asegurar la disponibilidad de recursos humanos, habilidades especializadas y recursos
financieros, para cumplir con la política establecida, los cuales se determinan sobre la base
de la revisión de gerencia.
Asegurar que los resultados de las revisiones del sistema apunten a la mejora continua de
éste.
Acciones correctivas y preventivas: Las acciones correctivas corresponden a decisiones tomadas
para eliminar la causa de una no conformidad detectada u otra situación indeseable. Acciones que
hay que adoptar cuando los resultados del monitoreo en los PCC (Puntos Críticos de Control) o en
cualquier requisito de la norma BRC (British Retail Consortium – Consorcio Británico de
Detallistas), el estándar IFS (International Food Standard) o requisitos propios de la empresa
indican una desviación de los límites críticos establecidos y/o requeridos. Deben incluir acciones a
tomar para volver el proceso a control y la disposición del producto afectado. Respecto a las
acciones preventivas corresponden a aquellas decisiones tomadas para prevenir, reducir a un nivel
aceptable o eliminar la causa de una no conformidad, peligro potencial u otra situación
potencialmente indeseable para la inocuidad o calidad de los alimentos.
Comunicación externa: La Gerencia de Supermercados Jumbo, se asegura que a lo largo de la
cadena alimentaria se encuentre disponible la información que concierne a la inocuidad de los
alimentos, para esto establece, implementa y mantiene disposiciones eficaces, para comunicarse
con:
Proveedores y contratistas.
Clientes o consumidores, en particular con relación a la información sobre el producto,
consultas, contratos o la atención de pedidos, incluyéndolas modificaciones, y la
retroalimentación del cliente, incluyendo sus quejas.
Autoridades legales y reglamentarias.
La comunicación debe proporcionar información sobre los aspectos de inocuidad de alimentos de
los productos de Supermercados Jumbo que pueden afectar a otras organizaciones dentro de la
cadena alimentaria.

74
El Jefe de Aseguramiento de Calidad, mantiene en cada local una carpeta actualizada con la
legislación relevante, aspectos de seguridad alimentaria, avances legales, científicos, técnicos y
normas aplicables al producto en venta, para disposición de quien lo requiera.
Asimismo, el Jefe de Aseguramiento de Calidad tiene la responsabilidad de comunicar
externamente cualquier información concerniente a la inocuidad de los alimentos.
Comunicación interna y proyectos de mejora: La Gerencia de Supermercados Jumbo ha
establecido y asegura que se mantengan los procesos apropiados de comunicación entre los
diversos niveles y funciones de Supermercados Jumbo, de manera de asegurar la comunicación
entre el personal sobre temas que afectan a la inocuidad de los alimentos. Estos procesos permiten
que la comunicación se efectúe considerando la eficacia del SIG (Sistema Integrado de Gestión),
cuyos métodos de comunicación incluyen el uso de informativos, charlas, reuniones, buzón de
sugerencias, correo electrónico, comunicaciones verbales con el Jefe directo, entre otros
mecanismos.
Legales: Supermercados Jumbo, gestiona y mantiene sus procesos de manera de tener un
ambiente de trabajo adecuado, para lograr la conformidad con los requisitos del SIG. Para ello, el
Prevencionista de Riesgos considera aspectos básicos de seguridad e instalaciones apropiadas
para el bienestar de personal, teniendo como base el cumplimiento de la legislación nacional
vigente. En forma específica se cuenta con los siguientes documentos para los puestos de trabajos
más críticos:
Programa de Salud Ocupacional para carniceros y panaderos.
Indicaciones para exámenes ocupacionales tanto para panaderos como carniceros.
Trazabilidad-Rastreabilidad de productos: En esta etapa, se controla la trazabilidad de los
productos perecibles, desde el origen hasta la distribución al cliente, a fin de poder investigar las
causas de posibles no conformidades con las normas establecidas o que afecten la inocuidad de
los productos. La Sra. Ximena Alarcón, Jefa del Departamento de Calidad del Supermercado
Jumbo Puerto Montt es la encargada de tener un control sobre las trazabilidades de los productos
ante las permanentes auditorias de la Gerencia Zonal de Aseguramiento de Calidad Jumbo. En
este proceso se ven involucrados el departamento de Calidad, Jefes y Encargados de las áreas
que producen, manipuladores, Sub- Gerente Perecibles, Gerente del Local y Gerencia Comercial
Perecibles. Por lo tanto, en Supermercados Jumbo, se entiende, que la trazabilidad, corresponde
a la posibilidad de encontrar y seguir el rastreo a través de todas las etapas de producción,
transformación y distribución de un alimento o una sustancia destinada a ser incorporada en
alimentos o con posibilidad de serlos. Según comenta el Departamento de Calidad de

75
Supermercados Jumbo Puerto Montt, es la capacidad para seguir la historia, aplicación,
localización de todo aquello que está relacionado con alimentos.
Con la información recolectada a través de la diagramación general del sistema (figura 4.32), entrevistas y
la observación directa (identificación de los departamentos y trabajadores que interactuaban en los
procesos), se procedió a elaborar los diagramas de flujo de procesos de la sección de Panadería y su
interacción con las demás unidades del local.
Proceso de Adquisición de insumos (ver figura 4.33)
El proceso comienza con la elevación de solicitud por parte del Jefe de sección, Sr. José Castro, quien se
encarga de solicitar los requerimientos de insumos ya sea de curso normal o algunas veces de urgencias,
en caso que falten y la demanda sea alta. Esta solicitud lo hace una vez que ha visualizado el stock que le
queda disponible para producción, es por ello que la encargada de inventarios es responsable de
recepcionar la solicitud de compra de insumos, la cual vía sistema corrobora que hay escasez de materia
prima. El subgerente que se encuentre de turno visualiza los requerimientos y da la aprobación o rechazo
de esta, en caso de ser aprobada, la encargada de digitación debe ingresar la maestra de compra en el
sistema con su respectivo proveedor. Posteriormente a las actividades señaladas anteriormente, llegará el
proveedor al local, específicamente al área de Recepción, los cuales son los encargados de recibir los
productos y las respectivas facturas, estos tienen la misión de verificar que lo que llegó físicamente coincida
con las órdenes de compra emitidas por el local, en el caso de que este todo bien, se avisa a bodega que
ingrese los insumos al almacenamiento respectivo de la sección solicitante. Por último, el encargado de
bodega debe informar al jefe de sección que sus compras han llegado al local.
Figura 4.33: Proceso de adquisición de insumos Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
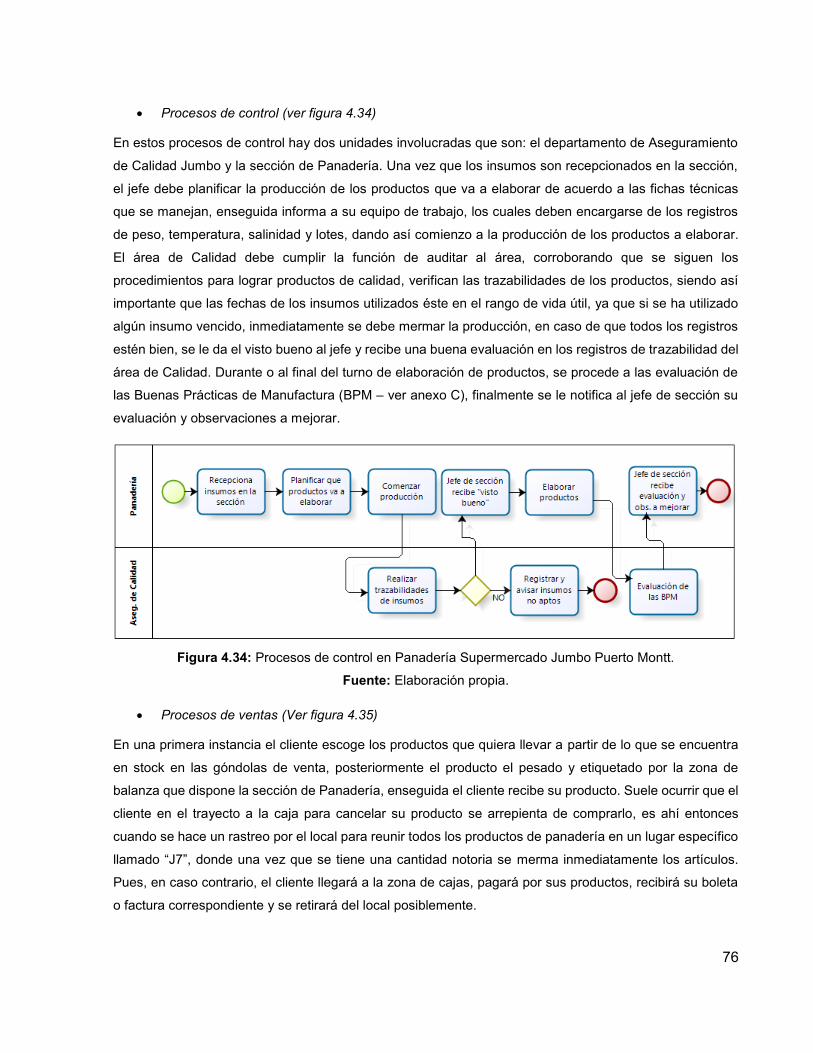
76
Procesos de control (ver figura 4.34)
En estos procesos de control hay dos unidades involucradas que son: el departamento de Aseguramiento
de Calidad Jumbo y la sección de Panadería. Una vez que los insumos son recepcionados en la sección,
el jefe debe planificar la producción de los productos que va a elaborar de acuerdo a las fichas técnicas
que se manejan, enseguida informa a su equipo de trabajo, los cuales deben encargarse de los registros
de peso, temperatura, salinidad y lotes, dando así comienzo a la producción de los productos a elaborar.
El área de Calidad debe cumplir la función de auditar al área, corroborando que se siguen los
procedimientos para lograr productos de calidad, verifican las trazabilidades de los productos, siendo así
importante que las fechas de los insumos utilizados éste en el rango de vida útil, ya que si se ha utilizado
algún insumo vencido, inmediatamente se debe mermar la producción, en caso de que todos los registros
estén bien, se le da el visto bueno al jefe y recibe una buena evaluación en los registros de trazabilidad del
área de Calidad. Durante o al final del turno de elaboración de productos, se procede a las evaluación de
las Buenas Prácticas de Manufactura (BPM – ver anexo C), finalmente se le notifica al jefe de sección su
evaluación y observaciones a mejorar.
Figura 4.34: Procesos de control en Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
Procesos de ventas (Ver figura 4.35)
En una primera instancia el cliente escoge los productos que quiera llevar a partir de lo que se encuentra
en stock en las góndolas de venta, posteriormente el producto el pesado y etiquetado por la zona de
balanza que dispone la sección de Panadería, enseguida el cliente recibe su producto. Suele ocurrir que el
cliente en el trayecto a la caja para cancelar su producto se arrepienta de comprarlo, es ahí entonces
cuando se hace un rastreo por el local para reunir todos los productos de panadería en un lugar específico
llamado “J7”, donde una vez que se tiene una cantidad notoria se merma inmediatamente los artículos.
Pues, en caso contrario, el cliente llegará a la zona de cajas, pagará por sus productos, recibirá su boleta
o factura correspondiente y se retirará del local posiblemente.
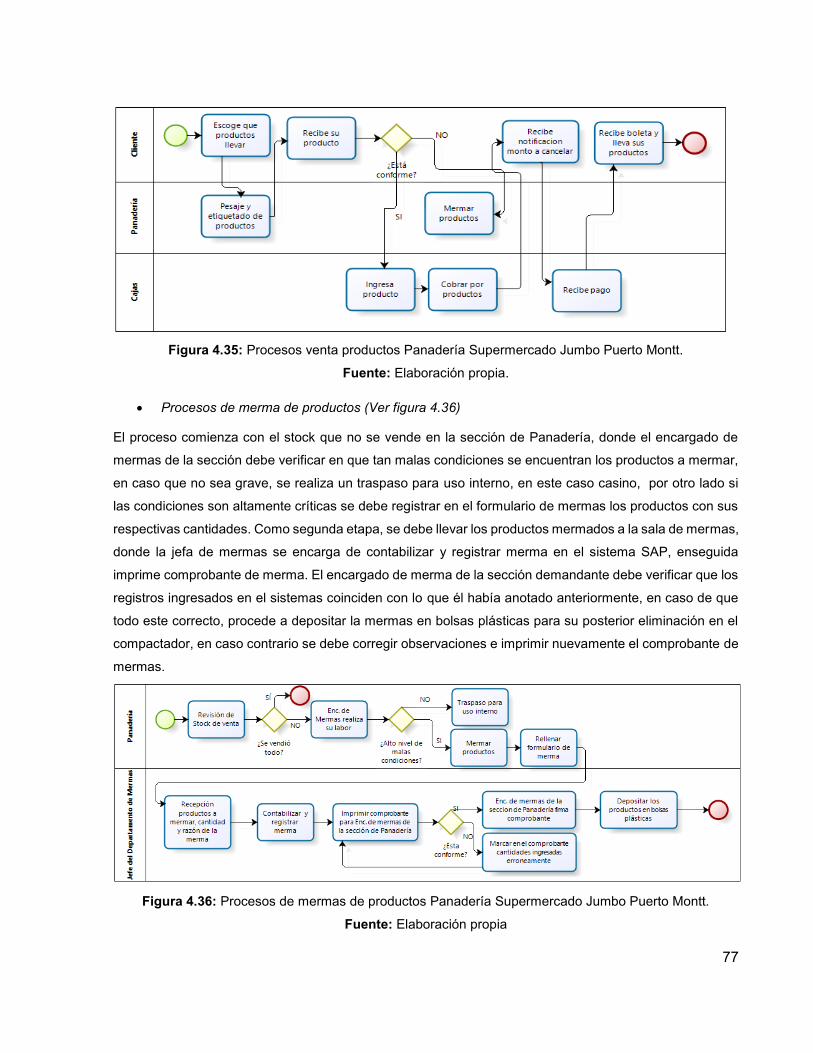
77
Figura 4.35: Procesos venta productos Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
Procesos de merma de productos (Ver figura 4.36)
El proceso comienza con el stock que no se vende en la sección de Panadería, donde el encargado de
mermas de la sección debe verificar en que tan malas condiciones se encuentran los productos a mermar,
en caso que no sea grave, se realiza un traspaso para uso interno, en este caso casino, por otro lado si
las condiciones son altamente críticas se debe registrar en el formulario de mermas los productos con sus
respectivas cantidades. Como segunda etapa, se debe llevar los productos mermados a la sala de mermas,
donde la jefa de mermas se encarga de contabilizar y registrar merma en el sistema SAP, enseguida
imprime comprobante de merma. El encargado de merma de la sección demandante debe verificar que los
registros ingresados en el sistemas coinciden con lo que él había anotado anteriormente, en caso de que
todo este correcto, procede a depositar la mermas en bolsas plásticas para su posterior eliminación en el
compactador, en caso contrario se debe corregir observaciones e imprimir nuevamente el comprobante de
mermas.
Figura 4.36: Procesos de mermas de productos Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia

78
4.2.3 Identificación de los puntos críticos en el departamento de Panadería de Jumbo Puerto Montt.
A través de la observación directa, revisión de los registros, entrevistas y diagramación de actividades, se
determinaron ciertos puntos críticos que intervienen en el proceso de planificación de producción del
departamento de Panadería del Supermercado Jumbo Puerto Montt, los cuales se nombran a continuación:
Un punto crítico es la fiscalización de las fechas de vencimiento de los insumos a utilizar para la elaboración
de los productos, pues de este modo, si no se realiza con previa revisión puede afectar netamente la calidad
de los productos, lo cual traería como consecuencia la merma de la producción, ya que no se considera
apta para la venta según los estándares de calidad que persigue la organización hacia sus clientes.
Por otro lado se tiene el proceso de salinidad de los productos, éste tiene que ser guiado conforme a las
proporciones que establece las fichas técnicas de los productos, ya que de ésta depende que los productos
tengan un buen grado de sal, pues si es que se pasa de proporciones, inmediatamente debe ser mermada
la producción.
Al no tener un punto de redes informáticas la sección de Panadería, se hace complicado obtener reportes
de gestión de stock, producción, ventas, fichas técnicas y planillas de control de calidad en un rápido tiempo
de respuesta, es por ello que muchas veces se cometen errores en los procesos, ya que al recurrir a las
otras unidades que se relacionan con la sección, al estar ocupadas, se tiene un tiempo de respuesta lento,
lo que perjudica los procesos de planificación en el departamento de panadería, repercutiendo así muchas
veces en tener stock de insumos con fechas vencidas y/o planillas de trazabilidades incompletas.
4.2.4 Determinación de la situación actual del departamento involucrado en el estudio.
De acuerdo a la información recopilada y posteriormente analizada, se pudo determinar la situación actual
del departamento de Panadería del Supermercado Jumbo Puerto Montt. En la tabla 4.10, se muestra los
productos de tipo A, que fueron seleccionados después de efectuar el análisis de Pareto de las ventas
efectuadas durante el año 2015 (ver anexo D). Estos productos sumaron 473.272 kg en venta durante el
año señalado. En la figura 4.37, se puede apreciar el impacto que tienen en ventas los productos: Hallulla
Jumbo kg y Marraqueta Jumbo kg, obteniendo una distribución de un 41 % y 30 % respectivamente sobre
el total de ventas de los productos tipo A.
Tabla 4.10: Productos ABC Panadería Supermercado Jumbo Puerto Montt.
Productos Ventas kg
BAGUETTE RUSTICO JUMBO 10.367
CROISSANT GRANDE JUMBO V2 23.270
DOBLADA JUMBO V2 KG 9.090
HALLULLA ESPECIAL JUMBO KG 10.414

79
HALLULLA JUMBO KG. 193.943
MARRAQUETA JUMBO KG 143.595
MOLDE ALEMAN BLANCO JUMBO ARTESANAL 750 15.163
MOLDE GRANDE JUMBO 1000GR 8.154
PAN AMASADO JUMBO KG. 8.471
PAN CIABATTA RUSTICO JUMBO KG 10.595
PAN COLIZAS JUMBO KG. 13.969
PAN HAMBURGUESA JUMBO KG. 7.463
PAN HOT DOG JUMBO KG. 18.778
Total general 473.272
Fuente: Elaboración propia.
Figura 4.37: Distribución de ventas de productos Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
En la tabla 4.11, se ilustra la cantidad kilos que fueron mermados durante el año 2015 de los productos
seleccionados mediante la metodología de Pareto, es así que en dicha tabla se muestra el precio de venta
de cada especie de producto, logrando así valorar de forma monetaria la merma anual, siendo ésta un
monto de $ 18.415.761.
Es así, que con una participación de un 27,6 % de Hallulla Jumbo kg y un 23,1 % de Marraqueta Jumbo kg
sobre el monto total de merma anual, converge en que son los productos con mayor merma en kilos y así
mismo en dinero, sumando entre ambos una cantidad de $ 9.338.946.

80
Tabla 4.11: Cantidad mermada de productos ABC durante el 2015.
Productos Mermas (kg)
Precio de Venta (kg)
Mermas ($) %
BAGUETTE RUSTICO JUMBO UN 750 $ 689 $ 516.750 2,8 %
CROISSANT GRANDE JUMBO V2 UN 1.755 $ 1.445 $ 2.353.975 13,8 %
DOBLADA JUMBO V2 KG 490 $ 1.889 $ 925.610 5 %
HALLULLA ESPECIAL JUMBO KG 870 $ 1.289 $ 1.121.430 6,1 %
HALLULLA JUMBO KG. 4.854 $ 1.049 $ 5.091.846 27,6 %
MARRAQUETA JUMBO KG 3.900 $ 1.089 $ 4.247.100 23,1%
MOLDE ALEMAN BLANCO JUMBO ARTESANAL 750 285 $ 2.998 $ 854.430 4,6 %
MOLDE GRANDE JUMBO 1000GR 50 $ 1.589 $ 79.450 0,4 %
PAN AMASADO JUMBO KG. 567 $ 1.389 $ 787.563 4,3 %
PAN CIABATTA RUSTICO JUMBO KG 539 $ 1.989 $ 1.072.071 5,8 %
PAN COLIZAS JUMBO KG. 125 $ 1.229 $ 153.625 0,8 %
PAN HAMBURGUESA JUMBO KG. 398 $ 1.289 $ 513.022 2,8 %
PAN HOT DOG JUMBO KG. 401 $ 1.289 $516.889 2,8 %
Total general 14.984 $ 18.415.761
Fuente: Elaboración propia.
4.3 DISEÑO DE LA SOLUCIÓN 4.3.1 Definición de un pronóstico de la demanda y períodos de tiempo en que se analizará
ésta respecto a los productos del departamento en estudio.
Al analizar el método actual de pronóstico de demanda en el departamento de Panadería de
Supermercados Jumbo sucursal Puerto Montt, se determinó que se utiliza un modelo algo informal, es
decir, se realiza el supuesto de que la demanda del período anterior es equivalente a la demanda actual,
es decir, se supone que la demanda de la semana 1 del año 2015 es equivalente a la demanda de la
semana 1 del año 2016.
Por lo tanto, se consideró que este método no es el adecuado para pronosticar las demandas futuras debido
que existen variaciones en el comportamiento de la curva de la demanda, si bien el personal de la sección
en estudio conoce el carácter estacional de la demanda, desconoce el leve patrón de aleatoriedad de las
series de tiempo conforme a las semanas.
Para iniciar el análisis de la demanda de los productos tipo A (ver Anexo D), se seleccionó los que mayor
ponderación tuvieron en este grupo seleccionados mediante la metodología de Pareto, es decir se
consideró a la Hallulla Jumbo kg y Marraqueta Jumbo kg, representados por un 33,05 % y 24,47 %
respectivamente, cuya frecuencia relativa acumulada representa el 57,52 % del 80 % de los producto tipo
A.
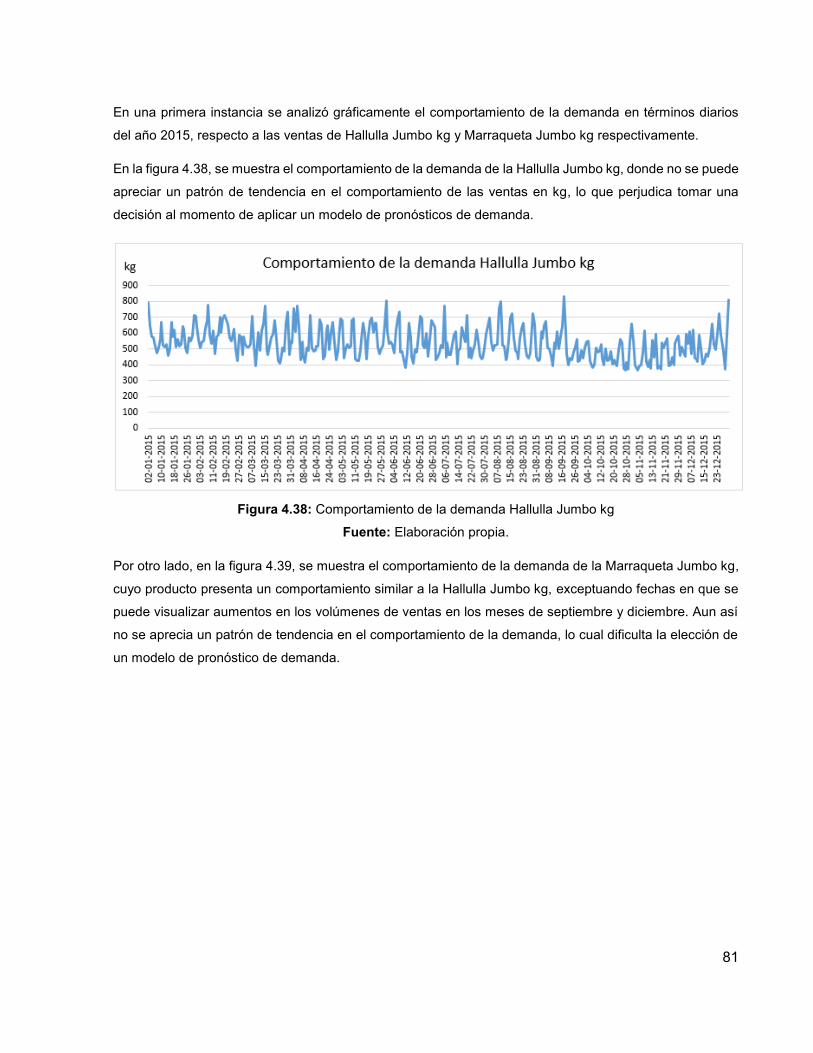
81
En una primera instancia se analizó gráficamente el comportamiento de la demanda en términos diarios
del año 2015, respecto a las ventas de Hallulla Jumbo kg y Marraqueta Jumbo kg respectivamente.
En la figura 4.38, se muestra el comportamiento de la demanda de la Hallulla Jumbo kg, donde no se puede
apreciar un patrón de tendencia en el comportamiento de las ventas en kg, lo que perjudica tomar una
decisión al momento de aplicar un modelo de pronósticos de demanda.
Figura 4.38: Comportamiento de la demanda Hallulla Jumbo kg
Fuente: Elaboración propia.
Por otro lado, en la figura 4.39, se muestra el comportamiento de la demanda de la Marraqueta Jumbo kg,
cuyo producto presenta un comportamiento similar a la Hallulla Jumbo kg, exceptuando fechas en que se
puede visualizar aumentos en los volúmenes de ventas en los meses de septiembre y diciembre. Aun así
no se aprecia un patrón de tendencia en el comportamiento de la demanda, lo cual dificulta la elección de
un modelo de pronóstico de demanda.
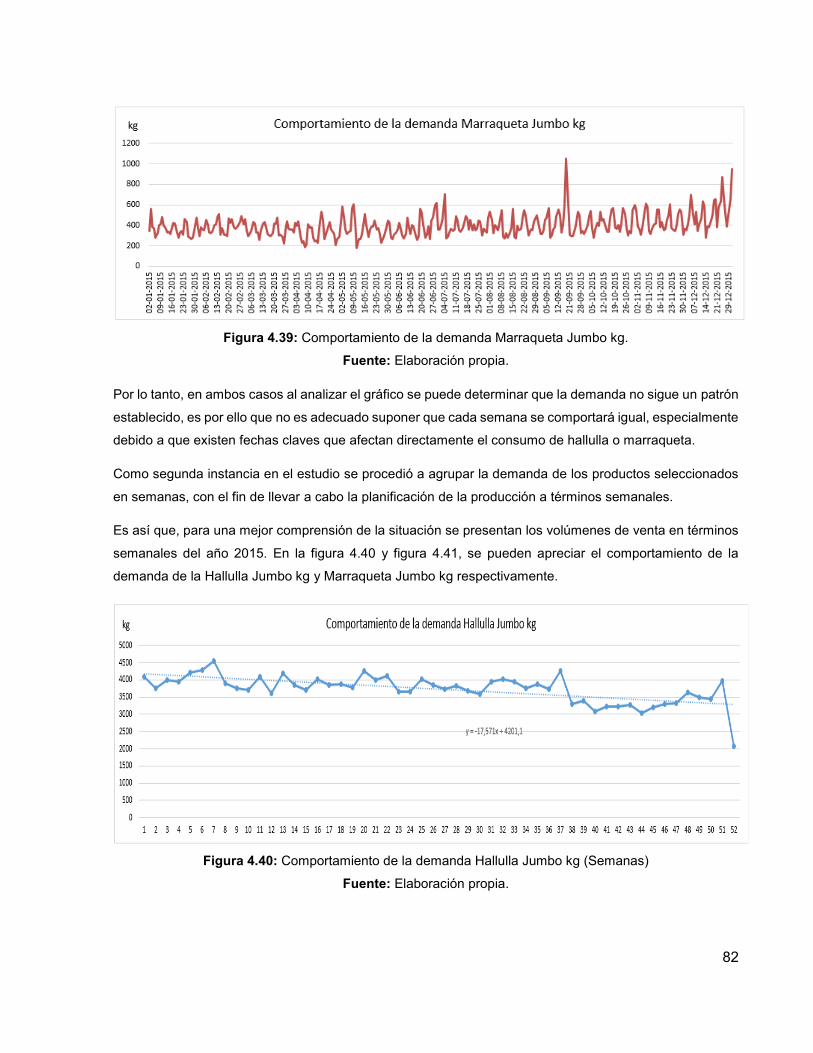
82
Figura 4.39: Comportamiento de la demanda Marraqueta Jumbo kg.
Fuente: Elaboración propia.
Por lo tanto, en ambos casos al analizar el gráfico se puede determinar que la demanda no sigue un patrón
establecido, es por ello que no es adecuado suponer que cada semana se comportará igual, especialmente
debido a que existen fechas claves que afectan directamente el consumo de hallulla o marraqueta.
Como segunda instancia en el estudio se procedió a agrupar la demanda de los productos seleccionados
en semanas, con el fin de llevar a cabo la planificación de la producción a términos semanales.
Es así que, para una mejor comprensión de la situación se presentan los volúmenes de venta en términos
semanales del año 2015. En la figura 4.40 y figura 4.41, se pueden apreciar el comportamiento de la
demanda de la Hallulla Jumbo kg y Marraqueta Jumbo kg respectivamente.
Figura 4.40: Comportamiento de la demanda Hallulla Jumbo kg (Semanas)
Fuente: Elaboración propia.

83
Figura 4.41: Comportamiento de la demanda Marraqueta Jumbo kg (Semanas)
Fuente: Elaboración propia.
En ambos casos los datos tendieron a estabilizarse y fue más apreciable un patrón de tendencia, ya que
el rango de datos es más ampliado, en el caso de la Hallulla Jumbo kg (ver figura 4.40) es apreciable una
tendencia que va disminuyendo conforme transcurrían los días, mientras tanto en el caso de la Marraqueta
Jumbo kg (ver figura 4.41), la tendencia apunta a que conforme transcurrían los días iba aumentando en
ventas.
Por otro lado, cuando se mide una variable a través del tiempo, con frecuencia está correlacionada consigo
misma cuando se desfasa uno o más períodos, es por ello que se calculó el coeficiente de autocorrelación
entre las demandas de las semanas estudiadas para la Hallulla Jumbo kg y Marraqueta Jumbo kg.
En la tabla 4.12, se muestra un extracto del Anexo H, donde se calculó la autocorrelación de orden 1 entre
las demandas semanales del producto Hallulla Jumbo kg. Como se muestra en el Anexo H, se calculó el
promedio de la demanda real [Yt prom] considerando las 52 semanas del año 2015, para luego efectuar
los cálculos siguientes que se ilustran en el extracto mostrado en la tabla 4.12. Asimismo en el Anexo H
también se muestra que se desarrolló la sumatoria de los ítems [Yt-Yprom]^2 y [Yt-Yprom]*[Yt-1-Yprom] y
su respectiva división para luego poder obtener el coeficiente de autocorrelación de las variables en estudio.
Por lo tanto, a partir del desarrollo de la ecuación anteriormente mostrada se pudo llegar a obtener el
coeficiente de autocorrelación para el producto Hallula Jumbo kg, el cual dio como resultado r = 0,36, es
decir, un 36 % de correlación entre las variables intrasemanales, lo que se traduce en que se puede

84
desarrollar un modelo de pronósticos con los datos registrados históricamente del año 2015 de la Panadería
Supermercado Jumbo Puerto Montt.
Mientras tanto, para el producto Marraqueta Jumbo kg, se utilizó la misma metodología aplicada al producto
de Hallulla Jumbo kg descrito anteriormente. Es por ello, que en el Anexo I, se muestra el detalle del
desarrollo de las operaciones realizadas para lograr llegar al coeficiente de autocorrelación, el cual para
este caso dio como resultado un r = 0,24, es decir un 24 % de correlación entre las variables
intrasemanales, lo que conlleva a poder desarrollar un pronóstico de demanda.
Tabla 4.12: Extracto análisis autocorrelación Hallulla Jumbo kg.
Semanas Demanda Real kg [Yt prom]
Yt-1 (Yt-Yprom) (Yt-1 -Yprom) (Yt-Yprom)2 (Yt-Yprom)(Yt-1 - Yprom)
1 4090 354,56 125711,16 0,00
2 3752 4090 16,56 354,56 274,16 5870,66
3 3992 3752 256,56 16,56 65821,85 4248,00
4 3961 3992 225,56 256,56 50876,27 57868,56
5 4227 3961 491,56 225,56 241628,96 110874,62
6 4299 4227 563,56 491,56 317597,27 277021,12
7 4563 4299 827,56 563,56 684851,73 466376,50
8 3894 4563 158,56 827,56 25140,54 131215,64
9 3766 3894 30,56 158,56 933,77 4845,16
10 3717 3766 -18,44 30,56 340,12 -563,55
Fuente: Elaboración propia.
Para llevar a cabo la aplicación de un modelo de pronóstico de demanda para ambos productos se
compararon los siguientes métodos:
Método de promedio móvil simple:
Al analizar el comportamiento de las series de tiempo pronosticadas mediante el método de promedio móvil
simple se puede apreciar el desplazamiento de la curva de demanda con respecto a la serie original,
generando períodos de alta demanda donde originalmente se presentaban bajos, además se puede
apreciar la suavización de la aleatoriedad y la estacionalidad de los datos, obteniendo como resultado una
serie más homogénea.
En la figura 4.42 y 4.43, se muestra la distribución que adopta la curva del pronóstico de promedio móvil
simple para la Hallulla Jumbo kg y Marraqueta Jumbo kg, respectivamente. El pronóstico fue realizado con
un período de 4 semanas para realizar los cálculos, es decir, se pronosticó la quinta semana a partir de la
suma de la demanda medida durante las últimas 4 semanas y dividiéndola entre 4, en otras palabras sería
el promedio, lo cual se efectúo sucesivamente para las demás semanas, hasta llegar a la semana 52 año.
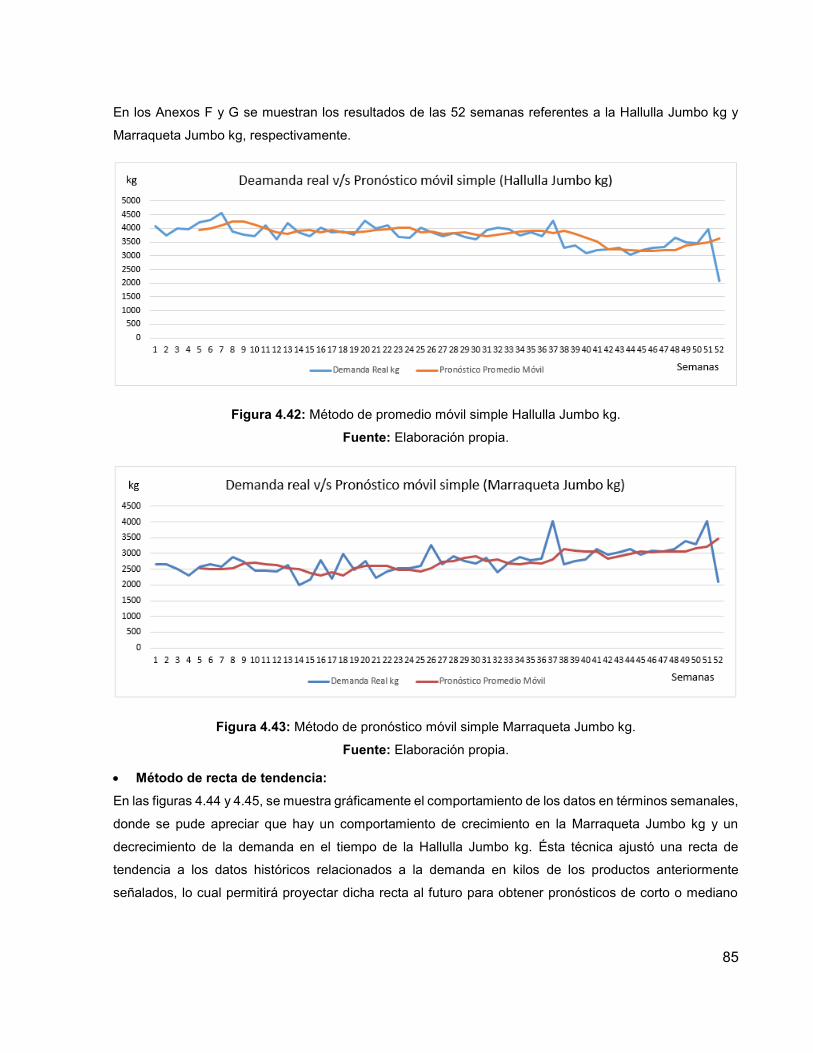
85
En los Anexos F y G se muestran los resultados de las 52 semanas referentes a la Hallulla Jumbo kg y
Marraqueta Jumbo kg, respectivamente.
Figura 4.42: Método de promedio móvil simple Hallulla Jumbo kg.
Fuente: Elaboración propia.
Figura 4.43: Método de pronóstico móvil simple Marraqueta Jumbo kg.
Fuente: Elaboración propia.
Método de recta de tendencia: En las figuras 4.44 y 4.45, se muestra gráficamente el comportamiento de los datos en términos semanales,
donde se pude apreciar que hay un comportamiento de crecimiento en la Marraqueta Jumbo kg y un
decrecimiento de la demanda en el tiempo de la Hallulla Jumbo kg. Ésta técnica ajustó una recta de
tendencia a los datos históricos relacionados a la demanda en kilos de los productos anteriormente
señalados, lo cual permitirá proyectar dicha recta al futuro para obtener pronósticos de corto o mediano
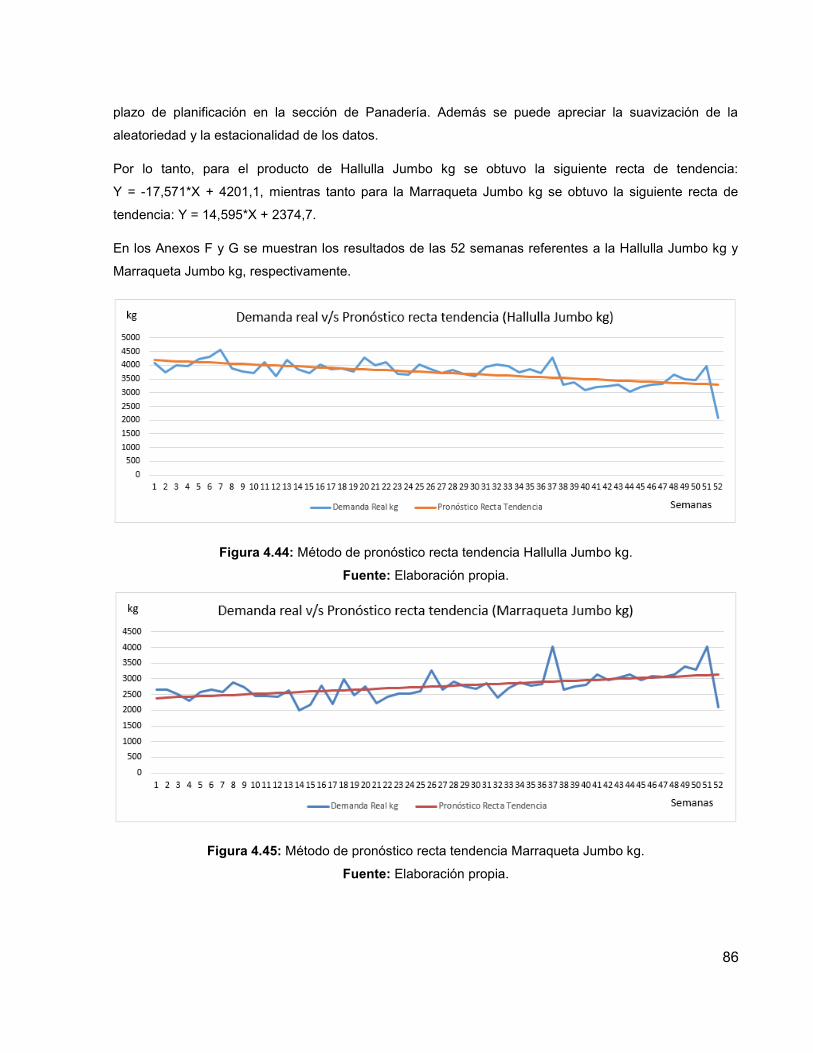
86
plazo de planificación en la sección de Panadería. Además se puede apreciar la suavización de la
aleatoriedad y la estacionalidad de los datos.
Por lo tanto, para el producto de Hallulla Jumbo kg se obtuvo la siguiente recta de tendencia:
Y = -17,571*X + 4201,1, mientras tanto para la Marraqueta Jumbo kg se obtuvo la siguiente recta de
tendencia: Y = 14,595*X + 2374,7.
En los Anexos F y G se muestran los resultados de las 52 semanas referentes a la Hallulla Jumbo kg y
Marraqueta Jumbo kg, respectivamente.
Figura 4.44: Método de pronóstico recta tendencia Hallulla Jumbo kg.
Fuente: Elaboración propia.
Figura 4.45: Método de pronóstico recta tendencia Marraqueta Jumbo kg.
Fuente: Elaboración propia.
87
Indicadores estadísticos:
Para poder decidir que método de pronóstico de demanda utilizar para el futuro desarrollo de la planificación
agregada de la producción se consideraron indicadores estadísticos de pronósticos, tales como: Desviación
Absoluta Media (DAM), Error Cuadrático Medio (ECM) y Error Porcentual Medio (EPM).
Lo que se quería visualizar con estos indicadores era llegar a medir la precisión de los pronósticos
realizados, mediante la acción de promediar las magnitudes de los errores de pronósticos (valores
absolutos de cada error) y lograr también poder medir el error de los pronósticos de las mismas unidades
de la serie original, esto se hizo aplicando el método DAM para cada semana desde enero a diciembre de
año 2015.
En la tabla 4.13, se muestran los resultados obtenidos de cada indicador para cada modelo de pronóstico
utilizado. La primera medición del error global de pronóstico para los modelos desarrollados fue la
Desviación Absoluta Media (DAM). Su valor se calculó sumando los valores absolutos de los errores
individuales del pronóstico y dividiendo el resultado entre el número de periodos de datos (n).
DAM =∑|𝑅𝑒𝑎𝑙 − 𝑃𝑟𝑜𝑛ó𝑠𝑡𝑖𝑐𝑜|
𝑛
Es así que para el modelo de pronóstico de recta tendencia se obtuvo un DAM de 236,56 y 230,27 para la
Hallulla Jumbo kg y Marraqueta Jumbo kg, respectivamente. Por otro lado, para el modelo de promedio
móvil simple se obtuvo un DAM de 251,9 y 262,33 para la Hallulla Jumbo kg y Marraqueta Jumbo kg,
respectivamente.
Una segunda forma de medir el error global de pronóstico fue realizar el cálculo del Error Cuadrático Medio
(ECM) para ambos modelos desarrollados. El ECM es el promedio de los cuadrados de las diferencias
encontradas entre los valores pronosticados y los observados, lo cual se calculó mediante la siguiente
fórmula:
ECM =∑(𝐸𝑟𝑟𝑜𝑟𝑒𝑠 𝑑𝑒 𝑝𝑟𝑜𝑛ó𝑠𝑡𝑖𝑐𝑜)2
𝑛
De este indicador se pudo obtener para el modelo de pronóstico de recta tendencia un ECM de 98051,16
y 53025,16 para la Hallulla Jumbo kg y Marraqueta Jumbo kg, respectivamente. Mientras que para el
modelo de pronóstico promedio móvil simple se obtuvo un ECM de 127692,97 y 68818,78 para la Hallulla
Jumbo kg y Marraqueta Jumbo kg, respectivamente.
Finalmente como una tercera forma de medir el error global de pronóstico se aplicó el indicador del Error
Porcentual Absoluto Medio (EPAM). Éste se calculó como el promedio de las diferencias absolutas
encontradas entre los valores pronosticados y los reales, y se expresó como un porcentaje de los valores

88
reales. Es decir, se pronosticaron n periodos y los valores reales correspondieron a esa misma cantidad
de periodos, el EPAM se calculó como:
EPAM =∑ 100|𝑅𝑒𝑎𝑙𝑖 − 𝑃𝑟𝑜𝑛ó𝑠𝑡𝑖𝑐𝑜𝑖|/𝑅𝑒𝑎𝑙𝑖
𝑛𝑖=1
𝑛
Finalmente, de acuerdo a todos los indicadores estadísticos señalados anteriormente y presentados a
modo de resumen en la tabla 4.13, se puede visualizar que el modelo de pronóstico de demanda que
presenta mejores valores en los indicadores tanto para la Hallulla Jumbo kg como para la Marraqueta
Jumbo kg es el método de pronóstico de recta tendencia, es por ello que más adelante en el estudio se
utilizará éste tipo de pronóstico para lograr desarrollar la planificación agregada de producción de la sección
de Panadería del Supermercado Jumbo sucursal Puerto Montt.
Tabla 4.13: Indicadores estadísticos para métodos de pronósticos de demanda.
Productos Promedio Demanda Real (kg) Año 2015
PRONÓSTICO RECTA TENDENCIA PRONÓSTICO PROMEDIO MÓVIL SIMPLE
Desviación Absoluta
Media [kg]
Error Cuadrático Medio [kg]
Error Porcentual Medio [kg]
Desviación Absoluta
Media [kg]
Error Cuadrático Medio [kg]
Error Porcentual absoluto Medio[kg]
Hallulla Jumbo kg
3735,44 236,56 98051,16 7% 251,9 127692,97 7%
Marraqueta Jumbo kg
2761,44 230,27 53025,16 9% 262,33 68818,78 10%
Fuente: Elaboración propia.
Por otro lado, se estudió el comportamiento que posee la merma operativa generada por los productos
Hallulla Jumbo kg y Marraqueta Jumbo kg, es por ello, que en las figuras 4.46 y 4.47, se muestra la
distribución de los datos obtenidos a partir de los kilos de mermas producidos semanalmente. En dichas
figuras se puede apreciar que el comportamiento de los datos es irregular, es decir, no se puede visualizar
un patrón de comportamiento.

89
Figura 4.46: Distribución mermas Hallulla Jumbo kg
Fuente: Elaboración propia.
Figura 4.47: Distribución mermas Marraqueta Jumbo kg.
Fuente: Elaboración propia.
En una segunda instancia con el fin de determinar la factibilidad de usar un modelo para minimizar la merma
operativa de los productos en estudio, se procedió a efectuar un análisis de autocorrelación entre las
variables del registro de mermas del año 2015.
Tabla 4.14: Extracto análisis de autocorrelación mermas Hallulla Jumbo kg.
Semanas Mermas (kg) Abs Yt-1 (Yt -Yprom) (Yt-1 -Yprom) (Yt -Yprom)2 (Yt-Yprom)(Yt-1 - Yprom)
1 -81 81 -14,18 200,97 0,00
3 -111 111 81 15,82 -14,18 250,38 -224,32
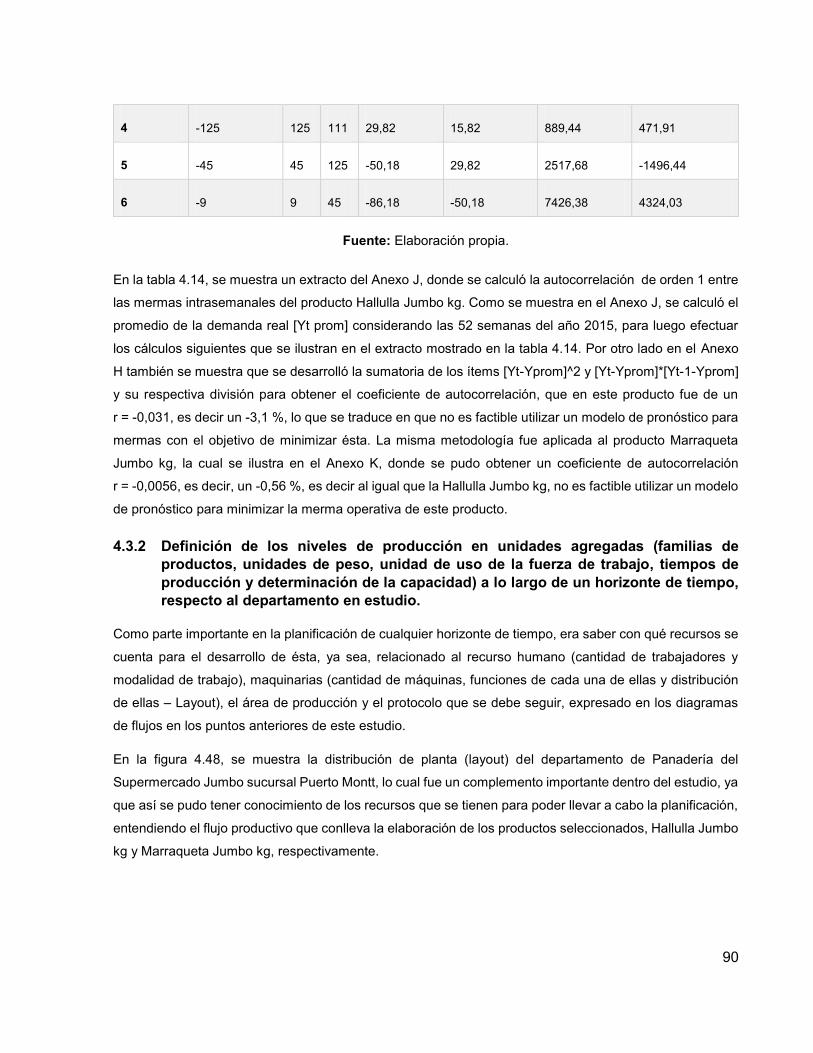
90
4 -125 125 111 29,82 15,82 889,44 471,91
5 -45 45 125 -50,18 29,82 2517,68 -1496,44
6 -9 9 45 -86,18 -50,18 7426,38 4324,03
Fuente: Elaboración propia.
En la tabla 4.14, se muestra un extracto del Anexo J, donde se calculó la autocorrelación de orden 1 entre
las mermas intrasemanales del producto Hallulla Jumbo kg. Como se muestra en el Anexo J, se calculó el
promedio de la demanda real [Yt prom] considerando las 52 semanas del año 2015, para luego efectuar
los cálculos siguientes que se ilustran en el extracto mostrado en la tabla 4.14. Por otro lado en el Anexo
H también se muestra que se desarrolló la sumatoria de los ítems [Yt-Yprom]^2 y [Yt-Yprom]*[Yt-1-Yprom]
y su respectiva división para obtener el coeficiente de autocorrelación, que en este producto fue de un
r = -0,031, es decir un -3,1 %, lo que se traduce en que no es factible utilizar un modelo de pronóstico para
mermas con el objetivo de minimizar ésta. La misma metodología fue aplicada al producto Marraqueta
Jumbo kg, la cual se ilustra en el Anexo K, donde se pudo obtener un coeficiente de autocorrelación
r = -0,0056, es decir, un -0,56 %, es decir al igual que la Hallulla Jumbo kg, no es factible utilizar un modelo
de pronóstico para minimizar la merma operativa de este producto.
4.3.2 Definición de los niveles de producción en unidades agregadas (familias de productos, unidades de peso, unidad de uso de la fuerza de trabajo, tiempos de producción y determinación de la capacidad) a lo largo de un horizonte de tiempo, respecto al departamento en estudio.
Como parte importante en la planificación de cualquier horizonte de tiempo, era saber con qué recursos se
cuenta para el desarrollo de ésta, ya sea, relacionado al recurso humano (cantidad de trabajadores y
modalidad de trabajo), maquinarias (cantidad de máquinas, funciones de cada una de ellas y distribución
de ellas – Layout), el área de producción y el protocolo que se debe seguir, expresado en los diagramas
de flujos en los puntos anteriores de este estudio.
En la figura 4.48, se muestra la distribución de planta (layout) del departamento de Panadería del
Supermercado Jumbo sucursal Puerto Montt, lo cual fue un complemento importante dentro del estudio, ya
que así se pudo tener conocimiento de los recursos que se tienen para poder llevar a cabo la planificación,
entendiendo el flujo productivo que conlleva la elaboración de los productos seleccionados, Hallulla Jumbo
kg y Marraqueta Jumbo kg, respectivamente.
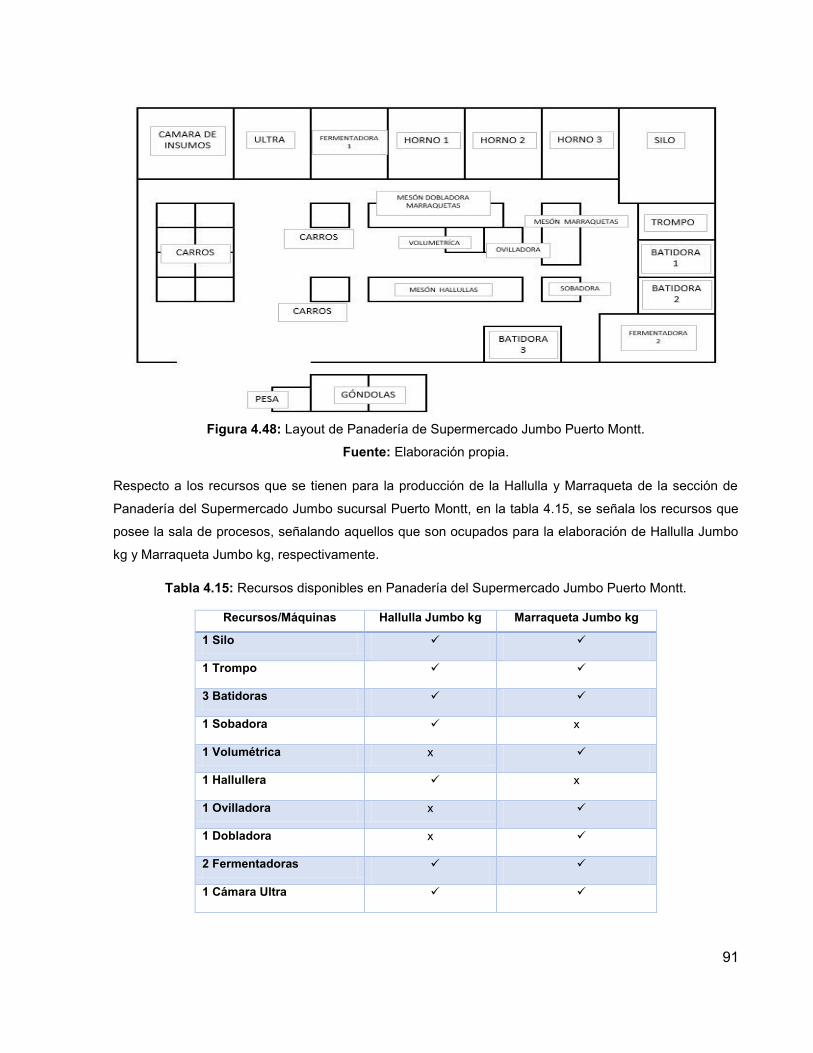
91
Figura 4.48: Layout de Panadería de Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
Respecto a los recursos que se tienen para la producción de la Hallulla y Marraqueta de la sección de
Panadería del Supermercado Jumbo sucursal Puerto Montt, en la tabla 4.15, se señala los recursos que
posee la sala de procesos, señalando aquellos que son ocupados para la elaboración de Hallulla Jumbo
kg y Marraqueta Jumbo kg, respectivamente.
Tabla 4.15: Recursos disponibles en Panadería del Supermercado Jumbo Puerto Montt.
Recursos/Máquinas Hallulla Jumbo kg Marraqueta Jumbo kg
1 Silo
1 Trompo
3 Batidoras
1 Sobadora x
1 Volumétrica x
1 Hallullera x
1 Ovilladora x
1 Dobladora x
2 Fermentadoras
1 Cámara Ultra
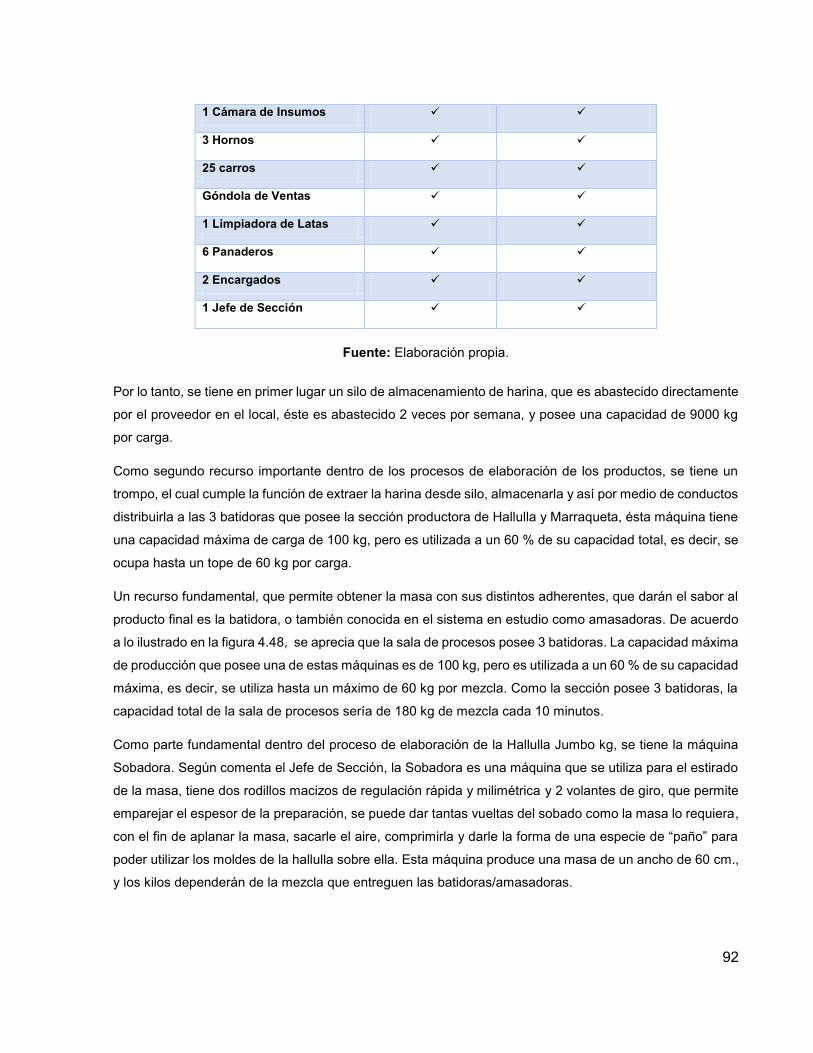
92
1 Cámara de Insumos
3 Hornos
25 carros
Góndola de Ventas
1 Limpiadora de Latas
6 Panaderos
2 Encargados
1 Jefe de Sección
Fuente: Elaboración propia.
Por lo tanto, se tiene en primer lugar un silo de almacenamiento de harina, que es abastecido directamente
por el proveedor en el local, éste es abastecido 2 veces por semana, y posee una capacidad de 9000 kg
por carga.
Como segundo recurso importante dentro de los procesos de elaboración de los productos, se tiene un
trompo, el cual cumple la función de extraer la harina desde silo, almacenarla y así por medio de conductos
distribuirla a las 3 batidoras que posee la sección productora de Hallulla y Marraqueta, ésta máquina tiene
una capacidad máxima de carga de 100 kg, pero es utilizada a un 60 % de su capacidad total, es decir, se
ocupa hasta un tope de 60 kg por carga.
Un recurso fundamental, que permite obtener la masa con sus distintos adherentes, que darán el sabor al
producto final es la batidora, o también conocida en el sistema en estudio como amasadoras. De acuerdo
a lo ilustrado en la figura 4.48, se aprecia que la sala de procesos posee 3 batidoras. La capacidad máxima
de producción que posee una de estas máquinas es de 100 kg, pero es utilizada a un 60 % de su capacidad
máxima, es decir, se utiliza hasta un máximo de 60 kg por mezcla. Como la sección posee 3 batidoras, la
capacidad total de la sala de procesos sería de 180 kg de mezcla cada 10 minutos.
Como parte fundamental dentro del proceso de elaboración de la Hallulla Jumbo kg, se tiene la máquina
Sobadora. Según comenta el Jefe de Sección, la Sobadora es una máquina que se utiliza para el estirado
de la masa, tiene dos rodillos macizos de regulación rápida y milimétrica y 2 volantes de giro, que permite
emparejar el espesor de la preparación, se puede dar tantas vueltas del sobado como la masa lo requiera,
con el fin de aplanar la masa, sacarle el aire, comprimirla y darle la forma de una especie de “paño” para
poder utilizar los moldes de la hallulla sobre ella. Esta máquina produce una masa de un ancho de 60 cm.,
y los kilos dependerán de la mezcla que entreguen las batidoras/amasadoras.

93
Una vez que se tiene la consistencia de la masa requerida en la sobadora, se da paso a los procesos de
la hallullera, máquina que cumple la función de dar el molde definido a la masa. Esta máquina tiene un
ancho de 65 cm y puede producir 60 hallullas por tanda.
El encargado de turno, señala que para el proceso de elaboración del producto de Marraqueta Jumbo kg,
es importante contar con las máquinas: volumétrica y ovilladora. En primer lugar, se tiene la volumétrica la
cual cumple la función de dar una consistencia a la masa en forma de “bola”, con el fin de que se logre una
textura deseada para el producto, ésta máquina tiene una capacidad de 30 kg por carga, una vez que se
ha cumplido esta etapa se da paso a la maquina divisora, también conocida en el sistema como ovilladora,
la cual cumple la tarea de bolear la masa, sustituyendo el trabajo manual a través de un sistema
mecanizado. El sistema boleador de masas es controlado por medio de una palanca que regula la velocidad
de boleado. Esta máquina tiene una capacidad de producción de 28 ovillos por carga. Los kilos entrantes
dependerán de la máquina antecesora, es decir la volumétrica.
Para terminar con los procesos de moldeos de la Marraqueta, se tiene la máquina dobladora, la cual tiene
el propósito de dar la forma definitiva al producto señalado, por medio de la unión de 2 ovillos, donde esta
máquina interviene dando el doblez definitivo para que el producto quedé dividido en 4 partes. Tiene una
capacidad de 14 marraquetas cada 5 minutos.
De acuerdo a lo mostrado en la figura 4.48, se tiene en la sección 2 cámaras fermentadoras, según comenta
el Jefe de Sección, la fermentación es uno de los factores que más influye en la calidad del producto, estos
equipos cumplen la función de fermentar los productos de manera igual y homogénea, por medio del control
de la temperatura, la cual deber ser igual en cualquier punto de la cámara, de esta manera todo el producto
que está fermentando en su interior recibirá la misma cantidad de calor y esto producirá piezas con el
mismo volumen. Por otro lado, se debe controlar las condiciones de humedad relativa, que al igual que la
temperatura, debe cumplir los mismos requerimientos de igualdad en el interior de la cámara, es así que si
este factor de igualdad no es correcto producirá piezas resecas con una indeseable corteza. Estos equipos
tienen una capacidad de 8 carros por cámara, por lo tanto contabilizando las dos cámaras, se puede señalar
que el sistema posee una capacidad de fermentación de 16 carros por carga.
En el caso que se tenga que efectuar sobreproducción se debe utilizar la cámara ultra para los procesos
de fermentación, ésta máquina tiene una capacidad de 3 carros cada 20 minutos.
Respecto al almacenamiento de insumos, estos requieren estar a una temperatura entre -1 °C a 0 °C, el
sistema posee una cámara para efectuar estas funciones, este recurso posee una capacidad total de 25
metros cúbicos, descontando el pasillo de tránsito, el cual ocupa una capacidad de 7 metros cúbicos, se
tiene una capacidad de almacenamiento efectiva de 18 metros cúbicos, es decir un 72 % de la capacidad
total de almacenamiento.

94
Por otro lado, para llevar a cabo los procesos de cocción de los productos, la sala de procesos posee 3
hornos de características rotativas de cocción, estos poseen las siguientes medidas: de frente 1,4 m., de
fondo 1,7 m., y de altura 2,4 m., es decir ocupan una superficie de 2,38 metros cuadrados. Cada horno
tiene capacidad de un carro por carga de cocción, es así que el tiempo de cocción dependerá del producto
que se requiera elaborar.
Como recurso fundamental para efectuar el movimiento de la producción, se tiene los carros con las
respectivas latas de soporte de las elaboraciones. El sistema posee 25 carros, cada uno tiene una
capacidad para 18 latas de acero inoxidable de 80 cm. x 80 cm., es decir se cuentan con 450 latas para
llevar a cabo la producción. Se considera que cada lata entrega una producción de 2,5 kg
aproximadamente, ya sea de Hallulla o Marraqueta respectivamente.
Por último para finalizar con los recursos fundamentales que posee la sección en estudio, se tienen las
góndolas de ventas para los productos que se elaboran, en este caso Hallulla y Marraqueta
respectivamente. Cada góndola de venta tiene una capacidad de almacenamiento de 10 latas de
producción, las cuales son abastecidas cada 30 minutos aproximadamente.
Respecto al recurso fundamental del departamento en estudio, guarda relación con el personal que se tiene
disponible para la producción de los productos. Se tiene como planilla de trabajadores 6 panaderos por
turno, 2 encargos y 1 Jefe de sección, se trabaja por turnos rotativos, los cuales son de 07:30 h. a 15:30 h.
y de 15:00 h. a 22:30 h. por los 7 días de la semana, los cuales tienen un día libre a la semana y dos
domingos al mes. Los trabajadores cuentan con 30 minutos de almuerzo y con 15 minutos de planificación
al comenzar el turno. Por lo tanto, a partir de lo señalado se puede efectuar el cálculo del tiempo perdido:
Tolerancia de tiempo perdido, que en este caso es determinado por el tiempo de colación + tiempo de
reunión a comienzo del turno = 30 min. + 15 min. = 45 min., lo cual se traduce a una tolerancia del 9,4 %
para el tiempo personal [0,094*480 min] = 45 min.
La estimación de la capacidad se obtiene bajo el levantamiento de información de que la sección en estudio
actualmente está trabajando con 2 turnos de 8 horas por los 7 días de la semana, por lo tanto, la capacidad
de las instalaciones de la planta que definida en la tabla 4.16.
Tabla 4.16: Capacidad de las instalaciones en horas.
Turno Horas Semana [h]
Mes (30 días) [h]
Año [h]
1 8 56 240 2880
2 16 112 480 5760
Fuente: Elaboración propia.
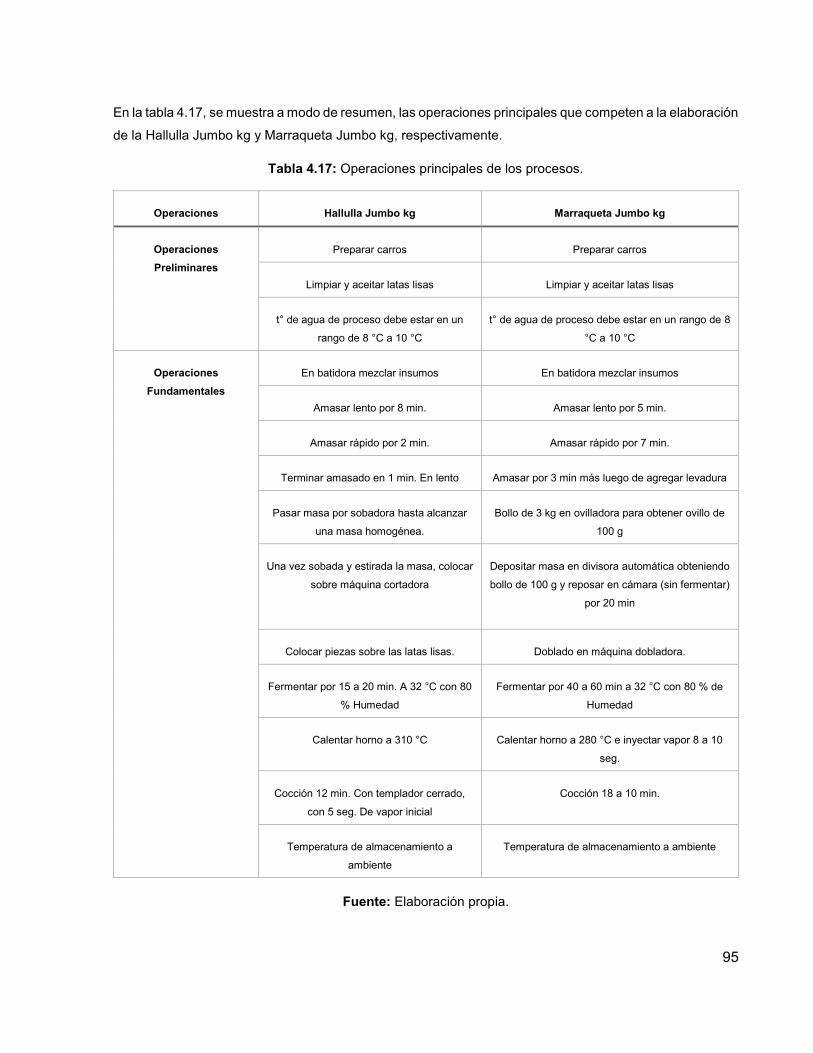
95
En la tabla 4.17, se muestra a modo de resumen, las operaciones principales que competen a la elaboración
de la Hallulla Jumbo kg y Marraqueta Jumbo kg, respectivamente.
Tabla 4.17: Operaciones principales de los procesos.
Operaciones Hallulla Jumbo kg Marraqueta Jumbo kg
Operaciones Preliminares
Preparar carros Preparar carros
Limpiar y aceitar latas lisas Limpiar y aceitar latas lisas
t° de agua de proceso debe estar en un
rango de 8 °C a 10 °C
t° de agua de proceso debe estar en un rango de 8
°C a 10 °C
Operaciones Fundamentales
En batidora mezclar insumos En batidora mezclar insumos
Amasar lento por 8 min. Amasar lento por 5 min.
Amasar rápido por 2 min. Amasar rápido por 7 min.
Terminar amasado en 1 min. En lento Amasar por 3 min más luego de agregar levadura
Pasar masa por sobadora hasta alcanzar
una masa homogénea.
Bollo de 3 kg en ovilladora para obtener ovillo de
100 g
Una vez sobada y estirada la masa, colocar
sobre máquina cortadora
Depositar masa en divisora automática obteniendo
bollo de 100 g y reposar en cámara (sin fermentar)
por 20 min
Colocar piezas sobre las latas lisas. Doblado en máquina dobladora.
Fermentar por 15 a 20 min. A 32 °C con 80
% Humedad
Fermentar por 40 a 60 min a 32 °C con 80 % de
Humedad
Calentar horno a 310 °C Calentar horno a 280 °C e inyectar vapor 8 a 10
seg.
Cocción 12 min. Con templador cerrado,
con 5 seg. De vapor inicial
Cocción 18 a 10 min.
Temperatura de almacenamiento a
ambiente
Temperatura de almacenamiento a ambiente
Fuente: Elaboración propia.

96
4.3.3 Desarrollo de la planificación agregada de la producción para el departamento de Panadería del Supermercado Jumbo sucursal Puerto Montt.
Para llevar a cabo el desarrollo de la planificación agregada de la producción se consideró estudiar dos
aristas importantes de los procesos a partir del modelo de pronóstico de demanda señalado anteriormente
en este proyecto. Estos lineamientos competen a la determinación de la cantidad de abastecimientos de
insumos y cantidad de personal necesario para llevar a cabo el plan maestro de producción relacionado a
Hallulla Jumbo kg y Marraqueta Jumbo kg.
En una primera instancia se efectúo un levantamiento de información relacionado a los insumos, que son
utilizados para lograr los productos seleccionados en el estudio, estos datos fueron entregados mediantes
las fichas técnicas por el Jefe de Sección.
En la tabla 4.18, se muestra la materia prima y sus respectivas cantidades que se requieren para hacer
una cantidad de kg bases de Hallulla Jumbo kg. Los kilos de masa que se pueden producir a partir de esta
receta base son 77,24 kg, pero como kilos finales (considerando un producto final listo para exhibir en las
góndolas de ventas) se obtienen 63,3 kg, es por ello, que se procedió a calcular el rendimiento del producto.
Rendimiento = [(kg rendimiento final) / [kg producidos en base a receta]), es decir; [63,3 kg / 77,24 kg], lo
que da como resultado un rendimiento de un 82 % para la Hallulla Jumbo kg. En segundo lugar, se calculó
la participación que tiene la cantidad de cada insumo sobre los kg producidos en base a receta, es decir,
la harina tiene una participación del 65,38 % (Ponderación = [50,5 kg / 77,24 kg]*100) de los kg producidos
como masa, el mismo método se aplicó para cada uno de los insumos.
Tabla 4.18: Insumos bases utilizados para producción de Hallulla Jumbo kg.
Hallulla Jumbo kg
Materia Prima Unidad de Medida Cantidad Ponderación
Harina kg 50,5 65,38%
Levadura kg 1 1,29%
Agua l 19 24,60%
Desmoldante l 0,04 0,05%
Sal Reducida en Sodio kg 1 1,29%
Mejorador Hallulla kg 0,2 0,26%
Manteca Plus kg 5 6,47%
Azúcar kg 0,5 0,65%
kg producidos en base a receta 77,24
kg rendimiento final 63,3
Fuente: Elaboración propia.
Por otro lado, en la tabla 4.19, se ilustra las materias primas y sus respectivas cantidades que se requieren
para hacer una cantidad de kg bases de Marraqueta Jumbo kg. En este producto se aplicó el mismo
ejercicio que se realizó para la Hallulla Jumbo kg, es decir, se procedió a calcular el rendimiento del
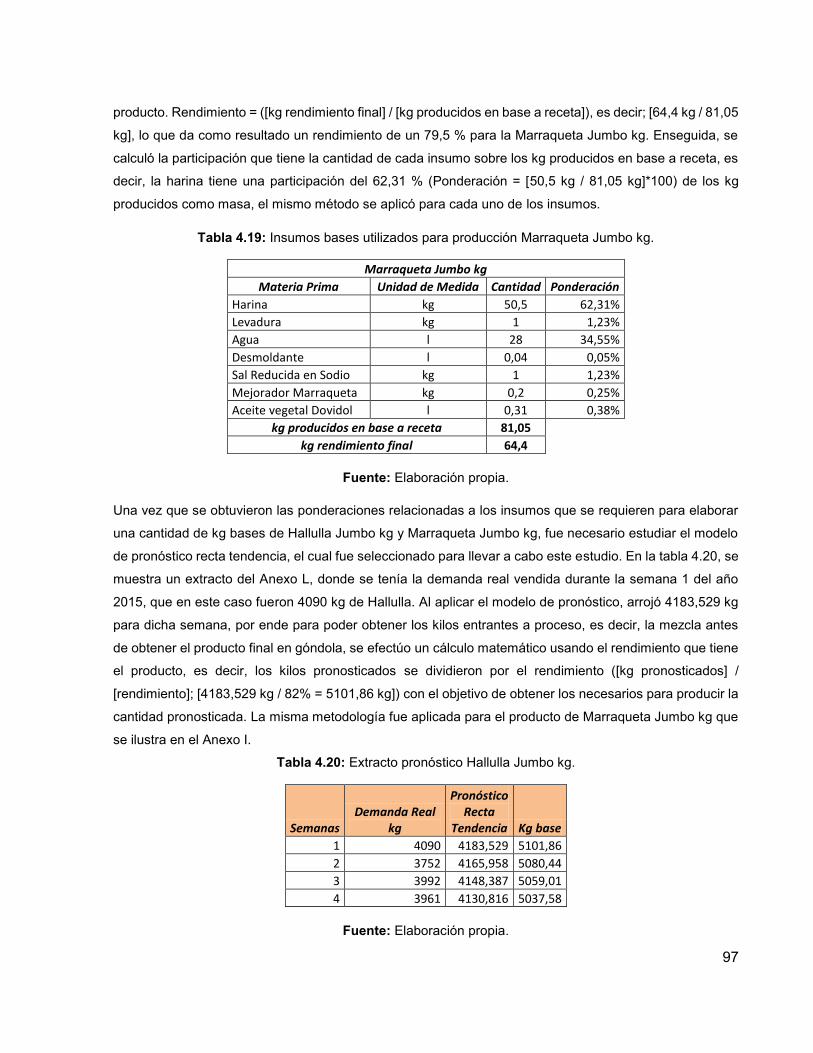
97
producto. Rendimiento = ([kg rendimiento final] / [kg producidos en base a receta]), es decir; [64,4 kg / 81,05
kg], lo que da como resultado un rendimiento de un 79,5 % para la Marraqueta Jumbo kg. Enseguida, se
calculó la participación que tiene la cantidad de cada insumo sobre los kg producidos en base a receta, es
decir, la harina tiene una participación del 62,31 % (Ponderación = [50,5 kg / 81,05 kg]*100) de los kg
producidos como masa, el mismo método se aplicó para cada uno de los insumos.
Tabla 4.19: Insumos bases utilizados para producción Marraqueta Jumbo kg.
Marraqueta Jumbo kg
Materia Prima Unidad de Medida Cantidad Ponderación
Harina kg 50,5 62,31%
Levadura kg 1 1,23%
Agua l 28 34,55%
Desmoldante l 0,04 0,05%
Sal Reducida en Sodio kg 1 1,23%
Mejorador Marraqueta kg 0,2 0,25%
Aceite vegetal Dovidol l 0,31 0,38%
kg producidos en base a receta 81,05
kg rendimiento final 64,4
Fuente: Elaboración propia.
Una vez que se obtuvieron las ponderaciones relacionadas a los insumos que se requieren para elaborar
una cantidad de kg bases de Hallulla Jumbo kg y Marraqueta Jumbo kg, fue necesario estudiar el modelo
de pronóstico recta tendencia, el cual fue seleccionado para llevar a cabo este estudio. En la tabla 4.20, se
muestra un extracto del Anexo L, donde se tenía la demanda real vendida durante la semana 1 del año
2015, que en este caso fueron 4090 kg de Hallulla. Al aplicar el modelo de pronóstico, arrojó 4183,529 kg
para dicha semana, por ende para poder obtener los kilos entrantes a proceso, es decir, la mezcla antes
de obtener el producto final en góndola, se efectúo un cálculo matemático usando el rendimiento que tiene
el producto, es decir, los kilos pronosticados se dividieron por el rendimiento ([kg pronosticados] /
[rendimiento]; [4183,529 kg / 82% = 5101,86 kg]) con el objetivo de obtener los necesarios para producir la
cantidad pronosticada. La misma metodología fue aplicada para el producto de Marraqueta Jumbo kg que
se ilustra en el Anexo I.
Tabla 4.20: Extracto pronóstico Hallulla Jumbo kg.
Semanas Demanda Real
kg
Pronóstico Recta
Tendencia Kg base
1 4090 4183,529 5101,86
2 3752 4165,958 5080,44
3 3992 4148,387 5059,01
4 3961 4130,816 5037,58
Fuente: Elaboración propia.

98
Una vez que se obtuvieron los kilos bases necesarios para producir los kilos pronosticados por semanas,
tanto para Hallulla Jumbo kg como Marraqueta Jumbo kg, se comenzó a elaborar el plan de requerimientos
de insumos semanales. En la tabla 4.21, se muestra un extracto del Anexo L, donde se tienen los insumos
que se requieren para elaborar la Hallulla Jumbo kg. Para determinar la cantidad a necesitar por insumos
de acuerdo a los kg bases, fue necesario utilizar los ponderadores expuestos anteriormente en este
proyecto, es decir, para saber cuánta harina [kg] se iba a necesitar para producir 5101,9 kg de Hallulla para
la semana 1, fue necesario utilizar el ponderador 65,38 % (ver tabla 4.18), es decir, se efectúo una
multiplicación entre los kilos bases y el ponderador del respectivo insumo, en este caso, sería [5101,9
kg]*65,38 % = 3335,6 kg de harina para la semana 1. La misma metodología fue aplicada para el producto
de Marraqueta Jumbo kg que se ilustra en el Anexo M.
Tabla 4.21: Extracto plan de requerimientos de insumos Hallulla Jumbo kg.
Semanas Kg base
Harina [kg]
Levadura [kg]
Agua [l]
Desmoldante [l]
Sal Reducida en Sodio
[kg]
Mejorador Hallulla
[kg]
Manteca Plus [kg]
Azúcar [kg]
1 5101,9 3335,6 66,1 1255,0 2,6 66,1 13,2 330,3 33,0
2 5080,4 3321,6 65,8 1249,7 2,6 65,8 13,2 328,9 32,9
3 5059,0 3307,6 65,5 1244,4 2,6 65,5 13,1 327,5 32,7
4 5037,6 3293,6 65,2 1239,2 2,6 65,2 13,0 326,1 32,6
Fuente: Elaboración propia.
Como segunda parte de la planificación agregada de la producción, se consideró que de acuerdo a los kilos
necesarios a elaborar para satisfacer la demanda pronóstico, es necesario planificar la mano de obra
necesaria para llevar a cabo los procesos dentro de la sección de Panadería del Supermercado Jumbo
sucursal Puerto Montt.
Actualmente la sección en estudio trabaja con una mano de obra fija de 6 panaderos por turno, 2
encargados de sección con turnos rotativos y 1 jefe de sección, lo que suma 15 trabajadores en total, los
cuales hacen posible el cumplimiento de los procesos y por ende de los productos que requieren elaborar
para los clientes. Como se señaló anteriormente en este proyecto, se cuenta con dos turnos de mañana y
tarde, de 07:30 h a 15:30 h y de 15:00 h a 22:30 h, respectivamente. Según el jefe de sección de lunes a
viernes cuentan con una mano de obra de 4 panaderos, los días sábados y domingos con 6 panaderos,
debido a que tienen 1 día libre a la semana y por ley 2 domingos al mes.
En primer lugar, lo que fue necesario conocer es cuantos kilos de pan Hallulla y Marraqueta se venden en
total por días de la semana, es por ello, que en la tabla 4.22 y 4.23, se presentan los totales de kilos
vendidos por días de la semana del año 2015 y las respectivas ponderaciones que tuvieron esos días sobre
el total de kilos vendidos de Hallulla y Marraqueta, respectivamente.

99
Tabla 4.22: Ponderaciones de kilos de Hallulla por días de la semana.
Días semana Demanda Real (kg) Ponderación
DOM 32505 17%
LUN 25090 13%
MAR 25147 13%
MIE 25621 13%
JUE 26735 14%
VIE 27355 14%
SAB 31490 16%
Total general 193943 100%
Fuente: Elaboración propia.
Tabla 4.23: Ponderaciones de kilos de Marraqueta por días de la semana.
Día Semana Total kg Año Ponderación
DOM 23306 16%
LUN 17612 12%
MAR 17573 12%
MIE 18041 13%
JUE 20192 14%
VIE 21070 15%
SAB 25801 18%
Total general 143595 100%
Fuente: Elaboración propia.
Una vez que se obtuvieron los ponderadores de los días de la semana respecto a los kilos totales de año
2015 de Hallulla Jumbo kg y Marraqueta Jumbo kg, se procedió a elaborar un plan maestro de kilos a
elaborar por día de la semana.
Tabla 4.24: Extracto Cantidad de kg a elaborar de Hallulla por día.
Semanas Pronóstico
Recta
Tendencia
[kg]
Lunes [kg] Martes
[kg]
Miércoles
[kg]
Jueves
[kg]
Viernes
[kg]
Sábado
[kg]
Domingo
[kg]
1 5101,86 660,02 661,52 673,99 703,29 719,60 828,38 855,08
2 5080,44 657,25 658,74 671,16 700,34 716,58 824,90 851,49
3 5059,01 654,47 655,96 668,32 697,38 713,56 821,42 847,89
4 5037,58 651,70 653,18 665,49 694,43 710,53 817,94 844,30
Fuente: Elaboración propia.
En la tabla 4.24, se muestra un extracto del Anexo N, la cantidad de kilos de Hallulla a producir durante los
7 días de la semana. Para lograr determinar la cantidad de mezcla a elaborar por días se utilizaron los
ponderadores de días ilustrado en la tabla 4.22, donde se tiene los kg bases de la semana 1, en este caso
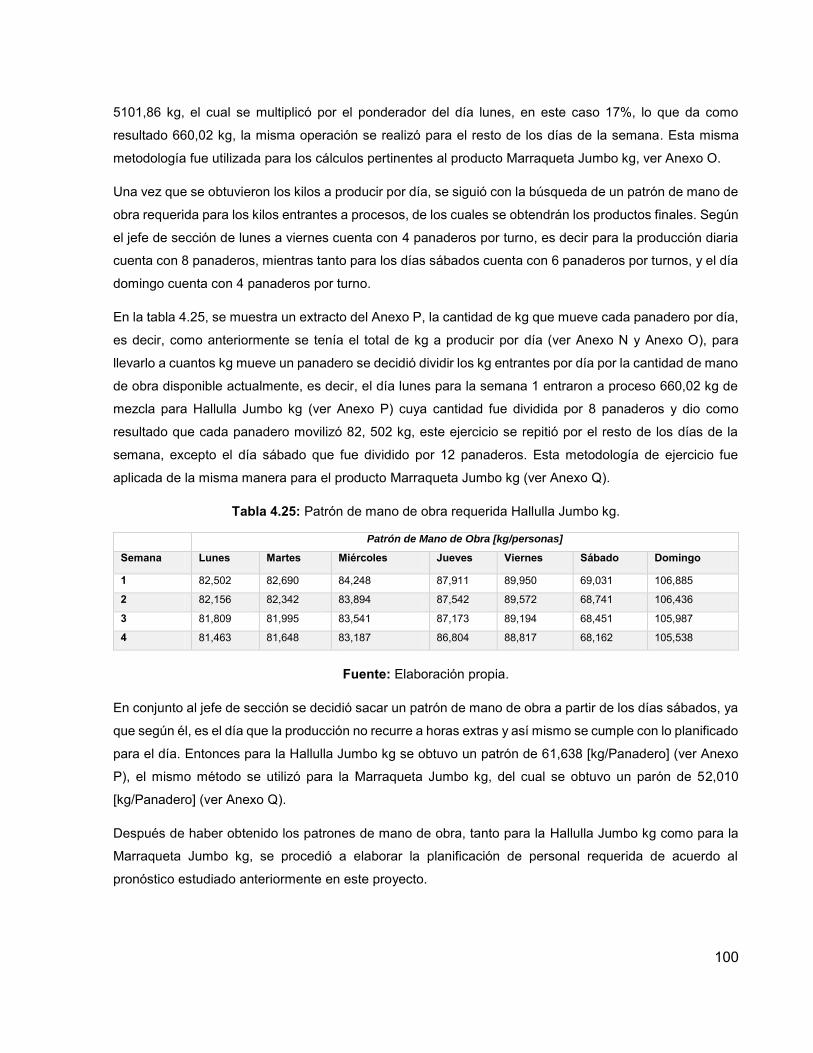
100
5101,86 kg, el cual se multiplicó por el ponderador del día lunes, en este caso 17%, lo que da como
resultado 660,02 kg, la misma operación se realizó para el resto de los días de la semana. Esta misma
metodología fue utilizada para los cálculos pertinentes al producto Marraqueta Jumbo kg, ver Anexo O.
Una vez que se obtuvieron los kilos a producir por día, se siguió con la búsqueda de un patrón de mano de
obra requerida para los kilos entrantes a procesos, de los cuales se obtendrán los productos finales. Según
el jefe de sección de lunes a viernes cuenta con 4 panaderos por turno, es decir para la producción diaria
cuenta con 8 panaderos, mientras tanto para los días sábados cuenta con 6 panaderos por turnos, y el día
domingo cuenta con 4 panaderos por turno.
En la tabla 4.25, se muestra un extracto del Anexo P, la cantidad de kg que mueve cada panadero por día,
es decir, como anteriormente se tenía el total de kg a producir por día (ver Anexo N y Anexo O), para
llevarlo a cuantos kg mueve un panadero se decidió dividir los kg entrantes por día por la cantidad de mano
de obra disponible actualmente, es decir, el día lunes para la semana 1 entraron a proceso 660,02 kg de
mezcla para Hallulla Jumbo kg (ver Anexo P) cuya cantidad fue dividida por 8 panaderos y dio como
resultado que cada panadero movilizó 82, 502 kg, este ejercicio se repitió por el resto de los días de la
semana, excepto el día sábado que fue dividido por 12 panaderos. Esta metodología de ejercicio fue
aplicada de la misma manera para el producto Marraqueta Jumbo kg (ver Anexo Q).
Tabla 4.25: Patrón de mano de obra requerida Hallulla Jumbo kg.
Patrón de Mano de Obra [kg/personas]
Semana Lunes Martes Miércoles Jueves Viernes Sábado Domingo
1 82,502 82,690 84,248 87,911 89,950 69,031 106,885
2 82,156 82,342 83,894 87,542 89,572 68,741 106,436
3 81,809 81,995 83,541 87,173 89,194 68,451 105,987
4 81,463 81,648 83,187 86,804 88,817 68,162 105,538
Fuente: Elaboración propia.
En conjunto al jefe de sección se decidió sacar un patrón de mano de obra a partir de los días sábados, ya
que según él, es el día que la producción no recurre a horas extras y así mismo se cumple con lo planificado
para el día. Entonces para la Hallulla Jumbo kg se obtuvo un patrón de 61,638 [kg/Panadero] (ver Anexo
P), el mismo método se utilizó para la Marraqueta Jumbo kg, del cual se obtuvo un parón de 52,010
[kg/Panadero] (ver Anexo Q).
Después de haber obtenido los patrones de mano de obra, tanto para la Hallulla Jumbo kg como para la
Marraqueta Jumbo kg, se procedió a elaborar la planificación de personal requerida de acuerdo al
pronóstico estudiado anteriormente en este proyecto.

101
En la tabla 4.26, se muestra un extracto del Anexo R, donde se visualiza la cantidad de panaderos que se
requerirán por día de la semana de acuerdo al modelo de pronóstico planteado anteriormente en este
proyecto. La forma de operar fue seguida de acuerdo a la siguiente lógica, se tiene un pronóstico de 660,02
kg para el día lunes de la semana 1, esto fue dividido por el patrón calculado para la Hallulla Jumbo kg, es
decir, 61,638 [kg/Panadero], lo cual dio como resultado 10, 708 panaderos por día, pero como son 2 turnos,
se necesitaran 5,35 panaderos por turno, lo cual se aproximó a 6 panaderos por turno. Esta operación se
repitió para el resto de los días de la semana. Esta misma metodología planteada fue ejecutada para el
producto de Marraqueta Jumbo kg, la cual se muestra en el Anexo S.
Tabla 4.26: Planificación de la mano de obra requerida Hallulla Jumbo kg.
Pronóstico kg entrantes a proceso Personas por turno
Sem
ana
s
Pronós
tico
Recta
Tenden
cia
Lun
es
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
Lu
nes
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
1 5101,86 660
,02
661,
52
673,9
9
703,
29
719,
60
828,
38
855,0
8
6 6 6 6 6 7 7
2 5080,44 657
,25
658,
74
671,1
6
700,
34
716,
58
824,
90
851,4
9
5 5 6 6 6 7 7
3 5059,01 654
,47
655,
96
668,3
2
697,
38
713,
56
821,
42
847,8
9
5 5 6 6 6 7 7
4 5037,58 651
,70
653,
18
665,4
9
694,
43
710,
53
817,
94
844,3
0
5 5 6 6 6 7 7
Fuente: Elaboración propia.
4.4 PLAN DE MEJORA
4.4.1 Generación y comparación de propuestas de mejoras versus operación actual del departamento de Panadería del Supermercado Jumbo Puerto Montt.
En esta sección se presenta una propuesta a partir del análisis de los datos anteriormente expuestos
relacionados a la planificación de la mano de obra disponible, abastecimiento de insumos para la
elaboración de Hallulla Jumbo kg y Marraqueta Jumbo kg, y factibilidad de minimizar mermas. Estas
propuestas nacen a partir del análisis de un método de pronóstico de demanda que permita a futuro poder
predecir los aspectos ya planteados.
A continuación en la tabla 4.27, se muestra las propuestas de mejoras para el departamento de panadería
de Supermercado Jumbo sucursal Puerto Montt.
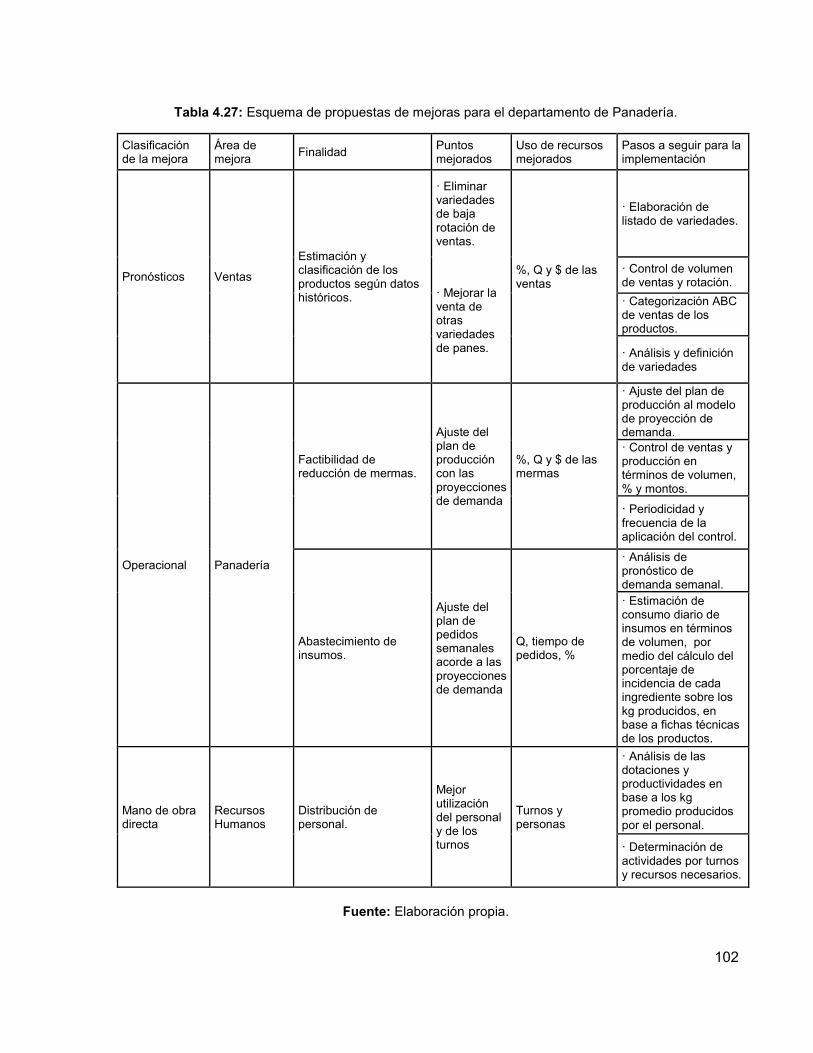
102
Tabla 4.27: Esquema de propuestas de mejoras para el departamento de Panadería.
Clasificación de la mejora
Área de mejora Finalidad Puntos
mejorados Uso de recursos mejorados
Pasos a seguir para la implementación
Pronósticos Ventas
Estimación y clasificación de los productos según datos históricos.
· Eliminar variedades de baja rotación de ventas.
%, Q y $ de las ventas
· Elaboración de listado de variedades.
· Mejorar la venta de otras variedades de panes.
· Control de volumen de ventas y rotación. · Categorización ABC de ventas de los productos.
· Análisis y definición de variedades
Operacional Panadería
Factibilidad de reducción de mermas.
Ajuste del plan de producción con las proyecciones de demanda
%, Q y $ de las mermas
· Ajuste del plan de producción al modelo de proyección de demanda. · Control de ventas y producción en términos de volumen, % y montos.
· Periodicidad y frecuencia de la aplicación del control.
Abastecimiento de insumos.
Ajuste del plan de pedidos semanales acorde a las proyecciones de demanda
Q, tiempo de pedidos, %
· Análisis de pronóstico de demanda semanal. · Estimación de consumo diario de insumos en términos de volumen, por medio del cálculo del porcentaje de incidencia de cada ingrediente sobre los kg producidos, en base a fichas técnicas de los productos.
Mano de obra directa
Recursos Humanos
Distribución de personal.
Mejor utilización del personal y de los turnos
Turnos y personas
· Análisis de las dotaciones y productividades en base a los kg promedio producidos por el personal.
· Determinación de actividades por turnos y recursos necesarios.
Fuente: Elaboración propia.
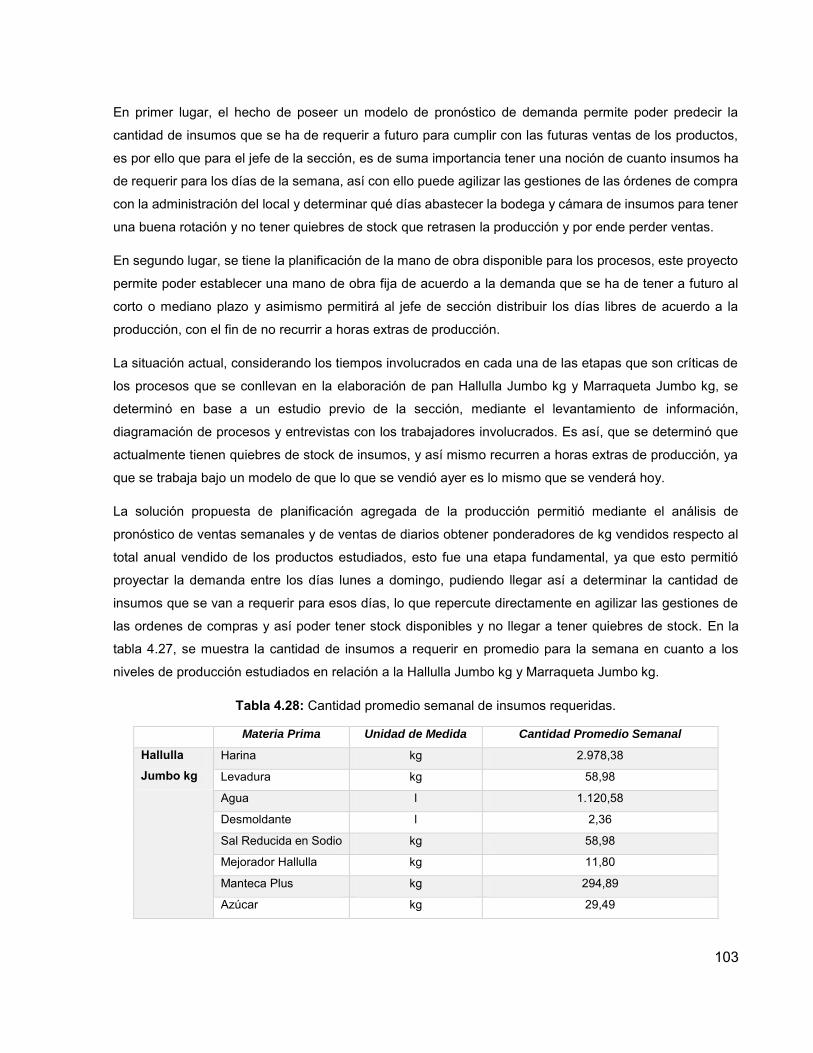
103
En primer lugar, el hecho de poseer un modelo de pronóstico de demanda permite poder predecir la
cantidad de insumos que se ha de requerir a futuro para cumplir con las futuras ventas de los productos,
es por ello que para el jefe de la sección, es de suma importancia tener una noción de cuanto insumos ha
de requerir para los días de la semana, así con ello puede agilizar las gestiones de las órdenes de compra
con la administración del local y determinar qué días abastecer la bodega y cámara de insumos para tener
una buena rotación y no tener quiebres de stock que retrasen la producción y por ende perder ventas.
En segundo lugar, se tiene la planificación de la mano de obra disponible para los procesos, este proyecto
permite poder establecer una mano de obra fija de acuerdo a la demanda que se ha de tener a futuro al
corto o mediano plazo y asimismo permitirá al jefe de sección distribuir los días libres de acuerdo a la
producción, con el fin de no recurrir a horas extras de producción.
La situación actual, considerando los tiempos involucrados en cada una de las etapas que son críticas de
los procesos que se conllevan en la elaboración de pan Hallulla Jumbo kg y Marraqueta Jumbo kg, se
determinó en base a un estudio previo de la sección, mediante el levantamiento de información,
diagramación de procesos y entrevistas con los trabajadores involucrados. Es así, que se determinó que
actualmente tienen quiebres de stock de insumos, y así mismo recurren a horas extras de producción, ya
que se trabaja bajo un modelo de que lo que se vendió ayer es lo mismo que se venderá hoy.
La solución propuesta de planificación agregada de la producción permitió mediante el análisis de
pronóstico de ventas semanales y de ventas de diarios obtener ponderadores de kg vendidos respecto al
total anual vendido de los productos estudiados, esto fue una etapa fundamental, ya que esto permitió
proyectar la demanda entre los días lunes a domingo, pudiendo llegar así a determinar la cantidad de
insumos que se van a requerir para esos días, lo que repercute directamente en agilizar las gestiones de
las ordenes de compras y así poder tener stock disponibles y no llegar a tener quiebres de stock. En la
tabla 4.27, se muestra la cantidad de insumos a requerir en promedio para la semana en cuanto a los
niveles de producción estudiados en relación a la Hallulla Jumbo kg y Marraqueta Jumbo kg.
Tabla 4.28: Cantidad promedio semanal de insumos requeridas.
Materia Prima Unidad de Medida Cantidad Promedio Semanal
Hallulla Jumbo kg
Harina kg 2.978,38
Levadura kg 58,98
Agua l 1.120,58
Desmoldante l 2,36
Sal Reducida en Sodio kg 58,98
Mejorador Hallulla kg 11,80
Manteca Plus kg 294,89
Azúcar kg 29,49

104
Marraqueta Jumbo kg
Harina kg 2.164,27
Levadura kg 42,86
Agua l 1.199,99
Desmoldante l 1,71
Sal Reducida en Sodio kg 42,86
Mejorador Marraqueta kg 8,57
Aceite vegetal Dovidol l 13,29
Fuente: Elaboración propia.
Por otro lado, en la tabla 4.28, se ilustra una tabla resumen de requerimientos de insumos, totalizando
aquellos que son de uso común tanto para la Hallulla Jumbo kg y Marraqueta Jumbo kg, en lo cual se
puede apreciar que la harina representa una mayor participación en cantidades, siendo traducido en un
67%. Es por ello que si se considera que el silo de almacenamiento de harina tiene una capacidad de 9.000
kg. Significa que para los productos estudiados se necesita destinar un 57% de la capacidad del silo para
la producción semanal y la harina restante para cubrir la demanda de los demás productos que elabora el
departamento estudiado, es decir se debe tener como mínimo solicitar el abastecimiento de harina 2 veces
por semanas.
Tabla 4.29: Cantidad total promedio semanal de insumos requeridos para ambos productos estudiados.
Materia Prima Cantidad Promedio Semanal
Harina 5.142,65
Levadura 101,83
Agua 2.320,57
Desmoldante 4,07
Sal reducida en sodio 101,83
Fuente: Elaboración propia.
Por otro lado, la propuesta repercute directamente en la mano de obra, ya que el sistema actual presenta
problemas con la planificación de la mano obra, llegando así a tener ciertos problemas con los días libres
de los trabajadores. Es por ello, que la propuesta de planificación agregada permitió proyectar la cantidad
de mano de obra que se ha de requerir por días de acuerdo a la proyección semanal de demanda, llegando
así a un patrón de kg por trabajador, cuyo dato en sistema actual no se manejaba, debido a que no se
trabaja bajo un modelo de pronóstico.
Es por ello que en la tabla 4.29, se muestra que para determinados días de la semana se necesita cierta
cantidad de trabajadores para cumplir con la demanda diaria (Anexo R y S), es decir se calculó un promedio
de mano de obra para los determinados días de trabajo, por lo cual junto al jefe de sección se pudo

105
visualizar que de acuerdo al estudio, los días que presentan mayores ventas, por ende mayor producción
corresponden a los fines de semanas, por lo cual se puede buscar una estrategia de contrato de personal
part time de 20 horas, con el fin de cumplir con los días libres de los trabajadores full time.
Tabla 4.30: Propuesta de Cantidad de Mano de Obra a utilizar.
ítems
Situación
Actual Por
Turno
Situación
Propuesta Por
Turno
Observación
Mano de Obra [Panaderos] 6 4 Lunes a Miércoles
6 5 Jueves a Viernes
6 6 Sábado a Domingo
Fuente: Elaboración propia.
Finalmente en la tabla 4.30, se muestra la comparación entre la situación actual versus la situación
propuesta en relación a lo que fue la factibilidad de lograr disminuir las mermas operativas de éstos
productos estudiados, es por ello que se puede visualizar que se produjo un porcentaje residual de un 11%
respecto al producto Hallulla Jumbo kg, quiere decir que el estudio no logra disminuir la mermas en kilos y
muchos menos en dinero, ya que se obtuvo un aumento en mermas de 579 kg respecto a la situación
actual lo que se traduce en un aumento de perdida monetaria de $ 607.371. Por otro lado en cuanto al
producto Marraqueta Jumbo kg se obtuvo un porcentaje residual de un 35% de aumento respecto a la
situación real, es decir un aumento en mermas de 2.087,72 kg, lo que se traduce en una perdida monetaria
de $ 2.273.527.
Para poder llegar a este contexto de no factibilidad de disminuir la merma operativa se efectuó mediante el
estudio de autocorrelación entre variable, lo cual para el producto Hallulla Jumbo kg implicó en un
porcentaje de autocorrelación de un -3,1% y para el producto marraqueta Jumbo kg fue de un -0,56%.
Tabla 4.31: Comparación de mermas situación actual versus situación propuesta.
Productos Hallulla Jumbo kg Marraqueta Jumbo kg
Ítems Situación Actual Situación
Propuesta
Porcentaje
Residual
Situación
Actual
Situación
Propuesta
Porcentaje
Residual
Merma [kg] 4.854 5.433 11% 3.900 5.987,72 35%
Merma [$] $ 5.091.846 $ 5.699.217 $ 4.247.100 $ 6.520.627
Fuente: Elaboración propia.
106
5. CONCLUSIONES Y RECOMENDACIONES Actualmente la sección de Panadería del Supermercado Jumbo Puerto Montt no cuenta actualmente con
un método de pronóstico de demanda, lo que provoca cierta incertidumbre al momento de la toma de
decisiones en lo que respecta a la planificación del abastecimiento de insumos y mano de obra necesaria
para la elaboración de los productos Hallulla Jumbo kg y Marraqueta Jumbo kg. Es por ello, que el diseño
de un plan agregado de producción busca determinar una estrategia de forma anticipada que permita que
se satisfagan los requerimientos de producción en el área estudiada.
El desarrollo del análisis de procesos y flujo de información, permitieron comprender el funcionamiento del
departamento estudiado y como se encuentra involucrada la información que se obtiene de los procesos
con el manejo por parte de los departamentos administrativos. De esta manera, se logra identificar los
responsables en la toma de decisiones en la planificación de la sección de Panadería.
Se identifican puntos críticos en cada una de una de las áreas que se relacionan directamente con el
departamento de Panadería mediante la diagramación de los eventos y actividades que conllevan estas
interrelaciones, es por ello que resalta la gestión que se efectúa respecto a la emisión de órdenes de
compra de insumos con el departamento administrativo por no tener claridad por parte de la jefatura en
cuánto y cuándo pedir.
Posteriormente, se analiza la información recopilada en relación al departamento de Panadería. Se analiza
las ventas de los productos elaborados durante el año 2015, con dichos volúmenes se hizo un análisis de
Pareto para focalizar el estudio en los productos que mayor producción y mermas presentaron, dicho
método arrojo que la Hallulla Jumbo kg y Marraqueta Jumbo kg representaron un 33,05% y 24,47%
respectivamente, cuya frecuencia relativa acumulada representa un 57,52% del 80% de Pareto.
Por otro lado, se compararon dos métodos de pronósticos de demanda, del cual se escogió uno para llevar
a cabo la planificación agregada de la producción en la sección estudiada, estos métodos fueron el
pronóstico móvil simple y pronóstico recta tendencia, donde el que presento mejor error porcentual
absoluto medio fue el pronóstico recta tendencia con un 7% y 9% para Hallulla Jumbo kg y Marraqueta
Jumbo kg, respectivamente.
En relación al estudio de mermas de los productos de Hallulla Jumbo kg y Marraqueta Jumbo kg no se
pudo apreciar un patrón de comportamiento en los kg mermados de dichos productos ya que el
comportamiento de los datos es irregular presentando un coeficiente de autocorrelación de -3,1% y -0,56%
respectivamente, por lo tanto no es factible minimizar las mermas. En relación a la situación actual se tiene
que la merma operativa de la Hallulla Jumbo kg y Marraqueta Jumbo kg durante el 2015 fue de 4.854 kg y
3.900 kg respectivamente, por lo cual considerando que el kilo de Hallulla tiene un valor de $ 1.049 y el kilo

107
de Marraqueta tiene un valor de $ 1.089, se tiene que en dicho año se tuvo una merma de $ 5.091.846 en
Hallulla y de $ 4.247.100 en Marraqueta.
Por otro lado por medio del método de pronóstico aplicado al estudio, mediante el cálculo del error se pudo
determinar los días que se efectuaba sobreproducción, es decir una cantidad de kilos mayor a lo que se
vendió realmente. Es así que, para la Hallulla Jumbo kg se tuvo una merma operativa de 5.433 kg y para
la Marraqueta Jumbo kg se tuvo una merma de 5.987,72 kg, lo que se traduce en $ 5.699.217 y $ 6.520.627
respectivamente.
Finalmente el plan agregado de producción propuesto plantea la posibilidad de adelantar la producción
para los períodos de alta demanda para no incurrir en gastos adicionales al trabajar horas extras del horario
normal de los trabajadores de la sección. A través dela utilización de este plan de producción sería posible
responder de manera rápida a los requerimientos de los clientes que en fechas claves, teniendo siempre
stock en las góndolas de ventas, así estos no tengan que esperar por sus productos en el caso de que no
haya stock en venta. Por otro lado, este plan, le permitiría a la sección responder rápidamente a los cambios
de la demanda no previstos en el pronóstico de la demanda realizado al mantener producto en inventario.
Es por ello que en relación al abastecimiento de insumos de los productos estudiados entre ambos se debe
tener en promedio semanal 5.142,65 kg de harina, 101,84 kg de levadura, 2.320,57 litros de agua, 4.07
litros, 101,84 kg de sal, 11,80 kg mejorador de Hallulla, 8,57 kg mejorador de Marraqueta, 294,89 kg
manteca plus, 29,49 kg de azúcar y 13,29 litros aceite vegetal Dovidol.
En relación a la mano de obra se planificó la cantidad de personal necesario diariamente, de lo cual se
obtuvo un promedio de lunes a miércoles contar con 4 panaderos, jueves y viernes contar con 5 panaderos
y para sábados y domingos contar con 6 panaderos para el producto de Marraqueta Jumbo kg. Por otro
lado, para el producto Hallulla Jumbo kg se llegó a que de lunes a viernes se necesita contar con 5
panaderos y los sábados y domingos contar con 6 panaderos.
Cabe destacar que el desarrollo de este trabajo permitió aplicar herramientas ingenieriles de distinto índole,
tanto de habilidades blandas como duras que fueron adquiridas durante el periodo de estudio universitario,
siendo fundamentales para el desarrollo de este proyecto.

108
6. BIBLIOGRAFÍA ADMINISTRACIÓN DE OPERACIONES, Producción y cadena de suministro. 2009. Por Chase “et al”.
12° ed. McGraw-Hill. México.
ADMINISTRACIÓN DE OPERACIONES, Producción y cadena de suministro. 2014. Por Chase “et al”.
13° ed. McGraw-Hill. México.
ALLWEYER, T. 2010. BPMN Construcs Used. En: BPMN 2.0: Introduction to the Standard for Business
Process Modeling. Alemania, Book son Demand.
ANTHONY, R. 2008. Sistema de Control de Gestión. 12°.McGraw-Hill. México.
BESTERFIELD, D. 2009. Control de calidad. 8° ed. Pearson Educación. México.
BUFFA, E. y Sarin, R. 1995. Administración de la Producción y las Operaciones. Editorial Limusa. México.
BURGOS, F. 1999. Ingeniería de métodos, calidad y productividad. 2° ed. Biblioteca pública central Manuel
Feo. La Cruz.
CHAPMAN, S. 2006. Planificación y Control de la Producción. Pearson Educación, México.
DIRECCION DE OPERACIONES: Aspectos tácticos y operativos en la producción y los servicios. 1995.
Por Domínguez “et al”. McGraw-Hill. Madrid
EVERETT, A. y Ebert, R. 1991. Administración de la Producción y de las Operaciones. 4° ed. Prentice Hall
Hispanoamericana. México.
FAYOL, H. 1916. Administración Industrielle et générale prévoyance, organisation, commandement,
coordination, controle. Dunod. París, Francia.
GESTIÓN SOCIAL, Cómo lograr eficiencia e impacto en las políticas sociales. 2005. Por Cohen “et al”. 1°
ed. Siglo XXI editores.
GIBSON, Ivancevich “et al”. 2006. El Cambio Organizacional. Mc Graw-Hill. México.
GOLDRATT, E. y Cox J. 2004. La meta. 3° ed. Días de Santos.
GUAJARDO, E. 2003. Administración de la calidad total. 5° ed. Pax México.
HANKE, J. Wichern, D. 2006. Pronósticos en los Negocios. 8° ed. Pearson Educación. México.

109
HELLRIEGEL, D. y Slocum, J. 2009. Comportamiento Organizacional. Cengage Learning Editores. México.
HEIZER, J. y Render, B. (2011). Dirección de la Producción y de operaciones. Decisiones Tácticas, 11°
Edición. Prentice Hall Hispanoamericana. Madrid.
KALENATIC, D. 2001. Modelo integral y dinámico para el análisis, planeación, Programación y control de
las capacidades productivas en empresas manufactureras. Fondo Editorial Universidad Distrital Francisco
José Caldas. Bogotá.
KANAWATY, G. 1996. Introducción al estudio del trabajo. 4° ed. Ginebra.
KOONTZ, H. y Weihrich, H. 2012. Administración. Una perspectiva global y empresarial. 14° ed. McGraw-
Hill. México.
LIRA, L. 2005. Cambios en la industria de los supermercados. Estudios públicos. Universidad de Los
Andes. Santiago.
MANUAL DE PROCEDIMIENTOS Cencosud. 2014. Gerencia Corporativa de Procesos. Chile.
MANUAL DE CALIDAD Jumbo. 2013. Departamento de Aseguramiento de Calidad Jumbo. Chile.
MEREDTIH, J. y Gibbs, T. 1986. Administración de Operaciones. Editorial Limusa. México.
MONKS, J. 1998. Administración de Operaciones. McGraw Hill. México.
NAHMIAS, S. 2014. Análisis de la Producción y Operaciones. 5° ed. McGraw-Hill. México.
NIEBEL, B. y Freivalds A. Ingeniería Industrial Métodos, Estándares y Diseño del Trabajo. 11° ed.
Alfaomega Grupo Editor, S.A. México.
PALOMO, María T. 2010. Liderazgo y Motivación de Equipos de Trabajo. ESIC Editorial. España.
PLANIFICACION Y CONTROL DE LA PRODUCCIÓN, Administración de la Cadena de Suministro. 2005.
Por Vollmann “et al”. 5° ed. McGraw-Hill. México.
ROBBINS, S. 1994. Administración Teoría y Práctica. Prentice Hall Hispanoamericana. México.
SCHROEDER, R. 2011. Administración de Operaciones, Conceptos y Casos Contemporáneos. 5°ed.
cGraw Hill. México.
SHEWART, W. 1997. Control Económico de la Calidad de Productos Manufactureros. 1° ed. Ediciones
Díaz de Santos, S.A. Madrid España.
SIPPER, D. y Bulfin, R. 1998. Planeación y Control de la Producción. 1° ed. McGraw-Hill. México.

110
SISTEMAS DE PLANIFICACIÓN y Control de la fabricación. 1997. Por Vollmann “et al”. 3° ed. Editorial
Irwin. México.
TAWFIK, L. y Chauvel, A. 1992. Administración de la Producción. McGraw-Hill. México.
ZIMMERMAN, M. 1959. Los Supermercados, ed. Rialp. Madrid.
111
7. LINKOGRAFÍA ANALITICA. Manual de diagramación de procesos bajo estándar BPMN. 2011. [En Línea]
<http://www.analitica.com.co/> [consulta: 28 de octubre de 2015]
BIZAGI. BizAgi, Descripción Funcional. 2009. [En línea] < http://www.bizagi.com/> [consulta: 28 de octubre
de 2015]
FISCALIA NACIONAL ECONOMICA. Gobierno de Chile. 2006. Análisis Económico de la Industria de
Supermercados. [En línea] <http://www.fne.gob.cl/> [consulta: 25 de octubre de 2015]
INSTITUTO NACIONAL DE ESTADISTICAS. 2009. Supermercados. [En línea] <http://www.ine.cl/>
[consulta: 22 de octubre de 2015]
OBJECT MANAGEMENT GROUP 2011. Business Process Model and Notation [en línea] Capítulo 1:
Scopes y Anexo C: Glossary. <http://www.omg.org/spec/BPMN/2.0/PDF> [consulta: 07 de diciembre de
2015]
SUPERINTENDENCIA DE VALORES Y SEGUROS. 2015. Reseña Anual de Clasificación y Cambio de
Tendencia. [En línea] <http://www.svs.cl/> [consulta: 25 de octubre de 2015]
SECRETARIA DE AGRICULTURA, GANADERIA, PESCA Y ALIMENTOS de la República de Chile. 2011.
Buenas Prácticas de Manufactura. [En línea] <http://www.sag.gob.cl/> [consulta: 26 de octubre de 2015]
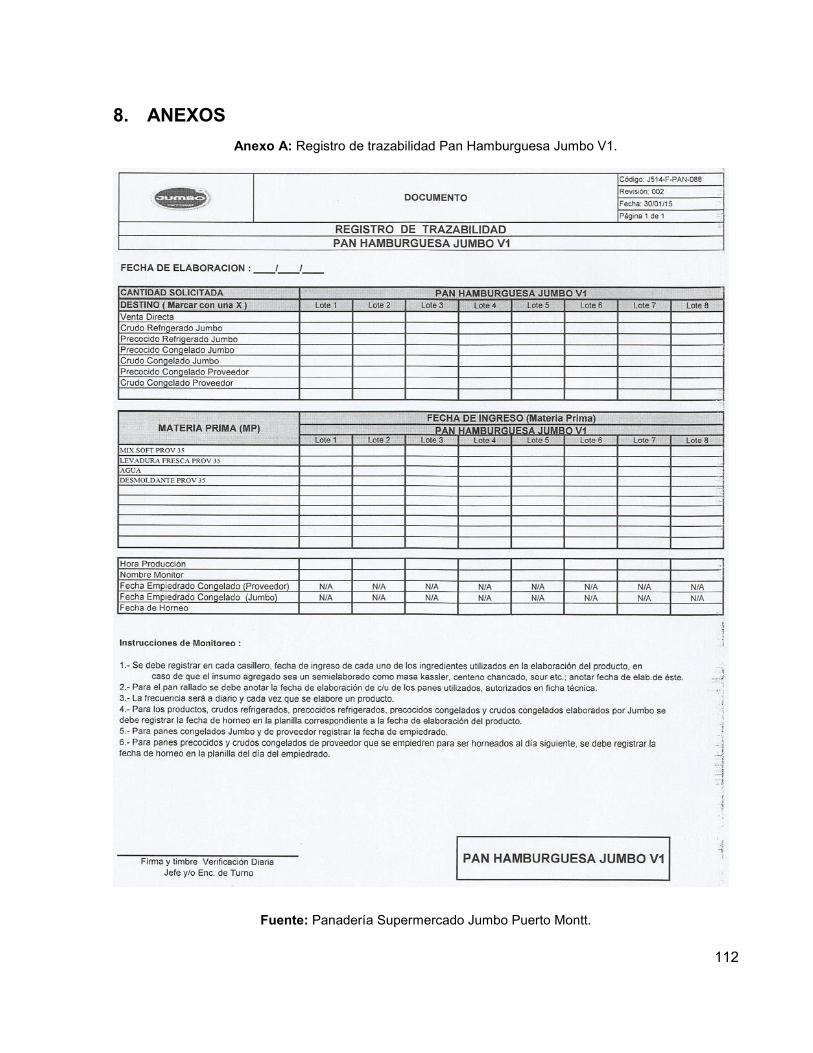
112
8. ANEXOS Anexo A: Registro de trazabilidad Pan Hamburguesa Jumbo V1.
Fuente: Panadería Supermercado Jumbo Puerto Montt.

113
Anexo B: Registro dosificación de sal.
Fuente: Panadería Supermercado Jumbo Puerto Montt.

114
Anexo C: Planilla control de registros BPM (Buenas Prácticas de Manufactura).
Fuente: Aseguramiento de Calidad Supermercado Jumbo Puerto Montt.

115
Anexo D: Venta productos y Análisis de Pareto Panadería Supermercado Jumbo Puerto Montt, 2015.
Productos Venta (kg) F. Relativa F. Relativa Acumulada
Clasificación
HALLULLA JUMBO KG. 193943 33,05% 33,05% A
MARRAQUETA JUMBO KG 143595 24,47% 57,52% A
CROISSANT GRANDE JUMBO V2 UN 23270 3,97% 61,48% A
PAN HOT DOG JUMBO KG. 18778 3,20% 64,68% A
MOLDE ALEMAN BLANCO JUMBO ARTESANAL 750
15163 2,58% 67,27% A
PAN COLIZAS JUMBO KG. 13969 2,38% 69,65% A
PAN CIABATTA RUSTICO JUMBO KG 10595 1,81% 71,45% A
HALLULLA ESPECIAL JUMBO KG 10414 1,77% 73,23% A
BAGUETTE RUSTICO JUMBO 2UN 10367 1,77% 75,00% A
DOBLADA JUMBO V2 KG 9090 1,55% 76,54% A
PAN AMASADO JUMBO KG. 8471 1,44% 77,99% A
MOLDE GRANDE JUMBO 1000GR 8154 1,39% 79,38% A
PAN HAMBURGUESA JUMBO KG. 7463 1,27% 80,65% A
PAN ROSITAS JUMBO KG. 7015 1,20% 81,85% B
MOLDE INTEGRAL LIGHT JUMBO 500GR 6887 1,17% 83,02% B
MOLDE INTEGRAL GRANDE JUMBO 900GR
6883 1,17% 84,19% B
MOLDE INTEGRAL LINAZA JUMBO 500GR 6875 1,17% 85,36% B
PAN PITA INT. LIGHT JUMBO KG 6208 1,06% 86,42% B
PAN PITA BLANCO LIGHT JUMBO KG 5960 1,02% 87,44% B
PAN MENDOCINO JUMBO V2 KG 5540 0,94% 88,38% B
PAN DE HOJA JUMBO V2 KG 5141 0,88% 89,26% B
PAN CAMPO JUMBO ARTESANAL 550 GR 4148 0,71% 89,96% B
PAN COLIZA PERUANA JUMBO V2 KG 3797 0,65% 90,61% B
*MOLDE AMERICANO LIGHT JUMBO 550GR
2865 0,49% 91,10% B
PAN BOLLO INTEGRAL JUMBO KG 2811 0,48% 91,58% B
PAN PITA LINAZA LIGHT JUMBO KG 2800 0,48% 92,06% B
DOBLADA INTEGRAL JUMBO V2 KG 2450 0,42% 92,47% B
HALLULLA INTEGRAL C/ LINAZA JUMBO KG
2381 0,41% 92,88% B
BAGELS JUMBO VARIEDADES 2227 0,38% 93,26% B
*PAN FLAUTA JUMBO KG. 2072 0,35% 93,61% B
PAN MOLDE GRANOS ANDINOS 1000 G 1930 0,33% 93,94% B

116
HALLULLA INTEGRAL LINAZA JUMBO V2 KG
1909 0,33% 94,27% B
PAN KASSLER CEREAL JUMBO ARTESANAL 750 G
1819 0,31% 94,58% B
MOLDE INTEGRAL SIN SAL JUMBO 450GR
1785 0,30% 94,88% B
PAN MULTIGRANO JUMBO ARTESANAL 700 GR
1596 0,27% 95,15% C
FUGAZZA CEBOLLA JUMBO ARTESANAL UN.
1544 0,26% 95,41% C
PAN HALLULLA JUMBO SIN SAL KG. 1534 0,26% 95,68% C
BAGUETTE RUSTICO JUMBO UN 1385 0,24% 95,91% C
PAN RALLADO JUMBO BOL. 300 G. 1263 0,22% 96,13% C
PAN DREIKORNBROT JUMBO ARTESANAL 750 G
1170 0,20% 96,33% C
PAN BOCADO DE DAMA JUMBO V2 KG 1089 0,19% 96,51% C
FUGAZZA AL PESTO Y ACEITUNAS JUMBO UN
1063 0,18% 96,69% C
FUGAZZA ACEITUNA JUMBO V2 UN 1060 0,18% 96,87% C
PAN BOLLO INTEGRAL JUMBO V2 KG 1027 0,18% 97,05% C
PAN RUSTIKAL BROT JUMBO ARTESANAL 850 GR
942 0,16% 97,21% C
PAN CIABATTA FAMIGLIA KG 941 0,16% 97,37% C
PAN COLIZA JUMBO ARTESANAL 450 GR 934 0,16% 97,53% C
*PAN SONNEN BROT JUMBO ARTESANAL 850 GR
868 0,15% 97,68% C
PAN LANDBROT JUMBO ARTESANAL 800 GR
865 0,15% 97,82% C
PAN ANIS JUMBO V2 KG 793 0,14% 97,96% C
MARRAQUETA INTEGRAL JUMBO V2 KG 788 0,13% 98,09% C
PAN LANDBROT RUSTICO JUMBO ARTESANAL 800
694 0,12% 98,21% C
MINI BARRA BLANCA JUMBO V2 KG 679 0,12% 98,33% C
MARRAQUETA INTEGRAL JUMBO KG 675 0,12% 98,44% C
PAN QUESO JUMBO V2 KG 674 0,11% 98,56% C
PAN BAUERNSTUTEN JUMBO ARTESANAL 800 GR
626 0,11% 98,66% C
PAN PUMPERNICKEL JUMBO ARTESANAL 800 GR
619 0,11% 98,77% C

117
MINI BARRA INTEGRAL JUMBO V2 KG 617 0,11% 98,87% C
PAN CAMPO 5 GRANOS JUMBO ARTESANAL UN
544 0,09% 98,97% C
PAN ITALIANO JUMBO KG. 443 0,08% 99,04% C
TORTILLA CAMPO JUMBO ARTESANAL KG
389 0,07% 99,11% C
PRETZEL TRADICIONAL 83G 379 0,06% 99,17% C
*BAGUETTE CINCO GRANOS JUMBO UN 362 0,06% 99,24% C
BAGUETTE INTEGRAL JUMBO V2 UN 350 0,06% 99,30% C
PAN COLIZA CON SEMILLA CHIA JUMBO KG
346 0,06% 99,35% C
FUGAZZA ACEITUNA PIMENTON JUMBO V2 UN
345 0,06% 99,41% C
PAN TOSCANO JUMBO KG. 337 0,06% 99,47% C
PAN PURO CENTENO JUMBO ARTESANAL 1000 GR
323 0,06% 99,53% C
*PRETZEL BARRA 70G 317 0,05% 99,58% C
PAN CAMPESINO PURPURA JUMBO ARTESANAL 65
302 0,05% 99,63% C
PAN KASSLER JUMBO ARTESANAL 750 GR
300 0,05% 99,68% C
HALLULLA INTEGRAL JUMBO V2 KG 294 0,05% 99,73% C
*PAN CIABATTA PROVENZAL KG 262 0,04% 99,78% C
*PAN CAMPO MERKEN NUEZ JUMBO ARTESANAL56
261 0,04% 99,82% C
*PREPIZZA JUMBO UN 300GR 180 0,03% 99,85% C
CORONA 5 GRANOS JUMBO ARTESANAL UN
168 0,03% 99,88% C
CORONA RUSTICA JUMBO ARTESANAL UN
164 0,03% 99,91% C
PAN KASSLER MÜESLI CEREAL JUMBO ARTESANA
144 0,02% 99,93% C
*PRETZEL FUTBOL ROLL 70G 125 0,02% 99,95% C
MASA SOPAIPILLAS JUMBO BAND 12 UN 75 0,01% 99,97% C
PAN KAISER ROLL KILO 47 0,01% 99,98% C
*PAN CHOCOLATE BITTER JUMBO ARTESANAL200
31 0,01% 99,98% C
BAGUETTE INTEGRAL JUMBO UN 29 0,00% 99,99% C

118
*PAN COLIZA INT LINAZA JUMBOARTESANAL 55
23 0,00% 99,99% C
*PAN DE ARANDA JUMBO UN. 300 G. 18 0,00% 99,99% C
MASA DE HOJA JUMBO KG 13 0,00% 99,99% C
PAN PITA LINAZA JUMBO V3 KG 13 0,00% 100,00% C
BAGUETTE JUMBO INTEGRAL 2 UN. 6 0,00% 100,00% C
PAN DULCE JUMBO V2 KG 4 0,00% 100,00% C
*PAN KÜRBIS BROT JUMBO ARTESANAL 520 GR
3 0,00% 100,00% C
TRENZA HALLA CON AMAPOLA JUMBO UN
3 0,00% 100,00% C
*PAN ROGGENBROT JUMBO ARTESANAL 970 GR
1 0,00% 100,00% C
FUGAZZA CHORIZO CEBOLLA JUMBO V2 UN
1 0,00% 100,00% C
TRENZA HALLA CON SESAMO JUMBO UN 1 0,00% 100,00% C
*PAN MIGNON TOLIN JUMBO C/SESAMO KG
0 0,00% 100,00% C
PAN TOSCANO JUMBO V2 KG 0 0,00% 100,00% C
Total General 586824 100,00%
Fuente: Elaboración propia.

119
Anexo E: Gráfico de Pareto Productos Panadería Supermercado Jumbo Puerto Montt.
Fuente: Elaboración propia.
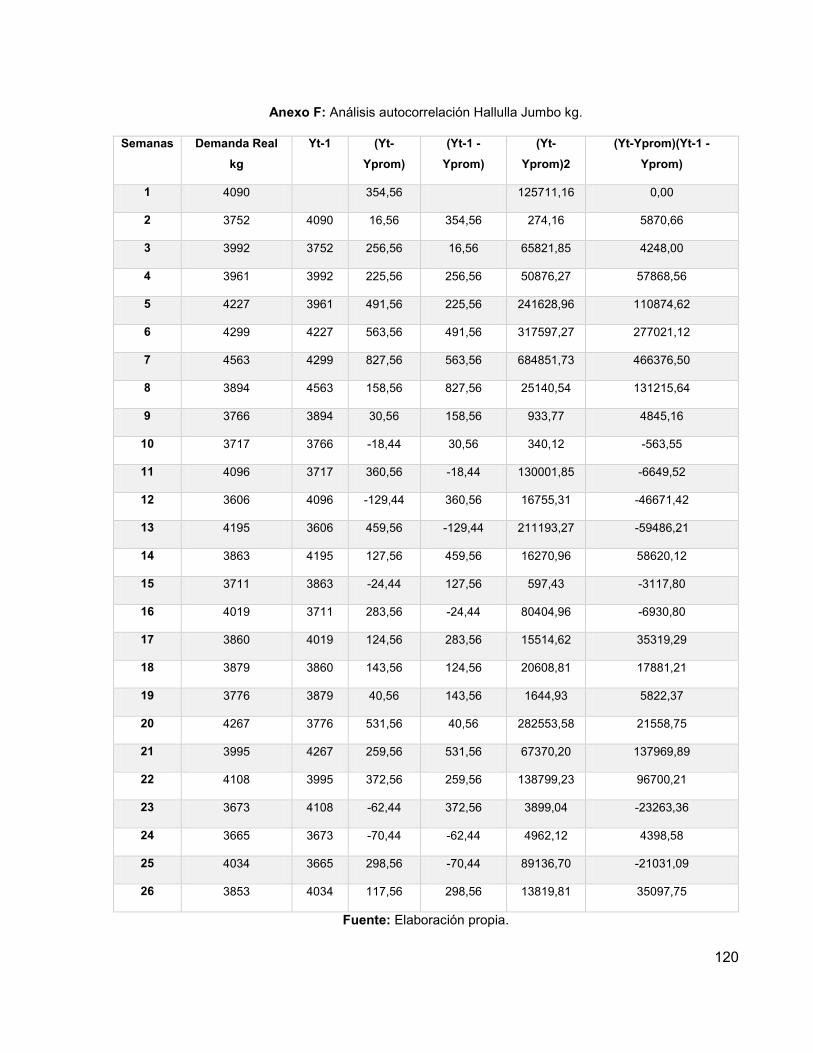
120
Anexo F: Análisis autocorrelación Hallulla Jumbo kg.
Fuente: Elaboración propia.
Semanas Demanda Real kg
Yt-1 (Yt-Yprom)
(Yt-1 -Yprom)
(Yt-Yprom)2
(Yt-Yprom)(Yt-1 - Yprom)
1 4090 354,56 125711,16 0,00
2 3752 4090 16,56 354,56 274,16 5870,66
3 3992 3752 256,56 16,56 65821,85 4248,00
4 3961 3992 225,56 256,56 50876,27 57868,56
5 4227 3961 491,56 225,56 241628,96 110874,62
6 4299 4227 563,56 491,56 317597,27 277021,12
7 4563 4299 827,56 563,56 684851,73 466376,50
8 3894 4563 158,56 827,56 25140,54 131215,64
9 3766 3894 30,56 158,56 933,77 4845,16
10 3717 3766 -18,44 30,56 340,12 -563,55
11 4096 3717 360,56 -18,44 130001,85 -6649,52
12 3606 4096 -129,44 360,56 16755,31 -46671,42
13 4195 3606 459,56 -129,44 211193,27 -59486,21
14 3863 4195 127,56 459,56 16270,96 58620,12
15 3711 3863 -24,44 127,56 597,43 -3117,80
16 4019 3711 283,56 -24,44 80404,96 -6930,80
17 3860 4019 124,56 283,56 15514,62 35319,29
18 3879 3860 143,56 124,56 20608,81 17881,21
19 3776 3879 40,56 143,56 1644,93 5822,37
20 4267 3776 531,56 40,56 282553,58 21558,75
21 3995 4267 259,56 531,56 67370,20 137969,89
22 4108 3995 372,56 259,56 138799,23 96700,21
23 3673 4108 -62,44 372,56 3899,04 -23263,36
24 3665 3673 -70,44 -62,44 4962,12 4398,58
25 4034 3665 298,56 -70,44 89136,70 -21031,09
26 3853 4034 117,56 298,56 13819,81 35097,75
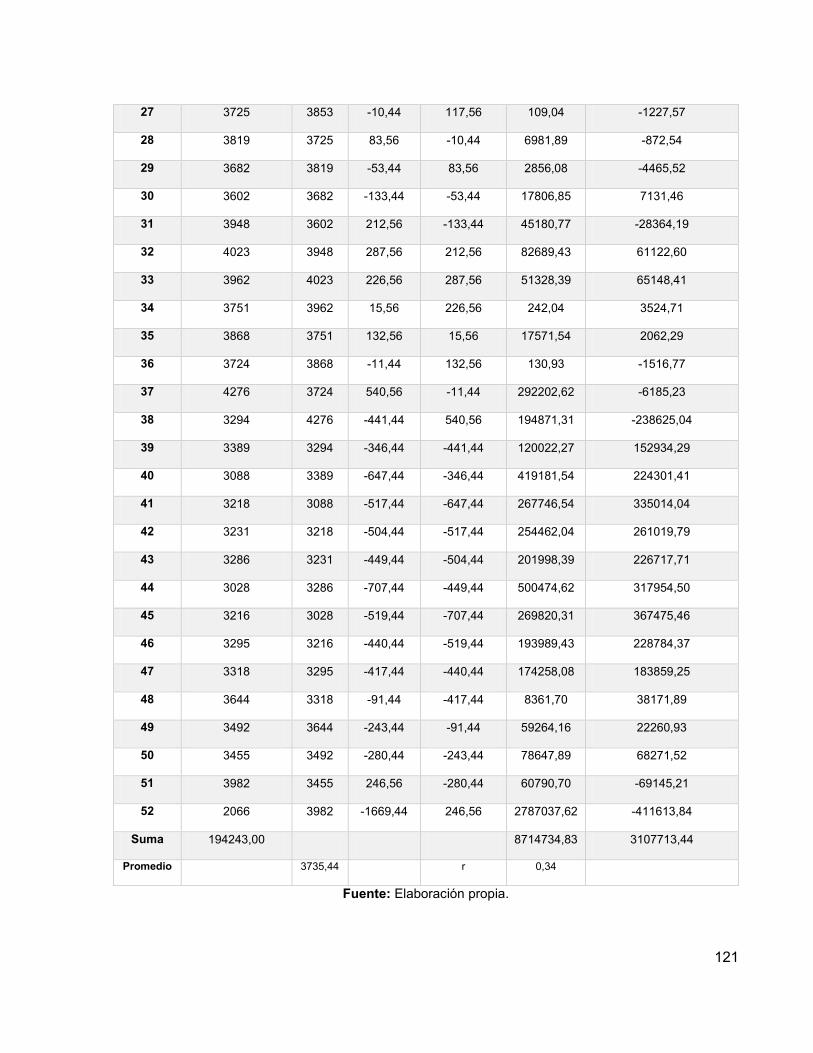
121
Fuente: Elaboración propia.
27 3725 3853 -10,44 117,56 109,04 -1227,57
28 3819 3725 83,56 -10,44 6981,89 -872,54
29 3682 3819 -53,44 83,56 2856,08 -4465,52
30 3602 3682 -133,44 -53,44 17806,85 7131,46
31 3948 3602 212,56 -133,44 45180,77 -28364,19
32 4023 3948 287,56 212,56 82689,43 61122,60
33 3962 4023 226,56 287,56 51328,39 65148,41
34 3751 3962 15,56 226,56 242,04 3524,71
35 3868 3751 132,56 15,56 17571,54 2062,29
36 3724 3868 -11,44 132,56 130,93 -1516,77
37 4276 3724 540,56 -11,44 292202,62 -6185,23
38 3294 4276 -441,44 540,56 194871,31 -238625,04
39 3389 3294 -346,44 -441,44 120022,27 152934,29
40 3088 3389 -647,44 -346,44 419181,54 224301,41
41 3218 3088 -517,44 -647,44 267746,54 335014,04
42 3231 3218 -504,44 -517,44 254462,04 261019,79
43 3286 3231 -449,44 -504,44 201998,39 226717,71
44 3028 3286 -707,44 -449,44 500474,62 317954,50
45 3216 3028 -519,44 -707,44 269820,31 367475,46
46 3295 3216 -440,44 -519,44 193989,43 228784,37
47 3318 3295 -417,44 -440,44 174258,08 183859,25
48 3644 3318 -91,44 -417,44 8361,70 38171,89
49 3492 3644 -243,44 -91,44 59264,16 22260,93
50 3455 3492 -280,44 -243,44 78647,89 68271,52
51 3982 3455 246,56 -280,44 60790,70 -69145,21
52 2066 3982 -1669,44 246,56 2787037,62 -411613,84
Suma 194243,00 8714734,83 3107713,44
Promedio 3735,44 r 0,34

122
Anexo G: Análisis autocorrelación Marraqueta Jumbo kg.
Semanas Demanda Real kg
Yt-1 (Yt-Yprom)
(Yt-1 -Yprom)
(Yt-Yprom)2
(Yt-Yprom)(Yt-1 - Yprom)
1 2659 -102,44 10494,43 0,00
2 2650 2659 -111,44 -102,44 12419,39 11416,41
3 2496 2650 -265,44 -111,44 70459,62 29581,50
4 2306 2496 -455,44 -265,44 207427,70 120893,66
5 2582 2306 -179,44 -455,44 32199,54 81725,62
6 2668 2582 -93,44 -179,44 8731,46 16767,50
7 2572 2668 -189,44 -93,44 35888,39 17701,93
8 2878 2572 116,56 -189,44 13585,70 -22080,96
9 2745 2878 -16,44 116,56 270,35 -1916,48
10 2463 2745 -298,44 -16,44 89067,81 4907,08
11 2453 2463 -308,44 -298,44 95136,66 92052,23
12 2428 2453 -333,44 -308,44 111183,77 102847,71
13 2626 2428 -135,44 -333,44 18344,62 45162,20
14 1996 2626 -765,44 -135,44 585901,93 103673,27
15 2164 1996 -597,44 -765,44 356937,31 457307,62
16 2791 2164 29,56 -597,44 873,66 -17659,02
17 2208 2791 -553,44 29,56 306298,39 -16358,48
18 2983 2208 221,56 -553,44 49087,81 -122619,40
19 2471 2983 -290,44 221,56 84356,73 -64349,73
20 2771 2471 9,56 -290,44 91,35 -2775,96
21 2222 2771 -539,44 9,56 290998,00 -5155,82
22 2419 2222 -342,44 -539,44 117266,73 184727,87
23 2534 2419 -227,44 -342,44 51730,00 77885,87
24 2522 2534 -239,44 -227,44 57332,62 54459,31
25 2615 2522 -146,44 -239,44 21445,35 35064,48
26 3278 2615 516,56 -146,44 266831,85 -75645,90
27 2660 3278 -101,44 516,56 10290,54 -52400,80
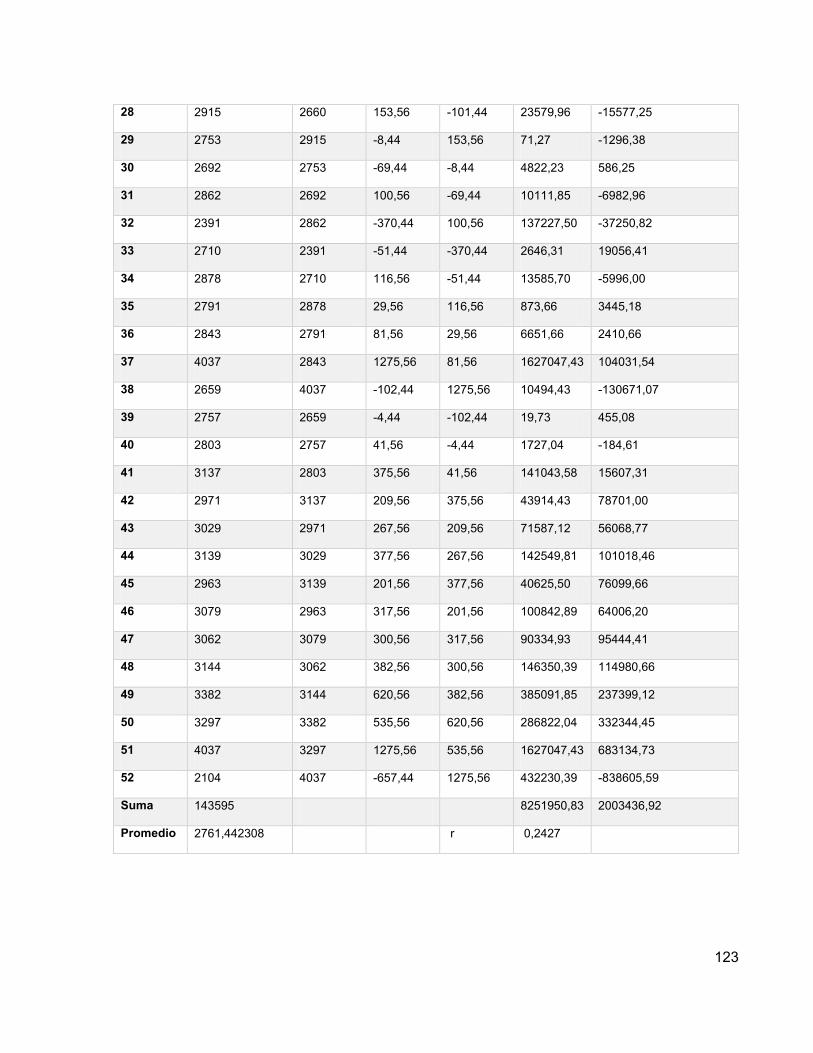
123
28 2915 2660 153,56 -101,44 23579,96 -15577,25
29 2753 2915 -8,44 153,56 71,27 -1296,38
30 2692 2753 -69,44 -8,44 4822,23 586,25
31 2862 2692 100,56 -69,44 10111,85 -6982,96
32 2391 2862 -370,44 100,56 137227,50 -37250,82
33 2710 2391 -51,44 -370,44 2646,31 19056,41
34 2878 2710 116,56 -51,44 13585,70 -5996,00
35 2791 2878 29,56 116,56 873,66 3445,18
36 2843 2791 81,56 29,56 6651,66 2410,66
37 4037 2843 1275,56 81,56 1627047,43 104031,54
38 2659 4037 -102,44 1275,56 10494,43 -130671,07
39 2757 2659 -4,44 -102,44 19,73 455,08
40 2803 2757 41,56 -4,44 1727,04 -184,61
41 3137 2803 375,56 41,56 141043,58 15607,31
42 2971 3137 209,56 375,56 43914,43 78701,00
43 3029 2971 267,56 209,56 71587,12 56068,77
44 3139 3029 377,56 267,56 142549,81 101018,46
45 2963 3139 201,56 377,56 40625,50 76099,66
46 3079 2963 317,56 201,56 100842,89 64006,20
47 3062 3079 300,56 317,56 90334,93 95444,41
48 3144 3062 382,56 300,56 146350,39 114980,66
49 3382 3144 620,56 382,56 385091,85 237399,12
50 3297 3382 535,56 620,56 286822,04 332344,45
51 4037 3297 1275,56 535,56 1627047,43 683134,73
52 2104 4037 -657,44 1275,56 432230,39 -838605,59
Suma 143595 8251950,83 2003436,92
Promedio 2761,442308 r 0,2427
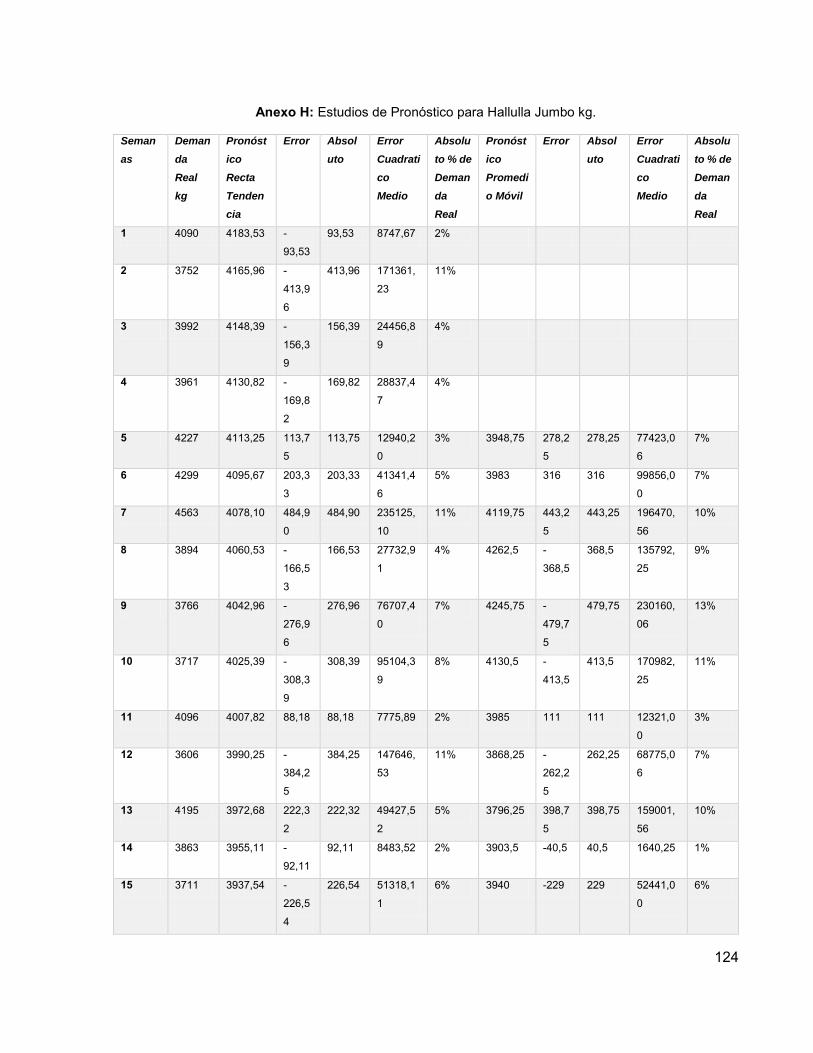
124
Anexo H: Estudios de Pronóstico para Hallulla Jumbo kg.
Seman
as
Deman
da
Real
kg
Pronóst
ico
Recta
Tenden
cia
Error Absol
uto
Error
Cuadrati
co
Medio
Absolu
to % de
Deman
da
Real
Pronóst
ico
Promedi
o Móvil
Error Absol
uto
Error
Cuadrati
co
Medio
Absolu
to % de
Deman
da
Real
1 4090 4183,53 -
93,53
93,53 8747,67 2%
2 3752 4165,96 -
413,9
6
413,96 171361,
23
11%
3 3992 4148,39 -
156,3
9
156,39 24456,8
9
4%
4 3961 4130,82 -
169,8
2
169,82 28837,4
7
4%
5 4227 4113,25 113,7
5
113,75 12940,2
0
3% 3948,75 278,2
5
278,25 77423,0
6
7%
6 4299 4095,67 203,3
3
203,33 41341,4
6
5% 3983 316 316 99856,0
0
7%
7 4563 4078,10 484,9
0
484,90 235125,
10
11% 4119,75 443,2
5
443,25 196470,
56
10%
8 3894 4060,53 -
166,5
3
166,53 27732,9
1
4% 4262,5 -
368,5
368,5 135792,
25
9%
9 3766 4042,96 -
276,9
6
276,96 76707,4
0
7% 4245,75 -
479,7
5
479,75 230160,
06
13%
10 3717 4025,39 -
308,3
9
308,39 95104,3
9
8% 4130,5 -
413,5
413,5 170982,
25
11%
11 4096 4007,82 88,18 88,18 7775,89 2% 3985 111 111 12321,0
0
3%
12 3606 3990,25 -
384,2
5
384,25 147646,
53
11% 3868,25 -
262,2
5
262,25 68775,0
6
7%
13 4195 3972,68 222,3
2
222,32 49427,5
2
5% 3796,25 398,7
5
398,75 159001,
56
10%
14 3863 3955,11 -
92,11
92,11 8483,52 2% 3903,5 -40,5 40,5 1640,25 1%
15 3711 3937,54 -
226,5
4
226,54 51318,1
1
6% 3940 -229 229 52441,0
0
6%

125
16 4019 3919,96 99,04 99,04 9808,13 2% 3843,75 175,2
5
175,25 30712,5
6
4%
17 3860 3902,39 -
42,39
42,39 1797,17 1% 3947 -87 87 7569,00 2%
18 3879 3884,82 -5,82 5,82 33,90 0% 3863,25 15,75 15,75 248,06 0%
19 3776 3867,25 -
91,25
91,25 8326,75 2% 3867,25 -
91,25
91,25 8326,56 2%
20 4267 3849,68 417,3
2
417,32 174155,
98
10% 3883,5 383,5 383,5 147072,
25
9%
21 3995 3832,11 162,8
9
162,89 26533,4
8
4% 3945,5 49,5 49,5 2450,25 1%
22 4108 3814,54 293,4
6
293,46 86119,9
5
7% 3979,25 128,7
5
128,75 16576,5
6
3%
23 3673 3796,97 -
123,9
7
123,97 15367,8
2
3% 4036,5 -
363,5
363,5 132132,
25
10%
24 3665 3779,40 -
114,4
0
114,40 13086,4
4
3% 4010,75 -
345,7
5
345,75 119543,
06
9%
25 4034 3761,83 272,1
8
272,18 74079,2
3
7% 3860,25 173,7
5
173,75 30189,0
6
4%
26 3853 3744,25 108,7
5
108,75 11825,6
9
3% 3870 -17 17 289,00 0%
27 3725 3726,68 -1,68 1,68 2,83 0% 3806,25 -
81,25
81,25 6601,56 2%
28 3819 3709,11 109,8
9
109,89 12075,3
7
3% 3819,25 -0,25 0,25 0,06 0%
29 3682 3691,54 -9,54 9,54 91,03 0% 3857,75 -
175,7
5
175,75 30888,0
6
5%
30 3602 3673,97 -
71,97
71,97 5179,68 2% 3769,75 -
167,7
5
167,75 28140,0
6
5%
31 3948 3656,40 291,6
0
291,60 85031,1
4
7% 3707 241 241 58081,0
0
6%
32 4023 3638,83 384,1
7
384,17 147588,
13
10% 3762,75 260,2
5
260,25 67730,0
6
6%
33 3962 3621,26 340,7
4
340,74 116105,
79
9% 3813,75 148,2
5
148,25 21978,0
6
4%
34 3751 3603,69 147,3
1
147,31 21701,4
1
4% 3883,75 -
132,7
5
132,75 17622,5
6
4%
35 3868 3586,12 281,8
9
281,89 79459,1
5
7% 3921 -53 53 2809,00 1%

126
36 3724 3568,54 155,4
6
155,46 24166,5
7
4% 3901 -177 177 31329,0
0
5%
37 4276 3550,97 725,0
3
725,03 525664,
15
17% 3826,25 449,7
5
449,75 202275,
06
11%
38 3294 3533,40 -
239,4
0
239,40 57313,3
2
7% 3904,75 -
610,7
5
610,75 373015,
56
19%
39 3389 3515,83 -
126,8
3
126,83 16086,1
0
4% 3790,5 -
401,5
401,5 161202,
25
12%
40 3088 3498,26 -
410,2
6
410,26 168313,
27
13% 3670,75 -
582,7
5
582,75 339597,
56
19%
41 3218 3480,69 -
262,6
9
262,69 69005,5
1
8% 3511,75 -
293,7
5
293,75 86289,0
6
9%
42 3231 3463,12 -
232,1
2
232,12 53878,7
7
7% 3247,25 -
16,25
16,25 264,06 1%
43 3286 3445,55 -
159,5
5
159,55 25455,2
5
5% 3231,5 54,5 54,5 2970,25 2%
44 3028 3427,98 -
399,9
8
399,98 159980,
80
13% 3205,75 -
177,7
5
177,75 31595,0
6
6%
45 3216 3410,41 -
194,4
1
194,41 37793,3
0
6% 3190,75 25,25 25,25 637,56 1%
46 3295 3392,83 -
97,83
97,83 9571,49 3% 3190,25 104,7
5
104,75 10972,5
6
3%
47 3318 3375,26 -
57,26
57,26 3279,05 2% 3206,25 111,7
5
111,75 12488,0
6
3%
48 3644 3357,69 286,3
1
286,31 81972,2
7
8% 3214,25 429,7
5
429,75 184685,
06
12%
49 3492 3340,12 151,8
8
151,88 23067,2
3
4% 3368,25 123,7
5
123,75 15314,0
6
4%
50 3455 3322,55 132,4
5
132,45 17543,0
0
4% 3437,25 17,75 17,75 315,06 1%
51 3982 3304,98 677,0
2
677,02 458357,
43
17% 3477,25 504,7
5
504,75 254772,
56
13%
52 2066 3287,41 -
1221,
41
1221,4
1
1491837
,50
59% 3643,25 -
1577,
25
1577,2
5
2487717
,56
76%

127
Promedio
3735,44
3735,47 -0,03 236,56 98051,16
7% 3763,51 -45,84
251,90 127692,97
7%
Fuente: Elaboración propia.
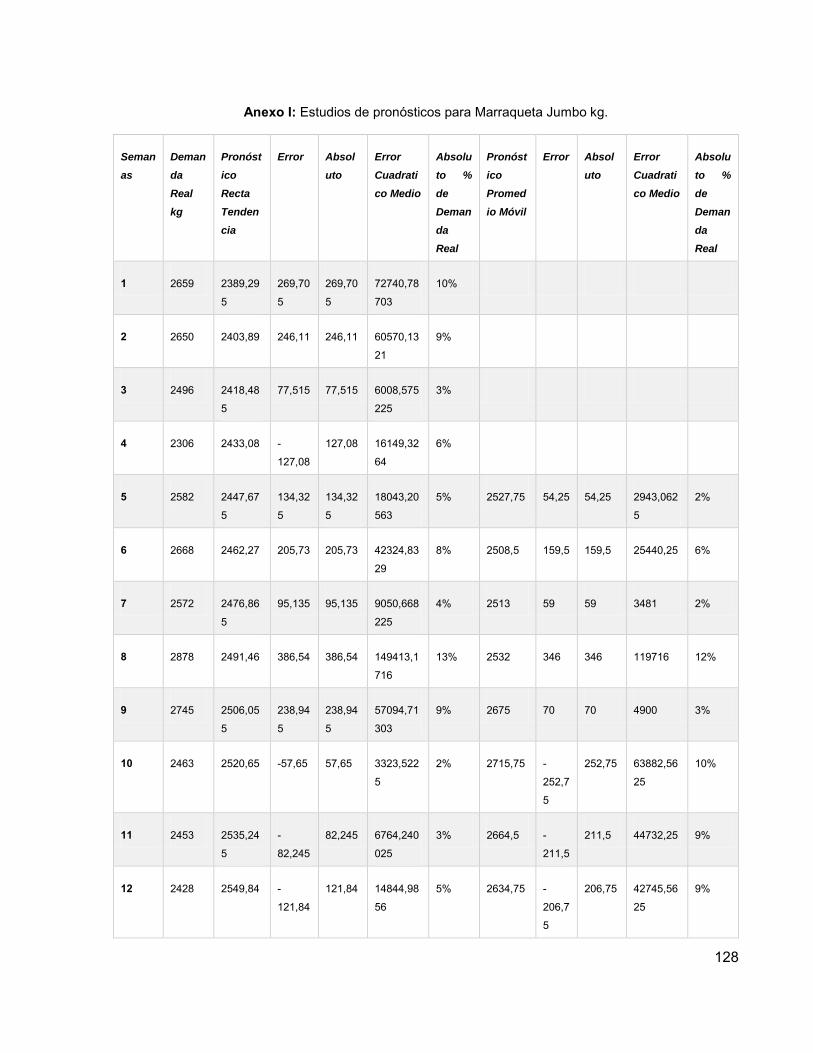
128
Anexo I: Estudios de pronósticos para Marraqueta Jumbo kg.
Seman
as
Deman
da
Real
kg
Pronóst
ico
Recta
Tenden
cia
Error Absol
uto
Error
Cuadrati
co Medio
Absolu
to %
de
Deman
da
Real
Pronóst
ico
Promed
io Móvil
Error Absol
uto
Error
Cuadrati
co Medio
Absolu
to %
de
Deman
da
Real
1 2659 2389,29
5
269,70
5
269,70
5
72740,78
703
10%
2 2650 2403,89 246,11 246,11 60570,13
21
9%
3 2496 2418,48
5
77,515 77,515 6008,575
225
3%
4 2306 2433,08 -
127,08
127,08 16149,32
64
6%
5 2582 2447,67
5
134,32
5
134,32
5
18043,20
563
5% 2527,75 54,25 54,25 2943,062
5
2%
6 2668 2462,27 205,73 205,73 42324,83
29
8% 2508,5 159,5 159,5 25440,25 6%
7 2572 2476,86
5
95,135 95,135 9050,668
225
4% 2513 59 59 3481 2%
8 2878 2491,46 386,54 386,54 149413,1
716
13% 2532 346 346 119716 12%
9 2745 2506,05
5
238,94
5
238,94
5
57094,71
303
9% 2675 70 70 4900 3%
10 2463 2520,65 -57,65 57,65 3323,522
5
2% 2715,75 -
252,7
5
252,75 63882,56
25
10%
11 2453 2535,24
5
-
82,245
82,245 6764,240
025
3% 2664,5 -
211,5
211,5 44732,25 9%
12 2428 2549,84 -
121,84
121,84 14844,98
56
5% 2634,75 -
206,7
5
206,75 42745,56
25
9%

129
13 2626 2564,43
5
61,565 61,565 3790,249
225
2% 2522,25 103,7
5
103,75 10764,06
25
4%
14 1996 2579,03 -
583,03
583,03 339923,9
809
29% 2492,5 -
496,5
496,5 246512,2
5
25%
15 2164 2593,62
5
-
429,62
5
429,62
5
184577,6
406
20% 2375,75 -
211,7
5
211,75 44838,06
25
10%
16 2791 2608,22 182,78 182,78 33408,52
84
7% 2303,5 487,5 487,5 237656,2
5
17%
17 2208 2622,81
5
-
414,81
5
414,81
5
172071,4
842
19% 2394,25 -
186,2
5
186,25 34689,06
25
8%
18 2983 2637,41 345,59 345,59 119432,4
481
12% 2289,75 693,2
5
693,25 480595,5
625
23%
19 2471 2652,00
5
-
181,00
5
181,00
5
32762,81
002
7% 2536,5 -65,5 65,5 4290,25 3%
20 2771 2666,6 104,4 104,4 10899,36 4% 2613,25 157,7
5
157,75 24885,06
25
6%
21 2222 2681,19
5
-
459,19
5
459,19
5
210860,0
48
21% 2608,25 -
386,2
5
386,25 149189,0
625
17%
22 2419 2695,79 -
276,79
276,79 76612,70
41
11% 2611,75 -
192,7
5
192,75 37152,56
25
8%
23 2534 2710,38
5
-
176,38
5
176,38
5
31111,66
822
7% 2470,75 63,25 63,25 4000,562
5
2%
24 2522 2724,98 -
202,98
202,98 41200,88
04
8% 2486,5 35,5 35,5 1260,25 1%
25 2615 2739,57
5
-
124,57
5
124,57
5
15518,93
063
5% 2424,25 190,7
5
190,75 36385,56
25
7%

130
26 3278 2754,17 523,83 523,83 274397,8
689
16% 2522,5 755,5 755,5 570780,2
5
23%
27 2660 2768,76
5
-
108,76
5
108,76
5
11829,82
523
4% 2737,25 -
77,25
77,25 5967,562
5
3%
28 2915 2783,36 131,64 131,64 17329,08
96
5% 2768,75 146,2
5
146,25 21389,06
25
5%
29 2753 2797,95
5
-
44,955
44,955 2020,952
025
2% 2867 -114 114 12996 4%
30 2692 2812,55 -
120,55
120,55 14532,30
25
4% 2901,5 -
209,5
209,5 43890,25 8%
31 2862 2827,14
5
34,855 34,855 1214,871
025
1% 2755 107 107 11449 4%
32 2391 2841,74 -
450,74
450,74 203166,5
476
19% 2805,5 -
414,5
414,5 171810,2
5
17%
33 2710 2856,33
5
-
146,33
5
146,33
5
21413,93
223
5% 2674,5 35,5 35,5 1260,25 1%
34 2878 2870,93 7,07 7,07 49,9849 0% 2663,75 214,2
5
214,25 45903,06
25
7%
35 2791 2885,52
5
-
94,525
94,525 8934,975
625
3% 2710,25 80,75 80,75 6520,562
5
3%
36 2843 2900,12 -57,12 57,12 3262,694
4
2% 2692,5 150,5 150,5 22650,25 5%
37 4037 2914,71
5
1122,2
85
1122,2
85
1259523,
621
28% 2805,5 1231,
5
1231,5 1516592,
25
31%
38 2659 2929,31 -
270,31
270,31 73067,49
61
10% 3137,25 -
478,2
5
478,25 228723,0
625
18%
39 2757 2943,90
5
-
186,90
5
186,90
5
34933,47
902
7% 3082,5 -
325,5
325,5 105950,2
5
12%
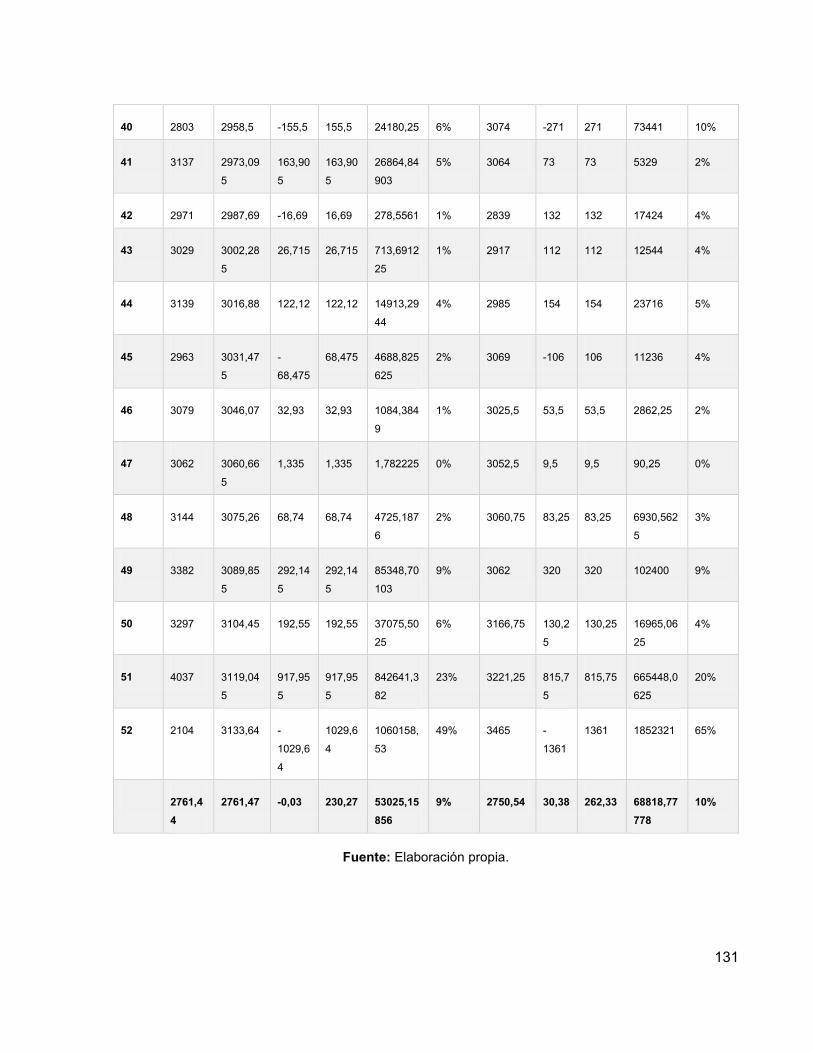
131
40 2803 2958,5 -155,5 155,5 24180,25 6% 3074 -271 271 73441 10%
41 3137 2973,09
5
163,90
5
163,90
5
26864,84
903
5% 3064 73 73 5329 2%
42 2971 2987,69 -16,69 16,69 278,5561 1% 2839 132 132 17424 4%
43 3029 3002,28
5
26,715 26,715 713,6912
25
1% 2917 112 112 12544 4%
44 3139 3016,88 122,12 122,12 14913,29
44
4% 2985 154 154 23716 5%
45 2963 3031,47
5
-
68,475
68,475 4688,825
625
2% 3069 -106 106 11236 4%
46 3079 3046,07 32,93 32,93 1084,384
9
1% 3025,5 53,5 53,5 2862,25 2%
47 3062 3060,66
5
1,335 1,335 1,782225 0% 3052,5 9,5 9,5 90,25 0%
48 3144 3075,26 68,74 68,74 4725,187
6
2% 3060,75 83,25 83,25 6930,562
5
3%
49 3382 3089,85
5
292,14
5
292,14
5
85348,70
103
9% 3062 320 320 102400 9%
50 3297 3104,45 192,55 192,55 37075,50
25
6% 3166,75 130,2
5
130,25 16965,06
25
4%
51 4037 3119,04
5
917,95
5
917,95
5
842641,3
82
23% 3221,25 815,7
5
815,75 665448,0
625
20%
52 2104 3133,64 -
1029,6
4
1029,6
4
1060158,
53
49% 3465 -
1361
1361 1852321 65%
2761,44
2761,47 -0,03 230,27 53025,15856
9% 2750,54 30,38 262,33 68818,77778
10%
Fuente: Elaboración propia.

132
Anexo J: Análisis autocorrelación mermas Hallulla Jumbo kg.
Semanas Mermas (kg) Abs Yt-1
(Yt-Yprom)
(Yt-1 -Yprom)
(Yt-Yprom)2
(Yt-Yprom)(Yt-1 - Yprom)
1 -81 81 -14,18 200,97 0,00
3 -111 111 81 15,82 -14,18 250,38 -224,32
4 -125 125 111
29,82 15,82 889,44 471,91
5 -45 45 125
-50,18 29,82 2517,68 -1496,44
6 -9 9 45 -86,18 -50,18 7426,38 4324,03
7 -250 250 9 154,82 -86,18 23970,33 -13342,15
8 -7 7 250
-88,18 154,82 7775,09 -13651,79
9 -79 79 7 -16,18 -88,18 261,68 1426,38
10 -97 97 79 1,82 -16,18 3,33 -29,50
11 -78 78 97 -17,18 1,82 295,03 -31,32
12 -61 61 78 -34,18 -17,18 1168,03 587,03
13 -157 157 61 61,82 -34,18 3822,15 -2112,91
14 -103 103 157
7,82 61,82 61,21 483,68
15 -38 38 103
-57,18 7,82 3269,15 -447,32
16 -81 81 38 -14,18 -57,18 200,97 810,56
17 -130 130 81 34,82 -14,18 1212,68 -493,67
18 -59 59 130
-36,18 34,82 1308,74 -1259,79
19 -107 107 59 11,82 -36,18 139,80 -427,73
20 -140 140 107
44,82 11,82 2009,15 529,97
21 -66 66 140
-29,18 44,82 851,27 -1307,79
22 -41 41 66 -54,18 -29,18 2935,09 1580,68
23 -105 105 41 9,82 -54,18 96,50 -532,20
24 -33 33 105
-62,18 9,82 3865,91 -610,79
25 -165 165 33 69,82 -62,18 4875,33 -4341,38
26 -136 136 165
40,82 69,82 1666,56 2850,44
27 -169 169 136
73,82 40,82 5449,91 3013,74
28 -32 32 169
-63,18 73,82 3991,27 -4663,91
29 -37 37 32 -58,18 -63,18 3384,50 3675,38
30 -35 35 37 -60,18 -58,18 3621,21 3500,85

133
31 -127 127 35 31,82 -60,18 1012,74 -1915,03
32 -171 171 127
75,82 31,82 5749,21 2412,97
33 -143 143 171
47,82 75,82 2287,09 3626,15
34 -168 168 143
72,82 47,82 5303,27 3482,68
35 -68 68 168
-27,18 72,82 738,56 -1979,09
36 -139 139 68 43,82 -27,18 1920,50 -1190,97
37 -128 128 139
32,82 43,82 1077,38 1438,44
38 -29 29 128
-66,18 32,82 4379,33 -2172,15
39 -96 96 29 0,82 -66,18 0,68 -54,50
40 -61 61 96 -34,18 0,82 1168,03 -28,15
41 -30 30 61 -65,18 -34,18 4247,97 2227,50
42 -46 46 30 -49,18 -65,18 2418,33 3205,15
43 -58 58 46 -37,18 -49,18 1382,09 1828,21
44 -41 41 58 -54,18 -37,18 2935,09 2014,09
45 -85 85 41 -10,18 -54,18 103,56 551,33
46 -97 97 85 1,82 -10,18 3,33 -18,56
47 -199 199 97 103,82 1,82 10779,33 189,33
48 -113 113 199
17,82 103,82 317,68 1850,50
49 -63 63 113
-32,18 17,82 1035,33 -573,50
50 -146 146 63 50,82 -32,18 2583,03 -1635,32
51 -170 170 146
74,82 50,82 5598,56 3802,80
52 -99 99 170
3,82 74,82 14,62 286,09
Suma -4854 4854 142575,41
-4370,38
Promedio -95,18 95,18
r -0,031
Fuente: Elaboración propia.

134
Anexo K: Análisis autocorrelación mermas Marraqueta Jumbo kg.
Semanas Mermas (kg) Abs Yt-1 (Yt-Yprom)
(Yt-1 -Yprom)
(Yt-Yprom)2
(Yt-Yprom)(Yt-1 - Yprom)
1 -179 179 99,41 9881,98 0,00
2 -15 15 179 -64,59 99,41 4172,11 -6420,96
3 -31 31 15 -48,59 -64,59 2361,17 3138,64
4 -36 36 31 -43,59 -48,59 1900,25 2118,21
5 -11 11 36 -68,59 -43,59 4704,84 2990,04
6 -12 12 11 -67,59 -68,59 4568,66 4636,25
7 -132 132 12 52,41 -67,59 2746,62 -3542,36
9 -61 61 132 -18,59 52,41 345,66 -974,36
10 -136 136 61 56,41 -18,59 3181,88 -1048,73
11 -75 75 136 -4,59 56,41 21,08 -259,02
12 -111 111 75 31,41 -4,59 986,47 -144,22
13 -64 64 111 -15,59 31,41 243,11 -489,71
14 -91 91 64 11,41 -15,59 130,15 -177,87
15 -147 147 91 67,41 11,41 4543,86 769,00
16 -52 52 147 -27,59 67,41 761,31 -1859,92
17 -137 137 52 57,41 -27,59 3295,70 -1584,00
18 -122 122 137 42,41 57,41 1798,45 2434,57
19 -10 10 122 -69,59 42,41 4843,02 -2951,26
20 -41 41 10 -38,59 -69,59 1489,33 2685,68
21 -32 32 41 -47,59 -38,59 2264,98 1836,66
22 -72 72 32 -7,59 -47,59 57,64 361,31
23 -130 130 72 50,41 -7,59 2540,98 -382,69
24 -59 59 130 -20,59 50,41 424,02 -1038,00
25 -200 200 59 120,41 -20,59 14498,13 -2479,43
26 -39 39 200 -40,59 120,41 1647,70 -4887,59
27 -64 64 39 -15,59 -40,59 243,11 632,90
28 -20 20 64 -59,59 -15,59 3551,19 929,15
29 -76 76 20 -3,59 -59,59 12,90 214,04
31 -71 71 76 -8,59 -3,59 73,82 30,86
32 -51 51 71 -28,59 -8,59 817,49 245,66
33 -137 137 51 57,41 -28,59 3295,70 -1641,40
34 -170 170 137 90,41 57,41 8173,64 5190,17

135
35 -124 124 170 44,41 90,41 1972,08 4014,86
36 -79 79 124 -0,59 44,41 0,35 -26,28
37 -50 50 79 -29,59 -0,59 875,68 17,51
39 -45 45 50 -34,59 -29,59 1196,60 1023,64
40 -130 130 45 50,41 -34,59 2540,98 -1743,71
41 -59 59 130 -20,59 50,41 424,02 -1038,00
42 -200 200 59 120,41 -20,59 14498,13 -2479,43
43 -13 13 200 -66,59 120,41 4434,47 -8018,20
44 -46 46 13 -33,59 -66,59 1128,41 2236,94
45 -58 58 46 -21,59 -33,59 466,21 725,31
46 -29 29 58 -50,59 -21,59 2559,53 1092,37
47 -29 29 29 -50,59 -50,59 2559,53 2559,53
48 -46 46 29 -33,59 -50,59 1128,41 1699,47
49 -97 97 46 17,41 -33,59 303,04 -584,77
50 -110 110 97 30,41 17,41 924,66 529,35
51 -97 97 110 17,41 30,41 303,04 529,35
52 -104 104 97 24,41 17,41 595,76 424,90
Suma -3900 3900 125487,84
-705,53
Promedio 79,59 79,59
r -0,0056
Fuente: Elaboración propia.
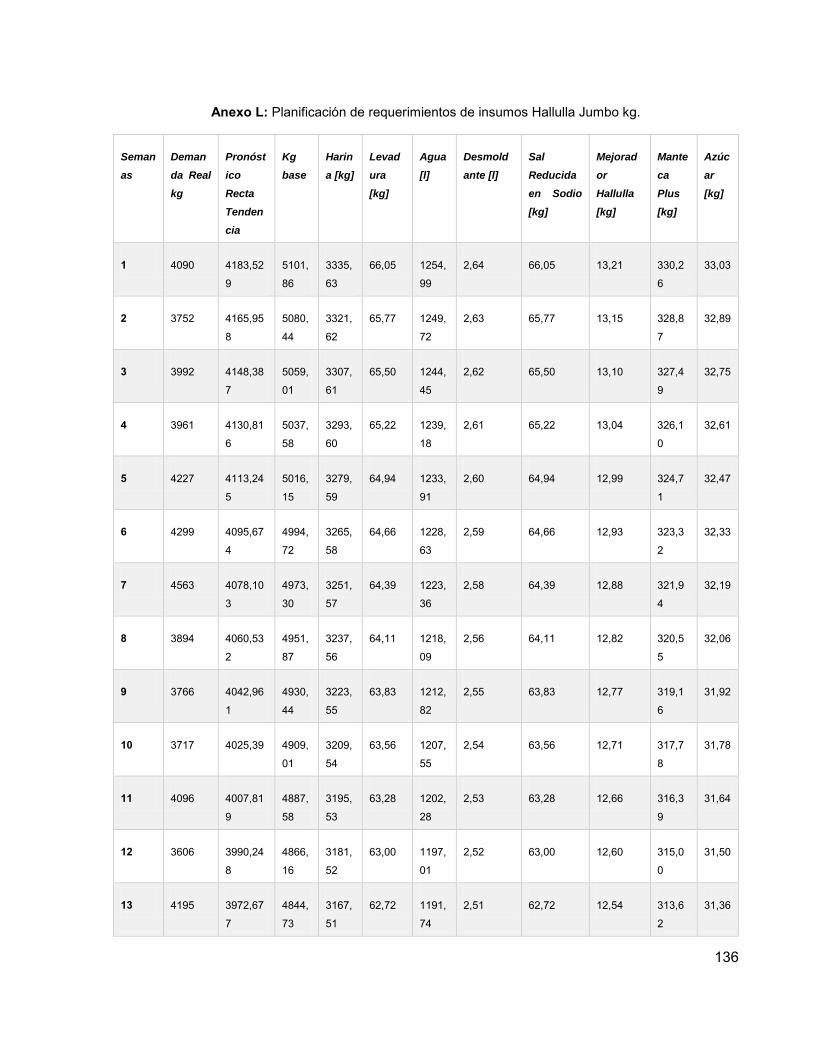
136
Anexo L: Planificación de requerimientos de insumos Hallulla Jumbo kg.
Seman
as
Deman
da Real
kg
Pronóst
ico
Recta
Tenden
cia
Kg
base
Harin
a [kg]
Levad
ura
[kg]
Agua
[l]
Desmold
ante [l]
Sal
Reducida
en Sodio
[kg]
Mejorad
or
Hallulla
[kg]
Mante
ca
Plus
[kg]
Azúc
ar
[kg]
1 4090 4183,52
9
5101,
86
3335,
63
66,05 1254,
99
2,64 66,05 13,21 330,2
6
33,03
2 3752 4165,95
8
5080,
44
3321,
62
65,77 1249,
72
2,63 65,77 13,15 328,8
7
32,89
3 3992 4148,38
7
5059,
01
3307,
61
65,50 1244,
45
2,62 65,50 13,10 327,4
9
32,75
4 3961 4130,81
6
5037,
58
3293,
60
65,22 1239,
18
2,61 65,22 13,04 326,1
0
32,61
5 4227 4113,24
5
5016,
15
3279,
59
64,94 1233,
91
2,60 64,94 12,99 324,7
1
32,47
6 4299 4095,67
4
4994,
72
3265,
58
64,66 1228,
63
2,59 64,66 12,93 323,3
2
32,33
7 4563 4078,10
3
4973,
30
3251,
57
64,39 1223,
36
2,58 64,39 12,88 321,9
4
32,19
8 3894 4060,53
2
4951,
87
3237,
56
64,11 1218,
09
2,56 64,11 12,82 320,5
5
32,06
9 3766 4042,96
1
4930,
44
3223,
55
63,83 1212,
82
2,55 63,83 12,77 319,1
6
31,92
10 3717 4025,39 4909,
01
3209,
54
63,56 1207,
55
2,54 63,56 12,71 317,7
8
31,78
11 4096 4007,81
9
4887,
58
3195,
53
63,28 1202,
28
2,53 63,28 12,66 316,3
9
31,64
12 3606 3990,24
8
4866,
16
3181,
52
63,00 1197,
01
2,52 63,00 12,60 315,0
0
31,50
13 4195 3972,67
7
4844,
73
3167,
51
62,72 1191,
74
2,51 62,72 12,54 313,6
2
31,36
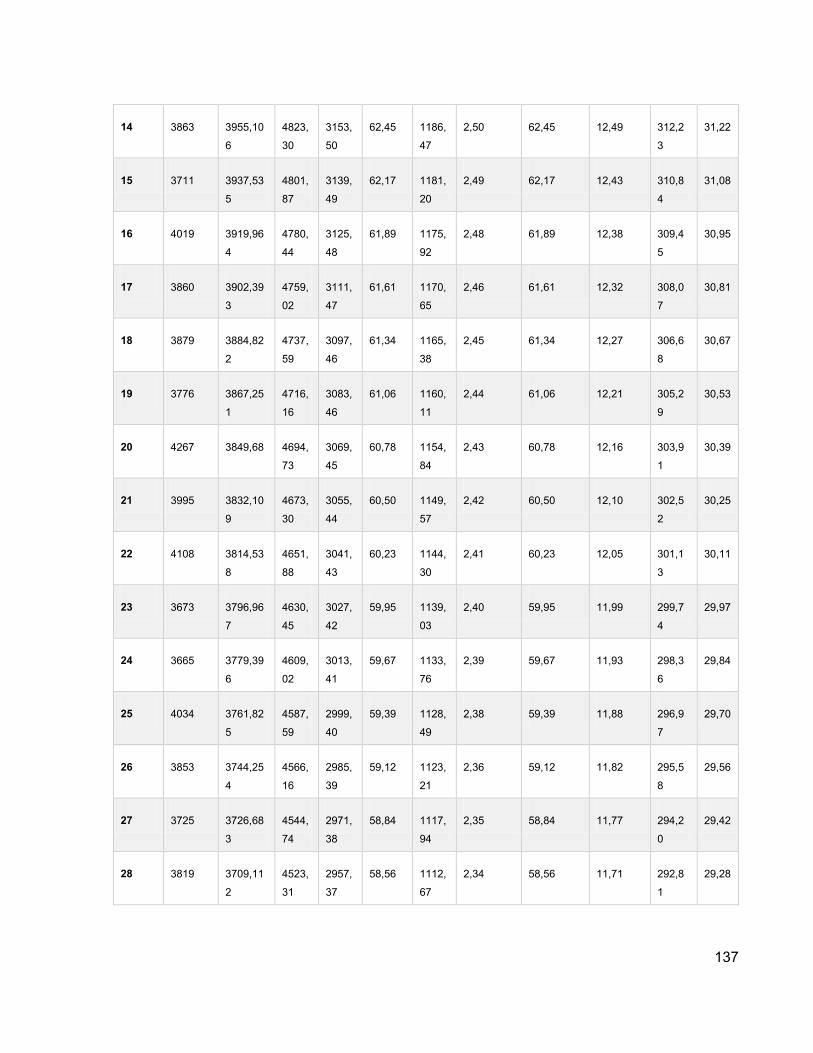
137
14 3863 3955,10
6
4823,
30
3153,
50
62,45 1186,
47
2,50 62,45 12,49 312,2
3
31,22
15 3711 3937,53
5
4801,
87
3139,
49
62,17 1181,
20
2,49 62,17 12,43 310,8
4
31,08
16 4019 3919,96
4
4780,
44
3125,
48
61,89 1175,
92
2,48 61,89 12,38 309,4
5
30,95
17 3860 3902,39
3
4759,
02
3111,
47
61,61 1170,
65
2,46 61,61 12,32 308,0
7
30,81
18 3879 3884,82
2
4737,
59
3097,
46
61,34 1165,
38
2,45 61,34 12,27 306,6
8
30,67
19 3776 3867,25
1
4716,
16
3083,
46
61,06 1160,
11
2,44 61,06 12,21 305,2
9
30,53
20 4267 3849,68 4694,
73
3069,
45
60,78 1154,
84
2,43 60,78 12,16 303,9
1
30,39
21 3995 3832,10
9
4673,
30
3055,
44
60,50 1149,
57
2,42 60,50 12,10 302,5
2
30,25
22 4108 3814,53
8
4651,
88
3041,
43
60,23 1144,
30
2,41 60,23 12,05 301,1
3
30,11
23 3673 3796,96
7
4630,
45
3027,
42
59,95 1139,
03
2,40 59,95 11,99 299,7
4
29,97
24 3665 3779,39
6
4609,
02
3013,
41
59,67 1133,
76
2,39 59,67 11,93 298,3
6
29,84
25 4034 3761,82
5
4587,
59
2999,
40
59,39 1128,
49
2,38 59,39 11,88 296,9
7
29,70
26 3853 3744,25
4
4566,
16
2985,
39
59,12 1123,
21
2,36 59,12 11,82 295,5
8
29,56
27 3725 3726,68
3
4544,
74
2971,
38
58,84 1117,
94
2,35 58,84 11,77 294,2
0
29,42
28 3819 3709,11
2
4523,
31
2957,
37
58,56 1112,
67
2,34 58,56 11,71 292,8
1
29,28

138
29 3682 3691,54
1
4501,
88
2943,
36
58,28 1107,
40
2,33 58,28 11,66 291,4
2
29,14
30 3602 3673,97 4480,
45
2929,
35
58,01 1102,
13
2,32 58,01 11,60 290,0
3
29,00
31 3948 3656,39
9
4459,
02
2915,
34
57,73 1096,
86
2,31 57,73 11,55 288,6
5
28,86
32 4023 3638,82
8
4437,
60
2901,
33
57,45 1091,
59
2,30 57,45 11,49 287,2
6
28,73
33 3962 3621,25
7
4416,
17
2887,
32
57,17 1086,
32
2,29 57,17 11,43 285,8
7
28,59
34 3751 3603,68
6
4394,
74
2873,
31
56,90 1081,
05
2,28 56,90 11,38 284,4
9
28,45
35 3868 3586,11
5
4373,
31
2859,
30
56,62 1075,
78
2,26 56,62 11,32 283,1
0
28,31
36 3724 3568,54
4
4351,
88
2845,
29
56,34 1070,
50
2,25 56,34 11,27 281,7
1
28,17
37 4276 3550,97
3
4330,
45
2831,
28
56,06 1065,
23
2,24 56,06 11,21 280,3
2
28,03
38 3294 3533,40
2
4309,
03
2817,
27
55,79 1059,
96
2,23 55,79 11,16 278,9
4
27,89
39 3389 3515,83
1
4287,
60
2803,
26
55,51 1054,
69
2,22 55,51 11,10 277,5
5
27,76
40 3088 3498,26 4266,
17
2789,
25
55,23 1049,
42
2,21 55,23 11,05 276,1
6
27,62
41 3218 3480,68
9
4244,
74
2775,
24
54,96 1044,
15
2,20 54,96 10,99 274,7
8
27,48
42 3231 3463,11
8
4223,
31
2761,
23
54,68 1038,
88
2,19 54,68 10,94 273,3
9
27,34
43 3286 3445,54
7
4201,
89
2747,
22
54,40 1033,
61
2,18 54,40 10,88 272,0
0
27,20

139
44 3028 3427,97
6
4180,
46
2733,
21
54,12 1028,
34
2,16 54,12 10,82 270,6
1
27,06
45 3216 3410,40
5
4159,
03
2719,
20
53,85 1023,
07
2,15 53,85 10,77 269,2
3
26,92
46 3295 3392,83
4
4137,
60
2705,
19
53,57 1017,
79
2,14 53,57 10,71 267,8
4
26,78
47 3318 3375,26
3
4116,
17
2691,
18
53,29 1012,
52
2,13 53,29 10,66 266,4
5
26,65
48 3644 3357,69
2
4094,
75
2677,
17
53,01 1007,
25
2,12 53,01 10,60 265,0
7
26,51
49 3492 3340,12
1
4073,
32
2663,
16
52,74 1001,
98
2,11 52,74 10,55 263,6
8
26,37
50 3455 3322,55 4051,
89
2649,
15
52,46 996,7
1
2,10 52,46 10,49 262,2
9
26,23
51 3982 3304,97
9
4030,
46
2635,
14
52,18 991,4
4
2,09 52,18 10,44 260,9
1
26,09
52 2066 3287,40
8
4009,
03
2621,
13
51,90 986,1
7
2,08 51,90 10,38 259,5
2
25,95
Fuente: Elaboración propia.

140
Anexo M: Planificación de requerimientos de insumos Marraqueta Jumbo kg.
Seman
as
Demand
a Real
kg
Pronósti
co
Recta
Tenden
cia
Kg
base
Harin
a [kg]
Levad
ura
[kg]
Agua
[l]
Desmolda
nte [l]
Sal
Reducida
en Sodio
[kg]
Mejorador
Marraqueta
[kg]
Aceite
vegetal
Dovidol [l]
1 2659 2389,29
5
3005,
40
1872,
58
37,08 1038,
26
1,48 37,08 7,42 11,50
2 2650 2403,89 3023,
76
1884,
02
37,31 1044,
61
1,49 37,31 7,46 11,57
3 2496 2418,48
5
3042,
12
1895,
46
37,53 1050,
95
1,50 37,53 7,51 11,64
4 2306 2433,08 3060,
48
1906,
90
37,76 1057,
29
1,51 37,76 7,55 11,71
5 2582 2447,67
5
3078,
84
1918,
34
37,99 1063,
63
1,52 37,99 7,60 11,78
6 2668 2462,27 3097,
19
1929,
78
38,21 1069,
97
1,53 38,21 7,64 11,85
7 2572 2476,86
5
3115,
55
1941,
21
38,44 1076,
32
1,54 38,44 7,69 11,92
8 2878 2491,46 3133,
91
1952,
65
38,67 1082,
66
1,55 38,67 7,73 11,99
9 2745 2506,05
5
3152,
27
1964,
09
38,89 1089,
00
1,56 38,89 7,78 12,06
10 2463 2520,65 3170,
63
1975,
53
39,12 1095,
34
1,56 39,12 7,82 12,13
11 2453 2535,24
5
3188,
99
1986,
97
39,35 1101,
69
1,57 39,35 7,87 12,20
12 2428 2549,84 3207,
35
1998,
41
39,57 1108,
03
1,58 39,57 7,91 12,27
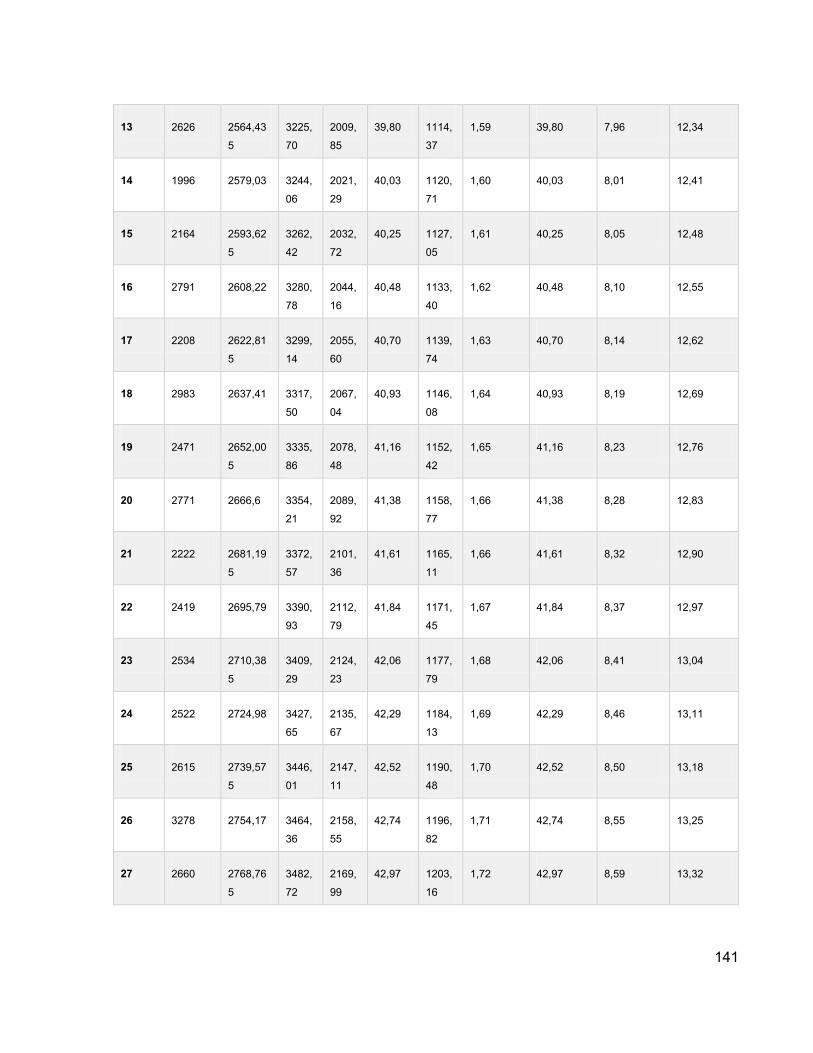
141
13 2626 2564,43
5
3225,
70
2009,
85
39,80 1114,
37
1,59 39,80 7,96 12,34
14 1996 2579,03 3244,
06
2021,
29
40,03 1120,
71
1,60 40,03 8,01 12,41
15 2164 2593,62
5
3262,
42
2032,
72
40,25 1127,
05
1,61 40,25 8,05 12,48
16 2791 2608,22 3280,
78
2044,
16
40,48 1133,
40
1,62 40,48 8,10 12,55
17 2208 2622,81
5
3299,
14
2055,
60
40,70 1139,
74
1,63 40,70 8,14 12,62
18 2983 2637,41 3317,
50
2067,
04
40,93 1146,
08
1,64 40,93 8,19 12,69
19 2471 2652,00
5
3335,
86
2078,
48
41,16 1152,
42
1,65 41,16 8,23 12,76
20 2771 2666,6 3354,
21
2089,
92
41,38 1158,
77
1,66 41,38 8,28 12,83
21 2222 2681,19
5
3372,
57
2101,
36
41,61 1165,
11
1,66 41,61 8,32 12,90
22 2419 2695,79 3390,
93
2112,
79
41,84 1171,
45
1,67 41,84 8,37 12,97
23 2534 2710,38
5
3409,
29
2124,
23
42,06 1177,
79
1,68 42,06 8,41 13,04
24 2522 2724,98 3427,
65
2135,
67
42,29 1184,
13
1,69 42,29 8,46 13,11
25 2615 2739,57
5
3446,
01
2147,
11
42,52 1190,
48
1,70 42,52 8,50 13,18
26 3278 2754,17 3464,
36
2158,
55
42,74 1196,
82
1,71 42,74 8,55 13,25
27 2660 2768,76
5
3482,
72
2169,
99
42,97 1203,
16
1,72 42,97 8,59 13,32

142
28 2915 2783,36 3501,
08
2181,
43
43,20 1209,
50
1,73 43,20 8,64 13,39
29 2753 2797,95
5
3519,
44
2192,
87
43,42 1215,
85
1,74 43,42 8,68 13,46
30 2692 2812,55 3537,
80
2204,
30
43,65 1222,
19
1,75 43,65 8,73 13,53
31 2862 2827,14
5
3556,
16
2215,
74
43,88 1228,
53
1,76 43,88 8,78 13,60
32 2391 2841,74 3574,
52
2227,
18
44,10 1234,
87
1,76 44,10 8,82 13,67
33 2710 2856,33
5
3592,
87
2238,
62
44,33 1241,
22
1,77 44,33 8,87 13,74
34 2878 2870,93 3611,
23
2250,
06
44,56 1247,
56
1,78 44,56 8,91 13,81
35 2791 2885,52
5
3629,
59
2261,
50
44,78 1253,
90
1,79 44,78 8,96 13,88
36 2843 2900,12 3647,
95
2272,
94
45,01 1260,
24
1,80 45,01 9,00 13,95
37 4037 2914,71
5
3666,
31
2284,
37
45,24 1266,
58
1,81 45,24 9,05 14,02
38 2659 2929,31 3684,
67
2295,
81
45,46 1272,
93
1,82 45,46 9,09 14,09
39 2757 2943,90
5
3703,
03
2307,
25
45,69 1279,
27
1,83 45,69 9,14 14,16
40 2803 2958,5 3721,
38
2318,
69
45,91 1285,
61
1,84 45,91 9,18 14,23
41 3137 2973,09
5
3739,
74
2330,
13
46,14 1291,
95
1,85 46,14 9,23 14,30
42 2971 2987,69 3758,
10
2341,
57
46,37 1298,
30
1,85 46,37 9,27 14,37

143
43 3029 3002,28
5
3776,
46
2353,
01
46,59 1304,
64
1,86 46,59 9,32 14,44
44 3139 3016,88 3794,
82
2364,
45
46,82 1310,
98
1,87 46,82 9,36 14,51
45 2963 3031,47
5
3813,
18
2375,
88
47,05 1317,
32
1,88 47,05 9,41 14,58
46 3079 3046,07 3831,
53
2387,
32
47,27 1323,
66
1,89 47,27 9,45 14,65
47 3062 3060,66
5
3849,
89
2398,
76
47,50 1330,
01
1,90 47,50 9,50 14,73
48 3144 3075,26 3868,
25
2410,
20
47,73 1336,
35
1,91 47,73 9,55 14,80
49 3382 3089,85
5
3886,
61
2421,
64
47,95 1342,
69
1,92 47,95 9,59 14,87
50 3297 3104,45 3904,
97
2433,
08
48,18 1349,
03
1,93 48,18 9,64 14,94
51 4037 3119,04
5
3923,
33
2444,
52
48,41 1355,
38
1,94 48,41 9,68 15,01
52 2104 3133,64 3941,
69
2455,
95
48,63 1361,
72
1,95 48,63 9,73 15,08
Fuente: Elaboración propia.
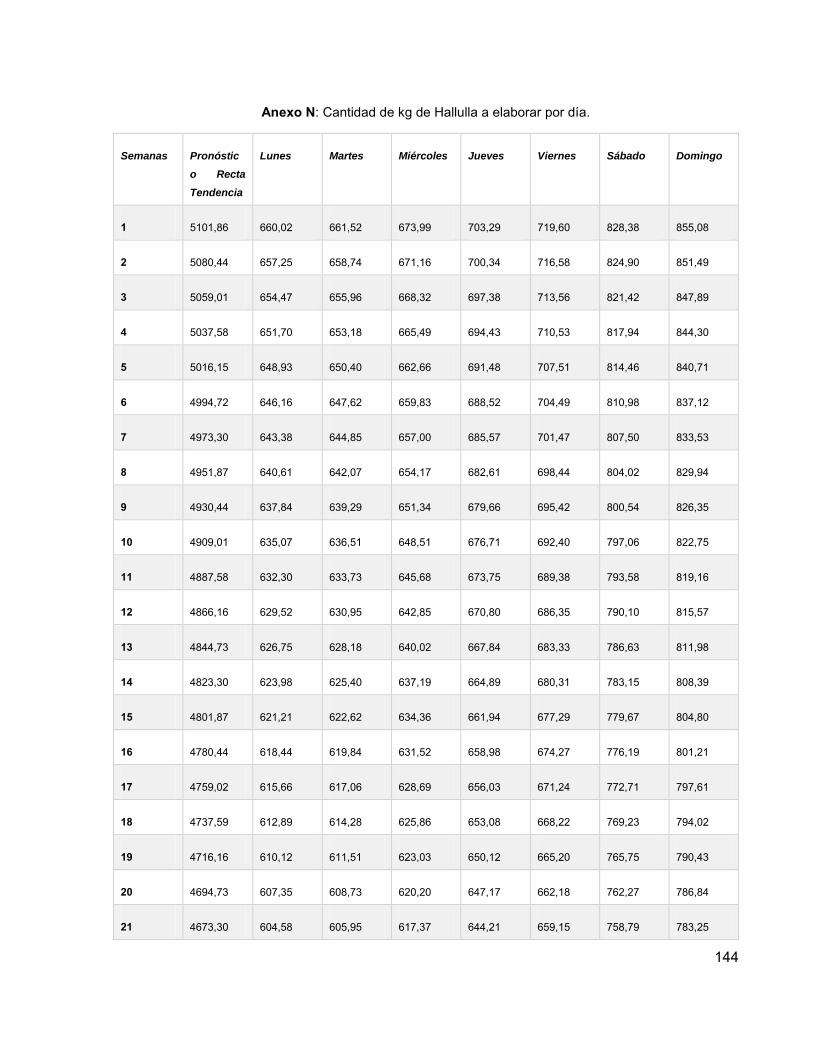
144
Anexo N: Cantidad de kg de Hallulla a elaborar por día.
Semanas Pronóstic
o Recta
Tendencia
Lunes Martes Miércoles Jueves Viernes Sábado Domingo
1 5101,86 660,02 661,52 673,99 703,29 719,60 828,38 855,08
2 5080,44 657,25 658,74 671,16 700,34 716,58 824,90 851,49
3 5059,01 654,47 655,96 668,32 697,38 713,56 821,42 847,89
4 5037,58 651,70 653,18 665,49 694,43 710,53 817,94 844,30
5 5016,15 648,93 650,40 662,66 691,48 707,51 814,46 840,71
6 4994,72 646,16 647,62 659,83 688,52 704,49 810,98 837,12
7 4973,30 643,38 644,85 657,00 685,57 701,47 807,50 833,53
8 4951,87 640,61 642,07 654,17 682,61 698,44 804,02 829,94
9 4930,44 637,84 639,29 651,34 679,66 695,42 800,54 826,35
10 4909,01 635,07 636,51 648,51 676,71 692,40 797,06 822,75
11 4887,58 632,30 633,73 645,68 673,75 689,38 793,58 819,16
12 4866,16 629,52 630,95 642,85 670,80 686,35 790,10 815,57
13 4844,73 626,75 628,18 640,02 667,84 683,33 786,63 811,98
14 4823,30 623,98 625,40 637,19 664,89 680,31 783,15 808,39
15 4801,87 621,21 622,62 634,36 661,94 677,29 779,67 804,80
16 4780,44 618,44 619,84 631,52 658,98 674,27 776,19 801,21
17 4759,02 615,66 617,06 628,69 656,03 671,24 772,71 797,61
18 4737,59 612,89 614,28 625,86 653,08 668,22 769,23 794,02
19 4716,16 610,12 611,51 623,03 650,12 665,20 765,75 790,43
20 4694,73 607,35 608,73 620,20 647,17 662,18 762,27 786,84
21 4673,30 604,58 605,95 617,37 644,21 659,15 758,79 783,25
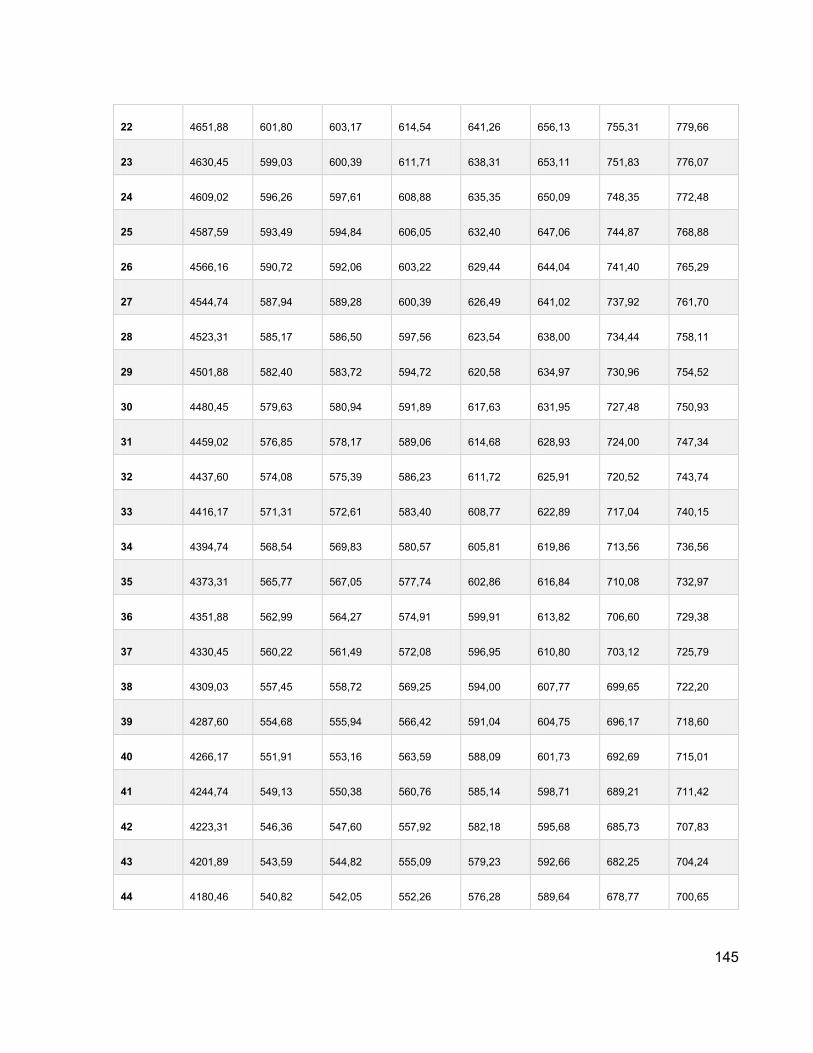
145
22 4651,88 601,80 603,17 614,54 641,26 656,13 755,31 779,66
23 4630,45 599,03 600,39 611,71 638,31 653,11 751,83 776,07
24 4609,02 596,26 597,61 608,88 635,35 650,09 748,35 772,48
25 4587,59 593,49 594,84 606,05 632,40 647,06 744,87 768,88
26 4566,16 590,72 592,06 603,22 629,44 644,04 741,40 765,29
27 4544,74 587,94 589,28 600,39 626,49 641,02 737,92 761,70
28 4523,31 585,17 586,50 597,56 623,54 638,00 734,44 758,11
29 4501,88 582,40 583,72 594,72 620,58 634,97 730,96 754,52
30 4480,45 579,63 580,94 591,89 617,63 631,95 727,48 750,93
31 4459,02 576,85 578,17 589,06 614,68 628,93 724,00 747,34
32 4437,60 574,08 575,39 586,23 611,72 625,91 720,52 743,74
33 4416,17 571,31 572,61 583,40 608,77 622,89 717,04 740,15
34 4394,74 568,54 569,83 580,57 605,81 619,86 713,56 736,56
35 4373,31 565,77 567,05 577,74 602,86 616,84 710,08 732,97
36 4351,88 562,99 564,27 574,91 599,91 613,82 706,60 729,38
37 4330,45 560,22 561,49 572,08 596,95 610,80 703,12 725,79
38 4309,03 557,45 558,72 569,25 594,00 607,77 699,65 722,20
39 4287,60 554,68 555,94 566,42 591,04 604,75 696,17 718,60
40 4266,17 551,91 553,16 563,59 588,09 601,73 692,69 715,01
41 4244,74 549,13 550,38 560,76 585,14 598,71 689,21 711,42
42 4223,31 546,36 547,60 557,92 582,18 595,68 685,73 707,83
43 4201,89 543,59 544,82 555,09 579,23 592,66 682,25 704,24
44 4180,46 540,82 542,05 552,26 576,28 589,64 678,77 700,65

146
45 4159,03 538,05 539,27 549,43 573,32 586,62 675,29 697,06
46 4137,60 535,27 536,49 546,60 570,37 583,59 671,81 693,47
47 4116,17 532,50 533,71 543,77 567,41 580,57 668,33 689,87
48 4094,75 529,73 530,93 540,94 564,46 577,55 664,85 686,28
49 4073,32 526,96 528,15 538,11 561,51 574,53 661,37 682,69
50 4051,89 524,18 525,38 535,28 558,55 571,51 657,89 679,10
51 4030,46 521,41 522,60 532,45 555,60 568,48 654,42 675,51
52 4009,03 518,64 519,82 529,62 552,64 565,46 650,94 671,92
Fuente: Elaboración propia.

147
Anexo O: Cantidad de kg de Marraqueta a elaborar por día.
Semanas Pronóstico
Recta
Tendencia
Lunes Martes Miércoles Jueves Viernes Sábado Domingo
1 3005,40 368,61 367,80 377,59 422,61 440,99 540,01 487,79
2 3023,76 370,87 370,04 379,90 425,19 443,68 543,31 490,77
3 3042,12 373,12 372,29 382,21 427,78 446,38 546,60 493,75
4 3060,48 375,37 374,54 384,51 430,36 449,07 549,90 496,73
5 3078,84 377,62 376,78 386,82 432,94 451,76 553,20 499,71
6 3097,19 379,87 379,03 389,13 435,52 454,46 556,50 502,69
7 3115,55 382,12 381,28 391,43 438,10 457,15 559,80 505,67
8 3133,91 384,38 383,52 393,74 440,68 459,85 563,10 508,65
9 3152,27 386,63 385,77 396,05 443,27 462,54 566,40 511,63
10 3170,63 388,88 388,02 398,35 445,85 465,23 569,70 514,60
11 3188,99 391,13 390,26 400,66 448,43 467,93 572,99 517,58
12 3207,35 393,38 392,51 402,96 451,01 470,62 576,29 520,56
13 3225,70 395,63 394,76 405,27 453,59 473,31 579,59 523,54
14 3244,06 397,89 397,00 407,58 456,17 476,01 582,89 526,52
15 3262,42 400,14 399,25 409,88 458,75 478,70 586,19 529,50
16 3280,78 402,39 401,50 412,19 461,34 481,40 589,49 532,48
17 3299,14 404,64 403,74 414,50 463,92 484,09 592,79 535,46
18 3317,50 406,89 405,99 416,80 466,50 486,78 596,08 538,44
19 3335,86 409,14 408,24 419,11 469,08 489,48 599,38 541,42
20 3354,21 411,40 410,49 421,42 471,66 492,17 602,68 544,40
21 3372,57 413,65 412,73 423,72 474,24 494,86 605,98 547,38
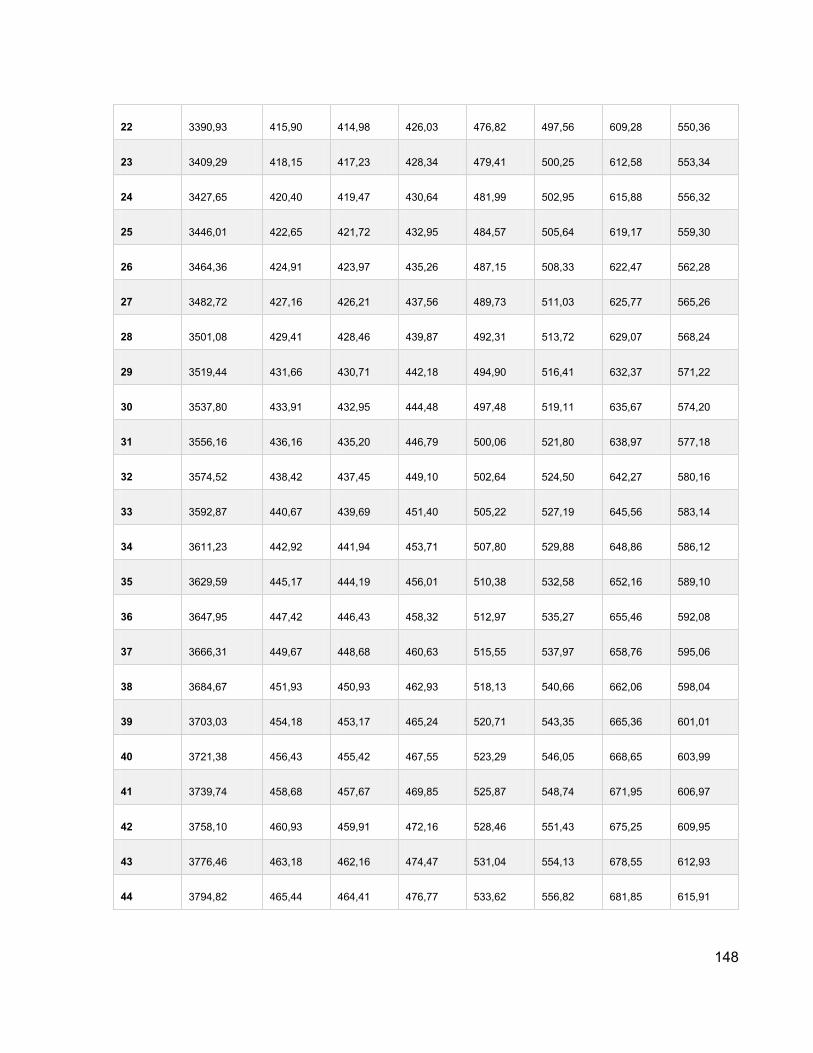
148
22 3390,93 415,90 414,98 426,03 476,82 497,56 609,28 550,36
23 3409,29 418,15 417,23 428,34 479,41 500,25 612,58 553,34
24 3427,65 420,40 419,47 430,64 481,99 502,95 615,88 556,32
25 3446,01 422,65 421,72 432,95 484,57 505,64 619,17 559,30
26 3464,36 424,91 423,97 435,26 487,15 508,33 622,47 562,28
27 3482,72 427,16 426,21 437,56 489,73 511,03 625,77 565,26
28 3501,08 429,41 428,46 439,87 492,31 513,72 629,07 568,24
29 3519,44 431,66 430,71 442,18 494,90 516,41 632,37 571,22
30 3537,80 433,91 432,95 444,48 497,48 519,11 635,67 574,20
31 3556,16 436,16 435,20 446,79 500,06 521,80 638,97 577,18
32 3574,52 438,42 437,45 449,10 502,64 524,50 642,27 580,16
33 3592,87 440,67 439,69 451,40 505,22 527,19 645,56 583,14
34 3611,23 442,92 441,94 453,71 507,80 529,88 648,86 586,12
35 3629,59 445,17 444,19 456,01 510,38 532,58 652,16 589,10
36 3647,95 447,42 446,43 458,32 512,97 535,27 655,46 592,08
37 3666,31 449,67 448,68 460,63 515,55 537,97 658,76 595,06
38 3684,67 451,93 450,93 462,93 518,13 540,66 662,06 598,04
39 3703,03 454,18 453,17 465,24 520,71 543,35 665,36 601,01
40 3721,38 456,43 455,42 467,55 523,29 546,05 668,65 603,99
41 3739,74 458,68 457,67 469,85 525,87 548,74 671,95 606,97
42 3758,10 460,93 459,91 472,16 528,46 551,43 675,25 609,95
43 3776,46 463,18 462,16 474,47 531,04 554,13 678,55 612,93
44 3794,82 465,44 464,41 476,77 533,62 556,82 681,85 615,91
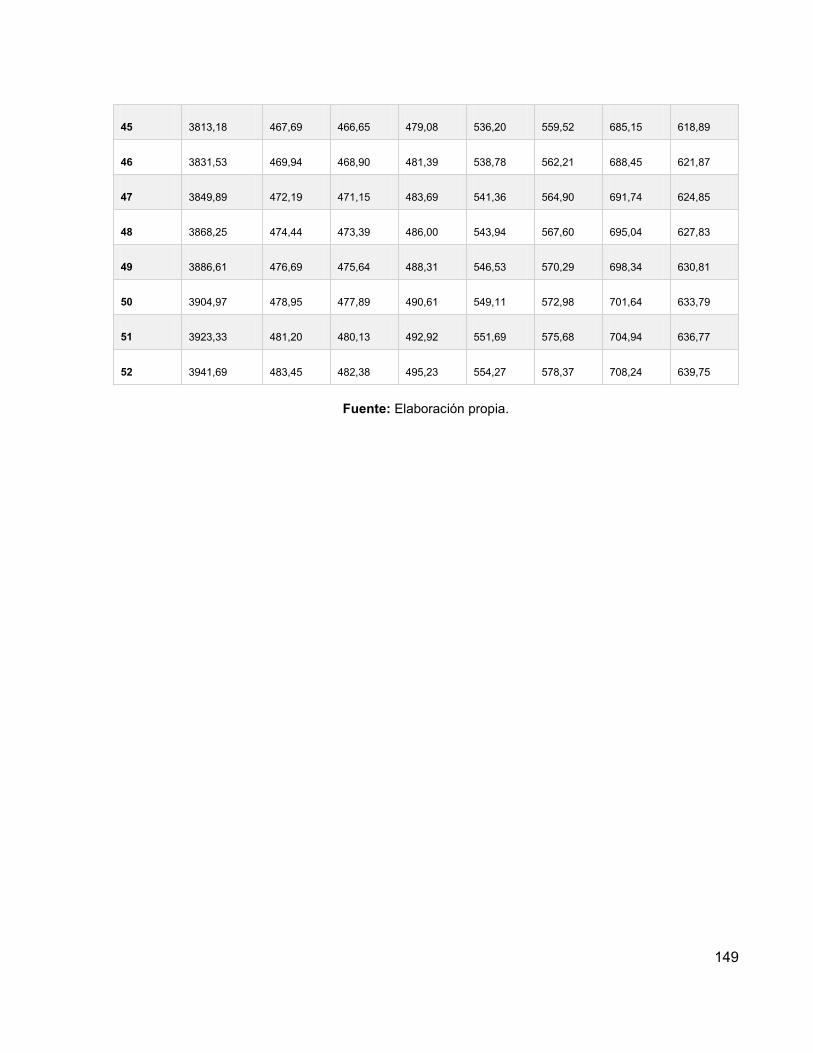
149
45 3813,18 467,69 466,65 479,08 536,20 559,52 685,15 618,89
46 3831,53 469,94 468,90 481,39 538,78 562,21 688,45 621,87
47 3849,89 472,19 471,15 483,69 541,36 564,90 691,74 624,85
48 3868,25 474,44 473,39 486,00 543,94 567,60 695,04 627,83
49 3886,61 476,69 475,64 488,31 546,53 570,29 698,34 630,81
50 3904,97 478,95 477,89 490,61 549,11 572,98 701,64 633,79
51 3923,33 481,20 480,13 492,92 551,69 575,68 704,94 636,77
52 3941,69 483,45 482,38 495,23 554,27 578,37 708,24 639,75
Fuente: Elaboración propia.

150
Anexo P: Patrón de mano de obra necesaria Hallulla Jumbo kg.
Patrón de Mano de Obra [kg/persona]
Semana Lunes Martes Miércoles Jueves Viernes Sábado Domingo
1 82,502 82,690 84,248 87,911 89,950 69,031 106,885
2 82,156 82,342 83,894 87,542 89,572 68,741 106,436
3 81,809 81,995 83,541 87,173 89,194 68,451 105,987
4 81,463 81,648 83,187 86,804 88,817 68,162 105,538
5 81,116 81,300 82,833 86,434 88,439 67,872 105,089
6 80,770 80,953 82,479 86,065 88,061 67,582 104,640
7 80,423 80,606 82,125 85,696 87,683 67,292 104,191
8 80,077 80,259 81,771 85,327 87,306 67,002 103,742
9 79,730 79,911 81,417 84,958 86,928 66,712 103,293
10 79,384 79,564 81,064 84,588 86,550 66,422 102,844
11 79,037 79,217 80,710 84,219 86,172 66,132 102,395
12 78,691 78,869 80,356 83,850 85,794 65,842 101,946
13 78,344 78,522 80,002 83,481 85,417 65,552 101,498
14 77,998 78,175 79,648 83,111 85,039 65,262 101,049
15 77,651 77,827 79,294 82,742 84,661 64,972 100,600
16 77,305 77,480 78,941 82,373 84,283 64,682 100,151
17 76,958 77,133 78,587 82,004 83,905 64,392 99,702
18 76,611 76,786 78,233 81,634 83,528 64,102 99,253
19 76,265 76,438 77,879 81,265 83,150 63,813 98,804
20 75,918 76,091 77,525 80,896 82,772 63,523 98,355

151
21 75,572 75,744 77,171 80,527 82,394 63,233 97,906
22 75,225 75,396 76,817 80,158 82,016 62,943 97,457
23 74,879 75,049 76,464 79,788 81,639 62,653 97,008
24 74,532 74,702 76,110 79,419 81,261 62,363 96,559
25 74,186 74,354 75,756 79,050 80,883 62,073 96,110
26 73,839 74,007 75,402 78,681 80,505 61,783 95,662
27 73,493 73,660 75,048 78,311 80,127 61,493 95,213
28 73,146 73,313 74,694 77,942 79,750 61,203 94,764
29 72,800 72,965 74,341 77,573 79,372 60,913 94,315
30 72,453 72,618 73,987 77,204 78,994 60,623 93,866
31 72,107 72,271 73,633 76,834 78,616 60,333 93,417
32 71,760 71,923 73,279 76,465 78,238 60,043 92,968
33 71,414 71,576 72,925 76,096 77,861 59,753 92,519
34 71,067 71,229 72,571 75,727 77,483 59,463 92,070
35 70,721 70,881 72,217 75,357 77,105 59,174 91,621
36 70,374 70,534 71,864 74,988 76,727 58,884 91,172
37 70,028 70,187 71,510 74,619 76,349 58,594 90,723
38 69,681 69,840 71,156 74,250 75,972 58,304 90,275
39 69,335 69,492 70,802 73,881 75,594 58,014 89,826
40 68,988 69,145 70,448 73,511 75,216 57,724 89,377
41 68,642 68,798 70,094 73,142 74,838 57,434 88,928
42 68,295 68,450 69,741 72,773 74,461 57,144 88,479
43 67,949 68,103 69,387 72,404 74,083 56,854 88,030
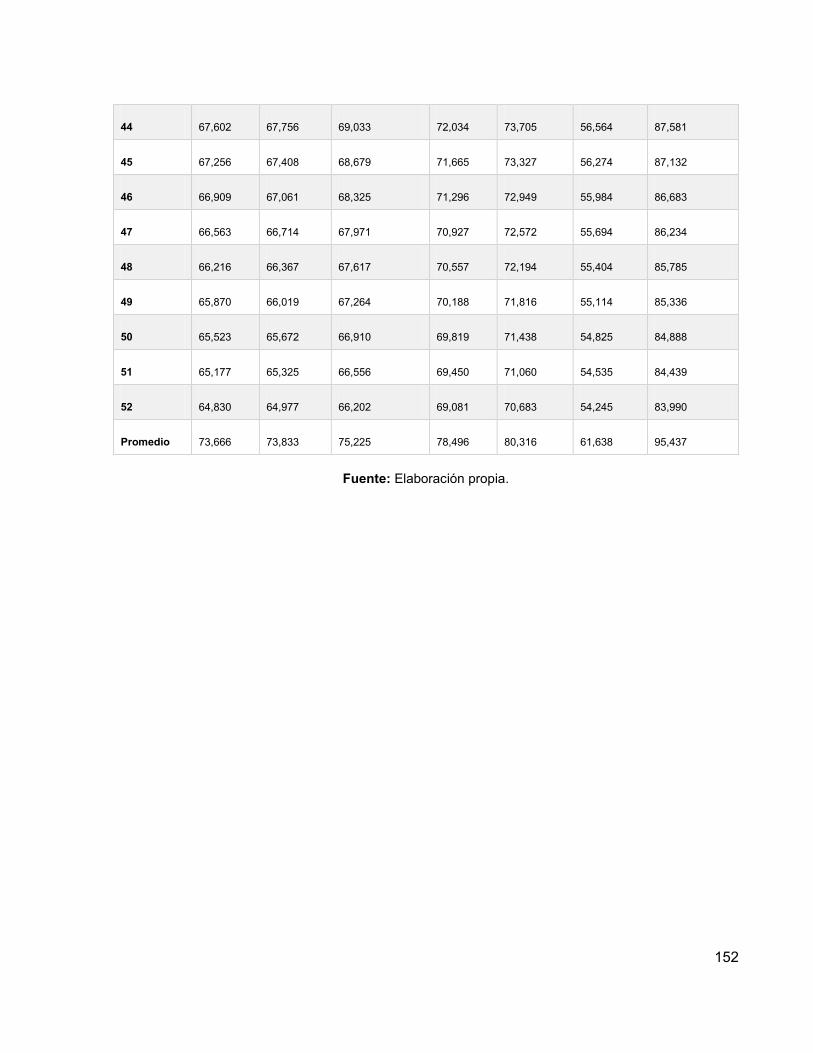
152
44 67,602 67,756 69,033 72,034 73,705 56,564 87,581
45 67,256 67,408 68,679 71,665 73,327 56,274 87,132
46 66,909 67,061 68,325 71,296 72,949 55,984 86,683
47 66,563 66,714 67,971 70,927 72,572 55,694 86,234
48 66,216 66,367 67,617 70,557 72,194 55,404 85,785
49 65,870 66,019 67,264 70,188 71,816 55,114 85,336
50 65,523 65,672 66,910 69,819 71,438 54,825 84,888
51 65,177 65,325 66,556 69,450 71,060 54,535 84,439
52 64,830 64,977 66,202 69,081 70,683 54,245 83,990
Promedio 73,666 73,833 75,225 78,496 80,316 61,638 95,437
Fuente: Elaboración propia.

153
Anexo Q: Patrón de mano de obra necesaria Marraqueta Jumbo kg.
Patrón de Mano de Obra [kg/persona]
Semanas Lunes Martes Miércoles Jueves Viernes Sábado Domingo
1 46,077 45,975 47,199 52,827 55,124 45,001 60,973
2 46,358 46,256 47,487 53,149 55,460 45,276 61,346
3 46,640 46,536 47,776 53,472 55,797 45,550 61,718
4 46,921 46,817 48,064 53,795 56,134 45,825 62,091
5 47,203 47,098 48,352 54,117 56,471 46,100 62,463
6 47,484 47,379 48,641 54,440 56,807 46,375 62,836
7 47,766 47,660 48,929 54,763 57,144 46,650 63,208
8 48,047 47,941 49,217 55,085 57,481 46,925 63,581
9 48,328 48,221 49,506 55,408 57,817 47,200 63,953
10 48,610 48,502 49,794 55,731 58,154 47,475 64,326
11 48,891 48,783 50,082 56,054 58,491 47,749 64,698
12 49,173 49,064 50,371 56,376 58,828 48,024 65,071
13 49,454 49,345 50,659 56,699 59,164 48,299 65,443
14 49,736 49,626 50,947 57,022 59,501 48,574 65,815
15 50,017 49,906 51,236 57,344 59,838 48,849 66,188
16 50,299 50,187 51,524 57,667 60,174 49,124 66,560
17 50,580 50,468 51,812 57,990 60,511 49,399 66,933
18 50,862 50,749 52,100 58,312 60,848 49,674 67,305
19 51,143 51,030 52,389 58,635 61,185 49,949 67,678
20 51,425 51,311 52,677 58,958 61,521 50,223 68,050
21 51,706 51,591 52,965 59,280 61,858 50,498 68,423
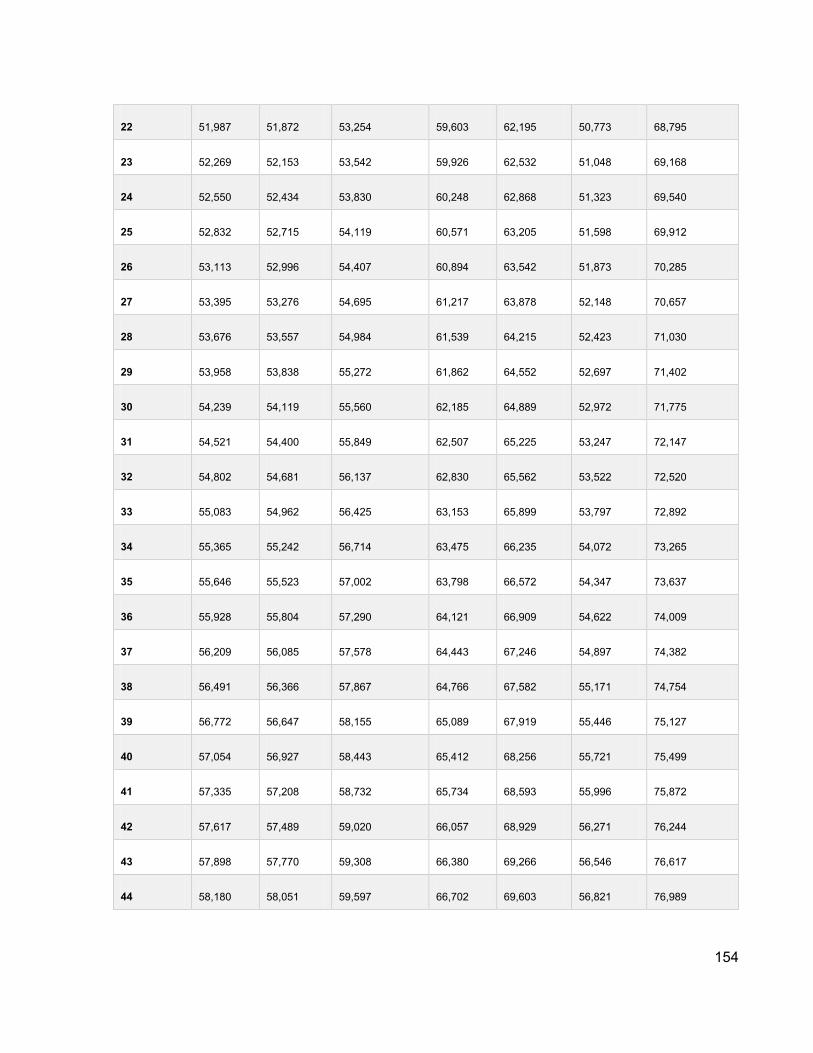
154
22 51,987 51,872 53,254 59,603 62,195 50,773 68,795
23 52,269 52,153 53,542 59,926 62,532 51,048 69,168
24 52,550 52,434 53,830 60,248 62,868 51,323 69,540
25 52,832 52,715 54,119 60,571 63,205 51,598 69,912
26 53,113 52,996 54,407 60,894 63,542 51,873 70,285
27 53,395 53,276 54,695 61,217 63,878 52,148 70,657
28 53,676 53,557 54,984 61,539 64,215 52,423 71,030
29 53,958 53,838 55,272 61,862 64,552 52,697 71,402
30 54,239 54,119 55,560 62,185 64,889 52,972 71,775
31 54,521 54,400 55,849 62,507 65,225 53,247 72,147
32 54,802 54,681 56,137 62,830 65,562 53,522 72,520
33 55,083 54,962 56,425 63,153 65,899 53,797 72,892
34 55,365 55,242 56,714 63,475 66,235 54,072 73,265
35 55,646 55,523 57,002 63,798 66,572 54,347 73,637
36 55,928 55,804 57,290 64,121 66,909 54,622 74,009
37 56,209 56,085 57,578 64,443 67,246 54,897 74,382
38 56,491 56,366 57,867 64,766 67,582 55,171 74,754
39 56,772 56,647 58,155 65,089 67,919 55,446 75,127
40 57,054 56,927 58,443 65,412 68,256 55,721 75,499
41 57,335 57,208 58,732 65,734 68,593 55,996 75,872
42 57,617 57,489 59,020 66,057 68,929 56,271 76,244
43 57,898 57,770 59,308 66,380 69,266 56,546 76,617
44 58,180 58,051 59,597 66,702 69,603 56,821 76,989

155
45 58,461 58,332 59,885 67,025 69,939 57,096 77,362
46 58,742 58,612 60,173 67,348 70,276 57,371 77,734
47 59,024 58,893 60,462 67,670 70,613 57,645 78,106
48 59,305 59,174 60,750 67,993 70,950 57,920 78,479
49 59,587 59,455 61,038 68,316 71,286 58,195 78,851
50 59,868 59,736 61,327 68,638 71,623 58,470 79,224
51 60,150 60,017 61,615 68,961 71,960 58,745 79,596
52 60,431 60,297 61,903 69,284 72,296 59,020 79,969
Promedio 53,254 53,136 54,551 61,055 63,710 52,010 70,471
Fuente: Elaboración propia.

156
Anexo R: Planificación de mano de obra Hallulla Jumbo kg.
Pronóstico kg entrantes a proceso Personas por turno
Sema
nas
Pronó
stico
Recta
Tende
ncia
Lun
es
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
Lu
nes
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
1 5101,
86
660
,02
661,
52
673,9
9
703,
29
719,
60
828,
38
855,0
8
6 6 6 6 6 7 7
2 5080,
44
657
,25
658,
74
671,1
6
700,
34
716,
58
824,
90
851,4
9
5 5 6 6 6 7 7
3 5059,
01
654
,47
655,
96
668,3
2
697,
38
713,
56
821,
42
847,8
9
5 5 6 6 6 7 7
4 5037,
58
651
,70
653,
18
665,4
9
694,
43
710,
53
817,
94
844,3
0
5 5 6 6 6 7 7
5 5016,
15
648
,93
650,
40
662,6
6
691,
48
707,
51
814,
46
840,7
1
5 5 6 6 6 7 7
6 4994,
72
646
,16
647,
62
659,8
3
688,
52
704,
49
810,
98
837,1
2
5 5 5 6 6 7 7
7 4973,
30
643
,38
644,
85
657,0
0
685,
57
701,
47
807,
50
833,5
3
5 5 5 6 6 7 7
8 4951,
87
640
,61
642,
07
654,1
7
682,
61
698,
44
804,
02
829,9
4
5 5 5 6 6 7 7
9 4930,
44
637
,84
639,
29
651,3
4
679,
66
695,
42
800,
54
826,3
5
5 5 5 6 6 7 7
10 4909,
01
635
,07
636,
51
648,5
1
676,
71
692,
40
797,
06
822,7
5
5 5 5 6 6 7 7
11 4887,
58
632
,30
633,
73
645,6
8
673,
75
689,
38
793,
58
819,1
6
5 5 5 6 6 7 7
12 4866,
16
629
,52
630,
95
642,8
5
670,
80
686,
35
790,
10
815,5
7
5 5 5 6 6 7 7
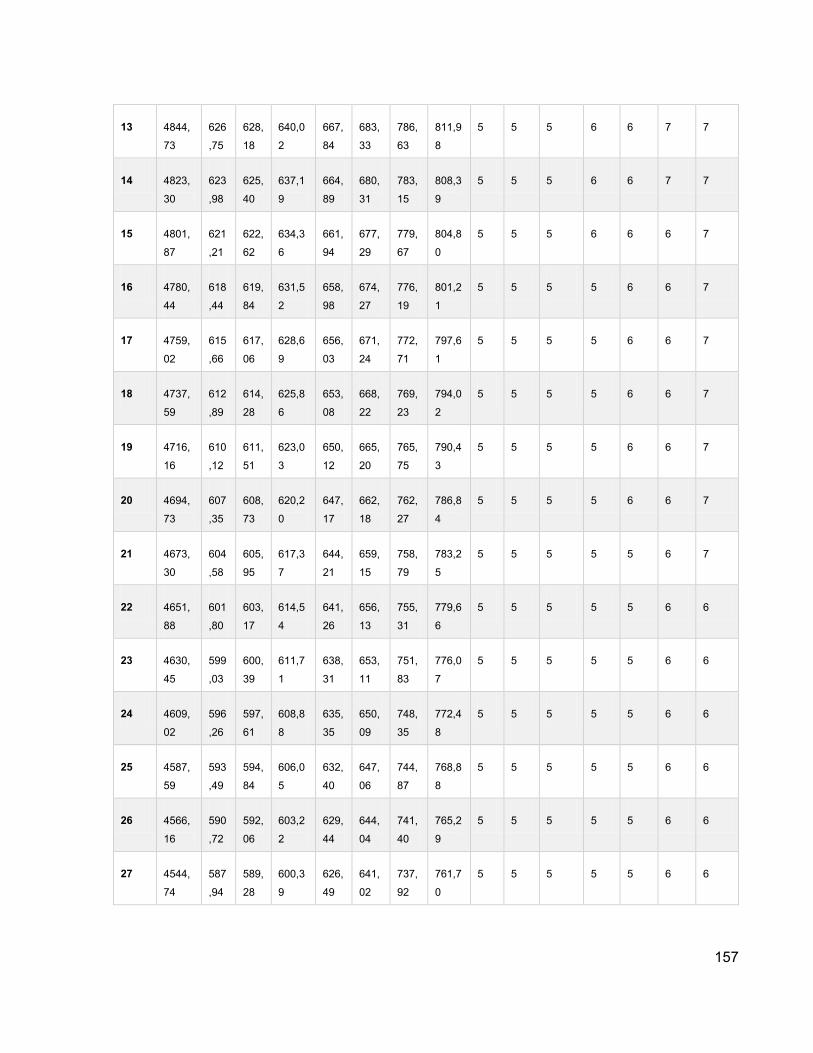
157
13 4844,
73
626
,75
628,
18
640,0
2
667,
84
683,
33
786,
63
811,9
8
5 5 5 6 6 7 7
14 4823,
30
623
,98
625,
40
637,1
9
664,
89
680,
31
783,
15
808,3
9
5 5 5 6 6 7 7
15 4801,
87
621
,21
622,
62
634,3
6
661,
94
677,
29
779,
67
804,8
0
5 5 5 6 6 6 7
16 4780,
44
618
,44
619,
84
631,5
2
658,
98
674,
27
776,
19
801,2
1
5 5 5 5 6 6 7
17 4759,
02
615
,66
617,
06
628,6
9
656,
03
671,
24
772,
71
797,6
1
5 5 5 5 6 6 7
18 4737,
59
612
,89
614,
28
625,8
6
653,
08
668,
22
769,
23
794,0
2
5 5 5 5 6 6 7
19 4716,
16
610
,12
611,
51
623,0
3
650,
12
665,
20
765,
75
790,4
3
5 5 5 5 6 6 7
20 4694,
73
607
,35
608,
73
620,2
0
647,
17
662,
18
762,
27
786,8
4
5 5 5 5 6 6 7
21 4673,
30
604
,58
605,
95
617,3
7
644,
21
659,
15
758,
79
783,2
5
5 5 5 5 5 6 7
22 4651,
88
601
,80
603,
17
614,5
4
641,
26
656,
13
755,
31
779,6
6
5 5 5 5 5 6 6
23 4630,
45
599
,03
600,
39
611,7
1
638,
31
653,
11
751,
83
776,0
7
5 5 5 5 5 6 6
24 4609,
02
596
,26
597,
61
608,8
8
635,
35
650,
09
748,
35
772,4
8
5 5 5 5 5 6 6
25 4587,
59
593
,49
594,
84
606,0
5
632,
40
647,
06
744,
87
768,8
8
5 5 5 5 5 6 6
26 4566,
16
590
,72
592,
06
603,2
2
629,
44
644,
04
741,
40
765,2
9
5 5 5 5 5 6 6
27 4544,
74
587
,94
589,
28
600,3
9
626,
49
641,
02
737,
92
761,7
0
5 5 5 5 5 6 6

158
28 4523,
31
585
,17
586,
50
597,5
6
623,
54
638,
00
734,
44
758,1
1
5 5 5 5 5 6 6
29 4501,
88
582
,40
583,
72
594,7
2
620,
58
634,
97
730,
96
754,5
2
5 5 5 5 5 6 6
30 4480,
45
579
,63
580,
94
591,8
9
617,
63
631,
95
727,
48
750,9
3
5 5 5 5 5 6 6
31 4459,
02
576
,85
578,
17
589,0
6
614,
68
628,
93
724,
00
747,3
4
5 5 5 5 5 6 6
32 4437,
60
574
,08
575,
39
586,2
3
611,
72
625,
91
720,
52
743,7
4
5 5 5 5 5 6 6
33 4416,
17
571
,31
572,
61
583,4
0
608,
77
622,
89
717,
04
740,1
5
5 5 5 5 5 6 6
34 4394,
74
568
,54
569,
83
580,5
7
605,
81
619,
86
713,
56
736,5
6
5 5 5 5 5 6 6
35 4373,
31
565
,77
567,
05
577,7
4
602,
86
616,
84
710,
08
732,9
7
5 5 5 5 5 6 6
36 4351,
88
562
,99
564,
27
574,9
1
599,
91
613,
82
706,
60
729,3
8
5 5 5 5 5 6 6
37 4330,
45
560
,22
561,
49
572,0
8
596,
95
610,
80
703,
12
725,7
9
5 5 5 5 5 6 6
38 4309,
03
557
,45
558,
72
569,2
5
594,
00
607,
77
699,
65
722,2
0
5 5 5 5 5 6 6
39 4287,
60
554
,68
555,
94
566,4
2
591,
04
604,
75
696,
17
718,6
0
5 5 5 5 5 6 6
40 4266,
17
551
,91
553,
16
563,5
9
588,
09
601,
73
692,
69
715,0
1
5 5 5 5 5 6 6
41 4244,
74
549
,13
550,
38
560,7
6
585,
14
598,
71
689,
21
711,4
2
5 5 5 5 5 6 6
42 4223,
31
546
,36
547,
60
557,9
2
582,
18
595,
68
685,
73
707,8
3
5 5 5 5 5 6 6

159
43 4201,
89
543
,59
544,
82
555,0
9
579,
23
592,
66
682,
25
704,2
4
5 5 5 5 5 6 6
44 4180,
46
540
,82
542,
05
552,2
6
576,
28
589,
64
678,
77
700,6
5
5 5 5 5 5 6 6
45 4159,
03
538
,05
539,
27
549,4
3
573,
32
586,
62
675,
29
697,0
6
4 4 5 5 5 6 6
46 4137,
60
535
,27
536,
49
546,6
0
570,
37
583,
59
671,
81
693,4
7
4 4 5 5 5 6 6
47 4116,
17
532
,50
533,
71
543,7
7
567,
41
580,
57
668,
33
689,8
7
4 4 5 5 5 6 6
48 4094,
75
529
,73
530,
93
540,9
4
564,
46
577,
55
664,
85
686,2
8
4 4 5 5 5 6 6
49 4073,
32
526
,96
528,
15
538,1
1
561,
51
574,
53
661,
37
682,6
9
4 4 4 5 5 6 6
50 4051,
89
524
,18
525,
38
535,2
8
558,
55
571,
51
657,
89
679,1
0
4 4 4 5 5 5 6
51 4030,
46
521
,41
522,
60
532,4
5
555,
60
568,
48
654,
42
675,5
1
4 4 4 5 5 5 6
52 4009,
03
518
,64
519,
82
529,6
2
552,
64
565,
46
650,
94
671,9
2
4 4 4 5 5 5 6
P R O M E D I O 5 5 5 5 5 6 6
Fuente: Elaboración propia.

160
Anexo S: Planificación mano de obra Marraqueta Jumbo kg.
Pronóstico kg entrantes a proceso Personas por turno
Sema
nas
Pronó
stico
Recta
Tende
ncia
Lun
es
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
Lu
nes
Mar
tes
Miérc
oles
Jue
ves
Vier
nes
Sáb
ado
Domi
ngo
1 3005,
40
368
,61
367,
80
377,5
9
422,
61
440,
99
540,
01
487,7
9
4 4 4 4 4 5 5
2 3023,
76
370
,87
370,
04
379,9
0
425,
19
443,
68
543,
31
490,7
7
4 4 4 4 4 5 5
3 3042,
12
373
,12
372,
29
382,2
1
427,
78
446,
38
546,
60
493,7
5
4 4 4 4 4 5 5
4 3060,
48
375
,37
374,
54
384,5
1
430,
36
449,
07
549,
90
496,7
3
4 4 4 4 4 5 5
5 3078,
84
377
,62
376,
78
386,8
2
432,
94
451,
76
553,
20
499,7
1
4 4 4 4 5 6 5
6 3097,
19
379
,87
379,
03
389,1
3
435,
52
454,
46
556,
50
502,6
9
4 4 4 4 5 6 5
7 3115,
55
382
,12
381,
28
391,4
3
438,
10
457,
15
559,
80
505,6
7
4 4 4 4 5 6 5
8 3133,
91
384
,38
383,
52
393,7
4
440,
68
459,
85
563,
10
508,6
5
4 4 4 4 5 6 5
9 3152,
27
386
,63
385,
77
396,0
5
443,
27
462,
54
566,
40
511,6
3
4 4 4 4 5 6 5
10 3170,
63
388
,88
388,
02
398,3
5
445,
85
465,
23
569,
70
514,6
0
4 4 4 4 5 6 5
11 3188,
99
391
,13
390,
26
400,6
6
448,
43
467,
93
572,
99
517,5
8
4 4 4 4 5 6 5
12 3207,
35
393
,38
392,
51
402,9
6
451,
01
470,
62
576,
29
520,5
6
4 4 4 5 5 6 5

161
13 3225,
70
395
,63
394,
76
405,2
7
453,
59
473,
31
579,
59
523,5
4
4 4 4 5 5 6 5
14 3244,
06
397
,89
397,
00
407,5
8
456,
17
476,
01
582,
89
526,5
2
4 4 4 5 5 6 5
15 3262,
42
400
,14
399,
25
409,8
8
458,
75
478,
70
586,
19
529,5
0
4 4 4 5 5 6 5
16 3280,
78
402
,39
401,
50
412,1
9
461,
34
481,
40
589,
49
532,4
8
4 4 4 5 5 6 5
17 3299,
14
404
,64
403,
74
414,5
0
463,
92
484,
09
592,
79
535,4
6
4 4 4 5 5 6 5
18 3317,
50
406
,89
405,
99
416,8
0
466,
50
486,
78
596,
08
538,4
4
4 4 4 5 5 6 5
19 3335,
86
409
,14
408,
24
419,1
1
469,
08
489,
48
599,
38
541,4
2
4 4 4 5 5 6 5
20 3354,
21
411
,40
410,
49
421,4
2
471,
66
492,
17
602,
68
544,4
0
4 4 4 5 5 6 5
21 3372,
57
413
,65
412,
73
423,7
2
474,
24
494,
86
605,
98
547,3
8
4 4 4 5 5 6 5
22 3390,
93
415
,90
414,
98
426,0
3
476,
82
497,
56
609,
28
550,3
6
4 4 4 5 5 6 6
23 3409,
29
418
,15
417,
23
428,3
4
479,
41
500,
25
612,
58
553,3
4
4 4 4 5 5 6 6
24 3427,
65
420
,40
419,
47
430,6
4
481,
99
502,
95
615,
88
556,3
2
4 4 4 5 5 6 6
25 3446,
01
422
,65
421,
72
432,9
5
484,
57
505,
64
619,
17
559,3
0
4 4 4 5 5 6 6
26 3464,
36
424
,91
423,
97
435,2
6
487,
15
508,
33
622,
47
562,2
8
4 4 4 5 5 6 6
27 3482,
72
427
,16
426,
21
437,5
6
489,
73
511,
03
625,
77
565,2
6
4 4 4 5 5 6 6
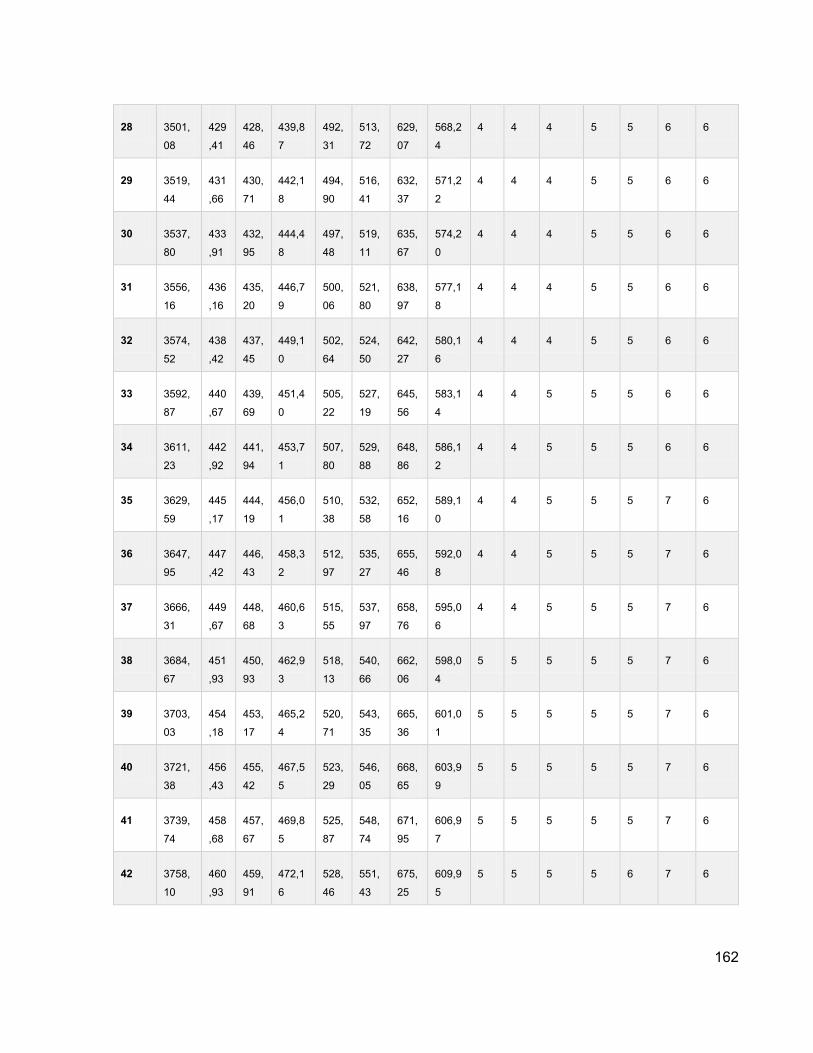
162
28 3501,
08
429
,41
428,
46
439,8
7
492,
31
513,
72
629,
07
568,2
4
4 4 4 5 5 6 6
29 3519,
44
431
,66
430,
71
442,1
8
494,
90
516,
41
632,
37
571,2
2
4 4 4 5 5 6 6
30 3537,
80
433
,91
432,
95
444,4
8
497,
48
519,
11
635,
67
574,2
0
4 4 4 5 5 6 6
31 3556,
16
436
,16
435,
20
446,7
9
500,
06
521,
80
638,
97
577,1
8
4 4 4 5 5 6 6
32 3574,
52
438
,42
437,
45
449,1
0
502,
64
524,
50
642,
27
580,1
6
4 4 4 5 5 6 6
33 3592,
87
440
,67
439,
69
451,4
0
505,
22
527,
19
645,
56
583,1
4
4 4 5 5 5 6 6
34 3611,
23
442
,92
441,
94
453,7
1
507,
80
529,
88
648,
86
586,1
2
4 4 5 5 5 6 6
35 3629,
59
445
,17
444,
19
456,0
1
510,
38
532,
58
652,
16
589,1
0
4 4 5 5 5 7 6
36 3647,
95
447
,42
446,
43
458,3
2
512,
97
535,
27
655,
46
592,0
8
4 4 5 5 5 7 6
37 3666,
31
449
,67
448,
68
460,6
3
515,
55
537,
97
658,
76
595,0
6
4 4 5 5 5 7 6
38 3684,
67
451
,93
450,
93
462,9
3
518,
13
540,
66
662,
06
598,0
4
5 5 5 5 5 7 6
39 3703,
03
454
,18
453,
17
465,2
4
520,
71
543,
35
665,
36
601,0
1
5 5 5 5 5 7 6
40 3721,
38
456
,43
455,
42
467,5
5
523,
29
546,
05
668,
65
603,9
9
5 5 5 5 5 7 6
41 3739,
74
458
,68
457,
67
469,8
5
525,
87
548,
74
671,
95
606,9
7
5 5 5 5 5 7 6
42 3758,
10
460
,93
459,
91
472,1
6
528,
46
551,
43
675,
25
609,9
5
5 5 5 5 6 7 6
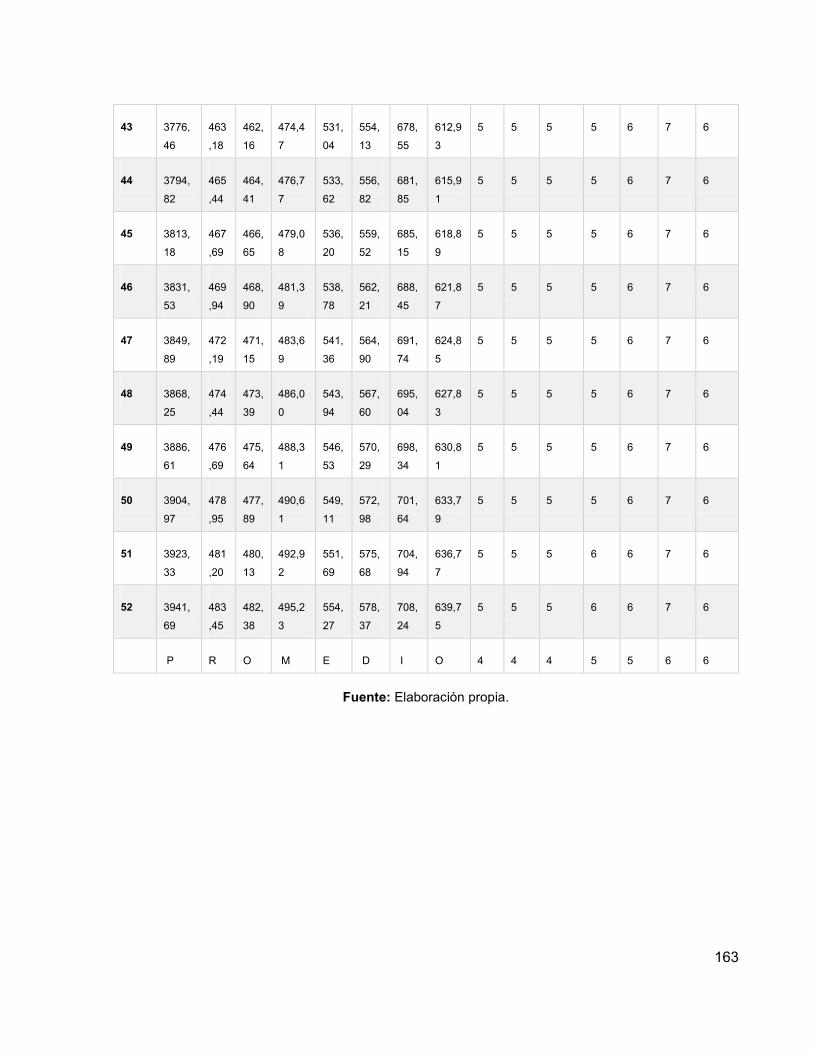
163
43 3776,
46
463
,18
462,
16
474,4
7
531,
04
554,
13
678,
55
612,9
3
5 5 5 5 6 7 6
44 3794,
82
465
,44
464,
41
476,7
7
533,
62
556,
82
681,
85
615,9
1
5 5 5 5 6 7 6
45 3813,
18
467
,69
466,
65
479,0
8
536,
20
559,
52
685,
15
618,8
9
5 5 5 5 6 7 6
46 3831,
53
469
,94
468,
90
481,3
9
538,
78
562,
21
688,
45
621,8
7
5 5 5 5 6 7 6
47 3849,
89
472
,19
471,
15
483,6
9
541,
36
564,
90
691,
74
624,8
5
5 5 5 5 6 7 6
48 3868,
25
474
,44
473,
39
486,0
0
543,
94
567,
60
695,
04
627,8
3
5 5 5 5 6 7 6
49 3886,
61
476
,69
475,
64
488,3
1
546,
53
570,
29
698,
34
630,8
1
5 5 5 5 6 7 6
50 3904,
97
478
,95
477,
89
490,6
1
549,
11
572,
98
701,
64
633,7
9
5 5 5 5 6 7 6
51 3923,
33
481
,20
480,
13
492,9
2
551,
69
575,
68
704,
94
636,7
7
5 5 5 6 6 7 6
52 3941,
69
483
,45
482,
38
495,2
3
554,
27
578,
37
708,
24
639,7
5
5 5 5 6 6 7 6
P R O M E D I O 4 4 4 5 5 6 6
Fuente: Elaboración propia.