desulfonaciÓn catalÍtica de Ácidos...
TRANSCRIPT

Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
117
DESULFONACIÓN CATALÍTICA DE ÁCIDOS ARILSULFÓNICOS PRODUCIDOS DURANTE LA ELABORACIÓN DE ACEITE MINERAL
Alvarado, C.1, 2; Abreu, R.2; Gutiérrez, R.2
1 Centro de Investigaciones Químicas. Facultad de Ingeniería. Universidad de Carabobo.Valencia. Estado Carabobo. Venezuela.
2 Escuela de Ingeniería Química. Facultad de Ingeniería. Universidad de Carabobo.Valencia. Estado Carabobo. Venezuela.
e-mail: [email protected]; [email protected];[email protected]
Resumen: En esta investigación se desarrolló un proceso de eliminación catalítica a escala piloto de ácidos sulfónicos presentes en un diesel tratado, para evitar el daño ambiental que generan en la actualidad estos lodos por sus características de toxicidad, acidez y corrosión que difi cultan su disposición. Se realizó la caracterización del lodo ácido generado, se seleccionaron las variables más infl uyentes sobre la sulfonación, se realizó la desulfonación catalítica del lodo a escala piloto y se estudió su rentabilidad. Se mezcló lodo ácido y oxido de hierro (catalizador), se suministró calor y se atraparon los gases emitidos en agua. Los experimentos fueron hechos por triplicado partiendo de una concentración inicial de lodo de 0,01 mol/L, obteniéndose una cantidad despreciable de residuo de 0,025 kg, resultando ser una reacción de orden 2 con una constante ce velocidad de 0,3 L/mol·min y un tiempo muerto de 333,33 min, considerándose un proceso factible.
Palabras clave: Ácidos sulfónicos, aceite mineral, desulfonación catalítica, lodo ácido.
CATALYTIC DESULFONATION OF ARILSULFONICS ACIDS PRODUCED WHILE MANUFACTURING DIESEL
Abstract: This research presents a pilot-scale process of catalytic removal of sulfonic acids in treated diesel in order to avoid the environmental damage that these sludges cause due to their toxicity, acidity and corrosion, which makes them diffi cult to be disposed of. The characterization of the generated acid sludge was carried out; the most infl uential variables on the sulfonation were selected; the catalytic desulfonation of the sludge was carried out on a pilot scale and a rentability study was done. Ferric oxide and acid sludge were mixed in order to study the reaction, and heat treatment was supplied and the gases were collected in an aqueous medium. The experiments were realized in triplicate with an initial concentration of acid sludge of 0.01 mol/L.. A negligibly amount of residue of 0.025 kg was obtained, being this reaction of order 2 with a constant of velocity of 0.3 L/mol·min and a dead time of 333.33 min; the process.was considered feasible.
Key words: Arilsulfonic acid, mineral oil, catalytic desulfonation, acid sludge
118 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
INTRODUCCIÓNLos lodos ácidos son productos de la manufactura de las bases lubricantes (aceite mineral) y debido a la adición de ácido sulfúrico en su proceso, representan un problema ambiental para la mayoría de las refi nerías de petróleo que emplean este método. El problema radica en que al realizar la sulfonación de hidrocarburos se obtienen dos capas: el aceite mineral y el lodo ácido (Carrasco y Ore, 2000). El lodo ácido asfalténico es defi nido como la fracción de crudo insoluble en parafi nas lineales que se deposita en el fondo del reactor de mezcla facilitando la extracción del aceite mineral blanco (Delgado, 2005) (Arcila, et al. 2005).
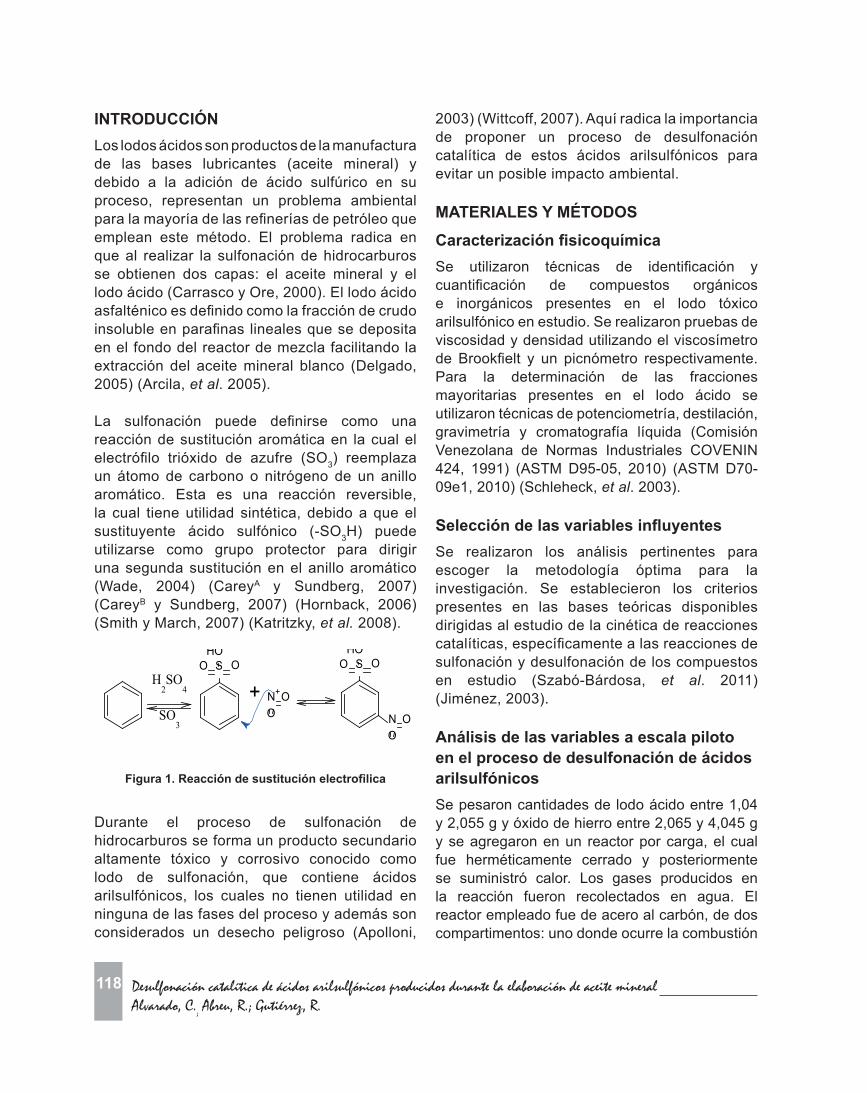
La sulfonación puede defi nirse como una reacción de sustitución aromática en la cual el electrófi lo trióxido de azufre (SO3) reemplaza un átomo de carbono o nitrógeno de un anillo aromático. Esta es una reacción reversible, la cual tiene utilidad sintética, debido a que el sustituyente ácido sulfónico (-SO3H) puede utilizarse como grupo protector para dirigir una segunda sustitución en el anillo aromático (Wade, 2004) (CareyA y Sundberg, 2007) (CareyB y Sundberg, 2007) (Hornback, 2006) (Smith y March, 2007) (Katritzky, et al. 2008).
O OOHS
H2SO
4
SO3
+O
ON+
OON
O OOHS
Figura 1. Reacción de sustitución electrofìlica
Durante el proceso de sulfonación de hidrocarburos se forma un producto secundario altamente tóxico y corrosivo conocido como lodo de sulfonación, que contiene ácidos arilsulfónicos, los cuales no tienen utilidad en ninguna de las fases del proceso y además son considerados un desecho peligroso (Apolloni,
2003) (Wittcoff, 2007). Aquí radica la importancia de proponer un proceso de desulfonación catalítica de estos ácidos arilsulfónicos para evitar un posible impacto ambiental.
MATERIALES Y MÉTODOS
Caracterización fi sicoquímicaSe utilizaron técnicas de identifi cación y cuantifi cación de compuestos orgánicos e inorgánicos presentes en el lodo tóxico arilsulfónico en estudio. Se realizaron pruebas de viscosidad y densidad utilizando el viscosímetro de Brookfi elt y un picnómetro respectivamente. Para la determinación de las fracciones mayoritarias presentes en el lodo ácido se utilizaron técnicas de potenciometría, destilación, gravimetría y cromatografía líquida (Comisión Venezolana de Normas Industriales COVENIN 424, 1991) (ASTM D95-05, 2010) (ASTM D70-09e1, 2010) (Schleheck, et al. 2003).
Selección de las variables infl uyentesSe realizaron los análisis pertinentes para escoger la metodología óptima para la investigación. Se establecieron los criterios presentes en las bases teóricas disponibles dirigidas al estudio de la cinética de reacciones catalíticas, específi camente a las reacciones de sulfonación y desulfonación de los compuestos en estudio (Szabó-Bárdosa, et al. 2011) (Jiménez, 2003).
Análisis de las variables a escala piloto en el proceso de desulfonación de ácidos arilsulfónicosSe pesaron cantidades de lodo ácido entre 1,04 y 2,055 g y óxido de hierro entre 2,065 y 4,045 g y se agregaron en un reactor por carga, el cual fue herméticamente cerrado y posteriormente se suministró calor. Los gases producidos en la reacción fueron recolectados en agua. El reactor empleado fue de acero al carbón, de dos compartimentos: uno donde ocurre la combustión
Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
119
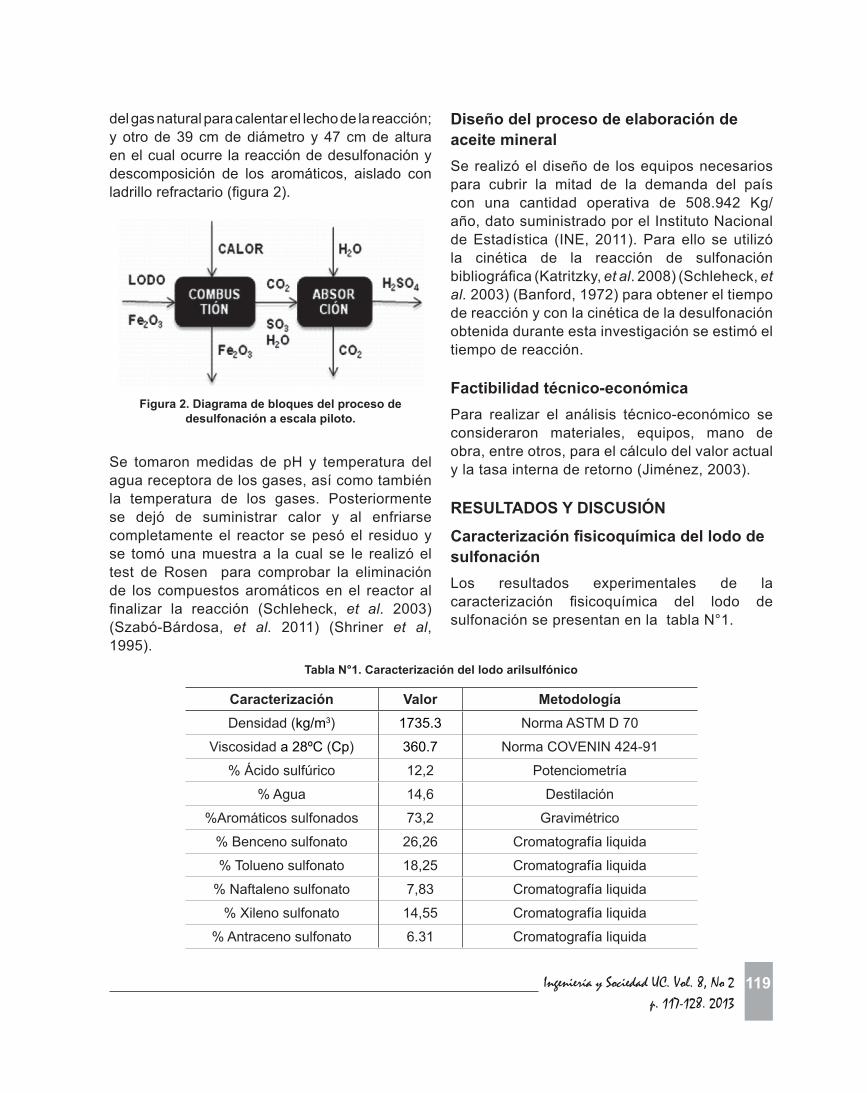
del gas natural para calentar el lecho de la reacción; y otro de 39 cm de diámetro y 47 cm de altura en el cual ocurre la reacción de desulfonación y descomposición de los aromáticos, aislado con ladrillo refractario (fi gura 2).
Figura 2. Diagrama de bloques del proceso de desulfonación a escala piloto.
Se tomaron medidas de pH y temperatura del agua receptora de los gases, así como también la temperatura de los gases. Posteriormente se dejó de suministrar calor y al enfriarse completamente el reactor se pesó el residuo y se tomó una muestra a la cual se le realizó el test de Rosen para comprobar la eliminación de los compuestos aromáticos en el reactor al fi nalizar la reacción (Schleheck, et al. 2003) (Szabó-Bárdosa, et al. 2011) (Shriner et al, 1995).
Diseño del proceso de elaboración de aceite mineralSe realizó el diseño de los equipos necesarios para cubrir la mitad de la demanda del país con una cantidad operativa de 508.942 Kg/año, dato suministrado por el Instituto Nacional de Estadística (INE, 2011). Para ello se utilizó la cinética de la reacción de sulfonación bibliográfi ca (Katritzky, et al. 2008) (Schleheck, et al. 2003) (Banford, 1972) para obtener el tiempo de reacción y con la cinética de la desulfonación obtenida durante esta investigación se estimó el tiempo de reacción.
Factibilidad técnico-económicaPara realizar el análisis técnico-económico se consideraron materiales, equipos, mano de obra, entre otros, para el cálculo del valor actual y la tasa interna de retorno (Jiménez, 2003).
RESULTADOS Y DISCUSIÓN
Caracterización fi sicoquímica del lodo de sulfonaciónLos resultados experimentales de la caracterización fi sicoquímica del lodo de sulfonación se presentan en la tabla N°1.
Tabla N°1. Caracterización del lodo arilsulfónico
Caracterización Valor MetodologíaDensidad (kg/m3) 1735.3 Norma ASTM D 70
Viscosidad a 28ºC (Cp) 360.7 Norma COVENIN 424-91
% Ácido sulfúrico 12,2 Potenciometría
% Agua 14,6 Destilación
%Aromáticos sulfonados 73,2 Gravimétrico
% Benceno sulfonato 26,26 Cromatografía liquida
% Tolueno sulfonato 18,25 Cromatografía liquida
% Naftaleno sulfonato 7,83 Cromatografía liquida
% Xileno sulfonato 14,55 Cromatografía liquida
% Antraceno sulfonato 6.31 Cromatografía liquida

120 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
En referencia a la composición de agua, los estudios realizados por otras investigaciones reportan valores en composiciones de agua entre 4 % y 22.8 %.
Es de considerar que el agua presente en el lodo viene como subproducto de la reacción de sulfonación y también se relaciona con la concentración de ácido sulfúrico utilizada; ya que para la presente investigación se utilizó óleum, a diferencia de los resultados de las otras investigaciones (Carrasco y Ore, 2000) (Arcila, et al. 2005), en las que se realizó la sulfonación con ácido sulfurico no fumante, con mayor contenido de agua, justificando el porcentaje presentado.
En relación al contenido de ácido sulfúrico, se han reportado valores de 12.8 % y 57.5 % (Carrasco y Ore, 2000) (Arcila, et al. 2005), valores que por razones de condiciones de reacción no deben ser aproximados al presente estudio, resaltando el interés hacia este contenido de ácido sulfúrico para las dos investigaciones previas, las cuales se centran en recuperar este producto, tanto por el método de extraccion líquido-líquido (Carrasco y Ore, 2000) como por calentamiento del lodo (Arcila, et al. 2005).
Con el conocimiento de los compuestos presentes en el lodo ácido generado en la sulfonación de diesel, se procedió al análisis referencial a las leyes y decretos dirigidos a la protección del ambiente y la seguridad de operación en los medios de trabajo (tabla N°2) con la finalidad de conocer el manejo adecuado durante la fase experimental.
Tabla N°2. Clasifi cación del lodo arilsulfónico según las Normas para El Control de la Recuperación y Manejo de
Materiales y Desechos Peligrosos.
Características presentes códigoTóxicos (venenos) agudos: Sustancias
o desechos que pueden causar la muerte o lesiones graves o daños a la salud humana, si se ingieren o inhalan
o entran en contacto con la piel.
H6.1
Corrosivos: Sustancias o desechos que por acción química, causan
daños graves en los tejidos vivos que tocan o que en caso de fuga, puedan
dañar gravemente o hasta destruir otras mercaderías o los medios de
transporte, o pueden también provocar otros peligros.
H8
Fuente: (Carrasco y Ore, 2000) (Arcila, et al. 2005)
Selección de las variables infl uyentesMediante el uso de diagramas de Ishikawa y Pareto, se obtuvo que las variables más in-fl uyentes en el proceso fueron la temperatura del agua de recolección de los gases y del re-actor, presión del reactor y concentración de los reactivos (fi gura 3).
Figura 3. Diagrama de Ishikawa aplicado al proceso de desulfonación.
El catalizador fue una variable de gran importancia por la transformación del
Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
121
comportamiento, sentido y eficiencia de las reacciones. La adición de pequeñas cantidades de una sustancia ajena afecta considerablemente el curso de las reacciones químicas y a su vez no se consume en el proceso; por lo regular, altera la velocidad de una reacción promoviendo un mecanismo molecular. Se debe tener en cuenta que la mayoría de los catalizadores no logran mantener su actividad en los mismos niveles durante periodos indefinidos. Los catalizadores están sujetos a desactivación, es decir, a la disminución de la actividad del catalizador con el paso del tiempo (Banford, 1972) (Fogler, 2001).
Análisis de las variables a escala pilotoLa sulfonación de aromáticos es una reacción reversible y el control de la termodinámica dependerá de la posición fi nal de equilibrio, tal como se muestra en la fi gura 4. Se puede sulfonar el benceno a unos 100 ºC y desulfonarlo a 227 ºC (Kirk-Othmer, 2011) (Desmet Ballestra, 2011) (Groggins, 1953) (Morrison y Boyd, 1998) (Wade, 2004).
H2SO
4 fumante
H2SO
4 + SO
3 a 25 °C
OHO
OS
Figura 4. Reacción general de la sulfonación con óleum (Delgado, 2005) (Arcila, et al. 2005) (Wade, 2004).
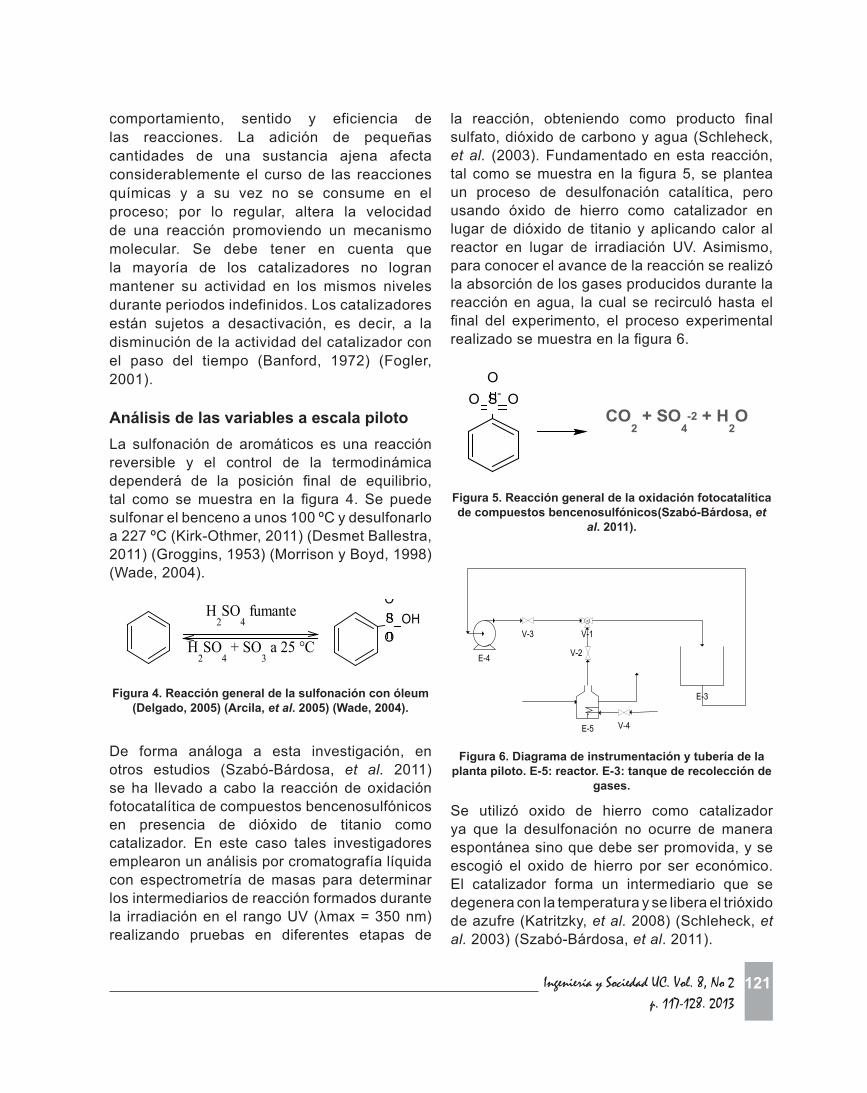
De forma análoga a esta investigación, en otros estudios (Szabó-Bárdosa, et al. 2011) se ha llevado a cabo la reacción de oxidación fotocatalítica de compuestos bencenosulfónicos en presencia de dióxido de titanio como catalizador. En este caso tales investigadores emplearon un análisis por cromatografía líquida con espectrometría de masas para determinar los intermediarios de reacción formados durante la irradiación en el rango UV (λmax = 350 nm) realizando pruebas en diferentes etapas de
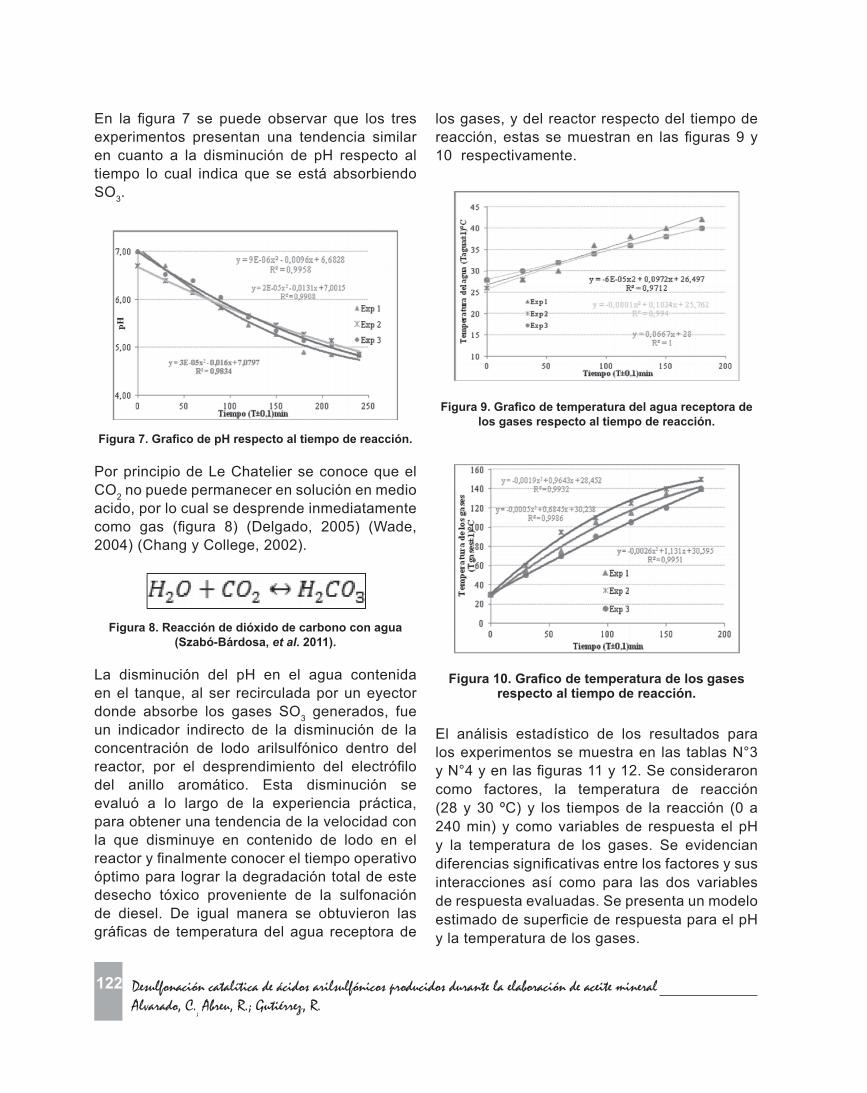
la reacción, obteniendo como producto fi nal sulfato, dióxido de carbono y agua (Schleheck, et al. (2003). Fundamentado en esta reacción, tal como se muestra en la fi gura 5, se plantea un proceso de desulfonación catalítica, pero usando óxido de hierro como catalizador en lugar de dióxido de titanio y aplicando calor al reactor en lugar de irradiación UV. Asimismo, para conocer el avance de la reacción se realizó la absorción de los gases producidos durante la reacción en agua, la cual se recirculó hasta el fi nal del experimento, el proceso experimental realizado se muestra en la fi gura 6.
CO2 + SO
4-2 + H
2O
S- OOO
Figura 5. Reacción general de la oxidación fotocatalítica de compuestos bencenosulfónicos(Szabó-Bárdosa, et
al. 2011).
V-1
E-3
E-4
E-5
V-2
V-3
V-4
Figura 6. Diagrama de instrumentación y tubería de la planta piloto. E-5: reactor. E-3: tanque de recolección de
gases.
Se utilizó oxido de hierro como catalizador ya que la desulfonación no ocurre de manera espontánea sino que debe ser promovida, y se escogió el oxido de hierro por ser económico. El catalizador forma un intermediario que se degenera con la temperatura y se libera el trióxido de azufre (Katritzky, et al. 2008) (Schleheck, et al. 2003) (Szabó-Bárdosa, et al. 2011).
122 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
En la fi gura 7 se puede observar que los tres experimentos presentan una tendencia similar en cuanto a la disminución de pH respecto al tiempo lo cual indica que se está absorbiendo SO3.
Figura 7. Grafi co de pH respecto al tiempo de reacción.
Por principio de Le Chatelier se conoce que el CO2 no puede permanecer en solución en medio acido, por lo cual se desprende inmediatamente como gas (fi gura 8) (Delgado, 2005) (Wade, 2004) (Chang y College, 2002).
Figura 8. Reacción de dióxido de carbono con agua (Szabó-Bárdosa, et al. 2011).
La disminución del pH en el agua contenida en el tanque, al ser recirculada por un eyector donde absorbe los gases SO3 generados, fue un indicador indirecto de la disminución de la concentración de lodo arilsulfónico dentro del reactor, por el desprendimiento del electrófi lo del anillo aromático. Esta disminución se evaluó a lo largo de la experiencia práctica, para obtener una tendencia de la velocidad con la que disminuye en contenido de lodo en el reactor y fi nalmente conocer el tiempo operativo óptimo para lograr la degradación total de este desecho tóxico proveniente de la sulfonación de diesel. De igual manera se obtuvieron las gráfi cas de temperatura del agua receptora de
los gases, y del reactor respecto del tiempo de reacción, estas se muestran en las fi guras 9 y 10 respectivamente.
Figura 9. Grafi co de temperatura del agua receptora de los gases respecto al tiempo de reacción.
Figura 10. Grafi co de temperatura de los gases respecto al tiempo de reacción.
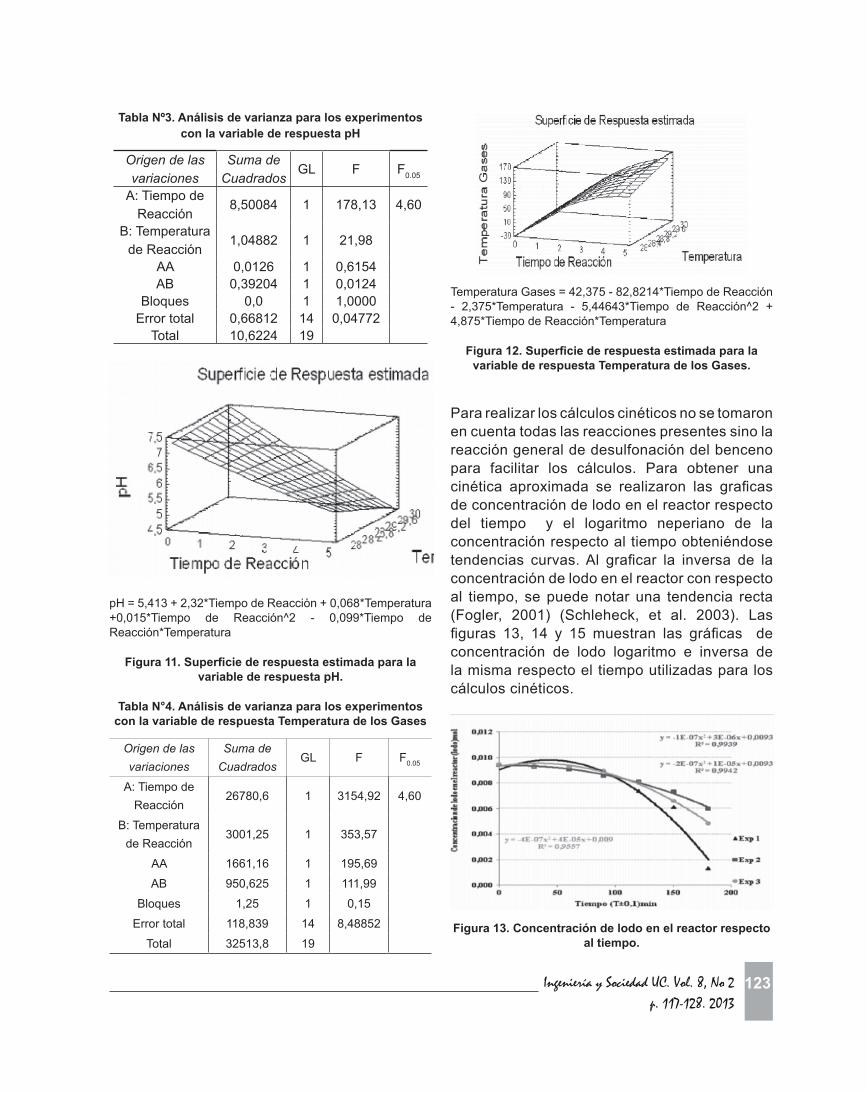
El análisis estadístico de los resultados para los experimentos se muestra en las tablas N°3 y N°4 y en las fi guras 11 y 12. Se consideraron como factores, la temperatura de reacción (28 y 30 ºC) y los tiempos de la reacción (0 a 240 min) y como variables de respuesta el pH y la temperatura de los gases. Se evidencian diferencias signifi cativas entre los factores y sus interacciones así como para las dos variables de respuesta evaluadas. Se presenta un modelo estimado de superfi cie de respuesta para el pH y la temperatura de los gases.
Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
123
Tabla Nº3. Análisis de varianza para los experimentos con la variable de respuesta pH
Origen de las variaciones
Suma de Cuadrados
GL F F0.05
A: Tiempo de Reacción
8,50084 1 178,13 4,60
B: Temperatura de Reacción
1,04882 1 21,98
AA 0,0126 1 0,6154AB 0,39204 1 0,0124
Bloques 0,0 1 1,0000Error total 0,66812 14 0,04772
Total 10,6224 19
pH = 5,413 + 2,32*Tiempo de Reacción + 0,068*Temperatura +0,015*Tiempo de Reacción^2 - 0,099*Tiempo de Reacción*Temperatura
Figura 11. Superfi cie de respuesta estimada para la variable de respuesta pH.
Tabla N°4. Análisis de varianza para los experimentos con la variable de respuesta Temperatura de los Gases
Origen de las variaciones
Suma de Cuadrados
GL F F0.05
A: Tiempo de Reacción
26780,6 1 3154,92 4,60
B: Temperatura de Reacción
3001,25 1 353,57
AA 1661,16 1 195,69
AB 950,625 1 111,99
Bloques 1,25 1 0,15
Error total 118,839 14 8,48852
Total 32513,8 19
Temperatura Gases = 42,375 - 82,8214*Tiempo de Reacción - 2,375*Temperatura - 5,44643*Tiempo de Reacción^2 + 4,875*Tiempo de Reacción*Temperatura
Figura 12. Superfi cie de respuesta estimada para la variable de respuesta Temperatura de los Gases.
Para realizar los cálculos cinéticos no se tomaron en cuenta todas las reacciones presentes sino la reacción general de desulfonación del benceno para facilitar los cálculos. Para obtener una cinética aproximada se realizaron las grafi cas de concentración de lodo en el reactor respecto del tiempo y el logaritmo neperiano de la concentración respecto al tiempo obteniéndose tendencias curvas. Al grafi car la inversa de la concentración de lodo en el reactor con respecto al tiempo, se puede notar una tendencia recta (Fogler, 2001) (Schleheck, et al. 2003). Las fi guras 13, 14 y 15 muestran las gráfi cas de concentración de lodo logaritmo e inversa de la misma respecto el tiempo utilizadas para los cálculos cinéticos.
Figura 13. Concentración de lodo en el reactor respecto al tiempo.
124 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
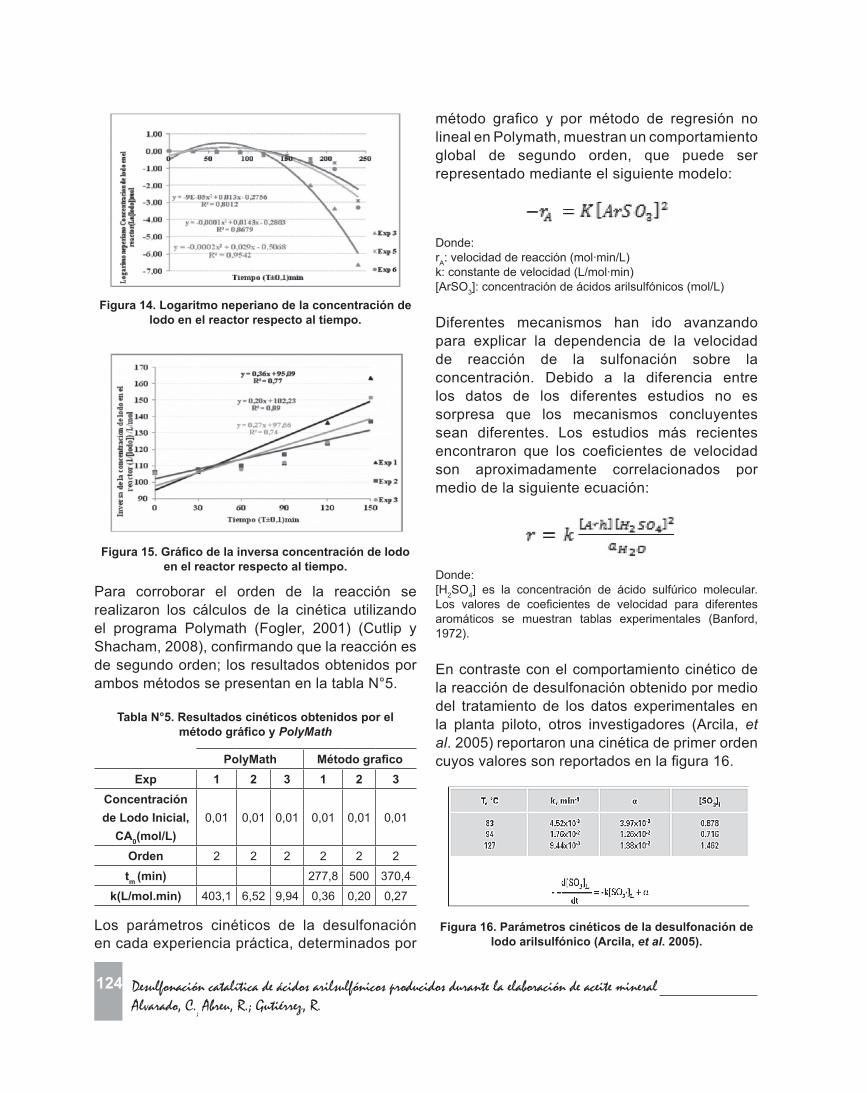
Figura 14. Logaritmo neperiano de la concentración de lodo en el reactor respecto al tiempo.
Figura 15. Gráfi co de la inversa concentración de lodo en el reactor respecto al tiempo.
Para corroborar el orden de la reacción se realizaron los cálculos de la cinética utilizando el programa Polymath (Fogler, 2001) (Cutlip y Shacham, 2008), confi rmando que la reacción es de segundo orden; los resultados obtenidos por ambos métodos se presentan en la tabla N°5.
Tabla N°5. Resultados cinéticos obtenidos por el método gráfi co y PolyMath
PolyMath Método grafi coExp 1 2 3 1 2 3
Concentración de Lodo Inicial,
CA0(mol/L)0,01 0,01 0,01 0,01 0,01 0,01
Orden 2 2 2 2 2 2
tm (min) 277,8 500 370,4
k(L/mol.min) 403,1 6,52 9,94 0,36 0,20 0,27
Los parámetros cinéticos de la desulfonación en cada experiencia práctica, determinados por
método grafi co y por método de regresión no lineal en Polymath, muestran un comportamiento global de segundo orden, que puede ser representado mediante el siguiente modelo:
Donde:rA: velocidad de reacción (mol·min/L)k: constante de velocidad (L/mol·min)[ArSO3]: concentración de ácidos arilsulfónicos (mol/L)
Diferentes mecanismos han ido avanzando para explicar la dependencia de la velocidad de reacción de la sulfonación sobre la concentración. Debido a la diferencia entre los datos de los diferentes estudios no es sorpresa que los mecanismos concluyentes sean diferentes. Los estudios más recientes encontraron que los coefi cientes de velocidad son aproximadamente correlacionados por medio de la siguiente ecuación:
Donde: [H2SO4] es la concentración de ácido sulfúrico molecular. Los valores de coefi cientes de velocidad para diferentes aromáticos se muestran tablas experimentales (Banford, 1972).
En contraste con el comportamiento cinético de la reacción de desulfonación obtenido por medio del tratamiento de los datos experimentales en la planta piloto, otros investigadores (Arcila, et al. 2005) reportaron una cinética de primer orden cuyos valores son reportados en la fi gura 16.
Figura 16. Parámetros cinéticos de la desulfonación de lodo arilsulfónico (Arcila, et al. 2005).
Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
125
Mediante la realización del test de Rosen (Shriner, et al. 1995) se confi rmó que se puede degradar completamente el lodo en estudio (tabla N°6).
Tabla N°6. Observaciones del test de Rosen realizado a los residuos de las pruebas experimentales.
Experimento Coloración observada
1 incolora
2 crema
3 crema
Mediante la realización del test de Rosen se confi rmó que se puede degradar completamente el lodo en estudio.
Se recomienda realizar un estudio más profundo de la cinética para obtener resultados exactos, así como también realizar un estudio sobre el envejecimiento del catalizador de esta reacción.
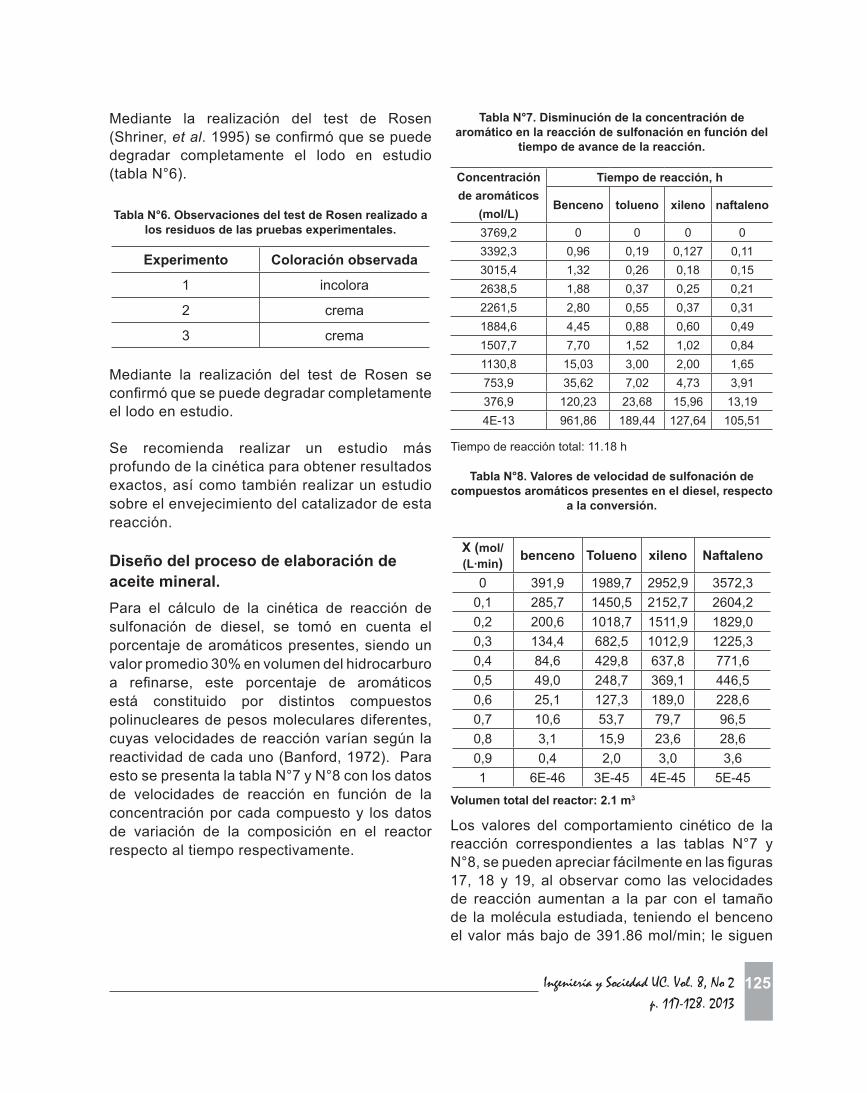
Diseño del proceso de elaboración de aceite mineral.Para el cálculo de la cinética de reacción de sulfonación de diesel, se tomó en cuenta el porcentaje de aromáticos presentes, siendo un valor promedio 30% en volumen del hidrocarburo a refi narse, este porcentaje de aromáticos está constituido por distintos compuestos polinucleares de pesos moleculares diferentes, cuyas velocidades de reacción varían según la reactividad de cada uno (Banford, 1972). Para esto se presenta la tabla N°7 y N°8 con los datos de velocidades de reacción en función de la concentración por cada compuesto y los datos de variación de la composición en el reactor respecto al tiempo respectivamente.
Tabla N°7. Disminución de la concentración de aromático en la reacción de sulfonación en función del
tiempo de avance de la reacción.
Concentración de aromáticos
(mol/L)
Tiempo de reacción, h
Benceno tolueno xileno naftaleno
3769,2 0 0 0 03392,3 0,96 0,19 0,127 0,113015,4 1,32 0,26 0,18 0,152638,5 1,88 0,37 0,25 0,212261,5 2,80 0,55 0,37 0,311884,6 4,45 0,88 0,60 0,491507,7 7,70 1,52 1,02 0,841130,8 15,03 3,00 2,00 1,65753,9 35,62 7,02 4,73 3,91376,9 120,23 23,68 15,96 13,194E-13 961,86 189,44 127,64 105,51
Tiempo de reacción total: 11.18 h
Tabla N°8. Valores de velocidad de sulfonación de compuestos aromáticos presentes en el diesel, respecto
a la conversión.
X (mol/(L·min) benceno Tolueno xileno Naftaleno
0 391,9 1989,7 2952,9 3572,30,1 285,7 1450,5 2152,7 2604,20,2 200,6 1018,7 1511,9 1829,00,3 134,4 682,5 1012,9 1225,30,4 84,6 429,8 637,8 771,60,5 49,0 248,7 369,1 446,50,6 25,1 127,3 189,0 228,60,7 10,6 53,7 79,7 96,50,8 3,1 15,9 23,6 28,60,9 0,4 2,0 3,0 3,61 6E-46 3E-45 4E-45 5E-45
Volumen total del reactor: 2.1 m3
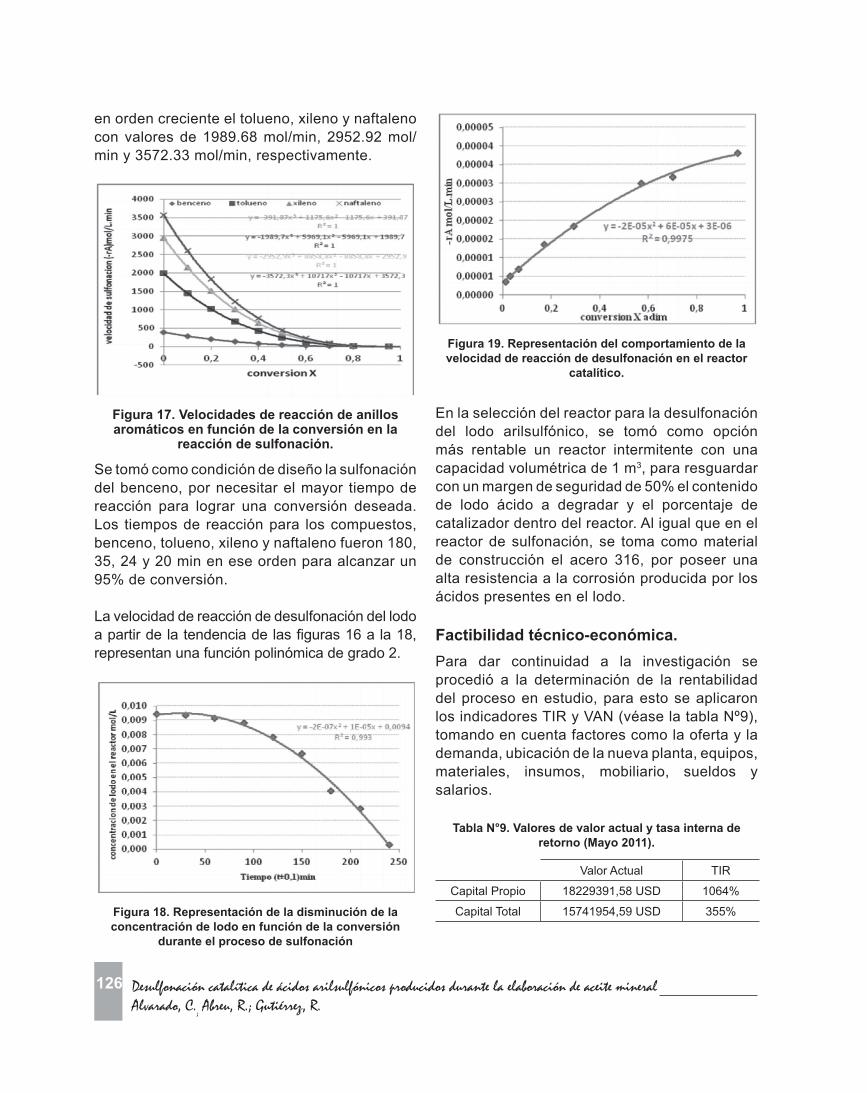
Los valores del comportamiento cinético de la reacción correspondientes a las tablas N°7 y N°8, se pueden apreciar fácilmente en las fi guras 17, 18 y 19, al observar como las velocidades de reacción aumentan a la par con el tamaño de la molécula estudiada, teniendo el benceno el valor más bajo de 391.86 mol/min; le siguen
126 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
en orden creciente el tolueno, xileno y naftaleno con valores de 1989.68 mol/min, 2952.92 mol/min y 3572.33 mol/min, respectivamente.
Figura 17. Velocidades de reacción de anillos aromáticos en función de la conversión en la
reacción de sulfonación.
Se tomó como condición de diseño la sulfonación del benceno, por necesitar el mayor tiempo de reacción para lograr una conversión deseada. Los tiempos de reacción para los compuestos, benceno, tolueno, xileno y naftaleno fueron 180, 35, 24 y 20 min en ese orden para alcanzar un 95% de conversión.
La velocidad de reacción de desulfonación del lodo a partir de la tendencia de las fi guras 16 a la 18, representan una función polinómica de grado 2.
Figura 18. Representación de la disminución de la concentración de lodo en función de la conversión
durante el proceso de sulfonación
Figura 19. Representación del comportamiento de la velocidad de reacción de desulfonación en el reactor
catalítico.
En la selección del reactor para la desulfonación del lodo arilsulfónico, se tomó como opción más rentable un reactor intermitente con una capacidad volumétrica de 1 m3, para resguardar con un margen de seguridad de 50% el contenido de lodo ácido a degradar y el porcentaje de catalizador dentro del reactor. Al igual que en el reactor de sulfonación, se toma como material de construcción el acero 316, por poseer una alta resistencia a la corrosión producida por los ácidos presentes en el lodo.
Factibilidad técnico-económica.Para dar continuidad a la investigación se procedió a la determinación de la rentabilidad del proceso en estudio, para esto se aplicaron los indicadores TIR y VAN (véase la tabla Nº9), tomando en cuenta factores como la oferta y la demanda, ubicación de la nueva planta, equipos, materiales, insumos, mobiliario, sueldos y salarios.
Tabla N°9. Valores de valor actual y tasa interna de retorno (Mayo 2011).
Valor Actual TIR
Capital Propio 18229391,58 USD 1064%
Capital Total 15741954,59 USD 355%
Ingeniería y Sociedad UC. Vol. 8, No 2p. 117-128. 2013
127
CONCLUSIONESCon respecto a la caracterización los análisis del lodo ácido utilizado indicaron la siguiente composición: 12.2 % de ácido sulfúrico, 73.2 % de ácidos arilsulfónicos, agua 14.6 %. La densidad determinada del lodo ácido es 1735,36 kg/m3. Las variables más infl uyentes en la velocidad de degradación del lodo arilsulfónico con mayor ponderación en orden decreciente fueron la cantidad de lodo, cantidad de catalizador, tiempo empleado de reacción, cantidad de agua receptora de gases, mano de obra y material del reactor. La reacción resultó ser de orden 2 utilizando para ello los métodos gráfi cos y Polymath. El volumen del reactor por cargas de sulfonación para una producción anual de 508.942 kg de aceite mineral fue de 2,12 m3 y para la desulfonación de los lodos arilsulfónicos generados en la producción anual de 508.942 kg de aceite mineral fue de 0,395 m3. El tiempo de operación de los reactores por cargas de sulfonación y desulfonación fue 11,18 hs para sulfonar el diesel y 6,88 h para la degradación del lodo. El análisis técnico-económico del proyecto arrojo un valor actual neto positivo, además la tasa interna de retorno TIR fue mayor a uno, por lo tanto el proyecto es factible.
REFERENCIAS Apolloni, R. (2003). Estudio del poder anticorrosivo de sulfonatos de sodio, calcio y potasio de alquilbencenos pesados en la formulación de lubricantes. Tesis de Grado no publicada. Facultad de Ciencias y Tecnología. Departamento de Química. Universidad de Carabobo.
Arcila, H., Pinto, J., Varela, A. (2005). Recuperación de SO2-SO3 de lodos acidos para producir acido sulfúrico. Tesis de Grado no publicada. Facultad de Ingeniería. Escuela de Ingeniería Química. Universidad de carabobo.
ASTM D95–05 (2010). Standard Test Method for Water in Petroleum Products and Bituminous
Materials by Distillation. ASTM Internacional. USA.
ASTM D70-09e1 (2010). Standard Test Method for Density of Semi-Solid Bituminous Materials (Pycnometer Method). ASTM Internacional. USA.
Banford, C. H. (1972). Chemical Kinetics. Vol. 13. Reactions of Aromatic Compounds. Elsevier Publishing Company. Liverpool.
CareyA, F; Sundberg, R. (2007). Advanced Organic Chemistry. University of Virginia. Charlotteville, Virginia. Fifth Edition. Springer Science Business Media, LLC. Part A: Structure and Mechanisms. United States of America.
CareyB, F; Sundberg, R. (2007). Advanced Organic Chemistry. University of Virginia. Charlotteville, Virginia. Fifth Edition. Springer Science Business Media, LLC. Part B: Reactions and Synthesis. United States of America.
Carrasco, M., y Ore, J. (2000). Tratamiento de borras acidas producidas en la manufactura de las bases lubricantes de tipo L.C.T. en la Refi neria Talara. Perú. Revista Ingeniería UC. Volumen 7 Nº 1.
Comisión Venezolana de Normas Industriales COVENIN 424 (1991). Petróleo crudo y sus derivados. Determinación de la viscosidad cinemática y cálculo de la viscosidad dinámica. Ministerio de Fomento. Caracas. Venezuela.
Cutlip, M.; Shacham, M. (2008). Problem Solving in Chemical and Biochemical Engineering with POLYMATH, Excel, and MATLAB. Prentice Hall.
Chang, R.; College, W. (2002). Química. Editorial McGraw-Hill. México.
Delgado, J. G. (2005). Estudio de las propiedades de los asfaltenos del crudo Boscán. Tesis de Maestría no publicada. Universidad de los Andes. Mérida. Venezuela.
128 Desulfonación catalítica de ácidos arilsulfónicos producidos durante la elaboración de aceite mineralAlvarado, C.; Abreu, R.; Gutiérrez, R.
Desmet Ballestra (2011). Chemicals for Life. Detergents, surfactants and chemicals. [página web]. Disponible en: http://www.desmetballestradsc.com/aboutus.html
Fogler, H. S. (2001). Elementos de Ingeniería de las Reacciones Químicas. Mexico. Pearson Prentice Hall.
Groggins, P.H. (1953). Procesos industriales de síntesis orgánica. Editorial Barcelona / Gustavo gili.
Hornback, J. (2006). Organic Chemistry. University of Denver. Thomson Learning Inc. Brooks / Cole. Second Edition. United States of America.
Instituto Nacional de Estadística (INE) (2011). [página web en línea]. Disponible en: http://www.ine.gov.ve/
Jiménez, A. (2003). Diseño de Procesos en Ingeniería Química. Editorial Reverté. Reverté Ediciones. Instituto Tecnológico de Celaya. México.
Katritzky, A. R., Kim, M. S., Fedoseyenko, D., Khalid, W., Siskin, M., and Francisco, M. (2008). The sulfonation of aromatic and heteroaromatic polycyclic compounds. Volume: 65, Issue: 6, Publisher: Elsevier Ltd, Pages: 1111-1114.
Kirk-Othmer (2011). Encyclopedia of Chemical Technology. John Wiley & Sons, Inc.
Montoya, R. y Tori, D. (2008). Manejo y control de las sustancias, materiales y desechos peligrosos en una empresa de elaboración de bebidas no carbonatadas. Tesis de Grado no publicada. Facultad de Ingeniería. Escuela de Ingeniería Química. Universidad de carabobo.
Morrison y Boyd. (1998) Química Orgánica. Quinta Edición. Pearson Education. México.Smith, M.; March, J. (2007). March´s Advanced
Organic Chemistry. Reactions, Mechanisms and Structure. Sixth Edition. Wiley Interscience A John Wiley & Sons, INC, Publication. United States of America.
Schleheck, D.; Lechner, M; Schonenberger; R.; Suter, M.; Cook, A. (2003). Desulfonation and Degradation of the Disulfodiphenylethercarboxylates from Linear Alkyldiphenyletherdisulfonate Surfactants. Applied and Environmental Microbiology. Vol. 69, No. 2. p. 938–944
Shriner, R.; Fuson, R.; Curtin, D. (1995). Identifi cación Sistemática de Compuestos Orgánicos. Limusa Noriega Editores. México.
Szabó-Bárdosa, E.; Markovicsa, O.; Horvátha, O.; Törőb; N.; Kissc, G. (2011). Photocatalytic degradation of benzenesulfonate on coloidal titanium dioxide. Water Research. Elsevier. 45 (4):1617-1628.
Wade, L. G. (2004). Quimica orgánica. Pearson educacion, S.A. México.
Wittcoff, H. (2007). Procesos Químicos Orgánicos Industriales, Volumen 2. Editorial Limusa. España.
Fecha de recepción: 12 de noviembre de 2012
Fecha de aceptación: 14 de enero de 2013