chemcad le ayuda a reducir periodos de cambio de …€¦ · chemcad le ayuda a reducir periodos de...
TRANSCRIPT
focused on process simulation Página 1 de 14
CHEMCAD le ayuda a reducir periodos de cambio de producto
Introducción
Fabricar varios productos con una única instalación de producción es algo que se ha vuelto cada vez
más atractivo para el titular de la instalación, sobre todo teniendo en cuenta las continuas
fluctuaciones de las materias primas y la transformación del mercado de la energía. Por tanto, contar
con un sistema de producción flexible es un componente esencial si queremos hacer realidad lo
anterior. Aunque nada ha cambiado en los ciclos de vida de las instalaciones diseñadas para 20 a 40
años, los ciclos de vida de los productos sí que se han visto reducidos. Además, el tipo, la calidad, el
precio y la disponibilidad de los recursos necesarios para la producción varían cada vez más rápido
en un mundo globalizado. Por tanto es económicamente ventajoso que la producción pueda
responder con flexibilidad a tales cambios, aportando modificaciones en los productos o incluso
introduciendo productos nuevos en caso necesario.
Una simulación rigurosa por ordenador de los procesos de fabricación contribuye a analizar y evaluar
diferentes escenarios con productos y materias primas variables en un corto periodo de tiempo,
siendo para ello necesario tener en cuenta de forma coherente las limitaciones termodinámicas y
técnicas pertinentes. Sin la simulación, por otra parte, sería necesario realizar numerosos, lentos y
costosos experimentos en las instalaciones de producción para verificar los nuevos escenarios.
Además, durante estos experimentos, las instalaciones no se pueden utilizar por lo general para
seguir con la producción.
Si se conocen los distintos parámetros específicos de funcionamiento de una instalación de
producción en cada escenario, ya optimizados en un caso ideal, entonces ya solo se producirán
pérdidas en la producción al cambiar de una combinación producto/materia prima a otra. Por tanto,
el objetivo de este trabajo es mostrar la forma de minimizar las paradas de producción derivadas del
tiempo de variación de producto con la ayuda del simulador de procesos CHEMCAD.
Usando un ejemplo concreto de la industria oleoquímica vamos a mostrar cómo determinar puntos
operativos estacionarios óptimos y estimar parámetros operativos no disponibles además de
calcular, analizar y finalmente optimizar la evolución de variables dependientes de estado, como por
ejemplo la concentración del producto, utilizando CHEMCAD.
Estudio de caso de la industria oleoquímica
La industria oleoquímica tradicionalmente tiene que hacer frente a diferentes composiciones de los
materiales de partida que utiliza en sus procesos al reutilizar productos naturales y obtenidos del
reciclaje. Para crear condiciones de alimentación constantes para los procesos posteriores es posible
integrar en el proceso una unidad de destilación conectada en serie aguas arriba, de modo que las
grandes fluctuaciones en la composición de los aceites que sirven del materia prima se vean
reducidas a una cantidad controlada.
focused on process simulation Página 2 de 14
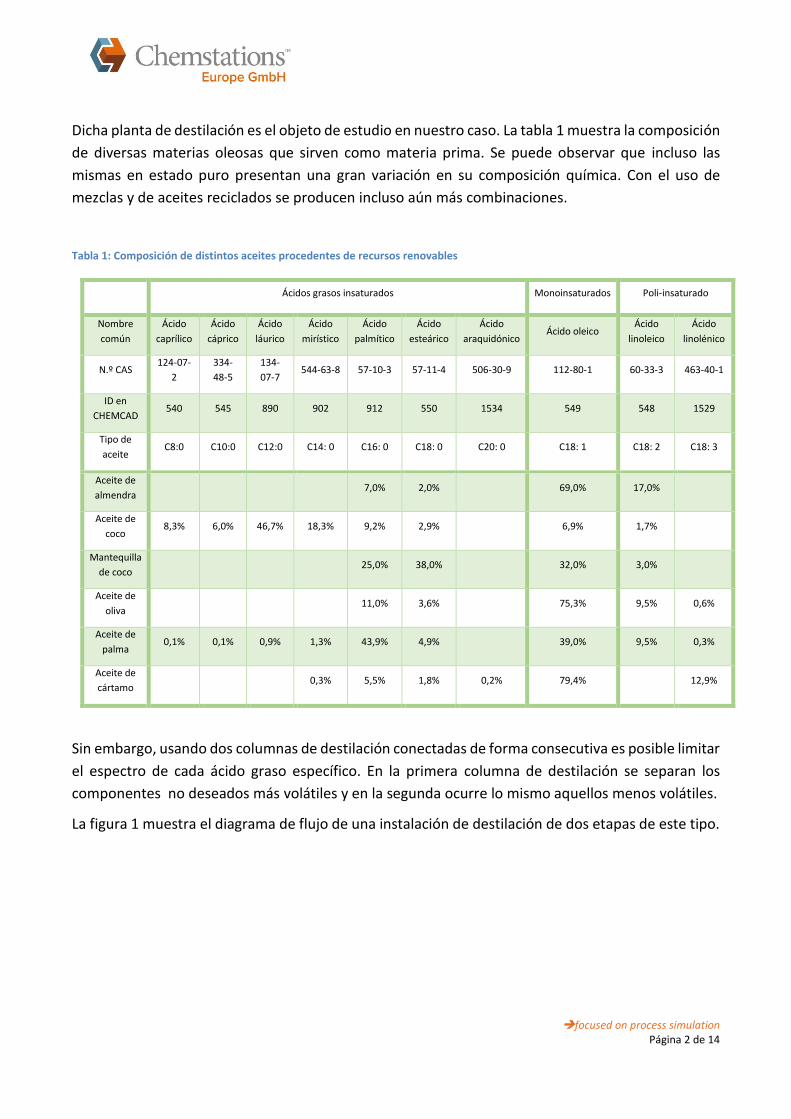
Dicha planta de destilación es el objeto de estudio en nuestro caso. La tabla 1 muestra la composición
de diversas materias oleosas que sirven como materia prima. Se puede observar que incluso las
mismas en estado puro presentan una gran variación en su composición química. Con el uso de
mezclas y de aceites reciclados se producen incluso aún más combinaciones.
Tabla 1: Composición de distintos aceites procedentes de recursos renovables
Ácidos grasos insaturados Monoinsaturados Poli-insaturado
Nombre
común
Ácido
caprílico
Ácido
cáprico
Ácido
láurico
Ácido
mirístico
Ácido
palmítico
Ácido
esteárico
Ácido
araquidónico Ácido oleico
Ácido
linoleico
Ácido
linolénico
N.º CAS 124-07-
2
334-
48-5
134-
07-7 544-63-8 57-10-3 57-11-4 506-30-9 112-80-1 60-33-3 463-40-1
ID en
CHEMCAD 540 545 890 902 912 550 1534 549 548 1529
Tipo de
aceite C8:0 C10:0 C12:0 C14: 0 C16: 0 C18: 0 C20: 0 C18: 1 C18: 2 C18: 3
Aceite de
almendra 7,0% 2,0% 69,0% 17,0%
Aceite de
coco 8,3% 6,0% 46,7% 18,3% 9,2% 2,9% 6,9% 1,7%
Mantequilla
de coco 25,0% 38,0% 32,0% 3,0%
Aceite de
oliva 11,0% 3,6% 75,3% 9,5% 0,6%
Aceite de
palma 0,1% 0,1% 0,9% 1,3% 43,9% 4,9% 39,0% 9,5% 0,3%
Aceite de
cártamo 0,3% 5,5% 1,8% 0,2% 79,4% 12,9%
Sin embargo, usando dos columnas de destilación conectadas de forma consecutiva es posible limitar
el espectro de cada ácido graso específico. En la primera columna de destilación se separan los
componentes no deseados más volátiles y en la segunda ocurre lo mismo aquellos menos volátiles.
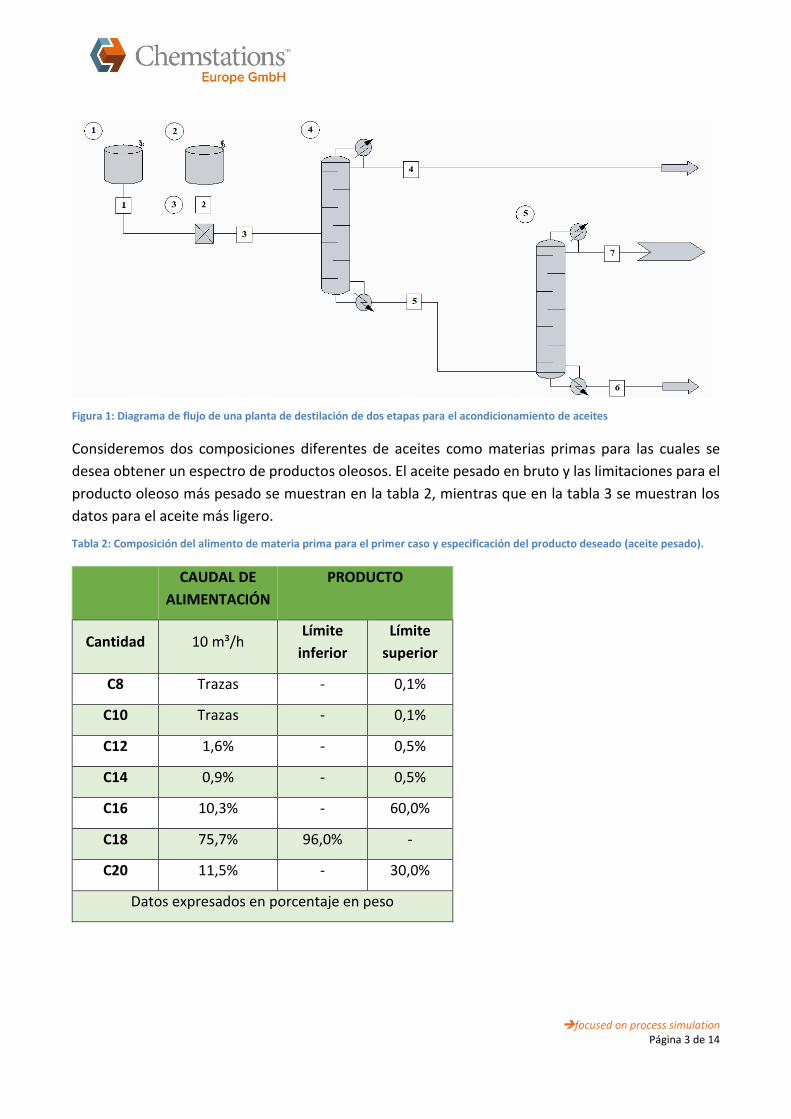
La figura 1 muestra el diagrama de flujo de una instalación de destilación de dos etapas de este tipo.
focused on process simulation Página 3 de 14
Figura 1: Diagrama de flujo de una planta de destilación de dos etapas para el acondicionamiento de aceites
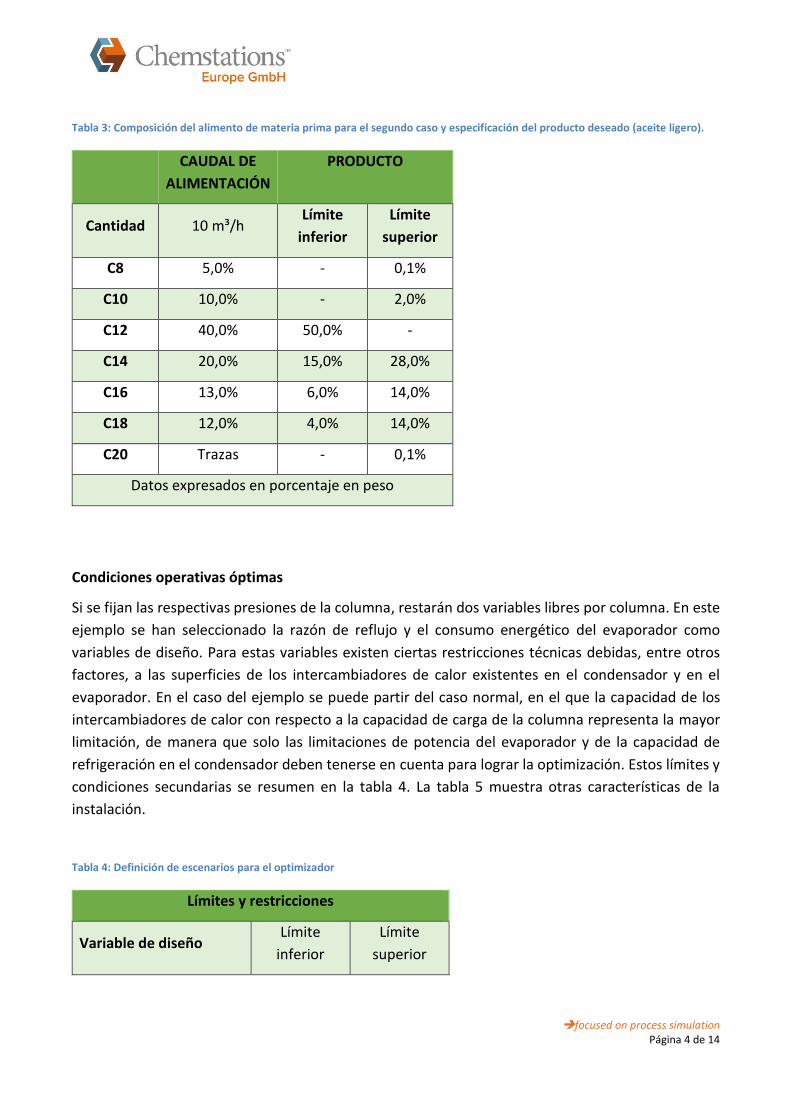
Consideremos dos composiciones diferentes de aceites como materias primas para las cuales se
desea obtener un espectro de productos oleosos. El aceite pesado en bruto y las limitaciones para el
producto oleoso más pesado se muestran en la tabla 2, mientras que en la tabla 3 se muestran los
datos para el aceite más ligero.
Tabla 2: Composición del alimento de materia prima para el primer caso y especificación del producto deseado (aceite pesado).
CAUDAL DE
ALIMENTACIÓN
PRODUCTO
Cantidad 10 m³/h Límite
inferior
Límite
superior
C8 Trazas - 0,1%
C10 Trazas - 0,1%
C12 1,6% - 0,5%
C14 0,9% - 0,5%
C16 10,3% - 60,0%
C18 75,7% 96,0% -
C20 11,5% - 30,0%
Datos expresados en porcentaje en peso
focused on process simulation Página 4 de 14
Tabla 3: Composición del alimento de materia prima para el segundo caso y especificación del producto deseado (aceite ligero).
CAUDAL DE
ALIMENTACIÓN
PRODUCTO
Cantidad 10 m³/h Límite
inferior
Límite
superior
C8 5,0% - 0,1%
C10 10,0% - 2,0%
C12 40,0% 50,0% -
C14 20,0% 15,0% 28,0%
C16 13,0% 6,0% 14,0%
C18 12,0% 4,0% 14,0%
C20 Trazas - 0,1%
Datos expresados en porcentaje en peso
Condiciones operativas óptimas
Si se fijan las respectivas presiones de la columna, restarán dos variables libres por columna. En este
ejemplo se han seleccionado la razón de reflujo y el consumo energético del evaporador como
variables de diseño. Para estas variables existen ciertas restricciones técnicas debidas, entre otros
factores, a las superficies de los intercambiadores de calor existentes en el condensador y en el
evaporador. En el caso del ejemplo se puede partir del caso normal, en el que la capacidad de los
intercambiadores de calor con respecto a la capacidad de carga de la columna representa la mayor
limitación, de manera que solo las limitaciones de potencia del evaporador y de la capacidad de
refrigeración en el condensador deben tenerse en cuenta para lograr la optimización. Estos límites y
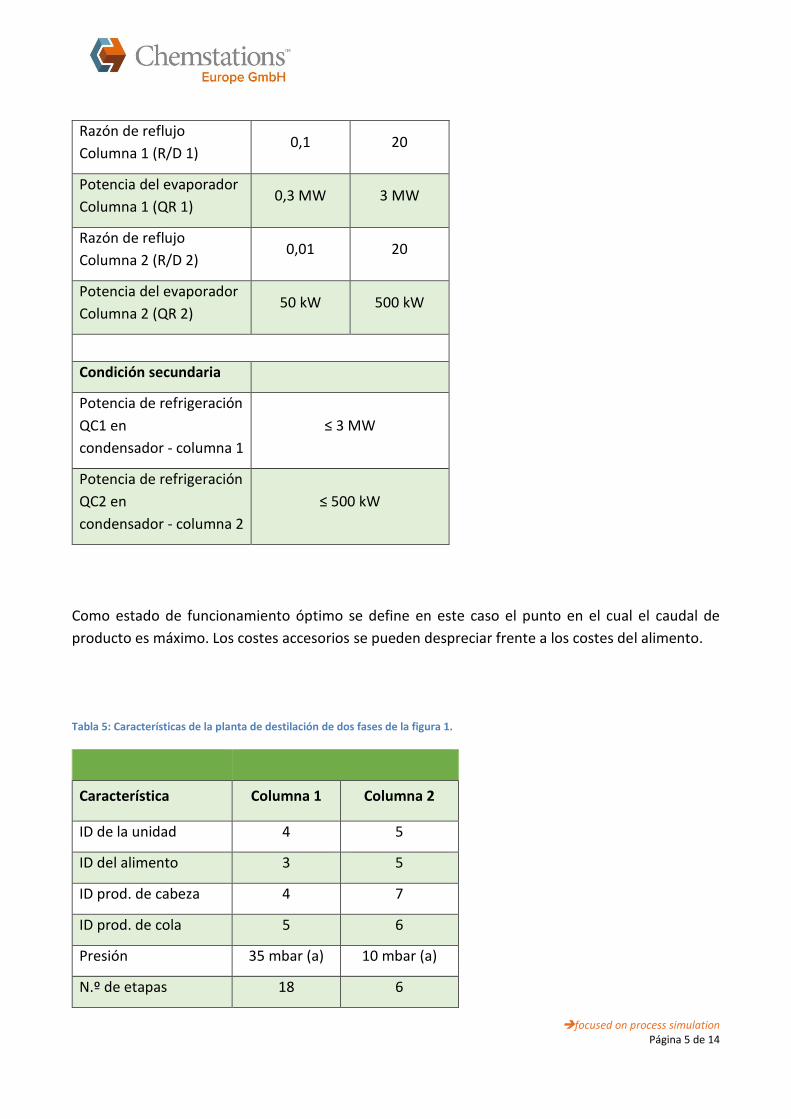
condiciones secundarias se resumen en la tabla 4. La tabla 5 muestra otras características de la
instalación.
Tabla 4: Definición de escenarios para el optimizador
Límites y restricciones
Variable de diseño Límite
inferior
Límite
superior
focused on process simulation Página 5 de 14
Razón de reflujo
Columna 1 (R/D 1) 0,1 20
Potencia del evaporador
Columna 1 (QR 1) 0,3 MW 3 MW
Razón de reflujo
Columna 2 (R/D 2) 0,01 20
Potencia del evaporador
Columna 2 (QR 2) 50 kW 500 kW
Condición secundaria
Potencia de refrigeración
QC1 en
condensador - columna 1
≤ 3 MW
Potencia de refrigeración
QC2 en
condensador - columna 2
≤ 500 kW
Como estado de funcionamiento óptimo se define en este caso el punto en el cual el caudal de
producto es máximo. Los costes accesorios se pueden despreciar frente a los costes del alimento.
Tabla 5: Características de la planta de destilación de dos fases de la figura 1.
Característica Columna 1 Columna 2
ID de la unidad 4 5
ID del alimento 3 5
ID prod. de cabeza 4 7
ID prod. de cola 5 6
Presión 35 mbar (a) 10 mbar (a)
N.º de etapas 18 6
focused on process simulation Página 6 de 14
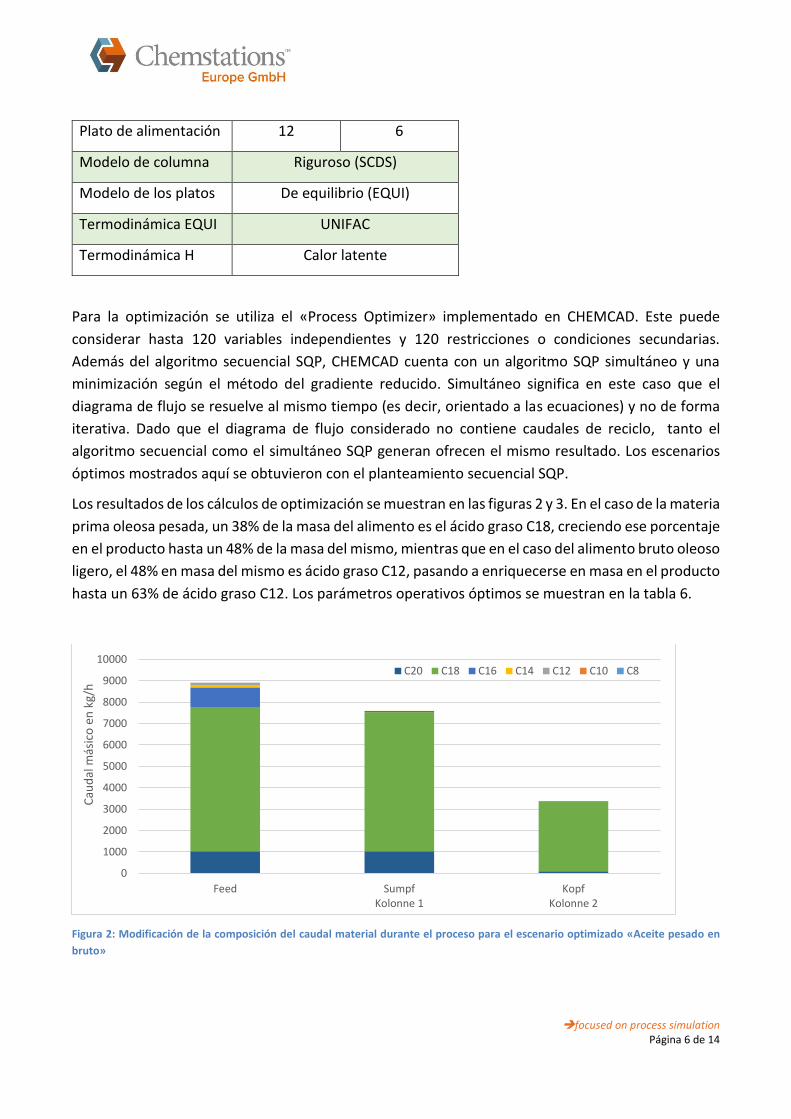
Plato de alimentación 12 6
Modelo de columna Riguroso (SCDS)
Modelo de los platos De equilibrio (EQUI)
Termodinámica EQUI UNIFAC
Termodinámica H Calor latente
Para la optimización se utiliza el «Process Optimizer» implementado en CHEMCAD. Este puede
considerar hasta 120 variables independientes y 120 restricciones o condiciones secundarias.
Además del algoritmo secuencial SQP, CHEMCAD cuenta con un algoritmo SQP simultáneo y una
minimización según el método del gradiente reducido. Simultáneo significa en este caso que el
diagrama de flujo se resuelve al mismo tiempo (es decir, orientado a las ecuaciones) y no de forma
iterativa. Dado que el diagrama de flujo considerado no contiene caudales de reciclo, tanto el
algoritmo secuencial como el simultáneo SQP generan ofrecen el mismo resultado. Los escenarios
óptimos mostrados aquí se obtuvieron con el planteamiento secuencial SQP.
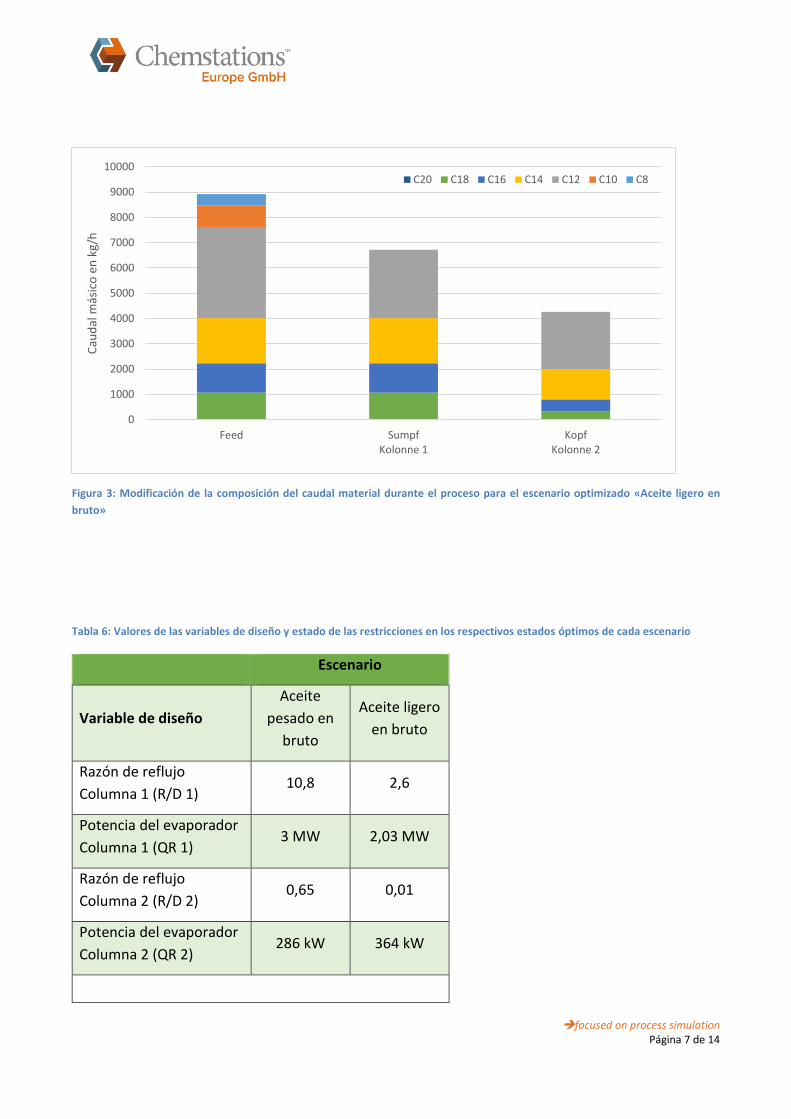
Los resultados de los cálculos de optimización se muestran en las figuras 2 y 3. En el caso de la materia
prima oleosa pesada, un 38% de la masa del alimento es el ácido graso C18, creciendo ese porcentaje
en el producto hasta un 48% de la masa del mismo, mientras que en el caso del alimento bruto oleoso
ligero, el 48% en masa del mismo es ácido graso C12, pasando a enriquecerse en masa en el producto
hasta un 63% de ácido graso C12. Los parámetros operativos óptimos se muestran en la tabla 6.
Figura 2: Modificación de la composición del caudal material durante el proceso para el escenario optimizado «Aceite pesado en
bruto»
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Feed SumpfKolonne 1
KopfKolonne 2
Cau
dal
más
ico
en
kg/
h
C20 C18 C16 C14 C12 C10 C8
focused on process simulation Página 7 de 14
Figura 3: Modificación de la composición del caudal material durante el proceso para el escenario optimizado «Aceite ligero en
bruto»
Tabla 6: Valores de las variables de diseño y estado de las restricciones en los respectivos estados óptimos de cada escenario
Escenario
Variable de diseño
Aceite
pesado en
bruto
Aceite ligero
en bruto
Razón de reflujo
Columna 1 (R/D 1) 10,8 2,6
Potencia del evaporador
Columna 1 (QR 1) 3 MW 2,03 MW
Razón de reflujo
Columna 2 (R/D 2) 0,65 0,01
Potencia del evaporador
Columna 2 (QR 2) 286 kW 364 kW
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Feed SumpfKolonne 1
KopfKolonne 2
Cau
dal
más
ico
en
kg/
h
C20 C18 C16 C14 C12 C10 C8
focused on process simulation Página 8 de 14
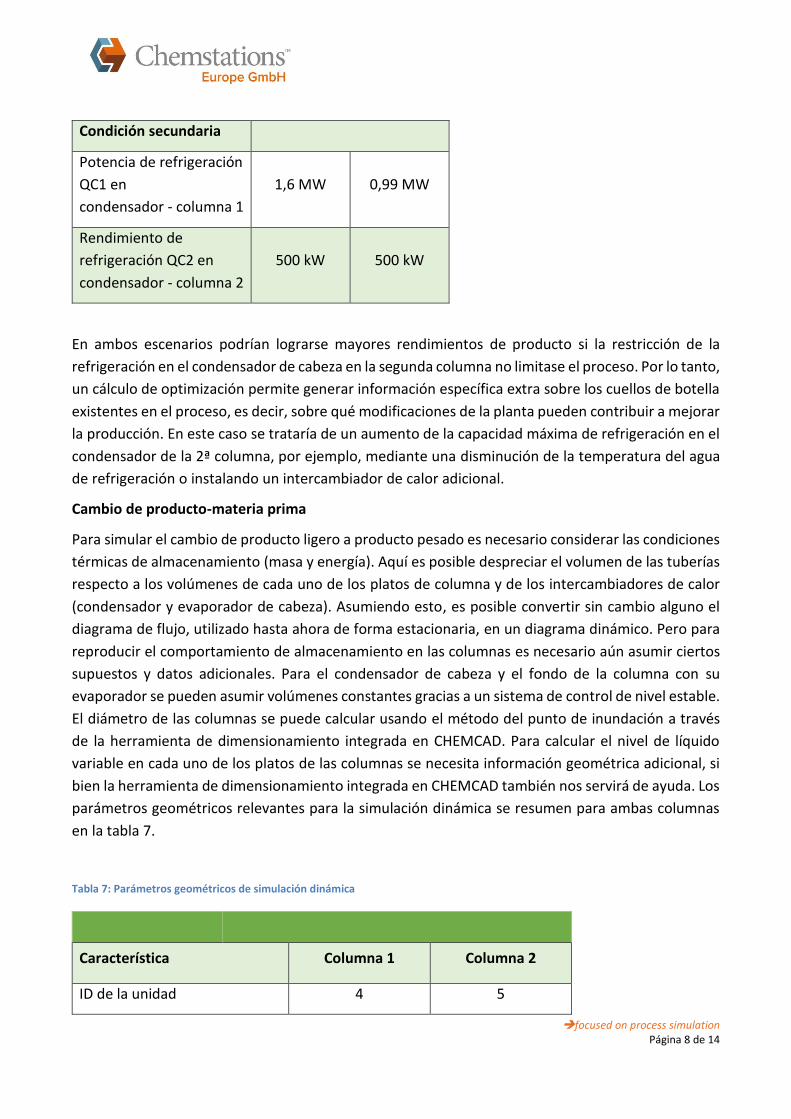
Condición secundaria
Potencia de refrigeración
QC1 en
condensador - columna 1
1,6 MW 0,99 MW
Rendimiento de
refrigeración QC2 en
condensador - columna 2
500 kW 500 kW
En ambos escenarios podrían lograrse mayores rendimientos de producto si la restricción de la
refrigeración en el condensador de cabeza en la segunda columna no limitase el proceso. Por lo tanto,
un cálculo de optimización permite generar información específica extra sobre los cuellos de botella
existentes en el proceso, es decir, sobre qué modificaciones de la planta pueden contribuir a mejorar
la producción. En este caso se trataría de un aumento de la capacidad máxima de refrigeración en el
condensador de la 2ª columna, por ejemplo, mediante una disminución de la temperatura del agua
de refrigeración o instalando un intercambiador de calor adicional.
Cambio de producto-materia prima
Para simular el cambio de producto ligero a producto pesado es necesario considerar las condiciones
térmicas de almacenamiento (masa y energía). Aquí es posible despreciar el volumen de las tuberías
respecto a los volúmenes de cada uno de los platos de columna y de los intercambiadores de calor
(condensador y evaporador de cabeza). Asumiendo esto, es posible convertir sin cambio alguno el
diagrama de flujo, utilizado hasta ahora de forma estacionaria, en un diagrama dinámico. Pero para
reproducir el comportamiento de almacenamiento en las columnas es necesario aún asumir ciertos
supuestos y datos adicionales. Para el condensador de cabeza y el fondo de la columna con su
evaporador se pueden asumir volúmenes constantes gracias a un sistema de control de nivel estable.
El diámetro de las columnas se puede calcular usando el método del punto de inundación a través
de la herramienta de dimensionamiento integrada en CHEMCAD. Para calcular el nivel de líquido
variable en cada uno de los platos de las columnas se necesita información geométrica adicional, si
bien la herramienta de dimensionamiento integrada en CHEMCAD también nos servirá de ayuda. Los
parámetros geométricos relevantes para la simulación dinámica se resumen para ambas columnas
en la tabla 7.
Tabla 7: Parámetros geométricos de simulación dinámica
Característica Columna 1 Columna 2
ID de la unidad 4 5
focused on process simulation Página 9 de 14
Diámetro 3,96 m 2,44 m
Separación de fondos 0,61 m 0,61 m
Volumen de líquido en el
condensador/depósito de
reflujo
1,0 m³ 0,5 m³
Volumen de líquido en el
evaporador/fondo 2,0 m³ 1,0 m³
Ancho del conducto de salida
del fondo 0,22 m 0,22 m
Altura del rebosadero 0,05 m 0,05 m
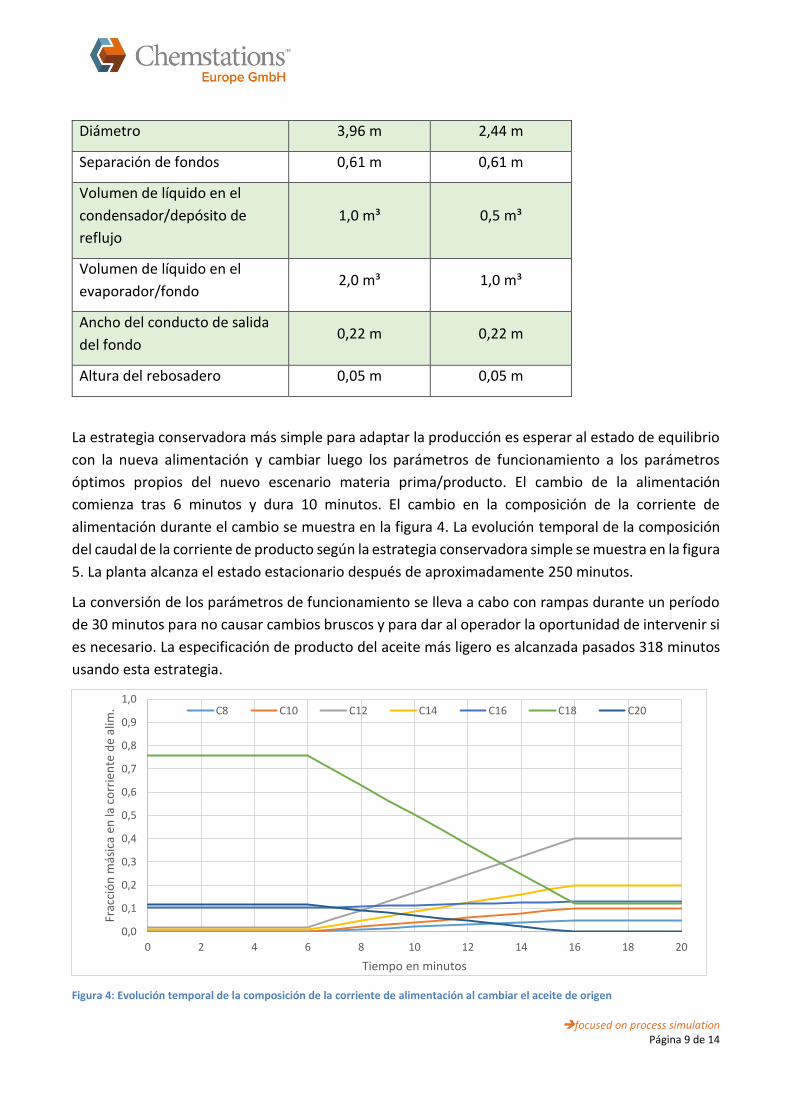
La estrategia conservadora más simple para adaptar la producción es esperar al estado de equilibrio
con la nueva alimentación y cambiar luego los parámetros de funcionamiento a los parámetros
óptimos propios del nuevo escenario materia prima/producto. El cambio de la alimentación
comienza tras 6 minutos y dura 10 minutos. El cambio en la composición de la corriente de
alimentación durante el cambio se muestra en la figura 4. La evolución temporal de la composición
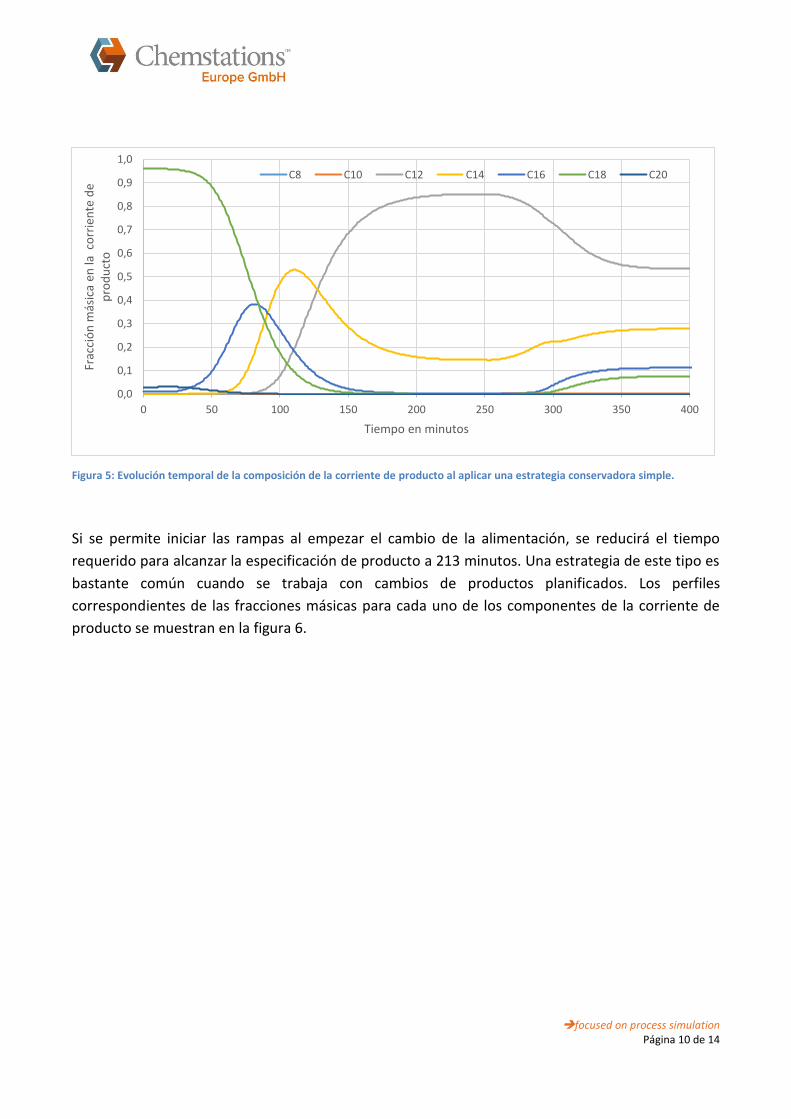
del caudal de la corriente de producto según la estrategia conservadora simple se muestra en la figura
5. La planta alcanza el estado estacionario después de aproximadamente 250 minutos.
La conversión de los parámetros de funcionamiento se lleva a cabo con rampas durante un período
de 30 minutos para no causar cambios bruscos y para dar al operador la oportunidad de intervenir si
es necesario. La especificación de producto del aceite más ligero es alcanzada pasados 318 minutos
usando esta estrategia.
Figura 4: Evolución temporal de la composición de la corriente de alimentación al cambiar el aceite de origen
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 2 4 6 8 10 12 14 16 18 20
Frac
ció
n m
ásic
a en
la c
orr
ien
te d
e al
im.
Tiempo en minutos
C8 C10 C12 C14 C16 C18 C20
focused on process simulation Página 10 de 14
Figura 5: Evolución temporal de la composición de la corriente de producto al aplicar una estrategia conservadora simple.
Si se permite iniciar las rampas al empezar el cambio de la alimentación, se reducirá el tiempo
requerido para alcanzar la especificación de producto a 213 minutos. Una estrategia de este tipo es
bastante común cuando se trabaja con cambios de productos planificados. Los perfiles
correspondientes de las fracciones másicas para cada uno de los componentes de la corriente de
producto se muestran en la figura 6.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 50 100 150 200 250 300 350 400
Frac
ció
n m
ásic
a en
la c
orr
ien
te d
e p
rod
uct
o
Tiempo en minutos
C8 C10 C12 C14 C16 C18 C20

focused on process simulation Página 11 de 14
Figura 6: Evolución temporal de la composición de la corriente de producto al aplicar una estrategia simple.
Optimización dinámica
El «Process Optimizer» integrado en CHEMCAD también se puede utilizar para optimizar procesos
dinámicos. En este ejemplo, el tiempo debe reducirse al mínimo para alcanzar la especificación de
producto prevista. Como variables se seleccionan los valores deseados de las rampas. Por
consiguiente, los parámetros de funcionamiento deben modificarse solo una vez de acuerdo a las
estrategias descritas anteriormente.
Sin embargo, incluso con esta limitación es posible reducir el tiempo de cambio de producto a más
de la mitad, llegando a 93 minutos. Una vez alcanzada la especificación deseada para el producto se
cambia a los parámetros operativos óptimos.
La evolución de los parámetros de funcionamiento se muestra en la figura 7 y la evolución de la
composición de la corriente de producto en la figura 8.
Con la interfaz para Excel de CHEMCAD es posible vigilar fácilmente el cumplimiento de la
especificación del producto. La figura 9 muestra el momento en que se alcanzan los valores de la
especificación con las variables de diseño optimizadas y qué cantidad de límites se infringe.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 50 100 150 200 250 300
Frac
ció
n m
ásic
a en
la c
orr
ien
te d
e p
rod
uct
o
Tiempo en minutos
C8 C10 C12 C14 C16 C18 C20

focused on process simulation Página 12 de 14
Figura 7: Evolución temporal de las variables de diseño tras reducir al mínimo el tiempo de cambio de producto.
Figura 8: Evolución temporal de la composición de la corriente de producto tras reducir al mínimo el tiempo de cambio de producto.
Figura 9: Infracción de la especificación de producto; 0: concentración dentro de la especificación 1: concentración fuera de la
especificación; todos: suma de todos los componentes
0
2
4
6
8
10
12
14
16
0 20 40 60 80 100 120 140 160 180 200
Val
or
de
la v
aria
ble
de
dis
eño
Tiempo en minutos
R/D 1
QR 1 [MW]
R/D 2
QR 2 x 10 [MW]
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 20 40 60 80 100 120 140 160 180 200
Frac
ció
n m
ásic
a en
la c
orr
ien
te d
e p
rod
uct
o
Tiempo en minutos
C8 C10 C12 C14 C16 C18 C20
0
1
2
3
4
0 20 40 60 80 100 120 140 160 180 200
Lím
ites
act
ivo
s
Tiempo en minutos
C8 C10 C12 C14
C16 C18 C20 Alle
focused on process simulation Página 13 de 14
Como se observa en la figura 9, la especificación del producto no se alcanza durante 3 minutos al
realizar la transición a los parámetros de funcionamiento óptimos. La concentración de ácido graso
C18 es menor al límite inferior de 4% en este periodo. Para evitar tales efectos, por ejemplo, el
problema de optimización se puede formular de manera diferente. Si las infracciones de los límites
de este tipo son relevantes y si deben tenerse en cuenta es algo que debe decidirse para cada caso.
Además, el escenario planteado sobre el tiempo de cambio de producto mínimo no representa un
conjunto de factores óptimos. El cálculo de gradientes de la función objetivo (= tiempo de cambio de
producto) con respecto a las variables de diseño se efectúa numéricamente por cociente de
diferencias. La selección del incremento al calcular el cociente de las diferencias tiene una influencia
evidente sobre el mínimo calculado con el método SQP, pero a menudo no es crucial encontrar el
mínimo matemáticamente correcto de la función objetivo. Para el funcionamiento real de la
instalación ya resulta ventajoso al reducir el tiempo de cambio de producto.
Optimización general y Process SImulation Cup
Si se realiza la optimización con variables de diseño adicionales será posible seguir reduciendo el
tiempo de cambio de producto, pero dando lugar a una mayor complejidad en el problema de
optimización. Con el modo OTS (Operator Training System) se puede prescindir por completo de las
rampas y, en su lugar, se permite regular libremente las válvulas de control de reflujo (R/D 1 y R/D 2)
y también el suministro de vapor (QR 1 y QR 2).
¿Hasta dónde se puede seguir reduciendo el tiempo de cambio de producto y qué potencial sigue
existiendo si se permite más de un salto de las variables de diseño? Con la Process SImulation Cup
2015 pretendemos contestar a esta pregunta. El objetivo es encontrar el mínimo global para el
tiempo de cambio de producto en un proceso dado. En http://www.process-simulation-cup.com/,
los estudiantes pueden presentar sus soluciones para los saltos en las variables de diseño y obtener
de inmediato el tiempo de cambio de producto calculado para dichas variables.
Una implementación exitosa llevada a la práctica
El tiempo de cambio de producto y el potencial para reducirlo varía siempre dependiendo de cada
sistema y de cada escenario de materia prima/producto deseado. También se debe sopesar el nivel
de detalle del modelo dinámico del proceso, por ejemplo, en términos de datos geométricos.
Además, los resultados de la simulación deben compararse con datos de planta reales para así
caracterizar y validar el modelo. En la práctica, las escalas de tiempo calculadas mediante
optimización dinámica no se pueden aplicar con tanta facilidad. En estos casos se suele recurrir a
criterios de conmutación basados en CC-DYNAMICS, como por ejemplo valores de temperatura de
focused on process simulation Página 14 de 14
determinados fondos. Sobre la base de estos nuevos criterios de conmutación sí que es posible
elaborar esquemas de trabajo óptimos para los responsables de la instalación.
Para una implementación de este tipo, Infraserv GmbH & Co.Knapsack KG ofrece los servicios
apropiados en cooperación con Chemstations. De este modo se ha procedido a minimizar los tiempos
de cambio de producto para 12 escenarios de materia prima/producto propios de la industria
oleoquímica, reduciendo también la cantidad de materia prima y energía necesaria gracias al tiempo
ganado adicionalmente.
Conclusión
CHEMCAD está dotado de todas las herramientas necesarias para la simulación estacionaria y
dinámica, así como para la optimización de procesos. La integración completa de herramientas de
optimización de procesos (Process Optimizer), el dimensionado de los equipos (Sizing Tool) y la
simulación dinámica (CC-DYNAMICS) permite calcular rápida y fácilmente varios escenarios para
luego proceder a su optimización. Los propietarios y responsables de cada planta pueden además
obtener apoyo y asesoramiento a través de Infraserv GmbH & Co. Knapsack KG, una empresa que ya
ha ayudado a muchos clientes a reducir sustancialmente sus costes de producción.
¿Le interesaría recibir más publicaciones, tutoriales, seminarios u otras soluciones con CHEMCAD? Entonces póngase en contacto con nosotros en: Correo electrónico: [email protected] Tel.: +49 (0)30 20 200 600 www.chemstations.eu Autores:
Jan Schöneberger
Moritz Wendt