cesar díaz rangel - fedepalmaweb.fedepalma.org/sites/default/files/files/m216_plan de...
TRANSCRIPT

Asistente de investigación de Cenipalma Cenipalma Research Assistant
Plan de Excelencia Industrial y estudio de los principales indicadores de desempeño en plantas de beneficio piloto en Colombia
Cesar Díaz Rangel
Industrial Excellence Plan and Study Of Key Performance Indicators in The Colombian Model Palm Oil Mills
Colombia

Plan de Excelencia Industrial y estudio de los principales
indicadores de desempeño en plantas de beneficio piloto en
Colombia
Programa de Procesamiento IMC. Esp. Cesar A. Díaz. Gestor Nacional Plan de Excelencia Industrial y Suite CeniSiiC.
Msc. Nidia E. Ramírez Líder del Área de Ingeniería Programa de Procesamiento
PhD. Jesús A. García-‐Núñez Coordinador Programa de Procesamiento
División de Validación y Transferencia de Tecnologías para Plantas de Beneficio
SepHembre de 2015

Marco mundial de principales productores Aceite de Palma Crudo (CPO) 2014
Resto del Mundo
Guatemala
Honduras
Ghana
Ecuador
PNG
Nigeria
Colombia
Tailandia
Malasia
Indonesia
0 5.000 10.000 15.000 20.000 25.000 30.000 35.000
2.138
440
470
495
575
630
970
1.108
2.000
19.800
33.000
Toneladas de CPO [miles]
53,55%
32,13%
3,25%
1,80%
1,57%
1,02%
0,93%
0,80%
0,76%
0,71%
3,47%
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Fuente: USDA, 2014

Referentes internacionales de costos nominales de producción
0 100 200 300
Ecuador
Nigeria
Brasil
Colombia
C. de Marfil
PNG
Tailandia
Indonesia
Malasia
[VALOR] ($731)
[VALOR] ($631)
[VALOR] ($686)
[VALOR] ($648)
[VALOR] ($606)
[VALOR] ($467)
[VALOR] ($540)
[VALOR] ($396)
[VALOR] ($394)
Costo Nominal para procesar 1 tonelada CPO/USD
(Costo total de producción agroindustria)
Costo de Extraer CPO
1.
2.
3.
4.
5.
6.
7.
8.
9.
Costo Nominal de Extracción por tonelada CPO Razones principales del costo elevado en Colombia
Mano de Obra
Impuestos y Polí@cas Internas o
regionales
Logís@ca y transporte
Baja oferta de fruto
Inversión Tecnológica
Costo de Vida y Salarios
Pérdidas
Desperdicios
Bajo Rendimiento Ineficiencias
Falsos Paradigmas
Fuente: LMC Int., 2014

Iden@ficación de problemas y prioridades a
mejorar Planes de acción para solucionar problemas en Producción
Planes de acción para solucionar problemas en Mantenimiento
Producción Mantenimiento
Producción Mantenimiento
Producción Mantenimiento
Producción Mantenimiento
Producción
Mantenimiento
Producción
Mantenimiento
Diferencias entre Producción y Mantenimiento…

Grandes Pérdidas y Desperdicios en las plantas de beneficio
≈15% Costos de Producción en PB
por 1 t APC (CPO)*
Rentabilidad Tiempo
Produc@vidad Pres@gio…
%ERP (%OEE)
Pérdidas en Disponibilidad
de Planta
Pérdidas en Rendimiento de
Equipos
Pérdidas en Calidad de Proceso
Fallas y daños mayores/menores
Preparación y ajustes de procesos y equipos.
Arranque General de Proceso en Planta y
Prearranques
Parada General de Procesos en Planta.
Tiempos muertos por paradas menores (microparadas)
Reducción de velocidad y alteración
de frecuencias.
Insuficiente control de calidad
Desperdicios de materia prima
Ausencia de estándares
Otros @pos de Tiempos Perdidos y
Desperdicios
Cul@vo
Planta de Beneficio Cosecha y
Transporte
* Según estudio en 2014 de la en4dad consultora internacional LMC Interna4onal Ltd.
%ERP (%OEE) Procesos Ineficientes
Grand
es Pérdida
s y De
sperdicios
Ausencia FilosoXa de Mantenimiento Débiles Prác@cas Operacionales
Ausencia FilosoXa de Mejoramiento Baja inicia@va y alta resistencia al cambio

Análisis de causa raíz para principales problemas de productividad en plantas piloto
Fuente: Plataforma CeniSiiC PB’s en plantas piloto.

Identificación de Potenciales de Mejoramiento
TIEMPO TOTAL CALENDARIO
17.792 h (100%)
TIEMPO NETO
OPERACIÓN 79%
TIEMPO TOTAL
PARADAS 21%
14.051 h (79%)
3.741 h (21%)
Mantenimiento
Programado [PORCENTAJE
]
Parada Planta [PORCENTAJE
]
Falta de RFF [PORCENTAJE
]
Fallas Mantenimien
to [PORCENTAJE
]
Parada Opera@va
[PORCENTAJE]
Arranque Planta
[PORCENTAJE]
Limpieza Planta
[PORCENTAJE]
Problemas Capacidad
[PORCENTAJE]
Fallas EE [PORCENTAJE
]
Calibración [PORCENTAJE
] Fallas GVA [PORCENTAJE
] Fallas PTA
[PORCENTAJE]
Análisis con 6 Plantas Piloto en Colombia 1er. Semestre 2015 Información generada por CeniSiiC PB’s en cada planta.
Distribución de Tiempos en Planta

Potenciales de mejoramiento según aprovechamiento del tiempo (Disponibilidad de
Planta)
Tiempo Global Perdido [3.741 h] [ 21% ] ≈ 156 días
≈ 5 meses y 6 días ≈ 1 semestre de producción
%Dispo
nibilid
ad de Plan
ta
Tiempo Perdido por Paradas No Programadas [1.534 h] [ 9% ]
Tiempo Neto de Operación [14.051 h] [ 79% ]
Tiempo Total Calendario o Tiempo Total Producción
[17.792 h] [ 100% ]
Tiempo Planificado de Producción
[15.585 h] [ 88% ]
Tiempo Perdido por Paradas Programadas [2.207 h] [ 12% ]
0 PARADAS POR FALLAS EN
MANTENIMIENTO 40%
PROGRAMADO NO PROGRAMADO
70% 30%
PARADAS POR PROBLEMAS EN PRODUCCIÓN
60% PROGRAMADO NO PROGRAMADO
56% 44%
Distribución de
Parad
as por
Prod
ucción
y M
antenimiento

Potenciales de mejoramiento según la velocidad y eficiencia (Rendimiento de Equipos)
Materia Prima Procesada (MPP) [437.421 t RFF]
Rendimiento Real Promedio (RR) [31,06 t RFF/h]
Rendimiento Nominal Promedio (RN) [33,20 t RFF/h]
Tiempo Opera@vo Requerido [12.451 h] [70%]
%Re
ndim
iento de
Equ
ipos
Materia Prima con Rendimiento Real (procesada)
[437.421 t RFF]
Rendimiento Real Promedio (RR) [31,06 t RFF/h]
Rendimiento Nominal Promedio (RN) [33,20 t RFF/h]
Materia Prima con Rendimiento Nominal (ideal) [467.630 t RFF]
Potencial del 6% en rendimiento
Materia Prima Potencial por Procesar [30.208 t RFF]
Potencial de venta comercial APC: 6 mil t APC
≈ $4 millones USD ≈ 11 mil millones COP
PARADAS POR FALLAS EN
MANTENIMIENTO 40%
PROGRAMADO NO PROGRAMADO
70% 30%
PARADAS POR PROBLEMAS EN PRODUCCIÓN
60% PROGRAMADO NO PROGRAMADO
56% 44%
Distribución de
Parad
as por
Prod
ucción
y M
antenimiento
Tiempo Perdido por Rendimiento (PR) [1.600 h] [8,99%]

Identificación de Paradas y Eventos Críticos en Producción y Mantenimiento
1.044,41
697,41
412,12 364,24 354,32 352,74
208,74 160,32
67,17 54,36 16,37 8,89
27,92%
46,56%
57,58%
67,31% 76,78%
86,21% 91,79%
96,08% 97,87% 99,32% 99,76% 100,00%
0%
20%
40%
60%
80%
100%
120%
-‐
200
400
600
800
1.000
1.200
MP PE FMAP MNP EQ MODULO
PO AE LP PFC MNP EGEE
PCL MNP GVA
MNP EPTA
%Acum
ulado de
Tiempo
s de Paradas
Tiem
po de Paradas (h)
Tipos de Paradas en Planta ¿Qué se debe hacer para solucionar estos problemas? 1. OpHmización del Mantenimiento Planeado (RCM&PMO). 2. Estandarización y organización de procedimientos ruHnarios. 3. Mejores PrácHcas de Clase Mundial (SOP’s, SMED, 5S, 5W2H…).

ES QUE LA ORGANIZACIÓN….
NO HAY PLATA PARA ESO….
BLA…BLA…BLA..

Plan de Excelencia Industrial Alternativa para el mejoramiento continuo
Excelencia de Clase Mundial
Op@mización de Produc@vidad
y Compe@@vidad
Modelo de Eficiencia Real de Producción
Modelo Estándar de Mantenimiento basado en Confiabilidad (RCM & PMO)
Modelo de Sostenibilidad y Prác@cas de Clase Mundial
Suite CeniSiiC: Plataformas y Sistemas
Plantas Control y Aut. KPI’s País
Incremento Produc@vidad Industrial
Op@mización del Mantenimiento
Mejoramiento de Costos Globales
Mejoramiento condiciones servicios/ambiental
Reducción de incidentes/accidentes
+25%
+65%
+40%
+20%
+45%
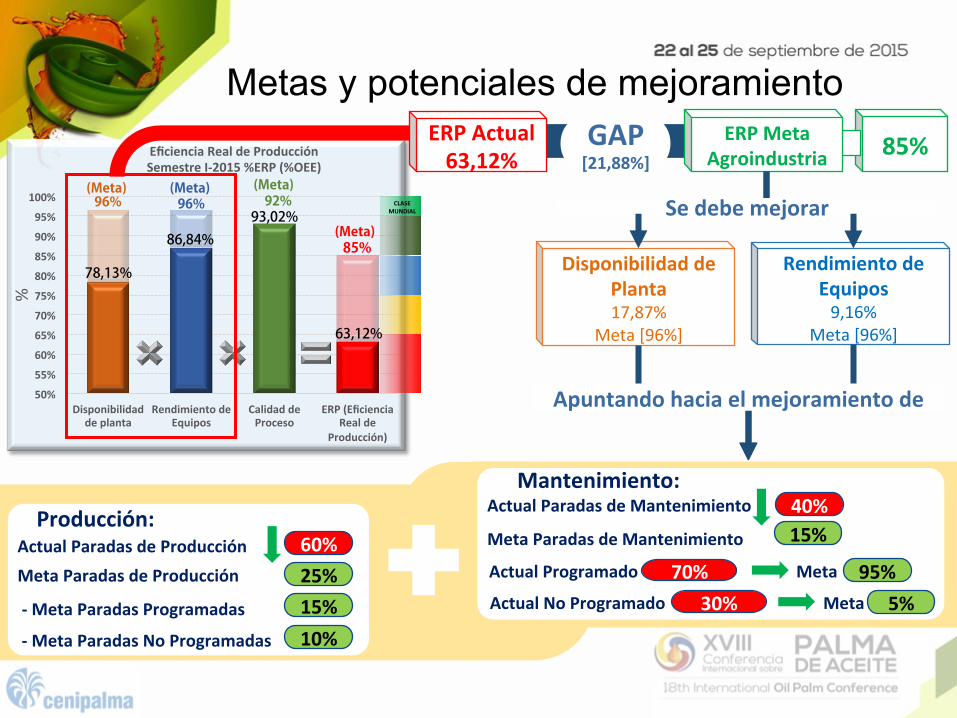
Metas y potenciales de mejoramiento
Producción:
Mantenimiento:
Meta 70% 30%
Actual Programado
Actual No Programado
60% Actual Paradas de Producción Meta Paradas de Producción 25% -‐ Meta Paradas Programadas
-‐ Meta Paradas No Programadas
15% 10%
50%
55%
60%
65%
70%
75%
80%
85%
90%
95%
100%
Disponibilidad de planta
Rendimiento de Equipos
Calidad de Proceso
ERP (Eficiencia Real de
Producción)
%
Eficiencia Real de Producción Semestre I-‐2015 %ERP (%OEE)
96% 96% 92%
85%
(Meta) (Meta)
(Meta)
(Meta) CLASE
MUNDIAL
78,13%
86,84% 93,02%
63,12%
85% GAP [21,88%]
Disponibilidad de Planta 17,87%
Meta [96%]
Rendimiento de Equipos 9,16%
Meta [96%]
Apuntando hacia el mejoramiento de
ERP Meta Agroindustria
ERP Actual 63,12%
Se debe mejorar
40% Actual Paradas de Mantenimiento
Meta Paradas de Mantenimiento 15%
Meta
95% 5%

Suite CeniSiiC: herramientas avanzadas para la gestión integrada de la información para las plantas
de beneficio
Planta de Beneficio
Tecnología y Automa@zación
Plantas de Beneficio
KPI’s Gremio Palmero
URA
URE URV
KPI’s Producción, Calidad y Laboratorio
Ges@ón de Ac@vos (Equipos y Sistemas)
Análisis de Modos de Falla, Efectos y Cri@cidad
Planeación y Programación del Mantenimiento
KPI’s Mantenimiento y Confiabilidad
KPI’s Sostenibilidad Ambiental
KPI’s Costos Globales
KPI’s Servicios Industriales
Administrador de Eventos y Paradas
Ges@ón de Producción
Mantenimiento y Confiabilidad
Los demás módulos y partes se enviarán como actualización en el 2016
2015
Despué
s del
2015
2015
2015

Optimización del Mantenimiento Planeado (PMO)
1. Metas y KPI’s
2. Recopilación de Tareas
3. Análisis Modos de Fallas (FMA)
4. Racionalización Revisión FMA
5. Análisis Funcional
6. Evaluación de Consecuencias
7. Definición Polí@ca de Mantenimiento
8. Revisión y Agrupación
9. Aprobación e Implementación
10. Programa Dinámico
1. Establecer metas y obje@vos
9,54
10,00
15,72 16,43 16,80
18,47
13,35 0,65
0,51
1,76
0,52
0,81 0,65
0,60
-‐
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
-‐
2,50
5,00
7,50
10,00
12,50
15,00
17,50
20,00
22,50
25,00
ene-‐15 feb-‐15 mar-‐15 abr-‐15 may-‐15 jun-‐15 jul-‐15
MTTR -‐ T
iempo
Med
io entre Rep
aracione
s (h/
falla)
MTB
F -‐ T
iempo
Med
io entre Fallas (h/falla)
Semestre I -‐ Año 2015
Comparación entre Frecuencia Promedio entre Fallas y Tiempo Promedio por Reparación Semestre I -‐ 2015. Planta Piloto Zona Central
MTBF -‐ Tiempo Medio entre Fallas MTTR -‐ Tiempo Medio entre Reparaciones
87,39% 82,07% 91,91% 65,93%
0% 20% 40% 60% 80%
100%
Disponibilidad de planta
Rendimiento de Equipos
Calidad de Proceso
ERP (Eficiencia Real de
Producción)
%
Eficiencia Real de Producción
4.778 h producción 61% paradas producción § 30% programado § 70% no programado
39% paradas producción § 55% programado § 45% no programado
§ 605 h ≈ 25 días perdidas por paradas § 29 mil t RFF ≈ 6.390 t APC ≈ 4.2 millones USD
Meta MTBF (22,75)
Meta MTTR (1,00)

Optimización del Mantenimiento Planeado (PMO)
2. Recopilación de tareas
1. Metas y KPI’s
2. Recopilación de Tareas
3. Análisis Modos de Fallas (FMA)
4. Racionalización Revisión FMA
5. Análisis Funcional
6. Evaluación de Consecuencias
7. Definición Polí@ca de Mantenimiento
8. Revisión y Agrupación
9. Aprobación e Implementación
10. Programa Dinámico
Fuentes de Mantenimiento Proac@vo
Sistema Integrado de Información para Mantenimiento
Rondas de Operadores y Mantenedores
Análisis de Fallas, Efectos y Cri@cidad
Monitoreo por Condición (CBM)
Experiencia y Conocimientos
Rondas de lubricación
Procedimientos Estándar de Operación (SOP’s)
Manuales de fabricantes actualizados
Programación de Contra@stas
Tarea Frecuencia Responsable Falla Función Consecuencia tarea 1 Diario Operador falla A función 1 operacional tarea 4 semestral Instalador falla A tarea 2 Diario Operador falla B función 3 operacional tarea 5 Anual Electricista falla B función 2 oculta tarea 3 semestral Instalador falla C función 1 oculta tarea 6 Semanal Operador falla C
3. Análisis Modos de Fallas (FMA) FMA: Análisis de Modos de Fallas
IdenHficación de nuevas fallas
Fallas ocultas y evidentes
Tareas duplicadas y redundantes
Factor de uso para recursos

Plan Dinámico de Mantenimiento Bajo PMO&RCM
¡GRACIAS POR AMABLE SU ATENCIÓN!
"Si quieres algo nuevo, tienes que dejar de hacer algo viejo“. (Peter Drucker)