características principales del chayote
TRANSCRIPT

Referencias
1.1 Características principales del chayote Sechium edule
El Chayote, otra fruta originaria del Nuevo Mundo, fue cultivada
extensamente por las civilizaciones Maya y Azteca de Centro América. Hoy en
día se ha convertido en un suplemento alimenticio de mucha importancia, cuya
presencia es indispensable en los grandes mercados de Estados Unidos y
Europa. Además, la raíz y los tallos tiernos de la planta enredadera, también son
usados como alimentos en muchas regiones, principalmente en América.
Antes de la conquista española este fruto era una hortaliza común en
México, considerándose a este país el centro de origen de la especie. Después
de la conquista de América se distribuyó en todas las zonas tropicales y
subtropicales de América.
Las especies más próximas a Sechium edule son:
Las llamadas formas silvestres Sechium edule, cuyas posiciones taxonómicas
no se ha resuelto pero que se distribuyen de una manera aparentemente
natural en los estados de Veracruz, Puebla, Hidalgo, Oaxaca y Chiapas;
Sechium compositum, una especie restringida al sur de México (Chiapas) y
Guatemala;

Referencias
Sechium hintonii, una especie endémica a México, que hasta hace poco se
consideraba extinta y que crece en los estados de México y Guerrero y,
posiblemente, en Jalisco;
Una nueva especie de Sechium que crece en el norte del estado de Oaxaca.
La información anterior corrobora el hecho que Sechium edule es una
especie que indudablemente fue domesticada en el área cultural de
Mesoamérica, específicamente en la región comprendida entre el sur de
México y Guatemala.
1.1.1 Valor nutricional
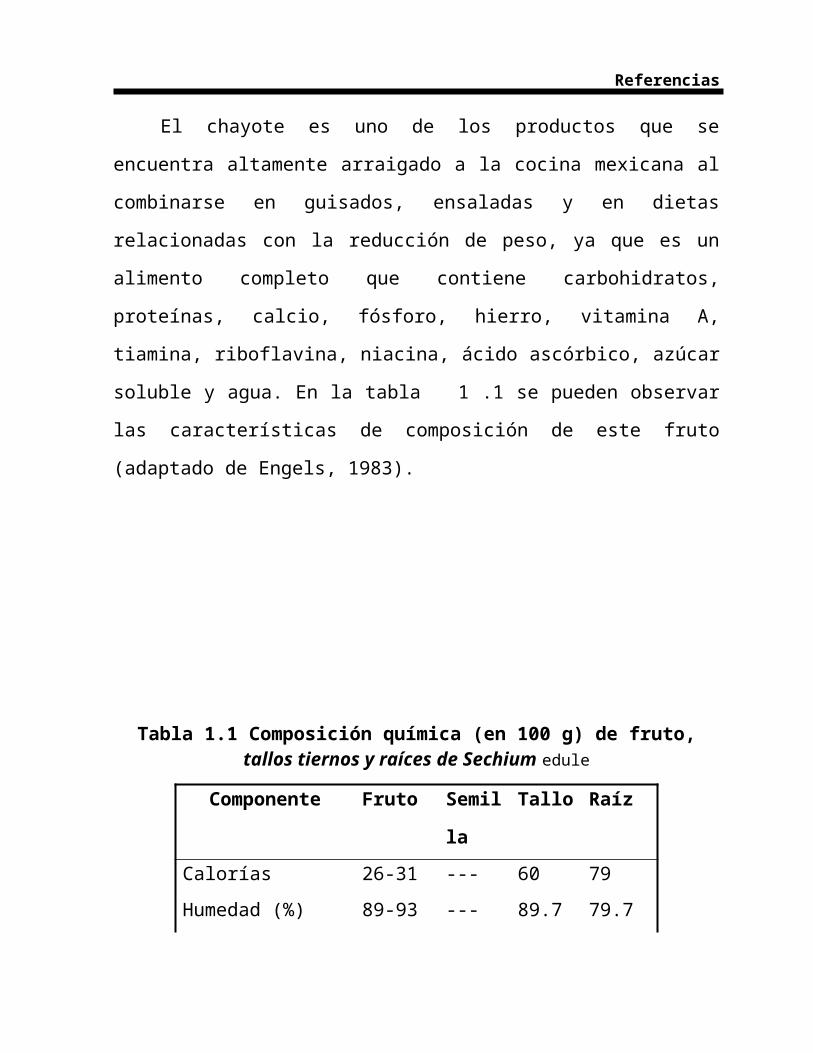
El chayote es uno de los productos que se encuentra altamente arraigado
a la cocina mexicana al combinarse en guisados, ensaladas y en dietas
relacionadas con la reducción de peso, ya que es un alimento completo que
contiene carbohidratos, proteínas, calcio, fósforo, hierro, vitamina A, tiamina,
riboflavina, niacina, ácido ascórbico, azúcar soluble y agua. En la tabla 1.1 se
pueden observar las características de composición de este fruto (adaptado de
Engels, 1983).
Referencias
Tabla 1.1 Composición química (en 100 g) de fruto, tallos tiernos y raíces de Sechium edule
Componente Fruto Semilla Tallo Raíz
Calorías 26-31 --- 60 79
Humedad (%) 89-93 --- 89.7 79.7
Azúcar soluble (%) 3.3 4.2 0.3 0.6
Proteínas (%) 0.9-1.1 5.5 4 2
Grasas (%) 0.1-0.3 --- 0.4 0.2
Carbohidratos (%) 3.5-7.7 60 4.7 17.8
Fibras (%) 0.4-1 --- 1.2 0.4
Vitamina A (mg) 5 --- 615 ---
Tiamina (mg) 0.03 --- 0.08 0.05
Riboflavina (mg) 0.04 --- 0.18 0.03
Niacina (mg) 0.4-0.5 --- 1.1 0.9
Ácido ascórbico (mg) 11-20 --- 16 19
1.1.2 Descripción botánica
El chayote es una especie de la familia de las cucurbitáceas (plantas
enredaderas) cuya estructura presenta tallos más o menos redondos,
ramificados y de gran extensión (hasta 15 m) con zarcillos penta ramificados.
Presenta las siguientes características botánicas: el fruto de chayote, es
de forma muy variable, desde redonda a piriforme, de 10 a 20 centímetros de

Referencias
largo, con epidermis de color blanco a verde claro, lisa corrugada, con o sin
espinas. Internamente, el pericarpio es de color verde claro y encierra una sola
semilla ubicada en el centro del fruto (figura 1.1).
Figura 1.1 Características botánicas del chayote

Referencias
Las hojas son simples, de gran tamaño, ligeramente lobuladas (con 3 a 5
lóbulos); tienen un pecíolo bien desarrollo (figura 1.2). La planta es monoica (los
dos sexos en un mismo pié) pero sus flores son unisexuales (masculinas o
femeninas), las cuales son por lo regular de color amarillo verdoso localizadas
en las axilas [1].
Figura 1.2 Características del chayote (Sechium edule)

Referencias
1.1.3 Cultivo y producción del chayote
El chayote es cultivado en muchas regiones del mundo, preferiblemente
entre 800 y 1800 m de altitud. En muchas regiones hay variantes adaptadas a su
cultivo al nivel del mar (en Río de Janeiro y Yucatán); en otras regiones se
presenta por encima de los 2000 m (en Bolivia y en los estados de Oaxaca y
Chihuahua en México).
Necesita para su cultivo un clima tropical con temperaturas entre 18 y 30
°C. En América Central crece bien en zonas de altura variable (300 a 1200 m). En
las zonas bajas, se desarrolla mejor con un poco de sombra ya que cuando los
rayos solares son muy intensos tanto las hojas como los tallos tiernos se
"queman".
Para esta planta el tener alta humedad relativa, 80-85 %, y una buena
distribución de lluvias de 1500 a 2000 milímetros son los factores
determinantes para la buena producción y calidad del producto. El chayote es
una planta enredadera que es cultivado en grandes plantas que se dispersan
por una estructura de alambre, formando un techo a aproximadamente 2
metros de altura (figura 1.3).

Referencias
Figura 1.3 Cultivo del chayote (Sechium edule)
La producción por área varía y depende de la calidad del suelo,
alimentación y riego que tenga, siendo muy necesario aportar abundantes
cantidades de agua para un fuerte y sano crecimiento.
La producción nacional de chayote mexicano se sitúa en la actualidad en
más de 130,000 ton/año con tendencia a aumentar. México es el segundo
principal exportador de chayote hacia los Estados Unidos de Norte América,
ocupando para la exportación únicamente la quinta parte de su producción
(COVECA 2004), siendo Costa Rica el primer exportador mundial de chayote a
este mismo destino.
Lo anterior, a pesar de que el área de siembra en Costa Rica esta entre
500 y 600 hectáreas la cual es tres veces menor que la de México (Morton,
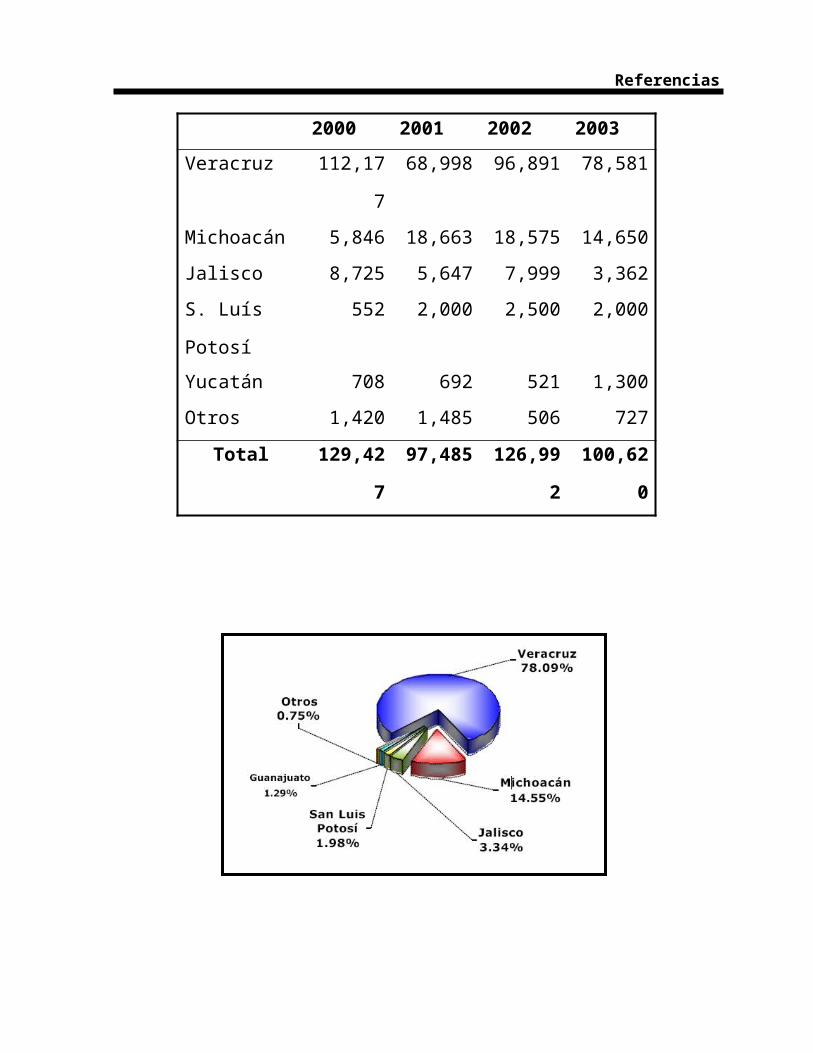
1981; Maffioli, 1981; COVECA, 2004). Particularmente el estado de Veracruz
participa con el 78.09 % de la producción nacional y por consiguiente es el
primer productor nacional de chayote de la republica (figura 1.4), aportando
mas de 100,000 ton/año con una superficie de 1227 hectáreas (SAGARPA,
2004).
En la tabla 1.2 se muestra los estados que tienen la mayor producción de
chayote a nivel nacional, en donde se observa que el estado de Veracruz ocupa

Referencias
el primer lugar dentro de la producción nacional (SAGARPA, 2004). También, en
la tabla 1.2 se puede observar que año tras año la producción de chayote va
disminuyendo, esto debido a los problemas que tienen los productores para
comercializar su producto, lo que produce un desinterés en el campo mexicano.
Tabla 1.2 Producción de chayote en México (toneladas)
Estado 2000 2001 2002 2003
Veracruz 112,177 68,998 96,891 78,581
Michoacán 5,846 18,663 18,575 14,650
Jalisco 8,725 5,647 7,999 3,362
S. Luís Potosí 552 2,000 2,500 2,000
Yucatán 708 692 521 1,300
Otros 1,420 1,485 506 727
Total 129,427 97,485 126,992 100,620

Referencias
Figura 1.4 Distribución de la producción de chayote en México en el 2003
El chayote es un producto que ha mantenido un crecimiento sostenido en
las últimas décadas gracias a su consumo nacional y por ser un producto de
calidad internacional. El tener características nutritivas lo hacen ser uno de los
más consumidos dentro de las hortalizas. En la figura 1.5, se presenta una
grafica del precio semanal del chayote, en la cual se puede observar que este
fruto tiene un precio relativamente bajo, lo cual hace que sea un producto de
alto consumo (COVECA, 2004).
Figura 1.5 Precio semanal de chayote en central de abastos México, D.F.

Referencias
1.1.4 Limitaciones en la exportación
Los principales factores que limitan la exportación del chayote mexicano
se dan durante su manipulación por daño de origen mecánico que produce
heridas y compresiones en el producto, y también durante su refrigeración
(Morton, 1981).
Los productores de chayote en el estado de Veracruz se enfrentan a
problemas de almacenamiento y refrigeración del producto de exportación, los
cuales se manifiestan en cambios en la fisiología de estos productos. Esta
condición se conoce como daño por frío y sus manifestaciones incluyen:
oscurecimiento en el pericarpio, formación de depresiones, maduraron
incompleta, el aumento de la susceptibilidad al ataque microbiano, formación
de brotes y disminución de peso (Parkin et al., 1989).
El chayote (Sechium edule) cuando se almacena, transporta o
comercializa a temperatura ambiente después de un tiempo (2 semanas) al
mercado nacional gradualmente se encoge provocando disminución en la
calidad y perdidas poscosecha debido principalmente a enfermedades y
germinación de la semilla. Para reducir estos problemas se utilizan diferentes
temperaturas de refrigeración para su almacenamiento. Sin embargo el uso de
Referencias
bajas temperaturas de almacenamiento de menos de 9 ºC por dos o más
semanas causan daño por frío en el fruto, mientras que a temperaturas de
almacenamiento mayores de 15 ºC favorecen la germinación del fruto (Morton,
1981).
Por lo anterior, el gobierno mexicano ha fijado tolerancias de defectos
para permitir la exportación del chayote (tabla 1.3), lo cual ocasiona que los
productores no puedan acomodar todo su producto en el mercado, teniendo
con esto pérdidas económicas.
Actualmente es poca la información generada respecto al procesamiento
del chayote (Solís y Castillo, 2005). Se ha encontrado únicamente información
sobre el efecto del almacenamiento en frío del chayote fresco. De la cruz et al.
(2001) aplican un recubrimiento hidrofóbico a base de maltodextrinas al
chayote fresco y estudian su efecto durante el almacenamiento. Logran reducir
la severidad del daño por frío, la pérdida de peso y la formación de brotes en el
fruto durante su almacenamiento a 6 y 12 ºC.
Gómez (2003) estudió el efecto del metil jasmonato y un recubrimiento
hidrofóbico sobre la fisiología del chayote (Sechium edule) durante su
refrigeración, encontró que la concentración (1 x 10-4 y 1 x 10-5 M) y tiempo de
exposición (10 y 15 h) del metil jasmonato favorecieron algunos parámetros
fisiológicos (firmeza, conservación de peso y azúcares reductores).

Referencias
Tabla 1.3. Tabla de tolerancia de defectos
Defectos Grado y tolerancia de los defectos
Menor %Tol Mayor %Tol
Externos: Tolerancia acumulada máxima 10%
Apariencia
Cuando el fruto presenta
hasta dos espinas suaves
ó dos surcos marcados
desde la región apical
hasta el área peduncular
del chayote.
5
Cuando el fruto tiene
tres surcos marcados
desde la región apical
hasta el área
peduncular del
chayote.
2
De la presentación y el envase: tolerancia acumulada máxima 5 %
Homogeneida
d en la
presentación
Cuando se encuentran
mezclados frutos que no
corresponden a la misma
forma.
5
Cuando se
encuentren
presentes frutos cuya
forma no es la
característica
2
Desviación en
el contenido
Cuando la desviación es
hasta el 5% del
contenido en peso
(masa) o número de
piezas declaradas.
5
Cuando la desviación
es entre el 5 % y 7 %
del contenido en
peso (masa) o
número de piezas
declaradas.
2
Fuente: PC-040-2005 pliego de condiciones para el uso de la marca oficial

Referencias
México calidad suprema en chayote (2005). SAGARPA, ASERCA, Secretaria de
economía.
Los chayotes para la exportación deben ser tiernos, de piel lisa de color
claro brillante, sin espinas ni estrías y con forma de pera. Los frutos deben
presentar un peso promedio de 285 g, que se obtiene con dimensiones de 8 a
11.5 cm de longitud y de 8 a 9 cm de diámetro mayor.
1.2 Proceso de secado
El proceso de secado consiste en la eliminación de agua de los materiales
de proceso y de los alimentos, en la mayoría de los casos el agua siempre se
elimina en forma de vapor con aire. Se usa también como técnica de
preservación, ya que los microorganismos que provocan la descomposición de
los alimentos no pueden crecer y multiplicarse en ausencia de agua. Los
microorganismos dejan de ser activos cuando el contenido de agua se reduce
por debajo del 10% en peso, a esta humedad los alimentos deshidratados
pueden preservan su sabor y valor nutritivo. Los alimentos deshidratados
pueden almacenarse mucho más tiempo que los alimentos frescos y los
requerimientos de almacenamiento de producto seco son mínimos y los costos
de distribución son reducidos (Krokida et al., 2003).
Las razones más comunes por las que se utiliza el proceso de secado y
algunos ejemplos específicos se enlistan a continuación:

Referencias
1. Preservación. Muchos sólidos se deterioran rápidamente en medio acuoso,
sin embargo duran años cuando se empacan en forma seca.
2. Reducción del peso para transportación. La arcilla es secada para su
embarque, después se disuelve en agua para fabricar papel.
3. Reducción de peso o de volumen debido a requerimientos de empacado.
Muchos alimentos y detergentes son secados para comodidad del consumidor.
4. Realizar formas específicas o mezclas uniformes para un mejor
procesamiento. La cerámica mezclada con aditivos es secada en esferas de
tamaño y composición uniforme.
5. Recuperación de solventes para su re-uso. Productos abrasivos son
separados de las mezclas de metanol.
El secado convencional con aire es la operación de deshidratación más
frecuentemente usada en la industria química y de alimentos. En este caso las
cinéticas de secado son afectadas enormemente por la temperatura del aire y la
dimensión característica del material, mientras que los demás factores del
proceso ejercen prácticamente un efecto insignificante. Los productos secos se
caracterizan por su baja porosidad y su alta densidad aparente. Cambios
significantes en el color ocurren durante el secado con aire, y frecuentemente
el producto seco tiene una baja capacidad de sorción (Krokida et al., 2003).

Referencias
Los parámetros a determinar en el proceso de secado tales como la
humedad relativa y la actividad de agua, dependen fuertemente de las
condiciones del aire de secado y el tamaño del material. La temperatura de
secado es el factor más importante durante el proceso de secado.
El exceso de humedad contenida por los materiales puede eliminarse por
métodos mecánicos (sedimentación, filtración, centrifugación). Sin embargo, la
eliminación más completa de la humedad se obtiene por evaporación y
eliminación de los vapores formados, es decir, mediante el secado térmico, ya
sea empleando una corriente gaseosa o sin la ayuda del gas para extraer el
vapor (Knoule, 1968).
Esta operación se utiliza ampliamente en la tecnología química y es muy
común que sea la última operación en la producción precedente a la salida del
producto resultante (Kasatkin, 1985).
1.2.1 Efecto del secado en las propiedades del sólido
Sólidos húmedos y sólidos en líquido varían en sus propiedades químicas,
biológicas y físicas, y cuando estos son secados, algunas veces experimentan
cambios significantes. A continuación se mencionan las principales influencias
en los productos finales del secado.

Referencias
Propiedades del líquido y del sólido de alimentación, incluyendo los
componentes y la estructura del sólido, especialmente la sensibilidad al calor
y a la humedad
Método de calentamiento
Temperatura de calentamiento y tiempo de exposición al calor
Contenido inicial y final de humedad
Tipo y grado de agitación o turbulencia
1.2.2 Definición de humedad
El mecanismo del proceso de secado depende considerablemente de la
forma de enlace de la humedad del material: cuanto más sólido es el enlace,
tanto más difícil es el secado.
1.2.2.1 Humedad (X)
El contenido de humedad es un factor determinante en las propiedades
de los alimentos tales como sabor, textura, y tiempo de vida de anaquel. Sin
embargo, no es posible predecir estas propiedades como una función de la
humedad sin tomar en cuenta el estado en el que se encuentre el agua. Por
ejemplo, existe evidencia de que la actividad microbiana y la vida de anaquel
dependen del grado de movilidad del agua (Chirife y Buera, 1994).

Referencias
El contenido de humedad de un sólido puede expresarse sobre base seca
o base húmeda. En los cálculos de secado resulta más conveniente referir la
humedad a base seca, debido a que esta permanece constante a lo largo del
proceso de secado. Por tanto, a no ser que se indique lo contrario, se entenderá
por humedad de un sólido el peso de agua que acompaña a la unidad de peso
de sólido seco (Medrano, 2001).
1.2.2.2 Humedad de equilibrio (X*)
Cuando un sólido húmedo se pone en contacto, durante tiempo
suficiente, con aire de temperatura y humedad conocidas y constantes
(suponiendo que la cantidad de aire es lo suficientemente grande para que sus
condiciones no varíen con el tiempo de contacto) se alcanzarán las condiciones
de equilibrio entre el aire y el sólido húmedo.
El vapor de agua que acompaña al aire ejerce una presión de vapor
determinada; se alcanzan las condiciones de equilibrio cuando la presión parcial
del agua que acompaña al sólido húmedo es igual a la presión de vapor del agua
en el aire.
Se denomina humedad de equilibrio del sólido a la humedad alcanzada
por el sólido en equilibrio con el aire en las condiciones dadas. La humedad de

Referencias
equilibrio, X*, es el límite al que puede llevarse el contenido de humedad de
una sustancia por contacto con aire de humedad y temperatura determinadas.
Si la humedad del sólido es mayor que la de equilibrio, el sólido se secará
hasta alcanzar la humedad de equilibrio, mientras que si su humedad es menor
que la de equilibrio absorberá agua del aíre hasta que alcance las condiciones
de equilibrio.
1.2.2.3 Humedad relativa (HR)
Al contenido de agua en el aire se le conoce como humedad relativa y se
define como el porcentaje de saturación del aire con vapor de agua, es decir, la
relación entre la cantidad de vapor de agua que contiene un metro cúbico de
aire en unas condiciones determinadas de temperatura y presión y la que
tendría si estuviera saturado a la misma temperatura y presión. La humedad
relativa de una muestra de aire depende de la temperatura y de la presión a la
que se encuentre (Medrano, 2001). En la figura1.6 se muestra la relación que
existe entre la humedad relativa y el contenido de humedad en el equilibrio.
( 1.1 )
Donde:
e = presión de vapor de agua.
E = presión de saturación de vapor de agua.

Referencias
Figura 1.6 Relación del contenido de humedad en equilibrio y la humedad relativa
1.2.2.4 Humedad libre
Se denomina humedad libre de un sólido, a la diferencia entre la
humedad del sólido y la humedad de equilibrio con el aire en las condiciones
dadas. Por consiguiente, es la humedad que puede perder el sólido después de
un contacto suficientemente prolongado con aire en condiciones dadas y
constantes, y depende tanto de la humedad del sólido como de la humedad
relativa del aire.
( 1.2 )
Donde:
F = Humedad libre
X = Humedad del sólido
X* = Humedad de equilibrio con el aire

Referencias
1.2.2.5 Humedad ligada
La humedad ligada, se refiere a la humedad contenida en una sustancia
que ejerce una presión de vapor en el equilibrio menor a la del líquido puro a la
misma temperatura. Es el valor de la humedad de equilibrio del sólido en
contacto con aire saturado.
1.2.2.6 Humedad no ligada
La humedad no ligada se refiere a la humedad contenida en una sustancia
que ejerce una presión de vapor en el equilibrio igual a la del líquido puro a la
misma temperatura (figura 1.7). Es evidente que si el sólido tiene humedad
desligada se comportará como húmedo.
Figura 1.7 Curva típica de secado
Referencias
1.2.3 Curva de régimen de secado
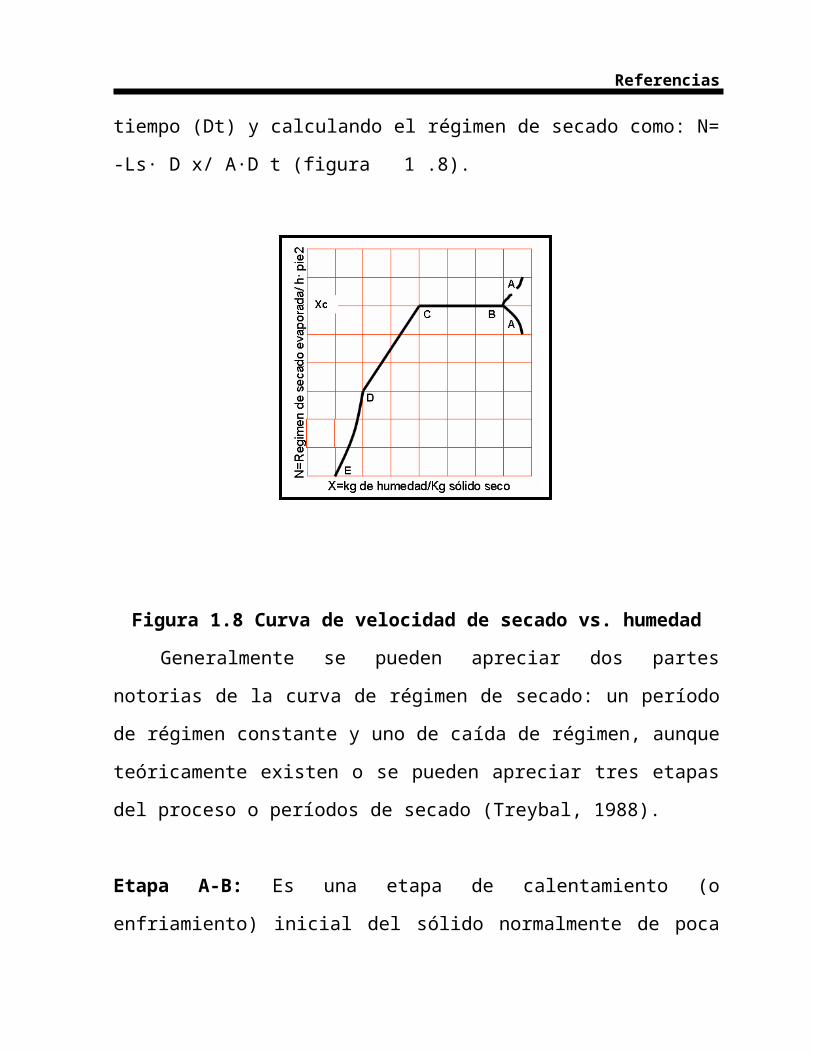
Se puede obtener abundante información con los datos de regímenes de
secado; esto es, por medio de la determinación de pequeños cambios en el
contenido de humedad (Dx) para los correspondientes cambios en el tiempo
(Dt) y calculando el régimen de secado como: N= -Ls· D x/ A·D t (figura 1.8).
Figura 1.8 Curva de velocidad de secado vs. humedad
Generalmente se pueden apreciar dos partes notorias de la curva de
régimen de secado: un período de régimen constante y uno de caída de
régimen, aunque teóricamente existen o se pueden apreciar tres etapas del
proceso o períodos de secado (Treybal, 1988).

Referencias
Etapa A-B: Es una etapa de calentamiento (o enfriamiento) inicial del sólido
normalmente de poca duración en la cual la evaporación no es significativa por
su intensidad ni por su cantidad. En esta etapa el sólido se calienta desde la
temperatura ambiente hasta que se alcance el equilibrio entre el enfriamiento
por evaporación y la absorción de calor de los gases. Este equilibrio se alcanza a
la temperatura de bulbo húmedo del gas.
Etapa B-C: Es el llamado primer período de secado o período de velocidad de
secado constante; donde se evapora la humedad libre o no ligada del material y
predominan las condiciones externas. En este período el sólido tiene un
comportamiento no higroscópico. La velocidad de secado se mantiene
constante si el gas tiene un estado estacionario y en general depende solo de
las propiedades y velocidad del mismo. Si durante el proceso, el gas se enfría, la
velocidad de secado decrece pero sigue en esta zona dependiendo de factores
externos al sólido. Durante este período la temperatura del sólido se mantiene
igual a la de bulbo húmedo del gas, ya que se mantiene el equilibrio alcanzado
al final de la etapa de calentamiento.
Etapa C-E: Es el segundo período de secado o período de velocidad de secado
decreciente; donde se evapora la humedad ligada del material y predominan las
condiciones internas o las características internas y externas simultáneamente.
En estas condiciones el sólido tiene un comportamiento higroscópico. Durante
el período, la temperatura del material sobrepasa la de bulbo húmedo debido a
que el descenso de la velocidad de secado rompe el equilibrio térmico que

Referencias
mantiene estable la temperatura y una parte considerable del calor se emplea
en un calentamiento del sólido. Ahora la humedad deberá ser extraída del
interior del material con el consiguiente incremento de la resistencia a la
evaporación.
1.2.4 Transferencia de masa y calor durante el proceso de secado
Un elemento fundamental en el proceso de secado es el estudio de la
intensidad de la transferencia de masa en el mismo. Para esto es necesario
conocer los elementos más útiles de la transferencia de calor y masa que
funcionen en los secadores de contacto directo. Según Madariaga (1995), esta
depende de una serie de factores que van desde condiciones internas a
externas.
Las condiciones externas están definidas por la resistencia a la
transferencia de calor y de masa de la capa límite del gas, y en el caso que
predominen, el secado no dependerá de las características del sólido sino de las
condiciones del gas, y estará controlado por la transferencia de masa y calor
entre el gas y la superficie del sólido, empleándose en la evaporación todo el
calor que se recibe del gas, la cual se comporta como una superficie libre de
agua.

Referencias
Las condiciones internas están definidas, por la transferencia de calor y
de masa a través del sólido. En el caso que predominen, es decir, que la
resistencia a la transferencia de masa a través del material sea muy superior a
la de la capa límite del gas, la difusión interna controlará el proceso y lo más
importante será las propiedades del sólido.
Cuando se seca un sólido se producen dos procesos fundamentales y
simultáneos:
Transmisión del calor para evaporar el líquido.
Transferencia de masa en humedad interna y líquido evaporado.
Independientemente del mecanismo de transmisión de calor el cual
puede ser por conducción, convección, radiación o una combinación de
cualquiera de estos, el calor tiene que pasar primero a la superficie exterior y
desde esta al interior del sólido. Excepto el secado por electricidad de alta
frecuencia, que genera el calor intercambiante, esto conduce a la circulación de
calor desde el interior hasta la superficie exterior (Menon y Mujundar, 1992).
1.2.4.1 Mecanismo del secado

Referencias
Cuando el aire caliente entra en contacto con un alimento húmedo, su
superficie se calienta y el calor transmitido se utiliza como calor latente de
vaporización, con lo que el agua que contiene pasa a estado de vapor. El vapor
de agua, que atraviesa por difusión la capa de aire en contacto con el alimento,
es arrastrado por el aire en movimiento (figura 1.9), generándose sobre aquel
una zona de baja presión y creándose entre el aire y el alimento un gradiente
de presión de vapor. Este gradiente proporciona la fuerza impulsora que
permite eliminar el agua. El agua escapa de la superficie del alimento por los
siguientes mecanismos:
Por capilaridad.
Por difusión, provocada por las diferencias en las concentraciones de solutos
entre las distintas partes del alimento.
Por difusión del agua, absorbida en diversas capas sobre la superficie de los
componentes sólidos del alimento.
Por difusión gaseosa provocada por el gradiente de presión de vapor
existente en el interior del alimento.
Aire de secado
Vapor de aguaCélulas de alimento

Referencias
Figura 1.9 Trayectoria del vapor de agua durante el proceso de secado
1.3 Antioxidantes
Los antioxidantes desempeñan un papel fundamental garantizando que
los alimentos mantengan su sabor y su color, y puedan consumirse durante más
tiempo. Su uso resulta especialmente útil para evitar la oxidación de las grasas y
los productos que las contienen. Otra función relevante es que ciertas vitaminas
y algunos aminoácidos se destruyen con facilidad debido a la exposición al aire,
y los antioxidantes sirven para protegerlos. Asimismo, contribuyen a retrasar la
decoloración de las frutas y verduras (EUFIC, 2004).
Por ejemplo, un modo sencillo de evitar que las manzanas se pongan
marrones es rociarlas con un poco de zumo de limón. El ácido ascórbico
(vitamina C) presente en muchos cítricos es un antioxidante natural, de ahí su
frecuente uso en la producción de alimentos (E300-E302). La vitamina C y sus
distintas sales se añaden a refrescos, mermeladas, jamón, leche condensada y
embutidos, para su protección.
Otros antioxidantes naturales son los tocoferoles (E306-E309),
pertenecientes a la familia de la vitamina E. Se encuentran fundamentalmente

Referencias
en los frutos secos, las semillas de girasol y los brotes de soja y maíz, y se
utilizan esencialmente para conservar aceites vegetales, margarina y productos
derivados del cacao.
1.3.1 Aplicación de los antioxidantes en el proceso desecado
En la literatura, existen múltiples trabajos de secado en donde se aplica al
producto a secar un pre-tratamiento con una solución de antioxidante. Esto se
realiza con el fin de evitar el pardeamiento que presentan una gran diversidad
de frutas durante el proceso de secado, debido a las reacciones de oxidación
que se producen durante todo el proceso.
Sousa y Marsaioli (2004), reportan en su trabajo de secado de plátano
mediante energía de microondas la utilización de una solución de acido cítrico
al 4 %, en la cual fueron sumergidas las muestras de plátano durante 10
minutos para posteriormente ser llevadas al horno de microondas.
Cano-Chauca et al. (2004), en su trabajo denominado evaluación de
curvas de secado y de la actividad de agua del plátano deshidratado, aplican un
tratamiento de acido cítrico al 0.1 % y acido ascórbico al 0.3 % a las muestras de
plátano durante un periodo de 20 minutos, para posteriormente ser llevadas al

Referencias
proceso de secado. Lo anterior se realizó con la finalidad de evitar el color café
al contacto con el aire, característico de la oxidación del plátano.
En el 2006, Sankat y Mujaffar, en su trabajo de secado de filetes salados
de pez gato, utilizan una solución de acido cítrico al 0.5 %, en la cual sumergen
los filetes frescos de pescado durante 5 minutos para posteriormente ser
puestos en sal durante 4 horas.
1.3.2 Acido ascórbico
El ácido ascórbico, o Vitamina C, es una vitamina hidrosoluble,
emparentada químicamente con la glucosa, que solamente es una vitamina
para el hombre, los primates superiores, el cobaya, algunos murciélagos
frugívoros y algunas aves. La inmensa mayoría de los animales, incluidos los de
granja, pueden sintetizarla, por lo que no la acumulan en su organismo (ni,
eventualmente, la segregan en la leche). Esto tiene como consecuencia que los
alimentos animales sean generalmente pobres en esta vitamina. En la figura
1.10 se presenta la estructura molecular del acido ascórbico, cuya formula es
C6H8O6 y tiene un peso molecular de 176.1 g/gmol.
Referencias
Figura 1.10 Fórmula estructural del ácido ascórbico
El ácido ascórbico tiene una estructura de lactona. La acidez no se debe a
un grupo carboxílico, sino a la posibilidad de que se ionice el hidroxilo situado
sobre el carbono 3, formando un anión que queda estabilizado por resonancia.
Su pK es de 4.04. Eventualmente, puede incluso disociarse el hidroxilo situado
en el carbono 2, formando un dianión, aunque su pK es mucho más alto (11.4),
debido a que no está estabilizado por resonancia, como el del carbono 3.
El ácido ascórbico solamente se encuentra en concentraciones
significativas en los vegetales. En muchas frutas se encuentra en
concentraciones elevadas (50 mg/100 g en los cítricos), pero para muchas
personas el aporte principal se obtiene de verduras y hortalizas.
Es una vitamina hidrosoluble, y como tal puede perderse por lixiviación.
En esta pérdida influye mucho la superficie de contacto, de modo que se pierde
con mayor facilidad de los alimentos que más superficie relativa tienen, como
los vegetales foliáceos o los alimentos troceados. Por otra parte, el
mantenimiento de estructuras protectoras durante el cocinado la protegen de
la oxidación y de otras alteraciones.

Referencias
1.3.3 Usos del acido ascórbico
El ácido ascórbico se oxida fácilmente por lo que se utiliza (entre otros),
como revelador fotográfico y como conservante. Otro uso frecuente del acido
ascórbico es el de evitar la aparición del color café en frutas y productos de
frutas. El ácido ascórbico y sus sales de sodio, potasio y calcio se utilizan de
forma generalizada como antioxidantes y aditivos.
Estos compuestos son solubles en agua por lo que no protegen a las
grasas de la oxidación; para este propósito pueden utilizarse los ésteres del
ácido ascórbico solubles en grasas con ácidos grasos de cadena larga (palmitato
y estearato ascórbico).
El ácido ascórbico es un potente agente reductor, capaz de reaccionar
con el oxigeno, y utilizable por lo tanto como antioxidante. También se utiliza
como mejorante para la elaboración de pan. En esta aplicación, el ácido
dehidroascórbico formado a expensas del ascórbico se reduce a ascórbico, a la
vez que oxida los grupos SH del gluten formando puentes disulfuro.
El enantiómero L del ácido ascórbico, también conocido como vitamina C,
es un ácido orgánico y un antioxidante perteneciente al grupo de vitaminas
hidrosolubles. No se sintetiza en el organismo, por lo cual tiene que ser
Referencias
aportada en la dieta. Se encuentra, principalmente en verduras y frutas frescas
y en los zumos de cítricos [2].
1.4 Propiedades fisicoquímicas de los alimentos
Durante el proceso de secado existen diferentes propiedades
fisicoquímicas de los alimentos, las cuales son importantes de conocer y de
medir para poder avaluar las características finales de los alimentos
deshidratados, ya que estas propiedades definirán la vida útil, calidad y precio
del producto terminado.
1.4.1 Actividad de agua
El agua juega un papel importante en la velocidad con que se deterioran
los alimentos. Desde su introducción, hace más de 40 años, el concepto de
actividad de agua (aw) ha sido ampliamente usado en la preservación de
alimentos y ha servido para mejorar procesos y diseñar nuevos productos.
Este concepto es útil en la industria de alimentos para predecir la
estabilidad de alimentos que contienen una gran cantidad apreciable de agua y

Referencias
particularmente en la predicción de la estabilidad microbiológica de alimentos
concentrados y semi-húmedos (Chirife y Buera, 1994).
El agua es el componente mayoritario en la mayoría de los alimentos, el
cual contribuye en forma determinante en las características como textura,
apariencia, sabor, etc. Por otro lado el agua es un factor importante en el
deterioro de alimentos por el papel que desempeña en diferentes reacciones
químicas y enzimáticas así como en el desarrollo microbiano (Fennema, 1985).
Aunque el contenido de humedad de un alimento puede ser un factor
indicativo de su propensión al deterioro, también se ha observado que
diferentes alimentos con el mismo contenido de humedad pueden ser muy
diferentes en su estabilidad. El contenido de humedad es insuficiente para
indicar la perecibilidad de un alimento al no tomar en cuenta las interacciones
del agua con otros componentes del mismo. Es así que Scott (1957) introduce el
concepto de actividad de agua (aw).
La actividad de agua puede ser considerada una medida indirecta del
agua que está disponible en un producto para participar en diferentes
reacciones deteriorativas y en el crecimiento microbiano. Puede ser descrita en
su forma más simple como la relación de la presión parcial de vapor de agua del
alimento dividida por la presión de vapor del agua pura (1.3), ambas medidas a
la misma temperatura. Su valor varía entre 0 y 1. En el equilibrio, la aw también

Referencias
se relaciona con la humedad relativa (HR) del medio ambiente que rodea al
producto.
( 1.3 )
Donde:
aw = actividad de agua.
ρ = presión parcial de vapor de agua del alimento.
ρº = presión de vapor del agua pura.
La actividad de agua está relacionada con el contenido de humedad de un
alimento (a temperatura constante) por medio de una isoterma de sorción.
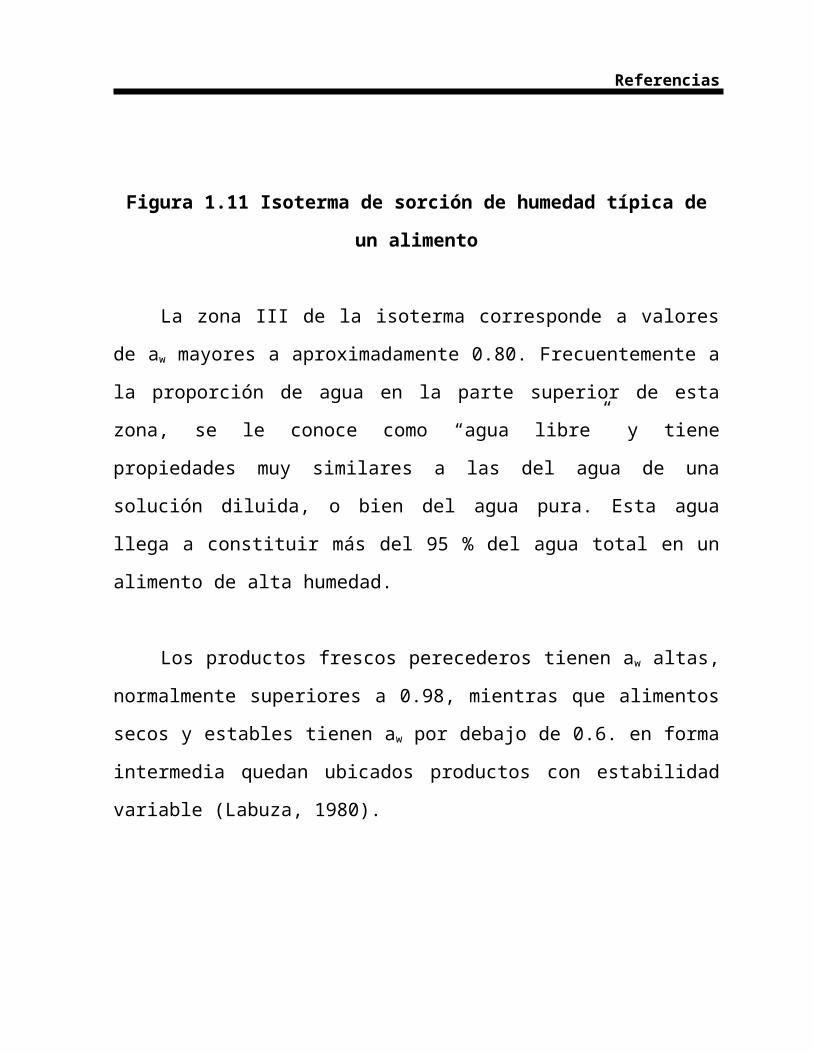
En la figura 1.11 se esquematiza una isoterma de sorción dividida en tres
zonas según el valor de la actividad de agua. La zona I, la cual abarca el intervalo
de aw entre 0 y aproximadamente 0.25, representa agua fuertemente unida a
sitios polares, siendo la misma difícil de eliminar durante el secado y no se
congela a -40 °C. Esta agua no actúa como solvente y está en una cantidad
pequeña como para considerar que tenga un efecto plastificante en el sólido, y
de hecho, se comporta como parte del sólido. El límite entre la zona I y la zona
II se ha asociado al contenido de humedad de “monocapa” del alimento y
representa ficticiamente la fracción de agua que interactuaría directamente con
la superficie de grupos polares. La zona II de la isoterma corresponde
aproximadamente a niveles de aw entre 0.25 y 0.80. El agua en esta zona
Referencias
formaría capas adicionales alrededor de los grupos polares y se le ha llamado
“agua de multicapa”. Esta agua tiene propiedades diferentes a la del agua pura.
El agua de la zona I y la zona II combinada, constituyen alrededor del 5 % del
agua total en un alimento de alta humedad.
Figura 1.11 Isoterma de sorción de humedad típica de un alimento
La zona III de la isoterma corresponde a valores de aw mayores a
aproximadamente 0.80. Frecuentemente a la proporción de agua en la parte
superior de esta zona, se le conoce como “agua libre” y tiene propiedades muy
similares a las del agua de una solución diluida, o bien del agua pura. Esta agua
llega a constituir más del 95 % del agua total en un alimento de alta humedad.
I
II III
Product c
DesoosrSecosión
AHI
Productos Frescos
Adsorción
Actividad de agua0 1.
0

Referencias
Los productos frescos perecederos tienen aw altas, normalmente
superiores a 0.98, mientras que alimentos secos y estables tienen aw por debajo
de 0.6. en forma intermedia quedan ubicados productos con estabilidad
variable (Labuza, 1980).
1.4.2 Color
En sentido físico las propiedades ópticas de los alimentos, como de
cualquier otro material, son las que derivan de los fenómenos de
transformación de la luz que incide sobre ellos: transparencia, turbiedad, color
y brillo.
El color es una característica importante para evaluar en un producto, ya
que representa la primera impresión del consumidor para aceptarlo y
comprarlo, y posteriormente consumirlo.
Sin duda, el color es la propiedad óptica más importante. La
transparencia y la opacidad, relacionadas con la cantidad de luz que el material
deja pasar a su través o que se refleja en él y la turbiedad, relacionada con el
fenómeno de difusión en el seno del material, se aprecian junto con el color.
Referencias
De mayor importancia tecnológica es la relación que existe entre el color
y otros factores de calidad o entre aquél y la composición química o el grado de
desarrollo o de alteración. La importancia tecnológica de estas relaciones reside
en la posibilidad de utilizar el color como índice de transformaciones naturales
de los alimentos frescos o de cambios ocurridos en el proceso industrial (Calvo y
Duran, 1997).
El proceso de secado cambia las características de la superficie del
alimento y por tanto su color y reflectancia. Los cambios químicos
experimentados por los pigmentos derivados, el caroteno y la clorofila, están
producidos por el calor y la oxidación que tienen lugar durante el proceso de
secado. Por lo general, cuanto más largo es el proceso de secado y más elevada
la temperatura, mayores son las perdidas en estos pigmentos.
Para abordar el tema de color, o más correctamente de la medida de
color de los alimentos, debe distinguirse entre los conceptos color-radiación,
color-objeto y color-sensación.
Color- radiación
La luz es esencialmente una radiación electromagnética con longitudes
de onda comprendidas entre 380 y 770 nm. Se origina como liberación de
energía en procesos térmicos de incandescencia o por excitación de los átomos

Referencias
o moléculas de un gas mediante descargas eléctricas. Al estimular el órgano de
la vista se produce, entre otras, la sensación de color.
Color-objeto
Cuando decimos que un objeto es de un color, nos referimos a la
sensación visual que percibimos al observarlo cuando se ilumina con luz blanca.
El tipo de sensación depende de la iluminación, de la capacidad del objeto para
transformar la luz incidente (color-objeto) y de la percepción humana.
El color-objeto (propiedad del material) se puede medir y definir
espectrofotométricamente, independientemente de las características del
iluminante y de la capacidad de percepción del ojo humano.
Color-sensación
La visión de los colores es en cierta medida comparable entre los distintos
seres humanos. De hecho, en la vida diaria, uno intuitivamente supone que los
colores que percibe otra persona son los mismos que nosotros percibimos. Este
hecho permite establecer la definición de una visión normal de colores. Sin
embargo, existen personas, cuyas diferencias son tan grandes que se puede
decir que poseen una forma de visión cromática “anormal” o “deficiente”.
Referencias
1.4.2.1 Sistemas de medición del color
Sistema Hunter
El espacio de color Hunter L a, b es un espacio de color rectangular de
tres dimensiones basadas en la teoría de los colores opuestos de Hering, con
estas nuevas coordenadas se define un espacio cartesiano en el que L
corresponde a la claridad, a y b a la cromaticidad.
Concretamente a define el componente rojo-verde; rojo para los valores
positivos y verde para los valores negativos. El parámetro b define el
componente amarillo-azul; amarillo para los valores positivos y azul para los
valores negativos. Los colores son tanto más saturados cuanto más separados
se encuentran del centro del grafico los puntos que los definen (figura 1.12).
Este sistema es el más empleado en los colorímetros Hunter, Gardner y
similares, y muy usado en el campo de los alimentos.
100 = blanco
+ b (Amarillo)
+ a (Rojo)
0 = negro
- b (Azul)
L
(verde) -a

Referencias
Figura 1.12 Diagrama Hunter
Sistema CIELAB
El año de 1971 la CIE propuso un nuevo espacio cromático por
transformaciones no lineales del sistema CIE 1931, al que se denomina CIELAB.
En este nuevo sistema se define un espacio en coordenadas rectangulares (L, a,
b) junto con otro en coordenadas cilíndricas (L, Hue, Chroma).
A la difusión del sistema CIELAB ha ayudado decisivamente el hecho de
que casi todos los modelos nuevos de colorímetros que aparecen en el mercado
dan el color, entre otras, en coordenadas CIELAB.

Referencias
1.4.2.2 Diferencia de color
En la actualidad el control colorimétrico de los productos de mercado
constituye una parte importante de su control de calidad. Ordinariamente se
requiere de una especificación normalizada del color y de sus tolerancias,
conforme a las necesidades y apreciaciones del consumidor, acudiéndose para
ello a medidas colorimétricas más precisas que la sencilla referencia a un
determinado muestrario o a una carta o sistema de ordenación del color. Este
hecho es particularmente evidente en el caso de ciertas industrias, como las
dedicadas a impresión gráfica o a la elaboración de pinturas o tejidos, donde si
no hay una reproducción suficientemente fidedigna del color, pueden aparecer
graves problemas con relación a las demandas de los clientes.
En el sistema Hunter, también se pueden calcular los valores deltas (ΔL,
Δa y Δb). Estos valores indican que tanto difieren al hincar y terminar un
experimento entre si en los valores L, a y b. Los valores de ΔL, Δa y Δb son
utilizados regularmente para control de calidad. Por ejemplo si Δa es positiva, la
muestra es mas roja que al iniciar el experimento.
La diferencia total de color (ΔE), puede ser calculada mediante la
ecuación 1.4. ΔE es un valor único en el cual se encuentran envueltas las
diferencias entre L, a y b de la muestra (final del experimento) y el estándar
(inicio del experimento). Este parámetro no indica que parámetro esta fuera de
tolerancia cuando ΔE esta fuera de tolerancia.

Referencias
( 1.4 )
Donde:
Lo anterior se puede observar en el trabajo de Kurozawa et al. (2006)
denominado optimización del secado de hongos utilizando la metodología de
superficie de respuesta, en el cual midió la diferencia de color de las muestras
de hongos deshidratadas y las muestras frescas. Obtuvo valores que van desde
23.90 hasta 35.12. en este trabajo, la diferencia de color se ve influida por la
temperatura de secado y la velocidad del aire de secado.
Inga y Velezmoro (2004), también miden la diferencia de color de
muestras de lúcuma en su trabajo de optimización del proceso de secado para
dos biotipos de lúcuma. Obtienen valores de 23.39 hasta 30.33. Recomiendan la
utilización de temperaturas de secado de 50 °C y rebanadas con un espesor de
2 mm para una menor ΔE entre las muestras deshidratadas y las muestras
secas.

Referencias
1.5 Optimización
La optimización es una de las mejores herramientas cuantitativas en
ingeniería química. Una gran variedad de problemas de diseño, construcción,
operación y análisis de plantas químicas pueden ser resueltos por optimización.
Se puede definir como seleccionar lo mejor mediante un conjunto de métodos
cuantitativos (Edgar y Himmelblau, 1989).
Algunas veces con un experimento no se obtienen las respuestas
buscadas o el nivel de mejoras logrado no es suficiente, por lo que es necesario
experimentar de manera secuencial hasta encontrar el nivel de mejoras
deseado.
Los seis pasos usados para resolver problemas de optimización son:
1. Analizar el proceso por si solo de tal forma que las variables de procesos y
las características de interés sean definidas.
2. Determinar el criterio de optimización y especificar la función objetivo en
término de las variables definidas anteriormente junto con sus objetivos.
3. Desarrollar vía expresiones matemáticas un proceso valido o un modelo de
equipo que relacione las variables de entrada-salida del proceso y los
coeficientes asociados.

Referencias
4. Si la formulación del problema es demasiado largo en cuanto a su alcance:
a) Dividir el problema en partes que sean fáciles de manejar y/o
b) Simplificar la función objetivo y el modelo
5. Aplicar una técnica de optimización a la parte matemática del problema.
6. Verificar las respuestas y examinar la sensibilidad de los resultados a
cambios en los coeficientes en el problema.
Uno de los objetivos del diseño experimental es determinar las
condiciones óptimas de operación del proceso. La metodología de superficie de
respuesta (MSR) es la estrategia experimental y de análisis que permite resolver
el problema de encontrar las condiciones de operación óptimas de un proceso,
que son aquellas que dan por resultado “valores óptimos” de una o varias
características de calidad del producto.
1.5.1 Metodología de superficie de respuesta
En su forma reducida, la metodología de superficie de respuesta consiste
en tres palabras clave: diseño, modelo y técnica de optimización. El modelo y el
diseño se piensan al mismo tiempo, las cuales dependen del tipo de

Referencias
comportamiento de la respuesta, el modelo puede ser de primero o segundo
orden (plana o con curvatura), por ello, el tipo de diseño utilizado y el método
de optimización se clasifican, según sea el caso, como de primero y segundo
orden (Gutierres y De la Vera, 2004).
1.5.1.1 Diseños de superficie de respuesta
Los diseños de superficie de respuesta se clasifican de acuerdo al grado
del modelo que se pretende utilizar. El nombre de diseños de superficie de
respuesta es porque se parte de que el objetivo es describir el comportamiento
de la respuesta con un modelo de regresión, y este describe una superficie de
respuesta sobre la región experimental como en la figura 1.13. Después se
analiza dicha superficie con técnicas de optimización que también se clasifican
de acuerdo al modelo y que permiten localizar puntos en la dirección óptima de
movimiento, el mejor punto posible dentro de la región experimental, o bien, el
punto o tratamiento óptimo cuando existe (Gutierres y De la Vera, 2004).

Referencias
Figura 1.13 Grafica de superficie de respuesta
Algunas propiedades deseables en los diseños para la MSR son:
1. Que genere una distribución satisfactoria de la información sobre la
región experimental. Los diseños mas utilizados son puntos distribuidos en
forma uniforme sobre la región experimental, o cuando menos tienen
simetría respecto al centro de esta.
2. El diseño debe requerir un número mínimo de corridas experimentales,
ya que en cada prueba que se realiza se gastan recursos que siempre son
escasos.
3. El diseño debe permitir que otros diseños de orden mayor puedan
construirse a partir de él. Cuando el comportamiento de la respuesta resulta
ser más complicado de lo que se pensaba (por ejemplo se detecta
curvatura), se agregan puntos adicionales al diseño para tratar de explicar

Referencias
ese comportamiento. Muchos diseños complicados se construyen a partir de
diseños simples.
4. Debe permitir detectar la falta de ajuste del modelo. Se dice que un
modelo no se ajusta bien cuando existen términos todavía no incluidos en el
modelo que contribuyen de manera significativa en la explicación de la
respuesta. Para detectar la falta de ajuste del modelo se requieren
repeticiones, al menos en el centro del diseño.
5. El diseño debe proporcionar un estimador puro de la varianza del error,
lo que se logra con repeticiones al menos en el punto central. Esto permite
dar intervalos de confianza más precisos para la respuesta predicha sobre el
punto óptimo.
Otras dos propiedades deseables en los diseños para superficie de
respuesta son la ortogonalidad y la rotabilidad. Estas propiedades aumentan la
eficiencia de los diseños que las poseen, en el sentido de que facilitan la
interpretación de los parámetros estimados en el modelo y de la superficie de
respuesta.
1.5.1.2 Ortogonalidad y rotabilidad

Referencias
Se considera que un diseño es ortogonal cuando los coeficientes
estimados en el modelo ajustado no están correlacionados entre sí, lo que hace
que el efecto de cada termino, representado por el parámetro correspondiente,
se estime de manera más precisa. Un experimento es ortogonal si en la matriz
de diseño todos los vectores columnas son independientes entre sí
(Montgomery, 2000).
Un diseño se llama rotable si la varianza de solo depende de la
distancia del punto x al centro del diseño y no de la dirección en la que se
encuentra.
La importancia práctica de la rotabilidad en el problema de encontrar un
punto óptimo es porque asegura que, con independencia de la dirección en que
se explore a partir del centro del diseño, la calidad de predicción se comporta
de igual manera.
1.5.1.3 Diseños de primer orden
Suponiendo que se desea utilizar el modelo de primer orden dado por la
ecuación 1.5 para estudiar el comportamiento de cierta característica de
calidad, que se supone depende de k factores de proceso.
( 1.5 )
Referencias
En principio, al suponer un diseño de primer orden, se espera que sólo
sean importantes los efectos principales y que no existan efectos de
interacción, lo cual no es cierto para la mayoría de los procesos.
Un criterio de selección del diseño de primer orden es que la varianza de
la respuesta predicha (var[ ]) en el punto sea mínima. Este
criterio es importante porque a la hora de buscar determinar la dirección
óptima de movimiento con base en los predichos por el modelo, estos tienen
mayor precisión, lo que se traduce en mayor certeza de la dirección
seleccionada. Los diseños que satisfacen este criterio son los que tienen la
propiedad de ortogonalidad. Entre los más utilizados están los siguientes:
1. Diseños factoriales 2K
2. Diseños factoriales fraccionados 2k-p
3. Diseño de Plackett-Burman
4. Diseño simplex
1.5.1.4 Diseños de segundo orden

Referencias
Se llaman diseños de segundo orden aquellos que permiten estudiar,
además de los efectos lineales y de interacción, a los efectos cuadráticos o de
curvatura pura. Por tanto estos diseños se emplean cuando se quiere explorar
una región que se espera sea más compleja o cuando se cree que el punto
óptimo se encuentra ya dentro de la región experimental. El modelo de
segundo orden dado por:
( 1.6 )
tiene p = (k+1)(k+2)/2 términos, por tanto se requiere al menos esta cantidad
de puntos de diseño. El diseño debe tener al menos tres niveles en cada factor.
Es deseable que estos diseños sean ortogonales, pero a veces no es fácil que
cumplan esta propiedad y se admite alguna dependencia entre las columnas de
los contrastes. Los más utilizados tienen la propiedad de ser rotables.
Dentro de los diseños de segundo orden, existen dos diseños que son
muy utilizados para la optimización; estos modelos son el diseño de Box-
Behnken (1960) y el diseño de composición central. Para el presente trabajo se
utilizó el diseño de composición central.
Diseño de composición central

Referencias
El diseño de composición central (DCC) es el más utilizado en la etapa de
búsqueda de segundo orden debido a su gran flexibilidad: se puede construir a
partir de un diseño factorial completo 2k o fraccionado 2k-p agregando puntos
sobre los ejes y al centro además de otras propiedades deseables. Este diseño
se compone de tres tipos de puntos:
1. Una replica de un diseño factorial en dos niveles, completo o fraccionado. A
esta parte del DCC se le llama porción factorial.
2. n0 puntos o repeticiones al centro del diseño, con n0 1.
3. Dos puntos sobre cada eje a una distancia α del origen. Estos puntos se
llaman porción axial. La manera en que se ensamblan y el DCC resultante se
muestran en la figura 1.14, para el caso de tres factores.
Figura 1.14 Representación de los tipos de puntos en los DCC para k = 3 factores

Referencias
La flexibilidad del diseño central compuesto es en el sentido de que se
puede construir a partir de aumentar diseños más simples. Esta propiedad es
importante porque permite optimizar el gasto de los recursos experimentales.
1.5.1.5 Optimización simultanea de varias respuestas
El problema de optimización simultánea de varias respuestas suele no
tener una solución completamente satisfactoria desde la perspectiva de cada
respuesta individual, en el sentido de que los óptimos individuales no coinciden
con el óptimo global. Aunque siempre se puede afirmar que existe el punto de
operación del proceso en el que todas las variables cumplen con los
requerimientos de la mejor manera posible. Por lo regular se obtiene una
solución de compromiso, que busca balancear de manera adecuada la
importancia relativa de las respuestas.
Una solución para este tipo de problema de optimización es el uso del
método grafico, el cual consiste en construir las superficies de respuesta y sus
respectivas graficas de contorno, para posteriormente superponer estas
graficas de contornos y encontrar la región factible del experimento en donde
se tienen los mejores valores para los parámetros para obtener la respuesta
deseada.

Referencias
1.5.2 Optimización del proceso de secado de alimentos
El secado es una operación de alta demanda de energía. Se requieren al
menos 2500 KJ por cada kilogramo de agua evaporada en un proceso ideal para
agua pura, pero esta cantidad es mayor considerando la eficiencia del proceso.
En un secado convectivo la cantidad de energía utilizada solo para evaporar
agua, por kg de producto obtenido esta dado por la ecuación 1.7.
( 1.7 )
Donde:
= flujo másico inicial del aire (Kg h-1)
= flujo másico del sólido (Kg h-1)
= entalpía del aire al inicio (J Kg-1)
= entalpía del aire al final (J Kg-1)
= humedad del sólido por Kg de agua (Kg s. s.)-1
Por lo tanto, el consumo de energía depende de la eficiencia de los
procesos de transferencia de masa y energía (que definen Xβ1 con Gβ). Esto
indica que con un adecuado análisis de variables es posible minimizar el
consumo de energía.

Referencias
Existen en literatura reportes del proceso de optimización de secado de
alimentos o microorganismos, no siempre con el criterio de minimizar el
consumo de energía. Generalmente se hace uso de la metodología de superficie
de respuestas.
Ponciano (1997) utilizó la metodología de superficie de respuesta para
definir la región estudiada y determinar las condiciones óptimas del secado de
ajo. Las variables evaluadas sobre la respuesta fueron: temperatura de secado
(50 – 90 ºC), flujo de aire (0.5 – 1.0 m s-1), humedad relativa (8 – 24 %) y espesor
de la muestra (2 – 4 mm). Las respuestas analizadas fueron: L* e índice óptico
(IO), contenido de humedad final y grado de rehidratación (RR). El efecto del
flujo de aire y humedad relativa sobre las respuestas fue estadísticamente
insignificante. Se optimizó el proceso para obtener un producto con una
humedad menor de 10 %. RR y humedad final fueron considerados como
factores limitantes. Se obtuvo los valores óptimos de 70 ºC para la temperatura
de secado y 2 mm para el tamaño de los trozos de ajo. Los valores predichos
para los puntos estacionarios para L*, IO, RR y humedad final fueron 84.6, 70.9,
2.77 y 6.8 % respectivamente.
En otro estudio, Ponciano y Ferdinand (2001), hacen uso de la
metodología de superficie de respuestas para optimizar la deshidratación al
vacío del apio. Las variables independientes utilizadas fueron: temperatura de
secado (65 – 75 ºC), presión de vacío (16 – 20 in Hg) y el grosor de las
rebanadas (1- 3 mm). Las respuestas fueron: el porcentaje de rehidratación, la

Referencias
densidad y el contenido de humedad final. El análisis estadístico reveló que la
temperatura, presión de vacío y grosor de rebanada afectan significativamente
(intervalo de confianza de 90 %) a la densidad y al contenido de humedad final.
Por otro lado, el porcentaje de rehidratación fue afectado solamente por la
temperatura y el grosor de la rebanada. Las condiciones óptimas de operación
fueron: temperatura de secado de 74.5 ºC y presión de vacío de 17.5 in Hg para
rebanadas de 1mm de grosor.
Mudahar (1990) realizó estudios sobre la optimización del proceso de
secado de papa por lecho fluidizado mediante un secador de túnel. Las
respuestas fueron: grado máximo de rehidratación, hinchamiento, capacidad de
retención del agua y oscurecimiento no enzimático mínimo. La temperatura de
secado (135 – 155 ºC), tiempo de deshidratación (5 – 15 min), tiempo de
blanqueado (2 – 6 min) y concentración del pre-tratamiento (0.5 – 1.5 %)
fueron considerados como los factores más importantes que pueden afectar la
calidad de los cubos deshidratados de papa. Se determinó que el tiempo de
secado fue el factor más importante que afecto significativamente al grado de
rehidratación, al oscurecimiento no enzimático y al hinchamiento. La
temperatura de secado tuvo un efecto significativo sobre el oscurecimiento no
enzimático y el grado de rehidratación. Puntos estacionarios fueron localizados
en cuatro espacios dimensionales. Los valores óptimos para la temperatura de
deshidratación, tiempo de secado, concentración de biopolímeros y tiempo de
blanqueado óptimos fueron 145 ºC, 10 min, 1.2 % y 4.5 min respectivamente. A
estas condiciones se obtuvo un grado de rehidratación de 5.75, hinchamiento
Referencias
de 0.156, oscurecimiento no enzimático de 0.20 y una capacidad de retención
del agua de 4.8 %.
La metodología de superficie de respuestas fue utilizada por Abhayawick
et al. (2000) para optimizar el proceso de secado de cebolla por microondas
combinado con el proceso de secado por convección. Las variables de proceso
estudiadas fueron temperatura (32 – 58 ºC) y potencia especifica (3.46 – 8.54).
El producto seco tuvo un contenido de agua de 5.0 %. El color, tiempo de
secado y el consumo de energía fueron medidos. Los resultados mostraron que
la temperatura alta (58 ºC) y la potencia específica alta (8.54) mejoraron el
color del producto final. Se encontró que el aire caliente tiene mayor fectividad
en el estado final del proceso de secado, sin embargo, no fue tan efectivo en el
estado inicial del secado.

Referencias