api rp 571 mecanismos de daño que afectan equipos en la industria de refinación ing. luis de vedia...
TRANSCRIPT
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Mecanismos de Daño que Afectan Equipos en la Industria de Refinación
API RP 571
Ing. Luis de Vedia
1
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
PROGRAMA
• MÓDULO III: Mecanismos de Daño específicos en la Industria de Refinación
• Sesión 5: Pérdida de espesor uniforme o localizada.
• Sesión 6: Fisuración asistida por el medio. Otros mecanismos de daño. Cierre del curso.
2
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Sesión 5Pérdida de espesor uniforme o localizada
3
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Corrosión por Aminas
Se refiere a la corrosión general y/o localizada que se produce principalmente en aceros al carbono en los procesos de tratamiento con aminas. La corrosión no es causada por la propia amina, pero es el resultado de la presencia de gases ácidos disueltos (CO2 y H2S), productos de degradación de la amina, sales de amina estables a temperatura (HSAS) y otros contaminantes.
Los materiales a los que afecta principalmente son los aceros al carbono. Los de la Serie 300 SS son muy resistentes.
Factores Críticos:
Dependen de las prácticas de diseño y operación, el tipo de amina, la concentración de amina, contaminantes, temperatura y velocidad de flujo. La corrosión está muy estrechamente vinculada a la incorrecta operación de la unidad. Con pocas excepciones, ésta es de acero al carbono.
La mayoría de los problemas se deben a un diseño defectuoso, malas prácticas de operación o contaminación de la solución. La corrosión también depende del tipo de amina utilizada.
En general, los sistemas alcanolamina pueden ser clasificados según su agresividad de mayor a menor: la monoetanolamina (MEA), diglicolamina (DGA), disopropilamina (DIPA), dietanolamina (DEA), y metildietanolamina (MDEA).
4
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Las soluciones débiles de amina generalmente no son corrosivas debido a que tienen ya sea baja conductividad y/o alto pH. Sin embargo, una acumulación excesiva de HSAS por encima de un 2%, dependiendo de la amina, puede aumentar significativamente las tasas de corrosión.
El amoníaco, H2S y HCN aceleran la corrosión en condensador y tuberías así como en válvulas y bombas.
La tasa de corrosión aumenta al aumentar la temperatura, especialmente en el servicio con soluciones ricas en amina. Temperaturas por encima de aproximadamente 220oF (104oC) pueden resultar en gas ácido y severa corrosión localizada, si la caída de presión es suficientemente alta.
La velocidad de flujo del proceso influirá en la velocidad de corrosión y la naturaleza del ataque. La corrosión resulta en pérdidas localizadas de espesor.
Generalmente la corrosión es uniforme pero velocidades altas y turbulencias causarán pérdidas de espesor localizadas. En acero al carbono, los límites de velocidad comunes se limitan generalmente a 3-6 fps para las soluciones ricas en amina y unos 20 fps en soluciones pobres en amina.
5
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Unidades o equipos afectados:
a) Las unidades de amina se utilizan en las refinerías para eliminar el H2S, CO2 y mercaptanos de corrientes de proceso originarios de muchas unidades incluyendo el crudo, coquización, reformado por hidrógeno, hidroprocesamiento, y unidades de gas.
b) El reboiler del regenerador y regenerador son áreas donde la temperatura y la turbulencia de la corriente de amina son los más altos y pueden causar importantes problemas de corrosión
c) La parte de amina rica de los intercambiadores, amina débil muy caliente, bombas de solución de amina, y recuperadores son también áreas donde se producen problemas de corrosión.
Aspecto o morfología de los daños:
a) Aceros al carbono y aceros de baja aleación sufren adelgazamiento uniforme general, corrosión localizada o localizada bajo depósitos.
b) La disminución de espesor serán uniforme cuando la velocidad de flujo del proceso es baja, mientras que será localizado a altas velocidades asociadas con turbulencia.
6
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Prevención y Mitigación:
a) Un funcionamiento correcto del sistema con aminas es la forma más eficaz de control de la corrosión, con especial atención a los niveles de gas ácido. Además, para evitar la corrosión por productos de degradación de la amina, la temperatura del proceso no debe exceder los límites recomendados. Adecuado control del régimen del reboiler y la temperatura.
b) Se debe dar la debida atención para evitar la acumulación de HSAS a niveles inaceptables.
c) El diseño del sistema debe incorporar medidas para controlar la caída de presión local para disminuir el flashing. En áreas en las que es inevitable, el cambio a la serie 300 SS o a otras aleaciones resistentes a la corrosión puede ser requerido. Acero SS410 es a veces empleado para bandejas internas y stripper.
d) Infiltraciones de oxígeno causan altas tasas de corrosión y contribuyen a la formación de la sales estables al calor (HSAS). Tanques de almacenamiento y recipientes de sobrecarga deben ser protegidos con un manto de gas inerte.
e) Las materias sólidas y los hidrocarburos deben ser retirados de la solución de la amina por filtración y mediante procesos de control. La filtración de soluciones de amina rica es en general más eficaz que la filtración de amina magra para la eliminación de los sólidos.
f) Los inhibidores de corrosión pueden ser necesarios para controlar la corrosión por amina dentro de niveles aceptables.
7
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Inspección y Monitoreo:
a) Examen visual y medición de espesores por UT son los métodos utilizados para los equipos internos. UT o radiografía se utiliza para la inspección externa.
b) El monitoreo de la corrosión se puede lograr con cupones de corrosión.
c)La vigilancia debe centrarse en la zonas calientes de la unidad como la línea de alimentación y retorno del reboiler, las tuberías de amina rica caliente y del condensador de stripper.
8
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
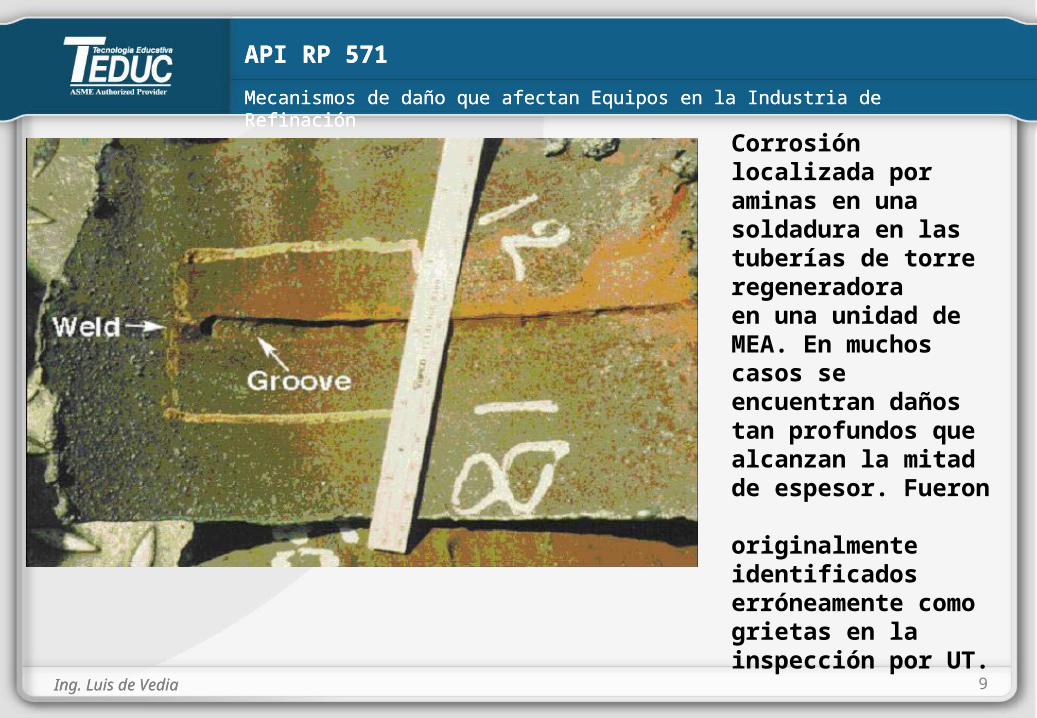
Corrosión localizada por aminas en una soldadura en las tuberías de torre regeneradora en una unidad de MEA. En muchos casos se encuentran daños tan profundos que alcanzan la mitad de espesor. Fueron
originalmente identificados erróneamente como grietas en la inspección por UT.
9
Corrosión por Bisulfuro de amonio (Agua alcalina agria o ácida)
Descripción del lo daño:
a) Corrosión agresiva que ocurre en los flujos de salida del reactor de hidrotratamiento y en unidades que manejen agua alcalina agria.
b) Se han producido fallas importantes en los sistemas de efluente del reactor de hidrotratamiento debido a corrosión localizada.
Materiales a los que afecta:
a) Los aceros al carbono son los menos resistentes.
b) La serie 300 SS, los SS duplex, las aleaciones de aluminio y aleaciones de base níquel son más resistentes, en función de la concentración y la velocidad de flujo del bisulfuro de amonio (NH4HS).
Factores Críticos:
a) La concentración de NH4HS, la velocidad y/o turbulencia localizada, pH, temperatura, composición de la aleación son factores críticos a considerar.
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia 10
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
b) El aumento de la concentración NH4HS y el aumento de la velocidad aumenta la corrosión. Por debajo del 2% en peso, las soluciones no son generalmente corrosivas. Por encima de 2% en peso, las soluciones son cada vez más corrosivas.
c) En los reactores de hidrotratamiento, los reactores FCC y los hornos de coquización, el nitrógeno en la alimentación se convierte en amoníaco y reacciona con el H2S para formar NH4HS. El NH4HS precipita de la fase gas en el efluente del reactor a temperaturas por debajo de 150oF (66oC), dependiendo de la concentración de NH3 y H2S, y puede causar daños y fouling si no es eliminado con el agua de lavado.
d) Los depósitos de sal de NH4HS pueden conducir a la corrosión bajo los depósitos y a fouling.
e) Oxígeno y hierro en el agua de lavado que se inyecta en el efluente del hidroprocesador puede conducir a un aumento de la corrosión y fouling.
f) La presencia de cianatos aumenta la gravedad de la corrosión en las plantas de gas, FCC, las plantas de coquización de gas y strippers mediante la destrucción de la película de protección de sulfuro.
11
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Unidades o equipos afectados:
a) Unidades de hidrotratamiento
b) Unidades de FCC
Las concentraciones de NH4HS son por lo general menores de 2% en peso, pero las altas velocidades y/o la presencia de cianatos puede quitar los films de protección de sulfuro de hierro.
c) Strippers de agua agria (SWS)
Las altas concentraciones de NH4HS en las tuberías generales del stripper, condensadores, acumulador y el reflujo tuberías, y la posible presencia de cianuros.
d) Unidades de Amina
Se pueden encontrar altas concentraciones de NH4HS en los regeneradores y tuberías del reflujo según el funcionamiento de la unidad.
e) Coquización retardada
Se pueden encontrar altas concentraciones de NH4HS en la planta de concentración de gas aguas abajo de la torre del fraccionador.
12
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Aspecto o morfología de los daños
a) Pérdida general de espesor en acero al carbono. Con concentraciones por encima del 2% en peso las tasas de corrosión localizada pueden ser extremadamente altas con pérdida de espesor de la pared en las zonas con cambios de dirección de flujo o áreas de flujo turbulento.
b) Si el agua disponible no es suficiente para disolver las sales de NH4HS que precipitaron, velocidades bajas del fluido pueden dar lugar a daños localizados debajo de los depósitos de corrosión.
c) Los intercambiadores de calor puede mostrar taponamiento o fouling con pérdida de rendimiento.
d) NH4HS corroe rápidamente tubos de latón almirantazgo y otras aleaciones de cobre.
Prevención y Mitigación
a) Correcto diseño y control de la velocidad de flujo especialmente con concentraciones de NH4HS superiores al 2% en peso y que comienzan a acercarse a un 8% en peso o más.
b) Mantener la velocidad dentro de 10 a 20 fps para acero al carbono. El acero al carbono puede sufrir altas tasas de corrosión con concentración es cerca de 8% en peso de NH4HS
13
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
c) Utilizar materiales resistentes (por ejemplo, aleación 825, dúplex SS) especialmente a velocidades superiores a 20 fps, dependiendo de la concentración de NH4HS.
d) Mantener una adecuada inyección de agua de lavado con bajo contenido de oxígeno, proporcionar suficiente exceso de agua para asegurar que una cantidad de agua permanece en forma de líquido para diluir las sales NH4HS. Utilización de adecuados inyectores de pulverización.
e) Titanio y aleación C276 se han utilizado en los condensadores en unidades de stripper de agua ácida (SWS).
f) Los tubos de intercambiador de aluminio son muy susceptibles a daños por erosión-corrosión.
14
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Inspección y Monitoreo
a)Un plan cuidadosamente diseñado debería incluir la participación de ingenieros de procesos y materiales/corrosión para determinar las áreas específicas de la vulnerabilidad. Determinar el contenido de bisulfuro de amonio mediante muestreo.
b)Frecuente inspección por UT/RT para controlar el perfil de espesores de las zonas de alta y baja velocidad de flujo.
c) Inspección UT aguas abajo de las válvulas de control con altas concentraciones de NH4HS.
d) Inspección mediante sistemas internos rotatorios (IRIS), corrientes parásitas de campo remoto (RFEC) y detección de pérdidas en los tubos de acero de enfriadores de aire.
e) Inspección por corrientes parásitas (EC) de los tubos no magnéticos.
f) Supervisar las instalaciones de inyección de agua y medidores de flujo para garantizar un funcionamiento correcto.
15
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
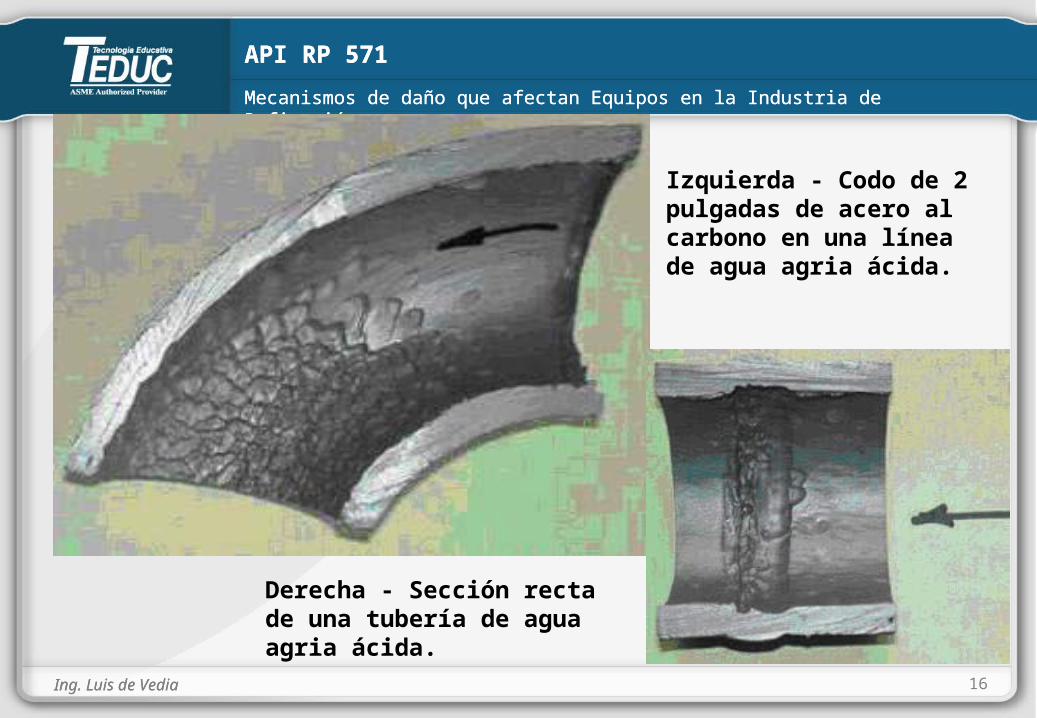
Izquierda - Codo de 2 pulgadas de acero al carbono en una línea de agua agria ácida.
Derecha - Sección recta de una tubería de agua agria ácida.
16
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Corrosión por cloruro de amonio
Descripción de los daños: Corrosión general o localizada o frecuentemente picado, que normalmente ocurre bajo depósitos de cloruro de amonio o sales de amina a menudo en ausencia de agua líquida.
Materiales a los que afecta:Todos los materiales utilizados son susceptibles, en orden de aumento de la resistencia: acero al carbono, aceros de baja aleación, Serie 300 SS, aleaciones de la serie 400, duplex SS, 800 y 825, Aleaciones 625, C276 y titanio.
Factores Críticos:
a)La concentración (NH3, HCl, H20 o sales de aminas), la temperatura y la disponibilidad de agua son los factores críticos.b)Las sales de cloruro de amonio puede precipitar de flujos a alta temperatura que se enfrían, según la concentración de NH3 y HCl, y pueden corroer tuberías y equipos a temperaturas bien por encima del punto de rocío [> 300oF (149oC)]
17
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
c) Las sales de cloruro de amonio son higroscópicos y absorben fácilmente el agua. Una pequeña cantidad de agua puede conducir a corrosión muy agresiva [> 100 mpy (> 2,5 mm/año].
d) Las sales de cloruro de amonio y el clorhidrato de amina son altamente solubles en agua, altamente corrosivas y forman una solución ácida cuando se mezclan con agua. Algunas aminas neutralizantes reaccionan con cloruros para formar clorhidratos de amina que pueden actuar de una manera similar.
e) La tasa de corrosión aumenta al aumentar la temperatura. f) Cuando las sales se depositan por encima del punto de rocío, puede ser necesario
una inyección de agua de lavado para disolverlas.
Unidades y equipos afectados: a) Torres de crudo b) Equipos de hidroprocesamiento c) De reformado catalítico; d) Unidades de FCC y fraccionador del coker están sujetos a la corrosión por cloruro de
amonio .
18
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Aspecto o morfología de los daños:
a) Las sales tienen un aspecto blanquecino, verdoso o amarronado. El agua de lavado o vapor elimina los depósitos por lo que el fouling puede no ser evidente durante una inspección visual interna.
b) La corrosión por debajo de las sales es típicamente muy localizada y resulta en picado.
c) Las tasas de corrosión puede ser extremadamente altas.
Prevención y Mitigación Las aleaciones que son más resistentes a la corrosión por picado presentan más resistencia a la corrosión por sales de cloruro de amonio, pero incluso aleaciones base de níquel y aleaciones de titanio pueden sufrir corrosión por picado. Es importante el control y reducción de los cloruros y el flashing con agua en casos aplicables.
Inspección y monitoreo:
a) La acumulación) de sales de cloruro de amonio puede ser muy localizada y la corrosión resultante puede ser difícil de detectar.
19
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
b) Para determinar el espesor de la pared restante. se puede utilizar RT o un control UT.
c) El control de las corrientes de alimentación y de efluentes dará una indicación de la cantidad de amoníaco y cloruros presentes, sin embargo, la simulación de procesos puede ser necesaria para determinar la concentración y temperaturas del punto de rocío. Si la temperatura de deposición de la sal de cloruro de amonio se ha calculado, el control de la temperatura puede ser eficaz para mantener la temperatura del metal por encima de la temperatura de deposición de la sal.
d) La presencia de depósitos se detecta a menudo cuando aumenta la caída de presión o el rendimiento térmico de los intercambiadores se ha deteriorado.
e) Cupones o sondas de corrosión pueden ser útiles, pero la sal se debe depositar en el elemento de la sonda para detectar la corrosión.
20
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Corrosión por ácido clorhídrico (HCl)
Descripción de los daños:
a) El ácido clorhídrico (HCl acuoso) causa corrosión general y localizada y es muy agresivo con la mayoría de los materiales más comunes de construcción a través de una amplia gama de concentraciones.
b) Los daños en las refinerías se asocia más con el punto de rocío en el que los vapores que contienen agua y cloruro de hidrógeno se condensan del flujo en torres de destilación, fraccionamiento o stripping. Las gotas de agua que se condensan primero puede ser muy ácidas (pH bajo) y promover altas tasas de corrosión.
Materiales a los que afecta:
Todos los materiales comunes de construcción utilizados en las refinerías.
Factores Críticos:
a) La concentración de ácido HCl, temperatura y composición de la aleación.
b) La gravedad de la corrosión aumenta con el aumento de la concentración de ácido clorhídrico y el aumento de la temperatura.
21
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
c) HCl acuoso se puede formar debajo de los depósitos de cloruro de amonio o de sales de clorhidrato de amina en intercambiadores y tuberías. Los depósitos absorben fácilmente el agua de la corriente de proceso o de flashing. El cloruro de hidrógeno es normalmente no corrosivos en flujos secos, pero se vuelve muy corrosivo donde hay agua disponible para formar ácido clorhídrico.
d) Los aceros al carbono y de baja aleación están sujetos a corrosión intensa cuando son expuestos a concentraciones de HCl que tengan a un pH por debajo de 4.5
e) Los aceros de las series SS 300 y SS 400 no son en general resistentes al ácido en cualquier rango de concentración o temperatura.
f) La aleación 400, titanio y aleaciones de base níquel tienen buena resistencia al ácido clorhídrico diluido en muchas aplicaciones de las refinerías.
g) La presencia de agentes oxidantes (oxígeno, iones férrico y cúprico) aumentan la velocidad de corrosión, en particular para la aleación 400 y aleación B-2. El titanio se desempeña bien en condiciones oxidantes, pero falla rápidamente en servicio de HCl seco.
Unidades o equipos afectados:
La corrosión por ácido clorhídrico se encuentra en varias unidades, especialmente de crudo y vacío, unidades de hidrotratamiento y reformado catalítico.
22
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Aspecto o morfología de los daños:a) Los aceros al carbono y aceros de baja aleación sufren adelgazamiento uniforme general,
corrosión localizada o ataque bajo depósitos. b) Los aceros de la serie SS 300 y SS 400 a menudo sufren ataque por picado y la serie SS
300 puede experimentar corrosión bajo tensión es por cloruros.
Prevención y Mitigación:a) Unidades de Crudoi) Reducir el cloruro en la alimentación a la torre de crudo. Un objetivo común es de 20 ppm o
menos de cloruros en el agua del acumulador.
ii) Pasar de acero al carbono a aleaciones de base níquel o titanio puede reducir los problemas de corrosión por HCl. Tubos de titanio resuelven la mayoría de los problemas de corrosión de los tubos de condensador.
iii) Se puede agregar agua de lavado a la corriente para enfriarla y diluir la concentración y la condensación de ácido clorhídrico.
iv) La inyección de cáusticos aguas abajo del desalinador es otro método comúnmente utilizado para reducir la cantidad de ácido clorhídrico. Se deben utilizar un diseño y directrices adecuadas de funcionamiento para evitar SCC cáustica y el fouling en el tren de precalentamiento de la alimentación.
23
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia// PERDIDA DE ESPESOR UNIFORME O LOCALIZADA
v) Se pueden inyectar varias combinaciones de amoniaco y aminas neutralizantes en la línea de la torre atmosférica antes de que alcance el punto de rocío.
b) Hidroprocesamientoi) Reducir al mínimo el transporte del agua y las sales de cloruro proveniente de las unidades aguas arriba incluyendo sales neutralizantes con hidrocloruros.
ii) Minimizar HCl en corrientes de H2(por ejemplo, instalar depuradores para eliminar los iones Cl- del hidrógeno producido en las unidades de reformado catalítico).
iii) Utilización selectiva de aleaciones de base níquel resistentes a la corrosión.
c) Reformado catalíticoi) Lo mismo que en hidroprocesamiento, pero además se ha utilizado el lavado con agua de la corriente de hidrocarburos para extraer cloruros altamente solubles. Se recomienda especial cuidado en el diseño y operación de este equipo.
ii) Se pueden utilizar adsorbentes especiales en equipos de tratamiento de cloruros para eliminar cloruros de las corrientes de hidrógeno y de hidrocarburos líquidos.
24
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Corrosión por H2/H2S a alta temperatura
Descripción de los daños: La presencia de hidrógeno en corrientes con H2S aumenta la intensidad de la corrosión por sulfuración a temperaturas superiores a 500ºF (260ºC). Esta forma de sulfuración usualmente resulta en una pérdida uniforme de espesor asociado a los circuitos de alta temperatura en unidades de hidrotratamiento.
Materiales a los que afecta: En orden de aumento de la resistencia: acero al carbono, aceros de baja aleación, de la serie 400 SS, 300 SS.
Factores Críticos:
a)Los principales factores que afectan a la sulfuración a alta temperatura son la temperatura, la presencia de hidrógeno, la concentración de H2S y la composición de la aleación.
b)Cuando el hidrógeno está presente en cantidades significativas, las tasas de corrosión son más altas que en ausencia de hidrógeno.
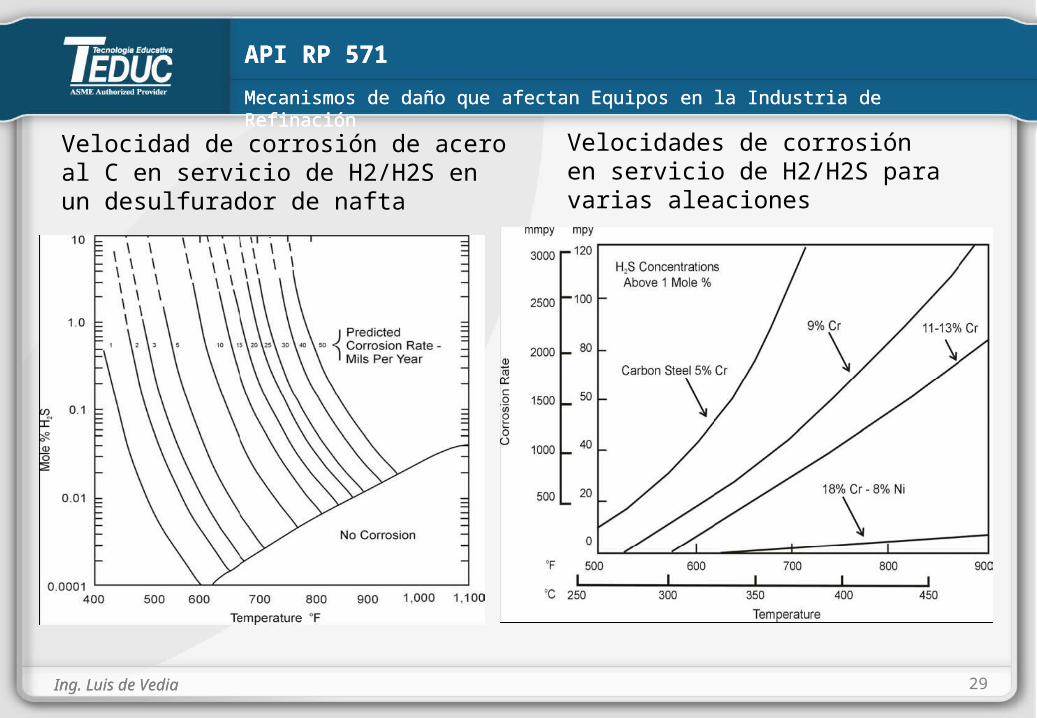
c)El aumento de las tasas de sulfuración con el contenido de H2S y con el aumento de temperatura puede verse en la figura adjunta.
d)La mayor velocidad de corrosión, casi por un factor de 2 se encuentra en desulfuradores de gas y aceite y hydrocrackers que en los desulfuradores de nafta. 25
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
e) La susceptibilidad a la sulfuración depende la composición química de la aleación.
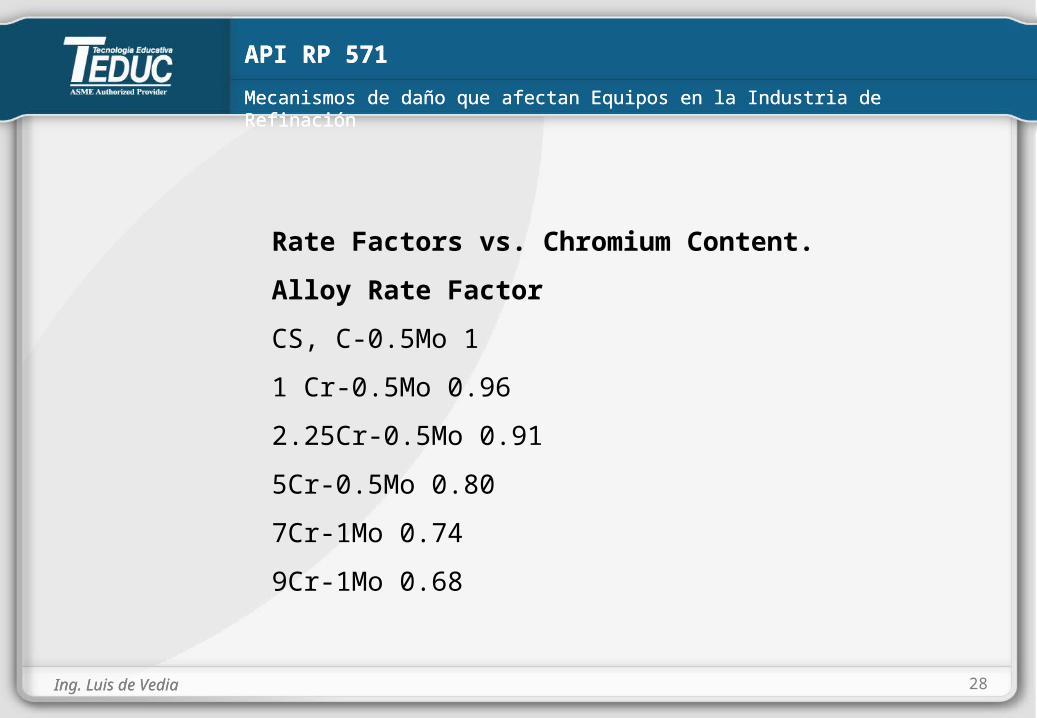
f) Un aumento en el contenido de cromo de la aleación mejora la resistencia Sin embargo, hay poca mejora al aumentar el contenido de cromo por encima de 7-9Cr como lo muestran los factores de reducción de la tabla adjunta.
g) Las aleaciones de base níquel que contienen cromo se comportan en forma similar a los de aceros inoxidables con niveles similares de cromo.
Unidades y equipos afectados:
a) Esta forma de corrosión se produce en tuberías y equipos en unidades donde fluyen corrientes de H2/H2S a alta temperatura. Se encuentran incluidas todas las unidades de hidrotratamiento, desulfuradores y las unidades de hidrocraqueo.
b) Se pueden encontrar incrementos notables en la corrosión aguas abajo de los puntos de inyección de hidrógeno.
Aspecto o morfología de los daños:
a) La corrosión aparece como una pérdida uniforme de espesor y se acompaña de la formación de cascarilla de sulfuro de hierro.
b) La cascarilla puede tener 5 veces el volumen de metal perdido y puede encontrarse en varias capas. 26
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
c) El aspecto gris brillante de la fuertemente adherente cascarilla se puede confundir con metal no afectado.
Prevención y Mitigación:
a) Los daños por corrosión se reducen al mínimo mediante el uso de aleaciones con alto contenido de cromo.
b) La serie 300 SS, tales como tipos de 304L, 316L, 321 y 347 son altamente resistentes a las temperaturas de servicio.
Inspección y Monitoreo:
a) UT, VT y RT y lecturas de espesor se utilizan para controlar la pérdida de espesor.
b) Las temperaturas reales de operación deben ser verificadas en el campo para compararlas contra el diseño.
c) El proceso deberá ser revisado periódicamente para confirmar que los niveles de H2S no tienen un aumento significativo.
27
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Rate Factors vs. Chromium Content.
Alloy Rate Factor
CS, C-0.5Mo 1
1 Cr-0.5Mo 0.96
2.25Cr-0.5Mo 0.91
5Cr-0.5Mo 0.80
7Cr-1Mo 0.74
9Cr-1Mo 0.68
28
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Velocidad de corrosión de acero al C en servicio de H2/H2S en un desulfurador de nafta
Velocidades de corrosión en servicio de H2/H2S para varias aleaciones
29
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Degradación de Materiales: Corrosión
// PERDIDA DE ESPESOR UNIFORME O LOCALIZADA
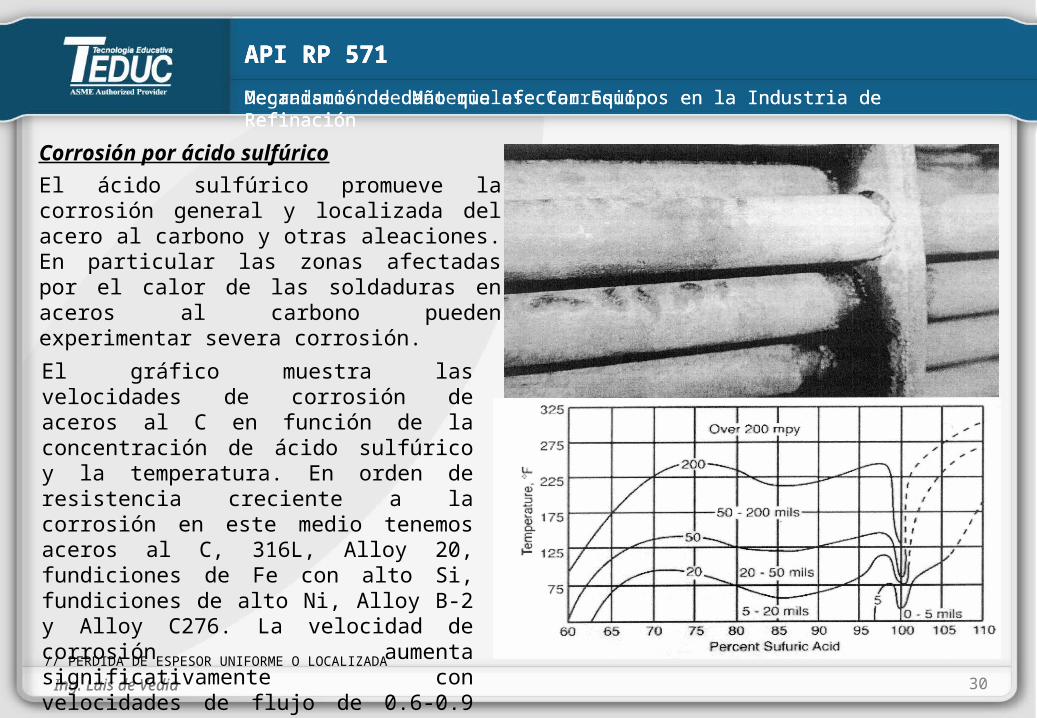
Corrosión por ácido sulfúrico
El ácido sulfúrico promueve la corrosión general y localizada del acero al carbono y otras aleaciones. En particular las zonas afectadas por el calor de las soldaduras en aceros al carbono pueden experimentar severa corrosión.
El gráfico muestra las velocidades de corrosión de aceros al C en función de la concentración de ácido sulfúrico y la temperatura. En orden de resistencia creciente a la corrosión en este medio tenemos aceros al C, 316L, Alloy 20, fundiciones de Fe con alto Si, fundiciones de alto Ni, Alloy B-2 y Alloy C276. La velocidad de corrosión aumenta significativamente con velocidades de flujo de 0.6-0.9 m/s.
30
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Factores críticos:
a) La concentración de ácido, temperatura, contenido de aleación, la velocidad de flujo, la contaminación y la presencia de oxidantes.
b) Las tasas de corrosión del acero al carbono aumentan significativamente si la velocidad del flujo excede de 2 a 3 fps (0.6 a 0,9 m/s) o en las concentraciones de ácido por debajo del 65%.
c) Los puntos de mezcla con agua harán que se libere calor y ocurran altas tasas de corrosión donde el ácido se diluye.
d) La presencia de oxidantes puede aumentar la velocidad de corrosión.
Unidades o equipos afectados:
a) Unidades de alkilación de ácido sulfúrico y plantas de tratamiento de aguas residuales se ven afectadas.
b) Las áreas de vulnerabilidad en las unidades de alkilación de ácido sulfúrico incluyen líneas de efluente del reactor, reboilers y sección de tratamiento de cáusticos.
c) El ácido por lo general termina concentrándose en la parte inferior de las torres de fraccionamiento y reboilers.
31
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
API RP 571
Mecanismos de daño que afectan Equipos en la Industria de Refinación
Ing. Luis de Vedia
Prevención y mitigación:
a)La corrosión se reduce al mínimo través de la selección de materiales y el uso correcto de las velocidades de diseño.
b)Las aleaciones 20, aleación 904L y aleación C-276 resisten la corrosión por ácido diluido y forman una capa protectora de sulfato de hierro en la superficie.
c) Las corrientes de productos acidificados pueden ser lavadas con cáusticos para neutralizar el ácido.
Inspección y monitoreo:
a) Inspección mediante UT o RT de las zonas de turbulencia y áreas más calientes.
b)Seguimiento de la corrosión con cupones y sondas ER.
32