ants 23.33.07.15 awwa c900-07
DESCRIPTION
Tubería de presión y accesorios fabricados de poli cloruro de vinilo (PVC), de 100 mm hasta 300 mm [4 pulg. hasta 12 pulg.], para la conducción y distribución de aguaTRANSCRIPT
ANTEPROYECTO DE NORMATÉCNICA SALVADOREÑA
ANTS 23.33.07:15
Tubería de presión y accesorios fabricados de poli cloruro de vinilo (PVC), de 100 mm hasta 300 mm [4 pulg. hasta 12 pulg.], para la conducción y distribución de agua
CORRESPONDENCIA: Esta Norma tiene correspondencia con ninguna Norma Internacional.
Publicado por el Organismo Salvadoreño de Normalización (OSN), Dirección 1ª Calle Poniente, Final 41 Avenida Norte, #18, Colonia Flor Blanca, San Salvador, El Salvador. Teléfono: 2590-5300 Sitio Web: http://www.osn.gob.sv Correo electrónico: normalizacion @osn.gob.sv
ICS 23.040.20 ANTS 23.33.07:15
Derechos Reservados

NORMA TÉCNICA SALVADOREÑA NTS 00.00.00:00
2 00.00.00:00
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
ÍNDICEPágina
INTRODUCCIÓN.................................................................................................................................... 3
PRÓLOGO.............................................................................................................................................. 4
1 ALCANCE..................................................................................................................................... 5
2 REFERENCIAS NORMATIVAS....................................................................................................5
2.1 Normas ASTM .............................................................................................................................. 5
2.2 Normas NSF ................................................................................................................................ 6
2.3 Normas NTS................................................................................................................................. 6
3 TERMINOLOGÍA........................................................................................................................... 6
4 REQUERIMIENTOS....................................................................................................................10
4.1 Infiltración.................................................................................................................................... 10
4.2 Materiales.................................................................................................................................... 10
4.3 Requisitos de los Tubos..............................................................................................................11
4.4 Requisitos de juntas moldeadas a máquina................................................................................14
4.5 Requisitos de los accesorios fabricados.....................................................................................15
4.6 Requisitos de juntas.................................................................................................................... 17
4.7 Designaciones de presión de trabajo..........................................................................................17
5 VERIFICACIÓN........................................................................................................................... 20
5.1 Registros de Control de Calidad.................................................................................................22
5.2 Inspección de la Planta...............................................................................................................22
6 ENTREGA................................................................................................................................... 23
6.1 Rotulado...................................................................................................................................... 23
6.2 Envío y Entrega........................................................................................................................... 24
6.3 Declaración Jurada de Conformidad...........................................................................................24
ANEXO A (Informativo) Sobrepresiones recurrentes (cíclicas). Figuras y ejemplo de diseño...............25
A1 Discusión..................................................................................................................................... 25
A2 Ejemplo de diseño....................................................................................................................... 25
Bibliografía............................................................................................................................................ 30
INTRODUCCIÓN
3
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
La presente Norma Técnica Salvadoreña denominada “Tubería de presión y accesorios fabricados de poli cloruro de vinilo (PVC) de 100 mm hasta 300 mm [4 pulg. hasta 12 pulg], para la conducción y distribución de agua”, se refiere a la especificación de las tuberías con diámetros de 100 a 300 mm de PVC para presión, con diámetros externos equivalentes al sistema CIP (tubería de hierro fundido), utilizadas en El Salvador la cual incluye los requerimientos, la verificación y la entrega.
PRÓLOGO
4
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
El Organismo Salvadoreño de Normalización, OSN, es el organismo nacional responsable de elaborar, actualizar, adoptar, derogar y divulgar normas técnicas, de acuerdo a la Ley del Sistema Salvadoreño para la Calidad, la cual fue publicada en el Diario Oficial No. 158 del 26 de agosto de 2011.
Esta Norma Técnica Salvadoreña ha sido desarrollada de acuerdo con las reglas establecidas en la NTS ISO/IEC DIRECTIVA 2.
El Comité Técnico de Normalización Tuberías, ductos y accesorios plásticos. N°33, fue el responsable del desarrollo de esta Norma Técnica titulada NTS 23.33.07:14; “Tubería de presión y accesorios fabricados de poli cloruro de vinilo (PVC), de 100 mm hasta 300 mm [4 pulg. hasta 12 pulg], para la conducción y distribución de agua”, para lo cual participaron las entidades que se mencionan a continuación:
ENTIDADES PARTICIPANTES
Administración Nacional de Acueductos y Alcantarillados - ANDA
Dureco de El Salvador S.A. de C.V.
Gerfor El Salvador
Mexichem El Salvador
Universidad de El Salvador - UES
Organismo Salvadoreño de Normalización - OSN
1 ALCANCE
5
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
1.1 El tubo está diseñado principalmente para ser utilizado en la conducción de agua potable en instalaciones enterradas. La norma describe razones dimensionales (DRs) 14, 18, y 25 para tubos de diámetros nominales desde 100 mm [4 pulg.] hasta 300 mm [12 pulg.]. Los diámetros externos del tubo (ODs) cumplen con los establecidos para diámetros externos equivalentes en hierro fundido (CI) (CIOD). Las presiones de trabajo van desde 1 140 kPa [165 psi] hasta 2 100 kPa [305 psi].
1.2 El propósito de esta norma es proporcionar a los compradores, fabricantes y proveedores los requisitos mínimos para tubo de presión de PVC y accesorios fabricados de 100 mm [4 pulg.] a 300 mm [12 pulg.], para conducción y distribución de agua.
1.3 Esta norma puede ser referenciada en documentos para adquirir y recibir tubo de presión de PVC y accesorios fabricados, de 100 mm a 300 mm [4 pulg. a 12 pulg.] de diámetro nominal, para conducción y distribución de agua. Las condiciones de esta norma aplican cuando este documento ha sido referenciado y solamente para tubo de presión de PVC y accesorios fabricados, de 100 mm a 300 mm [4 pulg. a 12 pulg.] de diámetro nominal para conducción y distribución de agua.
2 REFERENCIAS NORMATIVAS
2.1 Normas ASTM 1)
a) D1598 Test Method for Time-to-Failure of Plastic Pipe Under Constant Internal Pressure;
b) D1599 Test Method for Resistance to Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and Fittings;
c) D1784 Specification for Rigid Poly(Vinyl Chloride) (PVC) Compounds and Chlorinated Poly(Vinyl Chloride) (CPVC) Compounds;
d) D2122 Test Method for Determining Dimensions of Thermoplastic Pipe and Fittings;
e) D2152 Test Method for Adequacy of Fusion of Extruded Poly(Vinyl Chloride) (PVC) Pipe and Molded Fittings by Acetone Immersion;
f) D2412 Standard Test Method for Determination of External Loading Characteristics of Plastic Pipe by Parallel-Plate Loading;
g) D2564 Standard Specification for Solvent Cements for Poly(Vinyl Chloride) (PVC) Plastic Piping Systems;
h) D2837 Test Method for Obtaining Hydrostatic Design Basis for Thermoplastic Pipe Materials or Pressure Design Basis for Thermoplastic Pipe Products;
i) ASTM D2855 Standard Practice for Making Solvent-Cemented Joints with Poly (Vinyl Chloride) (PVC) Pipe and Fittings.
1) O en su versión de Norma Técnica Salvadoreña
6
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
2.2 Normas NSF 2)
a) Standard No. 61 for Drinking Water Systems Components—Health Effects.
2.3 Normas NTS
a) 23.33.03:15 Especificación normalizada para tubería de poli cloruro de vinilo, PVC, (series SDR) para conducción de agua fría a presión (ASTM D2241);
b) 23.33.05:15 Especificación normalizada para sellos elastoméricos (empaques) para unión de tubos plásticos (ASTM F744).
3 TERMINOLOGÍA
Las siguientes definiciones aplicarán en esta norma:
3.1 constructorparte que provee el trabajo y los materiales para colocación o instalación
3.2Factor de Diseño (DF)El inverso del factor de seguridad. Se usa para reducir la base hidrostática de diseño (HDB) para llegar al esfuerzo hidrostático de diseño (HDS) a partir del cual se calcula la presión por clase (PC). A menos que se indique de otra manera, el factor de diseño usado en esta norma es 0,5
Nota 1: Dado que la resistencia efectiva de los materiales de PVC depende de la temperatura y de la duración de aplicación de la carga, el factor efectivo de seguridad cuando se usa un DF de 0,5 variará con las condiciones de uso final. Para el material de PVC descrito en esta norma, el factor efectivo de seguridad contra presiones sostenidas es de al menos 2,0. El valor real es generalmente mayor y depende de la magnitud de las presiones instantáneas y sostenidas aplicadas, así como de la temperatura de trabajo.
3.3Razón Dimensional (DR)La relación entre el diámetro externo promedio especificado de un tubo y su espesor de pared mínimo especificado. Para las unidades convencionales del sistema inglés, el diámetro externo promedio especificado se usa para establecer el DR del tubo. Para unidades en el sistema SI, se usa el diámetro externo promedio mínimo especificado
3.4accesorio de PVC fabricado
2) O en su versión de Norma Técnica Salvadoreña
7
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
accesorios fabricados comprenden segmentos sencillos o múltiples de tubo de PVC cortados en forma de cuña, o preparados de otra forma para aceptar inserciones de tramos, y unidos bajo condiciones controladas en fábrica para formar una estructura esencialmente homogénea. Se puede aplicar un refuerzo y unirlo permanentemente a las superficies externas del accesorio. Los siguientes son los diferentes tipos de accesorios:
a) Las tees tienen un tramo resaltado a 90° del tramo en operación.
b) Las cruces o doble tees tienen dos tramos resaltados que se oponen entre sí.
c) Los codos pueden ser con los ángulos estándar (11,25°, 22,5°, 45°, y 90°) o cualquier ángulo construido por pedido.
d) Las uniones se usan para unir dos tubos con diámetros similares.
e) Las reducciones se usan para unir abruptamente dos tubos de diferente diámetro.
f) Los adaptadores se utilizan para unir dos tubos con diámetros diferentes cuando la discrepancia en los diámetros de los tubos es de 25 mm [1 pulg.] o menos.
g) Los reductores se usan para reducir las pérdidas hidráulicas cuando se unen dos tubos con diámetros diferentes.
3.5transientes hidráulicos Los transientes hidráulicos son fluctuaciones en la presión causadas por un cambio rápido en la velocidad de la columna de agua. Los transientes hidráulicos son el resultado de operaciones normales o de emergencia. Las fluctuaciones de presión pueden ser positivas o negativas y son causadas por la operación de una válvula o por el arranque o apagado de una bomba. Los transientes hidráulicos causados por el bombeo normal y por la operación de válvulas requieren que el sistema de tubería resista las sobrepresiones positivas y negativas resultantes.
Nota 2: Para más información, vea el manual M23 de la AWWA, Tubo de PVC, Diseño e Instalación.
3.6Base Hidrostática de Diseño (HDB)esfuerzo categorizado de largo plazo en la dirección circunferencial o de anillo, como se establece para los ensayos de presión de largo plazo de conformidad con ASTM D2837. Esta norma requiere del uso de compuestos de PVC que califiquen para una categorización HDB de 27,58 MPa [4 000 psi].
3.7 Esfuerzo Hidrostático de Diseño (HDS)esfuerzo circunferencial o de anillo máximo permisible de trabajo en la pared del tubo, cuando eltubo está sujeto a presión hidrostática sostenida a largo plazo. El HDS en esta norma se establece
8
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
multiplicando la HDB por el factor de diseño (DF) de 0.5
3.8 inspectorrepresentante autorizado del comprador a quien se encarga de la inspección de los productos yde los registros de producción. El inspector también observa las operaciones de producción y losensayos de control de calidad para asegurarse de que los productos cumplan con los requisitos deesta norma y del comprador
3.9lotetubo fabricado durante un tiraje de producción
3.10fabricantela parte que fabrica, desarrolla, o produce materiales o productos
3.11 sobrepresión ocasional (por emergencia o transitoria) (Pos)presiones de caudal causadas por operaciones de emergencia, por lo general causadas por un desperfecto (como una falla eléctrica, un cierre repentino de una válvula, o una falla de un componente del sistema)
3.12Plástico de Cloruro de Polivinilo (PVC)resina de PVC, el bloque básico de fabricación del tubo de PVC, es un polímero derivado del agua salada, aire, y gas natural o petróleo. La resina de PVC es combinada con estabilizadores térmicos, lubricantes y otros ingredientes para hacer compuestos de PVC que pueden ser extruidos en forma de tubos o moldeados en accesorios inyectados
3.13presión por clase (PC)capacidad de diseño para resistir la presión de trabajo hasta una temperatura sostenida de trabajo de 23 °C. Los métodos para determinar la presión por clase se establecen en el apartado 4.7
3.14 tiraje de producciónperiodo de tiempo durante el cual una pieza determinada de equipo de extrusión está produciendo cierto tamaño de tubo
Nota 3: El término “tiraje de producción” no es aplicable para los accesorios fabricados.
3.15 compradorpersona, compañía u organización que adquiere cualquier material o trabajo a ser realizado
9
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
3.16sobrepresiones (Golpe de ariete) recurrentes (cíclicas) (PRS)sobrepresiones (Golpe de ariete) que ocurren frecuentemente y son inherentes al diseño y a la operación del sistema (tales como el arranque o apagado de una bomba y la apertura o cierre normal de una válvula). La sobrepresión recurrente puede ocurrir millones de veces en el tiempo de vida de un sistema de tuberías.
3.17 razón dimensional estándar (SDR)razón dimensional que corresponde a uno de los números en la serie estándar de razones de dimensión que ha sido establecida por la American Society for Testing and Materials, (ASTM F412).
3.18proveedorparte que provee el material o los servicios. Un proveedor puede ser o no ser el fabricante
3.19 golpe de ariete (PS)incremento máximo de presión hidráulica momentánea que sobrepasa la presión de trabajo, que se prevé que ocurra en el sistema como resultado de cambios repentinos en la velocidad del flujo de agua. Para efectos de diseño y selección de productos, este documento considera los siguientes dos tipos de presiones:
a) sobrepresiones recurrentes por golpe de ariete (cíclicos) (PRS)
b) sobrepresión por golpe de ariete transitoria o de emergencia (POS)
Nota 4: Las presiones transitorias (golpe de ariete) ocasionales causadas por operaciones de emergencia de bombas y de válvulas son por lo general severas. El sistema debe ser diseñado para resistir presiones positivas y negativas, causadas por estas operaciones de emergencia. Puede ser que ocurra una separación de la columna de agua si la presión negativa se reduce a la presión de vapor del líquido. La reincorporación de la columna de agua separada por lo general causa un gran aumento de presión, lo cual posiblemente dañará el sistema de tubería. Siempre que sea posible, debe evitarse la separación de la columna de agua.
3.20 temperatura de trabajotemperatura de largo plazo de la pared del tubo durante el servicio. Un aumento de corto plazo en la temperatura de servicio por encima de los 23 °C [73 °F] no requiere del uso de coeficientes de temperatura para el diseño de la tubería.
3.21 presión de trabajo (WP)presión máxima de trabajo sostenida prevista aplicada al tubo excluyendo las sobrepresiones causadas por golpe de ariete.
10
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
4 REQUERIMIENTOS
4.1 Infiltración
La selección del tipo de material de tubería para agua es crítica en ubicaciones donde hay probabilidades de que el tubo esté expuesto a concentraciones importantes de contaminantes compuestos de productos de petróleo de bajo peso molecular, o solventes orgánicos o sus vapores. La investigación documentada ha mostrado que los materiales del tubo (como el polietileno, el poli butileno y Policloruro de Vinilo) y elastómeros (como los que se usan en los empaques de hule) pueden estar sujetos a la infiltración de solventes orgánicos de bajo peso molecular o productos de petróleo. Si un tubo para agua debe atravesar un área contaminada en las condiciones descritas anteriormente o un área sujeta a contaminación, consulte con el fabricante en cuanto a la infiltración de las paredes del tubo, materiales de junta, etc., antes de escoger los materiales a ser usados en esa área.
4.2 Materiales
4.2.1 Materiales
Los productos destinados para tener contacto con agua potable deben ser evaluados, ensayados y certificados que cumplen con la norma ANSI/NSF No 61.
4.2.2 Tubos, acoples, y accesorios fabricados
Los tubos de PVC, acoples y accesorios fabricados deben ser fabricados con resina virgen de PVC que haya sido compuesta para proporcionar propiedades físicas y químicas que sean equivalentes a la clasificación de celda 12454 o superior como se define en ASTM D1784. El tubo y Los accesorios también deben calificar para una Base de Diseño Hidrostático (HDB) de 27,58 MPa a 23 °C de acuerdo a los requisitos de PPI TR-3.
4.2.3 Materiales reprocesados
Materiales limpios reprocesados provenientes de la elaboración de la tubería y/o accesorios de la misma fábrica, pueden ser utilizados por el fabricante para propósitos similares siempre y cuando: (1) la clasificación de celda del material reprocesado sea idéntica al material al cual va a ser agregado; (2) el material reprocesado cumpla con los requisitos aplicables del apartado 4.2 de esta norma: y (3) los productos terminados cumplan con los requisitos de esta norma.
4.2.4 Certificación para servicio de agua potable
Los compuestos y productos de PVC deben ser sometidos a ensayos para diluyente químico y estar certificados como apropiados para servicio de agua potable por una agencia de ensayos acreditada aceptable por el comprador. La base de la certificación debe ser los requisitos especificados en la normativa ANSI/NSF 61.
4.2.5 Empaques y lubricantes
11
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Los empaques y lubricantes que se van a utilizar con la tubería y acoples de PVC y accesorios fabricados, deben estar hechos de materiales que sean compatibles con el tubo, y entre sí cuando se usan juntos. Los empaques y los lubricantes no deben tener efectos adversos sobre la calidad potable del agua que se va a transportar.
4.2.5.1 Empaques elastoméricos
Se debe suplir un empaque en cada campana de los tubos, accesorio y acople. Los empaques elastoméricos deben cumplir con los requisitos de ANTS 23.33.05:15 para aplicaciones a presión alta (150 kPa y mayores).
4.2.6 Recubrimiento de refuerzo para accesorios fabricados
El fabricante puede aplicar un recubrimiento de refuerzo opcional ya sea de PVC o de otro material, para cumplir con los requisitos de esta norma.
4.2.6.1 Resina
La resina usada debe ser de clase comercial, de resina de poliéster no saturado o resina epoxi.
4.2.6.2 Vidrio (Fibra de vidrio)
Los materiales de refuerzo de vidrio deben ser de vidrio tipo “E” comercial en forma de lámina, de mecha continua o de tela en mecha, o una combinación de estas, con un agente de acople que una el refuerzo de vidrio y la resina.
4.3 Requisitos de los Tubos
4.3.1 Calidad del trabajo
La tubería debe ser homogénea en todo su cuerpo y sin grietas visibles, agujeros, incrustaciones, u otros defectos. Como una práctica comercial, la tubería debe ser lo más uniforme posible en color, opacidad, densidad y otras propiedades físicas. Las superficies del tubo deben estar libres de hendiduras y de raspaduras3) importantes. Las superficies de la unión en las espigas de la tubería, de las campanas integrales y campanas reforzadas por manga deberán estar libres de imperfecciones que puedan causar filtraciones o fugas en las uniones.
4.3.2 Dimensiones.
4.3.2.1 Espesor de pared
Las dimensiones y tolerancias del espesor de pared del tubo deben cumplir con los requisitos aplicables enumerados en la Tabla 1 cuando se midan de acuerdo con lo que se especifica en ASTM D2122.
3) Raspaduras que se extienden un 10 % o más en la pared del tubo debe ser consideradas significativas.
12
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
4.3.2.2 Extremos de campana con empaque elastomérico
Las dimensiones de los extremos de campana integral deben cumplir con uno de los siguientes requisitos cuando se midan de acuerdo con lo que se especifica en ASTM D2122:
a. El espesor de la pared de la campana en cualquier punto debe cumplir con la razón dimensional del tubo, excepto en el surco del anillo del empaque anular y de las porciones del borde de entrada de la campana donde la pared tendrá al menos el espesor mínimo de la pared del tubo (Tabla 1).
b. Los diseños que no cumplan con los requisitos del apartado 4.3.2.2(a), deben ser sometidos a ensayos para verificar que los ensamblajes de unión califican para una categoría de base de diseño hidrostático (HDB) de 27,58 MPa [4 000 psi] cuando se ensayen de acuerdo con ASTM D2837 así como en la modificación en ASTM D3139.
4.3.2.3 Longitudes estándar
El tubo debe proveerse en longitud neta colocada estándar de 6,1m ± 25mm [20 pies ± 1 pulg.], a menos que se acuerde de otra manera en el momento de la compra.
4.3.3 Propiedades físicas
4.3.3.1 Presión sostenida
El tubo o el accesorio fabricado no debe fallar, hincharse, explotar o presentar fuga, cuando se ensaya de acuerdo con ASTM D1598, a la presión sostenida aplicable definida en la Tabla 2 cuando se ensayen 6 especímenes por 1 000 h, como se especifica en NTS 23.33.03:15. Se pueden usar tapones ya sea de extremo libre o de extremo restringido que no produzcan fugas a la máxima presión.
4.3.3.2 Presión de ruptura
La resistencia a la ruptura rápida del tubo, incluyendo cualquier extremo de campana integral, debe cumplir con el requisito de presión mínima aplicable indicado en la Tabla 2 cuando se ensayen de acuerdo con las medidas del espécimen y de la muestra, acondicionamiento y a los requisitos del procedimiento incluido en la norma ASTM D1599. Al menos tres de los cinco especímenes deben tener una porción de las marcas requeridas localizadas al menos a un diámetro del tubo de distancia del tapón en un extremo. Para el tubo con extremo de campana, la campana debe estar incluida como parte de al menos dos especímenes de ensayo. La capacidad de obtener la presión hidrostática igual o mayor a los valores de la Tabla 2 en el término de 60-70 s indicará que se pasa este requisito de ensayo.
4.3.3.3 Integridad hidrostática
13
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
El tubo, incluyendo cualquier extremo de campana integral o acople fijado, no debe fallar, hincharse, explotar o presentar fuga, cuando se somete a una presión interna igual a 2,0 veces la presión por clase designada, como se indica en la Tabla 2, para un tiempo de permanencia mínimo de 5 s. Las campanas integrales deben ensayarse con el tubo. Cuando la temperatura del ensayo (la temperatura de la pared del tubo) es mayor que 23°C [73,4 °F], la presión de ensayo puede reducirse aplicando el factor de corrección de temperatura de la Tabla 3. La temperatura del ensayo se calculará midiendo la temperatura en la superficie externa del tubo en el término de 20 min después de que se ha concluido la prueba hidrostática.
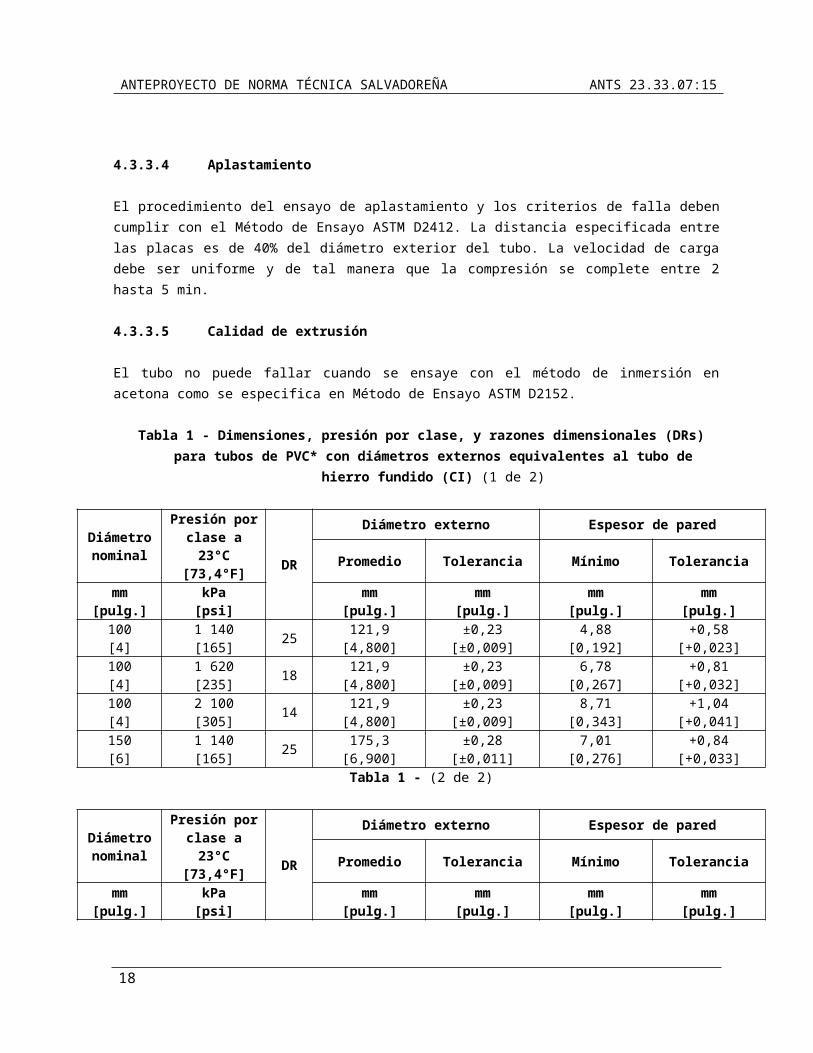
4.3.3.4 Aplastamiento
El procedimiento del ensayo de aplastamiento y los criterios de falla deben cumplir con el Método de Ensayo ASTM D2412. La distancia especificada entre las placas es de 40% del diámetro exterior del tubo. La velocidad de carga debe ser uniforme y de tal manera que la compresión se complete entre 2 hasta 5 min.
4.3.3.5 Calidad de extrusión
El tubo no puede fallar cuando se ensaye con el método de inmersión en acetona como se especifica en Método de Ensayo ASTM D2152.
Tabla 1 - Dimensiones, presión por clase, y razones dimensionales (DRs) para tubos de PVC* con diámetros externos equivalentes al tubo de hierro fundido (CI) (1 de 2)
Diámetro nominal
Presión por clase a 23°C
[73,4°F] DR
Diámetro externo Espesor de pared
Promedio Tolerancia Mínimo Tolerancia
mm [pulg.] kPa [psi] mm [pulg.] mm [pulg.] mm [pulg.] mm [pulg.]
100 [4] 1 140 [165] 25 121,9 [4,800] ±0,23 [±0,009] 4,88 [0,192] +0,58 [+0,023]100 [4] 1 620 [235] 18 121,9 [4,800] ±0,23 [±0,009] 6,78 [0,267] +0,81 [+0,032]100 [4] 2 100 [305] 14 121,9 [4,800] ±0,23 [±0,009] 8,71 [0,343] +1,04 [+0,041]150 [6] 1 140 [165] 25 175,3 [6,900] ±0,28 [±0,011] 7,01 [0,276] +0,84 [+0,033]
Tabla 1 - (2 de 2)
Diámetro nominal
Presión por clase a 23°C
[73,4°F] DR
Diámetro externo Espesor de pared
Promedio Tolerancia Mínimo Tolerancia
mm [pulg.] kPa [psi] mm [pulg.] mm [pulg.] mm [pulg.] mm [pulg.]
150 [6] 1 620 [235] 18 175,3 [6,900] ±0,28 [±0,011] 9,73 [0,383] +0,17 [+0,046]150 [6] 2 100 [305] 14 175,3 [6,900] ±0,28 [±0,011] 12,52 [0,493] +1,50 [+0,059]200 [8] 1 140 [165] 25 229,9 [9,050] ±0,38 [±0,015] 9,19 [0,362] +1,09 [+0,043]200 [8] 1 620 [235] 18 229,9 [9,050] ±0,38 [±0,015] 12,78 [0,503] +1,52 [+0,060]200 [8] 2 100 [305] 14 229,9 [9,050] ±0,38 [±0,015] 16,41 [0,646] +1,98 [+0,078]250 [10] 1 140 [165] 25 281,9 [11,100] ±0,38 [±0,015] 11,28 [0,444] +1,35 [+0,053]250 [10] 1 620 [235] 18 281,9 [11,100] ±0,38 [±0,015] 15,67 [0,617] +1,88 [+0,074]250 [10] 2 100 [305] 14 281,9 [11,100] ±0,38 [±0,015] 20,14 [0,793] +2,41 [+0,095]
14
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
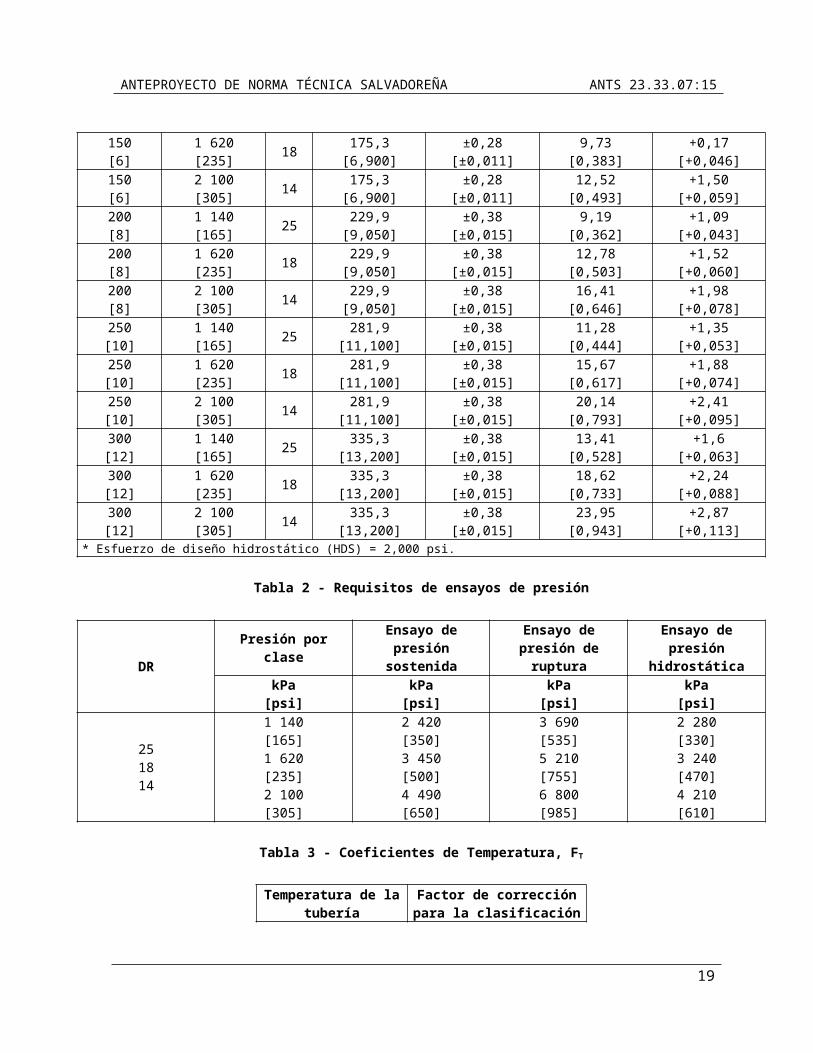
300 [12] 1 140 [165] 25 335,3 [13,200] ±0,38 [±0,015] 13,41 [0,528] +1,6 [+0,063]300 [12] 1 620 [235] 18 335,3 [13,200] ±0,38 [±0,015] 18,62 [0,733] +2,24 [+0,088]300 [12] 2 100 [305] 14 335,3 [13,200] ±0,38 [±0,015] 23,95 [0,943] +2,87 [+0,113]
* Esfuerzo de diseño hidrostático (HDS) = 2,000 psi.
Tabla 2 - Requisitos de ensayos de presión
DRPresión por clase
Ensayo de presión sostenida
Ensayo de presión de ruptura
Ensayo de presión hidrostática
kPa [psi] kPa [psi] kPa [psi] kPa [psi]251814
1 140 [165]1 620 [235]2 100 [305]
2 420 [350]3 450 [500]4 490 [650]
3 690 [535]5 210 [755]6 800 [985]
2 280 [330]3 240 [470]4 210 [610]
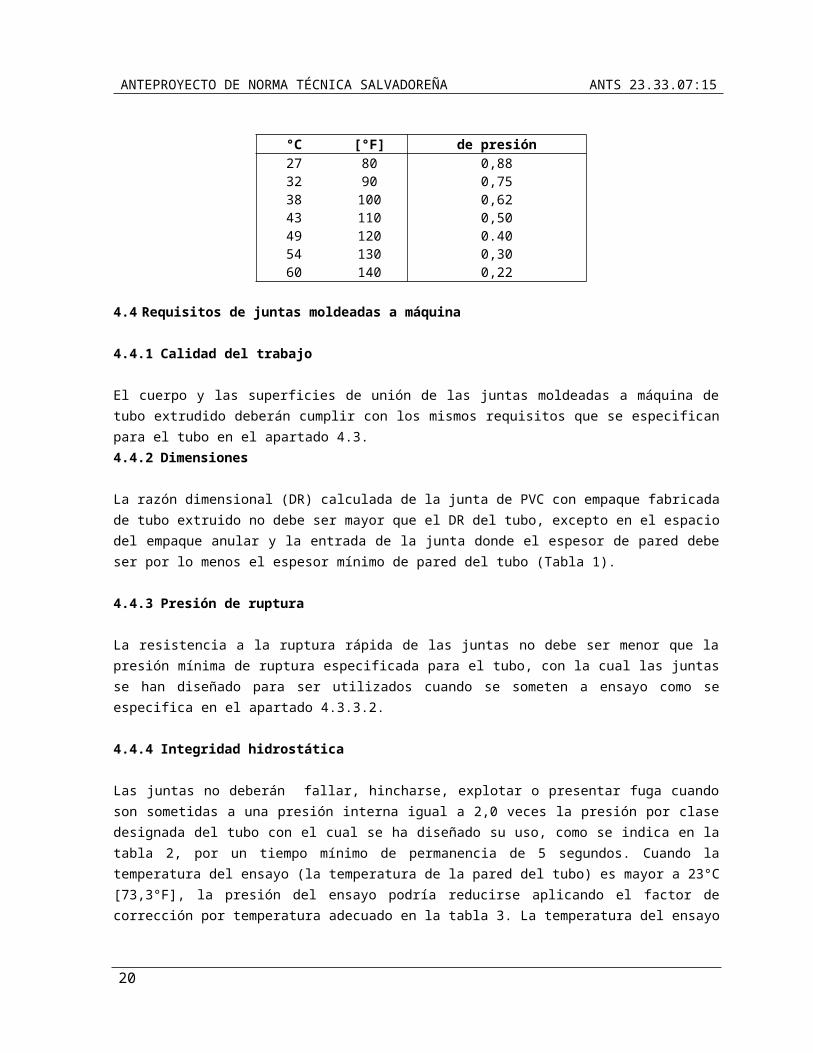
Tabla 3 - Coeficientes de Temperatura, FT
Temperatura de la tubería
Factor de correcciónpara la clasificación de
presión°C [°F]27323843495460
8090
100110120130140
0,880,750,620,500.400,300,22
4.4 Requisitos de juntas moldeadas a máquina
4.4.1 Calidad del trabajo
El cuerpo y las superficies de unión de las juntas moldeadas a máquina de tubo extrudido deberán cumplir con los mismos requisitos que se especifican para el tubo en el apartado 4.3.4.4.2 Dimensiones
La razón dimensional (DR) calculada de la junta de PVC con empaque fabricada de tubo extruido no debe ser mayor que el DR del tubo, excepto en el espacio del empaque anular y la entrada de la junta donde el espesor de pared debe ser por lo menos el espesor mínimo de pared del tubo (Tabla 1).
4.4.3 Presión de ruptura
La resistencia a la ruptura rápida de las juntas no debe ser menor que la presión mínima de ruptura especificada para el tubo, con la cual las juntas se han diseñado para ser utilizados cuando se someten a ensayo como se especifica en el apartado 4.3.3.2.
4.4.4 Integridad hidrostática
15
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Las juntas no deberán fallar, hincharse, explotar o presentar fuga cuando son sometidas a una presión interna igual a 2,0 veces la presión por clase designada del tubo con el cual se ha diseñado su uso, como se indica en la tabla 2, por un tiempo mínimo de permanencia de 5 segundos. Cuando la temperatura del ensayo (la temperatura de la pared del tubo) es mayor a 23°C [73,3°F], la presión del ensayo podría reducirse aplicando el factor de corrección por temperatura adecuado en la tabla 3. La temperatura del ensayo se calculará tomando lecturas de la superficie externa de las juntas en el término de 20 minutos después de que ha concluido los ensayos de presión.
4.4.5 Cantidades estándar
Si las juntas con empaques de hule o elastoméricos se van a utilizar como el método principal para la unión de tubos, se debe proporcionar una de dichas juntas de un correspondiente diámetro y clase de presión con cada espiga de los tubos.
4.5 Requisitos de los accesorios fabricados
4.5.1 Calidad del trabajo
Los accesorios se fabricarán de tubo de PVC que cumpla con los requisitos de esta Norma. Los segmentos de tubo componente y las uniones entre ellos deben estar libres de vacíos, grietas, orificios, inclusiones u otros defectos visibles. Las superficies de unión de las espigas y campanas deben estar libres de imperfecciones que puedan causar fugas o filtraciones. Cuando los segmentos se unan utilizando cemento solvente, el procedimiento debe cumplir con la práctica estándar para realizar uniones de presión de acuerdo a la Práctica ASTM D2855.
4.5.2 Dimensiones
4.5.2.1 Segmento (Barril) del accesorio
El borde de los segmentos unidos de cada accesorio fabricado tendrá la misma razón dimensional.
4.5.2.2 Configuraciones estándar
Las configuraciones estándar incluirán los ángulos acostumbrados para las conexiones derivadas o codos. Las derivaciones o codos con ángulos no acostumbrados pueden ser especificados. Las longitudes de los tramos serán los mínimos prácticos para el método de fabricación, a menos que se especifique de otra manera.
4.5.2.3 Refuerzo de uniones de cemento solvente
Los segmentos de accesorios unidos por cemento solvente se diseñarán sobre la base de una resistencia máxima al corte de traslape de la unión de cemento solvente de 6,2 MPa [900 psi]. El refuerzo con algún recubrimiento no debe ser considerado en el diseño de la unión de cemento solvente.
16
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
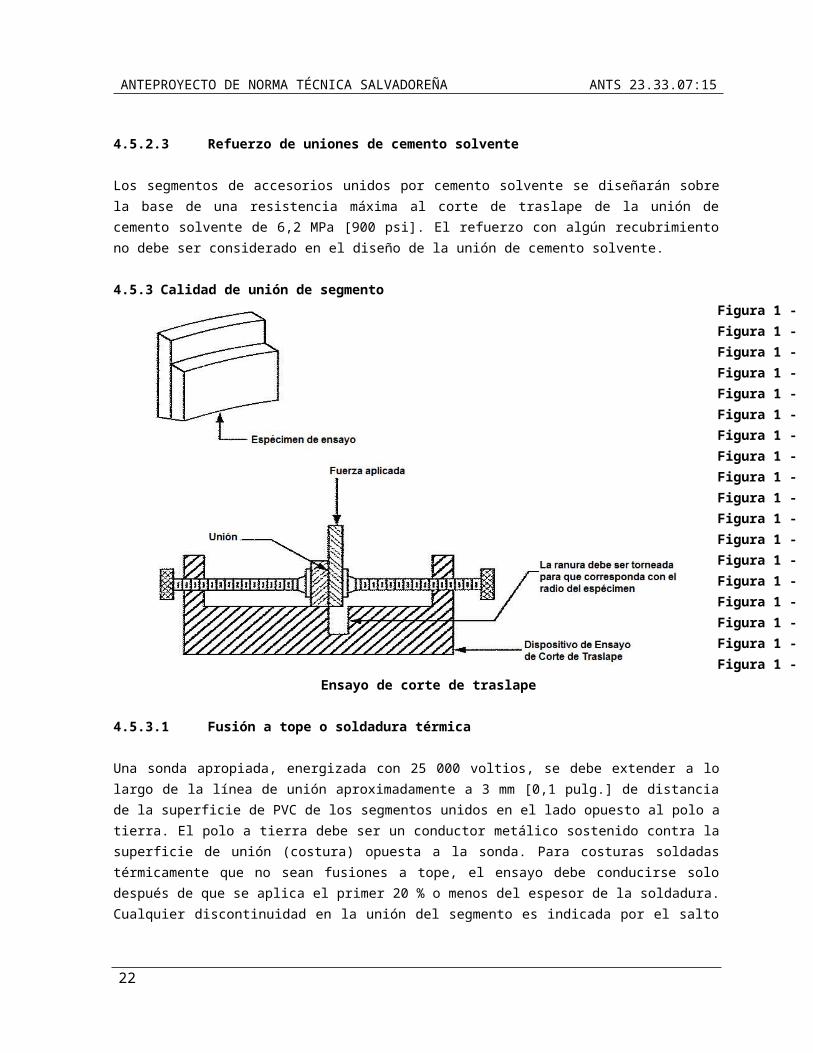
4.5.3 Calidad de unión de segmentoFigura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -Figura 1 -
Ensayo de corte de traslape
4.5.3.1 Fusión a tope o soldadura térmica
Una sonda apropiada, energizada con 25 000 voltios, se debe extender a lo largo de la línea de unión aproximadamente a 3 mm [0,1 pulg.] de distancia de la superficie de PVC de los segmentos unidos en el lado opuesto al polo a tierra. El polo a tierra debe ser un conductor metálico sostenido contra la superficie de unión (costura) opuesta a la sonda. Para costuras soldadas térmicamente que no sean fusiones a tope, el ensayo debe conducirse solo después de que se aplica el primer 20 % o menos del espesor de la soldadura. Cualquier discontinuidad en la unión del segmento es indicada por el salto de un arco (chisporroteo) desde la punta de la sonda y será causa de rechazo del accesorio hasta el momento en que la soldadura se repare.
4.5.3.2 Calidad de adherencia del cemento solvente
Los especímenes para los ensayos de corte de traslape serán preparados de conformidad con los requisitos de ASTM D2564, excepto como se modifique en esta norma. Los especímenes de ensayo serán obtenidos de una unión de cemento solvente de una muestra producida uniendo con cemento solvente, dos segmentos de tubo idénticos a los que se van a usar para fabricar los accesorios. Después de al menos 72 horas del tiempo de curado del cemento solvente a 23°C ± 2°C (73,4°F ± 3,6°F), se deben someter a ensayo tres especímenes por junta de segmento. Cada espécimen será una sección de la unión de segmento que mide aproximadamente 25 mm x 50 mm (1 pulg. x 2 pulg.) y no incluirá ningún recubrimiento de refuerzo. Una porción de cada espécimen de ensayo se torneará
17
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
como sea necesario para obtener un espécimen similar al que se muestra en la Figura 1. Después de colocar el espécimen en un dispositivo de ensayo similar al que se muestra en la Figura 1, aplique la fuerza a una velocidad de corte de 1,25 mm/min (0,05 pulg./min). La resistencia mínima promedio del corte de traslape de los tres especímenes deberá ser de 6,2 MPa (900 psi).
Nota 5: Cuando se utilicen dispositivos de sujeción de uniones para controlar movimientos de empuje de los accesorios fabricados, consulte con el fabricante de los accesorios para determinar las limitaciones de empuje de tensión para los tamaños específicos, configuraciones, y clases de presión especificadas.
4.5.4 Prueba de presión
El accesorio fabricado no debe no debe fallar, hincharse, explotar o presentar filtraciones, cuando se somete a una presión interna igual a 2,0 veces la presión por clase mostrada en la tabla 2 por un mínimo de 2 horas.
4.6 Requisitos de juntas
El tubo con extremo de campana, los acoples y los accesorios diseñados para realizar juntas de PVC utilizando empaques elastoméricos, para ejercer el sello de presión deben ser sometidos a ensayo como juntas ensambladas y deben cumplir con los requisitos especificados en ASTM D3139. (Estos son requisitos de aprobación del ensayo para determinar el diseño apropiado y el rendimiento de especímenes de juntas).
4.7 Designaciones de presión por clase
4.7.1 Presión por clase
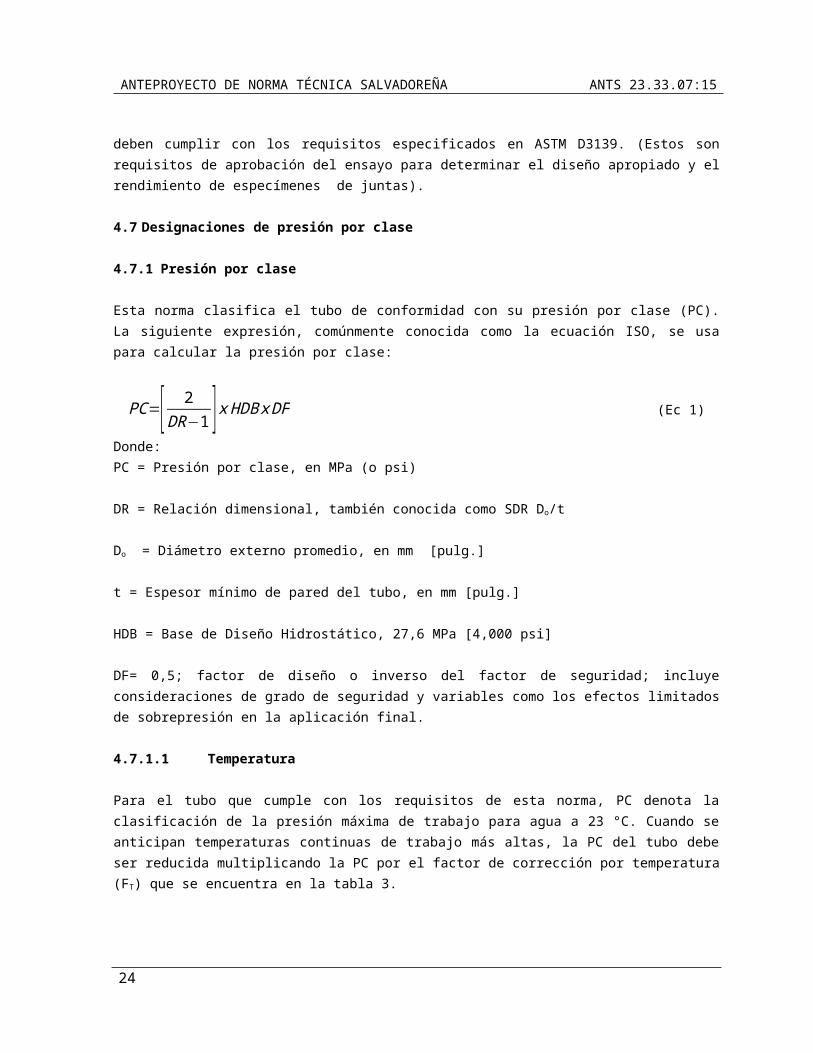
Esta norma clasifica el tubo de conformidad con su presión por clase (PC). La siguiente expresión, comúnmente conocida como la ecuación ISO, se usa para calcular la presión por clase:
PC=[ 2DR−1 ] x HDB x DF (Ec 1)
Donde:PC = Presión por clase, en MPa (o psi)
DR = Relación dimensional, también conocida como SDR Do/t
Do = Diámetro externo promedio, en mm [pulg.]
t = Espesor mínimo de pared del tubo, en mm [pulg.]
HDB = Base de Diseño Hidrostático, 27,6 MPa [4,000 psi]
DF= 0,5; factor de diseño o inverso del factor de seguridad; incluye consideraciones de grado de seguridad y variables como los efectos limitados de sobrepresión en la aplicación final.
18
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
4.7.1.1 Temperatura
Para el tubo que cumple con los requisitos de esta norma, PC denota la clasificación de la presión máxima de trabajo para agua a 23 °C. Cuando se anticipan temperaturas continuas de trabajo más altas, la PC del tubo debe ser reducida multiplicando la PC por el factor de corrección por temperatura (FT) que se encuentra en la tabla 3.
4.7.1.2 Presión máxima
En todos los casos la presión de trabajo máxima prevista no puede exceder la presión por clase del tubo multiplicada por el factor de corrección por temperatura.
WP < PC x FT (Ec 2)
4.7.1.3 Clasificaciones de la presión por clase
Las clasificaciones de presión por clase para tubo descritas en esta norma se muestran en la Tabla 1. Los valores de PC incluidos en la tabla son las clasificaciones máximas de presión de trabajo del tubo calculadas y clasificadas de acuerdo con esta norma. Estas presiones asumen que el tubo no será sometido a golpes de ariete o transientes hidráulicos, cuyas presiones excedan la presión de trabajo como se define en el apartado 4.7.1.4 y la temperatura sostenida de trabajo del tubo es igual o menor que 23 °C.
4.7.1.4 Asignación de sobrepresión por golpe de ariete
Las ediciones anteriores de esta norma han incluido una asignación genérica de sobrepresión por golpe de ariete o capacidad de sobrepresiones ocasionales equivalentes a un cambio de velocidad de 0,6 m/s [2 pies/s]. Esta edición de la norma ha eliminado esta asignación de sobrepresiones por golpe de ariete para poder cubrir los dos tipos de sobrepresiones por golpe de ariete: ocasional y recurrente. Estos cambios se realizan para permitir al usuario analizar las condiciones de sobrepresiones específicas a su proyecto.
4.7.1.4.1 Las sobrepresiones ocasionales (POS) es un parámetro típico de diseño para la mayoría de los sistemas de agua. Matemáticamente, la sobrepresión ocasional es un concepto simple que es fácilmente acomodado por el uso de las clasificaciones de presión de corto plazo o capacidades de sobrepresión ocasional mostradas en la Tabla 4.
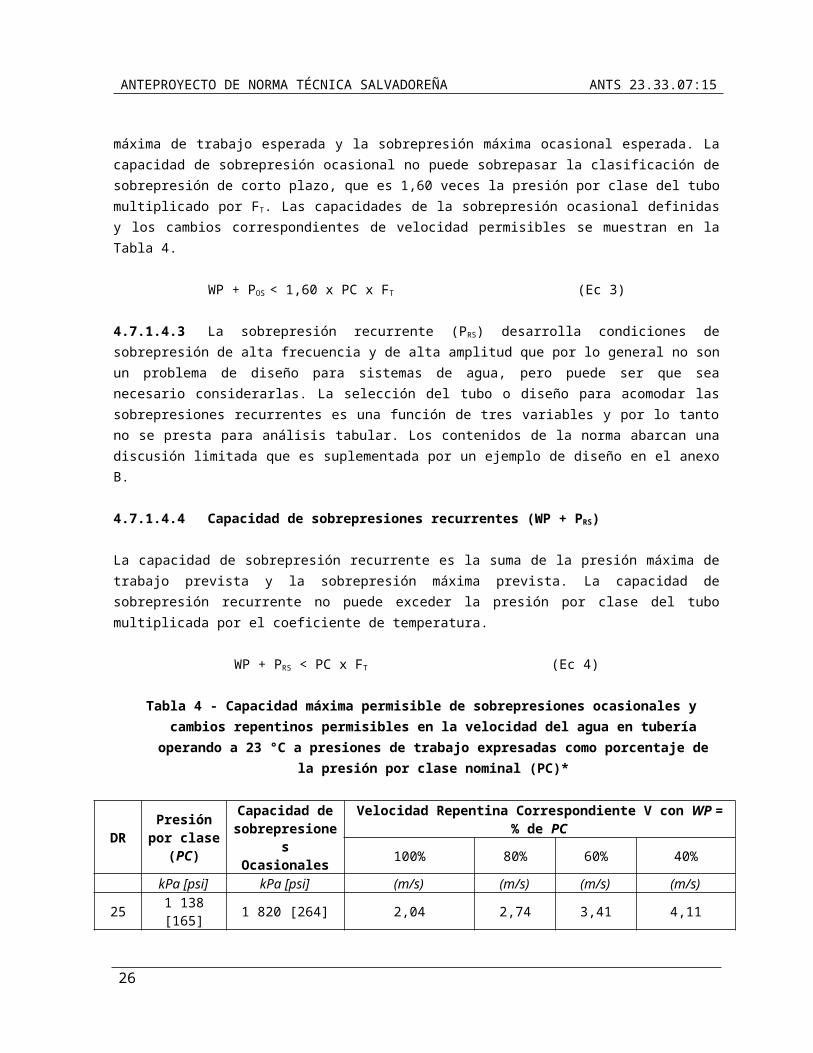
4.7.1.4.2 La capacidad de sobrepresiones ocasionales (WP + POS) o clasificación de sobrepresiones de corto plazo es la suma de la presión máxima de trabajo esperada y la sobrepresión máxima ocasional esperada. La capacidad de sobrepresión ocasional no puede sobrepasar la clasificación de sobrepresión de corto plazo, que es 1,60 veces la presión por clase del tubo multiplicado por FT. Las capacidades de la sobrepresión ocasional definidas y los cambios correspondientes de velocidad permisibles se muestran en la Tabla 4.
WP + POS < 1,60 x PC x FT (Ec 3)
19
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
4.7.1.4.3 La sobrepresión recurrente (PRS) desarrolla condiciones de sobrepresión de alta frecuencia y de alta amplitud que por lo general no son un problema de diseño para sistemas de agua, pero puede ser que sea necesario considerarlas. La selección del tubo o diseño para acomodar las sobrepresiones recurrentes es una función de tres variables y por lo tanto no se presta para análisis tabular. Los contenidos de la norma abarcan una discusión limitada que es suplementada por un ejemplo de diseño en el anexo B.
4.7.1.4.4 Capacidad de sobrepresiones recurrentes (WP + PRS)
La capacidad de sobrepresión recurrente es la suma de la presión máxima de trabajo prevista y la sobrepresión máxima prevista. La capacidad de sobrepresión recurrente no puede exceder la presión por clase del tubo multiplicada por el coeficiente de temperatura.
WP + PRS < PC x FT (Ec 4)
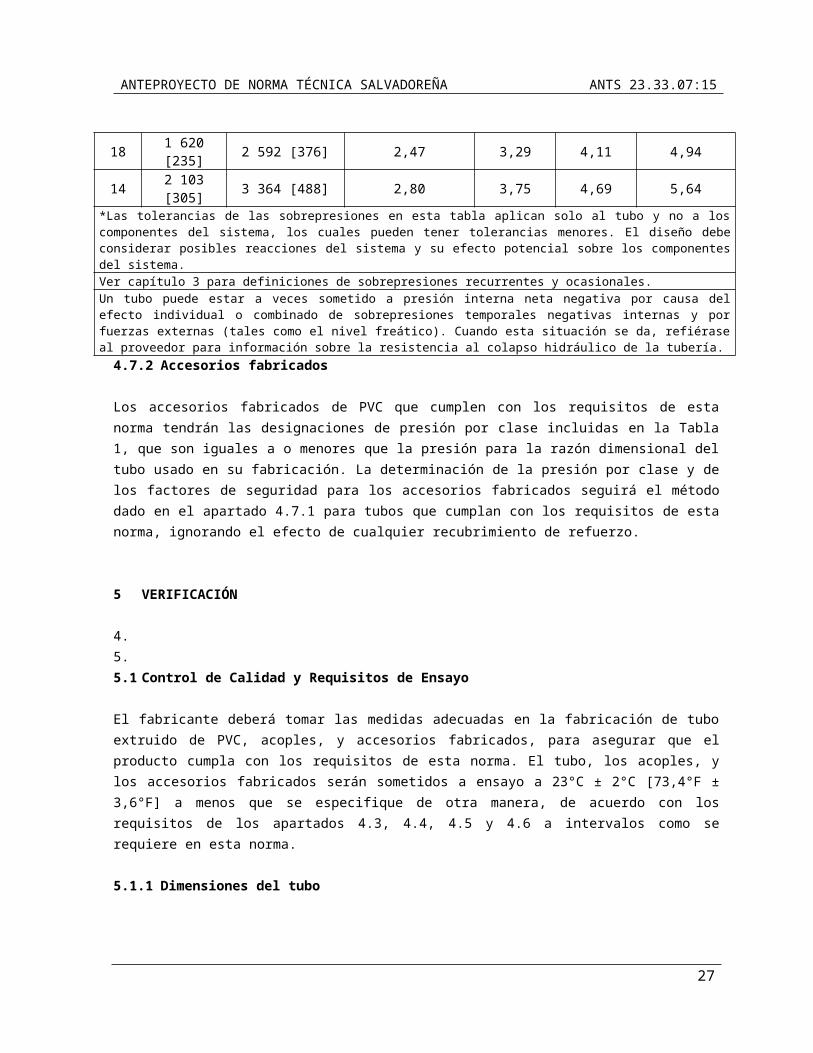
Tabla 4 - Capacidad máxima permisible de sobrepresiones ocasionales y cambios repentinos permisibles en la velocidad del agua en tubería operando a 23 °C a presiones de trabajo
expresadas como porcentaje de la presión por clase nominal (PC)*
DRPresión por
clase(PC)
Capacidad desobrepresiones
Ocasionales
Velocidad Repentina Correspondiente V con WP = % de PC
100% 80% 60% 40%
kPa [psi] kPa [psi] (m/s) (m/s) (m/s) (m/s)25 1 138 [165] 1 820 [264] 2,04 2,74 3,41 4,1118 1 620 [235] 2 592 [376] 2,47 3,29 4,11 4,9414 2 103 [305] 3 364 [488] 2,80 3,75 4,69 5,64
*Las tolerancias de las sobrepresiones en esta tabla aplican solo al tubo y no a los componentes del sistema, los cuales pueden tener tolerancias menores. El diseño debe considerar posibles reacciones del sistema y su efecto potencial sobre los componentes del sistema.Ver capítulo 3 para definiciones de sobrepresiones recurrentes y ocasionales.Un tubo puede estar a veces sometido a presión interna neta negativa por causa del efecto individual o combinado de sobrepresiones temporales negativas internas y por fuerzas externas (tales como el nivel freático). Cuando esta situación se da, refiérase al proveedor para información sobre la resistencia al colapso hidráulico de la tubería.
4.7.2 Accesorios fabricados
Los accesorios fabricados de PVC que cumplen con los requisitos de esta norma tendrán las designaciones de presión por clase incluidas en la Tabla 1, que son iguales a o menores que la presión para la razón dimensional del tubo usado en su fabricación. La determinación de la presión por clase y de los factores de seguridad para los accesorios fabricados seguirá el método dado en el apartado 4.7.1 para tubos que cumplan con los requisitos de esta norma, ignorando el efecto de cualquier recubrimiento de refuerzo.
5 VERIFICACIÓN
1.4 Control de Calidad y Requisitos de Ensayo
20
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
El fabricante deberá tomar las medidas adecuadas en la fabricación de tubo extruido de PVC, acoples, y accesorios fabricados, para asegurar que el producto cumpla con los requisitos de esta norma. El tubo, los acoples, y los accesorios fabricados serán sometidos a ensayo a 23°C ± 2°C [73,4°F ± 3,6°F] a menos que se especifique de otra manera, de acuerdo con los requisitos de los apartados 4.3, 4.4, 4.5 y 4.6 a intervalos como se requiere en esta norma.
5.1.1 Dimensiones del tubo
Las dimensiones del tubo producido de cada lote de extrusión, y la campana o campana con manga reforzada del tubo con cada uno de esos extremos, será medida de acuerdo con el apartado 4.3.2 al principio de la producción de cada material específico y de cada tamaño. Por lo tanto, un espécimen de cada lote de extrusión debe medirse cada hora.
5.1.2 Dimensiones de los acoples
Las dimensiones de los acoples fabricados serán medidos de acuerdo con el apartado 4.4.2 al principio de la producción de cada material específico y de cada tamaño. A partir de ahí, cada hora se medirá un espécimen.
5.1.3 Presión sostenida
Al principio de un tiraje de producción y posteriormente de manera semestral, los especímenes de tubo de 100 mm [4 pulg.] o 150 mm [6 pulg.] y de 200 mm [8 pulg.] o de tubos de mayor diámetro que son fabricados de cada compuesto comercial para tubos de PVC a presión (es decir, material) serán ensayados de acuerdo con el apartado 4.3.3.1 (Estos ensayos son para aprobación del compuesto y del proceso de extrusión, no para control de calidad del producto.)
5.1.4 Resistencia del tubo a la ruptura
La resistencia del tubo a la ruptura rápida para cada producción de cada tiraje de extrusión será ensayada de acuerdo al apartado 4.3.3.2, al principio de un tiraje de producción de cada material específico y cada diámetro. A partir de ahí, se ensayará un espécimen de cada tiraje de extrusión cada 24 h.
5.1.5 Resistencia del acople a la ruptura
La resistencia de los acoples fabricados a la ruptura rápida será sometida a ensayo de acuerdo con el apartado 4.4.3, al principio de un tiraje de producción de cada material específico y cada diámetro. A partir de ahí, se ensayará un espécimen cada 8 horas.
5.1.6 Capacidad de aplastamiento
La capacidad de aplastamiento del tubo se ensayará de acuerdo con el apartado 4.3.3.4 al principio de un tiraje de producción de cada lote de extrusión para cada material específico y cada diámetro. El ensayo será ejecutado inmediatamente después de cualquier cambio realizado en el establecimiento
21
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
de condiciones de funcionamiento que pudieran afectar la calidad de la extrusión. A partir de ahí, se ensayará un espécimen de cada lote de extrusión cada 8 horas.
5.1.7 Calidad de extrusión
El tubo producido de cada lote de extrusión será sometido a ensayo de acuerdo con el apartado 4.3.3.5 al principio de un tiraje de producción de cada lote de extrusión para cada material específico y cada diámetro. El ensayo será ejecutado inmediatamente después de cualquier cambio realizado en el establecimiento de condiciones de funcionamiento que pudieran afectar la calidad de la extrusión.
5.1.8 Fusión del segmento del accesorio
Cada accesorio fabricado usando el método de unión de segmentos de fusión de tope o termo fusión será ensayado de acuerdo con el apartado. 4.5.3.1.
5.1.9 Calidad de la unión mediante cemento solvente de los segmentos de los accesorios
Donde se utilice cemento solvente para unir segmentos de accesorios, la calidad de la unión se ensayará de acuerdo con el apartado 4.5.3.2 al inicio y una vez cada 200 accesorios producidos usando este procedimiento. El ensayo también será requerido cuando se cambia el cemento solvente de PVC, la marca o la preparación de la superficie utilizados en el proceso, antes de cualquier fabricación de accesorio utilizando el/los producto(s) alternativo(s). El no cumplimiento de los requisitos del apartado 4.5.3.2 o apartado 4.5.4 resultará en el rechazo o en el ensayo de los accesorios fabricados desde la última prueba exitosa.
5.1.10 Ensayos de presión de los accesorios fabricados
5.1.10.1 Ensayo de aprobación de presión
Para un lote de producción específico y siempre que el proceso de tiraje de producción se cambia, se someterá un espécimen de accesorio fabricado representativo a un ensayo de presión continua de acuerdo con el apartado. 4.3.3.1. Un espécimen representativo será la configuración de accesorio más críticamente sometida a esfuerzo.
Nota 6: Los esfuerzos críticos por lo general ocurren cuando los segmentos de los accesorios están unidos.
5.1.10.2 Ensayo de presión de control de calidad
Cada tamaño y configuración de accesorio debe ser sometido a ensayo una vez cada 50 accesorios de la misma configuración producida o cuando el proceso de fabricación cambia.5.1.11 Disposición para falla del ensayo
Cuando cualquier producto de PVC no cumple con un requisito específico de esta norma o en la norma referenciada, se realizarán ensayos adicionales para determinar cuáles productos son
22
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
aceptables de aquellos producidos desde el último ensayo favorable. Los productos que no cumplen con ningún requerimiento deben ser rechazados.
5.1.12 Ensayo hidrostático para el tubo
Cada tramo de tubo será ensayado de acuerdo con el apartado 4.3.3.3.
5.1.13 Ensayo hidrostático para acoples fabricados
Cada acople fabricado será sometido a ensayo hidrostático por separado de acuerdo con el apartado 4.4.4.
5.1.14 Frecuencia de ensayos opcionales
El comprador o el proveedor pueden permitir al fabricante realizar ensayos hidrostáticos para tubos o acoples a frecuencias de ensayo diferentes de las requeridas en los apartados 5.1.12 y 5.1.13. Cada comprador en la cadena de distribución será notificado si se usa esta opción.
5.1 Registros de Control de Calidad
El fabricante mantendrá, por un periodo de no menos dos años, un registro de ensayos de control de calidad y, si se solicita, se entregará el registro pertinente al comprador.
5.2 Inspección de la Planta
5.3.1 Acceso a la plantaEl inspector del comprador tendrá acceso en horas razonables a las zonas de la planta de un fabricante que sean necesarias para asegurar que los productos cumplan con los requisitos.
5.3.2 Responsabilidad para la conformidad
La inspección de la planta por el comprador o la omisión de dichas inspecciones no eximen al fabricante de la responsabilidad de proporcionar materiales que cumplan con los requisitos aplicables de esta norma.
6 ENTREGA
6.1 Rotulado
6.1.1 General
23
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
El tubo, los acoples, y los accesorios tendrán rotulado de identificación que permanecerán siendo legibles durante la manipulación, el almacenamiento y la instalación normales. El rotulado se imprimirá de una manera que no reducirá la resistencia de ningún producto descrito por esta norma.
6.1.2 Tubo
El rotulado en el tubo incluirá lo siguiente y se aplicarán a intervalos de no más de 1,5 m [5 pies]:
a) Diámetro nominal en mm y sistema del diámetro externo (por ejemplo, 4 CI),
b) PVC,
c) Relación dimensional (por ejemplo, DR 25),
d) Presión por clase AWWA (por ejemplo, PC 165),
e) Ensayo de presión para tubo (por ejemplo, T330) o si no está ensayado, “NO SOMETIDO A ENSAYO HIDROSTÁTICO”,
f) Número de designación NTS para esta norma (NTS 23.33.07:15),
g) Nombre o marca comercial de fabricante y registro de tiraje de producción o código de lote.
h) Sello (marca) del laboratorio que verifique la idoneidad del material del tubo para servicio de agua potable. (Ver 4.2.4).
6.1.3 Acoples y accesorios fabricados
Las marcas en acoples y en accesorios fabricados incluirán lo siguiente:
a) Diámetro nominal de la base y ángulo de deflexión si aplica (por ejemplo, 200 mm x 100 mm o 200 mm a 45°),
b) PVC,
c) Presión por clase AWWA (por ejemplo, PC 165),
d) Número de designación NTS para esta norma (NTS 23.33.07:15),
e) Nombre o marca comercial de fabricante,
f) Sello (marca) del laboratorio que verifique la idoneidad del material del tubo para servicio de agua potable. (Ver 4.2.4).
6.2 Envío y Entrega
6.2.1 Envío
24
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
El tubo, los acoples, y los accesorios fabricados deberán estar preparados para el envío comercial estándar, a menos que el comprador lo requiera de otra manera.
6.2.2 Entrega
El tubo, los acoples, y los accesorios fabricados que no cumplan con los requisitos aplicables de esta norma o que estén dañados cuando se reciben, serán reemplazados por el fabricante o el proveedor en el punto de entrega acordado.
6.3 Declaración Jurada de Conformidad
El fabricante proporcionará, si así lo especifica el comprador, una declaración jurada de que los materiales entregados cumplen con los requisitos de esta norma y del comprador.
ANEXO A
(Informativo)
Sobrepresiones recurrentes (cíclicas). Figuras y ejemplo de diseño
A1 Discusión
El diseño de sobrepresiones cíclicas se presenta en términos de ciclos permisibles a la falla como la cantidad a la cual se aplica el factor de seguridad. El factor de seguridad en los ciclos a la falla es de 2,0 (correspondiente a un factor de diseño de 0,5)
El diseño de sobrepresiones cíclica es una función de tres variables: esfuerzo medio (promedio), amplitud del esfuerzo, y número de ciclos a la falla:
25
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
1. De la Figura A.1, “esfuerzo medio (promedio)” es la tensión tangencial causada por la presión estática de trabajo en el tubo. La sobrepresión variará cíclicamente por encima y por debajo de este valor.
2. También de la Figura A.1, la “Amplitud de esfuerzo” es el aumento en el esfuerzo tangencial causada por la sobrepresión cíclica.
3. El “Número de ciclos a la falla” es el valor determinado en la Figura A.2. Este valor debe ser al menos igual al factor de seguridad multiplicado por el número anticipado de ciclos de sobrepresión.
A2 Ejemplo de diseño
Condiciones del proyecto (como lo determina el diseñador):
Diámetro del tubo = 200 mm [8 pulg.].
Presión de trabajo (WP) = 160 psi
Sobrepresión recurrente
Ciclos anticipados por día = 55
Factor de seguridad en número de ciclos = 2,0
Tiempo previsto de vida útil: 50 años
Sobrepresión recurrente anticipada (PRS) = ± 30 psi
Sobrepresión ocasional
Cambio súbito ocasional anticipado en la velocidad del flujo = 2,13 m/s [7 pies/s]Temperatura de operación sostenida = 60°F
Relación dimensional de tubo:
Probar con DR 18
PC = 1620 kPa (235 psi) (Tabla 1)
Sobrepresión ocasional por un cambio súbito de flujo de 0,31 m/s [1 pie/s] es de 120 kPa (17,4 psi). (Referencia: Manual AWWA M23, Tubo de PVC—Diseño e Instalación)
Análisis:
Paso 1: Verificar las consideraciones de temperatura.
26
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
La temperatura de operación no excede los 23°C (73°F).
FT = 1 (Tabla 3)
Por lo tanto, la reducción del valor de la presión no es necesaria, PC = 1620 kPa (235 psi)
Paso 2: Verificar presión de trabajo operativa versus la presión por clase de la tubería.
Presión de trabajo operativa: 1103 kPa (160 psi)
La presión de trabajo no puede sobrepasar la presión permisible de PC × FT (Ec 2)
Presión permisible = 1 620 kPa x 1,00 (235 psi x 1,00) =1 620 kPa > 1103 kPa (235 psi >160 psi) presión de trabajo
Resultado: DR 18 OK para esta presión de trabajo
Paso 3: Verificar capacidad de sobrepresiones ocasionales, WP + POS
Sobrepresión ocasional anticipada, POS = 120 kPa / (0,31 m/s) x 2,13 m/s = 841 kPa [17,4 psi / (1 pie/s) x 7 pie/s = 122 psi]
Sobrepresión ocasional anticipada, WP + POS = 1 103 kPa + 841 kPa = 1 944 kPa (160 psi + 122 psi = 282 psi)
Capacidad de sobrepresión ocasional permisible, 1,60 x PC x FT (Ec 3) = 1,60 x 1 620 kPa x 1 = 2 592 kPa (1.60 x 235 psi x 1 = 376 psi)
Verificación de lo permisible versus lo anticipado
2 592 kPa > 1 944 kPa anticipado (376 psi > 282 psi anticipado)
Resultado: DR 18 OK para sobrepresiones ocasionales
Paso 4: Verificar la capacidad de sobrepresiones l recurrentes, WP + PRS
Presiones de diseño:
Presión máxima de diseño, Pmax = (WP + PRS) = 1 103 kPa + 207 kPa (160 psi + 30 psi) = 1 310 kPa (190 psi)
Presión mínima de diseño, Pmin = (WP - PRS) = 1 103 kPa – 207 kPa (160 psi - 30 psi) = 896 kPa (130 psi)
Esfuerzos de diseño:
27
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Tensión tangencial media (Figura A.1) = (Pmax + Pmin) (DR – 1)/4 = (1 310 kPa + 896 kPa) (18 -1)/4 = 9 376 kPa, o = (190 psi + 130 psi) (18 – 1)/4 = 1,360 psi
Amplitud del esfuerzo (Figura A.1) = (Pmax - Pmin) (DR – 1)/4 = (1 310 kPa - 896 kPa) (18 -1)/4 = 1 760 kPa, o = (190 psi - 130 psi) (18 – 1)/4 = 255 psi
Número de ciclos:
Número anticipado de ciclos = (# ciclos/día) x (365 días/año) x (Tiempo de vida Previsto en Años) = 55 x 365 x 50 = 1,0E+06 ciclos
Factor de seguridad = 2,0
Número requerido de ciclos = 2 X 1,0E+06
Número real de ciclos hasta el fallo (Figura A.2) = 2,1E+07 ciclos
Verificar ciclos permisibles versus ciclos requeridos
Ciclos 2,1E+07 permisibles > 2,1E+06 Ciclos requeridos
Resultado: DR 18 OK para caudal recurrente
Conclusión: El tubo DR 18 es adecuado para las condiciones previstas.
28
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Figura A1 - Ilustración de términos de esfuerzo
29
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Figura A2 -
urvas cíclicas previstas
30
ANTEPROYECTO DE NORMA TÉCNICA SALVADOREÑA ANTS 23.33.07:15
Bibliografía
[1] ANSI/AWWA C900 Polyvinyl Chloride (PVC) Pressure Pipe and Fabricated Fittings, 4 in. through 12 in. (100 mm through 300 mm), for Water Transmission and Distribution.
[2] ANSI/AWWAC605 Underground Installation of Polyvinyl Chloride (PVC) Pressure Pipe and Fittings for Water
[3] ANSI/AWWAC905 Polyvinyl Chloride (PVC) Pressure Pipe and Fabricated Fittings, 14 in. through 48 in. (350 mm through 1,200 mm), for Water Transmission and Distribution.
[4] ANSI/AWWAC907 Injection-Molded Polyvinyl Chloride (PVC) Pressure Fittings, 4 In. Through 12 in. (100 mm through 300 mm), for Water Distribution.
[5] ANSI/AWWA Manual M23, PVC Pipe Design and Installation, second edition, AWWA, Denver, Col. (2002).
31
Organismo Salvadoreño de Normalización [OSN]1ª Calle Poniente y Final 41 Av. Norte No. 18.Colonia Flor Blanca. San Salvador. El Salvador. C.A.
NTS 23.33.07:15
ICS 23.040.20
© Derechos Reservados – 2015