3/& 0rgxoduhv - sena. · pdf file• bcd entradas y salidas. • entradas de...
TRANSCRIPT

LOS PLC EN LOS SISTEMAS SCADA
PLC Modulares
Programa de Formación SENA, 2013.

• Presentación.• ¿Qué es un PLC?• Clasificación de los PLC.• PLC modulares.• Especificación de algunos módulos.• Ciclo de funcionamiento de un PLC.• Lenguajes de programación de los PLC.• Para repasar.• Referencias.• Créditos.
Contenidos
Clic en la imagen.
Sauguro es el personaje que le acompañará en el proceso de aprendizaje que está a punto de iniciar ¿Desea conocer quién es Sauguro y por qué está interesado, al igual que usted en tomar este programa de formación? De ser así, haga clic en el siguiente enlace:
Presentación
Resultado de aprendizaje:Comprender la importancia de la implementación de los PLC en soluciones de calidad para procesos industriales.
Conocimientos de concepto: PLC modulares, PLC de gama alta, Módulos, Programación de los PLC.
Conocimientos de proceso:Diferenciar un PLC compacto de uno modular. Establecer las características de un PLC de gama alta. Comprender la naturaleza y configuración de un PLC modular. Programar PLC de manera efectiva.
Criterios de evaluación:Diferencia un PLC compacto de uno modular. Establece las características de un PLC de gama alta. Comprende la naturaleza y configuración de un PLC modular. Programa PLC de manera efectiva.
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.2 3

• PLC significa Controlador Lógico Programable, de su original en inglés Programmable Logic Controller.• Un PLC es un computador especialmente diseñado para la automatización industrial, que tiene como principal función, controlar una máquina o proceso industrial.• Un PLC puede ser parte de un sistema de control distribuido DCS o de un sistema SCADA.• Un PLC dispone de una fuente de poder, una unidad central de proceso (CPU), terminales para conectar entradas y salidas, múltiples canales de entrada para medir distintas señales provenientes de sensores instalados en la maquina o proceso a controlar, canales de salida de señal que actúan sobre la maquina o proceso que controlan, un sistema operativo, puertas de comunicación de datos, y una programación específica para la aplicación o el caso particular en el que se esté usando.• Los PLC son altamente utilizados en la industria por las innumerables ventajas que ofrecen en la realización de los procesos.
¿Qué es un PLC? Existe una enorme variedad de PLC, que se pueden clasificar según sus funciones, capacidad, número de I/O*, tamaño de memoria, aspecto físico, entre otros. A continuación, la clasificación más común:
* En algunos casos usted puede encontrar la abreviatura I/O (In-Out) haciendo referencia a E/S (Entrada-Salida). Siendo válidas las dos formas de mención.
Generalmente PLC de tipo compacto (Fuente, CPU e I/O integradas) que puede manejar un conjunto reducido de I/O, generalmente en un número inferior a 100. Permiten manejar entradas y salidas digitales y algunos módulos especiales.
Se componen de un conjunto de elementos que conforman el controlador final, tales como:
• Rack • Fuente de Alimentación • CPU • Módulos de I/O • Comunicaciones. • Contaje rápido. • Funciones especial
De estos tipos existen desde los denominados MicroPLC que soportan gran cantidad de I/O, hasta los PLC de grandes prestaciones que permiten manejar miles de I/O.
Contienen la Fuente de Alimentación, su CPU y módulos de I/O en un solo módulo principal y permiten manejar desde unas pocas I/O hasta varios cientos (alrededor de 500 I/O ) , su tamaño es superior a los Nano PLC y soportan una gran variedad de módulos especiales, tales como:
• Entradas y salidas análogas.• Módulos contadores rápidos.• Módulos de comunicaciones.• Interfaces de operador.• Expansiones de i/o.
Clasi�cación de los PLC
PLC tipo Nano
PLC modularPLC compacto
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.4 5

Analice las siguientes gráficas que presentan el posicionamiento en el mercado según precio y funcionalidad de los diferentes tipos de PLC, así como las características especiales de las diferentes tecnologías a la hora de generar controles automáticos de carácter industrial.
Un PLC compacto tiene las entradas, salidas y CPU y algunas veces la fuente de poder en un solo módulo, o caja. Éste es ensamblado por el fabricante y usted lo compra listo para ser usado en su proceso industrial. Debido a que tiene una pequeña cantidad de entradas y salidas, los PLC compactos son usados principalmente en pequeñas aplicaciones. Sin embargo, en algunos casos (dependiendo de su fabricante) usted puede agregar módulos adicionales que incrementen la cantidad de entradas y salidas disponibles para usar, según los requerimientos de su industria.
Un PLC modular se compone de una placa de montaje a la que se le pueden instalar los componentes que se requieran: fuentes de poder, CPUs, módulos de entrada y/o de salida, y módulos especiales. Los PLC modulares son usados en grandes y medianas aplicaciones. Los elementos de un PLC modular pueden ser comprados por separado y conectarse manualmente, de acuerdo a las necesidades de la industria.
Recuerde que:
Gráficas tomadas de Mateos, F. (2001). Universidad de Oviedo. En: http://isa.uniovi.es/docencia/iea/teoria/plc.pdf
Control Continuo
Sistemas Empotrados
Control de procesos
Características de control
Control Booleano
Control Continuo
Gestión de cálculos complejos
Series Importantes
Velocidad de procesamiento
Lenguajes de programación
Cantidad de E/S
Capacidad de comunicación
PC Industrial PLC Micro- Controladores
Regulador Digital
Controladores comerciales
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.6 7

Como ya estudió en la sección anterior, los PLC modulares se caracterizan por tener una amplia gama de aplicaciones, gracias a que su estructura es ampliamente configurable. El usuario tiene así gran flexibilidad para diseñar el sistema de automatización, conforme a sus exigencias. El acceso a través de Ethernet, por ejemplo, es absolutamente esencial para muchas aplicaciones. Una comunicación eficaz entre los PLC, por un lado, e intercambio de datos a través de estándares de comunicación como OPC, por el otro.
Explore el siguiente catálogo con algunos PLC modulares: http://www.moeller.es/productos_soluciones/productos/control-y-visualizacion/plc-modular-xc.html
PLC modulares Estructura básica de un PLC modular
Apariencia física de un PLC modular
Para reflexionar:
Cada configuración de un PLC modular es diferente, según la tarea de automatización. Cuando se decide instalar PLC modulares, hay que seleccionar cada uno de los componentes, teniendo en cuenta el siguiente proceso:
1. En primer lugar, por el cerebro del PLC, esto es, la unidad central (CPU), ellos varían de acuerdo a la capacidad de memoria del usuario, tiempo de ejecución y software requerido, en otras palabras, de acuerdo a la complejidad de la tarea o tareas de automatización.
2. En segundo lugar, hay que tener presente el tipo y cantidad de módulos de Entrada/Salida (E/S) digitales y análogas, módulos inteligentes, etc., de acuerdo a los requerimientos.
3. En tercer lugar, la fuente de alimentación, según la potencia que consume la CPU, módulos de E/S, periféricos, más módulos futuros.Y finalmente, el tamaño del rack, conociendo de antemano todos los módulos involucrados y pensando también en expansiones futuras.
Tomado de: http://www.instrumentacionycontrol.net/cursos-libres/automatizacion/curso-de-plcs-avanzado/item/664-configuraciones-de-plc-compactos-y-modulares.html
MóduloCPU
MóduloEntradasDigitales
220-230 VAC
24VDC
5V DC
Conexión a otros controladores con E/S remotas
Unidad de programación o supervisión
Actuadores digitales (válvulas neumáticas, lámparas indicadoras)
Sensores analógicos (Termopares, potenciómetros) Actuadores analógicos (Variadores de velocidad)
Conectores al bus para más modulos
E/S
Bus Rack
Sensores digitales(interruptores, sensores de prox.)
Fuente de alimentación
Módulo SalidasDigitales
MóduloE/S
analógicas
MódulosEspeciales(contaje,
comunicaciones, PID...
Para profundizar visite: http://isa.uniovi.es/docencia/iea/teoria/plc.pdf
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.8 9

CPU La Unidad Central de Procesos es el cerebro del sistema. En ella se ejecuta el programa de control del proceso, el cual fue cargado por medio de la consola de programación, luego, lee las entradas, y posteriormente procesa esta información para enviar respuestas al módulo de salidas. En su memoria se encuentra residente el programa destinado a controlar el proceso.
Fuente de alimentación A partir de una tensión exterior proporciona las tensiones necesarias para el funcionamiento de los distintos circuitos electrónicos del autómata, además posee una batería para mantener el programa y algunos datos en la memoria, en caso de que hubiera un corte de la tensión exterior.
Bloque de entradas Adapta y codifica de forma comprensible para la CPU las señales procedentes de los dispositivos de entrada o captadores.
Bloque de salidas Decodifica las señales procedentes de la CPU, las amplifica y las envía a los dispositivos de salida o actuadores, como lámparas, relés, contactores, arrancadores, electroválvulas, etc.
Módulos de E/S analógicos Se pueden clasificar en especiales e inteligentes:
Módulo o Consola de programación La consola de programación es la que permite comunicar al operario con el sistema, permitiendo escribir y poner a punto programas. Algunas permiten ensayos de simulación y puesta en servicio de los mismos.
Las consolas pueden estar constituidas por un dispositivo de presentación visual (display) o bien un ordenador personal (PC) que soporte un software especialmente diseñado para resolver los problemas de programación y control. Las funciones básicas de este módulo son las siguientes:
1. Transferencia y modificación de programas. 2. Verificación de la programación. 3. Información del funcionamiento de los procesos.
Módulo de comunicación industrial mediante buses Si el PLC es de tipo modular, los módulos se comunican internamente a través de buses ubicados en el fondo del dispositivo o "rack" donde se ensambla la arquitectura deseada. Básicamente existen tres tipos de buses:
Bus de datos: Es el bus encargado de transportar la información que hace referencia a los datos propiamente dichos, tales como entradas y salidas.
Bus de direcciones: Contiene la información del dispositivo que es afectado por los datos que actualmente viajen por el bus de datos. Esto es necesario ya que el bus de datos es el mismo para todos los dispositivos, pero no todos ellos deben tener en cuenta a la vez la misma información.
Bus de control: Es el bus por donde viaja la información que indica al dispositivo seleccionado con el bus de direcciones, lo que debe hacer con los datos que viajan actualmente por el bus de datos. Por ejemplo, mediante el bus de control se indica si los datos son de entrada o de salida.
Módulo de Memoria Es cualquier tipo de dispositivo que permita almacenar información en forma de bits (unos y ceros), los cuales pueden ser leídos posición a posición (bit a bit), o por bloques de 8 posiciones (byte) o dieciséis posiciones (word).
Módulos Especiales• BCD Entradas y Salidas. • Entradas de Termocuplas. • Entradas de Termorresistencias (PT-100).• Salidas a Display .• Memoria de Datos.
Módulos Inteligentes• Control de Motores a pasos. • Control PID. • Comunicación. • Lector Óptico.• Generación de frecuencias. • Contadores de pulsos rápidos. • Medidores de frecuencias y/o ancho de pulsos. • Remotos.
Especi�cación de algunos módulos
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.10 11

Los lenguajes de programación son necesarios para la comunicación entre el usuario (sea programador u operario de la máquina o proceso donde se encuentre el PLC) y el PLC. Los lenguajes de programación de PLC se dividen en gráficos y literales.
Dentro de los lenguajes gráficos se tiene:•Diagrama de escalera (Ladder Diagram –LD-).•Diagrama de bloques funcionales (Function Block Diagram –FBD-).•Grafcet (GRAphe Functionel de Commande Etape Transition-SFC-).
Dentro de los lenguajes literales se tiene:•Lista de Instrucciones (Instructions List –IL-).•Texto estructurado (Structured Text –ST).
Existen otros lenguajes como los booleanos y de alto nivel, los cuales puede explorar haciendo clic en el siguiente vínculo: http://books.google.com.co/books?id=cwevB2i-fOsC&pg=PA74&lpg=PA74&dq=lenguajes+booleanos&source=bl&ots=pnX87XpJh3&sig=nBSROWI0_D-T7s3uM7smPmfI6JA&hl=es-419&sa=X&ei=jYqvUY_lKei40AGeuYGwBw&ved=0CEQQ6AEwAw#v=onepage&q=lenguajes%20booleanos&f=false
En los PLC a través de las interfaces de entrada se capturan las señales provenientes del proceso, estos valores se mantienen almacenados por un tiempo en un registro que habitualmente se le conoce como almacén de imágenes de Entrada. Una vez las señales estén en ese registro quedan disponibles para que la CPU las opere con base en lo almacenado en la memoria de programa y la memoria de datos. Cuando la CPU tenga un resultado como producto de su procesamiento se entrega la respuesta al mundo exterior a través del registro de imágenes de salidas en el que se mantendrá un instante de tiempo y después será enviada al proceso a controlar mediante las interfaces de salida.
Ciclo de funcionamiento de un PLC Lenguajes de programación de los PLC
Imagen deEntradas
Imagen deSalidas
Memoria de Programa
Interfaz de salidas
Memoria de Datos
Interfaz de Entradas
CPU
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.12 13

Start
Paso1
Paso2
Transición_02
Transición_01
SFC
S_01
Transición_Fin
IF Data = “EOF” THEN FOR Index:= 1 TO 128 DO X:= Read_Data(Datenfeld[index]); IF X>2500 THEN Alarma:= TRUE; END_IF; END_FOR;END_IF;
ST
FBD
TON
XORS_01
Lampara
Tiempo_01
Tiempo actual
S_02
S_03
T#12s400ms
LD Entrada_manualOR Entrada_automáticaAND DesbloqueoST FuncionamientoLD Entrada_01
IL
S_01 S_02Manual
S_01 S_03
LD
Programación con lenguajes conocidos de
PLC.
Tomado de: http://isa.uniovi.es/docencia/iea/teoria/plc.pdf
Lenguajes de programación de los PLC
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.14 15
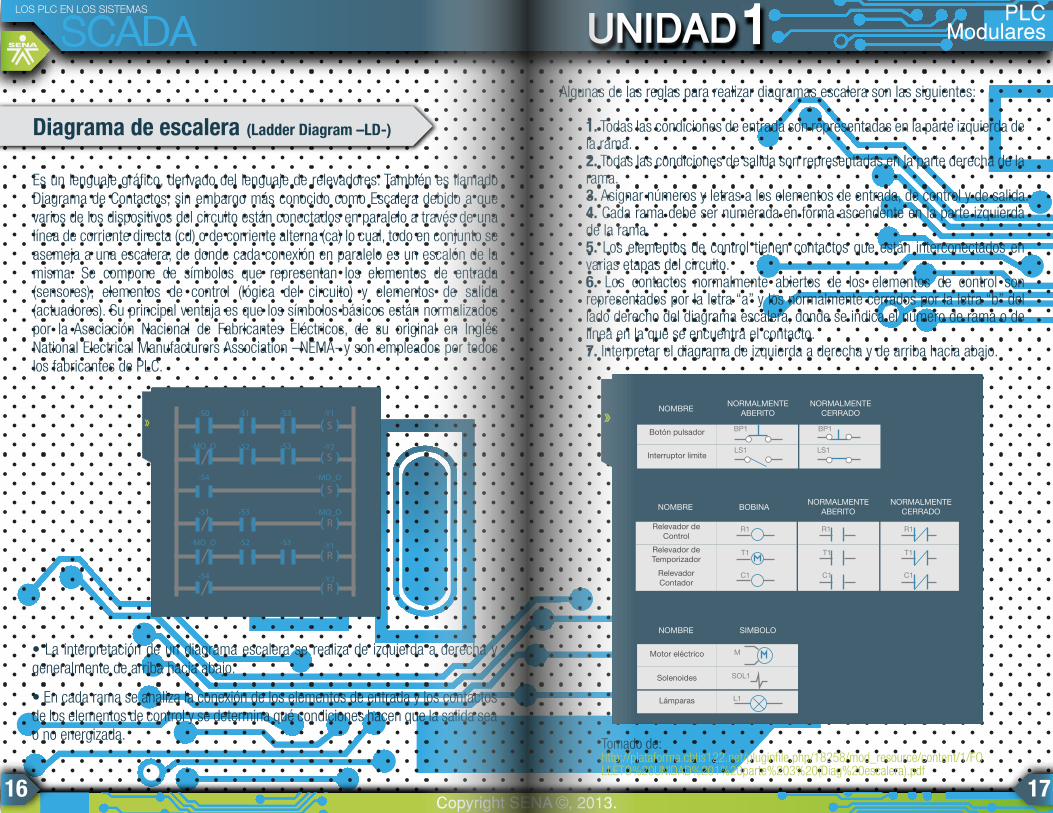
Algunas de las reglas para realizar diagramas escalera son las siguientes:
1. Todas las condiciones de entrada son representadas en la parte izquierda de la rama.2. Todas las condiciones de salida son representadas en la parte derecha de la rama.3. Asignar números y letras a los elementos de entrada, de control y de salida.4. Cada rama debe ser numerada en forma ascendente en la parte izquierda de la rama.5. Los elementos de control tienen contactos que están interconectados en varias etapas del circuito.6. Los contactos normalmente abiertos de los elementos de control son representados por la letra “a” y los normalmente cerrados por la letra “b” del lado derecho del diagrama escalera, donde se indica el número de rama o de línea en la que se encuentra el contacto.7. Interpretar el diagrama de izquierda a derecha y de arriba hacia abajo.
• La interpretación de un diagrama escalera se realiza de izquierda a derecha y generalmente de arriba hacia abajo.
• En cada rama se analiza la conexión de los elementos de entrada y los contactos de los elementos de control y se determina qué condiciones hacen que la salida sea o no energizada.
Es un lenguaje gráfico, derivado del lenguaje de relevadores. También es llamado Diagrama de Contactos, sin embargo más conocido como Escalera debido a que varios de los dispositivos del circuito están conectados en paralelo a través de una línea de corriente directa (cd) o de corriente alterna (ca) lo cual, todo en conjunto se asemeja a una escalera, de donde cada conexión en paralelo es un escalón de la misma. Se compone de símbolos que representan los elementos de entrada (sensores), elementos de control (lógica del circuito) y elementos de salida (actuadores). Su principal ventaja es que los símbolos básicos están normalizados por la Asociación Nacional de Fabricantes Eléctricos, de su original en Inglés National Electrical Manufacturers Association –NEMA- y son empleados por todos los fabricantes de PLC.
Diagrama de escalera (Ladder Diagram –LD-)
-S0
-S1
-S1
-S3
-S3
-S3
-S3
-S4
-S4
S
S
S
R
R
R
-Y1
-MO_O
-MO_O
-MO_O
-MO_O
-S2
-S2
-Y2
-Y1
-Y2
NOMBRE BOBINANORMALMENTE
ABERITONORMALMENTE
CERRADO
Relevador de Control
Relevador de Temporizador
Relevador Contador
R1 R1 R1
T1 T1 T1
C1 C1 C1
NOMBRE SIMBOLO
Motor eléctrico
Solenoides
Lámparas
M
SOL1
L1
NOMBRENORMALMENTE
ABERITONORMALMENTE
CERRADO
Botón pulsador
Interruptor limite
BP1 BP1
LS1 LS1
Elementos de Entrada (Sensores)
Elementos de Control (Lógica del circuito)
Elementos de salida (Actuadores)
Tomado de: http://plataforma.cbtis122.net/pluginfile.php/18258/mod_resource/content/1/FOLLETO%20UNIDAD%201%20parte%203%20(Diag%20escalera).pdf
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.16 17

Lenguaje gráfico donde todas las funciones de programa se representan mediante bloques lógicos o aritméticos. Este lenguaje permite el procesamiento tanto secuencial como paralelo. Los diagramas de bloques funcionales están empezando a reemplazar la lógica de escalera en los PLC de más alto nivel.
• Se dice que los bloques funcionales tienen memoria, característica que les confiere un gran potencial de uso.
• Presentan una interfaz de entradas y salidas bien definida y un código interno oculto, como un circuito integrado o una caja negra, de este modo, establecen una clara separación entre los diferentes niveles de programadores, o el personal de mantenimiento.
• Una vez definido el bloque funcional, puede ser usado una y otra vez, en el mismo programa, en diferentes programas o en distintos proyectos.
• Los bloques funcionales pueden ser definidos por el usuario empleando alguno de los lenguajes de la norma, pero también existen bloques estándar como biestables, detección de flancos, contadores, temporizadores, entre otros.
• Otra de las diferencias fundamentales con respecto a las funciones y que les confiere gran potencia de uso, es la posibilidad de crear tantas copias como se desee de un mismo bloque funcional. A cada copia se le llama instancia. Cada instancia lleva asociado un identificador y una estructura de datos, que contenga sus variables de entrada, de salida e internas separada del resto de instancias.
• La lista de instrucciones se compone de una dirección, una instrucción y un parámetro. De la siguiente forma:
Dirección Instrucción Parámetro0000 LD H0501Dirección: Indica la posición de la instrucción en la memoria de programa usuario.Instrucción: Específica la operación a realizar.Parámetro: Datos asociados a la operación (instrucción). Los parámetros son general de formato TIPO y VALOR.
• Las funciones de control vienen representadas con expresiones abreviadas.
• Este lenguaje de programación es más rápido que el lenguaje de esquema de contactos.
• Los elementos básicos que configuran la función se representan entre dos líneas verticales que simbolizan las líneas de alimentación.
• Para las líneas de función más complejas como temporizadores, registros de desplazamiento, etc, se emplea el formato de bloques. Éstos no están formalizados, aunque guardan una gran similitud entre sí para distintos fabricantes y resultan mucho más expresivos que si se utiliza para el mismo fin el lenguaje en Lista de Instrucciones o mnemónico.
Este lenguaje también llamado mnemónico, consiste en un conjunto de códigos simbólicos, cada uno de los cuales corresponde a una instrucción. Cada fabricante utiliza sus propios códigos y una nomenclatura distinta para nombrar las variables del sistema. Este lenguaje es similar al ensamblador de los microprocesadores.
Lista de Instrucciones (Instructions List –IL-) Diagrama de Bloques Funcionales(Function Block Diagram –FBD-)
ANANIAOI=
-XI-STOP
-RUN-KI
-KI
Tomado de: http://galia.fc.uaslp.mx/~cantocar/automatas/APUNTES_CURSO/CAPITUL6.PDF
Tomado de: http://isa.uniovi.es/~vsuarez/Download/IEC%2061131-3%20(Lenguajes).pdf
- 0- 0
&
- KI=>= l
-STOP
-Xl
-KI
-RUN
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.18 19

El texto estructurado se compone de una serie de instrucciones que se pueden ejecutar, como sucede con los lenguajes superiores, de forma condicionada ("IF…THEN…ELSE") o en bucles secuenciales (WHILE…DO).
Ejemplo:
IF value < 7 THEN WHILE value < 8 DO value:= value + 1; END_WHILE;END_IF;
ExpresionesUna expresión es una construcción que devuelve un valor después de su evaluación. Las expresiones se componen de operadores y operandos. Un operando puede ser una constante, una variable, una llamada a funciones u otra expresión.
Evaluación de expresionesLa evaluación de una expresión se realiza mediante la ejecución de los operadores según determinadas reglas de enlace. El operador con el enlace más fuerte se ejecuta primero, después el operador que le sigue en intensidad de enlace, etc., hasta que se hayan ejecutado todos los operadores. Los operadores con la misma fuerza de enlace comienzan a ejecutarse desde la izquierda hacia la derecha.
A continuación se muestra una tabla con los operadores ST por orden de fuerza de enlace:Texto Estructurado (Structured Text –ST-)
Tomado de: http://infosys.beckhoff.com/espanol.php?content=../content/1034/tcplccontrol/html/tcplcctrl_languages%20st.htm&id=
Operación Símbolo Fuerza de enlace
Entre paréntesis (expresión) Enlace más fuerte
Potenciar EXPT
Negar Formación decomplemento
-NOT
MultiplicarDividir
Módulo
/MOD
*
Sumar Restar
+-
Comparar <,> <=, >=
IgualdadDesigualdad
=<>
Bool AND AND
Bool XOR XOR
Bool OR OR
Llamada a funciones
Nombre de función (lista de parámetros)
Enlace más débil
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.20 21

Operación
Etapa inicial
Etapa
Unión
Transición
Direcciona-miento
Proceso simultaneo
Operación
Acciones asociadas
Operación
Indica el comienzo del esquema GRAFCET y se activa al poner en RUN el autómata. Por lo general suele haber una sola etapa de este tipo.
Su activación lleva consigo una acción o una espera.
Las uniones se utilizan para unir entre si y varias etapas.
Condición para desactivarse la etapa en curso y activarse la siguiente etapa. Se indica con un trazo perpendicular la unión.
Indica la activación de una y/u otra etapa en función de la condición que se cumpla. Es importante ver que la diferencia entre la “o” y la “y” en el grafcet es lo que pasa cuando se cierran.
Muestra la activación o desactivación de varias etapas a la vez.
Acciones que se realizan al activarse la etapa a la que pertenecen.
Este lenguaje explota la concepción algorítmica que todo proceso cumple con una secuencia. Estos lenguajes son los más utilizados por programadores de PLC con mayor trayectoria. El GRAFCET como diagrama funcional normalizado, permite hacer un modelo del proceso a automatizar, contemplando entradas, acciones a realizar, y los procesos intermedios que provocan estas acciones, por lo que no fue concebido como un lenguaje de programación de PLC, sino como una herramienta Grafo para documentar y elaborar el modelo de la automatización. Aunque la mayoría de los PLC no pueden programarse directamente en este lenguaje, a diferencia del Lenguaje Ladder, se ha universalizado como herramienta de modelado que permite el paso directo a programación, también con Ladder.
Elementos GRAFCET de programación Lenguaje GRAFCET (Secuential Function Chart –SFC-)
Si desea profundizar, explore el siguiente sitio web http://edison.upc.edu/curs/grafcet/indice.html
Arranque
Fin
INIMOT 1
INIMOT 2
Motor Band. -Motor l
Sin Carga
=
-Vacio
Ventilador -Motor V=
10.3
-Apague
Sin Carga-Vacio
Ventilación-Vent
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.22 23

• Configuraciones de PLC: Compactos y modulares.http://www.instrumentacionycontrol.net/cursos-libres/automatizacion/curso-de-plcs-avanzado/item/664-configuraciones-de-plc-compactos-y-modulares.html
• Historia de los PLC’s. http://www.ing.unlp.edu.ar/electrotecnia/procesos/apuntes/ApuntePLC.pdf
• Lenguajes de Programación.http://infoplc.net/files/documentacion/automatas/infoPLC_net_lenguajes_programacion_V4.pdf
• ¿Qué es un PLC y su historia?http://www.youtube.com/watch?v=i2NR0J1PNFU
• SIEMENS PLC Training_Lesson 3_Modular and Compact PLCshttp://www.youtube.com/watch?v=UOPmvHirmBc
Consideraciones Finales
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.24 25

• Diagramas de escalera y simbología. En:http://plataforma.cbtis122.net/pluginfile.php/18258/mod_resource/content/1/FOLLETO%20UNIDAD%201%20parte%203%20(Diag%20escalera).pdf
• Gámiz, J., Grau, A., Martínez, H. & Peña, J. (2004). Diseño y aplicaciones con autómatas programables. Madrid: Editorial UOC.
• GRAFCET y GEMMA. En:http://edison.upc.edu/curs/grafcet/indice.html
• Historia de los PLC’s. En:http://www.ing.unlp.edu.ar/electrotecnia/procesos/apuntes/ApuntePLC.pdf
• Lenguajes de programación. En:http://isa.uniovi.es/~vsuarez/Download/IEC%2061131-3%20(Lenguajes).pdf
• Lenguajes de programación. En:http://infoplc.net/files/documentacion/automatas/infoPLC_net_lenguajes_programacion_V4.pdf
• Mateos, F. (2001). Sistemas automatizados. Autómatas programables. Universidad de Oviedo. Recuperado de:http://isa.uniovi.es/docencia/iea/teoria/plc.pdf
• Programación del PLC. En:http://galia.fc.uaslp.mx/~cantocar/automatas/APUNTES_CURSO/CAPITUL6.PDF
• ¿Qué es un PLC y su historia? En YouTube. Recuperado de: http://www.youtube.com/watch?v=i2NR0J1PNFU
• SIEMENS PLC Training_Lesson 3_Modular and Compact PLCs. En YouTube. Recuperado de:http://www.youtube.com/watch?v=UOPmvHirmBc
• Texto estructurado. En:http://infosys.beckhoff.com/espanol.php?content=../content/1034/tcplccontrol/html/tcplcctrl_languages%20st.htm&id=
• Villajulca, J.C. (2012). Configuraciones de PLC: Compactos y modulares. En Portal Instrumentación y Control.net. Recuperado de :http://www.instrumentacionycontrol.net/cursos-libres/automatizacion/curso-de-plcs-avanzado/item/664-configuraciones-de-plc-compactos-y-modulares.html
Referencias Créditos
Expertos Temáticos:Wilmar Martínez UrrutiaMadga Melissa Rodríguez Celis
Asesor Pedagógico:Mónica Patricia Osorio Martínez
Guionista:Oscar Iván Pineda Céspedes
Equipo de Diseño:Julián Mauricio Millán BonillaJhonny Ronald Narváez OlarteLeonardo Stiglich CamposGabriel David Suárez VargasMichael Alfonso Bulla RamírezGuillermo Aponte Celis
Programador:Diego Rodríguez Ortegón
Líder de Proyecto:Jairo Antonio Castro Casas
PLC Modulares
LOS PLC EN LOS SISTEMAS
SCADA
Copyright SENA ©, 2013.26 27