1. nombre del proyecto. esopo: espectrógrafo óptico de ...alan/capi/2015a/solicitudes/esopo.pdf-...
TRANSCRIPT
1. Nombre del proyecto.
ESOPO: Espectrógrafo óptico de mediana y baja dispersión para el Observatorio de San Pedro Mártir.
2. Responsables del proyecto.
Responsable científico: Dr. Leonel Gutiérrez Albores
Responsable técnico: Dr. Joel Herrera Vázquez
Gestor del Proyecto: Dr. Alejandro Farah Simón
Colaboradores: Enrique Colorado, Rafael Costero, Antolín Córdova, Juan Echevarria, Benjamín García, Fernando Garfias, Jesús González, Gerardo Guisa, Eduardo López, Benjamín Martínez, Francisco Murillo, Juan Manuel Núñez, María Pedrayes, Fernando Quirós, Jaime Ruiz, Gerardo Sierra, Carlos Tejada y Silvio Tinoco.
3. Breve descripción del proyecto.
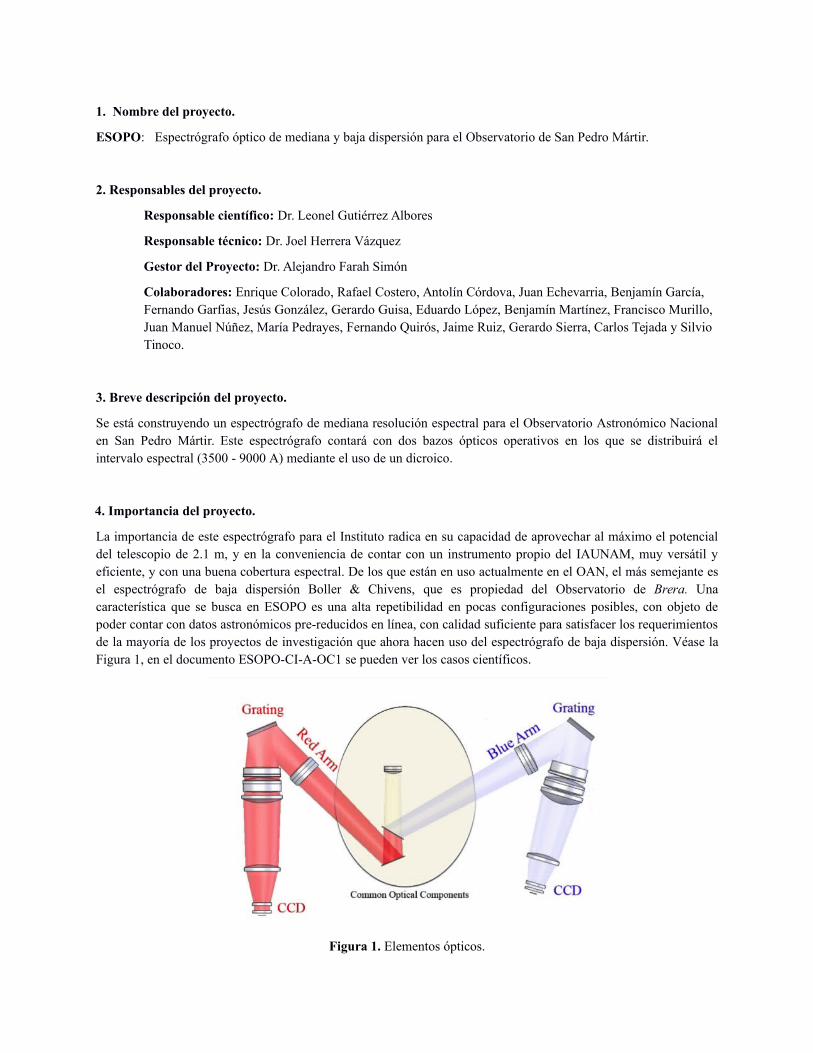
Se está construyendo un espectrógrafo de mediana resolución espectral para el Observatorio Astronómico Nacionalen San Pedro Mártir. Este espectrógrafo contará con dos bazos ópticos operativos en los que se distribuirá elintervalo espectral (3500 - 9000 A) mediante el uso de un dicroico.
4. Importancia del proyecto.
La importancia de este espectrógrafo para el Instituto radica en su capacidad de aprovechar al máximo el potencialdel telescopio de 2.1 m, y en la conveniencia de contar con un instrumento propio del IAUNAM, muy versátil yeficiente, y con una buena cobertura espectral. De los que están en uso actualmente en el OAN, el más semejante esel espectrógrafo de baja dispersión Boller & Chivens, que es propiedad del Observatorio de Brera. Unacaracterística que se busca en ESOPO es una alta repetibilidad en pocas configuraciones posibles, con objeto depoder contar con datos astronómicos pre-reducidos en línea, con calidad suficiente para satisfacer los requerimientosde la mayoría de los proyectos de investigación que ahora hacen uso del espectrógrafo de baja dispersión. Véase laFigura 1, en el documento ESOPO-CI-A-OC1 se pueden ver los casos científicos.
Figura 1. Elementos ópticos.
5. Avances en el 2014
Se concluyó la fabricación y pruebas de la totalidad de las lentes del instrumento. En este momento ya contamos contodas las lentes. También se adquirió el dicroico y le hemos hecho pruebas. Se realizó la compra del espejo planodiagonal para el brazo rojo y estamos en espera de su llegada.
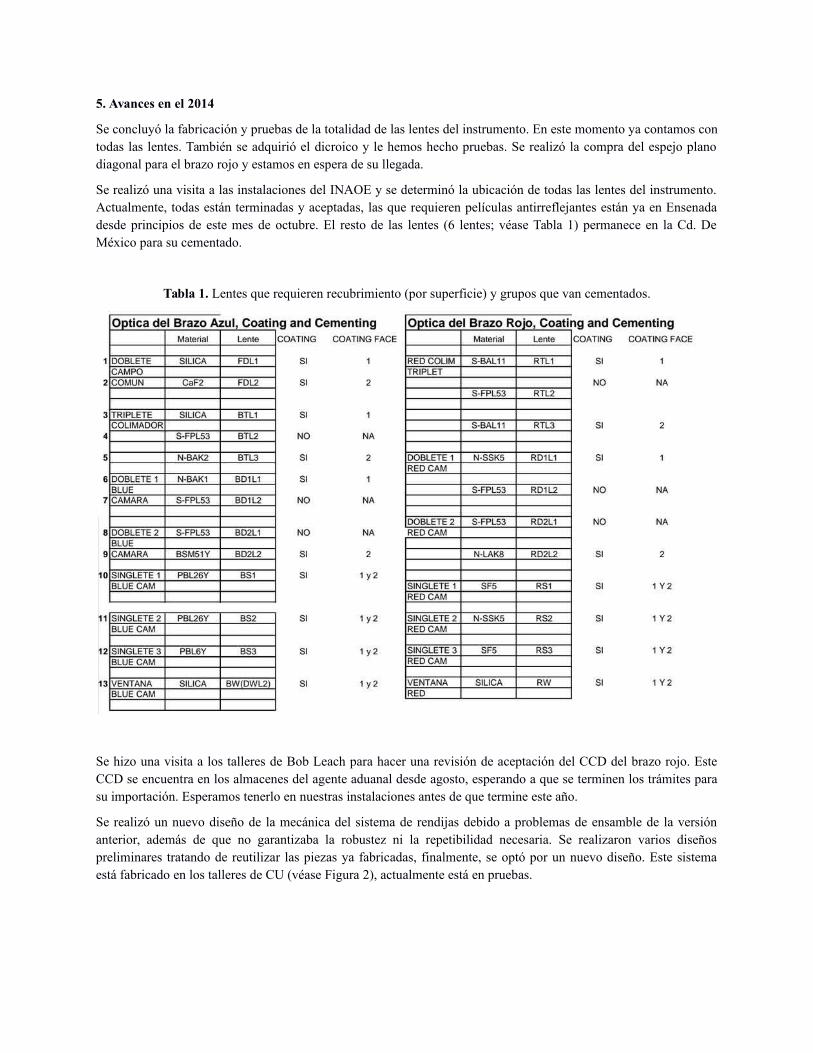
Se realizó una visita a las instalaciones del INAOE y se determinó la ubicación de todas las lentes del instrumento.Actualmente, todas están terminadas y aceptadas, las que requieren películas antirreflejantes están ya en Ensenadadesde principios de este mes de octubre. El resto de las lentes (6 lentes; véase Tabla 1) permanece en la Cd. DeMéxico para su cementado.
Tabla 1. Lentes que requieren recubrimiento (por superficie) y grupos que van cementados.
Se hizo una visita a los talleres de Bob Leach para hacer una revisión de aceptación del CCD del brazo rojo. EsteCCD se encuentra en los almacenes del agente aduanal desde agosto, esperando a que se terminen los trámites parasu importación. Esperamos tenerlo en nuestras instalaciones antes de que termine este año.
Se realizó un nuevo diseño de la mecánica del sistema de rendijas debido a problemas de ensamble de la versiónanterior, además de que no garantizaba la robustez ni la repetibilidad necesaria. Se realizaron varios diseñospreliminares tratando de reutilizar las piezas ya fabricadas, finalmente, se optó por un nuevo diseño. Este sistemaestá fabricado en los talleres de CU (véase Figura 2), actualmente está en pruebas.

Figura 2. Sistema de rendija durante pruebas en laboratorio.
Se terminó en su totalidad la fabricación de las piezas de la parte común a ambos brazos: unidad de calibración,unidad de adquisición y guiado, rendija, máscaras, posicionador de rendija, etcétera. Quedan pendientes algunosdetalles y modificaciones menores al diseño para facilitar el ensamble o para garantizar un correcto funcionamientomecánico. Estas modificaciones ya están indicadas al Departamento de Instrumentación y aproximadamente el 50%está atendido.
Se terminaron en su totalidad los barriles de la cámara y del colimador, con sus interfaces correspondientes para elbrazo rojo (véase Figura 3).
Figura 3. Celdas e interfaces del brazo rojo fabricadas en el Taller Mecánico de CU.
Se realizaron las compras de las componentes comerciales para el mecanismo del intercambiador de rejillas delbrazo rojo.
¿Qué nos falta?
- Fabricar la mesa de alineación del CCD del brazo rojo.
- Fabricar el intercambiador de rejillas rojas y su interfaz.
- Fabricar el mecanismo del divisor de haz.
- Anodizado de las piezas que aún no han sido anodizadas (aproximadamente el 50%).
- Transportar a Ensenada las partes que se han fabricado en CU.
- Fabricar el obturador lento del brazo azul.
- Mandar a aplicar los recubrimientos a algunas de las lentes. Hemos estado desde hace ya un par de meses ennegociaciones con ZC&R para que reconozcan el acuerdo verbal al que llegamos cuando se rompieron laslentes en su fábrica, consistente en que ellos recubrirían gratuitamente todas las lentes de ESOPO que lorequieren. Hoy (30 de octubre) han reconocido el acuerdo y enviarán una cotización en la que se aclara lagratuidad del trabajo; ponen ciertas condiciones que debemos revisar cuando llegue la cotización escrita.Esperamos que todo el proceso tome menos de 3 meses y que tengamos las lentes recubiertas a finales de enerode 2015. El total de lentes a recubrir es de 8, de las cuales 4 se recubrirán sólo en una de sus caras. Las demáslentes que lo requieren ya están recubiertas.
- Cementado de las lentes de cuatro dobletes y un triplete en la ciudad de México
- Probar todo el sistema de control integrado.
- Recibir en Ensenada el CCD del brazo rojo y probarlo en los laboratorios. Cambiar la ventana por la lente quelleva. Cabe hacer notar que el CCD del brazo azul ya lleva varios años con nosotros y ha estado en usocotidiano en calidad de préstamo en el OAN. A principios de noviembre será devuelto a Ensenada para que se leinstale ya la lente en lugar de la ventana.
- Verificar el comportamiento óptico del dicroico (comprobar las curvas de reflexión/transmisión).
- Hacer el ensamble total del instrumento para verificar que todo funcione correctamente y finalmente hacer laintegración.
- Hacer pruebas en el laboratorio.
- Montarlo y probarlo en el telescopio.
6. Participantes del proyecto durante el 2014.
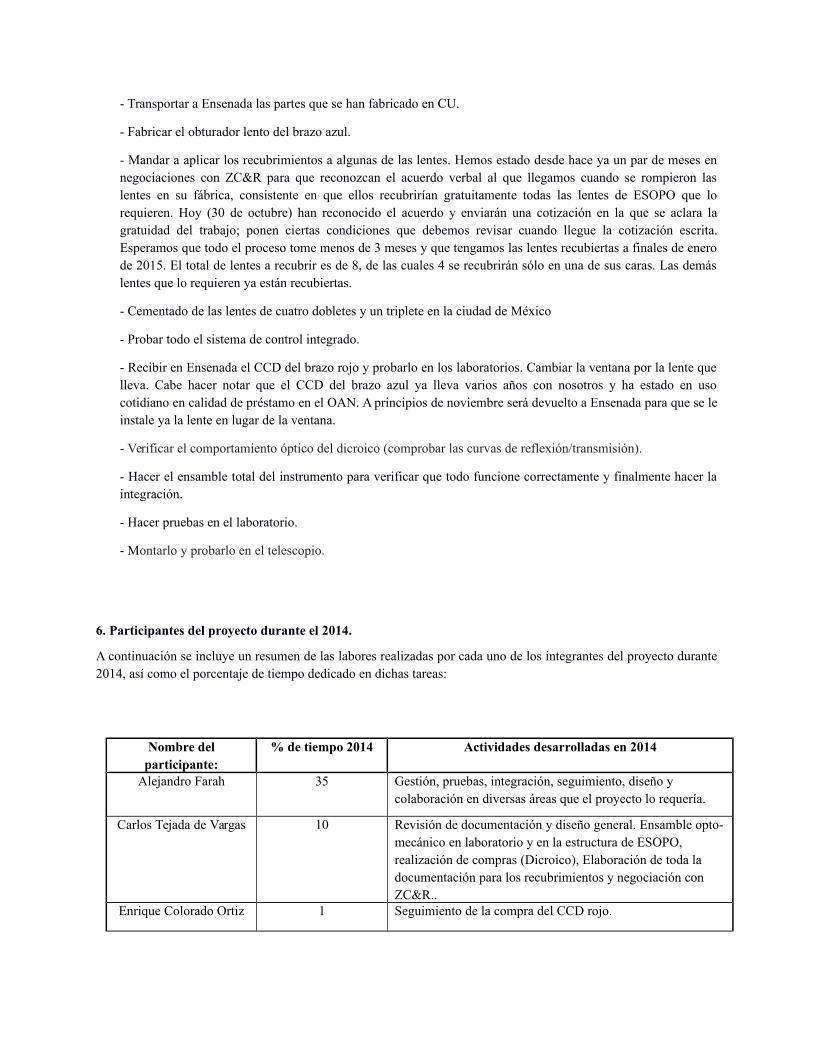
A continuación se incluye un resumen de las labores realizadas por cada uno de los integrantes del proyecto durante2014, así como el porcentaje de tiempo dedicado en dichas tareas:
Nombre delparticipante:
% de tiempo 2014 Actividades desarrolladas en 2014
Alejandro Farah 35 Gestión, pruebas, integración, seguimiento, diseño y colaboración en diversas áreas que el proyecto lo requería.
Carlos Tejada de Vargas 10 Revisión de documentación y diseño general. Ensamble opto-mecánico en laboratorio y en la estructura de ESOPO, realización de compras (Dicroico), Elaboración de toda la documentación para los recubrimientos y negociación con ZC&R..
Enrique Colorado Ortiz 1 Seguimiento de la compra del CCD rojo.
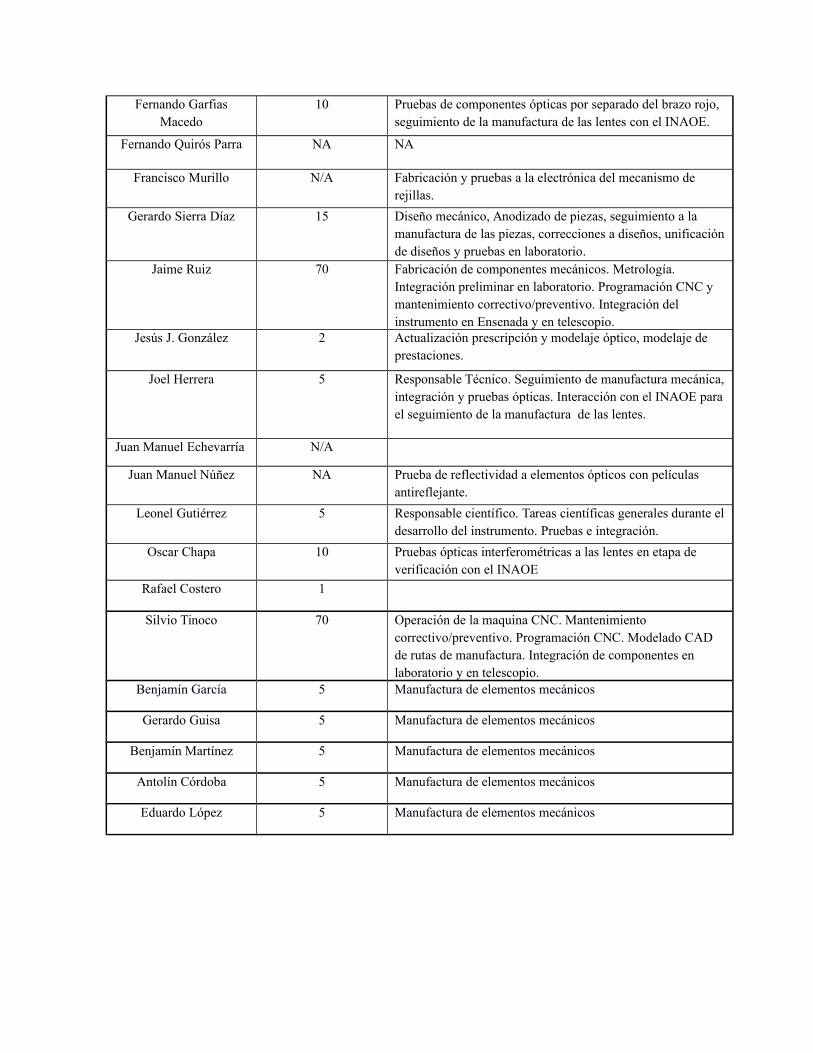
Fernando GarfiasMacedo
10 Pruebas de componentes ópticas por separado del brazo rojo, seguimiento de la manufactura de las lentes con el INAOE.
Fernando Quirós Parra NA NA
Francisco Murillo N/A Fabricación y pruebas a la electrónica del mecanismo de rejillas.
Gerardo Sierra Díaz 15 Diseño mecánico, Anodizado de piezas, seguimiento a la manufactura de las piezas, correcciones a diseños, unificaciónde diseños y pruebas en laboratorio.
Jaime Ruiz 70 Fabricación de componentes mecánicos. Metrología. Integración preliminar en laboratorio. Programación CNC y mantenimiento correctivo/preventivo. Integración del instrumento en Ensenada y en telescopio.
Jesús J. González 2 Actualización prescripción y modelaje óptico, modelaje de prestaciones.
Joel Herrera 5 Responsable Técnico. Seguimiento de manufactura mecánica,integración y pruebas ópticas. Interacción con el INAOE parael seguimiento de la manufactura de las lentes.
Juan Manuel Echevarría N/A
Juan Manuel Núñez NA Prueba de reflectividad a elementos ópticos con películas antireflejante.
Leonel Gutiérrez 5 Responsable científico. Tareas científicas generales durante eldesarrollo del instrumento. Pruebas e integración.
Oscar Chapa 10 Pruebas ópticas interferométricas a las lentes en etapa de verificación con el INAOE
Rafael Costero 1
Silvio Tinoco 70 Operación de la maquina CNC. Mantenimiento correctivo/preventivo. Programación CNC. Modelado CAD de rutas de manufactura. Integración de componentes en laboratorio y en telescopio.
Benjamín García 5 Manufactura de elementos mecánicos
Gerardo Guisa 5 Manufactura de elementos mecánicos
Benjamín Martínez 5 Manufactura de elementos mecánicos
Antolín Córdoba 5 Manufactura de elementos mecánicos
Eduardo López 5 Manufactura de elementos mecánicos

7. Financiamiento interno empleado en el 2014
A continuación se hace un resumen de los recursos ejercidos por el proyecto provenientes del IA (en MN):
Mecanismos del intercambiador de rejillas rojas: $ 89,246.08
Restante de las lentes fabricadas en el INAOE: $238,380.00
Tornillería general: $ 10,626.00
Viajes: (J. Herrera a CU e IANOE y J. M. Murillo yB. Martínez a San Diego en talleres de Bob Leach):
$ 10,414.00
Espejo plano para el brazo rojo: $ 9,706.00
Adhesivos para las lentes a cementar: $ 3,406
Total: $ 361,778.08
* Aproximado en pesos (262 dólares).
8. Calendario de trabajo propuesto para el 2015.
Enero (a más tardar): Arribo de las componentes mecánicas y electrónicas que se compraron en septiembre.
Enero: Terminación del maquinado de las componentes faltantes del brazo azul.
Diciembre (2014)– Junio: Fabricación de las componentes mecánicas necesarias para la integración delbrazo rojo. En este calendario estamos suponiendo que este proyecto tenga alta prioridad en los talleres delDepartamento de Instrumentación y esto es lo deseable. Sin embargo, dependemos de la disponibilidad de lostalleres para este proyecto en función de la carga de trabajo impuesta por otros proyectos. No prevemos ningúnfactor que pueda condicionar la integración de este brazo.
Enero – Agosto: Integración en el Laboratorio de Ensamble en Ensenada. (Se irá ensamblando conforme sevayan terminando todas las partes. Una vez terminadas las componentes del brazo rojo, el tiempo estimado depruebas en el Laboratorio de Ensamble de Ensenada es de 2 meses).
Noviembre (2014) – Enero: Recubrimiento de las lentes (el tiempo estimado de entrega es de 2 a 4 semanaspor parte de ZC&R).
Febrero: Cementado del triplete y los dobletes. Esto se hará en las instalaciones de Ciudad Universitaria. Eltiempo estimado es de 2 a 3 semanas y los costos involucrados son los del viaje de una o dos personas de Ensenadaal D.F. Ya tenemos el cemento para este trabajo.
Diciembre – Junio: Fabricación de las monturas para las lámparas y para el resto de las componentes deeste subsistema. Ya se tiene una lámpara de Argón para la calibración en longitud de onda y su fuente de poder, así
como las lámparas para campos planos, las lentes y la esfera de integración. El tiempo de fabricación no debe sermuy largo. Sin embargo, estamos considerando que se fabricarán en paralelo con las otras componentes faltantes.
Diciembre – Junio: Fabricación de las partes del Subsistema de adquisición y guiado. Al igual que lodemás, este subsistema ya está diseñado y se tienen todas las componentes comerciales.
Diciembre – Enero: Ensamble y pruebas al mecanismo de la rendija con las navajas “dummies”. Lasnavajas reales se instalarán hasta el final para evitar cualquier posible daño al filo de las navajas. Todas las partes deeste mecanismo ya están construidas.
Enero – Marzo: Pruebas en laboratorio del sistema electrónico de control que ya está construido.
Abril – Junio: Instalación de sensores y codificadores. Cableado del instrumento.
Julio – Agosto: Pruebas exhaustivas el sistema de control.
Agosto - Septiembre: Fabricación del banco de transporte. Instalación de gas inerte con presión positivapara evitar la entrada de humedad.
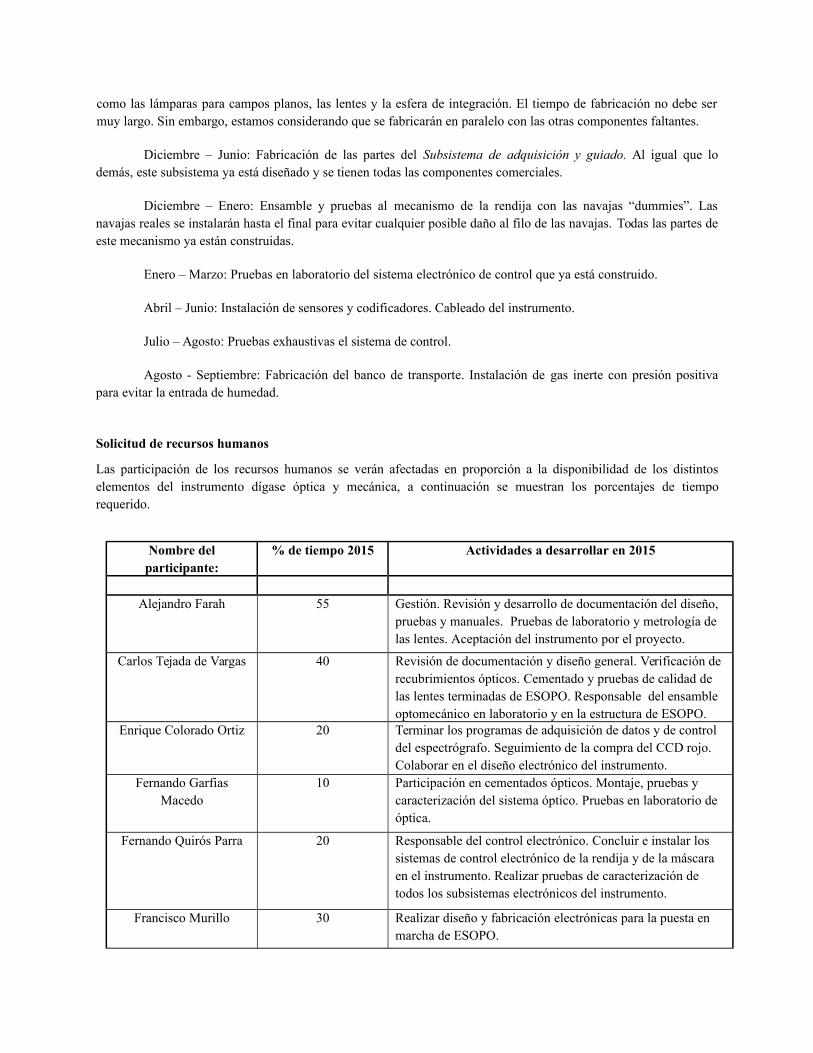
Solicitud de recursos humanos
Las participación de los recursos humanos se verán afectadas en proporción a la disponibilidad de los distintoselementos del instrumento dígase óptica y mecánica, a continuación se muestran los porcentajes de tiemporequerido.
Nombre delparticipante:
% de tiempo 2015 Actividades a desarrollar en 2015
Alejandro Farah 55 Gestión. Revisión y desarrollo de documentación del diseño, pruebas y manuales. Pruebas de laboratorio y metrología de las lentes. Aceptación del instrumento por el proyecto.
Carlos Tejada de Vargas 40 Revisión de documentación y diseño general. Verificación de recubrimientos ópticos. Cementado y pruebas de calidad de las lentes terminadas de ESOPO. Responsable del ensamble optomecánico en laboratorio y en la estructura de ESOPO.
Enrique Colorado Ortiz 20 Terminar los programas de adquisición de datos y de control del espectrógrafo. Seguimiento de la compra del CCD rojo. Colaborar en el diseño electrónico del instrumento.
Fernando GarfiasMacedo
10 Participación en cementados ópticos. Montaje, pruebas y caracterización del sistema óptico. Pruebas en laboratorio de óptica.
Fernando Quirós Parra 20 Responsable del control electrónico. Concluir e instalar los sistemas de control electrónico de la rendija y de la máscara en el instrumento. Realizar pruebas de caracterización de todos los subsistemas electrónicos del instrumento.
Francisco Murillo 30 Realizar diseño y fabricación electrónicas para la puesta en marcha de ESOPO.

Gerardo Sierra Díaz 40 Responsable mecánico. Dar seguimiento a la manufactura de las piezas que ya están diseñadas, ayudar a ensamblar el subsistema e integrarlo a la estructura. Participar en la integración del espectrógrafo, así como las pruebas en laboratorio y en el telescopio.
María Pedrayes NA NA
Jaime Ruiz 50 Fabricación de componentes mecánicos. Metrología. Integración preliminar en laboratorio. Programación CNC y mantenimiento correctivo/preventivo. Integración del instrumento en Ensenada y en telescopio.
Jesús J. González 5 Actualización prescripción y modelaje óptico. Modelaje de prestaciones. Verificación de la integración. Planificación y desarrollo de tratamiento de imágenes.
Joel Herrera 35 Responsable técnico del proyecto. Seguimiento de manufactura mecánica, integración y pruebas ópticas. Verificación y aceptación del espectrógrafo.
Juan Manuel Echevarría 5 Dar seguimiento a todo lo referente del proyecto científico. Colaboración en la administración del proyecto. Vincular las actividades científicas y técnicas. Organización de reuniones científicas. Colaboración en la integración de ESOPO así como en pruebas de desempeño.
Juan Manuel Núñez 25 Pruebas e integración óptica. Análisis de resultados referentesal desempeño del instrumento.
Leonel Gutiérrez 25 Responsable científico. Tareas científicas generales durante eldesarrollo del instrumento. Pruebas e integración.
Oscar Chapa N/A Continuar con las pruebas ópticas interferométricas, dimensionales y de cosmético a las lente del brazo rojo y del brazo azul que lo requieran. Supervisar el proceso de redondeo de las lentes. Participar en el proceso de fabricaciónde las lentes que aún se tengan que fabricar en el taller de óptica del IA UNAM.(TERMINADO).
Rafael Costero 5 Verificación de los requerimientos de alto nivel del brazo azulen laboratorio.
Silvio Tinoco 50 Operación de la maquina CNC. Mantenimiento correctivo/preventivo. Programación CNC. Modelado CAD de rutas de manufactura. Integración de componentes en laboratorio y en telescopio.
Benjamín García 20 Manufactura de elementos mecánicos
Gerardo Guisa 35 Manufactura de elementos mecánicos
Benjamín Martínez 20 Manufactura de elementos mecánicos
Antolín Córdoba 20 Manufactura de elementos mecánicos
Eduardo López 20 Manufactura de elementos mecánicos
9. Infraestructura.

Se utilizarán, en la medida en que nos lo permitan los Jefes de Instrumentación, los talleres mecánicos tanto deEnsenada como el de CU para la culminación de la manufactura del espectrógrafo, así como el laboratorio deElectrónica en Ensenada.
Se continuará utilizando el laboratorio de ensamble en Ensenada para la integración del instrumento (hastaseptiembre de 2015).
Laboratorio de óptica en CU para el cementado de las lentes de los dobletes y del triplete.
10. Financiamiento solicitado al Instituto de Astronomía para el 2015.
Requerimos de un total de 6230 dólares para cubrir el costo de tratamientos especiales, anodizados, viajes (a SanDiego, Los Angeles y el DF), circuitos impresos y material para la construcción de la mesa de integración y la cajade empaque. También ponemos a consideración de la CAPI y el CI la posibilidad de contratar talleres externos paracomplementar la capacidad de manufactura de nuestros talleres y acelerar la manufactura de las piezas faltantes.Hemos ubicado ya algunos talleres en Ensenada y Tijuana capaces de construir piezas de alta calidad. En caso que laCAPI y el CI vea con buenos ojos esta posibilidad, necesitaríamos también el equivalente a 15,000 dólares.
Desglose de los requerimientos financieros: Dolares
1) Tratamientos especiales: Recubrimientos por electrodeposición de piezas que, por su tamañono es factible el anodizado.
$500.00
2) Anodizados: La gran mayoría de las piezas van a ser anodizadas para evitar reflejos $500.00
3) Viajes a San Diego: Estimamos un total de 3 lotes que han de mandarse a anodizar y para cada lote habrá que hacer dos viajes (uno para entregar el lote en la fábrica y otro para recogerlo). Por tanto, requerimos de 6 viajes a razón de 100 dólares cada uno para cubrir el costo de gasolina, casetas y alimentación. Por cuestiones de seguridad, preferimos que vayan dos personas en cada viaje. No se pagará hospedaje, pues el viaje puede hacerse en un mismo día.
$600.00
4) Viajes de dos ópticos al DF para el cementado de las lentes (estancia estimada de 3 días.Para esto, habrá que pagar cinco días de viáticos a cada uno ($100.00 por persona por día) y losrespectivos boletos de avión. A precios actuales promedio, los boletos de avión $430.00 c/u
$1460.00
5) Viajes a Los Ángeles. Se requiere que dos personas lleven a recubrir las lentes a la empresa ZC&R. Un viaje para la entrega y otro para recogerlas. Para esto estamos considerando gasolina, alimentación, casetas y una noche de hospedaje en cada viaje. Estimamos $230 dólares por viaje por persona. Total:
$920.00
6) Manufactura de circuitos impresos del sistema de control del instrumento. $250.00
7) Material para la construcción de la mesa de integración y la caja de empaque: $2,000.00
$6,230.00
11. Resumen del calendario.
Una historia detallada del curso anterior del proyecto puede encontrarse en los informes anteriores a la CAPI. Porahora, el calendario que estamos proponiendo en la sección 8 estima que el proyecto se termina en septiembre de2015 a más tardar, siempre y cuanto la manufactura de piezas tenga una alta prioridad en los talleres o si el CI nosapoya con la contratación de talleres externos.
Infraestructura utilizada
Los talleres mecánicos tanto del IA-Ensenada como el IA-CU han participado en la fabricación de laspiezas mecánicas utilizando a su vez a los recursos humanos disponibles.
Del total de los componentes mecánicos de las interfaces y celdas optomecánicas del brazo rojo sefabricaron:
- las 3 interfaces mecánicas,
- 3 de las 4 celdas de los componentes ópticos,
- el 25% de los separadores y elementos roscados,
- 1 de 8 de los soportes radiales de las lentes, el cual se está en proceso de metrología y servirá deguía para la fabricación de los demás.
En el anexo 1 se muestra además, una tabla del estatus de los componentes mecánicos correspondiente al brazo azul,dadas las recomendaciones realizadas en la resolución del CI del 2012.
Además del uso del taller mecánico el proyecto ha ocupado el laboratorio de ensamble en el IA-Ensenada y el tallerde pruebas ópticas en IA-CU.
12. Dificultades encontradas.
A continuación se enumeran a grosso modo las dificultades encontradas más importantes.
Sistema óptico
La construcción del sistema óptico fue un proceso demasiado lento. La mayoría de los elementos fueron construidospor el INAOE y la etapa de prueba se realizó en común con el laboratorio de pruebas ópticas en el IA-CU. Lalentitud de todo este proceso ha representado para todo el proyecto una dificultad que, afortunadamente, acaba de sersuperada con la conclusión de las lentes (justamente, al momento de redactar este informe, se acaba de firmar laúltima orden de pago al respecto). Ahora ya existen todas las lentes y a partir de principios de octubre las mayoría deellas están en Ensenada; unas pocas están todavía en CU esperando a ser cementadas. Esperamos que el avance conlo que sigue sea mucho más rápido.
Habíamos tenido alguna reticencia de parte de la compañía ZC&R para hacer los recubrimientos faltantes sin costo.Finalmente ZC&R aceptó cumplir con su compromiso de recubrir las lentes gratuitamente y estamos realizando lasnegociaciones necesarias con ellos para los últimos detalles. Esperamos que las lentes estén recubiertas a más tardara finales de enero de 2015.
Manufactura de la mecánica
Otro de los problemas importantes ha sido la velocidad en la manufactura de las piezas en el taller mecánico deEnsenada, debido a la carga de trabajo que pesa sobre los talleres dada la diversidad de proyectos para los que estántrabajando. Este es un asunto que ha escapado a nuestro control y esperamos que, ahora que ya tenemos todo elsistema óptico, la prioridad real para este proyecto sea más alta. También hemos tenido algunos problemas deensamble, tanto por detalles de acabado como por conflictos de diseño, por lo que algunas piezas han requerido unasegunda iteración en el taller para su correcto ensamble. Para acelerar la terminación del proyecto hemos e xploradotambién la posibilidad de recurrir a talleres externos para complementar la capacidad de manufactura de nuestrostalleres, pero para esto necesitamos de financiamiento adicional. En caso de que la CAPI y el CI apoye esta idea,estimamos que necesitaríamos aproximadamente 15,000 dólares (o su equivalencia en pesos). Hemos ubicado yavarios talleres tanto en Ensenada como en Tijuana con la capacidad de fabricar piezas de alta calidad.
Compras
El proceso de compras es complejo y lento. Además, en presupuestos anteriores no se han tenido en cuenta loscostos de importación y trámites. En este momento estamos esperando el CCD del brazo rojo, que ya fue entregadopor Astronomical Research Cameras desde agosto y se encuentra en la agencia aduanal esperando a ser importado.
13. Otra información relevante.
Consideramos que una mayor prioridad para el proyecto en el Departamento de Instrumentación de Ensenada seríamuy favorable para su pronta terminación, y que sigamos contando con la valiosa participación del Departamento deInstrumentación de CU. Ahora que ya tenemos todas las componentes ópticas creemos que es posible y esperamosque pueda acelerarse la manufactura en los talleres. Hemos hecho ya una clasificación que permita fabricar unabuena parte de las piezas en máquinas convencionales y no necesariamente en la máquina de control numérico.

ANEXO 1. Estatus de los componentes mecánicos del brazo azul
Cámara azul
Lista de Planos y Componentes# Plano Componente Archivo CAD Fabricante Terminado
CELDA 1
1ESOPO-ME-CAMA-V1-010-
001
CeldaCámara Azul
C1 Celda Cam-AD1 IA-Ens X
2ESOPO-ME-CAMA-V1-010-
002
SoporteRadial Cam-
AD1L1 SR Cam-AD1L1 IA-EnsModificaciónpor ensamble
3ESOPO-ME-CAMA-V1-010-
003 Separador 2Separador2 Cam-
AD1 IA-Ens X
4ESOPO-ME-CAMA-V1-010-
004 Separador 3Separador3 Cam-
AD2 IA-Ens X
CELDA 2
1ESOPO-ME-CAMA-V1-020-
001
CeldaCámara Azul
C2 Celda Cam-AD2 IA-Ens X
2ESOPO-ME-CAMA-V1-020-
002
SoporteRadial Cam-
AD2L1 SR Cam-AD2L1 IA-EnsModificaciónpor ensamble
3ESOPO-ME-CAMA-V1-020-
003
SoporteRadial Cam-
AD2L2 SR Cam-AD2L2 IA-EnsModificaciónpor ensamble
4ESOPO-ME-CAMA-V1-020-
004 Separador 2Separador2 Cam-
AD2 IA-Ens X
5ESOPO-ME-CAMA-V1-020-
005 Separador 3Separador3 Cam-
AD2 IA-Ens X
6ESOPO-ME-CAMA-V1-020-
006
AnilloInterfaz-
Celda Cam-AD2
Anillo Interfaz-CeldaCam-AD2 IA-Ens X
CELDA 3
1ESOPO-ME-CAMA-V1-030-
001
CeldaCámara Azul
C3 Celda Cam-AS1 IA-Ens X
2ESOPO-ME-COLA-V1-030-
002
SoporteRadial Cam-
AS1 SR Cam-AS1 IA-EnsModificaciónpor ensamble
3ESOPO-ME-COLA-V1-030-
005 Separador 2Separador2 Cam-
AS1 IA-Ens X
Barril 21 ESOPO-ME-CAMA-V1-040-
001Celda
Cámara AzulCelda Cam-AS2 0 IA-Ens
X

AS2 C1
2ESOPO-ME-CAMA-V1-040-
002
CeldaCámara Azul
AS2 a Celda Cam-AS2 a IA-Ens X
3ESOPO-ME-CAMA-V1-040-
003
CeldaCámara Azul
AS2 b Celda Cam-AS2 b Parker X
4ESOPO-ME-CAMA-V1-040-
004
CeldaCámara Azul
AS2 c Celda Cam-AS2 c IA-Ens X
5ESOPO-ME-CAMA-V1-040-
005Soporte
Radial AS2 SR Cam-AS2 IA-EnsModificaciónpor ensamble
6ESOPO-ME-CAMA-V1-040-
006Separador2Cam-AS2
Separador2 Cam-AS2 IA-Ens X
7ESOPO-ME-CAMA-V1-040-
007Separador3Cam-AS2
Separador3 Cam-AS2 IA-Ens X
Barril 2
1ESOPO-ME-CAMA-V1-050-
001
CeldaCámara Azul
AS3 C1 Celda Cam-AS3 0 IA-Ens Modificación
2ESOPO-ME-CAMA-V1-050-
002Soporte
Radial AS3 SR Cam-AS3 IA-EnsModificaciónpor ensamble
4ESOPO-ME-CAMA-V1-050-
004Separador2Cam-AS3
Separador2 Cam-AS3 IA-Ens X
5ESOPO-ME-CAMA-V1-050-
003Separador3Cam-AS3
Separador3 Cam-AS3 IA-Ens X
Nuevo 050-005
Extensión Cam-AS3-CR X
Celda totalmente terminada señalada con: XEste año también se realizaron en el taller mecánico de precisiónmodificaciones menores a piezas ya manufacturadas por correcciones dediseño.