vera, rafael. “modelo de gestión del ... - tecsup.edu.pe · “modelo de gestión del...
TRANSCRIPT
Campus ArequipaUrb. Monterrey Lote D-8 José Luis Bustamante y Rivero. Arequipa, PerúT: (54)426610 - F: (54)426654MAIL: [email protected]
Campus LimaAv. Cascanueces 2221 Santa Anita. Lima 43, PerúT: (51)317-3900 - F: (51-1)317-3901MAIL: [email protected]
Campus Trujillo:Via de Evitamiento s/n Victor Larco Herrera. Trujillo, PerúT: (44)60-7800 - F: (44)60-7821MAIL: [email protected]
www.tecsup.edu.pe
Inst
itu
to d
e Ed
uca
ció
n S
up
erio
r Tec
no
lóg
ico
Pri
vad
o T
ECSU
P N
° 1
R
M: N
° 153
-84-
ED (1
7/02
/198
4)
R
D: N
° 054
-200
5-ED
(24/
02/2
005)
93
Invest Apl Innov 3(2), 2009
VERA, Rafael. “Modelo de gestión del conocimiento”
Investigaciónaplicada einnovación
Volumen 5, N.o 2Segundo semestre, 2011 Lima, Perú
Editorial......................................................................................................................................................................
Diseño de Proyectos Industriales Operacionales.............................................. José Rojas
Análisis del Consumo de Energía Eléctrica en una Industria UsandoInteligencia Artificial........................................................................................................ Miguel Orellana
Guía para el Diseño de Programas de Desarrollo de Capacidades Humanasen Proyectos de Responsabilidad Social........................................................... Henry Gómez.
Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica deVelocidad Variable.....................................................................................................................Alberto Ríos
Estabilidad Transitoria de Parques Eólicos de Velocidad Variable............................................................................................................................................................................................Alberto Ríos
Aplicación de los Métodos Combinados en la Conservación del BlanquilloMoqueguano (durazno)...................................................................................................Ricardo Benites
Estudia y Simulación de las Configuraciones de Transformadores para elMejoramiento de la Calidad de Energía..................................................................... Oscar Peña
Método Alternativo para la Producción Directa............................................... Marco Polo
¿Cómo Evaluar el Logro de los Resultados del Estudiante?Caso: Tecsup – Perú........................................................................................................... Henry Gómez
Metalurgia Extractiva de Tierras Raras............................................................Fathi Habashi
ISSN 1996-7551
93
97
147
155
163
17 1
179
102
115
127
137
OT. 11536 / TECSUP - Investigación aplicada e Innovación / Lomo OK: 0,4 cm. papel couche mate 90 gr. 96 pp. / Medida: 42.4 x 29.7 cm. TIRA JBM mac-pro
cyan negro AZUL TECSUP
95
EDITORIAL
Con este número estamos cerrando el quinto año de publicación de la revista I+i, y se puede
observar que la acogida y aceptación a este medio indexado de comunicación para temas
vigentes de ciencia aplicada e ingeniería continúa creciendo. En este número contamos con
importantes contribuciones de autores nacionales y extranjeros que nos comunican sus inte-
resantes hallazgos.
Todos los artículos que aparecen en la revista han sido previamente arbitrados y evaluados
por pares calificados y prestigiados, a quienes queremos agradecer por su importante cola-
boración.
Los temas tratados en este número cubren las áreas de sistemas de energía, optimización,
monitoreo remoto, tecnología agrícola, gestión y metalurgia.
Comité Editorial
Compendio_2012A_pag1-4.indd 95 2/13/12 6:19 PM

Compendio_2012A_pag1-4.indd 96 2/13/12 6:19 PM
97
Invest. Apl. Innov. 5(2), 2011
José Rojas, Xxxxxx
Diseño de Proyectos Industriales Operacionales
José Rojas, Tecsup
Diseño de Proyectos Industriales Operacionales
Operational Industrial Project Design
Resumen
En el mercado actual podemos encontrar una gran varie-
dad de textos relacionados a proyectos de inversión privada,
pero muy poca información sobre cómo elaborar y evaluar
proyectos de tipo operacional. Es por ello que la presente
investigación tiene como objetivo central diseñar una es-
tructura estándar para este tipo de proyectos y que sirva de
documento guía tanto a formuladores y evaluadores, como
a personas que recién se estén iniciando en este fascinante
mundo de los proyectos. La metodología empleada en la pre-
sente investigación fue la del análisis documental, engarzada
a la experiencia propia del autor como consultor y asesor de
proyectos.
Abstract
In today’s market we can find a variety of texts related to pri-
vate investment projects but very little information on how
to prepare and evaluate operational type projects. That is why
the objective of this research is to design a standard struc-
ture for this type of project so it can be used as a guidance
document for developers and evaluators, as well as for as
are people who are just starting in this fascinating world of
projects. The methodology used in this research was studded
documentary analysis to the author’s own experience as a
consultant and project advisor.
Palabras clave
Proyecto operacional y estructura de proyectos
Key words
Operational project and project structure.
INTRODUCCIÓN
Uno de los problemas que enfrenta una persona al momento
de elaborar un proyecto es establecer el esquema con el cual
va a trabajar: los proyectos de orden operacional presentan
una estructura muy distinta a los proyectos de inversión priva-
da (proyectos empresariales). Se dice que ningún proyecto es
igual a otro. En ese sentido, la presente investigación plantea
una estructura estándar que facilitará al formulador tener en
cuenta las consideraciones necesarias para la elaboración de
su proyecto.
De acuerdo con el tipo de proyecto a emprender, pueden con-
siderarse todos o parcialmente los puntos que se encuentran
debidamente señalados en la estructura propuesta de la pre-
sente investigación.
FUNDAMENTOS
La mayoría de autores de libros de proyectos presentan en su
publicaciones estructuras similares de proyectos privados, en-
fatizando en estas los aspectos generales, entorno macroeco-
nómico, área de influencia, estudio de mercado, estudio técnico
y estudio económico – financiero, pero estas estructuras clási-
cas no siempre encajan en los proyectos de tipo operacional.
Es conveniente señalar que no existe una guía o receta única
para la formulación y evaluación de proyectos industriales. Sin
embargo, algunas instituciones han establecido y diseñado li-
neamientos generales para la presentación final de un proyec-
to industrial.
01_diseno de proyectos_rojas.indd 97 2/13/12 5:38 PM
98
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Esquema sugerido por entidades
I. Resumen
II. Información complementaria
III. Análisis del estudio de mercado
IV. Aspectos técnicos
V. Estudio de la organización, de los aspectos legales y del
medio ambiente
VI. Inversión inicial y financiamiento
VII. Estimación y proyección de costos e ingresos
VIII. Evaluación económica y financiera
IX. Conclusiones y recomendaciones
Estas estructuras de proyectos están orientadas solo a pro-
yectos empresariales (creación de nuevas unidades de ne-
gocios), no atiendan la demanda de los lectores que buscan
una estructura de proyectos que se adapte a proyectos de
naturaleza operacional.
Según Jenner Alegre Elera en su libro Formulación y evalua-
ción de proyectos, uno de los criterios existentes para tipificar
proyectos es el aspecto de la naturaleza: los proyectos pue-
den ser de implantación (nuevos proyectos) y de operación
(racionalización del uso de factores de producción) o una
combinación de ambos (instalación y operación de una in-
dustria).
La diferencia entre los proyectos de implantación, o llama-
dos también proyectos empresariales, con los proyectos ope-
racionales radica en que los de implantación buscan crear
nuevos negocios o empresas dentro de mercados internos
o externos, mientras que los operacionales buscan evaluar
un cambio, mejora o modernización en una empresa ya exis-
tente.
En el primer caso, la evaluación se concentrará en determinar
todos los costos y beneficios asociados directamente con la
inversión. En el segundo, solo considerará aquellos que son
relevantes para la decisión que se deberá tomar. Así, por
ejemplo, si se evalúa el reemplazo de una chancadora de mi-
neral de cobre, el costo de la remuneración del operador es
irrelevante, pues sin importar la marca por la que se opte, el
sueldo será el mismo.
En los proyectos de tipo operacional, generalmente no se ela-
boran estudios de mercado, que a diferencia de los proyectos
empresariales si son indispensables para el desarrollo de los
mismos.
Ejemplos de proyectos operacionales:
– Ampliación de una planta.
– Abandono de líneas de producción.
– Reemplazo de activos fijos.
– Implementación de un plan de mantenimiento en el depar-
tamento de producción.
– Implementación de un plan de seguridad y salud ocupacio-
nal en minería (según Decreto Supremo N.º 055-2010-EM).
– Implementación de un sistema de recupero de desecho in-
dustriales.
– Proyectos que involucran el outsourcing.
El énfasis de esta investigación se concentra en los proyectos
de tipo operacional, por lo cual las estructuras de proyectos que
habitualmente encontramos en los textos no serán de mucho
ayuda, dado que estas están orientadas a proyectos de imple-
mentación donde si se debe llevar a cabo un riguroso estudio
de mercado.
Como resultado de una ardua investigación, se presenta la si-
guiente propuesta de estructura de proyectos operacionales
aplicables al sector industrial.
Estructura y presentación de proyectos industriales operacionales
Carátula
Se indica el nombre del proyecto. Este debe ser claro, de tal ma-
nera que permita, solo al leerlo, formarse una idea de lo que se
persigue con su ejecución. El nombre debe identificar al pro-
yecto durante toda su vida. Además, debe incluirse el nombre
del promotor del proyecto.
Ejemplo:
Nombre del proyecto: Instalación de una fábrica de Clinker y
cemento en el departamento de Arequipa
Promotor: Cementos Otorongo
01_diseno de proyectos_rojas.indd 98 2/13/12 5:38 PM
99
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Índice
Resume los temas y sub temas del trabajo en forma ordena-
da, indicando el número de página de los mismos.
Introducción
Da una visión general del problema, es decir, se debe reali-
zar una descripción de la situación actual encontrada y luego
plantear su alternativa. Esta sección tiene particular impor-
tancia porque representa la exposición racional y la lógica
que apoya su trabajo. El último párrafo de la introducción
debe presentar la conclusión del trabajo de aplicación.
Resumen ejecutivo
En este resumen se deberá presentar una síntesis del estudio
que contemple los siguientes aspectos (se recomienda ha-
cerlo una vez terminado el estudio).
a. Nombre del proyecto
b. Justificación
c. Objetivo del proyecto
d. Balance oferta y demanda de la producción
e. Descripción de la propuesta a implementar
f. Inversión
g. Resultados de la evaluación económica y financiera
h. Plazo de implementación del proyecto
Se recomienda que la extensión del resumen ejecutivo no
supere las dos páginas.
Breve antecedente de la empresa
En este capítulo se hace referencia a los aspectos genéricos y
características de la empresa en estudio: años en el mercado,
actividad principal del negocio, visión y misión de la empresa.
Además de esta información se deberán considerar los si-
guientes datos, en caso de que el proyecto sea financiado
con recursos externos (prestamos bancarios).
– Razón social
– Registro único del contribuyente
– Domicilio legal
– Representante legal
– Información de contacto
Justificación
En esta sección se establecerán los motivos por lo cuales se
realiza el proyecto. Cuando se trata de proyectos tecnológicos
o industriales, tendrán valor aquellos justificantes establecidos
en términos de disminución de la vulnerabilidad, aumento de
la competitividad, mejoramiento de imagen o de garantizar la
supervivencia.
Para incrementar el atractivo del proyecto es recomendable
establecer escenarios que describan la posición de la organiza-
ción una vez alcanzados los resultados esperados, es decir, los
efectos producidos por aprovechar la oportunidad o los deriva-
dos de la satisfacción de la necesidad planteada (situación sin
proyecto vs. situación con proyecto).
Desde luego, los beneficios esperados del proyecto servirán
para justificarlo. Por ello, de manera enfática pero sintética, po-
dremos enunciarlos para apoyar la solicitud de recursos. Tam-
bién es conveniente realizar algunas reflexiones sobre el costo
que representa el no aprovechar la oportunidad o atender a la
necesidad planteada. Ocasionalmente, una relación beneficio/
costo poco atractiva pudiera ser menos importante que el cos-
to de oportunidad o la relación de riesgo/costo que pudiera
existir para la organización.
Análisis y diagnóstico de la situación actual
Los proyectos nacen de una idea, problema, necesidad u opor-
tunidad en el mercado. Generalmente en la industria se desa-
rrollan proyectos con el fin de solucionar problemas, enten-
diéndose como problema una situación existente que genera
efectos negativos en la organización.
Una vez identificado el problema se plantea realizar un pro-
fundo diagnóstico, porque solo conociendo realmente en qué
consiste el problema podemos plantear soluciones inteligentes
para resolverlo.
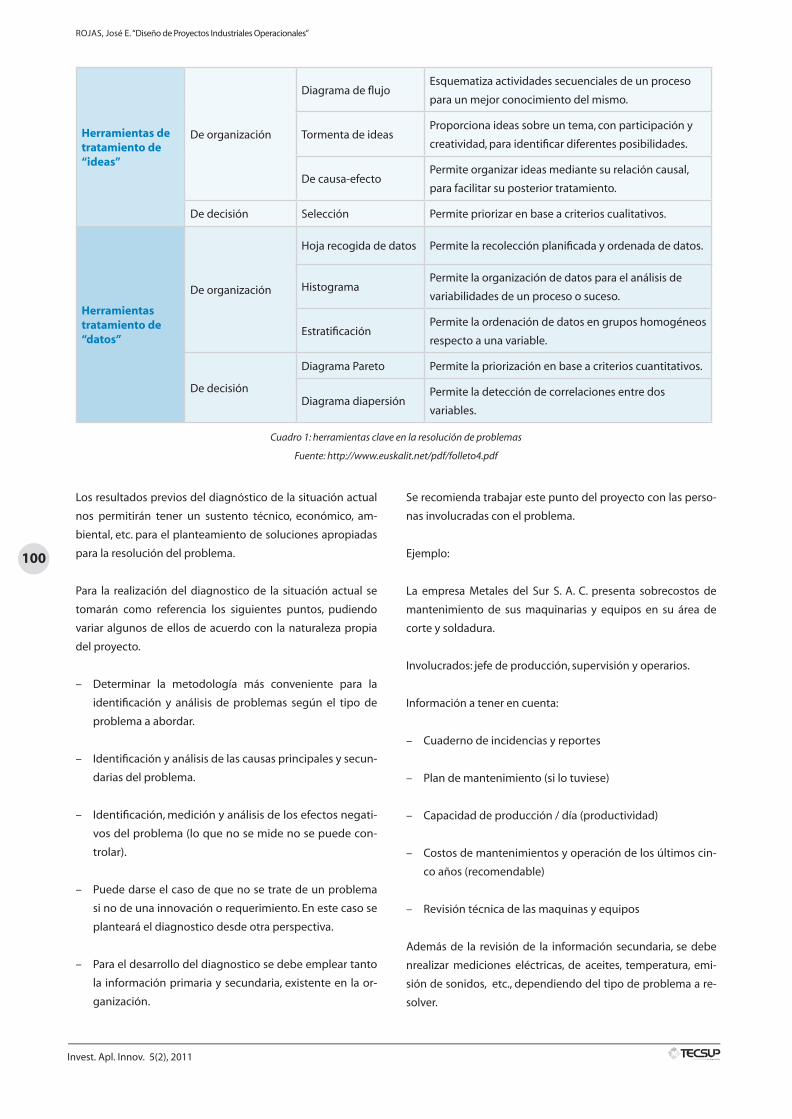
Existen diferentes herramientas para la resolución de proble-
mas que pueden ser utilizadas en la elaboración del diagnós-
tico. Ver cuadro1:
01_diseno de proyectos_rojas.indd 99 2/13/12 5:38 PM
100
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Cuadro 1: herramientas clave en la resolución de problemas
Fuente: http://www.euskalit.net/pdf/folleto4.pdf
Se recomienda trabajar este punto del proyecto con las perso-
nas involucradas con el problema.
Ejemplo:
La empresa Metales del Sur S. A. C. presenta sobrecostos de
mantenimiento de sus maquinarias y equipos en su área de
corte y soldadura.
Involucrados: jefe de producción, supervisión y operarios.
Información a tener en cuenta:
– Cuaderno de incidencias y reportes
– Plan de mantenimiento (si lo tuviese)
– Capacidad de producción / día (productividad)
– Costos de mantenimientos y operación de los últimos cin-
co años (recomendable)
– Revisión técnica de las maquinas y equipos
Además de la revisión de la información secundaria, se debe
nrealizar mediciones eléctricas, de aceites, temperatura, emi-
sión de sonidos, etc., dependiendo del tipo de problema a re-
solver.
Los resultados previos del diagnóstico de la situación actual
nos permitirán tener un sustento técnico, económico, am-
biental, etc. para el planteamiento de soluciones apropiadas
para la resolución del problema.
Para la realización del diagnostico de la situación actual se
tomarán como referencia los siguientes puntos, pudiendo
variar algunos de ellos de acuerdo con la naturaleza propia
del proyecto.
– Determinar la metodología más conveniente para la
identificación y análisis de problemas según el tipo de
problema a abordar.
– Identificación y análisis de las causas principales y secun-
darias del problema.
– Identificación, medición y análisis de los efectos negati-
vos del problema (lo que no se mide no se puede con-
trolar).
– Puede darse el caso de que no se trate de un problema
si no de una innovación o requerimiento. En este caso se
planteará el diagnostico desde otra perspectiva.
– Para el desarrollo del diagnostico se debe emplear tanto
la información primaria y secundaria, existente en la or-
ganización.
Herramientas de tratamiento de “ideas”
De organización
Diagrama de flujoEsquematiza actividades secuenciales de un proceso
para un mejor conocimiento del mismo.
Tormenta de ideasProporciona ideas sobre un tema, con participación y
creatividad, para identificar diferentes posibilidades.
De causa-efectoPermite organizar ideas mediante su relación causal,
para facilitar su posterior tratamiento.
De decisión Selección Permite priorizar en base a criterios cualitativos.
Herramientas tratamiento de “datos”
De organización
Hoja recogida de datos Permite la recolección planificada y ordenada de datos.
HistogramaPermite la organización de datos para el análisis de
variabilidades de un proceso o suceso.
EstratificaciónPermite la ordenación de datos en grupos homogéneos
respecto a una variable.
De decisión
Diagrama Pareto Permite la priorización en base a criterios cuantitativos.
Diagrama diapersiónPermite la detección de correlaciones entre dos
variables.
01_diseno de proyectos_rojas.indd 100 2/13/12 5:38 PM
101
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Luego de entender el problema es su real magnitud platea-
mos el objetivo general y objetivos específicos del proyecto.
Objetivo general
El objetivo general debe responder a la pregunta: ¿qué pro-
blema ayudará a resolver el proyecto? En la medida de lo
posible se debe usar terminología clara, concisa y simple. No
necesariamente el informe lo leerá personal relacionado con
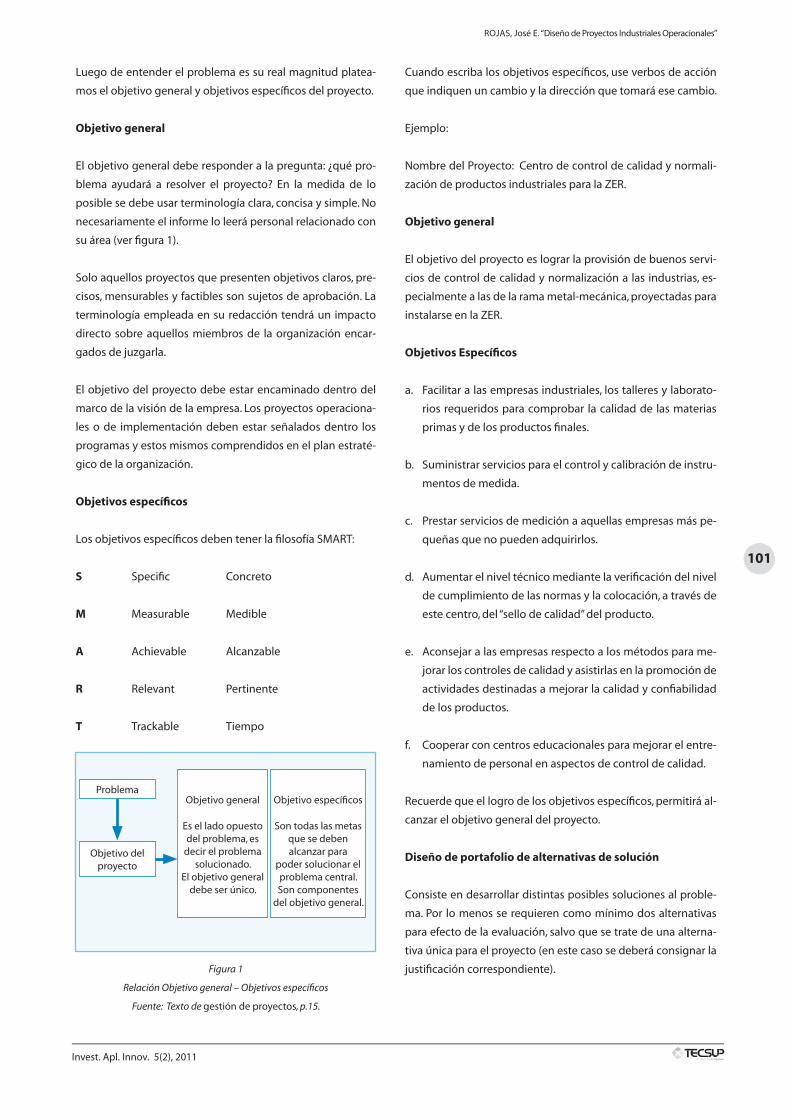
su área (ver figura 1).
Solo aquellos proyectos que presenten objetivos claros, pre-
cisos, mensurables y factibles son sujetos de aprobación. La
terminología empleada en su redacción tendrá un impacto
directo sobre aquellos miembros de la organización encar-
gados de juzgarla.
El objetivo del proyecto debe estar encaminado dentro del
marco de la visión de la empresa. Los proyectos operaciona-
les o de implementación deben estar señalados dentro los
programas y estos mismos comprendidos en el plan estraté-
gico de la organización.
Objetivos específicos
Los objetivos específicos deben tener la filosofía SMART:
S Specific Concreto
M Measurable Medible
A Achievable Alcanzable
R Relevant Pertinente
T Trackable Tiempo
Figura 1
Relación Objetivo general – Objetivos específicos
Fuente: Texto de gestión de proyectos, p.15.
Cuando escriba los objetivos específicos, use verbos de acción
que indiquen un cambio y la dirección que tomará ese cambio.
Ejemplo:
Nombre del Proyecto: Centro de control de calidad y normali-
zación de productos industriales para la ZER.
Objetivo general
El objetivo del proyecto es lograr la provisión de buenos servi-
cios de control de calidad y normalización a las industrias, es-
pecialmente a las de la rama metal-mecánica, proyectadas para
instalarse en la ZER.
Objetivos Específicos
a. Facilitar a las empresas industriales, los talleres y laborato-
rios requeridos para comprobar la calidad de las materias
primas y de los productos finales.
b. Suministrar servicios para el control y calibración de instru-
mentos de medida.
c. Prestar servicios de medición a aquellas empresas más pe-
queñas que no pueden adquirirlos.
d. Aumentar el nivel técnico mediante la verificación del nivel
de cumplimiento de las normas y la colocación, a través de
este centro, del “sello de calidad” del producto.
e. Aconsejar a las empresas respecto a los métodos para me-
jorar los controles de calidad y asistirlas en la promoción de
actividades destinadas a mejorar la calidad y confiabilidad
de los productos.
f. Cooperar con centros educacionales para mejorar el entre-
namiento de personal en aspectos de control de calidad.
Recuerde que el logro de los objetivos específicos, permitirá al-
canzar el objetivo general del proyecto.
Diseño de portafolio de alternativas de solución
Consiste en desarrollar distintas posibles soluciones al proble-
ma. Por lo menos se requieren como mínimo dos alternativas
para efecto de la evaluación, salvo que se trate de una alterna-
tiva única para el proyecto (en este caso se deberá consignar la
justificación correspondiente).
Objetivo general
Es el lado opuesto del problema, es
decir el problema solucionado.
El objetivo general debe ser único.
Objetivo específicos
Son todas las metas que se deben alcanzar para
poder solucionar el problema central.Son componentes
del objetivo general.
Problema
Objetivo del proyecto
01_diseno de proyectos_rojas.indd 101 2/13/12 5:38 PM
102
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Evaluación de alternativas por criterios
Según el autor Nassir Sapag Chain en su libro Preparación y
evaluación de proyectos nos dice que un proyecto no es ni
más ni menos que la búsqueda de una solución inteligente
al planteamiento de un problema tendiente a resolver; entre
tantas, una necesidad humana.
Las soluciones planteadas son las alternativas propuestas
para resolver un problema.
Los criterios para evaluar las alternativas son en base a aspec-
tos técnicos, financieros, económicos, organizacionales, am-
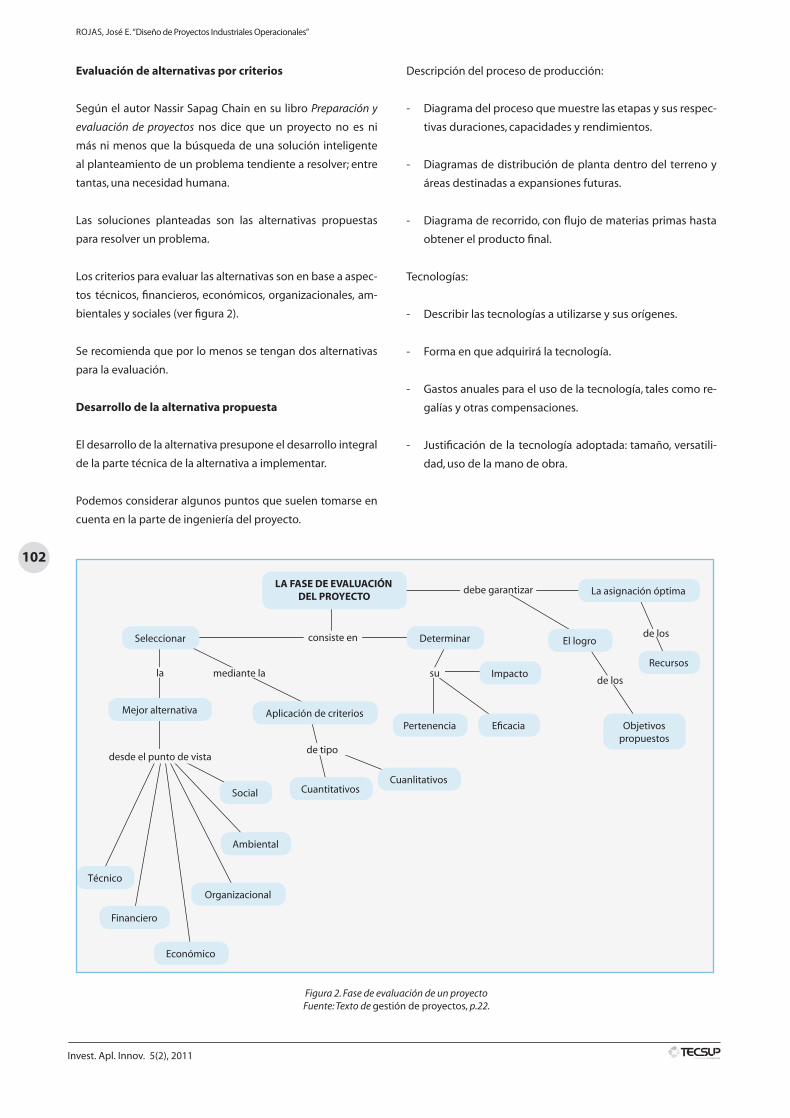
bientales y sociales (ver figura 2).
Se recomienda que por lo menos se tengan dos alternativas
para la evaluación.
Desarrollo de la alternativa propuesta
El desarrollo de la alternativa presupone el desarrollo integral
de la parte técnica de la alternativa a implementar.
Podemos considerar algunos puntos que suelen tomarse en
cuenta en la parte de ingeniería del proyecto.
Descripción del proceso de producción:
- Diagrama del proceso que muestre las etapas y sus respec-
tivas duraciones, capacidades y rendimientos.
- Diagramas de distribución de planta dentro del terreno y
áreas destinadas a expansiones futuras.
- Diagrama de recorrido, con flujo de materias primas hasta
obtener el producto final.
Tecnologías:
- Describir las tecnologías a utilizarse y sus orígenes.
- Forma en que adquirirá la tecnología.
- Gastos anuales para el uso de la tecnología, tales como re-
galías y otras compensaciones.
- Justificación de la tecnología adoptada: tamaño, versatili-
dad, uso de la mano de obra.
Figura 2. Fase de evaluación de un proyecto Fuente: Texto de gestión de proyectos, p.22.
Mejor alternativa
la
Social
Ambiental
Organizacional
Técnico
Financiero
Económico
LA FASE DE EVALUACIÓN DEL PROYECTO
Seleccionar Determinar El logro
La asignación óptima
Aplicación de criterios
consiste en
mediante la
de los
de los
Pertenencia Eficacia
ImpactoRecursos
Objetivos propuestos
Cuantitativos
debe garantizar
su
de tipo
Cuanlitativos
desde el punto de vista
Mejor alternativa
la
Social
Ambiental
Organizacional
Técnico
Financiero
Económico
LA FASE DE EVALUACIÓN DEL PROYECTO
Seleccionar Determinar El logro
La asignación óptima
Aplicación de criterios
consiste en
mediante la
de los
de los
Pertenencia Eficacia
ImpactoRecursos
Objetivos propuestos
Cuantitativos
debe garantizar
su
de tipo
Cuanlitativos
desde el punto de vista
103
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
Programa de producción
Una vez proyectadas las ventas para los primeros años de
operación de la empresa, el proyecto debe definir el progra-
ma de producción que indique los volúmenes para cada artí-
culo que se producirá anualmente, de acuerdo a la capacidad
del mercado y planta para un periodo mínimo de 5 años.
Medios físicos de producción
Terrenos:
– Topografía
– Medidas y superficie total
– Superficie afectada por el proyecto
Obras de ingeniera civil
– Trabajo de ingeniería civil por medio de la clasificación
en preparación del terreno, construcción, trabajos y
obras civiles especiales.
– Edificaciones destinadas a servicios auxiliares, área pro-
ductiva y administración.
– Planos de áreas a construirse.
Maquinarias y equipos
– Características técnicas principales
– Cantidad de cada una de las maquinas y equipos
– Precio unitario en planta
– Costo de montaje y supervisión
Costos totales de las maquinarias y equipos:
– Repuestos de uso corriente y accesorios
– Instalaciones y servicios
– Programas de mantenimiento
– Cronograma de implementación del proyecto
Estudio económico y financiero
Para el estudio económico y financiero se tendrán en cuentas
las siguientes pautas, en base a la naturaleza de cada proyecto.
– Inversiones fijas tangibles
– Inversiones fijas intangibles o diferidas
– Capital de trabajo
– Financiamiento
– Ingreso y costos
– Punto de equilibrio
– Flujo de caja
– Evaluación económica y financiera
Conclusiones
Contempla los resultados alcanzados con la elaboración del
proyecto.
Recomendaciones
Considera las ideas, sugerencias y consideraciones comple-
mentarias.
Bibliografía
Deberá indicar los nombres de títulos de libros, revistas, infor-
mes, memorias, páginas web, etc. Con sus respectivos autores y
fechas de edición y registro editorial en caso de ser necesario,
en forma detallada; esto es con el objetivo de conocer de don-
de se ha extraído información para la elaboración trabajo de
aplicación.
Anexos
Adjuntar toda la información que permita verificar y/o susten-
tar el proyecto.
– Planos
– Cotizaciones
01_diseno de proyectos_rojas.indd 103 2/13/12 5:38 PM
104
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
– Fichas técnicas
– Encuestas
– Fotografías
– Normatividad
– Manuales técnicos y otros
METODOLOGÍA
La experiencia de años como docente, asesor y consultor en
proyectos de inversión privada y pública (SNIP), me ha ense-
ñado que no existe un único formato (estructura de proyec-
tos) que sirva como documento guía para la elaboración y
evaluación de proyectos operacionales.
La metodología empleada en la presente investigación se
fundamenta en un análisis comparativo e interpretación de
las diferentes estructuras de proyectos de orden privado, pre-
sentadas por reconocidos autores de libros de proyectos en
América Latina.
El resultado de este análisis comparativo ha sido contrastado
con estructuras de proyectos productivos reales, elaborados
por empresas consultoras de proyectos como profesionales
independientes.
Así mismo se tomó como referencia la opinión de diferentes
especialistas y consultores en proyectos.
RESULTADOS
• El resultado de la presente investigación es la propuesta
de una estructura estándar para la elaboración y evalua-
ción de proyectos industriales operacionales. La estructu-
ra guarda un orden lógico y secuencial de desarrollo. Los
componentes de la estructura se encuentran relaciona-
dos entre sí, existiendo relaciones de dependencia entre
las partes del proyecto.
• Las partes que debe contener el estudio de ingeniería
para el desarrollo de la alternativa propuesta, se ha de-
sarrollado en forma amplia, para que pueda ser utilizado
indistintamente para proyectos operacionales como de
implementación.
• Finalmente, la presente estructura propuesta considera los
requisitos mínimos que debe contener un proyecto de na-
turaleza operacional.
CONCLUSIONES
• Los proyectos operacionales buscan evaluar un cambio,
mejora o modernización en una empresa ya existente y no
inciden de manera profunda en aspectos comerciales.
• La estructura de un proyecto industrial operacional debe
guardar un orden lógico y secuencial entre sus partes, ade-
más de contener los puntos mínimos que conlleven desde
la identificación del problema hasta la solución técnica,
económica y financiera de la misma.
• El diagnóstico es la base fundamental de todo proyecto
operacional, el cual debe ser realizado en forma concienzu-
da por el formulador. De no ser así, sería muy irresponsable
de su parte el plantear soluciones para resolver los proble-
mas identificados en la organización.
REFERENCIAS
[1] Vladimir, C. (2005). Formulación y evaluación de proyectos
industriales. Lima: Universidad San Martin de Porres.
[2] Andía, W. (1998). Proyectos de inversión. Lima: Centro de
Investigación y Capacitación Empresarial.
[3] Alegre, J. (1994). Formulación y evaluación de proyectos.
Lima: Centro Comunidades S.R.L.
[4] Sapag, C. J. (1989). Preparación y evaluación de proyectos.
México: Mc Graw-Hill.
[5] Banco Multisectorial de Inversiones. Guía para la formula-
ción de proyectos de inversión.
[6] Sicchar, J. (2003). Curso Formulación de Proyectos: segunda
especialidad en Ingeniería de Proyectos. Arequipa: Facultad
de Ingeniería y Producción de la Universidad Nacional de
San Agustín.
[7] Tecsup. (2011G). Texto de gestión de proyectos .Lima:
Tecsup.
[8] “Herramientas para la resolución de problemas”. Recupe-
rado el 3 de mayo de 2008, de: http://www.euskalit.net/
pdf/folleto4.pdf
01_diseno de proyectos_rojas.indd 104 2/13/12 5:38 PM
105
Invest. Apl. Innov. 5(2), 2011
ROJAS, José E. “Diseño de Proyectos Industriales Operacionales”
ACERCA DEL AUTOR
José Eduardo Rojas Gómez es economista con estudios de
Maestría en Ingeniería Industrial y una segunda especializa-
ción en Proyectos de Inversión. Asesor y Consultor de Pro-
yectos Privados y Públicos (SNIP). Exconsultor del Banco de
Proyectos de la Región de Arequipa. Actualmente se desem-
peña como planner del Área de Estudios Generales de Tec-
sup Arequipa y es profesor encargado del curso de Gestión
de Proyectos.
Original recibido: 03 de octubre de 2011
Aceptado para publicación: 02 de enero de 2012
01_diseno de proyectos_rojas.indd 105 2/13/12 5:38 PM
01_diseno de proyectos_rojas.indd 106 2/13/12 5:38 PM
107
Invest. Apl. Innov. 5(2), 2011
José Rojas, Xxxxxx
Diseño de Proyectos Industriales Operacionales
Miguel Orellana, Escuela Politécnica de la Universidadde São Paulo (USP) - Brasil
Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial
Power Consumption Analysis in an industry using Artificial Intelligence
Resumen
La inteligencia artificial es indicada como un capo de cono-
cimientos que puede apoyar en la toma de decisiones de
forma simple; este trabajo presenta una propuesta usando
tecnología Fuzzy, para el análisis y control del consumo de
energía eléctrica de una fábrica de electro-electrónicos en
la zona franca de Manaos - Brasil. El objetivo es ayudar en
la toma de decisiones en la gerencia del consumo de ener-
gía especialmente de aquellos equipamientos considerados
como mayores consumidores.
La propuesta de este trabajo envuelve el control de las va-
riables de salida que será la demanda y consumo de ener-
gía eléctrica, y de tres variables de entrada, como el horario,
temperatura y nivel de producción. Para modelar las variables
lingüísticas y la construcción de la base de las reglas Fuzzy,
fue necesario el conocimiento especialista para modelar los
diferentes eventos, especialmente cuando se tuvo datos in-
completos. Los modelos fueron refinados a través de las si-
mulaciones realizadas con la herramienta Matlab que posi-
bilitó realizar varias simulaciones con excelentes resultados.
El sistema Fuzzy fue implementado como herramienta de
análisis para determinar la mejor condición de funcionamien-
to, que contempla racionalización, producción independien-
te, factores ambientales y oferta de energía, buscando el me-
jor precio de la energía proveniente de la generación propia o
considerando las tarifas de concesionario disponible.
Abstract
Artificial intelligence is indicated as a lord of knowledge that
can assist in simple decision-making, this paper presents a
proposal using Fuzzy technology for the analysis and control
of power consumption of an electro-electronics factory in the
free zone of Manaus - Brazil. The aim is to assist in the decision
making of the management of energy consumption; especially
those considered as big consumer equipment.
The proposal of this paper involves the control of the output
variables that will be the demand and consumption of elec-
tricity, and three input variables such as time, temperature
and level of production, to model the linguistic variables and
the construction of the Fuzzy rules base. For this a specialist’s
knowledge was required to model the different events, espe-
cially when there was incomplete data, the models were refi-
ned through simulations with the Matlab tool which allowed to
perform several simulations with excellent results.
The Fuzzy system was implemented as an analytical tool to de-
termine the best operating condition, which includes rationali-
zation, independent production, environmental and energy su-
pply factors, seeking the best average price of energy from its
own generation or considering the concession rates available.
Palabras clave
Inteligencia artificial, lógica Fuzzi, consumo de energía, Matlab.
02_inteligencia artificial_orellana.indd 107 2/13/12 5:40 PM
108
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
Key words
Artificial Intelligence, Fuzzi Logic, Energy Consumption,
Matlab.
INTRODUCCIÓN
Las industrias modernas están invirtiendo en planeamiento,
en iniciativas para racionalizar el uso de la energía eléctri-
ca. Estas iniciativas tienen repercusión significativa en for-
ma económica y también en forma ambiental, teniendo en
cuenta que una mejor administración de los recursos puede
eliminar o postergar la necesidad de nuevas fuentes de ge-
neración, transmisión y distribución de la energía eléctrica.
La mayor ventaja de la eficiencia energética casi siempre se
presenta como una solución más barata que la producción
de energía. Para [6] la demanda de un típico sistema eléctrico
varia considerablemente a largo del día; generalmente la de-
manda máxima acontece cuando la carga consumida por los
equipamentos se sobreponen entre sí en determinados mo-
mentos del día ocasionando un pico de demanda de energía.
La utilización de la lógica Fuzzy tiene por finalidad crear co-
nocimientos que permitan la toma de decisiones en el “mo-
mento” de su planeamiento o implementación mejorada.
La inteligencia artificial es un campo de conocimientos que
ofrece modelos de apoyo a la decisión y al control con base
en acciones reales y conocimientos empíricos y teóricos,
cuando apoyados en datos incompletos. El objetivo de este
trabajo es presentar la aplicación de algunos conceptos del
campo de la inteligencia artificial en el desenvolvimiento e
implantación, a partir del conocimiento de especialistas, del
control de consumo de energía eléctrica, relevante en la in-
dustria.
La utilización del sistema decisorio Fuzzy multicriterio para la
determinación de la mejor condición del funcionamiento de
una unidad industrial consumidora se presentó de una forma
adecuada para el análisis deseado, principalmente por per-
mitir la consideración de las experiencias prácticas sobre las
variables inciertas, relacionadas al proyecto de implantación
del sistema de gerenciamiento de energía eléctrica aplicado
en el lado de la demanda.
FUNDAMENTOS
La inteligencia es considerada como la demostración por re-
sultados de principios coherentes, en escala de tiempo verifi-
cable: la naturaleza es inteligente en escala de tiempo inacce-
sible para los humanos. Lo opuesto a la inteligencia es el caos:
en un sistema confuso dos entradas muy próximas resultan en
dos salidas sin cualquier conexión [3].
Para [9], la inteligencia es una contribución computacional, es
la habilidad de alcanzar objetivos, percibiéndose diversos tipos
de grados de inteligencia en personas, en muchos amínales y
en máquinas.
Al menos cinco escuelas filosóficas se proponen a describir la
inteligencia [3]:
• Estructuralista: existen mecanismos que realizan las tareas,
basta descubrirlos.
• Conexionista: existen procesos simples que se autoorgani-
zan, basta descubrirlos.
• Genética: existen la inteligencia y el caos, basta separarlos
naturalmente, como hace la naturaleza, por eso en escala
de tiempo adecuado.
• Fenomenológica: todo es caótico, en avance paralelo. Al
darse una sintonía momentánea, se da la comunicación. No
se conoce llave para repetir la inteligencia
• Metafísica: solo es posible comprender el intelecto. La in-
teligencia pertenece a otra dimensión, inaccesible por me-
dios intelectuales
Para [2], la inteligencia artificial es un campo que usa técnicas
de programación que buscan, por medio de máquinas, resolver
problemas del mismo modo que un ser humano lo resolvería.
Para [10], la inteligencia artificial es un campo de estudio mul-
tidisciplinar, originado de la computación, ingeniería, psicolo-
gía, matemática y cibernética, cuyo principal objetivo es cons-
truir sistemas que presenten comportamiento inteligente y
desempeñen tareas con un grado de competencia equivalente
o superior al grado con que un especialista humano la desem-
peñaría. Para [9], la inteligencia artificial es la ciencia y la tecno-
logía de las máquinas inteligentes, especialmente programas
de computación. Se relacionan con el uso de computadores
para el entendimiento y la exploración de la inteligencia huma-
na, no limitándose; por eso, hay métodos biológicamente ob-
servables. Para [2], las técnicas de inteligencia artificial buscan
imitar mecanismos de la naturaleza por medio de mecanismos
tecnológicos cuyo desenvolvimiento fue basado en mecanis-
mos naturales.
Diversas técnicas y aplicaciones están disponibles en el cam-
po de la inteligencia artificial. Una referencia que remite a otras
fuentes y encontrada en [9], para el objetivo de este trabajo, son
02_inteligencia artificial_orellana.indd 108 2/13/12 5:40 PM
109
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
suficientes los conceptos de sistemas especialistas y lógica
Fuzzy.
Los sistemas especialistas son sistemas computacionales que
resuelven problemas de forma similar de modo como un es-
pecialista humano los resolvería, teniendo capacidad de de-
cisión en campos específicos del conocimiento. Un sistema
especialista resuelve problemas en un área limitada de cono-
cimientos, no debiendo esperarse lo mismo que pueda tener
capacidad de resolver cualquier tipo de problema.
Los sistemas especialistas buscan la respuesta y aprenden
con la experiencia, resolviendo problemas por análisis de in-
ferencia, a partir de síntomas e intensidades aleatorias y apo-
yadas en bases de conocimientos que pueden, inclusive, ser
transferidos. Los sistemas especialistas poseen:
– Un banco de conocimientos que contienen hechos, re-
glas y padrones
– Un dispositivo de inferencia capaz de tomar decisiones.
– Un lenguaje en el cual las reglas son escritas.
– Un organizador que incluye el dispositivo de inferencia,
el gerenciador de la base de conocimientos y las interfa-
ces de usuarios [10].
El razonamiento basado en casos (CBR) es una metodología
que resuelve nuevos problemas adaptando soluciones cono-
cidas de problemas antiguos, o sea, usando conocimientos
generados en experiencias pasadas. Un nuevo problema es
resuelto encontrando un caso similar ya resuelto en el pasa-
do y reutilizando la solución, debidamente adaptada.
La metodología utilizada en el desarrollo de este trabajo es
descrito del siguiente modo:
a. Colecta de datos de las variables de entrada de este tra-
bajo envuelve el control de las variables como el horario,
temperatura y nivel de producción.
b. Modelaje de las variables lingüísticas y construcción de la
base de las reglas Fuzzy, utilizando Matlab.
c. Aplicación del conocimiento especialista cuando los da-
tos estén incompletos.
d. Colecta y análisis de las variables de salida demanda y con-
sumo de energía eléctrica.
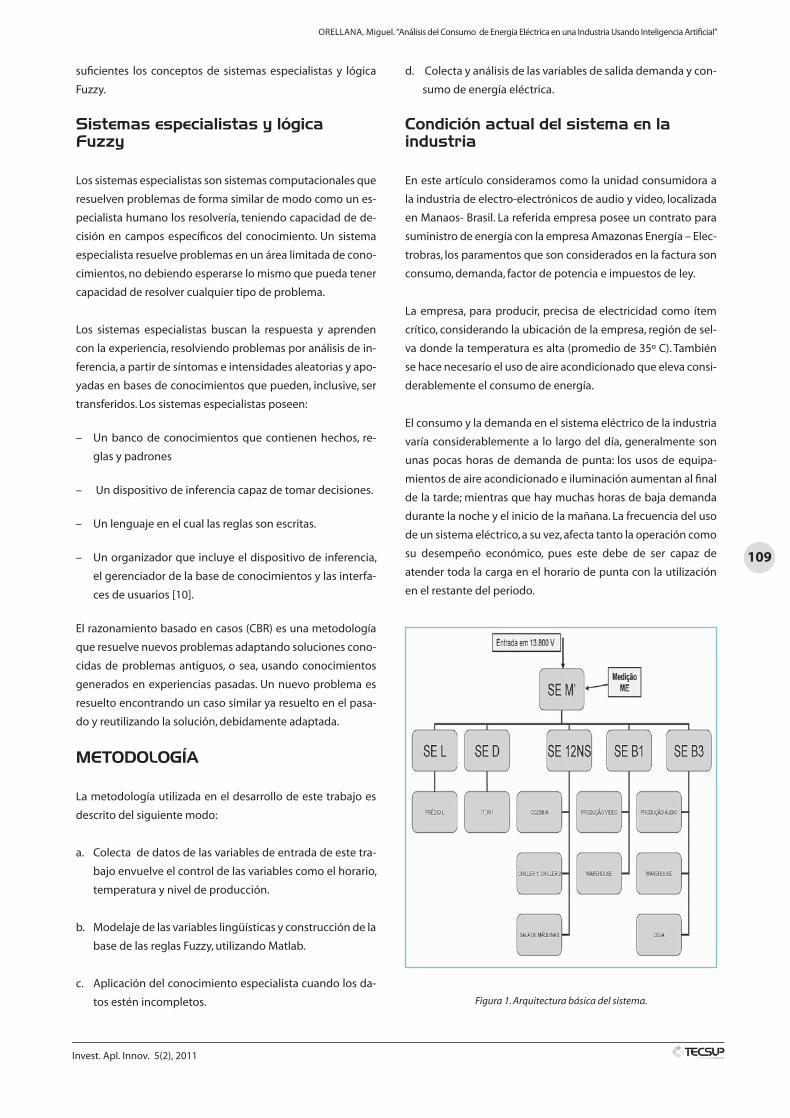
En este artículo consideramos como la unidad consumidora a
la industria de electro-electrónicos de audio y video, localizada
en Manaos- Brasil. La referida empresa posee un contrato para
suministro de energía con la empresa Amazonas Energía – Elec-
trobras, los paramentos que son considerados en la factura son
consumo, demanda, factor de potencia e impuestos de ley.
La empresa, para producir, precisa de electricidad como ítem
crítico, considerando la ubicación de la empresa, región de sel-
va donde la temperatura es alta (promedio de 35º C). También
se hace necesario el uso de aire acondicionado que eleva consi-
derablemente el consumo de energía.
El consumo y la demanda en el sistema eléctrico de la industria
varía considerablemente a lo largo del día, generalmente son
unas pocas horas de demanda de punta: los usos de equipa-
mientos de aire acondicionado e iluminación aumentan al final
de la tarde; mientras que hay muchas horas de baja demanda
durante la noche y el inicio de la mañana. La frecuencia del uso
de un sistema eléctrico, a su vez, afecta tanto la operación como
su desempeño económico, pues este debe de ser capaz de
atender toda la carga en el horario de punta con la utilización
en el restante del periodo.
Figura 1. Arquitectura básica del sistema.
110
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
utilización de un sistema de generación alternativa de energía.
En este caso utilizaremos un grupo motor generador, que re-
presenta una opción que necesita análisis, debido a los costos
envueltos. Es sobre este enfoque que el sistema decisorio Fuzzy
para el análisis de demanda se presenta como herramienta
para la determinación del diagnóstico cuantitativo y cualita-
tivo de las opciones posibles de gerenciamiento y selección
del mejor contrato de tarifa, considerando las características
propias del funcionamiento de la unidad consumidora. Y con-
secuentemente, la reducción del precio medio de energía, sea
ella proveniente de la concesionaria o de la generación propia,
utilizada por la unidad consumidora facturada.
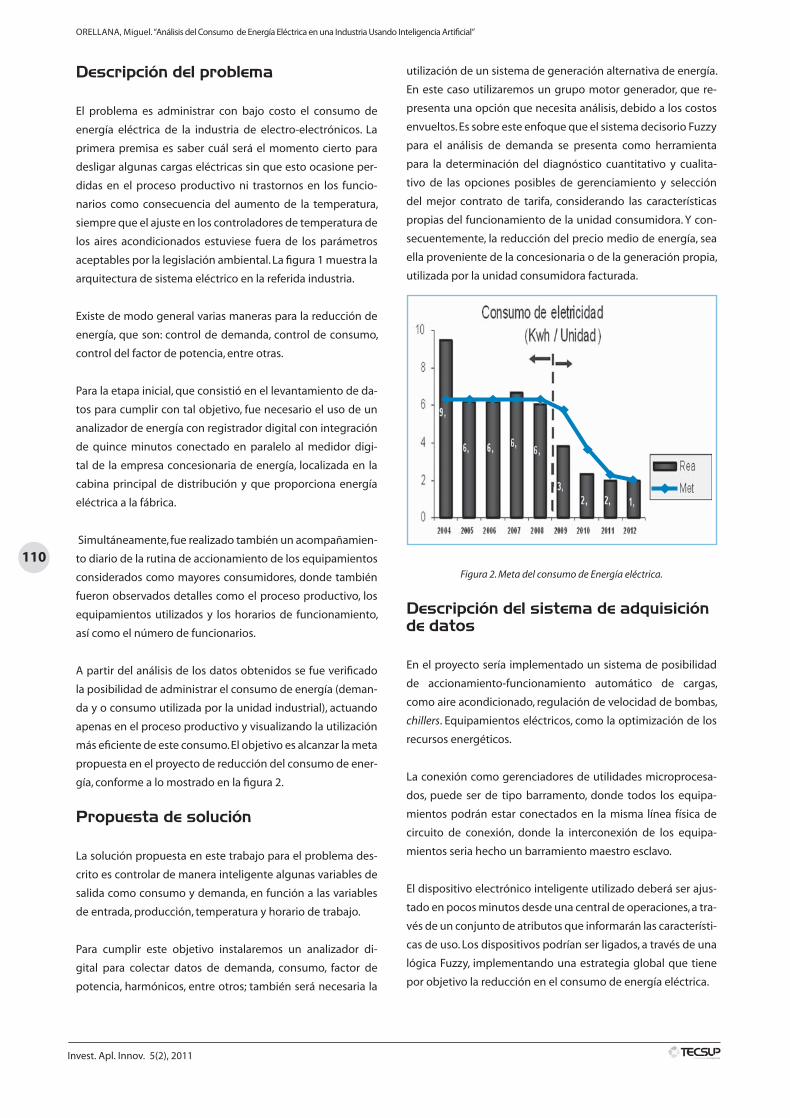
Figura 2. Meta del consumo de Energía eléctrica.
En el proyecto sería implementado un sistema de posibilidad
de accionamiento-funcionamiento automático de cargas,
como aire acondicionado, regulación de velocidad de bombas,
chillers. Equipamientos eléctricos, como la optimización de los
recursos energéticos.
La conexión como gerenciadores de utilidades microprocesa-
dos, puede ser de tipo barramento, donde todos los equipa-
mientos podrán estar conectados en la misma línea física de
circuito de conexión, donde la interconexión de los equipa-
mientos seria hecho un barramiento maestro esclavo.
El dispositivo electrónico inteligente utilizado deberá ser ajus-
tado en pocos minutos desde una central de operaciones, a tra-
vés de un conjunto de atributos que informarán las característi-
cas de uso. Los dispositivos podrían ser ligados, a través de una
lógica Fuzzy, implementando una estrategia global que tiene
por objetivo la reducción en el consumo de energía eléctrica.
El problema es administrar con bajo costo el consumo de
energía eléctrica de la industria de electro-electrónicos. La
primera premisa es saber cuál será el momento cierto para
desligar algunas cargas eléctricas sin que esto ocasione per-
didas en el proceso productivo ni trastornos en los funcio-
narios como consecuencia del aumento de la temperatura,
siempre que el ajuste en los controladores de temperatura de
los aires acondicionados estuviese fuera de los parámetros
aceptables por la legislación ambiental. La figura 1 muestra la
arquitectura de sistema eléctrico en la referida industria.
Existe de modo general varias maneras para la reducción de
energía, que son: control de demanda, control de consumo,
control del factor de potencia, entre otras.
Para la etapa inicial, que consistió en el levantamiento de da-
tos para cumplir con tal objetivo, fue necesario el uso de un
analizador de energía con registrador digital con integración
de quince minutos conectado en paralelo al medidor digi-
tal de la empresa concesionaria de energía, localizada en la
cabina principal de distribución y que proporciona energía
eléctrica a la fábrica.
Simultáneamente, fue realizado también un acompañamien-
to diario de la rutina de accionamiento de los equipamientos
considerados como mayores consumidores, donde también
fueron observados detalles como el proceso productivo, los
equipamientos utilizados y los horarios de funcionamiento,
así como el número de funcionarios.
A partir del análisis de los datos obtenidos se fue verificado
la posibilidad de administrar el consumo de energía (deman-
da y o consumo utilizada por la unidad industrial), actuando
apenas en el proceso productivo y visualizando la utilización
más eficiente de este consumo. El objetivo es alcanzar la meta
propuesta en el proyecto de reducción del consumo de ener-
gía, conforme a lo mostrado en la figura 2.
La solución propuesta en este trabajo para el problema des-
crito es controlar de manera inteligente algunas variables de
salida como consumo y demanda, en función a las variables
de entrada, producción, temperatura y horario de trabajo.
Para cumplir este objetivo instalaremos un analizador di-
gital para colectar datos de demanda, consumo, factor de
potencia, harmónicos, entre otros; también será necesaria la
111
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
Eso hace que la energía sea utilizada con más inteligencia y
racionalidad. La reducción en la factura de energía eléctrica
y consecuente aumento en la productividad, sin afectar la se-
guridad, ni el confort ambiental.
Modelo Fuzzy del conocimiento espe-cialista
Para modelar el sistema de conocimiento especializado es
necesario parametrizar señales de entrada como temperatu-
ra, o sea la variación de las condiciones climáticas durante el
año; inicialmente en los test fue posible descubrir y acumular
conocimiento especializado sobre la variación en las señales
de entrada y la implicancia en las variables de salida.
A pesar de la complejidad e imprecisión del conocimiento
obtenido con la experiencia realizada, fue posible modelar
las variables envueltas, crear la base de las reglas Fuzzy y ge-
nerar simulaciones satisfactorias en el modelo matemático
Matlab.
Modelamiento de las variables lingüísticas
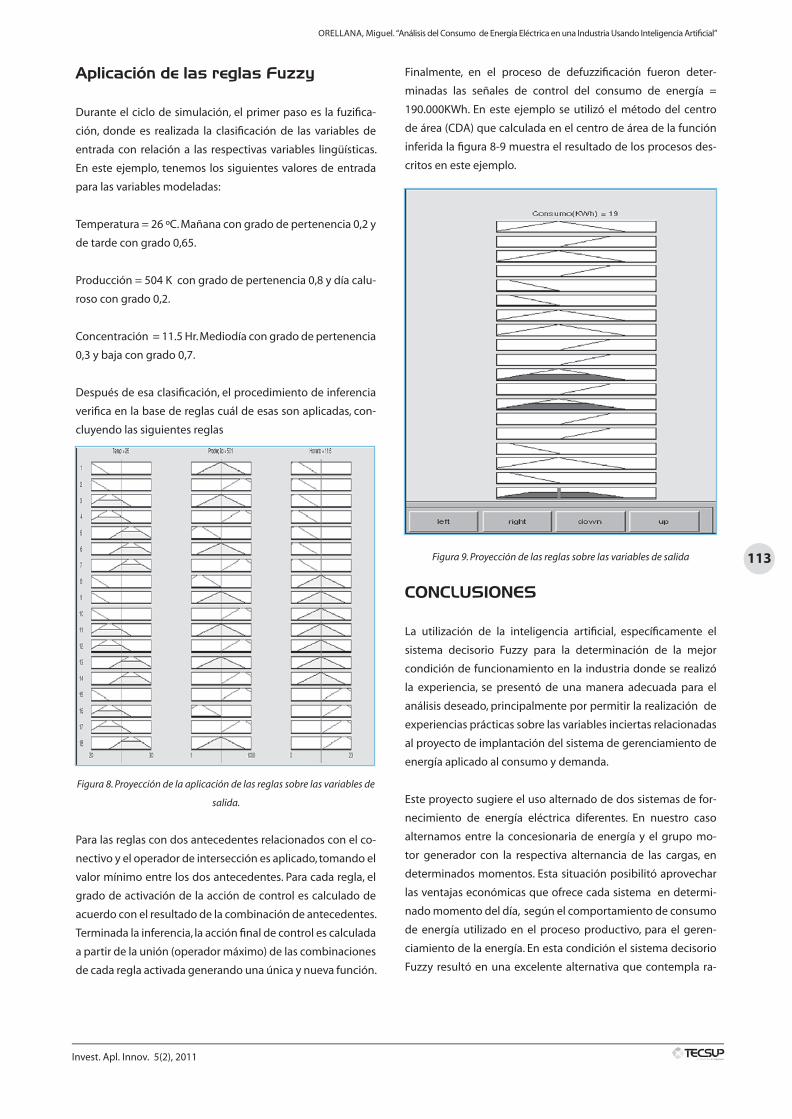
Una vez identificadas las variables lingüísticas se determinó
para cada varia su universo de discurso, la participación del
conjunto de términos y los respectivos conjuntos Fuzzy.
Entradas
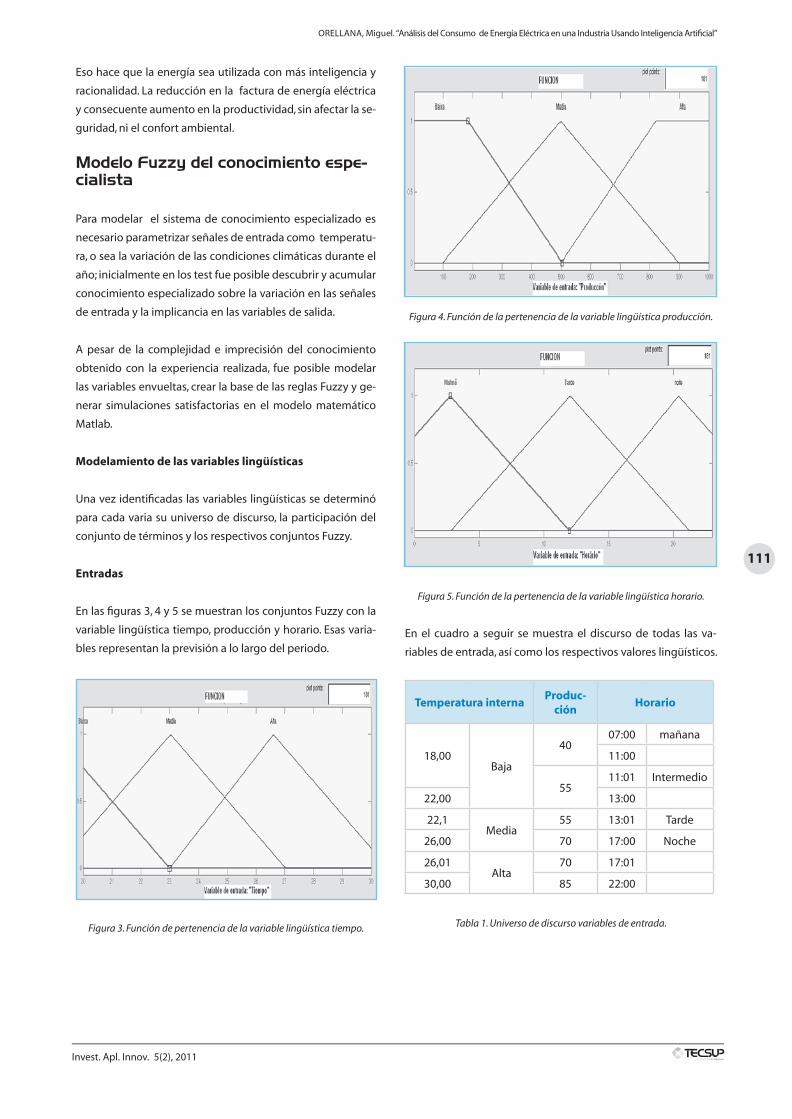
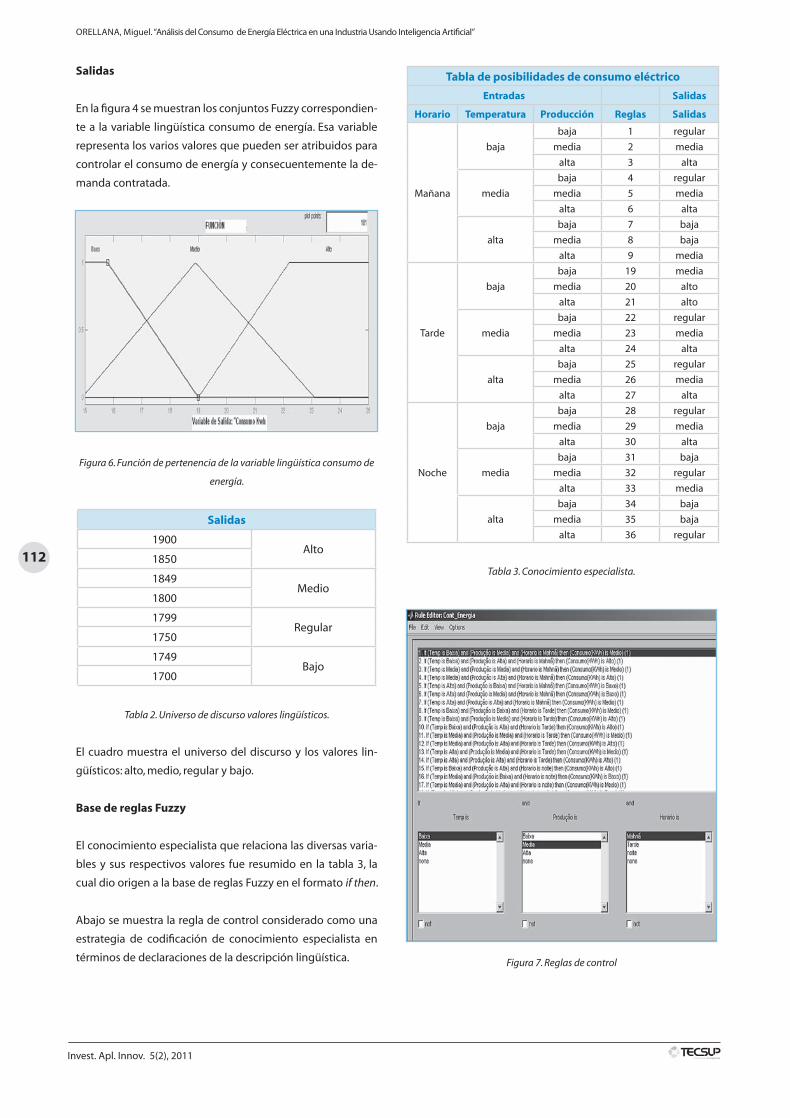
En las figuras 3, 4 y 5 se muestran los conjuntos Fuzzy con la
variable lingüística tiempo, producción y horario. Esas varia-
bles representan la previsión a lo largo del periodo.
Figura 3. Función de pertenencia de la variable lingüística tiempo.
Figura 4. Función de la pertenencia de la variable lingüística producción.
Figura 5. Función de la pertenencia de la variable lingüística horario.
En el cuadro a seguir se muestra el discurso de todas las va-
riables de entrada, así como los respectivos valores lingüísticos.
Temperatura internaProduc-
ciónHorario
18,00Baja
4007:00 mañana
11:00
5511:01 Intermedio
22,00 13:00
22,1Media
55 13:01 Tarde
26,00 70 17:00 Noche
26,01Alta
70 17:01
30,00 85 22:00
Tabla 1. Universo de discurso variables de entrada.
02_inteligencia artificial_orellana.indd 111 2/13/12 5:40 PM
112
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
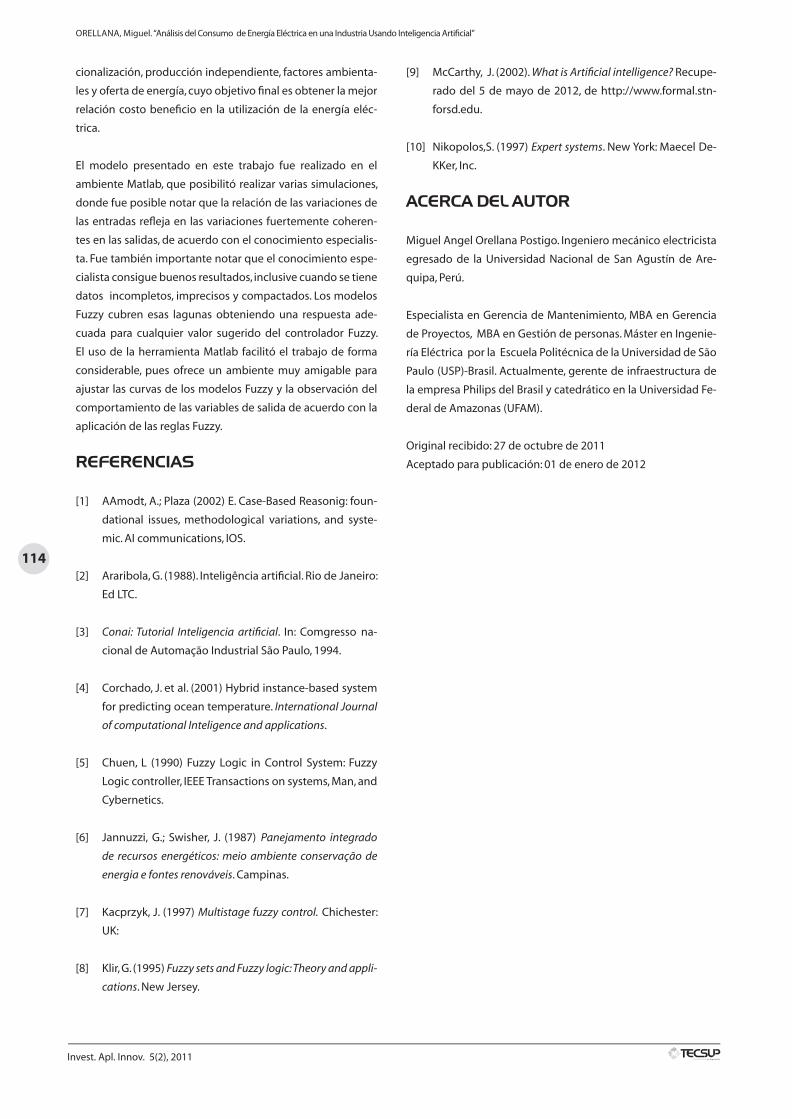
Salidas
En la figura 4 se muestran los conjuntos Fuzzy correspondien-
te a la variable lingüística consumo de energía. Esa variable
representa los varios valores que pueden ser atribuidos para
controlar el consumo de energía y consecuentemente la de-
manda contratada.
Figura 6. Función de pertenencia de la variable lingüística consumo de
energía.
Salidas
1900Alto
1850
1849Medio
1800
1799Regular
1750
1749Bajo
1700
Tabla 2. Universo de discurso valores lingüísticos.
El cuadro muestra el universo del discurso y los valores lin-
güísticos: alto, medio, regular y bajo.
Base de reglas Fuzzy
El conocimiento especialista que relaciona las diversas varia-
bles y sus respectivos valores fue resumido en la tabla 3, la
cual dio origen a la base de reglas Fuzzy en el formato if then.
Abajo se muestra la regla de control considerado como una
estrategia de codificación de conocimiento especialista en
términos de declaraciones de la descripción lingüística.
Tabla de posibilidades de consumo eléctrico
Entradas Salidas
Horario Temperatura Producción Reglas Salidas
Mañana
baja
baja 1 regular
media 2 media
alta 3 alta
media
baja 4 regular
media 5 media
alta 6 alta
alta
baja 7 baja
media 8 baja
alta 9 media
Tarde
baja
baja 19 media
media 20 alto
alta 21 alto
media
baja 22 regular
media 23 media
alta 24 alta
alta
baja 25 regular
media 26 media
alta 27 alta
Noche
baja
baja 28 regular
media 29 media
alta 30 alta
media
baja 31 baja
media 32 regular
alta 33 media
alta
baja 34 baja
media 35 baja
alta 36 regular
Tabla 3. Conocimiento especialista.
Figura 7. Reglas de control
113
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
Aplicación de las reglas Fuzzy
Durante el ciclo de simulación, el primer paso es la fuzifica-
ción, donde es realizada la clasificación de las variables de
entrada con relación a las respectivas variables lingüísticas.
En este ejemplo, tenemos los siguientes valores de entrada
para las variables modeladas:
Temperatura = 26 ºC. Mañana con grado de pertenencia 0,2 y
de tarde con grado 0,65.
Producción = 504 K con grado de pertenencia 0,8 y día calu-
roso con grado 0,2.
Concentración = 11.5 Hr. Mediodía con grado de pertenencia
0,3 y baja con grado 0,7.
Después de esa clasificación, el procedimiento de inferencia
verifica en la base de reglas cuál de esas son aplicadas, con-
cluyendo las siguientes reglas
Figura 8. Proyección de la aplicación de las reglas sobre las variables de
salida.
Para las reglas con dos antecedentes relacionados con el co-
nectivo y el operador de intersección es aplicado, tomando el
valor mínimo entre los dos antecedentes. Para cada regla, el
grado de activación de la acción de control es calculado de
acuerdo con el resultado de la combinación de antecedentes.
Terminada la inferencia, la acción final de control es calculada
a partir de la unión (operador máximo) de las combinaciones
de cada regla activada generando una única y nueva función.
Finalmente, en el proceso de defuzzificación fueron deter-
minadas las señales de control del consumo de energía =
190.000KWh. En este ejemplo se utilizó el método del centro
de área (CDA) que calculada en el centro de área de la función
inferida la figura 8-9 muestra el resultado de los procesos des-
critos en este ejemplo.
Figura 9. Proyección de las reglas sobre las variables de salida
CONClUSIONES
La utilización de la inteligencia artificial, específicamente el
sistema decisorio Fuzzy para la determinación de la mejor
condición de funcionamiento en la industria donde se realizó
la experiencia, se presentó de una manera adecuada para el
análisis deseado, principalmente por permitir la realización de
experiencias prácticas sobre las variables inciertas relacionadas
al proyecto de implantación del sistema de gerenciamiento de
energía aplicado al consumo y demanda.
Este proyecto sugiere el uso alternado de dos sistemas de for-
necimiento de energía eléctrica diferentes. En nuestro caso
alternamos entre la concesionaria de energía y el grupo mo-
tor generador con la respectiva alternancia de las cargas, en
determinados momentos. Esta situación posibilitó aprovechar
las ventajas económicas que ofrece cada sistema en determi-
nado momento del día, según el comportamiento de consumo
de energía utilizado en el proceso productivo, para el geren-
ciamiento de la energía. En esta condición el sistema decisorio
Fuzzy resultó en una excelente alternativa que contempla ra-
02_inteligencia artificial_orellana.indd 113 2/13/12 5:40 PM
114
Invest. Apl. Innov. 5(2), 2011
ORELLANA, Miguel. “Análisis del Consumo de Energía Eléctrica en una Industria Usando Inteligencia Artificial”
cionalización, producción independiente, factores ambienta-
les y oferta de energía, cuyo objetivo final es obtener la mejor
relación costo beneficio en la utilización de la energía eléc-
trica.
El modelo presentado en este trabajo fue realizado en el
ambiente Matlab, que posibilitó realizar varias simulaciones,
donde fue posible notar que la relación de las variaciones de
las entradas refleja en las variaciones fuertemente coheren-
tes en las salidas, de acuerdo con el conocimiento especialis-
ta. Fue también importante notar que el conocimiento espe-
cialista consigue buenos resultados, inclusive cuando se tiene
datos incompletos, imprecisos y compactados. Los modelos
Fuzzy cubren esas lagunas obteniendo una respuesta ade-
cuada para cualquier valor sugerido del controlador Fuzzy.
El uso de la herramienta Matlab facilitó el trabajo de forma
considerable, pues ofrece un ambiente muy amigable para
ajustar las curvas de los modelos Fuzzy y la observación del
comportamiento de las variables de salida de acuerdo con la
aplicación de las reglas Fuzzy.
REFERENCIAS
[1] AAmodt, A.; Plaza (2002) E. Case-Based Reasonig: foun-
dational issues, methodological variations, and syste-
mic. AI communications, IOS.
[2] Araribola, G. (1988). Inteligência artificial. Rio de Janeiro:
Ed LTC.
[3] Conai: Tutorial Inteligencia artificial. In: Comgresso na-
cional de Automação Industrial São Paulo, 1994.
[4] Corchado, J. et al. (2001) Hybrid instance-based system
for predicting ocean temperature. International Journal
of computational Inteligence and applications.
[5] Chuen, L (1990) Fuzzy Logic in Control System: Fuzzy
Logic controller, IEEE Transactions on systems, Man, and
Cybernetics.
[6] Jannuzzi, G.; Swisher, J. (1987) Panejamento integrado
de recursos energéticos: meio ambiente conservação de
energia e fontes renováveis. Campinas.
[7] Kacprzyk, J. (1997) Multistage fuzzy control. Chichester:
UK:
[8] Klir, G. (1995) Fuzzy sets and Fuzzy logic: Theory and appli-
cations. New Jersey.
[9] McCarthy, J. (2002). What is Artificial intelligence? Recupe-
rado del 5 de mayo de 2012, de http://www.formal.stn-
forsd.edu.
[10] Nikopolos,S. (1997) Expert systems. New York: Maecel De-
KKer, Inc.
ACERCA DEl AUTOR
Miguel Angel Orellana Postigo. Ingeniero mecánico electricista
egresado de la Universidad Nacional de San Agustín de Are-
quipa, Perú.
Especialista en Gerencia de Mantenimiento, MBA en Gerencia
de Proyectos, MBA en Gestión de personas. Máster en Ingenie-
ría Eléctrica por la Escuela Politécnica de la Universidad de São
Paulo (USP)-Brasil. Actualmente, gerente de infraestructura de
la empresa Philips del Brasil y catedrático en la Universidad Fe-
deral de Amazonas (UFAM).
Original recibido: 27 de octubre de 2011
Aceptado para publicación: 01 de enero de 2012
02_inteligencia artificial_orellana.indd 114 2/13/12 5:40 PM
115
Invest. Apl. Innov. 5(2), 2011
Henry Gómez, Tecsup
Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de
Responsabilidad Social
Guide for the Design of Human Capacities Development Programs in Social Responsibility
Projects
Resumen
Este artículo pretende ser una guía para el diseño de progra-
mas de desarrollo de capacidades humanas en proyectos de
responsabilidad social. El artículo se enfoca en el desarrollo
de competencias en Tecnologías de Información y Comuni-
cación (TIC), pero puede ser aplicado a cualquier otro tipo de
programas. En este artículo se describe la metodología del
marco lógico para identificar los objetivos, resultados y activi-
dades de un proyecto para resolver un problema social. Tam-
bién se describe la metodología de arriba hacia abajo para el
diseño del currículo de estudios del programa de desarrollo
de capacidades en TIC. Se explica en detalle el proceso, de-
finiendo una lista de resultados de aprendizaje, criterios de
desempeño y restricciones que afectan al programa. Final-
mente se comparte algunos documentos y plantillas utiliza-
das en el proyecto.
Abstract
This paper is intended to be a guide for the design of human
capacities development programs in social responsibility pro-
jects. It is focused in the development of competences in In-
formation and Communication Technologies (ICT), but it can
be applied to any other type of program. This paper describes
a methodology using the logic framework methodology to
identify the objectives, results and activities of a project in
order to solve a social problem. It also describes a top-down
methodology for designing the programs design curricular
of the human capacities development in ICT. It explains in
deep the process, defining a list of learning outcomes, perfor-
mance criteria and constrains that affect the program. Finally,
there are some useful documents and templates used in the
design process.
Palabras Clave
Marco lógico, objetivos de aprendizaje, diseño curricular, rúbri-
cas.
Key words
Logical frame, learning objectives, curricular design, rubrics.
INTRODUCCIÓN
Las prácticas de Responsabilidad Social Empresarial (RSE) en el
mundo de hoy son cada vez más importantes, no solo porque
el concepto está de moda, sino más bien porque se ha conver-
tido en un atributo de las empresas socialmente responsables.
Este compromiso de las empresas toma especial relevancia por
el hecho de expresar su voluntad para aceptar y asumir los im-
pactos de sus actividades ante la sociedad. Esto implica, según
la norma ISO 26000, demostrar un comportamiento transpa-
rente y ético que contribuya al desarrollo sostenible, incluyen-
do la salud, educación y el bienestar de la sociedad, tomando
en consideración las expectativas de las partes interesadas.
Actualmente, las poblaciones cercanas a una actividad minera
tienen la expectativa de que los proyectos mineros deben pro-
porcionarles beneficios directos y duraderos. Ellos esperan que
las empresas inviertan en iniciativas específicas para promover
el desarrollo sostenible y así puedan elevar la calidad de vida
de sus poblaciones.
03_Trabajo tecnico_gomez copy.indd 115 2/13/12 5:42 PM
116
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
Una de estas iniciativas es la inversión en educación, especí-
ficamente los programas que buscan contribuir a mejorar la
educación pública de las zonas desatendidas por el estado.
Este es el caso de proyectos de responsabilidad social que
buscan mejorar la Educación Básica Regular (EBR), fortale-
ciendo las capacidades de los docentes y equipando aulas y
laboratorios con modernas Tecnologías de la Información y
Comunicación (TIC). Estas acciones contribuyen a mejorar la
educación de la población escolar, propiciando un desarrollo
sostenible en estos pueblos.
En Arequipa estamos viviendo experiencias de responsabili-
dad social con aportes de la empresa Freeport-McMoran Co-
oper & Gold, a través de las operaciones de Sociedad Minera
Cerro Verde (SMCV). Esta empresa, mediante la Asociación
Cerro Verde (ACV), una organización sin fines de lucro que
administra los aportes de SMCV en el marco del Convenio
“Programa Minero de Solidaridad con el Pueblo”, ha ejecuta-
do el Proyecto “Desarrollo de Competencias en Tecnologías
de la Información y Comunicación para la excelencia de es-
cuelas públicas en los distritos de Uchumayo, Yarabamba,
Socabaya y Tiabaya 2010” (DC-TIC). Los beneficiarios directos
de este proyecto fueron 222 profesores de EBR en sus tres ni-
veles: inicial, primaria y secundaria. Estos profesores ejercen
su labor docente en 34 Instituciones Educativas (IE) que per-
tenecen a los 4 distritos de la zona de influencia de las opera-
ciones de SMCV. Los beneficiarios indirectos son los hijos en
edad escolar de una población de más de 25,600 habitantes.
El proyecto DC-TIC es gestionado por Tecsup, institución edu-
cativa de prestigio, que aplica modernas metodologías de en-
señanza y posee un sistema de gestión de la calidad en edu-
cación, que considera las recomendaciones de los acuerdos
de Bolonia en Europa y de Washington en Estados Unidos.
La observación de estas recomendaciones y el someterse a
exigentes procesos de evaluación, le ha permitido acreditar
internacionalmente sus programas de educación con agen-
cias de acreditación como ABET, ASIIN, ICACIT, ENAEE, etc.
OBJETIVOS
La experiencia vivida en los procesos de acreditación permite
señalar que, para gestionar estratégicamente programas de
desarrollo de capacidades humanas, se requieren dos cosas
básicas para alcanzar los objetivos propuestos: una metodo-
logía de gestión o modelo y la utilización de indicadores para
medir de algún modo (en mayor o menor grado de compleji-
dad) los logros del programa. En este trabajo se propone una
metodología de diseño de programas de desarrollo de capa-
cidades humanas en proyectos de responsabilidad social.
DESARROLLO Y COLECCIÓN DE DATOS
Para poder ilustrar de manera didáctica el modelo de gestión
de esta propuesta, se toma como caso de estudio el proyecto
DC-TIC que se ejecutó durante el periodo 2010-2011 en Are-
quipa - Perú.
1. Identificación del problema
El punto de partida de todo proyecto de responsabilidad so-
cial es identificar la existencia de un problema que afecta a las
partes interesadas que tienen que ver con la empresa. Esto, no
necesariamente es una consecuencia de las operaciones de la
empresa, también pueden ser problemas sociales no atendidos
por el estado. En el caso del programa DC-TIC, la problemática
se presenta de la siguiente manera:
• Las poblaciones de los distritos que están dentro del área
de influencia de la empresa sufren las consecuencias de
una educación deficiente y desactualizada que utiliza mé-
todos de enseñanza–aprendizaje obsoletos en los tres ni-
veles de la EBR. Este panorama es el resultado de tener IE y
docentes con competencias inadecuadas, insatisfactorias y
desactualizadas en la incorporación de las TIC en los proce-
sos de enseñanza–aprendizaje.
• Por otro lado, el avance vertiginoso de la TIC, los cambios
en el enfoque de la educación en el Perú y los limitados es-
fuerzos del Estado para actualizar a los docentes, ha traído
como consecuencia que docentes de los tres niveles de la
EBR, queden rezagados y desactualizados en el uso de las
TIC en los procesos de enseñanza–aprendizaje.
El primer paso en este caso es la identificación del problema
central y de los grupos afectados. Un análisis minucioso de to-
dos los factores involucrados en la problemática permite iden-
tificar el problema central, las principales causas y sus efectos.
Una explicación detallada de este procedimiento se explica en
[1] y [2]. Esta información se ilustra de manera gráfica en el lla-
mado “árbol de problemas” de la fig. 1.
2. El Marco Lógico del proyecto
La metodología básica para la formulación, diseño, ejecución y
evaluación de proyectos sociales consiste en definir el llamado
“Marco Lógico” del proyecto, el cual debe satisfacer tres reque-
rimientos fundamentales de calidad: coherencia, viabilidad y
evaluabilidad.
03_Trabajo tecnico_gomez copy.indd 116 2/13/12 5:42 PM
117
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
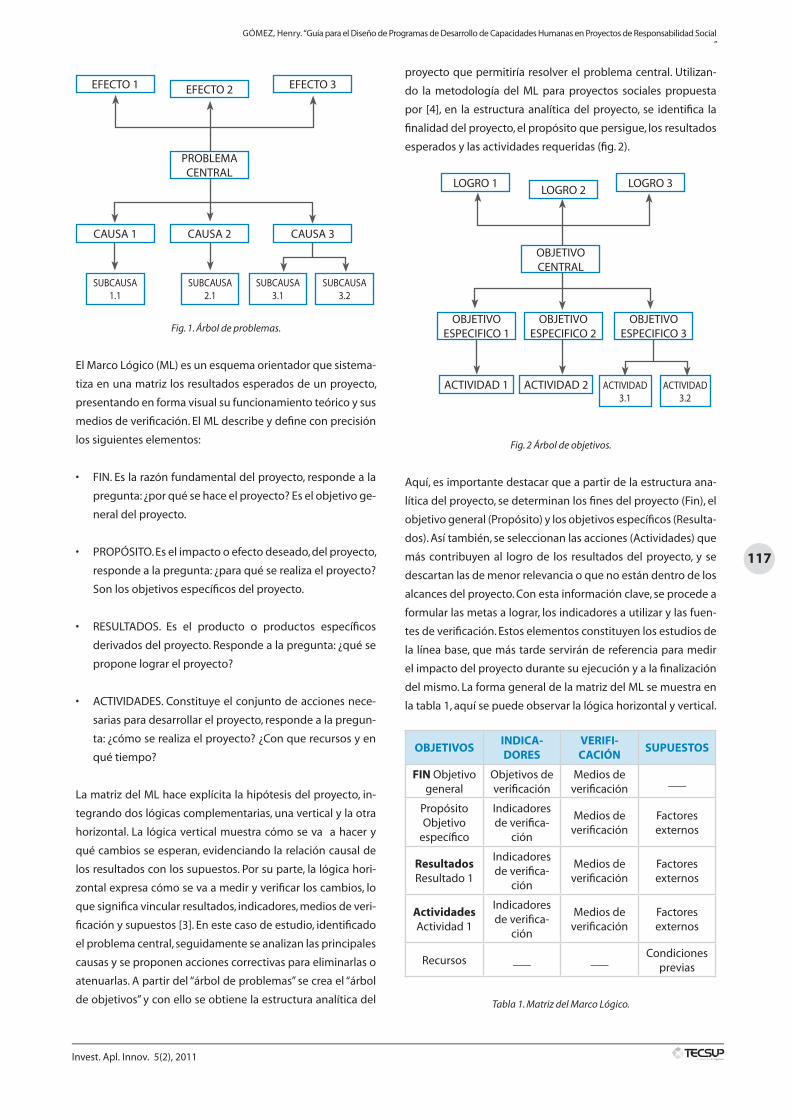
Fig. 1. Árbol de problemas.
El Marco Lógico (ML) es un esquema orientador que sistema-
tiza en una matriz los resultados esperados de un proyecto,
presentando en forma visual su funcionamiento teórico y sus
medios de verificación. El ML describe y define con precisión
los siguientes elementos:
• FIN. Es la razón fundamental del proyecto, responde a la
pregunta: ¿por qué se hace el proyecto? Es el objetivo ge-
neral del proyecto.
• PROPÓSITO. Es el impacto o efecto deseado, del proyecto,
responde a la pregunta: ¿para qué se realiza el proyecto?
Son los objetivos específicos del proyecto.
• RESULTADOS. Es el producto o productos específicos
derivados del proyecto. Responde a la pregunta: ¿qué se
propone lograr el proyecto?
• ACTIVIDADES. Constituye el conjunto de acciones nece-
sarias para desarrollar el proyecto, responde a la pregun-
ta: ¿cómo se realiza el proyecto? ¿Con que recursos y en
qué tiempo?
La matriz del ML hace explícita la hipótesis del proyecto, in-
tegrando dos lógicas complementarias, una vertical y la otra
horizontal. La lógica vertical muestra cómo se va a hacer y
qué cambios se esperan, evidenciando la relación causal de
los resultados con los supuestos. Por su parte, la lógica hori-
zontal expresa cómo se va a medir y verificar los cambios, lo
que significa vincular resultados, indicadores, medios de veri-
ficación y supuestos [3]. En este caso de estudio, identificado
el problema central, seguidamente se analizan las principales
causas y se proponen acciones correctivas para eliminarlas o
atenuarlas. A partir del “árbol de problemas” se crea el “árbol
de objetivos” y con ello se obtiene la estructura analítica del
proyecto que permitiría resolver el problema central. Utilizan-
do la metodología del ML para proyectos sociales propuesta
por [4], en la estructura analítica del proyecto, se identifica la
finalidad del proyecto, el propósito que persigue, los resultados
esperados y las actividades requeridas (fig. 2).
Fig. 2 Árbol de objetivos.
Aquí, es importante destacar que a partir de la estructura ana-
lítica del proyecto, se determinan los fines del proyecto (Fin), el
objetivo general (Propósito) y los objetivos específicos (Resulta-
dos). Así también, se seleccionan las acciones (Actividades) que
más contribuyen al logro de los resultados del proyecto, y se
descartan las de menor relevancia o que no están dentro de los
alcances del proyecto. Con esta información clave, se procede a
formular las metas a lograr, los indicadores a utilizar y las fuen-
tes de verificación. Estos elementos constituyen los estudios de
la línea base, que más tarde servirán de referencia para medir
el impacto del proyecto durante su ejecución y a la finalización
del mismo. La forma general de la matriz del ML se muestra en
la tabla 1, aquí se puede observar la lógica horizontal y vertical.
Tabla 1. Matriz del Marco Lógico.
EFECTO 1
CAUSA 1
SUBCAUSA 1.1
SUBCAUSA 2.1
SUBCAUSA 3.1
ACTIVIDAD 3.1
SUBCAUSA 3.2
ACTIVIDAD 3.2
EFECTO 3
LOGRO 1
ACTIVIDAD 1 ACTIVIDAD 2
LOGRO 3LOGRO 2
CAUSA 3
EFECTO 2
CAUSA 2
PROBLEMA CENTRAL
OBJETIVO CENTRAL
OBJETIVO ESPECIFICO 1
OBJETIVO ESPECIFICO 2
OBJETIVO ESPECIFICO 3
OBJETIVOSINDICA-DORES
VERIFI-CACIÓN
SUPUESTOS
FIN Objetivo general
Objetivos de verificación
Medios de verificación
___
Propósito Objetivo
específico
Indicadores de verifica-
ción
Medios de verificación
Factores externos
Resultados Resultado 1
Indicadores de verifica-
ción
Medios de verificación
Factores externos
Actividades Actividad 1
Indicadores de verifica-
ción
Medios de verificación
Factores externos
Recursos ___ ___Condiciones
previas
03_Trabajo tecnico_gomez copy.indd 117 2/13/12 5:42 PM
118
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
3. Antecedentes y diseño del proyecto
En nuestro país, el Ministerio de Educación implementó el
Proyecto Huascarán como respuesta a la necesidad de in-
corporar las TIC al ámbito educativo. También se han dado
algunas iniciativas privadas como el proyecto de “Inclusión
Digital”, realizada por Empresarios por la Educación (ExE) y
“Alfabetización Digital” con Microsoft Corporation. Otra ex-
periencia interesante es la asociación estado-empresa como
es el caso de “Intel Educar” con Intel Corporation, el Institute
of Computer Technology y el Ministerio de Educación. Todas
estas acciones tienen como propósito contribuir a mejorar la
calidad educativa en el Perú; sin embargo, aún son insuficien-
tes y tal vez no muy bien orientadas en cuanto al asegura-
miento de su continuidad.
Teniendo en cuenta estas experiencias, las políticas del se-
gundo objetivo estratégico del Proyecto Educativo Nacional
[5] y considerando que a nivel nacional y regional no se han
establecido directivas en cuanto a contenidos y currículos de
estudios que incluyan las TIC en la formación de los docen-
tes de EBR, es que se recurrió a modelos de otros países o de
organismos internacionales que son referentes mundiales
en educación para definir las características del Programa
DC-TIC. El modelo de referencia para este proyecto es el de
los “Estándares de Competencias en TIC para Docentes” de la
Unesco [6]. De acuerdo a este enfoque y a los objetivos del
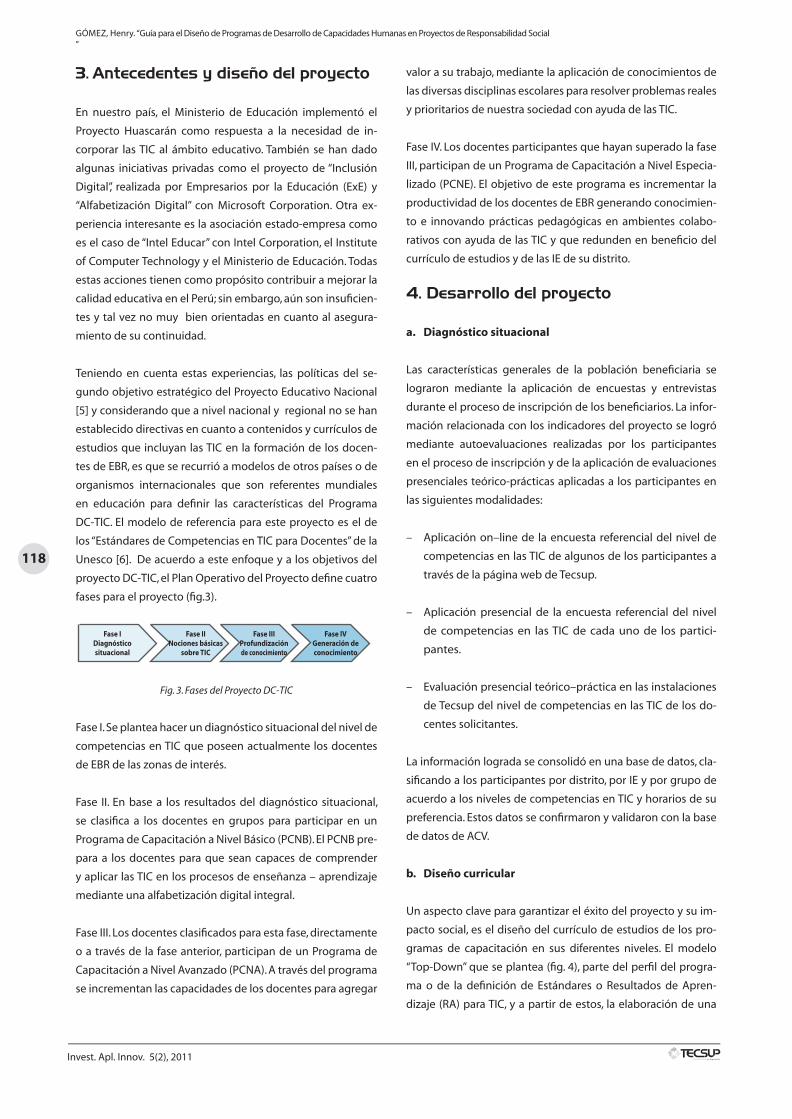
proyecto DC-TIC, el Plan Operativo del Proyecto define cuatro
fases para el proyecto (fig.3).
Fig. 3. Fases del Proyecto DC-TIC
Fase I. Se plantea hacer un diagnóstico situacional del nivel de
competencias en TIC que poseen actualmente los docentes
de EBR de las zonas de interés.
Fase II. En base a los resultados del diagnóstico situacional,
se clasifica a los docentes en grupos para participar en un
Programa de Capacitación a Nivel Básico (PCNB). El PCNB pre-
para a los docentes para que sean capaces de comprender
y aplicar las TIC en los procesos de enseñanza – aprendizaje
mediante una alfabetización digital integral.
Fase III. Los docentes clasificados para esta fase, directamente
o a través de la fase anterior, participan de un Programa de
Capacitación a Nivel Avanzado (PCNA). A través del programa
se incrementan las capacidades de los docentes para agregar
valor a su trabajo, mediante la aplicación de conocimientos de
las diversas disciplinas escolares para resolver problemas reales
y prioritarios de nuestra sociedad con ayuda de las TIC.
Fase IV. Los docentes participantes que hayan superado la fase
III, participan de un Programa de Capacitación a Nivel Especia-
lizado (PCNE). El objetivo de este programa es incrementar la
productividad de los docentes de EBR generando conocimien-
to e innovando prácticas pedagógicas en ambientes colabo-
rativos con ayuda de las TIC y que redunden en beneficio del
currículo de estudios y de las IE de su distrito.
4. Desarrollo del proyecto
a. Diagnósticosituacional
Las características generales de la población beneficiaria se
lograron mediante la aplicación de encuestas y entrevistas
durante el proceso de inscripción de los beneficiarios. La infor-
mación relacionada con los indicadores del proyecto se logró
mediante autoevaluaciones realizadas por los participantes
en el proceso de inscripción y de la aplicación de evaluaciones
presenciales teórico-prácticas aplicadas a los participantes en
las siguientes modalidades:
– Aplicación on–line de la encuesta referencial del nivel de
competencias en las TIC de algunos de los participantes a
través de la página web de Tecsup.
– Aplicación presencial de la encuesta referencial del nivel
de competencias en las TIC de cada uno de los partici-
pantes.
– Evaluación presencial teórico–práctica en las instalaciones
de Tecsup del nivel de competencias en las TIC de los do-
centes solicitantes.
La información lograda se consolidó en una base de datos, cla-
sificando a los participantes por distrito, por IE y por grupo de
acuerdo a los niveles de competencias en TIC y horarios de su
preferencia. Estos datos se confirmaron y validaron con la base
de datos de ACV.
b. Diseñocurricular
Un aspecto clave para garantizar el éxito del proyecto y su im-
pacto social, es el diseño del currículo de estudios de los pro-
gramas de capacitación en sus diferentes niveles. El modelo
“Top-Down” que se plantea (fig. 4), parte del perfil del progra-
ma o de la definición de Estándares o Resultados de Apren-
dizaje (RA) para TIC, y a partir de estos, la elaboración de una
FaseIDiagnósticosituacional
FaseIINocionesbásicas
sobreTIC
FaseIIIProfundizacióndeconocimiento
FaseIVGeneracióndeconocimiento
03_Trabajo tecnico_gomez copy.indd 118 2/13/12 5:42 PM
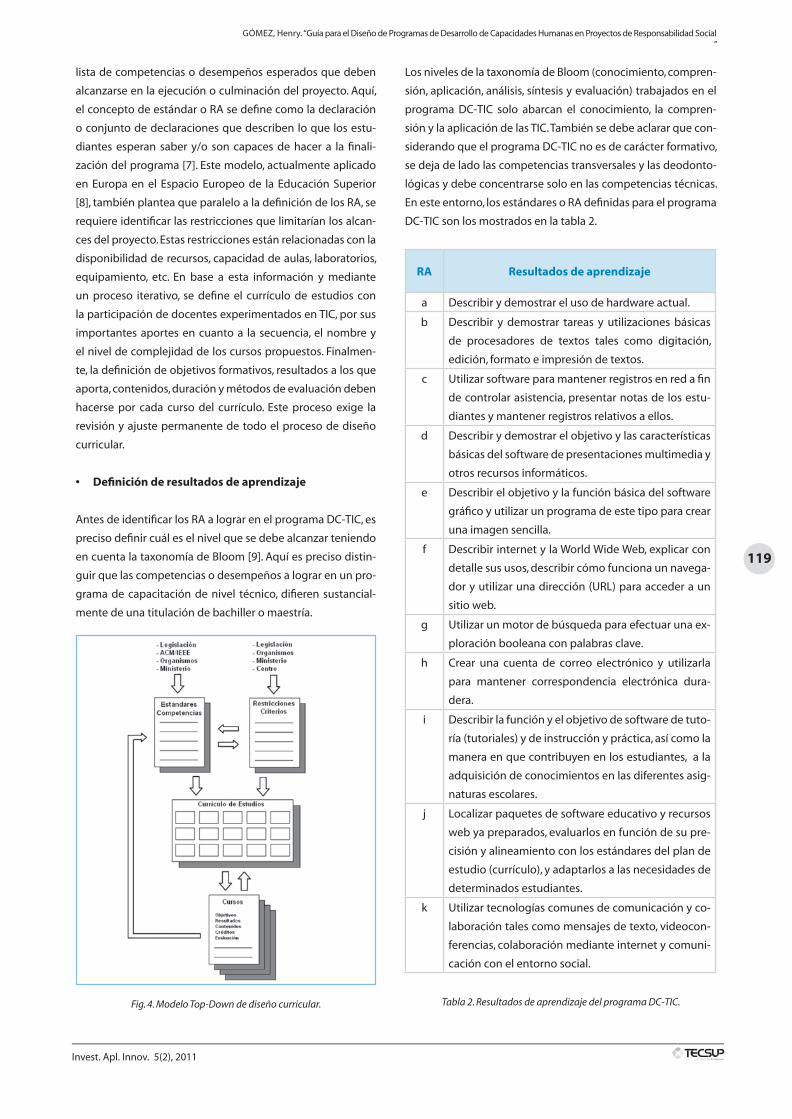
119
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
lista de competencias o desempeños esperados que deben
alcanzarse en la ejecución o culminación del proyecto. Aquí,
el concepto de estándar o RA se define como la declaración
o conjunto de declaraciones que describen lo que los estu-
diantes esperan saber y/o son capaces de hacer a la finali-
zación del programa [7]. Este modelo, actualmente aplicado
en Europa en el Espacio Europeo de la Educación Superior
[8], también plantea que paralelo a la definición de los RA, se
requiere identificar las restricciones que limitarían los alcan-
ces del proyecto. Estas restricciones están relacionadas con la
disponibilidad de recursos, capacidad de aulas, laboratorios,
equipamiento, etc. En base a esta información y mediante
un proceso iterativo, se define el currículo de estudios con
la participación de docentes experimentados en TIC, por sus
importantes aportes en cuanto a la secuencia, el nombre y
el nivel de complejidad de los cursos propuestos. Finalmen-
te, la definición de objetivos formativos, resultados a los que
aporta, contenidos, duración y métodos de evaluación deben
hacerse por cada curso del currículo. Este proceso exige la
revisión y ajuste permanente de todo el proceso de diseño
curricular.
• Definiciónderesultadosdeaprendizaje
Antes de identificar los RA a lograr en el programa DC-TIC, es
preciso definir cuál es el nivel que se debe alcanzar teniendo
en cuenta la taxonomía de Bloom [9]. Aquí es preciso distin-
guir que las competencias o desempeños a lograr en un pro-
grama de capacitación de nivel técnico, difieren sustancial-
mente de una titulación de bachiller o maestría.
Fig. 4. Modelo Top-Down de diseño curricular.
Los niveles de la taxonomía de Bloom (conocimiento, compren-
sión, aplicación, análisis, síntesis y evaluación) trabajados en el
programa DC-TIC solo abarcan el conocimiento, la compren-
sión y la aplicación de las TIC. También se debe aclarar que con-
siderando que el programa DC-TIC no es de carácter formativo,
se deja de lado las competencias transversales y las deodonto-
lógicas y debe concentrarse solo en las competencias técnicas.
En este entorno, los estándares o RA definidas para el programa
DC-TIC son los mostrados en la tabla 2.
RA Resultadosdeaprendizaje
a Describir y demostrar el uso de hardware actual.
b Describir y demostrar tareas y utilizaciones básicas
de procesadores de textos tales como digitación,
edición, formato e impresión de textos.
c Utilizar software para mantener registros en red a fin
de controlar asistencia, presentar notas de los estu-
diantes y mantener registros relativos a ellos.
d Describir y demostrar el objetivo y las características
básicas del software de presentaciones multimedia y
otros recursos informáticos.
e Describir el objetivo y la función básica del software
gráfico y utilizar un programa de este tipo para crear
una imagen sencilla.
f Describir internet y la World Wide Web, explicar con
detalle sus usos, describir cómo funciona un navega-
dor y utilizar una dirección (URL) para acceder a un
sitio web.
g Utilizar un motor de búsqueda para efectuar una ex-
ploración booleana con palabras clave.
h Crear una cuenta de correo electrónico y utilizarla
para mantener correspondencia electrónica dura-
dera.
i Describir la función y el objetivo de software de tuto-
ría (tutoriales) y de instrucción y práctica, así como la
manera en que contribuyen en los estudiantes, a la
adquisición de conocimientos en las diferentes asig-
naturas escolares.
j Localizar paquetes de software educativo y recursos
web ya preparados, evaluarlos en función de su pre-
cisión y alineamiento con los estándares del plan de
estudio (currículo), y adaptarlos a las necesidades de
determinados estudiantes.
k Utilizar tecnologías comunes de comunicación y co-
laboración tales como mensajes de texto, videocon-
ferencias, colaboración mediante internet y comuni-
cación con el entorno social.
Tabla 2. Resultados de aprendizaje del programa DC-TIC.
03_Trabajo tecnico_gomez copy.indd 119 2/13/12 5:42 PM
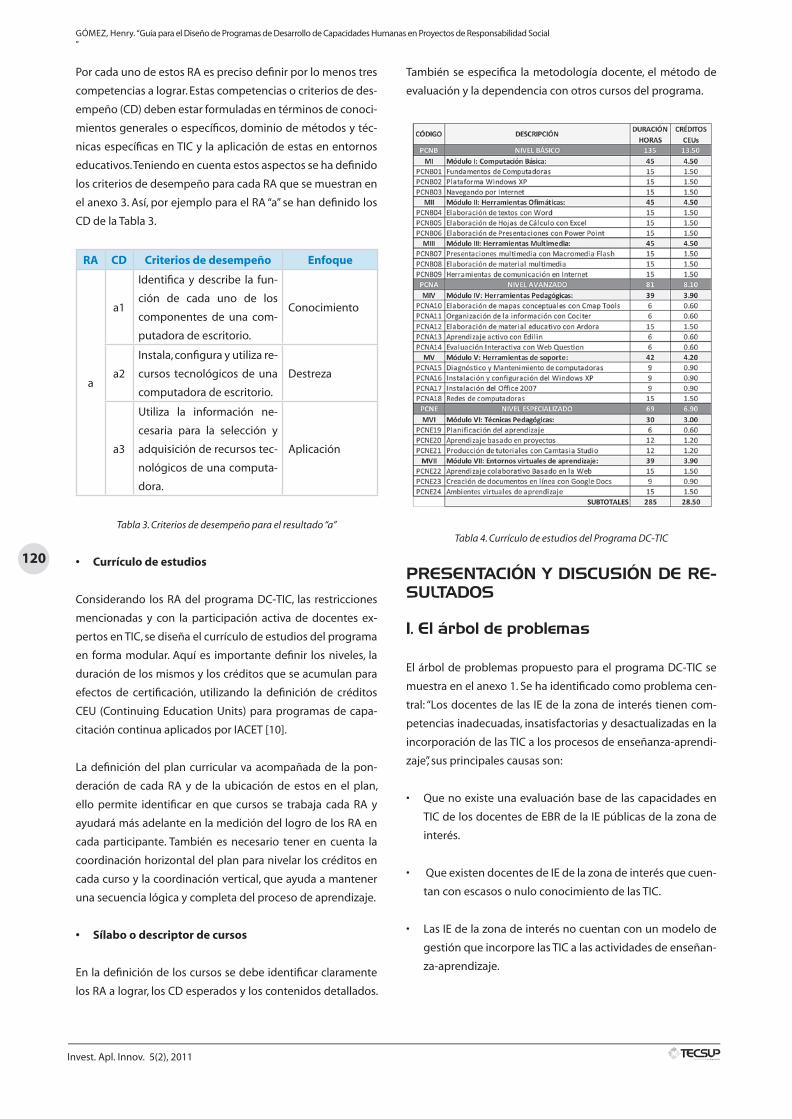
120
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
Por cada uno de estos RA es preciso definir por lo menos tres
competencias a lograr. Estas competencias o criterios de des-
empeño (CD) deben estar formuladas en términos de conoci-
mientos generales o específicos, dominio de métodos y téc-
nicas específicas en TIC y la aplicación de estas en entornos
educativos. Teniendo en cuenta estos aspectos se ha definido
los criterios de desempeño para cada RA que se muestran en
el anexo 3. Así, por ejemplo para el RA “a” se han definido los
CD de la Tabla 3.
RA CD Criteriosdedesempeño Enfoque
a
a1
Identifica y describe la fun-
ción de cada uno de los
componentes de una com-
putadora de escritorio.
Conocimiento
a2
Instala, configura y utiliza re-
cursos tecnológicos de una
computadora de escritorio.
Destreza
a3
Utiliza la información ne-
cesaria para la selección y
adquisición de recursos tec-
nológicos de una computa-
dora.
Aplicación
Tabla 3. Criterios de desempeño para el resultado “a”
• Currículodeestudios
Considerando los RA del programa DC-TIC, las restricciones
mencionadas y con la participación activa de docentes ex-
pertos en TIC, se diseña el currículo de estudios del programa
en forma modular. Aquí es importante definir los niveles, la
duración de los mismos y los créditos que se acumulan para
efectos de certificación, utilizando la definición de créditos
CEU (Continuing Education Units) para programas de capa-
citación continua aplicados por IACET [10].
La definición del plan curricular va acompañada de la pon-
deración de cada RA y de la ubicación de estos en el plan,
ello permite identificar en que cursos se trabaja cada RA y
ayudará más adelante en la medición del logro de los RA en
cada participante. También es necesario tener en cuenta la
coordinación horizontal del plan para nivelar los créditos en
cada curso y la coordinación vertical, que ayuda a mantener
una secuencia lógica y completa del proceso de aprendizaje.
• Sílaboodescriptordecursos
En la definición de los cursos se debe identificar claramente
los RA a lograr, los CD esperados y los contenidos detallados.
También se especifica la metodología docente, el método de
evaluación y la dependencia con otros cursos del programa.
Tabla 4. Currículo de estudios del Programa DC-TIC
PRESENTACIÓN Y DISCUSIÓN DE RE-SULTADOS
1. El árbol de problemas
El árbol de problemas propuesto para el programa DC-TIC se
muestra en el anexo 1. Se ha identificado como problema cen-
tral: “Los docentes de las IE de la zona de interés tienen com-
petencias inadecuadas, insatisfactorias y desactualizadas en la
incorporación de las TIC a los procesos de enseñanza-aprendi-
zaje”, sus principales causas son:
• Que no existe una evaluación base de las capacidades en
TIC de los docentes de EBR de la IE públicas de la zona de
interés.
• Que existen docentes de IE de la zona de interés que cuen-
tan con escasos o nulo conocimiento de las TIC.
• Las IE de la zona de interés no cuentan con un modelo de
gestión que incorpore las TIC a las actividades de enseñan-
za-aprendizaje.
03_Trabajo tecnico_gomez copy.indd 120 2/13/12 5:42 PM
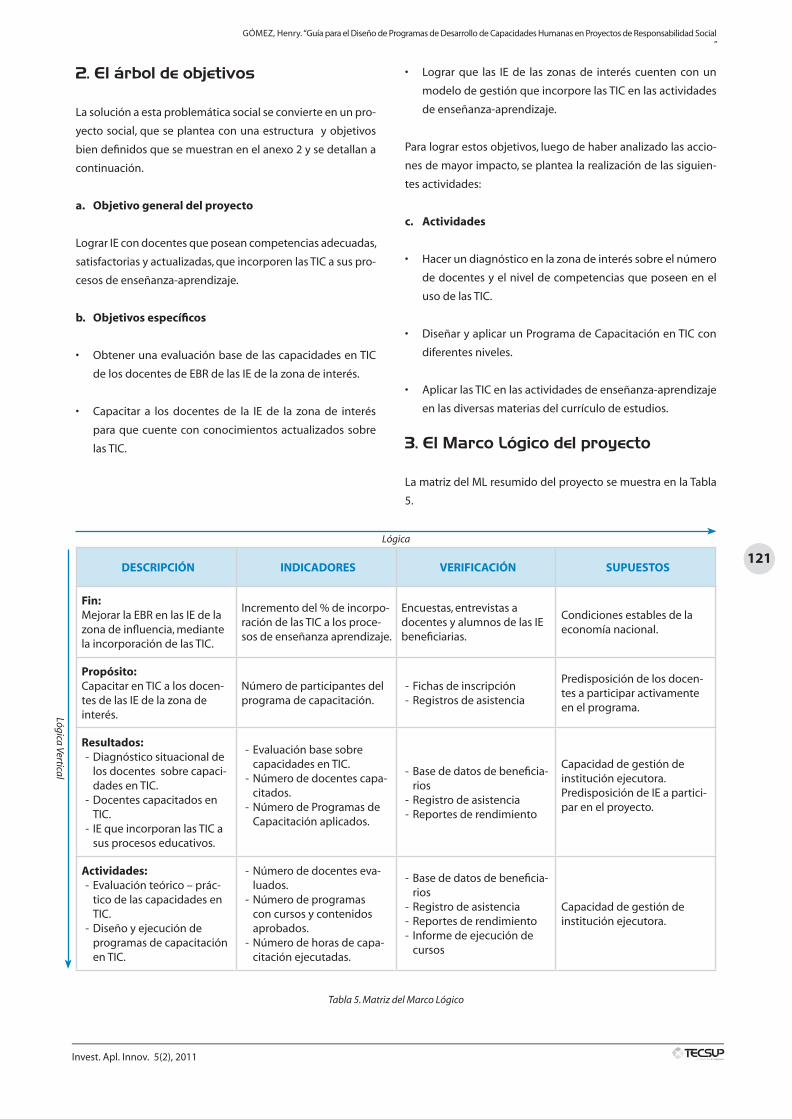
121
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
2. El árbol de objetivos
La solución a esta problemática social se convierte en un pro-
yecto social, que se plantea con una estructura y objetivos
bien definidos que se muestran en el anexo 2 y se detallan a
continuación.
a. Objetivogeneraldelproyecto
Lograr IE con docentes que posean competencias adecuadas,
satisfactorias y actualizadas, que incorporen las TIC a sus pro-
cesos de enseñanza-aprendizaje.
b. Objetivosespecíficos
• Obtener una evaluación base de las capacidades en TIC
de los docentes de EBR de las IE de la zona de interés.
• Capacitar a los docentes de la IE de la zona de interés
para que cuente con conocimientos actualizados sobre
las TIC.
• Lograr que las IE de las zonas de interés cuenten con un
modelo de gestión que incorpore las TIC en las actividades
de enseñanza-aprendizaje.
Para lograr estos objetivos, luego de haber analizado las accio-
nes de mayor impacto, se plantea la realización de las siguien-
tes actividades:
c. Actividades
• Hacer un diagnóstico en la zona de interés sobre el número
de docentes y el nivel de competencias que poseen en el
uso de las TIC.
• Diseñar y aplicar un Programa de Capacitación en TIC con
diferentes niveles.
• Aplicar las TIC en las actividades de enseñanza-aprendizaje
en las diversas materias del currículo de estudios.
3. El Marco Lógico del proyecto
La matriz del ML resumido del proyecto se muestra en la Tabla
5.
DESCRIPCIÓN INDICADORES VERIFICACIÓN SUPUESTOS
Fin:Mejorar la EBR en las IE de la zona de influencia, mediante la incorporación de las TIC.
Incremento del % de incorpo-ración de las TIC a los proce-sos de enseñanza aprendizaje.
Encuestas, entrevistas a docentes y alumnos de las IE beneficiarias.
Condiciones estables de la economía nacional.
Propósito:Capacitar en TIC a los docen-tes de las IE de la zona de interés.
Número de participantes del programa de capacitación.
- Fichas de inscripción- Registros de asistencia
Predisposición de los docen-tes a participar activamente en el programa.
Resultados:- Diagnóstico situacional de
los docentes sobre capaci-dades en TIC.
- Docentes capacitados en TIC.
- IE que incorporan las TIC a sus procesos educativos.
- Evaluación base sobre capacidades en TIC.
- Número de docentes capa-citados.
- Número de Programas de Capacitación aplicados.
- Base de datos de beneficia-rios
- Registro de asistencia- Reportes de rendimiento
Capacidad de gestión de institución ejecutora.Predisposición de IE a partici-par en el proyecto.
Actividades:- Evaluación teórico – prác-
tico de las capacidades en TIC.
- Diseño y ejecución de programas de capacitación en TIC.
- Número de docentes eva-luados.
- Número de programas con cursos y contenidos aprobados.
- Número de horas de capa-citación ejecutadas.
- Base de datos de beneficia-rios
- Registro de asistencia- Reportes de rendimiento- Informe de ejecución de
cursos
Capacidad de gestión de institución ejecutora.
Tabla 5. Matriz del Marco Lógico
Lógica Vertical
Lógica
03_Trabajo tecnico_gomez copy.indd 121 2/13/12 5:42 PM
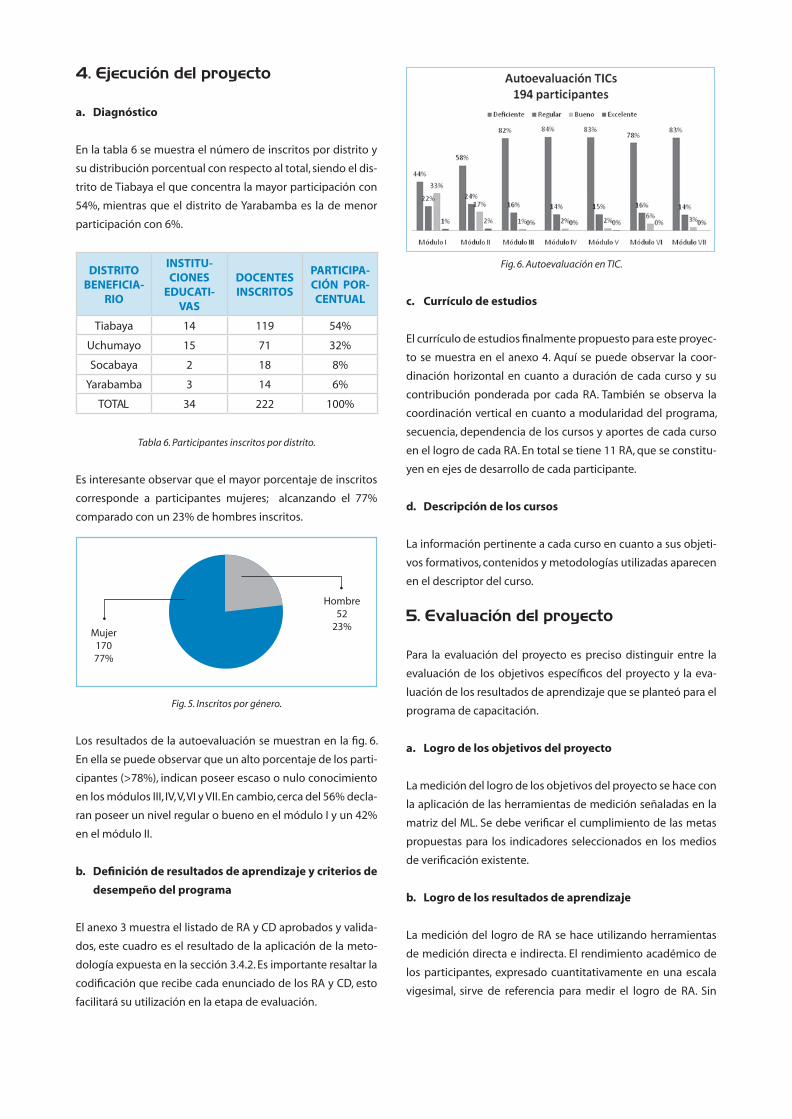
4. Ejecución del proyecto
a. Diagnóstico
En la tabla 6 se muestra el número de inscritos por distrito y
su distribución porcentual con respecto al total, siendo el dis-
trito de Tiabaya el que concentra la mayor participación con
54%, mientras que el distrito de Yarabamba es la de menor
participación con 6%.
DISTRITOBENEFICIA-
RIO
INSTITU-CIONES
EDUCATI-VAS
DOCENTESINSCRITOS
PARTICIPA-CIÓNPOR-CENTUAL
Tiabaya 14 119 54%
Uchumayo 15 71 32%
Socabaya 2 18 8%
Yarabamba 3 14 6%
TOTAL 34 222 100%
Tabla 6. Participantes inscritos por distrito.
Es interesante observar que el mayor porcentaje de inscritos
corresponde a participantes mujeres; alcanzando el 77%
comparado con un 23% de hombres inscritos.
Fig. 5. Inscritos por género.
Los resultados de la autoevaluación se muestran en la fig. 6.
En ella se puede observar que un alto porcentaje de los parti-
cipantes (>78%), indican poseer escaso o nulo conocimiento
en los módulos III, IV, V, VI y VII. En cambio, cerca del 56% decla-
ran poseer un nivel regular o bueno en el módulo I y un 42%
en el módulo II.
b. Definiciónderesultadosdeaprendizajeycriteriosde
desempeñodelprograma
El anexo 3 muestra el listado de RA y CD aprobados y valida-
dos, este cuadro es el resultado de la aplicación de la meto-
dología expuesta en la sección 3.4.2. Es importante resaltar la
codificación que recibe cada enunciado de los RA y CD, esto
facilitará su utilización en la etapa de evaluación.
Fig. 6. Autoevaluación en TIC.
c. Currículodeestudios
El currículo de estudios finalmente propuesto para este proyec-
to se muestra en el anexo 4. Aquí se puede observar la coor-
dinación horizontal en cuanto a duración de cada curso y su
contribución ponderada por cada RA. También se observa la
coordinación vertical en cuanto a modularidad del programa,
secuencia, dependencia de los cursos y aportes de cada curso
en el logro de cada RA. En total se tiene 11 RA, que se constitu-
yen en ejes de desarrollo de cada participante.
d. Descripcióndeloscursos
La información pertinente a cada curso en cuanto a sus objeti-
vos formativos, contenidos y metodologías utilizadas aparecen
en el descriptor del curso.
5. Evaluación del proyecto
Para la evaluación del proyecto es preciso distinguir entre la
evaluación de los objetivos específicos del proyecto y la eva-
luación de los resultados de aprendizaje que se planteó para el
programa de capacitación.
a. Logrodelosobjetivosdelproyecto
La medición del logro de los objetivos del proyecto se hace con
la aplicación de las herramientas de medición señaladas en la
matriz del ML. Se debe verificar el cumplimiento de las metas
propuestas para los indicadores seleccionados en los medios
de verificación existente.
b. Logrodelosresultadosdeaprendizaje
La medición del logro de RA se hace utilizando herramientas
de medición directa e indirecta. El rendimiento académico de
los participantes, expresado cuantitativamente en una escala
vigesimal, sirve de referencia para medir el logro de RA. Sin
Hombre52
23%Mujer
17077%
03_Trabajo tecnico_gomez copy.indd 122 2/13/12 5:42 PM
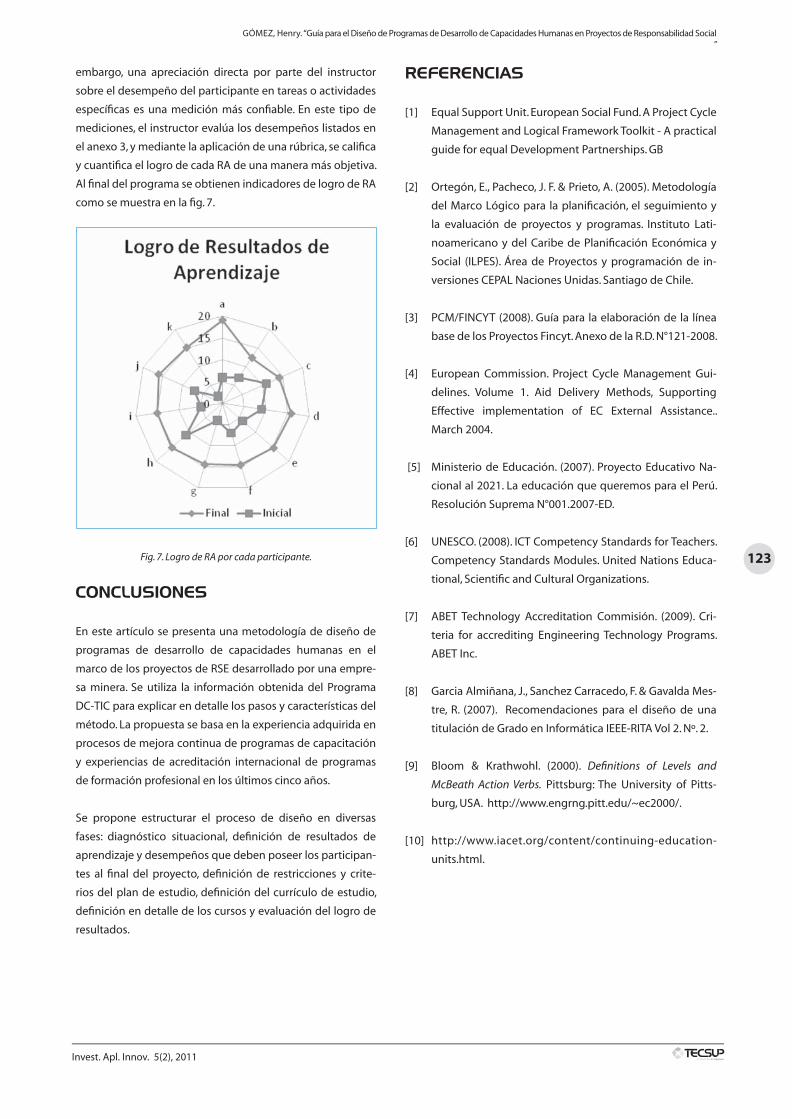
123
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
embargo, una apreciación directa por parte del instructor
sobre el desempeño del participante en tareas o actividades
específicas es una medición más confiable. En este tipo de
mediciones, el instructor evalúa los desempeños listados en
el anexo 3, y mediante la aplicación de una rúbrica, se califica
y cuantifica el logro de cada RA de una manera más objetiva.
Al final del programa se obtienen indicadores de logro de RA
como se muestra en la fig. 7.
Fig. 7. Logro de RA por cada participante.
CONCLUSIONES
En este artículo se presenta una metodología de diseño de
programas de desarrollo de capacidades humanas en el
marco de los proyectos de RSE desarrollado por una empre-
sa minera. Se utiliza la información obtenida del Programa
DC-TIC para explicar en detalle los pasos y características del
método. La propuesta se basa en la experiencia adquirida en
procesos de mejora continua de programas de capacitación
y experiencias de acreditación internacional de programas
de formación profesional en los últimos cinco años.
Se propone estructurar el proceso de diseño en diversas
fases: diagnóstico situacional, definición de resultados de
aprendizaje y desempeños que deben poseer los participan-
tes al final del proyecto, definición de restricciones y crite-
rios del plan de estudio, definición del currículo de estudio,
definición en detalle de los cursos y evaluación del logro de
resultados.
REFERENCIAS
[1] Equal Support Unit. European Social Fund. A Project Cycle
Management and Logical Framework Toolkit - A practical
guide for equal Development Partnerships. GB
[2] Ortegón, E., Pacheco, J. F. & Prieto, A. (2005). Metodología
del Marco Lógico para la planificación, el seguimiento y
la evaluación de proyectos y programas. Instituto Lati-
noamericano y del Caribe de Planificación Económica y
Social (ILPES). Área de Proyectos y programación de in-
versiones CEPAL Naciones Unidas. Santiago de Chile.
[3] PCM/FINCYT (2008). Guía para la elaboración de la línea
base de los Proyectos Fincyt. Anexo de la R.D. N°121-2008.
[4] European Commission. Project Cycle Management Gui-
delines. Volume 1. Aid Delivery Methods, Supporting
Effective implementation of EC External Assistance..
March 2004.
[5] Ministerio de Educación. (2007). Proyecto Educativo Na-
cional al 2021. La educación que queremos para el Perú.
Resolución Suprema N°001.2007-ED.
[6] UNESCO. (2008). ICT Competency Standards for Teachers.
Competency Standards Modules. United Nations Educa-
tional, Scientific and Cultural Organizations.
[7] ABET Technology Accreditation Commisión. (2009). Cri-
teria for accrediting Engineering Technology Programs.
ABET Inc.
[8] Garcia Almiñana, J., Sanchez Carracedo, F. & Gavalda Mes-
tre, R. (2007). Recomendaciones para el diseño de una
titulación de Grado en Informática IEEE-RITA Vol 2. Nº. 2.
[9] Bloom & Krathwohl. (2000). Definitions of Levels and
McBeath Action Verbs. Pittsburg: The University of Pitts-
burg, USA. http://www.engrng.pitt.edu/~ec2000/.
[10] http://www.iacet.org/content/continuing-education-
units.html.
03_Trabajo tecnico_gomez copy.indd 123 2/13/12 5:42 PM
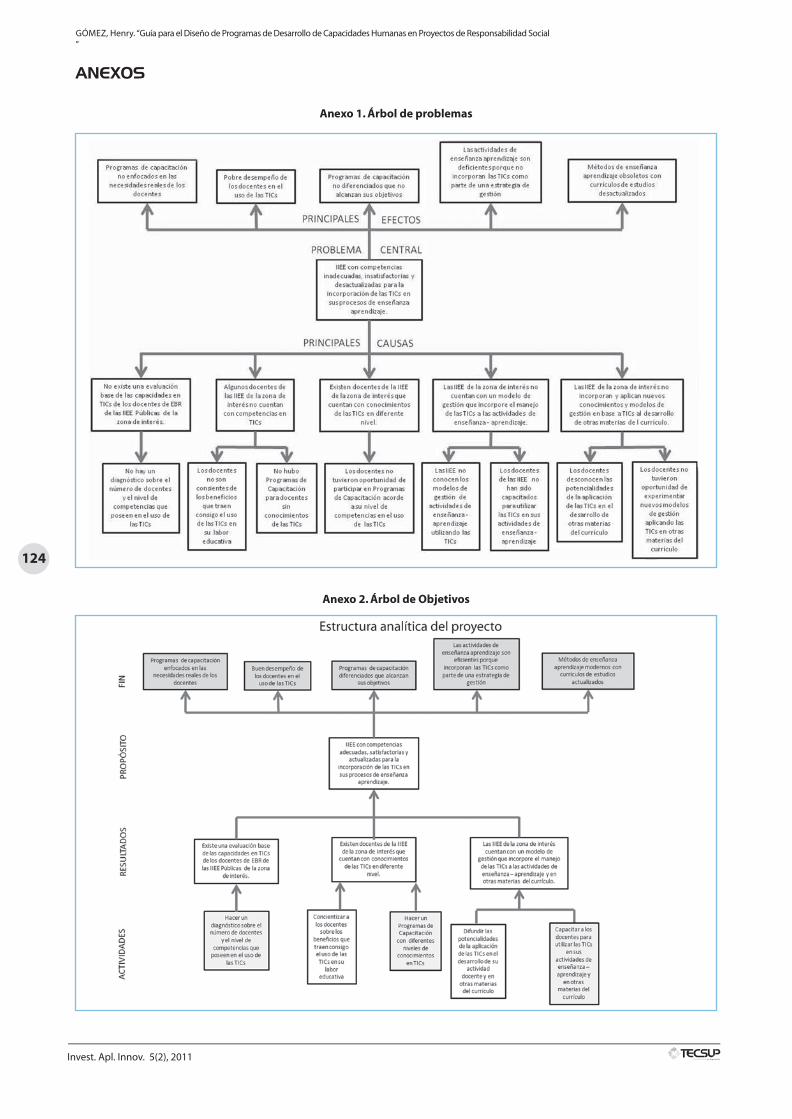
124
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
ANEXOS
Anexo1.Árboldeproblemas
Anexo2.ÁrboldeObjetivos
03_Trabajo tecnico_gomez copy.indd 124 2/13/12 5:42 PM
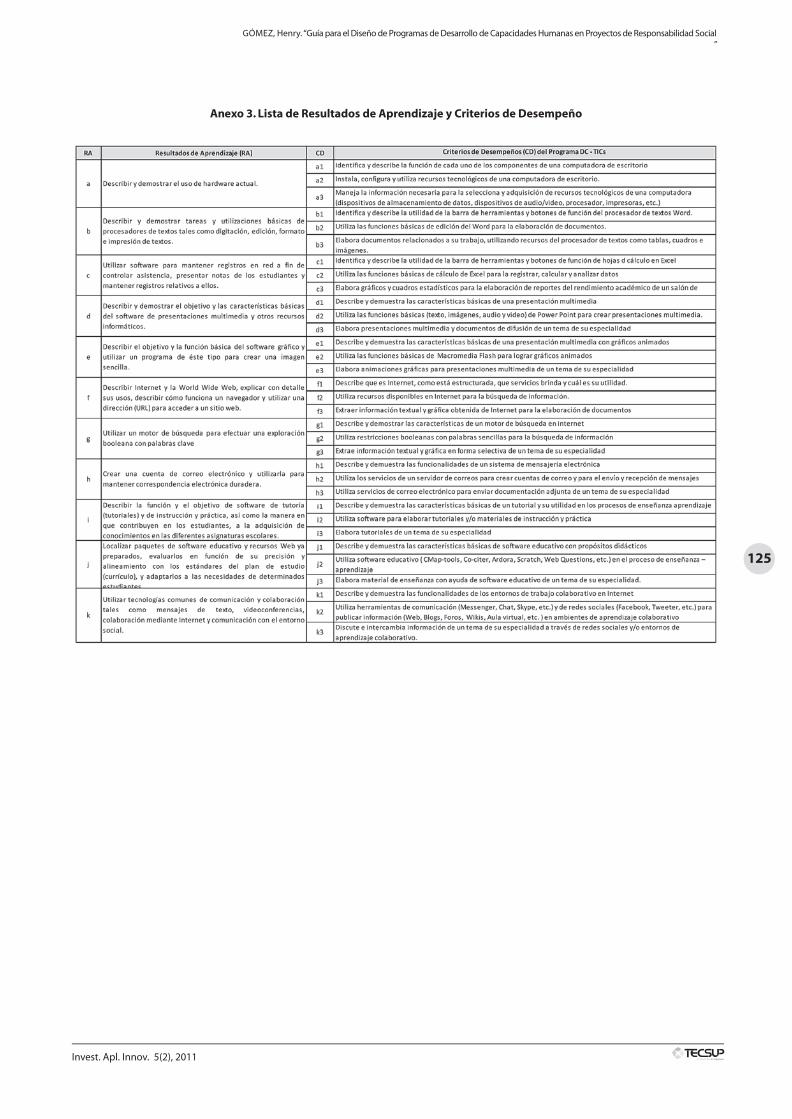
125
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
Anexo3.ListadeResultadosdeAprendizajeyCriteriosdeDesempeño
03_Trabajo tecnico_gomez copy.indd 125 2/13/12 5:42 PM
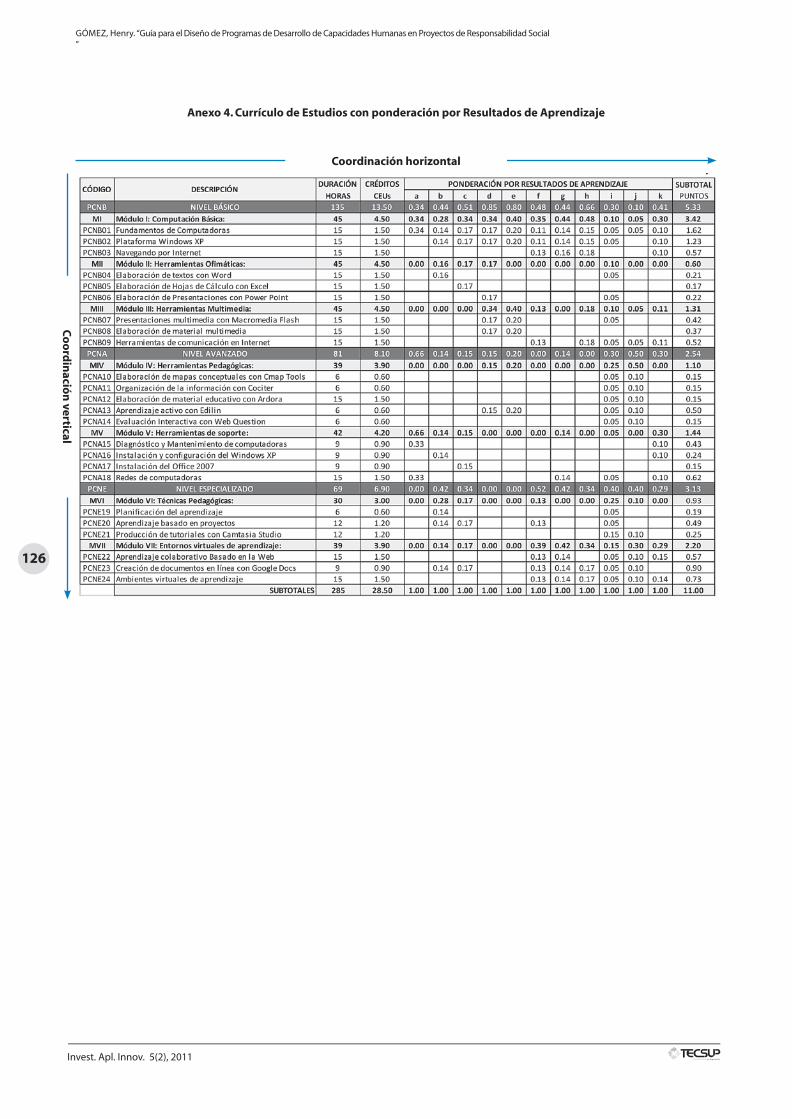
126
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “Guía para el Diseño de Programas de Desarrollo de Capacidades Humanas en Proyectos de Responsabilidad Social”
Anexo4.CurrículodeEstudiosconponderaciónporResultadosdeAprendizaje
Coordinaciónhorizontal
Co
ord
inació
nvertical
03_Trabajo tecnico_gomez copy.indd 126 2/13/12 5:42 PM
127
Invest. Apl. Innov. 5(2), 2011
José Rojas, Xxxxxx
Diseño de Proyectos Industriales Operacionales
Alberto Ríos, Universidad Europea de Madrid
Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable
Transient Stability of a Dynamic Model of a Variable Speed Wind Turbine
Resumen
En este artículo se evalúa la respuesta transitoria de una tur-
bina eólica de velocidad variable ante huecos de tensión bi-
fásicos y trifásicos. Los objetivos del presente estudio están
en presentar un análisis comparativo del modelo completo
y reducido de la turbina así como evaluar la influencia de la
conexión del crowbar y comprobar la capacidad de la turbina
eólica de velocidad variable en mantener la continuidad de
suministro.
Abstract
This paper evaluates the transient response and the ability
of the variable wind turbines againts three-phase and two-
phase voltage sags. The aim of this study is to provide a com-
parative analysis of full and reduced model of the turbine as
well as to evaluate the influence of crowbar protection and to
test the capacity of variable speed wind turbine in maintaini-
nig the continuity of the supply.
Palabras clave
Turbinas eólicas, estabilidad transitoria, integración en red,
crowbar, huecos de tensión.
Key words
Wind turbines, transient stability, grid integration, crowbar,
voltage sags.
INTRODUCCIÓN
Hasta hace unos años, las exigencias a la conexión de instala-
ciones eólicas consistían en especificar las características de
los sistemas de protección y asegurar una rápida desconexión
ante la aparición de perturbaciones severas. La reducción de
la tensión por debajo del 85-80% de su valor nominal exigía la
desconexión instantánea de las instalaciones eólicas.
En los últimos años, la innovación tecnológica de los sistemas
de conversión eólicos ha obligado a modificar las especificacio-
nes técnicas de conexión por el posible impacto que causaría
una masiva desconexión de instalaciones eólicas en la estabili-
dad y fiabilidad del sistema eléctrico. Las nuevas exigencias téc-
nicas requieren que las instalaciones eólicas no se desconecten
ante la aparición de cortocircuitos en el punto de conexión a
red. Adicionalmente se exige a las instalaciones eólicas que
aporten potencia reactiva durante el período de duración del
cortocircuito [1]. Los objetivos del presente estudio son:
• Presentar un análisis comparativo de la respuesta transito-
ria del modelo completo y reducido de turbina eólica de
velocidad variable ante un hueco de tensión trifásico con y
sin conexión del crowbar.
• Analizar la influencia de la conexión y desconexión del
crowbar en la respuesta transitoria de una turbina eólica de
velocidad variable en régimen supersíncrono.
• Evaluar la capacidad de las turbinas eólicas de velocidad
variable en mantener la continuidad de suministro ante a
huecos de tensión bifásicos y trifásicos.
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 127 2/13/12 5:46 PM
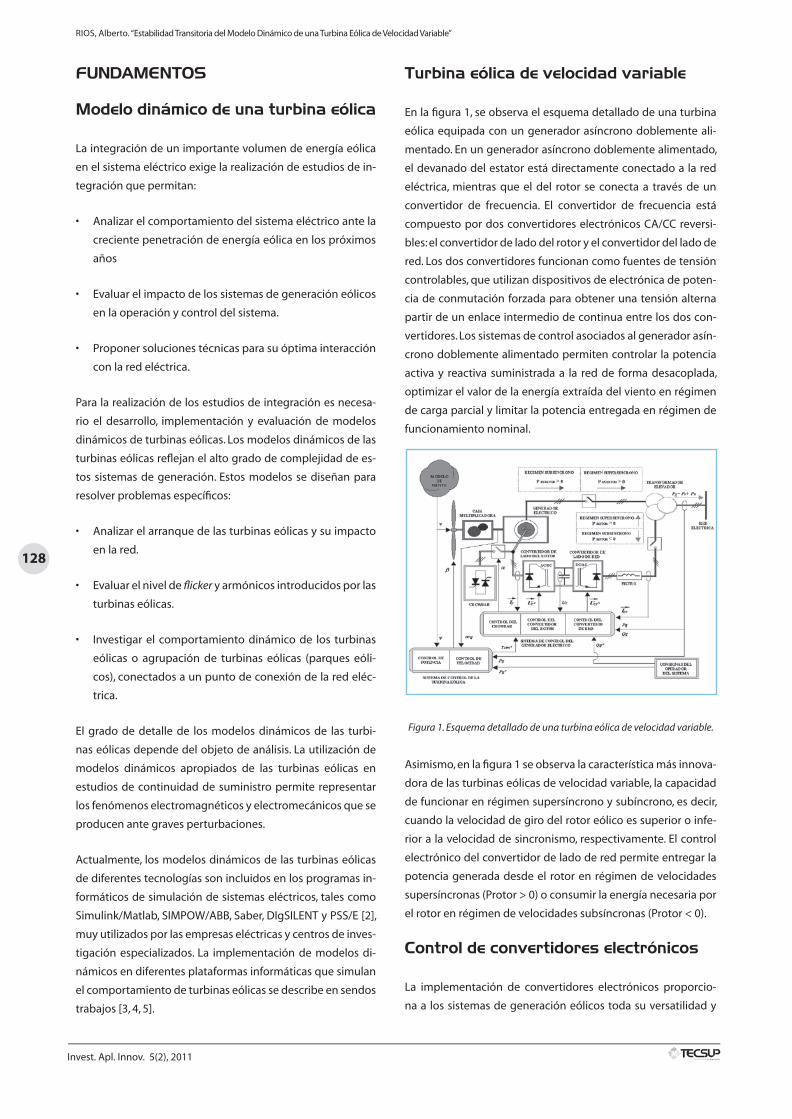
128
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
FUNDAMENTOS
Modelo dinámico de una turbina eólica
La integración de un importante volumen de energía eólica
en el sistema eléctrico exige la realización de estudios de in-
tegración que permitan:
• Analizar el comportamiento del sistema eléctrico ante la
creciente penetración de energía eólica en los próximos
años
• Evaluar el impacto de los sistemas de generación eólicos
en la operación y control del sistema.
• Proponer soluciones técnicas para su óptima interacción
con la red eléctrica.
Para la realización de los estudios de integración es necesa-
rio el desarrollo, implementación y evaluación de modelos
dinámicos de turbinas eólicas. Los modelos dinámicos de las
turbinas eólicas reflejan el alto grado de complejidad de es-
tos sistemas de generación. Estos modelos se diseñan para
resolver problemas específicos:
• Analizar el arranque de las turbinas eólicas y su impacto
en la red.
• Evaluar el nivel de flicker y armónicos introducidos por las
turbinas eólicas.
• Investigar el comportamiento dinámico de los turbinas
eólicas o agrupación de turbinas eólicas (parques eóli-
cos), conectados a un punto de conexión de la red eléc-
trica.
El grado de detalle de los modelos dinámicos de las turbi-
nas eólicas depende del objeto de análisis. La utilización de
modelos dinámicos apropiados de las turbinas eólicas en
estudios de continuidad de suministro permite representar
los fenómenos electromagnéticos y electromecánicos que se
producen ante graves perturbaciones.
Actualmente, los modelos dinámicos de las turbinas eólicas
de diferentes tecnologías son incluidos en los programas in-
formáticos de simulación de sistemas eléctricos, tales como
Simulink/Matlab, SIMPOW/ABB, Saber, DIgSILENT y PSS/E [2],
muy utilizados por las empresas eléctricas y centros de inves-
tigación especializados. La implementación de modelos di-
námicos en diferentes plataformas informáticas que simulan
el comportamiento de turbinas eólicas se describe en sendos
trabajos [3, 4, 5].
Turbina eólica de velocidad variable
En la figura 1, se observa el esquema detallado de una turbina
eólica equipada con un generador asíncrono doblemente ali-
mentado. En un generador asíncrono doblemente alimentado,
el devanado del estator está directamente conectado a la red
eléctrica, mientras que el del rotor se conecta a través de un
convertidor de frecuencia. El convertidor de frecuencia está
compuesto por dos convertidores electrónicos CA/CC reversi-
bles: el convertidor de lado del rotor y el convertidor del lado de
red. Los dos convertidores funcionan como fuentes de tensión
controlables, que utilizan dispositivos de electrónica de poten-
cia de conmutación forzada para obtener una tensión alterna
partir de un enlace intermedio de continua entre los dos con-
vertidores. Los sistemas de control asociados al generador asín-
crono doblemente alimentado permiten controlar la potencia
activa y reactiva suministrada a la red de forma desacoplada,
optimizar el valor de la energía extraída del viento en régimen
de carga parcial y limitar la potencia entregada en régimen de
funcionamiento nominal.
Figura 1. Esquema detallado de una turbina eólica de velocidad variable.
Asimismo, en la figura 1 se observa la característica más innova-
dora de las turbinas eólicas de velocidad variable, la capacidad
de funcionar en régimen supersíncrono y subíncrono, es decir,
cuando la velocidad de giro del rotor eólico es superior o infe-
rior a la velocidad de sincronismo, respectivamente. El control
electrónico del convertidor de lado de red permite entregar la
potencia generada desde el rotor en régimen de velocidades
supersíncronas (Protor > 0) o consumir la energía necesaria por
el rotor en régimen de velocidades subsíncronas (Protor < 0).
Control de convertidores electrónicos
La implementación de convertidores electrónicos proporcio-
na a los sistemas de generación eólicos toda su versatilidad y
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 128 2/13/12 5:46 PM
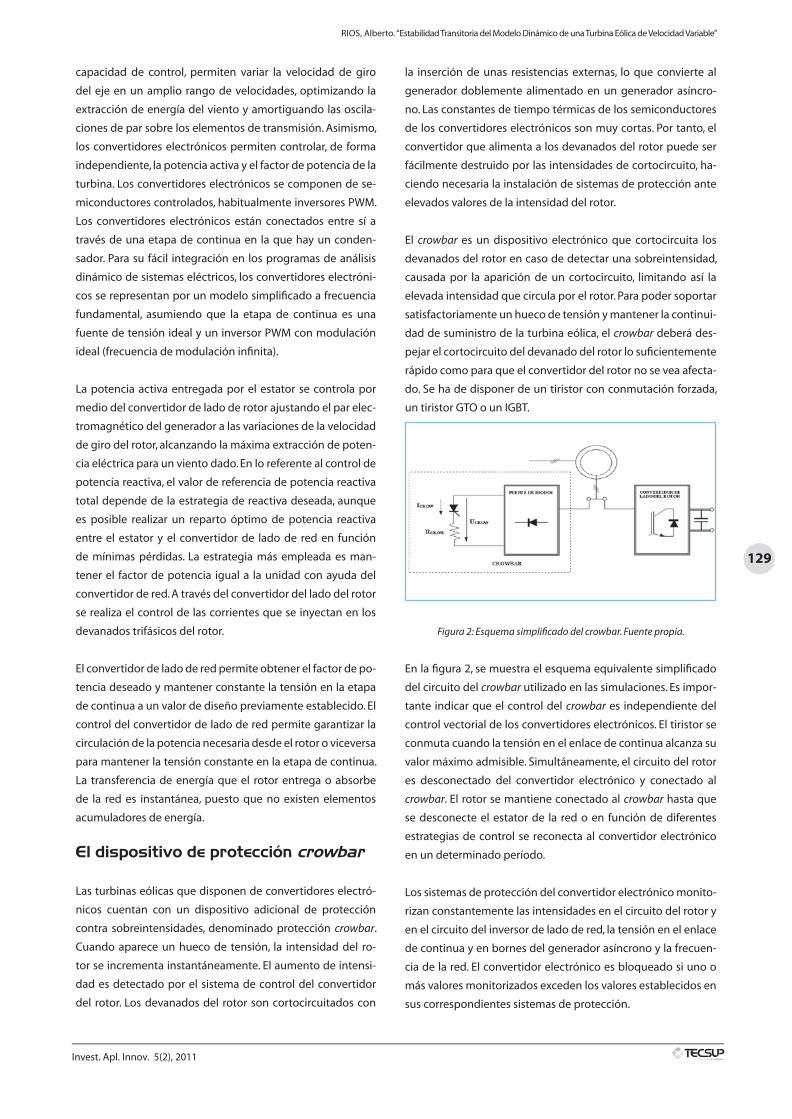
129
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
capacidad de control, permiten variar la velocidad de giro
del eje en un amplio rango de velocidades, optimizando la
extracción de energía del viento y amortiguando las oscila-
ciones de par sobre los elementos de transmisión. Asimismo,
los convertidores electrónicos permiten controlar, de forma
independiente, la potencia activa y el factor de potencia de la
turbina. Los convertidores electrónicos se componen de se-
miconductores controlados, habitualmente inversores PWM.
Los convertidores electrónicos están conectados entre sí a
través de una etapa de continua en la que hay un conden-
sador. Para su fácil integración en los programas de análisis
dinámico de sistemas eléctricos, los convertidores electróni-
cos se representan por un modelo simplificado a frecuencia
fundamental, asumiendo que la etapa de continua es una
fuente de tensión ideal y un inversor PWM con modulación
ideal (frecuencia de modulación infinita).
La potencia activa entregada por el estator se controla por
medio del convertidor de lado de rotor ajustando el par elec-
tromagnético del generador a las variaciones de la velocidad
de giro del rotor, alcanzando la máxima extracción de poten-
cia eléctrica para un viento dado. En lo referente al control de
potencia reactiva, el valor de referencia de potencia reactiva
total depende de la estrategia de reactiva deseada, aunque
es posible realizar un reparto óptimo de potencia reactiva
entre el estator y el convertidor de lado de red en función
de mínimas pérdidas. La estrategia más empleada es man-
tener el factor de potencia igual a la unidad con ayuda del
convertidor de red. A través del convertidor del lado del rotor
se realiza el control de las corrientes que se inyectan en los
devanados trifásicos del rotor.
El convertidor de lado de red permite obtener el factor de po-
tencia deseado y mantener constante la tensión en la etapa
de continua a un valor de diseño previamente establecido. El
control del convertidor de lado de red permite garantizar la
circulación de la potencia necesaria desde el rotor o viceversa
para mantener la tensión constante en la etapa de continua.
La transferencia de energía que el rotor entrega o absorbe
de la red es instantánea, puesto que no existen elementos
acumuladores de energía.
El dispositivo de protección crowbar
Las turbinas eólicas que disponen de convertidores electró-
nicos cuentan con un dispositivo adicional de protección
contra sobreintensidades, denominado protección crowbar.
Cuando aparece un hueco de tensión, la intensidad del ro-
tor se incrementa instantáneamente. El aumento de intensi-
dad es detectado por el sistema de control del convertidor
del rotor. Los devanados del rotor son cortocircuitados con
la inserción de unas resistencias externas, lo que convierte al
generador doblemente alimentado en un generador asíncro-
no. Las constantes de tiempo térmicas de los semiconductores
de los convertidores electrónicos son muy cortas. Por tanto, el
convertidor que alimenta a los devanados del rotor puede ser
fácilmente destruido por las intensidades de cortocircuito, ha-
ciendo necesaria la instalación de sistemas de protección ante
elevados valores de la intensidad del rotor.
El crowbar es un dispositivo electrónico que cortocircuita los
devanados del rotor en caso de detectar una sobreintensidad,
causada por la aparición de un cortocircuito, limitando así la
elevada intensidad que circula por el rotor. Para poder soportar
satisfactoriamente un hueco de tensión y mantener la continui-
dad de suministro de la turbina eólica, el crowbar deberá des-
pejar el cortocircuito del devanado del rotor lo suficientemente
rápido como para que el convertidor del rotor no se vea afecta-
do. Se ha de disponer de un tiristor con conmutación forzada,
un tiristor GTO o un IGBT.
Figura 2: Esquema simplificado del crowbar. Fuente propia.
En la figura 2, se muestra el esquema equivalente simplificado
del circuito del crowbar utilizado en las simulaciones. Es impor-
tante indicar que el control del crowbar es independiente del
control vectorial de los convertidores electrónicos. El tiristor se
conmuta cuando la tensión en el enlace de continua alcanza su
valor máximo admisible. Simultáneamente, el circuito del rotor
es desconectado del convertidor electrónico y conectado al
crowbar. El rotor se mantiene conectado al crowbar hasta que
se desconecte el estator de la red o en función de diferentes
estrategias de control se reconecta al convertidor electrónico
en un determinado período.
Los sistemas de protección del convertidor electrónico monito-
rizan constantemente las intensidades en el circuito del rotor y
en el circuito del inversor de lado de red, la tensión en el enlace
de continua y en bornes del generador asíncrono y la frecuen-
cia de la red. El convertidor electrónico es bloqueado si uno o
más valores monitorizados exceden los valores establecidos en
sus correspondientes sistemas de protección.
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 129 2/13/12 5:46 PM
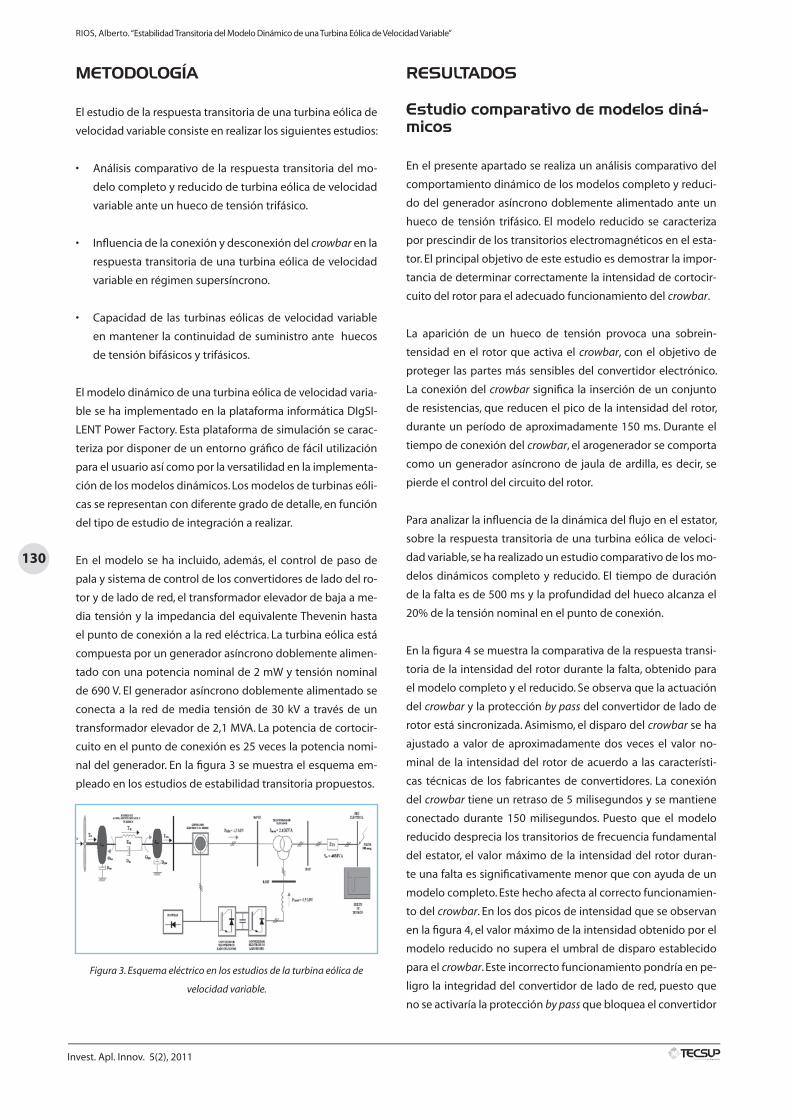
130
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
RESULTADOS
Estudio comparativo de modelos diná-micos
En el presente apartado se realiza un análisis comparativo del
comportamiento dinámico de los modelos completo y reduci-
do del generador asíncrono doblemente alimentado ante un
hueco de tensión trifásico. El modelo reducido se caracteriza
por prescindir de los transitorios electromagnéticos en el esta-
tor. El principal objetivo de este estudio es demostrar la impor-
tancia de determinar correctamente la intensidad de cortocir-
cuito del rotor para el adecuado funcionamiento del crowbar.
La aparición de un hueco de tensión provoca una sobrein-
tensidad en el rotor que activa el crowbar, con el objetivo de
proteger las partes más sensibles del convertidor electrónico.
La conexión del crowbar significa la inserción de un conjunto
de resistencias, que reducen el pico de la intensidad del rotor,
durante un período de aproximadamente 150 ms. Durante el
tiempo de conexión del crowbar, el arogenerador se comporta
como un generador asíncrono de jaula de ardilla, es decir, se
pierde el control del circuito del rotor.
Para analizar la influencia de la dinámica del flujo en el estator,
sobre la respuesta transitoria de una turbina eólica de veloci-
dad variable, se ha realizado un estudio comparativo de los mo-
delos dinámicos completo y reducido. El tiempo de duración
de la falta es de 500 ms y la profundidad del hueco alcanza el
20% de la tensión nominal en el punto de conexión.
En la figura 4 se muestra la comparativa de la respuesta transi-
toria de la intensidad del rotor durante la falta, obtenido para
el modelo completo y el reducido. Se observa que la actuación
del crowbar y la protección by pass del convertidor de lado de
rotor está sincronizada. Asimismo, el disparo del crowbar se ha
ajustado a valor de aproximadamente dos veces el valor no-
minal de la intensidad del rotor de acuerdo a las característi-
cas técnicas de los fabricantes de convertidores. La conexión
del crowbar tiene un retraso de 5 milisegundos y se mantiene
conectado durante 150 milisegundos. Puesto que el modelo
reducido desprecia los transitorios de frecuencia fundamental
del estator, el valor máximo de la intensidad del rotor duran-
te una falta es significativamente menor que con ayuda de un
modelo completo. Este hecho afecta al correcto funcionamien-
to del crowbar. En los dos picos de intensidad que se observan
en la figura 4, el valor máximo de la intensidad obtenido por el
modelo reducido no supera el umbral de disparo establecido
para el crowbar. Este incorrecto funcionamiento pondría en pe-
ligro la integridad del convertidor de lado de red, puesto que
no se activaría la protección by pass que bloquea el convertidor
METODOLOGÍA
El estudio de la respuesta transitoria de una turbina eólica de
velocidad variable consiste en realizar los siguientes estudios:
• Análisis comparativo de la respuesta transitoria del mo-
delo completo y reducido de turbina eólica de velocidad
variable ante un hueco de tensión trifásico.
• Influencia de la conexión y desconexión del crowbar en la
respuesta transitoria de una turbina eólica de velocidad
variable en régimen supersíncrono.
• Capacidad de las turbinas eólicas de velocidad variable
en mantener la continuidad de suministro ante huecos
de tensión bifásicos y trifásicos.
El modelo dinámico de una turbina eólica de velocidad varia-
ble se ha implementado en la plataforma informática DIgSI-
LENT Power Factory. Esta plataforma de simulación se carac-
teriza por disponer de un entorno gráfico de fácil utilización
para el usuario así como por la versatilidad en la implementa-
ción de los modelos dinámicos. Los modelos de turbinas eóli-
cas se representan con diferente grado de detalle, en función
del tipo de estudio de integración a realizar.
En el modelo se ha incluido, además, el control de paso de
pala y sistema de control de los convertidores de lado del ro-
tor y de lado de red, el transformador elevador de baja a me-
dia tensión y la impedancia del equivalente Thevenin hasta
el punto de conexión a la red eléctrica. La turbina eólica está
compuesta por un generador asíncrono doblemente alimen-
tado con una potencia nominal de 2 mW y tensión nominal
de 690 V. El generador asíncrono doblemente alimentado se
conecta a la red de media tensión de 30 kV a través de un
transformador elevador de 2,1 MVA. La potencia de cortocir-
cuito en el punto de conexión es 25 veces la potencia nomi-
nal del generador. En la figura 3 se muestra el esquema em-
pleado en los estudios de estabilidad transitoria propuestos.
Figura 3. Esquema eléctrico en los estudios de la turbina eólica de
velocidad variable.
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 130 2/13/12 5:46 PM
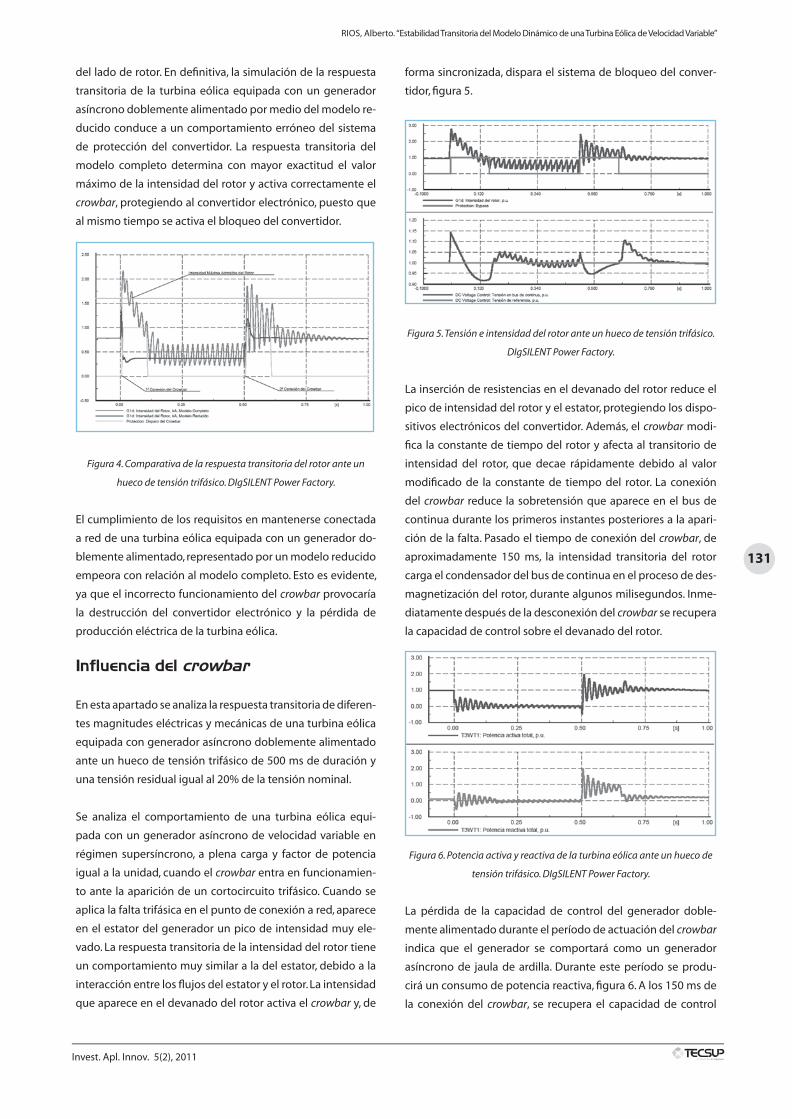
131
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
del lado de rotor. En definitiva, la simulación de la respuesta
transitoria de la turbina eólica equipada con un generador
asíncrono doblemente alimentado por medio del modelo re-
ducido conduce a un comportamiento erróneo del sistema
de protección del convertidor. La respuesta transitoria del
modelo completo determina con mayor exactitud el valor
máximo de la intensidad del rotor y activa correctamente el
crowbar, protegiendo al convertidor electrónico, puesto que
al mismo tiempo se activa el bloqueo del convertidor.
Figura 4. Comparativa de la respuesta transitoria del rotor ante un
hueco de tensión trifásico. DIgSILENT Power Factory.
El cumplimiento de los requisitos en mantenerse conectada
a red de una turbina eólica equipada con un generador do-
blemente alimentado, representado por un modelo reducido
empeora con relación al modelo completo. Esto es evidente,
ya que el incorrecto funcionamiento del crowbar provocaría
la destrucción del convertidor electrónico y la pérdida de
producción eléctrica de la turbina eólica.
Influencia del crowbar
En esta apartado se analiza la respuesta transitoria de diferen-
tes magnitudes eléctricas y mecánicas de una turbina eólica
equipada con generador asíncrono doblemente alimentado
ante un hueco de tensión trifásico de 500 ms de duración y
una tensión residual igual al 20% de la tensión nominal.
Se analiza el comportamiento de una turbina eólica equi-
pada con un generador asíncrono de velocidad variable en
régimen supersíncrono, a plena carga y factor de potencia
igual a la unidad, cuando el crowbar entra en funcionamien-
to ante la aparición de un cortocircuito trifásico. Cuando se
aplica la falta trifásica en el punto de conexión a red, aparece
en el estator del generador un pico de intensidad muy ele-
vado. La respuesta transitoria de la intensidad del rotor tiene
un comportamiento muy similar a la del estator, debido a la
interacción entre los flujos del estator y el rotor. La intensidad
que aparece en el devanado del rotor activa el crowbar y, de
forma sincronizada, dispara el sistema de bloqueo del conver-
tidor, figura 5.
Figura 5. Tensión e intensidad del rotor ante un hueco de tensión trifásico.
DIgSILENT Power Factory.
La inserción de resistencias en el devanado del rotor reduce el
pico de intensidad del rotor y el estator, protegiendo los dispo-
sitivos electrónicos del convertidor. Además, el crowbar modi-
fica la constante de tiempo del rotor y afecta al transitorio de
intensidad del rotor, que decae rápidamente debido al valor
modificado de la constante de tiempo del rotor. La conexión
del crowbar reduce la sobretensión que aparece en el bus de
continua durante los primeros instantes posteriores a la apari-
ción de la falta. Pasado el tiempo de conexión del crowbar, de
aproximadamente 150 ms, la intensidad transitoria del rotor
carga el condensador del bus de continua en el proceso de des-
magnetización del rotor, durante algunos milisegundos. Inme-
diatamente después de la desconexión del crowbar se recupera
la capacidad de control sobre el devanado del rotor.
Figura 6. Potencia activa y reactiva de la turbina eólica ante un hueco de
tensión trifásico. DIgSILENT Power Factory.
La pérdida de la capacidad de control del generador doble-
mente alimentado durante el período de actuación del crowbar
indica que el generador se comportará como un generador
asíncrono de jaula de ardilla. Durante este período se produ-
cirá un consumo de potencia reactiva, figura 6. A los 150 ms de
la conexión del crowbar, se recupera el capacidad de control
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 131 2/13/12 5:46 PM
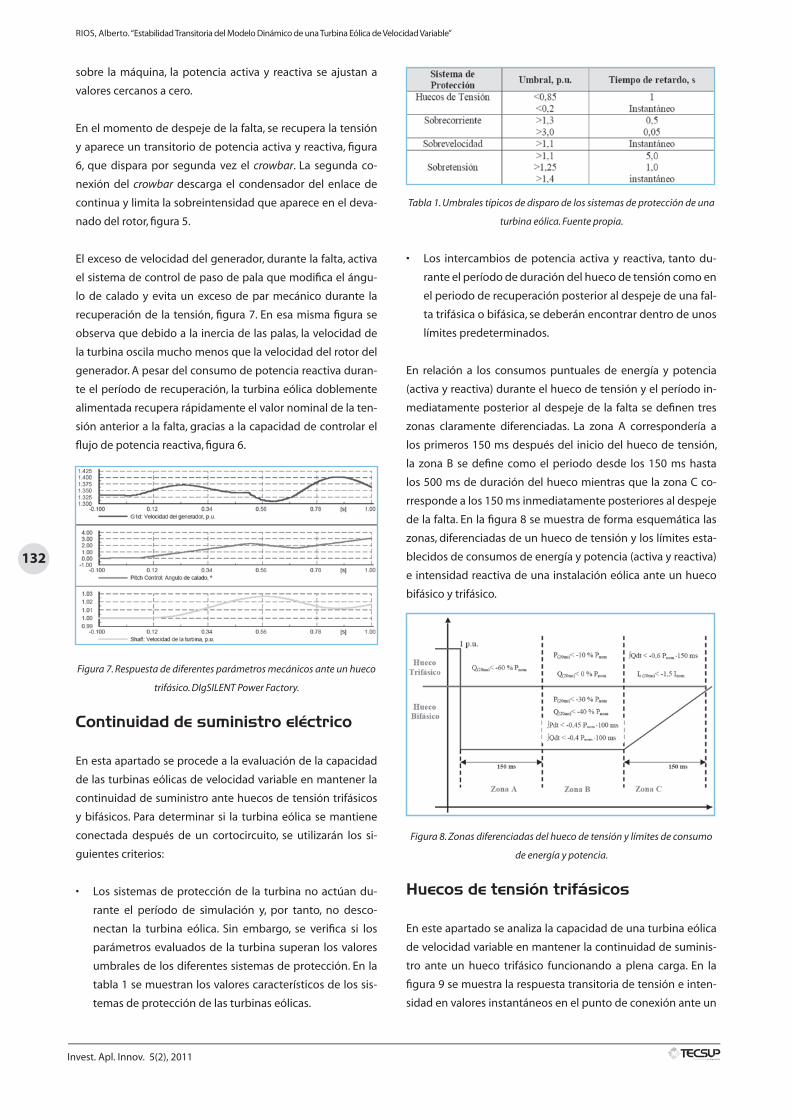
132
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
sobre la máquina, la potencia activa y reactiva se ajustan a
valores cercanos a cero.
En el momento de despeje de la falta, se recupera la tensión
y aparece un transitorio de potencia activa y reactiva, figura
6, que dispara por segunda vez el crowbar. La segunda co-
nexión del crowbar descarga el condensador del enlace de
continua y limita la sobreintensidad que aparece en el deva-
nado del rotor, figura 5.
El exceso de velocidad del generador, durante la falta, activa
el sistema de control de paso de pala que modifica el ángu-
lo de calado y evita un exceso de par mecánico durante la
recuperación de la tensión, figura 7. En esa misma figura se
observa que debido a la inercia de las palas, la velocidad de
la turbina oscila mucho menos que la velocidad del rotor del
generador. A pesar del consumo de potencia reactiva duran-
te el período de recuperación, la turbina eólica doblemente
alimentada recupera rápidamente el valor nominal de la ten-
sión anterior a la falta, gracias a la capacidad de controlar el
flujo de potencia reactiva, figura 6.
Figura 7. Respuesta de diferentes parámetros mecánicos ante un hueco
trifásico. DIgSILENT Power Factory.
Continuidad de suministro eléctrico
En esta apartado se procede a la evaluación de la capacidad
de las turbinas eólicas de velocidad variable en mantener la
continuidad de suministro ante huecos de tensión trifásicos
y bifásicos. Para determinar si la turbina eólica se mantiene
conectada después de un cortocircuito, se utilizarán los si-
guientes criterios:
• Los sistemas de protección de la turbina no actúan du-
rante el período de simulación y, por tanto, no desco-
nectan la turbina eólica. Sin embargo, se verifica si los
parámetros evaluados de la turbina superan los valores
umbrales de los diferentes sistemas de protección. En la
tabla 1 se muestran los valores característicos de los sis-
temas de protección de las turbinas eólicas.
Tabla 1. Umbrales típicos de disparo de los sistemas de protección de una
turbina eólica. Fuente propia.
• Los intercambios de potencia activa y reactiva, tanto du-
rante el período de duración del hueco de tensión como en
el periodo de recuperación posterior al despeje de una fal-
ta trifásica o bifásica, se deberán encontrar dentro de unos
límites predeterminados.
En relación a los consumos puntuales de energía y potencia
(activa y reactiva) durante el hueco de tensión y el período in-
mediatamente posterior al despeje de la falta se definen tres
zonas claramente diferenciadas. La zona A correspondería a
los primeros 150 ms después del inicio del hueco de tensión,
la zona B se define como el periodo desde los 150 ms hasta
los 500 ms de duración del hueco mientras que la zona C co-
rresponde a los 150 ms inmediatamente posteriores al despeje
de la falta. En la figura 8 se muestra de forma esquemática las
zonas, diferenciadas de un hueco de tensión y los límites esta-
blecidos de consumos de energía y potencia (activa y reactiva)
e intensidad reactiva de una instalación eólica ante un hueco
bifásico y trifásico.
Figura 8. Zonas diferenciadas del hueco de tensión y límites de consumo
de energía y potencia.
Huecos de tensión trifásicos
En este apartado se analiza la capacidad de una turbina eólica
de velocidad variable en mantener la continuidad de suminis-
tro ante un hueco trifásico funcionando a plena carga. En la
figura 9 se muestra la respuesta transitoria de tensión e inten-
sidad en valores instantáneos en el punto de conexión ante un
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 132 2/13/12 5:46 PM
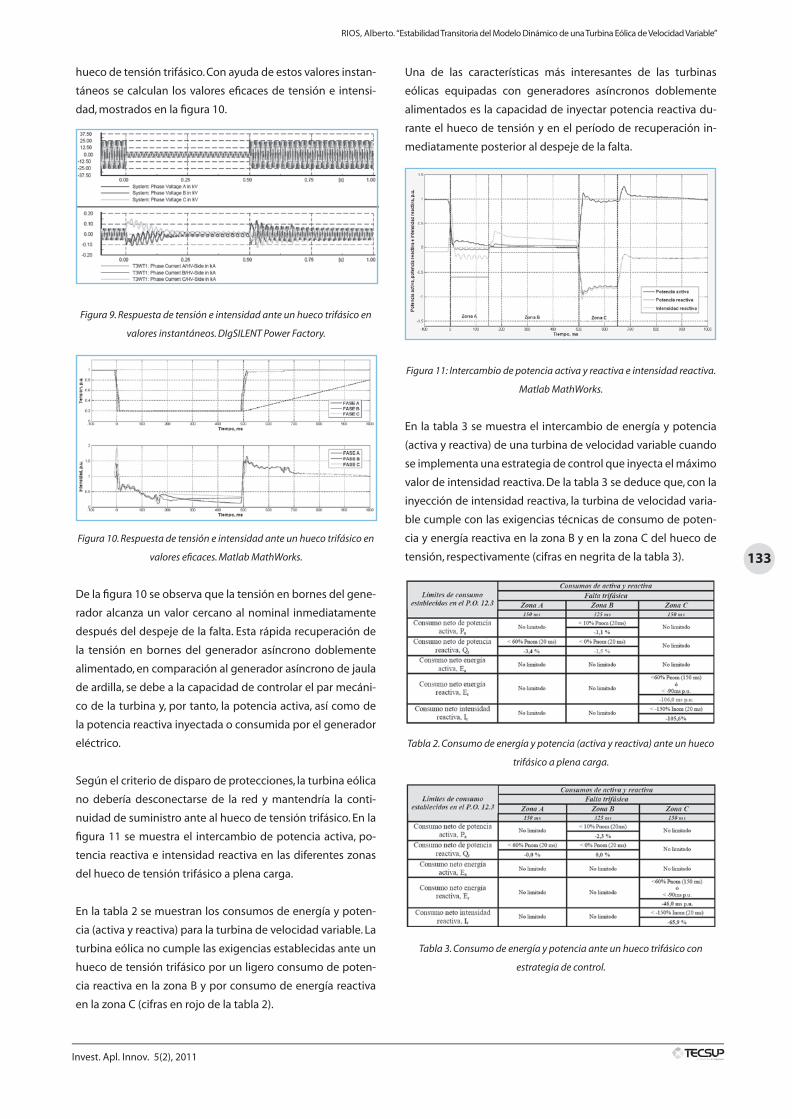
133
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
hueco de tensión trifásico. Con ayuda de estos valores instan-
táneos se calculan los valores eficaces de tensión e intensi-
dad, mostrados en la figura 10.
Figura 9. Respuesta de tensión e intensidad ante un hueco trifásico en
valores instantáneos. DIgSILENT Power Factory.
Figura 10. Respuesta de tensión e intensidad ante un hueco trifásico en
valores eficaces. Matlab MathWorks.
De la figura 10 se observa que la tensión en bornes del gene-
rador alcanza un valor cercano al nominal inmediatamente
después del despeje de la falta. Esta rápida recuperación de
la tensión en bornes del generador asíncrono doblemente
alimentado, en comparación al generador asíncrono de jaula
de ardilla, se debe a la capacidad de controlar el par mecáni-
co de la turbina y, por tanto, la potencia activa, así como de
la potencia reactiva inyectada o consumida por el generador
eléctrico.
Según el criterio de disparo de protecciones, la turbina eólica
no debería desconectarse de la red y mantendría la conti-
nuidad de suministro ante al hueco de tensión trifásico. En la
figura 11 se muestra el intercambio de potencia activa, po-
tencia reactiva e intensidad reactiva en las diferentes zonas
del hueco de tensión trifásico a plena carga.
En la tabla 2 se muestran los consumos de energía y poten-
cia (activa y reactiva) para la turbina de velocidad variable. La
turbina eólica no cumple las exigencias establecidas ante un
hueco de tensión trifásico por un ligero consumo de poten-
cia reactiva en la zona B y por consumo de energía reactiva
en la zona C (cifras en rojo de la tabla 2).
Una de las características más interesantes de las turbinas
eólicas equipadas con generadores asíncronos doblemente
alimentados es la capacidad de inyectar potencia reactiva du-
rante el hueco de tensión y en el período de recuperación in-
mediatamente posterior al despeje de la falta.
Figura 11: Intercambio de potencia activa y reactiva e intensidad reactiva.
Matlab MathWorks.
En la tabla 3 se muestra el intercambio de energía y potencia
(activa y reactiva) de una turbina de velocidad variable cuando
se implementa una estrategia de control que inyecta el máximo
valor de intensidad reactiva. De la tabla 3 se deduce que, con la
inyección de intensidad reactiva, la turbina de velocidad varia-
ble cumple con las exigencias técnicas de consumo de poten-
cia y energía reactiva en la zona B y en la zona C del hueco de
tensión, respectivamente (cifras en negrita de la tabla 3).
Tabla 2. Consumo de energía y potencia (activa y reactiva) ante un hueco
trifásico a plena carga.
Tabla 3. Consumo de energía y potencia ante un hueco trifásico con
estrategia de control.
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 133 2/13/12 5:46 PM
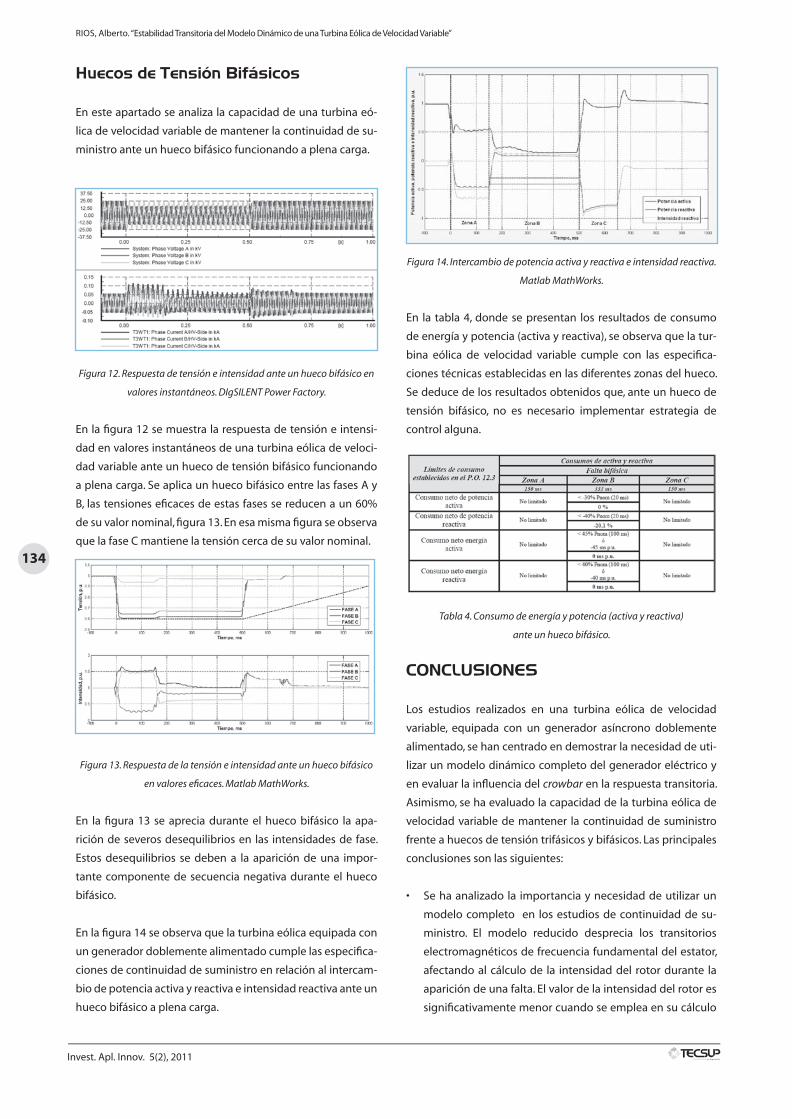
134
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
Huecos de Tensión Bifásicos
En este apartado se analiza la capacidad de una turbina eó-
lica de velocidad variable de mantener la continuidad de su-
ministro ante un hueco bifásico funcionando a plena carga.
Figura 12. Respuesta de tensión e intensidad ante un hueco bifásico en
valores instantáneos. DIgSILENT Power Factory.
En la figura 12 se muestra la respuesta de tensión e intensi-
dad en valores instantáneos de una turbina eólica de veloci-
dad variable ante un hueco de tensión bifásico funcionando
a plena carga. Se aplica un hueco bifásico entre las fases A y
B, las tensiones eficaces de estas fases se reducen a un 60%
de su valor nominal, figura 13. En esa misma figura se observa
que la fase C mantiene la tensión cerca de su valor nominal.
Figura 13. Respuesta de la tensión e intensidad ante un hueco bifásico
en valores eficaces. Matlab MathWorks.
En la figura 13 se aprecia durante el hueco bifásico la apa-
rición de severos desequilibrios en las intensidades de fase.
Estos desequilibrios se deben a la aparición de una impor-
tante componente de secuencia negativa durante el hueco
bifásico.
En la figura 14 se observa que la turbina eólica equipada con
un generador doblemente alimentado cumple las especifica-
ciones de continuidad de suministro en relación al intercam-
bio de potencia activa y reactiva e intensidad reactiva ante un
hueco bifásico a plena carga.
Figura 14. Intercambio de potencia activa y reactiva e intensidad reactiva.
Matlab MathWorks.
En la tabla 4, donde se presentan los resultados de consumo
de energía y potencia (activa y reactiva), se observa que la tur-
bina eólica de velocidad variable cumple con las especifica-
ciones técnicas establecidas en las diferentes zonas del hueco.
Se deduce de los resultados obtenidos que, ante un hueco de
tensión bifásico, no es necesario implementar estrategia de
control alguna.
Tabla 4. Consumo de energía y potencia (activa y reactiva)
ante un hueco bifásico.
CONCLUSIONES
Los estudios realizados en una turbina eólica de velocidad
variable, equipada con un generador asíncrono doblemente
alimentado, se han centrado en demostrar la necesidad de uti-
lizar un modelo dinámico completo del generador eléctrico y
en evaluar la influencia del crowbar en la respuesta transitoria.
Asimismo, se ha evaluado la capacidad de la turbina eólica de
velocidad variable de mantener la continuidad de suministro
frente a huecos de tensión trifásicos y bifásicos. Las principales
conclusiones son las siguientes:
• Se ha analizado la importancia y necesidad de utilizar un
modelo completo en los estudios de continuidad de su-
ministro. El modelo reducido desprecia los transitorios
electromagnéticos de frecuencia fundamental del estator,
afectando al cálculo de la intensidad del rotor durante la
aparición de una falta. El valor de la intensidad del rotor es
significativamente menor cuando se emplea en su cálculo
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 134 2/13/12 5:46 PM

135
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica de Velocidad Variable”
un modelo reducido del generador, afectando al correcto
funcionamiento del crowbar
• Se ha evaluado la influencia del crowbar en la respuesta
transitoria de la turbina eólica de velocidad variable fren-
te a un cortocircuito trifásico. Los resultados obtenidos
en las simulaciones permiten comprender el comporta-
miento dinámico de una turbina eólica de velocidad va-
riable y evaluar la capacidad de este tipo de tecnología
para cumplir los nuevos requisitos técnicos de conexión
de las instalaciones eólicas, establecidos por el operador
del sistema eléctrico.
• La evaluación de la turbina de velocidad variable, equipa-
da con un generador asíncrono doblemente alimentado,
demuestra que no cumple las especificaciones técnicas
referentes a la capacidad de mantener la continuidad de
suministro ante huecos de tensión trifásicos, por lo que
en este caso es necesario implementar una estrategia de
control de potencia reactiva durante el hueco de tensión.
Por otro lado, se ha comprobado que ante huecos de
tensión bifásicos, la turbina eólica de velocidad variable
cumple los criterios de continuidad de suministro.
• Se ha demostrado la posibilidad de implementar estra-
tegias de control en las turbinas eólicas de velocidad va-
riable que permitan inyectar potencia reactiva durante el
periodo de duración de los huecos de tensión.
REFERENCIAS
[1] J. Matevosyan, J., Ackermann, T., Bolik, S. & Söder, L.
(2004) “Comparison of International Regulations for
Connection of Wind Turbines to the Network”, Nordic
Wind Power Conference.
[2] Kazachkov, Y., Stapleton, S. (2004) “Modeling Wind
Farms for Power System Stability Studies”. Journal of
Power Technology.
[3] Iov, F., Hansen, Jauch, C., Sorensen, P. & Blaabjerg, F.
(2004) “Advanced Tools for Modeling, Design and Opti-
mization of Wind Turbine Systems”, Nordic Wind Power
Conference.
[4] Johnsen, K., Eliasson, B. (2004) “SIMULINK, Implementa-
tion of Wind Farm Model for use in Power System Stu-
dies”, Nordic Wind Power Conference.
[5] Lund, T., Eek, J., Uski, S. & Perdana, A. (2004) “Dynamic Fault
Simulation of Wind Turbines using Commercial Simula-
tion Tools”Proceedings of the EWEC, London.
ACERCA DEL AUTOR
Alberto Ríos Villacorta. Ingeniero eléctrico en la especialidad
de Sistemas y Redes Eléctricas por el Instituto Politécnico de
Bielorrusia en el año 1993. Máster en Energías Renovables por
la Universidad Europea de Madrid en el año 2004. Doctor in-
geniero industrial por la Universidad Carlos III de Madrid en el
año 2007. Director técnico de Energy to Quality, Laboratorio de
Ensayos de Turbinas Eólicas y Simulaciones de Parques Eólicos,
entre 2005 y 2006. Director del Máster Oficial en Energías Reno-
vables de la Universidad Europea de Madrid entre 2007 y 2011.
Sus áreas de interés son el modelado dinámico de sistemas de
generación eléctrica y los estudios de integración de sistemas
renovables.
Original recibido: 28 de octubre de 2011
Aceptado para publicación: 02 de enero de 2012
04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 135 2/13/12 5:46 PM

04_Estabilidad Transitoria de turbinas Eolicos_rios.indd 136 2/13/12 5:46 PM
137
Invest. Apl. Innov. 5(2), 2011
José Rojas, Xxxxxx
Diseño de Proyectos Industriales Operacionales
Alberto Ríos, Universidad Europea de Madrid
Estabilidad Transitoria de Parques Eólicos de Velocidad Variable
Transient Stability of Variable Speed Wind Farms
Resumen
Este artículo analiza la respuesta transitoria de un parque eó-
lico de velocidad variable ante huecos de tensión trifásicos
y bifásicos y se evalúa su capacidad de mantener la conti-
nuidad de suministro. La respuesta transitoria de un parque
eólico se ha realizado con ayuda de simulaciones y no se ha
verificado con datos reales, debido a la falta de mediciones y
a la complejidad técnica que implica la aplicación de cortocir-
cuitos en parques eólicos. Inicialmente se describe el modelo
equivalente y detallado de un parque eólico y la red dinámica
del sistema eléctrico al cual se conecta y posteriormente se
realizan simulaciones para:
• Analizar la influencia de la intensidad de conexión del
transformador en la respuesta transitoria del parque
eólico.
• Evaluar la capacidad de las parques eólicos de velocidad
variable en mantener la continuidad de suministro ante a
huecos de tensión bifásicos y trifásicos.
Abstract
This paper examines the transient response of a variable
speed wind farm against three-phase and two-phase voltage
sags, and assesses their ability to maintain the continuity of
supply. The transient response of a wind farms has been per-
formed using simulations and has not been verified with real
data, due to the lack of measurements and the technical diffi-
culty in the implementation of short circuits in wind farms.
Initially, the equivalent and detailed model of wind farms are
described and the power system dynamic grid to which its con-
nected and then run simulations to:
• Analyze the impact of transformer inrush current in the
transient response of the wind farm.
• Evaluate the capacity of variable speed wind farms to
maintain the continuity of supply against to two-phase
and three-phase voltage sags.
Palabras clave
Parques eólicos, estabilidad transitoria, integración en red, pun-
to de conexión a red (PCR).
Key words
Wind farms, transient stability, grid integration, connection po-
int to grid.
INTRODUCCIÓN
La conexión distribuida de turbinas eólicas que conforman un
parque eólico representa una dificultad añadida en la realiza-
ción de estudios de integración. El inconveniente que presen-
tan los parques eólicos es que son agrupaciones de decenas de
unidades de generación eléctrica interconectados por cables
de media tensión a través de transformadores elevadores de
BT/MT. Las líneas eléctricas de media tensión, que recogen la
potencia entregada por las turbinas eólicas, canalizan toda esta
energía hacia la red eléctrica convencional a través de una sub-
estación transformadora MT/AT y unas líneas de evacuación
05_estabilidad transitoria de parques eolicos_rios.indd 137 2/13/12 5:55 PM
138
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
de alta tensión; estos últimos elementos del parque, además,
pueden estar diseñados para evacuar la energía eléctrica de
varios parques de una determinada zona.
Antes de la construcción de los parques eólicos y su conexión
a la red es necesario realizar estudios de su influencia en las
instalaciones eléctricas contiguas. Para la realización de es-
tos estudios se utilizan programas informáticos específicos
para el análisis de sistemas eléctricos, entre ellos destacan
PSS/E, DIgSILENT, NETOMAC, EUROSTAG, SINPOW. En los úl-
timos años, en paralelo al desarrollo de nuevas tecnologías
de turbinas eólicas, estos programas han introducido en sus
librerías modelos de aerogeneradores, incluyendo sus corres-
pondientes sistemas de control asociados. La dificultad de los
estudios de integración estriba en la necesidad de represen-
tar el parque eólico.
En este sentido, los objetivos del presente estudio son:
• Describir el modelo equivalente y detallado de un par-
que eólico, así como la red dinámica del sistema eléctrico
al cual se conecta.
• Analizar la influencia de la intensidad de conexión del
transformador en la respuesta transitoria del parque
eólico.
• Evaluar la capacidad de las parques eólicos de velocidad
variable en mantener la continuidad de suministro ante
huecos de tensión bifásicos y trifásicos.
FUNDAMENTOS
Modelo equivalente de parques eólicos
Una representación detallada de las unidades de generación
del parque eólico incrementaría sensiblemente el tiempo de
cálculo para el flujo de cargas y, especialmente, para los estu-
dios de estabilidad transitoria por el gran número de ecua-
ciones diferenciales que habría que considerar. Esto se agra-
varía considerablemente si el operador del sistema decidiera
incluir una representación detallada de los parques eólicos
en sus herramientas de simulación, en las que ya existen mi-
les de unidades de generación convencionales. Por otro lado,
las actuales plataformas de cálculo informático permiten
resolver gran volumen de ecuaciones reduciendo incluso el
tiempo empleado. El problema reside, por tanto, en alcanzar
un compromiso entre el tiempo empleado en el cálculo y el
detalle de la información técnica deseada de los estudios de
integración eólica.
La representación detallada de un nudo del sistema eléctrico,
al cual se conectan decenas de aerogeneradores, es una tarea
bastante engorrosa. La gran cantidad de datos que se ha de
introducir en un programa de análisis y el elevado consumo
de tiempo en la realización de estudios de integración es un
problema crítico para los operadores del sistema eléctrico. La
solución a este problema es representar el parque eólico con
ayuda de un modelo equivalente agregado. Un modelo equi-
valente agregado consiste en representar el parque eólico por
una única turbina eólica equivalente.
La representación más conveniente para el operador de un
sistema eléctrico, con alta penetración de energía eólica, en
sus estudios de operación y control tanto en régimen estable
como en régimen transitorio sería un modelo equivalente de
parque eólico. Aunque, es importante indicar que es necesario
comprobar la exactitud del modelo equivalente adoptado, es
decir, cerciorarse con ayuda de simulaciones que presente un
comportamiento similar al modelo de parque eólico detallado.
En algunos casos, por las características geográficas y la distri-
bución de las turbinas eólicas dentro del parque eólico, es im-
posible reducirlo a una única turbina equivalente. En ese caso,
resulta conveniente representar cada circuito del parque eólico
por una única turbina equivalente, así el parque eólico agrega-
do consiste de un grupo de varias turbinas equivalentes. En la
figura 1 se muestra la agregación de un parque eólico a un mo-
delo equivalente agregado.
El desarrollo de estos modelos equivalentes ha estado sujeto
a muchas discusiones. Exige un compromiso entre las simplifi-
caciones a realizar para reducir los esfuerzos computacionales
y mantener una razonable exactitud en la representación ma-
temática de los fenómenos físicos, inherentes a los sistemas de
generación eólicos, que permitan obtener resultados de acep-
table precisión.
Un modelo equivalente apropiado de parque eólico permitiría
validar los resultados de las simulaciones cuando al compa-
rarlos con los resultados obtenidos a partir de mediciones, los
errores resultantes de la comparación sean insignificantes. Un
ejemplo de esto sería comparar los valores de potencia activa
y reactiva, obtenidos en las simulaciones de un modelo equiva-
lente, con las mediciones de potencia activa y reactiva realiza-
dos en el punto de conexión a red (PCR).
La agregación de un parque eólico es un aspecto muy crítico en
el estudio de integración de sistemas eólicos. En el desarrollo
de un modelo de agregación de unidades de generación eólica
es necesario considerar, con particular atención, que las carac-
terísticas dinámicas del generador eléctrico, sistema de acopla-
miento mecánico y del sistema de conversión aerodinámico de
cada aerogenerador sean correctamente representados en el
05_estabilidad transitoria de parques eolicos_rios.indd 138 2/13/12 5:55 PM
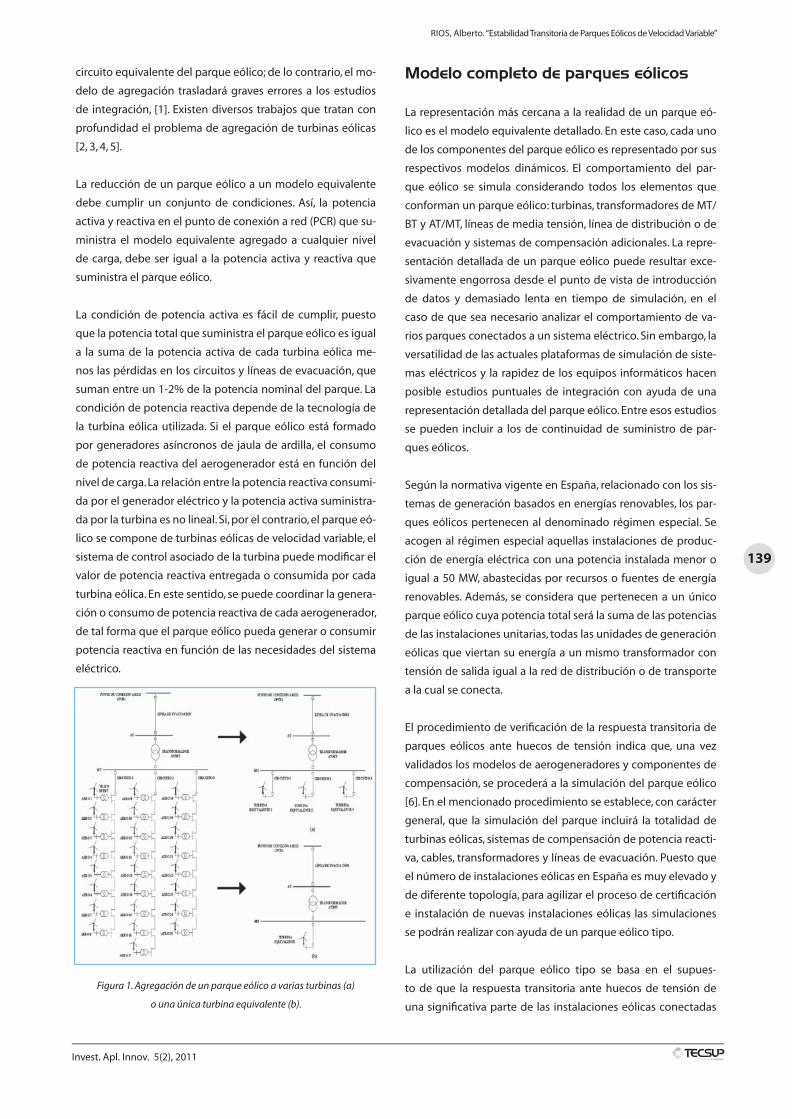
139
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
circuito equivalente del parque eólico; de lo contrario, el mo-
delo de agregación trasladará graves errores a los estudios
de integración, [1]. Existen diversos trabajos que tratan con
profundidad el problema de agregación de turbinas eólicas
[2, 3, 4, 5].
La reducción de un parque eólico a un modelo equivalente
debe cumplir un conjunto de condiciones. Así, la potencia
activa y reactiva en el punto de conexión a red (PCR) que su-
ministra el modelo equivalente agregado a cualquier nivel
de carga, debe ser igual a la potencia activa y reactiva que
suministra el parque eólico.
La condición de potencia activa es fácil de cumplir, puesto
que la potencia total que suministra el parque eólico es igual
a la suma de la potencia activa de cada turbina eólica me-
nos las pérdidas en los circuitos y líneas de evacuación, que
suman entre un 1-2% de la potencia nominal del parque. La
condición de potencia reactiva depende de la tecnología de
la turbina eólica utilizada. Si el parque eólico está formado
por generadores asíncronos de jaula de ardilla, el consumo
de potencia reactiva del aerogenerador está en función del
nivel de carga. La relación entre la potencia reactiva consumi-
da por el generador eléctrico y la potencia activa suministra-
da por la turbina es no lineal. Si, por el contrario, el parque eó-
lico se compone de turbinas eólicas de velocidad variable, el
sistema de control asociado de la turbina puede modificar el
valor de potencia reactiva entregada o consumida por cada
turbina eólica. En este sentido, se puede coordinar la genera-
ción o consumo de potencia reactiva de cada aerogenerador,
de tal forma que el parque eólico pueda generar o consumir
potencia reactiva en función de las necesidades del sistema
eléctrico.
Figura 1. Agregación de un parque eólico a varias turbinas (a)
o una única turbina equivalente (b).
Modelo completo de parques eólicos
La representación más cercana a la realidad de un parque eó-
lico es el modelo equivalente detallado. En este caso, cada uno
de los componentes del parque eólico es representado por sus
respectivos modelos dinámicos. El comportamiento del par-
que eólico se simula considerando todos los elementos que
conforman un parque eólico: turbinas, transformadores de MT/
BT y AT/MT, líneas de media tensión, línea de distribución o de
evacuación y sistemas de compensación adicionales. La repre-
sentación detallada de un parque eólico puede resultar exce-
sivamente engorrosa desde el punto de vista de introducción
de datos y demasiado lenta en tiempo de simulación, en el
caso de que sea necesario analizar el comportamiento de va-
rios parques conectados a un sistema eléctrico. Sin embargo, la
versatilidad de las actuales plataformas de simulación de siste-
mas eléctricos y la rapidez de los equipos informáticos hacen
posible estudios puntuales de integración con ayuda de una
representación detallada del parque eólico. Entre esos estudios
se pueden incluir a los de continuidad de suministro de par-
ques eólicos.
Según la normativa vigente en España, relacionado con los sis-
temas de generación basados en energías renovables, los par-
ques eólicos pertenecen al denominado régimen especial. Se
acogen al régimen especial aquellas instalaciones de produc-
ción de energía eléctrica con una potencia instalada menor o
igual a 50 MW, abastecidas por recursos o fuentes de energía
renovables. Además, se considera que pertenecen a un único
parque eólico cuya potencia total será la suma de las potencias
de las instalaciones unitarias, todas las unidades de generación
eólicas que viertan su energía a un mismo transformador con
tensión de salida igual a la red de distribución o de transporte
a la cual se conecta.
El procedimiento de verificación de la respuesta transitoria de
parques eólicos ante huecos de tensión indica que, una vez
validados los modelos de aerogeneradores y componentes de
compensación, se procederá a la simulación del parque eólico
[6]. En el mencionado procedimiento se establece, con carácter
general, que la simulación del parque incluirá la totalidad de
turbinas eólicas, sistemas de compensación de potencia reacti-
va, cables, transformadores y líneas de evacuación. Puesto que
el número de instalaciones eólicas en España es muy elevado y
de diferente topología, para agilizar el proceso de certificación
e instalación de nuevas instalaciones eólicas las simulaciones
se podrán realizar con ayuda de un parque eólico tipo.
La utilización del parque eólico tipo se basa en el supues-
to de que la respuesta transitoria ante huecos de tensión de
una significativa parte de las instalaciones eólicas conectadas
05_estabilidad transitoria de parques eolicos_rios.indd 139 2/13/12 5:55 PM
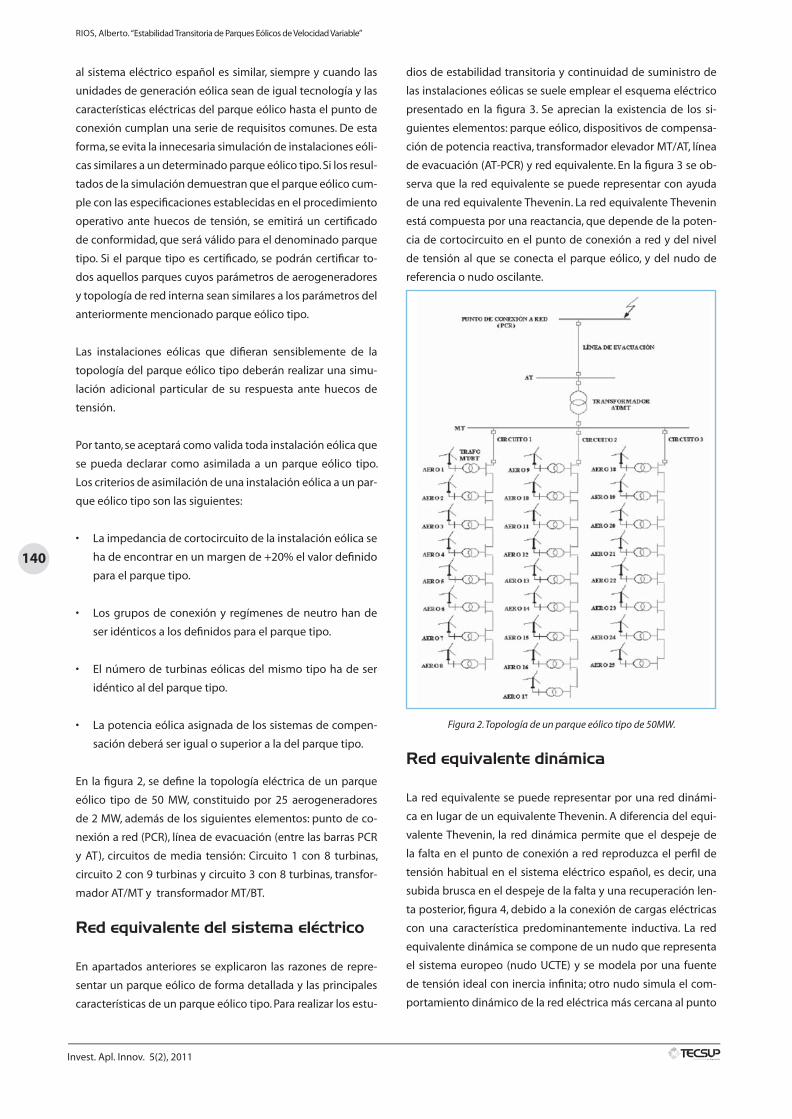
140
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
dios de estabilidad transitoria y continuidad de suministro de
las instalaciones eólicas se suele emplear el esquema eléctrico
presentado en la figura 3. Se aprecian la existencia de los si-
guientes elementos: parque eólico, dispositivos de compensa-
ción de potencia reactiva, transformador elevador MT/AT, línea
de evacuación (AT-PCR) y red equivalente. En la figura 3 se ob-
serva que la red equivalente se puede representar con ayuda
de una red equivalente Thevenin. La red equivalente Thevenin
está compuesta por una reactancia, que depende de la poten-
cia de cortocircuito en el punto de conexión a red y del nivel
de tensión al que se conecta el parque eólico, y del nudo de
referencia o nudo oscilante.
Figura 2. Topología de un parque eólico tipo de 50MW.
Red equivalente dinámica
La red equivalente se puede representar por una red dinámi-
ca en lugar de un equivalente Thevenin. A diferencia del equi-
valente Thevenin, la red dinámica permite que el despeje de
la falta en el punto de conexión a red reproduzca el perfil de
tensión habitual en el sistema eléctrico español, es decir, una
subida brusca en el despeje de la falta y una recuperación len-
ta posterior, figura 4, debido a la conexión de cargas eléctricas
con una característica predominantemente inductiva. La red
equivalente dinámica se compone de un nudo que representa
el sistema europeo (nudo UCTE) y se modela por una fuente
de tensión ideal con inercia infinita; otro nudo simula el com-
portamiento dinámico de la red eléctrica más cercana al punto
al sistema eléctrico español es similar, siempre y cuando las
unidades de generación eólica sean de igual tecnología y las
características eléctricas del parque eólico hasta el punto de
conexión cumplan una serie de requisitos comunes. De esta
forma, se evita la innecesaria simulación de instalaciones eóli-
cas similares a un determinado parque eólico tipo. Si los resul-
tados de la simulación demuestran que el parque eólico cum-
ple con las especificaciones establecidas en el procedimiento
operativo ante huecos de tensión, se emitirá un certificado
de conformidad, que será válido para el denominado parque
tipo. Si el parque tipo es certificado, se podrán certificar to-
dos aquellos parques cuyos parámetros de aerogeneradores
y topología de red interna sean similares a los parámetros del
anteriormente mencionado parque eólico tipo.
Las instalaciones eólicas que difieran sensiblemente de la
topología del parque eólico tipo deberán realizar una simu-
lación adicional particular de su respuesta ante huecos de
tensión.
Por tanto, se aceptará como valida toda instalación eólica que
se pueda declarar como asimilada a un parque eólico tipo.
Los criterios de asimilación de una instalación eólica a un par-
que eólico tipo son las siguientes:
• La impedancia de cortocircuito de la instalación eólica se
ha de encontrar en un margen de +20% el valor definido
para el parque tipo.
• Los grupos de conexión y regímenes de neutro han de
ser idénticos a los definidos para el parque tipo.
• El número de turbinas eólicas del mismo tipo ha de ser
idéntico al del parque tipo.
• La potencia eólica asignada de los sistemas de compen-
sación deberá ser igual o superior a la del parque tipo.
En la figura 2, se define la topología eléctrica de un parque
eólico tipo de 50 MW, constituido por 25 aerogeneradores
de 2 MW, además de los siguientes elementos: punto de co-
nexión a red (PCR), línea de evacuación (entre las barras PCR
y AT), circuitos de media tensión: Circuito 1 con 8 turbinas,
circuito 2 con 9 turbinas y circuito 3 con 8 turbinas, transfor-
mador AT/MT y transformador MT/BT.
Red equivalente del sistema eléctrico
En apartados anteriores se explicaron las razones de repre-
sentar un parque eólico de forma detallada y las principales
características de un parque eólico tipo. Para realizar los estu-
05_estabilidad transitoria de parques eolicos_rios.indd 140 2/13/12 5:55 PM
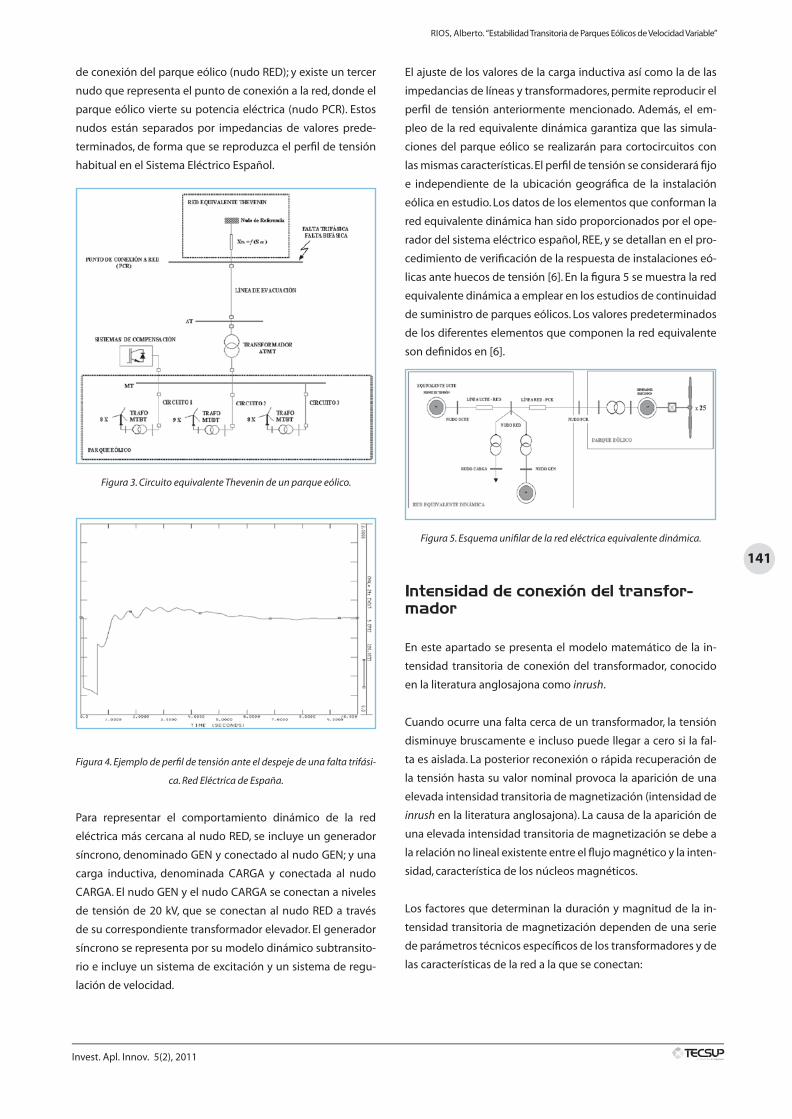
141
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
de conexión del parque eólico (nudo RED); y existe un tercer
nudo que representa el punto de conexión a la red, donde el
parque eólico vierte su potencia eléctrica (nudo PCR). Estos
nudos están separados por impedancias de valores prede-
terminados, de forma que se reproduzca el perfil de tensión
habitual en el Sistema Eléctrico Español.
Figura 3. Circuito equivalente Thevenin de un parque eólico.
Figura 4. Ejemplo de perfil de tensión ante el despeje de una falta trifási-
ca. Red Eléctrica de España.
Para representar el comportamiento dinámico de la red
eléctrica más cercana al nudo RED, se incluye un generador
síncrono, denominado GEN y conectado al nudo GEN; y una
carga inductiva, denominada CARGA y conectada al nudo
CARGA. El nudo GEN y el nudo CARGA se conectan a niveles
de tensión de 20 kV, que se conectan al nudo RED a través
de su correspondiente transformador elevador. El generador
síncrono se representa por su modelo dinámico subtransito-
rio e incluye un sistema de excitación y un sistema de regu-
lación de velocidad.
El ajuste de los valores de la carga inductiva así como la de las
impedancias de líneas y transformadores, permite reproducir el
perfil de tensión anteriormente mencionado. Además, el em-
pleo de la red equivalente dinámica garantiza que las simula-
ciones del parque eólico se realizarán para cortocircuitos con
las mismas características. El perfil de tensión se considerará fijo
e independiente de la ubicación geográfica de la instalación
eólica en estudio. Los datos de los elementos que conforman la
red equivalente dinámica han sido proporcionados por el ope-
rador del sistema eléctrico español, REE, y se detallan en el pro-
cedimiento de verificación de la respuesta de instalaciones eó-
licas ante huecos de tensión [6]. En la figura 5 se muestra la red
equivalente dinámica a emplear en los estudios de continuidad
de suministro de parques eólicos. Los valores predeterminados
de los diferentes elementos que componen la red equivalente
son definidos en [6].
Figura 5. Esquema unifilar de la red eléctrica equivalente dinámica.
Intensidad de conexión del transfor-mador
En este apartado se presenta el modelo matemático de la in-
tensidad transitoria de conexión del transformador, conocido
en la literatura anglosajona como inrush.
Cuando ocurre una falta cerca de un transformador, la tensión
disminuye bruscamente e incluso puede llegar a cero si la fal-
ta es aislada. La posterior reconexión o rápida recuperación de
la tensión hasta su valor nominal provoca la aparición de una
elevada intensidad transitoria de magnetización (intensidad de
inrush en la literatura anglosajona). La causa de la aparición de
una elevada intensidad transitoria de magnetización se debe a
la relación no lineal existente entre el flujo magnético y la inten-
sidad, característica de los núcleos magnéticos.
Los factores que determinan la duración y magnitud de la in-
tensidad transitoria de magnetización dependen de una serie
de parámetros técnicos específicos de los transformadores y de
las características de la red a la que se conectan:
05_estabilidad transitoria de parques eolicos_rios.indd 141 2/13/12 5:55 PM
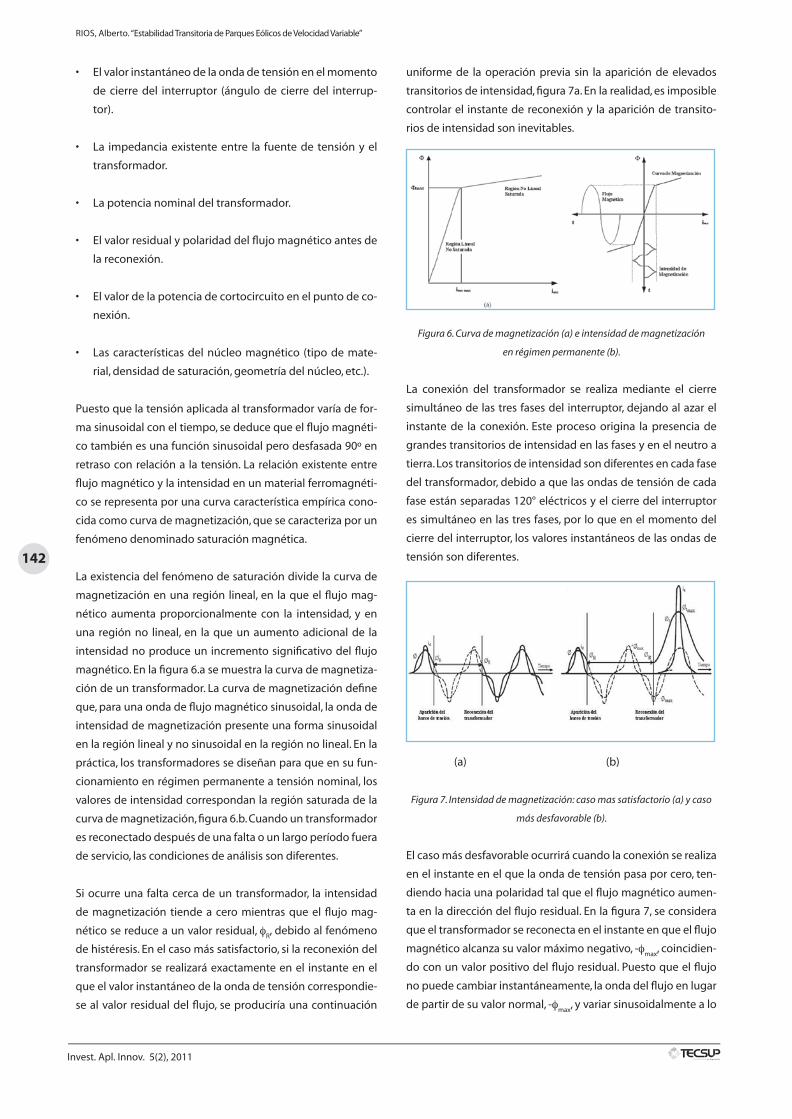
142
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
• El valor instantáneo de la onda de tensión en el momento
de cierre del interruptor (ángulo de cierre del interrup-
tor).
• La impedancia existente entre la fuente de tensión y el
transformador.
• La potencia nominal del transformador.
• El valor residual y polaridad del flujo magnético antes de
la reconexión.
• El valor de la potencia de cortocircuito en el punto de co-
nexión.
• Las características del núcleo magnético (tipo de mate-
rial, densidad de saturación, geometría del núcleo, etc.).
Puesto que la tensión aplicada al transformador varía de for-
ma sinusoidal con el tiempo, se deduce que el flujo magnéti-
co también es una función sinusoidal pero desfasada 90º en
retraso con relación a la tensión. La relación existente entre
flujo magnético y la intensidad en un material ferromagnéti-
co se representa por una curva característica empírica cono-
cida como curva de magnetización, que se caracteriza por un
fenómeno denominado saturación magnética.
La existencia del fenómeno de saturación divide la curva de
magnetización en una región lineal, en la que el flujo mag-
nético aumenta proporcionalmente con la intensidad, y en
una región no lineal, en la que un aumento adicional de la
intensidad no produce un incremento significativo del flujo
magnético. En la figura 6.a se muestra la curva de magnetiza-
ción de un transformador. La curva de magnetización define
que, para una onda de flujo magnético sinusoidal, la onda de
intensidad de magnetización presente una forma sinusoidal
en la región lineal y no sinusoidal en la región no lineal. En la
práctica, los transformadores se diseñan para que en su fun-
cionamiento en régimen permanente a tensión nominal, los
valores de intensidad correspondan la región saturada de la
curva de magnetización, figura 6.b. Cuando un transformador
es reconectado después de una falta o un largo período fuera
de servicio, las condiciones de análisis son diferentes.
Si ocurre una falta cerca de un transformador, la intensidad
de magnetización tiende a cero mientras que el flujo mag-
nético se reduce a un valor residual, φR, debido al fenómeno
de histéresis. En el caso más satisfactorio, si la reconexión del
transformador se realizará exactamente en el instante en el
que el valor instantáneo de la onda de tensión correspondie-
se al valor residual del flujo, se produciría una continuación
uniforme de la operación previa sin la aparición de elevados
transitorios de intensidad, figura 7a. En la realidad, es imposible
controlar el instante de reconexión y la aparición de transito-
rios de intensidad son inevitables.
Figura 6. Curva de magnetización (a) e intensidad de magnetización
en régimen permanente (b).
La conexión del transformador se realiza mediante el cierre
simultáneo de las tres fases del interruptor, dejando al azar el
instante de la conexión. Este proceso origina la presencia de
grandes transitorios de intensidad en las fases y en el neutro a
tierra. Los transitorios de intensidad son diferentes en cada fase
del transformador, debido a que las ondas de tensión de cada
fase están separadas 120° eléctricos y el cierre del interruptor
es simultáneo en las tres fases, por lo que en el momento del
cierre del interruptor, los valores instantáneos de las ondas de
tensión son diferentes.
(a) (b)
Figura 7. Intensidad de magnetización: caso mas satisfactorio (a) y caso
más desfavorable (b).
El caso más desfavorable ocurrirá cuando la conexión se realiza
en el instante en el que la onda de tensión pasa por cero, ten-
diendo hacia una polaridad tal que el flujo magnético aumen-
ta en la dirección del flujo residual. En la figura 7, se considera
que el transformador se reconecta en el instante en que el flujo
magnético alcanza su valor máximo negativo, -φmax
, coincidien-
do con un valor positivo del flujo residual. Puesto que el flujo
no puede cambiar instantáneamente, la onda del flujo en lugar
de partir de su valor normal, -φmax
, y variar sinusoidalmente a lo
05_estabilidad transitoria de parques eolicos_rios.indd 142 2/13/12 5:55 PM
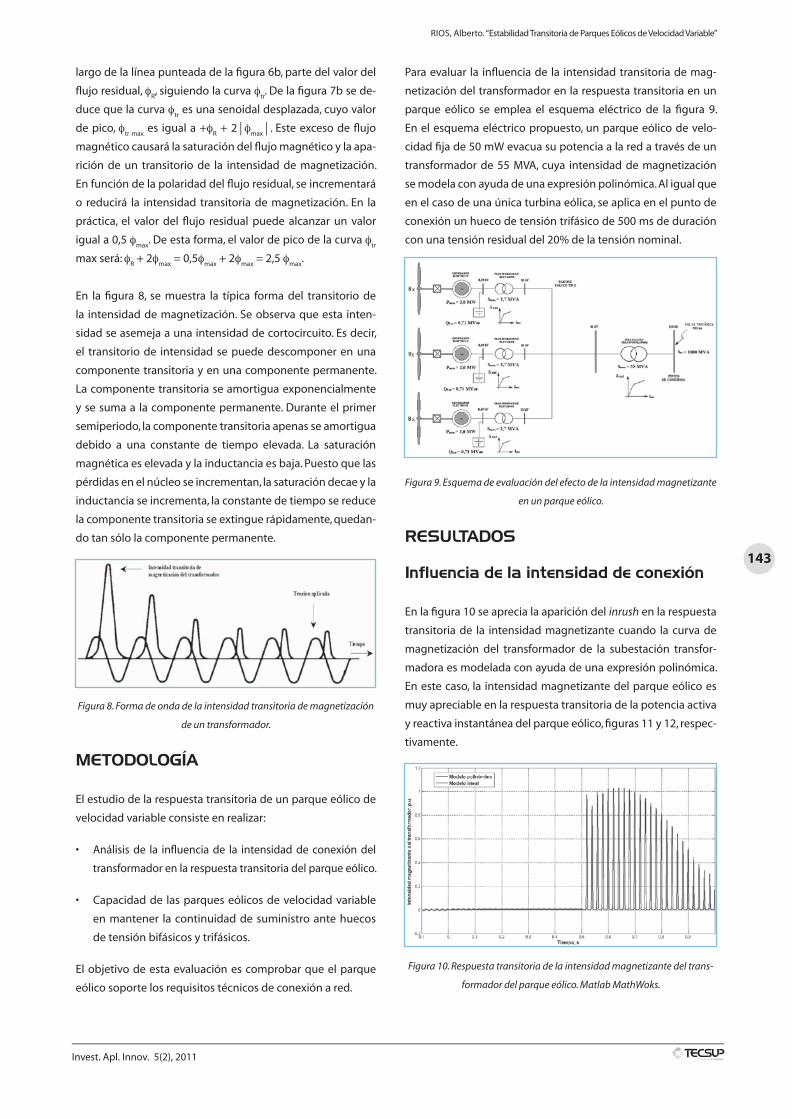
143
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
largo de la línea punteada de la figura 6b, parte del valor del
flujo residual, φR, siguiendo la curva φ
tr. De la figura 7b se de-
duce que la curva φtr es una senoidal desplazada, cuyo valor
de pico, φtr max
es igual a +φR + 2φ
max. Este exceso de flujo
magnético causará la saturación del flujo magnético y la apa-
rición de un transitorio de la intensidad de magnetización.
En función de la polaridad del flujo residual, se incrementará
o reducirá la intensidad transitoria de magnetización. En la
práctica, el valor del flujo residual puede alcanzar un valor
igual a 0,5 φmax
. De esta forma, el valor de pico de la curva φtr
max será: φR + 2φ
max = 0,5φ
max + 2φ
max = 2,5 φ
max.
En la figura 8, se muestra la típica forma del transitorio de
la intensidad de magnetización. Se observa que esta inten-
sidad se asemeja a una intensidad de cortocircuito. Es decir,
el transitorio de intensidad se puede descomponer en una
componente transitoria y en una componente permanente.
La componente transitoria se amortigua exponencialmente
y se suma a la componente permanente. Durante el primer
semiperiodo, la componente transitoria apenas se amortigua
debido a una constante de tiempo elevada. La saturación
magnética es elevada y la inductancia es baja. Puesto que las
pérdidas en el núcleo se incrementan, la saturación decae y la
inductancia se incrementa, la constante de tiempo se reduce
la componente transitoria se extingue rápidamente, quedan-
do tan sólo la componente permanente.
Figura 8. Forma de onda de la intensidad transitoria de magnetización
de un transformador.
METODOLOGÍA
El estudio de la respuesta transitoria de un parque eólico de
velocidad variable consiste en realizar:
• Análisis de la influencia de la intensidad de conexión del
transformador en la respuesta transitoria del parque eólico.
• Capacidad de las parques eólicos de velocidad variable
en mantener la continuidad de suministro ante huecos
de tensión bifásicos y trifásicos.
El objetivo de esta evaluación es comprobar que el parque
eólico soporte los requisitos técnicos de conexión a red.
Para evaluar la influencia de la intensidad transitoria de mag-
netización del transformador en la respuesta transitoria en un
parque eólico se emplea el esquema eléctrico de la figura 9.
En el esquema eléctrico propuesto, un parque eólico de velo-
cidad fija de 50 mW evacua su potencia a la red a través de un
transformador de 55 MVA, cuya intensidad de magnetización
se modela con ayuda de una expresión polinómica. Al igual que
en el caso de una única turbina eólica, se aplica en el punto de
conexión un hueco de tensión trifásico de 500 ms de duración
con una tensión residual del 20% de la tensión nominal.
Figura 9. Esquema de evaluación del efecto de la intensidad magnetizante
en un parque eólico.
RESULTADOS
Influencia de la intensidad de conexión
En la figura 10 se aprecia la aparición del inrush en la respuesta
transitoria de la intensidad magnetizante cuando la curva de
magnetización del transformador de la subestación transfor-
madora es modelada con ayuda de una expresión polinómica.
En este caso, la intensidad magnetizante del parque eólico es
muy apreciable en la respuesta transitoria de la potencia activa
y reactiva instantánea del parque eólico, figuras 11 y 12, respec-
tivamente.
Figura 10. Respuesta transitoria de la intensidad magnetizante del trans-
formador del parque eólico. Matlab MathWoks.
05_estabilidad transitoria de parques eolicos_rios.indd 143 2/13/12 5:55 PM
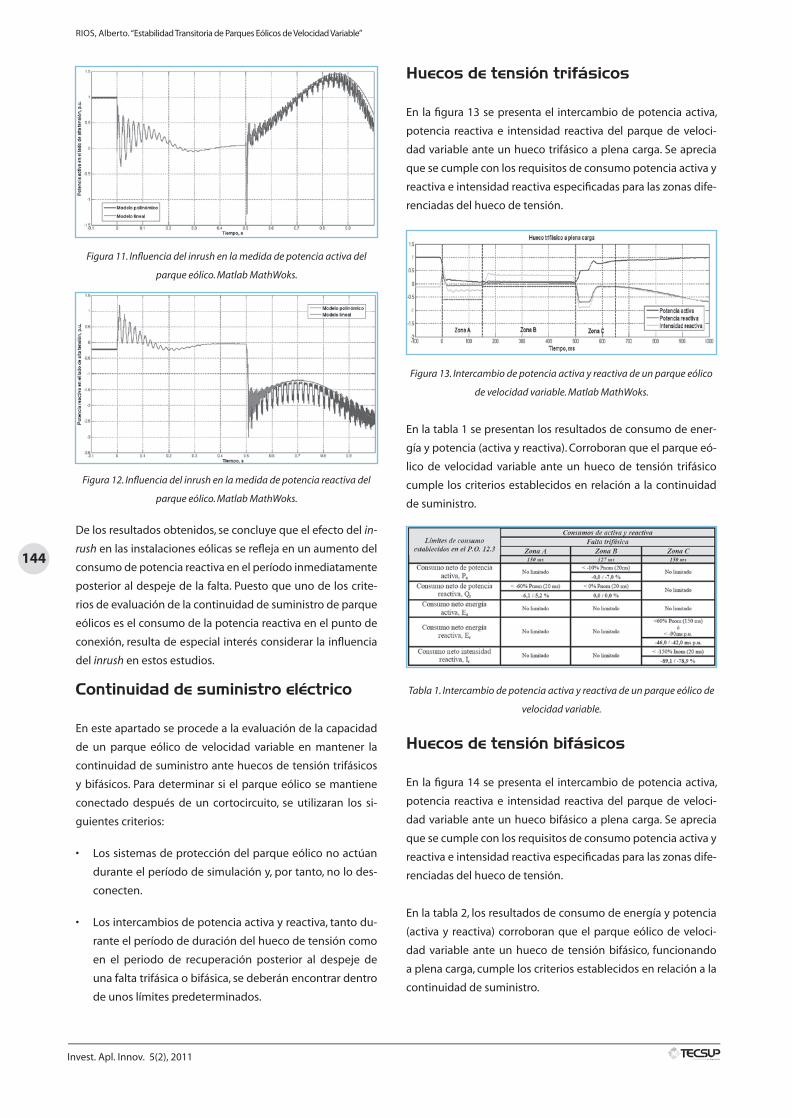
144
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
Figura 11. Influencia del inrush en la medida de potencia activa del
parque eólico. Matlab MathWoks.
Figura 12. Influencia del inrush en la medida de potencia reactiva del
parque eólico. Matlab MathWoks.
De los resultados obtenidos, se concluye que el efecto del in-
rush en las instalaciones eólicas se refleja en un aumento del
consumo de potencia reactiva en el período inmediatamente
posterior al despeje de la falta. Puesto que uno de los crite-
rios de evaluación de la continuidad de suministro de parque
eólicos es el consumo de la potencia reactiva en el punto de
conexión, resulta de especial interés considerar la influencia
del inrush en estos estudios.
Continuidad de suministro eléctrico
En este apartado se procede a la evaluación de la capacidad
de un parque eólico de velocidad variable en mantener la
continuidad de suministro ante huecos de tensión trifásicos
y bifásicos. Para determinar si el parque eólico se mantiene
conectado después de un cortocircuito, se utilizaran los si-
guientes criterios:
• Los sistemas de protección del parque eólico no actúan
durante el período de simulación y, por tanto, no lo des-
conecten.
• Los intercambios de potencia activa y reactiva, tanto du-
rante el período de duración del hueco de tensión como
en el periodo de recuperación posterior al despeje de
una falta trifásica o bifásica, se deberán encontrar dentro
de unos límites predeterminados.
Huecos de tensión trifásicos
En la figura 13 se presenta el intercambio de potencia activa,
potencia reactiva e intensidad reactiva del parque de veloci-
dad variable ante un hueco trifásico a plena carga. Se aprecia
que se cumple con los requisitos de consumo potencia activa y
reactiva e intensidad reactiva especificadas para las zonas dife-
renciadas del hueco de tensión.
Figura 13. Intercambio de potencia activa y reactiva de un parque eólico
de velocidad variable. Matlab MathWoks.
En la tabla 1 se presentan los resultados de consumo de ener-
gía y potencia (activa y reactiva). Corroboran que el parque eó-
lico de velocidad variable ante un hueco de tensión trifásico
cumple los criterios establecidos en relación a la continuidad
de suministro.
Tabla 1. Intercambio de potencia activa y reactiva de un parque eólico de
velocidad variable.
Huecos de tensión bifásicos
En la figura 14 se presenta el intercambio de potencia activa,
potencia reactiva e intensidad reactiva del parque de veloci-
dad variable ante un hueco bifásico a plena carga. Se aprecia
que se cumple con los requisitos de consumo potencia activa y
reactiva e intensidad reactiva especificadas para las zonas dife-
renciadas del hueco de tensión.
En la tabla 2, los resultados de consumo de energía y potencia
(activa y reactiva) corroboran que el parque eólico de veloci-
dad variable ante un hueco de tensión bifásico, funcionando
a plena carga, cumple los criterios establecidos en relación a la
continuidad de suministro.
05_estabilidad transitoria de parques eolicos_rios.indd 144 2/13/12 5:55 PM
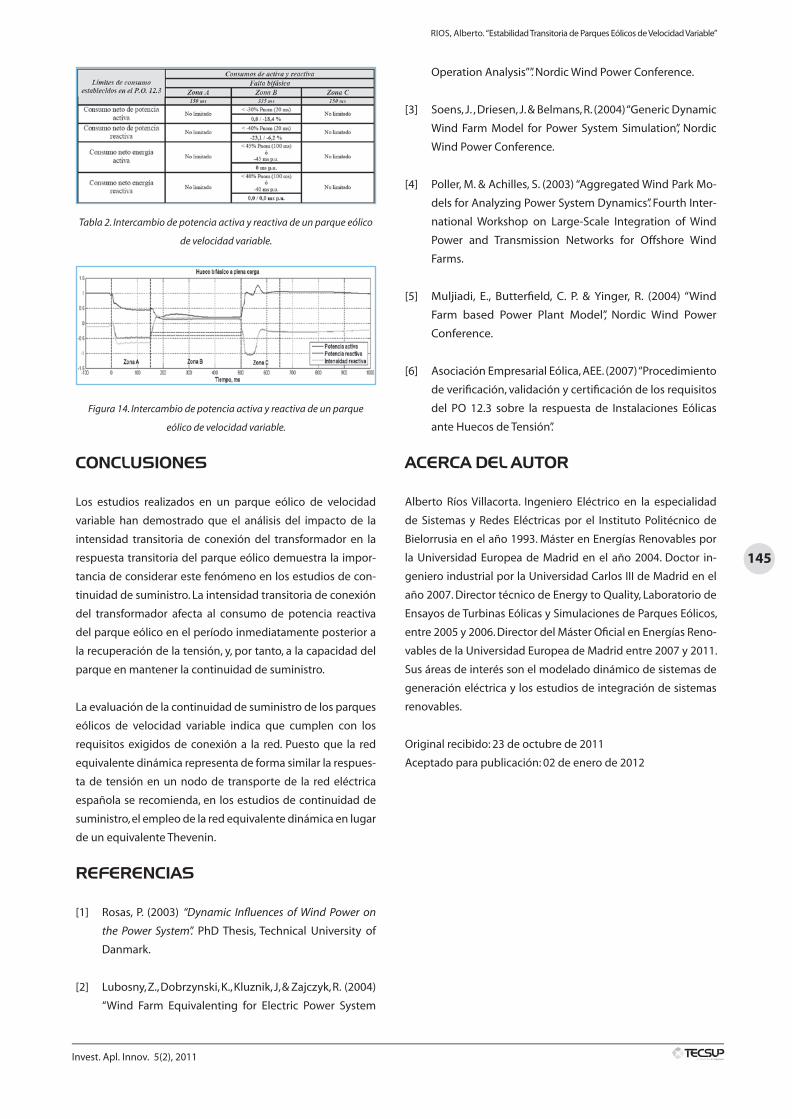
145
Invest. Apl. Innov. 5(2), 2011
RIOS, Alberto. “Estabilidad Transitoria de Parques Eólicos de Velocidad Variable”
José Rojas, Xxxxxx
Diseño de Proyectos Industriales OperacionalesTabla 2. Intercambio de potencia activa y reactiva de un parque eólico
de velocidad variable.
Figura 14. Intercambio de potencia activa y reactiva de un parque
eólico de velocidad variable.
CONCLUSIONES
Los estudios realizados en un parque eólico de velocidad
variable han demostrado que el análisis del impacto de la
intensidad transitoria de conexión del transformador en la
respuesta transitoria del parque eólico demuestra la impor-
tancia de considerar este fenómeno en los estudios de con-
tinuidad de suministro. La intensidad transitoria de conexión
del transformador afecta al consumo de potencia reactiva
del parque eólico en el período inmediatamente posterior a
la recuperación de la tensión, y, por tanto, a la capacidad del
parque en mantener la continuidad de suministro.
La evaluación de la continuidad de suministro de los parques
eólicos de velocidad variable indica que cumplen con los
requisitos exigidos de conexión a la red. Puesto que la red
equivalente dinámica representa de forma similar la respues-
ta de tensión en un nodo de transporte de la red eléctrica
española se recomienda, en los estudios de continuidad de
suministro, el empleo de la red equivalente dinámica en lugar
de un equivalente Thevenin.
REFERENCIAS
[1] Rosas, P. (2003) “Dynamic Influences of Wind Power on
the Power System”. PhD Thesis, Technical University of
Danmark.
[2] Lubosny, Z., Dobrzynski, K., Kluznik, J, & Zajczyk, R. (2004)
“Wind Farm Equivalenting for Electric Power System
Operation Analysis””. Nordic Wind Power Conference.
[3] Soens, J. , Driesen, J. & Belmans, R. (2004) “Generic Dynamic
Wind Farm Model for Power System Simulation”, Nordic
Wind Power Conference.
[4] Poller, M. & Achilles, S. (2003) “Aggregated Wind Park Mo-
dels for Analyzing Power System Dynamics”. Fourth Inter-
national Workshop on Large-Scale Integration of Wind
Power and Transmission Networks for Offshore Wind
Farms.
[5] Muljiadi, E., Butterfield, C. P. & Yinger, R. (2004) “Wind
Farm based Power Plant Model”, Nordic Wind Power
Conference.
[6] Asociación Empresarial Eólica, AEE. (2007) “Procedimiento
de verificación, validación y certificación de los requisitos
del PO 12.3 sobre la respuesta de Instalaciones Eólicas
ante Huecos de Tensión”.
ACERCA DEL AUTOR
Alberto Ríos Villacorta. Ingeniero Eléctrico en la especialidad
de Sistemas y Redes Eléctricas por el Instituto Politécnico de
Bielorrusia en el año 1993. Máster en Energías Renovables por
la Universidad Europea de Madrid en el año 2004. Doctor in-
geniero industrial por la Universidad Carlos III de Madrid en el
año 2007. Director técnico de Energy to Quality, Laboratorio de
Ensayos de Turbinas Eólicas y Simulaciones de Parques Eólicos,
entre 2005 y 2006. Director del Máster Oficial en Energías Reno-
vables de la Universidad Europea de Madrid entre 2007 y 2011.
Sus áreas de interés son el modelado dinámico de sistemas de
generación eléctrica y los estudios de integración de sistemas
renovables.
Original recibido: 23 de octubre de 2011
Aceptado para publicación: 02 de enero de 2012
05_estabilidad transitoria de parques eolicos_rios.indd 145 2/13/12 5:55 PM

05_estabilidad transitoria de parques eolicos_rios.indd 146 2/13/12 5:55 PM
147
Invest. Apl. Innov. 5(2), 2011
Ricardo Benites. Tecsup
Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)
Application of the Combined Methods in the conservation of the Moqueguan White Peach
Resumen
El presente trabajo de investigación, tiene como finalidad
usar: la “Tecnología de los métodos combinados” en la con-
servación de los alimentos; la cual permite reducir la inten-
sidad del tratamiento térmico y mantener las propiedades
organolépticas del fruto fresco en el producto final, mediante
la reducción de la actividad de agua (aw), la regulación del
pH y la adición de conservantes que aseguran su estabilidad
y seguridad microbiana.
El objetivo de este trabajo fue aplicar dicha tecnología para
conservar el fruto del durazno de la variedad “blanquillo mo-
queguano” y analizar la calidad y vida útil de los productos
obtenidos a temperatura ambiente.
La elaboración de la conserva del blanquillo moqueguano se
efectuó del siguiente modo: se prepararon mitades de duraz-
nos estabilizándolos con una relación 1 a 2 (fruta – jarabe).
Posteriormente, se evaluó su estabilidad microbiológica, fi-
sicoquímica y organoléptica durante su almacenamiento a
26 °C (+ 2 °C) en frascos de vidrio.
Los resultados indican que la aplicación de los métodos com-
binados en la conservación del blanquillo moqueguano per-
miten conservar el producto a temperatura ambiente, man-
teniendo una estabilidad y seguridad microbiológica por un
periodo de 80 días a 25 °C. En la aplicación de la tecnología
de los métodos combinados se comprobó que los microor-
ganismos son sensibles a los cambios de temperatura (shock
térmico); siendo los más afectados hongos, coliformes y le-
vaduras. Se determinó las siguientes condiciones de proce-
samiento para mantener una buena conservación del fruto: 1
000 ppm de sorbato de potasio (SK) y 150 ppm de benzoato de
sodio (BNa), regulación de 3,8 en pH (preparación del jarabe) y
tratamiento térmico por 2 min.
Abstract
This research is aims to use: the “Technology of the Combined
Methods” for food preserving, which allows to reduce the in-
tensity of the thermal treatment and keep the organoleptic
properties of the fresh fruit in the final product through the
reduction of the water activity (aw), the pH regulation, and the
addition of preservatives that guarantee its microbial stability
and safety.
The objective of this research was to apply such technology to
preserve the peach of the “Moqueguan White Peach” variety
and analyze the quality and shelf life of the obtained products
at room temperature.
The production of the canned Moqueguan White Peach was
carried out as follows: peaches cut in half were prepared and
stabilized with a 1 to 2 relation (fruit -syrup). Afterwards, its mi-
crobial, physicochemical and organoleptic stability was evalua-
ted during its storage at 26º C (+2ºC) in glass jars.
The results indicate that the application of the combined
methods in the preservation of the Moqueguan White Peach
allows to mantain the stability and microbiological safety for a
period of 80 days at 26 °C. In the application of combined me-
thods technology it was found that the organisms are sensi-
tive to temperature changes (thermal shock) being the most
06_Articulo de investigacion_benites.indd 147 2/13/12 5:57 PM
148
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
affected fungi, coliforms and yeasts. The following processing
conditions were determined for the good preservation of the
fruit: 1000 ppm of Potassium Sorbate (KS) and 150 ppm of
Sodium Benzoate (BNa), regulation of pH in 3.8 (preparation
of syrup) and heat treatment for 2 min.
Palabras clave
Blanquillo moqueguano, métodos combinados, conserva-
ción de alimentos, conservas.
Key words
Moqueguan White Peach, Combined Methods, Food Preser-
vation, Canned food.
INTRODUCCIÓN
A través de la historia de la conservación de alimentos, se
advierte que los métodos de procesamiento de frutas y hor-
talizas han cambiado continuamente. En los últimos años se
han dado mejoras significativas que fueron estimuladas por
la demanda en calidad y la extensión de la vida en anaquel
de los productos procesados.
En los últimos 20 años se han desarrollado nuevas tecnolo-
gías en Iberoamérica para conservar “el alto contenido de
humedad de la fruta, sin que esta pierda sus características
y propiedades naturales” (durazno, piña, mango, papaya, plá-
tano); basados en el principio de reducir la intensidad del
tratamiento térmico; debido a que este último produce re-
acciones tanto físicas como químicas que influyen en el valor
nutritivo de los alimentos.
En los países en vías de desarrollo, como el Perú, se enfren-
ta el desafío de que sus productos frutícolas se adaptan a su
realidad regional, las pérdidas poscosecha son altas; además
de que hay severas restricciones de energía, transporte y un
almacenamiento ineficaz. En consecuencia, existe una nece-
sidad urgente de alternativas de procesamientos simples y
baratos que reemplacen la esterilización, refrigeración, con-
gelación y otros métodos de procesamiento con gasto de
energía y un alto capital de inversión. La tecnología de los
métodos combinados, aplicados a la conservación de frutas,
podrían aportar una solución a esta problemática.
El durazno de la variedad “blanquillo moqueguano” es una
de las variedades de mayor producción en el Perú; siendo las
zonas de mayor producción: Lima (33 000 T.M.), Arequipa (1
200 T.M), Junín (1 100 T.M), Ancash (900 T.M) e Ica (450 T.M). Es
un fruto carnoso, rico en carbohidratos, vitaminas, minerales
y está dentro de la clasificación de alimentos de humedad in-
termedia (AHI); por lo que gran parte de su producción, entre el
10% y 40%, se descompone.
Una alternativa para la conservación de este recurso lo consti-
tuyen los “métodos combinados”, que son: 1) Aplicación de un
ligero tratamiento térmico para inactivar enzimas y disminuir
la carga microbiana inicial, 2) Reducción de la aw por adición
de sacarosa (azúcar), 3) Ajuste de pH en caso de ser necesario
con ácido cítrico o fosfórico y 4) Adición de conservantes como
sorbato de potasio o benzoato de sodio; de tal forma que se
alcance la estabilidad del producto durante un tiempo sin ne-
cesidad de refrigeración.
El presente trabajo de investigación tiene como objetivos: de-
terminar las características físicas y químicas de la materia pri-
ma y del producto final en conserva (aw, pH, °brix, azúcares re-
ductores y no reductores, humedad, cenizas y acidez) y evaluar
la vida en anaquel del blanquillo moqueguano conservado por
métodos combinados (cuenta de hongos, mesófilos y levadu-
ras).
Con todo este avance tecnológico se permitirá dar otra alter-
nativa para aprovechar este fruto, sin que ocasione pérdida
alguna. Se da lugar a que se amplíen las zonas de producción
con el posterior beneficio para el desarrollo químico industrial
y agroindustrial; satisfaciendo así las necesidades alimentarias y
económicas de un pueblo en vías de desarrollo como es el Perú.
FUNDAMENTOS
La tecnología de los métodos combinados pretende conservar
las propiedades organolépticas de alimentos almacenados por
largos periodos, debido a que los alimentos son susceptibles de
presentar un deterioro físicoquímico y/o microbiano en algu-
nas de las etapas de su procesamiento previas a su consumo.
Entre los principales mecanismos de protección, usando esta
tecnología de métodos combinados, se encuentran: la aplica-
ción de un ligero tratamiento térmico, como es el escaldado
para el caso de las frutas; reducción de la actividad de agua (aw)
por medio de agentes depresores de la misma, como la gluco-
sa o sacarosa incorporadas a las conservas en almíbar; acidifi-
cación del sistema por medio de ácidos orgánicos débiles; así
como la adición de sustancias antioxidantes y/o antimicrobinas.
ACTIVIDAD DE AGUA (aw)
La regulación del agua para la conservación de los alimentos,
es disminuir el contenido de agua disponible en el sistema me-
diante la adición de agentes depresores (se puede controlar
06_Articulo de investigacion_benites.indd 148 2/13/12 5:57 PM
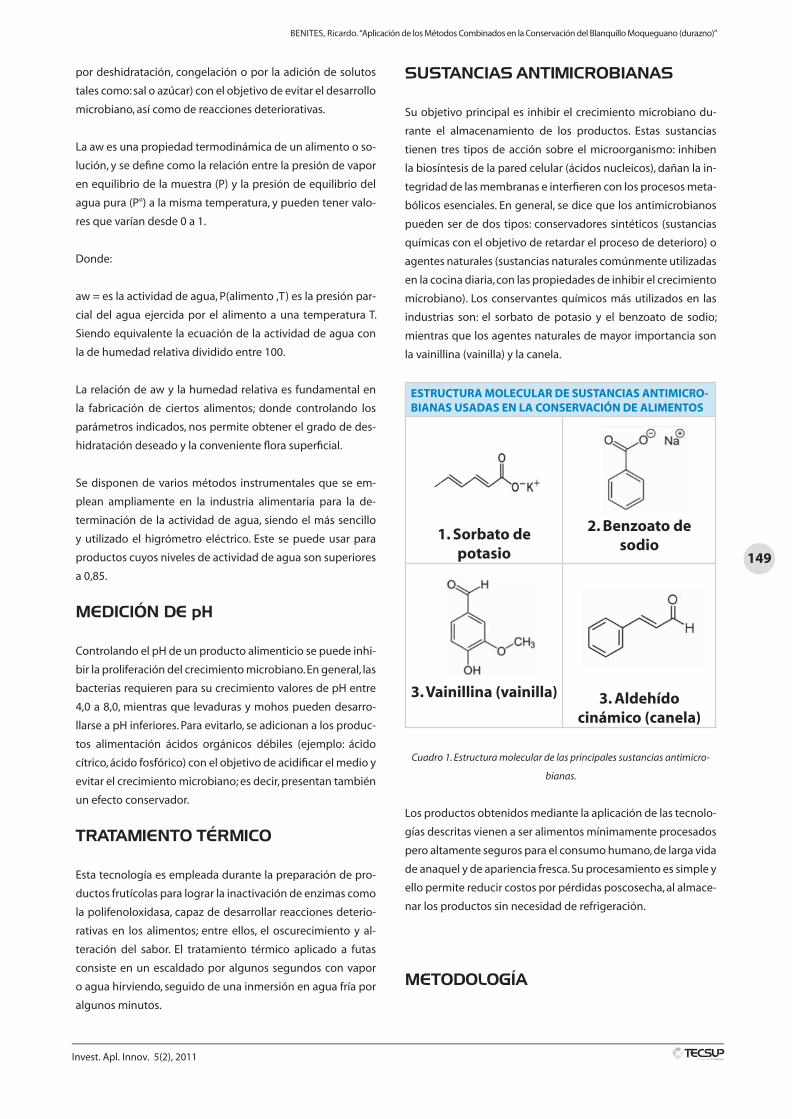
149
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
por deshidratación, congelación o por la adición de solutos
tales como: sal o azúcar) con el objetivo de evitar el desarrollo
microbiano, así como de reacciones deteriorativas.
La aw es una propiedad termodinámica de un alimento o so-
lución, y se define como la relación entre la presión de vapor
en equilibrio de la muestra (P) y la presión de equilibrio del
agua pura (P°) a la misma temperatura, y pueden tener valo-
res que varían desde 0 a 1.
Donde:
aw = es la actividad de agua, P(alimento ,T) es la presión par-
cial del agua ejercida por el alimento a una temperatura T.
Siendo equivalente la ecuación de la actividad de agua con
la de humedad relativa dividido entre 100.
La relación de aw y la humedad relativa es fundamental en
la fabricación de ciertos alimentos; donde controlando los
parámetros indicados, nos permite obtener el grado de des-
hidratación deseado y la conveniente flora superficial.
Se disponen de varios métodos instrumentales que se em-
plean ampliamente en la industria alimentaria para la de-
terminación de la actividad de agua, siendo el más sencillo
y utilizado el higrómetro eléctrico. Este se puede usar para
productos cuyos niveles de actividad de agua son superiores
a 0,85.
MEDICIÓN DE pH
Controlando el pH de un producto alimenticio se puede inhi-
bir la proliferación del crecimiento microbiano. En general, las
bacterias requieren para su crecimiento valores de pH entre
4,0 a 8,0, mientras que levaduras y mohos pueden desarro-
llarse a pH inferiores. Para evitarlo, se adicionan a los produc-
tos alimentación ácidos orgánicos débiles (ejemplo: ácido
cítrico, ácido fosfórico) con el objetivo de acidificar el medio y
evitar el crecimiento microbiano; es decir, presentan también
un efecto conservador.
TRATAMIENTO TÉRMICO
Esta tecnología es empleada durante la preparación de pro-
ductos frutícolas para lograr la inactivación de enzimas como
la polifenoloxidasa, capaz de desarrollar reacciones deterio-
rativas en los alimentos; entre ellos, el oscurecimiento y al-
teración del sabor. El tratamiento térmico aplicado a futas
consiste en un escaldado por algunos segundos con vapor
o agua hirviendo, seguido de una inmersión en agua fría por
algunos minutos.
SUSTANCIAS ANTIMICROBIANAS
Su objetivo principal es inhibir el crecimiento microbiano du-
rante el almacenamiento de los productos. Estas sustancias
tienen tres tipos de acción sobre el microorganismo: inhiben
la biosíntesis de la pared celular (ácidos nucleicos), dañan la in-
tegridad de las membranas e interfieren con los procesos meta-
bólicos esenciales. En general, se dice que los antimicrobianos
pueden ser de dos tipos: conservadores sintéticos (sustancias
químicas con el objetivo de retardar el proceso de deterioro) o
agentes naturales (sustancias naturales comúnmente utilizadas
en la cocina diaria, con las propiedades de inhibir el crecimiento
microbiano). Los conservantes químicos más utilizados en las
industrias son: el sorbato de potasio y el benzoato de sodio;
mientras que los agentes naturales de mayor importancia son
la vainillina (vainilla) y la canela.
ESTRUCTURA MOLECULAR DE SUSTANCIAS ANTIMICRO-BIANAS USADAS EN LA CONSERVACIÓN DE ALIMENTOS
1. Sorbato de potasio
2. Benzoato de sodio
3. Vainillina (vainilla) 3. Aldehído cinámico (canela)
Cuadro 1. Estructura molecular de las principales sustancias antimicro-
bianas.
Los productos obtenidos mediante la aplicación de las tecnolo-
gías descritas vienen a ser alimentos mínimamente procesados
pero altamente seguros para el consumo humano, de larga vida
de anaquel y de apariencia fresca. Su procesamiento es simple y
ello permite reducir costos por pérdidas poscosecha, al almace-
nar los productos sin necesidad de refrigeración.
METODOLOGÍA
06_Articulo de investigacion_benites.indd 149 2/13/12 5:57 PM
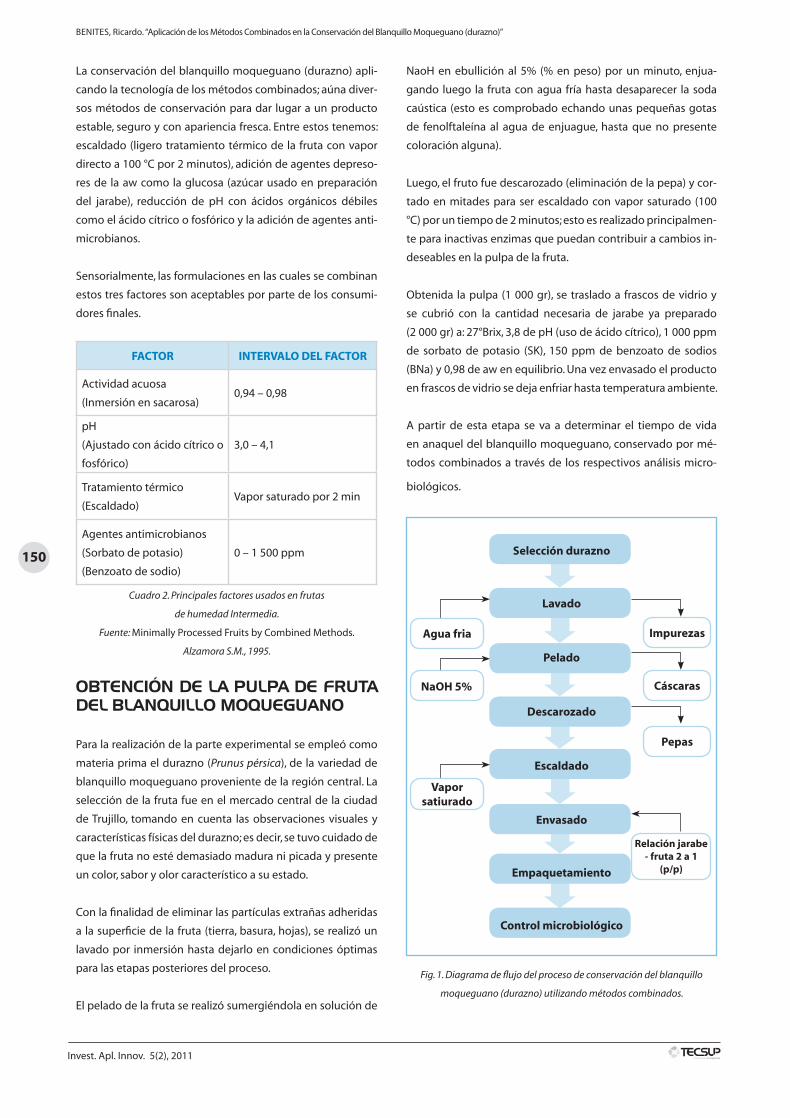
150
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
La conservación del blanquillo moqueguano (durazno) apli-
cando la tecnología de los métodos combinados; aúna diver-
sos métodos de conservación para dar lugar a un producto
estable, seguro y con apariencia fresca. Entre estos tenemos:
escaldado (ligero tratamiento térmico de la fruta con vapor
directo a 100 °C por 2 minutos), adición de agentes depreso-
res de la aw como la glucosa (azúcar usado en preparación
del jarabe), reducción de pH con ácidos orgánicos débiles
como el ácido cítrico o fosfórico y la adición de agentes anti-
microbianos.
Sensorialmente, las formulaciones en las cuales se combinan
estos tres factores son aceptables por parte de los consumi-
dores finales.
FACTOR INTERVALO DEL FACTOR
Actividad acuosa
(Inmersión en sacarosa)0,94 – 0,98
pH
(Ajustado con ácido cítrico o
fosfórico)
3,0 – 4,1
Tratamiento térmico
(Escaldado)Vapor saturado por 2 min
Agentes antimicrobianos
(Sorbato de potasio)
(Benzoato de sodio)
0 – 1 500 ppm
Cuadro 2. Principales factores usados en frutas
de humedad Intermedia.
Fuente: Minimally Processed Fruits by Combined Methods.
Alzamora S.M., 1995.
Para la realización de la parte experimental se empleó como
materia prima el durazno (Prunus pérsica), de la variedad de
blanquillo moqueguano proveniente de la región central. La
selección de la fruta fue en el mercado central de la ciudad
de Trujillo, tomando en cuenta las observaciones visuales y
características físicas del durazno; es decir, se tuvo cuidado de
que la fruta no esté demasiado madura ni picada y presente
un color, sabor y olor característico a su estado.
Con la finalidad de eliminar las partículas extrañas adheridas
a la superficie de la fruta (tierra, basura, hojas), se realizó un
lavado por inmersión hasta dejarlo en condiciones óptimas
para las etapas posteriores del proceso.
El pelado de la fruta se realizó sumergiéndola en solución de
NaoH en ebullición al 5% (% en peso) por un minuto, enjua-
gando luego la fruta con agua fría hasta desaparecer la soda
caústica (esto es comprobado echando unas pequeñas gotas
de fenolftaleína al agua de enjuague, hasta que no presente
coloración alguna).
Luego, el fruto fue descarozado (eliminación de la pepa) y cor-
tado en mitades para ser escaldado con vapor saturado (100
°C) por un tiempo de 2 minutos; esto es realizado principalmen-
te para inactivas enzimas que puedan contribuir a cambios in-
deseables en la pulpa de la fruta.
Obtenida la pulpa (1 000 gr), se traslado a frascos de vidrio y
se cubrió con la cantidad necesaria de jarabe ya preparado
(2 000 gr) a: 27°Brix, 3,8 de pH (uso de ácido cítrico), 1 000 ppm
de sorbato de potasio (SK), 150 ppm de benzoato de sodios
(BNa) y 0,98 de aw en equilibrio. Una vez envasado el producto
en frascos de vidrio se deja enfriar hasta temperatura ambiente.
A partir de esta etapa se va a determinar el tiempo de vida
en anaquel del blanquillo moqueguano, conservado por mé-
todos combinados a través de los respectivos análisis micro-
biológicos.
Selección durazno
Lavado
Pelado
Descarozado
Escaldado
Envasado
Empaquetamiento
Control microbiológico
Fig. 1. Diagrama de flujo del proceso de conservación del blanquillo
moqueguano (durazno) utilizando métodos combinados.
Impurezas
Cáscaras
Pepas
Relación jarabe - fruta 2 a 1
(p/p)
Agua fria
NaOH 5%
Vaporsatiurado
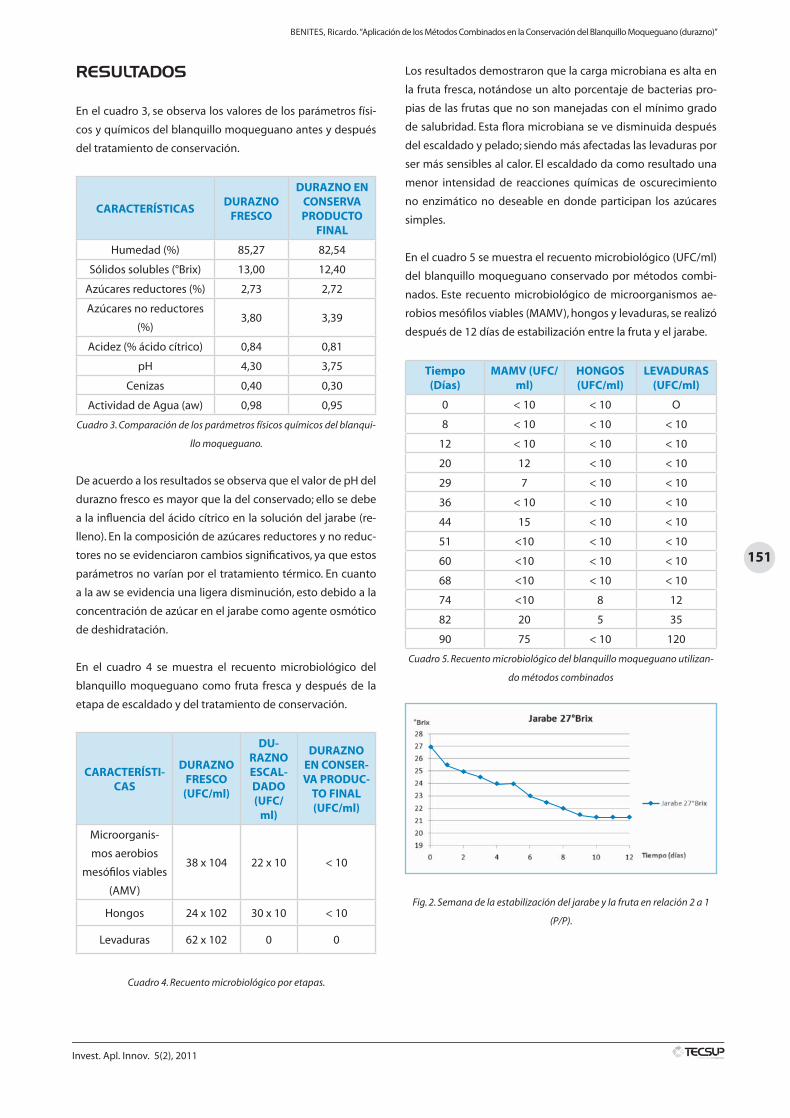
151
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
En el cuadro 3, se observa los valores de los parámetros físi-
cos y químicos del blanquillo moqueguano antes y después
del tratamiento de conservación.
CARACTERÍSTICASDURAZNO
FRESCO
DURAZNO EN CONSERVA PRODUCTO
FINAL
Humedad (%) 85,27 82,54
Sólidos solubles (°Brix) 13,00 12,40
Azúcares reductores (%) 2,73 2,72
Azúcares no reductores
(%)3,80 3,39
Acidez (% ácido cítrico) 0,84 0,81
pH 4,30 3,75
Cenizas 0,40 0,30
Actividad de Agua (aw) 0,98 0,95
Cuadro 3. Comparación de los parámetros físicos químicos del blanqui-
llo moqueguano.
De acuerdo a los resultados se observa que el valor de pH del
durazno fresco es mayor que la del conservado; ello se debe
a la influencia del ácido cítrico en la solución del jarabe (re-
lleno). En la composición de azúcares reductores y no reduc-
tores no se evidenciaron cambios significativos, ya que estos
parámetros no varían por el tratamiento térmico. En cuanto
a la aw se evidencia una ligera disminución, esto debido a la
concentración de azúcar en el jarabe como agente osmótico
de deshidratación.
En el cuadro 4 se muestra el recuento microbiológico del
blanquillo moqueguano como fruta fresca y después de la
etapa de escaldado y del tratamiento de conservación.
CARACTERÍSTI-CAS
DURAZNO FRESCO
(UFC/ml)
DU-RAZNO ESCAL-DADO (UFC/
ml)
DURAZNO EN CONSER-VA PRODUC-
TO FINAL (UFC/ml)
Microorganis-
mos aerobios
mesófilos viables
(AMV)
38 x 104 22 x 10 < 10
Hongos 24 x 102 30 x 10 < 10
Levaduras 62 x 102 0 0
Cuadro 4. Recuento microbiológico por etapas.
Los resultados demostraron que la carga microbiana es alta en
la fruta fresca, notándose un alto porcentaje de bacterias pro-
pias de las frutas que no son manejadas con el mínimo grado
de salubridad. Esta flora microbiana se ve disminuida después
del escaldado y pelado; siendo más afectadas las levaduras por
ser más sensibles al calor. El escaldado da como resultado una
menor intensidad de reacciones químicas de oscurecimiento
no enzimático no deseable en donde participan los azúcares
simples.
En el cuadro 5 se muestra el recuento microbiológico (UFC/ml)
del blanquillo moqueguano conservado por métodos combi-
nados. Este recuento microbiológico de microorganismos ae-
robios mesófilos viables (MAMV), hongos y levaduras, se realizó
después de 12 días de estabilización entre la fruta y el jarabe.
Tiempo (Días)
MAMV (UFC/ml)
HONGOS (UFC/ml)
LEVADURAS (UFC/ml)
0 < 10 < 10 O
8 < 10 < 10 < 10
12 < 10 < 10 < 10
20 12 < 10 < 10
29 7 < 10 < 10
36 < 10 < 10 < 10
44 15 < 10 < 10
51 <10 < 10 < 10
60 <10 < 10 < 10
68 <10 < 10 < 10
74 <10 8 12
82 20 5 35
90 75 < 10 120
Cuadro 5. Recuento microbiológico del blanquillo moqueguano utilizan-
do métodos combinados
Fig. 2. Semana de la estabilización del jarabe y la fruta en relación 2 a 1
(P/P).
152
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
Los resultados muestran que el blanquillo moqueguano
conservado por métodos combinados fue estable microbio-
lógicamente por 82 días; presentando un efecto casi de es-
terilización después de haber alcanzado su estabilización. La
dosis de 0,98 de aw, pH de 3,8, 1 000 ppm de SK y 150 ppm
de BNa (preparación del jarabe), no destruye totalmente a los
microorganismos pero si cumplen el efecto de retardo del
crecimiento microbiano.
En el cuadro 6 se muestra la aceptabilidad del blanquillo mo-
queguano teniendo como evaluadores a cinco panelistas no
entrenados, en donde se evaluaron las propiedades organo-
lépticas a los 8, 20, 30, 50 y 70 días después de la estabiliza-
ción.
CARACTERÍSTICAS PROMEDIO
Sabor 4,20
Color 3,66
Aroma 4,17
Cuadro 2. Principales factores usados en frutas de alta humedad.
En cuanto a la aceptabilidad, los panelistas han evidenciado
que la fruta no pierde sus características organolépticas, re-
sultando ser muy aceptable, presentando ésta un color blan-
co, sabor suave, un olor característico del fruto y un aspecto
limpio y transparente.
CONCLUSIONES
El blanquillo moqueguano (durazno) fue microbiológica-
mente estable en frasco de vidrio por 80 días a una tempe-
ratura ambiente de 26 °C (+ 2 °C); conservándose todas sus
propiedades organolépticas intactas durante su periodo de
almacenamiento.
Se comprobó que los microorganismos son sensibles a los
cambios de temperatura (shock térmico), es decir, cambios
inusitados matan la flora microbiana, siendo los más afecta-
dos hongos y levaduras. Esto se manifestó después del pela-
do caustico y escaldado (T = 100 °C y t = 2 min), provocando
la ausencia de coliformes, hongos y levaduras.
La sustitución de sacarosa por glucosa y la adición de ácidos
orgánicos débiles fue relativamente favorable (aditivos utili-
zados en la preparación de jarabe), ya que se obtuvo una ligera
disminución de la aw y de pH. Esto retardo el crecimiento mi-
crobiano a temperatura ambiente, sin afectar por ello las pro-
piedades organolépticas del durazno.
Se debería continuar con el estudio en el ámbito industrial rea-
lizando una evaluación económica de costos de fabricación.
Se toma como base el presente trabajo de investigación. Auna-
do al estudio de otros principios de conservación como por el
ejemplo la refrigeración para alargar el tiempo de vida útil en
anaquel de la conserva.
Con este tipo de tecnología no es necesario una alta inversión
en equipos de procesamiento de conservas.
REFERENCIAS
Madrid Guerra, K. (1984). Secado de Manzanas por Métodos
combinados de ósmosis y secado convencional. En: Actividad
de Agua (pp. 52-59, 65-67). Lima: U.N.A La Molina.
Velezmoro Sánchez, C. (1985). Deshidratación de frutas por ós-
mosis. En: Agentes Osmóticos Potenciales para la Deshidratación
Osmótica de Frutas (pp: 53). Lima: U.N.A La Molina.
Cruess, V. (1987). Industrialización de frutas y hortalizas. Buenos
Aire: Editorial Suelo Argentino.
C.M.S.F. (1994). Ecología microbiana de los alimentos y factores
que Afectan a la Supervivencia de los microorganismos en los ali-
mentos. Madrid: Editorial Acribia.
Alzamora S. M., Cerruti, P., Guerreo, S. & López-Malo, A. (1995).
Minimally Processed Fruits by Combined Methods. USA: Pub. Co.,
Lancaster.
Ministerio de Agricultura-Instituto de Recursos Naturales (IN-
RENA). Oficina de información Agraria. Lima: 1995.
Equipos y tecnología. Revista Técnica de la industria Alimentaria.
Alemania, setiembre 1998.
Fernández, E., Monserrat, S., Sluka, E. (2005). Tecnologías de
conservación por métodos combinados en pimiento, chaucha
y berenjena. [en línea], N.°2. Recuperado el 01 de Noviembre
de 2011 de http://bdigital.uncu.edu.ar/objetos_digitales/785/
fernandezAgrarias2-05.pdf.
06_Articulo de investigacion_benites.indd 152 2/13/12 5:57 PM

153
Invest. Apl. Innov. 5(2), 2011
BENITES, Ricardo. “Aplicación de los Métodos Combinados en la Conservación del Blanquillo Moqueguano (durazno)”
ACERCA DEL AUTOR
Ricardo Benites Aliaga, graduado en Ingeniería Química por
la Universidad Nacional de Trujillo (UNT). Ha realizado estu-
dio de maestría en la Universidad del Pacífico en Adminis-
tración de Empresas (MBA). Su experiencia profesional in-
dustrial la ha desarrollado en el área de investigación a nivel
piloto (estandarización de parámetros de operación), super-
visión y jefatura. Actualmente se desempeña como jefe de
Departamento Industrial de Tecsup Trujillo y viene realizando
el programa de Especialista en Gestión de la Producción, la
Calidad y la Tecnología por la Universidad Politécnica de Ma-
drid (Cepade).
Original recibido: 06 de noviembre de 2011
Aceptado para publicación: 02 de enero de 2012
06_Articulo de investigacion_benites.indd 153 2/13/12 5:57 PM

06_Articulo de investigacion_benites.indd 154 2/13/12 5:57 PM
155
Invest. Apl. Innov. 5(2), 2011
Oscar Peña, Tecsup
Estudio y Simulación de las Configuraciones deTransformadores para el Mejoramiento de la
Calidad de Energía
Study and Simulation of Transformer Configurations to Improve Energy Quality
Resumen
Este artículo presenta el estudio y la simulación de las confi-
guraciones de transformadores para el mejoramiento de la
calidad de energía, mostrando el sustento teórico basado en
la expansión de las series de fourier y el análisis de las com-
ponentes simétricas. Se implementa un sistema de prueba en
el laboratorio, realizando mediciones y verificando la efecti-
vidad de las configuraciones en la reducción del contenido
armónico del sistema. Las configuraciones son modeladas
utilizando el software PSCAD/EMTDC y empleando como car-
gas de prueba rectificadores de 6 pulsos, así como variadores
de velocidad.
Palabras clave
Armónicos, calidad de energía, componentes simétricas, con-
vertidores, transformadores.
INTRODUCCIÓN
Los efectos de las armónicas del sistema de potencia son
variados, podemos dividirlos como efectos instantáneos
(sobre los instrumentos de medición y los sistemas de co-
municación) y efectos a largo plazo (pérdidas adicionales en
maquinas y transformadores, bancos de condensadores, ca-
lentamiento de cables y equipos, etc.). Las consecuencias son
múltiples, por ejemplo: pérdida de capacidad de aislamiento
de los equipos (menor tiempo de vida o su total inoperati-
vidad); actuación inadecuada de los sistemas de protección
(que puede llevar a la desconexión de cargas importantes, lo
cual podría conllevar a penalidades), etc.
Existen diferentes soluciones para cada problema específico de
polución armónica en los sistemas eléctricos, la utilización de
reactancias de choque, filtros pasivos, inductancias antirreso-
nantes y otras soluciones que involucran electrónica de poten-
cia como los filtros activos y filtros híbridos.
La utilización de transformadores permite la reducción del con-
tenido armónico del sistema, sobre todo en aquellos donde se
tienen convertidores, los cuales son conectados de modo que
los armónicos producidos por un convertidor sean cancelados
con los armónicos producidos por otros convertidores.
En el presente artículo se analizan diferentes configuraciones
de transformadores, que nos permiten reducir la contamina-
ción armónica en el sistema producidas, por las armónicas 3th,
5th y 7th, 11th y 13th, implementando un sistema de prueba
en laboratorio y modelando las configuraciones en el software
PSCAD/EMTDC, bajo la consideración cargas no lineales (recti-
ficadores de 6 pulsos y variadores de velocidad).
Las simulaciones de los sistemas son realizadas tomando en
cuenta los criterios descritos en [2] y [3].
OBJETIVO
• Mostrar y analizar las configuraciones de transformadores
que permiten disminuir el grado de contaminación armó-
nica en el sistema.
• Presentar los resultados de la comparación teórica experi-
mental (laboratorio-software PSCAD/EMTDC).
07_Estudio y Simulación de las Configuraciones_peña.indd 155 2/13/12 5:59 PM

156
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
CONFIGURACIÓN DE TRANSFORMA-DORES PARA LA REDUCCIÓN DEL TERCER ARMÓNICO Y SUS MÚLTI-PLOS
A. Análisisdelsistema
Las configuraciones de transformadores trifásicos más utili-
zadas en los sistemas eléctricos son D − y, y − D.
Estas configuraciones son mostradas en la fig.1, donde po-
demos asumir una relación de transformación “a” entre el
primario y el secundario del transformador, de tal forma que
exista un desfasaje de 30° entre las corrientes de línea del
primario y secundario, el cual estará en adelanto o atraso de-
pendiendo de la secuencia de las fases (positiva o negativa).
Podemos notar además que estas configuraciones tienen
por lo menos un devanado en D.
Fig. 1. Configuraciones de transformadores con devanado D.
B. Armónicasycomponentesdesecuencia
La serie de Fourier representa una alternativa para el análisis
de la distorsión armónica de corriente y tensión cuando no se
consideran componentes interarmónicas y subarmónicas. [1]
Una forma de onda periódica puede ser representada en la
serie de Fourier como:
(1)
Donde:
es una función de frecuencia , frecuencia angular
Constituye el valor medio de la función
(2)
(3)
Sin embargo, esta expresión también puede expresarse de la
siguiente manera:
(4)
Donde:
h0 : Componente DC.
h1 : Componente fundamental
hi : Componentes armónicas pares
hk : Componentes armónicas impares
En este trabajo se ha considerando el valor de h0 igual a cero,
debido a que esta componente es la que satura los transfor-
madores.
Las armónicas pares son originadas por los hornos de arco, los
ciclos convertidores y los rectificadores semicontrolados (ac-
tualmente en desuso debido a su inestabilidad).
Las armónicas impares son generadas por equipos basados en
rectificadores estáticos y rectificadores controlados, son las que
se encuentran en mayor magnitud en los sistemas eléctricos.
Como una aproximación de este sistema y simplificando la ex-
presión (4), tenemos:
(5)
Considerando las corrientes:
Entonces, para la 3th tenemos:
Entonces
07_Estudio y Simulación de las Configuraciones_peña.indd 156 2/13/12 5:59 PM
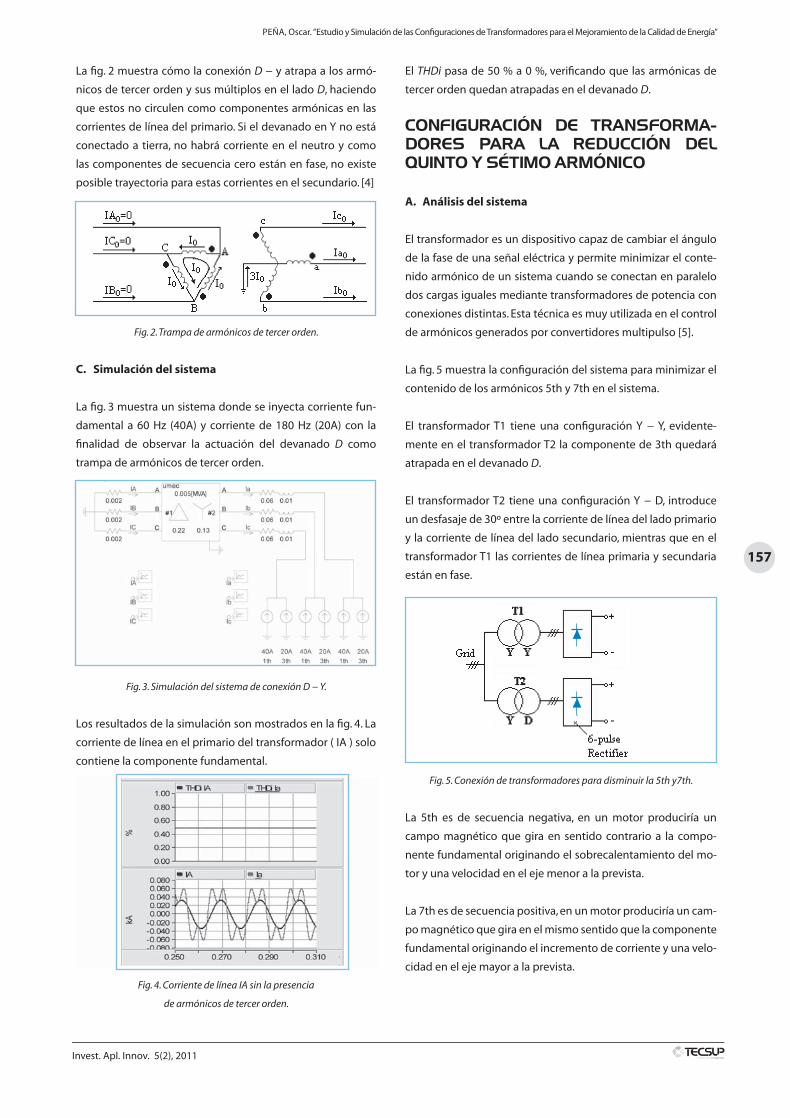
157
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
La fig. 2 muestra cómo la conexión D − y atrapa a los armó-
nicos de tercer orden y sus múltiplos en el lado D, haciendo
que estos no circulen como componentes armónicas en las
corrientes de línea del primario. Si el devanado en Y no está
conectado a tierra, no habrá corriente en el neutro y como
las componentes de secuencia cero están en fase, no existe
posible trayectoria para estas corrientes en el secundario. [4]
Fig. 2. Trampa de armónicos de tercer orden.
C. Simulación del sistema
La fig. 3 muestra un sistema donde se inyecta corriente fun-
damental a 60 Hz (40A) y corriente de 180 Hz (20A) con la
finalidad de observar la actuación del devanado D como
trampa de armónicos de tercer orden.
Fig. 3. Simulación del sistema de conexión D − Y.
Los resultados de la simulación son mostrados en la fig. 4. La
corriente de línea en el primario del transformador ( IA ) solo
contiene la componente fundamental.
Fig. 4. Corriente de línea IA sin la presencia
de armónicos de tercer orden.
El THDi pasa de 50 % a 0 %, verificando que las armónicas de
tercer orden quedan atrapadas en el devanado D.
A. Análisis del sistema
El transformador es un dispositivo capaz de cambiar el ángulo
de la fase de una señal eléctrica y permite minimizar el conte-
nido armónico de un sistema cuando se conectan en paralelo
dos cargas iguales mediante transformadores de potencia con
conexiones distintas. Esta técnica es muy utilizada en el control
de armónicos generados por convertidores multipulso [5].
La fig. 5 muestra la configuración del sistema para minimizar el
contenido de los armónicos 5th y 7th en el sistema.
El transformador T1 tiene una configuración Y − Y, evidente-
mente en el transformador T2 la componente de 3th quedará
atrapada en el devanado D.
El transformador T2 tiene una configuración Y − D, introduce
un desfasaje de 30º entre la corriente de línea del lado primario
y la corriente de línea del lado secundario, mientras que en el
transformador T1 las corrientes de línea primaria y secundaria
están en fase.
Fig. 5. Conexión de transformadores para disminuir la 5th y7th.
La 5th es de secuencia negativa, en un motor produciría un
campo magnético que gira en sentido contrario a la compo-
nente fundamental originando el sobrecalentamiento del mo-
tor y una velocidad en el eje menor a la prevista.
La 7th es de secuencia positiva, en un motor produciría un cam-
po magnético que gira en el mismo sentido que la componente
fundamental originando el incremento de corriente y una velo-
cidad en el eje mayor a la prevista.
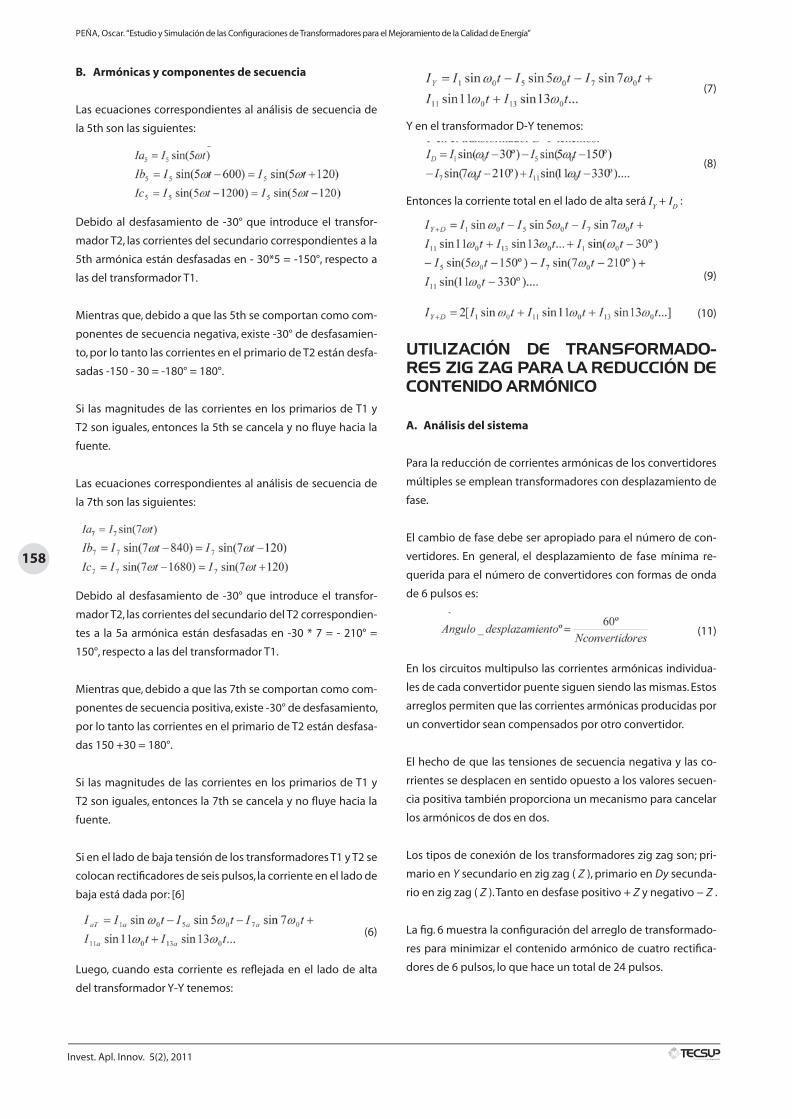
158
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
B. Armónicasycomponentesdesecuencia
Las ecuaciones correspondientes al análisis de secuencia de
la 5th son las siguientes:
Debido al desfasamiento de -30° que introduce el transfor-
mador T2, las corrientes del secundario correspondientes a la
5th armónica están desfasadas en - 30*5 = -150°, respecto a
las del transformador T1.
Mientras que, debido a que las 5th se comportan como com-
ponentes de secuencia negativa, existe -30° de desfasamien-
to, por lo tanto las corrientes en el primario de T2 están desfa-
sadas -150 - 30 = -180° = 180°.
Si las magnitudes de las corrientes en los primarios de T1 y
T2 son iguales, entonces la 5th se cancela y no fluye hacia la
fuente.
Las ecuaciones correspondientes al análisis de secuencia de
la 7th son las siguientes:
Debido al desfasamiento de -30° que introduce el transfor-
mador T2, las corrientes del secundario del T2 correspondien-
tes a la 5a armónica están desfasadas en -30 * 7 = - 210° =
150°, respecto a las del transformador T1.
Mientras que, debido a que las 7th se comportan como com-
ponentes de secuencia positiva, existe -30° de desfasamiento,
por lo tanto las corrientes en el primario de T2 están desfasa-
das 150 +30 = 180°.
Si las magnitudes de las corrientes en los primarios de T1 y
T2 son iguales, entonces la 7th se cancela y no fluye hacia la
fuente.
Si en el lado de baja tensión de los transformadores T1 y T2 se
colocan rectificadores de seis pulsos, la corriente en el lado de
baja está dada por: [6]
(6)
Luego, cuando esta corriente es reflejada en el lado de alta
del transformador Y-Y tenemos:
(7)
Y en el transformador D-Y tenemos:
(8)
Entonces la corriente total en el lado de alta será IY + ID :
(9)
(10)
UTILIZACIÓN DE TRANSFORMADO-RES ZIG ZAG PARA LA REDUCCIÓN DE CONTENIDO ARMÓNICO
A. Análisisdelsistema
Para la reducción de corrientes armónicas de los convertidores
múltiples se emplean transformadores con desplazamiento de
fase.
El cambio de fase debe ser apropiado para el número de con-
vertidores. En general, el desplazamiento de fase mínima re-
querida para el número de convertidores con formas de onda
de 6 pulsos es:
(11)
En los circuitos multipulso las corrientes armónicas individua-
les de cada convertidor puente siguen siendo las mismas. Estos
arreglos permiten que las corrientes armónicas producidas por
un convertidor sean compensados por otro convertidor.
El hecho de que las tensiones de secuencia negativa y las co-
rrientes se desplacen en sentido opuesto a los valores secuen-
cia positiva también proporciona un mecanismo para cancelar
los armónicos de dos en dos.
Los tipos de conexión de los transformadores zig zag son; pri-
mario en Y secundario en zig zag ( Z ), primario en Dy secunda-
rio en zig zag ( Z ). Tanto en desfase positivo + Z y negativo − Z .
La fig. 6 muestra la configuración del arreglo de transformado-
res para minimizar el contenido armónico de cuatro rectifica-
dores de 6 pulsos, lo que hace un total de 24 pulsos.
07_Estudio y Simulación de las Configuraciones_peña.indd 158 2/13/12 5:59 PM
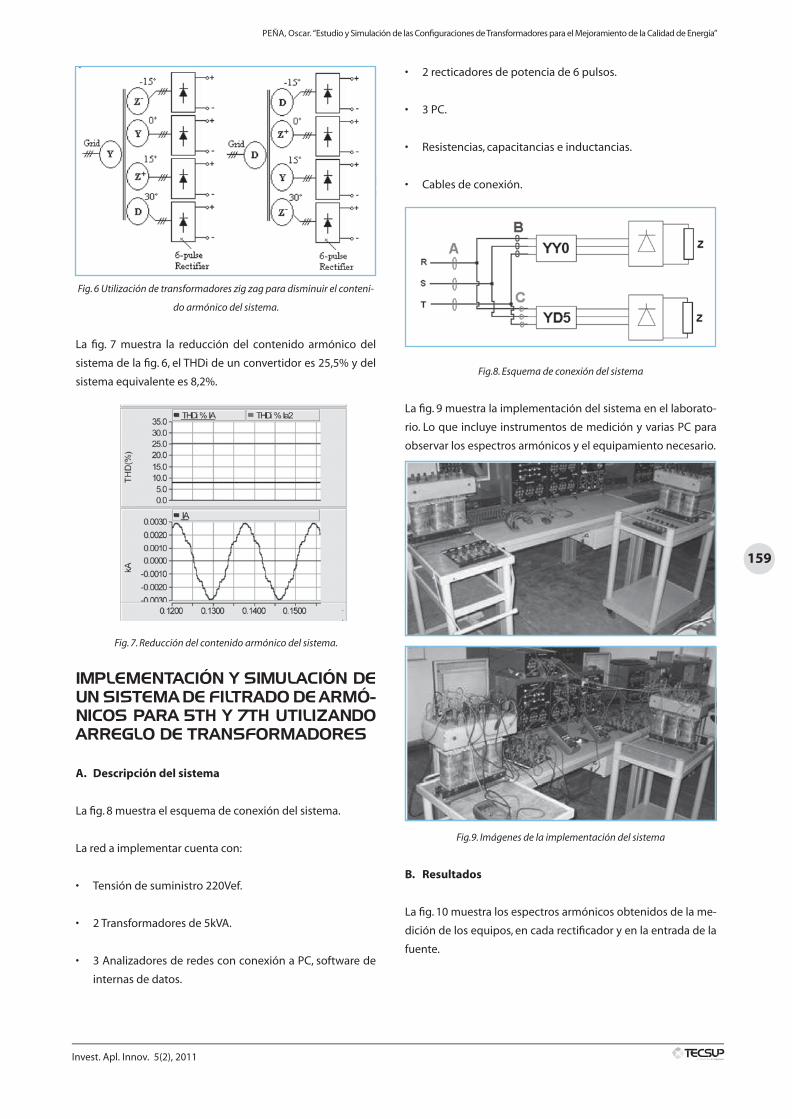
159
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
Fig. 6 Utilización de transformadores zig zag para disminuir el conteni-
do armónico del sistema.
La fig. 7 muestra la reducción del contenido armónico del
sistema de la fig. 6, el THDi de un convertidor es 25,5% y del
sistema equivalente es 8,2%.
Fig. 7. Reducción del contenido armónico del sistema.
IMPLEMENTACIÓN Y SIMULACIÓN DE UN SISTEMA DE FILTRADO DE ARMÓ-NICOS PARA 5TH Y 7TH UTILIZANDO ARREGLO DE TRANSFORMADORES
A. Descripcióndelsistema
La fig. 8 muestra el esquema de conexión del sistema.
La red a implementar cuenta con:
• Tensión de suministro 220Vef.
• 2 Transformadores de 5kVA.
• 3 Analizadores de redes con conexión a PC, software de
internas de datos.
• 2 recticadores de potencia de 6 pulsos.
• 3 PC.
• Resistencias, capacitancias e inductancias.
• Cables de conexión.
Fig.8. Esquema de conexión del sistema
La fig. 9 muestra la implementación del sistema en el laborato-
rio. Lo que incluye instrumentos de medición y varias PC para
observar los espectros armónicos y el equipamiento necesario.
Fig.9. Imágenes de la implementación del sistema
B. Resultados
La fig. 10 muestra los espectros armónicos obtenidos de la me-
dición de los equipos, en cada rectificador y en la entrada de la
fuente.
07_Estudio y Simulación de las Configuraciones_peña.indd 159 2/13/12 5:59 PM
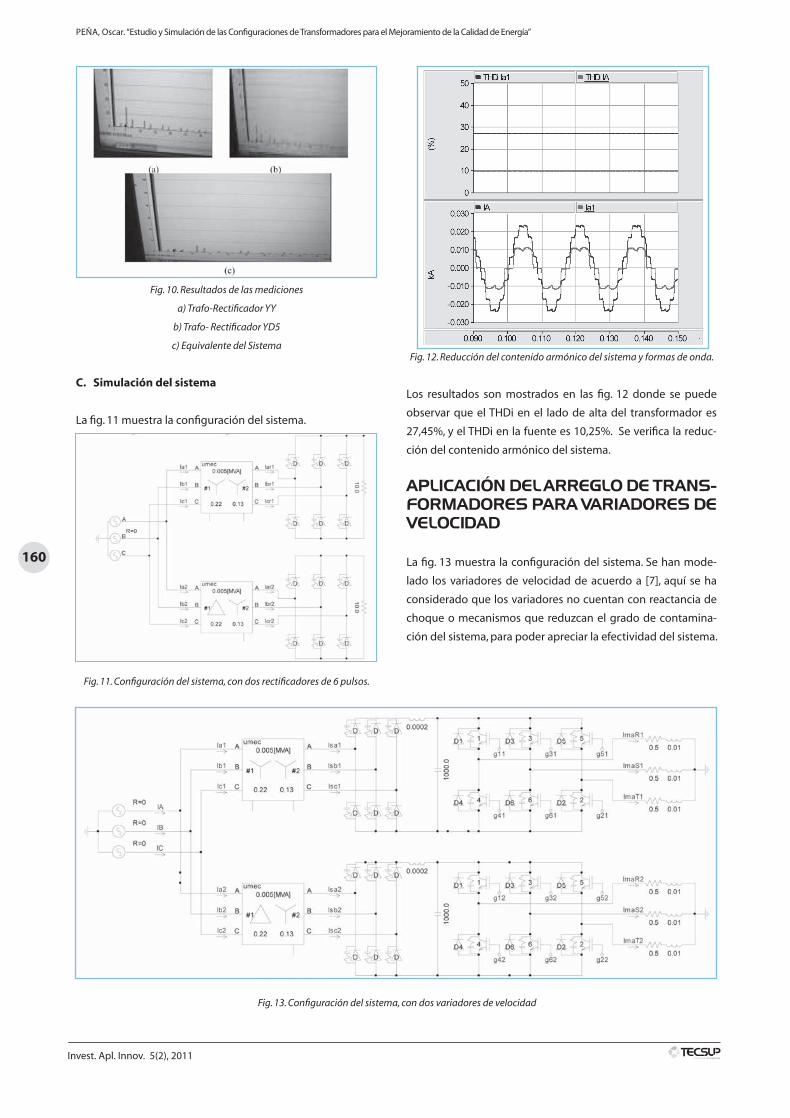
160
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
Fig. 10. Resultados de las mediciones
a) Trafo-Rectificador YY
b) Trafo- Rectificador YD5
c) Equivalente del Sistema
C. Simulación del sistema
La fig. 11 muestra la configuración del sistema.
Fig. 11. Configuración del sistema, con dos rectificadores de 6 pulsos.
Fig. 12. Reducción del contenido armónico del sistema y formas de onda.
Los resultados son mostrados en las fig. 12 donde se puede
observar que el THDi en el lado de alta del transformador es
27,45%, y el THDi en la fuente es 10,25%. Se verifica la reduc-
ción del contenido armónico del sistema.
La fig. 13 muestra la configuración del sistema. Se han mode-
lado los variadores de velocidad de acuerdo a [7], aquí se ha
considerado que los variadores no cuentan con reactancia de
choque o mecanismos que reduzcan el grado de contamina-
ción del sistema, para poder apreciar la efectividad del sistema.
Fig. 13. Configuración del sistema, con dos variadores de velocidad
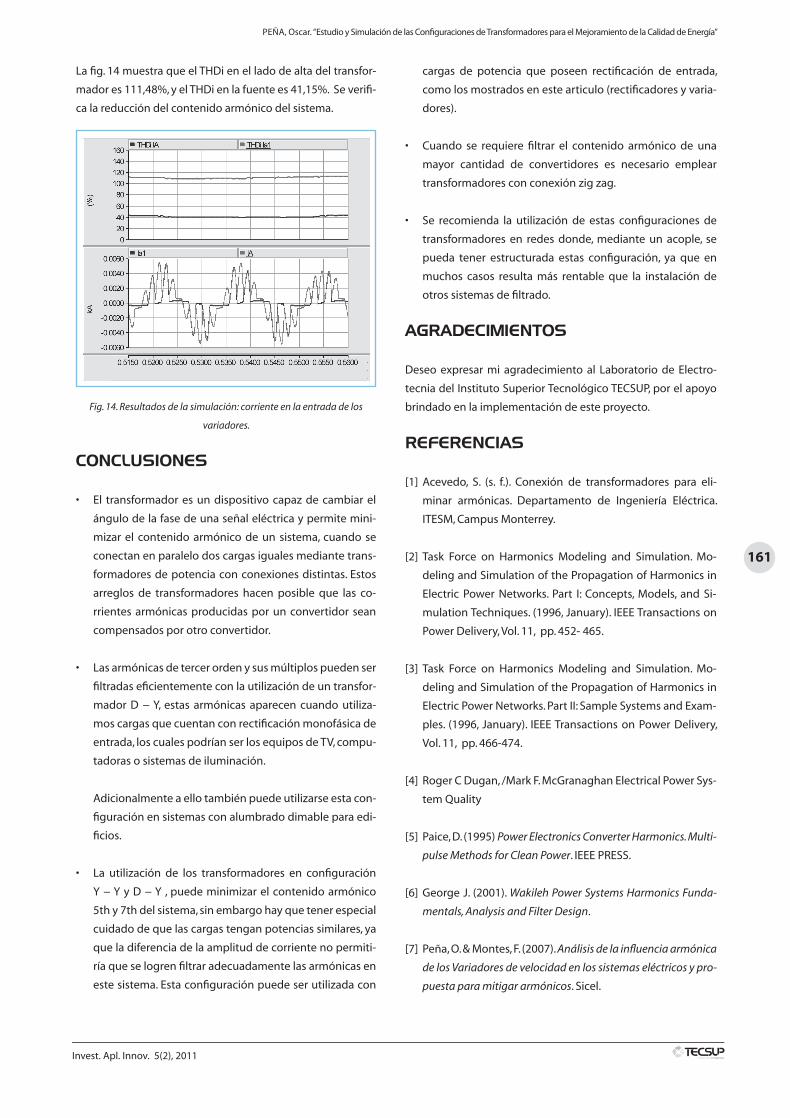
161
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
La fig. 14 muestra que el THDi en el lado de alta del transfor-
mador es 111,48%, y el THDi en la fuente es 41,15%. Se verifi-
ca la reducción del contenido armónico del sistema.
Fig. 14. Resultados de la simulación: corriente en la entrada de los
variadores.
• El transformador es un dispositivo capaz de cambiar el
ángulo de la fase de una señal eléctrica y permite mini-
mizar el contenido armónico de un sistema, cuando se
conectan en paralelo dos cargas iguales mediante trans-
formadores de potencia con conexiones distintas. Estos
arreglos de transformadores hacen posible que las co-
rrientes armónicas producidas por un convertidor sean
compensados por otro convertidor.
• Las armónicas de tercer orden y sus múltiplos pueden ser
filtradas eficientemente con la utilización de un transfor-
mador D − Y, estas armónicas aparecen cuando utiliza-
mos cargas que cuentan con rectificación monofásica de
entrada, los cuales podrían ser los equipos de TV, compu-
tadoras o sistemas de iluminación.
Adicionalmente a ello también puede utilizarse esta con-
figuración en sistemas con alumbrado dimable para edi-
ficios.
• La utilización de los transformadores en configuración
Y − Y y D − Y , puede minimizar el contenido armónico
5th y 7th del sistema, sin embargo hay que tener especial
cuidado de que las cargas tengan potencias similares, ya
que la diferencia de la amplitud de corriente no permiti-
ría que se logren filtrar adecuadamente las armónicas en
este sistema. Esta configuración puede ser utilizada con
cargas de potencia que poseen rectificación de entrada,
como los mostrados en este articulo (rectificadores y varia-
dores).
• Cuando se requiere filtrar el contenido armónico de una
mayor cantidad de convertidores es necesario emplear
transformadores con conexión zig zag.
• Se recomienda la utilización de estas configuraciones de
transformadores en redes donde, mediante un acople, se
pueda tener estructurada estas configuración, ya que en
muchos casos resulta más rentable que la instalación de
otros sistemas de filtrado.
Deseo expresar mi agradecimiento al Laboratorio de Electro-
tecnia del Instituto Superior Tecnológico TECSUP, por el apoyo
brindado en la implementación de este proyecto.
[1] Acevedo, S. (s. f.). Conexión de transformadores para eli-
minar armónicas. Departamento de Ingeniería Eléctrica.
ITESM, Campus Monterrey.
[2] Task Force on Harmonics Modeling and Simulation. Mo-
deling and Simulation of the Propagation of Harmonics in
Electric Power Networks. Part I: Concepts, Models, and Si-
mulation Techniques. (1996, January). IEEE Transactions on
Power Delivery, Vol. 11, pp. 452- 465.
[3] Task Force on Harmonics Modeling and Simulation. Mo-
deling and Simulation of the Propagation of Harmonics in
Electric Power Networks. Part II: Sample Systems and Exam-
ples. (1996, January). IEEE Transactions on Power Delivery,
Vol. 11, pp. 466-474.
[4] Roger C Dugan, /Mark F. McGranaghan Electrical Power Sys-
tem Quality
[5] Paice, D. (1995) Power Electronics Converter Harmonics. Multi-
pulse Methods for Clean Power. IEEE PRESS.
[6] George J. (2001). Wakileh Power Systems Harmonics Funda-
mentals, Analysis and Filter Design.
[7] Peña, O. & Montes, F. (2007). Análisis de la influencia armónica
de los Variadores de velocidad en los sistemas eléctricos y pro-
puesta para mitigar armónicos. Sicel.

162
Invest. Apl. Innov. 5(2), 2011
PEÑA, Oscar. “Estudio y Simulación de las Configuraciones de Transformadores para el Mejoramiento de la Calidad de Energía”
ACERCA DEL AUTOR
Oscar Peña. Ingeniero electricista en la Universidad Nacional
de Ingeniería, Lima (Perú). Estudiante de Maestría en Sistemas
de Potencia de la Universidad Nacional de Ingeniería, UNI-MI-
NEM CARELEC.
Ha trabajado en CAM PERU – ENDESA en el Área de Gestión
Energética y Automatización (2007-2009). En el área de pla-
neamiento de MT/BT en la empresa de distribución eléctrica
LUZ DEL SUR (2009-2011). Actualmente trabaja en SCHNEI-
DER ELECTRIC en la línea de negocio de Energy. Sus temas de
interés son: Estudios y Aplicaciones de Electrónica de Poten-
cia y Calidad de Energía, Energías Renovables y gestión de la
energía.
Original recibido: 15 de setiembre de 2011
Aceptado para publicación: 02 de enero de 2012
07_Estudio y Simulación de las Configuraciones_peña.indd 162 2/13/12 5:59 PM
163
Invest. Apl. Innov. 5(2), 2011
Marco Polo, Tecsup
Método Alternativo para la ProducciónDirecta de Azúcar Blanco
Alternative Method for the DirectProduction of White Sugar
Resumen
La caña de azúcar presenta una gama de sustancias que son
extraídas con el jugo y que pueden modificar el color del azú-
car.
La producción directa de azúcar blanca se lleva a cabo por el
método convencional empleando gases de dióxido de azufre
(SO2) como decolorante. El método tiene problemas con las
especificaciones actuales por su contenido de SO2 que conta-
minar y deteriorar las industrias que lo utilizan.
El objetivo del presente trabajo es evaluar un método alterna-
tivo para la producción directa de azúcar blanca empleando
arcillas activadas con ácido fosfórico, aprovechando además
que tienen ya un empleo comprobado en la decoloración
de alimentos como los aceites vegetales y animales. Para de-
mostrar su viabilidad se realizaron pruebas en laboratorio y
se programaron dos corridas de producción de azúcar blanca
sin azufre en la planta industrial.
Los resultados demuestran que el nuevo proceso es un méto-
do alternativo para la producción directa de azúcar blanca en
forma ecológica, saludable y a un menor costo. Optimizar el
color del azúcar blanco requiere pequeños ajustes en el pro-
ceso, como es el empleo de agentes tensoactivos para reducir
la viscosidad de los materiales en proceso; así como la conti-
nuidad del proceso para estandarizar los colores.
Abstract
Sugar cane has a range of substances that are extracted from
the juice and can change the color of sugar.
Direct production of white sugar is carried out by the conven-
tional method using gases such as SO2 as bleacher. The method
has problems with the current specifications due to its content
of SO2 which pollutes and deteriorates the industries that use it.
The purpose of this study is to evaluate an alternative method
for the direct production of white sugar using activated clays
with phosphoric acid, taking advantage of the fact that they are
used in food bleaching such as vegetable oils and animals. To
demonstrate its feasibility, it was tested in the laboratory and
two rows of white sugar production without sulfur in the plant.
The results show that the new process is an alternative me-
thod for the direct production of white sugar in an ecological,
healthy way and at a lower cost. Optimizing the color of white
sugar requires small adjustments in the process such as the use
of surfactants to reduce the viscosity of the materials in pro-
cess, and the continuity of the process to standardize colors.
Palabras clave
Azúcar blanca, azufre, arcilla, color, turbidez.
08_Metodo alternativo produccion azucar_polo.indd 163 2/13/12 6:01 PM
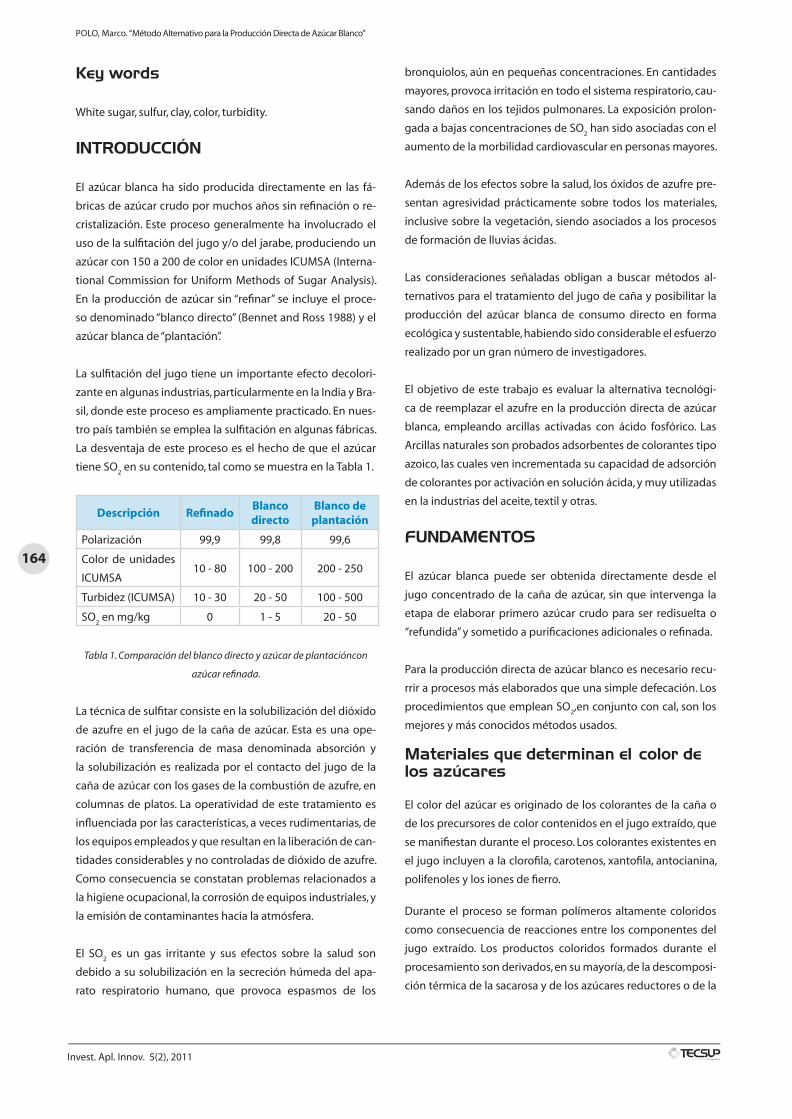
164
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Key words
White sugar, sulfur, clay, color, turbidity.
INTRODUCCIÓN
El azúcar blanca ha sido producida directamente en las fá-
bricas de azúcar crudo por muchos años sin refinación o re-
cristalización. Este proceso generalmente ha involucrado el
uso de la sulfitación del jugo y/o del jarabe, produciendo un
azúcar con 150 a 200 de color en unidades ICUMSA (Interna-
tional Commission for Uniform Methods of Sugar Analysis).
En la producción de azúcar sin “refinar” se incluye el proce-
so denominado “blanco directo” (Bennet and Ross 1988) y el
azúcar blanca de “plantación”.
La sulfitación del jugo tiene un importante efecto decolori-
zante en algunas industrias, particularmente en la India y Bra-
sil, donde este proceso es ampliamente practicado. En nues-
tro país también se emplea la sulfitación en algunas fábricas.
La desventaja de este proceso es el hecho de que el azúcar
tiene SO2 en su contenido, tal como se muestra en la Tabla 1.
Descripción RefinadoBlanco directo
Blanco de plantación
Polarización 99,9 99,8 99,6
Color de unidades
ICUMSA10 - 80 100 - 200 200 - 250
Turbidez (ICUMSA) 10 - 30 20 - 50 100 - 500
SO2 en mg/kg 0 1 - 5 20 - 50
Tabla 1. Comparación del blanco directo y azúcar de plantacióncon
azúcar refinada.
La técnica de sulfitar consiste en la solubilización del dióxido
de azufre en el jugo de la caña de azúcar. Esta es una ope-
ración de transferencia de masa denominada absorción y
la solubilización es realizada por el contacto del jugo de la
caña de azúcar con los gases de la combustión de azufre, en
columnas de platos. La operatividad de este tratamiento es
influenciada por las características, a veces rudimentarias, de
los equipos empleados y que resultan en la liberación de can-
tidades considerables y no controladas de dióxido de azufre.
Como consecuencia se constatan problemas relacionados a
la higiene ocupacional, la corrosión de equipos industriales, y
la emisión de contaminantes hacia la atmósfera.
El SO2 es un gas irritante y sus efectos sobre la salud son
debido a su solubilización en la secreción húmeda del apa-
rato respiratorio humano, que provoca espasmos de los
bronquiolos, aún en pequeñas concentraciones. En cantidades
mayores, provoca irritación en todo el sistema respiratorio, cau-
sando daños en los tejidos pulmonares. La exposición prolon-
gada a bajas concentraciones de SO2 han sido asociadas con el
aumento de la morbilidad cardiovascular en personas mayores.
Además de los efectos sobre la salud, los óxidos de azufre pre-
sentan agresividad prácticamente sobre todos los materiales,
inclusive sobre la vegetación, siendo asociados a los procesos
de formación de lluvias ácidas.
Las consideraciones señaladas obligan a buscar métodos al-
ternativos para el tratamiento del jugo de caña y posibilitar la
producción del azúcar blanca de consumo directo en forma
ecológica y sustentable, habiendo sido considerable el esfuerzo
realizado por un gran número de investigadores.
El objetivo de este trabajo es evaluar la alternativa tecnológi-
ca de reemplazar el azufre en la producción directa de azúcar
blanca, empleando arcillas activadas con ácido fosfórico. Las
Arcillas naturales son probados adsorbentes de colorantes tipo
azoico, las cuales ven incrementada su capacidad de adsorción
de colorantes por activación en solución ácida, y muy utilizadas
en la industrias del aceite, textil y otras.
FUNDAMENTOS
El azúcar blanca puede ser obtenida directamente desde el
jugo concentrado de la caña de azúcar, sin que intervenga la
etapa de elaborar primero azúcar crudo para ser redisuelta o
“refundida” y sometido a purificaciones adicionales o refinada.
Para la producción directa de azúcar blanco es necesario recu-
rrir a procesos más elaborados que una simple defecación. Los
procedimientos que emplean SO2,en conjunto con cal, son los
mejores y más conocidos métodos usados.
Materiales que determinan el color de los azúcares
El color del azúcar es originado de los colorantes de la caña o
de los precursores de color contenidos en el jugo extraído, que
se manifiestan durante el proceso. Los colorantes existentes en
el jugo incluyen a la clorofila, carotenos, xantofila, antocianina,
polifenoles y los iones de fierro.
Durante el proceso se forman polímeros altamente coloridos
como consecuencia de reacciones entre los componentes del
jugo extraído. Los productos coloridos formados durante el
procesamiento son derivados, en su mayoría, de la descomposi-
ción térmica de la sacarosa y de los azúcares reductores o de la
08_Metodo alternativo produccion azucar_polo.indd 164 2/13/12 6:01 PM
165
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
reacción de los carbohidratos con compuestos amino-nitro-
genados presentes en la planta, produciendo polímeros co-
loreados, denominados melanoidinas (reacción de Maillard).
La inhibición de la formación de color ha sido conseguida,
en parte, mediante el empleo de algunos tratamientos, como
la aplicación de dióxido de azufre. La acción del SO2 sobre
el jugo es eliminar parte de la materia colorante (propiedad
común de todos los ácidos) y reducir a compuestos incoloros
las sales férricas que se forman por contacto con los molinos,
tanques y tuberías.
Sulfitación
El proceso de sulfitación ha sido empleado durante muchos
años en el tratamiento de los jugos de caña, particularmente
en la producción de azúcar blanca de consumo directo, pero
su consumo deberá ser eliminado de forma gradual debido
a las especificaciones actuales exigidas por el mercado con-
sumidor.
El efecto de la sulfitación sobre los jugos de caña puede ser
resumido en los siguientes ítems:
a. Formación en el jugo de un precipitado de pequeños
cristales de CaSO3 (sulfito de calcio) que posee gran ac-
tividad superficial y, por lo tanto, es un fuerte absorbente
y, además de eso, en razón de su alta densidad, son pode-
rosos auxiliares de la decantación: mejoran la capacidad
de los clarificadores.
b. Por su acción fuertemente bactericida, la sulfitación des-
truye los microorganismos en los jugos de caña, evitando
la acción dañina de estos.
c. Por ser un enérgico reductor, el SO2 actúa sobre las sus-
tancias colorantes del jugo, reduciendo el color. El SO2
también reacciona con los azúcares reductores inhibien-
do la formación de melaninas y caramelos que son alta-
mente melasinógenos y colorantes.
d. El jarabe, producto de la evaporación del agua del jugo
clarificado, y por consiguiente las masas cocidas son me-
nos viscosas y los cocimientos para la producción de los
cristales de azúcar son mucho más rápidos y eficientes.
e. Además, el dióxido de azufre tiene un efecto inhibidor en
el amarillamiento del azúcar por bloqueo de los grupos
carbonilos, esenciales para la formación de melanoidinas.
Como desventajas de este proceso se consideran que se de-
posita muchos incrustantes en los intercambiadores de calor,
como son los calentadores de jugo y evaporadores; la gran in-
versión que representan las columnas de sulfitación, horno de
combustión del azufre, tanques de jugo sulfitado, bombas de
circulación, corrosión de tanques y tuberías, costo del azufre,
etc. Adicionalmente, el proceso de sulfitación requiere mayor
cantidad de cal para elevar el pH del jugo y el azufre residual en
el azúcar blanca puede exceder las especificaciones demanda-
das por algunos clientes.
El tema de los sulfitos como aditivo de los alimentos está deste-
rrado en países como Estados Unidos y en la Comunidad Euro-
pea. Los sulfitos traen una serie de problemas de salud, entre los
cuales, flatulencia, alergias, urticarias y destrucción de la vitami-
na B1. La FDA (Food and Drug Administration: Agencia de Ali-
mentos y Medicamentos), agencia del gobierno de los Estados
Unidos responsable de la regulación de alimentos para seres
humanos y animales, obliga que cualquier producto alimenti-
cio que contiene más de 10 ppm de sulfito debe indicarlo en
un rótulo como tal.
Arcillas decolorantes: industria alimenticia
Las arcillas decolorantes han sido usadas por más de 100 años
en la refinación de aceites vegetales y animales, así como en
grasas y algunos aceites minerales.
Estas arcillas, conocidas como bentonita, tienen como principal
componente a la montmorillonita y su activación es usualmen-
te hecha con ácidos minerales, a elevada temperatura y por va-
rias horas. Este tratamiento incrementa la superficie específica
de un 40-60 m2/g hasta 250-350 m2/g. Sus principales caracte-
rísticas son su fuerza de adsorción de impurezas, su naturaleza
acídica y catalítica, y su capacidad de intercambio iónico.
La fórmula es SiO2Al
2O
3.H
2O y la montmorillonita varía desde
50 – 98%. Su capacidad de intercambio iónico se origina por un
desequilibrio por sustitución de iones de la unidad estructural
que se compensa con otros iones.
La arcilla empleada en esta investigación es activada con áci-
do fosfórico y su alta capacidad de adsorción la hace específi-
ca para la remoción de impurezas tanto físicas como químicas.
Su distribución de tamaño de partícula asegura una excelente
velocidad de sedimentación, arrastrando partículas en suspen-
sión, como bagacillo y otros. Esta propiedad la hace ideal para
incrementar la capacidad del clarificador.
08_Metodo alternativo produccion azucar_polo.indd 165 2/13/12 6:01 PM
166
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Empleo de las arcillas activadas en la decoloración del jugo de la caña de azúcar
El método alternativo para la producción directa de azúcar
blanca se basa en las propiedades descritas de las arcillas ac-
tivadas, las cuales deben eliminar las materias colorantes en
el jugo extraído por los molinos de caña de azúcar e inhibir
la coloración en el proceso. Por su activación con ácido fos-
fórico, su adición al jugo de caña reduce ligeramente el pH,
ya ácido, del jugo. El empleo de sacarato de calcio en forma
inmediata para elevar el pH hasta un nivel ligeramente bási-
co, inhibe la acción de microorganismos capaces de degradar
la sacarosa contenida en el jugo. El calentamiento del jugo
permite la rápida floculación de las impurezas.
Las impurezas floculadas del jugo (se emplea como un auxi-
liar de la clarificación un floculante en pequeñas dosis), son
eliminadas principalmente en el clarificadores de jugo al no
contar en este caso, en la planta industrial, con un clarificador
de jarabe.
La medición del color y la turbidez del jugo clarificado y de
los materiales en proceso permiten una evaluación consis-
tente sobre la eliminación del color y turbidez, de la calidad
del producto final, eficiencia del proceso y costo de produc-
ción.
METODOLOGÍA
Pruebas en laboratorio
Las pruebas realizadas en el laboratorio fueron diseñadas
para determinar el color y turbidez del jugo de la caña usan-
do dosificaciones variadas de la arcilla activada, empleando
los métodos de análisis señalados por ICUMSA.
El procedimiento empleado es el siguiente:
a. Se pesó una cantidad determinada de jugo de caña de
azúcar del día en un vaso de precipitación, considerándo-
se como la muestra.
b. Se varió la temperatura de la muestra de acuerdo con las
condiciones del proceso de la planta industrial.
c. Se emplearon dosis desde 0,025 hasta 0,20% de arcilla
activada en la muestra.
d. Se homogenizó la muestra mediante agitación.
e. Después de un tiempo de reacción de 3 a 5 minutos, se adi-
cionó sacarato de calcio hasta alcanzar un pH ligeramente
básico.
f. Enseguida se calentó la mezcla hasta 100 °C y se adicionó
2 ppm de una solución con floculante, transfiriéndose la
mezcla a una probeta para observar la precipitación de las
impurezas de la muestra, entre ellos, las sustancias colo-
rantes.
El procedimiento general para las pruebas se adaptó a las con-
diciones específicas del proceso en la planta industrial, por lo
que se tomó en cuenta el contenido de P2O
5 del jugo, pH antes
y después del encalado y temperatura de calentamiento.
Prueba a nivel de planta industrial
Con los resultados obtenidos en el laboratorio se planificó el
empleo de la arcilla activada para la producción directa de azú-
car blanca en la planta industrial. El experimento se corrió en
dos periodos de ocho y diez días de operación siguiéndose el
siguiente proceso:
La molienda de la caña de azúcar separa el jugo de la fibra de-
nominada bagazo. El jugo sale de los molinos con una tempe-
ratura de 30 °C y debe ser encalado (con sacarato de calcio) y
calentado inmediatamente para evitar las pérdidas por inver-
sión de la sacarosa. La arcilla activada para decolorar el jugo
fue adicionada en el tanque que recolecta todo el jugo de los
diferentes molinos denominado jugo mezclado. La dosificación
empleada fue de 0,15 a 0,20%. El jugo con arcilla fue encala-
do y calentado hasta 105 °C, tal como se procede en la opera-
ción normal. Como en todo proceso de elaboración de azúcar
blanco directa, el jugo se pasa a un clarificador continuo para
eliminar las impurezas que lo acompañan. El lodo es retirado
de la parte inferior de las cuatro bandejas que componen el
clarificador Rapidoor 4-4-4. El jugo es extraído de la parte supe-
rior y luego pasa al área de evaporación para eliminar la mayor
cantidad del agua que ingresa con la caña de azúcar. Se obtiene
un jarabe de 60° Bx (sólidos solubles) y con este jarabe en la
sección de cocimientos se elabora el azúcar, que luego es se-
parada de las mieles madres en máquinas centrífugas y secado
para su envasado y venta (Ver fig. 2).
La diferencia saltante entre los dos periodos de las pruebas rea-
lizadas en la planta industrial es la mejora realizada en la sec-
ción de cocimientos para evitar recirculación de materiales no
apropiados para la producción eficiente de azúcar.
Un diagrama de la adición de arcilla activada al jugo es el que
se muestra:
08_Metodo alternativo produccion azucar_polo.indd 166 2/13/12 6:01 PM
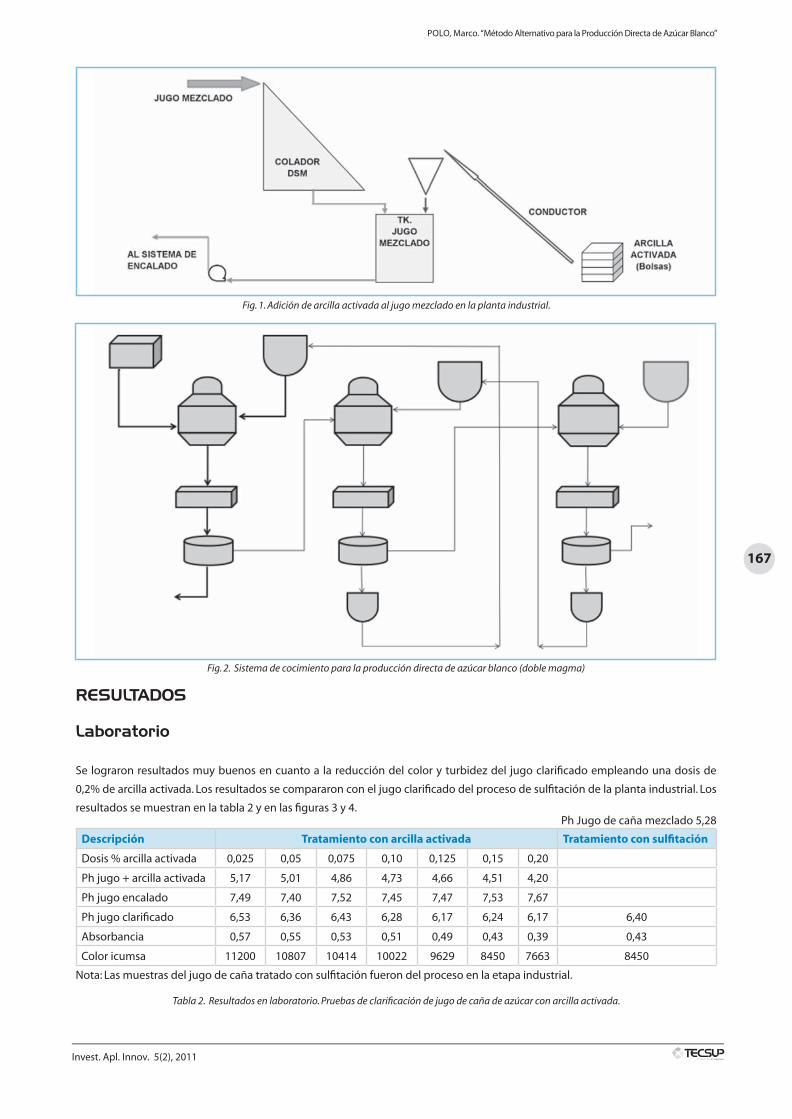
167
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Fig. 1. Adición de arcilla activada al jugo mezclado en la planta industrial.
Fig. 2. Sistema de cocimiento para la producción directa de azúcar blanco (doble magma)
RESULTADOS
Laboratorio
Se lograron resultados muy buenos en cuanto a la reducción del color y turbidez del jugo clarificado empleando una dosis de
0,2% de arcilla activada. Los resultados se compararon con el jugo clarificado del proceso de sulfitación de la planta industrial. Los
resultados se muestran en la tabla 2 y en las figuras 3 y 4.
Tabla 2. Resultados en laboratorio. Pruebas de clarificación de jugo de caña de azúcar con arcilla activada.
Nota: Las muestras del jugo de caña tratado con sulfitación fueron del proceso en la etapa industrial.
Ph Jugo de caña mezclado 5,28
Descripción Tratamiento con arcilla activada Tratamiento con sulfitación
Dosis % arcilla activada 0,025 0,05 0,075 0,10 0,125 0,15 0,20
Ph jugo + arcilla activada 5,17 5,01 4,86 4,73 4,66 4,51 4,20
Ph jugo encalado 7,49 7,40 7,52 7,45 7,47 7,53 7,67
Ph jugo clarificado 6,53 6,36 6,43 6,28 6,17 6,24 6,17 6,40
Absorbancia 0,57 0,55 0,53 0,51 0,49 0,43 0,39 0,43
Color icumsa 11200 10807 10414 10022 9629 8450 7663 8450
08_Metodo alternativo produccion azucar_polo.indd 167 2/13/12 6:01 PM
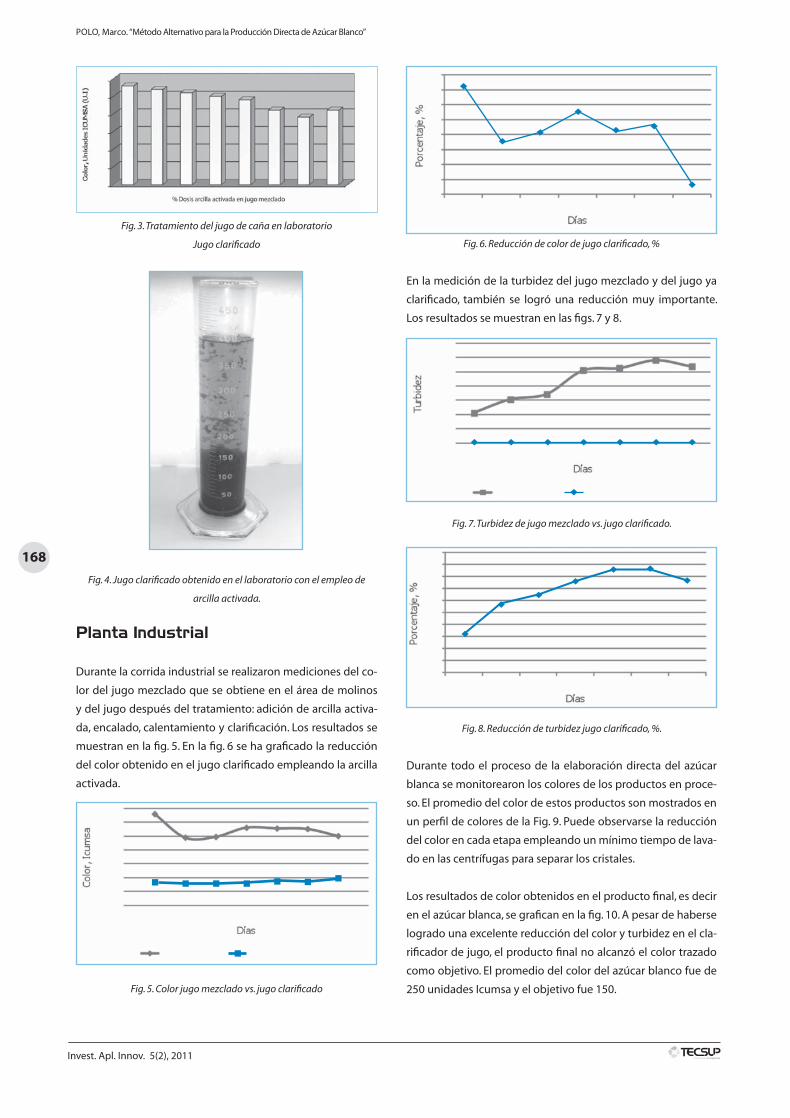
168
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Fig. 3. Tratamiento del jugo de caña en laboratorio
Jugo clarificado
Fig. 4. Jugo clarificado obtenido en el laboratorio con el empleo de
arcilla activada.
Durante la corrida industrial se realizaron mediciones del co-
lor del jugo mezclado que se obtiene en el área de molinos
y del jugo después del tratamiento: adición de arcilla activa-
da, encalado, calentamiento y clarificación. Los resultados se
muestran en la fig. 5. En la fig. 6 se ha graficado la reducción
del color obtenido en el jugo clarificado empleando la arcilla
activada.
Fig. 5. Color jugo mezclado vs. jugo clarificado
Fig. 6. Reducción de color de jugo clarificado, %
En la medición de la turbidez del jugo mezclado y del jugo ya
clarificado, también se logró una reducción muy importante.
Los resultados se muestran en las figs. 7 y 8.
Fig. 7. Turbidez de jugo mezclado vs. jugo clarificado.
Fig. 8. Reducción de turbidez jugo clarificado, %.
Durante todo el proceso de la elaboración directa del azúcar
blanca se monitorearon los colores de los productos en proce-
so. El promedio del color de estos productos son mostrados en
un perfil de colores de la Fig. 9. Puede observarse la reducción
del color en cada etapa empleando un mínimo tiempo de lava-
do en las centrífugas para separar los cristales.
Los resultados de color obtenidos en el producto final, es decir
en el azúcar blanca, se grafican en la fig. 10. A pesar de haberse
logrado una excelente reducción del color y turbidez en el cla-
rificador de jugo, el producto final no alcanzó el color trazado
como objetivo. El promedio del color del azúcar blanco fue de
250 unidades Icumsa y el objetivo fue 150.
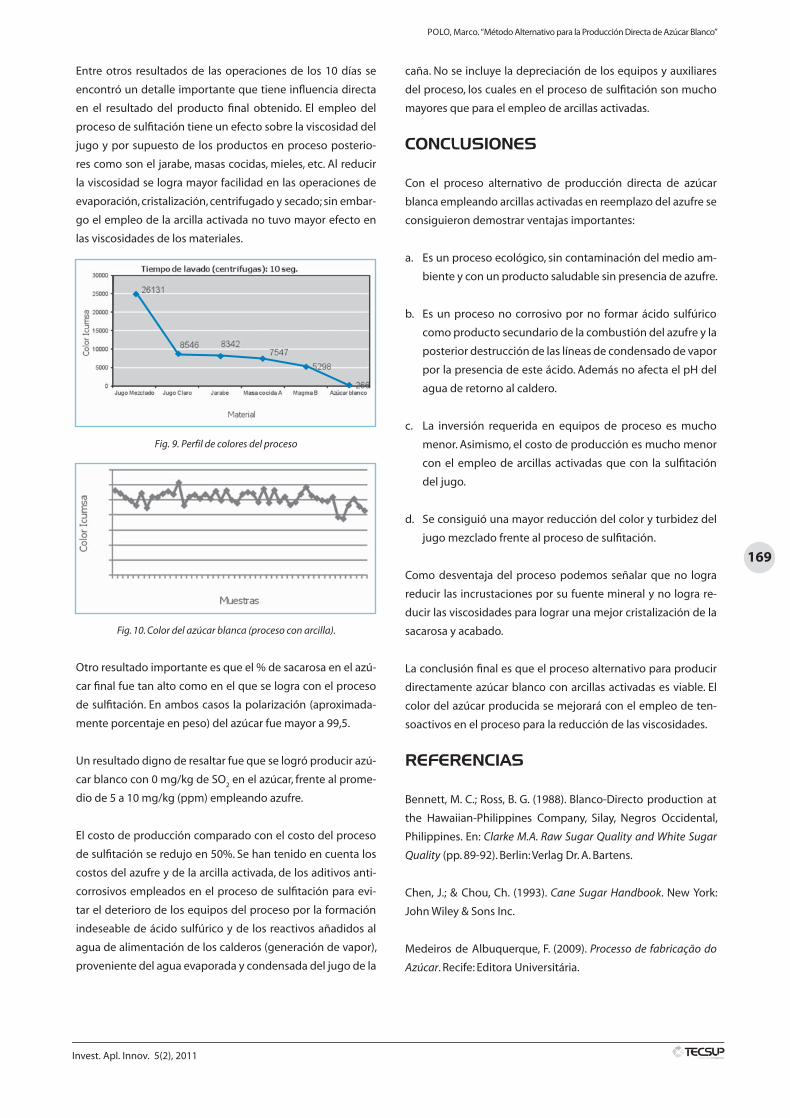
169
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Entre otros resultados de las operaciones de los 10 días se
encontró un detalle importante que tiene influencia directa
en el resultado del producto final obtenido. El empleo del
proceso de sulfitación tiene un efecto sobre la viscosidad del
jugo y por supuesto de los productos en proceso posterio-
res como son el jarabe, masas cocidas, mieles, etc. Al reducir
la viscosidad se logra mayor facilidad en las operaciones de
evaporación, cristalización, centrifugado y secado; sin embar-
go el empleo de la arcilla activada no tuvo mayor efecto en
las viscosidades de los materiales.
Fig. 9. Perfil de colores del proceso
Fig. 10. Color del azúcar blanca (proceso con arcilla).
Otro resultado importante es que el % de sacarosa en el azú-
car final fue tan alto como en el que se logra con el proceso
de sulfitación. En ambos casos la polarización (aproximada-
mente porcentaje en peso) del azúcar fue mayor a 99,5.
Un resultado digno de resaltar fue que se logró producir azú-
car blanco con 0 mg/kg de SO2 en el azúcar, frente al prome-
dio de 5 a 10 mg/kg (ppm) empleando azufre.
El costo de producción comparado con el costo del proceso
de sulfitación se redujo en 50%. Se han tenido en cuenta los
costos del azufre y de la arcilla activada, de los aditivos anti-
corrosivos empleados en el proceso de sulfitación para evi-
tar el deterioro de los equipos del proceso por la formación
indeseable de ácido sulfúrico y de los reactivos añadidos al
agua de alimentación de los calderos (generación de vapor),
proveniente del agua evaporada y condensada del jugo de la
caña. No se incluye la depreciación de los equipos y auxiliares
del proceso, los cuales en el proceso de sulfitación son mucho
mayores que para el empleo de arcillas activadas.
Con el proceso alternativo de producción directa de azúcar
blanca empleando arcillas activadas en reemplazo del azufre se
consiguieron demostrar ventajas importantes:
a. Es un proceso ecológico, sin contaminación del medio am-
biente y con un producto saludable sin presencia de azufre.
b. Es un proceso no corrosivo por no formar ácido sulfúrico
como producto secundario de la combustión del azufre y la
posterior destrucción de las líneas de condensado de vapor
por la presencia de este ácido. Además no afecta el pH del
agua de retorno al caldero.
c. La inversión requerida en equipos de proceso es mucho
menor. Asimismo, el costo de producción es mucho menor
con el empleo de arcillas activadas que con la sulfitación
del jugo.
d. Se consiguió una mayor reducción del color y turbidez del
jugo mezclado frente al proceso de sulfitación.
Como desventaja del proceso podemos señalar que no logra
reducir las incrustaciones por su fuente mineral y no logra re-
ducir las viscosidades para lograr una mejor cristalización de la
sacarosa y acabado.
La conclusión final es que el proceso alternativo para producir
directamente azúcar blanco con arcillas activadas es viable. El
color del azúcar producida se mejorará con el empleo de ten-
soactivos en el proceso para la reducción de las viscosidades.
Bennett, M. C.; Ross, B. G. (1988). Blanco-Directo production at
the Hawaiian-Philippines Company, Silay, Negros Occidental,
Philippines. En: Clarke M.A. Raw Sugar Quality and White Sugar
Quality (pp. 89-92). Berlin: Verlag Dr. A. Bartens.
Chen, J.; & Chou, Ch. (1993). Cane Sugar Handbook. New York:
John Wiley & Sons Inc.
Medeiros de Albuquerque, F. (2009). Processo de fabricação do
Azúcar. Recife: Editora Universitária.
170
Invest. Apl. Innov. 5(2), 2011
POLO, Marco. “Método Alternativo para la Producción Directa de Azúcar Blanco”
Rein, P. (2007). Cane Sugar Engineering. Berlin: Bartens.
Van der Poel, P. (1998). Sugar Technology. Berlin: Bartens.
Zarpelon, F. (2009, Marzo/Abril) STAB. Açúcar, Álcool e Subpro-
dutos, 27 (1), 14-15.
ACERCA DEL AUTOR
Ingeniero Químico. Se ha desempeñado en la Gerencia de Fá-
brica y Proyectos de industrias del sector sucroenergético del
Perú y Venezuela. Actualmente se desempeña como consul-
tor internacional y docente del departamento de Tecnología
de la Producción de Tecsup-Trujillo.
Original recibido: 11 de noviembre de 2011
Aceptado para publicación: 04 de enero de 2012
08_Metodo alternativo produccion azucar_polo.indd 170 2/13/12 6:01 PM
171
Invest. Apl. Innov. 5(2), 2011
Henry Gómez, Tecsup
¿Cómo Evaluar el Logro de los Resultados del Estudiante? Caso: Tecsup - Perú
How to Assess the Student’s Outcomes? Case Study: Tecsup - Peru
Abstract
The assessment of Students Outcomes is one of the main ac-
tivities in the continuous improvement process for enginee-
ring or technology engineering programs. But before asses-
sing the Students Outcomes, these activities must be defined
and aligned to institutional mission and Educational Program
Objectives. Using the learning capabilities proposed by ABET
as a reference for the Students Outcomes definition, these
must be divided in attributes to assess the performance of
students in activities. The use of attributes in a rubric help
faculty to identify learning categories of Bloom taxonomy
and grade the Students Outcomes achievement. All data pro-
duced in this process has to be processed and evaluated to
identify improvement actions. The use of concepts and me-
thodology of Balance Scorecard in simple Excel spreadsheets
can help to summarize and identify key indicators in the im-
provements process. This paper describes the methodology
and tools used in a successfull accreditation process with
ABET Criteria for an Engineering Technology Program in Tec-
sup - Arequipa, Peru.
Keywords
Students Outcomes, performance criteria, rubrics, outcomes
assessment, bloom taxonomy
INTRODUCCION
La medición y evaluación del logro de los Resultados del
Estudiante (RE) es una de las actividades del Plan de Mejora
Continua (PMC) que demanda gran esfuerzo en Programas
de Ingeniería o Tecnologías de Ingeniería. La definición de los
RE, su alineamiento con los Objetivos Educacionales del Pro-
grama (OEP) y la misión de la Institución Educativa (IE); asi la
evaluación de las competencias del estudiante, el análisis de la
información y la implementación de oportunidades de mejora,
constituyen tareas que exigen tiempo y arduo trabajo de parte
del docente. Estas labores adicionales a la carga académica, si
no se atienden apropiadamente, pueden conducir al fracaso
del PMC.
En este artículo se describe la metodología utilizada en la de-
finición, medición y evaluación de los RE para Programas de
Tecnologías de Ingeniería Eléctrica y de Información en el Ins-
tituto de Educación Superior Tecnológico Privado Tecsup de
Arequipa - Perú. Esta metodología ha permitido culminar exi-
tosamente procesos de evaluación con agencias de acredita-
ción nacionales y extranjeras como ICACIT, ABET, ASIIN y ENAE.
Los criterios de evaluación que estas agencias aplican están en
concordancia con los lineamientos del Acuerdo de Washington
,por el lado americano [1], y de la Declaración de Bolonia, en
el marco del Espacio Europeo de Educación Superior [2]. Estos
reconocimientos internacionales otorgan a los egresados de
Tecsup una ventaja competitiva frente a sus pares de otras IE
y les abre nuevas puertas para enfrentarse a los retos de la glo-
balización.
DESARROLLO
a. Definición de los Resultados del Es-tudiante
Los RE describen lo que los estudiantes esperan saber y son
09_Logro de Resultados del estudiante_gomez.indd 171 2/13/12 6:02 PM
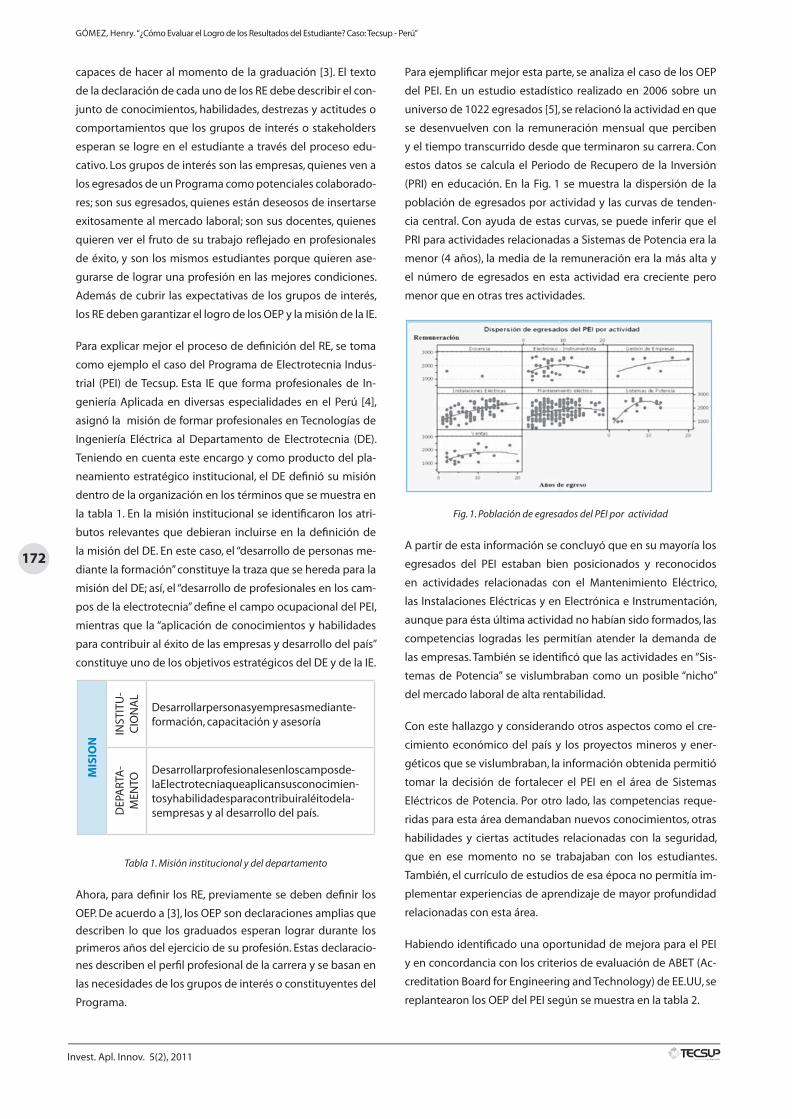
172
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “¿Cómo evaluar el Logro de los Resultados del estudiante? Caso: Tecsup - Perú”
capaces de hacer al momento de la graduación [3]. El texto
de la declaración de cada uno de los RE debe describir el con-
junto de conocimientos, habilidades, destrezas y actitudes o
comportamientos que los grupos de interés o stakeholders
esperan se logre en el estudiante a través del proceso edu-
cativo. Los grupos de interés son las empresas, quienes ven a
los egresados de un Programa como potenciales colaborado-
res; son sus egresados, quienes están deseosos de insertarse
exitosamente al mercado laboral; son sus docentes, quienes
quieren ver el fruto de su trabajo reflejado en profesionales
de éxito, y son los mismos estudiantes porque quieren ase-
gurarse de lograr una profesión en las mejores condiciones.
Además de cubrir las expectativas de los grupos de interés,
los RE deben garantizar el logro de los OEP y la misión de la IE.
Para explicar mejor el proceso de definición del RE, se toma
como ejemplo el caso del Programa de Electrotecnia Indus-
trial (PEI) de Tecsup. Esta IE que forma profesionales de In-
geniería Aplicada en diversas especialidades en el Perú [4],
asignó la misión de formar profesionales en Tecnologías de
Ingeniería Eléctrica al Departamento de Electrotecnia (DE).
Teniendo en cuenta este encargo y como producto del pla-
neamiento estratégico institucional, el DE definió su misión
dentro de la organización en los términos que se muestra en
la tabla 1. En la misión institucional se identificaron los atri-
butos relevantes que debieran incluirse en la definición de
la misión del DE. En este caso, el “desarrollo de personas me-
diante la formación” constituye la traza que se hereda para la
misión del DE; así, el “desarrollo de profesionales en los cam-
pos de la electrotecnia” define el campo ocupacional del PEI,
mientras que la “aplicación de conocimientos y habilidades
para contribuir al éxito de las empresas y desarrollo del país”
constituye uno de los objetivos estratégicos del DE y de la IE.
MIS
ION
INST
ITU
-C
ION
AL
Desarrollarpersonasyempresasmediante-formación, capacitación y asesoría
DEP
AR
TA-
MEN
TO
Desarrollarprofesionalesenloscamposde-laElectrotecniaqueaplicansusconocimien-tosyhabilidadesparacontribuiraléitodela-sempresas y al desarrollo del país.
Tabla 1. Misión institucional y del departamento
Ahora, para definir los RE, previamente se deben definir los
OEP. De acuerdo a [3], los OEP son declaraciones amplias que
describen lo que los graduados esperan lograr durante los
primeros años del ejercicio de su profesión. Estas declaracio-
nes describen el perfil profesional de la carrera y se basan en
las necesidades de los grupos de interés o constituyentes del
Programa.
Para ejemplificar mejor esta parte, se analiza el caso de los OEP
del PEI. En un estudio estadístico realizado en 2006 sobre un
universo de 1022 egresados [5], se relacionó la actividad en que
se desenvuelven con la remuneración mensual que perciben
y el tiempo transcurrido desde que terminaron su carrera. Con
estos datos se calcula el Periodo de Recupero de la Inversión
(PRI) en educación. En la Fig. 1 se muestra la dispersión de la
población de egresados por actividad y las curvas de tenden-
cia central. Con ayuda de estas curvas, se puede inferir que el
PRI para actividades relacionadas a Sistemas de Potencia era la
menor (4 años), la media de la remuneración era la más alta y
el número de egresados en esta actividad era creciente pero
menor que en otras tres actividades.
Fig. 1. Población de egresados del PEI por actividad
A partir de esta información se concluyó que en su mayoría los
egresados del PEI estaban bien posicionados y reconocidos
en actividades relacionadas con el Mantenimiento Eléctrico,
las Instalaciones Eléctricas y en Electrónica e Instrumentación,
aunque para ésta última actividad no habían sido formados, las
competencias logradas les permitían atender la demanda de
las empresas. También se identificó que las actividades en “Sis-
temas de Potencia” se vislumbraban como un posible “nicho”
del mercado laboral de alta rentabilidad.
Con este hallazgo y considerando otros aspectos como el cre-
cimiento económico del país y los proyectos mineros y ener-
géticos que se vislumbraban, la información obtenida permitió
tomar la decisión de fortalecer el PEI en el área de Sistemas
Eléctricos de Potencia. Por otro lado, las competencias reque-
ridas para esta área demandaban nuevos conocimientos, otras
habilidades y ciertas actitudes relacionadas con la seguridad,
que en ese momento no se trabajaban con los estudiantes.
También, el currículo de estudios de esa época no permitía im-
plementar experiencias de aprendizaje de mayor profundidad
relacionadas con esta área.
Habiendo identificado una oportunidad de mejora para el PEI
y en concordancia con los criterios de evaluación de ABET (Ac-
creditation Board for Engineering and Technology) de EE.UU, se
replantearon los OEP del PEI según se muestra en la tabla 2.
09_Logro de Resultados del estudiante_gomez.indd 172 2/13/12 6:02 PM
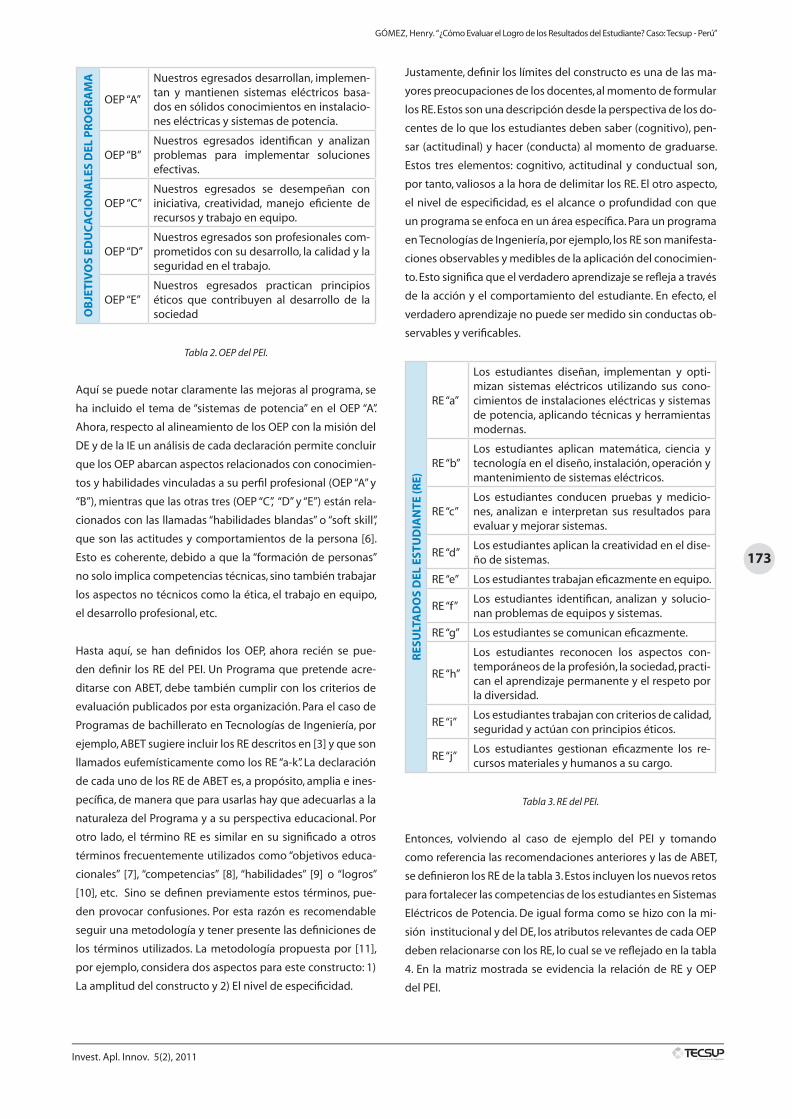
173
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “¿Cómo evaluar el Logro de los Resultados del estudiante? Caso: Tecsup - Perú”
OB
JETI
VO
S ED
UC
AC
ION
ALE
S D
EL P
RO
GR
AM
A
OEP “A”
Nuestros egresados desarrollan, implemen-tan y mantienen sistemas eléctricos basa-dos en sólidos conocimientos en instalacio-nes eléctricas y sistemas de potencia.
OEP “B”Nuestros egresados identifican y analizan problemas para implementar soluciones efectivas.
OEP “C”Nuestros egresados se desempeñan con iniciativa, creatividad, manejo eficiente de recursos y trabajo en equipo.
OEP “D”Nuestros egresados son profesionales com-prometidos con su desarrollo, la calidad y la seguridad en el trabajo.
OEP “E”Nuestros egresados practican principios éticos que contribuyen al desarrollo de la sociedad
Tabla 2. OEP del PEI.
Aquí se puede notar claramente las mejoras al programa, se
ha incluido el tema de “sistemas de potencia” en el OEP “A”.
Ahora, respecto al alineamiento de los OEP con la misión del
DE y de la IE un análisis de cada declaración permite concluir
que los OEP abarcan aspectos relacionados con conocimien-
tos y habilidades vinculadas a su perfil profesional (OEP “A” y
“B”), mientras que las otras tres (OEP “C”, “D” y “E”) están rela-
cionados con las llamadas “habilidades blandas” o “soft skill”,
que son las actitudes y comportamientos de la persona [6].
Esto es coherente, debido a que la “formación de personas”
no solo implica competencias técnicas, sino también trabajar
los aspectos no técnicos como la ética, el trabajo en equipo,
el desarrollo profesional, etc.
Hasta aquí, se han definidos los OEP, ahora recién se pue-
den definir los RE del PEI. Un Programa que pretende acre-
ditarse con ABET, debe también cumplir con los criterios de
evaluación publicados por esta organización. Para el caso de
Programas de bachillerato en Tecnologías de Ingeniería, por
ejemplo, ABET sugiere incluir los RE descritos en [3] y que son
llamados eufemísticamente como los RE “a-k”. La declaración
de cada uno de los RE de ABET es, a propósito, amplia e ines-
pecífica, de manera que para usarlas hay que adecuarlas a la
naturaleza del Programa y a su perspectiva educacional. Por
otro lado, el término RE es similar en su significado a otros
términos frecuentemente utilizados como “objetivos educa-
cionales” [7], “competencias” [8], “habilidades” [9] o “logros”
[10], etc. Sino se definen previamente estos términos, pue-
den provocar confusiones. Por esta razón es recomendable
seguir una metodología y tener presente las definiciones de
los términos utilizados. La metodología propuesta por [11],
por ejemplo, considera dos aspectos para este constructo: 1)
La amplitud del constructo y 2) El nivel de especificidad.
Justamente, definir los límites del constructo es una de las ma-
yores preocupaciones de los docentes, al momento de formular
los RE. Estos son una descripción desde la perspectiva de los do-
centes de lo que los estudiantes deben saber (cognitivo), pen-
sar (actitudinal) y hacer (conducta) al momento de graduarse.
Estos tres elementos: cognitivo, actitudinal y conductual son,
por tanto, valiosos a la hora de delimitar los RE. El otro aspecto,
el nivel de especificidad, es el alcance o profundidad con que
un programa se enfoca en un área específica. Para un programa
en Tecnologías de Ingeniería, por ejemplo, los RE son manifesta-
ciones observables y medibles de la aplicación del conocimien-
to. Esto significa que el verdadero aprendizaje se refleja a través
de la acción y el comportamiento del estudiante. En efecto, el
verdadero aprendizaje no puede ser medido sin conductas ob-
servables y verificables.
RES
ULT
AD
OS
DEL
EST
UD
IAN
TE (R
E)RE “a”
Los estudiantes diseñan, implementan y opti-mizan sistemas eléctricos utilizando sus cono-cimientos de instalaciones eléctricas y sistemas de potencia, aplicando técnicas y herramientas modernas.
RE “b”Los estudiantes aplican matemática, ciencia y tecnología en el diseño, instalación, operación y mantenimiento de sistemas eléctricos.
RE “c”Los estudiantes conducen pruebas y medicio-nes, analizan e interpretan sus resultados para evaluar y mejorar sistemas.
RE “d”Los estudiantes aplican la creatividad en el dise-ño de sistemas.
RE “e” Los estudiantes trabajan eficazmente en equipo.
RE “f”Los estudiantes identifican, analizan y solucio-nan problemas de equipos y sistemas.
RE “g” Los estudiantes se comunican eficazmente.
RE “h”
Los estudiantes reconocen los aspectos con-temporáneos de la profesión, la sociedad, practi-can el aprendizaje permanente y el respeto por la diversidad.
RE “i”Los estudiantes trabajan con criterios de calidad, seguridad y actúan con principios éticos.
RE “j”Los estudiantes gestionan eficazmente los re-cursos materiales y humanos a su cargo.
Tabla 3. RE del PEI.
Entonces, volviendo al caso de ejemplo del PEI y tomando
como referencia las recomendaciones anteriores y las de ABET,
se definieron los RE de la tabla 3. Estos incluyen los nuevos retos
para fortalecer las competencias de los estudiantes en Sistemas
Eléctricos de Potencia. De igual forma como se hizo con la mi-
sión institucional y del DE, los atributos relevantes de cada OEP
deben relacionarse con los RE, lo cual se ve reflejado en la tabla
4. En la matriz mostrada se evidencia la relación de RE y OEP
del PEI.
09_Logro de Resultados del estudiante_gomez.indd 173 2/13/12 6:02 PM
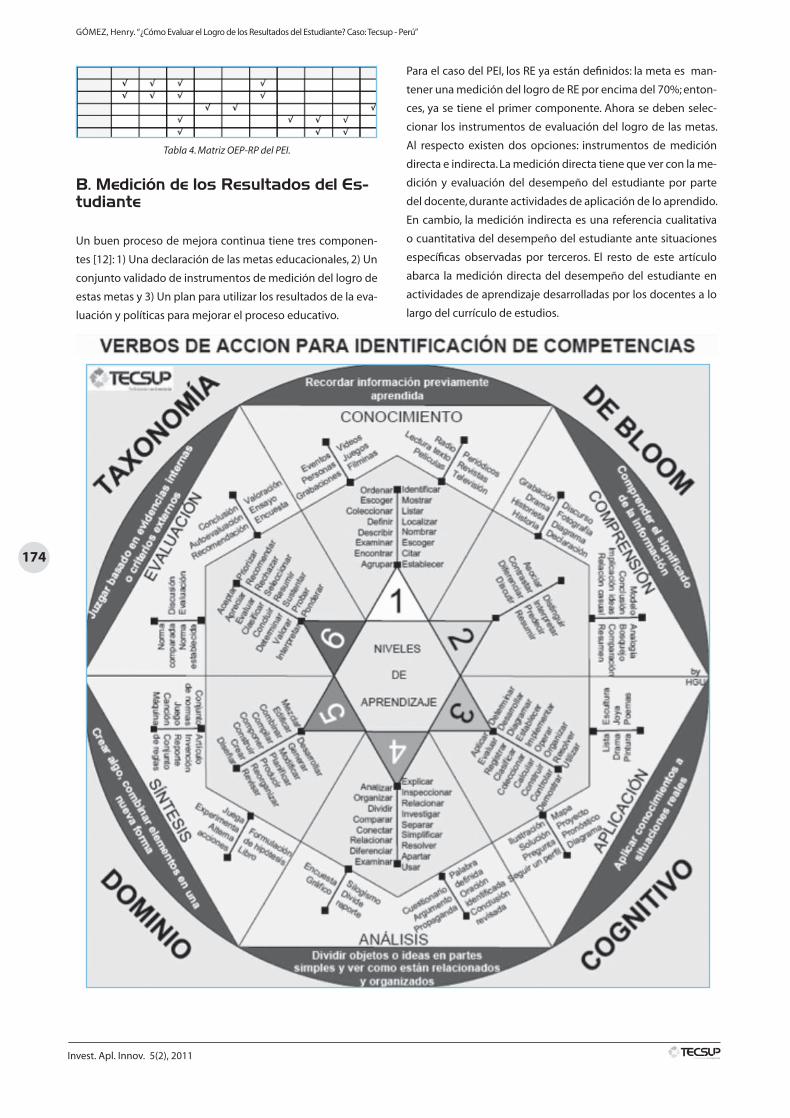
174
Invest. Apl. Innov. 5(2), 2011
GÓMEZ, Henry. “¿Cómo Evaluar el Logro de los Resultados del Estudiante? Caso: Tecsup - Perú”
Tabla 4. Matriz OEP-RP del PEI.
Un buen proceso de mejora continua tiene tres componen-
tes [12]: 1) Una declaración de las metas educacionales, 2) Un
conjunto validado de instrumentos de medición del logro de
estas metas y 3) Un plan para utilizar los resultados de la eva-
luación y políticas para mejorar el proceso educativo.
Para el caso del PEI, los RE ya están definidos: la meta es man-
tener una medición del logro de RE por encima del 70%; enton-
ces, ya se tiene el primer componente. Ahora se deben selec-
cionar los instrumentos de evaluación del logro de las metas.
Al respecto existen dos opciones: instrumentos de medición
directa e indirecta. La medición directa tiene que ver con la me-
dición y evaluación del desempeño del estudiante por parte
del docente, durante actividades de aplicación de lo aprendido.
En cambio, la medición indirecta es una referencia cualitativa
o cuantitativa del desempeño del estudiante ante situaciones
específicas observadas por terceros. El resto de este artículo
abarca la medición directa del desempeño del estudiante en
actividades de aprendizaje desarrolladas por los docentes a lo
largo del currículo de estudios.
Fig. 2. Cartilla de la taxonomía de Bloom.
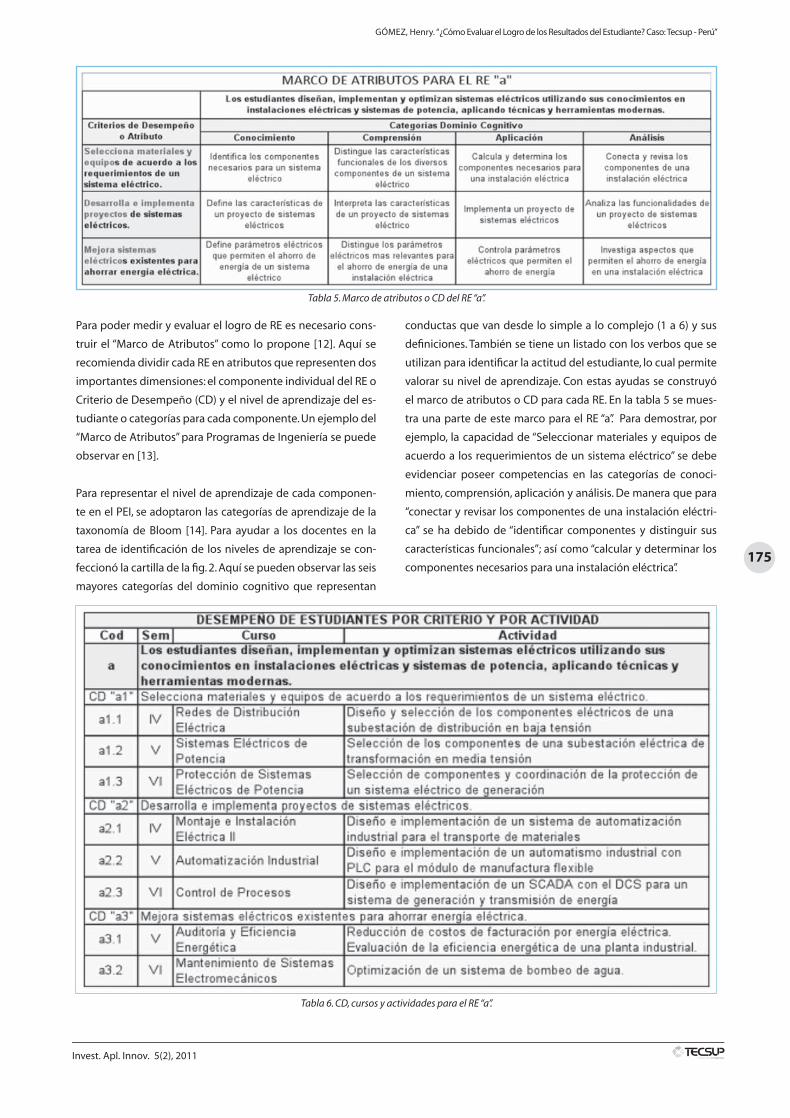
175
Invest. Apl. Innov. 5(2), 2011
GÓMEZ, Henry. “¿Cómo Evaluar el Logro de los Resultados del Estudiante? Caso: Tecsup - Perú”
conductas que van desde lo simple a lo complejo (1 a 6) y sus
definiciones. También se tiene un listado con los verbos que se
utilizan para identificar la actitud del estudiante, lo cual permite
valorar su nivel de aprendizaje. Con estas ayudas se construyó
el marco de atributos o CD para cada RE. En la tabla 5 se mues-
tra una parte de este marco para el RE “a”. Para demostrar, por
ejemplo, la capacidad de “Seleccionar materiales y equipos de
acuerdo a los requerimientos de un sistema eléctrico” se debe
evidenciar poseer competencias en las categorías de conoci-
miento, comprensión, aplicación y análisis. De manera que para
“conectar y revisar los componentes de una instalación eléctri-
ca” se ha debido de “identificar componentes y distinguir sus
características funcionales”; así como “calcular y determinar los
componentes necesarios para una instalación eléctrica”.
Para poder medir y evaluar el logro de RE es necesario cons-
truir el “Marco de Atributos” como lo propone [12]. Aquí se
recomienda dividir cada RE en atributos que representen dos
importantes dimensiones: el componente individual del RE o
Criterio de Desempeño (CD) y el nivel de aprendizaje del es-
tudiante o categorías para cada componente. Un ejemplo del
“Marco de Atributos” para Programas de Ingeniería se puede
observar en [13].
Para representar el nivel de aprendizaje de cada componen-
te en el PEI, se adoptaron las categorías de aprendizaje de la
taxonomía de Bloom [14]. Para ayudar a los docentes en la
tarea de identificación de los niveles de aprendizaje se con-
feccionó la cartilla de la fig. 2. Aquí se pueden observar las seis
mayores categorías del dominio cognitivo que representan
Tabla 5. Marco de atributos o CD del RE “a”.
Tabla 6. CD, cursos y actividades para el RE “a”.
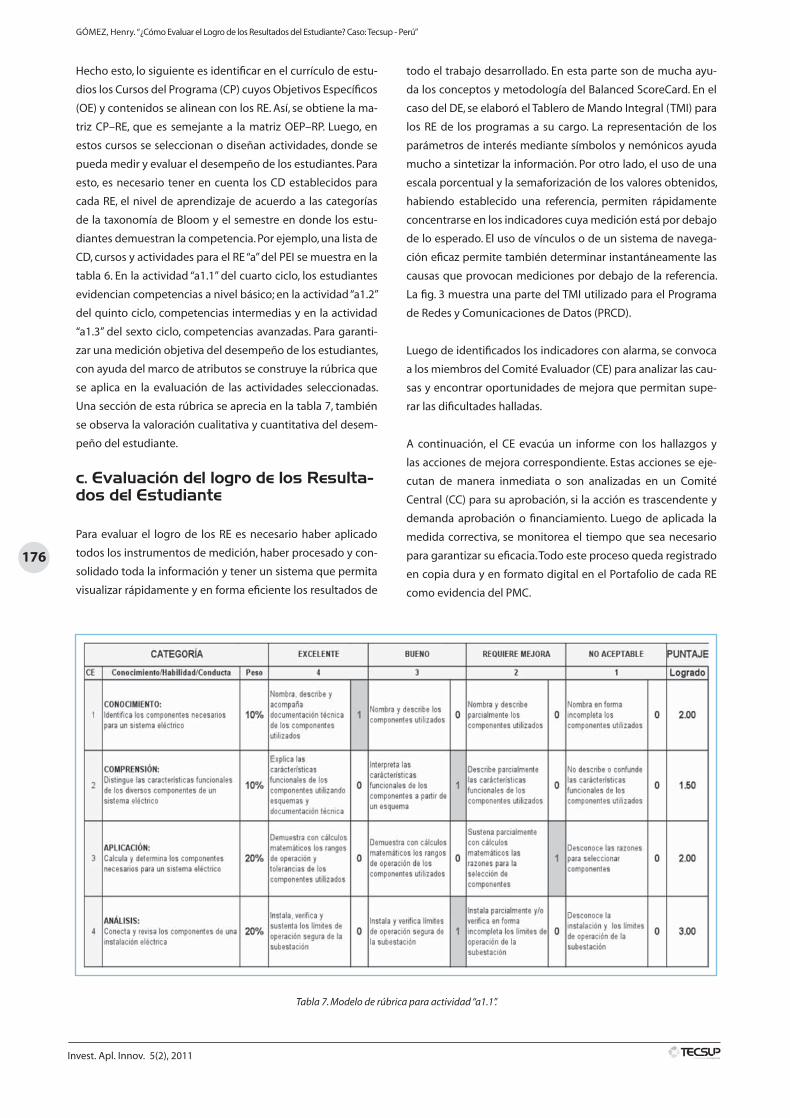
176
Invest. Apl. Innov. 5(2), 2011
GÓMEZ, Henry. “¿Cómo Evaluar el Logro de los Resultados del Estudiante? Caso: Tecsup - Perú”
Hecho esto, lo siguiente es identificar en el currículo de estu-
dios los Cursos del Programa (CP) cuyos Objetivos Específicos
(OE) y contenidos se alinean con los RE. Así, se obtiene la ma-
triz CP–RE, que es semejante a la matriz OEP–RP. Luego, en
estos cursos se seleccionan o diseñan actividades, donde se
pueda medir y evaluar el desempeño de los estudiantes. Para
esto, es necesario tener en cuenta los CD establecidos para
cada RE, el nivel de aprendizaje de acuerdo a las categorías
de la taxonomía de Bloom y el semestre en donde los estu-
diantes demuestran la competencia. Por ejemplo, una lista de
CD, cursos y actividades para el RE “a” del PEI se muestra en la
tabla 6. En la actividad “a1.1” del cuarto ciclo, los estudiantes
evidencian competencias a nivel básico; en la actividad “a1.2”
del quinto ciclo, competencias intermedias y en la actividad
“a1.3” del sexto ciclo, competencias avanzadas. Para garanti-
zar una medición objetiva del desempeño de los estudiantes,
con ayuda del marco de atributos se construye la rúbrica que
se aplica en la evaluación de las actividades seleccionadas.
Una sección de esta rúbrica se aprecia en la tabla 7, también
se observa la valoración cualitativa y cuantitativa del desem-
peño del estudiante.
Para evaluar el logro de los RE es necesario haber aplicado
todos los instrumentos de medición, haber procesado y con-
solidado toda la información y tener un sistema que permita
visualizar rápidamente y en forma eficiente los resultados de
todo el trabajo desarrollado. En esta parte son de mucha ayu-
da los conceptos y metodología del Balanced ScoreCard. En el
caso del DE, se elaboró el Tablero de Mando Integral (TMI) para
los RE de los programas a su cargo. La representación de los
parámetros de interés mediante símbolos y nemónicos ayuda
mucho a sintetizar la información. Por otro lado, el uso de una
escala porcentual y la semaforización de los valores obtenidos,
habiendo establecido una referencia, permiten rápidamente
concentrarse en los indicadores cuya medición está por debajo
de lo esperado. El uso de vínculos o de un sistema de navega-
ción eficaz permite también determinar instantáneamente las
causas que provocan mediciones por debajo de la referencia.
La fig. 3 muestra una parte del TMI utilizado para el Programa
de Redes y Comunicaciones de Datos (PRCD).
Luego de identificados los indicadores con alarma, se convoca
a los miembros del Comité Evaluador (CE) para analizar las cau-
sas y encontrar oportunidades de mejora que permitan supe-
rar las dificultades halladas.
A continuación, el CE evacúa un informe con los hallazgos y
las acciones de mejora correspondiente. Estas acciones se eje-
cutan de manera inmediata o son analizadas en un Comité
Central (CC) para su aprobación, si la acción es trascendente y
demanda aprobación o financiamiento. Luego de aplicada la
medida correctiva, se monitorea el tiempo que sea necesario
para garantizar su eficacia. Todo este proceso queda registrado
en copia dura y en formato digital en el Portafolio de cada RE
como evidencia del PMC.
Tabla 7. Modelo de rúbrica para actividad “a1.1”.
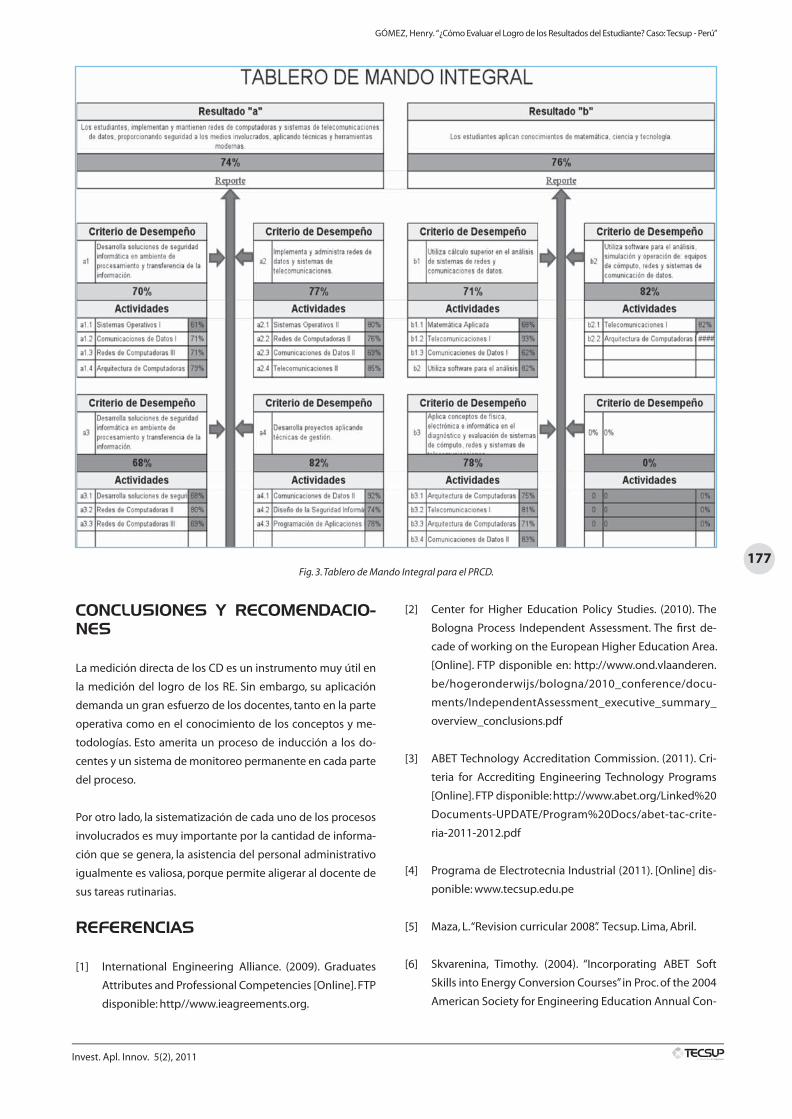
177
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “¿Cómo evaluar el Logro de los Resultados del estudiante? Caso: Tecsup - Perú”
Fig. 3. Tablero de Mando Integral para el PRCD.
[2] Center for Higher Education Policy Studies. (2010). The
Bologna Process Independent Assessment. The first de-
cade of working on the European Higher Education Area.
[Online]. FTP disponible en: http://www.ond.vlaanderen.
be/hogeronderwijs/bologna/2010_conference/docu-
ments/IndependentAssessment_executive_summary_
overview_conclusions.pdf
[3] ABET Technology Accreditation Commission. (2011). Cri-
teria for Accrediting Engineering Technology Programs
[Online]. FTP disponible: http://www.abet.org/Linked%20
Documents-UPDATE/Program%20Docs/abet-tac-crite-
ria-2011-2012.pdf
[4] Programa de Electrotecnia Industrial (2011). [Online] dis-
ponible: www.tecsup.edu.pe
[5] Maza, L. “Revision curricular 2008”. Tecsup. Lima, Abril.
[6] Skvarenina, Timothy. (2004). “Incorporating ABET Soft
Skills into Energy Conversion Courses” in Proc. of the 2004
American Society for Engineering Education Annual Con-
CONCLUSIONES Y RECOMENDACIO-NES
La medición directa de los CD es un instrumento muy útil en
la medición del logro de los RE. Sin embargo, su aplicación
demanda un gran esfuerzo de los docentes, tanto en la parte
operativa como en el conocimiento de los conceptos y me-
todologías. Esto amerita un proceso de inducción a los do-
centes y un sistema de monitoreo permanente en cada parte
del proceso.
Por otro lado, la sistematización de cada uno de los procesos
involucrados es muy importante por la cantidad de informa-
ción que se genera, la asistencia del personal administrativo
igualmente es valiosa, porque permite aligerar al docente de
sus tareas rutinarias.
REFERENCIAS
[1] International Engineering Alliance. (2009). Graduates
Attributes and Professional Competencies [Online]. FTP
disponible: http//www.ieagreements.org.
09_Logro de Resultados del estudiante_gomez.indd 177 2/13/12 6:02 PM
178
Invest. Apl. Innov. 5(2), 2011
Gómez, Henry. “¿Cómo evaluar el Logro de los Resultados del estudiante? Caso: Tecsup - Perú”
ference & Exposition, American Society for Engineering
Education, School of Technology Purdue University.
[7] Wolf, R. M. “Evaluation in Education: Foundations of
Competency Assessment and Program Review”. New
York: Praeger.
[8] “The Bases of Competence: Skills for Lifelong Learning
and Employability”. San Francisco, CA: Jossey- Bass.
[9] “Developing intellectual skills,” in Handbook of the Un-
dergraduate Curriculum: A Comprehensive Guide to
Purposes, Structures, Practices and Change, J. Gaff and
J. Ratcliff, Eds. San Francisco, CA:Jossey-Bass.
[10] Gronlund, N. E. (1998). “Assessment of Student Achieve-
ment”, 6th ed. Boston, MA: Allyn and Bacon.
[11] Besterfield-Sacre, M. et al. (2000, May) ”Defining the
Outcomes: A framework for EC-2000”. IEEE Transaction
on Education, Vol 43. N°2.
[12] Michael, J. et al. (2000, May) “A Design Attribute Fra-
mework for Course Planning and Learning Assessment”.
IEEE Transaction on Education, Vol 43, N° 2. May 2000.
[13] Bloom and Krathwohl (2000) “Definition of Levels and
McBeath Action Verbs”. The University of Pittsburgh.
[14] Taxonomy of Educational Objectives: Handbook 1: Cog-
nitive Domain (1956) Longman, New York.
AUTOR
Henry Gómez Urquizo es Ingeniero electrónico de profesión,
con estudios de Maestría en Automatización e Instrumenta-
ción, es candidato a doctor en Ingeniería de la Producción en
la Universidad Nacional de San Agustín de Arequipa. Se espe-
cializó en Electrónica de Potencia en el SENA de Barranquilla
- Colombia, en Redes y Protocolos de Comunicación Industrial
en Pepperl+Fuchs de Mannheim-Alemania. Posee diez años de
experiencia industrial en la industria cervecera y más de quin-
ce años en la docencia en educación superior. Actualmente se
desempeña como Jefe de Departamento en Tecsup - Arequi-
pa, ha logrado la acreditación internacional con ABET, ASIIN y
ENAE de las carreras de Redes y Comunicaciones de Datos y
de Electrotecnia Industrial. Es miembro activo de la IEEE y de la
ISA, también es evaluador experto de Programas de Ingeniería
de ICACIT.
09_Logro de Resultados del estudiante_gomez.indd 178 2/13/12 6:02 PM
179
Invest. Apl. Innov. 5(2), 2011
Fathi Habashi,Department of Mining, Metallurgical,
and Materials Engineering, Laval University
Metalurgia Extractiva de Tierras Raras
Extractive Metallurgy of Rare Earths
Resumen
Debido a su estructura electrónica los elementos de las tierras
raras tienen un comportamiento químico similar. Por lo tan-
to antiguamente ningún método de separación química era
adecuado y se utilizaron solamente métodos físicos para se-
parar sus sales. Inicialmente la cristalización fraccionada fue el
único método utilizado por los primeros investigadores. Más
tarde, se aplicaron el intercambio iónico y la extracción con
solventes. Las tierras raras no son ni raras ni tierras. La indus-
tria comenzó en Viena (Austria) por Carl Auer von Welsbach a
finales del siglo XIX, con la producción de capas de gas para
el alumbrado. Fue el inicio de su uso, luego se ha desarrollado
en nuevas direcciones para convertirse en materia prima para
la actual alta tecnología.
Abstract
Due to their electronic structure the rare earth elements have
similar chemical behavior. As a result no chemical method
of separation was available and only physical methods were
used for separating their salts. Initially fractional crystalliza-
tion was the only method used by the pioneer researchers.
Later, ion exchange and solvent extraction were successfully
applied. The rare earths are neither rare nor they are earths.
The industry started in Vienna, Austria by Carl Auer von Wels-
bach at the end of the 19th century to produce gas mantles
for lighting streets. It then prospered in new directions to be-
come essential for today’s high technology.
INTRODUCTION
Originally, the term rare earths was only used for the oxides,
R2O
3, which are similar to one other in their chemical and physi-
cal properties and are therefore difficult to separate. Within the
rare earth group, the elements scandium, yttrium, and lantha-
num differ in their atomic structure from the elements cerium
to lutetium (the lanthanides, Ln). Scandium occupies a special
position with respect to this classification and its other proper-
ties, and therefore does not belong to either of these groups.
The rare earth elements always occur in nature in association
with each other. The isolation of groups of rare earth elements
or of individual elements requires costly separation and fractio-
nation processes owing to the great similarity of the chemical
and physical properties of their compounds, which explains
why the history of their discovery has extended for about two
hundred years.
The word “rare”, when used to describe this group of elements,
originates from the fact it was thought that these elements
could only be isolated from very rare minerals. Considering
their abundance in the Earth’s crust, the term rare is now
inappropriate. These elements are lithophilic and are therefore
concentrated in oxidic compounds such as carbonates, silica-
tes, titano-tantalo-niobates, and phosphates.
The abundance of the rare earth elements taken together is
quite considerable. Cerium, the most common rare earth, is
more abundant than cobalt. Yttrium is more abundant than
lead, whereas Lu and Tm are as abundant as Sb, Hg, Bi, and Ag.
Promethium does not occur in nature. It forms only in nuclear
reactors.
10. Metalurgia extractiva de tierras raras_Habashi.indd 179 2/13/12 6:08 PM
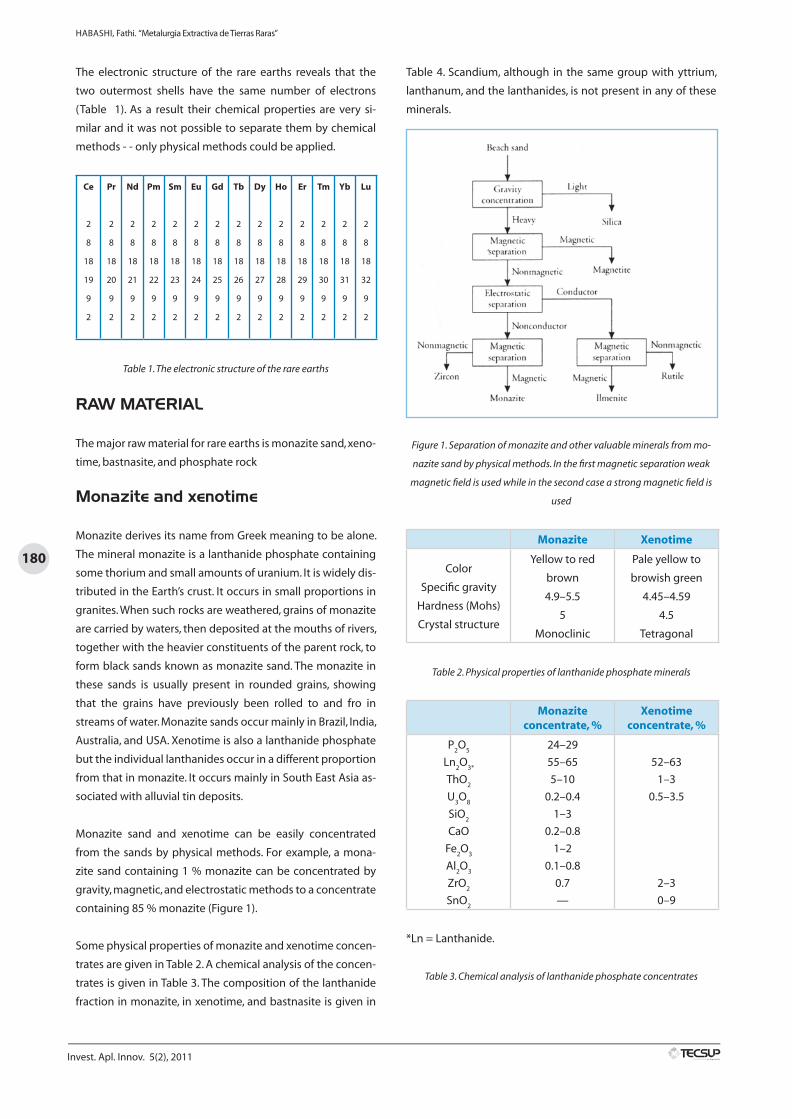
180
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
The electronic structure of the rare earths reveals that the
two outermost shells have the same number of electrons
(Table 1). As a result their chemical properties are very si-
milar and it was not possible to separate them by chemical
methods - - only physical methods could be applied.
Ce
2
8
18
19
9
2
Pr
2
8
18
20
9
2
Nd
2
8
18
21
9
2
Pm
2
8
18
22
9
2
Sm
2
8
18
23
9
2
Eu
2
8
18
24
9
2
Gd
2
8
18
25
9
2
Tb
2
8
18
26
9
2
Dy
2
8
18
27
9
2
Ho
2
8
18
28
9
2
Er
2
8
18
29
9
2
Tm
2
8
18
30
9
2
Yb
2
8
18
31
9
2
Lu
2
8
18
32
9
2
Table 1. The electronic structure of the rare earths
RAW MATERIAL
The major raw material for rare earths is monazite sand, xeno-
time, bastnasite, and phosphate rock
Monazite and xenotime
Monazite derives its name from Greek meaning to be alone.
The mineral monazite is a lanthanide phosphate containing
some thorium and small amounts of uranium. It is widely dis-
tributed in the Earth’s crust. It occurs in small proportions in
granites. When such rocks are weathered, grains of monazite
are carried by waters, then deposited at the mouths of rivers,
together with the heavier constituents of the parent rock, to
form black sands known as monazite sand. The monazite in
these sands is usually present in rounded grains, showing
that the grains have previously been rolled to and fro in
streams of water. Monazite sands occur mainly in Brazil, India,
Australia, and USA. Xenotime is also a lanthanide phosphate
but the individual lanthanides occur in a different proportion
from that in monazite. It occurs mainly in South East Asia as-
sociated with alluvial tin deposits.
Monazite sand and xenotime can be easily concentrated
from the sands by physical methods. For example, a mona-
zite sand containing 1 % monazite can be concentrated by
gravity, magnetic, and electrostatic methods to a concentrate
containing 85 % monazite (Figure 1).
Some physical properties of monazite and xenotime concen-
trates are given in Table 2. A chemical analysis of the concen-
trates is given in Table 3. The composition of the lanthanide
fraction in monazite, in xenotime, and bastnasite is given in
Table 4. Scandium, although in the same group with yttrium,
lanthanum, and the lanthanides, is not present in any of these
minerals.
Figure 1. Separation of monazite and other valuable minerals from mo-
nazite sand by physical methods. In the first magnetic separation weak
magnetic field is used while in the second case a strong magnetic field is
used
Monazite Xenotime
Color
Specific gravity
Hardness (Mohs)
Crystal structure
Yellow to red
brown
4.9–5.5
5
Monoclinic
Pale yellow to
browish green
4.45–4.59
4.5
Tetragonal
Table 2. Physical properties of lanthanide phosphate minerals
Monaziteconcentrate, %
Xenotimeconcentrate, %
P2O
5
Ln2O
3*
ThO2
U3O
8
SiO2
CaO
Fe2O
3
Al2O
3
ZrO2
SnO2
24–29
55–65
5–10
0.2–0.4
1–3
0.2–0.8
1–2
0.1–0.8
0.7
—
52–63
1–3
0.5–3.5
2–3
0–9
*Ln = Lanthanide.
Table 3. Chemical analysis of lanthanide phosphate concentrates
10. Metalurgia extractiva de tierras raras_Habashi.indd 180 2/13/12 6:08 PM
181
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Monazite and xenotime are the main source of thorium and
the lanthanides; uranium is recovered as a by-product.
Bastnasite
The most important mined rare earth deposit is at the Moun-
tain Pass Mine in California, where up to 40 000 t/a bastnasite
ore concentrate (70 % REO) is produced by ore beneficiation.
Other important bastnæsite deposits are in Burundi, Mada-
gascar, and in Bayan Obo, near the town of Baotou in Inner
Mongolia in China. The bastnasite, with monazite, is associa-
ted with magnetite–hematite–fluorspar. Bastnasite is a fluo-
rocarbonate, Ln2(CO
3)
3, LnF
3, or LnFCO
3.
Lanthani-de oxide
MonaziteXenotime
%Bastna-
site%
Light
La2O
3
CeO2
Pr6O
11
Nd2O
3
23.0
46.5
5.1
18.4
0.5
5.0
0.7
2.2
32.0
49.0
4.4
13.5
Heavy
Sm2O
3
Eu2O
3
Gd2O
3
Tb4O
7
Dy2O
3
Ho2O
3
Er2O
3
Tm2O
3
Yb2O
3
Lu2O
3
Y2O
3
2.3
0.07
1.7
0.16
0.52
0.09
0.13
0.013
0.061
0.006
2
1.9
0.2
4.0
1.0
8.7
2.1
5.4
0.9
6.2
0.4
60.8
0.5
0.1
0.3
0.01
0.03
0.01
0.01
0.2
0.01
0.1
0.1
Table 4. Typical composition of lanthanides in monazite, xenotime,
and bastnasite
Other complex minerals
Minerals of this type are oxidic ores containing titanium, nio-
bium, tantalum, uranium, and thorium; for example:
Euxenite (Y,Ce)(Nb,Ta,Ti)2O
6
Samarskite (Y,Ce)4(Nb,Ta,Ti)
2O
6
Fergusonite (Y)(Nb,Ti,Ta)O4
Betafite (U,Ca,Y,Ce2(Nb,Ta,Ti)
2O
6(OH)
Useful concentrations (up to 5 %) of rare earth ele-
ments occur in apatite and up to 10 % in pyrochlo-
re (Na,Ca,Ce)2(NbTa,Ti)
2(O,OH,F)
7, and loparite (Na,Ca,
Ce)2(Nb,Ta,Ti)
2O
6 in the Kola Peninsula and also in most uranium
minerals as trace substituents.
Scandium occurs in trace amounts in most rare earth minerals.
In many minerals, scandium is present in a dispersed state. Wol-
framite and cassiterite can contain up to 1 % scandium, so that
scandium is a by-product of the production of tungsten and tin.
Uranium minerals contain much smaller amounts of scandium,
but, since uranium is produced in relatively large quantities,
scandium is produced in appreciable quantities also.
Phosphate rock
Tonnage wise, phosphate rock is the most important as com-
pared with the other material; about 120 millions tons of rock
are treated annually while only 30 000 tons of monazite and
xenotime. However, no production of rare earths from this sour-
ce is actually conducted. Apatite is the principal constituent of
phosphate rock. The mineral received its name from the Greek
word meaning I deceive when it was realized that it was fre-
quently confused with other mineral species, including beryl
and tourmaline, prior to the latter part of the eighteenth cen-
tury. Phosphate rock is the main raw material for the production
of phosphatic fertilizers. Phosphate rock is composed mainly
of:
• Fluorapatite, Ca10
(PO4)6F
2
• Hydroxyapatite, Ca10
(PO4)
6(OH)
2
• Carbonato-apatite, Ca10
(PO4)
6CO
3
Depending on the proportion of each component, the rock
may be frankolite, kunskite, or colophanite (Table 5). Low-grade
phosphate rock, may contain appreciable amounts of alumi-
num phosphate wavellite, AlPO4, and/or calcium–aluminum
phosphate, crandallite.
Type Composition
Frankolite
Isomorphous mixture of fluo-
roapatite and carbonate apa-
tite in the ratio 3:1.
Kunskite
Isomorphous mixture of fluo-
roapatite and carbonate apa-
tite in the ratio 2:1.
ColophaniteAn ultra microcrystalline va-
riety of frankolite.
Table 5. Main types of phosphate rock
10. Metalurgia extractiva de tierras raras_Habashi.indd 181 2/13/12 6:08 PM
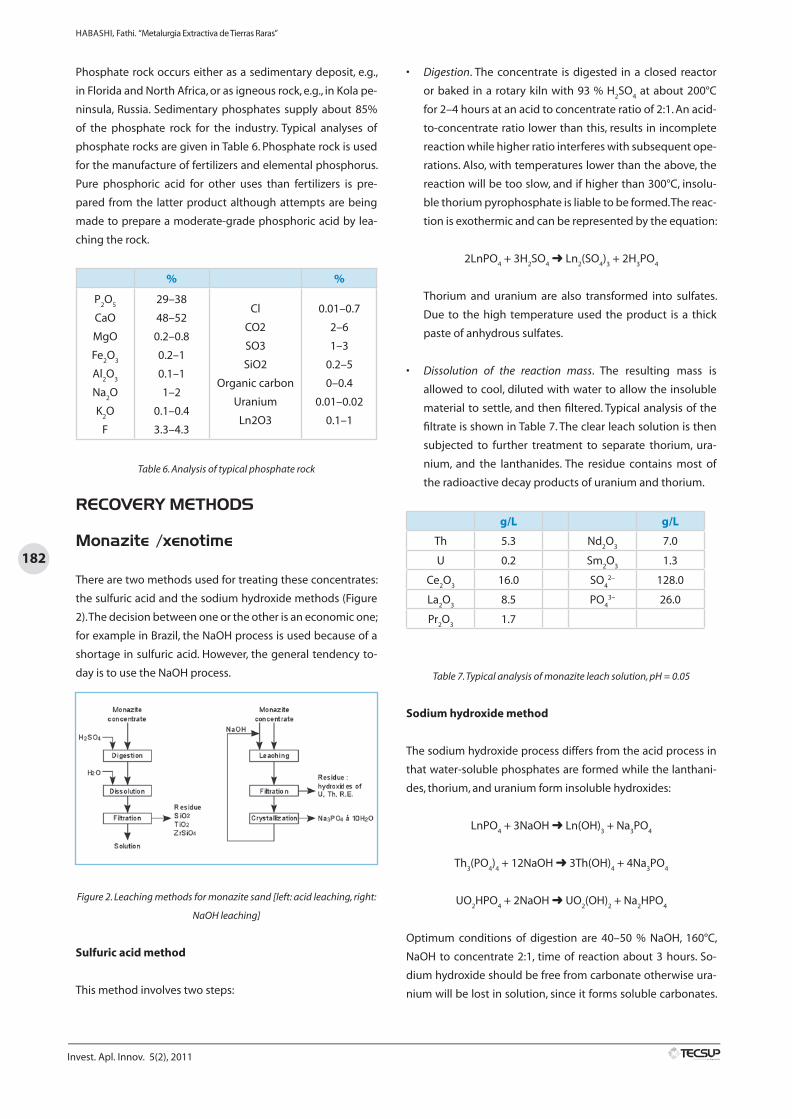
182
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Phosphate rock occurs either as a sedimentary deposit, e.g.,
in Florida and North Africa, or as igneous rock, e.g., in Kola pe-
ninsula, Russia. Sedimentary phosphates supply about 85%
of the phosphate rock for the industry. Typical analyses of
phosphate rocks are given in Table 6. Phosphate rock is used
for the manufacture of fertilizers and elemental phosphorus.
Pure phosphoric acid for other uses than fertilizers is pre-
pared from the latter product although attempts are being
made to prepare a moderate-grade phosphoric acid by lea-
ching the rock.
% %
P2O
5
CaO
MgO
Fe2O
3
Al2O
3
Na2O
K2O
F
29–38
48–52
0.2–0.8
0.2–1
0.1–1
1–2
0.1–0.4
3.3–4.3
Cl
CO2
SO3
SiO2
Organic carbon
Uranium
Ln2O3
0.01–0.7
2–6
1–3
0.2–5
0–0.4
0.01–0.02
0.1–1
Table 6. Analysis of typical phosphate rock
RECOVERY METHODS
Monazite /xenotime
There are two methods used for treating these concentrates:
the sulfuric acid and the sodium hydroxide methods (Figure
2). The decision between one or the other is an economic one;
for example in Brazil, the NaOH process is used because of a
shortage in sulfuric acid. However, the general tendency to-
day is to use the NaOH process.
Figure 2. Leaching methods for monazite sand [left: acid leaching, right:
NaOH leaching]
Sulfuric acid method
This method involves two steps:
• Digestion. The concentrate is digested in a closed reactor
or baked in a rotary kiln with 93 % H2SO
4 at about 200°C
for 2–4 hours at an acid to concentrate ratio of 2:1. An acid-
to-concentrate ratio lower than this, results in incomplete
reaction while higher ratio interferes with subsequent ope-
rations. Also, with temperatures lower than the above, the
reaction will be too slow, and if higher than 300°C, insolu-
ble thorium pyrophosphate is liable to be formed. The reac-
tion is exothermic and can be represented by the equation:
2LnPO4 + 3H
2SO
4 ➜ Ln
2(SO
4)
3 + 2H
3PO
4
Thorium and uranium are also transformed into sulfates.
Due to the high temperature used the product is a thick
paste of anhydrous sulfates.
• Dissolution of the reaction mass. The resulting mass is
allowed to cool, diluted with water to allow the insoluble
material to settle, and then filtered. Typical analysis of the
filtrate is shown in Table 7. The clear leach solution is then
subjected to further treatment to separate thorium, ura-
nium, and the lanthanides. The residue contains most of
the radioactive decay products of uranium and thorium.
g/L g/L
Th 5.3 Nd2O
37.0
U 0.2 Sm2O
31.3
Ce2O
316.0 SO
42– 128.0
La2O
38.5 PO
43– 26.0
Pr2O
31.7
Table 7. Typical analysis of monazite leach solution, pH = 0.05
Sodium hydroxide method
The sodium hydroxide process differs from the acid process in
that water-soluble phosphates are formed while the lanthani-
des, thorium, and uranium form insoluble hydroxides:
LnPO4 + 3NaOH ➜ Ln(OH)
3 + Na
3PO
4
Th3(PO
4)
4 + 12NaOH ➜ 3Th(OH)
4 + 4Na
3PO
4
UO2HPO
4 + 2NaOH ➜ UO
2(OH)
2 + Na
2HPO
4
Optimum conditions of digestion are 40–50 % NaOH, 160°C,
NaOH to concentrate 2:1, time of reaction about 3 hours. So-
dium hydroxide should be free from carbonate otherwise ura-
nium will be lost in solution, since it forms soluble carbonates.
10. Metalurgia extractiva de tierras raras_Habashi.indd 182 2/13/12 6:08 PM
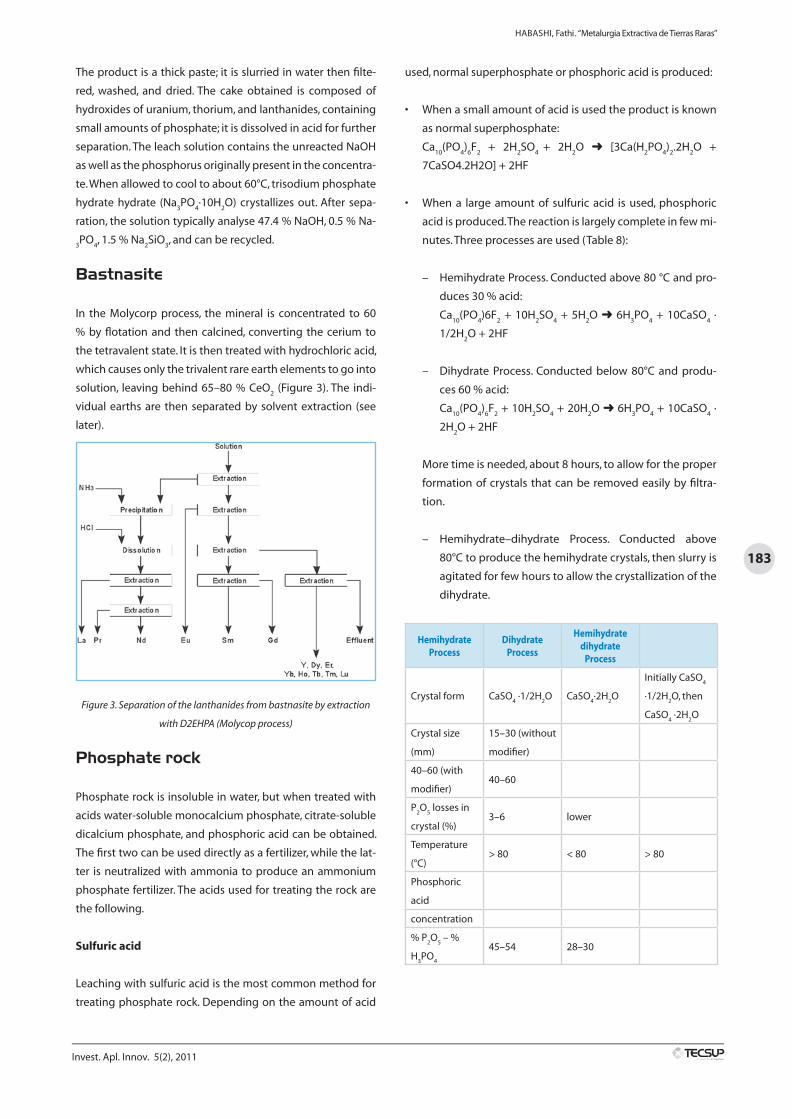
183
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
The product is a thick paste; it is slurried in water then filte-
red, washed, and dried. The cake obtained is composed of
hydroxides of uranium, thorium, and lanthanides, containing
small amounts of phosphate; it is dissolved in acid for further
separation. The leach solution contains the unreacted NaOH
as well as the phosphorus originally present in the concentra-
te. When allowed to cool to about 60°C, trisodium phosphate
hydrate hydrate (Na3PO
4·10H
2O) crystallizes out. After sepa-
ration, the solution typically analyse 47.4 % NaOH, 0.5 % Na-
3PO
4, 1.5 % Na
2SiO
3, and can be recycled.
Bastnasite
In the Molycorp process, the mineral is concentrated to 60
% by flotation and then calcined, converting the cerium to
the tetravalent state. It is then treated with hydrochloric acid,
which causes only the trivalent rare earth elements to go into
solution, leaving behind 65–80 % CeO2 (Figure 3). The indi-
vidual earths are then separated by solvent extraction (see
later).
Figure 3. Separation of the lanthanides from bastnasite by extraction
with D2EHPA (Molycop process)
Phosphate rock
Phosphate rock is insoluble in water, but when treated with
acids water-soluble monocalcium phosphate, citrate-soluble
dicalcium phosphate, and phosphoric acid can be obtained.
The first two can be used directly as a fertilizer, while the lat-
ter is neutralized with ammonia to produce an ammonium
phosphate fertilizer. The acids used for treating the rock are
the following.
Sulfuric acid
Leaching with sulfuric acid is the most common method for
treating phosphate rock. Depending on the amount of acid
used, normal superphosphate or phosphoric acid is produced:
• When a small amount of acid is used the product is known
as normal superphosphate:
Ca10
(PO4)
6F
2 + 2H
2SO
4 + 2H
2O ➜ [3Ca(H
2PO
4)
2.2H
2O +
7CaSO4.2H2O] + 2HF
• When a large amount of sulfuric acid is used, phosphoric
acid is produced. The reaction is largely complete in few mi-
nutes. Three processes are used (Table 8):
– Hemihydrate Process. Conducted above 80 °C and pro-
duces 30 % acid:
Ca10
(PO4)6F
2 + 10H
2SO
4 + 5H
2O ➜ 6H
3PO
4 + 10CaSO
4 ·
1/2H2O + 2HF
– Dihydrate Process. Conducted below 80°C and produ-
ces 60 % acid:
Ca10
(PO4)
6F
2 + 10H
2SO
4 + 20H
2O ➜ 6H
3PO
4 + 10CaSO
4 ·
2H2O + 2HF
More time is needed, about 8 hours, to allow for the proper
formation of crystals that can be removed easily by filtra-
tion.
– Hemihydrate–dihydrate Process. Conducted above
80°C to produce the hemihydrate crystals, then slurry is
agitated for few hours to allow the crystallization of the
dihydrate.
Hemihydrate Process
Dihydrate Process
Hemihydrate dihydrate
Process
Crystal form CaSO4 ·1/2H
2O CaSO
4·2H
2O
Initially CaSO4
·1/2H2O, then
CaSO4 ·2H
2O
Crystal size
(mm)
15–30 (without
modifier)
40–60 (with
modifier)40–60
P2O
5 losses in
crystal (%)3–6 lower
Temperature
(°C)> 80 < 80 > 80
Phosphoric
acid
concentration
% P2O
5 – %
H3PO
4
45–54 28–30
10. Metalurgia extractiva de tierras raras_Habashi.indd 183 2/13/12 6:08 PM

184
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Washing
system
Vacuum belt
filter (Lurgi)
Counter-
current in
thickeners
(Dorr)
Phosphoric
acid yield (%)91 93 99
Energy requi-
rement
Low because
less water to
be evaporated
later
High because
more water to
be evaporated
later
Table 8. Production of phosphoric acid by the H2SO4 route
There are two types of wet process phosphoric acid: the
“black acid” and the “green acid”. The black acid is the one
usually produced and its black color is due to the organic
matter originally present in the rock. If the organic matter
is above certain limits it is usually eliminated by calcining in
an oxidizing atmosphere. The acid derived from such treated
rock is the green acid because it has a green tint. Both acids
are a commercial product, and is shipped to fertilizer produ-
cers. It is usually neutralized by ammonia to form ammonium
phosphates:
• Monoammonium phosphate (46 % P2O
5, 11 % N):
H3PO
4 + NH
4OH NH
4·H
2PO
4 + H
2O
• Diammonium phosphate (46 % P2O
5, 18 % N):
H3PO
4 + 2NH
4OH (NH
4)
2·HPO
4 + 2H
2O
Or, reacted with a fresh batch of phosphate rock in a
rotary kiln to produce triple superphosphate (40–48 %
P2O
5):
Ca10
(PO4)
6F
2 + 14H
3PO
4 + H
2O ➜ 10Ca(H
2PO
4)
2·H
2O + 2HF
This in turn is usually treated by ammonia to form ammo-
niated triple superphosphates:
Ca(H2PO
4)
2·H
2O + NH
3 ➜ CaHPO
4 + H
4.H
2PO
4 + H
2O
Ca(H2PO
4)
2 · H
2O + 2NH
3 ➜ CaHPO
4 + (NH
4)
2HPO
4 + H
2O
Hydrochloric acid
Hydrochloric acid is used sometimes to leach phosphate rock
to produce either monocalcium phosphate fertilizer:
Ca10
(PO4)
6F
2 + 14HCl ➜ 3Ca(H
2PO
4)
2 + 7CaCl
2 + 2HF
or phosphoric acid:
Ca10
(PO4)
6F
2 + 20HCl ➜ 6H
3PO
4 + 10CaCl
2 + 2HF
Calcium chloride is then removed as CaCO3 by precipitation
with (NH4)2CO3:
CaCl2 + (NH
4)
2CO
3 ➜ CaCO
3 + 2NH
4Cl
Nitric acid
Nitric acid is also used to produce a fertilizer known as nitro-
phosphate:
Ca10
(PO4)
6F
2 + 14HNO
3 ➜ [ 3Ca(H
2PO
4)
2 + 7Ca(NO
3)
2] + 2HF
or phosphoric acid:
Ca10
(PO4)
6F
2 + 20HNO
3 ➜ 6H
3PO
4 +10Ca(NO
3)
2 + 2HF
Calcium nitrate is separated by cooling to –10°C then centrifu-
ging the crystals of Ca(NO3)
2·4H
2O. It is usually transformed to
ammonium nitrate by reaction with ammonium carbonate.
Present tendency
The first fertilizer produced in industry was normal super-
phosphate. Because of its low concentration in P2O5, its pro-
duction has declined gradually in the past years and its place
was taken over by triple superphosphate, and more recently
by mono- and diammonium phosphates. Over 70 % of the
phosphate rock is used in making phosphoric acid by the wet
process. Phosphoric acid provduced by leaching phosphate
rock is impure and cannot be used for manufacturing phospha-
tes needed for the food or detergent industries unless it under-
goes extensive purification, e.g., extraction by organic solvents
Phosphate rock of sedimentary origin contains about 0.5 % lan-
thanide oxides while igneous phosphate, e.g., in Kola Peninsula,
contains about 1 % lanthanide oxides. During the manufacture
of phosphoric acid about 70 % is lost in the gypsum. However,
if acidulation is conducted by nitric acid all will go into solu-
tion and can be recovered by organic solvents. In Finland, the
lanthanides were recovered commercially by Kemira Oy from
phosphate rock during 1965–1972 using organic solvents. It is
believed that a similar operation is in existence in Russia.
RECOVERY FROM LEACH SOLUTION
Separation of thorium and the lanthanides from sulfuric acid
leach solution of monazite and xenotime concentrates is based
on oxalate precipitation:
10. Metalurgia extractiva de tierras raras_Habashi.indd 184 2/13/12 6:08 PM
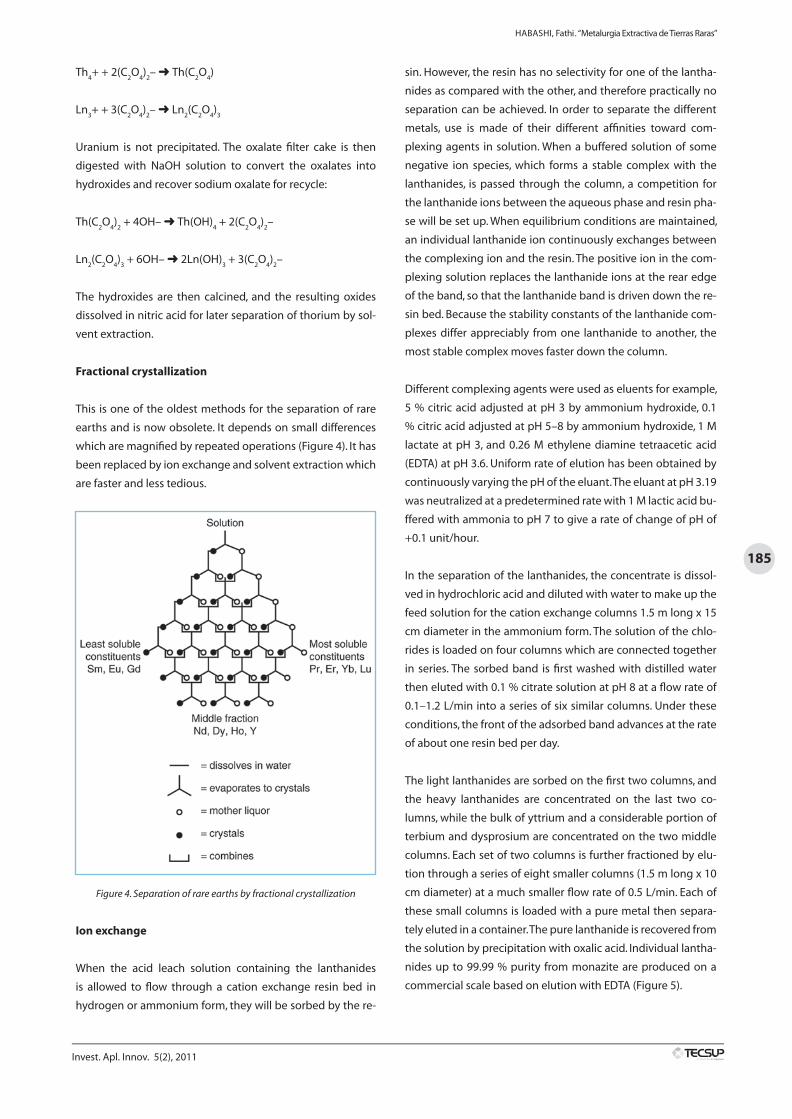
185
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Th4+ + 2(C
2O
4)
2– ➜ Th(C
2O
4)
Ln3+ + 3(C
2O
4)
2– ➜ Ln
2(C
2O
4)
3
Uranium is not precipitated. The oxalate filter cake is then
digested with NaOH solution to convert the oxalates into
hydroxides and recover sodium oxalate for recycle:
Th(C2O
4)
2 + 4OH– ➜ Th(OH)
4 + 2(C
2O
4)
2–
Ln2(C
2O
4)
3 + 6OH– ➜ 2Ln(OH)
3 + 3(C
2O
4)
2–
The hydroxides are then calcined, and the resulting oxides
dissolved in nitric acid for later separation of thorium by sol-
vent extraction.
Fractional crystallization
This is one of the oldest methods for the separation of rare
earths and is now obsolete. It depends on small differences
which are magnified by repeated operations (Figure 4). It has
been replaced by ion exchange and solvent extraction which
are faster and less tedious.
Figure 4. Separation of rare earths by fractional crystallization
Ion exchange
When the acid leach solution containing the lanthanides
is allowed to flow through a cation exchange resin bed in
hydrogen or ammonium form, they will be sorbed by the re-
sin. However, the resin has no selectivity for one of the lantha-
nides as compared with the other, and therefore practically no
separation can be achieved. In order to separate the different
metals, use is made of their different affinities toward com-
plexing agents in solution. When a buffered solution of some
negative ion species, which forms a stable complex with the
lanthanides, is passed through the column, a competition for
the lanthanide ions between the aqueous phase and resin pha-
se will be set up. When equilibrium conditions are maintained,
an individual lanthanide ion continuously exchanges between
the complexing ion and the resin. The positive ion in the com-
plexing solution replaces the lanthanide ions at the rear edge
of the band, so that the lanthanide band is driven down the re-
sin bed. Because the stability constants of the lanthanide com-
plexes differ appreciably from one lanthanide to another, the
most stable complex moves faster down the column.
Different complexing agents were used as eluents for example,
5 % citric acid adjusted at pH 3 by ammonium hydroxide, 0.1
% citric acid adjusted at pH 5–8 by ammonium hydroxide, 1 M
lactate at pH 3, and 0.26 M ethylene diamine tetraacetic acid
(EDTA) at pH 3.6. Uniform rate of elution has been obtained by
continuously varying the pH of the eluant. The eluant at pH 3.19
was neutralized at a predetermined rate with 1 M lactic acid bu-
ffered with ammonia to pH 7 to give a rate of change of pH of
+0.1 unit/hour.
In the separation of the lanthanides, the concentrate is dissol-
ved in hydrochloric acid and diluted with water to make up the
feed solution for the cation exchange columns 1.5 m long x 15
cm diameter in the ammonium form. The solution of the chlo-
rides is loaded on four columns which are connected together
in series. The sorbed band is first washed with distilled water
then eluted with 0.1 % citrate solution at pH 8 at a flow rate of
0.1–1.2 L/min into a series of six similar columns. Under these
conditions, the front of the adsorbed band advances at the rate
of about one resin bed per day.
The light lanthanides are sorbed on the first two columns, and
the heavy lanthanides are concentrated on the last two co-
lumns, while the bulk of yttrium and a considerable portion of
terbium and dysprosium are concentrated on the two middle
columns. Each set of two columns is further fractioned by elu-
tion through a series of eight smaller columns (1.5 m long x 10
cm diameter) at a much smaller flow rate of 0.5 L/min. Each of
these small columns is loaded with a pure metal then separa-
tely eluted in a container. The pure lanthanide is recovered from
the solution by precipitation with oxalic acid. Individual lantha-
nides up to 99.99 % purity from monazite are produced on a
commercial scale based on elution with EDTA (Figure 5).
10. Metalurgia extractiva de tierras raras_Habashi.indd 185 2/13/12 6:08 PM
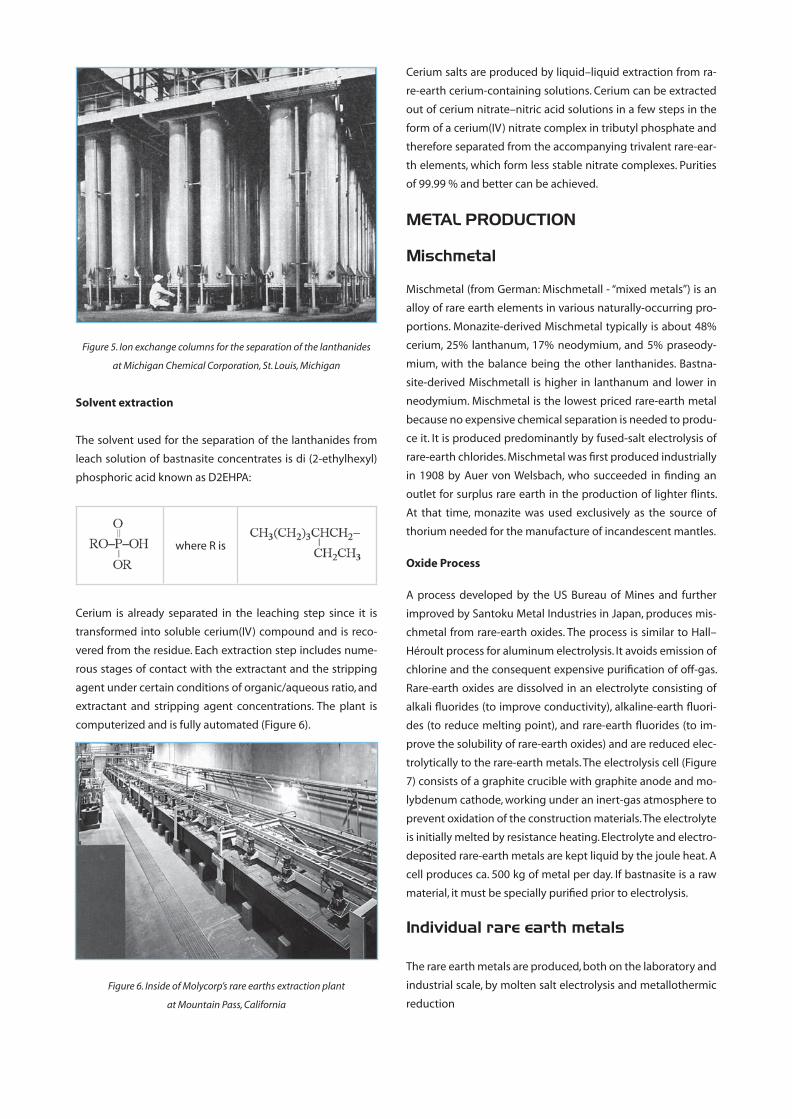
Figure 5. Ion exchange columns for the separation of the lanthanides
at Michigan Chemical Corporation, St. Louis, Michigan
Solvent extraction
The solvent used for the separation of the lanthanides from
leach solution of bastnasite concentrates is di (2-ethylhexyl)
phosphoric acid known as D2EHPA:
where R is
Cerium is already separated in the leaching step since it is
transformed into soluble cerium(IV) compound and is reco-
vered from the residue. Each extraction step includes nume-
rous stages of contact with the extractant and the stripping
agent under certain conditions of organic/aqueous ratio, and
extractant and stripping agent concentrations. The plant is
computerized and is fully automated (Figure 6).
Figure 6. Inside of Molycorp’s rare earths extraction plant
at Mountain Pass, California
Cerium salts are produced by liquid–liquid extraction from ra-
re-earth cerium-containing solutions. Cerium can be extracted
out of cerium nitrate–nitric acid solutions in a few steps in the
form of a cerium(IV) nitrate complex in tributyl phosphate and
therefore separated from the accompanying trivalent rare-ear-
th elements, which form less stable nitrate complexes. Purities
of 99.99 % and better can be achieved.
METAL PRODUCTION
Mischmetal
Mischmetal (from German: Mischmetall - “mixed metals”) is an
alloy of rare earth elements in various naturally-occurring pro-
portions. Monazite-derived Mischmetal typically is about 48%
cerium, 25% lanthanum, 17% neodymium, and 5% praseody-
mium, with the balance being the other lanthanides. Bastna-
site-derived Mischmetall is higher in lanthanum and lower in
neodymium. Mischmetal is the lowest priced rare-earth metal
because no expensive chemical separation is needed to produ-
ce it. It is produced predominantly by fused-salt electrolysis of
rare-earth chlorides. Mischmetal was first produced industrially
in 1908 by Auer von Welsbach, who succeeded in finding an
outlet for surplus rare earth in the production of lighter flints.
At that time, monazite was used exclusively as the source of
thorium needed for the manufacture of incandescent mantles.
Oxide Process
A process developed by the US Bureau of Mines and further
improved by Santoku Metal Industries in Japan, produces mis-
chmetal from rare-earth oxides. The process is similar to Hall–
Héroult process for aluminum electrolysis. It avoids emission of
chlorine and the consequent expensive purification of off-gas.
Rare-earth oxides are dissolved in an electrolyte consisting of
alkali fluorides (to improve conductivity), alkaline-earth fluori-
des (to reduce melting point), and rare-earth fluorides (to im-
prove the solubility of rare-earth oxides) and are reduced elec-
trolytically to the rare-earth metals. The electrolysis cell (Figure
7) consists of a graphite crucible with graphite anode and mo-
lybdenum cathode, working under an inert-gas atmosphere to
prevent oxidation of the construction materials. The electrolyte
is initially melted by resistance heating. Electrolyte and electro-
deposited rare-earth metals are kept liquid by the joule heat. A
cell produces ca. 500 kg of metal per day. If bastnasite is a raw
material, it must be specially purified prior to electrolysis.
Individual rare earth metals
The rare earth metals are produced, both on the laboratory and
industrial scale, by molten salt electrolysis and metallothermic
reduction
10. Metalurgia extractiva de tierras raras_Habashi.indd 186 2/13/12 6:08 PM
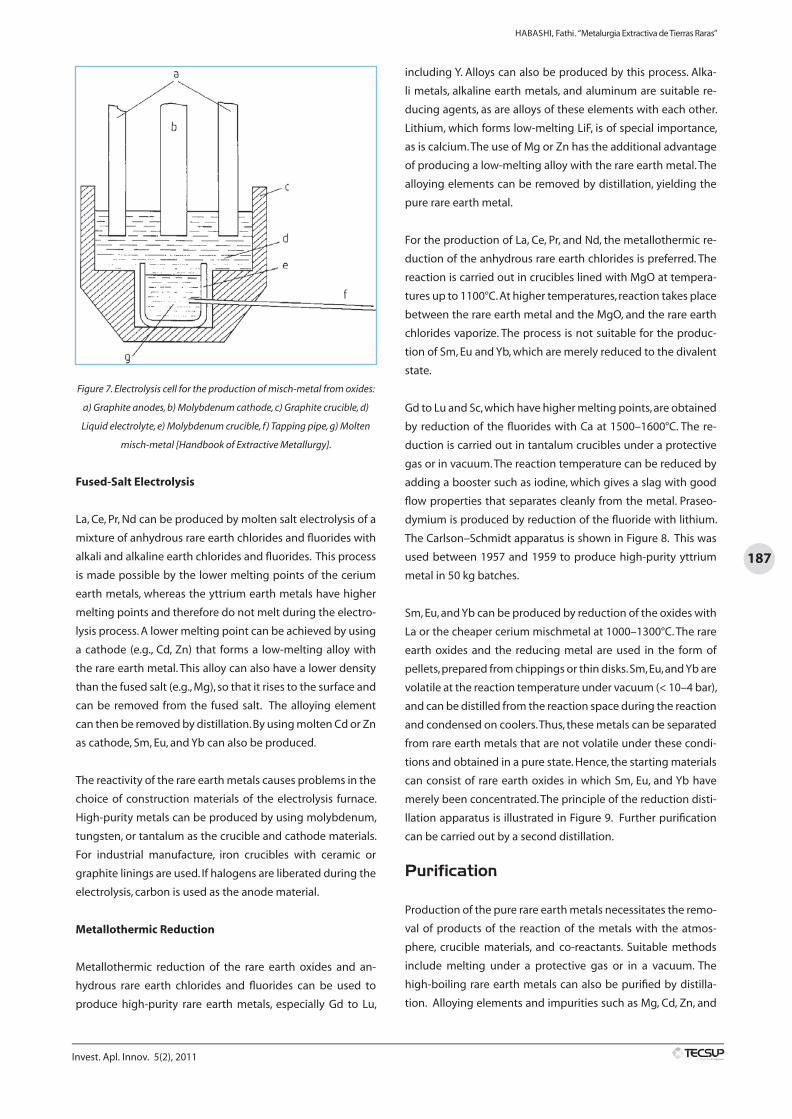
187
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Figure 7. Electrolysis cell for the production of misch-metal from oxides:
a) Graphite anodes, b) Molybdenum cathode, c) Graphite crucible, d)
Liquid electrolyte, e) Molybdenum crucible, f) Tapping pipe, g) Molten
misch-metal [Handbook of Extractive Metallurgy].
Fused-Salt Electrolysis
La, Ce, Pr, Nd can be produced by molten salt electrolysis of a
mixture of anhydrous rare earth chlorides and fluorides with
alkali and alkaline earth chlorides and fluorides. This process
is made possible by the lower melting points of the cerium
earth metals, whereas the yttrium earth metals have higher
melting points and therefore do not melt during the electro-
lysis process. A lower melting point can be achieved by using
a cathode (e.g., Cd, Zn) that forms a low-melting alloy with
the rare earth metal. This alloy can also have a lower density
than the fused salt (e.g., Mg), so that it rises to the surface and
can be removed from the fused salt. The alloying element
can then be removed by distillation. By using molten Cd or Zn
as cathode, Sm, Eu, and Yb can also be produced.
The reactivity of the rare earth metals causes problems in the
choice of construction materials of the electrolysis furnace.
High-purity metals can be produced by using molybdenum,
tungsten, or tantalum as the crucible and cathode materials.
For industrial manufacture, iron crucibles with ceramic or
graphite linings are used. If halogens are liberated during the
electrolysis, carbon is used as the anode material.
Metallothermic Reduction
Metallothermic reduction of the rare earth oxides and an-
hydrous rare earth chlorides and fluorides can be used to
produce high-purity rare earth metals, especially Gd to Lu,
including Y. Alloys can also be produced by this process. Alka-
li metals, alkaline earth metals, and aluminum are suitable re-
ducing agents, as are alloys of these elements with each other.
Lithium, which forms low-melting LiF, is of special importance,
as is calcium. The use of Mg or Zn has the additional advantage
of producing a low-melting alloy with the rare earth metal. The
alloying elements can be removed by distillation, yielding the
pure rare earth metal.
For the production of La, Ce, Pr, and Nd, the metallothermic re-
duction of the anhydrous rare earth chlorides is preferred. The
reaction is carried out in crucibles lined with MgO at tempera-
tures up to 1100°C. At higher temperatures, reaction takes place
between the rare earth metal and the MgO, and the rare earth
chlorides vaporize. The process is not suitable for the produc-
tion of Sm, Eu and Yb, which are merely reduced to the divalent
state.
Gd to Lu and Sc, which have higher melting points, are obtained
by reduction of the fluorides with Ca at 1500–1600°C. The re-
duction is carried out in tantalum crucibles under a protective
gas or in vacuum. The reaction temperature can be reduced by
adding a booster such as iodine, which gives a slag with good
flow properties that separates cleanly from the metal. Praseo-
dymium is produced by reduction of the fluoride with lithium.
The Carlson–Schmidt apparatus is shown in Figure 8. This was
used between 1957 and 1959 to produce high-purity yttrium
metal in 50 kg batches.
Sm, Eu, and Yb can be produced by reduction of the oxides with
La or the cheaper cerium mischmetal at 1000–1300°C. The rare
earth oxides and the reducing metal are used in the form of
pellets, prepared from chippings or thin disks. Sm, Eu, and Yb are
volatile at the reaction temperature under vacuum (< 10–4 bar),
and can be distilled from the reaction space during the reaction
and condensed on coolers. Thus, these metals can be separated
from rare earth metals that are not volatile under these condi-
tions and obtained in a pure state. Hence, the starting materials
can consist of rare earth oxides in which Sm, Eu, and Yb have
merely been concentrated. The principle of the reduction disti-
llation apparatus is illustrated in Figure 9. Further purification
can be carried out by a second distillation.
Purification
Production of the pure rare earth metals necessitates the remo-
val of products of the reaction of the metals with the atmos-
phere, crucible materials, and co-reactants. Suitable methods
include melting under a protective gas or in a vacuum. The
high-boiling rare earth metals can also be purified by distilla-
tion. Alloying elements and impurities such as Mg, Cd, Zn, and
10. Metalurgia extractiva de tierras raras_Habashi.indd 187 2/13/12 6:08 PM
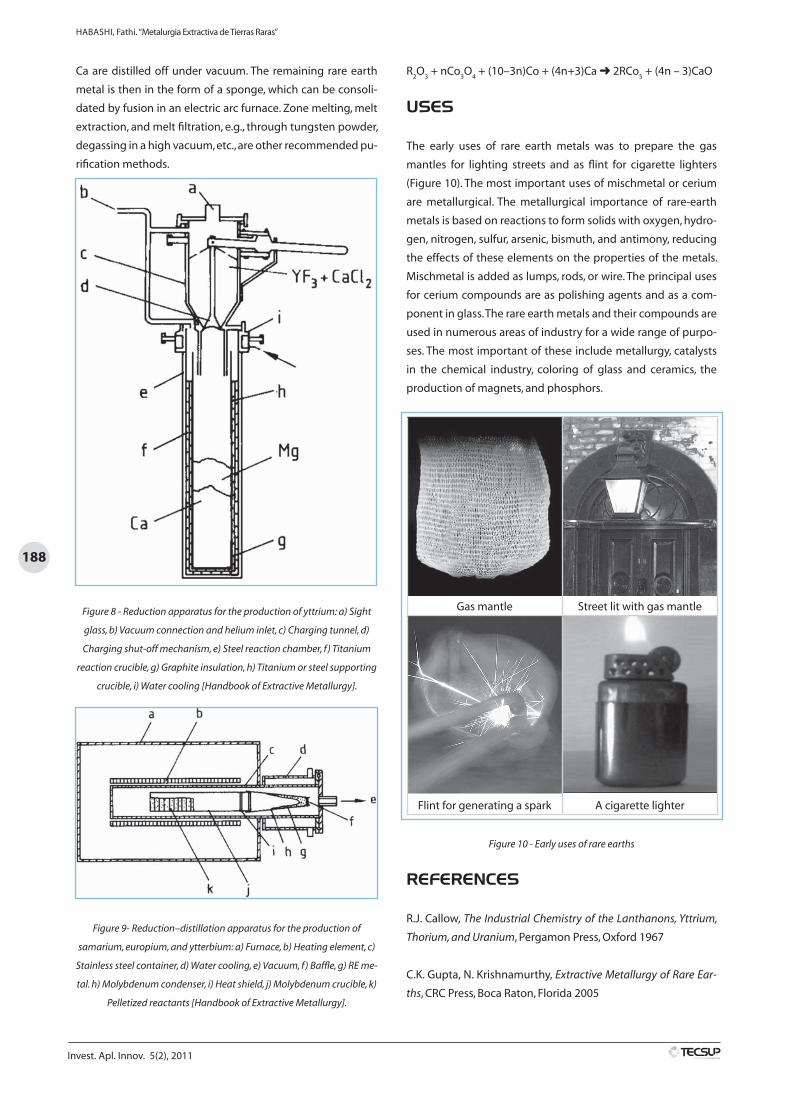
188
Invest. Apl. Innov. 5(2), 2011
HABASHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
Ca are distilled off under vacuum. The remaining rare earth
metal is then in the form of a sponge, which can be consoli-
dated by fusion in an electric arc furnace. Zone melting, melt
extraction, and melt filtration, e.g., through tungsten powder,
degassing in a high vacuum, etc., are other recommended pu-
rification methods.
Figure 8 - Reduction apparatus for the production of yttrium: a) Sight
glass, b) Vacuum connection and helium inlet, c) Charging tunnel, d)
Charging shut-off mechanism, e) Steel reaction chamber, f) Titanium
reaction crucible, g) Graphite insulation, h) Titanium or steel supporting
crucible, i) Water cooling [Handbook of Extractive Metallurgy].
Figure 9- Reduction–distillation apparatus for the production of
samarium, europium, and ytterbium: a) Furnace, b) Heating element, c)
Stainless steel container, d) Water cooling, e) Vacuum, f) Baffle, g) RE me-
tal. h) Molybdenum condenser, i) Heat shield, j) Molybdenum crucible, k)
Pelletized reactants [Handbook of Extractive Metallurgy].
R2O
3 + nCo
3O
4 + (10–3n)Co + (4n+3)Ca 2RCo
5 + (4n – 3)CaO
The early uses of rare earth metals was to prepare the gas
mantles for lighting streets and as flint for cigarette lighters
(Figure 10). The most important uses of mischmetal or cerium
are metallurgical. The metallurgical importance of rare-earth
metals is based on reactions to form solids with oxygen, hydro-
gen, nitrogen, sulfur, arsenic, bismuth, and antimony, reducing
the effects of these elements on the properties of the metals.
Mischmetal is added as lumps, rods, or wire. The principal uses
for cerium compounds are as polishing agents and as a com-
ponent in glass. The rare earth metals and their compounds are
used in numerous areas of industry for a wide range of purpo-
ses. The most important of these include metallurgy, catalysts
in the chemical industry, coloring of glass and ceramics, the
production of magnets, and phosphors.
Gas mantle Street lit with gas mantle
Flint for generating a spark A cigarette lighter
Figure 10 - Early uses of rare earths
R.J. Callow, The Industrial Chemistry of the Lanthanons, Yttrium,
Thorium, and Uranium, Pergamon Press, Oxford 1967
C.K. Gupta, N. Krishnamurthy, Extractive Metallurgy of Rare Ear-
ths, CRC Press, Boca Raton, Florida 2005
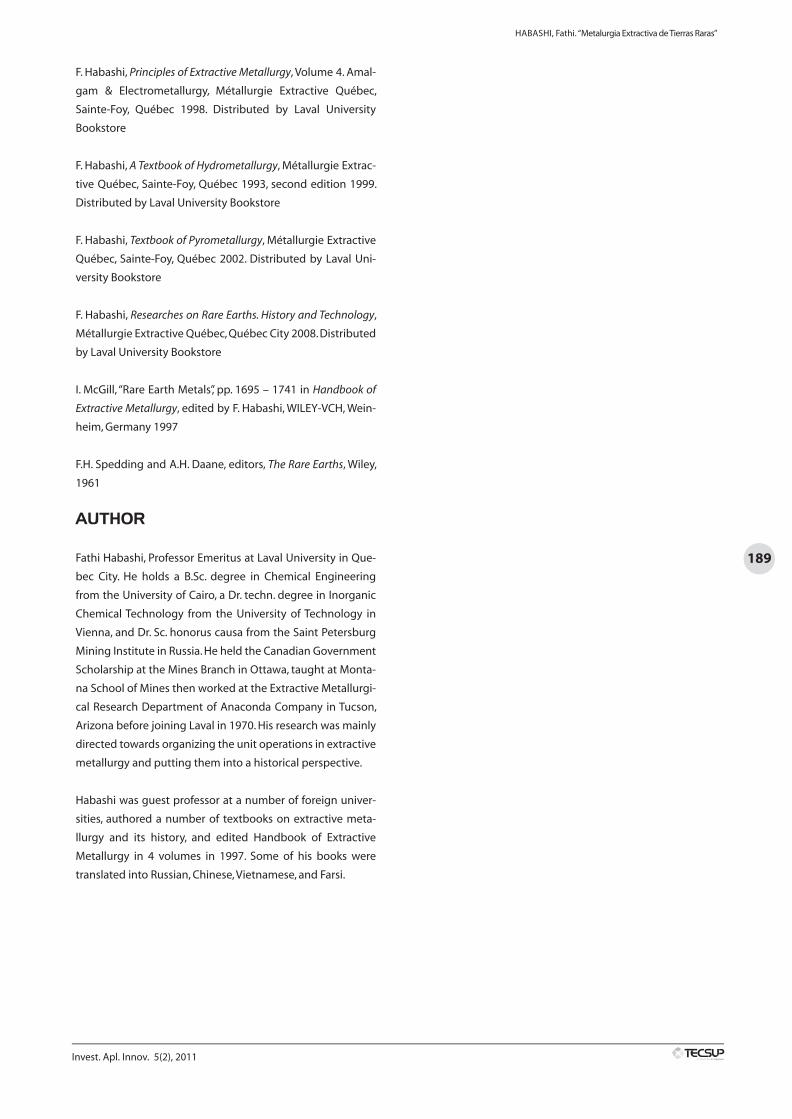
189
Invest. Apl. Innov. 5(2), 2011
HAbAsHI, Fathi. “Metalurgia Extractiva de Tierras Raras”
F. Habashi, Principles of Extractive Metallurgy, Volume 4. Amal-
gam & Electrometallurgy, Métallurgie Extractive Québec,
Sainte-Foy, Québec 1998. Distributed by Laval University
Bookstore
F. Habashi, A Textbook of Hydrometallurgy, Métallurgie Extrac-
tive Québec, Sainte-Foy, Québec 1993, second edition 1999.
Distributed by Laval University Bookstore
F. Habashi, Textbook of Pyrometallurgy, Métallurgie Extractive
Québec, Sainte-Foy, Québec 2002. Distributed by Laval Uni-
versity Bookstore
F. Habashi, Researches on Rare Earths. History and Technology,
Métallurgie Extractive Québec, Québec City 2008. Distributed
by Laval University Bookstore
I. McGill, “Rare Earth Metals”, pp. 1695 – 1741 in Handbook of
Extractive Metallurgy, edited by F. Habashi, WILEY-VCH, Wein-
heim, Germany 1997
F.H. Spedding and A.H. Daane, editors, The Rare Earths, Wiley,
1961
AUTHOR
Fathi Habashi, Professor Emeritus at Laval University in Que-
bec City. He holds a B.Sc. degree in Chemical Engineering
from the University of Cairo, a Dr. techn. degree in Inorganic
Chemical Technology from the University of Technology in
Vienna, and Dr. Sc. honorus causa from the Saint Petersburg
Mining Institute in Russia. He held the Canadian Government
Scholarship at the Mines Branch in Ottawa, taught at Monta-
na School of Mines then worked at the Extractive Metallurgi-
cal Research Department of Anaconda Company in Tucson,
Arizona before joining Laval in 1970. His research was mainly
directed towards organizing the unit operations in extractive
metallurgy and putting them into a historical perspective.
Habashi was guest professor at a number of foreign univer-
sities, authored a number of textbooks on extractive meta-
llurgy and its history, and edited Handbook of Extractive
Metallurgy in 4 volumes in 1997. Some of his books were
translated into Russian, Chinese, Vietnamese, and Farsi.
10. Metalurgia extractiva de tierras raras_Habashi.indd 189 2/13/12 6:08 PM

Lima: Av. Cascanueces 2221 Santa Anita. Lima 43, Perú
Publicación Semestral Tecsup se reserva todos los derechos legales de reproducción del contenido, sin embargo autoriza la reproducción total o parcial para fines didácticos, siempre y cuando se cite la fuente.
Compendio_2011B_pag finales.indd 190 2/13/12 6:08 PM
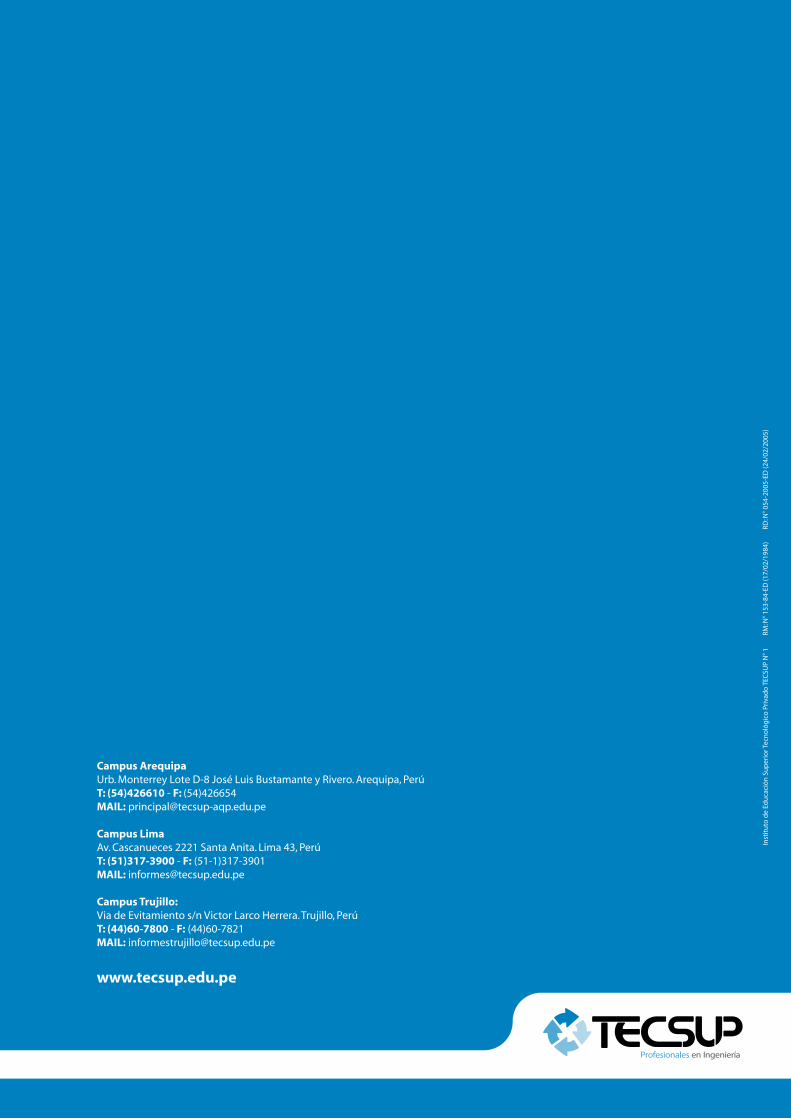
Campus ArequipaUrb. Monterrey Lote D-8 José Luis Bustamante y Rivero. Arequipa, PerúT: (54)426610 - F: (54)426654MAIL: [email protected]
Campus LimaAv. Cascanueces 2221 Santa Anita. Lima 43, PerúT: (51)317-3900 - F: (51-1)317-3901MAIL: [email protected]
Campus Trujillo:Via de Evitamiento s/n Victor Larco Herrera. Trujillo, PerúT: (44)60-7800 - F: (44)60-7821MAIL: [email protected]
www.tecsup.edu.pe
Inst
itu
to d
e Ed
uca
ció
n S
up
erio
r Tec
no
lóg
ico
Pri
vad
o T
ECSU
P N
° 1
R
M: N
° 153
-84-
ED (1
7/02
/198
4)
R
D: N
° 054
-200
5-ED
(24/
02/2
005)
93
Invest Apl Innov 3(2), 2009
VERA, Rafael. “Modelo de gestión del conocimiento”
Investigaciónaplicada einnovación
Volumen 5, N.o 2Segundo semestre, 2011 Lima, Perú
Editorial......................................................................................................................................................................
Diseño de Proyectos Industriales Operacionales.............................................. José Rojas
Análisis del Consumo de Energía Eléctrica en una Industria UsandoInteligencia Artificial........................................................................................................ Miguel Orellana
Guía para el Diseño de Programas de Desarrollo de Capacidades Humanasen Proyectos de Responsabilidad Social........................................................... Henry Gómez.
Estabilidad Transitoria del Modelo Dinámico de una Turbina Eólica deVelocidad Variable.....................................................................................................................Alberto Ríos
Estabilidad Transitoria de Parques Eólicos de Velocidad Variable............................................................................................................................................................................................Alberto Ríos
Aplicación de los Métodos Combinados en la Conservación del BlanquilloMoqueguano (durazno)...................................................................................................Ricardo Benites
Estudia y Simulación de las Configuraciones de Transformadores para elMejoramiento de la Calidad de Energía..................................................................... Oscar Peña
Método Alternativo para la Producción Directa............................................... Marco Polo
¿Cómo Evaluar el Logro de los Resultados del Estudiante?Caso: Tecsup – Perú........................................................................................................... Henry Gómez
Metalurgia Extractiva de Tierras Raras............................................................Fathi Habashi
ISSN 1996-7551
93
97
147
155
163
17 1
179
102
115
127
137
OT. 11536 / TECSUP - Investigación aplicada e Innovación / Lomo OK: 0,4 cm. papel couche mate 90 gr. 96 pp. / Medida: 42.4 x 29.7 cm. TIRA JBM mac-pro
cyan negro AZUL TECSUP