tres líneas significativas de pintura trÊs … · 2 iiirecurimientos...
TRANSCRIPT

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_20062
Tecnologías de las insTalaciones
Tres líneas significativas de pintura electrostática, para exigencias cualitativas y productivas especiales
TRÊS IMPORTANTES LINHAS DE PINTURA ELECTROSTÁTICA, COM EXIGÊNCIAS ESPECIAIS EM RELAÇÃO À QUALIDADE E PRODUÇÃO
Massimo V. Malavolti INTRODUCCIÓN
Los lectores ya conocen a Fimel, un impor-tante fabricante de instalaciones de pintura de Aguada da Cima (Águeda, Portugal). Leonel De Rocha e Silva (fig. 1), gerente de Fimel, junto con sus colaboradores técnicos y de re-laciones externas me acompañaron a visitar a tres usuarios industriales de sistemas de pintura que trabajan en Portugal, cada uno de ellos caracterizado por exigencias específicas y especiales, para los que el departamento de diseño del fabricante de instalaciones – junto con algunos socios de relevancia internacional– propuso soluciones especialmente intere- santes.Las tres empresas trabajan en el campo de la electricidad (Efapel), del electrodoméstico (Vulcano, grupo Bosh) y de las máquinas agrí-colas (Herculano). Son casos muy distintos entre sí. Destacan, en el orden en el que les
INTRODUÇÃO
Os leitores já conhecem a Fimel, uma impor-tante empresa na área de projectos e fabrica-ção de equipamentos completos para pintura (Águeda, Portugal). Leonel da Rocha e Silva (fig.1), junto aos seus colaboradores técnicos e aos colaboradores externos responsáveis pelos projectos, acompanharam-me durante uma visita a três diferentes clientes industriais, de sistemas de pintura que funcionam em Por-tugal. Cada um destes clientes está caracteri-zado por exigências específicas e particulares e em relação aos quais o departamento técni-co, deste grande produtor de equipamentos – em estrita colaboração, com os seus parceiros estratégicos, de importância internacional – tem proposto soluções bastante interessantes. Das três empresas referidas, a primeira traba-lha no sector eléctrico (Efapel), a segunda no sector dos termodomésticos (Vulcano, grupo
1 - Leonel da Rocha e Silva, ge-rente de Fimel.
1 - Leonel da Rocha e Silva, Ad-ministrador da Fimel.
VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 3
Tecnologiías dos equipamenTos
Bosch) e a terceira no sector das alfaias agrí-colas (Herculano, grupo Ferpinta). Tratam-se de três casos diferentes sendo estas empre-sas equipadas com soluções tecnologicamen-te avançadas, nomeadamente:o a gestão completamente automatizada e robotizada para pintura (líquida) de superfícies em material plástico, principalmente superfí-cies de pequenas dimensões (Efapel);o a gestão, também neste caso completa- mente automatizada, de um processo de pin-tura electrostática (em pó) de altíssima produ-tividade e elevada eficiência (Vulcano);o a gestão flexível dos ciclos de pré-trata-mento (químicos e físicos) e da pintura elec-trostática líquida, com tintas hidrossolúveis, de peças pesadas, com formatos e tamanhos bastante diferentes entre elas, para grandes componentes e máquinas do sector da agri-cultura (Herculano).Para os três diferentes desafios propostos por estes importantes clientes, tendo cada um de-les uma posição de destaque no próprio mer-cado, a Fimel encontrou soluções à medida.
EFAPEL UM SISTEMA COMPACTO E COMPLETAMENTE AUTOMÁTICO PARA A PROTECÇÃO DOS INTERRUPTORES ELÉCTRICOSCom um catálogo de quase 200 paginas, a Efapel é uma empresa especializada na pro- dução de componentes eléctricos para o sec-tor das telecomunicações (baixa voltagem), para o sector industrial, para os escritórios e para ambiente doméstico. A empresa possui um mercado internacional (os seus produtos estão certificados em Portugal e em outros pa-íses que exigem uma certificação especifica, como França, Alemanha, Holanda e Rússia) e actua com um sistema certificado (Iso 9001) para garantia da qualidade, com um sistema certificado (Iso 14001 e Emas) para garantia ambiental e, por fim, com um sistema tam- bém certificado (Ohsas 18001) para garantia da saúde e da segurança do trabalho.Além da parte técnica e funcional, os interrup- tores, os conectores e as tomadas eléctricas, possuem um conteúdo estético importante: não são mais simples instrumentos eléctricos e de ligação digital e analógico, eles são hoje em dia um elemento integrante do estilo e da decoração do ambiente doméstico (fig. 2) e do escritório.A série de formas, modelos e acabamentos é bastante ampla e extensa. No que diz respei-to aos materiais usados pela empresa Efapel,
hemos citado:o La gestión completamente automática y ro-botizada del proceso de pintura (en líquido) de superficies plásticas de piezas de pequeñas dimensiones.o La gestión, también en este caso comple- tamente automática, de un proceso de recu- brimiento en polvo de altísima productividad. o La gestión flexible de ciclos de pretratamiento (químicos y físicos) y de pintura para piezas de peso, forma y dimensiones muy diferentes entre sí, que son componentes de grandes máquinas para la agricultura.Para los tres desafíos planteados por los im-portantes usuarios visitados - cada uno de los cuales tiene una po- sición muy importante en su mercado correspondiente - Fimel ha encon-trado soluciones a medida.
EFAPEL UN SISTEMA COMPACTO Y COMPLETAMENTE AUTOMÁTICO PARA INTERRUPTORES ELÉCTRICOSCon un catálogo de casi 200 páginas, Efapel es una empresa especializada en la produc-ción de conexiones eléctri- cas y para las te-lecomunicaciones (bajo voltaje), industriales o para la oficina o la casa. Tiene un mercado in-ter- nacional (sus productos están certificados en Portugal y, dado que en estos países se requieren certificaciones específicas, también en Francia, Alemania, Holanda y Rusia), opera con un sistema certifi- cado de aseguramiento de la calidad (Iso 9001), con sistema de ges-tión medioambiental cer- tificado (Iso 14001 y Emas) y, por último, con un sistema certificado que asegura la gestión de la salud y seguri-dad en el trabajo, también certificado (OHSAS 18001).Además de su aspecto técnico y funcional, in- terruptores, conectores y enchufes tienen un contenido estético significativo: han pasado de ser simples herramientas de gestión de la electricidad e impulsos digitales y analógicos a ser, actualmente, un elemento integrante del estilo y decoración de la casa (fig. 2) y de la oficina. La gama de formas, modelos y aca-bados de Efapel es especialmente amplia y vasta. En lo que se refiere a los materiales uti-lizados para la parte estética de la producción Efapel, predominan los soportes plásticos.«Para pintar todos los componentes esté-ti- cos de la producción de nuestra empresa –nos explica Antonio Rodrigues, el ingeniero técnico de Efapel que nos acompañó durante la visita (fig. 3)- acordamos con Fimel que la instalación se gestionara fácilmente, de forma

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_20064
adecuada a nuestros ritmos de producción; automáticamente pero mantenendo grande flexiblilidad.El objetivo de funcionamiento óptimo es poder gestionar línea y proceso con un solo opera-dor».
«Hemos apostado por un futuro de completa automación (robotizada) del proceso de recu-brimiento – interviene el responsable de cali-dad de Fimel: ha seguido el desarrollo de la automación integrada de la línea que funciona en Efapel) – reduciendo la complejidad del sis-te- ma para no perjudicar la facilidad de uso y su flexibilidad: Efapel es un especialista en su campo de actividad y por consiguiente, la fase de pintura debe presentar pocos problemas, ritmos productivos adecuados y facilidad de intervención correctiva.Nuestros diseñadores -sigue Juvêncio Duar- te- han trabajado con la idea de ofrecer una línea compacta, robotizada, segura, gestiona- da tanto manual como automáticamente, pasoa paso o en continuo (fig. 4). La compacidad favorece la sencillez de gestión (de la línea;
em relação a parte estética da produção, pre-valecem os suportes em material plástico.«Para a pintura de todos os componentes estéticos da produção realizada pela nossa empresa – afirma António Rodrigues, o enge-nheiro técnico da Efapel que nos acompanhou durante a visita (fig. 3) - concordámos com a Fimel para que o equipamento tivesse um sis-tema de uso simples, adequado aos nossos ritmos de produção, automático, porém flexí-vel.O objectivo de bom funcionamento é poder ge-rir toda a linha de produção e o processo com um único operador».«Apostamos num futuro de completa automa-tização (robotizada) do processo de pintura – afirmou também o responsável pela qualidade da Fimel: ele acompanhou o desenvolvimen-to da automatização da linha de pintura da Efapel – reduzindo a complexidade do sistema para que este não estivesse comprometido na sua facilidade de uso e flexibilidade: A Efapel é uma empresa especializada na sua área, e portanto o processo de pintura apresenta pou-cos problemas, bem como ritmos de produção
2 – Algunas entre las de- cenas de las diferentes propuestas de Efapel para la casa, extraídas del ca- tálogo general.
2 – Algumas propostas entre as dezenas de so- luções para o ambiente doméstico, forne-cidas pela Efapel.
3 - Antonio Rodrigues, a la de-recha, con Leonel da Rocha e Silva.
3 – António Rodrigues, à direi-ta, junto a Leonel da Rocha y Silva.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 5
de cada uno de sus componentes; de los volú- menes de aire tratados; de los posibles cambios de color o de producto), la rapidez para volver a reconfigurar el ciclo (si se pasa-ra de un ciclo de mano única a uno bicapa, por ejemplo), la rapidez de las intervenciones correctoras en caso de necesidad. Y además, ocupa poco espacio (fig. 5).Está instalada en un ambiente cerrado, para evitar contaminaciones recíprocas con depar-tamentos contiguos. Está formada por:o Transportador invertido, con movimiento paso a paso o continuo de velocidad regulable (fig. 6).[Durante la visita se estaban regulando de
adequados e bastante facilidade para as acti-vidades de correcção e ajuste de parâmetros. Por isso, os nossos projectistas têm trabalha-do em torno da ideia chave de oferecer uma linha de pintura compacta, robotizada, segura, de fácil gestão, quer manualmente ou automa-ticamente, quer passo-a-passo quer de forma contínua (fig. 4).A compactação permite, uma gestão mais sim-ples (da linha de pintura, dos seus componen-tes, dos volumes de ar tratado, das eventuais alterações de cor ou de produto), uma grande velocidade em caso de uma nova configura-ção do ciclo (por exemplo, caso se passe de um ciclo com uma única demão para um ciclo
4 – El esquema de la instala-ción.
4 – O lay-out do equipamento.
5 – La instalación, muy com-pacta, está instalada en una zona cerrada, separada del departamento de producción adyacente.
5 – O equipamento, muito com-pacto, é instalado numa área fechada e separada em relação ao sector de produção mais próximo.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_20066
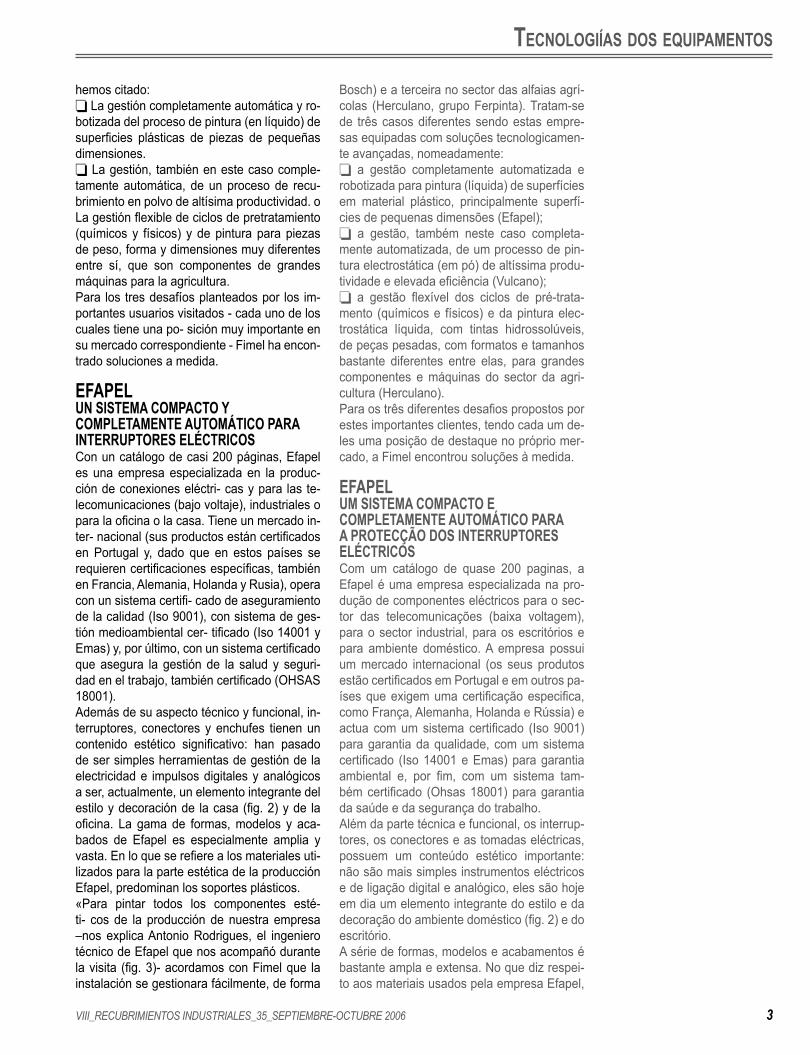
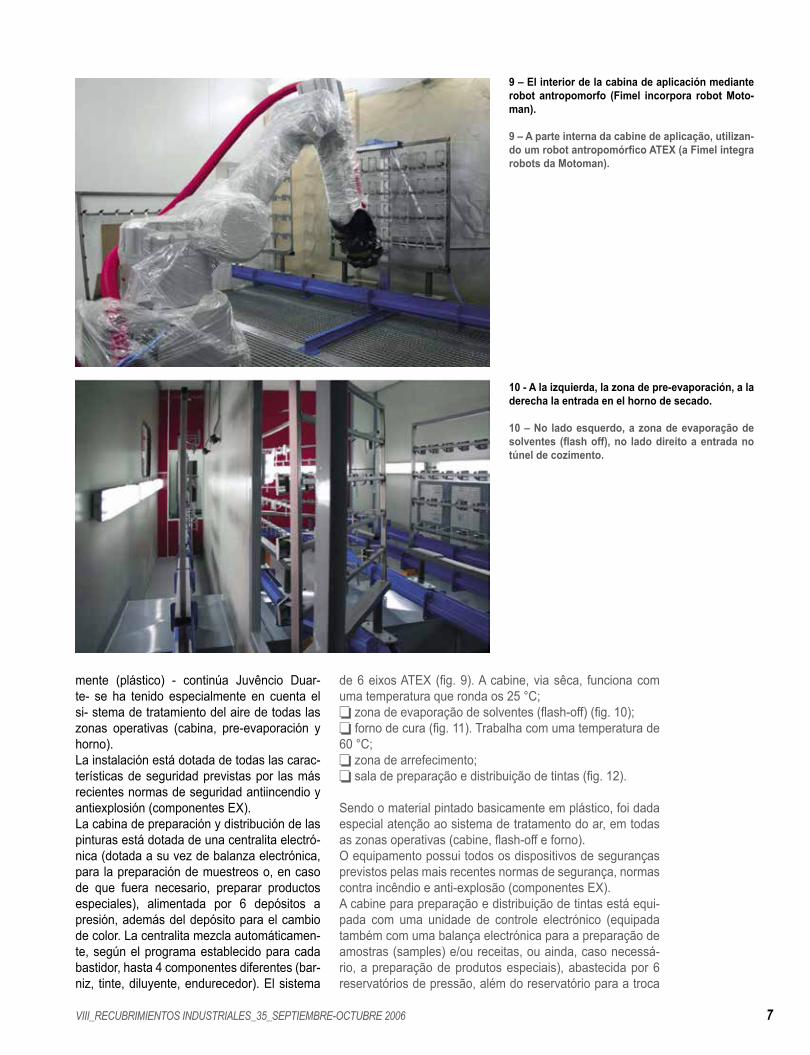
forma ajustada algunos programas de produc- ción. La velocidad promedio establecida era de 1,1 m/min].o Zona de carga y descarga (fig. 7).o Cabina de eliminación del polvo ionizado (fig. 8).o Cabina de aplicación mediante robot antro-pomorfo (fig. 9). La cabina, en seco, funciona a 25 ºC.o Zona de pre-evaporación (flash-off) y entra-da en el horno de curado (fig. 10).o Horno de curado (fig. 11). Trabaja a 60 ºC.o Zona de enfriamiento.o Cabina de preparación y distribución de las pinturas (fig. 12) Dado el material que se pinta predominante-
com várias camadas), uma velocidade de execução de acti-vidades correctivas, bastante alta.E, além de tudo, ocupa pouco espaço (fig. 5).A linha de pintura encontra-se instalada dentro um ambiente fechado, para poder evitar contaminações recíprocas com os outros sectores fabris mais próximos.A linha de pintura é composta por:o transportador ao solo, com movimento passo-a-passo ou contínuo e com velocidade ajustável (fig. 6).[Durante a visita assistimos ao ajuste fino de alguns progra-mas de produção; a velocidade média configurada era de 1,1 m/min, permitindo no entanto uma velocidade de trabalho até 7 m/minuto];o zona de carga e descarga (fig. 7);o zona de ionização fig. 8)o cabine de Aplicação, utilizando um robot antropomórfico
6 - Un detalle del transportador (Futura) dentro del horno. A la derecha se ven los filtros del circuito de impulsión del aire.
6 – Um detalhe do transporta-dor (Futura) dentro do túnel de cozimento. No lado direito podem ser vistos os filtros do circuito de recirculação de ar.
7 - La zona de preparación de los bastido-res porta piezas.
7 – A zona de preparação dos bastidores que seguram as peças.
8 – Entre la zona de carga y la cabina de aplicación las piezas pasan por una cabina de eliminación del polvo y neutralización eléctrica mediante aire ionizado.
8 – Entre a zona de carga e a cabine de apli-cação, as peças passam por uma zona de ionização.
VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 7
mente (plástico) - continúa Juvêncio Duar-te- se ha tenido especialmente en cuenta el si- stema de tratamiento del aire de todas las zonas operativas (cabina, pre-evaporación y horno).La instalación está dotada de todas las carac-terísticas de seguridad previstas por las más recientes normas de seguridad antiincendio y antiexplosión (componentes EX).La cabina de preparación y distribución de las pinturas está dotada de una centralita electró- nica (dotada a su vez de balanza electrónica, para la preparación de muestreos o, en caso de que fuera necesario, preparar productos especiales), alimentada por 6 depósitos a presión, además del depósito para el cambio de color. La centralita mezcla automáticamen-te, según el programa establecido para cada bastidor, hasta 4 componentes diferentes (bar-niz, tinte, diluyente, endurecedor). El sistema
de 6 eixos ATEX (fig. 9). A cabine, via sêca, funciona com uma temperatura que ronda os 25 °C;o zona de evaporação de solventes (flash-off) (fig. 10);o forno de cura (fig. 11). Trabalha com uma temperatura de 60 °C;o zona de arrefecimento;o sala de preparação e distribuição de tintas (fig. 12).
Sendo o material pintado basicamente em plástico, foi dada especial atenção ao sistema de tratamento do ar, em todas as zonas operativas (cabine, flash-off e forno).O equipamento possui todos os dispositivos de seguranças previstos pelas mais recentes normas de segurança, normas contra incêndio e anti-explosão (componentes EX).A cabine para preparação e distribuição de tintas está equi-pada com uma unidade de controle electrónico (equipada também com uma balança electrónica para a preparação de amostras (samples) e/ou receitas, ou ainda, caso necessá-rio, a preparação de produtos especiais), abastecida por 6 reservatórios de pressão, além do reservatório para a troca
9 – El interior de la cabina de aplicación mediante robot antropomorfo (Fimel incorpora robot Moto-man).
9 – A parte interna da cabine de aplicação, utilizan-do um robot antropomórfico ATEX (a Fimel integra robots da Motoman).
10 - A la izquierda, la zona de pre-evaporación, a la derecha la entrada en el horno de secado.
10 – No lado esquerdo, a zona de evaporação de solventes (flash off), no lado direito a entrada no túnel de cozimento.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_20068
12 - La cabina de preparación y distribución de las pinturas. A la derecha, se ve la mezcladora automá-tica (Easykey Graco), que mezcla automáticamente hasta 4 componentes. Lleva una balanza de precisión para la preparación de muestreos.
12 – A sala de preparação e distribuição de tintas. No lado direito pode ser visto o misturador automático (Easykey Graco), que mistura automaticamente até 4 componentes. Completo com uma balança de preci-são, para a preparação das amostras e/ou receitas.
13 – La pantalla gráfica táctil, que permite gestionar todos los parámetros de funcionamiento de la insta-lación.
13 – A consola gráfica touch-screen, que permite a gestão de todos os parâmetros de funcionamento do equipamento.
14 - Un detalle de la fase de aplicación robotizada.
14 – Um detalhe da fase de aplicação robotizada.
11 – El interior del horno. El aire, tratado y calentado para tener una temperatura constante de 60 ºC, se pone en circulación en el horno mediante 1 punto de entrada y 2 puntos de extracción, filtrados.
11 – O volume interno do túnel de cura é recirculado, tratado e aquecido, para poder manter uma temperatura constante de 60° c. O circuito de recirculação é estabelecido através de 1 entrada e 2 saídas filtradas, com extracção/renova-ção controladas, de forma a manter dentro de limites apertados as concentra-ções e nível de oxigénio.
VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 9
de gestión efectúa, cuando sea necesario, el cambio automático de color.Un pantalla gráfica táctil (fig. 13) consiente la interfaz entre el sistema de gestión de la insta-lación y el operador.La instalación puede funcionar en tres mo-dalidades diferentes. Manual paso a paso; automático paso a paso; automático en con-tinuo. Con la pantalla se establecen todos los programas de trabajo, se accede a todos los servicios y se ven las alarmas que surgieran. El sistema está conectado continuamente con el departamento de asistencia de Fimel, de forma que se garantiza siempre la máxima ra-pidez de la intervención. Para la programación del robot –o para las intervenciones de op- ti-mización en programas ya desarrollados– se utiliza una interfaz específica portátil que facili-ta el trabajo del operador (visualiza inmediata-mente las intervenciones mirando directamen-te los robots en acción, fig. 14)».
«La completa automación de la gestión de los diferentes parámetros de la instalación y de la fase de aplicación –interviene Antonio Ro-drigues– son elementos fundamentales para obtener la máxima productividad del proceso, aun garantizando una gran flexibilidad de uso de la línea. La compacidad y sencillez de la lí-nea, permite rápidas intervenciones, inmedia-tamente operativas. Además, la línea se utiliza siempre de manera óptima, independiente-mente del tipo de ciclo, ya sea de mano única como para multiestratos».
VULCANO ALTA CAPACIDAD PRODUCTIVA Y FIABILIDAD TOTAL PARA LAS CALDERAS DE GASVulcano forma parte de la multinacional del electrodoméstico Bosch. La gran planta por- tuguesa está en Aveiro, ocupa unos 30.000 m² cubiertos y produce calentadores y calde- ras de gas. Es líder europeo en el sector, con una capacidad productiva, calculada con dos turnos de producción, de 1.080.000 calentado-res/año y 110.000 calderas/año. La planta está organizada según los esquemas, certificados, que aseguran la calidad (Iso 9001), la mejor gestión medioambiental (Iso 14001 y Emas) y la seguridad (al final de 2005, el índice de fre-cuencia de accidentes en el trabajo en la plan-ta quedó significa- tivamente por debajo de la media del grupo Bosch). En definitiva, es una empresa modelo del grupo, gracias al tesón y a la capacidad de motivación de João Paulo Oliveira, el administrador industrial de la em-
de cor. A unidade de controlo mistura automaticamente, conforme a configuração do pro- grama de cada receita, até 4 componentes diferentes (tinta, cor, diluente, endu-recedor). O sistema de gestão realiza, quando necessá-rio, a troca automática da cor.A interface entre o sistema de gestão do equi-pamento e o operador é realizada através da consola gráfica touch--screen (fig. 13).O equipamento pode funcionar em três diferentes modos. Manual passo-a-passo; automático passo-a-passo; auto-mático em contínuo.Através da consola é possível configurar todos os pro-gramas de trabalho, aceder a todos os utilizadores, visu-alizar os eventuais alarmes. O sistema está conectado constantemente com o departamento de assistência da Fimel, para garantir sempre a máxima eficiência caso seja necessário.Para programação do robot, ou para as operações de optimização nos programas já desenvolvidos, é usado um interface específico móvel que facilita o trabalho do operador (visualiza imediatamente as operações, visua- lizando directamente o robot em acção, fig. 14)».
«A automação completa da gestão dos diferentes parâ-metros do equipamento, e da fase de aplicação - afirmou António Rodrigues - são elementos fundamentais para obter a máxima produtividade do processo, mesmo ga-rantindo uma grande flexibilidade no uso do equipamen-to.A compactação e a simplicidade do equipamento, per-mite realizar operações rápidas e que se tornam imedia-tamente operativas; o equipamento também é utilizado sempre de forma ideal, independente do tipo de ciclo, seja este com uma única demão ou multicamada».
VULCANO GRANDE CAPACIDADE DE PRODUÇÃO E TOTAL SEGURANÇA DE FUNCIONAMENTO PARA AS CALDEIRAS A GÁS E ESQUENTADORESA empresa Vulcano é parte integrante da multinacional Bosch no sector dos termodomésticos.A grande fábrica portuguesa está sediada em Aveiro e ocupa uma superfície de aproximadamente 30.000 m2 cobertos, produz esquentadores e caldeiras a gás.A empresa é líder na Europa neste sector e possui uma capacidade de produção de 1.080.000 esquentadores por ano e 110.000 caldeiras por ano, calculada em dois turnos de produção.A fábrica está organizada conforme os stan- dards de garantia de qualidade (Iso 9001), de garantia de gestão ambiental ideal (Iso 14001 e Emas) e garantia de segu-rança (no final do ano de 2005 o índice de frequência de acidentes de trabalho dentro da fábrica, foi bem abai-xo da média do grupo Bosch). Resumindo, trata-se da empresa modelo do grupo, graças ao comprometimento e à capacidade de motivação de João Paulo Oliveira, o administrador industrial da empresa que conhe- cemos

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200610
presa, que cono- cimos durante nuestra visita (fig. 15).João Paulo Oliveira ha apostado por las apti-tudes portuguesas también bajo el perfil tec- nológico: naturalmente, la propuesta de Fimel para la instalación de recubrimiento se com- paró con los competidores internacionales desde el punto de vista técnico, económico y de la fiabilidad.«La solución propuesta y la instalación monta- da por Fimel -nos dice- resultaron ser un éxito.
durante nossa visita (fig. 15).João Paulo Oliveira apostou nas capacidades da indústria portuguesa também em relação ao lado tecnológico: obviamente a proposta da Fimel relativa ao equipamento de pintura foi comparada e colocada em concorrência com os competidores internacionais, considerando o perfil técnico, económico e de fiabilidade.«A solução proposta e o equipamento instala-do pela Fimel revelaramse vencedores. Após 2 anos de funcionamento ininterrupto (a linha
15 – De izquierda a derecha, João Paulo Olivei-ra (administrador de Vulcano); Leonel Da Rocha e Silva (administrador de Fimel); Danilo O. Mala-volti (presidente Anver, la asociación italiana de la pintura industrial); Manuel Rodrigues Neto (di-rector de tecnologías de Vulcano); Raúl Marques (responsable de marketing
15 – A partir da esquerda, João Paulo Oliveira (ad-ministrador da Vulcano); Leonel Da Rocha e Silva (administrador da Fimel); Danilo O. Malavolti (pre-sidente da Anver, a associação italiana de pintura industrial); Manuel Rodrigues Neto (director da engenharia da Vulcano); Raúl Marques (Respon-sável de marketing da Fimel).
16 – El esquema de la instala-ción de pretratamiento y recu-brimiento con polvo instalado en Vulcano.
16 – O lay-out do equipamento de pré-tratamento, secagem, pintura e polimerização em pó, instalado na empresa Vulcano.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 11
Después de más de 2 años de funcionamiento ininterrumpido (la línea trabaja 22,5 h/día, el resto del tiempo se dedica al mantenimiento), el proyecto ha resultado ser excelente, la ins-tala- ción muy compacta y de alta productivi-dad: completamente automática, recubre un promedio de 21.000 piezas al día (fig. 16)».
Vimos la línea en funcionamiento (fig. 17) con Manuel Rodrigues Neto y Rui Rodrigues (di-rector de las tecno- logías y responsable de la línea de recubrimiento de Vulcano, respecti- vamente).
«Gestionada con un supervisor completo de mando y control –nos explica Rui Rodríguez– a través de la pantalla táctil, el responsable de la línea monitoriza y puede intervenir en cada parámetro (temperaturas, motores, ventilado-res, quemadores, velocidad de la línea). En la línea hay colgados 275 bastidores, conce-bidos para cargar 2 piezas cada vez, en las 4 dimensiones diferentes que caracterizan la producción de Vulcano».
Durante nuestra visita, la instalación estaba regulada a la velocidad de 3,15 m/min. La ve- locidad máxima posible es de 8 m/min.
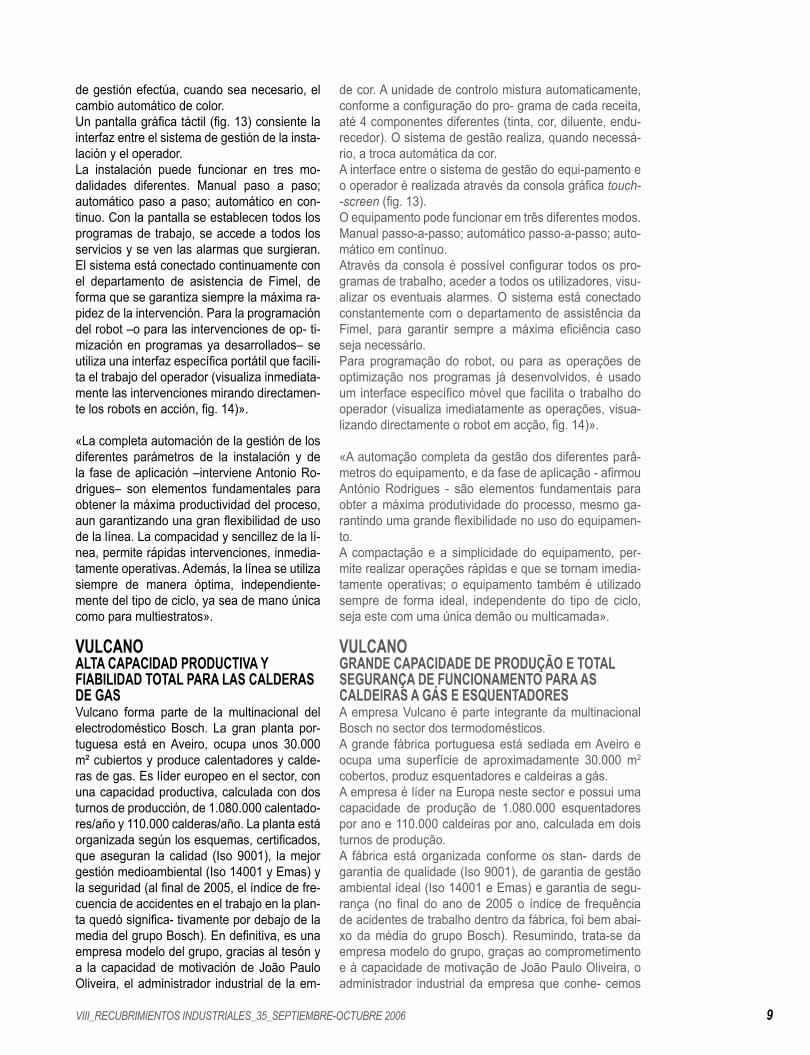
«El pretratamiento, con fase de conversión al fosfato de zinc –continúa Rui Rodrigues– se concluye con un lavado desmineralizado (figu-ras 18 y 19). El horno de secado se calienta con un que- mador en vena de aire. Las tem-peraturas de los baños activos y del horno es-tán controladas mediante pirómetros conecta-dos a un gestor de supervisión.El sistema de aplicación del polvo –actualmen-te el color predominante es el blanco– está si-
de produção trabalha 22,5 horas por dia, o restante do tempo é usado para realização da manutenção), o projecto revelou-se óptimo, o equipamento é muito compacto e de alta pro-dutividade: completamente automático, pinta em média 21.000 peças por dia (fig. 16)». Junto a Manuel Rodrigues Neto e a Rui Ro-drigues (respectivamente o director da enge-nharia e o responsável da pintura na empresa Vulcano) vimos a linha de produção em funcio-namento (fig. 17).«A linha de produção é gerida por uma unida-de completa de comando e controlo – expli-ca-nos Rui Rodrigues, o responsável da linha - que através do PC Industrial touch-screen, se monitoriza e ajusta cada parâmetro (tem- peraturas, motores, ventiladores, queimado-res, velocidades da linha de pintura). A linha de pintura possui 275 pendurais utilizados para carregar 2 peças de cada vez e com 4 diferentes dimensões, que caracterizam a pro-dução da Vulcano». Durante a nossa visita, o equipamento estava regulado com uma velo-cidade de 3,15 m/min. A velocidade máxima alcançável é de 8 m/min.«O pré-tratamento, inclusive com a fase de desengraxe e fosfatação amorfa (fosfatos de ferro) - continua afirmando Rui Rodrigues - ter-mina com uma lavagem desmineralizada (fig. 18 e 19).O túnel de secagem de humidades é aquecido através de 3 queimadores com permutador de calor.As temperaturas dos banhos de tratamento de superfície, do túnel de secagem e do túnel de polimerização, são controladas através de controladores de temperatura e processo, co-nectados à gestão in- tegrada de toda a linha
17 - Rui Rodrigues a la izquierda, cerca del arma-rio del sistema de supervisión de la línea de recu-brimiento. Con él, Leonel da Rocha y Silva y Raúl Marques (Fimel).
17 – Rui Rodrigues, no lado esquerdo, perto do quadro do sistema de supervisão e controlo da linha de pintura. Junto a ele, Leonel da Rocha e Silva e Raúl Marques (Fimel).
VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200612
18 - La parte final del túnel de pretratamiento, de acero inoxidable, a la altura del último lavado desmineralizado. Nótese el peculiar sistema de enganche de las piezas.
18 – A zona final do túnel de pré-tratamento em aço inox, no seguimento última lavagem. Notar também o sistema particular para suspensão das peças.
19 – El desmineralizador
19 – O grupo desmineralizador
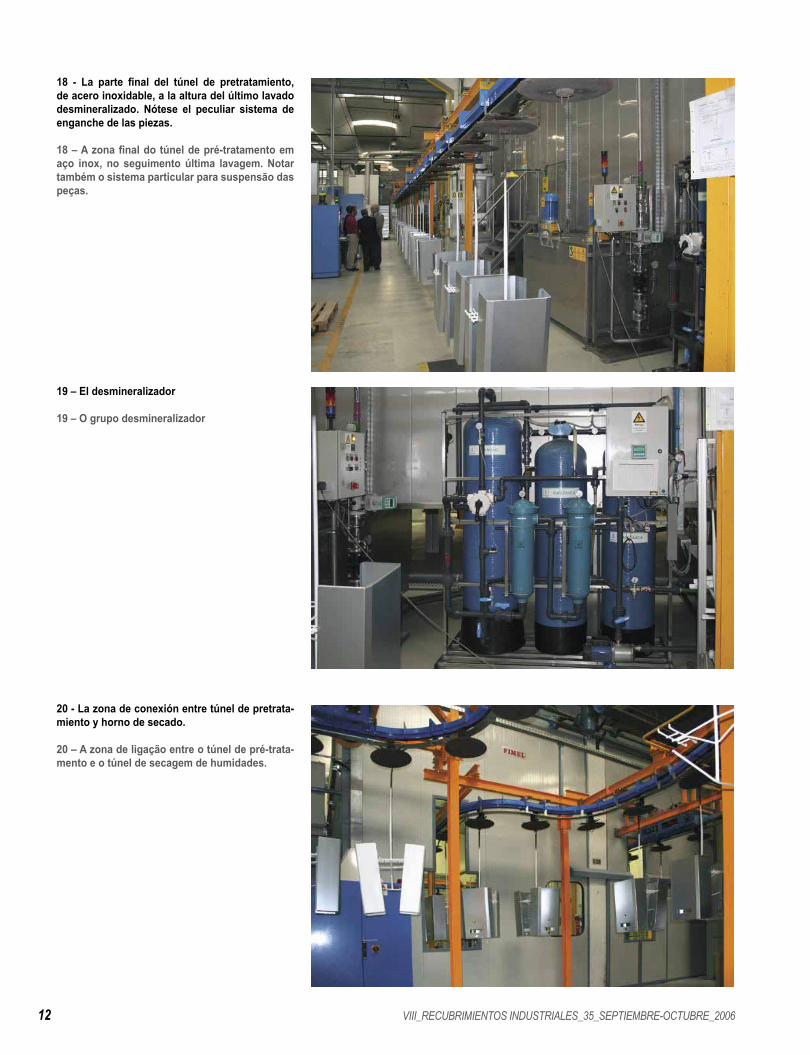
20 - La zona de conexión entre túnel de pretrata-miento y horno de secado.
20 – A zona de ligação entre o túnel de pré-trata-mento e o túnel de secagem de humidades.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 13
tuado dentro de un box cerrado presurizado y climatizado con el fin de obtener un ambiente perfectamente constante y equilibrado, para obtener la mejor calidad posible de los produc-tos aplicados y de forma constante e indepen-diente de las condiciones exteriores (fig. 20). La cabina automática (Wagner Itep, fig. 21), de material polimérico, de recuperación integral
de pintura».
Todo o sistema de aplicação de tinta em pó, actualmente a cor predominante é o branco, está colocado no interior de uma casa metáli-ca pressurizada e climatizada, com o objectivo de obter um ambiente perfeitamente constante e balanceado para poder conseguir a melhor
22 - Un detalle del ciclón de separación y recuperación del polvo.
22 – Um detalhe do ciclone de separação e a recuperação da tinta em pó.
23 – El filtro absoluto final.
23 – O filtro final
21 - La cabina de aplicación del polvo (Wagner Itep).
21 – A cabine de pintura de troca de cor rápida (Supercube® Wagner Itep).

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200614
mediante ciclón (fig. 22) y filtro final (fig. 23), está servida por una central de polvo (fig. 24) y dos reciprocadores por cada lado (fig. 25), cada uno de los cuales está equipado con 3 pistolas de corona, súper-regulables (fig. 26). El mantenimiento de la cabina es muy fácil y muy rápido, teniendo en cuenta además que se aplica sobre todo polvo blanco (fig. 27).El horno de polimerización de aire caliente (con grupo de calentamiento indirecto, que
qualidade alcançável dos produtos aplicados, de forma constante e independente das condi-ções externas (fig. 20)A cabine automática (Wagner Itep, fig. 21), feita em material plástico, com recuperação integral através de ciclone (fig. 22) e filtro final (fig. 23), é abastecida por um sistema Big-Bag central y centro de distribução (fig. 24) e por dois reciprocadores automáticos de cada lado
24 – El centro de distribución del polvo.
24 – O centro de distribuição da tinta em pó (Powder Center – Wagner Itep®).
25 – La aplicación es automática, mediante recipro-cadores.
25 – A aplicação é realizada de forma automática através de 4 reciprocadores verticais.
26 – El cuadro de mando y re-gulación de las pistolas.
26 – O painel de comando e re-gulação das pistolas.
27 – El interior de la cabina durante la aplicación.
27 – A parte interna da cabine durante a aplicação.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 15
permite tener un control preciso y en conti-nuo de las temperaturas) está precedido de un tramo de gelificación mediante batería IR (fig. 28). También en este caso las tempera-turas se controlan con precisión mediante un supervisor central. Naturalmente, también el transportador y los motores están monitoriza-dos en continuo: deben garantizar que nunca se pararán».
«Además de los contro- les efectuados en lí-nea por el personal de man- tenimiento de Vulcano –interviene Leonel da Rocha e Silva– el sistema diagnóstico está interconectado de modo remoto con nuestra oficina técnica, para
(fig. 25), cada um dos quais, equipado com três pistolas corona, super ajustáveis (fig. 26).A manutenção da cabine é fácil e muito rápida, considerando também que são aplicadas em prevalência partículas brancas (fig. 27).O túnel de polimerização de ar quente é equipado com três grupos de aquecimento indirecto que permitem ter um ajuste fino e con- tínuo das temperaturas. Na entrada des-te túnel encontra-se instalado um módulo de painéis catalíticos infravermelhos a gás (IR), com o objectivo de gelificar a tinta em pó (fig. 28) Também neste caso as temperaturas são controladas com precisão através da unidade de controlo central. Obviamente, também o
28 – La entrada en el horno. El tramo IR permite gelificar rápi-damente el polvo aplicado. Permite una gran flexibilidad de las velocidades de proceso y consintió compactar más la línea de recubrimiento.
28 – A entrada do túnel de polimerização. O módulo IR permite gelificar de forma rápida as partículas aplicadas. Permite uma grande flexibilidade nas velocidades do processo e permitiu com-pactar mais ainda a linha de pintura.
29 – La instalación desde la zona de descarga. Se ve la par-te de fuera del horno de poli-merización final en U.
29 – O equipamento na zona de saída. Pode-se ver a parte ex-terna do forno em forma de U, relativa à polimerização final.
VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200616
permitirnos la máxima rapidez en la interven- ción en caso de que se verifiquen anomalías».
«La instalación –prosigue Rui Rodrigues– sus-tituye a una instalación anterior de arquitectu-ra compleja: como el espacio a disposición es muy limitado, el sistema preveía hornos super-puestos, lo que complicaba las operaciones de mantenimiento. La línea diseñada por Fimel, en cambio, es planar, muy compacta, de ges-tión y mantenimiento sencil- los, todos ellos elementos esenciales para las exigencias de productividad y continuidad de los resultados típicos de nuestra empresa (fig. 29)».
HERCULANO GRAN FLEXIBILIDAD DE CICLO Y DE TRANSPORTE PARA PIEZAS DE GRANDES DIMENSIONES Y PESOEl caso de Herculano, importante fabricante de máquinas agrícolas, se analizará detalla- damente después de haber realizado otra vi-sita al final de las operaciones de montaje y puesta en marcha de la instalación. Aquí nos limitaremos a explicar las principales caracte- rísticas de la instalación de pretratamiento y pintura (en líquido) ideado y fabricado por Fi-mel (fig. 30), según lo indicado por Pedro Ca-rreto (fig. 31), responsable de Herculano que su- pervisa la gestión de la producción:«La línea sustituye a una antigua línea ma- nual anterior, que ya estaba saturada y era in-suficiente para poder absorber el crecimiento productivo y cualitativo de nuestra empresa. En resumen, éstos son los objetivos sobre los que trabajaron el diseñador y fabricante de la instalación para la realización de la nueva lí-nea:o Permite pintar piezas de conformación, dimensiones y pesos extremadamente varia-bles. Cada bastidor lleva hasta 2.000 kg (fig. 32).o Resuelve automáticamente la gestión de la complejidad logística de piezas diferentes, incluso muy pesadas, destinadas a procesos diferentes: algunos de ben granallarse (fig. 33), otros deben pretratarse químicamente y secarse (figuras 34 y 35), an- tes de pasar a la cabina de pintura. Además, en vista de la gran di- ferencia de las piezas, también los tiempos de aplicación son diferentes. El sis-tema bicarril (Power&Free), dotado de alma-cenamientos aéreos en las áreas estratégicas para ab sorber y homogeneizar las diferentes veloci- dades de ejecución (son 28 las distin-tas estaciones de bloqueo) permite una ges-tión automática inteligente de los recursos de
transportador e os motores são monitorizados continuamente: para assegurar que nunca pa-rem».
«Além dos controles realizados na linha de pintura pelos encarregados da manutenção da empresa Vulcano – acrescenta Leonel da Rocha e Silva – o sistema de manutenção e diagnóstico está interligado remotamente com o nosso departamento técnico, para nos per- mitir realizar acções de manutenção com a máxima rapidez em caso de anomalias».
«O equipamento - continua Rui Rodrigues - substituiu um equipamento anterior que apresentava uma estrutura mais complexa: o sistema previa fornos sobrepostos e, como o espaço à disposição é muito limitado, este fac-tor complicava as operações de manutenção.A linha de pintura da Fimel, ao contrário, é pla-na, muito compacta, de fácil gestão e manu- tenção, características que se tornam essen- ciais para as exigências de produtividade e continuidade dos resultados, factores típicos e fundamentais da nossa empresa (fig. 29)».
HERCULANO GRANDE FLEXIBILIDADE NO CICLO E NO TRANSPORTE PARA PEÇAS DE GRANDE TAMANHO E PESOO caso da empresa Herculano, um importante produtor de equipamentos no sector da agri-cultura, será analisado detalhadamente após a realização de outra visita na conclusão das operações de montagem e arranque do equi-pamento.Neste momento limitámo-nos a fornecer as principais características do equipamento de pré-tratamento e pintu- ra (líquida), projecta-do e fabricado pela Fimel (fig. 30), conforme o que nos indicou Pedro Carreto (fig. 31), o responsável da empresa Herculano que su-pervisiona a gestão da produção:«A linha de produção substituiu uma outra anterior de funcionamento manual que já es-tava saturada e insu- ficiente para absorver o crescimento produtivo e qualitativo da nossa empresa. Resumindo, esses são os objectivos em volta dos quais trabalharam os projectistas do fabricante do equipamento, para poder rea-lizar a nova linha de pintura:o permite a pintura de peças com formato, dimensão e peso extremamente variáveis. Cada barra porta-peças suporta até 2000 kg (fig. 32);o efectua automaticamente a gestão da com-plexidade logística de peças diferentes, mes-

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 17
30 – El esquema de la instala-ción de pretratamiento (quími-co y mecánico) y pintura (en lí-quido) instalado en Herculano.
30 - O lay-out do equipamento de pré-tratamento (químico e mecânico) e pintura líquida, instalado na empresa Hercula-no.
31 – De izquierda a derecha, Pedro Cerreto (Herculano) con Leonel da Rocha e Sil-va, Danilo O. Malavolti y un colaborador de Fimel.
31 – A partir do lado esquer-do, Pedro Carreto (Hercula-no) junto a Leonel da Rocha e Silva, Danilo O. Malavolti e um colaborador da Fimel.
32 – El sistema bicarril, dotado de elevador, per-mite sostener hasta 2.000 kg por bastidor (Fimel trabaja con Futura Trasportatori).
32 – O sistema Power & Free, equipado com esta-ção de carga, permite peças até 2000 kg por cada barra (a Fimel tem como parceiro estratégico a Fu-tura Convogliatori Aeri).

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200618
33 - La granalladora pasante, durante las operacio-nes de puesta en marcha.
33 – O equipamento de granalha contínua durante as operações.
34 – La entrada de la amplia cabina para el trata-miento químico.
34 – La salida del horno de secado al servicio del pretratamiento.
35 – A entrada da ampla cabine para o pré-trata-mento químico.
35 – A saída do túnel de secagem de humidades usado no pré-tratamento.
36 – Desde arriba, se puede valorizar una parte de la “red” de gestión logística de la instalación consentida por el transporta-dor bicarril (Power & Free) de Futura.
36 – Do lado de cima é possível avaliar uma parte da “rede” de gestão logística do equipamento, permitida pelo transpor-tador bicarril (Power & Free) da empresa Futura.

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 19
mo muito pesadas e destinadas a processos diversos: algumas peças precisam de ser granalhadas (fig. 33), outras devem ser prétratadas (desengorduramento e fos-fatação amorfa manual) e secas (fig. 34 e 35), antes de passar pela cabine de pintura.Além disso, em função da grande diferença das peças pintadas, os tempos de pinturas são também diferentes;o o sistema de bicarril (Power & Free), está equipado com pulmões de acumulação aéreos, nos sectores es-tratégicos da linha, para ab- sorver e homogeneizar as diferentes velocidades de execução (as estações de bloqueio são 28); permite a correcta gestão automática e inteligente dos recursos do equipamento (fig. 36). o A cabine (via seca, pressurizada e climatizada) encontra-se depois do túnel de secagem de humidades, que permite o uso de diversos sistemas de pintura, entre outros, os sistemas baseados em água (fig. 37);o o túnel de cura (fig. 38) utiliza sistema de aquecimen-to por queima directa, de alto rendimento, e acumulação transversal, para que possa ser optimizado o espaço em
37 - La cabina de pintura presurizada, conectada al horno mediante un túnel de pre-evaporación largo, apto para la aplicación de una gran variedad de ci-clos de pintura, entre ellos, los base agua.
37 – A cabine de pintura a sêco, pressurizada e conectada ao forno através de um túnel comprido para evaporação, apto para aplicação de uma gran-de variedade de ciclos de pintura, entre outros, aqueles à base de água. A Fimel tem como parceiro estratégico a Cabinas Lagos.
38 – El horno de curado final, de almacenamiento transversal de los bastidores.
38 – O forno de cura final, com acumulação trans-versal das barras porta peças.
la instalación (fig. 36).La cabina de pintura (en seco, presurizada y climatizada), va segui- da de un túnel de pre- evaporación largo que permite el empleo de diferentes sistemas de pintura, entre ellos los base agua (fig. 37).El horno (fig. 38) con calentamiento en vena de aire es de almacenamiento transversal, para que se optimice el espacio en relación con las exigencias de secado de los ciclos de pintura.En definitiva, conside- ramos que podemos contar con una solución flexible y muy produc- tiva, capaz de mejorar sensiblemente tanto el aspecto cualitativo de nuestra producción como el de la gestión del flujo de proceso. Además, la nueva instalación permite mejo- rar drásticamente las condiciones de trabajo de los pintores y deja abierta la posibilidad deañadir ciclos de bajisimo impacto ambiental

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE_200620
que, para una empresa que ocupa la posición de líder de su sector, es un elemento esencial. Para la confirmación de las expectativas, os esperamos tras la definitiva puesta en marcha de la instalación».
� Marcar 1 en la tarjeta de información
relação às exigências de secagem dos ciclos de pintura.Resumindo, achamos que podemos contar com uma solução flexível e muito produtiva, capaz de melhorar sensivelmente o aspecto qualitativo da nossa produção, bem como toda a gestão do fluxo do processo.Além disso, o novo equipamento permite me-lhorar drasticamente as condições de trabalho dos funcionários encarregues pela pintura, além de permitir também a possibilidade de in-tegrar ciclos de baixíssimo impacto am- bien-tal, que para uma empresa que ocupa a posi-ção de líder nacional do próprio sector é um elemento essencial. Para a confirmação das expectativas, esperamos por vocês depois do arranque e entrega definitiva do equipamen-to».
� Marcar 1 no cartão as informações

VIII_RECUBRIMIENTOS INDUSTRIALES_35_SEPTIEMBRE-OCTUBRE 2006 21