trabajo práctico final técnicas de producción 1...
TRANSCRIPT

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
1
Trabajo Práctico Final
Técnicas de Producción 1
Índice:
El Denim: Origen……………………………………………………………2
La moda del Jean……………………………………………………………3
Características Técnicas………………………………………………….5
Materia Prima: Algodón………………………………………………….6
Procesos de Obtención……………………………………………………6
Del Algodón al Denim……………………………………………………..7
Proceso general de la Producción……………………………………7
Tipos de Terminación……………………………………………………..11
Texturas del Denim…………………………………………………………14
Informe del trabajo en Denim…………………………………………16
Conclusión………………………………………………………………………23
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
2
Trabajo Practico Final
Técnicas de Producción 1
Profesor: Hugo C. Enciso
Denim
Origen:
El Denim es un tejido de algodón asargado; que fue remontado a mediados del 1500, el
cual era empleado para la confección de ropa de trabajo.
Aunque en diversos estudios se cree que el mismo surgió en Europa. Pero se encuentra en
la ciudad francesa de Nimes, en un centro de industria textil basado en algodón, donde se
nombra al denim o tejido de Nimes.
Allí se deriva el nombre del tejido; algunos historiadores han dicho que se trata de la
adaptación al inglés del nombre. Dicha tela era conocida como “Serge de Nimes”: Serge,
en español, es sarga; “de Nimes” declararon Denim.
En mediados de 1500 (aproximadamente en 1567), el jean era conocido también como
“Tafetán de Génova”: genos que refiere a “pantalón robusto de trabajo”. Ya que en sus
inicios era utilizado para las velas de los barcos, toldos, lonas y la prenda de los marineros
(resultaban muy duraderos y resistentes).
En el siglo XlX, 1853 Tras la fiebre del Oro, millones de inmigrantes llegaban a EEUU, en
busca de una tierra llena de esperanza y promesas de una vida mejor. La promesa se hizo
real y se necesitaban trabajadores fuertes y una indumentaria de trabajo (barata y
resistente). Levi Strauss, se instalaba con una pequeña tienda, donde ofrecia lonas y
toldos para tiendas y carretas, junto a su cuñado David Stern. En San Francisco.
Luego, tras la ayuda de un minero, se diseña el primer pantalón, overol, de color marrón
con tiradores y sin bolsillos traseros.
Lo que tuvo una gran aceptación por los mineros, agricultores, obreros ferroviarios y los
vaqueros. Entre los años 1855 y 56.
Anteriormente, en el año 1850, se funda la primera fábrica.
En 1860, al tener tanta producción, se importa de nueva york, una nueva tela azul teñida
con añil. El color índigo, proveniente de un colorante natural de la India.
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
3
En 1866, se introduce la etiqueta de cuero, con una imagen de dos caballos tirando de un
pantalón.
En el año 1872-1873, tras el pedido de Jacobs Davis, se incorporan los remaches de cobre
inoxidables, para reforzar costuras, bolsillos.
Ambos patentan la idea, y nace la primer marca: Levi Strauss & Co.
El nacimiento del jean es el 20 de mayo de 1873.
En 1878 Adolf Von Baeyer, un químico alemán, desarrolla el índigo, primera tintura
sintética.
1913: surge la marca Lee Union All. Creada por Henry David Lee, confecciona una prenda
enteriza, cociendo un pantalón con una camisa; debido a que su chofer se quejaba de
ensuciarse al arreglar el auto. Y luego aparecieron los famosos Lee Riders de 30 onzas.
En 1920, el waist overalls, se convierte en el producto más popular.
En el 1946 viene la marca Wrangler (en sus principios llamada Blue Bell Company).
Dejando el terreno del trabajo duro para entrar en el uso diario, una tendencia a la que
contribuyeron las estrellas cinematográficas y los músicos -fue la prenda más popular del
hombre contemporáneo, un símbolo de igualdad y rebeldía y todo un verdadero icono de
la cultura occidental-
Se impone así en el mercado, con los pantalones para cowboy y asistente de rodeo.
Para los años sesenta y setenta la prenda se convierte en un arma más del proceso de
igualdad.
La moda del Jean
1926 y La segunda Guerra Mundial: la crisis tras la caída de la bolsa de Wall Street y la
segunda guerra mundial, las grandes ciudades arruinadas comenzaron a utilizar jean como
símbolo de fuerza y lucha americana. Y el jean comienza a popularizarse.
1930: Aquí nace el estilo cowboy y country. De la mano de Wrangler nace la moda far
west, con el pantalón con cierre “relámpago”. Este estilo venia de la mano, de una imagen
de un hombre fuerte, solidaria, masculina y que imponía sus propias reglas.
Se convierte en el icono de imagen y publicidad de las marcas más productoras de jean.
1935 se crea el blue Jean para mujeres.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
4
En los años 40, con la segunda Guerra Mundial, los waist overalls cambian de diseño.
En los años 1950, se convierte en un clásico: Comienza a ser una prenda tanto para
hombre como para mujer.
Hollywood colaboró en la consolidación del Jean. James Dean en la película “Rebelde sin
causa” (1955), encarnó el arquetipo de joven atormentado e inconformista ansioso de
libertad, y Marlon Brando, en “El Salvaje” (1953) también se encargó de poner su
impronta rebelde, reivindicando el espíritu de una generación que estaba naciendo. En
tanto, el furor que causó Elvis Presley patrocinando la marca “Blue ridge”, logró entronizar
otra variante: el jean negro. Junto con las botamangas anchas, los cinturones de hebilla
grande y la campera de cuero, el modelo negro fue el segundo grito de la rebelión juvenil.
También comenzó a tomar una imagen ultra femenina y sexy, cuando Marilyn Monroe
aparece vestida solamente con esa prenda.
En el año 1960 Los Hippies. La Camisa y El pantalón empiezan a ser utilizado por los
jóvenes que se revelaban contra todo aquello que les resultaba autoritarismo y disciplina.
A partir de loa ’70 se convirtieron en los Reyes de la vestimenta. Era una prenda
Revolucionaria. El jean entra en la moda de la mano de Yves Saint Lauren. Se vuelve aún
más sexy por el ajuste de strech y más claros por el uso de ácidos en los lavados
industriales.
Baja la demanda al aparecer en el mercado texturas más delicadas y nuevas formas de
acabado como el nevado y el lavado químico que marcaron un nuevo estilo. Luego las
ventas repuntan gracias a grandes diseñadores que lo incorporaron a sus colecciones.
En el año ‘77 la firma Cluett Peabody crea el sanforizado.
1980 Las marcas comienzan a darle importancia a la publicidad. Y aparece el Jogging, que
resulta un desafío para la vigencia del jean.
Se lanzan nuevos modelos que no eran lavados antes de su venta, lo que permitía su
enrojecimiento. Lo que surge, un invento japonés llamado “Stone wash” (lavado a la
piedra) que daría una imagen actual al denim. Acortaba los tiempos de uso y daba una
imagen gastada. Y a los consumidores les encantaba.
En el 1986 nace el pantalón de Levi´s “Dockers”, nuevo pantalón Casual; Lo definían a
medio camino entre un jean y un pantalón de vestir. Con un 100% algodón, plisado al
frente y con un solo bolsillo atrás a la izquierda.
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
5
1990, los mejores diseñadores dando su versión del jean (Dolce & Gabbana, Armani,
Calvin Klein, Versace, entre otros).
Levi’s presenta la línea Engineered, la reinvención del jean para el siglo XXl.
A lo largo de la historia, el jean fue cambiando en sus tipologías, diseños y usos: Primero lo
subieron a las costillas y más tarde apoyarlo apenas en las caderas, lo militarizaron, lo
giraron del revés y han sido capaces durante casi 30 años de sorprender y reinventar lo
inventado.
Ha sido calzado primero con botas, camperas, luego mocasines, marcas de zapatillas
deportivas existentes y coronado. Líneas de indumentaria, Casual y Sportswear, con
pantalones, camperas, camisas, remeras y accesorios (zapatos, medias, cinturones,
billeteras, relojes y anteojos).
CARACTERÍSTICAS TÉCNICAS
Tejido plano sarga, compuesto de hilos entretejidos de urdimbre (teñida con colorante
índigo) y de trama (sin teñir, color crudo), son esencialmente hilos de algodón. Hilados
comúnmente por el procedimiento de extremo abierto (Open – End) en los que, para
lograr un tacto suave y una rigidez de urdimbre visible después del lavado del tejido, los
hilos utilizados para la urdimbre son predominantemente hilos mezclados de algodón y de
rayón viscosa (que imita muy bien las características del algodón, pero es una fibra hecha
por material textil artificial).
Nombre comercial: Denim
Composición: 100 % algodón
Características del hilado:
• Cardado: este tipo de hilado utiliza fibras cortas (20 – 40 mm), es rústico, grueso e
irregular. Se utiliza comúnmente para construir tejidos medianos y pesados.
• Open – end: este tipo es igual al cardado pero la diferencia está en que genera una
hilatura más abierta, con cierto rotor. Este es el hilado más utilizado para la fabricación del
denim, ya que disminuye un 25 % del espacio físico utilizado y aumenta en un 400 % la
producción; con respecto al denim con hilado cardado. Sin embargo, éste último es de
mayor calidad que el primero.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
6
Estructura del tejido: Sarga: Tejido plano. Es un tejido rígido, donde los hilos de la trama y
la urdimbre se encuentran entrecruzados de manera perpendicular.
Materia Prima: Algodón
PROCESO DE OBTENCION ALGODON
El proceso empieza cuando el algodón llega a la planta desmontadora. En dicha planta el
algodón pasa por una secadora, la cual se encarga de disminuir y reducir la humedad que
contiene la fibra.
Posteriormente, se coloca en una máquina la cual separa las impurezas y materia extrañas
del algodón. Una vez, limpio el algodón se divide la fibra de las semillas. La fibra se
empaqueta en balas, para luego proceder a la apertura, mezcla, cardado, estirado y
torcido.
Finalmente, se ejecuta el hilado que puede ser de forma manual en un huso, rueca o torno
de hilar; aunque en algunos casos las grandes empresas utilizan las hiladoras mecánicas.
En este proceso se tuercen y se agrupan las fibras continuamente para la formación de
hilos de varias hebras.
Cuando existen fibras cortas estas son cardadas para combinar las fibras en una estructura
continua, como si fuera una cuerda. Estas se peinan y se juntan a las fibras largas por
medio del estiramiento y torcido. Cuando se realiza el torcido también se dictan las
características que poseerá el hilado, por ejemplo una torsión ligera genera una tela
suave, mientras que un torcido fuerte produce una superficie dura. Las superficies duras
ayudan a que la tela tenga mayor resistencia a la abrasión y por lo mismo sea menos
propensa a arrugarse o ensuciarse, aunque contraproducentemente la tela se encoge más
durante el lavado.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
7
Del algodón al denim
PROCESO GENERAL DE LA PRODUCCIÓN
El proceso empieza cuando las pacas de algodón se pesan, después se estiba el algodón,
de manera que se facilite el control. También se les quita la envoluta a las pacas para que
estén listas para ser procesadas.
1. Apertura y Limpieza
El algodón es introducido en la máquina de limpieza, las pacas se colocan de manera
que puedan ser procesadas. La máquina abre el algodón y lo limpia. Toma parte en
parte de cada una de las pacas, para abrir y limpiar, auxiliado por una máquina
abridora.
Posteriormente el algodón pasa a otra etapa de limpieza en el Axiflow (marca comercial),
el cual hace la limpieza a base de corrientes de aire.
En seguida, el algodón pasa a la Multimezcladora, la cual es una cámara grande con 10
silos, la máquina se encarga de mezclar los silos y repartirlos, siempre de atrás para
adelante.
Después el algodón pasa a la máquina Dustex (marca comercial), la cual es un cámara
donde se extrae el micro polvo, esto se hace debido a que el micro polvo que contiene el
algodón, es altamente dañino para la maquinaria, ya que daña los motores, engranes, así
como todas las partes metálicas.
2. Proceso de Hilatura
Cardado
Una vez que el algodón ha sido abierto y se han eliminado todas las impurezas propias de
este pasa a las cardas. Las cardas son máquinas que sirven como otro elemento de
limpieza para eliminar fibras cortas, y así darle uniformidad a las fibras. Las cardas
procesan el algodón de manera que se forman una cinta de algodón y al salir de las cardas
se depositan en unos bigotes designados.
Primer estirador
En esta etapa del proceso, las cintas producto del proceso anterior, son colocadas en el
estirador, de seis en seis, y el estirador une las seis, de manera que se forme una sola cinta
uniforme. El estirador también corrige irregularidades de la cinta, de manera que el peso
de la cinta sea constante y que haya menos variación por unidad de longitud. El estirador
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
8
cuenta con un sistema de verificación de calidad el cual manda una señal cuando la cinta
no se encuentra dentro de las especificaciones.
Cuando las cintas van saliendo del estirador, son depositadas en botes, y pasan al
siguiente proceso.
Segundo estirador
En esta etapa seis cintas provenientes del primer estirador, son nuevamente tomadas y
procesadas en el segundo estirador de manera que se conviertan en uno.
Este estirador cuenta con un dispositivo electrónico que las mide y las pesa, en razón de
volumen.
Si la máquina detecta que el grosor de la cinta es excedido, se manda una señal y la
velocidad de entrega y de salida se reduce. La variación permitida en el grososr de la cinta
es +- 0.5% en el título del hilo, lo que nos da una idea de la exactitud en el grosor de las
cintas.
Nuevamente las cintas salientes del segundo estirador son depositadas en los botes
designados.
Open -End
Las cintas de algodón pasan a la máquina open-end, esta máquina hace el hilo diferente al
sistema a base de rotores y turbinas que dependiendo del título puede alcanzar a producir
hasta 120.000 vueltas/minuto. Esta máquina hace la función de tres máquinas:
pabiladora, continua de anillos y conera. Una vez que la máquina ha procesado las cintas,
sale el hilo de algodón propiamente dicho. La máquina deposita el algodón en bobinas.
Las bobinas son divididas en bobinas para trama, urdimbre y pie.
3. Proceso de Urdido
El hilo es jalado de las bobinas hacia las urdidoras, estas son de tipo bolas. En esta etapa
unen los hilos, dependiendo del tipo de tela que se va a trabajar se hace una cuerda con
determinados hilos, con determinado hilo, para poder ser teñido.
4. Proceso de Teñido
En esta etapa del proceso llegan las bolas provenientes del urdido. Cada una de las bolas
tiene un promedio de 400 hilos, lo que significa que cada bola hay 20.000 metros
aproximadamente.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
9
Así mismo, 24 bolas completan una rollada, las cuales completas el lote que entrará
simultáneamente al área de teñido.
Índigo
En esta área se tiñe el hilo de índigo. Es importante mencionar que en esta área se trabaja
a una velocidad de 24 a 26 metros/minuto. Como se mencionó anteriormente, se colocan
las 24 bolas en una máquina, en el cuál el hilo para poder ser teñido, pasa por diferentes
procesos que se enumeran a continuación:
• a) Descrude: el hilo va pasando por una concentración de humectantes,
secuestrantes y sosa cáustica; esto con la finalidad de humectar la fibra, eliminar
impurezas, precipitar metales y sales que existan en el agua (secuestrantes). Las tinas que
contienen esta concentración tienen una capacidad de 1200 litros.
• b) Enjuague: para este proceso se ocupan tres tinas, y tiene como finalidad
eliminar los residuos de las sustancias provenientes del descrude.
• c) Tinas de Teñido: existen 8 tinas, cada una de estas tiene una capacidad de 3900
litros, en estas se tiene la mezcla del colorante, esta mezcla se mantiene en constante
recirculación, de esta manera se logra un teñido consistente. El proceso consiste en hacer
pasar los hilos por cada una de las tinas, ya que el hilo pasa por la mezcla de colorante y se
oxida al medio ambiente, repitiendo este proceso en varias ocasiones, hasta que se logre
el tono deseado.
• d) Enjuague: se utilizan tres tinas, se enjuaga el hilo para quitar el colorante
excedente.
• e) Suavizado: se le da un tratamiento de suavizado y lubricado al hilo, con la
finalidad de que el hilo tenga un mejor desliz y suavidad, y se pueda trabajar con facilidad
en el proceso siguiente.
• f) Secado: el hilo pasa por 42 tamboras de pre secado, este es un mecanismo que
consiste en rodillos que secan el hilo a base de vapor de agua.
• g) Coilers: es hilo ha terminado de pasar por el proceso de teñido por lo que un
sistema mecánico deposita las cuerdas ordenadamente en botes que tienen un diámetro
aproximado de 1.5 metros y una altura de 1.52.
Proceso de Engomado

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
10
Apertura de la cuerda
Se trabaja a una velocidad de 350 metros/minuto. Son 10 máquinas que tienen como
función abrir la cuerda por medio de tensión para urdirse.
Engomado
En esta etapa del proceso se utiliza una máquina que sirve para reunir cuentas totales en
hilos que van directamente al área de tejido. El engomado sirve para proteger cada uno de
los hilos con productos como almidones y resinas acrílicas, con viscosidades altas, medias
o bajas, dependiendo del número de hilo. El engomado sirve para proteger el hilo de la
fricción del telar y darle una mayor resistencia.
Proceso de Tejido
Los julios provenientes del área de engomado son colocados en las atadoras, en las cuales
se anuda hilo por hilo, estas máquinas tienen una velocidad de hasta 250 nudos por
minuto.
Después los julios son ubicados frente a las máquinas tejedoras para que los hilos de
algodón sean tejidos y se obtenga la tela de mezclilla, las cuales también son enrolladas en
julios.
Dado que la humedad y la temperatura en esta área deben ser constantes y controladas,
esto con el fin de evitar que los hilos de algodón que están siendo tejidos se rompan, en
esta área también se cuenta con un sistema de aire acondicionado, lo que permite
mantener una temperatura de 17ºC.
Una vez que se termina el rollo se pasa al siguiente proceso.
Proceso de Sanforizado
La primera etapa en esta área es el sanforizado, se le da el acabado final a la mezclilla, a
través de un proceso consistente en calentarla, enfriarla y finalmente plancharla, esto con
el fin de lograr la textura, flexibilidad y dureza requeridas para este tipo de tela.
Las operaciones que componen esta área son las siguientes:
• Arrugado de tela
• Cepillado

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
11
• Horneado
• Saturación
• Vaporización
• Suavizado
• Pre-secado
• Planchado
• Arrugado de la tela
• Inspección
• Empaquetado
Todas estas operaciones se encuentran concentradas en una enorme máquina.
Terminado el proceso de sanforizado en esta misma área se realiza el corte y empacado
de material, y se envía la tela al almacén de producto terminado.
TIPOS DE TERMINACIÓN
Los diferentes efectos o looks buscados, estarán determinados por el pedido del
fabricante, la época, la moda reinante, etc. Para obtener los diferentes efectos sobre le
Denim se pueden modificar las siguientes variables, antes, durante y/o después del
lavado. -PH de baño neutro o acido -Temperatura del agua -Tiempo de exposición al
proceso -Tipo de Producto utilizado (piedra, enzima, polvo abrasivo) -Cantidad de
producto -Tamaño de la piedra –Cantidad de agua El tejido, tal como sale del proceso, no
puede ser utilizado para realizar la confección de las prendas. Es por este motivo que se
aplican las siguientes terminaciones básicas:
• Sanforizado. Es un tipo de acabado general.
Por medios térmicos y acuosos (vapor de agua), se fija un ancho determinado en el tejido
para que no encoja ± 2 cm, parámetro fijado, durante el proceso de terminación o en su
posterior uso. Le confiere a la tela estabilidad dimensional. Se realiza con una máquina
para encogimiento compresivo de tejidos. Esta máquina da un encogimiento en el sentido
de la urdimbre y lo fija, hasta el próximo lavado.
• Gaseado o chamuscado. Este acabado general chamusca, mediante la utilización de gas,
las fibras superficiales que anteriormente hemos levantado mediante un cepillado ligero,

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
12
eliminando toda la vellosidad que pueden ocasionar la formación de pilling. Este acabado
busca “limpiar” el tejido.
• Aprestado o encolado. Es un acabado general con productos químicos para mejorar las
cualidades del tejido. Provoca el leve endurecimiento del tejido, es soluble en agua
• Decatizado. Acabado general, el vapor de agua le otorga al tejido mayor volumen y
cuerpo. Se plancha el tejido bajo la presión de dos cilindros.
• Stone- wash. Para este acabado se utiliza un gran tambor de acero, en el que se
introducen alrededor de 250 prendas, junto con lavandina, agua y piedras. Estos giran de
4 a 6 horas a 40° C. De acuerdo con la concentración del hipoclorito de sodio utilizado,
variará el color del denim, será más fuerte o más claro. El agua residual con cloro se
elimina y, en el mismo tambor, se utiliza carbonato de sodio para neutralizar el cloro. Este
tipo de acabado se utiliza para darle a la prende el efecto de gastada, es un ataque al color
y a la resistencia del tejido. Después se lava.
• Pre – Wash. Acabado de rutina que elimina los restos y residuos del proceso en general.
Puede ser mecánico. Como acabados especiales, podemos encontrar que comúnmente se
aplican al denim los siguientes:
• Coatings. Se le da al tejido una mano levemente vinílica para lograr impermeabilizarlo.
• Resinados. Otorgan una textura rígida, simula un acabado sintético mediante una acción
mecánica.
Para lograr algunos de los acabados detallados anteriormente, se utilizan las siguientes
maquinarias industriales:
MAQUINA CENTRIFUGA
La centrifuga consta de un tambor circular horizontal con perforaciones y una cobertura
exterior. Por las perforaciones se elimina el exceso de agua debido a la fuerza centrífuga.
En la parte interna pueden tener, dos, tres, cuatro paletas o ninguna de acuerdo al
modelo. Luego de los distintas operaciones que se les realiza a las prendas para llegar a
diferentes efectos de gastado o bajada de color, las prendas con el suavizante, se colocan
en carretillas y se trasladan a las centrifugas, donde el operario las coloca en forma
manual, para ser centrifugadas y quitarles el exceso de agua.
MAQUINA TUMBER
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
13
Es una máquina secadora. El tiempo de secado es aproximadamente de 40 a 45 minutos y
la temperatura de 70 a 75 grados, no es constante sino que disminuye progresivamente
para que la prenda no quede rígida.
PESAJE
El denim se pesa comúnmente en onzas, medida sajona y forma en la que mundialmente
se expresan los pesos de los tejidos jeanswear. A mayor cantidad de onzas, mejor es el
dénim, ya que el tejido es más cerrado y, por lo tanto, tengo más cantidad de material.
Como consecuencia de esto, aguantará más la abrasión, el pre lavado, el stone-wash y se
deformará menos con el calce.
En Argentina, se utiliza el “gramaje” para expresar el peso del tejido. El gramaje es el peso
por metro cuadrado de tejido.
Por otro lado, el “gramaje lineal”, es el gramaje por el ancho del tejido
1 onza = 30 gramos / m²
Gramaje (peso del tejido) = peso del tejido en gramos / superficie en m²
Gramaje lineal = gramos / metro
CLASIFICACIÓN SEGÚN PESO
10 a 16 onzas Tradicional
8 a 10 onzas Semipesado
6 a 8 onzas Semiliviano
Hasta 5 onzas Liviano

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
14
Texturas de Denim
1º Muestra Original
Nombre comercial: Denim
Composición: 100% Algodón
Características del hilado: Cardado
Estructura del hilado: Sarga
Tipo de terminación: teñida la urdimbre, crudo la trama. El tejido debería ser sanforizado,
gaseado, aprestado y decatizado.
Onzas/gramaje: pesar en una balanza…y calcular peso/metro cuadrado y pasarlo a onzas.
2º Descrude/prueba de estabilidad dimensional: Se lava la muestra del denim con
abundante agua tibia aproximadamente a 40- 50º de temperatura y detergente. Luego se
enjuaga, se deja secar y se procede a planchar. Tomar medidas de encogimiento y hacer
cálculos, según formula y determinar si es sanforizado o no.
3º Blanqueado: Se necesita una taza (250cc) de Hipoclorito (lavandina), un litro de agua a
temperatura ambiente, 6 cucharadas soperas de bicarbonato de sodio. Se pone un litro de
agua dentro de un balde, se le agrega una taza de lavandina, se pone la muestra de denim
dentro de la solución, debe estar totalmente sumergido. Se mezcla y se deja dentro hasta
que pierda por completo el color.
Finalmente se retira el tejido y se enjuaga con abundante agua y se sumerge el tejido en 3
litros de agua con las 6 cucharadas de bicarbonato para neutralizar la lavandina.
4º Teñido: los materiales utilizados son: una anilina Dylon o Colibri color a elección, RB:
1.15 significa 1 kilo de material textil sobre 15 litros de agua, y tres cucharadas soperas de
sal gruesa.
Se disuelve la anilina en una ollita, luego se lava la muestra de denim con un poco de
detergente para eliminar el apresto.
Se pone en una olla grande sobre la hornalla prendida en máximo (es decir una olla de
tamaño que la muestra quede cómoda y sumergida) se agregan los 7 ½ litros de agua, se
le agrega la anilina previamente disuelta y luego el denim.
Se revuelve constantemente, a los 30 min se le agregan las tres cucharadas soperas de sal
gruesa. A la media hora el agua está hirviendo, se deja el fuego fuerte con el agua
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
15
hirviendo durante una hora. Cumplida la hora se apaga el fuego y se deja la muestra en la
solución por media hora más. Una vez terminada la media hora se saca el denim de la
solución, se procede a enjuagar tres veces y se deja secar en un lugar seco sin la presencia
del sol.
IMPORTANTE: NO DEJAR DE MEZCLAR LA MUESTRA Y LA SOLUCION DURANTE TODO EL
PROCESO.
5º Resinado Látex: Se realiza utilizando pintura al látex. Se aplica sobre el denim por el
lado del revés. A la pintura se le agrega unas gotas de agua para que no esté tan espesa.
Se pasa una capa de pintura y se deja secar por una hora o más tiempo según clima, luego
aplicar otra capa y se deja secar por tres horas, este proceso lo realizamos cinco veces o
más, por lo menos, tener en cuenta que la capa número 10, es decir la última tomara
mucho más tiempo de secado, se deja secar durante toda la noche.
IMPORTANTE: controlar que la pintura no pase al otro lado.
6º Resinado Sintético: Se realiza utilizando pintura sintética en aerosol. Se aplica varias
capas sobre el derecho del denim. Se aplica al aerosol a unos 15cm de distancia de la
muestra de denim, se aplica una capa y se deja secar por 1 hora, este proceso se realiza
unas 8 veces y en la última capa aplicada de deja secar toda la noche; de esta manera la
pintura seca correctamente, se deja orear un día más para que pierda el olor a la pintura
sintética. También se puede utilizar pincel o rodillo y pintura sintética.
7º Estampado Transfer: se utiliza una hoja para estampar transfer. Se realiza un diseño en
computadora, con el programa. Luego este diseño se imprime (con una impresora a
chorro de tinta) en la hoja para transfer. Se recorta el diseño del papel, se despega la capa
protectora del papal transfer, se pone el diseño sobre el denim y se le coloca un papel
siliconado (viene con el papel transfer) y luego la plancha al máximo de temperatura.
Luego, dejar enfriar unos minutos (1 a 3) y se retira el papel siliconado y el estampado
queda listo.
8º Estampado Plastisol: Para esta textura se necesita Pintura Acri-Puff, también puede
usarse Fastix.
Se realiza un esténcil, se pone el esténcil sobre el denim y se cubre con la pintura acripuff,
esto se realiza varia veces en la extensión de la muestra. Se retira el esténcil y se deja
secar durante 6 a 10 hs. dependiendo de la humedad del día. Una vez seco, se da vuelta el
denim y con una plancha bien caliente se da calor sobre el tejido, en especial en los
sectores donde pasamos nuestro esténcil con la pintura acripuff. Al darlo vuelta veremos
que nuestra pintura se infló, aumenta su volumen, y tiene una textura esponjosa.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
16
9º Devoree: Se realiza un esténcil. Se ubica el esténcil sobre el denim, se aplica sobre la
forma de corazón lavandina, la aplicamos con una muñequita de goma espuma, para que
la lavandina no se escurra por los costados y deforme nuestro diseño. Este proceso se
realiza unas 20 veces hasta que el tejido quede blanco. Luego se procede a lavar con
abundante agua y neutralizar en un lavado de agua con bicarbonato de sodio.
10º Flameado: Se pone la muestra de denim en un horno, con alta temperatura, bien
fuerte de 200 ºC, se coloca directamente sobre la parrilla del horno, se deja 10 min, luego
se da vuelta y se lo deja unos 5 min más. Prestar mucha atención al horno
constantemente, ya que si el fuego está muy caliente corremos el riesgo de que el tejido
se queme.
11º Microesmerilado: tomamos una lija fina y la envolvemos en un taco de madera.
Pasamos la lija con fuerza moderada sobre el denim de manera horizontal y vertical, este
movimiento lo realizamos unas 50 veces de manera vertical y 50 veces de manera
horizontal, teniendo mucha atención de no dañar el denim.
12º Textura Libre: en esta última tenemos que combinar varias de las texturas vistas.
Informe del trabajo en Denim
1º Muestra Original
Nombre comercial: Denim
Composición: 100% Algodón
Teñida la urdimbre, crudo la trama.
Onzas: 16 onzas /gramaje: 486 g/m2
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
17
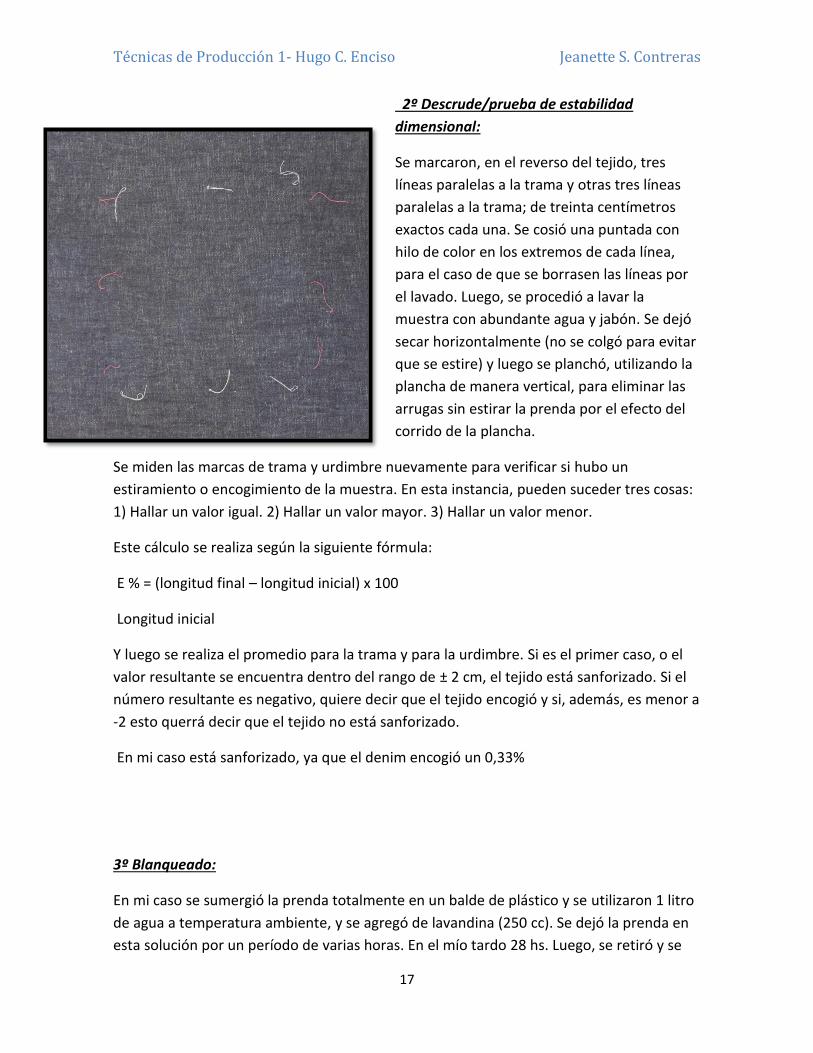
2º Descrude/prueba de estabilidad
dimensional:
Se marcaron, en el reverso del tejido, tres
líneas paralelas a la trama y otras tres líneas
paralelas a la trama; de treinta centímetros
exactos cada una. Se cosió una puntada con
hilo de color en los extremos de cada línea,
para el caso de que se borrasen las líneas por
el lavado. Luego, se procedió a lavar la
muestra con abundante agua y jabón. Se dejó
secar horizontalmente (no se colgó para evitar
que se estire) y luego se planchó, utilizando la
plancha de manera vertical, para eliminar las
arrugas sin estirar la prenda por el efecto del
corrido de la plancha.
Se miden las marcas de trama y urdimbre nuevamente para verificar si hubo un
estiramiento o encogimiento de la muestra. En esta instancia, pueden suceder tres cosas:
1) Hallar un valor igual. 2) Hallar un valor mayor. 3) Hallar un valor menor.
Este cálculo se realiza según la siguiente fórmula:
E % = (longitud final – longitud inicial) x 100
Longitud inicial
Y luego se realiza el promedio para la trama y para la urdimbre. Si es el primer caso, o el
valor resultante se encuentra dentro del rango de ± 2 cm, el tejido está sanforizado. Si el
número resultante es negativo, quiere decir que el tejido encogió y si, además, es menor a
-2 esto querrá decir que el tejido no está sanforizado.
En mi caso está sanforizado, ya que el denim encogió un 0,33%
3º Blanqueado:
En mi caso se sumergió la prenda totalmente en un balde de plástico y se utilizaron 1 litro
de agua a temperatura ambiente, y se agregó de lavandina (250 cc). Se dejó la prenda en
esta solución por un período de varias horas. En el mío tardo 28 hs. Luego, se retiró y se

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
18
procedió a realizar varios enjuagues con
abundante agua; en el tercer enjuague se
agregan 10 cucharadas de bicarbonato de
sodio para neutralizar el efecto abrasivo de la
lavandina (en 3 litros de agua con las 6
cucharadas). No debe haber olor a lavandina
para saber que se eliminó completamente;
con esto se logra evitar la aparición de
manchas amarillas en el tejido por el posterior
planchado. Y por último se dejó secar la
muestra no totalmente, sino que la deje muy
poco húmeda y la planche con un trapo de
algodón para que se fueran bien las arrugas.
4º Teñido:
Utilice una anilina Colibrí color violeta y otra
negra, ya que la primera de color violeta no
me quedo bien. En el teñido de color violeta,
previamente utilice un blanqueado del tejido.
En un kilo de material textil sobre 15 litros de
agua, y tres cucharadas soperas de sal gruesa.
Se disuelve la anilina en una ollita, luego se
lava la muestra de denim con un jabón blanco,
para eliminar el apresto. Se pone en una olla
grande sobre la hornalla prendida en máximo
(es decir una olla de tamaño que la muestra
quede cómoda y sumergida) se agregan los 7 ½ litros de agua, se le agrega la anilina
previamente disuelta y luego el denim. Se revuelve constantemente, a los 30 min se le
agregan las tres cucharadas soperas de sal gruesa. A la media hora el agua está hirviendo,
se deja el fuego fuerte con el agua hirviendo durante una hora. Cumplida la hora se apaga
el fuego y se deja la muestra en la solución por media hora más. Una vez terminada la
media hora se saca el denim de la solución, se procede a enjuagar y se deja secar en un
lugar seco sin la presencia del sol.
Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
19
5º Resinado Látex:
Se realiza utilizando pintura al látex. Se
pasa una capa de pintura y se deja secar
por una hora o más tiempo según clima,
luego aplicar otra capa y se dejó secar por
tres horas, este proceso lo realizamos
varias veces más hasta que quede. En mi
caso le di 12 capas de pintura con agua.
Hay que tener en cuenta que en las
ultimas capas ya tardaba más tiempo
secarse; por lo que me llevo bastante
tiempo tarde 3 días en hacerla.
6º Resinado Sintético:
Se realiza utilizando pintura sintética en aerosol. Antes de aplicar se debe agitar como
mínimo 5 minutos. Se aplica varias capas sobre el denim. Se aplica al aerosol a unos 15cm
de distancia de la muestra de denim, una capa y se deja secar por 1 hora, este proceso se
realiza unas 8 veces y en la última capa aplicada se deja secar toda la noche; de esta
manera la pintura seca correctamente, se deja orear un día más para que pierda el olor a
la pintura sintética.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
20
7º Estampado Transfer:
Se utilizó una hoja para estampar transfer. Se
realiza un diseño en computadora. Luego este
diseño se imprime (con una impresora a chorro
de tinta) en la hoja para transfer. Se recorta el
diseño del papel, se despega la capa protectora
del papal transfer, se pone el diseño sobre el
denim y se le coloca un papel siliconado (viene
con el papel transfer) y luego la plancha al
máximo de temperatura. Luego, dejar enfriar
unos minutos (1 a 3) y se retira el papel
siliconado y el estampado queda listo.
8º Estampado Plastisol:
Se necesita Pintura Acri-Puff, también puede
usarse Fastix. Se realiza un diseño sobre el denim
y se cubre con la pintura acripuff y se deja secar
durante 24 hs. dependiendo de la humedad del
día. Una vez seco, se da vuelta el denim y con una
plancha bien caliente se da calor sobre la tejido, o
también se puede utilizar un secador de pelo. Al
darle calor veremos que nuestra pintura se infló,
aumenta su volumen, y tiene una textura
esponjosa. En mi caso no se inflo mucho. Y le di
calor con plancha y secador.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
21
9º Devoree:
En esta muestra se puede utilizar un
esténcil para realizar un diseño, en mi caso
utilice algodón y fui dándole forma. Se
coloca sobre la forma la lavandina. Se
aplica las veces que sea necesario hasta
que quede blanco. Luego se procede a lavar
con abundante agua y neutralizar en un
lavado de agua con bicarbonato de sodio.
En que quede el color deseado, en mi caso
me tardo aproximadamente 20 horas.
10º Flameado: Se pone la muestra de
denim en un horno, con alta
temperatura, bien fuerte de 200 ºC, se
coloca directamente sobre la parrilla
del horno, se deja 10 min, luego se da
vuelta y se lo deja unos minutos más.
Pasado los 10 min controlar
constantemente, ya que si el fuego
está muy caliente corremos el riesgo
de que el tejido se queme.
En esta muestra me costó conseguir lo
que quería y por miedo a quemar
tarde varias horas en que me quede
bien.

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
22
11º Microesmerilado: tomamos una lija fina, en mi caso utilice mediana. Pasamos la lija
con fuerza moderada sobre el denim de manera horizontal y vertical, este movimiento lo
realizamos unas 50 veces de manera vertical y 50 veces de manera horizontal, teniendo
mucha atención de no dañar el denim. En mi casi realice más de 50 veces, de cada lado
hice 150. Esta textura me llevo 12 horas.
12: Textura libre:
En la textura libre combine varias de las técnicas anteriormente nombradas. En primer
lugar realice un blanqueado, el cual me quedo bien y lo utilice para teñirlo de violeta.
Como el color violeta no me tomo como yo quería, utilice la técnica del devoree sobre la
misma. Y por último use la pintura Acri-Puff y le realice dibujos con la temática elegida

Técnicas de Producción 1- Hugo C. Enciso Jeanette S. Contreras
23
“noche en parís”.
Conclusión
Este trabajo me ayudó personalmente a afianzar los conocimientos aprendidos durante la
cursada a cerca de todos los tipos de técnicas de procesos y acabados que se aplican a los
tejidos. Al aplicar los distintos procesos y técnicas, ayudó a mi comprensión de las mismas.
A la medida que vamos haciendo, vamos comprendiendo y Además fue un recorrido
teórico por todos los temas profundizados y aplicados a un tipo de textil en particular. Por
lo tanto, fue un trabajo en donde se pudieron aplicar todos los conocimientos, tanto en
forma teórica como práctica y que, sin embargo, no restringió a la hora de crear diseños y
formas de aplicación dentro de los parámetros estipulados. En principio no lograba
comprender bien, pero después gracias a las explicaciones de profesor entendí y me
entusiasmo mucho realizar este trabajo.