tor qui metro
TRANSCRIPT
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 1/13
71
“ “ A AJJUUSSTTEE DDEE TTUUEER R CC A ASS Y Y TTOOR R NNIILLLLOOSS” ”
1. AJUSTE DE TUERCAS Y TORNILLOS
En muchos de los equipos y sistemas es necesario dar un ajuste uniforme a los elementosde fijación tales como tornillos y tuercas, con el propósito de asegurar el cierre o laestanqueidad de dicho dispositivo.
A. TORQUÍMETRO
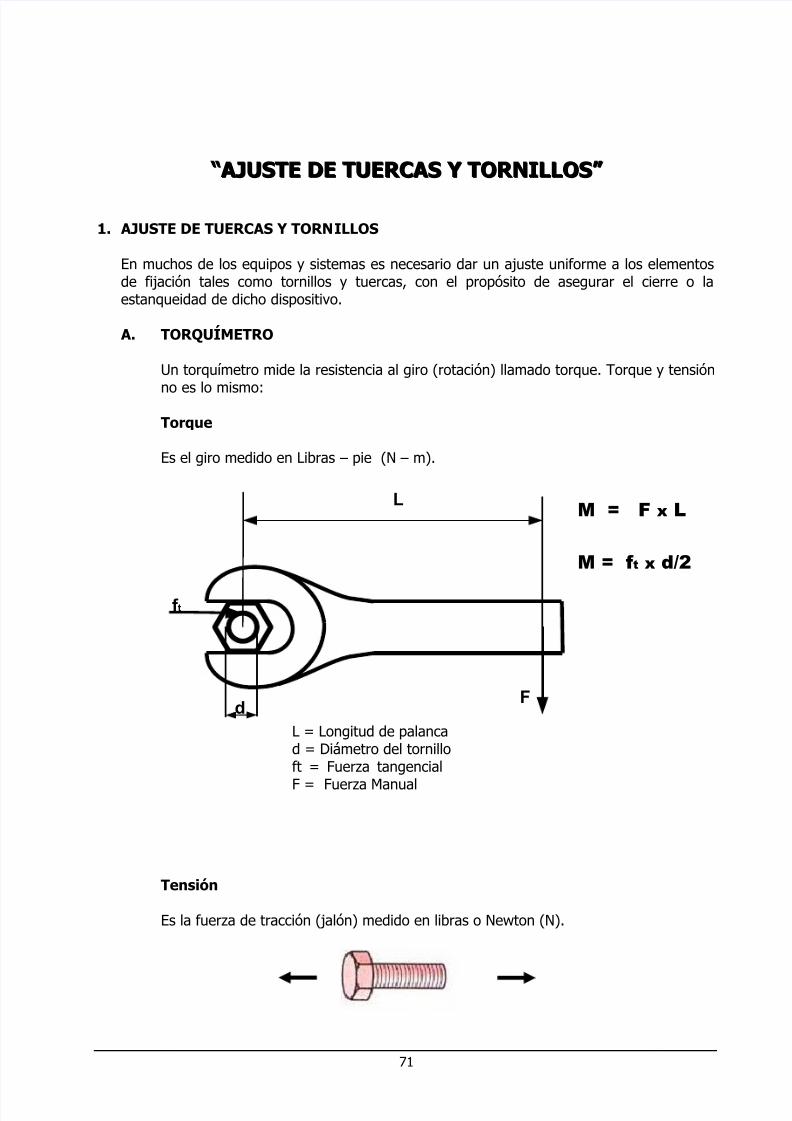
Un torquímetro mide la resistencia al giro (rotación) llamado torque. Torque y tensión
no es lo mismo:Torque
Es el giro medido en Libras – pie (N – m).
L
F
ft
d
Tensión
Es la fuerza de tracción (jalón) medido en libras o Newton (N).
M = F x L
M = f t x d/2
L = Longitud de palancad = Diámetro del tornilloft = Fuerza tangencial
F = Fuerza Manual
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 2/13
Medición y Mecánica de Taller TECSUP
72
F
Torque
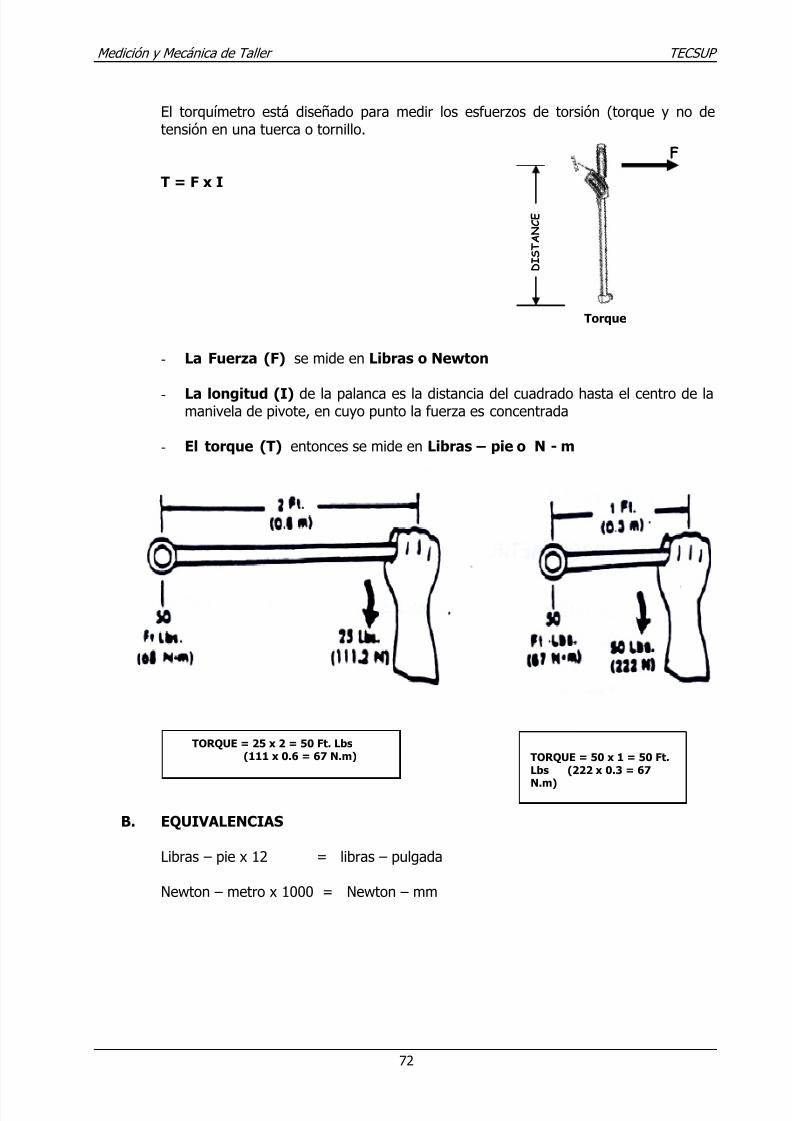
El torquímetro está diseñado para medir los esfuerzos de torsión (torque y no detensión en una tuerca o tornillo.
T = F x I
- La Fuerza (F) se mide en Libras o Newton
- La longitud (I) de la palanca es la distancia del cuadrado hasta el centro de lamanivela de pivote, en cuyo punto la fuerza es concentrada
- El torque (T) entonces se mide en Libras – pie o N - m
B. EQUIVALENCIAS
Libras – pie x 12 = libras – pulgada
Newton – metro x 1000 = Newton – mm
D I S T A N C E
TORQUE = 50 x 1 = 50 Ft.Lbs (222 x 0.3 = 67
N.m)
TORQUE = 25 x 2 = 50 Ft. Lbs(111 x 0.6 = 67 N.m)
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 3/13
73
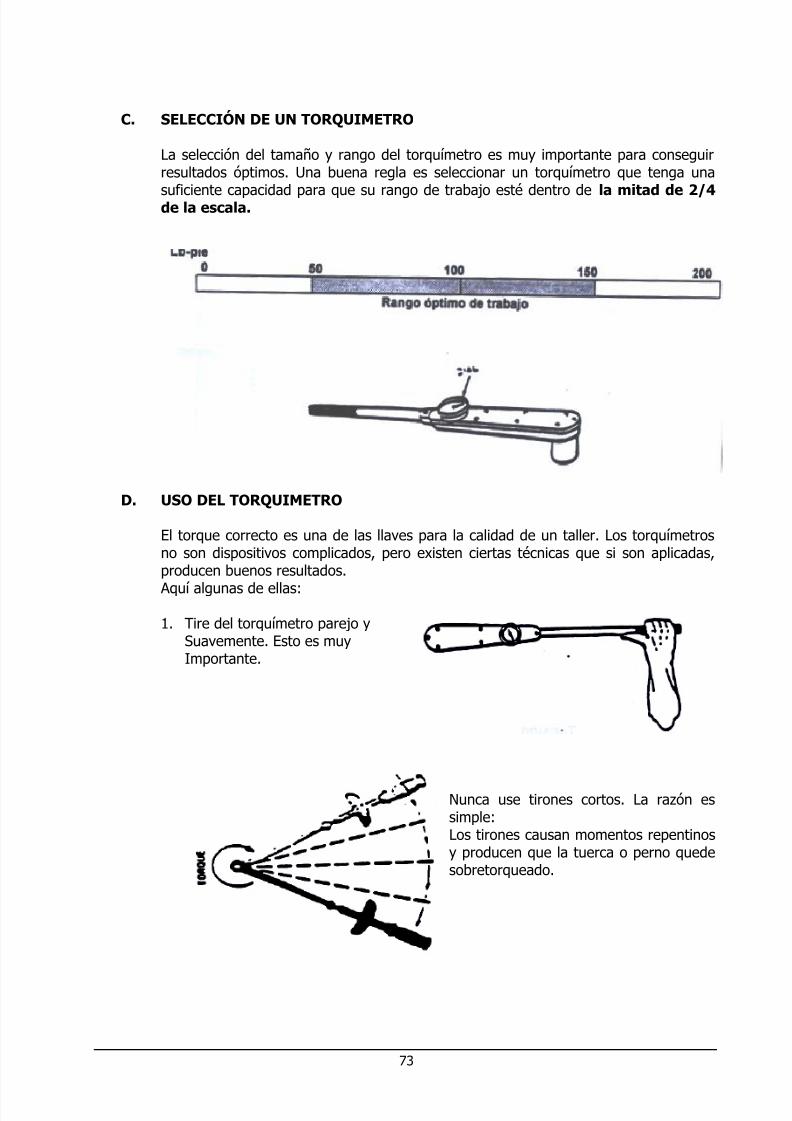
C. SELECCIÓN DE UN TORQUIMETRO
La selección del tamaño y rango del torquímetro es muy importante para conseguirresultados óptimos. Una buena regla es seleccionar un torquímetro que tenga una
suficiente capacidad para que su rango de trabajo esté dentro de la mitad de 2/4de la escala.
D. USO DEL TORQUIMETRO
El torque correcto es una de las llaves para la calidad de un taller. Los torquímetrosno son dispositivos complicados, pero existen ciertas técnicas que si son aplicadas,producen buenos resultados.
Aquí algunas de ellas:
1. Tire del torquímetro parejo ySuavemente. Esto es muyImportante.
Nunca use tirones cortos. La razón essimple:Los tirones causan momentos repentinosy producen que la tuerca o perno quedesobretorqueado.
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 4/13
Medición y Mecánica de Taller TECSUP
74
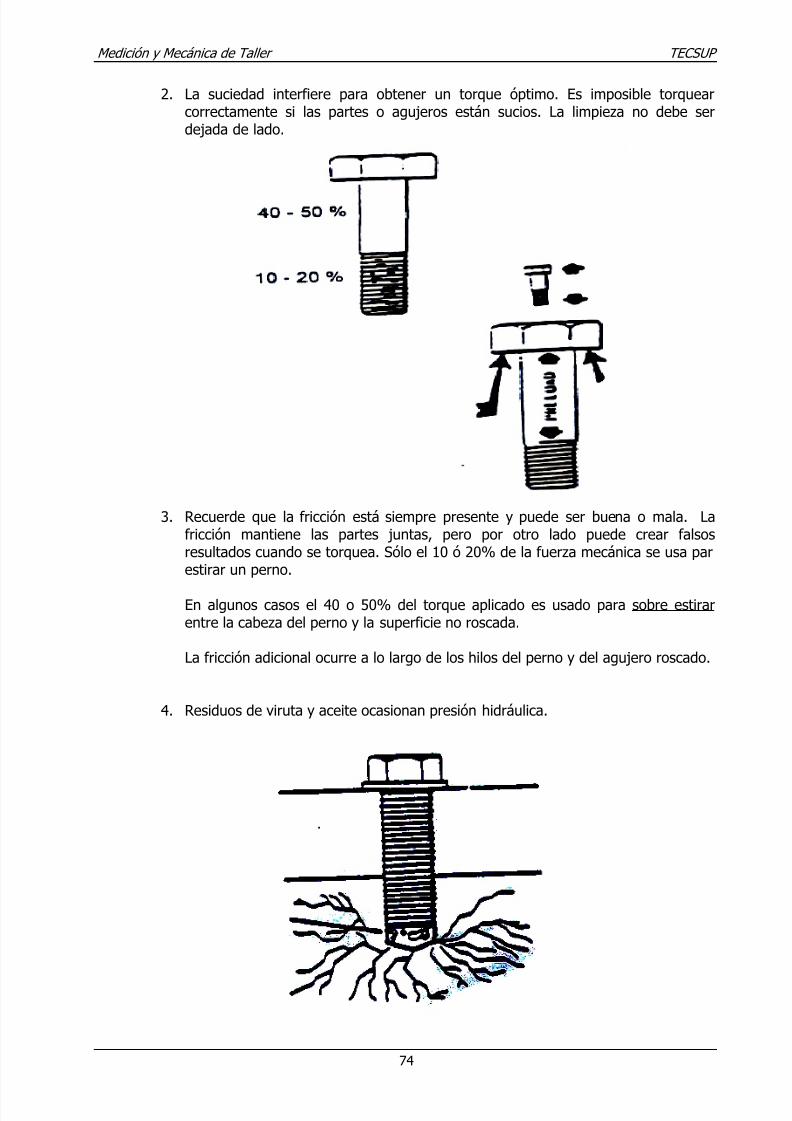
2. La suciedad interfiere para obtener un torque óptimo. Es imposible torquearcorrectamente si las partes o agujeros están sucios. La limpieza no debe serdejada de lado.
3. Recuerde que la fricción está siempre presente y puede ser buena o mala. Lafricción mantiene las partes juntas, pero por otro lado puede crear falsosresultados cuando se torquea. Sólo el 10 ó 20% de la fuerza mecánica se usa parestirar un perno.
En algunos casos el 40 o 50% del torque aplicado es usado para sobre estirarentre la cabeza del perno y la superficie no roscada.
La fricción adicional ocurre a lo largo de los hilos del perno y del agujero roscado.
4. Residuos de viruta y aceite ocasionan presión hidráulica.
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 5/13
75
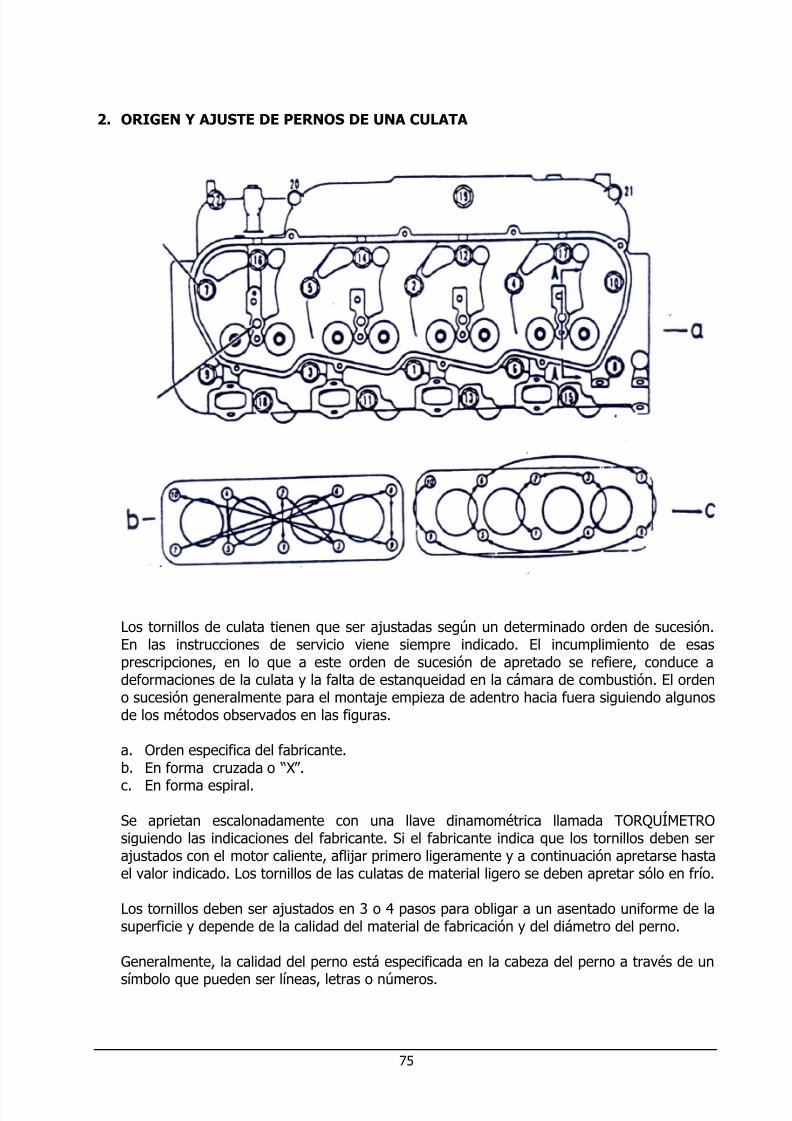
2. ORIGEN Y AJUSTE DE PERNOS DE UNA CULATA
Los tornillos de culata tienen que ser ajustadas según un determinado orden de sucesión.En las instrucciones de servicio viene siempre indicado. El incumplimiento de esasprescripciones, en lo que a este orden de sucesión de apretado se refiere, conduce adeformaciones de la culata y la falta de estanqueidad en la cámara de combustión. El ordeno sucesión generalmente para el montaje empieza de adentro hacia fuera siguiendo algunosde los métodos observados en las figuras.
a. Orden especifica del fabricante.b. En forma cruzada o “X”.
c. En forma espiral.
Se aprietan escalonadamente con una llave dinamométrica llamada TORQUÍMETROsiguiendo las indicaciones del fabricante. Si el fabricante indica que los tornillos deben serajustados con el motor caliente, aflijar primero ligeramente y a continuación apretarse hastael valor indicado. Los tornillos de las culatas de material ligero se deben apretar sólo en frío.
Los tornillos deben ser ajustados en 3 o 4 pasos para obligar a un asentado uniforme de lasuperficie y depende de la calidad del material de fabricación y del diámetro del perno.
Generalmente, la calidad del perno está especificada en la cabeza del perno a través de un
símbolo que pueden ser líneas, letras o números.
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 6/13
Medición y Mecánica de Taller TECSUP
76
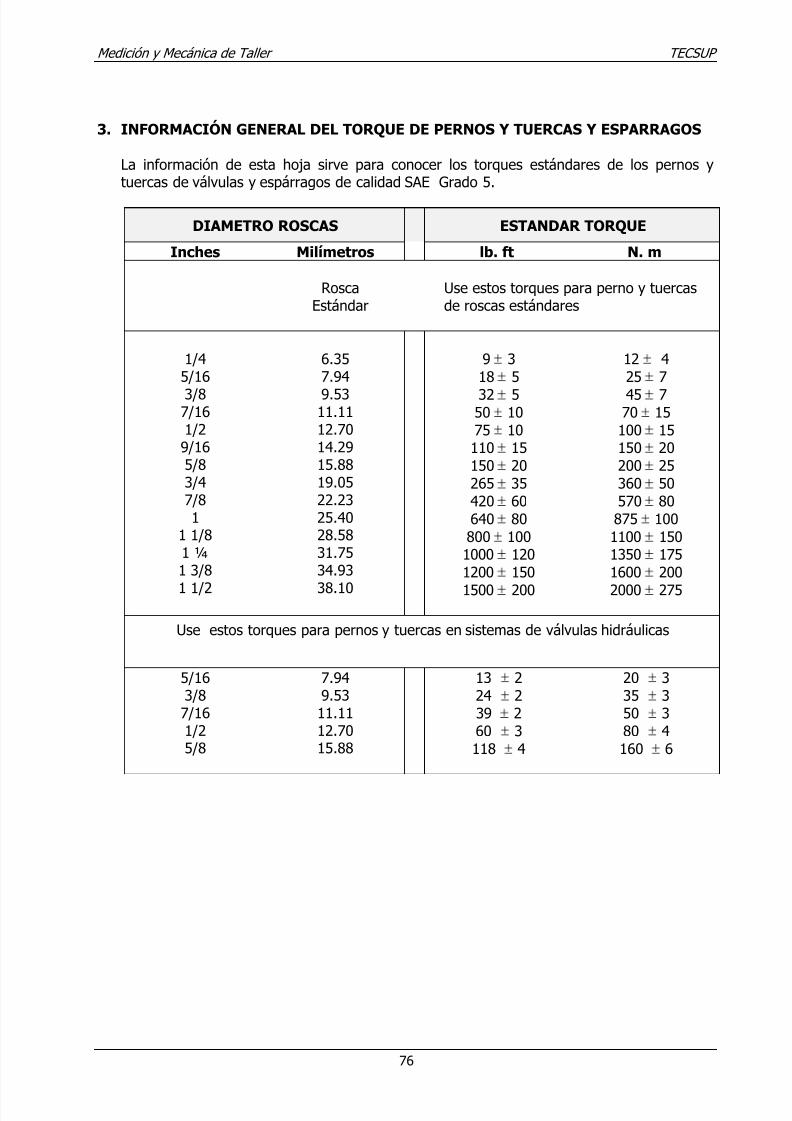
3. INFORMACIÓN GENERAL DEL TORQUE DE PERNOS Y TUERCAS Y ESPARRAGOS
La información de esta hoja sirve para conocer los torques estándares de los pernos ytuercas de válvulas y espárragos de calidad SAE Grado 5.
DIAMETRO ROSCAS ESTANDAR TORQUE
Inches Milímetros lb. ft N. m
RoscaEstándar
Use estos torques para perno y tuercasde roscas estándares
1/45/16
3/87/161/29/165/83/47/81
1 1/81 ¼1 3/8
1 1/2
6.357.94
9.5311.1112.7014.2915.8819.0522.2325.4028.5831.7534.93
38.10
9 318 5
32 550 1075 10110 15150 20265 35420 60640 80800 1001000 1201200 150
1500 200
12 425 7
45 770 15100 15150 20200 25360 50570 80875 1001100 1501350 1751600 200
2000 275
Use estos torques para pernos y tuercas en sistemas de válvulas hidráulicas
5/163/87/161/25/8
7.949.5311.1112.7015.88
13 224 239 260 3118 4
20 335 350 380 4160 6
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 7/13
77
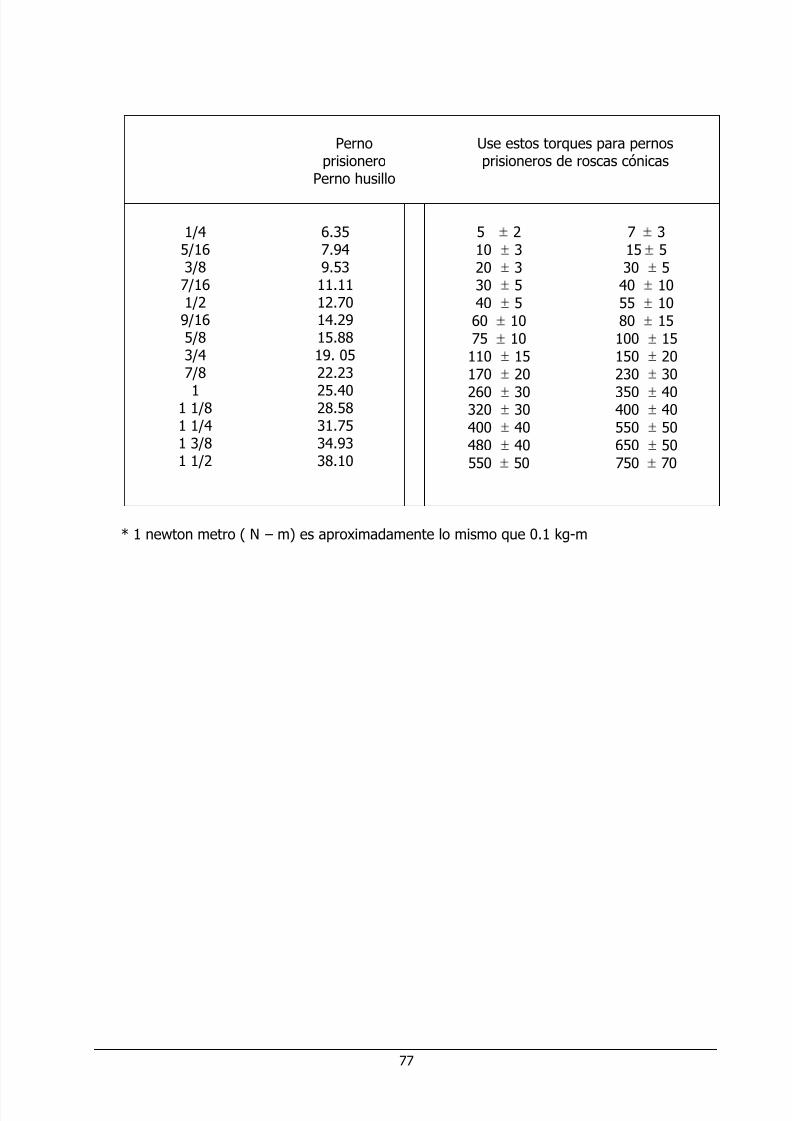
Pernoprisionero
Perno husillo
Use estos torques para pernosprisioneros de roscas cónicas
1/45/163/87/161/29/165/83/47/8
11 1/81 1/41 3/81 1/2
6.357.949.5311.1112.7014.2915.8819. 0522.23
25.4028.5831.7534.9338.10
5 210 320 330 540 560 1075 10110 15170 20
260 30320 30400 40480 40550 50
7 315 530 540 1055 1080 15100 15150 20230 30
350 40400 40550 50650 50750 70
* 1 newton metro ( N – m) es aproximadamente lo mismo que 0.1 kg-m
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 8/13
Medición y Mecánica de Taller TECSUP
78
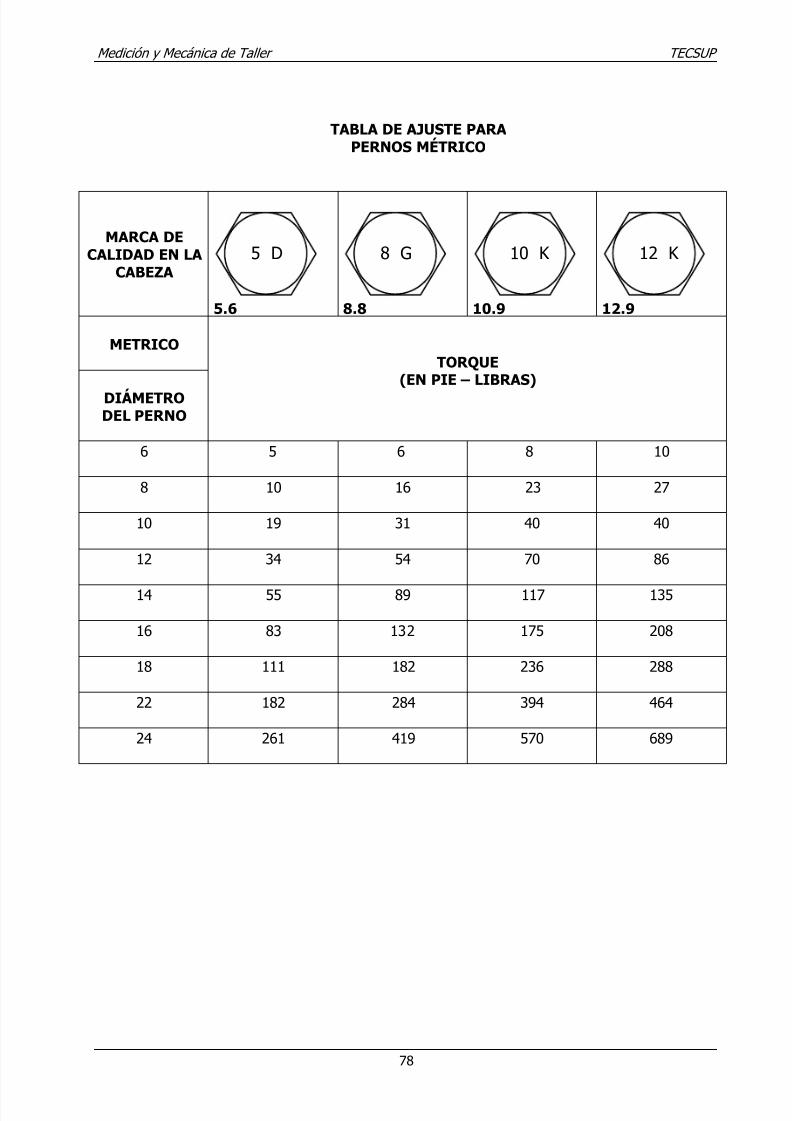
TABLA DE AJUSTE PARAPERNOS MÉTRICO
MARCA DECALIDAD EN LA
CABEZA5 D
5.6
8 G
8.8
10 K
10.9
12 K
12.9
METRICOTORQUE
(EN PIE – LIBRAS)DIÁMETRODEL PERNO
6 5 6 8 10
8 10 16 23 27
10 19 31 40 40
12 34 54 70 86
14 55 89 117 135
16 83 132 175 208
18 111 182 236 288
22 182 284 394 464
24 261 419 570 689
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 9/13
79
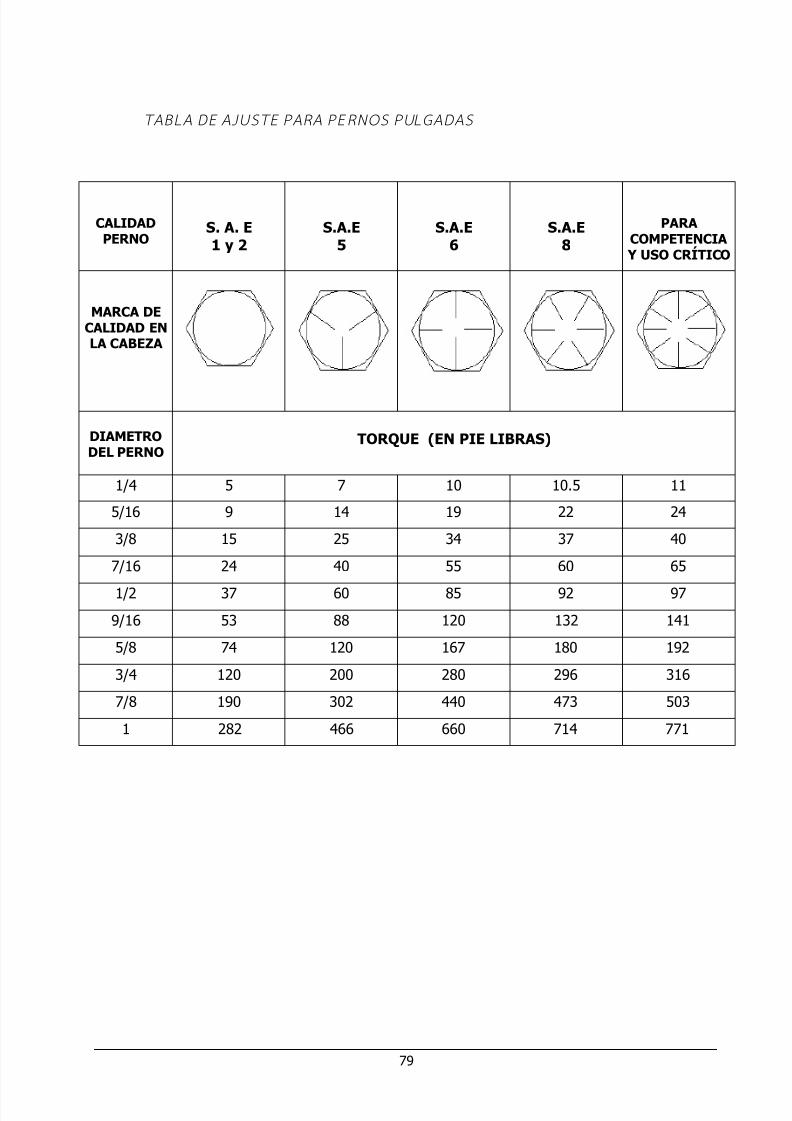
TABLA DE AJUSTE PARA PERNOS PULGADAS
CALIDADPERNO
S. A. E1 y 2
S.A.E5
S.A.E6
S.A.E8
PARACOMPETENCIA
Y USO CRÍTICO
MARCA DECALIDAD ENLA CABEZA
DIAMETRODEL PERNO
TORQUE (EN PIE LIBRAS)
1/4 5 7 10 10.5 11
5/16 9 14 19 22 24
3/8 15 25 34 37 40
7/16 24 40 55 60 65
1/2 37 60 85 92 97
9/16 53 88 120 132 141
5/8 74 120 167 180 192
3/4 120 200 280 296 316
7/8 190 302 440 473 503
1 282 466 660 714 771
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 10/13
Medición y Mecánica de Taller TECSUP
80
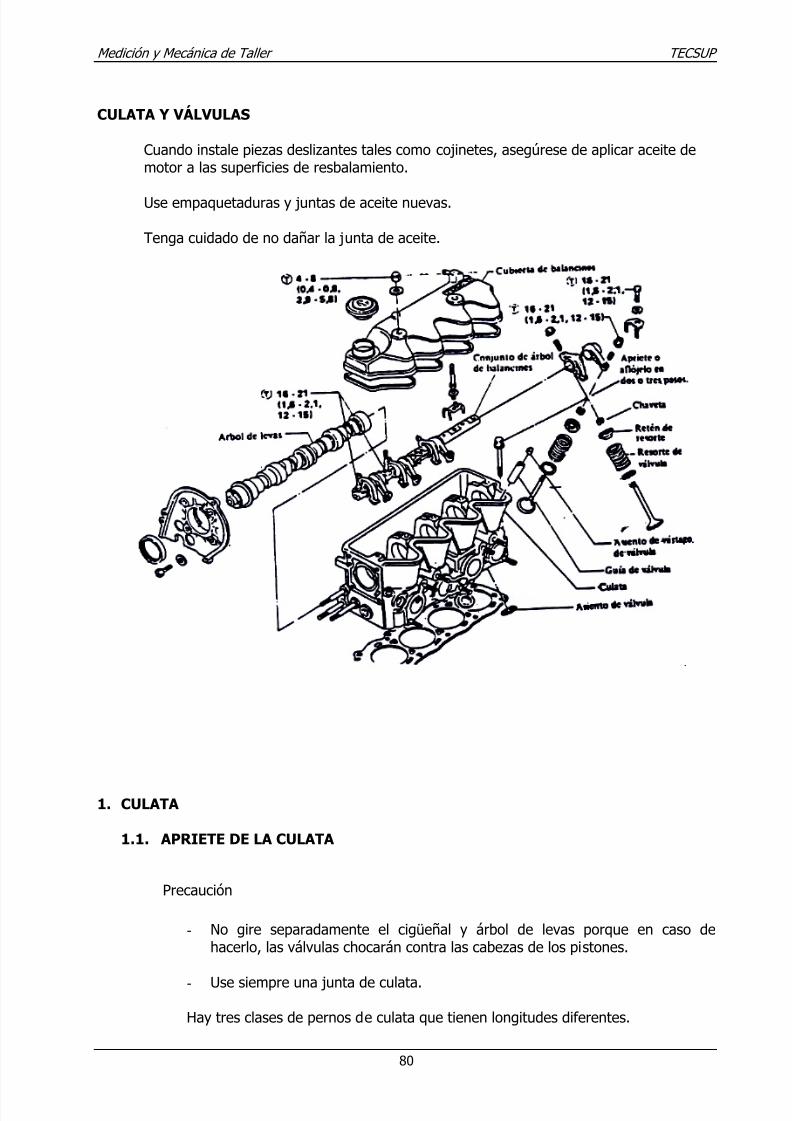
CULATA Y VÁLVULAS
Cuando instale piezas deslizantes tales como cojinetes, asegúrese de aplicar aceite demotor a las superficies de resbalamiento.
Use empaquetaduras y juntas de aceite nuevas.
Tenga cuidado de no dañar la junta de aceite.
1. CULATA
1.1. APRIETE DE LA CULATA
Precaución
- No gire separadamente el cigüeñal y árbol de levas porque en caso dehacerlo, las válvulas chocarán contra las cabezas de los pistones.
- Use siempre una junta de culata.
Hay tres clases de pernos de culata que tienen longitudes diferentes.
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 11/13
81
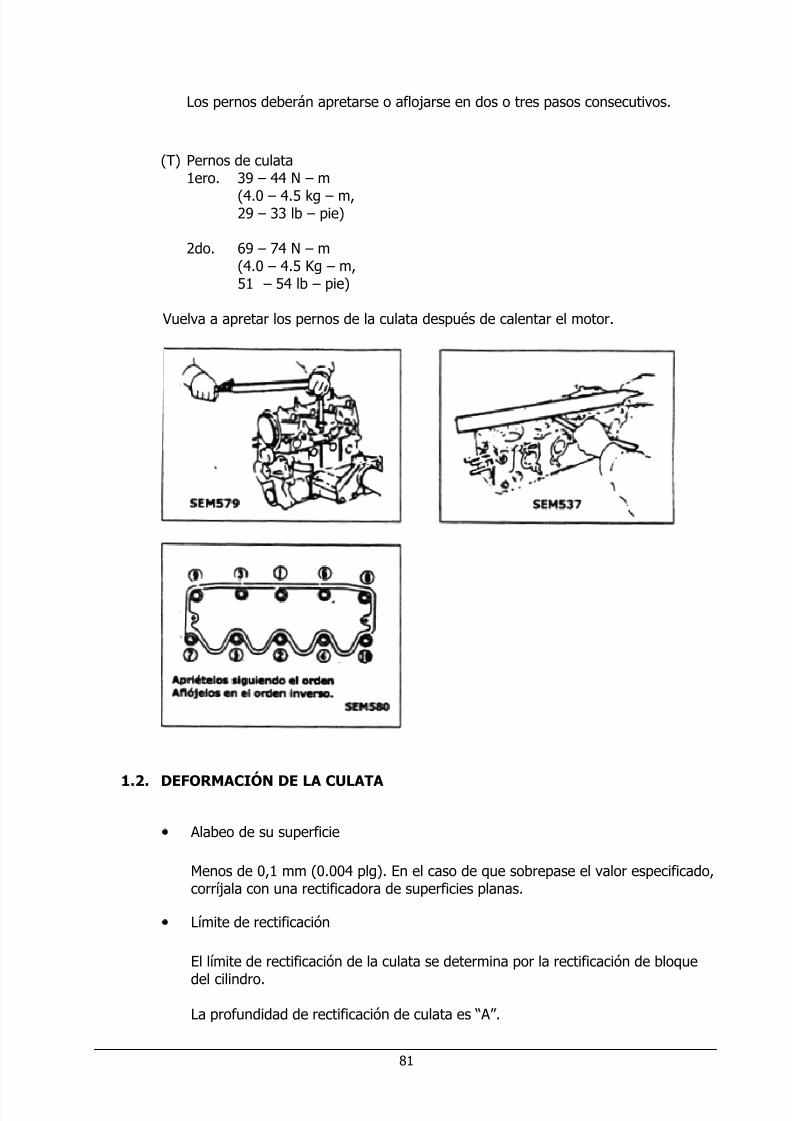
Los pernos deberán apretarse o aflojarse en dos o tres pasos consecutivos.
(T) Pernos de culata1ero. 39 – 44 N – m
(4.0 – 4.5 kg – m,29 – 33 lb – pie)
2do. 69 – 74 N – m(4.0 – 4.5 Kg – m,51 – 54 lb – pie)
Vuelva a apretar los pernos de la culata después de calentar el motor.
1.2. DEFORMACIÓN DE LA CULATA
Alabeo de su superficie
Menos de 0,1 mm (0.004 plg). En el caso de que sobrepase el valor especificado,corríjala con una rectificadora de superficies planas.
Límite de rectificación
El límite de rectificación de la culata se determina por la rectificación de bloque
del cilindro.
La profundidad de rectificación de culata es “A”.

5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 12/13
Medición y Mecánica de Taller TECSUP
82
La profundidad de rectificación del bloque del cilindro es “B”. El límite es el siguiente:
A + B = 0,2 mm (0.008 plg.)
5/12/2018 Tor Qui Metro - slidepdf.com
http://slidepdf.com/reader/full/tor-qui-metro 13/13
83
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………… …………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………