titulo de proyecto de residencia profesional nivel …
TRANSCRIPT

1
Villa de Álvarez, Col., junio de 2013
TITULO DE PROYECTO DE RESIDENCIA PROFESIONAL
Nivel Tres para Flujo de Materiales
Residente
Cesar Abraham Rodríguez Miranda
Asesor
M C Miguel Ríos Farías
Carrera
Ingeniería Industrial
INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:
Villa de Álvarez, Colima, Enero de 2018


2
Contenido
Introducción. ................................................................................................................ 3
Capítulo I ..................................................................................................................... 4
1.1 Antecedentes generales de la empresa. ............................................................................ 4
1.2 Justificación ........................................................................................................................ 6
1.3 Objetivos ............................................................................................................................. 7
1.3.1Objetivo general ............................................................................................................ 7
1.3.2 Objetivos específicos .................................................................................................... 7
1.4 Alcance. .......................................................................................................................... 7
1.5 Cronograma de actividades. (Imagen 4) ............................................................................ 8
Capítulo II .................................................................................................................... 9
2.1 Situación actual. ................................................................................................................. 9
2.2 Metodología de estudio. .................................................................................................. 10
2.3 Marco Teórico. .................................................................................................................. 11
Capítulo III ................................................................................................................ 49
3.1 Propuesta de mejora. ....................................................................................................... 49
3.2 Aplicación de la propuesta ............................................................................................... 51
Capítulo IV ................................................................................................................ 60
4.1 Resultados de la propuesta. ............................................................................................. 60
4.2 Evaluación de la propuesta. ............................................................................................. 65
Capítulo V .................................................................................................................. 70
5.1 Conclusión ......................................................................................................................... 70
5.2 Comentarios y recomendaciones. .................................................................................... 71
Bibliografía. ............................................................................................................... 72
Anexos. ....................................................................................................................... 74

3
Introducción.
El Tecnológico Nacional de México, incluye en la retícula de cada programa de nivel
licenciatura la “Residencia Profesional” la cual es la etapa donde cada estudiante debe
participar dentro de alguna organización en la solución de un problema específico, la
participación del estudiante está acompañada por dos asesores, uno; es docente del área
y el otro es un asesor por parte de la organización donde el estudiante apoya en la
solución de un problema. El propósito es que el estudiante aplique los conocimientos
teóricos recibidos en el aula y a la vez con el apoyo técnico-académico desarrolle una
solución al problema atendido, tanto; técnico, operacional y económicamente viable.
La industria automotriz es un conjunto de compañías y organizaciones relacionadas en
las áreas de diseño, desarrollo, manufactura, marketing, y ventas de automóviles.
El sector automotriz es generador de importantes ingresos. Por lo cual, la exigencia de
calidad muy importante para conservar el estatus y ser competitivo con otras compañías.
La distinción por la calidad hace que las armadoras tengan ciertos métodos de trabajo
cada una con el fin de lograr la calidad total y darla a conocer al mercado, esto exige a
los proveedores desarrollar métodos y formas de trabajo de acuerdo a los parámetros
definidos por cada ensambladora. Los proveedores aceptan el compromiso con los
clientes de practicar la mejora continua. Una empresa que no busca la mejorara en los
procesos o sistematizarlos se convierte en una empresa obsoleta la cual una marca
reconocida será fácil negarle proyectos.
Este proyecto de residencia profesional, se realiza en una planta automotriz, donde se
manufacturan sistemas de tracción motriz para marcas reconocidas de automóviles, en
específico la planta ha iniciado la fabricación de un nuevo producto para automóviles,
llamado eje cardan, conocido como “propshaft”, este componente se monta en vehículos
premium y la función es generar tracción en las cuatro ruedas, para utilizar el vehículo
en todo tipo de terrenos.
El trabajo consta en el estudio del flujo interno de materiales, donde se analiza el flujo
de materiales e identificar áreas de oportunidad, se realizan propuestas de mejora para el
suministro y retiro de materiales e insumos en las líneas. Por otro lado, se propone el
suministro de materiales conforme a la demanda semanal, y el nivel de inventarios para
cada línea de producción.

4
Capítulo I
1.1 Antecedentes generales de la empresa.
GKN fue fundada en Inglaterra en 1759 en los inicios de la revolución industrial por los
empresarios John Guest, Arthur Keen y John Nettlefold. Es de sus apellidos el cual se
debe el nombre de la empresa.
En la actualidad trabajan alrededor de 52,000 personas en la compañía con presencia en
30 países del mundo.
GKN está dividida en cuatro áreas de negocio: Aerospace, Driveline, Powder
Metallurgy (sinter metals & Hoeganaes) y Land systems.
En GKN Driveline Celaya se fabrican principalmente flechas de velocidad constante
completas, pero a su vez también se surten los distintos componentes de la flecha como
refacción a los clientes.
Una junta o flecha de velocidad constante es un acoplamiento mecánico en el que la
velocidad giratoria del eje de salida es la misma que la del eje de entrada,
independientemente del ángulo de funcionamiento de la junta.
En la mayoría de aplicaciones, la junta CV interior es una junta deslizante que permite
que la longitud efectiva de la transmisión cambie según el movimiento de la suspensión.
En aplicaciones de tracción delantera (o de dirección), la junta exterior debe transmitir
efectivamente el par de torsión por medio de un amplio ángulo (de hasta 52 grados). En
aplicaciones de tracción trasera, los ángulos de funcionamiento de la junta son mucho
menores.
En la imagen 1, se muestran los productos que se elaboran en GKN Driveline México,
desde su transformación hasta su ensamble. En la imagen 2 se puede observar los
componentes que contiene un producto como la Flecha de Velocidad Constante (FVC).
Propshaft

5
Imagen1. Productos elaborados en GKN, Flechas y Propshaft
Imagen2. Componentes de una FVC
6
Principales Clientes de la Organización
GKN Driveline cuenta con un amplio mercado, destacando clientes reconocidos
alrededor de todo el mundo. En la imagen 2 puede observarse algunos de los principales
clientes a los cuales se les provee de partes.
Imagen 2. Principales Clientes GKN Driveline
1.2 Justificación
La presente investigación se realiza en el área de Supply Chain donde se pretende
erradicar los problemas que se presentan actualmente en la empresa automotriz, los
cuales deberán atacarse, principalmente será el método, manejo y suministro de
materiales, cada uno de ellos con sus problemas desglosados tales como: ¿qué flujos
seguirán los materiales?, ¿cómo será el movimiento?, ¿Cómo se surtirá el material a las
líneas?, ¿cada cuánto se surtirá?, ¿Dónde se entregará? y todo lo anterior para garantizar
la calidad del producto, las entregas en tiempo y cantidad, la seguridad en planta por el
manejo de vehículos motores y basándose la investigación en pull system.
Además también se controla el inventario, se tendrá una mejor planeación, para hacer
eficientes los procesos logísticos de dicha empresa. Todo lo anterior debido a que no se
cuenta con nada establecido ya que es una planta completamente nueva en ese ramo de
fabricación de productos.

7
1.3 Objetivos
1.3.1Objetivo general
Alcanzar nivel 3 para las categorías de Empaque, Entregas, Manejo, Kitting de
la matriz de flujo para nuevo sitio GKN VLG II. Ver imagen 3 de niveles de
flujo.
Imagen 3. Niveles de flujo.
1.3.2 Objetivos específicos
Generar flujo continuo de materiales para la línea de propshaft, px y pdo.
Establecer rutas de surtimiento y recolección para las nuevas líneas de
trasferencia.
Establecer normas de empaque para materiales.
Diseño de supermercado para nuevas líneas de transferencia
Ordenamiento de almacenes.
1.4 Alcance.
Flujo de materiales en línea propshaft.
Flujo de materiales en líneas px & pdo.

8
1.5 Cronograma de actividades. (Imagen 4)
Imagen 4. Cronograma de actividades
MES
SEMANA 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2
P 3
R 3
P 2
R
P 2
R
P
R
P 25
R
P
R
3
P
R
P
R
P
R
25
P
R
5
P 1
R
P 1
R
P 1
R
P 1
R
P 1
R
P 21
R
P 25
R
Metodos de surtimiento a linea
Ordenamiento de alamacenes
Instalacion de Racks en almacenes de PT y MP
Revisión y actualización de normas de empaque
Materia Prima (Misceláneos, Forjas, Maquinados)
Elaboracion de normas en materiales y produto
terminado
diagrama espaguetti
Propuesta de Layout de proceso (soldadura,
ensamble, balanceo, pintura, etiquetado) y puntos de
surtimiento, resurtimiento y recolección
Propuesta de surtimiento, resurtimiento y recolección
Calculo de espacios
Revisión y actualización de normas de empaque WIP
Subensambles, TSA's, Props Pintadas y sin pintar
0%
0%
0%
0%
0%
0%
0%
Actividades extras
Normas de empaque internas y externas.
Conocimiento del producto y proceso
Implementacion de supermercados de WIP para pista,
jaula y embolado.
normas de empaque, materia prima, WIP, Y Producto
terminado para PX y PDO
Propuestas de ruta de surtimiento y recoleccion de
material
Rutas de surtimiento.
Normas de empaque de exportacion a cliente
Almacenamiento de Materia Prima & Producto
Terminado.
FLUJO DE MATERIALES PROPSHAFT
FLUJO DE MATERIALES PX & PDO
Layout de Almacén de Materia Prima y Producto
Terminado
Diseño de supermercado para WIP & FG
diagrama espaguetti
detrminacion de flujo de materiales en lineas
CRONOGRAMA GENERAL DE ACTIVIDADES
PROYECTO DE FLUJO PARA NUEVO SITIO VLG II
100%
ACTIVIDADESOCTUBRE NOVIEMBRE DICIEMBRE ENERO PORCENTAJE DE
AVANCE %
JULIO AGOSTO SEPTIEMBRET
9
Capítulo II
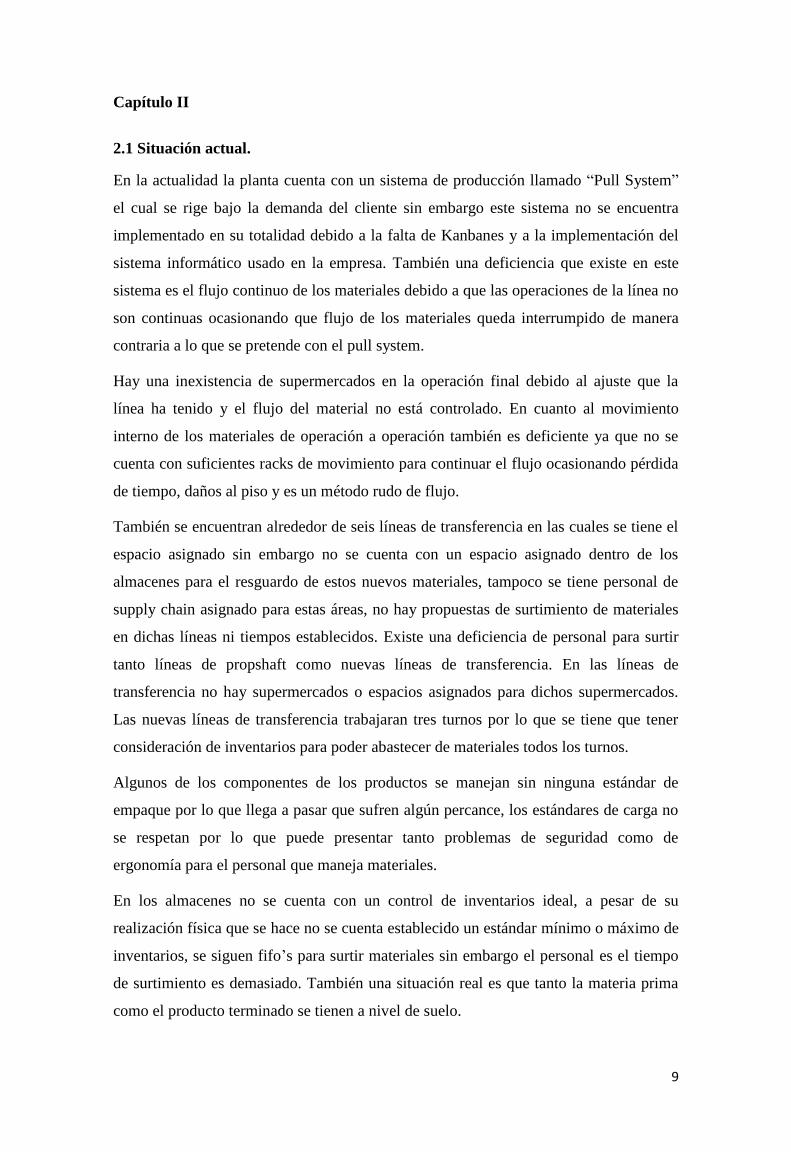
2.1 Situación actual.
En la actualidad la planta cuenta con un sistema de producción llamado “Pull System”
el cual se rige bajo la demanda del cliente sin embargo este sistema no se encuentra
implementado en su totalidad debido a la falta de Kanbanes y a la implementación del
sistema informático usado en la empresa. También una deficiencia que existe en este
sistema es el flujo continuo de los materiales debido a que las operaciones de la línea no
son continuas ocasionando que flujo de los materiales queda interrumpido de manera
contraria a lo que se pretende con el pull system.
Hay una inexistencia de supermercados en la operación final debido al ajuste que la
línea ha tenido y el flujo del material no está controlado. En cuanto al movimiento
interno de los materiales de operación a operación también es deficiente ya que no se
cuenta con suficientes racks de movimiento para continuar el flujo ocasionando pérdida
de tiempo, daños al piso y es un método rudo de flujo.
También se encuentran alrededor de seis líneas de transferencia en las cuales se tiene el
espacio asignado sin embargo no se cuenta con un espacio asignado dentro de los
almacenes para el resguardo de estos nuevos materiales, tampoco se tiene personal de
supply chain asignado para estas áreas, no hay propuestas de surtimiento de materiales
en dichas líneas ni tiempos establecidos. Existe una deficiencia de personal para surtir
tanto líneas de propshaft como nuevas líneas de transferencia. En las líneas de
transferencia no hay supermercados o espacios asignados para dichos supermercados.
Las nuevas líneas de transferencia trabajaran tres turnos por lo que se tiene que tener
consideración de inventarios para poder abastecer de materiales todos los turnos.
Algunos de los componentes de los productos se manejan sin ninguna estándar de
empaque por lo que llega a pasar que sufren algún percance, los estándares de carga no
se respetan por lo que puede presentar tanto problemas de seguridad como de
ergonomía para el personal que maneja materiales.
En los almacenes no se cuenta con un control de inventarios ideal, a pesar de su
realización física que se hace no se cuenta establecido un estándar mínimo o máximo de
inventarios, se siguen fifo’s para surtir materiales sin embargo el personal es el tiempo
de surtimiento es demasiado. También una situación real es que tanto la materia prima
como el producto terminado se tienen a nivel de suelo.

10
En el almacén de producto terminado no se tienen espacios establecidos para el
ordenamiento del producto final (números de parte de cada cliente). Al momento de
realizar los embarques se tiene que realizar desde otra planta debido al arranque de esta
nueva planta por lo que esto ocasiona una gran pérdida de tiempo.
Otra situación es la falta de tecnología en el departamento de supply chain VLGII que
es indispensable para poder realizar las ventas del material terminado y poderse dar de
baja en el sistema, el personal para poder realizar esta actividad tiene que trasladarse de
una planta a otra, lo que ocasiona una gran pérdida de tiempo.
2.2 Metodología de estudio.
La metodología del estudio será de carácter cuantitativo y cualitativo, para poder
determinar el tiempo en el surtimiento, recolección y flujo de materiales así como
también la asignación de espacios en los almacenes y líneas de producción.
Etapas para realizar el estudio. (Imagen 5).
Imagen 5. Metodología de estudio.

11
2.3 Marco Teórico.
Logística
¿Qué es la Logística?
Es el proceso de planificación, implementación y control del flujo y almacenamiento
eficiente y económico de la materia prima, productos semi terminados y acabados, así
como la información asociada. Anon, (2016).
¿Cómo se realiza?
La logística se realiza desde la recepción de materiales hasta la entrega al cliente, se
divide en tres elementos básicos:
Gestión de almacenes
Se suministra y recibe los materiales o productos semi elaborados para usarse
posteriormente.
Flujo de materiales
Se planifica la fabricación de productos terminados para que estos estén siempre
disponibles.
Distribución Física
Se entrega los productos terminados al cliente.
¿Cuándo se realiza?
La logística se realiza cuando existe alguno de los siguientes puntos:
Pedido de cliente
Pedido de Proveedores
Cuando existe predicción de la demanda
Planificación de la producción
Gestión de inventarios
Entregas a cliente.
¿Dónde se ejecuta o realiza la logística?
La logística es un proceso relacionado con la administración eficiente del flujo de
bienes y servicios por ello está ejecutada en diversas áreas de la empresa lo que
normalmente se conocer como cadena de suministro y se maneja realiza
internacionalmente entre compañías para garantizar su función.
¿Por quienes se ejecuta la logística?

12
Ya que es un conjunto o cadena de abastecimiento, esta cadena es ejecutada por varias
partes:
Proveedores
Abastecimiento en planta
Producción
Distribución
Cliente
A su vez cada una de la partes con su soporte también ejecuta la logística.
Clasificación de Inventarios ABC
Historia de la clasificación ABC
Pareto fue un sociólogo y economista italiano quien en 1897, afirmó que el 20% de las
personas ostentaban el 80% del poder político y la abundancia económica, mientras que
el 80% restante de la población (denominada "masas") se repartía el 20% restante de la
riqueza y de la influencia política. Este principio es susceptible de aplicarse a muchos
entornos, dentro de los cuales cabe destacar el control de calidad, la logística (de
distribución), y la administración de inventarios. En el control interno de stock, este
principio significa que unas pocas unidades de inventario representan la mayor parte del
valor de uso de los mismos. Ingenieriaindustrialonline.com. (2016).
¿Qué es la clasificación ABC?
La Clasificación ABC es una metodología de segmentación de productos de acuerdo a
criterios preestablecidos (indicadores de importancia, tales como el "costo unitario" y el
"volumen anual demandado"). El criterio en el cual se basan la mayoría de expertos en
la materia es el valor de los inventarios y los porcentajes de clasificación son
relativamente arbitrarios.
Control para ZONAS "A"
Las unidades pertenecientes a la zona "A" requieren del grado de rigor más alto
posible en cuanto a control. Esta zona corresponde a aquellas unidades que presentan

13
una parte importante del valor total del inventario. El máximo control puede reservarse
a las materias primas que se utilicen en forma continua y en volúmenes elevados.
Control para ZONAS "B"
Las partidas B deberán ser seguidas y controladas mediante sistemas computarizados
con revisiones periódicas por parte de la administración.
Los lineamientos del modelo de inventario son debatidos con menor frecuencia que en
el caso de las unidades correspondientes a la Zona "A". Los costos de faltantes de
existencias para este tipo de unidades deberán ser moderados a bajos y las existencias
de seguridad deberán brindar un control adecuado con el quiebre de stock, aun cuando
la frecuencia de órdenes es menor.
Control para ZONAS "C"
Esta es la zona con mayor número de unidades de inventario, por ende un sistema de
control diseñado pero de rutina es adecuado para su seguimiento. Un sistema de punto
de re orden que no requiera de evaluación física de las existencias suele ser suficiente.
Lay Out
Un Lay Out es un diseño en el cual se plasman los elementos físicos en un espacio
determinado, para analizar varios ámbitos como marketing, producción, logística entre
otras, todo esto como estrategia empresarial. Tiposde.org. (2016). Definición de layout.
Las reglas del Lay Out
Para que un Lay Out sea bueno debe confeccionarse por diseñadores y los croquis se
deben preparar para anticipar la forma en cómo se debería distribuir los elementos en la
compañía.
Esto tiende a guiarse con cuatro reglas:
1. La distancia que deben recorrer los materiales desde que entran en el proceso hasta
que salen del mismo, debe ser la menor posible.
2. Se debe considerar la eventual flexibilidad en el tipo, volumen y forma de
producción
3. Los pasillos deben ser lo más amplios posibles
14
4. La circulación del personal debe ser accesible, evitando su contacto con los
insumos por fuera de la actividad productiva
¿Cómo debe ser un Lay Out para un almacén?
El Lay Out de un almacén debe asegurar el modo más eficiente para manejar los
productos que se dispongan el dicho almacén. Cuando se diseña un Lay Out para un
almacén debe considerarse las entradas y salidas de este lugar y el tipo de almacenaje
que es más conveniente para este, el nivel de inventarios a mantener y las pautas para
la preparación de pedidos.
Un óptimo diseño de las instalaciones de un almacén y un centro de distribución debe
redundar en un adecuado flujo de materiales, minimización de costes, elevados niveles
Almacenes.
Tipos de almacenes
Estático u organizado
En este tipo de almacenaje las mercancías o productos tienen asignado un lugar
específico para colocarse y ningún otro producto puede colocarse en dicho espacio.
Debido a lo anterior este almacenaje presenta las siguientes características:
Facilita la gestión manual del almacén
Necesita pre asignación de espacios
El almacén utiliza mayor espacio y equipo fijo (estantería)
Dinámico o Caótico
Este tipo de almacenaje es todo lo contrario al almacenaje estático, ya que no existen
ubicaciones pre asignadas, los productos se almacenan de acuerdo a disponibilidad de
espacios o criterio del almacenista. Debido a lo anterior se presentan las siguientes
características:
Dificulta el control manual del almacén
Optimiza el espacio disponible en el almacén
Acelera el almacenamiento de mercancías recibidas

15
Requiere sistemas de información electrónicos
Metodología 5 s
¿Qué es la metodología 5 s?
Es una filosofía japonesa que sirve para organizar el trabajo de manera que minimice el
desperdicio, asegurando que las zonas de trabajo estén sistemáticamente limpias y
Imagen 6. Almacén Estático
Imagen 7. Almacén Dinámico

16
organizadas, mejorando de esta manera la productividad, la seguridad y preparando la
base para la implementación de procesos esbeltos. Morales Ferrer, R. (2016).
¿Cuáles son las 5´s?
Imagen 8. Metodología 5 s
Imagen 9. 5 s Español
1S, Seiri – (Clasificar)
Significa retirar el lugar de trabajo todos los elementos que no son inútiles para las
operaciones de producción de un producto o la prestación de un servicio.
Generalmente las personas se rodean de objetos innecesarios (Herramienta, maquinas,
equipos, partes, documentos etc.) que creen que serán útiles algún día, de esta manera
17
los objetos tienden a acumularse y estorbar en las actividades que agregan valor esto
multiplicado por cada estación de trabajo genera una masiva acumulación de
desperdicios (muda) que agregan costos al proceso productivo.
2s, Seiton - (Ordenar)
Una vez retirado de los puestos de trabajo los elementos inútiles se deben ordenar los
útiles, es darles un lugar determinado a cada cosa, ubicar los elementos en el lugar
asignado e identificado, esto con el fin de que las herramientas, equipos o elementos
necesarios puedan ser encontrados fácilmente por quien los necesite. Esto ahorra
tiempos de búsqueda, movimientos innecesarios, evita problemas de calidad y
condiciones inseguras, el orden puede practicarse en paralelo con la primera S
(Clasificar).
3S, Seisō (Limpiar)
Consiste en identificar y eliminar las fuentes de suciedad, asegurando que los puestos de
trabajo se encuentren siempre en perfecto estado de modo que cuando alguien necesite
utilizar algo esté listo para su uso.
Cuando limpiamos un área es inevitable hacer alguna inspección esto puede evitar
grandes problemas en los equipos como los siguientes tipos:
Tipos de problemas:
•Los entornos de trabajo sucios afectan la autoestima.
•Los residuos de procesos pueden generar daños o productos defectuosos.
•Las maquinas no reciben suficientes chequeos.
•La presencia de líquidos en el piso pueden generar accidentes.
4S, Seiketsu (Estandarización)
Difiere de las 3 primeras ya que son actividades la cuarta S es un estado que existe
cuando se mantienen las 3 primeras (Clasificación, orden y limpieza).
El propósito básico de la estandarización es evitar el retroceso en las 3 primeras “S’s”
hacer de su ejecución un habito diario.

18
5S, Shitsuke (Disciplina)
Es diferente a las 4 primeras Ss en el sentido de que no es visible y no puede medirse.
Existe en las mentes y voluntades de los empleados y solo su conducta muestra su
presencia, como consecuencia no se puede implantar como una técnica, pero va de la
mano con la 4ª S, consecuente de esta.
Máximos y Mínimos Niveles de Inventario
¿Qué es el control de inventarios?
El control preventivo de inventarios es una modalidad del control operativo de los
mismos que se basa en reposiciones reales ajustadas a las necesidades, evitando así
acumulaciones excesivas de stock.
Un apropiado control preventivo de inventarios debe manejar los siguientes elementos:
Control Contable: Software.
Control Físico: Almacén.
Control de Nivel de Inversión: Índices de Rotación.
Máximos y Mínimos de Inventario
¿Qué son los máximos y mínimos de inventarios?
Es una técnica que consiste en establecer niveles Máximos y Mínimos de inventario,
además de su respectivo periodo fijo de revisión. La cantidad a ordenar corresponde a la
diferencia entre la Existencia Máxima calculada y las Existencias Actuales de
inventario. Los pedidos que se efectúen fuera de las fechas establecidas de revisión
corresponderán a aquellos que busquen reaccionar a una fluctuación anormal de la
demanda de unidades que haga que los niveles de inventario lleguen al límite mínimo
antes de la revisión. Numerosos sistemas automatizados emplean la técnica de máximos
y mínimos calculando puntos de revisión y solicitando automáticamente órdenes de
compra con sus respectivas cantidades a solicitar.
¿Qué es el punto de reorden?

19
El punto de reorden es la suma de la demanda de tiempo de entrega y las existencias de
seguridad. El cálculo de un punto de reorden optimizado generalmente incluye al
tiempo de entrega, el pronóstico de la demanda y el nivel de servicio.
¿Cómo funciona el punto de reorden?
En la siguiente imagen 10 se muestra el funcionamiento general del punto de reorden, el
cual considera un inventario de seguridad, un tiempo en que se emite un pedido y el
tiempo en que entregan el pedido a partir de su emisión.
Imagen 10. Ejemplo de Gráfica Punto de Re orden
¿Qué se necesita considerar para el cálculo de máximos y mínimos de inventario?
Pp: Punto de pedido
Tr: Tiempo de reposición de inventario (en días)
Cp: Consumo medio diario
Cmx: Consumo máximo diario
Cmn: Consumo mínimo diario
Emx: Existencia máxima
Emn: Existencia mínima (Inventario de seguridad)
CP: Cantidad de pedido
E: Existencia actual
20
¿Cómo se calcula?
Las fórmulas matemáticas utilizadas en la técnica son:
Existencia mínima: Emn = (Cmn) (Tr)
Punto de pedido o re orden: Pp = (Cp) (Tr) + Emn
Existencia Máxima: Emx= ((Cmx)( Tr)) + Emn
Cantidad de Pedido: CP= (Emx – E)
Inventarios Físicos
Para esto es necesario realizar inventarios físicos o Existencia actual, Sea cual sea el
sistema que se utilice para el manejo de los inventarios, existen divergencias entre las
cantidades físicas (reales) y las cantidades indicadas por el Kardex o el sistema
computarizado. Con el objetivo de mitigar esto, es necesario efectuar inventarios
físicos.
Los inventarios físicos suelen efectuarse periódicamente, casi siempre coincidiendo con
el cierre del periodo fiscal de la organización, para efecto del balance contable.
Existen dos tipos de inventarios físicos:
Inventarios físicos puntuales: Son aquellos realizados al menos una vez cada
año, y por su dimensión y grado de certeza usualmente se hace necesario
restringir la actividad normal del almacén. En este caso se efectúa un conteo
ítem por ítem, luego se compara contra lo indicado por el Kardex. Las
diferencias son sometidas a un análisis posterior.
Inventarios físicos permanentes, continuos o cíclicos: Estos se efectúan en lo
corrido del año sobre cantidades pequeñas de producto, o sobre productos
específicos. El objetivo de este inventario es el repartir la carga de trabajo de
manera más uniforme, permitiendo así disponer de información más precisa
sobre las existencias.

21
Investigación de Operaciones, “La Ruta más corta”
Para la asignación de rutas de entrega se debe considerar que esta sea eficiente en
ahorro de tiempos, distancias, costos o movimientos. Debido a esto se analiza de la
investigación de operaciones el método de la ruta más corta para enviar materiales entre
dos puntos de forma eficiente, económica y rápida. (Taha, 2004).
¿Qué es la Ruta más corta?
El método de la ruta más corta es un método de programación lineal, que permite
buscar la solución a un problema de optimización que resulte de una combinatoria y de
diferentes aplicaciones, el objetivo de este método está en encontrar rutas cortas o de
menor costo, según sea el caso, que va desde un nodo especifico hasta cada uno de los
demás nodos de la red. En este sentido un nodo es una representación gráfica en forma
de circulo, este nodo es muy importante ya que denota los orígenes y destinos del
problema a analizar, asimismo una red representa un conjunto de puntos y líneas que
conectan pares de puntos, estos puntos son los que llamaremos nodos y las líneas serían
las aristas, por ejemplo: imagen 11.
Imagen 11. Ejemplo de Nodos y Arcos
¿Dónde podemos aplicar este método?
Un ejemplo simple para aplicar a este tipo de problemas sería el viaje de una persona
desde un estado a ciudad el cual pudiese tener varias alternativas, según el interés de la
persona, bien sea para ir más rápido o llegar de manera económica según sus recursos,
para el primer caso se minimizaría la distancia y para el segundo caso el costo, en
cualquier caso el objetivo consistiría en encontrar la ruta más eficiente a un menor

22
costo, y por lo tanto tendríamos que los estados estarán representados como los nodos y
las carreteras como los arcos.
Terminología
Una red es un conjunto de puntos y líneas que conectan pares de puntos. Los puntos se
llaman nodos o vértices y las líneas se llaman arcos o aristas, estos pueden tener una
dirección asociada, en este caso se denominan arcos dirigidos.
Imagen 12. Nodos y Arcos de una Red
Flujo es el valor que se le asigna a un arco que conecta dos nodos. Para nombrar el arco
se pone primero el nodo de donde viene y luego el nodo hacia dónde va. Por ejemplo, si
el flujo sólo va desde el nodo C hacia el nodo D, entonces el arco se llama CD y no DC.
Imagen 13. Flujo de una Red.
Una trayectoria entre 2 nodos es una sucesión de arcos distintos que conectan estos
nodos.
Por ejemplo, una trayectoria que conecta al nodo A con el nodo G es AC-CE-EG.

23
Imagen 14. Ejemplo de Trayectoria.
Una trayectoria dirigida desde el nodo i al nodo j es una sucesión de arcos cuya
dirección es hacia el nodo j, de manera que el flujo del nodo i al nodo j a través de esta
trayectoria es factible
Una trayectoria no dirigida del nodo i al nodo j es una sucesión de arcos cuya dirección
(si la tiene) puede ser hacia o desde el nodo j.
Imagen 15. Ejemplo de Trayectoria Dirigida.
Ciclo es una trayectoria que comienza y termina en un mismo nodo
Ciclo dirigido cuando está formado por una trayectoria dirigida
Ciclo no dirigido cuando la trayectoria que lo conforma es no dirigida.

24
Imagen 16. Ciclo Dirigido y No Dirigido.
FIFOS (First Intro – First Output) Primeras Entradas - Primeras Salidas
¿Qué son los FIFOS?
La sigla FIFO es un acrónimo ingles que significa “primero en entrar, primero en salir”.
Con este método de valuación de inventario, la empresa cuenta el valor del inventario
recibido en primer lugar cuando se hacen las ventas. Una de las razones más comunes
por la cual se utiliza esta herramienta es principalmente, porque el método consiste en
darle salida del inventario a aquellos productos que se adquirieron primeramente y que
se consideran, deben salir primero por causas de caducidad, este caso si se hablara de
una empresa productoras de alimentos, o por razones de control eficiente del inventario,
por lo que en los en la bodega quedarán aquellos productos comprados recientemente.
Ver imagen 17 de ejemplo.
Ventajas y Desventajas del FIFOs
Ventajas:
El inventario final queda valuado al precio de las últimas compras
El costo de los inventarios vendidos se valoran al costo de las primeras compras,
por lo que el costo reconocido en el estado de resultados es menor que el
reconocido por otros métodos de valoración.
El menor costo en el estado de resultados, resulta en una utilidad bruta mayor
que la obtenida con los otros métodos.
Este método valora a un mayor costo las existencias porque representa en el
balance las últimas entradas que son las más caras, así se incrementa el resultado

25
de la empresa en mayor medida que otros métodos y valora los activos a su
precio de mercado actual.
Desventajas:
La utilidad mayor repercute en un mayor pago de impuestos.
En una economía inflacionaria puede presentar una utilidad exagerada ya que
confronta costos de compra antiguos con precios de ventas actuales.
Una desventaja importante con FIFO es que, asumiendo que los costos de
inventario han aumentado con el tiempo, tu ingreso tributable es típicamente
más alto debido a que el costo de inventario inicial recibido suele ser inferior.
La principal desventaja de aplicar esta técnica radica en que los costos de
producción y ventas bajos que suelen mostrar, incrementa las utilidades,
generando así un mayor impuesto.
Imagen 17. Ejemplo sistema FIFO
Normas de Empaque
Las normas de empaque son las reglas que se adoptan para el manejo de materiales, de
acuerdo a las necesidades de la empresa tomando en cuenta los siguientes parámetros:
Peso que soporta el contenedor
Ergonomía
Peso que puede cargar el operador
26
Cantidad de espacio utilizado
Estibas máximas
Método de Transporte
Demanda del cliente
Velocidad de la línea de producción
Con lo anterior se pretende cuidar el producto, garantizando su calidad al ser
transportado o manejado desarrollando el correcto desarrollo de la actividad.
Value Stream Mapping (VSM)
¿Qué es VSM?
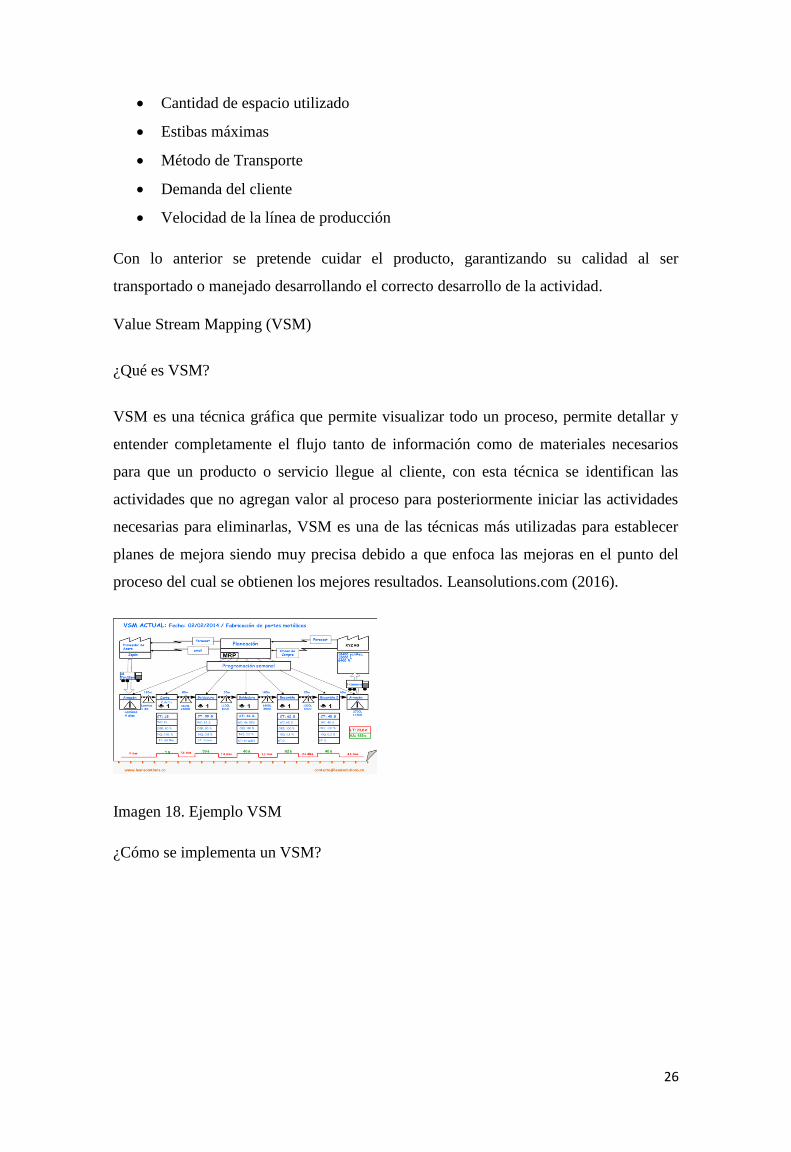
VSM es una técnica gráfica que permite visualizar todo un proceso, permite detallar y
entender completamente el flujo tanto de información como de materiales necesarios
para que un producto o servicio llegue al cliente, con esta técnica se identifican las
actividades que no agregan valor al proceso para posteriormente iniciar las actividades
necesarias para eliminarlas, VSM es una de las técnicas más utilizadas para establecer
planes de mejora siendo muy precisa debido a que enfoca las mejoras en el punto del
proceso del cual se obtienen los mejores resultados. Leansolutions.com (2016).
Imagen 18. Ejemplo VSM
¿Cómo se implementa un VSM?

27
Imagen 19. Implementación VSM
¿Qué se debe identificar en un VSM?
En el VSM se debe identificar:
Identificar el proceso cuello de botella
Identificar el donde se desperdician productos
Identificar el donde se desperdician recursos (tanto hombres como maquinas)
Definir inventarios Max y min., identificar la causa de estas existencias
Identificar las soluciones adecuadas para eliminarlos.
Identificar cual flujo empujado debería ser jalado y en consecuencia y a cuales
les falta el respeto por el FIFO.
Tipos de VSM
Actual
El VSM actual muestra el flujo de información y el flujo de producto, generalmente
cuando no se ha implementado Lean Manufacturing, a continuación se muestra un
ejemplo de este Value Stream Mapping Actual.

28
Imagen 20. Ejemplo de VSM Actual
Futuro
El propósito del Value-Stream Mappping (VSM) futuro es resaltar las fuentes de
desperdicios, por eso la implementación de un este debe hacerse en un periodo corto
de tiempo, la meta es construir procesos que estén vinculados con los clientes,
trabajando al Takt time, en flujo continuo y tirados por el cliente (Pull).
A continuación se muestra un ejemplo de VSM Futuro.
Imagen 21. Ejemplo VSM Futuro

29
Takt Time
¿Qué es el Takt Time?
Es el ritmo en que los productos deben ser completados o finalizados para satisfacer las
necesidades de la demanda, pero a diferencia del tiempo de ciclo que conocemos este
mide el ritmo de trabajo en una planta de manufactura. Tierrafria, M. (2015).
Uso de Takt Time en Value Stream Mapping (VSM)
Value Stream Mapping es una herramienta de Lean Production, la cual nos ayuda a
identificar las actividades que no agregan valor. Cabe destacar que Takt Time es crucial
calcularlo en VSM ya que nos proporciona información de donde en el proceso
debemos hacer mejoras para lograr satisfacer la demanda del cliente y de esta forma se
puede hacer el Value Stream Mapping futuro. Esto se realiza mediante la comparación
de Takt time vs el tiempo que se requiere para producir un producto o lead time. En el
Value Stream Mapping la comparación del Lead time con Takt time nos da indicaciones
donde es el verdadero cuello de botella. Te recomendamos hacer este ejercicio para
tener un proceso lean adecuado en tu planta de manufactura y si el lead time es mayor
que takt time debes reducir el tiempo de manufactura mejorando el proceso con kaizen.
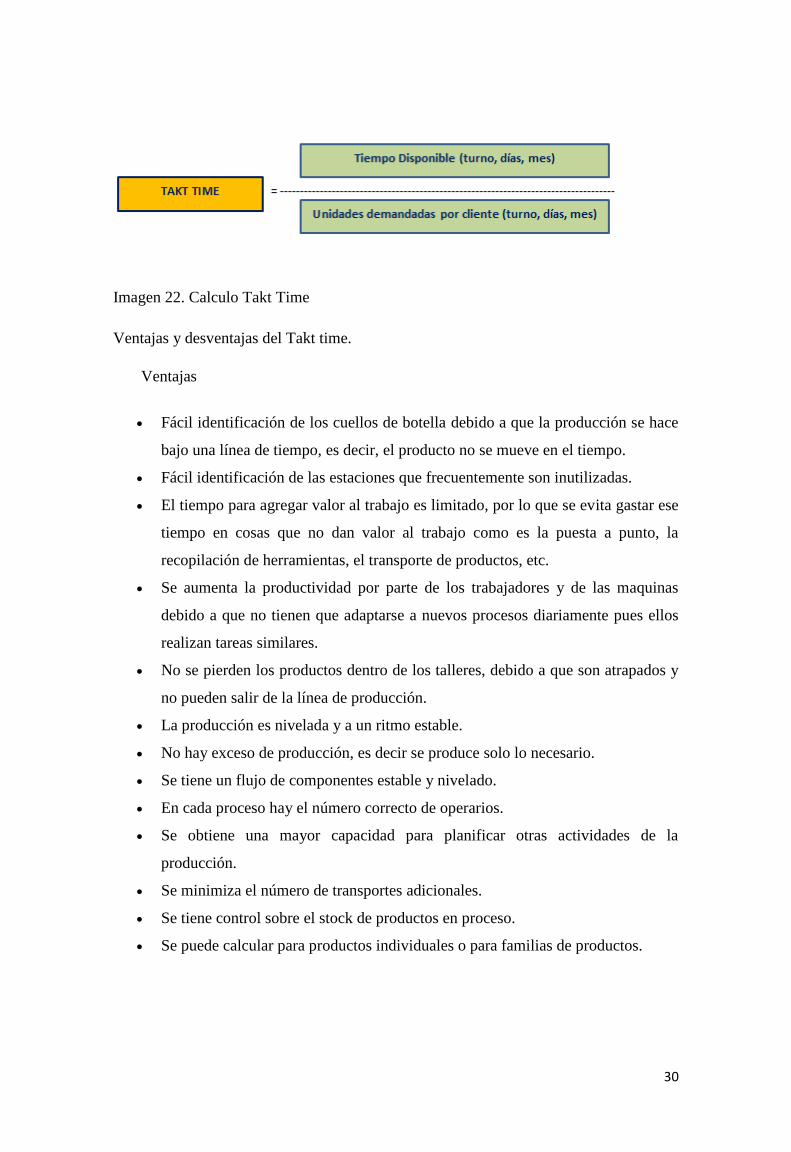
¿Cómo se calcula el Takt Time?
Determinar el Takt time es sencillo, basta con dividir el tiempo disponible para operar,
por la producción prevista a obtener (que es la que se supone que satisface la demanda)
Donde,
El tiempo de producción disponible: El tiempo disponible de trabajo por turno, es decir,
el tiempo total de la jornada de trabajo menos los tiempos de descanso y comida si los
hay.
Unidades demandadas: La demanda de los clientes por turno.
La unidad de medida del Takt Time es el tiempo, que se interpreta como: el tiempo que
puede destinarse a cada unidad de producto, y es más utilizado en segundos.
30
Imagen 22. Calculo Takt Time
Ventajas y desventajas del Takt time.
Ventajas
Fácil identificación de los cuellos de botella debido a que la producción se hace
bajo una línea de tiempo, es decir, el producto no se mueve en el tiempo.
Fácil identificación de las estaciones que frecuentemente son inutilizadas.
El tiempo para agregar valor al trabajo es limitado, por lo que se evita gastar ese
tiempo en cosas que no dan valor al trabajo como es la puesta a punto, la
recopilación de herramientas, el transporte de productos, etc.
Se aumenta la productividad por parte de los trabajadores y de las maquinas
debido a que no tienen que adaptarse a nuevos procesos diariamente pues ellos
realizan tareas similares.
No se pierden los productos dentro de los talleres, debido a que son atrapados y
no pueden salir de la línea de producción.
La producción es nivelada y a un ritmo estable.
No hay exceso de producción, es decir se produce solo lo necesario.
Se tiene un flujo de componentes estable y nivelado.
En cada proceso hay el número correcto de operarios.
Se obtiene una mayor capacidad para planificar otras actividades de la
producción.
Se minimiza el número de transportes adicionales.
Se tiene control sobre el stock de productos en proceso.
Se puede calcular para productos individuales o para familias de productos.

31
Desventajas
Si se tiene una demanda muy grande, se hace necesario reorganizar las tareas para
poder hacerlas en un menor tiempo o se tiene que dividir el pedido entre dos o más
estaciones, lo que requiere que los trabajadores se adapten a los cambios realizados.
Si no hay capacidad de amortiguación dentro de las estaciones para deshacerse de
los productos y de las estaciones siguientes para alimentarse, cuando por algún
motivo se rompe una estación toda la línea de producción se paraliza.
Cuando se tienen tiempos takt muy pequeños, se puede generar estrés en los
trabajadores y las maquinas pueden sufrir deterioros.
En algunas ocasiones situaciones, una obsesión por el Takt time, flujo de una pieza
y las células lineales conduce a diseños inadecuados.
Un cambio de tiempo Takt no es una tarea trivial e involucra rebalanceo de las
líneas cambiando las tareas realizadas en cada estación.
Pitch Time
El Pitch Time está ligado al Takt Time, ya que el Takt Time se calcula para una pieza
pero los clientes no piden una pieza por lo regular, estos piden cajas o lotes los cuales se
colocan en contenedores con un estándar determinado.
¿Qué es el Pitch Time?
Es una cantidad de piezas por unidad de tiempo, basada en el takt time de producto y la
cantidad de unidades en el paquete.
¿Cómo se calcula?
Imagen 23. Calculo del Pitch Time
32
Imagen 24. Ejemplo de uso del Pitch Time
Sistema Jalón
Cuando la demanda del producto determina cuánto producir (enfoque pull), los tamaños
de las órdenes de producción son pequeños, se generan bajos costos por inventarios, y
un bajo riesgo por obsolescencia del producto. Este enfoque es conveniente cuando se
compite por innovación y flexibilidad, y su implantación requiere de información rápida
desde los puntos de venta, así como de un sistema de producción rápido y flexible.
GestioPolis.com, E. (2001).
¿Qué es?
Método para controlar el flujo de los recursos, reponiendo solo lo que se ha consumido.
¿Para qué es?
Producir o procesar solo cuando el cliente lo necesite y lo ha requerido.
¿Cómo se hace?
Mediante la creación de Supermercados (SM).
¿Qué es un SM?
Cantidad de inventario calculada para tener a disposición.
¿Por qué calcular un SM?
Para tener un control sobre lo que los clientes requieren y entregar en tiempo y forma.

33
¿Cómo se controla un SM?
Mediante Fronteras.
¿Qué es una Frontera?
Es un límite calculado que muestra el nivel de inventario deseado que se tiene por pieza
para generar una señal de producción.
Imagen 25. Niveles de un inventario

34
Imagen 26. Ejemplo de flujo de información real
Imagen 27. Intervalo
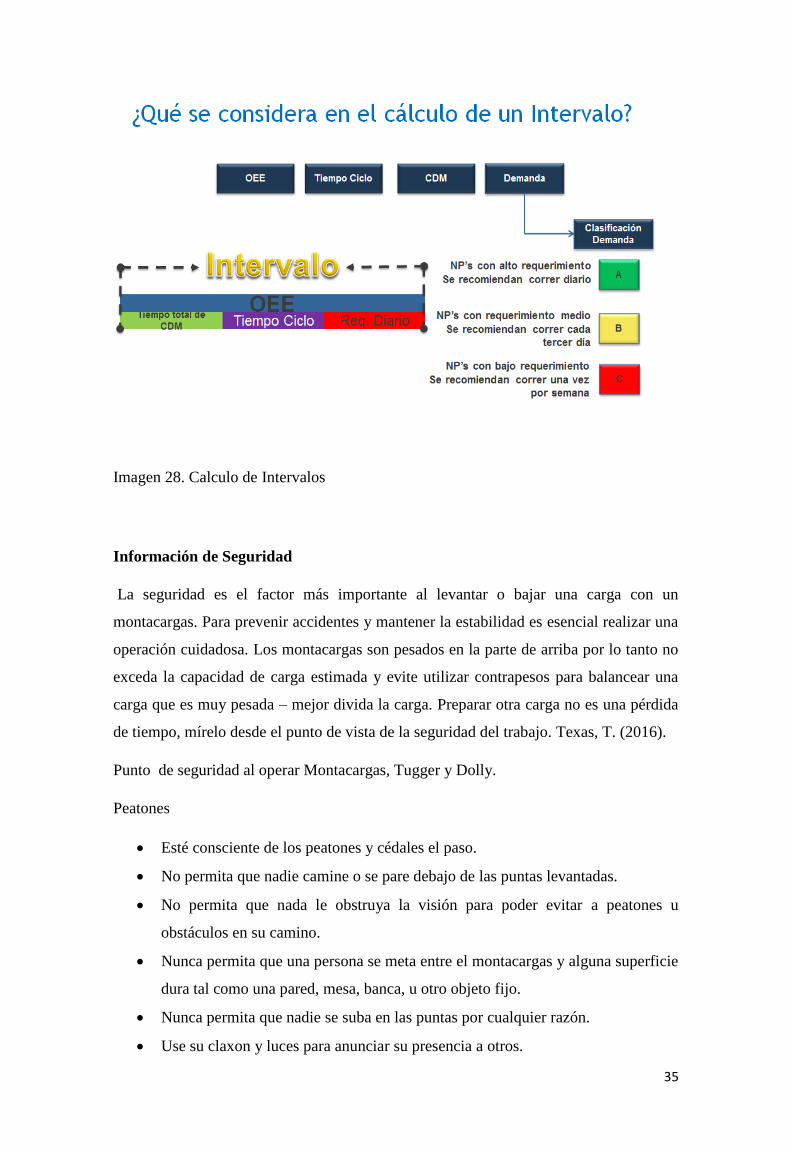
35
Imagen 28. Calculo de Intervalos
Información de Seguridad
La seguridad es el factor más importante al levantar o bajar una carga con un
montacargas. Para prevenir accidentes y mantener la estabilidad es esencial realizar una
operación cuidadosa. Los montacargas son pesados en la parte de arriba por lo tanto no
exceda la capacidad de carga estimada y evite utilizar contrapesos para balancear una
carga que es muy pesada – mejor divida la carga. Preparar otra carga no es una pérdida
de tiempo, mírelo desde el punto de vista de la seguridad del trabajo. Texas, T. (2016).
Punto de seguridad al operar Montacargas, Tugger y Dolly.
Peatones
Esté consciente de los peatones y cédales el paso.
No permita que nadie camine o se pare debajo de las puntas levantadas.
No permita que nada le obstruya la visión para poder evitar a peatones u
obstáculos en su camino.
Nunca permita que una persona se meta entre el montacargas y alguna superficie
dura tal como una pared, mesa, banca, u otro objeto fijo.
Nunca permita que nadie se suba en las puntas por cualquier razón.
Use su claxon y luces para anunciar su presencia a otros.

36
Al estacionarse
No se estacione en una pendiente.
Inspeccione y asegure los tráileres antes de entrar en ellos con el montacargas.
No confíe en que nadie más lo vaya a asegurar por usted.
Apague el motor al cargar combustible y nunca fume cerca del montacargas.
Al operar
Siempre use su cinturón de seguridad.
Siempre mire antes de meterse en reversa.
Use un ayudante cuando la visibilidad está reducida.
Siempre asegure la plataforma al andén antes de manejar sobre ella.
Evite las vueltas repentinas; podría hacer volcar el montacargas.
Proceda con precaución especial en las superficies mojadas.
Cruce las vías de ferrocarril diagonalmente para prevenir dañar las ruedas y para
impedir que la carga patine. No permita que conductores no autorizados suban
en su montacargas y sobre todo no permita que el montacargas se use para
jugueteos.
Maneje en reversa (exceptuando al subir inclinadas) si la carga obstruye la
visión. Manténgase a la derecha al conducir salvo que las condiciones o la
circulación indiquen lo contrario.
Mantenga los brazos, piernas, cabeza, y pies dentro del montacargas al estarlo
conduciendo.
Nunca maneje con las puntas levantadas, o use el montacargas para empujar
otros vehículos.
Nunca rebase otro montacargas viajando en la misma dirección, especialmente
en puntos ciegos, intersecciones u otras áreas peligrosas.
Obedezca los límites de velocidad, líneas de señalización y cualquier otra señal
de camino.
Recuerde que un montacargas caminando a 10 millas por hora va a tardar 22
pies en llegar a una parada completa.

37
Imagen 29. Ejemplos de Señales de Seguridad en rutas de abastecimiento.
Las instalaciones de almacenamiento en estanterías metálicas permiten almacenar
productos paletizados en altura. Este tipo de almacenamiento puede exponer al personal
de montaje de las estanterías y al de explotación del almacén a diferentes riesgos que
deben ser controlados.
El objetivo de esta NTP es la descripción del sistema de almacenamiento en estanterías
metálicas, indicándose los riesgos relacionados con las especificaciones, diseño
fabricación y montaje, así como durante los trabajos de explotación y las medidas de
prevención y protección a adoptar en cada caso.
Los elementos más característicos de las estanterías metálicas para el almacenamiento
de paletas se muestran, junto con su nomenclatura:

38
Imagen 30. Elementos de Estantería
Riesgos en Almacenes
Los principales riesgos relacionados con la especificación, diseño, fabricación y
montaje de este tipo de almacenamientos son la caída de cargas y los accidentes de
circulación. (NOM 130, 2008)
Caída parcial o total de cargas paletizadas sobre pasillos o zonas de trabajos
La caída parcial o total de cargas paletizadas sobre pasillos o zonas de trabajo puede ser
debida a la inestabilidad de la instalación o a acciones mecánicas sobre la misma.

39
Inestabilidad parcial o total de la instalación
La falta de resistencia mecánica del conjunto o de algunos de sus elementos y/o
uniones, puede deberse a un diseño realizado a partir de especificaciones y/o datos
inadecuados o inexactos de las necesidades de uso de la estantería o bien a
modificaciones posteriores efectuadas en la instalación.
Las principales causas de los errores de diseño suelen ser:
• Aplicación de una Norma Técnica de Diseño inadecuada
• Aplicación deficiente de la Norma Técnica de Diseño
• La definición de la unidad de carga paletizada a utilizar (dimensiones y peso de
la carga y/o características de la paleta utilizada).
• Las características y el tipo del equipo de manutención a emplear.
• Las características del edificio donde se instalarán las estanterías (dimensiones,
tipo de edificio, el tipo y las características del suelo, características ambientales).
• Los datos de la situación geográfica de la instalación y sus características
geodinámicas. La modificación de las características originales de la estantería y/o de
la carga realizada durante la explotación del almacén puede dar lugar a una
insuficiente resistencia mecánica del conjunto o de algunos de sus elementos y/o
uniones, principalmente a causa del:
• Cambio en la configuración de los niveles de carga.
• Empleo de unidades de carga distintas de las previstas inicialmente que permiten
o facilitan la sobrecarga de los largueros.
• Desmontaje y montaje inadecuado de las estanterías.
• Reubicación de las estanterías en suelos con condiciones inadecuadas.
Acciones mecánicas sobre la instalación
Choques o golpes contra las estructuras de los aparatos o vehículos de manutención,
que pueden ocasionar: el desenganche de los largueros y/u otros componentes,
deformaciones elásticas o permanentes de los elementos y/o el desplome de las cargas
y/o elementos portantes.
Accidentes de circulación
Estos accidentes pueden tener lugar en forma de choques entre vehículos y de atropellos
a peatones.

40
Las causas principales son una iluminación inadecuada (que produce deslumbramientos
o zonas de sombra); la escasa anchura de los pasillos (en base al radio de giro o al
tamaño de los vehículos y/o de las cargas a transportar); exceso de velocidad de los
equipos de elevación; cruces mal señalizados; etc.
Medición del Trabajo
La medición del trabajo a su vez, sirve para investigar, minimizar y eliminar el tiempo
improductivo, es decir, el tiempo durante el cual no se genera valor agregado. I. (2016).
Estudio de Tiempos
Una función adicional de la Medición del Trabajo es la fijación de tiempos estándar
(tiempos tipo) de ejecución, por ende es una herramienta complementaria en la misma
Ingeniería de Métodos, sobre todo en las fases de definición e implantación.
Estudio de Tiempos en el trabajo
El estudio de tiempos y movimientos es una herramienta para la medición del trabajo
utilizada con éxito desde finales del Siglo XIX, cuando fue desarrollada por Taylor. A
través de los años dichos estudios han ayudado a solucionar multitud de problemas de
producción y a reducir costos.
Fue en Francia en el siglo XVIII, con los estudios realizados por Perronet acerca de la
fabricación de alfileres, cuando se inició el estudio de tiempos en la empresa, pero no
fue sino hasta finales del siglo XIX, con las propuestas de Taylor que se difundió y
conoció esta técnica, el padre de la administración científica comenzó a estudiar los
tiempos a comienzos de la década de los 1880’s, allí desarrolló el concepto de la
“tarea”, en el que proponía que la administración se debía encargar de la planeación del
trabajo de cada uno de sus empleados y que cada trabajo debía tener un estándar de
tiempo basado en el trabajo de un operario muy bien calificado. Después de un tiempo,
fue el matrimonio Gilbreth el que, basado en los estudios de Taylor, ampliara este
trabajo y desarrollara el estudio de movimientos, dividiendo el trabajo en 17
movimientos fundamentales llamados Therbligs.
¿Qué es el estudio de tiempos?
"El Estudio de Tiempos es una técnica de medición del trabajo empleada para registrar
los tiempos y ritmos de trabajo correspondientes a los elementos de una tarea definida,
41
efectuada en condiciones determinadas y para analizar los datos a fin de averiguar el
tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida".
Objetivos del estudio de tiempos
Minimizar el tiempo requerido para la ejecución de trabajos
Conservar los recursos y minimizan los costos
Efectuar la producción sin perder de vista la disponibilidad de energéticos o de
la energía
Proporcionar un producto que es cada vez más confiable y de alta calidad
Requerimientos
Antes de emprender el estudio hay que considerar básicamente los siguientes
Para obtener un estándar es necesario que el operario domine a la perfección la
técnica de la labor que se va a estudiar.
El método a estudiar debe haberse estandarizado
El empleado debe saber que está siendo evaluado, así como su supervisor y los
representantes del sindicato
El analista debe estar capacitado y debe contar con todas las herramientas
necesarias para realizar la evaluación
El equipamiento del analista debe comprender al menos un cronómetro, una
planilla o formato pre impreso y una calculadora. Elementos complementarios
que permiten un mejor análisis son la filmadora, la grabadora y en lo posible un
cronómetro electrónico y una computadora personal.
La actitud del trabajador y del analista debe ser tranquila y el segundo no deberá
ejercer presiones sobre el primero
Hay dos métodos básicos para realizar el estudio de tiempos, el continuo y el de
regresos a cero.
En el método continuo se deja correr el cronómetro mientras dura el estudio. En
esta técnica, el cronómetro se lee en el punto terminal de cada elemento,
mientras las manecillas están en movimiento. En caso de tener un cronómetro
electrónico, se puede proporcionar un valor numérico inmóvil.

42
En el método de regresos a cero el cronómetro se lee a la terminación de cada
elemento, y luego se regresa a cero de inmediato. Al iniciarse el siguiente
elemento el cronómetro parte de cero. El tiempo transcurrido se lee directamente
en el cronómetro al finalizar este elemento y se regresa a cero otra vez, y así
sucesivamente durante todo el estudio.
Las 7 Herramientas de Calidad
¿Cuáles son las herramientas de la calidad?
Las siete herramientas de la calidad son:
1. Diagramas de Causa - Efecto
2. Planillas de inspección
3. Gráficos de control
4. Diagramas de flujo
5. Histogramas
6. Gráficos de Pareto
7. Diagramas de dispersión
8.
HERRAMIENTA 1: DIAGRAMAS DE CAUSA - EFECTO
Imagen 32. Ejemplo diagrama causa - efecto
Imagen 31. Ejemplo medición del trabajo

43
La variabilidad de una característica de calidad es un efecto o consecuencia de múltiples
causas, por ello, al observar alguna inconformidad con alguna característica de calidad
de un producto o servicio, es sumamente importante detallar las posibles causas de la
inconsistencia. La herramienta de análisis más utilizada son los llamados diagramas de
causa - efecto, conocidos también como diagramas de espina de pescado, o diagramas
de Ishikawa.
HERRAMIENTA 2: PLANILLAS DE INSPECCIÓN
Imagen 33. Ejemplo de hojas de verificación o planillas de inspección.
Las planillas de inspección son una herramienta de recolección y registro de
información. La principal ventaja de éstas es que dependiendo de su diseño sirven tanto
para registrar resultados, como para observar tendencias y dispersiones, lo cual hace que
no sea necesario concluir con la recolección de los datos para disponer de información
de tipo estadístico. El diseño de una planilla de inspección precisa de un análisis
estadístico previo, ya que en ella se preestablece una escala para que en lugar de
registrar números se hagan marcaciones simples.
HERRAMIENTA 3: GRÁFICOS DE CONTROL
Imagen 34. Ejemplo Gráficos de Control
Los gráficos o cartas de control son diagramas preparados donde se van registrando
valores sucesivos de la característica de calidad que se está estudiando. Estos datos se
44
registran durante el proceso de elaboración o prestación del producto o servicio. Cada
gráfico de control se compone de una línea central que representa el promedio histórico,
y dos límites de control (superior e inferior).
HERRAMIENTA 4: DIAGRAMAS DE FLUJO
Imagen 35. Ejemplo Diagrama de Flujo Simple
Un diagrama de flujo es una representación gráfica de la secuencia de etapas,
operaciones, movimientos, esperas, decisiones y otros eventos que ocurren en un
proceso. Su importancia consiste en la simplificación de un análisis preliminar del
proceso y las operaciones que tienen lugar al estudiar características de calidad. Ésta
representación se efectúa a través de formas y símbolos gráficos usualmente
estandarizados, y de conocimiento general.
HERRAMIENTA 5: HISTOGRAMAS
Imagen 36. Ejemplo histograma
Un histograma o diagrama de barras es un gráfico que muestra la frecuencia de cada
uno de los resultados cuando se efectúan mediciones sucesivas. Éste gráfico permite
observar alrededor de qué valor se agrupan las mediciones y cuál es la dispersión
alrededor de éste valor. La utilidad en función del control de calidad que presta ésta
representación radica en la posibilidad de visualizar rápidamente información
aparentemente oculta en un tabulado inicial de datos.

45
HERRAMIENTA 6: DIAGRAMA DE PARETO
Imagen 37. Ejemplo diagrama de Pareto
El diagrama de Pareto es una variación del histograma tradicional, puesto que en el
Pareto se ordenan los datos por su frecuencia de mayor a menor. El principio de Pareto,
también conocido como la regla 80 -20 enunció en su momento que "el 20% de la
población, poseía el 80% de la riqueza". Evidentemente son datos arbitrarios y
presentan variaciones al aplicar la teoría en la práctica, sin embargo éste principio se
aplica con mucho éxito en muchos ámbitos, entre ellos en el control de la calidad,
ámbito en el que suele ocurrir que el 20% de los tipos de defectos, representan el 80%
de las inconformidades.
El objetivo entonces de un diagrama de Pareto es el de evidenciar prioridades, puesto
que en la práctica suele ser difícil controlar todas las posibles inconformidades de
calidad de un producto o servicios.
HERRAMIENTA 7: DIAGRAMAS DE DISPERSIÓN
Imagen 38. Ejemplo simple de Diagrama de Dispersión.
También conocidos como gráficos de correlación, estos diagramas permiten
básicamente estudiar la intensidad de la relación entre 2 variables. Dadas dos variables
X y Y, se dice que existe una correlación entre ambas si éstas son directa o
inversamente proporcionales (correlación positiva o negativa). En un gráfico de

46
dispersión se representa cada par (X, Y) como un punto donde se cortan las coordenadas
de X y Y.
Diagrama de Flujo
¿Qué es un diagrama de Flujo?
Un diagrama de flujo es una representación gráfica de un proceso. Cada paso del
proceso es representado por un símbolo diferente que contiene una breve descripción de
la etapa de proceso. Los símbolos gráficos del flujo del proceso están unidos entre sí
con flechas que indican la dirección de flujo del proceso.
El diagrama de flujo ofrece una descripción visual de las actividades implicadas en un
proceso mostrando la relación secuencial ente ellas, facilitando la rápida comprensión
de cada actividad y su relación con las demás, el flujo de la información y los
materiales, las ramas en el proceso, la existencia de bucles repetitivos, el número de
pasos del proceso, las operaciones de interdepartamentales… Facilita también la
selección de indicadores de proceso.
Beneficios del Diagrama de Flujo
En primer lugar, facilita la obtención de una visión transparente del proceso,
mejorando su comprensión. El conjunto de actividades, relaciones e incidencias de un
proceso no es fácilmente discernible a priori. La diagramación hace posible
aprehender ese conjunto e ir más allá, centrándose en aspectos específicos del mismo,
apreciando las interrelaciones que forman parte del proceso así como las que se dan
con otros procesos y subprocesos.
Permiten definir los límites de un proceso. A veces estos límites no son tan evidentes,
no estando definidos los distintos proveedores y clientes (internos y externos)
involucrados.
El diagrama de flujo facilita la identificación de los clientes, es más sencillo
determinar sus necesidades y ajustar el proceso hacia la satisfacción de sus
necesidades y expectativas.
Estimula el pensamiento analítico en el momento de estudiar un proceso, haciendo
más factible generar alternativas útiles.

47
Proporciona un método de comunicación más eficaz, al introducir un lenguaje común,
si bien es cierto que para ello se hace preciso la capacitación de aquellas personas que
entrarán en contacto con la diagramación.
Un diagrama de flujo ayuda a establecer el valor agregado de cada una de las
actividades que componen el proceso.
Igualmente, constituye una excelente referencia para establecer mecanismos de
control y medición de los procesos, así como de los objetivos concretos para las
distintas operaciones llevadas a cabo.
Facilita el estudio y aplicación de acciones que redunden en la mejora de las variables
tiempo y costes de actividad e incidir, por consiguiente, en la mejora de la eficacia y
la eficiencia.
Constituye el punto de comienzo indispensable para acciones de mejora o
reingeniería.
Imagen 39. Simbología de diagrama de flujo.
48
Ayudas Visuales
¿Qué son las ayudas visuales?
Las ayudas visuales son herramientas de aprendizaje que los presentadores, dirigentes o
supervisores usan para transmitir una idea más efectivamente. Es importante que las
ayudas visuales estén adaptadas para una audiencia particular, dependiendo de sus
necesidades. Además deberían usar ayudas visuales sólo como herramientas de ayuda y
de esta manera garantizar que el trabajo se realice adecuadamente.
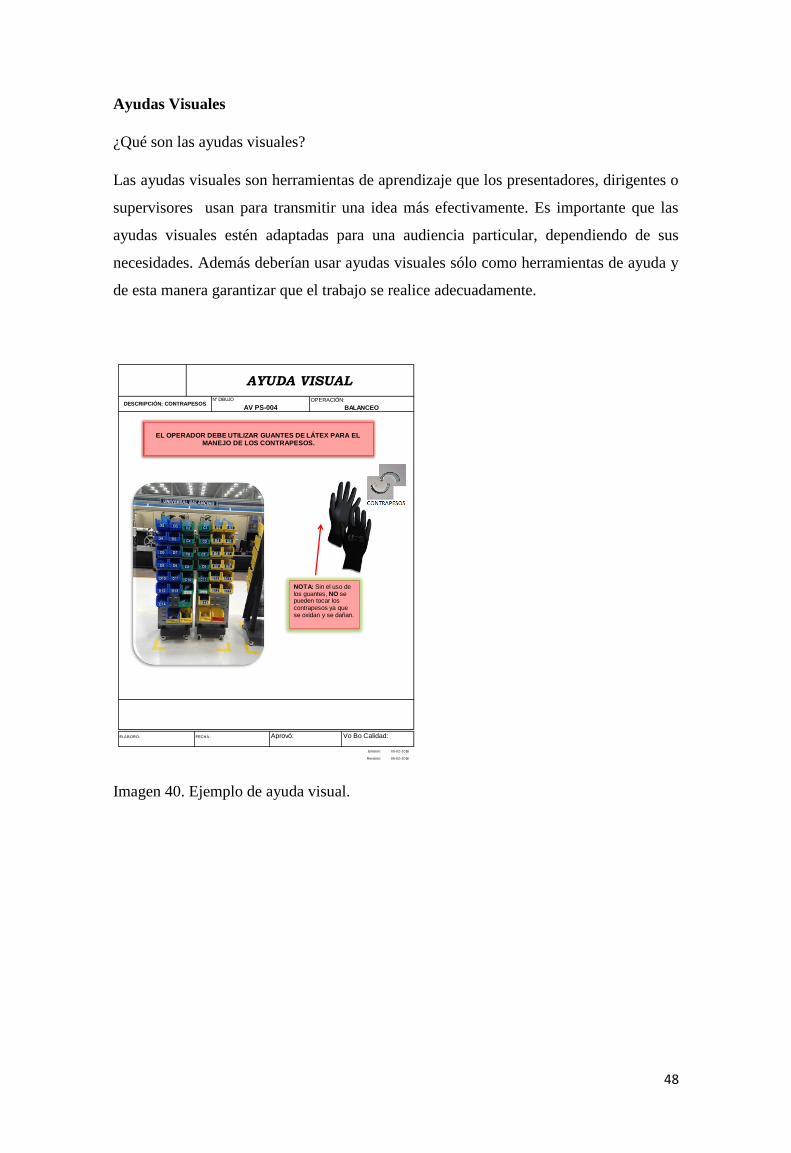
Imagen 40. Ejemplo de ayuda visual.
Emisión: 05-02-2016
Revisión: 05-02-2016
AYUDA VISUAL
OPERACIÓN:
BALANCEO
N° DIBUJODESCRIPCIÓN: CONTRAPESOS
AV PS-004
ELABORÓ: FECHA: Aprovó: Vo Bo Calidad:
EL OPERADOR DEBE UTILIZAR GUANTES DE LÁTEX PARA EL MANEJO DE LOS CONTRAPESOS.
NOTA: Sin el uso de los guantes, NO se pueden tocar los contrapesos ya que se oxidan y se dañan.
49
Capítulo III
3.1 Propuesta de mejora.
Analizando la situación actual y el objetivo a cumplir las propuestas son las siguientes:
1.- Reordenamiento de almacén MP para materiales de nuevas líneas. Durante los meses
de estadía en la planta llegaran ciertas líneas de transferencia y otras nuevas por los que
el almacén de materia prima necesita reordenarse para darle entrada a los nuevos
materiales que están por llegar.
2.- Gestionar equipo y personal para propshaft. Esto es necesario para las nuevas líneas
de transferencia para evitar cargas de trabajo, traslados innecesarios y paros en líneas,
además necesario uso de equipo software.
3.- Diseño de supermercados en líneas nuevas.
No existen áreas para la clasificación del material dentro y fuera de las nuevas líneas, se
contemplan investigar y hacer cálculos de espacios, demanda y cantidad de carros SM a
utilizar para dicho material.
4.- Normas de empaque para materiales.
Se planea hacer normas de empaque para la nuevas líneas instaladas en la nueva planta
ya que al no tener un método de empaque el operador coloca el material en diferentes
medidas de contenedores y sus consecuencias son; variación de peso y cantidad en el
pallet, dificultad al momento de realizar inventarios y puntos negativos por parte del
cliente en las auditorias.
5.- Propuesta de inventarios ABC en MP y PT.
Analizando los problemas que se tienen en supply chain por falta de materiales en stock
y que a pesar de que se reportan inventarios semanales o diarios siempre se termina el
material en los almacenes y hasta ese entonces es cuando se da la orden de petición de
materiales nuevamente, se propone un formato que he llamado ABC, el cual se asignen
colores a las casillas con su número de parte para identificar el estatus de este material
en la planta.

50
6.- Definición de áreas para preparación de maquinados y misceláneos.
La propuesta de mejora es crear o designar espacios para un área de maquinados y otra
de misceláneos esto para evitar los paros por parte de supply chain al no tener
materiales listo para llevar a línea y poder cumplir con el objetivo del proyecto tener el
material preparado hasta 12 horas anticipadas.
7.- Rutas de surtimiento y recolección nuevas líneas.
No existen las rutas de surtimiento y recolección para todas las líneas esto con ayuda
de un lay-out especificando, que rutas deberán tomar los operarios, implícitamente a
esto hacer una evaluación de las alternativas de equipos de manipulación con la
intención de eliminar los montacargas de las áreas de líneas para así lograr un nivel 3 en
el flujo de materiales.
51
3.2 Aplicación de la propuesta
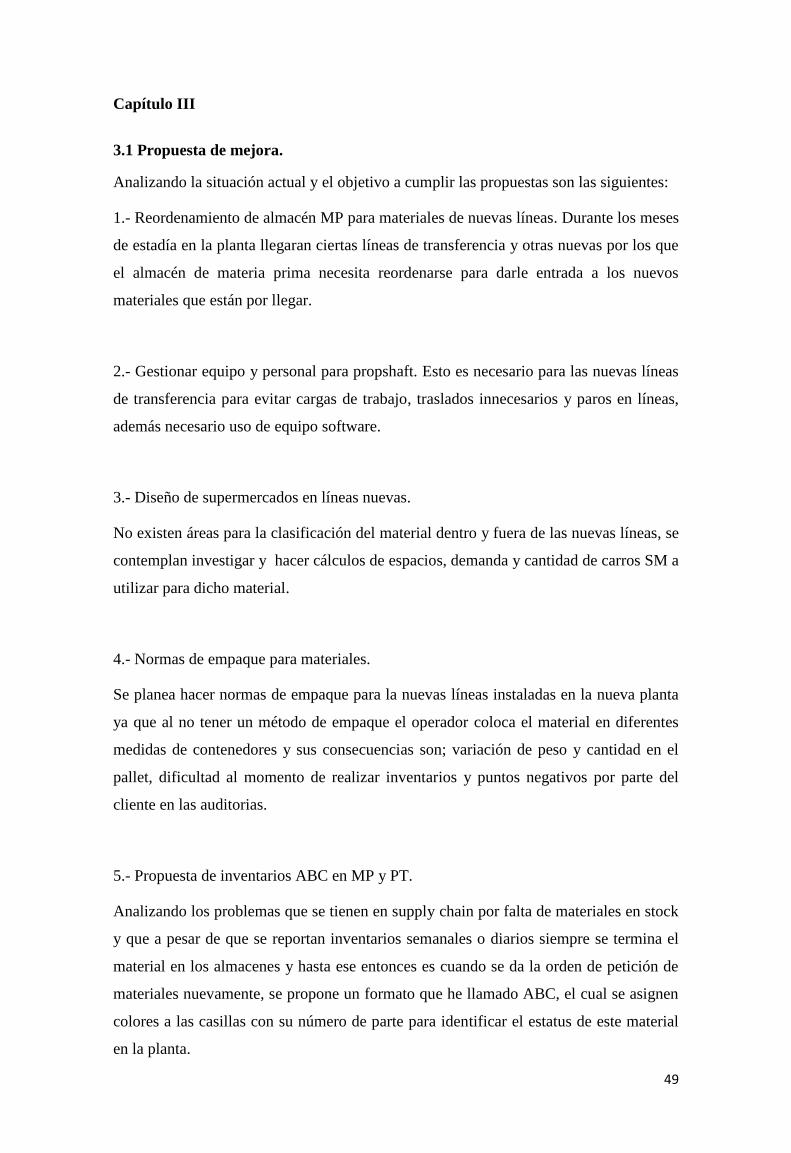
1.- Se creó un lay out para definir el lugar de los materiales y de que líneas serian, se
consideró los números de parte (materiales) que estarían llegando por línea por semana,
espacios a asignar y se diseñó de tal manera que fuera más fácil la manipulación del
material hacia las líneas.
Imagen 41. Layout de reordenamiento.
Material de
nuevas líneas

52
2.- Aplicación de estudio de tiempos en las actividades del personal de supply chain
para poder justificar el porque se requeria el personal y equipo.
Se contemplaron todas las actividades que realizan los operarios y los tiempos que
duran haciendo dichas actividades y con que frecuencia las hacen en el dia. El tiempo
tomado solo fue de el turno matutino tomando de referencia 48 horas a la semana.
Imagen 42. Tabla de estudio de tiempos.
3.- Se diseñaron supermercados para líneas, contemplando la demanda de las líneas, en
base a normas de empaque que realice, se hicieron cálculos de piezas por contenedor,
carritos necesarios para colocar el material en los espacios, piezas por turno y el espacio
que requería cada carro en la línea por un turno de producción.
Imagen 43. Calculo de espacios.
53
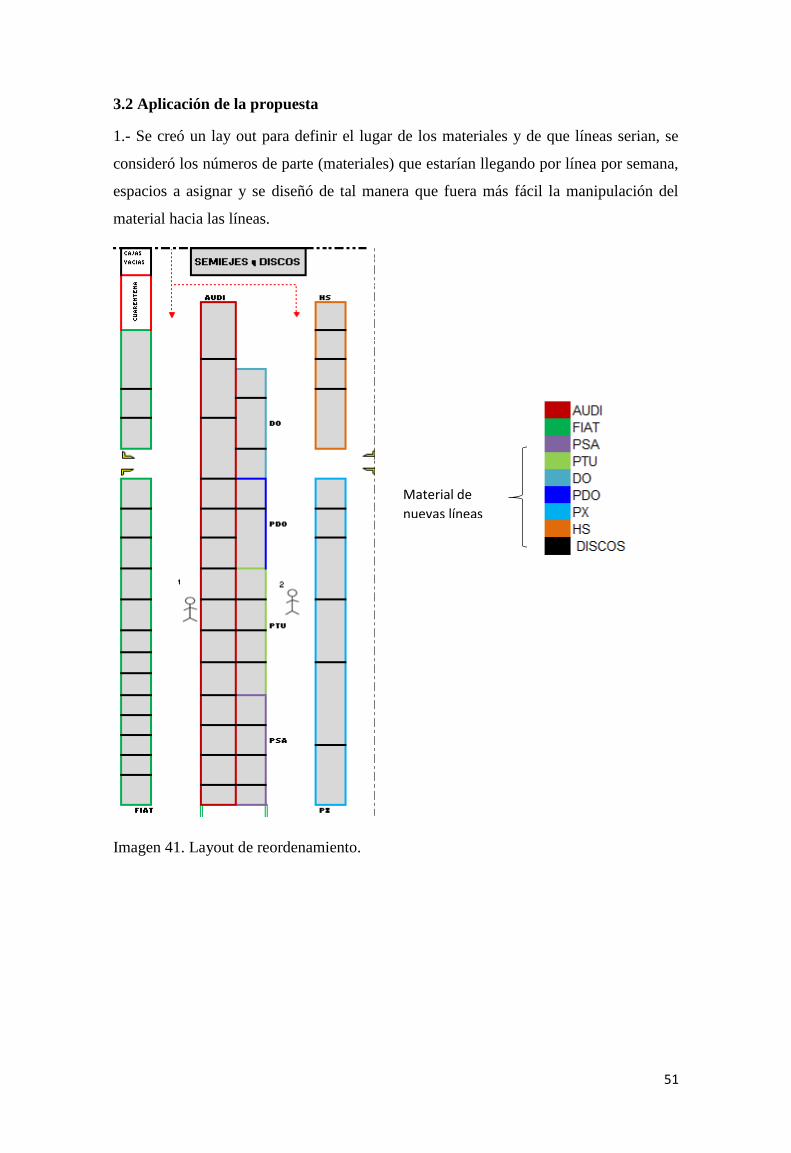
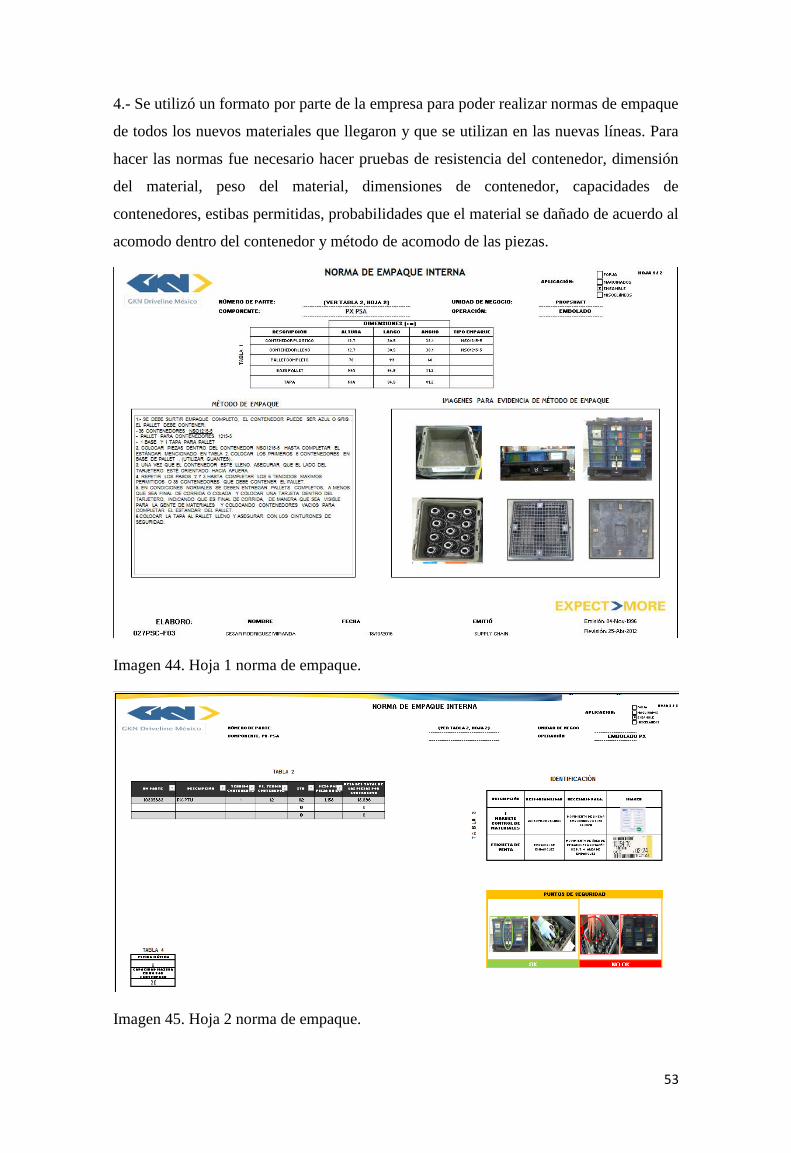
4.- Se utilizó un formato por parte de la empresa para poder realizar normas de empaque
de todos los nuevos materiales que llegaron y que se utilizan en las nuevas líneas. Para
hacer las normas fue necesario hacer pruebas de resistencia del contenedor, dimensión
del material, peso del material, dimensiones de contenedor, capacidades de
contenedores, estibas permitidas, probabilidades que el material se dañado de acuerdo al
acomodo dentro del contenedor y método de acomodo de las piezas.
Imagen 44. Hoja 1 norma de empaque.
Imagen 45. Hoja 2 norma de empaque.

54
5.- Se creó un formato donde se integraron los materiales y componentes que necesitan
las líneas, se aplicaron límites de intervalos calculando días que duran en llegar los
materiales, el mínimo de días que se tiene que tener de inventario de un material
considerando la demanda que tiene producción, la cantidad ideal que se tienen que tener
en existencia y el punto de reorden a hacer para cada material. De este modo al
momento de hacer los inventarios e ingresar la cantidad al formato la casilla cambiara
de color según sea la cantidad física que se ingrese y el color indicara que acción se
debe tomar o que estatus tiene este material.
Imagen 46. Formato de inventarios ABC.
De igual forma se creó un formato para la cantidad de inventario que se pretende tener
en el almacén de producto terminado en un futuro cuando tomando la demanda máxima
que se tendrá para el próximo año, este formato nos dirá el estatus de stock que se tiene
por número de parte y la prioridad que se le dará a cada número de parte. La
clasificación indica el número de parte más producido y hasta el momento es el que se
le da importancia para tener stock en el almacén, el stock son los días que se tiene que
tener de material, los días son traducidos en piezas. el stock requerido indica
Imagen 47. Formato de inventarios PT.

55
6.- Con el fin de cumplir con parte del objetivo del proyecto, se creó un formato de
producción, diseñaron e implementaron en el almacén espacios determinados de
maquinados y misceláneos, la función de estos espacios es tener el material ya
preparado o en paquetes para meter a línea en cuanto sean solicitados, teóricamente el
material tiene que estar dentro de estos espacios hasta con 12 horas de anticipación.
El espacio de maquinados tiene dimensiones de 4 * 2 y el de misceláneos de
5 * 3.
Se consideró el tope máximo de producción del siguiente año para determinar que tanto
material podría caber en dichos.
Este plan de producción recaba información sobre la cantidad a producir de todas las
líneas. Los supervisores tienen la tarea de enviar su plan de producción diario supply
chain llena este formato.
Imagen 48. Plan de producción

56
Este plan de producción se baja a piso para que el equipo de trabajo este enterado de lo
que se tiene que hacer y ejecute las instrucciones.
Imagen 49. Plan de producción en piso.
El equipo de supply chain prepara los materiales en cuanto el plan se les comparte y los
materiales son colocados en los espacios designados para maquinados y misceláneos.
Ver imagen. Los paquetes se van surtiendo de estas áreas a las líneas de acuerdo a una
hoja llenada por los operarios de las líneas que simula un kanban de producción. Ver
imagen 50, 51, y 52.
Imagen 50. Área preparación de maquinados.

57
Imagen 51. Área preparación misceláneos.
Imagen 52. Hoja Kanban.
Al material se le colocan identificaciones que diseñe para clasificarlos si el material esta
en uso o se encuentra en cambio de modelo o regresa a almacén.
Imagen 53.

58
7.- Se diseñaron puntos y rutas de surtimiento y recolección para todas las líneas con el
objetivo que sean utilizados equipos de manipulación manuales o eléctricos para así
cumplir con el objetivo del flujo de materiales. Aun que se cuenta con equipos manuales
para realizar esto hace falta la adquisición de un equipo por lo menos eléctrico para
utilizarse en la última operación (90) de la línea propshaft.
Imagen 54. Rutas de surtimiento y recoleccion.

59
Imagen 55. Rutas de surtimiento línea propshaft.
Alternativas de equipos de reemplazo para manipulación de materiales.
Patín eléctrico con capacidad de 2.5 toneladas.
Ideal para utilizarse en las nuevas líneas Px, Do.
Fácil manejo y cuenta con una elevación de 38 cm máximos.
Patín eléctrico capacidad 2.5 toneladas doble tarima.
Ideal para utilizarse en la línea de propshaft, tiene una elevación
máxima de 38 cm. Fácil manejo.
Imagen 58. Tabla comparativa de equipos de manipulación.
Imagen 56
Imagen 57

60
Capítulo IV
4.1 Resultados de la propuesta.
Propuesta 1.- El reordenamiento de almacén nos arrojó como resultado: un orden y
aprovechamiento de espacios además de su identificación formal por cada espacio
asignado. Ver imágenes 59 y 60.
Imagen 59 Imagen 60.
El nuevo material tiene un orden de modo que queda directo a las nuevas líneas de
transferencias así los tiempos son mínimos para trasladar el material ver imagen 61. Sin
embargo existe la obstrucción del pasillo al cual se le solicito a ingeniería industrial se
liberara, hasta el momento esto no se ha cumplido. Ver imagen 62.
Imagen 61. Layout nuevos materiales y líneas.

61
Imagen 62. Pasillo negado.
Propuesta 2.- Como resultado de lo solicitado (1 pc de escritorio, 1 impresora de
etiquetas para ventas, 1 terminal y acceso al sistema). Se obtuvo una impresora de
etiquetas de ventas y acceso al sistema para hacer dichas ventas. (Imagen 63, 64).
Imagen 63 Imagen 64

62
Del 100% (9) del personal solicitado para cubrir los 3 turnos se otorgó el 78% (7) del
personal para cubrir los tres turnos y evitar cargas de trabajo excesivas. Evidencia de
personal en la planta (imagen 65).
Imagen 65. Lista de asistencia
OEE obtenido en auditoria de Audi en el mes de octubre. Parte de este resultado se
adjudica a supply chain por el personal adquirido durante este mes, este personal da
soporte a las líneas evitando paros o retrasos de producción.
Imagen 66. OEE auditoria Audi.
SUPERVISOR: Romulo Godoy Ochoa Fecha/semana:_____________________________
Llegada Salida Llegada Salida Llegada Salida Llegada Salida Llegada Salida Llegada Salida Llegada Salida
Jorge Alonso Garcia Ramirez
Raymundo Zamora Sanchez
LISTA DE ASISTENCIA PERSONAL DE ALMACEN
Martha Yañez
Salvador Rodriguez Sanchez
NOMBRESABADO DOMINGO
Luis Alejandro Benitez Barron
Juan Vallejo Resendiz
Alejandro Espitia Soto
Cesar A. Rodriguez Miranda
LUNES MARTES MIERCOLES JUEVES VIERNES

63
Propuesta 3.- Se hicieron los supermercados según su clasificación, el beneficio;
reducción de inventarios. El tiempo de realización de inventarios es de 30 minutos con
los materiales en los supermercados, esto ayuda a agilizar el proceso por el orden de
acomodo e identificación correcta de los materiales y ayuda a dar una información
certera en menos tiempo. Ver Imagen 67.
Imagen 67. Supermercados.
Propuesta 4.- Se crearon 36 normas de empaque entre misceláneos, maquinados y
producto terminado para las nuevas líneas y se actualizaron 25 normas de empaque de
materiales ya existentes para la línea de propshaft. Ver imagen 68.
Imagen 68. Evidencia normas de empaque.

64
Propuestas 5 y 6.
Con los formatos generados y los espacios creados en el almacén se espera tener
resultados de 0 paros por parte del área de supply chain, sin embargo estos resultados
aún no son obtenidos debido a que estas propuestas a pesar de que se implementaron se
limitan el tiempo corto que tienen implementadas y a que al personal le hace falta
acostumbrarse a este ritmo y cambio en la forma de trabajar.
La siguiente imagen (69) representaría lo que sería 0 paros en supply chain por
materiales.
Imagen 69. Sistema indicando 0 paros.
Propuesta 7.- las rutas de flujo de los materiales se encuentran asignadas, pero se sigue
utilizando equipo motorizado para el manejo de dichos materiales debido a la falta de
adquisición de equipos eléctricos que sustituyan al motorizado. Sin embargo por el
momento el equipo manual (patín) es utilizado lo mayormente posible en las líneas, la
limitación de este equipo manual es la capacidad de carga 600 kg y su dificultad para
material mayor a 500 kg.
Se pretenden adquirir los nuevos equipos de manipulación a principios de enero 2017.
Tabla de evaluación de costos para adquirir equipos eléctricos. Imagen 70.
La diferencia de un equipo motorizado a uno eléctrico representa de ahorro un de
351,560.16 por lo que no solo este cambio sirve para elevar el nivel de flujo si no que
también representa un ahorro para la empresa.
65
Imagen 70.
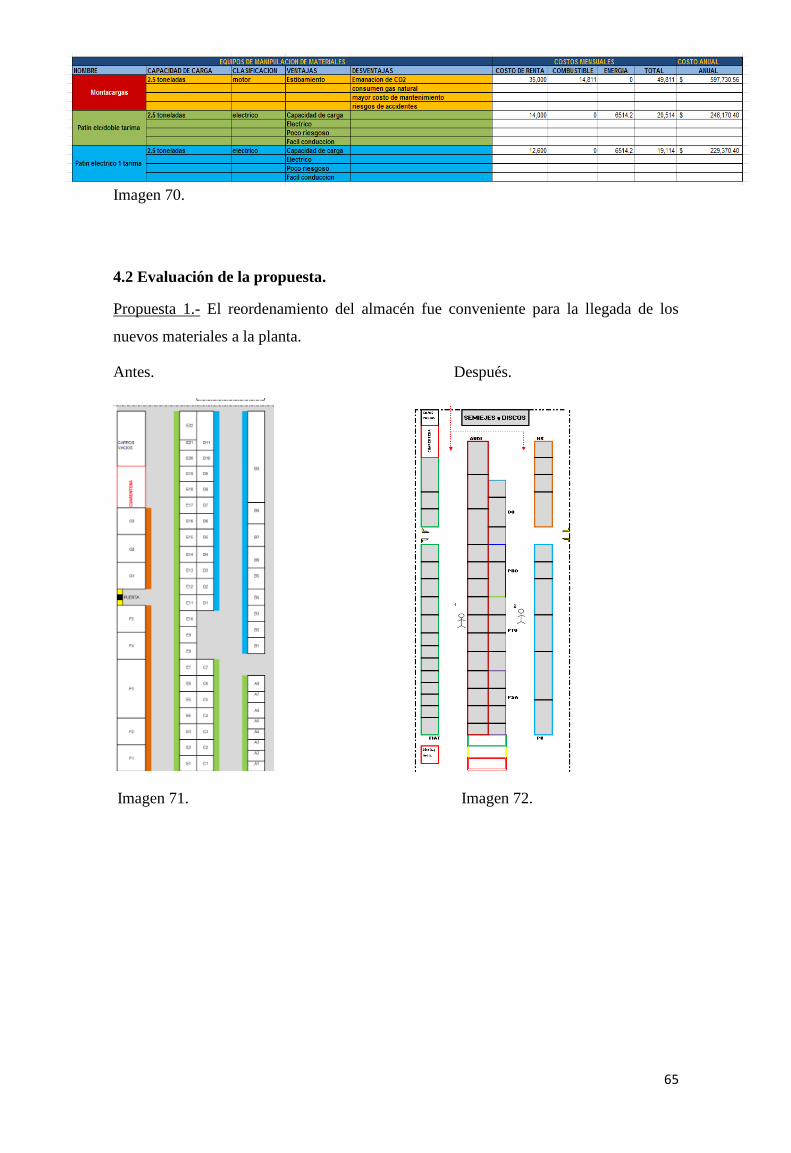
4.2 Evaluación de la propuesta.
Propuesta 1.- El reordenamiento del almacén fue conveniente para la llegada de los
nuevos materiales a la planta.
Antes. Después.
Imagen 71. Imagen 72.

66
Propuesta 2.- Con la llegada del nuevo personal a supply chain y adquisición de equipo
software se pudo observar una mejoría en los porcentajes de OEE en la última auditoria
de Audi certificando a la línea de propshaft apta para los requerimientos de Audi en
2017. Ver imágenes 73,74.
Imagen 73. Auditoria de agosto
Imagen 74. Auditoria de octubre.
Propuestas 3 y 4.
Con estas propuestas se logró implementar métodos de empaque de los materiales y la
implementación de supermercados en dos líneas.
Antes:
Imagen 76

67
Ahora:
Imagen 76
Propuestas 5 y 6.
Con la implementación de estas propuestas teóricamente la evaluación de estos
resultados tendría que ser la siguiente: logrando los 0 paros por parte de supply chain y
así cumpliendo con parte de nivel 3 de flujo que es tener los materiales hasta 12 horas
antes preparados. Ver imagen 77
Imagen 77
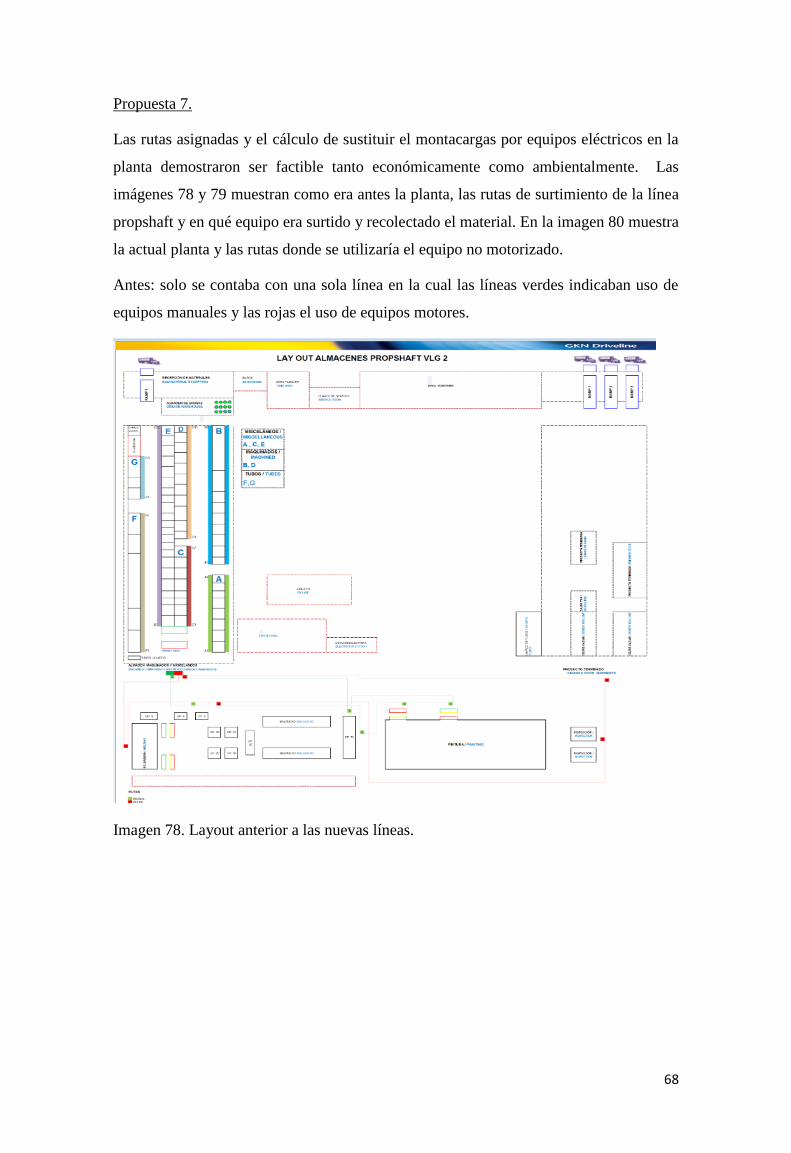
68
Propuesta 7.
Las rutas asignadas y el cálculo de sustituir el montacargas por equipos eléctricos en la
planta demostraron ser factible tanto económicamente como ambientalmente. Las
imágenes 78 y 79 muestran como era antes la planta, las rutas de surtimiento de la línea
propshaft y en qué equipo era surtido y recolectado el material. En la imagen 80 muestra
la actual planta y las rutas donde se utilizaría el equipo no motorizado.
Antes: solo se contaba con una sola línea en la cual las líneas verdes indicaban uso de
equipos manuales y las rojas el uso de equipos motores.
Imagen 78. Layout anterior a las nuevas líneas.

69
Imagen 79. Rutas de surtimiento.
Ahora: se cuenta con 7 líneas. Las rutas indicadas con rojo indican los vehículos
motorizados, las azules y moradas indican el uso de equipos eléctricos o manuales.
Imagen 80.

70
Capítulo V
5.1 Conclusión
Como conclusión las normas de empaque ayudaron a cumplir 16.66% del objetivo que
es colocar el material en empaques retornables (plásticos), también se ayudó con esto a
mejorar la presentación del material y su debido ordenamiento, facilito el conteo de
inventarios en líneas y almacén.
Los espacios generados en la preparación de misceláneos y maquinados mostro un buen
aceptamiento por parte del equipo sin embargo como se comentó en los resultados hace
falta comunicación y disciplina con el equipo de supply y los supervisores de
producción para que estas preparaciones se hagan en lo planeado de estar el material
preparado hasta 12 horas antes, con estas áreas generadas se logra alcanzar 33.32% del
nivel 3 de flujo en la planta.
También el beneficio que trae la preparación anticipada de los materiales es que ya se
tienen contemplados los lotes de piezas a producir y la solicitud de materiales que es
llenada por parte de los operadores es la evidencia de que se está llevando un control al
momento de surtir en las líneas lo que sería la simulación de un kanban. Este kanban no
se implementó debido a que aún no se implementa el sistema IFICS que se tiene en las
otras plantas para generar este kanban. Pero con esta hoja ayuda a cumplir con otros dos
puntos que es la entrega de maquinados y misceláneos con una hoja kanban.
Las propuestas de las rutas implementadas crean un flujo continuo de materiales,
teniendo un orden y secuencia de que es lo que tienen que hacer el equipo de supply, sin
embargo no se ha logrado adquirir el equipo eléctrico solo se cuenta con equipo manual
pero limitando su carga. Este punto solo se cumple en un 50% ya que hace falta la
adquisición de equipo eléctrico para poderlo cumplir en su totalidad y el montacargas
pueda ser utilizado únicamente en los almacenes y áreas de embarque.
En general alcanzar el nivel 3 de flujo de materiales y los puntos asignados para el
proyecto de investigación se cumplen en un 91.63%, el porcentaje faltante se refiere a la
adquisición de equipo, cabe mencionar que en la investigación no se me asigno un
punto importante que es la implementación de IFICS+ ya que este sistema es elaborado
por el departamento de sistemas

71
5.2 Comentarios y recomendaciones.
Se recomienda dar seguimiento a la adquisición de equipos para poder cumplir con el
requisito que se pide en la planta y poder mejorar en el flujo de materiales, también dar
seguimiento con lo implementado ya que esto tiene que ser constante y nunca tiene que
faltar la comunicación entre el equipo de Supply.
Durante la investigación se trabajó con el equipo en la aplicación de las 5s en los
almacenes y la mejora continua con la idea de siempre mejorar y mantener en orden y
forma las áreas que le pertenecen a supply, sería importante seguir aplicando esto para
lograr avanzando en el trabajo en equipo y la buena organización que hasta el momento
se ha logrado.
También durante mi estancia se realizaron otras actividades importantes como la
cotización de los almacenes la cual quedo en fase de aprobación, estos racks son
exigidos por los clientes para que sus productos no se encuentren el piso y como planta
se tiene que cumplir con dicho requisito, además estos racks ayudan a generar más
espacio de almacenamiento para la futura demanda del año 2017. También se cotizaron
protectores de racks retornables para proteger de polvo y agua dichos racks. Se realizó
la orden de compra para una báscula en el almacén y así poder disminuir el tiempo de
elaboración de paquetes en los materiales misceláneos. Otra actividad fueron las ayudas
visuales para las flechas de la planta de ensamble para el cliente Audi.
Se elaboraron diagramas para que el equipo de supply supiera que hacer al momento de
embarcar o recibir material. Estos diagramas no existían en la planta y el personal nuevo
no tenía una guía de que hacer en caso de que tuviera que estar a cargo de estas
actividad.
También se logró hacer que se hicieran los embarques en esta planta ya que
anteriormente el material tenía que llevarse hasta la otra planta para que allá se realizara
el embarque lo que generaba una pérdida de tiempo excesiva.

72
Bibliografía.
Anon, (2016). [Online] Available at:
http://fiee.uni.edu.pe/sites/default/files/users/usuario21/logistica.pdf [Accessed 29 Jun.
2016].
Anon, (2016). [Online] Available at:
http://www.unlu.edu.ar/~ope20156/pdf/logistica.pdf [Accessed 29 Sep. 2010].
Ingenieriaindustrialonline.com. (2016). Clasificación de Inventarios - Ingeniería
Industrial. [Online] Available at:
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/administraci%C3%B3n-de-inventarios/clasificaci%C3%B3n-de-inventarios/
[Accessed 29 Jun. 2016].
Tiposde.org. (2016). Definición de layout. [Online] Available at:
http://www.tiposde.org/empresas-y-negocios/1019-definicion-de-
layout/#ixzz4AWV5T7sE [Accessed 20 May 2016].
Morales Ferrer, R. (2016). Metodología 5S | Lean Solutions. [online] Leansolutions.co.
Available at: http://www.leansolutions.co/conceptos/metodologia-5s/ [Accessed 18 Apr.
2016].
Tierrafria, M. (2015). Takt time para obtener Lean Production. [online] Manufactura
Inteligente. Available at: http://www.manufacturainteligente.com/takt-time-para-
obtener-lean-production/ [Accessed 8 Jun. 2016].
Leansolutions.co. (2016). VSM, Value Stream Mapping | Lean Solutions. [online]
Available at: http://www.leansolutions.co/conceptos/vsm/ [Accessed 14 May 2016].
GestioPolis.com, E. (2001). ¿Qué son los sistemas de jalar (pull) y empujar (push)? •
GestioPolis. [online] GestioPolis - Conocimiento en Negocios. Available at:
http://www.gestiopolis.com/que-son-los-sistemas-de-jalar-pull-y-empujar-push/
[Accessed 29 Jun. 2016].
Texas, T. (2016). [online] Available at:
https://www.tdi.texas.gov/pubs/videoresourcessp/spt5forksafetyrules.pdf [Accessed 29
Jun. 2016].
Texas, T. (2016). [online] Available at: http://[email protected] [Accessed 29
Jun. 2016].

73
I. (2016). Estudio de Tiempos - Ingeniería Industrial. [online]
Ingenieriaindustrialonline.com. Available at:
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/estudio-de-tiempos/ [Accessed 29 Jun. 2016].
Lopez;Lpez, C. (2001). El estudio de tiempos y movimientos • GestioPolis. [online]
GestioPolis - Conocimiento en Negocios. Available at: http://www.gestiopolis.com/el-
estudio-de-tiempos-y-movimientos/ [Accessed 23 Apr. 2016].
(Silver, 2008): La administración del inventario
(Taha, 2004).

74
Anexos.
Cotización de racks para materia prima y producto terminado imagen 81 y 82. Esto
para que el material y producto terminado no se encuentre en el piso, se generan más
espacios y es una exigencia del cliente.
Imagen 81. Almacén producto terminado.
Imagen 82. Almacén materia prima

75
Cotización de protectores para racks. Propósito: evitar gastos de emplaye y proteger
de polvo y agua.
Imagen 83. Protector para Audi.
Imagen 84. Protector para Fiat.
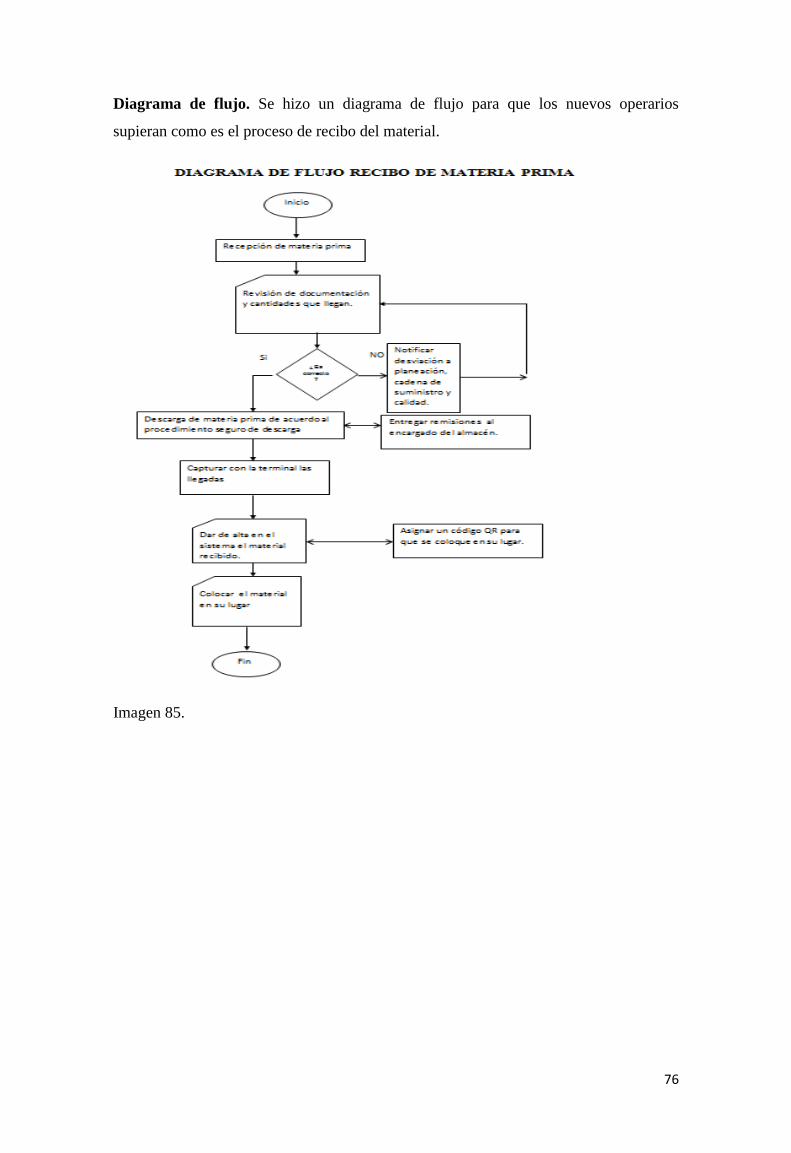
76
Diagrama de flujo. Se hizo un diagrama de flujo para que los nuevos operarios
supieran como es el proceso de recibo del material.
Imagen 85.

77
Ayudas visuales.
Las ayudas visuales se hacen a los operarios para explicarles ciertos procesos de cómo
hacer las cosas, verifiquen ciertas medidas de calidad y el trabajo se haga siempre
estándar.
Imagen 86.

78
Matriz de flujo.
Imagen 87.
A grandes rasgos esta matriz de flujo esta designada para todas las plantas de la
compañía según el nivel de flujo es el nivel de progreso que se representa en la planta,
en este caso la planta cuenta con el nivel 2 y necesita aumentar al nivel 3, para este nivel
se necesita lo siguiente:
Empaque de misceláneos: se tiene que empaquetar todo el material considerado como
misceláneos en empaques de tamaño estándar y tienen que ser de plástico.
Entrega de misceláneos: se tiene que hacer kanbanes para empacar misceláneos por
pequeños lotes o piezas, el material no puede surtirse a cálculos empíricos.
Entrega de maquinados: de igual forma que maquinados se tiene que surtir en materiales
que sean de plástico o metal pero con una orden de kanban.
Método de entrega: En este punto se eliminan los montacargas por lo menos de las
líneas de producción y como límite solo se pueden utilizar en almacenes para guardar
materiales o embarcar los productos terminados. Para este punto se pueden utilizar solo

79
vehículos eléctricos o manuales, el objetivo es dejar de contaminar y disminuir los
riegos de seguridad que se tienen con los montacargas, también es una forma de
evolucionar una empresa. Este es uno de los pasos más significativos en el nivel 3 de
flujo.
Preparación de misceláneos: El material de misceláneos se tiene que estar preparado
siguiendo los FIFOS, y se tiene que estar preparado 4 horas antes de ser requerido en
línea, para esto tiene que existir algún tipo de señal o coordinación de producción a
supply chain indicando que números de parte se producirán y cantidad.
Preparación de maquinados: este punto es igual al punto anterior mencionado sin
embargo se busca que este material de maquinados esté preparado hasta 12 horas antes
debido a que este material es más fácil que escasee y es un método de prevención por si
llega a faltar.
Señal: son sistemas de programación utilizados para optimizar y mejorar las formas de
ordenamiento de materiales, lo que se producirá en las líneas y poder ver en tiempo real
los paros de producción y porque son, también es una forma de automatizar los
inventarios aunque esto aplicaría hasta el nivel 4.
MISCELANEOS: material comprado a proveedores y surtido por ellos mismos.
MAQUINADOS: material producido por la misma empresa.
RACKS: sistemas de almacenamiento para materiales de materia prima, producto
terminado, producto procesado y para entregar a cliente.

80
Formato generado para 5´s en almacén
Imagen 88.