tintas para impresiÓn - … · -filtración selectiva: se da en papeles microporosos y tintas...
TRANSCRIPT

Tecnología 1 LDCV FADU UNL 1
TINTAS PARA IMPRESIÓN Cuadernillo de Cátedra Esp / Arq CARLOS PRAUSE

Tecnología 1 LDCV FADU UNL 2
Tintas para impresión | Parte 1 a. Definición “Las tintas son materias coloreadas, usualmente fluidas, para escritura o impresión siendo estas últimas muy utilizadas para transportar un mensaje o producir una reproducción. Las tintas son extremadamente versátiles y pueden imprimirse sobre una amplia gama de su-perficies, sea cual fuere su textura, forma o tamaño. A diferencia de las pinturas, los espesores de las capas de tintas obtenidos por los sistemas de impresión, son muy delgados variando de 2 a 30 micrones.” (Santarsiero, H., 1997:174) b. Componentes de las tintas Las tintas están compuestas por tres elementos:
- Pigmentos, son partículas sólidas que no se disuelven y le confieren color, opacidad o transparencia y otras cualidades importantes a la tinta. En la fabricación de tintas gráfi-cas se emplean pigmentos negros, blancos o de color. Los pigmentos negros se obtienen por combustión incompleta y controlada de sustancias liquidas o gaseosas. Los pigmen-tos blancos opacos se utilizan para producir tonos intermedios con tintas cubritivas de muy bajo brillo. Los pigmentos blancos transparentes se usan para producir colores bri-llantes y desaturados. Los pigmentos de color pueden ser de origen orgánico, obtenidos a través de síntesis química; e inorgánicos los cuales son combinaciones de óxidos, hi-dróxidos, carbonatos, etc.
- Vehículo, se denomina de ese modo ya que traslada el pigmento desde una fuente hasta el soporte. El vehículo le otorga fluidez, movilidad dentro de los cuerpos impresores, elasticidad, resistencia al roce, resistencia los rayos uv. Está compuesto básicamente por aceites vegetales (linaza, soja, tung), aceites minerales y resinas.
- Entre los aditivos que son usados en las tintas para modificar sus funciones están los barnices reductores para quitar viscosidad y pegajosidad, barnices mordientes para au-mentar viscosidad y pegajosidad; cera antitack para disminuir el tack sin afectar viscosi-dad; catalizadores para acelerar el secado y endurecer la tinta (cobalto, circonio, man-ganeso, perborato, acetato de cobalto); antioxidantes para evitar el secado de las tintas durante la impresión y ceras para obtener mayor resistencia al rayado de las tintas im-presas. (Mammini, F., p.10-13)
c. Propiedades Se mencionarán en este punto las propiedades de las tintas y se detallarán algunas de las mis-mas: Propiedades ópticas. Consistencia de las tintas. Propiedades requeridas para el trabajo de impresión: resistencia al agua; secado; resistencia al frotado, rayado y raspado; solidez o resis-tencia a la luz; resistencia de las tintas a los solventes; solidez o resistencia a los álcalis y produc-tos envasados. Propiedades relacionadas con el proceso de producción: resistencia a la fricción; olor y sabor neutros de los vehículos; resistencia a la temperatura; capacidad de cubrimiento.
- Las propiedades ópticas Las propiedades ópticas de las tintas incluyen el color o tono, pureza, fuerza o intensi-dad del colorido, transparencia u opacidad. El color que percibimos no es una propiedad de los objetos y materiales. El color es una sensación que se genera en el proceso de percepción visual por efecto de la reflexión de la luz sobre los objetos. Si un objeto refle-ja la luz en forma total lo veremos de color blanco, si la absorbe totalmente lo veremos de color negro. Si refleja la luz parcialmente lo veremos de un color determinado. Los pigmentos de las tintas absorben algunas de las radiaciones que componen la luz blanca que provienen de una fuente luminosa y se reflejan en el soporte. Las tintas de impresión son transparentes, por lo tanto dejan pasar los rayos de sus pro-
Tecnología 1 LDCV FADU UNL 3
pios colores, que penetran la capa de tinta y son reflejados por el soporte otra vez hacia arriba. También existen tintas opacas, que cubren completamente el fondo. Reflejan los rayos de luz correspondientes ya en su superficie, es decir, la luz no penetra la tinta hasta el papel. La intensidad del color de una tinta es su fuerza de coloración. En la fabricación de tintas muchas veces los pigmentos orgánicos tienen más fuerza de la necesaria y se deben di-luir. La opacidad es el poder de cubrimiento de una tinta y en especial la propiedad de la pe-lícula impresa para ocultar lo que tiene debajo. Algunos pigmentos son completamente opacos mientras que otros son transparentes. Para obtener un color que sea perfecta-mente igual a otro, las dos tintas no deben ser iguales sólo en las propiedades de color e intensidad sino que deben tener también igual opacidad o poder de cubrimiento.
- Consistencia de las tintas El concepto de consistencia denomina un conjunto de diferentes propiedades reológicas de las tintas. Las principales propiedades que una tinta debe tener para la impresión son la viscosidad, la rigidez, el tiro, la tixotropía y el poder adhesivo. Cuando se trabaja en una máquina impresora, se debe adecuar siempre la tinta al sopor-te utilizado, a la velocidad de impresión o a otros factores. A partir del conocimiento de los componentes de las tintas podemos sacar algunas con-clusiones: el vehículo le confiere el poder adhesivo a la tinta y los pigmentos influyen en la rigidez. Con este fin, los fabricantes de tintas gráficas se ven obligados a trabajar con parámetros mucho más precisos y exactos. La consistencia se relaciona con: - la viscosidad: es el valor de la resistencia de una tinta a fluir en condiciones determina-das. Por lo tanto, la tinta será más espesa o fluida. - la rigidez es el cuerpo de la tinta. Es lo contrario a fluidez y se lo relaciona con el arma-do o hilo de la tinta. - el tiro es la resistencia que la tinta opone a su separación. Hablamos de tiro cuando nos referimos a la resistencia que la tinta ofrece para separarse entre los dedos. - el tack es la fuerza que se necesita para romper una película de tinta entre dos superfi-cies. Un sinónimo de tack es “pegajosidad”. Es una propiedad importante de la tinta off-set porque determina si la tinta arrancará o no la superficie del papel, se ligará apropia-damente a en la impresión multicolor húmeda o se podrán imprimir líneas agudas, finas o semitonos. Las tintas offset deberían tener tanto tack como fuera posible sin llegar a la rotura del papel ni producir acabados imperfectos como el granulado. Además, a mayor tack más limpias serán las líneas y semitonos, y menos tendencia tendrá a mezclarse con el agua que proviene de la humedad de las planchas. - la tixotropía es la propiedad que tiene la tinta de modificar su consistencia por acción del trabajo mecánico. El grado de tixotropía es importante puesto que una tinta de ele-vada tixotropía perderá su fluidez y dejará de correr en los rodillos. Los agitadores del tintero son efectivos para evitar esto.
- Capacidad de cubrimiento Según la norma DIN 16.515 la capacidad de cubrimiento de una tinta es la propiedad de una tinta gráfica de cubrir en mayor o menor grado la estructura y el color del soporte. Y hablamos de transparencia cuando la tinta deja traslucir el soporte. Además casi todas las fábricas de tinta editan folletos informativos para cada uno de sus productos, donde el cliente encuentra información necesaria. Es así, como habitualmen-te se indica el lugar colorimétrico, de la tinta correspondiente, el alcance del tono que se puede reproducir con esa tinta en base a un sistema colorimétrico, y una serie de infor-maciones adicionales como, por ejemplo: tono, graduación, brillo, comportamiento de estiba, secado, resistencia a la fricción, soportes adecuados para esta tinta, cualidades especiales como aptitud para infrarrojo, y las máquinas en que se pueden emplear. Na-turalmente también se indican las propiedades de solidez necesarias.

Tecnología 1 LDCV FADU UNL 4
d. Clasificación Las tintas se pueden clasificar según: • Su viscosidad:
- Tintas grasas: A base de aceites (vegetales o minerales): Pueden ser espesas o fluidas. Espesas: se usan comúnmente en tipografía y offset. Sus vehículos son a base de aceites vegetales. Estos aceites pueden ser secantes, semisecantes o no secantes, dependiendo su elección de la velocidad de secado que se desee lograr. Ej.: los aceites secantes acele-ran el secado y los no secantes lo retardan. Comúnmente se utilizan aceites de linaza, soja o madera. Fluidas: sus vehículos son a base de aceites minerales. Los más usados son extraídos del petróleo y el carbón. Estos aceites no son secantes. Tanto las espesas como las fluidas tienen en su composición resinas y plastificantes, que otorgan a la tinta la flexibilidad necesaria para la impresión.
- Tintas Líquidas
Sus vehículos también tienen resinas y plastificantes, pero su elemento fundamental son los disolventes volátiles (Ej.: alcoholes). Son productos con diferentes propiedades de evaporación y su función es la de mante-ner en solución las resinas, plastificantes y pigmentos para dar la viscosidad adecuada. Después de la impresión, el disolvente se elimina de la tinta por evaporación.
• Los procedimientos o sistemas de impresión
- Offset tradicional: son generalmente grasas para repeler el agua, fluidas y viscosas. El colorante debe ser muy fuerte para que la tonalidad se mantenga lo suficientemente in-tensa, luego de la doble transferencia al caucho y al papel.
- Flexografía: son tintas líquidas y volátiles debido a que los soportes para este procedi-miento de impresión en su mayoría no son absorbentes.
- Tipografía: son tintas grasas espesas, consistentes, con vehículos a base de aceite de li-naza o aceites sintéticos; una excepción la constituye la tinta para diarios, que es muy fluida y utiliza un vehículo a base de aceites minerales.
- Serigrafía: son grasas, de una consistencia adecuada, a fin de pasar regularmente por el tamiz de impresión. Como, en general, la capa de tinta depositada sobre el soporte es gruesa, tarda bastante tiempo en secarse, aunque también hay tintas para serigrafía de secado rápido y específico para cada uno de los distintos soportes de impresión.
- Huecograbado: son líquidas y también volátiles, pues su vehículo está formado por esencias de alcoholes; por ello su secado es inmediato y se efectúa por evaporación.
- Hueco Offset: se utilizan tintas líquidas. - Digitales: Electrotintas, son líquidas suspendidas en un aceite fotoconductor. Tienen
muy baja resistencia al rasgado; la capa de tinta es casi la mitad de la de offset tradicio-nal; es más volátil que el toner.
- Xerografía: son partículas sólidas como el toner y microtoner. Producen un excesivo bri-llo; produce solapamiento, pero tiene gran resistencia al rasgado.
• La composición del color:
- Tintas básicas o de proceso: CMYK para cuatricromías. CMYKGO para hexacromías. - Tintas spot: Pantone:

Tecnología 1 LDCV FADU UNL 5
• Su aplicación:1
- Convencionales: tintas de proceso citocromático CMYK, tintas planas y tintas de proce-dimiento hexacromático CMYKGO.
- Incoloras: barnices y lacas. - Especiales metalizadas, de seguridad, de otros procesos complementarios.
e. Proceso de fijación al soporte Secado, curado y anclaje de las tintas La tinta seca desde que se coloca sobre el soporte hasta las 72 horas. Entre las 72 a 96 horas se produce el curado. Y el anclaje de la tinta se produce después de las 96 horas. Los procedimientos de fijación se realizan mediante:
- Absorción por capilaridad: se da con papeles macroporosos y tintas fluidas. El vehículo penetra en el papel llevando los pigmentos. No hay separación de elementos constituti-vos.
- Filtración selectiva: se da en papeles microporosos y tintas polidispersas (offset). Al en-trar en contacto con el papel se separa el aceite de los pigmentos y la resina. El aceite penetra en los poros mientras que los pigmentos y la resina quedan en la superficie, se-cándose por oxidación (acción del aire).
- Oxidación u oxipolimerización: se da en tintas compuestas por aceites vegetales secan-tes, los que al extenderse en capas delgadas toman el oxígeno del aire y se endurecen.
- Evaporación del disolvente: ciertos disolventes se evaporan rápidamente, quedando en la superficie los componentes sólidos (pigmentos y resinas).
- Heat Set: las tintas para el proceso heat-set se secan mediante la evaporación de aceites muy fluidos contenidos en ellas. Para conseguir esta vaporización, la banda de papel im-presa pasa por un horno de secado con varias secciones mantenidas a diferentes tempe-raturas. La primera sección presenta normalmente la mayor temperatura, que, poste-riormente va decreciendo de sección en sección. Al salir del horno, la banda de papel presenta normalmente una temperatura de entre 100 y 130°C, según la calidad y el gramaje o la capa de tinta. En función de la velocidad, los hornos pueden tener una lon-gitud de hasta 12 m. Para conseguir un buen secado de la tinta, el papel ha de permane-cer al menos 1 segundo en el horno, de modo que a una velocidad de 10 m/s el horno tiene que presentar una longitud de 10 m. Ya que los aceites evaporados pueden perju-dicar al medio ambiente, se tienen que quemar en un equipo de postcombustión incor-porado o separado de la máquina, a una temperatura de 900°C aproximadamente.
- Radiaciones: para la impresión offset de pliegos en tiradas que requieren tiempos de se-cado muy breves, se pueden utilizar tintas especiales con agregados de aditivos y siste-mas de secado de endurecimiento por radiaciones: Sistemas de radiaciones infrarrojas IR Sistemas de radiaciones infrarrojas UV Sistemas de bombardeo por electrones.EB. Es parecido al sistema de secado por rayos ultravioleta pero con bombardeo de electrones en lugar de radiación lumínica de rayos ul-travioletas o infrarrojos. El Electro Beam le aporta energía a la tinta y produce una reacción química que la endurece.
1Estos conceptos están ampliados en el apunte 7 / Tintas gráficas
Tecnología 1 LDCV FADU UNL 6
f. Defectos en la relación tinta-papel durante y después del proceso de impresión
- Retintado o maculado: es la tendencia a que los dorsos de los pliegos queden mancha-dos por la tinta de los pliegos anteriores no acabados de secar. Para la impresión sin re-tintado la tinta debe secarse en el papel antes de que el pliego siguiente entre en con-tacto con él. El tiempo de secado de la tinta lo determina: la velocidad de la máquina offset, la distancia entre la unidad impresora y la pila de los pliegos impresos, el tiempo que permanece el colchón de aire que se forma entre dos pliegos sucesivos mantenién-dolos separados entre sí.
- Tiznado: El efecto de tiznado o tizado se produce cuando el papel absorbe una cantidad excesiva del vehículo de tinta, dejando el pigmento sin ligazón suficiente y produciendo un polvillo. Esto ocurre porque el revestimiento tiene unos poros mucho más finos que el papel. Éstos tienen una gran succión capilar que tiende a separar el vehículo fuera de la película de tinta. Para evitar el tiznado, lo más importante es hacer secar la tinta en su tiempo correcto. Es necesario también que la tinta tenga una cantidad suficiente de se-cante para que el secado no se retarde por un exceso de humedad, ácido o baja tempe-ratura. Es conveniente hacer una prueba de secado de la tinta sobre el papel antes de imprimir. El tiznado no se descubre hasta después de la impresión, cuando la tinta ya es-tá seca. Entonces lo que se puede hacer para salvar el trabajo es imprimir con una cola o barniz superficial.
- Emulsificación o velo: consiste en la coloración indeseada en las zonas no impresas del pliego. En general se debe a que la tinta resulta emulsionada con la humedad de la plan-cha y queda impreso un débil tinte uniforme sobre el papel en donde debería ser blanco. Cuando la captación de agua es excesiva, se obtienen impresos “lavados” con plenos pobres, arratonados y moteados. Aparecen puntos de color en las áreas donde no hay imagen por la presencia de partículas de tinta en la solución de fuente. El tipo de solu-ción fuente empleada emulsiona en exceso la tinta. La solución consiste en modificar el aditivo. También puede presentarse el mismo inconveniente a causa de tintas demasia-do blandas, en ese caso se debe agregar un barniz de tipo mordiente (se producen con resinas de tack elevado y baja captación de agua).
- Imagen fantasma: se presenta una repetición en negativo de la imagen, en posición di-ferente en determinadas imágenes. Por ejemplo al imprimir un pleno angosto delante de uno mayor. La primera imagen quita tinta de los rodillos en una zona que no puede ser compensada con la suficiente velocidad. La causa es la deficiencia del entintado y las soluciones son: modificar el desplazamiento de los rodillos de batición; utilizar colores opacos o más débiles a fin de trabajar con películas de tinta más gruesas; aumentar la cantidad de alcohol a fin de reducir la cantidad de agua que se deposita sobre la plan-cha; aplicar áreas de descarga de tinta fuera de las líneas de corte.
- Migración: es la transferencia de sustancias de bajo peso molecular (por ejemplo plasti-ficantes monoméricos) de un material a otro; sustancias que por ejemplo migran des-prendiéndose de la tinta impresa a través de determinadas capas de materiales plásticos para llegar al interior del producto alimenticio. Los productos de degradación pueden generarse en ciertas circunstancias durante el endurecimiento de las tintas UV, el seca-do de las tintas offset, o al calentar los embalajes impresos en hornos convencionales y de microondas. Representan un riesgo potencial para la salud y pueden influir sobre el sabor.
- Ganancia de punto: se trata del incremento en los valores tonales del punto de trama (es decir, la superficie relativa que ocupa en la trama) que experimenta en los diversos procesos gráficos por los que atraviesa. La ganancia de punto es una propiedad de varios sistemas de impresión, entre ellos el offset. Puede afectar en gran medida al resultado final, tanto del color como del contraste, e incluso a la apariencia de la tipografía. De ahí que sea interesante comprender cómo se produce y cómo controlarla. El punto original tiene un valor de 50%: el pasado de plancha lo eleva un 2%, con lo cual ahora mide un 52% respecto del original; La impresión en offset lo eleva otro 12% res-
Tecnología 1 LDCV FADU UNL 7
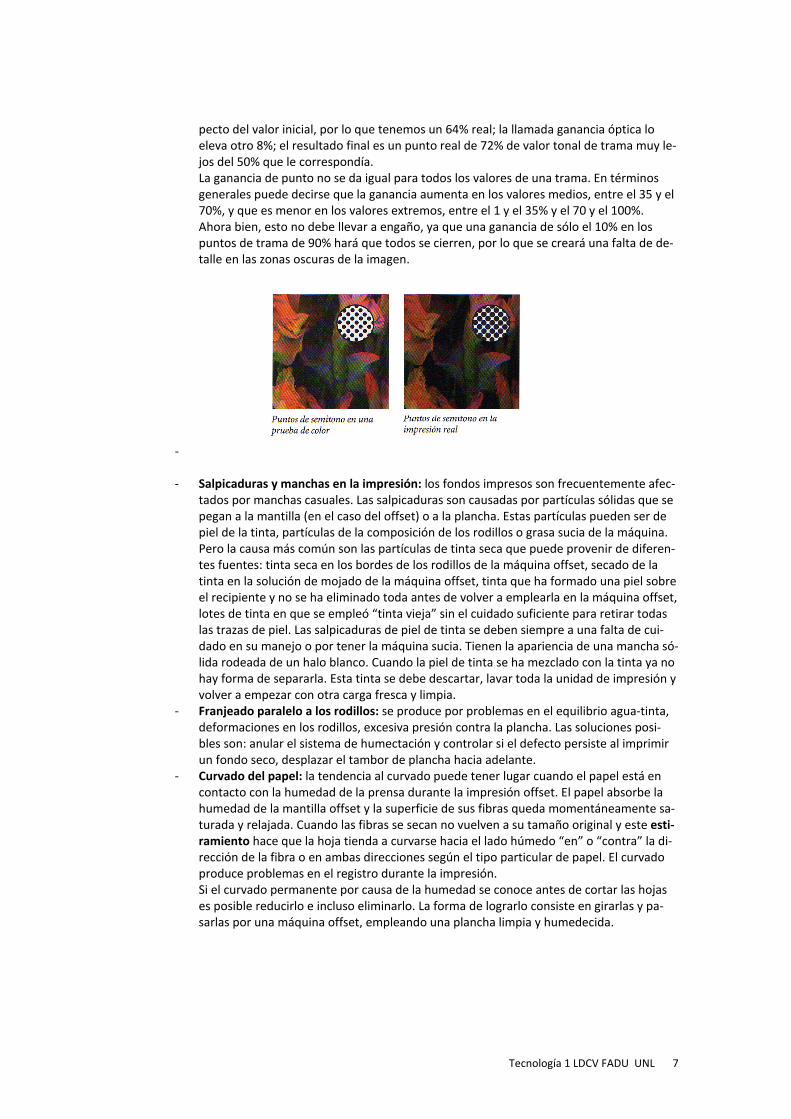
pecto del valor inicial, por lo que tenemos un 64% real; la llamada ganancia óptica lo eleva otro 8%; el resultado final es un punto real de 72% de valor tonal de trama muy le-jos del 50% que le correspondía. La ganancia de punto no se da igual para todos los valores de una trama. En términos generales puede decirse que la ganancia aumenta en los valores medios, entre el 35 y el 70%, y que es menor en los valores extremos, entre el 1 y el 35% y el 70 y el 100%. Ahora bien, esto no debe llevar a engaño, ya que una ganancia de sólo el 10% en los puntos de trama de 90% hará que todos se cierren, por lo que se creará una falta de de-talle en las zonas oscuras de la imagen.
-
- Salpicaduras y manchas en la impresión: los fondos impresos son frecuentemente afec-tados por manchas casuales. Las salpicaduras son causadas por partículas sólidas que se pegan a la mantilla (en el caso del offset) o a la plancha. Estas partículas pueden ser de piel de la tinta, partículas de la composición de los rodillos o grasa sucia de la máquina. Pero la causa más común son las partículas de tinta seca que puede provenir de diferen-tes fuentes: tinta seca en los bordes de los rodillos de la máquina offset, secado de la tinta en la solución de mojado de la máquina offset, tinta que ha formado una piel sobre el recipiente y no se ha eliminado toda antes de volver a emplearla en la máquina offset, lotes de tinta en que se empleó “tinta vieja” sin el cuidado suficiente para retirar todas las trazas de piel. Las salpicaduras de piel de tinta se deben siempre a una falta de cui-dado en su manejo o por tener la máquina sucia. Tienen la apariencia de una mancha só-lida rodeada de un halo blanco. Cuando la piel de tinta se ha mezclado con la tinta ya no hay forma de separarla. Esta tinta se debe descartar, lavar toda la unidad de impresión y volver a empezar con otra carga fresca y limpia.
- Franjeado paralelo a los rodillos: se produce por problemas en el equilibrio agua-tinta, deformaciones en los rodillos, excesiva presión contra la plancha. Las soluciones posi-bles son: anular el sistema de humectación y controlar si el defecto persiste al imprimir un fondo seco, desplazar el tambor de plancha hacia adelante.
- Curvado del papel: la tendencia al curvado puede tener lugar cuando el papel está en contacto con la humedad de la prensa durante la impresión offset. El papel absorbe la humedad de la mantilla offset y la superficie de sus fibras queda momentáneamente sa-turada y relajada. Cuando las fibras se secan no vuelven a su tamaño original y este esti-ramiento hace que la hoja tienda a curvarse hacia el lado húmedo “en” o “contra” la di-rección de la fibra o en ambas direcciones según el tipo particular de papel. El curvado produce problemas en el registro durante la impresión. Si el curvado permanente por causa de la humedad se conoce antes de cortar las hojas es posible reducirlo e incluso eliminarlo. La forma de lograrlo consiste en girarlas y pa-sarlas por una máquina offset, empleando una plancha limpia y humedecida.

Tecnología 1 LDCV FADU UNL 8
- Pérdida progresiva de la imagen: ocurre por la falta de tinta; por exceso de la forma im-presora; falta de presión en la mantilla, película de tinta en los rodillos discontinuada: tinta muy rígida, muy corta o muy tixotrópica, la solución es reemplazarla por una de mejor fluidez; temperatura ambiente muy elevada o demasiado baja (impide su correcta transferencia); desprendimiento de fibras de papel que se acumulan en los rodillos.
- Arrancado del papel: el arrancado superficial tiene lugar cuando la ligazón interna de las fibras del papel o del revestimiento es demasiado débil para resistir el tiro de la tinta, o cuando la tinta está demasiado tirante, entonces las fibras son atraídas y se depositan en la mantilla o plancha causando manchas en la impresión. Cuando se produce el arrancado, ampollas o grietas el impresor sólo puede hacer dos cosas: reducir el tiro de la tinta, provocando una disminución en la calidad de la impresión; reducir la velocidad de la máquina offset, disminuyendo la velocidad de la producción y por lo tanto aumen-tando el costo del trabajo. Si el papel tiene tan poca resistencia al arrancado obligará a utilizar tintas especiales y esto deberá saberse antes de ser empleado en la máquina im-presora
- Papel con pelusa: La pelusa o suciedad es causada por una ligazón incompleta de las fi-bras en la superficie de las hojas. Las tintas tirantes recogen esas fibras, que se acumu-lan en la mantilla, plancha y rodillos de la máquina impresora. Esto provoca manchas fi-nas y blancas en forma de fibras, que aumentan a medida que se va realizando el traba-jo. Entonces se necesitan frecuentes lavados de la plancha y el caucho. La vida de la plancha se acorta y la impresión pierde calidad. En caso de necesidad, la pelusa de papel se puede evitar aunque casi siempre es un error en la fabricación del papel imprimiendo con barniz antes de iniciar el trabajo. El barniz es un adhesivo blanco transparente que se aplica mediante una plancha en blan-co sin humectar y se deja secar.
- Efecto moiré: cuando las separaciones de color se imprimen, las filas de punto de cada tinta se colocan en un ángulo específico de manera que entre todas las ellas generen un patrón que pase desapercibido. El patrón simétrico que crean los diferentes ángulos de trama, llamado roseta, no atrae la atención del ojo y deja que los colores se fundan para crear la impresión de un tono continuo. Pero si una tinta se imprime en un ángulo incorrecto, o si el papel se desplaza al pasar por la prensa, la roseta no se dibuja correctamente, y aparecen patrones parásitos -moirés que alteran la percepción de las gradaciones de color.
Tecnología 1 LDCV FADU UNL 9
Tintas gráficas En este punto se tratarán las temáticas vinculadas a las variedades de tintas y también a la nor-malización del color. g. Variedades de tintas • Básicas o de proceso citocromático CMYK Las leyes de mezcla sustractiva de los colores se aplican no sólo para la impresión superpuesta de tintas transparentes, sino también para su mezcla con espátula.
- cyan + amarillo: verde - cyan + magenta: azul - magenta + amarillo: rojo
La impresión con tintas de los colores elementales cyan, magenta y amarillo es completada, por diversas razones, con impresión de tinta negra. A esta modalidad de impresión en color se la conoce con el nombre de cuatricromía o con colores de proceso. La superposición de los tres colores elementales da por resultado la ausencia de luz (color negro). La tinta negra se agrega pues las tintas de los tres colores elementales no son absolutamente puras, y el color resultante de la superposición produce apenas un negro apagado. Otra razón es que, en general, los textos de los impresos son de color negro y no sería práctico ni económico superponer las tres tintas para lograr ese color. Una infinidad de colores se pueden imprimir a partir de los conceptos de mezcla sustractiva de colores y de negro por la variación de porcentajes de punto de los mismos. Al imprimir, se super-ponen los puntos de dos, tres o bien los cuatro colores elementales logrando diversos colores. Algunos ejemplos de la superposición de dos de ellos:
- violeta: 50% cyan y 70% naranja - naranja: 100% amarillo y 50% magenta - verde azulado: 100% cyan y 70% amarillo - gris azulado: 40% negro y 50% cyan
Puesto que el negro de cuatricromía es translúcido y las imprentas tienen problemas para impri-mir grandes zonas de negro homogéneo, es común enriquecer el negro con un color adicional. Al combinarlo con otra tinta de cuatricromía, se consigue un negro más intenso, capaz de tapar los objetos que haya bajo él y tener un aspecto homogéneo incluso en áreas grandes.
– negro de cuatricromía: 100% de negro. – negro enriquecido neutro: 100% negro + 20% cyan + 20% magenta + 20% amarillo – negro enriquecido frío: 100% negro + 20% cyan – negro enriquecido cálido: 100% negro + 20% magenta
Para las líneas finas y caracteres pequeños, donde se nota más cualquier error de registro, es conveniente utilizar colores sólidos, como un 100% de negro o una tinta plana oscura. Los ele-mentos pequeños son difíciles de imprimir con un registro correcto de dos o más colores, y las pérdidas de registro hacen que sus bordes aparezcan borrosos. Es recomendable también evitar definir colores de cuatricromía con contenidos de tinta muy altos. Es ideal una cobertura máxima de tinta de entre el 250% y el 320%, de modo que el papel no se sobresature de tinta y no se doble, arrugue, cambie de tamaño, transparente el color o se produzcan repintados. La sobresaturación también incrementa el riesgo de errores en el registro. • Tintas planas Las tintas planas se imprimen usando tintas premezcladas. Cada tinta se reproduce utilizando una plancha de impresión independiente. Cuando una tinta plana se imprime al 100% crea un color
Tecnología 1 LDCV FADU UNL 10
sólido sin trama. Los matices, en cambio, consisten en imprimir una trama de semitono del color base, sea una tinta plana o un color de cuatricromía. A este proceso se llama también tramar el color. Los colores de las tintas planas están normalizados bajo la codificación Pantone. • De proceso hexacromático CMYKGO Se utilizan seis colores básicos: CMYK (que nos son los mismos del proceso convencional) más Verde y Naranja. Cabe señalar que el subconjunto CMYK de Hexachrome está bien balanceado y permite utilizarse separadamente (sin naranja ni verde) mejorando la impresión en forma con-vencional. Hexachrome puede llevarse a cabo utilizando selección estocástica o convencional, o una combi-nación de ambas. Lo único que hay que tener en cuenta es evitar la impresión punto sobre punto y que la densidad total no debe exceder 350% o más de cuatro colores. Para la selección conven-cional se sugiere que se utilice su estándar de cuatro ángulos diferentes (uno para cada color), colocando Hexachrome Naranja y Hexachrome Cyan con una misma angulación y Hexachrome Verde y Hexachrome Magenta con otra misma angulación. Como estas combinaciones serán parecidas, nunca deberían imprimirse juntas sobre un mismo papel. El orden secuencial de impresión debe ser:
1. Negro K 2. Cyan C 3. Verde G 4. Magenta M 5. Amarillo Y 6. Naranja O
• Incoloras Los barnices y lacas, se caracterizan por ser transparentes. Se usan para proteger la página, lograr efectos especiales o acentuar el brillo y el colorido. Los barnices pueden aplicarse a toda la pági-na o sólo a áreas concretas. Los barnices sobre impresión pueden dividirse en dos grupos. Los barnices convencionales que se aplican con el sistema de entintado, tanto en offset húmedo como en offset seco. Los barnices para fuente de agua que se aplican por el sistema de humectación. Para ambos casos existen: Barnices de sobreimpresión oleorresinosos son barnices adecuados para impresiones sectoriza-das, empleando planchas con o sin agua. Pueden ser mates o brillantes. Barnices acrílicos de dispersión base acuosa están constituidos por resinas acrílicas dispersas en agua y pueden ser aplicados desde batea, cuerpo barnizador o tintero (con diferencias de visco-sidad). Pueden ser mates o brillantes. Algunos pueden aplicarse sólo en frente; en frente y dorso; o para imprimir cara interna de envases de alimentos Barnices UV: las lacas y barnices UV son utilizados en packaging y publicaciones cuando se re-quiere una alta resistencia al roce y un excelente acabado tanto brillante como mate. Disponibles para tintero y de batea (con diferencias de viscosidad), lo que permite en el caso del primero, su aplicación en forma sectorizada empleando plancha con agua. • Tintas metalizadas Contienen pigmentos metálicos (aluminio para plata y bronce para oro), son cubritivas y se pue-den sobreimprimir a otros colores (preferentemente con dos pasadas). Es conveniente barnizar el trabajo para evitar el desprendimiento de sus pigmentos. No conviene combinarlas en un impre-so con tramas cerradas (50% en adelante) debido al empastamiento de éstos por el peso de sus pigmentos y la carga necesaria para obtener buen brillo y saturación.
Tecnología 1 LDCV FADU UNL 11
• Tintas de Seguridad Según Selink -la compañía española que fabrica y vende tintas de seguridad-, bajo esta denomi-nación se engloban diversos tipos de tintas que por sus propiedades intrínsecas, sirven para pro-teger aquellos documentos que, por su naturaleza, son susceptibles de ser falsificados o modifi-cados. La finalidad de estas tintas es, por un lado, ayudar a determinar si un documento es auténtico o es falso, dificultando y encareciendo su falsificación y por otro, tratar de impedir que pueda mo-dificarse la información en él escrita. Los niveles de dificultad para verificar la autenticidad de un documento pueden incrementarse o disminuirse en base al periodo de vida o vigencia del documento y el circuito por el que vaya a transcurrir su uso. Pero no debemos perder de vista que la simplicidad es una de las bases del éxito en el uso de tintas de verificación. Hay desarrolladas soluciones específicas para aquellos casos en que el documento no es falsifica-do, sino que por procedimientos químicos o físicos trata de alterarse la información escrita o impresa en él. En cualquier caso, base fundamental para la efectividad de la aplicación de este tipo de tintas es su control desde el origen. La fabricación debe estar controlada por procedi-mientos de seguridad y la venta debe ser restringida. Las tecnologías aplicadas a métodos de reproducción permiten realizar por medio de scanners y fotocopiadoras duplicados de altísimo nivel de fidelidad con el original; pero utilizando las propiedades adecuadas, ningún software ni hardware pueden reproducir las características de documentos protegidos por tintas de seguri-dad. Antes de su aprobación, las diferentes calidades han sido sometidas a varias pruebas físicas y químicas. Las tintas se ajustan a las normas de solidez química aceptadas por la International Conference on Counterfeiting (Conferencia Internacional sobre Falsificación), Ciudad de México, 1969, y otros métodos normalizados para la prueba de las propiedades reológicas y de color. Siempre se efectúan las siguientes pruebas: Propiedades del color: diferencia de color ACS; es-pectrofotómetro; intensidad de color. Propiedades reológicas (propiedades de la viscosidad, plasticidad y elasticidad): resistencia a la luz Xeno tester; resistencia al roce Huber rub-off test; arrugamiento IGT Reprotest B. Propiedades químicas: disolventes; ácidos; álcalis; jabón y deter-gentes. Las tintas de seguridad se pueden imprimir utilizando distintos métodos de impresión sobre un mismo documento. Las variantes que ofrece SELINK en esta categoría de tintas son:
- Las tintas fluorescentes a la luz UV Están pensadas para dificultar la falsificación o duplicidad de un documento. Son tintas invisibles al ojo humano bajo una fuente de luz normal. Para ser visible al ojo humano debe someterse a una fuente de luz Ultra Violeta (UV). Existen también tintas visibles con luz normal que a su vez, sometidas a una fuente de luz UV tienen una fuerte fluorescencia. Así que podemos hablar de tintas de seguridad fluorescentes, invisibles y también de tintas que tiene ambas propiedades, son visibles o coloreadas y fluorescentes. La intensidad de la fluorescencia se verá influida por el sustrato sobre el que se imprima. Es importante el uso de papeles exentos de blanqueadores ópticos, ya que éstos por su respuesta azul frente a la luz UV anulan la fluorescencia de la tinta. Por ello es recomen-dable comprobar la fluorescencia del papel previamente a la impresión. Por este motivo es recomendable, si se utilizan colores de fluorescencia azul no olvidar esta posibilidad de reproducción del efecto fluorescente. Ya que es un color que se pue-de simular por otros procedimientos, como el uso de abrillantadores o incluso por el propio papel. Otros aspectos que hay que considerar es que los pigmentos utilizados en estas tintas no alcanzan el mismo nivel de resistencia a la luz o resistencia química que pigmentos normales. Si se trata con disolventes, el agente fluorescente puede llegar a sangrar, y formar determinadas áreas alrededor de la impresión. Según SELINK, los colores de tintas fluorescentes a la luz UV - invisibles disponibles:
Tecnología 1 LDCV FADU UNL 12
Offset: amarillo, amarillo borrable súper, amarillo borrable súper plus, rojo borrable, azul, turquesa, verde, naranja, amarillo rojo (doble onda). Offset UV: amarillo, azul. Flexo UV: amarillo, rojo. Flexo base agua: amarillo, amarillo súper, amarillo súper plus. Serigrafía uv: verde. Tipografía uv: amarillo, amarillo rojo (doble onda). En el caso de las fluorescentes a la luz UV – visibles: Offset seco / húmedo: rojo, rojo fluorescente; violeta, rojo fluorescente; azul, azul fluo-rescente; amarillo, amarillo fluorescente; naranja, rojo fluorescente; verde, verde fluo-rescente; negro, verde fluorescente; rojo, amarillo fluorescente; azul, amarillo fluores-cente; naranja, amarillo fluorescente; marrón, amarillo fluorescente; reflex blue, amari-llo fluorescente. Offset uv / tipografía: negro, verde fluorescente.
- La tinta fluorescente a la luz infrarroja
Es una tinta invisible y que reacciona cuando es sometida a una luz IR con una longitud de onda de 980 nm. El cambio de color es reversible, por lo que vuelve a ser invisible cuando se retira la fuente de luz IR. Así pues, es una tinta diseñada para comprobar la autenticidad de un documento. Requiere para su uso de la lámpara adecuada para su comprobación. La tin-ta Fluorescente al IR puede imprimirse en un área especial o bien como un barniz de so-breimpresión. Puede aplicarse mezclada con otras tintas visibles. Estas tintas pueden suministrarse en todas las técnicas de impresión. A diferencia de las tintas Fluorescentes a la luz UV, las Fluorescentes al IR pueden im-primirse sobre papeles que tengan respuesta al UV por sí mismos, es decir, papeles con blanqueadores ópticos, ya que no reaccionan a la luz emitida a 980 nm. Colores para Offset seco: verde invisible, fluorescente al IR resistente al laser. Colores para serigrafía UV: amarillo invisible fluorescente al IR 980nm.
- Las tintas fosforescentes
Son de color verde pálido que va adquiriendo capacidad de brillar por estar expuesta a la luz, cuando pasa a estar en condiciones de oscuridad o falta de luz en su entorno. Ade-más de cómo método de verificación, es una solución utilizada en sistemas de seguridad, como método de señalización de vías de evacuación, salidas de emergencia, objetos que requieren ser visualizados en situaciones de riesgo o peligro, tales como extintores, vál-vulas de apertura o cierre de fluidos. Su nivel de luminosidad dependerá del grado pre-vio de exposición a una fuente de luz y la carga de tinta que se haya podido aportar. Para obtener un buen nivel de fosforescencia se recomienda una aportación de al menos 10 gr/m2. Las características de imprimibilidad de la tinta fosforescente son muy altas, así como sus propiedades de sobreimpresión. Puede utilizarse como una tinta única o bien en combinación con otras tintas. La tinta convencional puede imprimirse en Offset, Tipografía y Flexografía, pero para ob-tener un resultado óptimo el método de impresión más recomendado es la Serigrafía, y el menos recomendado es el Offset. El tiempo de secado de la tinta UV es difícil de establecer, ya que estará influido también por la cantidad de tinta aportada, por el sustrato, si es absorbente o no y por las lámpa-ras UV, sobre todo por número, antigüedad y potencia.
- La tinta magnética
Es de color negro, con un contenido en pigmentos metálicos que son conductivos de la electricidad y que pueden producir impulsos magnéticos. Por ello puede servir de verifi-cador, si se utiliza un lector magnético para comprobar su presencia en un documento, o como método de organización si se utiliza como lector de caracteres, utilizando un apa-rato de lectura de caracteres magnéticos. La tinta Magnética puede producirse con otras
Tecnología 1 LDCV FADU UNL 13
medidas que incrementen el nivel de seguridad, tanto de verificación inmediata (Fluo-rescencia UV), como para dificultar la manipulación de la información (Penetración). Durante la impresión podemos realizar una pre magnetización, por medio de una orien-tación magnética de los pigmentos utilizando un imán, podremos reforzar la intensidad del impulso magnético. Con este tipo de tinta pueden utilizarse los aditivos y líquidos de limpieza habituales. La tinta Magnética para aplicación por Offset, está basada en barnices de secado al aire, por lo que no debería dejarse en la máquina de impresión durante la noche o un periodo de tiempo largo. Los colores para offset seco disponibles son: negro magnético, negro magnético rojo pe-netrante, negro magnético amarillo fluorescente
- Tintas conductivas
Se trata de una tinta de color negro, con un contenido en pigmentos metálicos que son conductivos de elevada resistencia eléctrica. Esta tinta puede ser utilizada como tinta de verificación, unida a un medidor de impulsos eléctricos. La conductividad dependerá de la cantidad de tinta aplicada sobre el papel. Se recomienda como cantidad mínima 1,5 gr/m2. Con este tipo de tinta pueden utilizarse los productos auxiliares de impresión y de lim-pieza habituales. La tinta Conductiva está basada en barnices de secado al aire, por lo que no debería de-jarse en la máquina de impresión durante la noche o un periodo de tiempo largo. Pue-den utilizarse polvos antimaculantes si se imprimen grandes masas. Durante el proceso de impresión podemos verificar la conductividad de la tinta, pero su valor máximo lo alcanzará después de 48h. La tinta conductiva puede aplicarse por los métodos convencionales de impresión, pero no puede utilizarse con sistema de secado UV.
- Tinta negro transparente IR
Es una tinta de color negro al ojo humano, pero transparente a un lector de infrarrojos. El sistema de protección se basa en el uso de dos tintas, ambas del mismo color. Sin em-bargo una es transparente al IR y la otra es Opaca al IR. De esta forma podemos enmas-carar una impresión hecha con tinta opaca al IR. Si hacemos una pre impresión con tinta negra transparente al IR y posteriormente imprimimos un código de barras con tinta opaca sobre la tinta transparente, el código de barras puede ser visible o no, pero en ambos casos será legible por el lector de infrarrojos. En el caso de que sea fotocopiado el código de barras dejará de ser visible. Pre imprimir un patrón de enmascarado con tinta transparente al IR y posteriormente imprimir el código de barras. Independientemente de que el código de barras pueda verse, no será legible por el lector si es fotocopiado. Pueden utilizarse los agentes lim-piadores y aditivos para tintas offset normal. Es imprimible por cualquier método de impresión convencional o de secado UV.
- Tintas penetrantes
Estas tintas debido a una pigmentación específica, penetran el papel apareciendo en el reverso la información impresa en la parte frontal. Esta aplicación es utilizada habitual-mente en numeración o incluso en logotipos. Aumenta la protección frente a la manipu-lación de información o alteración de datos. Si se intenta modificar el patrón original es fácilmente reconocible. Esta tinta se ha desarrollado para numeración, tipografía, offset convencional y seco. No es aplicable por Serigrafía ni por ningún procedimiento de im-presión de secado UV. Puede incluirse a esta propiedad otras medidas de verificación como la fluorescencia, y puede también incluirse en alguna de las tintas trireactivas de Selink.
Tecnología 1 LDCV FADU UNL 14
- Tintas reactivas al agua: Tintas visibles que sangran en contacto con el agua o elementos químicos disueltos en agua. Tintas invisibles que tienen fluorescencia a la luz UV y que cuando entran en con-tacto con el agua, el color de la fluorescencia cambia sin perder la invisibilidad. Estas tin-tas son siempre invisibles. Tintas visibles sin fluorescencia antes del contacto con agua. Una vez en contacto con agua, la zona humedecida pasa a tener fluorescencia a la luz UV. Tintas visibles con fluorescencia a la luz UV, que con el contacto con agua cambia el co-lor de la fluorescencia y puede cambiar también el color visible inicial. No es posible fabricar estas tintas para procedimientos de secado UV. No es conveniente reducir demasiado esta tinta, ya que si los colores son demasiado claros la reacción será también débil y difícil de apreciar. Es importante saber escoger bien los contrastes de color para hacer la reacción más evidente. Estas tintas pueden imprimirse en tipografía y offset seco, pero no en offset húmedo por su reacción al agua.
- Tintas reactivas a los disolventes:
Estas tintas producen una mancha fruto de una reacción química, cuando se aplica en un documento unos determinados compuestos químicos que son utilizados con la finalidad de “lavarlo”. De esta forma queda una evidencia de que se ha tratado de manipular la información impresa o escrita. También puede utilizarse como elemento de verificación de autenticidad. Puede imprimirse en offset convencional, tipografía, flexografía base agua y numera-ción. No es posible fabricar estas tintas para sistemas de secado UV, ya que el barniz de secado UV impediría la reacción. En el caso de offset húmedo el agua de mojado no de-be contener alcohol o sustituto de éste. Las tintas reactivas a los disolventes son espe-cialmente delicadas en su uso y no deben mezclarse con auxiliares de impresión norma-les. Debemos asegurarnos de que los rodillos de impresión estén limpios antes de iniciar la impresión.
- Tintas reactivas al hipoclorito sódico
Las tintas reactivas al Hipoclorito Sódico o Lejía, es utilizada tanto para proteger a un do-cumento de la limpieza que se podría efectuar por medio de este compuesto químico, como de verificación de autenticidad. Al aplicarse Hipoclorito Sódico sobre la tinta im-presa aparecerá una reacción química de color marrón Puede imprimirse en tipografía, offset seco y offset convencional. Es imprimible en láser después de 24-48 horas de la impresión. Se trata de una tinta de color marfil muy suave que cambia a marrón al entrar en con-tacto con la lejía o hipoclorito sódico.
- Tintas termocromáticas
Es una tinta que cambia de color al cambiar de temperatura. Pueden ser colores visibles que bajan su tonalidad por efecto de un cambio de temperatura, o bien que cambien de un color a otro. Para la mayoría de temperaturas y colores son reversibles, es decir, que al recuperar la temperatura inicial vuelven también a su primer color. Para reacción a determinadas temperaturas pueden hacerse irreversibles. Puede usarse como verificador de autenticidad de un documento de seguridad y tam-bién como avisadores ópticos en determinados productos como bebidas, medicinas o controles en equipos de frío o calor. Selink dispone de unos colores estándar, por los pigmentos utilizados, y también de pan-tone a pantone, reversible o de pantone a invisible, reversible. Las temperaturas más habituales se mueven entre –10ºC hasta +60ºC, pero es posible fabricar tintas con reacciones a temperaturas más extremas.
Tecnología 1 LDCV FADU UNL 15
- Las más frecuentes son:
10ºC. Para Bebidas frías. 31ºC. Para frotar con el dedo. 47ºC. Para bebidas calientes. : Estas tintas están disponibles para aplicar en impresión Offset Convencional y UV, Fle-xografía base agua y UV, Serigrafía base agua y UV, tipografía UV e incluso para numera-ción. En cualquier caso se han desarrollado para combinar una excelente fluidez y cobertura con muy buenas propiedades de sobreimpresión. Pueden utilizarse como única tinta o en combinación con otras tintas. La visibilidad y la intensidad de la variación de color, a diferentes temperaturas, dependerá de la cantidad de tinta aportada en el papel. Reco-mendamos mínimo 1,2 g/m2 en offset, incluso con dos pasadas el efecto será aún mu-cho mejor. En impresión Flexográfica recomendamos mínimo 5 gr/m2. En Serigrafía re-comendamos mínimo 14 g/m2 Vienen en colores negro, azul, verde y rojo.
- Las tintas reactivas al metal
La tinta reactiva a la moneda, también conocida como “coin ink”, permite esconder una información que aparece cuando se frota la superficie con una moneda o metal. La tinta puede ser usada para imprimir un texto que aparece al frotar, de forma que podemos usarlo como verificación de autenticidad, e incluso como método para distinguir diferen-tes documentos auténticos. Por ejemplo en un juego de azar un ticket tiene premio y otro no.: Hay diferentes factores que pueden afectar al resultado de esta tinta: la aportación, o cantidad de tinta depositada, y que el papel o material usado como soporte, sea más o menos absorbente. Para conseguir las mejores propiedades de reacción de la tinta hay que dejar secar como mínimo 24 horas. El efecto de la tinta durará varios meses después de la impresión. Estas tintas están disponibles para todos los métodos de impresión, también con secado UV.
- Tintas foto cromáticas
La tinta Foto crómica cambia de color cuando está expuesta a la luz. Se activa con la luz solar, luz artificial muy fuerte y con luz UV. El cambio es reversible de invisible a color y vuelta a invisible después de un corto periodo de tiempo de no estar expuesto a la luz. Las tintas foto cromáticas permiten esconder una información que se vuelve visible bajo una exposición a la luz. Puede utilizarse como una tinta de detección, para controlar la autenticidad de un documento. Está disponible en Tipografía, Offset convencional y Flexografía base agua. El efecto de la tinta dependerá de la aportación, del soporte empleado para imprimir y de la fuente de luz. Para obtener los mejores niveles de resistencia de la luz hay que dejarla secar 24 horas como mínimo.
- Tintas iridiscentes
La tinta iridiscente de Selink cambia de brillo dependiendo del ángulo desde el cual se mire. En combinación con otras tintas puede pasar de prácticamente invisible a visible, con brillo por efecto de la incidencia de la luz. La tinta iridiscente de Selink puede usarse sola impresa como un diseño, en combinación con otras tintas o como un elemento ex-tra junto con otras tintas de seguridad. La ventaja de este tipo de tinta es que también puede usarse en impresión offset aunque el efecto no será el mismo que cuando se im-prime en flexografía o serigrafía. El efecto puede verse mejor cuando se aplica una fuen-
Tecnología 1 LDCV FADU UNL 16
te de luz y la impresión se mueve hacia diferentes ángulos. Se dispone de una amplia va-riedad de colores y para todo tipo de sistemas de impresión incluyendo los sistemas de secado UV. Lo más importante es asegurarse de que se está utilizando una buena cantidad de tinta en el material sobre el cual se va a imprimir. Esto es muy importante cuando se imprime sobre un papel mate que es el que más se utiliza para documentos de seguridad. Cuando se imprime sobre papel brillante la cantidad de tinta no es tan importante como cuando se imprime sobre papel mate. Al usar la tinta Iridiscente de Selink es muy importante mezclarla antes de imprimir ya que ésta se sedimenta durante el tiempo que está almacenada. La tinta SDY base disolvente se ha desarrollado (excepcionalmente) para obtener una excelente combinación entre fluidez y cubrencia. Al imprimir con un sistema de serigra-fía base disolvente recomendamos usar una abertura de malla que aporte entre 10-14 g/m2 con la finalidad de conseguir el mejor efecto. Al imprimir con el sistema flexografía base agua, recomendamos usar un anilox con un máximo de líneas de 100 l/cm y una profundidad de 20 micras. Al imprimir con un sistema flexo UV, recomendamos usar un anilox especialmente dise-ñado para flexo UV con un máximo de líneas de 120 l/cm y una profundidad de 20-30 micras. Se recomienda una lámpara UV de un mínimo de 120 W/cm. También es importante no mezclar tintas UV y convencionales o tintas base agua con cualquier otro tipo de tintas. No hay recomendaciones especiales para la impresión offset. Lo único a tener en cuenta es que, ya que la aportación de tinta es baja, es necesario imprimir una gran área para que sea posible verla. Si se imprimen dos pasadas el efecto mejora notablemente.
- Marca al agua La tinta marca al agua de Selink se ha ideado para usarla como una tinta o barniz que permita la impresión de una filigrana que sea apreciable al trasluz. No pretende sustituir una marca de agua auténtica ya que el efecto no es el mismo, sino ofrecer una solución alternativa menos costosa sobre todo para aquellos casos en que las cantidades a fabri-car no permiten el desarrollo y fabricación de un rodillo de marca de agua. Esta tinta puede usarse tanto para imprimir líneas finas e imágenes como para imprimir fondos. El efecto resultante dependerá de la cantidad de tinta que se aplique en el papel. Cuando se impriman líneas finas se recomienda usar una cantidad pequeña de tinta ya que, el efecto de penetración podría destruir las líneas cuando se usa demasiada cantidad de tinta. El efecto se observará pasadas algunas horas. Esta tinta se puede utilizar con todas las técnicas de impresión para imprimir sobre pa-pel normal y papel de seguridad. Antes de imprimir con esta tinta recomendamos realizar un test combinando el papel con la tinta para ver que el efecto que conseguimos es el deseado. Dependiendo de la dureza de la superficie del papel el efecto puede tardar más en aparecer. La tinta convencional puede usarse en offset o tipografía. Se usa como una tinta conven-cional y sirven los mismos aditivos. Antes de imprimir recomendamos comprobar que la imprenta esté bien limpia para evitar el coloreado de la tinta. Esta tinta se contamina con gran facilidad.
- Tintas fugitivas.
Son idénticas a las tintas comunes pero con la característica de que al tratar de borrar sobre ellas desaparecen quedando el área borrada en blanco, haciéndose notoria la co-rrección. Por sus características estas tintas se utilizan como fondo del documento a fin de imprimir los datos a consignar en el documento sobre de ellas.

Tecnología 1 LDCV FADU UNL 17
• Otras variedades
– Foils para Hot stamping: El hot stamping es un proceso caro que consiste en aplicar calor y presión sobre un foil metálico. Los colores son plata, oro y cobre. Se distingue de las tintas metalizadas puesto que tiene bajorrelieve. Es un proceso complementario a la im-presión. La máquina de hot stamping posee un temporizador para controlar los 3 a 5 se-gundos necesarios para la presión y el calor. Se usa en máquinas tipográficas.
– Proceso de dorado indirecto: Se imprime en sistema tipográfico y luego se le aplica pur-purina a la superficie impresa y se pega a la tinta que todavía no secó. A los 30 minutos se quita con algodón la purpurina no adherida a la tinta.
h. Normalización del color Pantone, Inc. es una empresa dedicada al color, reconocida mundialmente como proveedora de tecnología punta para tareas de selección y transmisión precisa del color. La marca PANTONE se considera el lenguaje estándar de especificación de colores entre diseñadores, fabricantes, ven-dedores y consumidores. Cuarenta años de experiencia respaldan la posición como líder absoluto del mercado de la comunicación y tecnología del color para las industrias de diseño gráfico, im-presión, edición, textiles y plásticos. Es útil para crear signos básicos de identidad, un producto, un envase, un anuncio publicitario o un diseño de moda, o para plasmar ideas. Cada año, Pantone y sus cientos de licenciatarios venden cantidades innumerables de productos y servicios en más de 100 países, en mercados relacionados con artes gráficas, industria textil, ropa, interiores, plásticos, arquitectura y diseño industrial. Industria gráfica: impresión, publicación y envasado Según la empresa Weinstock los productos Pantone ofrecen:
- Abanico PANTONE Color Formula Guide: / Guía de tonos plenos Este catálogo permite seleccionar y codificar más de 1000 colores en tonos plenos y ob-servarlos impresos sobre papel encapado brillante y sin encapar, incluyendo en la nor-malización las tintas fluorescentes, oro y plata. Además, un ícono identifica aquellos co-lores que mejor reproducen por CMYK. Incluye todos los colores nuevos.
- PANTONE Color Formula Guide Designer Edition / Juego de tres guías de tonos plenos
Juego compuesto por tres catálogos impresos sobre papel encapado brillante, encapado mate y sin encapar, que permiten seleccionar y codificar más de 1000 colores en tonos plenos, incluyendo en la normalización las tintas fluorescentes, oro y plata. Además, un ícono identifica aquellos colores que mejor reproducen por CMYK. Incluye todos los co-lores nuevos.
- Libro PANTONE Coated Chips -Libro Uncoated Chips / Carpeta de muestras troquela-
bles Dos carpetas anilladas, impresas sobre papel encapado brillante y sin encapar, con los mismos colores del Pantone Formula Guide, pero en prácticas muestras troquelables, que pueden adjuntarse a los diseños para asegurar la correcta comunicación del color.
- PANTONE Solid Color Chips / Juego de tres libros de muestras troquelables
Tres carpetas anilladas, impresas sobre papel encapado brillante, encapado mate y sin encapar, con los mismos colores del Pantone Formula Guide, pero en prácticas muestras troquelables, que pueden adjuntarse a los diseños para asegurar la correcta comunica-ción del color.

Tecnología 1 LDCV FADU UNL 18
- Libro PANTONE Tints / Carpeta de tramas del 10% al 80% y autotipía
Los diferentes porcentajes de tramas de un mismo color, permiten producir efectos creativos sin necesidad de colores adicionales. En este libro y con un simple vistazo, pueden observarse tramas del 10% al 80%, efectos de impresión en negativo, en positi-vo y autotipía para cada color, con lo que puede obtenerse una idea clara del aspecto fi-nal de la impresión.
- Abanico PANTONE Solid to Process / Guía de conversión de tonos plenos a CMYK
Pantone ha reproducido esta guía en forma de abanico y libro que muestran, lado a lado los colores Pantone plenos y su simulación más aproximada en CMYK. Con esta guía, el diseñador puede ver en el momento el aspecto que presentará cualquiera de los colores plenos si desea imprimirlos por fotocromía.
- Libro PANTONE Solid to Process Chips: / Carpeta de muestras troquelables
Los mismos colores del Pantone Solid to Process en muestras troquelables para especifi-car los colores con precisión, presentadas en una carpeta anillada.
- Abanico PANTONE Process (EURO) / Guía de 3000 tonos normalizados CMYK
Este catálogo permite elegir entre 3000 tonos logrados por fotocromía, cada uno con su número correspondiente, a partir de las combinatorias de CMYK, en escala Europea.
- Libro PANTONE Process Chips Vol. 1 & Vol. 2 (EURO) / Carpeta de muestras troquela-
bles Los mismos colores del Pantone Process, en muestras troquelables que aseguran la co-rrecta referencia del color. Se presenta en dos carpetas anilladas, en escala Europea.
- Abanico PANTONE Process (SWOP) / Guía de 3000 tonos normalizados CMYK
Este catálogo permite elegir entre 3000 tonos logrados por fotocromía, cada uno con su número correspondiente, a partir de las combinatorias de CMYK, en escala SWOP (Speci-fication for Web Offset Publications).
- Libro PANTONE Process Chips Vol. 1 & Vol. 2 (SWOP) / Carpeta de muestras troquela-
bles Los mismos colores del Pantone Process, en muestras troquelables que aseguran la co-rrecta referencia del color. Se presenta en dos carpetas anilladas, en escala SWOP (Spe-cification for Web Offset Publications).
- Abanico PANTONE Metallics / Guía de tonos metalizados
Una selección de 204 tonos metalizados, con sus fórmulas correspondientes, ideales pa-ra dar un toque especial a todo tipo de pieza gráfica.
- Abanico PANTONE Color Selector Film / Guía impresa sobre película transparente
Este abanico de 109 colores Pantone, es una guía de gran ayuda en el diseño de trabajos impresos sobre soportes transparentes. Cada muestra de color presenta la mitad de su superficie impresa sobre blanco opaco y la otra mitad directamente sobre el soporte, para poder apreciar ambos efectos.
- Abanico PANTONE Color Selector Foil: / Guía impresa sobre cartulina metalizada
Este abanico se utiliza para seleccionar y controlar colores impresos en soportes alumi-nizados y ofrece una selección de 109 tonos Pantone. Cada muestra de color presenta la mitad de su superficie impresa sobre blanco opaco y la otra mitad directamente sobre el soporte, para poder apreciar ambos efectos.
Tecnología 1 LDCV FADU UNL 19
- Abanico PANTONE Solid Start Guide / Guía selección de tonos plenos Este catálogo contiene 112 de los 1012 colores del abanico PANTONE Formula Guide, 32 de los 204 colores del PANTONE Metallics y 31 de los 127 colores PANTONE Pastels. In-cluye cupones para obtener descuentos en la compra de estas guías completas. Dado que este abanico se utiliza sólo para especificar colores, no contiene fórmulas y es ideal para quienes se inician en artes gráficas.
- Abanico PANTONE Hexachrome Color Selector: / Guía de tonos Hi-Fi
Este abanico de tonos Hi-Fi (alta fidelidad) impreso sobre papel brillante y mate por pro-ceso de seis colores por sistema Hexachrome, permite escoger y verificar colores con la misma confianza y facilidad que en los trabajos por cuatricromía. Este nuevo sistema permite lograr colores imposibles para el sistema convencional de proceso CMYK. Hexa-chrome es un proceso patentado de impresión de alta calidad en policromía de seis co-lores, reproduce un espectro dinámico de imágenes de tono continuo más brillantes y simula colores más brillantes e intensos que la impresión en cuatricromía estándar. El proceso Hexachrome está respaldado por empresas líderes del sector como Adobe, Quark, Macromedia, Kodak Polychrome, Agfa, DuPont, Polaroid y Fuji.
- Abanico PANTONE Pastels: / Guía de tonos pastel
127 tonos pastel, con sus fórmulas correspondientes, para lograr colores pálidos y sua-ves.
Otras fuentes - Adobe (1995) Guía Adobe de impresión profesional. - Fundamentos del color. Fundación Gutenberg. - Imprintec / México
http://www.imprintec.com.mx/p_formasseguras.htm - Pantone / España
http://www.pantone-espana.com - Santarsiero, Hugo, (2000) Arte y preimpresión digital. TS Ediciones: Buenos Aires. - Selink Tintas de seguridad / España
http://www.selink.net/castellano/txt-prod-012.htm - Weinstock Tintas gráficas / Argentina
http://www.tintasweinstock.com.ar/barnices.htm - Elvino, Sebastián, (2003) Composición de tintas. Sonría.com
http://www.sonria.com/index_s.php?a=Diseno&id=198 - Fundación Gutenberg. El papel como soporte en la impresión offset - Fundación Gutenberg. Fundamentos de la impresión. - Fundación Gutenberg. Tintas gráficas - Gallo, Daniel, (2001) Teórico especial. Tintas gráficas, de proceso y especiales. Cátedra de Tecnología en comunicación visual 2. - Mammini, Flavio, “Tintas gráficas”, en revista Crann, nº 6. La Plata. - Mammini, Flavio, “Tintas gráficas”, en revista Crann, nº 6. La Plata. - Mammini, Flavio, (2001) Teórico de tintas. Cátedra Tecnología de Comunicación Visual 2. - Martínez, Juan. Ganancia de punto
http://www.juanval.net/ganancia_punto.htm - Santarsiero, Hugo, (1997) La producción gráfica. Una nueva dimensión. TS Ediciones: Buenos Aires. - SICPA, proveedor de Tintas y Soluciones de seguridad
http://www.sicpa.com/4116/4117.asp - (2004) Tecnología de impresión. La tecnología de la impresión offset de pliegos y de bobina. Sappi Europe.