termoplasticos, termoestable y elastomeros
DESCRIPTION
polimerosTRANSCRIPT
Urea-formaldehído
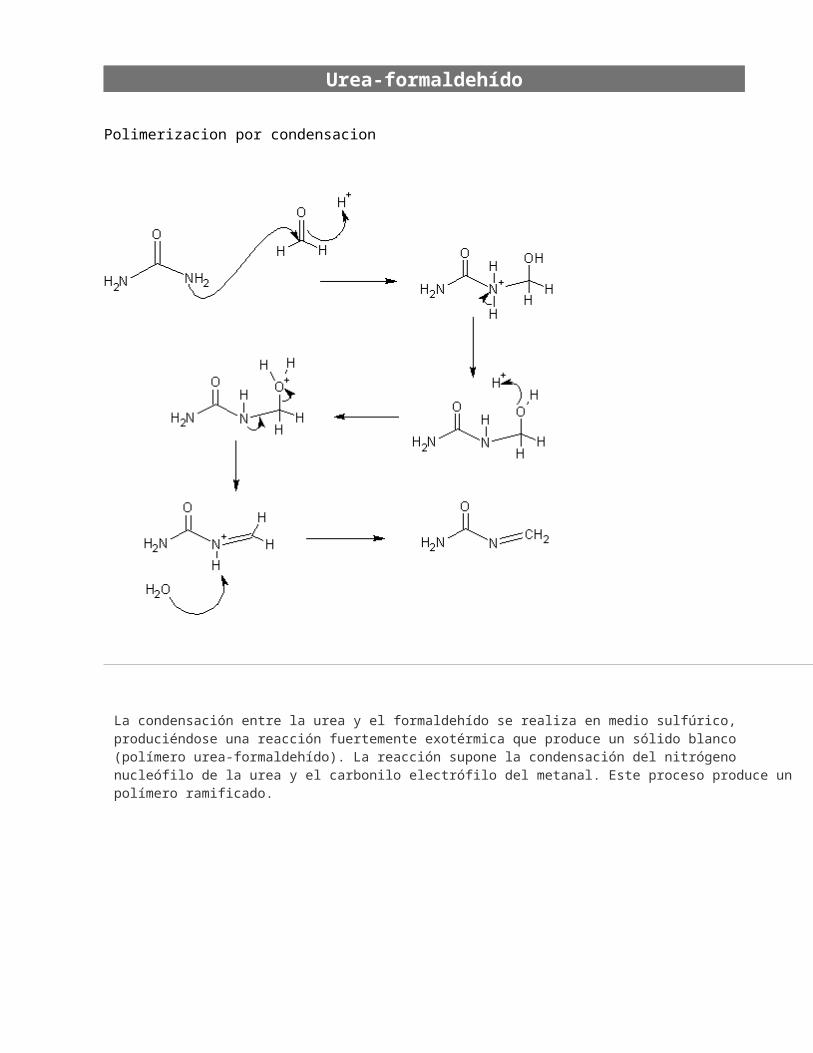
Polimerizacion por condensacion
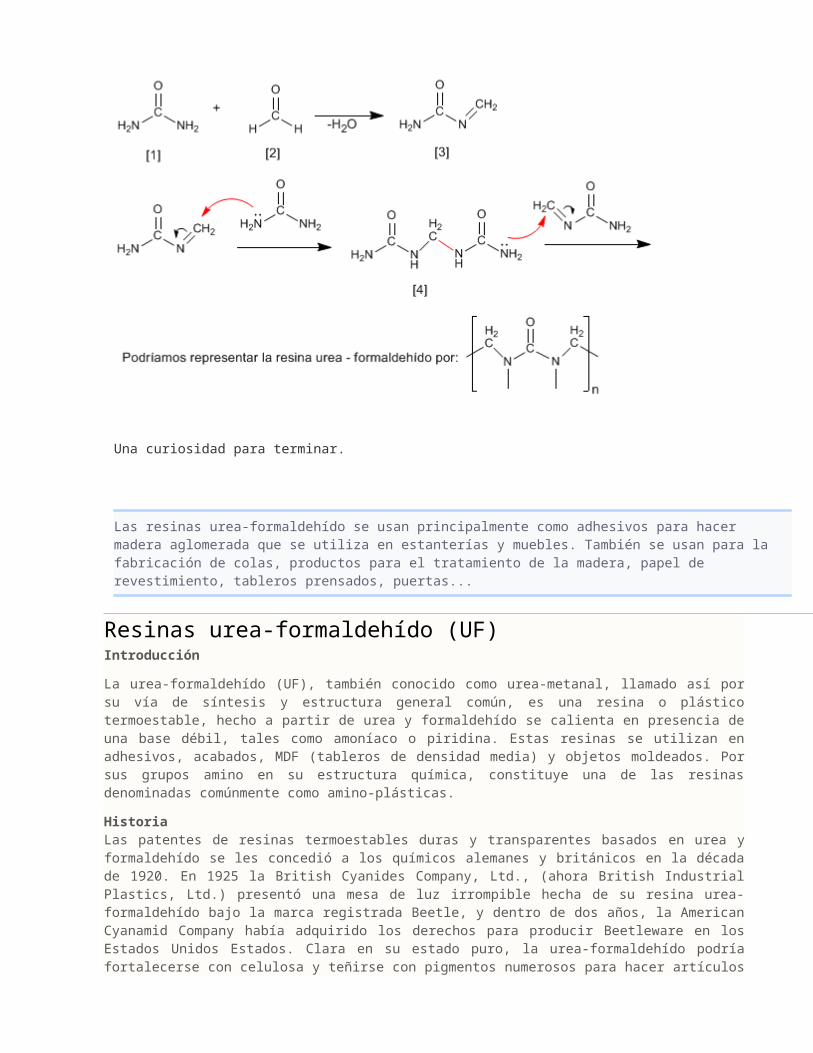
La condensación entre la urea y el formaldehído se realiza en medio sulfúrico, produciéndose una reacción fuertemente exotérmica que produce un sólido blanco (polímero urea-formaldehído). La reacción supone la condensación del nitrógeno nucleófilo de la urea y el carbonilo electrófilo del metanal. Este proceso produce un polímero ramificado.
Una curiosidad para terminar.
Las resinas urea-formaldehído se usan principalmente como adhesivos para hacer madera aglomerada que se utiliza en estanterías y muebles. También se usan para la fabricación de colas, productos para el tratamiento de la madera, papel de revestimiento, tableros prensados, puertas...
Resinas urea-formaldehído (UF)Introducción
La urea-formaldehído (UF), también conocido como urea-metanal, llamado así por su vía de síntesis y estructura general común, es una resina o plástico termoestable, hecho a partir de urea y formaldehído se calienta en presencia de una base débil, tales como amoníaco o piridina. Estas resinas se utilizan en adhesivos, acabados, MDF (tableros de densidad media) y objetos moldeados. Por sus grupos amino en su estructura química, constituye una de las resinas denominadas comúnmente como amino-plásticas.
Historia Las patentes de resinas termoestables duras y transparentes basados en urea y formaldehído se les concedió a los químicos alemanes y británicos en la década de 1920. En 1925 la British Cyanides Company, Ltd., (ahora British Industrial Plastics, Ltd.) presentó una mesa de luz irrompible hecha de su resina urea-formaldehído bajo la marca registrada Beetle, y dentro de dos años, la American Cyanamid Company había adquirido los derechos para producir Beetleware en los Estados Unidos Estados. Clara en su estado puro, la urea-formaldehído podría fortalecerse con celulosa y teñirse con pigmentos numerosos para hacer artículos de luz, delgado, duro, fuerte, colorido y translucidos para el hogar y la cocina. Su resistencia a muchos productos químicos lo hacía adecuado para frascos de cosméticos y otros recipientes, y su resistencia eléctrica deseable para productos tales como los tomacorrientes de pared y placas de interruptores. La urea-formaldehído comenzó a ser sustituido en artículos moldeados en los años 1950 porresina de melamina-formaldehído y por nuevas resinas termoplásticas tales comopoliestireno. Al igual que las resinas fenólicas y de melamina, la urea-formaldehído se emplean ahora sobre todo como adhesivos para madera. Son menos duraderas que las otras dos resinas y no tienen resistencia a la intemperie suficiente para ser utilizadas en aplicaciones exteriores. Debido a que las resinas de urea-formaldehído son de color más claro que las resinas de fenol-formaldehído, tradicionalmente están reservadas para contrachapado interior y el
revestimiento decorativo. Pero la preocupación por la liberación de formaldehído al aire han conducido a la sustitución, incluso allí, por resinas fenólicas.
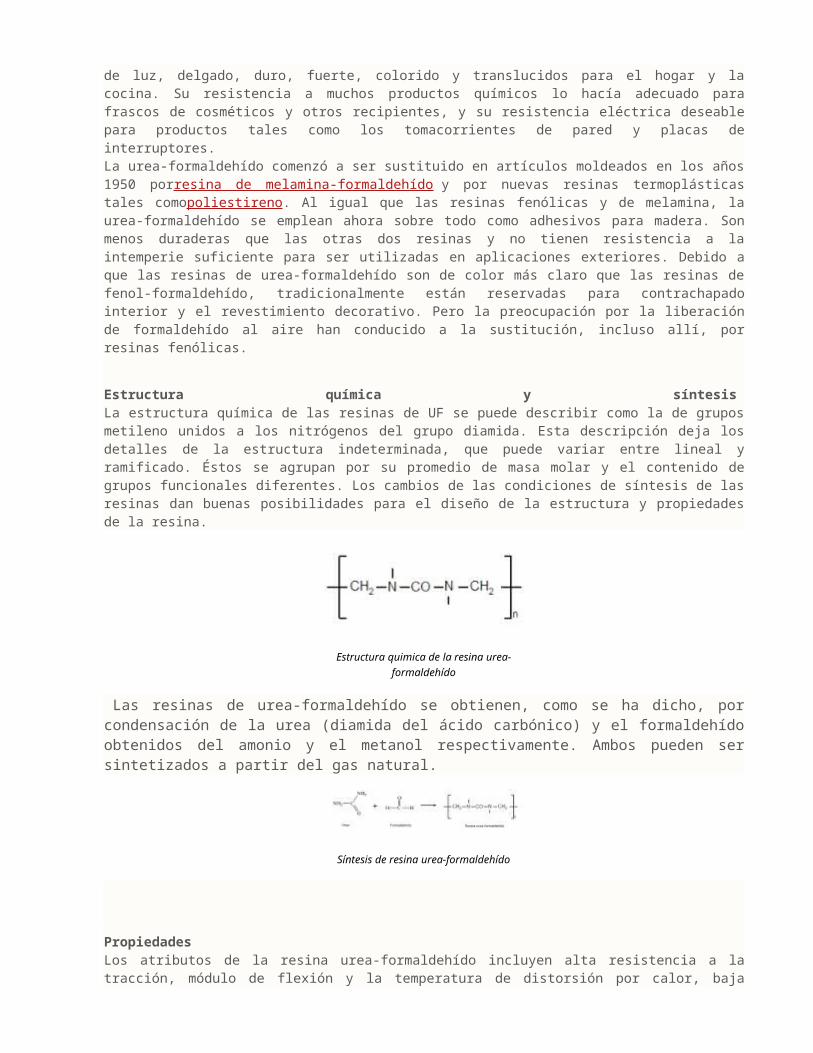
Estructura química y síntesis La estructura química de las resinas de UF se puede describir como la de grupos metileno unidos a los nitrógenos del grupo diamida. Esta descripción deja los detalles de la estructura indeterminada, que puede variar entre lineal y ramificado. Éstos se agrupan por su promedio de masa molar y el contenido de grupos funcionales diferentes. Los cambios de las condiciones de síntesis de las resinas dan buenas posibilidades para el diseño de la estructura y propiedades de la resina.
Estructura quimica de la resina urea-formaldehído
Las resinas de urea-formaldehído se obtienen, como se ha dicho, por condensación de la urea (diamida del ácido carbónico) y el formaldehído obtenidos del amonio y el metanol respectivamente. Ambos pueden ser sintetizados a partir del gas natural.
Síntesis de resina urea-formaldehído
Propiedades Los atributos de la resina urea-formaldehído incluyen alta resistencia a la tracción, módulo de flexión y la temperatura de distorsión por calor, baja absorción de agua y contracción de moldeo, alta dureza superficial, alargamiento a la rotura y resistencia de volumen. La identificación genérica de las melaminas y ureas como resinas induce a pensar que son materiales de naturaleza polimérica. Sin embargo, no son polímeros ya que su distribución de pesos moleculares promedio indica que son monómeros, dímeros, trímeros y excepcionalmente tetrámeros y pentámeros. Estos materiales no tienen adecuadas propiedades como formadores de película ya que éstas son duras y quebradizas. En consecuencia, se combinan con resinas alquídicas, acrílicas, poliésteres o epoxis para generar sistemas termoestables o termo convertibles (curado químico a alta temperatura, es decir horneables).
Producción En la producción industrial, las resinas están hechas por la condensación de formaldehído y urea en una solución acuosa, utilizando amoniaco como un catalizador alcalino. La reacción de condensación da una solución incolora, como melaza, que puede ser secada por pulverización para dar un polvo para su posterior uso en revestimientos o adhesivos, también puede ser mezclado con celulosa como relleno para producir polvos para el moldeo de objetos sólidos. Bajo la influencia de calor y presión, la resina, que en este punto se compone en gran parte de polímeros intermedios o prepolímeros de bajo peso molecular, se cura a su estado final, que consiste en una red tridimensional de polímeros interrelacionados.
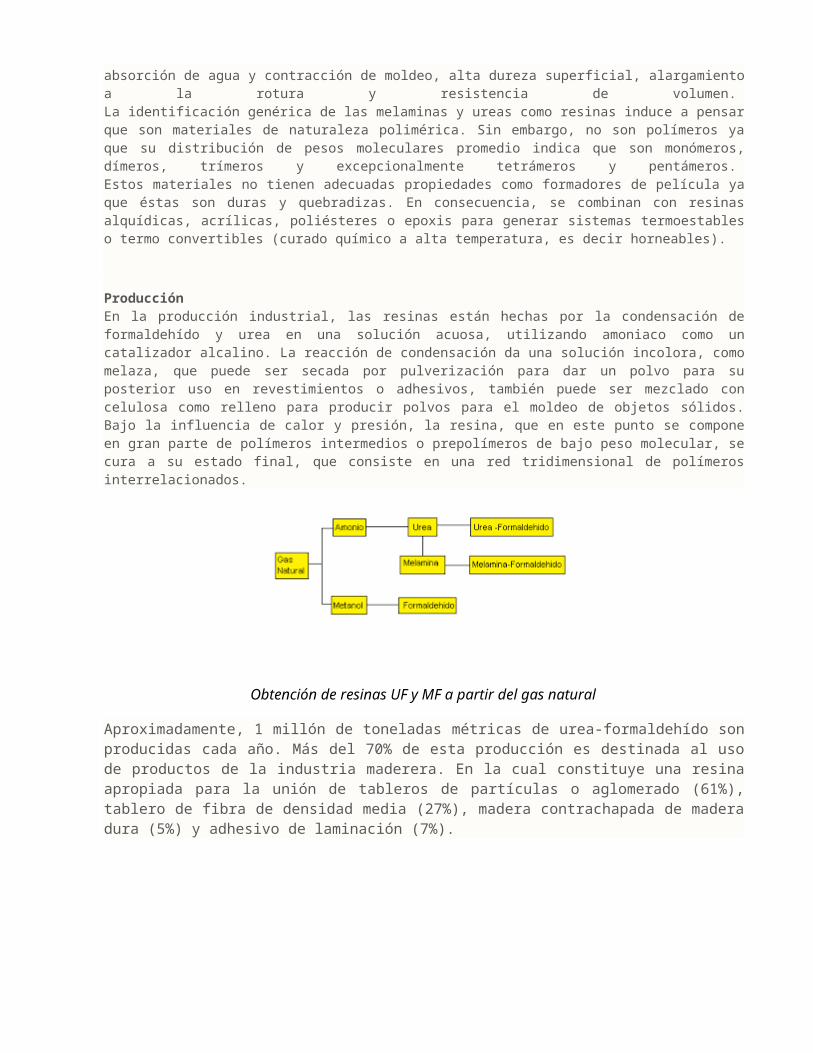
Obtención de resinas UF y MF a partir del gas natural
Aproximadamente, 1 millón de toneladas métricas de urea-formaldehído son producidas cada año. Más del 70% de esta producción es destinada al uso de productos de la industria maderera. En la cual constituye una resina apropiada para la unión de tableros de partículas o aglomerado (61%), tablero de fibra de densidad media (27%), madera contrachapada de madera dura (5%) y adhesivo de laminación (7%).
Producción de tableros de partículas (aglomerado)
Usos generales La urea-formaldehído está en todas partes y se utiliza en muchos procesos de fabricación debido a sus propiedades útiles. Los ejemplos incluyen laminados decorativos, textiles, papel, moldes de fundición de arena, telas antiarrugas, mezclas de algodón, rayón, pana, etc. También se utiliza para pegar madera juntos. La urea formaldehído se utiliza habitualmente cuando se producen revestimiento de aparatos eléctricos (por ejemplo, lámparas de escritorio). La UF también ha sido utilizada como resina de moldeo de adornos y otros utensilios similares, aunque hoy en día se utiliza en muy poca medida siendo reemplazado por materiales termoplásticos.
Articulos moldeados de resina UF
Las resinas ureicas se especifican para lacas y barnices para maderas (curado térmico) y para recubrimientos plastificantes para pisos (dos componentes de curado catalizado por ácidos). El producto es ampliamente elegido como una resina adhesiva debido a su alta reactividad, buen rendimiento, y bajo precio.
Recubrimiento plastificante de UF para pisos de madera
También se preparan adhesivos fenol-urea-formaldehído modificados con taninos (PUFT) por copolimerización a temperatura ambiente de taninos de corteza de pino con prepolímeros fenol-urea-formaldehído (PUF) previamente elaborados. La adición de taninos a los prepolímeros PUF modifica su comportamiento reológico, que pasa de prácticamente newtoniano a pseudoplástico. Esta es una característica muy deseable ya que los adhesivos se vuelven más fluidos durante su aplicación, aumentando posteriormente su viscosidad aparente. Además, el consumo de adhesivo en la preparación de los tableros contrachapados se reduce significativamente.
Adhesivo de urea-formaldehido para trabajos de carpintería
Uso agrícola La urea-formaldehído también se usa en la agricultura como fuente de liberación controlada de fertilizantes de nitrógeno. La tasa de descomposición de la urea-formaldehído en CO2 y NH3 está determinada por la acción de los microbios que se encuentran naturalmente en la mayoría de los suelos. La actividad de estos microbios, y, por lo tanto, la velocidad de liberación de nitrógeno, es dependiente de la temperatura. La temperatura óptima para la actividad microbiana es de aproximadamente 70-90°F (20-30°C aproximadamente).
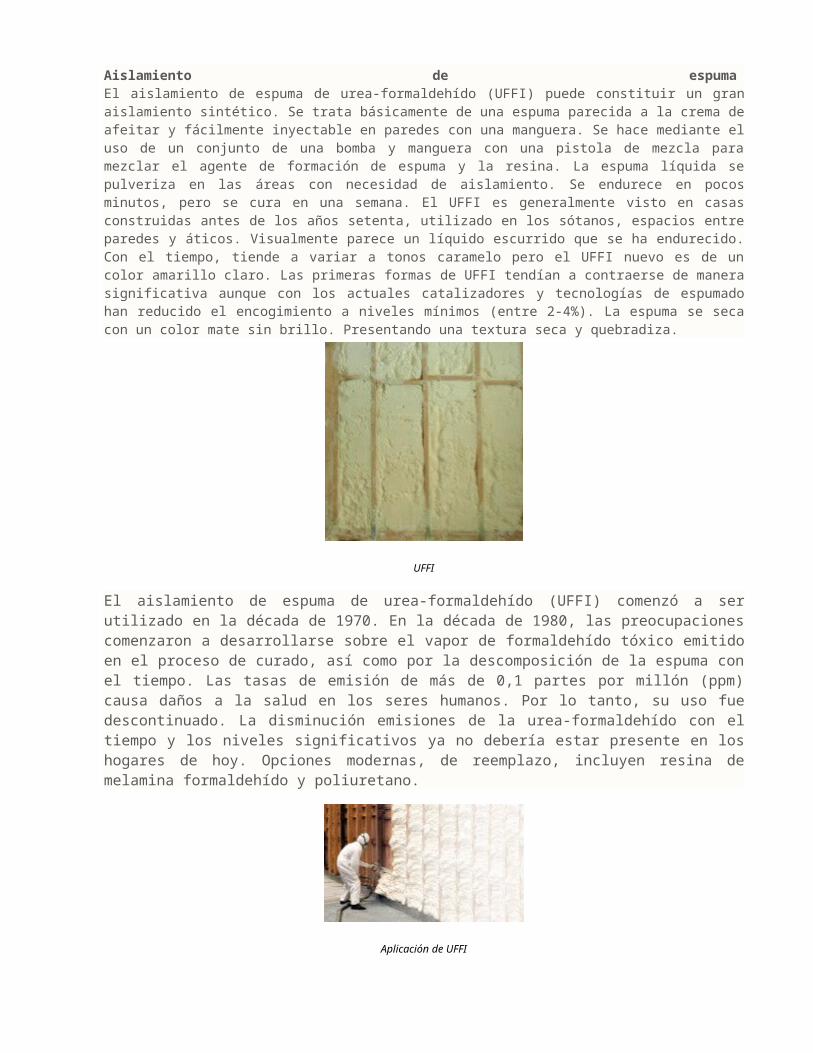
Aislamiento de espuma El aislamiento de espuma de urea-formaldehído (UFFI) puede constituir un gran aislamiento sintético. Se trata básicamente de una espuma parecida a la crema de afeitar y fácilmente inyectable en paredes con una manguera. Se hace mediante el uso de un conjunto de una bomba y manguera con una pistola de mezcla para mezclar el agente de formación de espuma y la resina. La espuma líquida se pulveriza en las áreas con necesidad de aislamiento. Se endurece en pocos minutos, pero se cura en una semana. El UFFI es generalmente visto en casas construidas antes de los años setenta, utilizado en los sótanos, espacios entre paredes y áticos. Visualmente parece un líquido escurrido que se ha endurecido. Con el tiempo, tiende a variar a tonos caramelo pero el UFFI nuevo es de un color amarillo claro. Las primeras formas de UFFI tendían a contraerse de manera significativa aunque con los actuales catalizadores y tecnologías de espumado han reducido el encogimiento a niveles mínimos (entre 2-4%). La espuma se seca con un color mate sin brillo. Presentando una textura seca y quebradiza.
UFFI
El aislamiento de espuma de urea-formaldehído (UFFI) comenzó a ser utilizado en la década de 1970. En la década de 1980, las preocupaciones comenzaron a desarrollarse sobre el vapor de formaldehído tóxico emitido en el proceso de curado, así como por la descomposición de la espuma con el tiempo. Las tasas de emisión de más de 0,1 partes por millón (ppm) causa daños a la salud en los seres humanos. Por lo tanto, su uso fue descontinuado. La disminución emisiones de la urea-formaldehído con el tiempo y los niveles significativos ya no debería estar presente en los hogares de hoy. Opciones modernas, de reemplazo, incluyen resina de melamina formaldehído y poliuretano.
Aplicación de UFFI
Fuentes:
http://www.scielo.cl
http://www.chm.bris.ac.uk
http://www.nsc.org
http://www.plastiquarian.com
http://www.cmhc-schl.gc.ca
Urea-formaldehyde (UF) adhesive resins for wood - Dunky, M.
http://www.bostik.com.au
http://www.britannica.com
http://www.edutecne.utn.edu.ar
http://www.energyhack.com
http://www.cotopaxi.com.ec
Tereftalato de polietileno(Redirigido desde «Politereftalato de etileno»)
El tereftalato de polietileno, politereftalato de etileno, polietilentereftalato o polietileno tereftalato (más conocido por sus siglas en inglés PET, polyethylene terephtalate) es un tipo de plástico muy usado en envases de bebidas y textiles. Algunas compañías manufacturan el PET y otros poliésteres bajo diferentes marcas comerciales, por ejemplo, en los Estados Unidos y el Reino Unido usan los nombres de Mylar y Melinex.
Químicamente el PET es un polímero que se obtiene mediante una reacción de policondensación entre el ácido tereftálico y el etilenglicol. Pertenece al grupo de materiales sintéticos denominados poliésteres.
Es un polímero termoplástico lineal, con un alto grado de cristalinidad. Como todos los termoplásticos puede ser procesado mediante extrusión, inyección, inyección y soplado, soplado de preforma y termoconformado. Para evitar el crecimiento excesivo de las esferulitas y lamelas de cristales, este material debe ser rápidamente enfriado, con esto se logra una mayor transparencia, la razón de su transparencia al enfriarse rápido consiste en que los cristales no alcanzan a desarrollarse
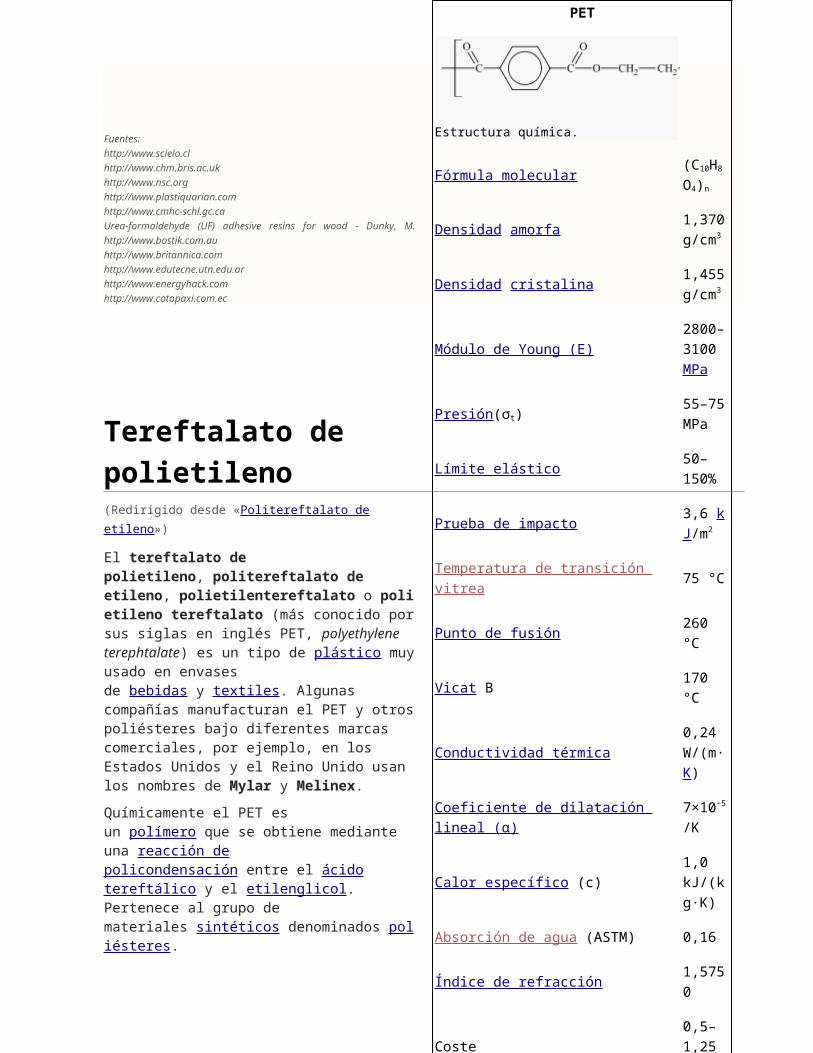
PET
Estructura química.
Fórmula molecular(C10H8O4)n
Densidad amorfa1,370 g/cm3
Densidad cristalina1,455 g/cm3
Módulo de Young (E)2800–3100 MPa
Presión(σt)55–75 MPa
Límite elástico50–150%
Prueba de impacto3,6 kJ/m2
Temperatura de transición vitrea 75 °C
Punto de fusión 260 °C
Vicat B 170 °C
Conductividad térmica0,24 W/(m·K)
Coeficiente de dilatación lineal (α)7×10−5/K
Calor específico (c)1,0 kJ/(kg·K)
Absorción de agua (ASTM) 0,16
Índice de refracción 1,5750
Coste0,5–1,25 €/kg
Source: A.K. vam der Vegt & L.E. Govaert, Polymeren, van keten tot kunstof, ISBN 90-407-2388-5
completamente y su tamaño no interfiere («scattering» en inglés) con la trayectoria de la longitud de onda de la luz visible, de acuerdo con la teoría cuántica.
Índice
[ocultar]
1 Propiedades y Características 2 Historia 3 Aspectos del uso de tereftalato de polietilenos 4 Degradación
o 4.1 Degradación mediante proceso químico 5 Reciclaje del PET
o 5.1 Proceso del reciclado mecánico convencional 6 Referencias 7 Enlaces externos
Propiedades y Características[editar]
Presenta como características más relevantes:
Alta transparencia (en estado amorfo), aunque admite cargas de colorantes. Alta resistencia al desgaste y corrosión. Muy buen coeficiente de deslizamiento. Buena resistencia química y térmica. Muy buena barrera a CO2, Aceptable barrera a O2 y humedad. Compatible con otros materiales . Barrera que mejoran en su conjunto la calidad barrera de los envases y por lo tanto permiten su
uso en mercados específicos. Reciclable, aunque tiende a disminuir su viscosidad con la historia térmica. Aprobado para su uso en productos que deban estar en contacto con productos alimentarios.
Las propiedades físicas del PET y su capacidad para cumplir diversas especificaciones técnicas han sido las razones por las que el material haya alcanzado un desarrollo relevante en la producción de fibras textiles y en la producción de una gran diversidad de envases, especialmente en la producción de botellas, bandejas, flejes y láminas.
Historia[editar]
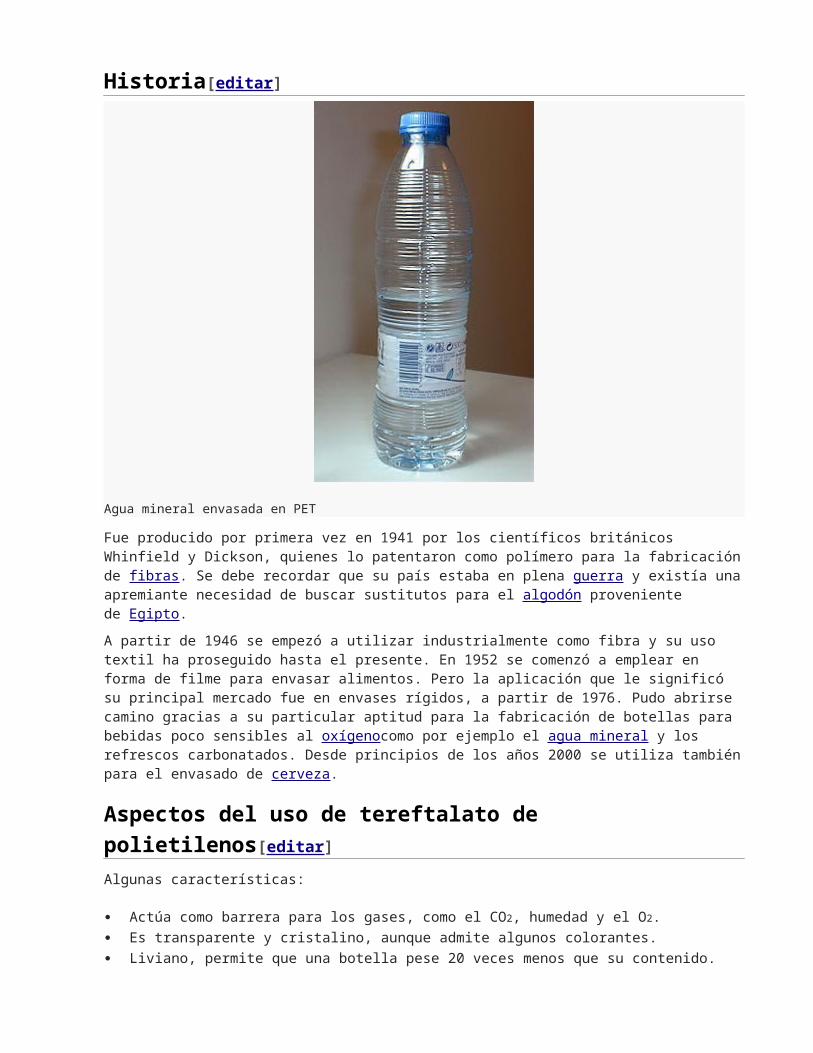
Agua mineral envasada en PET
Fue producido por primera vez en 1941 por los científicos británicos Whinfield y Dickson, quienes lo patentaron como polímero para la fabricación de fibras. Se debe recordar que su país estaba en plena guerra y existía una apremiante necesidad de buscar sustitutos para el algodón proveniente de Egipto.
A partir de 1946 se empezó a utilizar industrialmente como fibra y su uso textil ha proseguido hasta el presente. En 1952 se comenzó a emplear en forma de filme para envasar alimentos. Pero la aplicación que le significó su principal mercado fue en envases rígidos, a partir de 1976. Pudo abrirse camino gracias a su particular aptitud para la fabricación de botellas para bebidas poco sensibles al oxígenocomo por ejemplo el agua mineral y los refrescos carbonatados. Desde principios de los años 2000 se utiliza también para el envasado de cerveza.
Aspectos del uso de tereftalato de polietilenos[editar]
Algunas características:
Actúa como barrera para los gases, como el CO2, humedad y el O2. Es transparente y cristalino, aunque admite algunos colorantes. Liviano, permite que una botella pese 20 veces menos que su contenido. Impermeable. Levemente tóxico, recientemente se ha descubierto que las botellas que se usan para embotellar
zumos de frutas ácidos liberan algo de antimonio(Sb), aunque por debajo de los límites que admite la OMS (20μg/L)[cita requerida]
Inerte (al contenido). Resistente a esfuerzos permanentes y al desgaste, ya que presenta alta rigidez y dureza. Alta resistencia química y buenas propiedades térmicas, posee una gran indeformabilidad al calor. Totalmente reciclable.[cita requerida]
Superficie barnizable.
Estabilidad a la intemperie Alta resistencia al plegado y baja absorción de humedad que lo hacen muy adecuado para la
fabricación de fibras. No es biodegradable
Degradación[editar]
El Tereftalato de Polietileno (PET) puede ser degradado mediante diferentes métodos: proceso químico y el proceso natural. Siendo el químico, el método que puede “hacer un reuso del material para un nuevo producto, obtención de combustibles entre otras cosas. Esto es debido a que puede ser modificada su estructura molecular”.1 El proceso natural, puede tardar una gran cantidad de tiempo debido al tiempo de vida del PET, puede llegar a degradarse en un aproximado de 500 años o más.2
Para realizar la degradación química del PET se deben tomar en cuenta primeramente las propiedades físicas y mecánicas del desecho de PET.3
Degradación mediante proceso químico[editar]
Degradación por medio de fluido supercrítico : Este tipo de degradación se hace mediante el uso de disolventes en condiciones supercríticas. Los disolventes más comunes para la degradación del material son “tolueno, acetona, benceno, xileno y etil-benceno, usados a temperaturas entre 583-643 K y presiones de 4 – 6 MPa.
Mediante este proceso se obtiene estireno y otros aromáticos con tiempos de reacción muy cortos, esto es debido a las buenas transferencias de masa y calor que consiguen. La gran desventaja de esta opción de degradación se encuentra en los costos del proceso y en que los productos obtenidos son básicamente los mismos que en craqueotérmico y catalítico.
Poliestireno disuelto en corrientes petroquímicas: el polímero es disuelto en una corriente de aceite de ciclo ligero; se realiza el craqueo térmico en reactor de contacto corto a una temperatura de 723-823 K. Al realizarse este proceso se observa que existe una sinergia en el rendimiento de proceso al realizar la mezcla, pero se forma un alto contenido de aromáticos que son aportados a la degradación del poliestireno restringe el uso del producto como combustible.
Hidrocraqueo : se procesa aceite proveniente de pirólisis de plásticos, con el fin de obtener un producto que cumpla con las propiedades de un combustible. Este proceso se lleva a cabo en un reactor tubular continuo, usando como Catalizador(desambiguación) /Catálisis óxido de aluminio a temperaturas de 623-723 K. Mediante este proceso se obtienen conversiones de Poliestireno hasta el 98% mediante un proceso térmico y el 88% sobre Pt/Al2O3, durante un tiempo de reacción de 240 minutos a 685 K y 6 MPa de H2. La disminución en la conversión del proceso catalítico frente al térmico se encuentra relacionada con que el Pt/Al2O3 promueve reacciones de terminación, posiblemente por hidrogenación de radicales.
4 La ventaja al hacer uso de catalizadores en el proceso radica en la selectividad, ya que al hacer uso de estos se reduce significativamente la producción de oligómerosOligómero. Mientras que el Pt/Al2O3 realiza simultáneamente la degradación del poliestireno y la hidrogenación de productos con el objetivo de reducir el contenido de aromáticos en el producto final; pero cabe destacar que inhibe parcialmente la degradación del polímero al compararla con el proceso térmico.5
Hidrólisis alcalina: son triturados los desechos de PET con una solución de NaOH, la mezcla de la reacción se somete a calor hasta que alcance el punto de ebullición, al finalizar se enfría y los residuos son filtrados. El filtro alcalino obtenido es neutralizado con un diluido de ácido hidro-clorhídrico , el producto final se filtra mediante succión y es deshidratado a una temperatura de 40°C por un tiempo de 24 horas en presencia de P2Cl5.6
La utilización de agentes catalizadores en la hidrólisis alcalina de PET son mejores que las técnicas que no hacen uso de catalizadores.
•Foto degradación: la luz ultravioleta del sol provee energía de activación requerida para iniciar la incorporación de oxígeno en el polímero. Este proceso hace que el plástico se rompa y fragmente en trozos cada vez más pequeños hasta que las cadenas poliméricas alcancen un peso molecular suficientemente bajo para que pueda ser metabolizada por los microorganismos. Cabe destacar que este proceso es muy lento y puede tardar 50 años o más para que el plástico se degrade completamente.7
•Degradación de termo- oxidación: en este mecanismo de degradación el oxígeno maneja un rol fundamental para que se pueda llevar a cabo este proceso ya que depende en gran medida de la disponibilidad de oxígeno. Ya que en presencia de oxígeno, las reacciones de escisión de la cadena dominan sobre las reacciones de ampliación moleculares. Los radicales alquilo reaccionan rápidamente con el oxígeno y forma radicales peroxilo, lo que se puede hacer abstracción de hidrógeno inter o intramolecular para formar hidroperóxidos poliméricos. La Termo-oxidación y la oxidación de los productos de polietileno se llevan a cabo a un rango de temperaturas de 150-250°C, es decir, las condiciones de procesamiento, han sido objeto de varios estudios. El proceso y los mecanismos de degradación a altas temperaturas difieren de los mecanismos que tienen lugar durante envejecimiento a largo plazo a temperaturas moderadas. Una temperatura más alta significa reacciones más rápidas y mayor cantidad de radicales libres. La disponibilidad de oxígeno llegará a ser limitada debido a que la velocidad de difusión y solubilidad de oxígeno es demasiado baja. Mientras que a menor concentración de oxígeno, la probabilidad de que dos radicales alquilo vecinos sobrevivirán el tiempo suficiente para reaccionar con cada uno otro en lugar de reaccionar con el oxígeno es más alta y las reacciones de ampliación moleculares estarán conduciendo a una ampliación dominante de la distribución del peso molecular. A temperaturas de reacción más bajas, que son las reales durante la degradación ambiental, la degradación así como los tiempos de reacción son mucho más largos, el número de radicales es más pequeño y el oxígeno tiene más tiempo para difundir a los sitios de reacción.8
•Biodegradable por medio de microorganismos: se han llevado a cabo investigaciones sobre la degradación del Tereftalato de Polietileno por medio del uso de microbios y esterasa Feruloil esterasa , en las cuales se ha estudiado “el impacto de degradación en la estructura cristalina y presencia de microbios de especie Nocardia en el interior de la estructura química del tereftalato de polietileno. Se ha demostrado con un análisis de difracción de rayos x y micrografías electrónicas (SEM) que aunque la biodegradación por este medio es lenta y débil es posible que actué de manera positiva en el tereftalato de polietileno.” 9
Reciclaje del PET[editar]
Marca de reciclaje del PET
Acumulación de Pet para reciclaje
Existen diferentes alternativas en las cuales se puede reciclar el PET desde el reciclado mecánico , químico y algunos que han sido planteados en otros países para reutilizar el PET o encontrar utilidad a los envases de PET con el fin de disminuir su impacto ambiental y el volumen de estos en los tiraderos de basura.
•Reciclado mecánico: este tipo de sistema de reciclado es el más convencional para el PET, consiste en una serie de etapas a los que el material es sometido para su limpieza y procesamiento, sin involucrar un cambio químico en su estructura. Al considerar este tipo de reciclado de PET es importante conocer el origen del residuo (residuo de proceso industrial o residuo post-consumo), además es importante considerar la aplicación a la cual será destinada (fibra, lámina, botella, bidón, fleje…) y sí este tendrá algún contacto con alimento. La calidad del producto resultante ira ligada completamente con la separación previa de los materiales plásticos, ausencia de impurezas y por supuesto de su limpieza. De esta manera es de suma importancia realizar de manera minuciosa la selección de procesos y sub-procesos (separación, lavado en frío, lavado en caliente, secado, etc.) para cada caso. Dentro del reciclado mecánico existen dos tipos de proceso: siendo uno de estos el reciclado mecánico convencional y el proceso de súper limpieza; siendo el segundo complementario del primero.
Proceso del reciclado mecánico convencional[editar]
•Recogida selectiva: tiene como objetivo obtener un producto más limpio, mediante la eliminación de impurezas de otros materiales. La selección se hace de manera automática o manual, es basada en una serie de criterios: color (por ejemplo eliminar colores críticos como amarillo, café, rojo y negro, solo son permitidos los azules e incoloros), materiales plásticos (eliminación de PE, PP, PVC) son seleccionados solo las botellas de refrescos y agua, también son eliminados los materiales metálicos. En función de las propiedades de los materiales se utilizan diferentes sistemas de separación: separadores colorimétricos, de infrarrojo cercano (INR), ultravioletas. Su efectividad dependerá totalmente de las características de los elementos a separar: grado de suciedad, humedad, etc. •Triturado: consiste en reducir los envases de tamaño, usualmente este proceso es realizado en molinos de cuchillas. El tamaño final puede variar de una instalación a otra, aunque lo habitual es obtener una escama menor de 10 mm y que esta se encuentre libre de polvo. •Lavado: se suele hacer sobre el triturado, existe la opción de hacer un lavado previo sobre el envase. Para el lavado se puede usar agua, tensoactivos y/o sosa diluida a una temperatura que puede ser variable (frío, temperatura ambiente, lavado medio aprox. A 40°C o lavado en caliente a una temperatura de 70°C a 90°C. Al realizar el lavado se estarán eliminando contaminantes de tipo orgánicos entre ellos tierra, arena presentes en la superficie de la escama. Los residuos de tensoactivos usados en el lavado son eliminados mediante una serie de lavados posteriores. Pueden emplearse adicionalmente métodos de fricción, centrifugación; de esta manera aumentará el porcentaje de efectividad de lavado y la eliminación de elementos indeseables. El triturado será secado a una temperatura de 150°C a 180°C para su almacenamiento.
•Extrusión: En este proceso, la escama limpia y seca es sometida a una extrusión con temperatura y presión para la obtención de un producto final.
Proceso descontaminación: súper limpieza
Este proceso tiene el objetivo de que el material obtenido del proceso mecánico convencional alcance las características necesarias para su uso en contacto con alimentos. Mediante este proceso se eliminaran los contaminantes que pueden quedar adsorbidos en la superficie del plástico.10
•Descontaminación mediante tratamiento térmico: este proceso se lleva a cabo introduciendo el triturado en una extrusora a 280°C. Las impurezas insolubles e infundibles que todavía puedan permanecer en el material se quedaran en el filtro para ser eliminadas. Al mantener esta temperatura es posible que se produzca una ruptura de cadenas y en general una caída de la viscosidad por lo que es necesario, para mantener las propiedades provocar una policondensación que aumente la masa molecular en peso y en número. 10
Referencias[editar]
1. Volver arriba ↑ Pilato, Louis (2010). Phenolic Resins: A century of Progress. Springer-Verlag Berlin Heidelberg. p. 518. ISBN 978-3-642-04714-5. |autor= y |apellidos= redundantes (ayuda)
2. Volver arriba ↑ Crawford, Russell; Webb, Hayden, K.; Arnott, Jaimys; Ivanova, Elena P. (Marzo de 2013). «Plastic degradation and its environmental implications with special reference». Polymers 5 (1): 3.ISSN 2073-4360.
3. Volver arriba ↑ Abdelaal, Magdy Y.; Sobahi, Tariq R.; Makki, Mohamed S. I (2008). «Chemical degradation of Poly(Ethylene Terephthalate)». International Journal of Polymeric Materials (57). ISSN 0091-
4037.4. Volver arriba ↑ G. Fuentes, Edwin; González-Marcos, María P.; López-Fonseca, Rubén; Gutiérrez- Ortiz;
González-Velasco, Juan. R (Julio/Septiembre de 2012). «Mecanismos de degradación térmica y catalítica de poliestireno bajo condiciones de hidrocraqueo». Avances en ciencia e ingeniería. ISSN 0718-
8706.5. Volver arriba ↑ G. Fuentes, Edwin; González-Marcos, María P.; López-Fonseca, Rubén; Gutiérrez- Ortiz;
González-Velasco, Juan. R (Julio/Septiembre de 2012). «Mecanismos de degradación térmica y catalítica de poliestireno bajo condiciones de hidrocraqueo». Avances en ciencia e ingeniería (Facultad de Ciencia y tecnología, Departamento de Ingenieria Química): 80. ISSN 0718-8706.
6. Volver arriba ↑ Abdelaal, Magdy Y.; Sobahi, Tariq R.; Makki, Mohamed S. I (2008). «Chemical degradation of Poly(Ethylene Terephthalate)». International Journal of Polymeric Materials (Taylor& Francis Group, LLC) (57): 77. ISSN 0091-4037.
7. Volver arriba ↑ Crawford, Russell; Webb, Hayden, K.; Arnott, Jaimys; Ivanova, Elena P. (Marzo de 2013). «Plastic degradation and its environmental implications with special reference». Polymers (Faculty of life and social sciences, Swinborne University of Technology) 5 (1). ISSN 2073-4360.
8. Volver arriba ↑ Albertsson, Ann - Cristine. Department of Fibre and Polymer Technology, The Royal Institute of Technology, ed. Environmental Degradation of Polyethylene. Springer Berlin Heidelberg. p. 181 |página= y |páginas= redundantes (ayuda). ISBN 978-3-540-45196-9. |autor= y |
apellidos= redundantes (ayuda);
9. Volver arriba ↑ Chetna, Sharon; Madhuri , Sharon (2012). «Studies on Biodegradation of Polyethylene terephtalate: A synthetic polymer». Journal of Microbiology and Biotechnology Research (Journal of Microbiology and Biotechnology Research): 248 |página= y |páginas= redundantes
(ayuda). ISSN 2231-3168.10. ↑ Saltar a: a b «Situación actual y perspectivas del uso de PET reciclado para envases en contacto con
alimentos». Julio. p. 7 |página= y |páginas= redundantes (ayuda). Consultado el 7 de mayo de
2013.
Síntesis química del PETLos poliésteres sintetizan a través de lo que se
denomina polimerización de condensación, esta implica una reacción de aglomeración en la cual los dos grupos funcionales reaccionan uno con otro para eliminar una molécula neutra pequeña, normalmente el agua. En esta
polimerización se puede controlar el límite de longitud de la cadena dando lugar a polímeros de bajo peso molecular.
El Tereftalato de Polietileno (PET) es un polímero poliéster. Los poliésteres pueden sintetizarse de dos formas. El primer método es una reacción directa de un diácido con un diol. La otra síntesis del PET implica un intercambio éster de un diéster y un diol.
Polimerización: intercambio de ester
El PET se somete a una mezcla de dimetiltereftalato con el diol (en proporciones molares 1,0 a 2,2) a un calentamiento con catalizador desde 150ºC hasta 210ºC. El metanol formado se va retirando en forma de vapor a través de un condensador. El producto obtenido, fundamentalmente bis(2-hidroxietil)-tereftalato, pasa a un reactor que está a 270ºC-280ºC y a vacío. La progresión de la polimerización va siguiendo por el aumento de viscosidad. Alcanzando un límite, se detiene la reacción para posteriormente descargar el producto bajo presión de nitrógeno a un enfriador que lo solidifica y posteriormente se tritura.
Las propiedades de los poliesteres dependen, tanto de la estructura diseñada como de las manipulaciones físicas a las que se somete una vez obtenido. Se debe tener en cuenta cualquier desviación en la química del proceso (formación de diglicoles, degradaciones térmicas, etc.) ya que determinarán el color, capacidad de pigmentación o perdurabilidad del producto. En este sentido tiene una particular importancia la elección de catalizadores. Para el PET es necesario emplear un sistema combinado en el que uno está orientado a la transesterificación y otro a la posterior polimerización. Ejemplos pueden ser acetatos de Cinc, Calcio, Magnesio, Manganeso y Cobalto junto con óxido de Antimonio (III).
Otros componentes que se añaden en esta polimerización son estabilizantes como triarilfosfitos o fosfatos, cuya misión es impedir la precipitación de sales tereftálicas de los elementos del catalizador que son insolubles.
Mecanismo de la reacción de polimerización
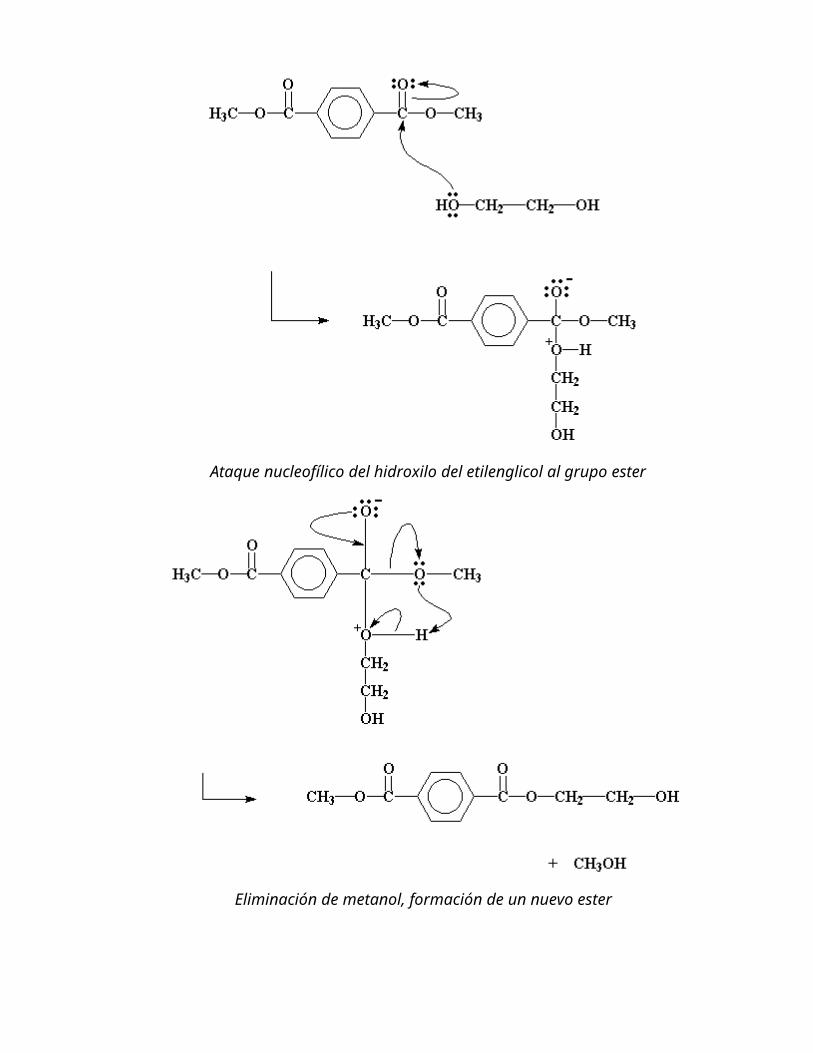
Ataque nucleofílico del hidroxilo del etilenglicol al grupo ester
Eliminación de metanol, formación de un nuevo ester
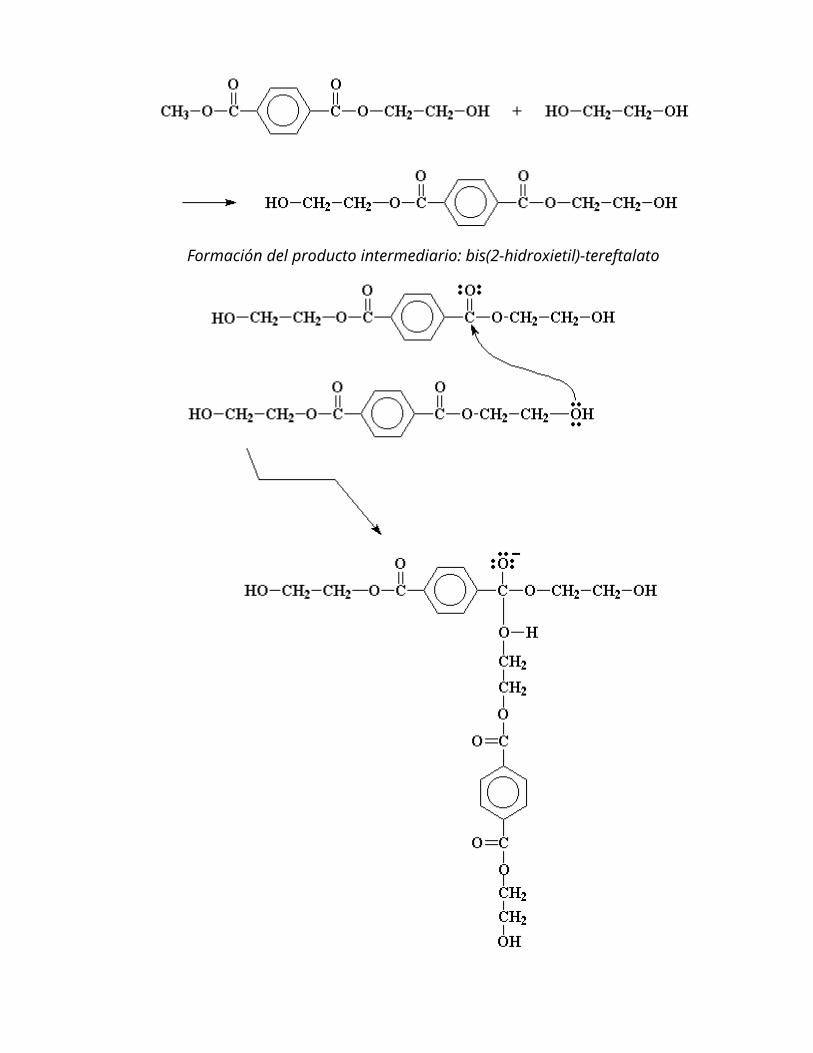
Formación del producto intermediario: bis(2-hidroxietil)-tereftalato
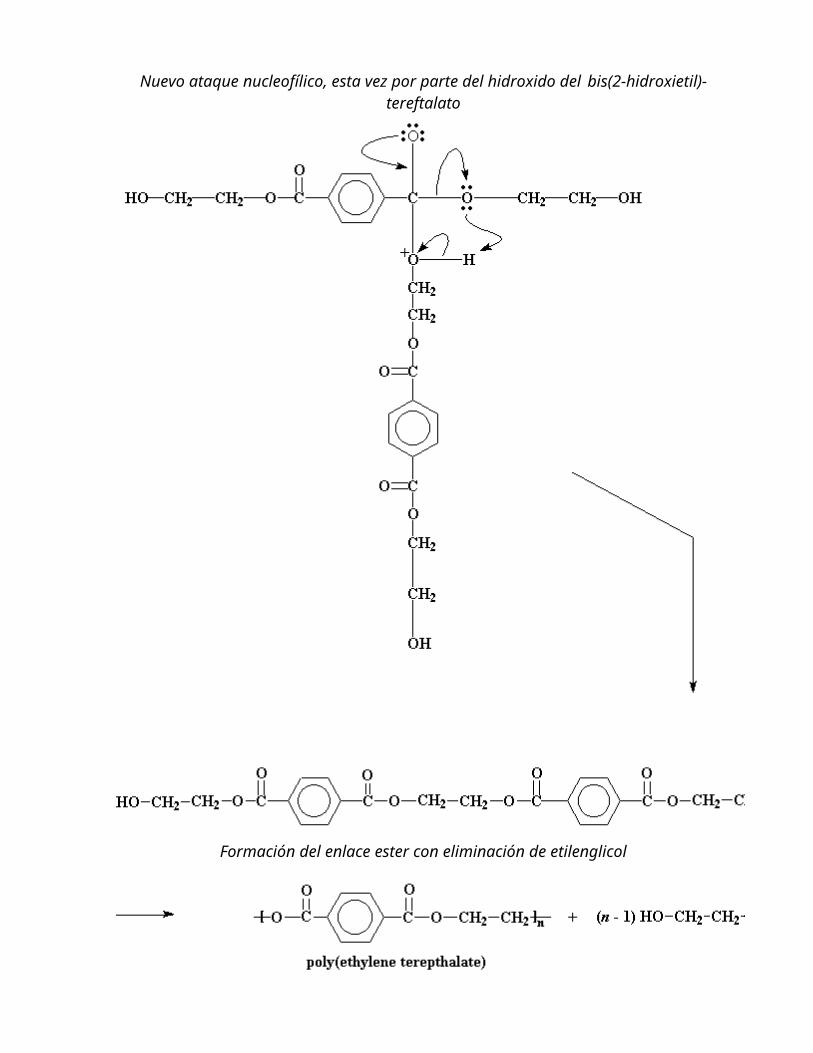
Nuevo ataque nucleofílico, esta vez por parte del hidroxido del bis(2-hidroxietil)-tereftalato
Formación del enlace ester con eliminación de etilenglicol
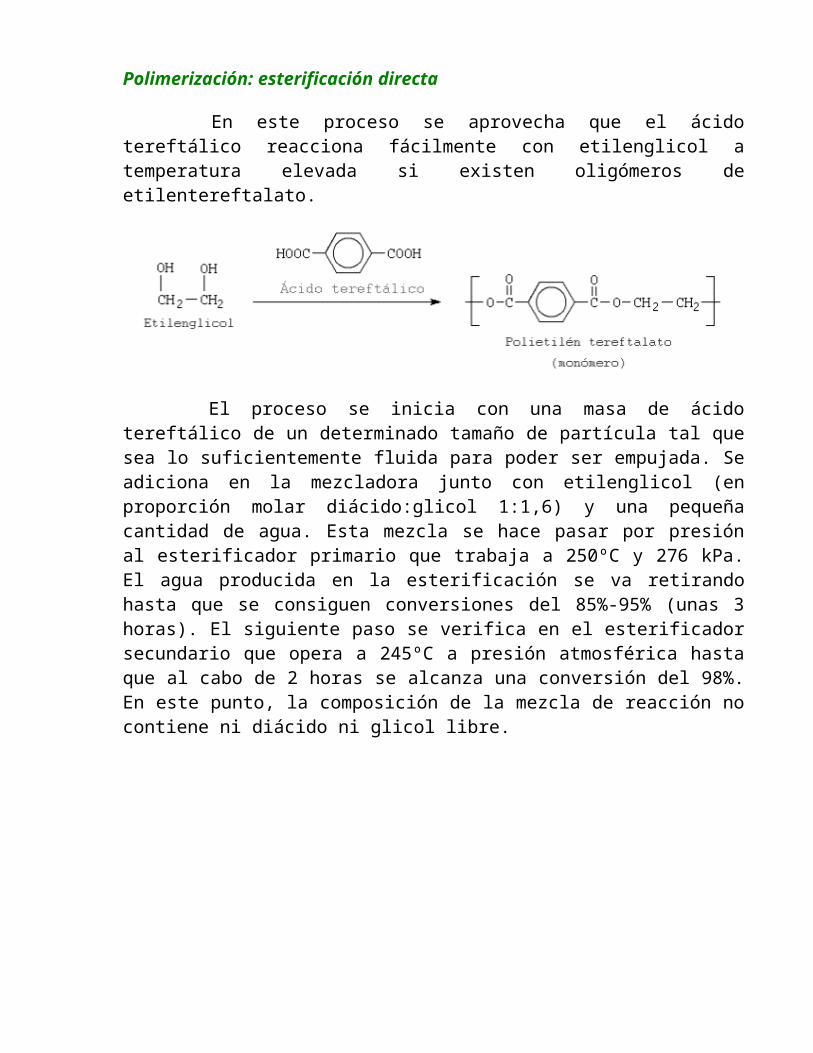
Polimerización: esterificación directa
En este proceso se aprovecha que el ácido tereftálico reacciona fácilmente con etilenglicol a temperatura elevada si existen oligómeros de etilentereftalato.
El proceso se inicia con una masa de ácido tereftálico de un determinado tamaño de partícula tal que sea lo suficientemente fluida para poder ser empujada. Se adiciona en la mezcladora junto con etilenglicol (en proporción molar diácido:glicol 1:1,6) y una pequeña cantidad de agua. Esta mezcla se hace pasar por presión al esterificador primario que trabaja a 250ºC y 276 kPa. El agua producida en la esterificación se va retirando hasta que se consiguen conversiones del 85%-95% (unas 3 horas). El siguiente paso se verifica en el esterificador secundario que opera a 245ºC a presión atmosférica hasta que al cabo de 2 horas se alcanza una conversión del 98%. En este punto, la composición de la mezcla de reacción no contiene ni diácido ni glicol libre.
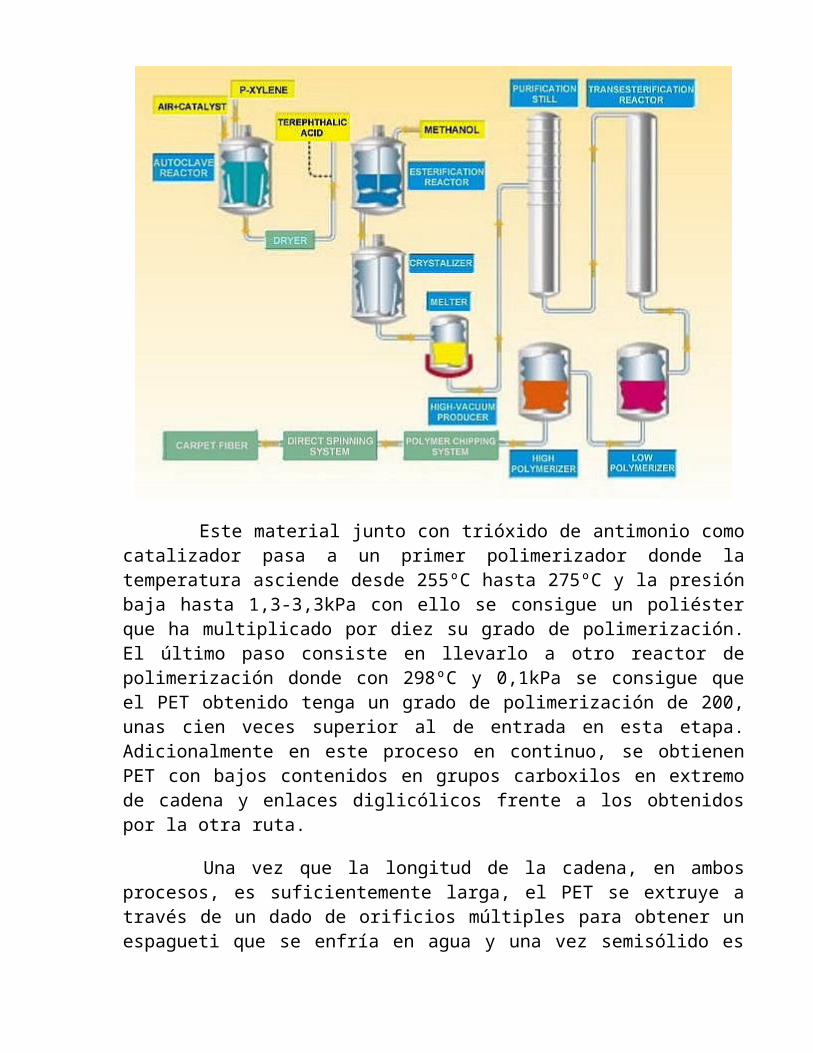
Este material junto con trióxido de antimonio como catalizador pasa a un primer polimerizador donde la temperatura asciende desde 255ºC hasta 275ºC y la presión baja hasta 1,3-3,3kPa con ello se consigue un poliéster que ha multiplicado por diez su grado de polimerización. El último paso consiste en llevarlo a otro reactor de polimerización donde con 298ºC y 0,1kPa se consigue que el PET obtenido tenga un grado de polimerización de 200, unas cien veces superior al de entrada en esta etapa. Adicionalmente en este proceso en continuo, se obtienen PET con bajos contenidos en grupos carboxilos en extremo de cadena y enlaces diglicólicos frente a los obtenidos por la otra ruta.
Una vez que la longitud de la cadena, en ambos procesos, es suficientemente larga, el PET se extruye a través de un dado de orificios múltiples para obtener un espagueti que se enfría en agua y una vez semisólido es cortado en peletizador obteniendo así el granulado que presenta las siguientes características:
Es amorfo
Posee un alto contenido en acetaldehído
Presenta un bajo peso molecular
Estas características limitan el uso del PET en la fabricación de botellas, por lo que se hace necesario pasar el granulado por otros dos procesos: primero una cristalización y después una polimerización en fase sólida. (ambos se explicaran con más detalle en el apartado de aplicaciones)
La síntesis original del PET fue desarrollada por Whinfield y Dixon. Usaron una transesterificación del DMT y el glicol en una relación 1:2.4, destilando el metanol liberado en la mezcla reactiva a medida que tenía lugar la síntesis. Esta síntesis fue realizada a 200-290oC en presencia de SbO3 como catalizador. Las posteriores técnicas empleadas en la industria de polímeros usaban una polimerización de adición del ácido tereftálico con un exceso de etilenglicol a 250oC y una presión de 60psi. Ello daba lugar a un polímero de 1 a 6 unidades de repetición. Durante la década de los 70, la síntesis del PET empleó tres veces más DMT que TA. En la década de los 80 las cantidades de DMT y TA eran casi iguales. Actualmente, en los Estados Unidos, la proporción es TA 46 : DMT 54.
El problema inicial cuando se usa TA es la pureza del ácido. La esterificación del DMT permite la separación de un producto puro. El uso del TA aumentó a medida que las técnicas se encontraban disponibles para la producción de ácido tereftálico puro conocido como PTA. El PTA tiene un 99% de pureza. Se produce por oxidación del p-xileno en presencia de sales de bromuro de metales pesados de cobalto y manganeso.
El mayor productor de PTA es Amoco. El proceso Amoco para la producción de PTA cristaliza el TA bruto (producción de un 90% a partir de TA de 96% de pureza). Una vez que el ácido acético subproducto y el p-xileno (que no ha reaccionado) se eliminan por evaporación, el TA es purificado mediante lavado con agua caliente. La principal impureza remanente es el ácido p-formilbenzoico que se hidrogena a ácido p-metóxibenzoico. Entonces el TA puede separase por cristalización fraccionada para producir PTA que es ácido tereftálico del 99.9% de pureza.
Proceso de producción del PET
Polimerización
Industrialmente, se puede partir de dos productos intermedios distintos:
TPA ácido tereftálico;
DMT dimetiltereftalato
Haciendo reaccionar por esterificación TPA o DMT con glicol etilénico se obtiene el
monómero Bis-beta-hidroxi-etil-tereftalato, el cual en una fase sucesiva, mediante
policondensación, se polimeriza en PET según el esquema.
En la reacción de esterificación, se elimina agua en el proceso dl TPA y metanol en el
proceso del DMT.
La reacción de policondensación se facilita mediante catalizadores y elevadas
temperaturas (arriba de 270°C).
La eliminación del glicol etilénico es favorecida por el vacío que se aplica en la autoclave;
el glicol recuperado se destila y vuelve al proceso de fabricación.
Cuando la masa del polímero ha alcanzado la viscosidad deseada, registrada en un
reómetro adecuado, se romperá el vacío, introduciendo nitrógeno en la autoclave. En este
punto se detiene la reacción y la presencia del nitrógeno evita fenómenos de oxidación.
La masa fundida, por efecto de una suave presión ejercida por el nitrógeno, es obligada a
pasar a través de una matriz, en forma de spaghetti que, cayendo en una batea con agua
se enfrían y consolidan. Los hilos que pasan por una cortadora, se reducen a gránulos,
los cuales, tamizados y desempolvados se envían al almacenamiento y fabricación
El gránulo así obtenido es brillante y transparente porque es amorfo, tiene baja
viscosidad, o sea un bajo peso molecular, I.V. = 0.55 a 0.65; para volverlo apto para la
producción de botellas serán necesarios otros dos pasos.
Cristalización
Con este término se describe el cambio de estructura de los polímeros semicristalinos y
que consiste en el fenómeno físico con el cual las macromoléculas pasan de una
estructura en la cual su disposición espacial es desordenada (estructura amorfa,
transparente a la luz) a una estructura uniforme y desordenada (estructura cristalina,
opaca a la luz) que le confiere a la resina una coloración blanca lechosa. El proceso
industrial consiste en un tratamiento térmico a 130- 160 °C, durante un tiempo que puede
variar de 10 minutos a una hora, mientras el gránulo, para evitar su bloqueo, es
mantenido en agitación por efecto de un lecho fluido o de un movimiento mecánico.
Con la cristalización, la densidad del PET pasa de 1.33 g/cm3 del amorfo a 1.4 del
cristalino.
Polimerización en estado sólido o Post polimerización.
Esta es una fase ulterior de polimerización del PET.
El granulo cristalizado se carga en un reactor cilíndrico en cuyo interior, durante tiempos
muy largos, es sometido a un flujo de gas inerte (nitrógeno) a temperatura elevada (sobre
los 200 ° C).
Este tratamiento ceba una reacción de polimerización que hace aumentar posteriormente
el peso molecular de la resina hasta los valores correspondientes de I.V. (0.72 – 0.86)
idóneos para la fabricación de la botella. El aumento de la viscosidad intrínseca es
directamente proporcional al aumento del peso molecular.
En esta reacción, mientras se ligan las moléculas, es eliminado parte del acetaldehído
que se forma en la primera polimerización. Un buen polímero tiene valores de A.A
inferiores a 1 ppm.
De estos reactores, se descarga PET de elevado porcentaje de cristalinidad (> 50) con
viscosidad Grado para Botella (“Bottle Grade”).