tecnologia mecanica practica 2.pdf
TRANSCRIPT

¡ *¡ü1. . i
"t Edición espec¡al para proyectosde formación profesionalen el áreade la cooperac¡ón técnica
Sociedad Alemanade Cooperac¡ón Técnica(Grz)

Indice
201 Moldeado y fundición202 Curvas de enfriamiento y diagrama de estado203 Temple de acero204 Recocer, revenir, mejorar205 Temple de superficie206 Ensayo de materiales - prueba de tracción207 Ensayo de materiales - prueba de dureza208 Ensayo de materiales - Medición comparativa209 Ensayo de materiales - Prueba no destructiva210 Formar virutando211 Tipos de viruta212 Fuerzas en el corte213 Material de cuchillas214 Tornear cónico215 Verificación o medición de un torno216 Fresado 1 (en favor y en contra del avance)217 Fresado 2 (fresas cilíndricas y frontales)218 Errores de división y de perfil219 Esmerilado 1
220 Esmerilado 2221 Control con calibres prismáticos222 Ubicación y magnitud de la tolerancla223 Ubicación de la medida real en el campo de tolerancia224 Ajustes tSO225 Verificación de superficies 1
226 Verificación de superficies 2227 Roscado en el torno
Originaltitel : Praktische Fachkunde Metalltechnik . T eil 2: Fachstufe 1
Herausgeber: Verein zur Fórderung der Praktischen Fachkunde im Metallgewerbe e.V.in Baden-Württemberg
o 198'l (7. Auflage) Holland + Josenhans Verlag, Stuttgart
Lizenzausgabe:o 1983 Deutsche Gesellschaft für Technische Zusammenarbeit (GTZ) GmbH, Eschborn
Traducción: Luis O. Ledesma
Publicado por la Sociedad Alemana de Cooperación Técnica (GTZ)en cooperación con Holland + Josenhans Verlag, stuttgart, y Expert Verlag,D-7031 Grafenau 1/Württ., Rep. Fed. de Alemania
Reservados todos los derechos. lmpreso en Alemania

Tecnología mecánica práctica
Moldeado y fundición
Hoja No 201
Nombre:
Curso:Fecha:
Material de fundición:Temoeratura de fusión
Temoeratura de f undición
oc
oc
Procedimiento:1q Colocar caja inferior sobre el piso para moldes2s Colocar la primera mitad del modelo, empolvarlo3a Apretar y apisonar la arena4r Limpiar restos de arena y abrir canal de aire5a Virar caja inf., limpiar superficie visible6a Colocar la caja superior - guía7s Colocar la segunda mitad del modelo, empolvarlo8a Poner boca alimentador y escape de escoria9a Lo mismo que en 3 y 4
Medida de contracc¡ónMedida en el modelo
-
mmContracción
-
mm
10s Levantar la caja superior y virarla11s En caja inf. recortar arena alrededor del modelo
y retirar el modelo12s Colocar el macho (núcleo)
13p Retirar el modelo de la caja sup.140 Mejorar con cuchillo la boca y el alimentador
en ta arena150 Soplar las cajas sup. e inf.160 Juntar las cajas y ponerles pesos17s Llenar la colada180 Retirar la oieza190 Limpiar la pieza
Medida en la pieza
-
mmMedida de contracción
-%Errores en la fundición Causas
Conclusiones:

Tecnología mecánica práctica
Gurvas de enfriamiento ydiagrama de estado
Hoia No 202
Nombre:
Curso:Fecha:
@o.9oEcoo
I
E.9
ó€
-6oúo6Oú NN
Oo
OO
OOO6LrOo
-60
ott(g
ooo!,GEGo).go(D
oc.9E(E
coo!toG
foOlñl
.o'6(Eo
Oo(ú
(6
.gEo(Do(ú
(d
o-EoF
(E
:losott:9xo.;!too
fo-

Tecnología mecánica práctica
Temple de acero
Hoja No 203
Nombre:
Curso:Fecha:
la El temple depende del contenido de carbono ¿i",Tlf;'.,
Conclusiones:
2a El temple depende de la temperatura
Material: Enfriador
Conclusiones:
3e Efecto de los diferentes enfr¡adores en los distintos tipos de aceroMaterial: Temperatura de temple: Tiempo: Fuente térmica:
Material Temperatura de temple: Tiempo:
NaMaterial
Abreviatural % de CTemperatura de temple;egún diagrama de Fe-C
DurezaHRC Observaciones
1
z
A
5
NaTemperatura
enoCTiempoen mrn.
DurezaHRC Asoecto de la fractura
6
7
9
10
Enfriador Salmuera Agua Aceite Viento
Na 11 12 13 14 15
Dureza HRC
Efecto
Enfriador Salmuera Agua Aceite Viento
Na 16 17 18 19 20
Dureza HRC
Efecto
Conclusiones:

Tecnología mecánica práctica
Recocer, revenir, meiorar
Hoja No 204
Nombre:
Curso:Fecha:
1a RevenirMaterial: Temperatura de temple: oC Enfriador:
Conclusiones:
2a MejorarMaterial: Temperatura de temple: oC Enfriador:
Conclusiones:
3q Recocido de ablandamiento
Na Colores de revenido Temoeralura en o C Dureza HRC Uso
1
2
3
4
5
Na TratamientoResistencia
R-en\''' mm'
Alargamientode rupturaAenTo
Contracción Dureza HRC Tenacidad
6
7
8
Na Material Dureza HRC
Según instrucción de fábrica
Temperatur" lTiempoen 'C len min.
Dureza HRCluego del recocido
9
10
11
Conclusiones:

Tecnología mecánica práctica
Temple de superficie
Hoja No 205
Nombre:
Curso:Fecha:
1a Temple con soplete
Conclusiones:
20 Temple por cementación Enfriador:
Conclusiones:
3a Nitruración en baño Materiat: Enfriador:
Proceso MaterialFuentetérmica
Temperaturaen 'C Enfriador
Calentamientoen mtn.
Dureza HRCint. I ext.
Aspectode rotura
Proceso Material CarburanteTemperaturaen"C
Tiempoen mtn.
Espesoren mm.
Dureza HRCint. I ext.
Aspectode rotura
Caja
Baño
Retorta(carbonitru-racióngaseosa)
Estadouaniloao oeflexiones hastaruptura
Duración en min. Conclusiones
blando
Temple porcementación
nitrurado

Tecnología mecánica práctica
Ensayo de materialesPrueba de tracción
Hoja No 206
Nombre:
Curso:Fecha:
1a El alargamiento depende de laluerza
2a Valores
3a Gráfico de fuerza y alargamiento Pruebas de tracción
x
50 Evaluación del ensayo
It/aterial Fuerza F (N)
Alarga- bajo carga (mm)mrenlo
luego de descargar (mm)
Material Fuerza F (N)
Alarga- bajo carga (mm)mlenlo
luego de descargar 1mm,¡
Valores
Material
antes del ensayo
do so Lu(mm) (mm') (mm)
durante el ensayo
trtr¡s ,rn(N) (N)
luego del ensayo
Lu aspecto(mm) de la rotura
)Y
I LL
?
Material
Resistencia
trR,, : =! (N/mm)
vo
Límite de estiraje
F.n"n :
S" (N/mm)
Alargamiento de rotura
IIA *- -u, -o. 1oo (?")
LO
Relación con ellímite de estiraje
cifra F"¡ sinrelativa: p. dim.
Conclusiones:

Tecnología mecánica práctica
Ensayo de materialesPrueba de dureza
Hoja No 207
Nombre:
Curso:Fecha:
1s Prueba según BrinellDenominación del ensayo120 HB 5/250/30
Cifra de dureza Grado de carga - U#?f
Conclusiones:
2s Pruebas Vickers y Rockwell
Denominación del ansayo640 HV 30
VickersDiamante piramidal1 30" 100
uoff\,0ukJn
presión previa
RockwellDiamante cónico
124"
100 100
tof\oaonzo,f!o uké/o
fuerza total presión previa
Fata=1trl1N Fo
lr Fuerza in 0,102 NDureza VickersCifra de dureza
Prueba RockwellDureza RockwellCifra de dureza
Tipo deprueoa
Material Denominaciórdel ensayo
@ de la bolaen mm
Fuerza Fen 0,102 N
Fuerza FenN
O medio dela huella den mm
DurezaBrinell HB
Tipode prueba
Material Denominacióndel ensayo
Fuerza Fen 0,102 N
Fuerza FenN
Diagonalmedia dehuella en mm
DurezaVickers HV
DurezaRockwellHRC
Conclusiones:
-

Tecnología mecánica práctica
Ensayo de materialesMedición comparativa
Hoja No 208
Nombre:
Curso:Fecha:
ooE.9ofEcoo
c:9ooo.Eoos(E
.goco
.2oofE
I
c:9ooG
s(E
.goco
.9ooE(r)
ooc.9o=()troo
oo(Jo!t.goco.2ooÉ,
I
:9o()(E
s(E
.goo.9oofE
6¡
=ocÉGNofo¡
tr:9ooG
sG
.g(J
o.2ooE
o^,!vc
úaz€3;c)
(Ú.OL>'6 t:<
P.
,= ¿\o-frY
oEocE'6:9 )ca-(/) o-'otr
s
tf te
(ú
:cozq¡oF'
l-
(Ú
a -¿.
oPc@-oñHP=á\,96- EZ
NXo,,
TL TL
^E9-F=
aq
c
o9tr-oÁ-o- ótt
'-c)(d
xYl(s9LOo(Ú6L
(D(ú
= vz
o.9Fv J{
FY\Bz
u{
q)
o(ú
oE1r>ñ
C)o@",'aFrró
c)Eoo
(Úo)
I ozí N-
o LJ-q
(g
=::U)oq_E nt
o_F=
.=v
a </)
=-
(U
(ú
9 Em.ETF>(ú<+Ftl-=Xro_o(Ú(oLLL
ñ
o(ú
a¡€ñEzñoc*ts
",O'-'i rr-c--o-o)
(ú
F
9\óza-
F
=\6z'ai vttr
N(D
=a(ú---o-od
o9Eo2pziírúcó P)o
AoLfo_É.
v=9-F=.tv
YóA)É(ú o
F'=o

Tecnología mecánica práctica
Ensayo de materialesPrueba no destruct¡va
Hoja No 209
Nombre:
Curso:Fecha:
Prueba por penetración
Conclusiones:
Prueba con polvo magnético
Conclusiones:
Prueba ultrasóniu casin sustancia acoplante con sustancia acoolante
Pantalla del oscilógrafo
Observaciones:
rmagenen la pantallaen el método deimpulso y eco
Observaciones:
Objeto de prueba Observaciones Conclusiones
Conclusiones:

Tecnología mecánica práctica
Formar virutando
Hoia Ns 210
Nombre:
Curso:Fecha:
2a Fuerzas de desbaste
B: d- Fz:v: b- F"
F,
h- Fp
R- A_
1s Geometría de los filosy secc¡ón de viruta
Jtl,/l,l
I
I
I
I
I
-)
Tipos de viruta
Viruta arrancada Viruta desprendida Viruta plástica
Características:
Conclusiones:

Tecnología mecánica práctica
Tipos de viruta
Hoia Ns 211
Nombre:
Curso:Fecha:
El tipo de viruta depende del avance, de la profundidad de corte y del anchode la lengüeta
Tipo de viruta
Aspectode la viruta
\i
?\\tI ¿:-
f ¡tr t
{;r,g;i_rr¡t,
F!t{t6¡¡!-{I.f8gl8it{llttriI{!: r
p:t'1:1:r
Frnl:Ftrr:tF:ff:nr["fq;q¡ "ffi
; ( ¡4¿ \'r' ',Tt/s{, ff!' 8.:- ':!. "
4t'
'- f\q6{1En.'X"*
{'''l't ll¡\
4¡ l'"
Símbolo X c 0-0- 6 9 \
Conveniencia
Herramienta: pero de la herramienta:
Evaluación
Dependenciadel avance
de la velocidadde corte
conslante mm
constante mm
constante mm
Tipo de viruta(símbolo)
Dependenciadel anchode la lengüeta
Profundidadde corte a constante mm
Avance s constante mm
Ancho de lalengüeta
Tipo de viruta(símbolo)

Tecnología mecánica práctica
Fuerzas en el corte
Hoja No 212
Nombre:
Curso:Fecha:
le La carga depende del ángulo de ataque
Conclusiones:
La carga depende del ángulo de ajuste
Herramienta Acero de la herramienta: Forma:
Pieza Material a trabajar: d: mm
Máquina n= 1/min Po: KW v: m/min
s: mm o- mm I A: mm2
Fuerzade corte en N
Temperatura en o C
Conclusiones:

Tecnología mecánica práctica
Material de cuchillas
Hoia Ns 213
Nombre:
Curso:Fecha:
oluarureuolcce ep e19uolod
>OOOOOOJN>OtN
(oe.9E(úL
I
E
_c
;Ec
olrtq)lo
O O O O6 J N
eln.il^ op ueunlo^
(gp!-=ñ
(ú(E
-o(úL
(ú
6(!
'6q)tr.9o5C'goo
(E(DN'6.oEo-g(Ú
d€
-a(ü0ErEqofJE
F-u.=
E =?>'; 6
obP*pótrFe=
c:E
-oE
cC
oS-c9.eY(Úqo

Tecnología mecánica práctica
Tornear cónico
Hoia Nq 214
Nombre:
Curso:Fecha:
Maneras de torneado cónico Ajuste de la cuchilla:
1s Girando el carro 2e Girando el cabezal 3q Con regla de guía
,^n a - D-d^l¿¿l
n n-
4"-t:_
.x ({-x
^--¿
,, D-d L2t
' ' n-.1ien ll : í--Y¿ ¿'l
,f-
/-t
,f-
/:I-
.Y (i( *x T-(I,_¿
vR -vtr -
U-U-
"': d:t:
z¿
Regla cónica
Observaciones: Observaciones: Observaciones:
Conclusiones: Conclusiones: Conclusiones:
Medición de calibres ¡¡ corior t
Calibre cilíndrico
Raya Raya de marca
Calibre plano
Raya de marca
Conclusiones:
{Micrómetro
"-t-
tanl:
Conclusiones:
tr
Conclusiones:
Tecnología mecánica práctica
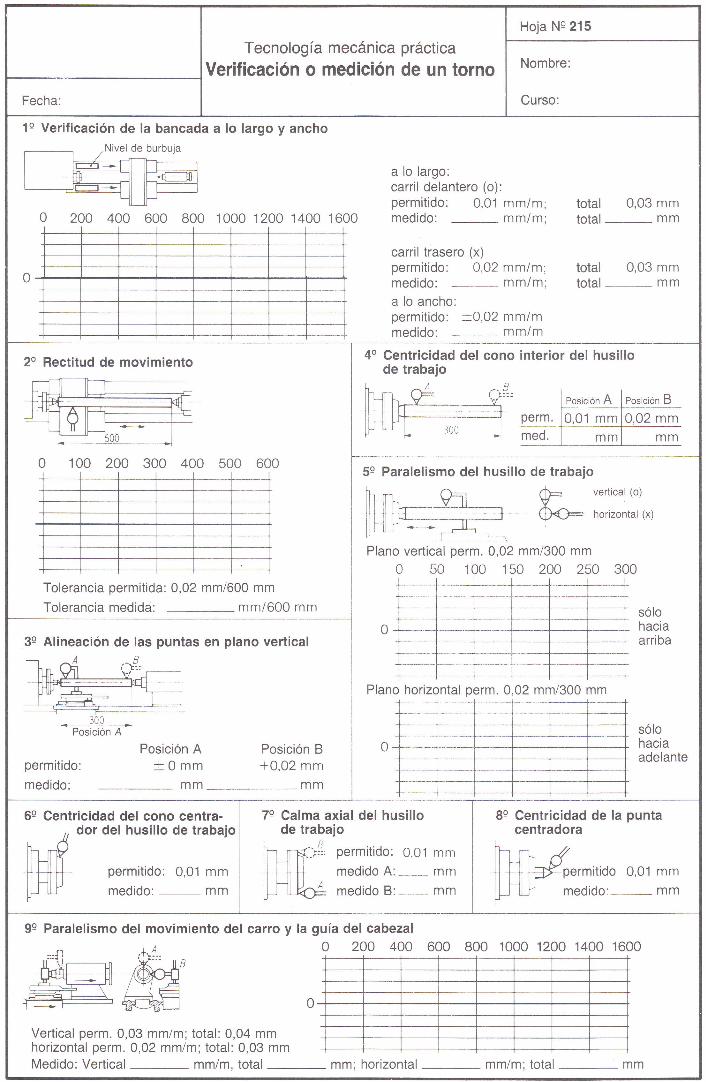
Verificación o medición de un torno
Hoja No 215
Nombre:
Curso:Fecha:
1s Verificación de la bancada a lo largo y ancho
i ffi-_¡l ihl a lo largo:r-------rffill ltE_:- carril delantero (o):--------t1l-t t-- permitido: O,O1 mm/m; totat o,O3 mm
0 200 400 600 800 1000 1 2OO 1400 1600 medido: mm/m; total
-
mm
l --r++ carril trasero (x)
^ -t permitido: 0.02 mm/m: total 0,O3 mm
' medido: mm/m; total- mm--f----r_-Tffi]-=-f_-f--i aloancho:--T----l----. Permitido: +0,02 mm/m
. _ Tedido: __ItlL2q Rectitud de movimiento I 4s Centr¡cidad del cono interior del husillo
I de trabajo
trJ--ll ll f i - -- .¿- ,''.P-.
i [ ['nT\---- !i=" i¡o''i"ion
A lpo'i'ion
B-,___l ila ll r--- I llf ll L¡f--- _ perrn 10,01 mml0,02mm
Jl ll ti ' r lP L j 100 t-------- -------
-'-t- 600_ J l' ! meo. l mml mm
I 190 290 t9o o9o ulo u9o I sn e"r"t"rismo der nus¡ro oe imT--r]i t,.ffi=1-_-- lnn, O=l F vertical(o)-T t .-l| r-. v il v
ffir--1 ilirir if,-_-::l OGhorizontar(x)| | | | | I | | lflljr +-r-rr-
mri--l l:I I I I I I Plano vertical perm. 0,02 mm/300 mm
I o 50 loo 150 2oo 2so 3ooTolerancia permitida: 0,02 mm/600 mm | | "f__--f--'l.---1"- -i---lroreranciamedida:
-IT/6g1Ia__l
l__ l__J__,1 _lIlE .u,"I o -{_---1---+--_- | --l- l----l hacia
3s Alineación de las puntas en plano vertical i L_, -l:, _-f*-:l=j---l-:l "ttib"A n I r_l l- l:-f:::I-:lh*Gl Lt::__ | |¡-1ir^¡¡H-¡r l+iJl+--+-+ffi j etano horizontal perm. O,O2 mm/300 mmI J::-- | I I I | .-t --.-r t--+_É_-."---_ t ltitttl| | t I _t r-'--r--t¡bor-PosoónA* I ^+ l"_l __r+__FF;óq
PosiciónA PosiciónB I 0-f----"t-4 nacta
permitido: r- o mm +0"0; ;; | | -l --J- _1-_--f--t---t aderant'
medido: mm-----mm I f --f--+---f---#-IT-r-ffi
te
600
0.02 mm/300 mm
6e Centricidad del cono centra- 7e Calma axial del husillode trabajo
permitido: 0,01 mm
medido A:__-- mm:- medido B:--,-- mm
Centricidad de la puntacentradora
permitido 0,01 mm
medido:- mm
8e
dor del husillo de trabajo
permitido: 0,01 mm
medido:
-
mm
9e Paralelismo del movimiento del carro y la guía del cabezal0 200 400 600 800 1000 1200 1400 1600
Vertical perm. 0,03 mm/m; total: 0,04 mmhorizontal oerm. 0.02 mm/m: total: 0.03 mmMedido: Vertical mm/m, total- mm; horizontal- mm/m; total mm

Tecnología mecánica práctica
Fresado 1
(Fresado en favor y en contra del avance)
Hoja No 216
Nombre:
Curso:Fecha:
Condiciones de corte:
Desbaste Afinado
Velocidaddecorte y:-m/min v:-mlmin
Revoluciones n:-1lmin n:-|/min
Profundidada :
-mm
Anchodecorteb :-mm Material
Q de la fresa:
-
mm Material en prueba de afinado
Fresado
Superficie y
comportam¡entode la máquina
en contra
Superficie a lograr con el afinado:a-¡ ¡t - Ondulación :
en favor
Superficie a lograr con el afinado:, ri - Ondulación -
Conclusiones:

Tecnología mecánica práctica
Fresado 2(Fresas cilíndricas y frontales)
Hoja No 217
Nombre:
Curso:Fecha:
Condiciones de corte:
Desbaste
Velocidad de corte v:
-mlmrn
Revoluciones n:-1lmin
Afinado
v :
-
m/min
n :
-1/min
Anchodecorteb:-mmó Fresa cilíndrica
-
mm
Material
Fresa frontal
-
mm
Fresado
Fresacilíndrica
superficie a lograr con el afinado:Rt :
--- Ondulación:
Fresa frontal
Superficie a lograr con el afinado:, ¡t - Ondulación:
ConclusioneS:

Tecnología mecánica práctica
Errores de división y de perfil
Hoia Ns 218
Nombre:
Curso:Fecha:
Tarea: Hay que fabricar en fresado un engranaje cilíndrico de dientes rectos con módulo mm y con
dientes. Calcule la circunferencia de cabeza,la altura total de diente y el número de vueltas de la manivela
para un avance d"
-
mm, h rTlt'Y1, ñ¡
la Errores de división Módulo mm; División
-
mm (libro de tablas)
Mida las divisiones con el micrómetro de engranajes
Causas:
Consecuencias del error de división
2e Errores en la herramientaConstruya respectivamente varios dientes de un engranaje
a) usando la fresa Ns 1 c) usando la fresa correcta
elegir el Na
-Evaluación: Evaluación:
3q Errores en el aiusteConstruya respectivamente varios dientes colocando la fresa
a) fuera del centro de la pieza c) a profundidaddemasiado grande
Evaluación: Evaluación:
Consecuencias del error en la forma del diente
División 'I 2 3 4 6 ó v 10 11 12 IJ 14 16 1'7IT 18 19 20
b) usando la fresa Ns B
Conclusiones:

Tecnología mecánica práctica
Esmerilado 1
Hoja No 219
Nombre:
Curso:Fecha:
1o Prueba en taller de muelas con abrasivo de cerámica
20 Fijación de muelas
rTruela
rosca
brida
tuerca
eJe
Examen en el portamuelas
Error:
Funcionamiento previo más de 5 minutosCuidado en la zona de riesgo
3e Rectificado o balanceado de muelas (estático)Rectificador:
Observaciones:
Origen:
Proceso de rectificado:
Proceso: Prueba sonora \s Sonido Prueba visual Conclusiones
'I
2
J

Tecnología mecánica práctica
Esmerilado 2
Hoja No 220
Nombre:
Curso:Fecha:
Muela (estructura)
Atención a la forma del grano
Conclusiones:
Desgaste del granulado
Conclusiones:
Prueba de esmerilado (afilado de circunferencia)
Ajuste:
Revoluciones
Velocidad del banco
Avance
n
-
1/min
IJ¡
-
m/min
s_mm
Velocidad periférica
Alimentación
Desgaste
v-mls
a_mm
_mm
Muela de prueba I tl
Material
Muela tl tl
Espesor de antesla pieza
después
Rebaje
Desoaste de la muela
Temperatur a
-
ref rigerador(1 mm bajo el sector de contacto)
Superficie de la pieza
Superficie de la muela
Conclusiones:

Tecnología mecánica prácticaGontrol con cal¡bres pr¡smáticos Nombre:
Curso:
1a Instrucciones para el uso de calibres prismáticosPulir las superficies con {n paño, pincel o gamuza. Rozar los blocks uno con otro con movimientos circulares ypresionando levemente. Separarlos rozandb. Protegerlos de roce o desgastes o golpes y no ponertos al sol.
2e ExactitudEn calibres con grado de exactitud 0y ll según DIN 861 se da la toleranciaen ¡¿m
Concluslones:
pm
1,s
'1,0
0,5
0
AC
1,0
151'-0 ?0 40 60 BO 100 mm
3e Medición de diferencias con cal¡bres prismáticosMedición con juego normal
Serie Tamaño de losblocks
Graduaciónde los blocks
'I
2
4
6
calibre de aiuste
calibre comparativo
Conclusiones:
4s Control de un calibre límite o hembra
calibresprismáticos
pasa no pasa
cota teórica
medida real
diferencia
Combinación decalibres de
colateórica medida real Observaciones
blocks
blocks
Conclusiones:

Tecnología mecánica práctica
Ubicación y magnitudde la tolerancia
Hoja No 222
Nombre:
Curso:Fecha:
Pernos o ejes Medida nominal- mm
llla Serie*'100
pm
*50
-50
-100
-1 50
Serie
Caract.
Medida nominal- mm
Conclusiones:
Tolerancia:
Magnitud de tolerancia:
lq Serie
Ubicación de la tolerancia:

Tecnologia mecánica práctica
Ubicación de la medida real enel campo de tolerancia
Hoja No 223
Nombre:
Curso:Fecha:
3a Ubicación y magnitudcampos de tolerancia
dr
Agujeros
iillllllllll
Medida tolerada*50
pm
*30
,h^+ f l)J-
I¡
*\oI'I
1o Calibrar y med¡r
Linea cero
2a Valores de tabla
Medidatolerada
Medidapm
Tol.pm
Mayor medidamm
Menor medidamm -80
-90
-100
-110
-120
Conclusiones:
PiezaNq
Medidatolerada
CalibradoObservaciones
I Resultado
Mediciónmedida real mm
31
32
33
34
35
36
37
3B
39
40
)rnc
os

Tecnología mecánica práctica
Ajustes ISO
Hoja No 224
Nombre:
Curso:Fecha:
entra con juego
presronaro introducircon calor
Conclusiones:
PiezasNs
Ajuste ISO Observaciones al unir
MedidasaguJefo I perno
pm pm
Juego/Amin.
Im
orieto
max.
pm
Mr
aquJero
mm
;didas realesperno
I Juego/
I Aprieto
mm lrt
Ejemplos de aplicación:

Tecnología mecánica práctica
Verificación de superf¡cies 1
Hoja Nq 225
Nombre:
Curso:Fecha:
Magnitudes de aspereza
Perfiles de aspereza en diferentes procesos
Pieza Nq
según comparador desuperficies pm

Tecnología mecánica práctica
Verificación de superf¡cies 2
Hoja No 226
Nombre:
Curso:Fecha:
Perfiles de aspereza en diferentes procesos
Pieza NaTrabajo:
:ii:1;ril:ii::l :+:t: iI L¿
T¡+1¡ ::i t::i:i::i 1::r::i;i.i, l:: t:f:;;:. l :j j
. i. i_il :
ilHi i ,1- 1-i i
liij :r::j: i1:"r i j¡
:r'r' , ¡ i¿ i:i ir;i :,i:: :ifi ::-,:ll:ll: ¡;
r'llt;
:¡il;i
l::::::: ;.
lij|li ir'!iliil :::.i j j :;;i,_:l:::l [r riil:i
T'r i ::i:l i:rtIiil ..,: i :r--il, { l:l iri'r
lliil
segÚn comparador desuperficies pm
i.i:+:Í:ir:: :]itf il
::;l:: l:r I''i; ril
:ir: i:l t itt :i:i:i
ii::j]]il::i.i.l1l-li
:::]l t--::1:::; :: i: li
Pieza NaTrabajo:
::j ji::: -j ,; t:.*i
i:iii.'aiilF
rt :::r;rl:i.:::l:::;]::':h :r:;..i:;::r-
il 'il +tl::l-;
:i- :::::;i:i:.,:::::i :_i]:t..,r,
r irl i:iiii:i ij:.:j ::1i
.¡.: l:I; :: l:;:iir;;r::lll:¡i:t
- '4"11r-.: tif :
:ii:ri::i1! li;+:l t.:
i..i:t liltlrliti f1
iil:iii i:ii :ui¡::;:
i tl;.: :i i:! ::i::::i t:.: ::i:::::l
it::::::_T::.1:.;i,:,i::i'::il ::i::1.::::i
il i:
:.i.irl üi :::i-;i; i i.ft iir i::l: :':; i:,iir::
T1 ;''- ::;ir.f:ir-il]j.ii:j]=::
:i:::liJ:: ¡ i !i:;¡.t , i:i
:iii ::i: I l:::::r I
::;:,i:::
Jlir l1 .ij::::t:t::t ::i
según comparador desuperficies pm i:;:5:::!:
i: L;] :::l::i: r i t:r:1r: iili: il :.::
u:j:::=li r:
jri:irf: i::ri]:;i;Itlfl': 'i::l:i::i:lil:t-
;T:i:.- l:i;
riill ¡lr:'!f-"
ti. t:t;
¡i:::: iiii::. ii i 1:,i i i:, :: !l: i.:: l ::il
Pieza NsTrabajo:
ll ,!.j :::.i::1:,;i1:i.
:,:,i:.;:
¡;.rlr;!l: i:tti:tl.:.:Ji ;;:1, :li .1.
;ili
i:l l.:.:::::t:
.i-ii i::: l
:;:1'.: !::::l
:i::;::i:!::ll::rl:::rt: I : :
.l '!1
l-i tt:l: :::1:":.i:i',.i::.J j:j
según comparador desuperficies pm
::::r t.-l l:::iirlrli rt
i-,-: i-':tr
;:l.i :l:: f
:tl l
Conclusiones:

Tecnología mecánica práctica
Roscado en el torno
Hoja No 227
Nombre:
Curso:Fecha:
1a Alteración del perfil entre altura de punta y ángulo de ataque Medidas:-
'- --"" - | exacta o muy altá ] exacta I uoncluslones
Ángulo de ataque lo' Oo I ca.rs"
Angulo de costado en la pieza
2q Movimiento de alimentación (cuchilla de acero rápido y de metal duro)
Alimentación de la cuchilla Observaciones Conclusiones
ir! vertical!
Placa reversible de metal duro
Y777:7>zz L
v ,/ ,/,/ l,/ ,/,/ ,^'/ ,/,/ ,4 ^ ¡-^,-\ i <) rrr¡ntál'/////x/4 ! ;-/,/ f /t^\\v./) | i^-////N,l . i tonsitudinalu/// \\\Y¿(:¿l
1
Carro superiorJU- girado en 30.
''./t, ,//
3a Métodos para roscar (rosa simple) Medidas:
Método I i.{!'po T
Rosca torneada
Cojinete
Cabezal
Rosca rodillada
4s Elaborac¡ón de roscas múltiples Medidas:
División porError dedivisión Observaciones Conclusiones
Carro suoerior
Rueda de cambio
Dispositivo divisor
Cabezal roscador con peines