tecnologia de mecanica 1
DESCRIPTION
INGENIERIATRANSCRIPT

Departamento de Ingeniería MecánicaDepartamento de Ingeniería Mecánica
Tecnología Mecánica ITecnología Mecánica I
1
67.1567.15
Unidad 3a: Desgaste y Unidad 3a: Desgaste y
rendimiento de herramientas de corterendimiento de herramientas de corte

TEMARIOTEMARIO
-- DesgasteDesgaste dede lala herramienta,herramienta, criterioscriterios dede dimensióndimensión deldelmismomismo..
--OptimizacionOptimizacion dede condicionescondiciones dede cortecorte
2
--OptimizacionOptimizacion dede condicionescondiciones dede cortecorte
DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
EnEn todotodo procesoproceso dede manufacturamanufactura tienetiene queque haberhaber ununequilibrioequilibrio entreentre elel volumenvolumen dede producciónproducción yy loslos costoscostos dedeproducciónproducción.. EsEs porpor estoesto queque unun tematema dede muchamucha importanciaimportanciaeses elel desgastedesgaste yy duraciónduración dede lala herramientaherramienta bajobajo laslas distintasdistintascondicionescondiciones dede trabajotrabajo..
3
condicionescondiciones dede trabajotrabajo..
EnEn elel corte,corte, lala herramientaherramienta estáestá sometidasometida aa grandesgrandes tensionestensionesmecánicas,mecánicas, altasaltas temperaturastemperaturas yy efectosefectos corrosivoscorrosivos deldelrefrigeranterefrigerante.. PorPor lolo tanto,tanto, lala vidavida dede lala herramientaherramienta dede cortecortepuedepuede terminarterminar porpor variasvarias causas,causas, peropero éstaséstas puedenpuedensepararsesepararse enen dosdos gruposgrupos principalesprincipales dede tipostipos dede desgastedesgaste::

DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
11)) ElEl desgastedesgaste progresivoprogresivo dede lala herramienta,herramienta, queque nono puedepuedeserser evitado,evitado, peropero sísí controladocontrolado..
22)) FallasFallas mecánicasmecánicas queque llevenlleven aa lala herramientaherramienta aa unun finalfinalprematuroprematuro.. PorPor ejemplo,ejemplo, deformacióndeformación plásticaplástica deldel filo,filo, fatigafatiga yy
4
prematuroprematuro.. PorPor ejemplo,ejemplo, deformacióndeformación plásticaplástica deldel filo,filo, fatigafatiga yyroturarotura frágilfrágil (tensiones(tensiones yy bajabaja tenacidad)tenacidad)..
LasLas fallasfallas mecánicasmecánicas sese puedenpueden producirproducir enen cualquiercualquiermomentomomento.. DebeDebe existir,existir, porpor lolo tanto,tanto, precauciónprecaución anteante elel hechohechodede usarusar inadecuadamenteinadecuadamente unun avanceavance demasiadodemasiado grande,grande,puespues alal ocurrirocurrir unauna fallafalla dede esteeste tipo,tipo, lala herramientaherramienta seráseráinútilinútil inmediatamenteinmediatamente,, yy susu costocosto nono eses nadanada despreciabledespreciable..

DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
ElEl desgastedesgaste progresivoprogresivo dede lala herramientaherramienta sese puedepuede producirproducirdede trestres manerasmaneras distintasdistintas::
·· DesgasteDesgaste porpor abrasiónabrasión ⇒⇒⇒⇒⇒⇒⇒⇒ ocurreocurre cuandocuando materialesmateriales másmásdurosduros queque lala herramientaherramienta tomantoman contactocontacto concon éstaésta rayándolarayándolayy desgastándoladesgastándola..
5
yy desgastándoladesgastándola..
·· DesgasteDesgaste porpor adhesiónadhesión ⇒⇒⇒⇒⇒⇒⇒⇒ comocomo enen lala zonazona dede cortecorte existeexisteunauna altaalta temperatura,temperatura, elel materialmaterial dede cortecorte yy lala herramientaherramienta sesesueldansueldan y,y, alal separarse,separarse, parteparte dede lala herramientaherramienta sesedesprendedesprende..
·· DesgasteDesgaste porpor difusióndifusión ⇒⇒⇒⇒⇒⇒⇒⇒ sese produceproduce aa partirpartir deldel aumentoaumento dedetemperaturatemperatura dede lala herramienta,herramienta, concon lolo queque sese produceproduce unaunadifusióndifusión entreentre laslas redesredes cristalinascristalinas dede lala piezapieza yy lalaherramienta,herramienta, debilitandodebilitando lala superficiesuperficie dede estaesta últimaúltima..

DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
MecanismosMecanismos dede desgastedesgaste progresivoprogresivo
6

DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
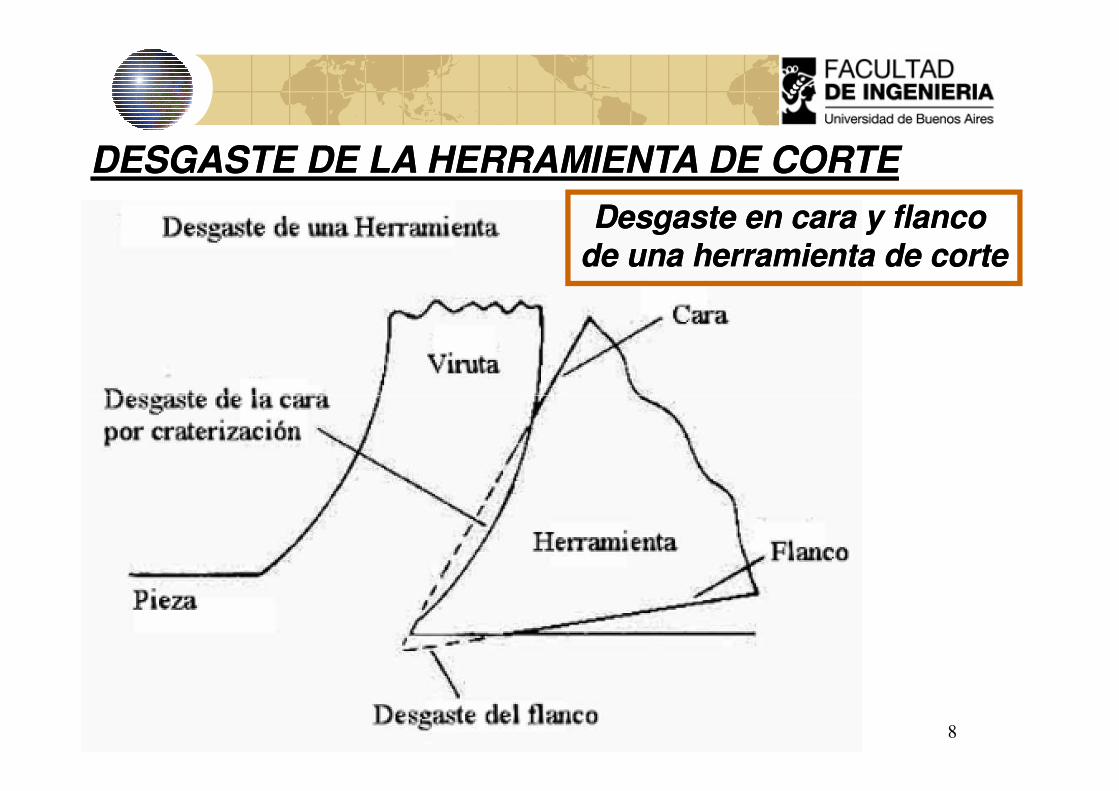
ElEl desgastedesgaste sese puedepuede observarobservar enen dosdos regionesregiones dede lalaherramientaherramienta:: lala caracara yy elel flancoflanco..
ElEl desgastedesgaste enen lala caracara sese presentapresenta comocomo unun cráter,cráter, lolo queque esesunun resultadoresultado deldel pasopaso dede virutaviruta calientecaliente alal fluirfluir aa lolo largolargo dede lalacaracara..
7
caracara..
PorPor otrootro lado,lado, elel desgastedesgaste deldel flancoflanco eses planoplano yy eses causadocausadoporpor elel roceroce entreentre lala piezapieza yy lala herramientaherramienta;; enen esteeste casocaso sesepuedenpueden distinguirdistinguir trestres períodosperíodos dede desgastedesgaste enen lala vidavida dedeunauna herramientaherramienta::
·· FracturaFractura inicialinicial ⇒⇒⇒⇒⇒⇒⇒⇒ elel filofilo agudoagudo sese desportilladesportilla rápidamenterápidamente..·· DesgasteDesgaste progresivoprogresivo uniformeuniforme..·· FracturaFractura rápidarápida ⇒⇒⇒⇒⇒⇒⇒⇒ elel desgastedesgaste progresaprogresa aa tasatasa crecientecreciente..
DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
Desgaste en cara y flanco Desgaste en cara y flanco de una herramienta de cortede una herramienta de corte
8

DESGASTEDESGASTE DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
Períodos de desgastePeríodos de desgastedel flanco de unadel flanco de una
herramienta de corteherramienta de corte
0,025
9
0,000
0,005
0,010
0,015
0,020
0 5 10 15 20 25
DE
SG
AS
TE
TIEMPO
PCD/PCBN
WC C/ COBERT.URA
CERAMICA

Observando lo que sucede aquí..
10
Acciones sobre la herramientade Corte:
Calor
11
Calor
Presión
Adhesión
Abrasión
Choque Térmico
Choque Mecánico

Efectos en la Herramienta
Calor � DeformaciónDesgaste de la Arista
12
Desgaste de la Arista
Presión � DeformaciónDesgaste de la Arista Rotura
Abrasión � Desgaste de la Arista

Choque Térmico � Fisuras
DescacaramientoRoturas
Efectos en la Herramienta
13
Roturas
Choque Mecánico � Fisuras
DescacaramientoRoturas

Conclusión
En el proceso de desgaste, no existe una sola causa, existe una sola causa, produciendose todas las mencionadas, pudiendose destacar una u otra según el caso

MECANISMOS DE FALLAAdhesión
Contacto entre dos superficies a alta presión y temperatura, produciendose unión momentanea de ambas, y posterior arrastre del material de la herramienta
AbrasiónDesgaste físico por fuerzas de abrasión, por partículas duras sobre
15
Desgaste físico por fuerzas de abrasión, por partículas duras sobre otras
DifusiónIntercambio atómico de un área de mayor concentración a uno de baja
Termo mecánicoContacto o colisión de una parte sobre otra, con variaciones de temperatura
QuimicoReacciones químicas en un medio corrosivo con altas temperaturas y presión. Ej: reacción galvánica entre viruta, inserto y refrigerante
FORMAS DE DESGASTE
Desgaste en cráter
Desgaste de flanco
Deformación plásticaDeformación plástica
Filo recrecido
Fisuras térmicas
Rotura de profundidad de corte
Rotura
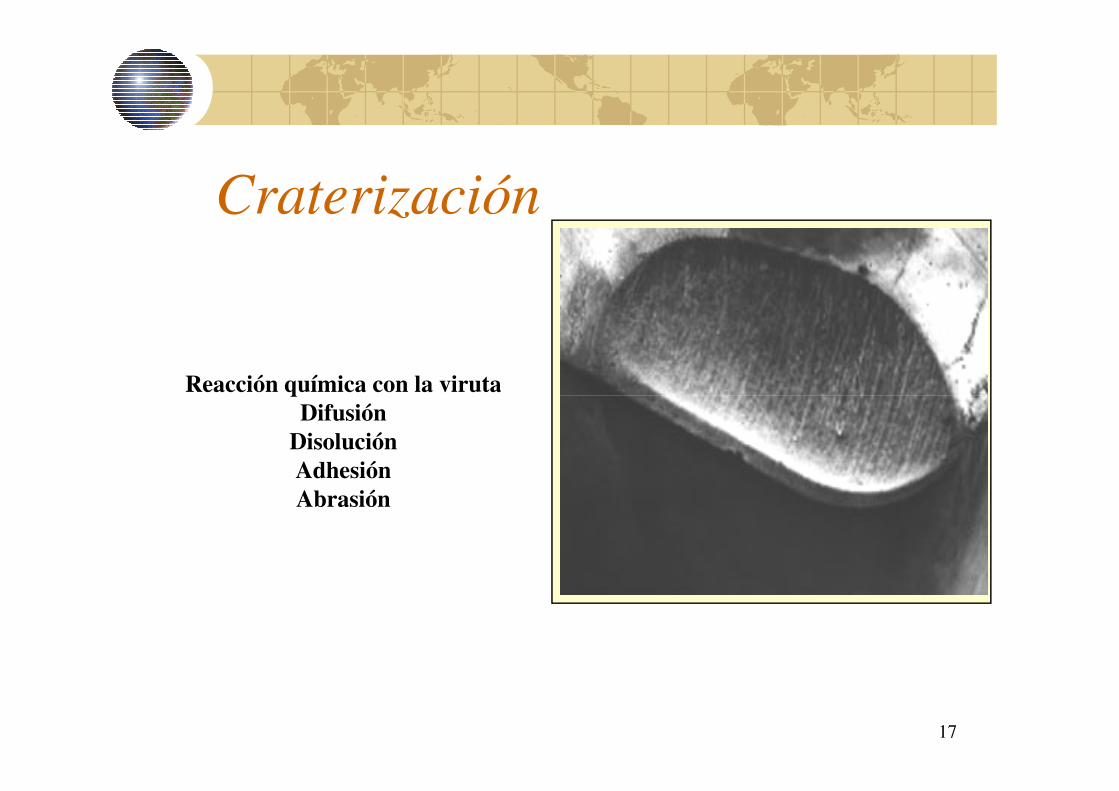
Craterización
Reacción química con la viruta
17
Reacción química con la viruta
Difusión
Disolución
Adhesión
Abrasión

Craterización
18
Observado en la cara de desprendimiento
Tipico en el mecanizado de acero a altas velocidades.
Causado por el extremo calor y presión de la viruta.
Implica también difusión y disolución del material de la herramienta en la viruta.

Craterización � Rotura
Es dificil de identificar pero aparece en la pieza cuando es tarde
19
�� Craterizacion Craterizacion excesiva debilita la excesiva debilita la arista y termina arista y termina llevando a la rotura llevando a la rotura de la puntade la punta
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0 5 10 15 20 25
TEMPOP
RO
F. C
RA
T.

Desgaste de cráter
SOLUCIONES
Disminuir la temperatura =>Disminuir Vc y fy f
Disminuir la atracción química
Aumentar la dureza
•Recubrimiento CVD Al2O3

Desgaste de flanco o arista
21
Abrasión
Carburos duros Fe3C
y no metálicos
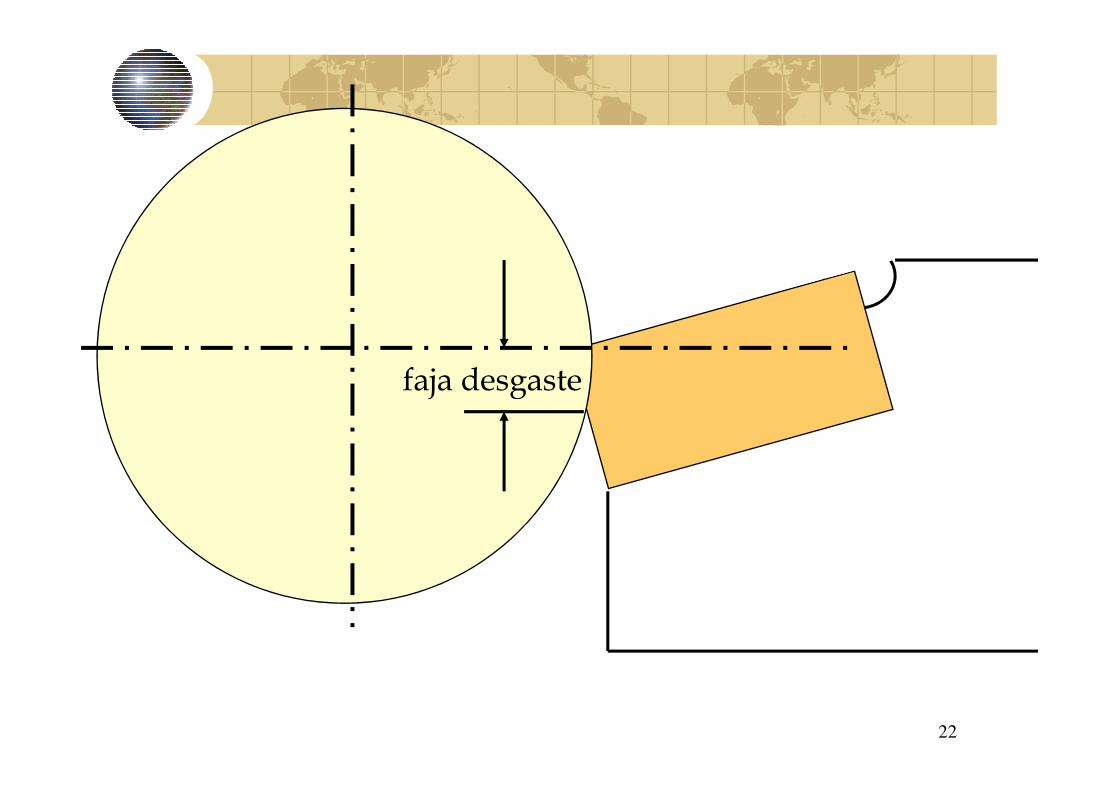
faja desgaste
22
faja desgaste

Desgaste de flanco
23
Observado en la cara de incidencia
Causado por abrasion
Empeora con las altas temperaturas (Vc) y la presión de corte

Faja de desgaste 0.2 mm
24
Radio

0.25
0.38
0.51
0.64
De
sg
as
te (
mm
)
Tiempo de uso útil
25
0.0
0.13
0 5 10 15 20 25
Tiempo
De
sg
as
te (
mm
)

Desgaste de flanco
SOLUCIONES
Disminuir la temperatura =>Disminuir Vc Vc
Aumentar avance
Menor tamaño de grano
Mayor dureza (resistencia la desgaste)
•Recubrimiento CVD Al2O3

Desgaste en la arista
Variacion de la Medida
�� Causa fuerzas de Causa fuerzas de corte mayores que corte mayores que
0.015
0.020
0.025
DE
SG
AS
TE
WC C/ COBERT.URA
CERAMICA
27
corte mayores que corte mayores que terminan alterando terminan alterando la dimension de la la dimension de la piezapieza
El desgaste de flanco es el tipo de desgaste “deseable”
Es predecible
Es consistente
0.000
0.005
0.010
0 5 10 15 20 25
TIEMPO
DE
SG
AS
TE
PCD/PCBN
CERAMICA

Deformación
Plástica
Causado por excesivo calor y
28
excesivo calor y presión en la arista de corte.
Tipico en aceros aleados con altas Vc

Deformación plástica
SOLUCIONES
Disminuir la temperatura =>Disminuir Vc y f
Mayor durezaMayor dureza
Mayor aislación térmica del substrato
•Recubrimiento CVD Al2O3
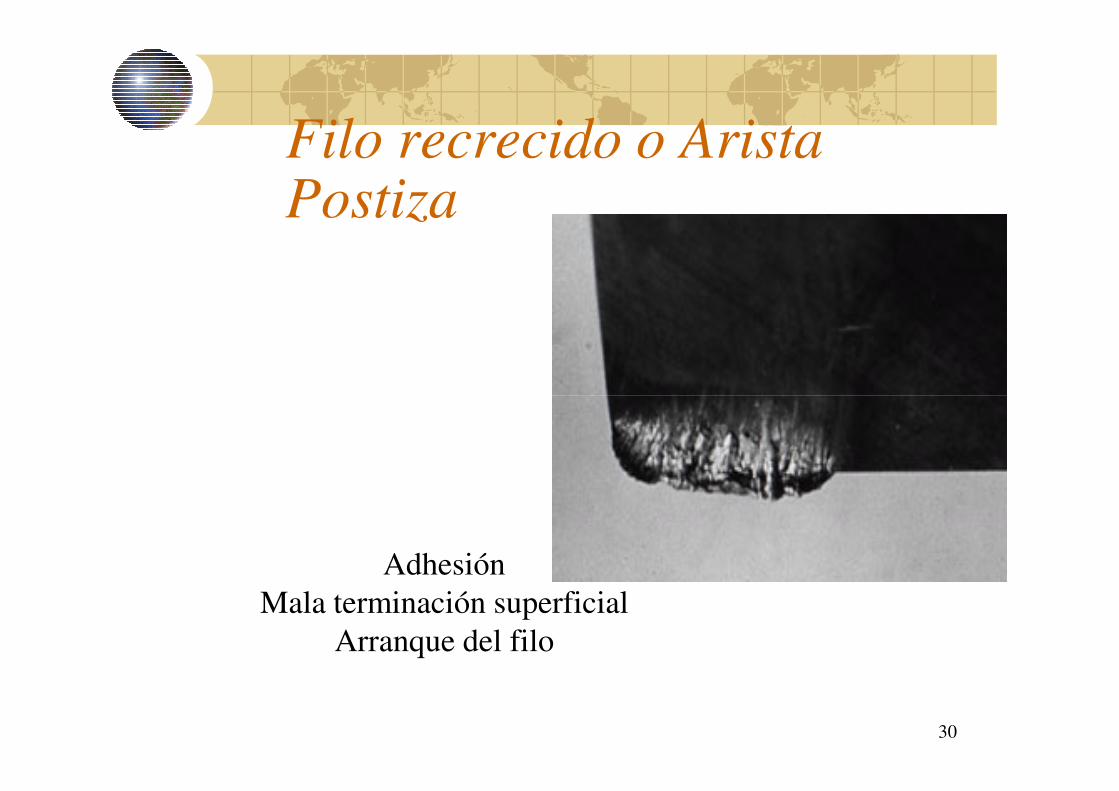
Filo recrecido o AristaPostiza
30
Adhesión
Mala terminación superficial
Arranque del filo

Filo recrecido o AristaPostiza
31
Tipico de materiales pastosos

Filo recrecido
SOLUCIONES
Aumentar la temperatura=> Aumentar Vc y fVc y f
Mejorar la refrigeración
Geometrías positivas
Superficie del inserto mas liso
Puntas afiladas
•Recubrimiento PVD

Fisuras Térmicas
Fisuras Transversales al filo
de corte provocado por
expansiones y contracciones
33
expansiones y contracciones
por
cambios de temperatura
Típico en cortes
interrumpidos y
Fresado

Fisuras térmicas
SOLUCIONES
Aumentar la temperatura=> Aumentar Vc y f
Mejorar el suministro del refrigerante
Eliminar el refrigerante
Substrato con elementos de aleación
Recubrimientos PVD
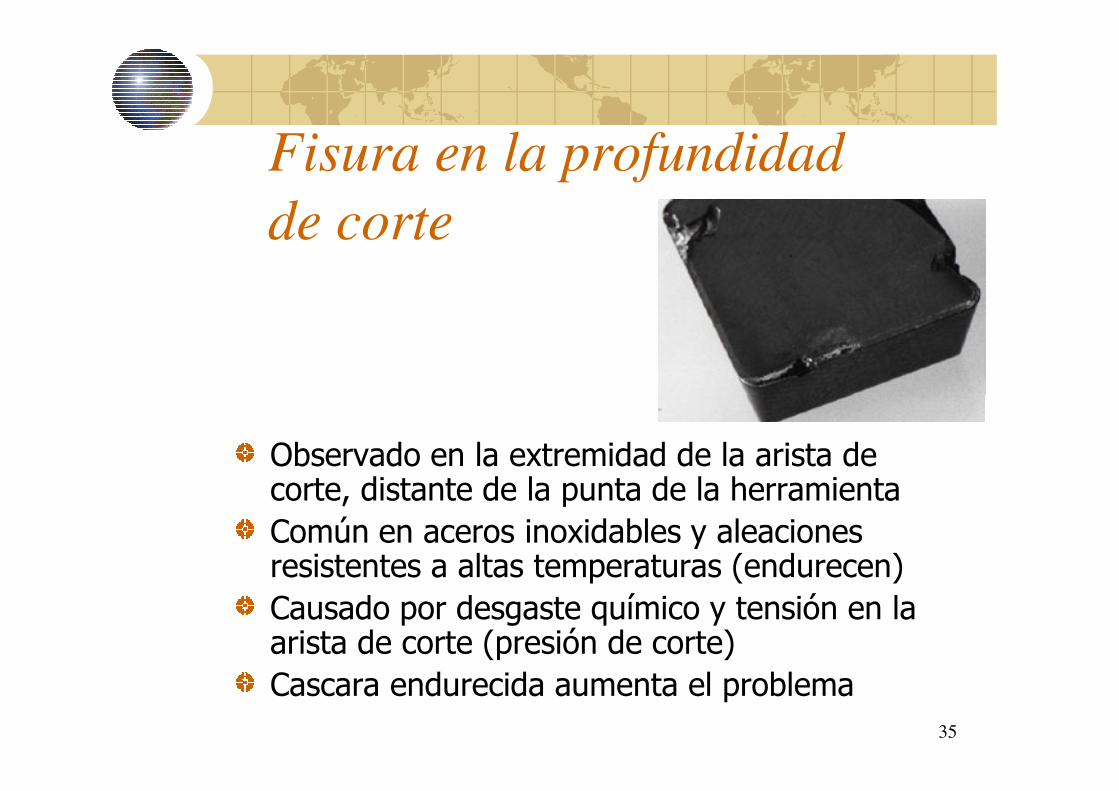
Fisura en la profundidad
de corte
35
Observado en la extremidad de la arista de corte, distante de la punta de la herramienta
Común en aceros inoxidables y aleaciones resistentes a altas temperaturas (endurecen)
Causado por desgaste químico y tensión en la arista de corte (presión de corte)
Cascara endurecida aumenta el problema
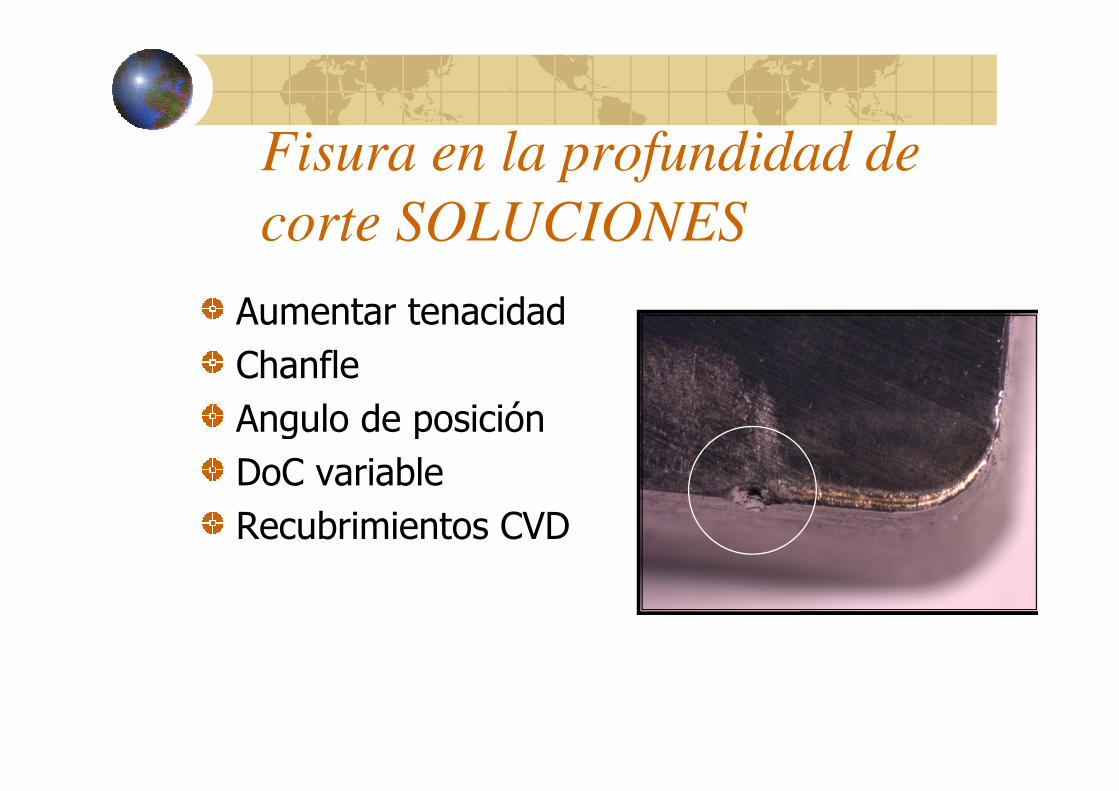
Fisura en la profundidad de
corte SOLUCIONES
Aumentar tenacidad
Chanfle
Angulo de posiciónAngulo de posición
DoC variable
Recubrimientos CVD

37
Pequeñas fisuras
en cara de
desprendimiento Grandes
fisuras en cara
de incidencia
Chipping en el flanco(Mecánico)
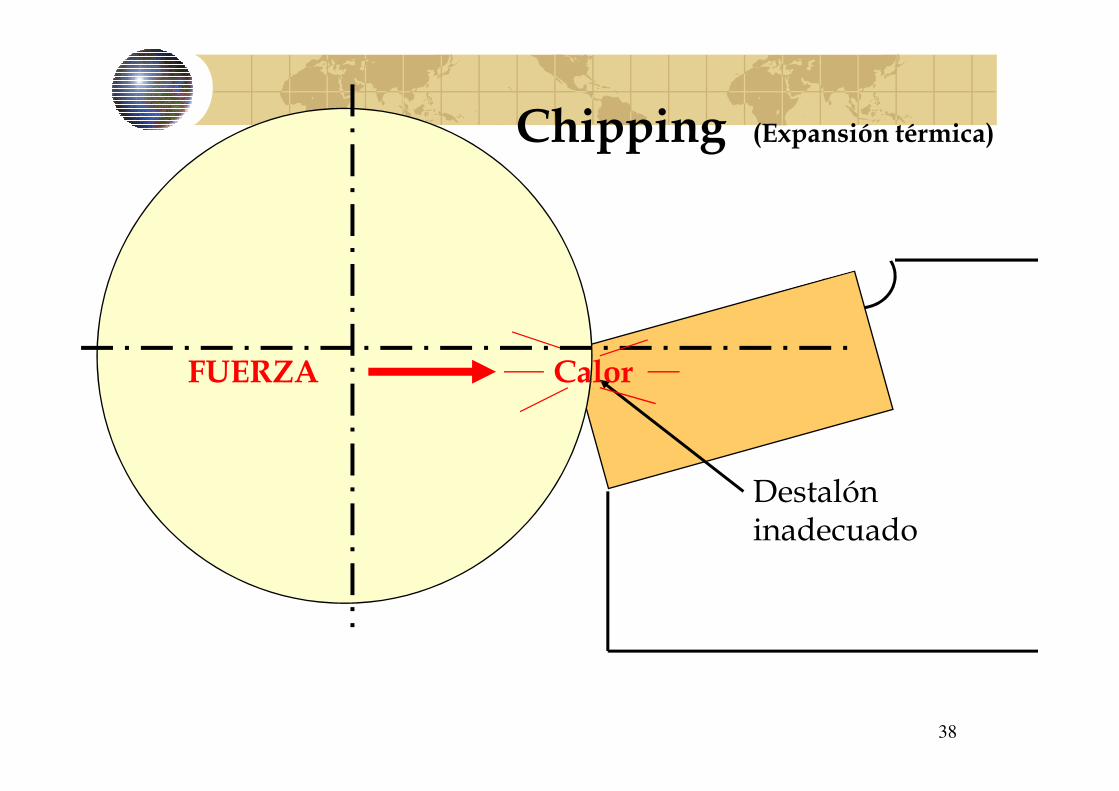
Chipping (Expansión térmica)
CalorFUERZA
38
Destalón inadecuado

Chipping debido a expansiones
termicas y fuerzas radiales
39
Cara de
desprendimientoCara de incidencia
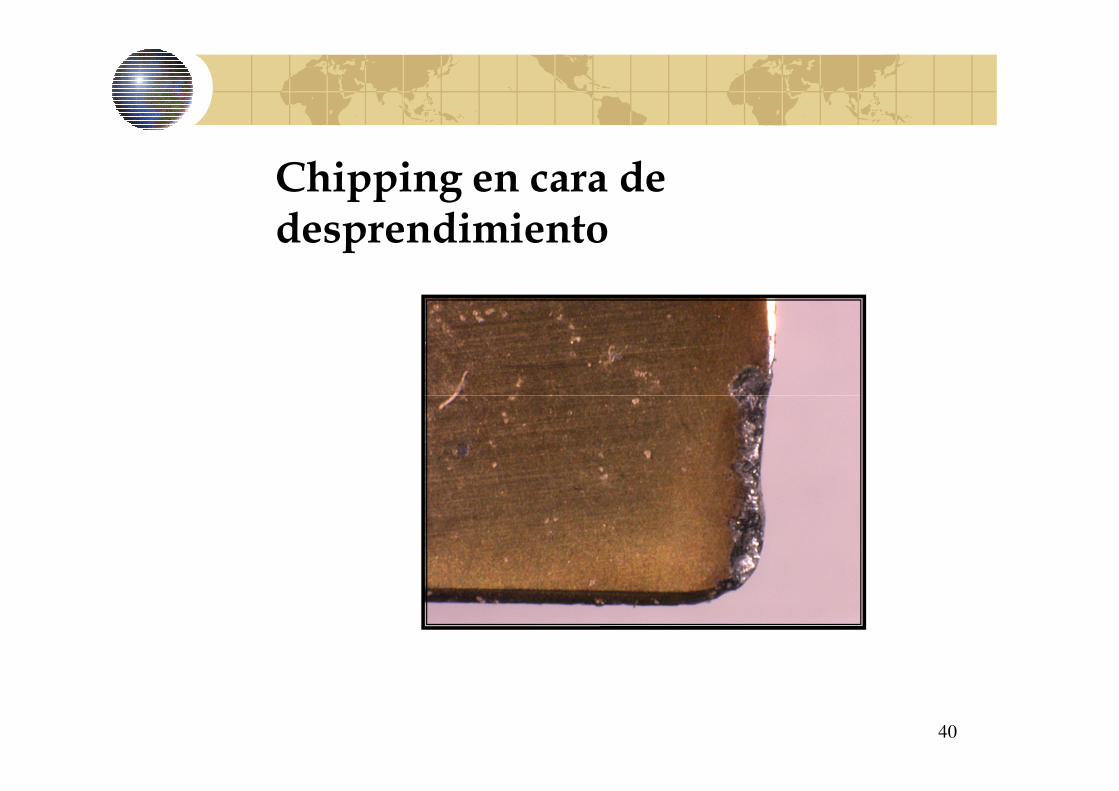
Chipping en cara de desprendimiento
40

Rotura
Fisuras o roturas
? ?
41
Fisuras o roturas
Común en cortes interrumpidos y setups sin rigidez
Muchas causas potenciales: buenas prácticas de aplicación son esenciales.

ROTURA
SOLUCIONES
Revisar fijación de pieza y herramienta
Detectar el mecanismo de fallaDetectar el mecanismo de falla
Mayor tenacidad

IMPORTANCIA DEL ANALISIS
Para tomar acciones correctivas, es necesario saber que le fue es necesario saber que le fue pasando al inserto

SOLUCION DE PROBLEMAS
FILO RECRECIDO DESGASTE DE CRATERAUMENTAR Vc REDUCIR AVANCE
DESGASTE DE FLANCOINCREMENTAR AVANCE
ó ó
REDUCIR Vc
SI LA HERRAMIENTA MUESTRA


46

47

48

DESGASTEDESGASTE PORPOR INCIDENCIAINCIDENCIA YY PORPOR ENTALLADURAENTALLADURA
49

CRATERIZACIONCRATERIZACION
50

FILOFILO DEDE APORTACIÓNAPORTACIÓN (B(B..UU..EE..))
51

ASTILLAMIENTOASTILLAMIENTO
52

FISURASFISURAS TERMICASTERMICAS
53

ROTURAROTURA DEDE LALA PLAQUITAPLAQUITA
54

DEFORMACIONDEFORMACION PLASTICAPLASTICA
55

REMEDIOSREMEDIOS YY SOLUCIONESSOLUCIONES ALAL DESGASTEDESGASTE
56

CRITERIOSCRITERIOS DEDE DURACIONDURACION DEDE UNAUNA HERRAMIENTAHERRAMIENTA
ElEl criteriocriterio dede duraciónduración dede unauna herramientaherramienta permitepermite obtenerobtener ununvalorvalor mínimomínimo dede tiempotiempo dede vidavida parapara lala herramientaherramienta antesantes dedequeque sese desgastedesgaste..
ComoComo enen laslas operacionesoperaciones dede mecanizadomecanizado elel desgastedesgaste deldel
57
ComoComo enen laslas operacionesoperaciones dede mecanizadomecanizado elel desgastedesgaste deldelcrátercráter yy deldel flancoflanco nono sonson uniformesuniformes aa lolo largolargo deldel filofiloprincipal,principal, sese debedebe especificarespecificar lala locaciónlocación yy elel gradogrado dededesgastedesgaste permisiblepermisible parapara cadacada casocaso..
EnEn lala siguientesiguiente figura,figura, sese muestramuestra unauna herramientaherramienta yayadesgastadadesgastada.. LaLa profundidadprofundidad deldel crátercráter (KT)(KT) eses medidamedida desdedesdeelel puntopunto másmás profundoprofundo dede ésteéste.. TambiénTambién puedepuede apreciarseapreciarsequeque elel desgastedesgaste deldel flancoflanco eses mayormayor enen loslos extremosextremos deldel filofiloprincipalprincipal..

CRITERIOSCRITERIOS DEDE DURACIONDURACION DEDE UNAUNA HERRAMIENTAHERRAMIENTA
58

CRITERIOSCRITERIOS DEDE DURACIONDURACION DEDE UNAUNA HERRAMIENTAHERRAMIENTA
ComoComo elel desgastedesgaste nono eses uniformeuniforme enen laslas zonaszonas C,C, BB yy N,N, seseconsideraconsidera unun anchoancho promediopromedio parapara lala zonazona central,central, cuyocuyovalorvalor sese estimaestima igualigual alal anchoancho queque existeexiste enen lala parteparte másmásuniformeuniforme deldel desgastedesgaste yy sese denominadenomina VBVB..
59

CRITERIOSCRITERIOS DEDE REEMPLAZOREEMPLAZO DEDE HERRAMIENTASHERRAMIENTAS
LosLos criterioscriterios recomendadosrecomendados porpor lala ISOISO parapara definirdefinir laladuraciónduración efectivaefectiva dede unauna herramientaherramienta sonson::
ParaPara herramientasherramientas dede aceroacero rápidorápido oo cerámicacerámica ⇒⇒⇒⇒⇒⇒⇒⇒
-- PorPor roturarotura
60
-- PorPor roturarotura-- CuandoCuando VBVB promediopromedio == 00,,33 mmmm-- CuandoCuando VBmáxVBmáx == 00,,66 mmmm
ParaPara herramientasherramientas dede carburocarburo cementadocementado ⇒⇒⇒⇒⇒⇒⇒⇒
-- PorPor roturarotura-- CuandoCuando VBVB promediopromedio == 00,,33 mmmm-- CuandoCuando VBmáxVBmáx == 00,,66 mmmm-- CuandoCuando KTKT == 00,,0606 ++ 00,,33 ** f,f, dondedonde ff eses elel avanceavance

DURACIONDURACION DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
LaLa duraciónduración dede lala herramientaherramienta sese definedefine comocomo elel tiempotiempo dedecortecorte requeridorequerido parapara alcanzaralcanzar unun criteriocriterio dede duraciónduración dede lalaherramientaherramienta..
LaLa velocidadvelocidad dede cortecorte eses elel factorfactor másmás significativosignificativo queque afectaafectalala duraciónduración dede unauna herramientaherramienta.. Ésta,Ésta, juntojunto concon elel materialmaterial dede
61
lala duraciónduración dede unauna herramientaherramienta.. Ésta,Ésta, juntojunto concon elel materialmaterial dedetrabajo,trabajo, elel materialmaterial yy lala formaforma dede lala herramientaherramienta sonson clavesclaves enenlala estimaciónestimación dede lala vidavida dede estaesta últimaúltima..
LaLa relaciónrelación entreentre elel tiempotiempo dede vidavida yy lala velocidadvelocidad dede cortecorte dedeunauna herramientaherramienta estáestá dadadada porpor lala siguientesiguiente ecuación,ecuación,llamada,llamada, enen honorhonor aa susu creador,creador, ecuaciónecuación dede TaylorTaylor::
V/VrV/Vr == (tr/t)(tr/t)nn
DURACIONDURACION DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
nn == constanteconstante queque dependedepende deldel materialmaterial dede lala herramientaherramientaVV == velocidadvelocidad dede cortecorteVrVr == velocidadvelocidad dede cortecorte dede referenciareferenciatrtr == duraciónduración dede lala herramientaherramienta aa velocidadvelocidad dede cortecorte VrVrtt == vidavida (duración)(duración) dede lala herramientaherramienta aa velocidadvelocidad dede cortecorte VV
62
tt == vidavida (duración)(duración) dede lala herramientaherramienta aa velocidadvelocidad dede cortecorte VV
EnEn elel siguientesiguiente gráficográfico sese muestranmuestran loslos valoresvalores dede Vr,Vr, segúnsegúnelel materialmaterial dede lala herramientaherramienta yy lala durezadureza deldel materialmaterial dede lalapiezapieza aa mecanizar,mecanizar, parapara elel usouso dede lala ecuaciónecuación dede TaylorTaylor.. ParaParautilizarutilizar estaesta tablatabla debedebe usarseusarse yaya seasea lala durezadureza BrinnelBrinnel oo lalaresistenciaresistencia aa lala traccióntracción deldel materialmaterial aa mecanizar,mecanizar, asíasí comocomo elelmaterialmaterial dede lala herramientaherramienta.. ConCon estosestos datosdatos sese puedepuede verver ununpequeñopequeño rangorango dede valoresvalores parapara Vr,Vr, teniendoteniendo enen cuentacuenta queque enenesteeste casocaso trtr eses dede 6060 segundossegundos..

DURACIONDURACION DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
63

DURACIONDURACION DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTEPorPor otrootro lado,lado, yy comocomo yaya sese dijo,dijo, nn eses unauna constanteconstante quequedependedepende deldel materialmaterial dede lala herramientaherramienta.. ElEl rangorango dede valoresvaloresrecomendadosrecomendados parapara nn sese muestramuestra enen elel siguientesiguiente cuadrocuadro::
64
Finalmente,Finalmente, enen lala siguientesiguiente figurafigura sese muestramuestra comocomo varíavaría lalavidavida dede lala herramientaherramienta parapara distintasdistintas velocidadesvelocidades dede cortecorte..PodemosPodemos verver queque aa medidamedida queque aumentamosaumentamos lala velocidadvelocidaddisminuyedisminuye lala vidavida dede lala herramienta,herramienta, yy viceversaviceversa.. EstoEsto debedebetomarsetomarse enen cuentacuenta aa lala horahora dede lala selecciónselección dede lala velocidadvelocidaddede corte,corte, yaya queque concon unauna mayormayor velocidadvelocidad sese aumentaaumenta lalaproductividad,productividad, peropero alal mismomismo tiempotiempo sese consumenconsumen másmásherramientas,herramientas, incrementandoincrementando loslos costoscostos..

DURACIONDURACION DEDE LALA HERRAMIENTAHERRAMIENTA DEDE CORTECORTE
65

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
DesgasteDesgaste
LaLa separaciónseparación dede lala virutaviruta enen elel mecanizadomecanizado provocaprovoca ununfuertefuerte rozamientorozamiento dede lala herramientaherramienta contracontra lala pieza,pieza,transformándosetransformándose parteparte dede lala energíaenergía enen calorcalor..
6666
transformándosetransformándose parteparte dede lala energíaenergía enen calorcalor..
TantoTanto elel rozamientorozamiento comocomo elel calorcalor sonson causascausas inmediatasinmediatas deldeldesgastedesgaste dede laslas herramientas,herramientas, actuandoactuando dede lala siguientesiguienteformaforma::
11)) ElEl rozamientorozamiento desafiladesafila lala herramientaherramienta porqueporque elel materialmaterial dedelala piezapieza “erosiona”“erosiona” lala caracara dede incidencia,incidencia, lala dede ataqueataque yy elelfilo,filo, disminuyendodisminuyendo susu capacidadcapacidad dede cortecorte.. AlAl perderperder sussusángulosángulos dede afilado,afilado, elel rozamientorozamiento eses mayormayor yy elel desgastedesgasteaumenta,aumenta, yy asíasí sucesivamentesucesivamente..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
DesgasteDesgaste
22)) ElEl calorcalor aa determinadasdeterminadas temperaturas,temperaturas, segúnsegún elel materialmaterial dedelaslas herramientas,herramientas, reblandecereblandece elel filo,filo, acelerandoacelerando elel desgastedesgasteporpor rozamientorozamiento.. Pero,Pero, además,además, aa mayormayor rozamientorozamiento mayormayor
6767
porpor rozamientorozamiento.. Pero,Pero, además,además, aa mayormayor rozamientorozamiento mayormayortemperaturatemperatura..
ElEl desgastedesgaste dede laslas herramientasherramientas enen elel transcursotranscurso deldelmecanizadomecanizado obligaobliga aa detenerdetener elel trabajotrabajo parapara reafilarlas,reafilarlas,causandocausando unauna disminucióndisminución dede lala producción,producción, porpor elel tiempotiempoinvertidoinvertido enen desmontarlas,desmontarlas, afilarlas,afilarlas, montarmontar laslas dede nuevonuevo yyregularregular susu posiciónposición..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia deldel materialmaterial dede lala herramientaherramienta yy dede lala piezapieza
ElEl desgastedesgaste dede laslas herramientasherramientas eses causadocausado directamentedirectamente porporelel rozamientorozamiento yy porpor lala elevaciónelevación dede lala temperaturatemperatura.. DeDe elloello sesededucededuce queque lala duraciónduración deldel afiladoafilado dependedepende::
6868
deducededuce queque lala duraciónduración deldel afiladoafilado dependedepende::
·· DeDe lala durezadureza dede lala herramientaherramienta yy dede lala temperaturatemperatura hastahasta lalaqueque conservaconserva dichadicha durezadureza..
·· DeDe lala dureza,dureza, entreentre otrosotros factores,factores, deldel materialmaterial queque sesetrabajatrabaja.. EnEn general,general, cuantocuanto másmás duroduro eses unun materialmaterial mayormayorresistenciaresistencia oponeopone aa serser cortado,cortado, y,y, porpor tanto,tanto, elel rozamientorozamientodede lala herramientaherramienta contracontra lala piezapieza aumentaaumenta y,y, concon él,él, lalatemperaturatemperatura..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala velocidadvelocidad dede cortecorte
ExperienciasExperiencias realizadasrealizadas concon unauna determinadadeterminada herramienta,herramienta,trabajandotrabajando elel mismomismo materialmaterial yy sinsin modificarmodificar elel avanceavance yy lalaprofundidadprofundidad dede pasada,pasada, hanhan demostradodemostrado queque::
6969
profundidadprofundidad dede pasada,pasada, hanhan demostradodemostrado queque::
·· ParaPara bajasbajas velocidadesvelocidades dede cortecorte elel rendimientorendimiento eses pequeñopequeño·· AumentandoAumentando lala velocidad,velocidad, aumentaaumenta elel rendimientorendimiento..·· AA partirpartir dede unauna velocidadvelocidad dede cortecorte másmás elevada,elevada, elelrendimientorendimiento dede lala herramientaherramienta disminuyedisminuye notablemente,notablemente, porporelel aumentoaumento dede temperatura,temperatura, queque reblandecereblandece elel filofilo..
PorPor tanto,tanto, aa lala horahora dede elegirelegir lala velocidadvelocidad dede corte,corte, convieneconvienedistinguirdistinguir::

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala velocidadvelocidad dede cortecorte
·· LaLa velocidadvelocidad dede menormenor desgastedesgaste (Vo)(Vo) ⇒⇒⇒⇒⇒⇒⇒⇒ concon ella,ella, lalaherramientaherramienta brindabrinda lala máximamáxima producciónproducción dede virutaviruta entreentre dosdosafilados,afilados, porpor lolo queque tambiéntambién sese lala llamallama velocidadvelocidad óptimaóptima..
7070
afilados,afilados, porpor lolo queque tambiéntambién sese lala llamallama velocidadvelocidad óptimaóptima..
·· LaLa velocidadvelocidad económicaeconómica (Ve)(Ve) ⇒⇒⇒⇒⇒⇒⇒⇒ susu relaciónrelación concon lala velocidadvelocidaddede menormenor desgastedesgaste eses:: VeVe == VoVo ++ 11//33 VoVo == 44//33 VoVo
AumentandoAumentando lala velocidadvelocidad dede menormenor desgastedesgaste enen 11//33,, lalaherramientaherramienta sese desgastadesgasta másmás y,y, enen consecuencia,consecuencia, requiererequiereafiladosafilados másmás frecuentesfrecuentes;; peropero elel tiempotiempo empleadoempleado enen ellosellosquedaqueda compensadocompensado concon unun considerableconsiderable aumentoaumento dede lalaproducciónproducción..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala velocidadvelocidad dede cortecorte
LaLa velocidadvelocidad límitelímite oo antieconómicaantieconómica (VI)(VI) ⇒⇒⇒⇒⇒⇒⇒⇒ concon ella,ella, eleldesgastedesgaste dede lala herramientaherramienta eses tantan grandegrande queque exigeexige afilarlaafilarlaconcon muchamucha frecuenciafrecuencia.. EstoEsto suponesupone unauna pérdidapérdida dede tiempotiempo
7171
concon muchamucha frecuenciafrecuencia.. EstoEsto suponesupone unauna pérdidapérdida dede tiempotiempoqueque dada lugarlugar aa queque lala producciónproducción disminuyadisminuya::
VIVI == VoVo ++ 22//33 VoVo == 55//33 VoVo
RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia deldel avanceavance yy dede lala profundidadprofundidad dede pasadapasada
CuandoCuando sese aumentaaumenta lala secciónsección dede lala viruta,viruta, debedebe disminuirsedisminuirselala velocidadvelocidad dede corte,corte, parapara queque lala duraciónduración deldel afiladoafilado dede lalaherramientaherramienta seasea lala mismamisma.. SinSin embargo,embargo, taltal reducciónreducción nono eses
7272
herramientaherramienta seasea lala mismamisma.. SinSin embargo,embargo, taltal reducciónreducción nono esesproporcionalproporcional nini concon elel avance,avance, nini concon lala profundidadprofundidad dedepasadapasada..
Así,Así, porpor ejemplo,ejemplo, enen laslas experienciasexperiencias hechashechas porpor TaylorTaylor paraparalala mismamisma duraciónduración deldel afilado,afilado, aumentandoaumentando elel avanceavance enen elel5050%%,, sólosólo eses necesarionecesario reducirreducir lala velocidadvelocidad dede cortecorte enen unun2020%%,, inclusoincluso concon mayormayor producciónproducción dede virutaviruta.. OtroOtro tantotantosucedesucede sisi sese aumentaaumenta lala profundidadprofundidad dede pasadapasada enen unun 5050%%,,concon unauna disminucióndisminución deldel 1010%% dede lala velocidadvelocidad dede cortecorte..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia deldel avanceavance yy dede lala profundidadprofundidad dede pasadapasada
NoNo obstanteobstante lolo dicho,dicho, elel avanceavance vieneviene determinadodeterminadoprincipalmenteprincipalmente porpor::
7373
·· LaLa fasefase deldel trabajo,trabajo, desbastedesbaste oo acabado,acabado, oo elel gradogrado dedeacabadoacabado queque sese deseedesee enen unauna piezapieza oo parteparte dede ellaella
·· LaLa robustezrobustez dede lala máquinamáquina
·· LaLa robustezrobustez dede lala herramientaherramienta..
Asimismo,Asimismo, lala profundidadprofundidad dede pasadapasada depende,depende, además,además, deldelgruesogrueso dede materialmaterial queque debedebe eliminarseeliminarse..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
TemperaturaTemperatura enen operacionesoperaciones dede mecanizadomecanizado
LaLa temperaturatemperatura alcanzadaalcanzada enen laslas operacionesoperaciones dede mecanizado,mecanizado,tienetiene unauna influenciainfluencia críticacrítica enen lala vidavida útilútil dede laslas herramientasherramientasdede corte,corte, enen lala calidadcalidad dede laslas superficiessuperficies mecanizadas,mecanizadas, yy enen
7474
dede corte,corte, enen lala calidadcalidad dede laslas superficiessuperficies mecanizadas,mecanizadas, yy enenlaslas propiedadespropiedades mecánicasmecánicas deldel materialmaterial resultanteresultante..
CasiCasi todatoda lala energíaenergía mecánicamecánica consumidaconsumida enen loslos procesosprocesos dedecortecorte dede metales,metales, sese convierteconvierte finalmentefinalmente enen energíaenergía térmicatérmica..
HanHan sidosido muchosmuchos loslos métodosmétodos experimentalesexperimentales desarrolladosdesarrolladosconcon elel finfin dede medirmedir lala distribucióndistribución dede temperaturastemperaturas queque tienetienelugarlugar enen elel conjuntoconjunto herramientaherramienta -- piezapieza –– virutaviruta..
RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
TemperaturaTemperatura enen operacionesoperaciones dede mecanizadomecanizado
PorPor ejemplo,ejemplo, usouso dede termoparestermopares empotrados,empotrados, técnicastécnicas dederadiaciónradiación infrarroja,infrarroja, mediciónmedición dede laslas variacionesvariaciones dedemicroestructuramicroestructura yy micromicro dureza,dureza, usouso dede pinturaspinturas
7575
microestructuramicroestructura yy micromicro dureza,dureza, usouso dede pinturaspinturastermosensibles,termosensibles, etcetc..
AdemásAdemás sese hanhan contrastadocontrastado concon éxitoéxito resultadosresultadosexperimentalesexperimentales concon otrosotros teóricosteóricos obtenidosobtenidos mediantemediantetécnicastécnicas dede análisisanálisis porpor elementoselementos finitosfinitos..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
FuentesFuentes dede calorcalor enen operacionesoperaciones dede mecanizadomecanizado
CasiCasi todostodos loslos modelosmodelos hanhan sidosido establecidosestablecidos bajobajo lalahipótesishipótesis dede cortecorte ortogonal,ortogonal, aunqueaunque enen lala prácticapráctica eses bienbiensabidosabido queque nono todastodas laslas operacionesoperaciones dede mecanizadomecanizado
7676
sabidosabido queque nono todastodas laslas operacionesoperaciones dede mecanizadomecanizadosatisfacensatisfacen taltal condicióncondición (torneado(torneado oblicuo,oblicuo, barrenado,barrenado,taladrado,taladrado, fresado,fresado, rectificado,rectificado, etcetc..))..
LasLas principalesprincipales fuentesfuentes dede calorcalor caracterizadascaracterizadas porpor mediomedio dedeestudiosestudios teóricosteóricos yy experimentales,experimentales, queque sonson unauna medidamedida dedelala energíaenergía absorbidaabsorbida enen elel procesoproceso dede mecanizado,mecanizado, sonson laslassiguientessiguientes::

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
FuentesFuentes dede calorcalor enen operacionesoperaciones dede mecanizadomecanizado
TrabajoTrabajo dede deformacióndeformación elásticaelástica ⇒⇒⇒⇒⇒⇒⇒⇒ sese devuelvedevuelve sinsin producirproducircalorcalor..
TrabajoTrabajo dede deformacióndeformación plásticaplástica ⇒⇒⇒⇒⇒⇒⇒⇒ nono sese devuelvedevuelve
7777
TrabajoTrabajo dede deformacióndeformación plásticaplástica ⇒⇒⇒⇒⇒⇒⇒⇒ nono sese devuelvedevuelve(rompimiento(rompimiento dede enlacesenlaces atómicosatómicos concon desprendimientodesprendimiento dedecalor)calor)..
TrabajoTrabajo dede fricciónfricción ⇒⇒⇒⇒⇒⇒⇒⇒ pérdidaspérdidas porpor rozamientorozamiento..
OtrasOtras fuentesfuentes dede calorcalor queque tienentienen queque verver concon loslos defectosdefectosdeldel afiladoafilado dede laslas herramientasherramientas (entre(entre otrasotras causas),causas), suelensuelendespreciarsedespreciarse..
EnEn elel cortecorte ortogonalortogonal laslas fuentesfuentes dede calorcalor aa considerarconsiderar sonsonlaslas queque aparecenaparecen enen lala siguientesiguiente figurafigura::

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
FuentesFuentes dede calorcalor enen operacionesoperaciones dede mecanizadomecanizado
7878

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
CalorCalor generadogenerado enen lala zonazona dede deformacióndeformación primariaprimaria
LaLa zonazona dede deformacióndeformación primariaprimaria eses lala presentadapresentada enen lala figurafiguraaa lolo largolargo deldel planoplano dede cizalladuracizalladura.. ElEl calorcalor aquíaquí generado,generado, esesprincipalmenteprincipalmente debidodebido aa lala deformacióndeformación plásticaplástica queque tienetiene
7979
principalmenteprincipalmente debidodebido aa lala deformacióndeformación plásticaplástica queque tienetienelugarlugar..
CalorCalor generadogenerado enen lala zonazona dede deformacióndeformación secundariasecundaria
EnEn estaesta zona,zona, paralelaparalela aa lala caracara dede lala herramienta,herramienta, elel calorcalor quequesese produceproduce debidodebido aa lala deformacióndeformación plásticaplástica eses ignoradoignorado enenlala mayormayor parteparte dede loslos análisisanálisis teóricosteóricos..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
LaLa distribucióndistribución dede calorcalor varíavaría dede formaforma lineallineal aa lolo largolargo dede lalacaracara dede contactocontacto herramientaherramienta -- viruta,viruta, partiendopartiendo dede unun valorvalorproporcionalproporcional aa lala relaciónrelación velocidadvelocidad dede lala virutaviruta parapara elelmáximomáximo espesorespesor dede éstaésta..
8080
LaLa fuentefuente dede calorcalor queque sísí eses tenidatenida enen cuentacuenta aa lolo largolargo dedeestaesta zona,zona, eses lala propiciadapropiciada porpor lala fricciónfricción entreentre materialmaterial yyherramientaherramienta.. ElEl valorvalor dede lala energíaenergía porpor unidadunidad dede tiempotiempo(potencia)(potencia) queque sese generagenera porpor esteeste conceptoconcepto (Pf)(Pf) vieneviene dadodadoporpor elel productoproducto dede lala fuerzafuerza dede fricciónfricción (Ff)(Ff) yy lala velocidadvelocidad dedelala virutaviruta (V(V00)).. ÉstaÉsta últimaúltima vieneviene dada,dada, enen virtudvirtud dede lala ecuaciónecuacióndede continuidadcontinuidad (conservación(conservación dede caudalcaudal dede materialmaterial dedepieza),pieza), porpor::
RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
VV00 == VV (velocidad(velocidad dede corte)·accorte)·ac (profundidad(profundidad dede corte)corte)aoao (espesor(espesor dede viruta)viruta)
CálculoCálculo deldel calorcalor generadogenerado enen lala zonazona dede deformacióndeformaciónprimariaprimaria (Ps)(Ps)
8181
primariaprimaria (Ps)(Ps)
PsPs == PmPm –– PfPf
SiendoSiendo PmPm lala energíaenergía dede mecanizadomecanizado porpor unidadunidad dede tiempo,tiempo,queque vieneviene dadadada porpor::
PmPm == FcFc ·· VV

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
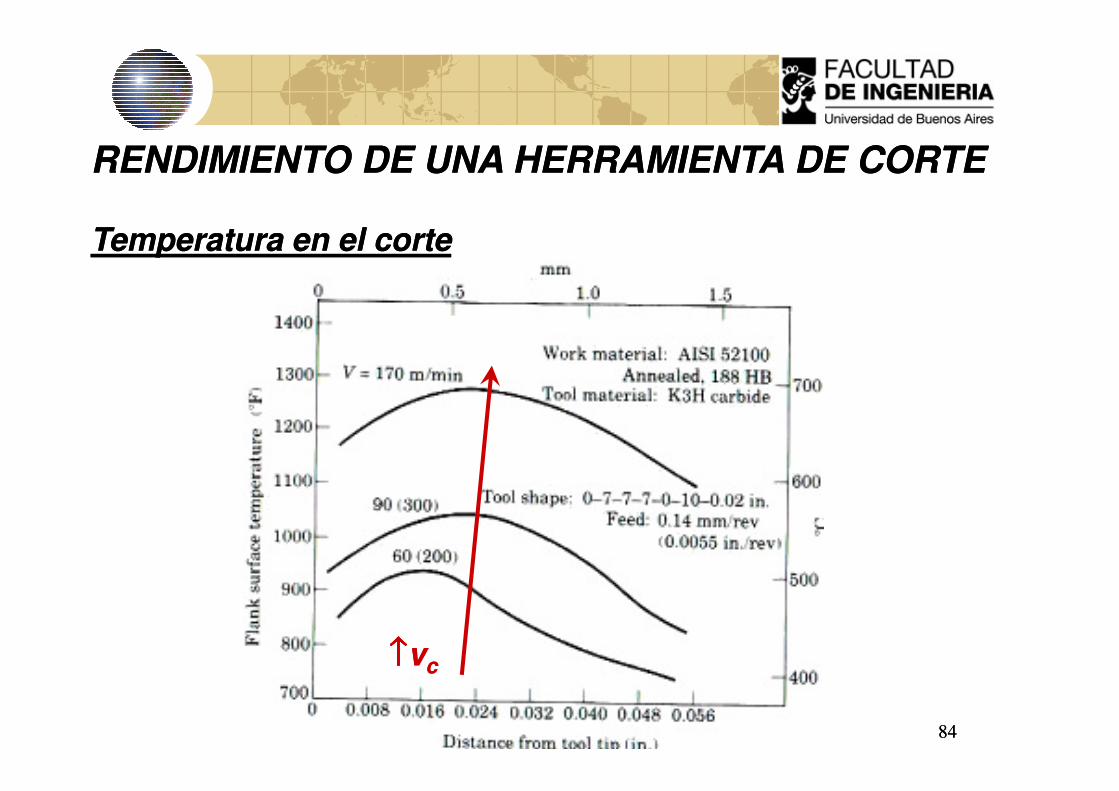
TemperaturaTemperatura enen elel cortecorte
-- LaLa energíaenergía disipadadisipada sese convierteconvierte enen calorcalor ⇒⇒⇒⇒⇒⇒⇒⇒ incrementoincremento dedetemperaturatemperatura enen zonazona dede cortecorte..
8282
-- LasLas mayoresmayores temperaturastemperaturas sese alcanzanalcanzan concon:: materialmaterial dede lalapiezapieza muymuy duro,duro, altaalta velocidadvelocidad dede cortecorte yy profundidadprofundidad dedepasadapasada..
-- SiSi elel materialmaterial dede lala piezapieza tienetiene altoalto calorcalor específicoespecífico yyconductividadconductividad térmica,térmica, lala temperaturatemperatura nono eses tantan altaalta..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
TemperaturaTemperatura enen elel cortecorte
8383
↑↑↑↑↑↑↑↑vvcc
RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
TemperaturaTemperatura enen elel cortecorte
8484
↑↑↑↑↑↑↑↑vvcc

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala temperaturatemperatura
ZonaZona II ⇒⇒⇒⇒⇒⇒⇒⇒ ZonaZona dede deslizamientodeslizamiento --rozamientorozamiento internointerno deldel materialmaterial dede
Zonas de elevada temperaturaZonas de elevada temperaturaen el proceso de mecanizadoen el proceso de mecanizado
8585
rozamientorozamiento internointerno deldel materialmaterial dedelala piezapieza queque estáestá siendosiendo deformadodeformado..
ZonaZona IIII ⇒⇒⇒⇒⇒⇒⇒⇒ CaraCara dede desprendimientodesprendimientodede lala herramientaherramienta –– aa consecuenciaconsecuenciadeldel rozamientorozamiento entreentre lala herramientaherramientayy lala virutaviruta –– máximamáxima temperaturatemperatura..
ZonaZona IIIIII ⇒⇒⇒⇒⇒⇒⇒⇒ InmediacionesInmediaciones dede lala caracara dede incidenciaincidencia dede lala herramientaherramienta –– aaconsecuenciaconsecuencia deldel rozamientorozamiento entreentre lala herramientaherramienta yy lala superficiesuperficie yayamecanizadamecanizada dede lala piezapieza..

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala temperaturatemperatura
CuandoCuando sese trabajatrabaja enen seco,seco, eses decir,decir, sinsin líquidolíquido refrigeranterefrigerante oolubricante,lubricante, elel operariooperario puedepuede observarobservar perfectamenteperfectamente eleltrabajo,trabajo, lala máquinamáquina nono sese ensuciaensucia nini sese mojamoja yy nono sese
8686
trabajo,trabajo, lala máquinamáquina nono sese ensuciaensucia nini sese mojamoja yy nono seseproducenproducen salpicadurassalpicaduras..
Pero,Pero, porpor elel contrario,contrario, loslos inconvenientesinconvenientes sonson considerables,considerables,derivadosderivados principalmenteprincipalmente deldel calorcalor producidoproducido porpor elel cortecorte::

RENDIMIENTO DE UNA HERRAMIENTA DE CORTERENDIMIENTO DE UNA HERRAMIENTA DE CORTE
InfluenciaInfluencia dede lala temperaturatemperatura
·· LaLa herramienta,herramienta, sisi lala temperaturatemperatura eses alta,alta, pierdepierde durezadureza yy cortacorta enen malasmalascondiciones,condiciones, concon mayormayor rozamientorozamiento yy aumentoaumento consiguienteconsiguiente deldel calorcalor..
·· AlAl filofilo dede lala herramienta,herramienta, porpor lala caracara dede ataque,ataque, sese lele adhierenadhieren pequeñaspequeñas
8787
·· AlAl filofilo dede lala herramienta,herramienta, porpor lala caracara dede ataque,ataque, sese lele adhierenadhieren pequeñaspequeñaspartículaspartículas dede metalmetal caliente,caliente, dificultandodificultando elel cortecorte yy dejandodejando superficiessuperficiesdefectuosasdefectuosas enen laslas piezaspiezas..
·· LaLa piezapieza sese dilatadilata pudiendopudiendo originaroriginar falsasfalsas mediciones,mediciones, y,y, porpor tanto,tanto,erroreserrores enen laslas cotascotas..
·· EnEn elel montajemontaje dede laslas piezaspiezas entreentre puntos,puntos, porpor ejemploejemplo enen elel torneado,torneado, elelcalorcalor puedepuede producirproducir unun agarrotamientoagarrotamiento yy deteriorodeterioro dede lala piezapieza yy dede lalacontrapuntacontrapunta..
·· LasLas virutasvirutas muymuy calientescalientes puedenpueden serser peligrosaspeligrosas parapara elel operariooperario..

Tasa de remoción de viruta (Cantidad de viruta por unidad de tiempo)
Cuando la velocidad de corte, el avance o la profundidad
cambian, cambia la tasa de remoción de viruta. Cambios en
las variables mencionadas, producen cambios
proporcionales en la tasa de remoción de viruta.
•Un 10% de cambio en la velocidad de corte, aumentará
88
•Un 10% de cambio en la velocidad de corte, aumentará
un 10% la tasa de remoción de viruta.
•Un 10% de cambio en el avance, aumentará un 10% la
tasa de remoción de viruta.
•Un 10% de cambio en la profundidad de corte,
aumentará un 10% la tasa de remoción de viruta.
Limitada por la Potencia disponible

Cuando la tasa de remoción de viruta se
incrementa, el calor generado aumenta y esto
causa una disminución de la vida de la
89
herramienta.
Que conviene aumentar ??

90
Una vez que la profundidad de corte alcanza 10 veces el
avance, incrementos posteriores tienen muy poca influencia
en la vida de la herramienta
1:0 Ratio

Profundiad de corte
Limitado por:
La pieza
La fijación
91
La fijación
El tamaño del inserto
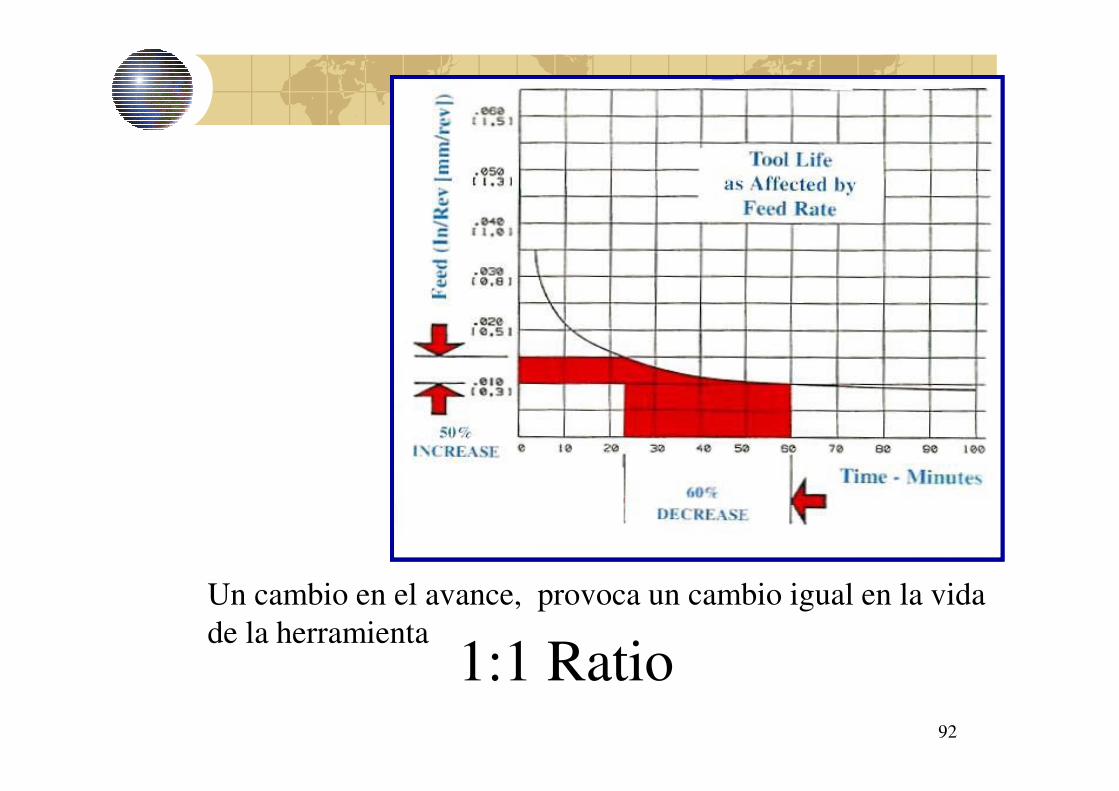
92
Un cambio en el avance, provoca un cambio igual en la vida
de la herramienta
1:1 Ratio

AVANCE
LIMITADO POR LA TERMINACION SUPERFICIAL REQUERIDA JUNTO SUPERFICIAL REQUERIDA JUNTO AL RADIO DE LA HERRAMIENTA

94
Un cambio en la velocidad de corte, provoca un cambio
del doble en la vida de la herramienta
1:2 Ratio

Composición de costos de
mecanizados
Co
sto
x p
ieza
Costo mínimo
Cv
Ctot
95
Co
sto
x p
ieza
Vc
Costo mínimo
Cf
Cf: Costo de mano de obra, amortizaciones, estructura
Cv: Costo de herramientas

Curvas de costos y
productividad
Costo mínimoCosto x
pieza
96
Productividad
Incremento
Producción máxima
Rango de Vc
optimo
Velocidad de corte Incremento

costo inserto
por filo $20.00 $30.00 $40.00 $50.00 $60.00 $70.00 $80.00 $90.00 $100.00
$0.40 5.1 4.2 3.7 3.5 3.3 3.1 3.0 3.0 2.4
$0.60 6.5 5.1 4.4 4.0 3.7 3.5 3.4 3.3 2.4
$0.80 7.9 6.1 5.2 4.5 4.2 4.0 3.8 3.6 2.4
$1.00 9.3 7.0 5.9 5.0 4.6 4.4 4.1 3.9 2.5
Un minuto de tiempo de cambio de inserto
Tool life del inserto para minimo costo
Costo por hora
Tool Life para maxima produccion = 2.33 min.
Optimización de la vida del filo
97
$1.00 9.3 7.0 5.9 5.0 4.6 4.4 4.1 3.9 2.5
$1.20 10.7 7.9 6.6 5.5 5.0 4.8 4.5 4.2 2.5
$1.40 12.1 8.9 7.4 6.1 5.5 5.3 4.9 4.5 2.5
$1.60 13.5 9.8 8.1 6.6 5.9 5.7 5.3 4.8 2.6
$1.80 14.9 10.7 8.8 7.1 6.3 6.1 5.7 5.1 2.6
$2.00 16.3 11.6 9.5 7.6 6.7 6.5 6.0 5.4 2.6
$2.20 17.7 12.6 10.3 8.1 7.2 7.0 6.4 5.7 2.7
$2.40 19.1 13.5 11.0 8.6 7.6 7.4 6.8 6.1 2.7
$2.60 20.5 14.4 11.7 9.1 8.0 7.8 7.2 6.4 2.7
$2.80 21.9 15.4 12.5 9.6 8.5 8.3 7.6 6.7 2.7
$3.00 23.3 16.3 13.2 10.1 8.9 8.7 7.9 7.0 2.8
$3.20 24.7 17.2 13.9 10.6 9.3 9.1 8.3 7.3 2.8
$3.40 26.1 18.2 14.7 11.2 9.8 9.6 8.7 7.6 2.8
$3.60 27.5 19.1 15.4 11.7 10.2 10.0 9.1 7.9 2.9
$3.80 28.9 20.0 16.1 12.2 10.6 10.4 9.5 8.2 2.9
$4.00 30.3 20.9 16.8 12.7 11.0 10.8 9.8 8.5 2.9
Optimización de la vida del filo
costo inserto
por filo $20.00 $30.00 $40.00 $50.00 $60.00 $70.00 $80.00 $90.00 $100.00
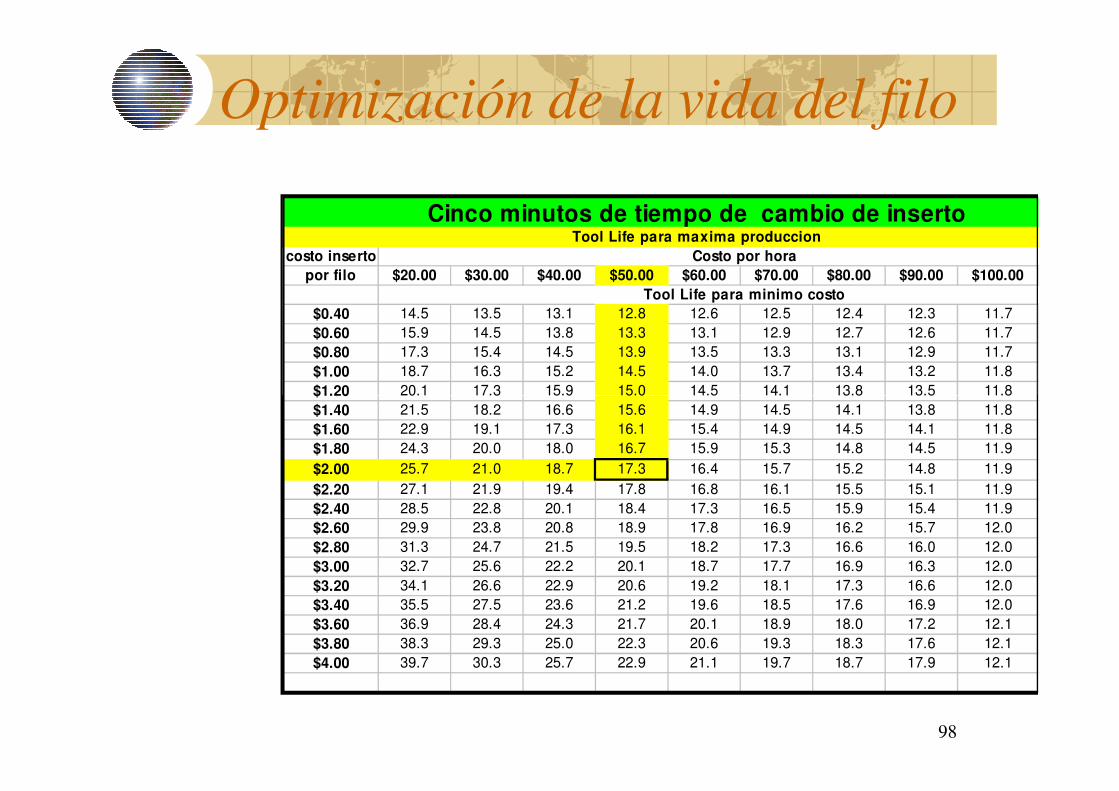
$0.40 14.5 13.5 13.1 12.8 12.6 12.5 12.4 12.3 11.7
$0.60 15.9 14.5 13.8 13.3 13.1 12.9 12.7 12.6 11.7
$0.80 17.3 15.4 14.5 13.9 13.5 13.3 13.1 12.9 11.7
$1.00 18.7 16.3 15.2 14.5 14.0 13.7 13.4 13.2 11.8
$1.20 20.1 17.3 15.9 15.0 14.5 14.1 13.8 13.5 11.8
Cinco minutos de tiempo de cambio de insertoTool Life para maxima produccion
Costo por hora
Tool Life para minimo costo
98
$1.20 20.1 17.3 15.9 15.0 14.5 14.1 13.8 13.5 11.8
$1.40 21.5 18.2 16.6 15.6 14.9 14.5 14.1 13.8 11.8
$1.60 22.9 19.1 17.3 16.1 15.4 14.9 14.5 14.1 11.8
$1.80 24.3 20.0 18.0 16.7 15.9 15.3 14.8 14.5 11.9
$2.00 25.7 21.0 18.7 17.3 16.4 15.7 15.2 14.8 11.9
$2.20 27.1 21.9 19.4 17.8 16.8 16.1 15.5 15.1 11.9
$2.40 28.5 22.8 20.1 18.4 17.3 16.5 15.9 15.4 11.9
$2.60 29.9 23.8 20.8 18.9 17.8 16.9 16.2 15.7 12.0
$2.80 31.3 24.7 21.5 19.5 18.2 17.3 16.6 16.0 12.0
$3.00 32.7 25.6 22.2 20.1 18.7 17.7 16.9 16.3 12.0
$3.20 34.1 26.6 22.9 20.6 19.2 18.1 17.3 16.6 12.0
$3.40 35.5 27.5 23.6 21.2 19.6 18.5 17.6 16.9 12.0
$3.60 36.9 28.4 24.3 21.7 20.1 18.9 18.0 17.2 12.1
$3.80 38.3 29.3 25.0 22.3 20.6 19.3 18.3 17.6 12.1
$4.00 39.7 30.3 25.7 22.9 21.1 19.7 18.7 17.9 12.1

Resumen
• Seleccione la mayor profundidad de corte
(Ap) posible
Maximice
99
• Seleccione el mayor avance (f) posible
• Seleccione la Vc que optimice su costo
Maximice
Optimice

FINFIN
100