tecnologia de corte parte 3
TRANSCRIPT

Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 13 de 37
1. MATERIALES DE LAS PIEZAS ISO P
ACEROS
ISO M
ACEROS INOXIDABLES
ISO K FUNDICIÓN
ISO N NO FERROSOS
ISO S
SUPERALEACIONES TERMORRESISTENTES
ISO H
MATERIALES ENDURECIDOS
El material de la pieza, su grado de dureza, maquinabilidad, determinan sobre todo la elección de la geometría y la calidad de la plaquita.
Determinado el tipo de operación y las condiciones de terminación superficial, podremos elegir la forma, radio de la punta y tamaño de la plaquita. También influye sobre la geometría y calidad de la misma.
Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 14 de 37
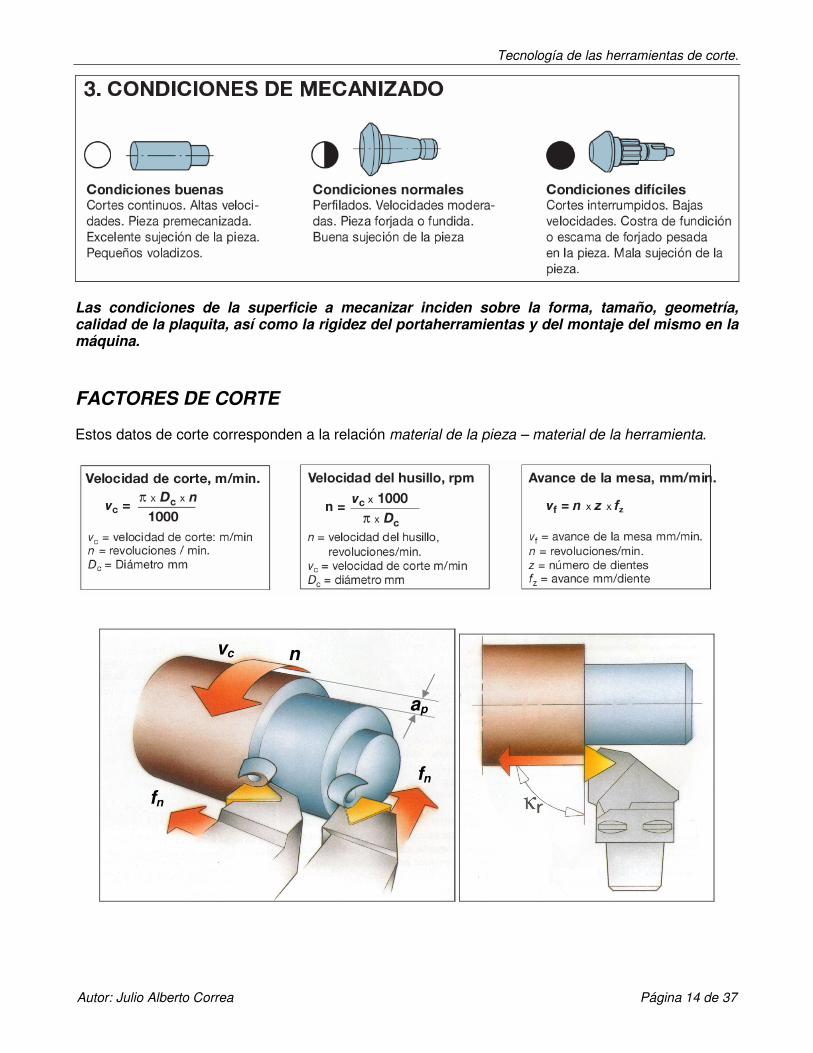
Las condiciones de la superficie a mecanizar inciden sobre la forma, tamaño, geometría, calidad de la plaquita, así como la rigidez del portaherramientas y del montaje del mismo en la máquina.
FACTORES DE CORTE Estos datos de corte corresponden a la relación material de la pieza – material de la herramienta.
vc n
ap
fn fn

Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 15 de 37
La Velocidad de Corte (Vc), o velocidad tangencial, es la velocidad que el material (viruta) tiene sobre la superficie de la herramienta (plaquita). En los modernos tornos con CNC, este valor es constante, lo que implica que la velocidad de rotación del husillo se incrementa a medida que la herramienta se acerca al centro de la pieza. El Avance (fn), es la velocidad de la herramienta en relación a la pieza que está girando. Podríamos decir que es la velocidad de avance del carro, en el caso de los tornos, o de la mesas, en el caso de las fresas. Es de vital importancia para la correcta formación de la viruta, y la terminación superficial de la pieza. La Profundidad de Pasada (ap) [mm], es la semi-diferencia entre el diámetro sin cortar y el cortado.
ap= diámetro no mecanizado – diámetro mecanizado
2 Estos datos podemos encontrarlos en la caja en la cual vienen las plaquitas, o en manuales referidos al tema.
En los torneados también se debe tener en cuenta el ángulo de posición del filo de corte (кr) con
respecto a la superficie de la pieza. Incide directamente en la formación y dirección de la viruta. Sus valores de corte varían desde 45º hasta 95º según el tipo de operación.
GEOMETRÍA DE CORTE Cuando hablamos de geometría de corte, nos referimos específicamente al perfil que la plaquita tiene si la observamos en un corte transversal.
Este labrado que encontramos en la parte superior, es quien provocará el correcto desprendimiento y rotura de la viruta, dependiendo sus formas del tipo de mecanizado al que está destinado el inserto.
Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 16 de 37
Plaquitas negativas
Estas han sido desarrolladas para lograr un torneado de alto rendimiento en los entornos de producción modernos. Las plaquitas están optimizadas exclusivamente para alcanzar los requisitos específicos en las aplicaciones de torneado con unas calidades con las que se logran una acción de corte y una rotura de las virutas adecuadas.
Se utilizan principalmente para operaciones de torneado exterior, desde desbaste hasta acabado. También pueden usarse con grandes ventajas para el mecanizado interior de agujeros grandes. Las plaquitas tienen una forma básica negativa que las dota de unas aristas de corte muy robustas.
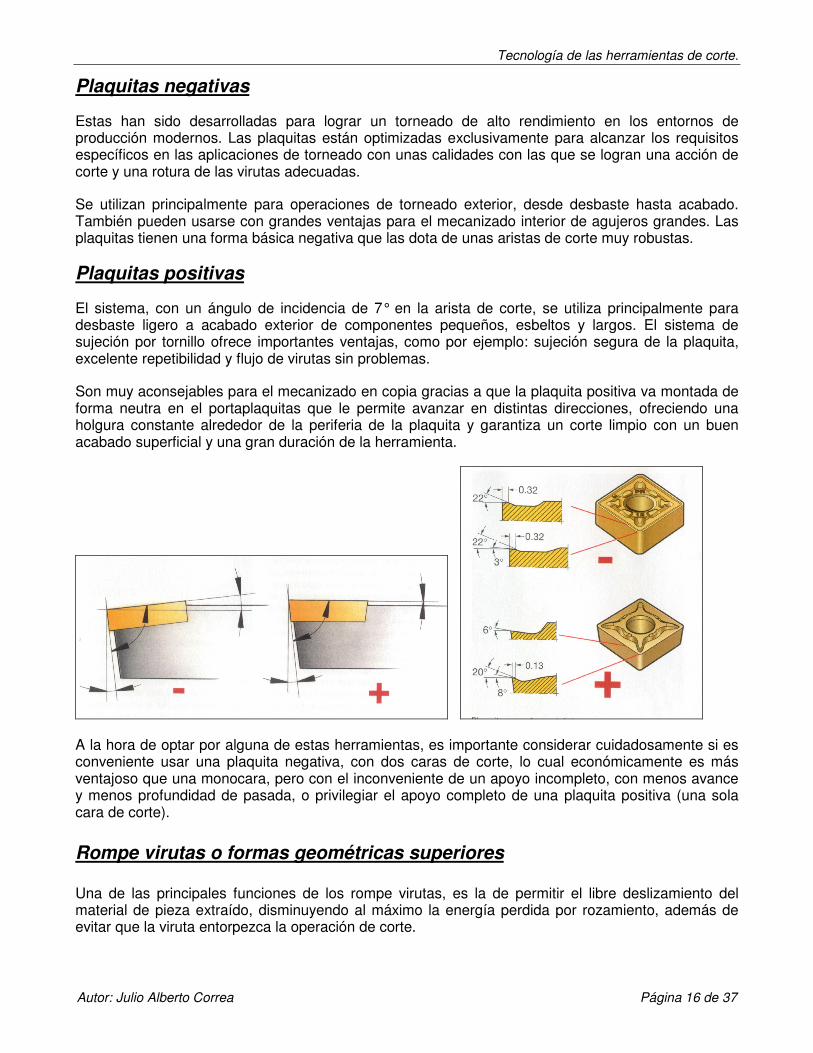
Plaquitas positivas
El sistema, con un ángulo de incidencia de 7° en la arista de corte, se utiliza principalmente para desbaste ligero a acabado exterior de componentes pequeños, esbeltos y largos. El sistema de sujeción por tornillo ofrece importantes ventajas, como por ejemplo: sujeción segura de la plaquita, excelente repetibilidad y flujo de virutas sin problemas.
Son muy aconsejables para el mecanizado en copia gracias a que la plaquita positiva va montada de forma neutra en el portaplaquitas que le permite avanzar en distintas direcciones, ofreciendo una holgura constante alrededor de la periferia de la plaquita y garantiza un corte limpio con un buen acabado superficial y una gran duración de la herramienta.
A la hora de optar por alguna de estas herramientas, es importante considerar cuidadosamente si es conveniente usar una plaquita negativa, con dos caras de corte, lo cual económicamente es más ventajoso que una monocara, pero con el inconveniente de un apoyo incompleto, con menos avance y menos profundidad de pasada, o privilegiar el apoyo completo de una plaquita positiva (una sola cara de corte).
Rompe virutas o formas geométricas superiores Una de las principales funciones de los rompe virutas, es la de permitir el libre deslizamiento del material de pieza extraído, disminuyendo al máximo la energía perdida por rozamiento, además de evitar que la viruta entorpezca la operación de corte.

Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 17 de 37
Con las sofisticadas formas geométricas de hoy, el término rompe virutas ya no describe la contribución de este elemento a los sistemas de insertos. "Geometría superior" es un término más preciso para las muy complejas formas que se ven en la superficie de corte de un inserto moderno.
Aunque el control de virutas aún es una de sus principales funciones, la geometría superior también sirve para reducir las fuerzas de corte. Menores fuerzas representan menos calor, deformación y fricción, incrementando la vida de la herramienta y, a menudo, se mejora el control del tamaño y el terminado de la pieza de trabajo. Quizás el mejor ejemplo de esto es el uso de rompe virutas en insertos de fresado. La selección adecuada del rompe virutas para una aplicación específica es muy importante. Valenite, por ejemplo, tiene 28 rompe virutas diferentes para torneado, desbaste, mecanizado general y acabados. Existen geometrías especiales para algunos metales, como las aleaciones para altas temperaturas y los aceros inoxidables. El rompe virutas Valenite SR es un ejemplo de este tipo de geometría. Tiene una geometría positiva-negativa con un pequeño radio de nariz, quizás de solamente 0.1mm. En este tipo de materiales se necesita una geometría muy fina para realizar cortes suaves y un control de virutas. En muchos casos, se piensa que no se necesitan rompe virutas para ciertos materiales, como el hierro gris y la fundición nodular, porque las virutas se rompen solas. Se utilizan geometrías superiores planas para estos materiales por tener gran resistencia de borde. Sin embargo, a menudo se recomienda el uso de una geometría superior para el hierro fundido y el nodular, con el fin de reducir la fuerza de corte y minimizar la reconstrucción de los filos.
Tecnología de las herramientas de corte.
Autor: Julio Alberto Correa Página 18 de 37
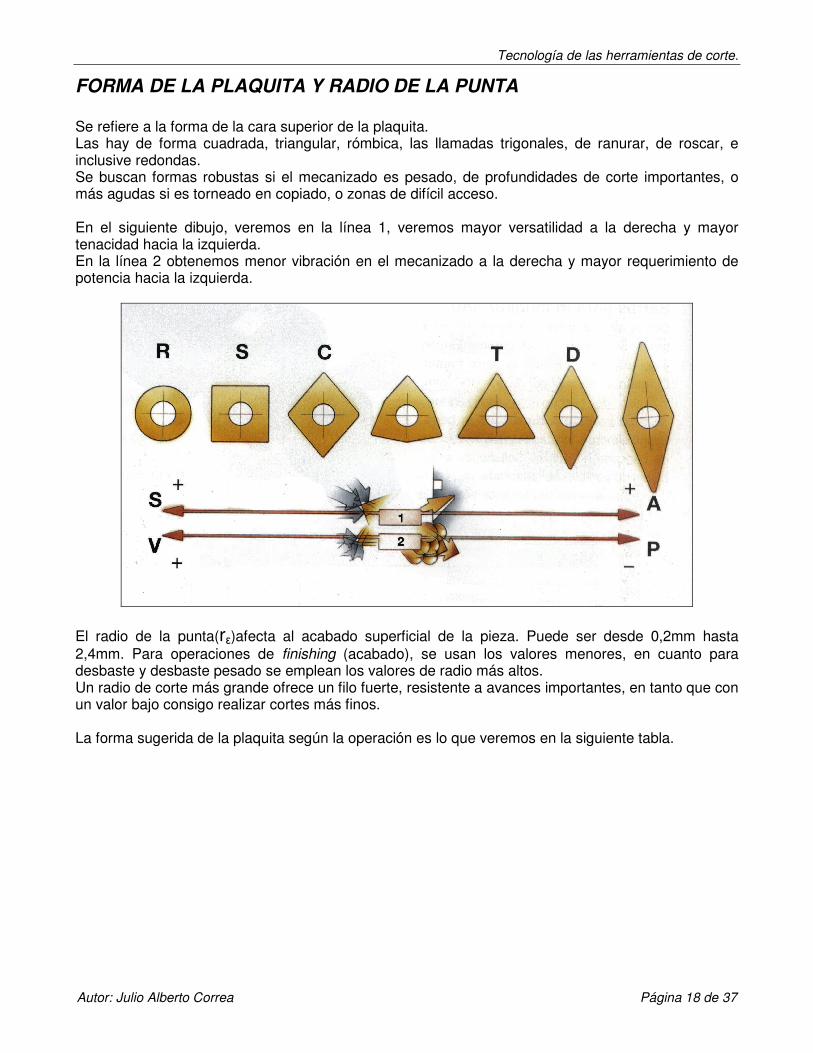
FORMA DE LA PLAQUITA Y RADIO DE LA PUNTA Se refiere a la forma de la cara superior de la plaquita. Las hay de forma cuadrada, triangular, rómbica, las llamadas trigonales, de ranurar, de roscar, e inclusive redondas. Se buscan formas robustas si el mecanizado es pesado, de profundidades de corte importantes, o más agudas si es torneado en copiado, o zonas de difícil acceso. En el siguiente dibujo, veremos en la línea 1, veremos mayor versatilidad a la derecha y mayor tenacidad hacia la izquierda. En la línea 2 obtenemos menor vibración en el mecanizado a la derecha y mayor requerimiento de potencia hacia la izquierda.
El radio de la punta(rε)afecta al acabado superficial de la pieza. Puede ser desde 0,2mm hasta
2,4mm. Para operaciones de finishing (acabado), se usan los valores menores, en cuanto para desbaste y desbaste pesado se emplean los valores de radio más altos. Un radio de corte más grande ofrece un filo fuerte, resistente a avances importantes, en tanto que con un valor bajo consigo realizar cortes más finos. La forma sugerida de la plaquita según la operación es lo que veremos en la siguiente tabla.