separata 4-control estadistico de la producción.docx
TRANSCRIPT
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
1
CONSIDERACIONES RESPECTO AL CONTROL ESTADISTICO DEL PROCESO:
Un poco de historia.
El “Control Estadístico de Procesos” nació a finales de los años 20 en los Bell Laboratories. Su
creador fue W. A. Shewhart, quien en su libro “Economic Control of Quality of Manufactured
Products” (1931) marcó la pauta que seguirían otros discípulos distinguidos (Joseph Juran,
W.E. Deming, etc.). Sobre este libro han pasado más de 70 años y sigue sorprendiendo por
su frescura y actualidad. Resulta admirable el ingenio con el que plantea la resolución de
problemas numéricos pese a las evidentes limitaciones de los medios de cálculo disponibles
en su época.
El problema de la variación:
En la naturaleza no existen dos elementos exactamente iguales, siempre va haber alguna
característica, por muy pequeña, que sea suficiente para diferenciarlas, inclusive dos
hermano gemelos tienen algún detalle que hace que las personas los diferencien, éstas
diferencias es lo que se conoce como variación y es una característica presente en todas las
cosas. Antiguamente cuando un alfarero fabricaba vasos de arcilla los hacía un por uno, es
decir cada vaso fabricado tenía sus propias características individuales porque estaba el
proceso productivo diseñado para un producción individual, obviamente los vasos eran
diferentes por lo que su variación era aun mayor. El problema surge cuando el proceso
productivo cambió de una producción individual a una producción en masa, entonces era
necesario que todos los vasos producidos cumplan con las especificaciones establecidas, es
decir fabricar todos los vasos con un estándar mínimo de aceptación por el cliente, ósea
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
2
procurar que los productos sean iguales en el mayor grado posible, es aquí donde la
variación se convierte en un aspecto importante del proceso productivo, dos productos serán
más iguales en la medida que su variación sea la mínima posible y más iguales significa
hacer que los productos cumplan los estándares mínimos de calidad.
La variación puede ser de dos tipos: Permisible y Excesiva, en el primer caso el producto
satisface los requerimientos ingenieriles (piezas buenas), en el segundo caso cuando va mas
allá de los requerimientos ingenieriles (piezas defectuosas). La variación se puede medir en
función a sus desviaciones, las piezas defectuosas tendrán una mayor desviación que las
piezas no defectuosas.
Un proceso podemos considerarlo como una serie de pasos que hay que dar para obtener un
resultado y en el caso de un proceso productivo, un producto o servicio; cuando en un
proceso productivo la variación es controlada, decimos que el proceso sigue un patrón
estable y las causas que originan la variación se llaman causas comunes, que son causas
presentes en todo proceso productivo y que no se pueden evitar ni mucho menos eliminar;
por otro lado cuando un proceso está sin control es porque ha tenido un cambio impredecible
y las causas que lo originan se denominan causas especiales, que se pueden evitar y hasta
eliminar, éstas causas son debidas a factores relacionados con la manufactura (materia
prima defectuosa, descompostura de un equipo, cambios en los métodos de operación, etc.),
también a factores relacionados a la organización (instrucciones deficientes, falta de entrega
del personal, sistema de apoyo inadecuado, etc.)
Cuando un proceso desarrolla una variación sin control, se deben tomar dos acciones
fundamentales: Primero hay que poner el proceso bajo control (remover causas especiales de
variación a fin que el proceso sea consistente). Segundo, reducir la variación (hacer que el
producto logre la mayor uniformidad posible).
El control estadístico del proceso: CEP
Cuando uno está manejando un automóvil en la carretera, mientras no suceda nada extraño,
uno sigue en su carril desplazándose a una velocidad uniforme, acelerando o desacelerando
según las curvas y desvíos que se presenten, entonces se dice que en el proceso de
conducir está “bajo control estadístico”, es decir el proceso se comporta siguiendo un patrón
consistente y hasta cierto punto bien definido. Si de pronto sucede algo imprevisto como la
pinchadura de una llanta, se atraviesa un animal o un automóvil en sentido contrario invade
su carril, entonces el patrón de manejo varía bruscamente, por lo tanto su patrón en ese
momento no va ser consistente, más ello no significa que no salve el conductor
adecuadamente el obstáculo presentado.
“Un proceso estable (bajo control estadístico) no significa que un producto cumpla con sus
especificaciones (habilidad del proceso), lo único que quiere decir es que el proceso sigue un
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
3
patrón consistente (estabilidad del proceso), Un proceso fuera de control, no significa que un
producto no cumple con las especificaciones, solo que como el patrón no es consistente, no
puede predecirse su comportamiento futuro”.
Siguiendo con el mismo ejemplo podemos ilustrar lo expuesto: Si el conductor e su travesía
demora normalmente dos horas, puede ser que en un día determinado a pesar que conduce
en forma estable, lo puede estar haciendo a baja velocidad por lo que ese día arribará a su
destino en un tiempo mayor al previsto, por lo que no habrá cubierto el requerimiento
esperado, sin embargo otro día lo puede hacer a mayor velocidad, invadiendo posiblemente
el carril contrario, sorteando las curvas con mayor grado de dificultad y temeridad, lo cual
hace que el acto de conducir se salga del patrón establecido, sin embargo cumple con el
requerimiento de llegar por lo máximo en dos horas
En todo proceso hay que procurar cumplir tres metas:
1) Poner y/o conservar el proceso “bajo control estadístico” para proveer su
comportamiento futuro (estabilidad del proceso).
2) Lograra que todos los productos sean conforme con las especificaciones (habilidad
del proceso).
3) Lograr que sean cada vez más los productos que estén más cerca el valor meta
(calidad de clase mundial)
Entonces a la luz de lo expuesto podemos decir que el CEP viene hacer actividades de
vigilancia que se llevan a cabo a lo largo de todo el proceso de producción con base a
métodos estadísticos, y que nos va a permitir: diagnosticar si la variación está controlada o
está fuera de control, diagnosticar las causas de variación e identificar las áreas de
mejoramiento.
El problema de la calidad
“Un producto y/o servicio tiene calidad en la medida en que el uso del artículo y/o servicio
que el cliente ha comprado y/o ha adquirido, lo deja satisfecho”
En cuanto a la concepción de la calidad existen dos enfoques complementarios: Primero, la
calidad en un concepto tradicional es solo cumplir con las especificaciones, ello da como
resultado que los productos sean diferentes entre sí, en mayor o menor medida. Segundo, es
el enfoque de la calidad total, que se caracteriza por ser un proceso consistente y de
variación mínima, lo cual da como resultado productos cada vez más homogéneos y de
mayor calidad.
Fue E. Deming quien planteó las bases para lograr la calidad total a través del proceso de
mejoramiento continuo.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
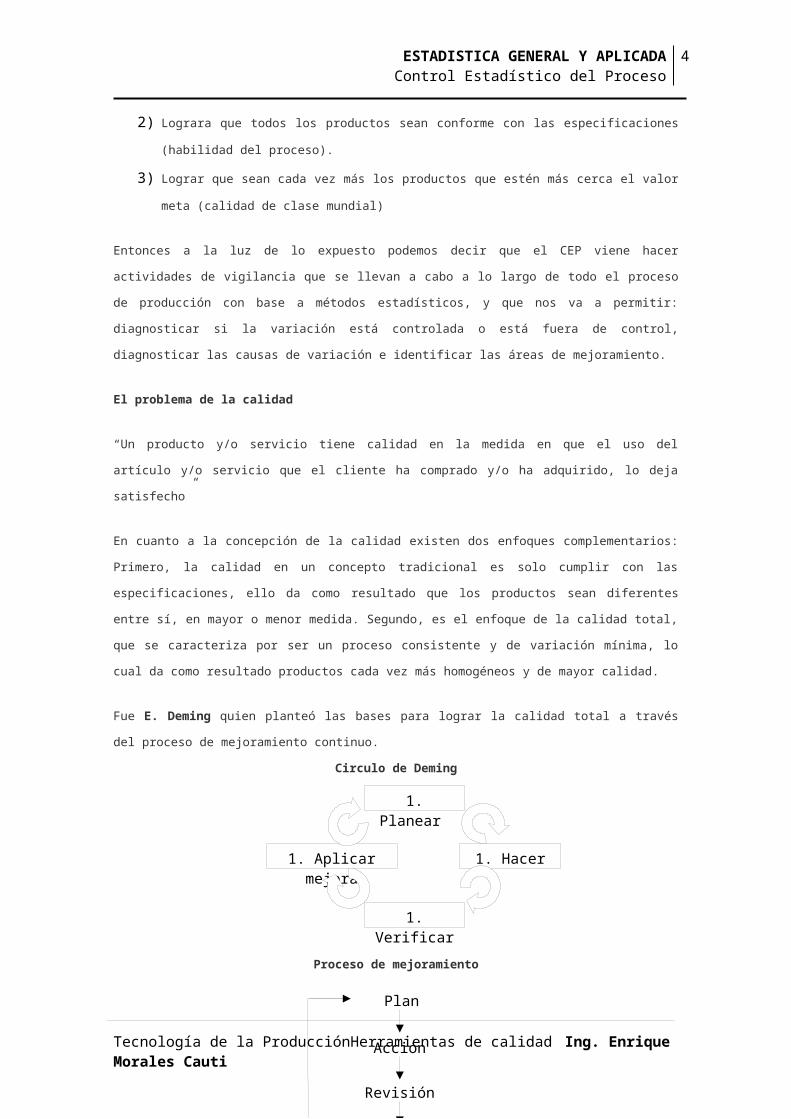
1. Planear
1. Hacer
1. Verificar
1. Aplicar mejora
Plan
Acción
Revisión
Resultados
PositivoNegativo
Establecer procedimientos
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
4
Circulo de Deming
Proceso de mejoramiento
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
5
LA MEJORA CONTINUA – DIAGRAMA DE PARETO
El proceso de Mejora Continua busca alcanzar la excelencia en todos los campos: las
capacidades del personal, la eficiencia en el uso de de los recursos, las relaciones con los
clientes y entre los miembros de la organización, y todo otro aspecto que pueda mejorarse
en una organización y que pueda traducirse como una mejora de la calidad del producto
o servicio ofrecido.
Tal proceso de Mejora Continua requiere que se cumplan determinadas condiciones que
favorezcan su desarrollo:
Apoyo en la gestión.
Feedback (retroalimentación) y revisión de los pasos en cada proceso.
Claridad en la responsabilidad de cada acto realizado.
Poder para el trabajador (Empowerment).
Forma tangible de realizar las mediciones de los resultados de cada proceso.
Así las cosas, alcanzar los mejores resultados no es labor de un día, sino que es un proceso
progresivo en el que no deberían haber retrocesos, siendo deseable mejorar un poco día a
día tomándolo como hábito y no dejar las cosas tal como están, teniendo altibajos.
Un rendimiento irregular no permite predecir los resultados de la organización porque los
datos no son fiables ni homogéneos.
Al momento de detectar un problema la respuesta y la solución han de ser inmediatas,
evitando demoras que podrían originar consecuencias desastrosas.
La mejora continua implica tanto la implantación de un Sistema como el aprendizaje continuo
de la organización, el seguimiento de una filosofía de gestión, y la participación activa de
todo las personas.
Por ello, es muy recomendable que la mejora continua sea vista como una actividad
sostenible en el tiempo y regular y no como un arreglo rápido frente a un problema en
particular.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
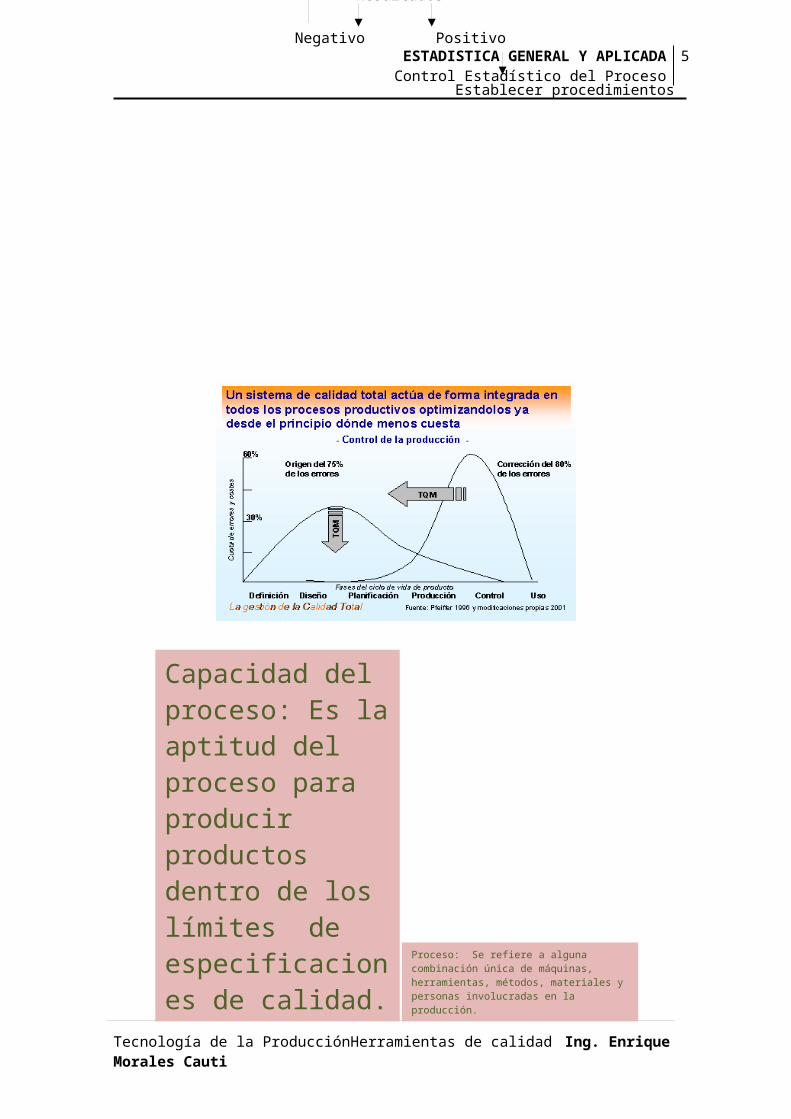
Capacidad del proceso: Es la aptitud del proceso para producir productos dentro de los límites de especificaciones de calidad.
Proceso: Se refiere a alguna combinación única de máquinas, herramientas, métodos, materiales y personas involucradas en la producción.
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
6
Para apoyar el proceso de la mejora continua existen diversas herramientas, algunas de
las cuales ya han sido tratadas en anteriores entradas de este mismo blog. Seguidamente se
comentan los aspectos más relevantes del Diagrama de Pareto.
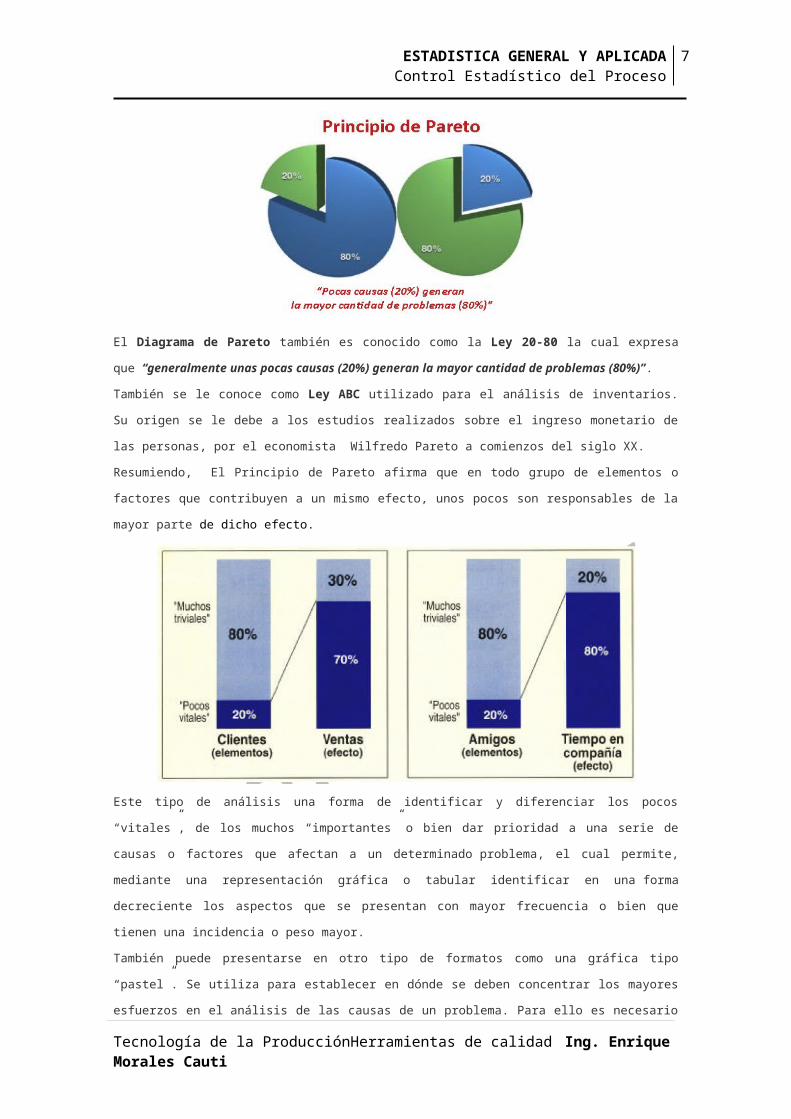
El Diagrama de Pareto también es conocido como la Ley 20-80 la cual expresa
que “generalmente unas pocas causas (20%) generan la mayor cantidad de
problemas (80%)”.
También se le conoce como Ley ABC utilizado para el análisis de inventarios.
Su origen se le debe a los estudios realizados sobre el ingreso monetario de las personas, por
el economista Wilfredo Pareto a comienzos del siglo XX.
Resumiendo, El Principio de Pareto afirma que en todo grupo de elementos o factores que
contribuyen a un mismo efecto, unos pocos son responsables de la mayor parte de dicho
efecto.
Este tipo de análisis una forma de identificar y diferenciar los pocos “vitales”, de los muchos
“importantes” o bien dar prioridad a una serie de causas o factores que afectan a un
determinado problema, el cual permite, mediante una representación gráfica o tabular
identificar en una forma decreciente los aspectos que se presentan con mayor frecuencia o
bien que tienen una incidencia o peso mayor.
También puede presentarse en otro tipo de formatos como una gráfica tipo “pastel”. Se
utiliza para establecer en dónde se deben concentrar los mayores esfuerzos en el análisis de
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
7
las causas de un problema. Para ello es necesario contar con datos, muchos de los cuales
pueden obtenerse mediante el uso de una Hoja de Inspección.
TIPOS DE DIAGRAMA DE PARETO:
Existen dos tipos de diagramas de Pareto:
1. Diagramas de fenómenos. Se utilizan para determinar cuál es el principal
problema que origina el resultado no deseado. Estos problemas pueden ser de
calidad, coste, entrega, seguridad u otros.
2. Diagramas de causas. Se emplean para, una vez encontrados los problemas
importantes, descubrir cuáles son las causas más relevantes que los producen.
BENEFICIOS DEL DIAGRAMA DE PARETO:
Es el primer paso para la realización de mejoras.
Canaliza los esfuerzos hacia los “pocos vitales”’.
Ayuda a priorizar y a señalar la importancia de cada una de las áreas de oportunidad.
Se aplica en todas las situaciones en donde se pretende efectuar una mejora, en
cualquiera de los componentes de la calidad del producto o servicio.
Permite la comparación entre antes y después, ayudando a cuantificar el impacto de
las acciones tomadas para lograr mejoras.
Promueve el trabajo en equipo ya que se requiere la participación de todos los
individuos relacionados con el área para analizar el problema, obtener Información y
llevar a cabo acciones para su solución.
ELABORACIÓN DEL DIAGRAMA DE PARETO:
Para elaborar el Diagrama de Pareto se ordena la lista de causas, productos o clientes en
forma decreciente (Mayor a menor) de acuerdo a la frecuencia con que se presentó cada una
de las causas o bien el volumen de ventas por clientes o por productos. Es importante se
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
8
haga en una misma unidad de medida cuando se trata de productos o clientes. Lo más
conveniente es en valor monetario.
Seguidamente se calcula el porcentaje individual de cada categoría, dividiendo el valor de
cada una por el total de las causas o productos.
El paso siguiente consiste en calcular el porcentaje acumulado, sumando en orden
decreciente los porcentajes de cada uno de los rubros en forma acumulada.
Para categorizar los valores obtenidos se aplica la siguiente regla: aquellos ítems que se
encuentren dentro del valor acumulado hasta el 80% se denominan A. Los siguientes ítems
que pasen de 80,001% hasta el 95% se denominan B y al resto hasta completar el 100% se
denomina C. Esto es lo que se conoce como Ley ABC o Ley 20-80, ya que
aproximadamente el 20% de las causas en estudio generan el 80% del total de los efectos.
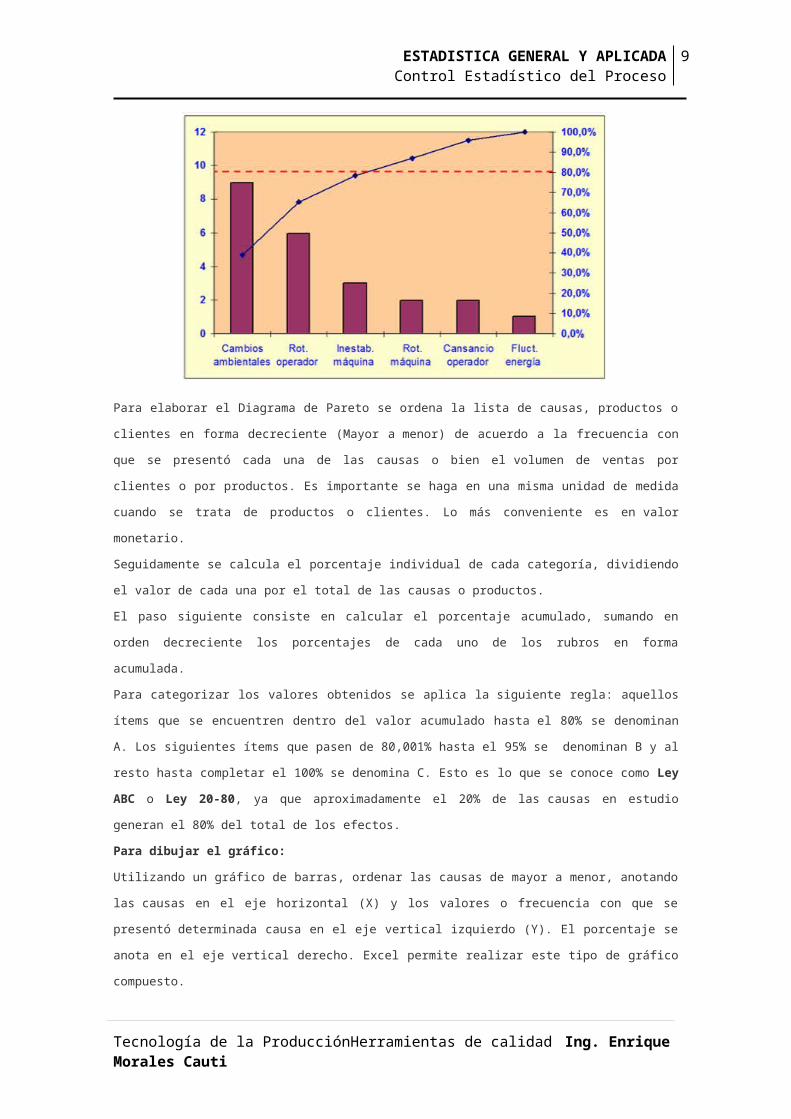
Para dibujar el gráfico:
Utilizando un gráfico de barras, ordenar las causas de mayor a menor, anotando las causas
en el eje horizontal (X) y los valores o frecuencia con que se presentó determinada causa en
el eje vertical izquierdo (Y). El porcentaje se anota en el eje vertical derecho. Excel permite
realizar este tipo de gráfico compuesto.
Recomendaciones:
Definir el período de tiempo a evaluar.
Establecer la unidad de medida (costo, frecuencia, porcentaje, tiempo, etc.).
Seleccionar al personal adecuado para recopilar datos.
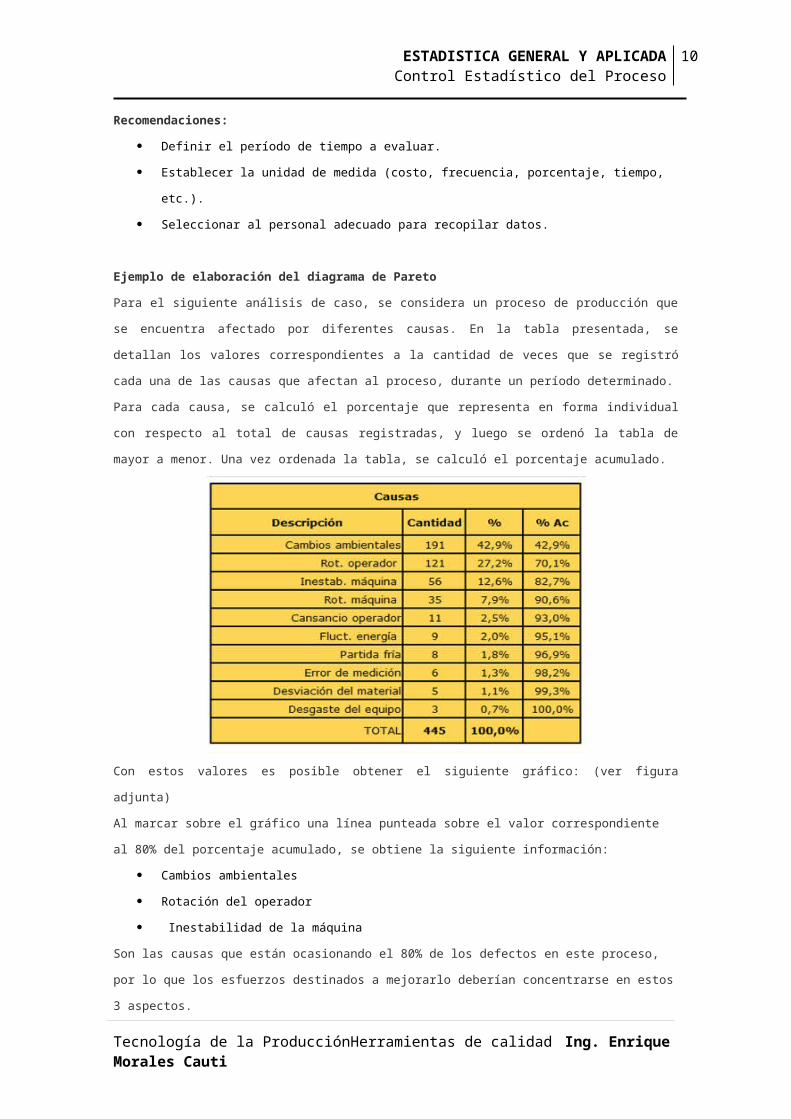
Ejemplo de elaboración del diagrama de Pareto
Para el siguiente análisis de caso, se considera un proceso de producción que se encuentra
afectado por diferentes causas. En la tabla presentada, se detallan los valores
correspondientes a la cantidad de veces que se registró cada una de las causas que afectan
al proceso, durante un período determinado.
Para cada causa, se calculó el porcentaje que representa en forma individual con respecto al
total de causas registradas, y luego se ordenó la tabla de mayor a menor. Una vez ordenada
la tabla, se calculó el porcentaje acumulado.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
9
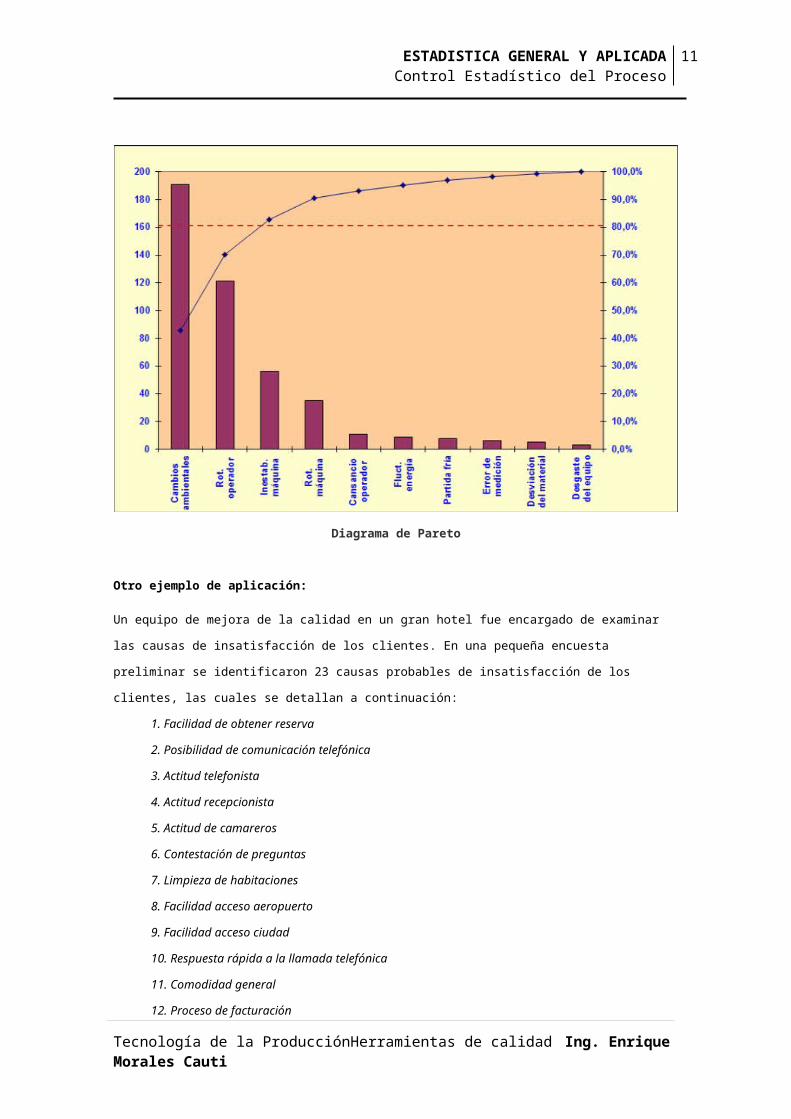
Con estos valores es posible obtener el siguiente gráfico: (ver figura adjunta)
Al marcar sobre el gráfico una línea punteada sobre el valor correspondiente al 80% del
porcentaje acumulado, se obtiene la siguiente información:
Cambios ambientales
Rotación del operador
Inestabilidad de la máquina
Son las causas que están ocasionando el 80% de los defectos en este proceso, por lo que los
esfuerzos destinados a mejorarlo deberían concentrarse en estos 3 aspectos.
Diagrama de Pareto
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
10
Otro ejemplo de aplicación:
Un equipo de mejora de la calidad en un gran hotel fue encargado de examinar las causas de
insatisfacción de los clientes. En una pequeña encuesta preliminar se identificaron 23 causas
probables de insatisfacción de los clientes, las cuales se detallan a continuación:
1. Facilidad de obtener reserva
2. Posibilidad de comunicación telefónica
3. Actitud telefonista
4. Actitud recepcionista
5. Actitud de camareros
6. Contestación de preguntas
7. Limpieza de habitaciones
8. Facilidad acceso aeropuerto
9. Facilidad acceso ciudad
10. Respuesta rápida a la llamada telefónica
11. Comodidad general
12. Proceso de facturación
13. Respuesta a reclamaciones
14. Informaciones turísticas
15. Tiempo de espera en recepción
16. Tiempo de espera en restaurante
17. Limpieza jardín
18. Limpieza hall
19. Calidad comida restaurante
20. Calidad servicio en habitaciones
21. Actitud personal de servicio
22. Limpieza piscina
23. Satisfacción general
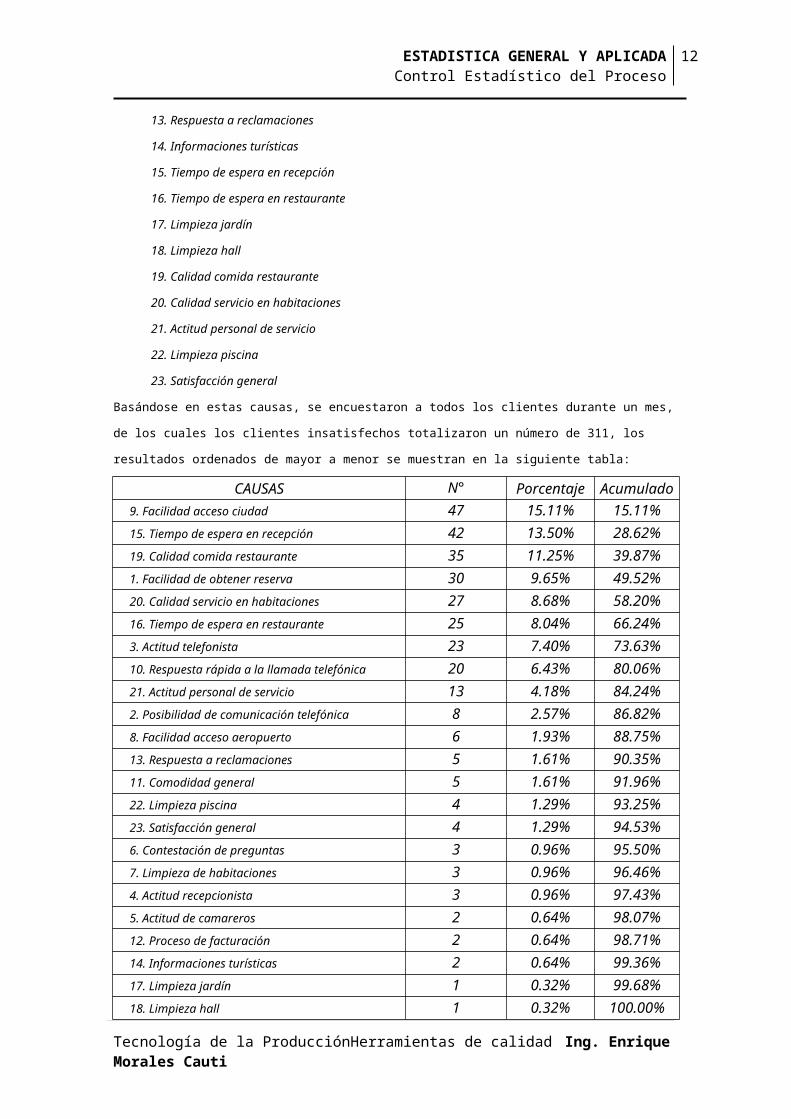
Basándose en estas causas, se encuestaron a todos los clientes durante un mes, de los
cuales los clientes insatisfechos totalizaron un número de 311, los resultados ordenados de
mayor a menor se muestran en la siguiente tabla:
CAUSAS N° encuestados Porcentaje Acumulado9. Facilidad acceso ciudad 47 15.11% 15.11%15. Tiempo de espera en recepción 42 13.50% 28.62%19. Calidad comida restaurante 35 11.25% 39.87%1. Facilidad de obtener reserva 30 9.65% 49.52%20. Calidad servicio en habitaciones 27 8.68% 58.20%16. Tiempo de espera en restaurante 25 8.04% 66.24%3. Actitud telefonista 23 7.40% 73.63%10. Respuesta rápida a la llamada telefónica 20 6.43% 80.06%21. Actitud personal de servicio 13 4.18% 84.24%
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
11
2. Posibilidad de comunicación telefónica 8 2.57% 86.82%8. Facilidad acceso aeropuerto 6 1.93% 88.75%13. Respuesta a reclamaciones 5 1.61% 90.35%11. Comodidad general 5 1.61% 91.96%22. Limpieza piscina 4 1.29% 93.25%23. Satisfacción general 4 1.29% 94.53%6. Contestación de preguntas 3 0.96% 95.50%7. Limpieza de habitaciones 3 0.96% 96.46%4. Actitud recepcionista 3 0.96% 97.43%5. Actitud de camareros 2 0.64% 98.07%12. Proceso de facturación 2 0.64% 98.71%14. Informaciones turísticas 2 0.64% 99.36%17. Limpieza jardín 1 0.32% 99.68%18. Limpieza hall 1 0.32% 100.00%
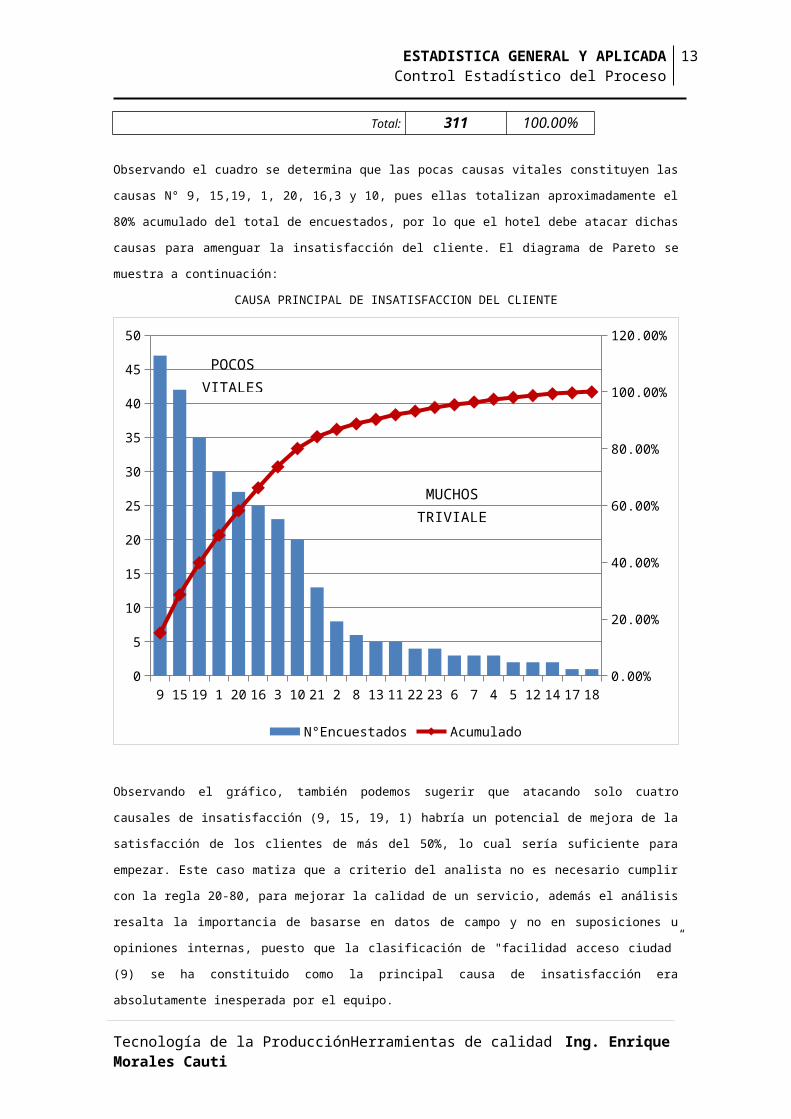
Total: 311 100.00%
Observando el cuadro se determina que las pocas causas vitales constituyen las causas N° 9,
15,19, 1, 20, 16,3 y 10, pues ellas totalizan aproximadamente el 80% acumulado del total de
encuestados, por lo que el hotel debe atacar dichas causas para amenguar la insatisfacción
del cliente. El diagrama de Pareto se muestra a continuación:
CAUSA PRINCIPAL DE INSATISFACCION DEL CLIENTE
9 15 19 1 20 16 3 10 21 2 8 13 11 22 23 6 7 4 5 12 14 17 180
5
10
15
20
25
30
35
40
45
50
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
N°Encuestados Acumulado
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
POCOS VITALES
MUCHOS TRIVIALES
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
12
Observando el gráfico, también podemos sugerir que atacando solo cuatro causales de
insatisfacción (9, 15, 19, 1) habría un potencial de mejora de la satisfacción de los clientes de
más del 50%, lo cual sería suficiente para empezar. Este caso matiza que a criterio del
analista no es necesario cumplir con la regla 20-80, para mejorar la calidad de un servicio,
además el análisis resalta la importancia de basarse en datos de campo y no en suposiciones
u opiniones internas, puesto que la clasificación de "facilidad acceso ciudad” (9) se ha
constituido como la principal causa de insatisfacción era absolutamente inesperada por el
equipo.
FINALMENTE PODEMOS CONCLUIR EN RELACION A LOS GRAFICOS DE PARETO:
La herramienta está fuertemente relacionada con los gráficos de gestión y control, per
débilmente relacionada con la Hojas de comprobación y recogida de datos, así como con la
tormenta de ideas.
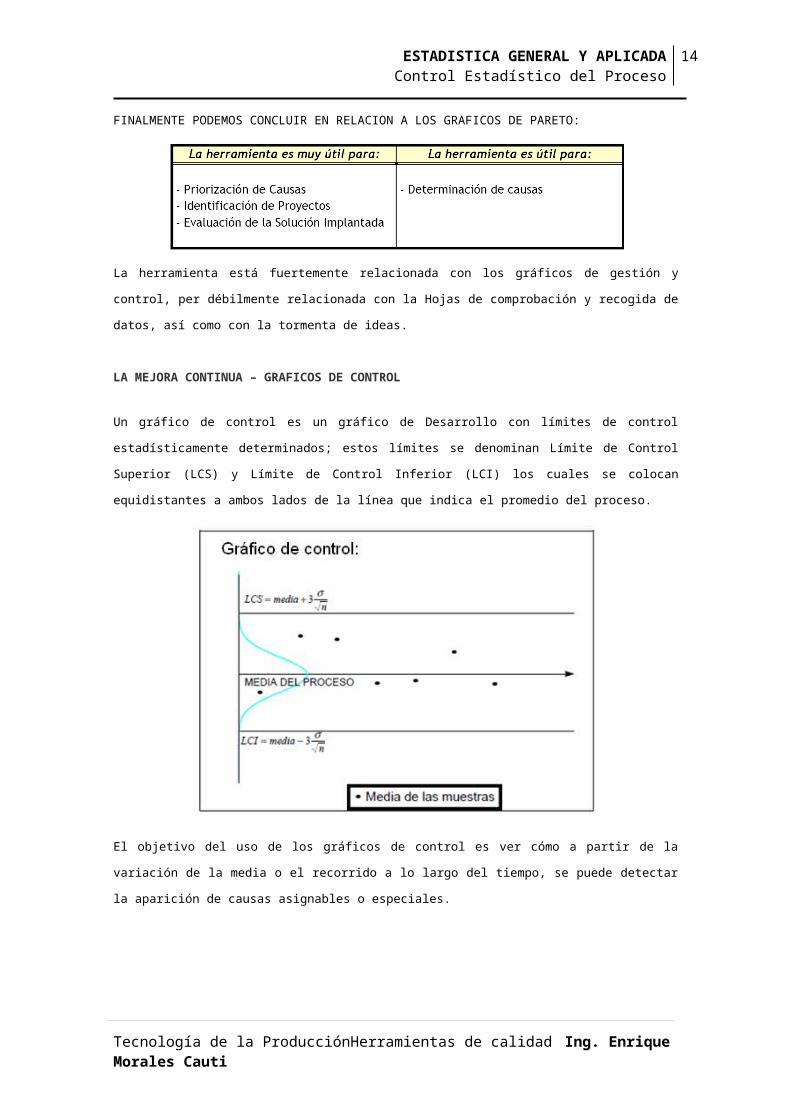
LA MEJORA CONTINUA – GRAFICOS DE CONTROL
Un gráfico de control es un gráfico de Desarrollo con límites de control estadísticamente
determinados; estos límites se denominan Límite de Control Superior (LCS) y Límite de
Control Inferior (LCI) los cuales se colocan equidistantes a ambos lados de la línea que indica
el promedio del proceso.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
13
El objetivo del uso de los gráficos de control es ver cómo a partir de la variación de la media
o el recorrido a lo largo del tiempo, se puede detectar la aparición de causas asignables o
especiales.
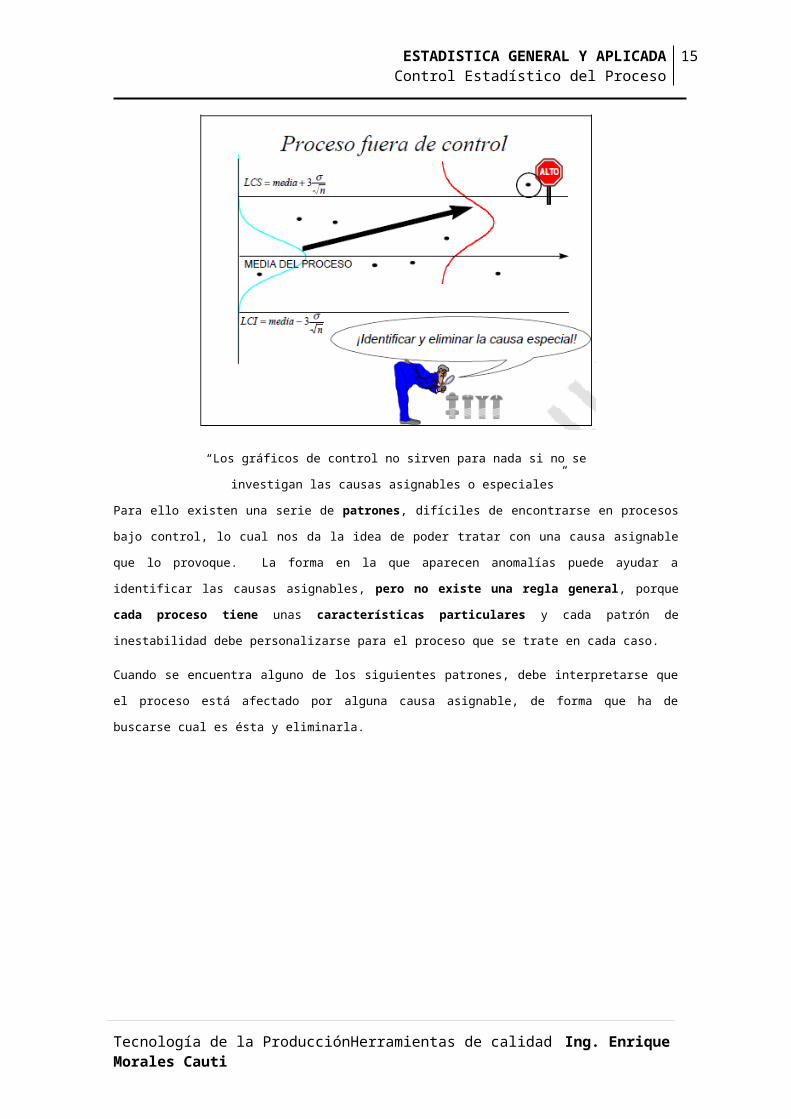
“Los gráficos de control no sirven para nada si no se investigan
las causas asignables o especiales”
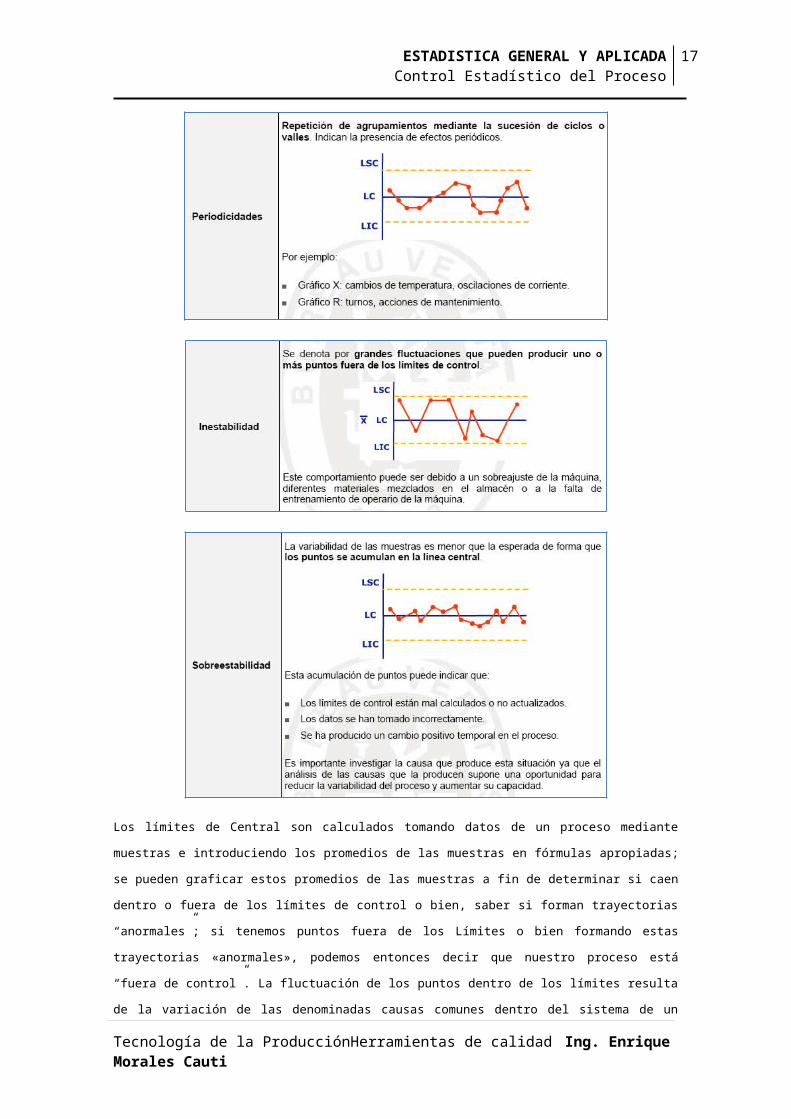
Para ello existen una serie de patrones, difíciles de encontrarse en procesos bajo control, lo
cual nos da la idea de poder tratar con una causa asignable que lo provoque. La forma en la
que aparecen anomalías puede ayudar a identificar las causas asignables, pero no existe
una regla general, porque cada proceso tiene unas características particulares y
cada patrón de inestabilidad debe personalizarse para el proceso que se trate en cada caso.
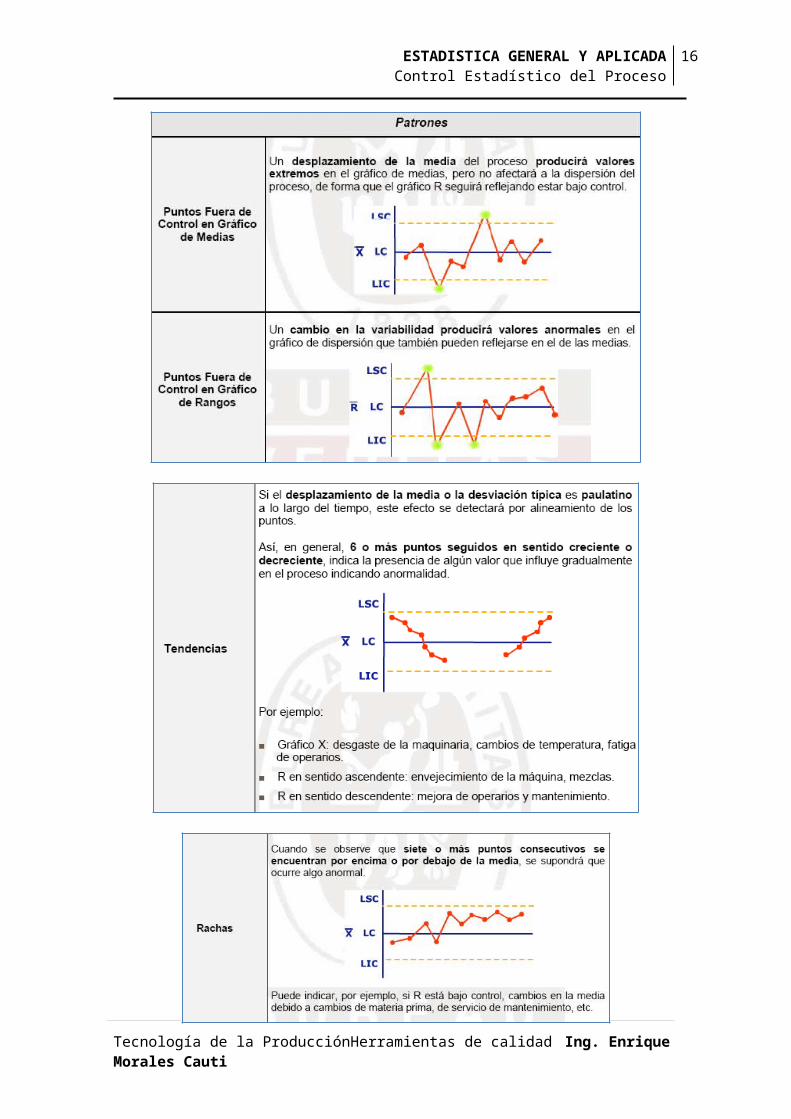
Cuando se encuentra alguno de los siguientes patrones, debe interpretarse que el proceso
está afectado por alguna causa asignable, de forma que ha de buscarse cual es ésta y
eliminarla.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
14
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
15
Los límites de Central son calculados tomando datos de un proceso mediante muestras e
introduciendo los promedios de las muestras en fórmulas apropiadas; se pueden graficar
estos promedios de las muestras a fin de determinar si caen dentro o fuera de los límites de
control o bien, saber si forman trayectorias “anormales”; si tenemos puntos fuera de los
Límites o bien formando estas trayectorias «anormales», podemos entonces decir que
nuestro proceso está “fuera de control”. La fluctuación de los puntos dentro de los límites
resulta de la variación de las denominadas causas comunes dentro del sistema de un
proceso, por ejemplo el diseño, tipo de máquina, mantenimiento preventivo, etc., y que
solamente pueden ser afectadas cambiando ese sistema. En caso de tener puntos fuera de
los límites de control o bien formando ciertas trayectorias “anormales”, podemos entonces
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
16
decir que estos son originados por causas especiales o asignables, por ejemplo errores del
personal, cambio en el lote de material, desgaste de herramienta de trabajo, etc. y que no
son parte de la forma normal de operar del proceso y que deben de ser eliminados antes de
que el gráfico de control sea utilizado como una herramienta de monitoreo. Una vez hecho
esto, el proceso estaría “en control” y las muestras pueden ser tomadas a intervalos
regulares para asegurar que el proceso no cambie fundamentalmente.
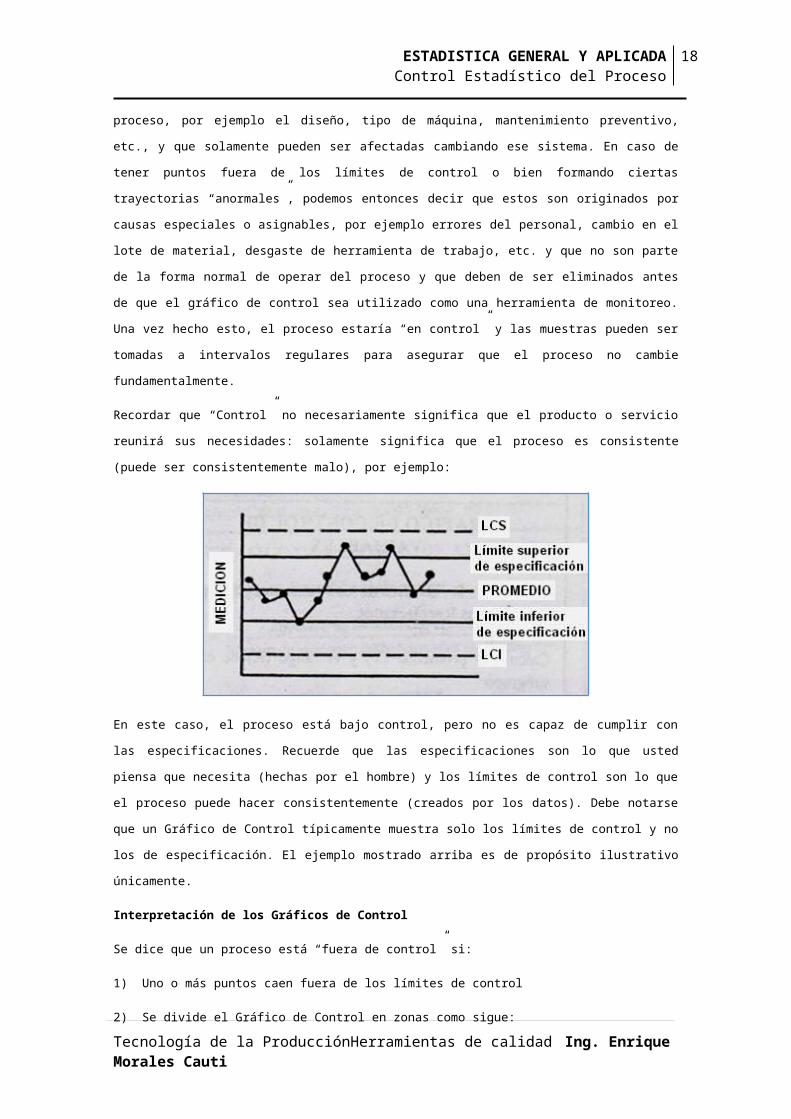
Recordar que “Control” no necesariamente significa que el producto o servicio reunirá sus
necesidades: solamente significa que el proceso es consistente (puede ser consistentemente
malo), por ejemplo:
En este caso, el proceso está bajo control, pero no es capaz de cumplir con las
especificaciones. Recuerde que las especificaciones son lo que usted piensa que necesita
(hechas por el hombre) y los límites de control son lo que el proceso puede hacer
consistentemente (creados por los datos). Debe notarse que un Gráfico de Control
típicamente muestra solo los límites de control y no los de especificación. El ejemplo mos-
trado arriba es de propósito ilustrativo únicamente.
Interpretación de los Gráficos de Control
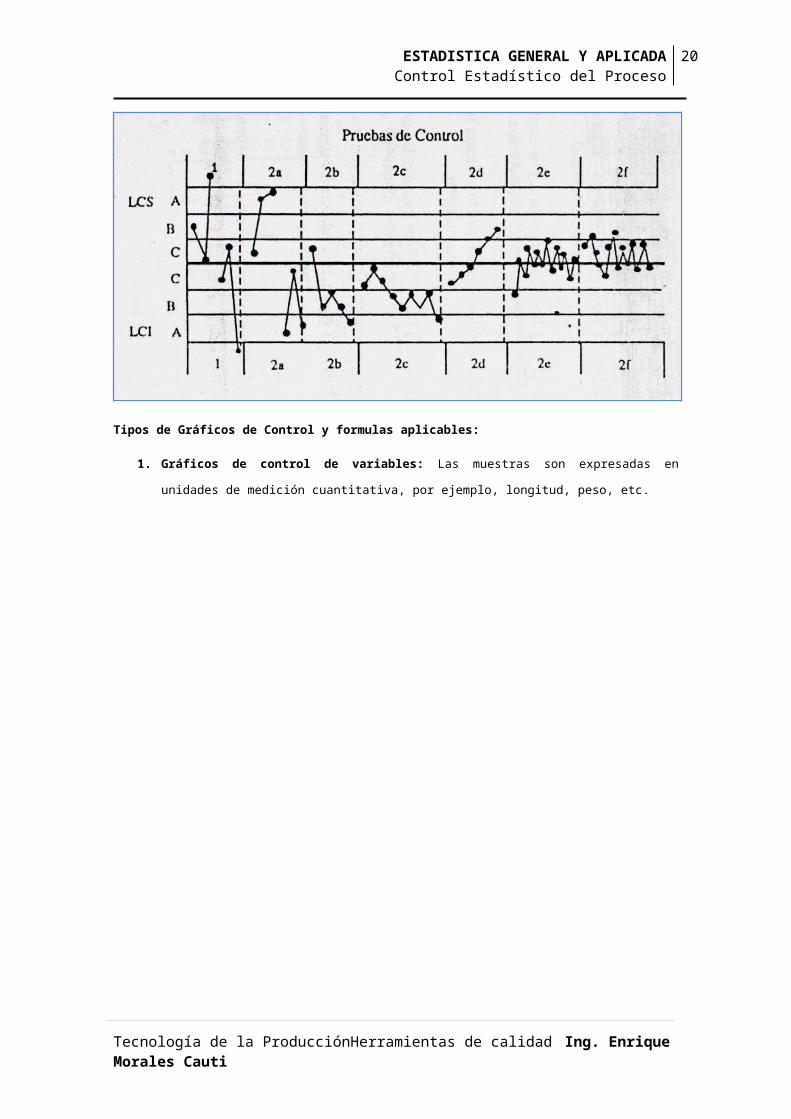
Se dice que un proceso está “fuera de control” si:
1) Uno o más puntos caen fuera de los límites de control
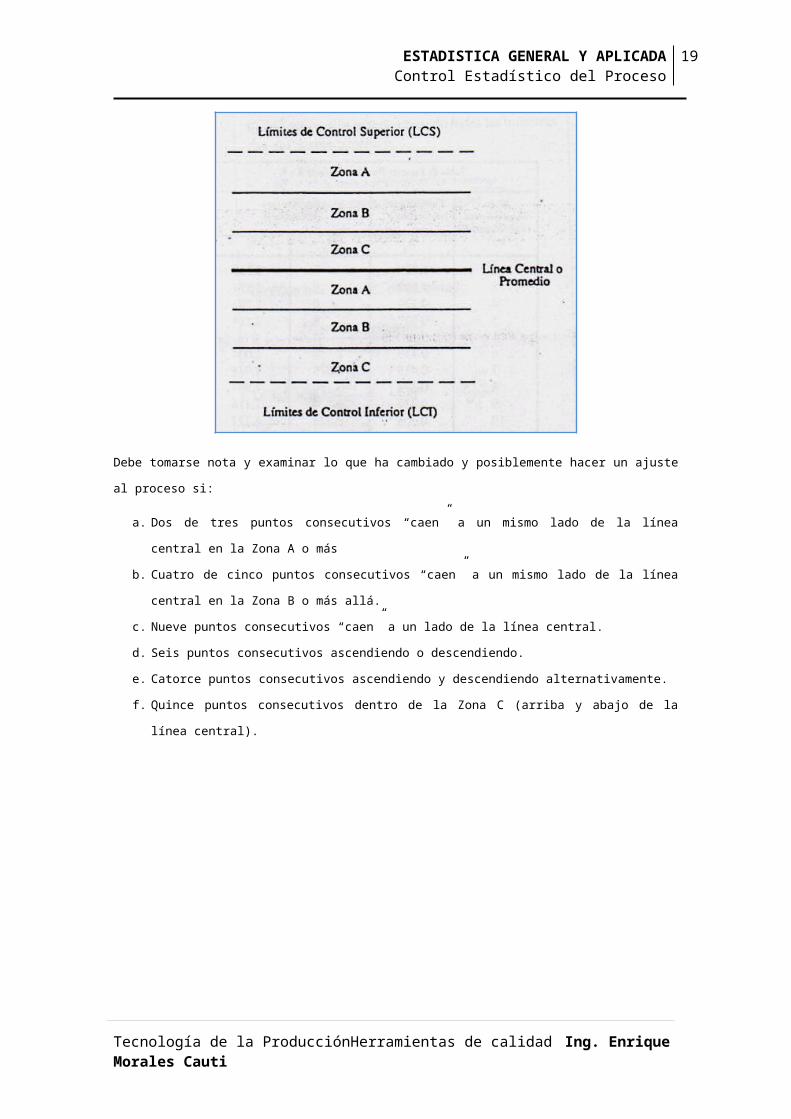
2) Se divide el Gráfico de Control en zonas como sigue:
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
17
Debe tomarse nota y examinar lo que ha cambiado y posiblemente hacer un ajuste al
proceso si:
a. Dos de tres puntos consecutivos “caen” a un mismo lado de la línea central en la Zona
A o más
b. Cuatro de cinco puntos consecutivos “caen” a un mismo lado de la línea central en la
Zona B o más allá.
c. Nueve puntos consecutivos “caen” a un lado de la línea central.
d. Seis puntos consecutivos ascendiendo o descendiendo.
e. Catorce puntos consecutivos ascendiendo y descendiendo alternativamente.
f. Quince puntos consecutivos dentro de la Zona C (arriba y abajo de la línea central).
Tipos de Gráficos de Control y formulas aplicables:
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
18
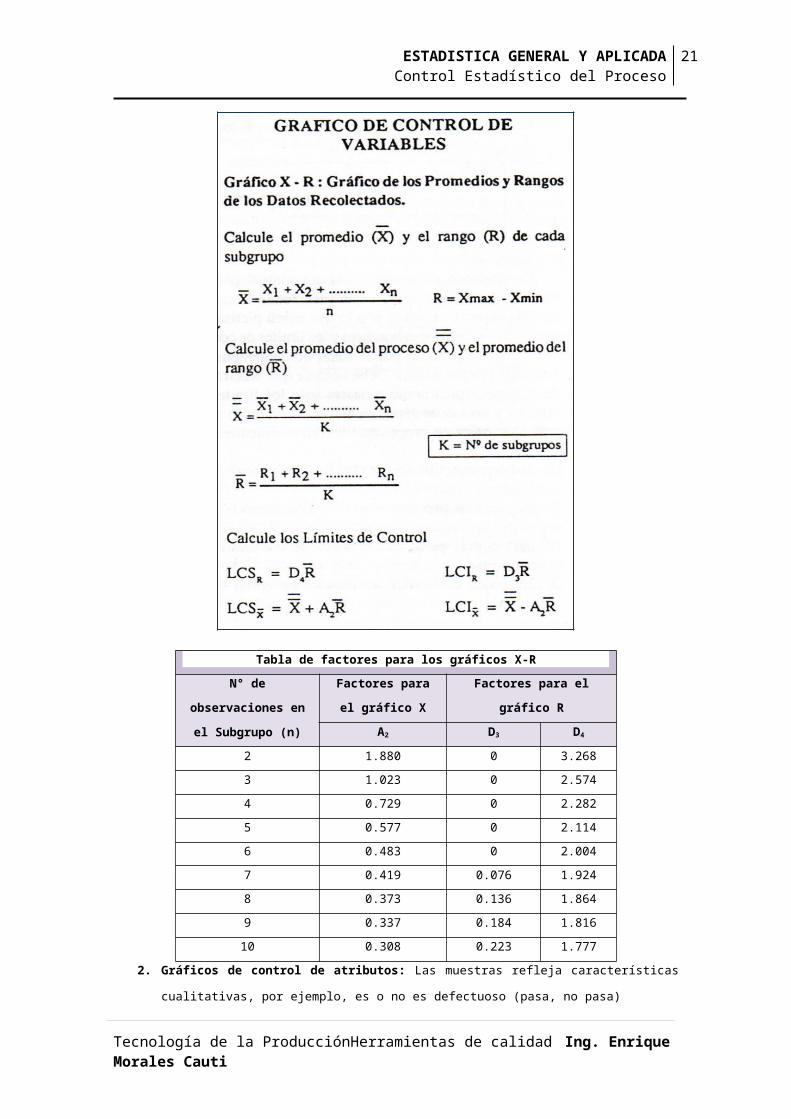
1. Gráficos de control de variables: Las muestras son expresadas en unidades de
medición cuantitativa, por ejemplo, longitud, peso, etc.
Tabla de factores para los gráficos X-R
N° de
observaciones en
el Subgrupo (n)
Factores para el
gráfico X
Factores para el
gráfico R
A2 D3 D4
2 1.880 0 3.268
3 1.023 0 2.574
4 0.729 0 2.282
5 0.577 0 2.114
6 0.483 0 2.004
7 0.419 0.076 1.924
8 0.373 0.136 1.864
9 0.337 0.184 1.816
10 0.308 0.223 1.777
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
19
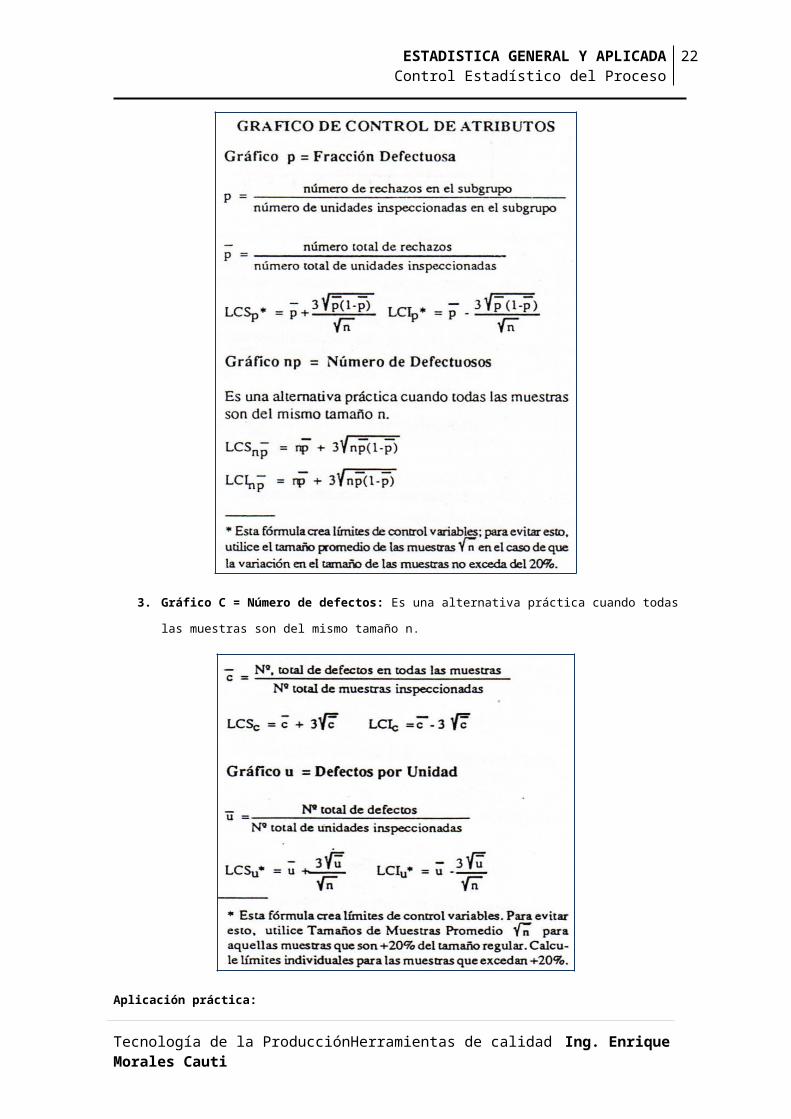
2. Gráficos de control de atributos: Las muestras refleja características cualitativas,
por ejemplo, es o no es defectuoso (pasa, no pasa)
3. Gráfico C = Número de defectos: Es una alternativa práctica cuando todas las
muestras son del mismo tamaño n.
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
20
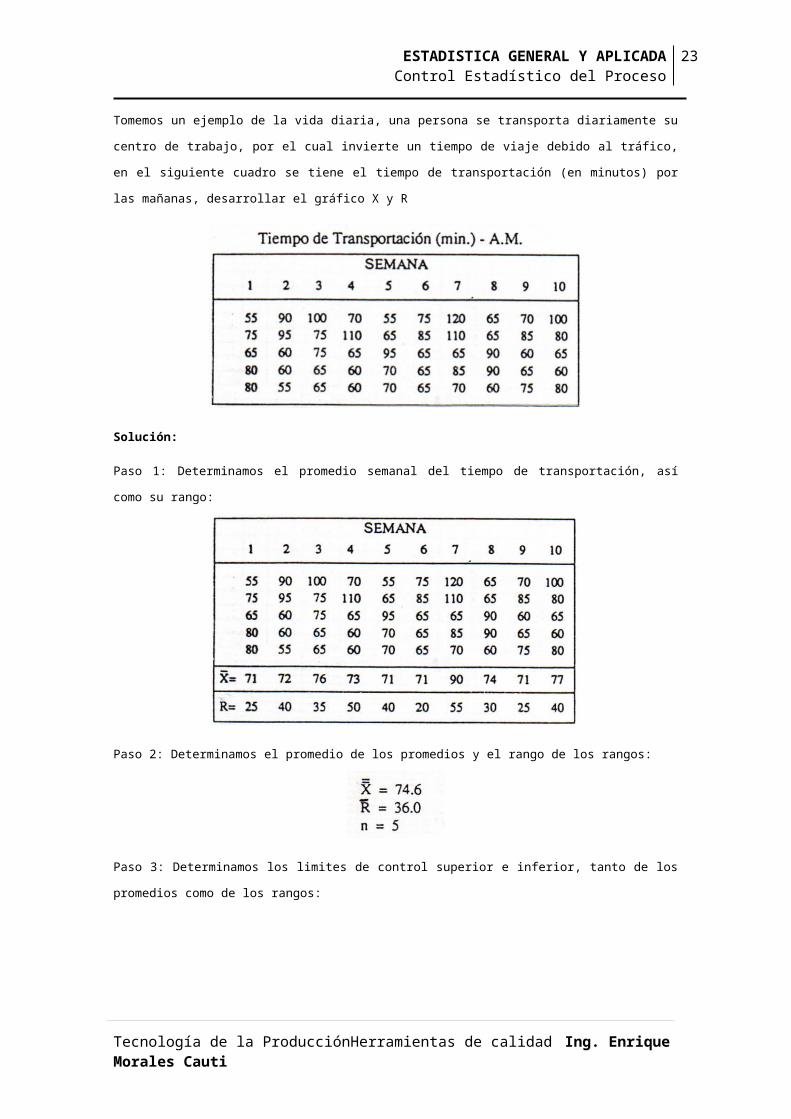
Aplicación práctica:
Tomemos un ejemplo de la vida diaria, una persona se transporta diariamente su centro de
trabajo, por el cual invierte un tiempo de viaje debido al tráfico, en el siguiente cuadro se
tiene el tiempo de transportación (en minutos) por las mañanas, desarrollar el gráfico X y R
Solución:
Paso 1: Determinamos el promedio semanal del tiempo de transportación, así como su rango:
Paso 2: Determinamos el promedio de los promedios y el rango de los rangos:
Paso 3: Determinamos los limites de control superior e inferior, tanto de los promedios como
de los rangos:
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
21
Paso 4: Graficamos los diagramas X y R:
Recomendaciones:
Los límites de control superior e inferior DEBEN ser calculados estadísticamente. No los
confunda con los límites de especificaciones técnicas ya que éstos están basados en los
requerimientos del producto.
La administración controla la variación natural entre los límites de control.
Los datos deben de ser registrados en la secuencia en que son obtenidos de otra forma no
serían útiles. No cambie el proceso mientras esté obteniendo los datos; éstos deben reflejar
la situación real del proceso.
TAREA FINAL DE TECNOLOGIA DE LA PRODUCCION
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
22
Criterios de evaluación:
Grupos de 03 personas Presentar la tarea impresa en folder manila A4 el día 09 de diciembre a las 16:30
horas Resolver utilizando el software Excel o cálculo manual.
PROBLEMAS PROPUESTOS:
1. Un gran almacén, que registraba elevados costes por hurtos, encargó a un grupo de
trabajo resolver el problema. Como el almacén disponía de varias plantas y ofrecía
mercancía de naturaleza muy diferente, el equipo decidió empezar las investigaciones
recogiendo datos sobre los costes por hurtos en varias secciones y realizar un Análisis
de Pareto. (6P)
2. En una empresa textil se desea analizar el número de defectos en los tejidos que
fabrica. En el siguiente gráfico e Pareto se muestran los factores (tipo de tela) que se
han identificado como causantes de los mismos así como el número de defectos
asociado a ellos; Analizar e interpretar con la finalidad de reducir el porcentaje de
defectuosos. (4P)
3. Una empresa alimentaria se dedica, en una de sus plantas, a la fabricación de paté de
finas hierbas. El paté se vende en tarrinas de 200 g. El equipo de control de calidad
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti
ESTADISTICA GENERAL Y APLICADAControl Estadístico del Proceso
23
decide comenzar un estudio para ver el estado de control del proceso, para ello, se
extraen cuatro tarrinas de la línea de producción en intervalos de 10 minutos
registrando el peso. Graficar e interpretar los diagramas X – R. Los datos figuran a
continuación(6P)
4. Analizar ambos gráficos e indicar que es o que se puede concluir sobre el proceso
productivo: (4P)
Tecnología de la Producción Herramientas de calidad Ing. Enrique Morales Cauti