selecciÓn de un modelo matemÁtico para … · 2.2 componentes organoazufrados presentes en el...
TRANSCRIPT
REPORTE
PROYECTO NO. 20071553
SIMULACION DINAMICA DE UN REACTOR DE HDS CON EVAPORACION DE COMPUESTOS AZUFRADOS DE GASOLEOS
DR. MANUEL DE JESUS MACIAS HERNANDEZ
ÍNDICE
Resumen
Introducción. (Fundamentación, objetivos, método de trabajo, contenido)
Capitulo I. Generalidades. 1.1 Hidrotratamiento.
1.2 Proceso de Hidrodesulfuración.
1.2.1 Objetivos del proceso de hidrodesulfuración.
1.2.2 Reacciones del Proceso de HDS.
1.3 Reactores para la Hidrodesulfuración.
1.3.1 Reactor de Cama fija.
1.3.2 Reactor de Goteo.
1.3.3 Régimen de Flujo en un Reactor de Goteo.
1.3.4 Ventajas y Desventajas del Reactor de Goteo.
1.4 Catalizadores para el Proceso de Hidrodesulfuración.
1.4.1 Características de los catalizadores.
1.4.2 Tamaño y Forma del Catalizador.
1.5 Vaporización de diesel en una planta piloto.
Capitulo II. Análisis de los Componentes Organoazufrados presentes en una carga de Diesel. 2.1 Tipos de Cargas.
2.1.1 Propiedades Físicas y Químicas.

2.2 Componentes Organoazufrados Presentes en el Crudo.
2.2.1 Mecanismo del proceso de Hidrodesulfuración.
2.3 Hidrodesulfuración del Dibenzotiofeno.
2.4 Curvas de Destilación.
Capitulo III. Simulación del Reactor de HDS con Vaporización. Condiciones de operación industrial
Tipos de modelos termodinámico
3.1 Simulación de Procesos
Diagrama de secuencia de alimentación de datos para el calculo
Diagrama y nombramiento de las líneas reactor
Capitulo IV. Análisis de Resultados. Graficas comparativas Bibliografía.
Programa del Simulador de Hidrodesulfuración.
GENERALIDADES DEL PROCESO DE HIDRODESULFURACIÓN.
1.1 Hidrotratamiento.
“La calidad del aire urbano está directamente relacionada con la calidad de
los combustibles utilizados. Por esta razón con frecuencia los entes reguladores
del medio ambiente utilizan como estrategia para mantener o mejorar la calidad
del aire, fijar por ley o resolución, las especificaciones de calidad mínima para los
combustibles. Los estándares sobre calidad del aire se refieren a las
concentraciones máximas de dióxido de azufre (SO2), óxidos de nitrógeno (NOx),
material particulado, monóxido de carbono (CO) y oxidantes fotoquímicos-ozono
(O3)”.1
“En cualquier proceso de combustión donde el combustible utilizado
contiene azufre este se transforma casi totalmente en óxidos de azufre SO2 y SO3,
con el primero de ellos representando entre el 95%-98% del total”.2
“La protección ambiental contra la polución por emisiones de SOx y NOx
establece la necesidad de refinar las fracciones de petróleo antes de su uso en
combustibles. El proceso de refinación involucra el hidrotratamiento (HDT)
catalítico, el cual se define como el contacto de una fracción del crudo con el
hidrógeno, en presencia de un catalizador y bajo condiciones de operación
adecuadas (alta presión entre 50 - 200 bar y temperaturas entre 300 y 700 K), con
el fin de prepararla para una conversión posterior y mejorar su calidad”. 3
“En el proceso de hidrotratamiento (HDT) tienen lugar principalmente
reacciones de hidrogenación de compuestos insaturados y reacciones de
hidrogenólisis de los enlaces carbono-heteroátomos (azufre, metales o metaloides,
nitrógeno y oxígeno). El conjunto de reacciones complejas que designa el HDT
comprende los procesos de hidrodesulfurización (HDS), hidrodesmetalización
1 Pinzón C. Ma. Helena, et. al, Nuevos Catalizadores para Eliminación Profunda de Azufre de Fracciones del Petróleo, Recuperado de: www.estrucplan.com.ar/Producciones/Entrega.asp?identrega=735, el 12/09/07 2 Idem 3 Idem
(HDM), hidrodesnitrogenación (HDN), hidrodesoxigenación (HDO),
hidrodesaromatización (HDA), hidrogenación de compuestos olefínicos (HID) y
reacciones de ruptura catalítica o hidrocraqueo (HCK)”.4
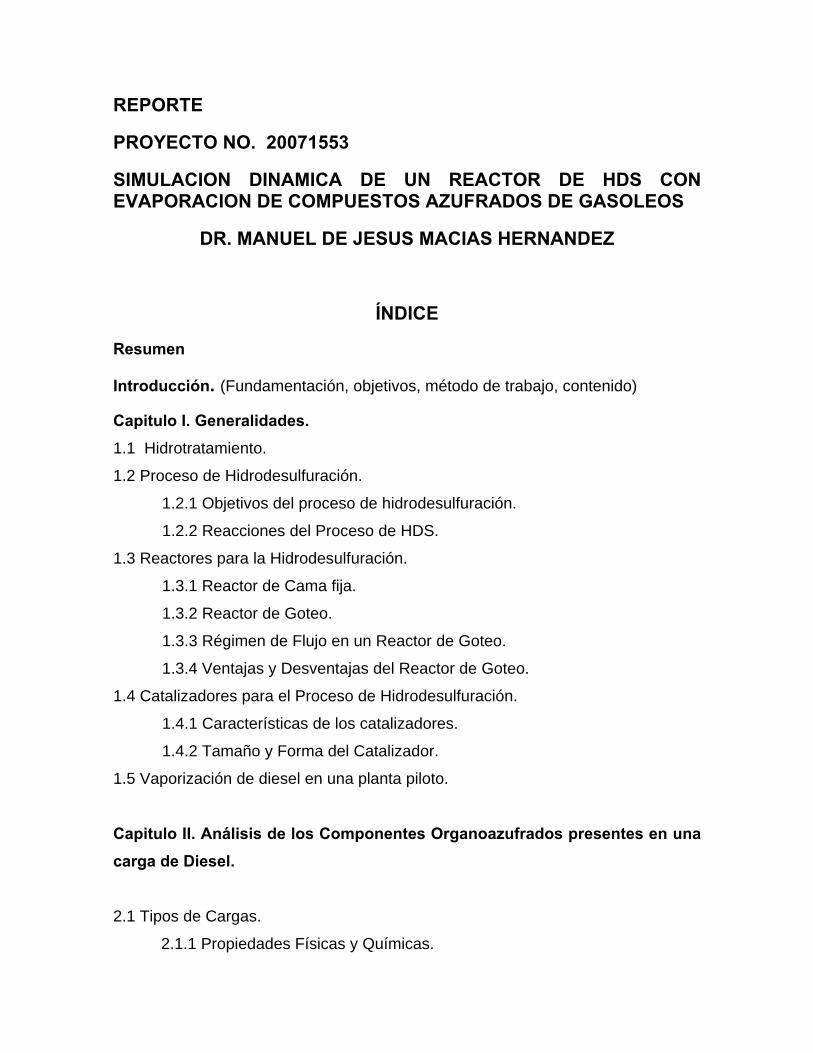
En el siguiente esquema se muestra la utilización del proceso de
Hidrotratamiento en la industria de la refinación. Figura 1.1.
4 Idem
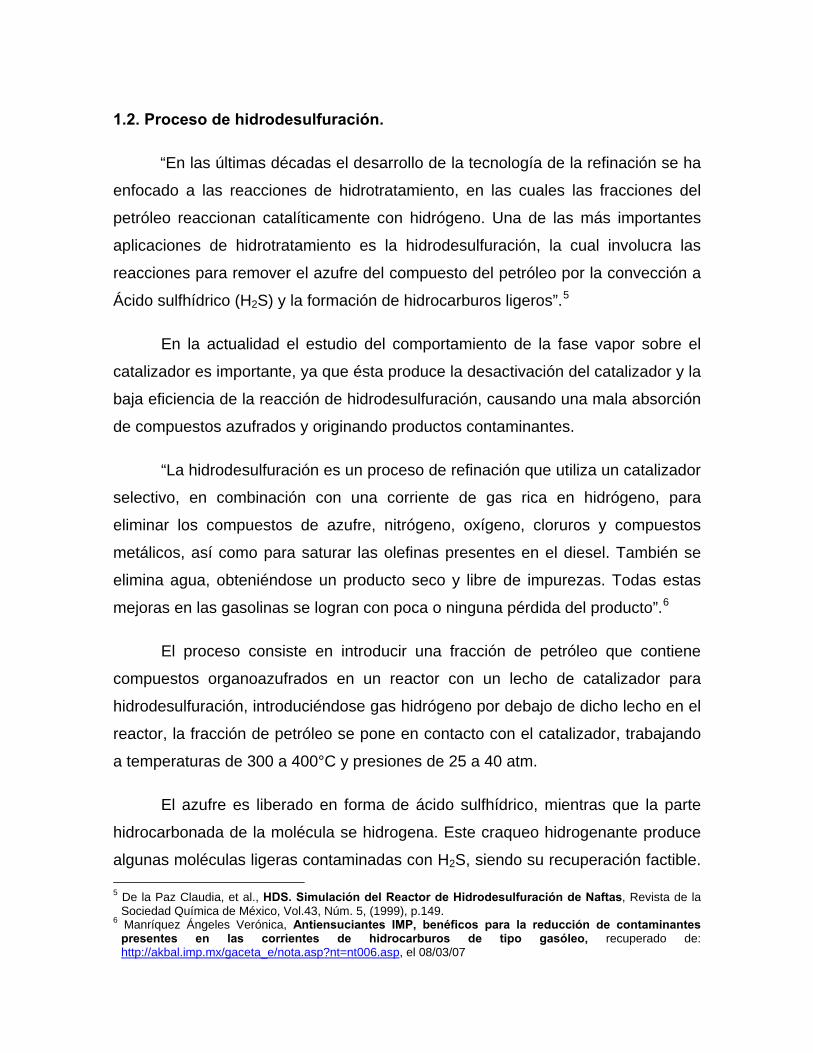
1.2. Proceso de hidrodesulfuración.
“En las últimas décadas el desarrollo de la tecnología de la refinación se ha
enfocado a las reacciones de hidrotratamiento, en las cuales las fracciones del
petróleo reaccionan catalíticamente con hidrógeno. Una de las más importantes
aplicaciones de hidrotratamiento es la hidrodesulfuración, la cual involucra las
reacciones para remover el azufre del compuesto del petróleo por la convección a
Ácido sulfhídrico (H2S) y la formación de hidrocarburos ligeros”.5
En la actualidad el estudio del comportamiento de la fase vapor sobre el
catalizador es importante, ya que ésta produce la desactivación del catalizador y la
baja eficiencia de la reacción de hidrodesulfuración, causando una mala absorción
de compuestos azufrados y originando productos contaminantes.
“La hidrodesulfuración es un proceso de refinación que utiliza un catalizador
selectivo, en combinación con una corriente de gas rica en hidrógeno, para
eliminar los compuestos de azufre, nitrógeno, oxígeno, cloruros y compuestos
metálicos, así como para saturar las olefinas presentes en el diesel. También se
elimina agua, obteniéndose un producto seco y libre de impurezas. Todas estas
mejoras en las gasolinas se logran con poca o ninguna pérdida del producto”.6
El proceso consiste en introducir una fracción de petróleo que contiene
compuestos organoazufrados en un reactor con un lecho de catalizador para
hidrodesulfuración, introduciéndose gas hidrógeno por debajo de dicho lecho en el
reactor, la fracción de petróleo se pone en contacto con el catalizador, trabajando
a temperaturas de 300 a 400°C y presiones de 25 a 40 atm.
El azufre es liberado en forma de ácido sulfhídrico, mientras que la parte
hidrocarbonada de la molécula se hidrogena. Este craqueo hidrogenante produce
algunas moléculas ligeras contaminadas con H2S, siendo su recuperación factible. 5 De la Paz Claudia, et al., HDS. Simulación del Reactor de Hidrodesulfuración de Naftas, Revista de la
Sociedad Química de México, Vol.43, Núm. 5, (1999), p.149. 6 Manríquez Ángeles Verónica, Antiensuciantes IMP, benéficos para la reducción de contaminantes
presentes en las corrientes de hidrocarburos de tipo gasóleo, recuperado de: http://akbal.imp.mx/gaceta_e/nota.asp?nt=nt006.asp, el 08/03/07

Además del efecto desulfurante, el tratamiento con hidrógeno admite incrementar
la estabilidad del producto por saturación de los hidrocarburos olefínicos.
La figura 1.2 representa la manera de cómo el azufre se separa de los
componentes organosulfurados, separando como gas el H2S.
Fig. No.1.2 Ilustración esquemática del proceso de HDS. Tomada de: L. S. Byskov, Hydrodesulfurization catalysts – a theoretical study, Phd thesis, Technical University of
Denmark, 1999.
1.2.1. Objetivos del Proceso de hidrodesulfuración.
El tratamiento de cargas del petróleo con hidrogeno para remover
compuestos organosulfurados, se lleva a cabo con los siguientes objetivos:
• Pretratamiento de las cargas para prevenir la contaminación con
azufre en el catalizador.
• Desulfuración de fracciones de petróleo como son: turbosina,
diesel, combustóleo y residuos, para prevenir la contaminación
atmosférica, debido a la combustión de los hidrocarburos que
contienen azufre ya que es la principal fuente de formación de SO2
en la atmósfera.
• Tratamiento de la gasolina para proporcionar el endulzamiento y
estabilización de los productos.
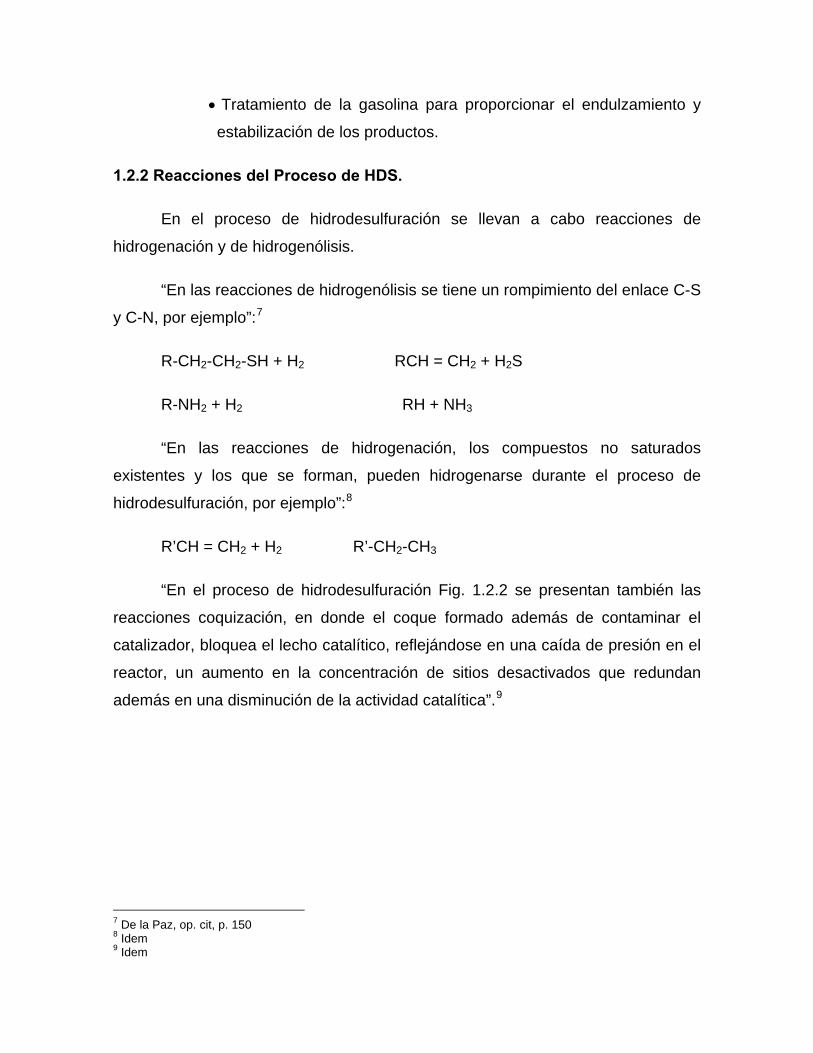
1.2.2 Reacciones del Proceso de HDS.
En el proceso de hidrodesulfuración se llevan a cabo reacciones de
hidrogenación y de hidrogenólisis.
“En las reacciones de hidrogenólisis se tiene un rompimiento del enlace C-S
y C-N, por ejemplo”:7
R-CH2-CH2-SH + H2 RCH = CH2 + H2S
R-NH2 + H2 RH + NH3
“En las reacciones de hidrogenación, los compuestos no saturados
existentes y los que se forman, pueden hidrogenarse durante el proceso de
hidrodesulfuración, por ejemplo”:8
R’CH = CH2 + H2 R’-CH2-CH3
“En el proceso de hidrodesulfuración Fig. 1.2.2 se presentan también las
reacciones coquización, en donde el coque formado además de contaminar el
catalizador, bloquea el lecho catalítico, reflejándose en una caída de presión en el
reactor, un aumento en la concentración de sitios desactivados que redundan
además en una disminución de la actividad catalítica”.9
7 De la Paz, op. cit, p. 150 8 Idem 9 Idem

Fig.1.2.2 Proceso de Hidrodesulfuración. Tomada de: Richard S. Kraus Proceso de Refino del Petróleo, Enciclopedia de Salud y Seguridad en el Trabajo, Capitulo 78, p.78.23. Citado por:
Occupational Safety and Health Administration (OSHA), 1996. OSHA Instruction TED 1.15 CH-1. Washington, DC: OSHA, US Department of Labor.
1.3 Reactores para la Hidrodesulfuración.
El proceso de Hidrodesulfuración se lleva a cabo en un reactor
generalmente trifásico, en donde se lleva a cabo la reacción y la conversión de
azufre contenido en la carga de petróleo, en sulfuro de hidrógeno.
Para lograr un buen proceso de hidrodesulfuración se deben controlar las
siguientes variables de operación:
• Temperatura
• Presión parcial del hidrógeno
• Velocidad espacial
La temperatura: al aumentar esta variable se aumenta la eliminación de
azufre, de nitrógeno y el consumo de hidrógeno es mayor hasta los 320°C, luego
de alcanzar lentamente un tope de 400°C, (debido a que las reacciones son
exotérmicas), por encima de la cual la velocidad de desactivación del catalizador
es muy rápida.

La Presión Parcial del Hidrógeno: esta variable debe ser bien controlada
dentro del proceso, ya que al aumentar la presión parcial del hidrógeno aumenta la
eliminación de azufre y de nitrógeno, así como también aumenta la saturación del
hidrógeno y se reduce la formación de coque y la desactivación del catalizador.
La velocidad espacial: esta se refiere a la cantidad de fracción de
destilado que hace contacto con el catalizador en un tiempo determinado. Al
aumentar la velocidad espacial se reduce la conversión, la formación de coque y el
consumo de hidrógeno es menor.
Los reactores más comunes para el proceso de Hidrodesulfuración son:
• Reactor de cama fija
• Reactor de goteo
1.3.1 Reactor de cama fija.
El reactor de cama fija (generalmente llamado trickle bed) Fig. 1.3 consiste
en una columna cilíndrica. Estos reactores son caracterizados por una alta carga
de catalizador, mientras que su utilización es algo pobre debido a las limitaciones
internas del transporte en las partículas relativamente grandes. Los catalizadores
empleados para este reactor pueden ser esféricos, cilíndricos o tener sofisticadas
formas como multilobes y van de 1 a 3 milímetros.

Fig. No. 1.3 Reactor de cama fija, Tomada de Boelhouwer, p.2.
El traspaso térmico radial pobre en reactores comerciales implica que la
operación sea esencialmente adiabática y por lo tanto el control de la temperatura
es algo difícil. De vez en cuando, la evaporación parcial del líquido se utiliza para
refrescarse.
Este reactor requiere de cuidados especiales para prevenir la mala
distribución del flujo, que puede causar la adherencia de soldadura incompleta del
catalizador en algunas partes de la cama.
1.3.2 Reactor de goteo.
Un reactor de goteo tiene una altura de 10m y un diámetro de 2m. Estos
reactores se emplean en las industrias del petróleo, químicas y petroquímicas, en
procesos bioquímicos y electroquímicos.
“Los reactores de goteo o de flujo descendente son usados para cargas
pesadas que contienen una fase líquida y una fase gaseosa; la carga parcialmente

vaporizada puede distribuirse uniformemente a través de la sección transversal del
reactor sobre las partículas del catalizador”.10
Fig. No. 1.3.2. Reactor de Goteo, Tomada de: Muñoz Pérez, p.3.
Para seleccionar el tipo de reactor a escala más adecuado se debe de tomar en
cuenta:
∗ Propiedades químicas y físicas de los reactantes.
∗ Propiedades del catalizador.
∗ El tipo de reacción.
∗ Análisis de los productos.
∗ Operación a temperatura constante.
∗ Tiempo de residencia.
∗ Estabilidad química.
10 Muñoz Pérez Enrique y Cinthia Ma. Del Pilar Ruiz Noguez, (2006), Simulación de la Hidrodinámica de un Reactor de Goteo para la Hidrodesulfuración de Cargas Reales de Diesel y Aceite Cíclico Ligero, Tesis de Licenciatura, Escuela Superior de Ingeniería Química e Industrias Extractivas del Instituto Politécnico, México, D.F., p.3.
∗ Parámetros y costos de construcción.
∗ Distribución del fluido.
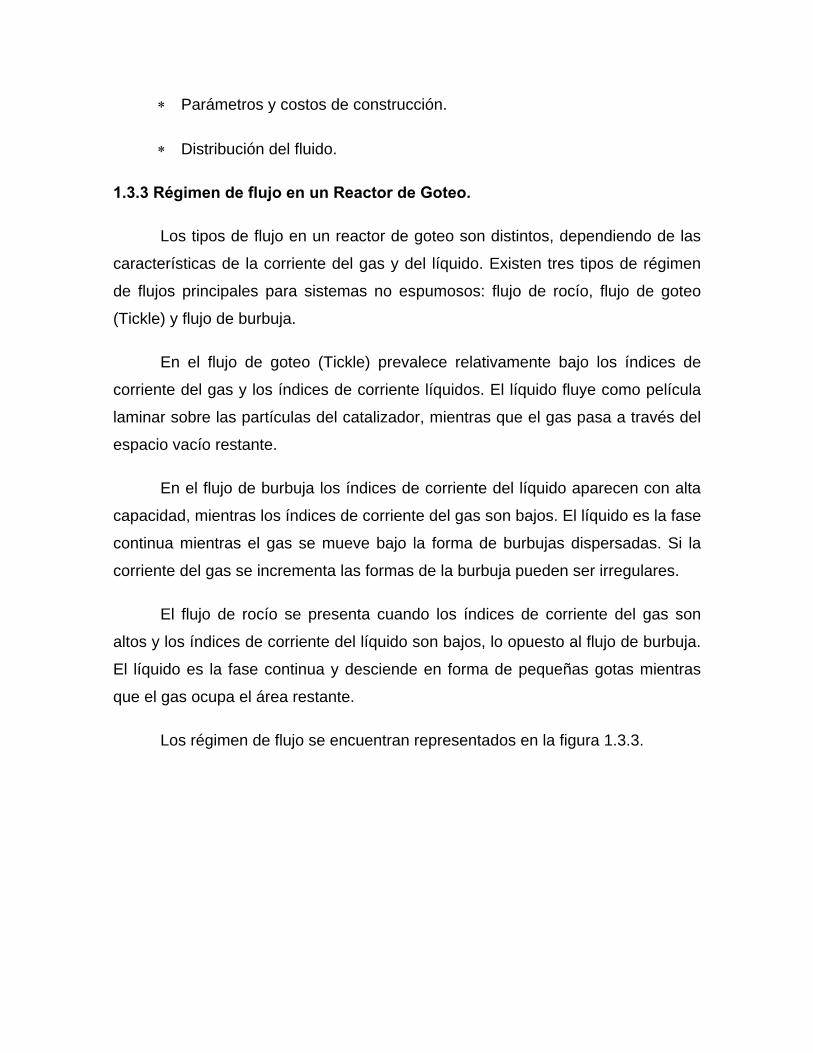
1.3.3 Régimen de flujo en un Reactor de Goteo.
Los tipos de flujo en un reactor de goteo son distintos, dependiendo de las
características de la corriente del gas y del líquido. Existen tres tipos de régimen
de flujos principales para sistemas no espumosos: flujo de rocío, flujo de goteo
(Tickle) y flujo de burbuja.
En el flujo de goteo (Tickle) prevalece relativamente bajo los índices de
corriente del gas y los índices de corriente líquidos. El líquido fluye como película
laminar sobre las partículas del catalizador, mientras que el gas pasa a través del
espacio vacío restante.
En el flujo de burbuja los índices de corriente del líquido aparecen con alta
capacidad, mientras los índices de corriente del gas son bajos. El líquido es la fase
continua mientras el gas se mueve bajo la forma de burbujas dispersadas. Si la
corriente del gas se incrementa las formas de la burbuja pueden ser irregulares.
El flujo de rocío se presenta cuando los índices de corriente del gas son
altos y los índices de corriente del líquido son bajos, lo opuesto al flujo de burbuja.
El líquido es la fase continua y desciende en forma de pequeñas gotas mientras
que el gas ocupa el área restante.
Los régimen de flujo se encuentran representados en la figura 1.3.3.

Fig. No.1.3.3 Ilustración esquemática de la localización de los flujos. Regímenes con respecto a índices de corriente del gas y del líquido, Tomada de Boelhouwer, 2001.
1.3.4 Ventajas y Desventajas del Reactor de Goteo.
Ventajas.11
1. La relación de líquido y sólido es pequeña, homogeneizado de la
relación en todo el lecho catalítico.
2. El líquido fluye como una fina película, ofreciendo una resistencia
pequeña de la difusión del reactante gaseoso a la superficie del
catalizador.
3. No hay problemas de flujo. La caída de presión es menor si se utiliza un
flujo descendente que el ascendente o contracorriente.
4. Este tipo de reactores minimizan los costos de energía y mantenimiento.
5. En un reactor comercial, se podrá obtener una distribución uniforme de
gas y líquido. El catalizador es mojado uniforme y efectivamente por el
líquido.
11 Ibidem p.6.
6. Análisis sencillo.
7. Es posible obtener buenas variaciones en las condiciones de operación
y tiempos de contacto.
8. Es considerado como un reactor práctico y económico para operar a
posibles altas.
Desventajas. 12
1. Las partículas del catalizador no deben ser muy pequeñas.
2. Al tener intervalos de líquido bajos se puede tener mala distribución de flujo
y provoca un humedecimiento pobre del catalizador.
3. Es difícil regenerar o reemplazar el catalizador.
1.4 Catalizadores para el proceso de hidrodesulfuración.
“Los primeros catalizadores empleados para HDS fueron monometálicos,
como es el caso del catalizador de molibdeno soportado. Posteriormente, el
sistema catalítico que se ha utilizado en mayor proporción en los procesos de
HDT, está compuesto por un elemento del grupo VIII y un elemento del grupo VI
de la tabla periódica dispersos sobre un soporte de alta superficie específica.
Tradicionalmente se han empleado catalizadores convencionales Co(Ni)-
Mo(W)/Al2O3 con el fin de acondicionar alimentaciones ligeras para su empleo
como combustibles o para producir intermedios de reacción desprovistos de
azufre”.13
Un catalizador es la sustancia que acelera la reacción formando
compuestos intermedios que facilitan que la reacción ocurra y que desaparezca al
finalizar la reacción de tal manera que el catalizador no se gaste a lo largo de ésta.
12 Idem 13 Pinzón , loc. cit.
“Los catalizadores empleados en los procesos de hidrotratamiento están
formados por óxidos metálicos generalmente soportados en alumina en su fase
gama. Los catalizadores más utilizados a escala industrial son los siguientes:”14
Cobalto-Molibdeno (CoMo)
Níquel-Molibdeno (NiCo)
Níquel-Tungsteno (NiW)
1.4.1 Características de los catalizadores.
Las principales características a considerar en un catalizador son tres:
• Selectividad
• Actividad
• Estabilidad
La selectividad se refiere al cociente que existe entre los moles de
producto obtenido y los moles de reactivo consumidos.
La actividad es la medida de la velocidad de la reacción en relación al
catalizador.
Se le llama envejecimiento de un catalizador, cuando éste se desactiva
lentamente; sin embargo cuando el catalizador se desactiva bruscamente se trata
de un fenómeno de envenenamiento.
La estabilidad de un catalizador se refiere a la vida útil y a la medida de su
capacidad de convertir reactivos en productos durante ésta.
1.4.2 Tamaño y forma del catalizador.
14 Macias Hernández Manuel de Jesús,(2003), Estudio del Efecto de las Propiedades Físicas de un Catalizador para HDS Mediante la Modelación de un Reactor de Tres Fases, Tesis de: Doctorado, Escuela Superior de Ingeniería Química e Industrias Extractivas del Instituto Politécnico Nacional, México, D.F. p.4
“En el Hidrotratamiento de hidrocarburos normalmente se utilizan reactores
catalíticos de lecho fijo, los cuales contienen partículas pequeñas de catalizador
con una forma determinada. El tamaño y la forma del catalizador juegan un papel
importante cuando se llevan a cabo las reacciones de hidrodesulfuración”.15
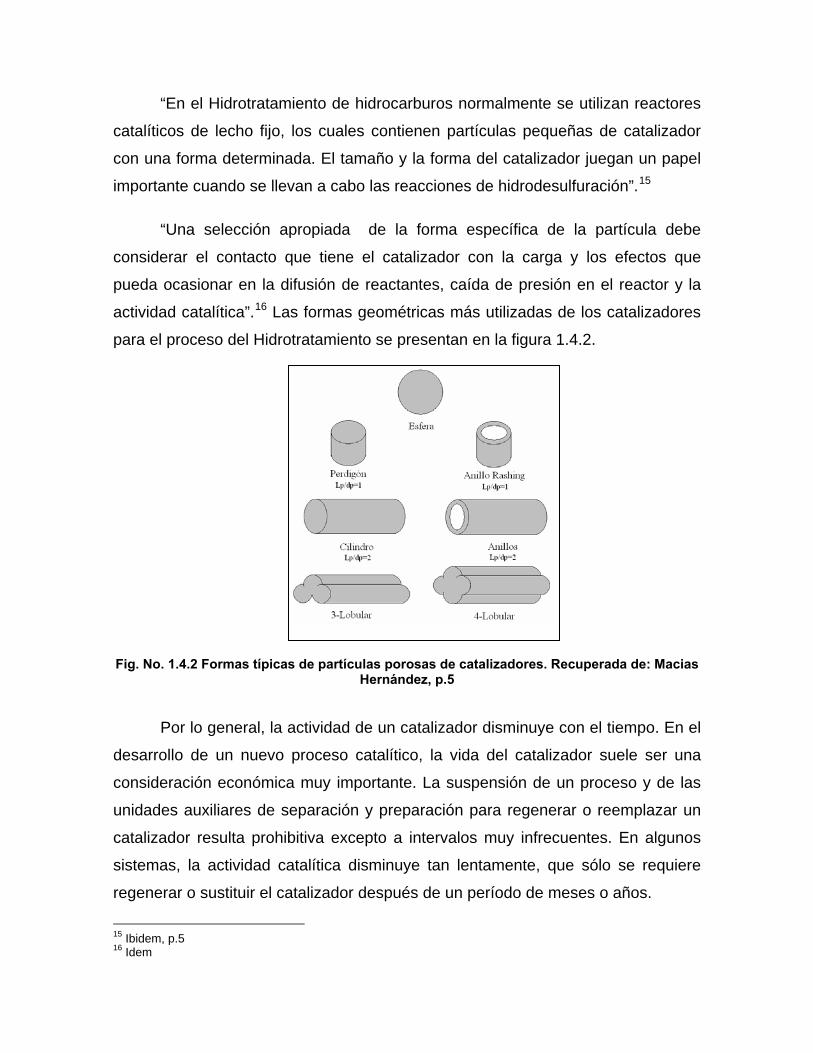
“Una selección apropiada de la forma específica de la partícula debe
considerar el contacto que tiene el catalizador con la carga y los efectos que
pueda ocasionar en la difusión de reactantes, caída de presión en el reactor y la
actividad catalítica”.16 Las formas geométricas más utilizadas de los catalizadores
para el proceso del Hidrotratamiento se presentan en la figura 1.4.2.
Fig. No. 1.4.2 Formas típicas de partículas porosas de catalizadores. Recuperada de: Macias
Hernández, p.5
Por lo general, la actividad de un catalizador disminuye con el tiempo. En el
desarrollo de un nuevo proceso catalítico, la vida del catalizador suele ser una
consideración económica muy importante. La suspensión de un proceso y de las
unidades auxiliares de separación y preparación para regenerar o reemplazar un
catalizador resulta prohibitiva excepto a intervalos muy infrecuentes. En algunos
sistemas, la actividad catalítica disminuye tan lentamente, que sólo se requiere
regenerar o sustituir el catalizador después de un período de meses o años.
15 Ibidem, p.5 16 Idem
Por otra parte, los catalizadores para el cracking y otras reacciones de los
hidrocarburos pueden perder gran parte de su actividad en cuestión de segundos.
La disminución de la actividad se debe a los venenos, que definiremos como
sustancias que disminuyen la actividad del catalizador y que se encuentran en los
reactantes o se producen en la reacción. La regeneración frecuente de los
catalizadores para el cracking es necesaria debido a la acumulación de carbón, en
la superficie.
1.5 Vaporización de diesel en una planta piloto.
En un trabajo encontrado, “se estima la magnitud del flujo líquido no ideal
con los datos de Distribución de Tiempo de Residencia en el reactor (RTD) a las
condiciones que opera el hidrotratamiento a pequeña escala. El flujo no ideal es
descrito por el modelo de dispersión axial. Se compararon los resultados
obtenidos con el modelo desarrollado con aquellos estimados por un modelo
pseudohomogéneo simplificado.
Los datos de las plantas pilotos y el hidrotratamiento a pequeña escala se
usa para: predecir la actuación de reactores industriales, para alinear los
catalizadores o para desarrollar nuevos procesos. La actuación del reactor
depende de la cinética de la reacción y el régimen de la dinámica del fluido del
sistema. Las características de la dinámica del fluido del sistema pueden
enmascarar la cinética de la reacción en muchos casos y sobre todo a niveles de
conversión altos. Por consiguiente, a parte de la cinética de la reacción, la
actuación del hidrotratamiento es afectado por: la dispersión axial, atraco del
líquido, traslado de masa gas-líquido y evaporación de la fase líquida.
Generalmente, existen dos maneras de estimar los parámetros
hidrodinámicos para la simulación de hidrotratamientos multifásicos. Uno es usar
el flujo frío de los datos experimentales de los sistemas con las propiedades
similares a aquellos sistemas reaccionantes. La otra manera es llevar a cabo
experimentos a las condiciones de reacción con el mismo gas y los líquidos
usados en el proceso industrial. Aunque para el primer caso la evaporación líquida
es despreciable, en el segundo caso debe tenerse en cuenta el efecto de
evaporación.
El alcance de esta investigación fue estudiar el efecto de la evaporación
líquida y el traslado de masa de gas-líquido en el atraco líquido y los valores de
dispersión axial estimados encajando los datos experimentales a las condiciones
de la reacción.
Experimentalmente, se estimo el coeficiente de transferencia de masa
global (KGaV) de una mezcla nitrógeno-ciclohexano, se llevaron a cabo
experimentos para determinar RTD cambiando la alimentación al reactor con
gasoleo de alta y baja concentración de azufre.
Estos dos experimentos se llevaron acabo en diferentes camas usándose
dos aceites de carrera para llevar a cabo el aumento del paso o la disminución de
la concentración de azufre a la entrada del reactor. El gasoleo de baja tenia una
concentración despreciable de componentes de azufre y su curva de destilación
estaba cerca de la curva de destilación del segundo gasoleo de alta que contuvo
1.06% de azufre.
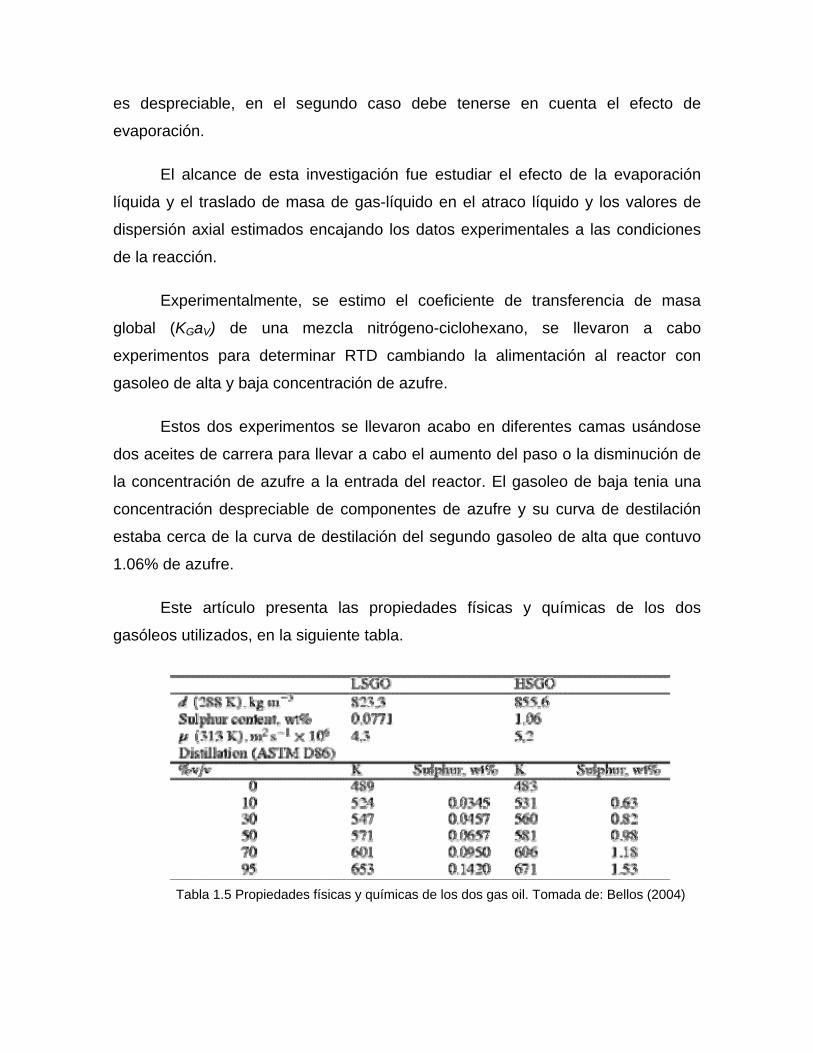
Este artículo presenta las propiedades físicas y químicas de los dos
gasóleos utilizados, en la siguiente tabla.
Tabla 1.5 Propiedades físicas y químicas de los dos gas oil. Tomada de: Bellos (2004)
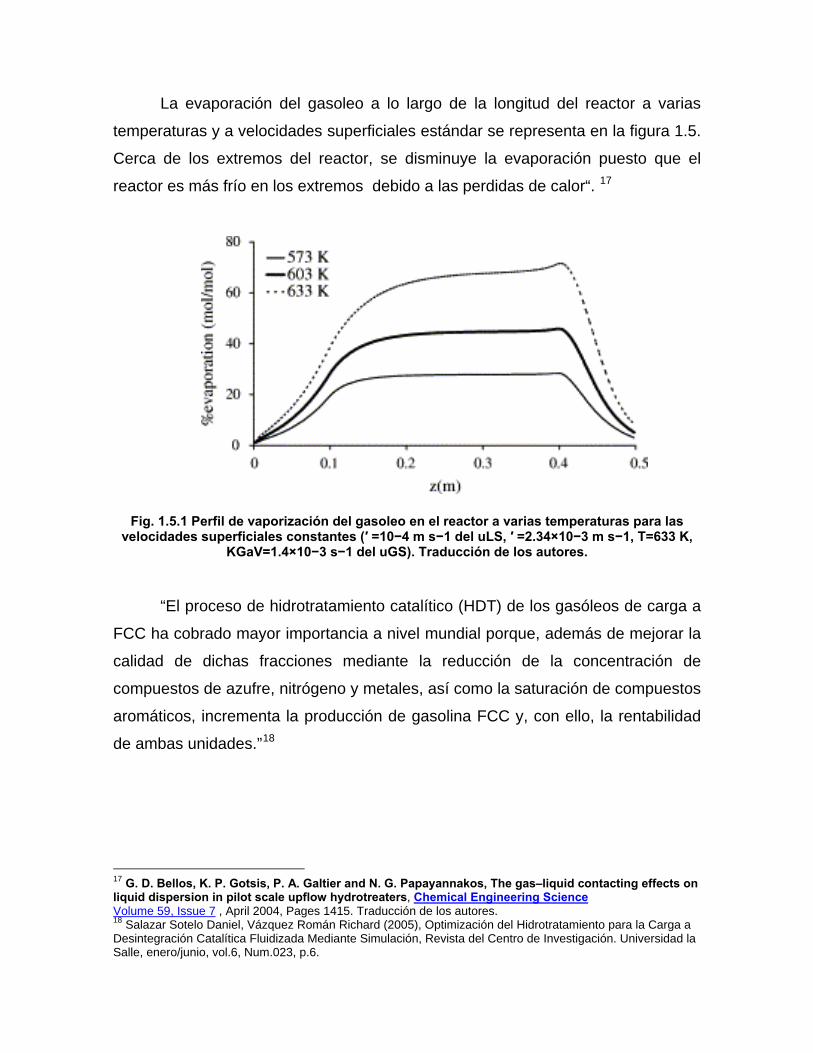
La evaporación del gasoleo a lo largo de la longitud del reactor a varias
temperaturas y a velocidades superficiales estándar se representa en la figura 1.5.
Cerca de los extremos del reactor, se disminuye la evaporación puesto que el
reactor es más frío en los extremos debido a las perdidas de calor“. 17
Fig. 1.5.1 Perfil de vaporización del gasoleo en el reactor a varias temperaturas para las velocidades superficiales constantes (′ =10−4 m s−1 del uLS, ′ =2.34×10−3 m s−1, T=633 K,
KGaV=1.4×10−3 s−1 del uGS). Traducción de los autores.
“El proceso de hidrotratamiento catalítico (HDT) de los gasóleos de carga a
FCC ha cobrado mayor importancia a nivel mundial porque, además de mejorar la
calidad de dichas fracciones mediante la reducción de la concentración de
compuestos de azufre, nitrógeno y metales, así como la saturación de compuestos
aromáticos, incrementa la producción de gasolina FCC y, con ello, la rentabilidad
de ambas unidades.”18
17 G. D. Bellos, K. P. Gotsis, P. A. Galtier and N. G. Papayannakos, The gas–liquid contacting effects on liquid dispersion in pilot scale upflow hydrotreaters, Chemical Engineering Science Volume 59, Issue 7 , April 2004, Pages 1415. Traducción de los autores. 18 Salazar Sotelo Daniel, Vázquez Román Richard (2005), Optimización del Hidrotratamiento para la Carga a Desintegración Catalítica Fluidizada Mediante Simulación, Revista del Centro de Investigación. Universidad la Salle, enero/junio, vol.6, Num.023, p.6.
CAPITULO II
ANÁLISIS DE LOS COMPONENTES ORGANOAZUFRADOS PRESENTES EN UNA CARGA DE DIESEL.
2.1 Tipos de cargas
La palabra crudo se utiliza para designar al petróleo antes de su refinado.
La composición del crudo es muy variable dependiendo del lugar en el que se ha
formado. Se pueden distinguir unos crudos de otros por sus diferentes
proporciones en las distintas fracciones de hidrocarburos, sino también por que
tienen distintas proporciones de azufre, nitrógeno y pequeñas cantidades de
diversos metales, que tienen mucha importancia desde el punto de vista de la
contaminación.
Los tipos de petróleo se puede clasificar por:
∗ Su composición estos a su vez se clasifican en: parafínicos,
mixtos, nafténicos y aromáticos.
∗ Su densidad que a su vez se clasifican en: extrapesados,
pesados, mediano, liviano y muy liviano.
∗ Su contenido de azufre en: agrios y dulces.
El contenido de azufre depende del crudo así como del proceso de
refinación y del tipo de producto. El bajo contenido de azufre de los productos
minimiza los efectos de la corrosión de generada por los residuos de la
combustión, garantizando un mínimo de depósitos y escoria adherida en los
componentes de la caldera.
En la siguiente tabla 2.1 se muestran los diferentes productos que se
pueden obtener del crudo:
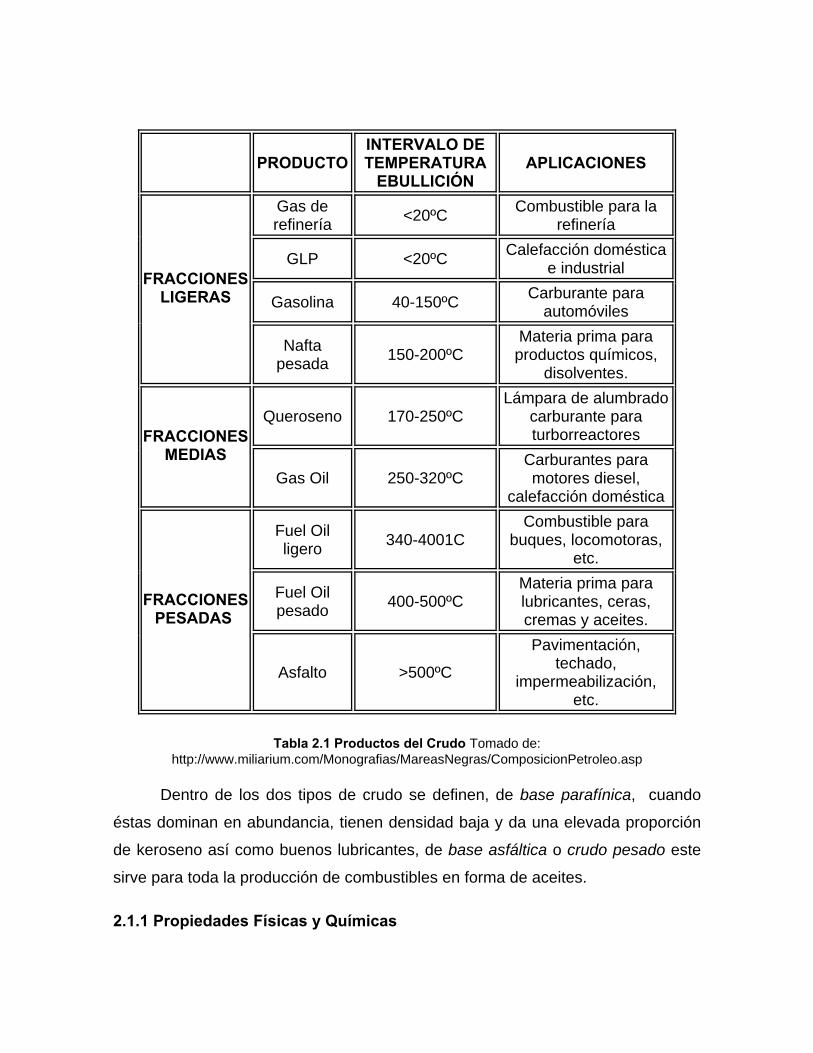
PRODUCTOINTERVALO DE TEMPERATURA
EBULLICIÓN APLICACIONES
Gas de refinería <20ºC Combustible para la
refinería
GLP <20ºC Calefacción doméstica e industrial
Gasolina 40-150ºC Carburante para automóviles
FRACCIONES LIGERAS
Nafta pesada 150-200ºC
Materia prima para productos químicos,
disolventes.
Queroseno 170-250ºC Lámpara de alumbrado
carburante para turborreactores FRACCIONES
MEDIAS Gas Oil 250-320ºC
Carburantes para motores diesel,
calefacción doméstica
Fuel Oil ligero 340-4001C
Combustible para buques, locomotoras,
etc.
Fuel Oil pesado 400-500ºC
Materia prima para lubricantes, ceras, cremas y aceites.
FRACCIONES PESADAS
Asfalto >500ºC
Pavimentación, techado,
impermeabilización, etc.
Tabla 2.1 Productos del Crudo Tomado de: http://www.miliarium.com/Monografias/MareasNegras/ComposicionPetroleo.asp
Dentro de los dos tipos de crudo se definen, de base parafínica, cuando
éstas dominan en abundancia, tienen densidad baja y da una elevada proporción
de keroseno así como buenos lubricantes, de base asfáltica o crudo pesado este
sirve para toda la producción de combustibles en forma de aceites.
2.1.1 Propiedades Físicas y Químicas
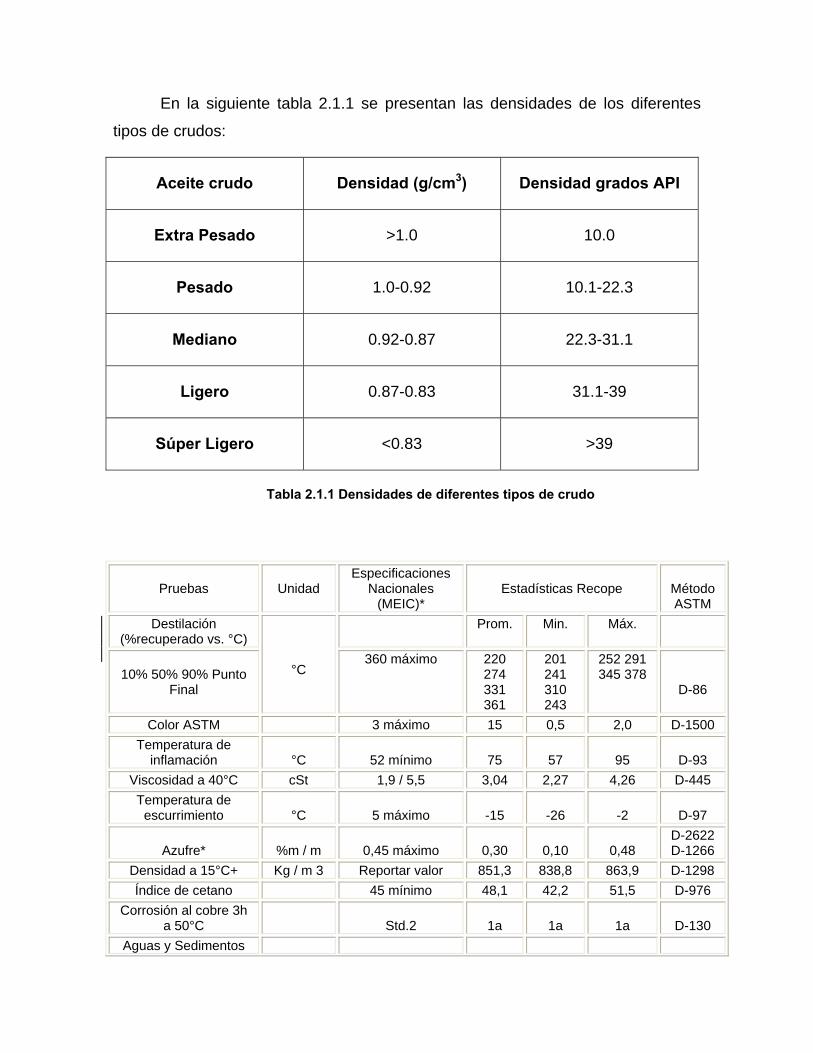
En la siguiente tabla 2.1.1 se presentan las densidades de los diferentes
tipos de crudos:
Aceite crudo Densidad (g/cm3) Densidad grados API
Extra Pesado >1.0 10.0
Pesado 1.0-0.92 10.1-22.3
Mediano 0.92-0.87 22.3-31.1
Ligero 0.87-0.83 31.1-39
Súper Ligero <0.83 >39
Tabla 2.1.1 Densidades de diferentes tipos de crudo
Pruebas
Unidad
Especificaciones Nacionales
(MEIC)*
Estadísticas Recope
Método ASTM
Destilación (%recuperado vs. °C)
Prom. Min. Máx.
10% 50% 90% Punto
Final
°C 360 máximo 220
274 331 361
201 241 310 243
252 291 345 378
D-86
Color ASTM 3 máximo 15 0,5 2,0 D-1500 Temperatura de
inflamación
°C
52 mínimo
75
57
95
D-93 Viscosidad a 40°C cSt 1,9 / 5,5 3,04 2,27 4,26 D-445 Temperatura de
escurrimiento
°C
5 máximo
-15
-26
-2
D-97
Azufre*
%m / m
0,45 máximo
0,30
0,10
0,48 D-2622 D-1266
Densidad a 15°C+ Kg / m 3 Reportar valor 851,3 838,8 863,9 D-1298 Índice de cetano 45 mínimo 48,1 42,2 51,5 D-976
Corrosión al cobre 3h a 50°C
Std.2
1a
1a
1a
D-130
Aguas y Sedimentos

% v / v 0,05 máximo 0,002 0,000 0,250 D-2709 Ceniza % m / m 0,01 máximo - D-482
Residuo Carbón Conradson
% m / m
0,35 máximo
0,02
0,00
0,08
D-189
2.2 Componentes Organoazufrados Presentes en el Crudo.
El petróleo crudo en estado natural es una mezcla de una gran variedad de
compuestos hidrocarburos, que difieren mucho de unos yacimientos a otros. En
general, los compuestos parafínicos (lineales, ramificados, ciclados, aromáticos y
especies complejas) son los más abundantes, tanto en el petróleo líquido como en
el gas natural. La composición media elemental puede ser de un 85% de carbono,
12% de hidrógeno, 3% de la suma de elementos azufre, oxígeno y nitrógeno, y
varios elementos metálicos.
Tabla 2.2 Elementos de composición del petróleo típico.
Porcentaje por peso Elemento Petróleo crudo Asfalto Gas natural Carbono 82-87 80-85 65-80
Hidrógeno 12-15 8.5-11 1-25 Azufre 0.1-5.5 2-8 Trazas -0.2
Nitrógeno 0.1-1.5 0-2 1-1.5 Oxígeno 0.1-4.5 - -
Tomado de: Strahler, Geología Física. Ed. Omega, 1992.
Han sido identificados en el crudo de petróleo más de 200 compuestos
orgánicos con azufre, incluyendo sulfuros, mercaptanos y tiofenos. La distribución
y cantidad de tales compuestos orgánicos depende de los distintos yacimientos y
de la madurez del crudo, de tal forma que los más inmaduros químicamente son
ricos en azufre y compuestos azufrados no tiofénicos, mientras que los aceites
maduros contienen una importante proporción de benzotiofenos y dibenzotiofenos
alquilados, de elevado peso molecular.
La figura 2.2 representa la estructura química de algunos compuestos
organo azufrados presentes en el crudo.
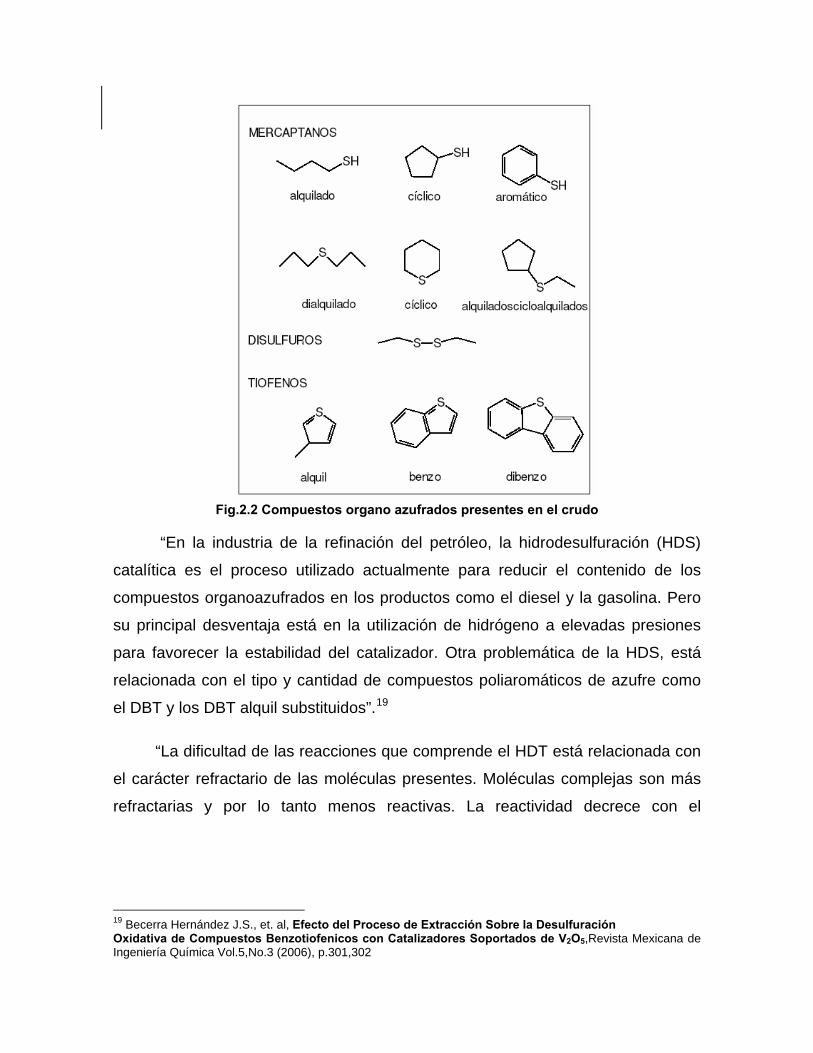
Fig.2.2 Compuestos organo azufrados presentes en el crudo
“En la industria de la refinación del petróleo, la hidrodesulfuración (HDS)
catalítica es el proceso utilizado actualmente para reducir el contenido de los
compuestos organoazufrados en los productos como el diesel y la gasolina. Pero
su principal desventaja está en la utilización de hidrógeno a elevadas presiones
para favorecer la estabilidad del catalizador. Otra problemática de la HDS, está
relacionada con el tipo y cantidad de compuestos poliaromáticos de azufre como
el DBT y los DBT alquil substituidos”.19
“La dificultad de las reacciones que comprende el HDT está relacionada con
el carácter refractario de las moléculas presentes. Moléculas complejas son más
refractarias y por lo tanto menos reactivas. La reactividad decrece con el
19 Becerra Hernández J.S., et. al, Efecto del Proceso de Extracción Sobre la Desulfuración Oxidativa de Compuestos Benzotiofenicos con Catalizadores Soportados de V2O5,Revista Mexicana de Ingeniería Química Vol.5,No.3 (2006), p.301,302
incremento del tamaño molecular y varía dependiendo de si R es un alifático o un
grupo aromático”. 20
“El consumo de hidrógeno constituye un factor muy importante en los
esquemas de refinación. Los catalizadores y los procesos correspondientes deben
ser capaces de hacer selectivamente la HID ó la hidrogenólisis, ó una proporción
bien definida de cada una que dependerá de los requerimientos y del tipo de
carga. La selectividad de un catalizador puede ser tanto o más importante en
algunos casos que su actividad. Tanto el tipo de catalizador como la naturaleza de
la alimentación ó las condiciones del proceso, influyen en la forma y en la cuantía
de la alteración de la actividad y selectividad del catalizador. La relación de la
presión parcial de H2S y presión parcial de H2 en el medio reaccionante influye
sobre la relación de las velocidades de hidrogenación y de hidrodesulfuración
(hidrogenólisis)”. 21
2.2.1 Mecanismo del Proceso de Hidrodesulfuración
El contenido de azufre en los compuestos del petróleo incluye tioles,
sulfuros, disulfuros, tiofenos y derivados de tiofenos. El orden aproximado de
reactividad de estos compuestos es RSH>R-S-S-R’>R-S-R’>tiofenos; la
reactividad de los tiofenos decrece en el orden tiofeno, benzotiofeno,
dibenzotiofeno, alquil-benzotiofenos.
Los mercaptanos reaccionan para formar sulfuro de hidrogeno e
hidrocarburos.
El dibenzotiofeno y sus derivados son hidrogenados para después remover
el átomo de azufre.
20 Pinzón loc. cit. 21Idem
Mercaptanos R-SH + H2 R-H + H2S

El tiofeno reacciona con hidrogeno para formar isomeros de buteno.
Los compuestos tiofenicos son los compuestos de azufre en el petróleo
menos reactivos, ya que una vez que se ha hidrodesulfurado este compuesto,
automáticamente se logra la hidrodesulfuración de los compuestos de azufre
menos reactivos.
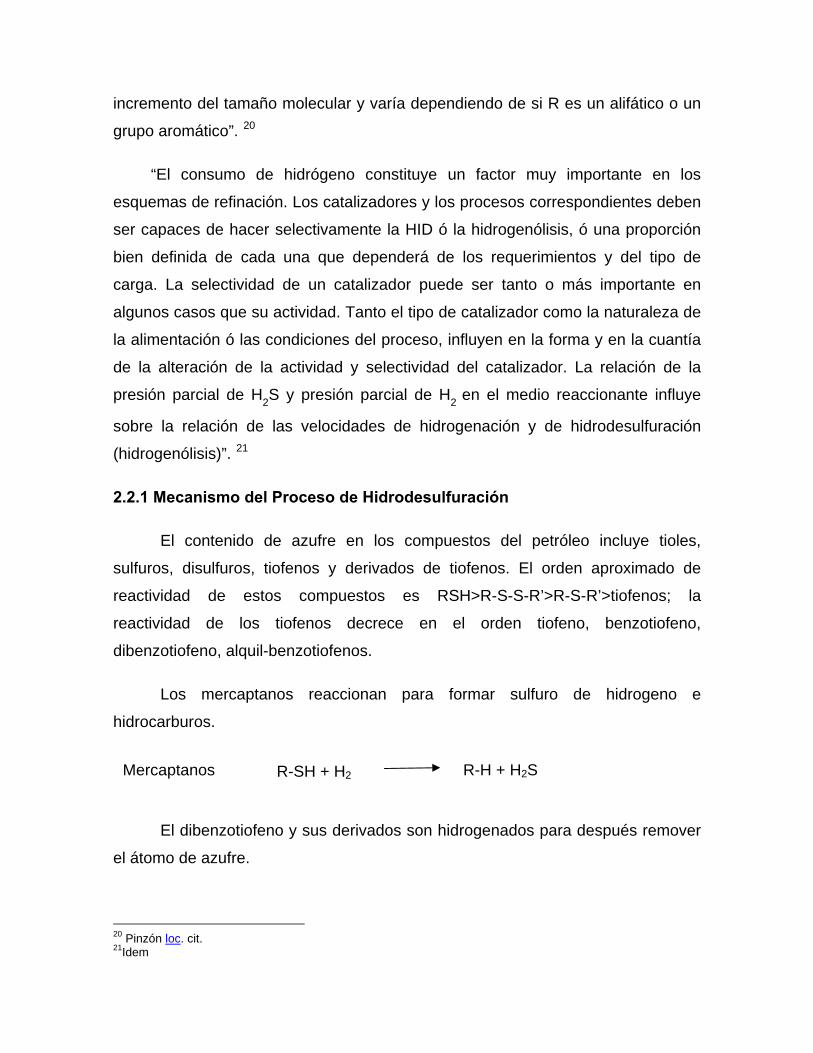
2.3 Hidrodesulfuración del Dibenzotiofeno (DBT).
La vía de conversión transcurre con un consumo mínimo de hidrógeno, siendo
muy lenta la hidrogenación de bifenilo y ciclohexilbenceno (CHB). La velocidad de la
hidrogenación del DBT se incrementa a mayores concentraciones de H2S, a expensas
de la hidrogenólisis.
Además, la concentración de CHB varía según el catalizador aplicado. El DBT
y sus derivados alquilados, con sustituciones adyacentes al átomo de azufre, son
refractarios a los catalizadores convencionales usados en la HDS. La presión parcial
de H2S tiene un potente efecto inhibidor de la actividad y selectividad catalítica, en
reacciones de desulfuración estrictas.
+ H2S
S
+ 2H2 Dibenzotiofeno (DBT)
Disulfuros R-S-S-R’ + 3H2 R-H + R’-H + 2H2S
Sulfuros R-S-R’ + 2H2 R-H + R’-H + H2S
S + 4H2
C4H10 + H2S Tiofeno
Fig.2.3 Mecanismo de HDS del DBT. Tomada de: http://dspace.uah.es/dspace/bitstream/10017/477/4/E.+INTRODUCCI%C3%93N.pdf
2.4 Curvas de Destilación.
Para conocer la calidad del crudo, se tienen en cuenta 3 parámetros: la
densidad (grados API), el contenido en azufre y la curva de destilación TBP
(Temperatura de ebullición real).
La densidad en grados API, da una idea de la composición más o menos
ligera del crudo. Si se trata de un crudo más ligero, la obtención de productos de
mayor valor añadido, gasolinas y gasóleos será más sencilla mientras que si es
más pesado, la obtención de estos productos requieren un esquema de refino más
complejo.
El contenido de azufre es un factor importante ya que se trasladará casi en
su totalidad a los productos de refino, que cuentan con fuertes restricciones

de calidad. Para eliminarlo, es necesario aplicar procesos específicos que
encarecen el producto final. Indica en definitiva las dificultades de procesamiento.
Los compuestos químicos del petróleo, entre otras muchas propiedades, se
diferencian por su volatilidad (temperatura de ebullición). Al calentar el petróleo,
los compuestos ligeros se evaporan primero, de manera que conforme aumenta la
temperatura los componentes más pesados van incorporándose al vapor.
En función de esta volatilidad se trazan las curvas de destilación TBP (en
inglés "true boiling point", temperatura de ebullición real) que sirven para distinguir
los tipos de petróleo en función de los rendimientos que se pueden obtener de los
productos por separación directa.
A continuación se presentan algunas curvas de destilación características
tanto del diesel como de diferentes compuestos.
Fig. 2.4 Curvas de destilación características de diferentes compuestos.
Tomada de: Caveda Joaquín (2007), Presentación Introducción a los Procesos de Refinación
0
100
200
300
400
500
600
700
800
0 20 40 60 80 100
%LV
T (º
C)
NAFTA
RESIDUO
CRUDO
KERO
GOL
GOP
CAPITULO III
SIMULACIÓN DEL REACTOR DE HDS CON VAPORIZACIÓN. 3.1 Simulación de Procesos
“Para el diseño de un proceso, el análisis de su operación, la búsqueda de
alternativas de mejoras o modificación para la optimización, una de las alternativas
de estudio es la formulación y resolución de un modelo matemático que
reproduzca el comportamiento del proceso o una parte de éste, denominándose a
este procedimiento, simulación. La resolución de estos modelos implica métodos
matemáticos iterativos, y requiere el uso de computadoras que permitan una
solución más rápida y exacta que el calculo manual, por lo tanto, se puede decir
que la simulación es un programa que incluye módulos que hacen la función de
las operaciones del proceso y reportan las condiciones de salida de las misma a
partir de unas condiciones de entrada”. 22
“La importancia de los simuladores de procesos, es que permite a los
ingenieros químicos la realización de: estudios de viabilidad del proceso; balances
de materia y energía en los diagramas de flujo de los procesos para el
dimensionamiento de los equipos; estudiar el comportamiento de las variables de
operación con libertad y economía; la optimización del mismo, mejora de los
rendimientos e identificación de los problemas de reparto de flujos”.23
“La simulación es sensible a diferentes tipos de carga y condiciones de
operación y es capaz de predecir los rendimientos de los productos de
desintegración catalítica, la composición de los gases de combustión, la formación
de coque y otras variables dependientes del proceso.”24
3.2 Estructura del Simulador
22 Rodríguez, J. Edwin, et al., Simulación y Diseño de una Unidad Hidrodesulfuradora (HDS) de Nafta en el Proceso de Refinación de Petróleo ,recuperado de: www.deq.uem.br/biblioteca/deq/Anais/CobeqXIII/pdf/870.pdf 23 Idem 24 Salazar loc. cit.
Para el estudio del reactor se utilizó el Simulador Aspen Plus, el cual es un
simulador estacionario orientado a la industria de proceso: Química y
petroquímica; el cual modela y simula cualquier tipo de proceso en el que existe
un flujo continúo de materiales y energía de una unidad de proceso a otra.
Se desarrollo la simulación
BIBLIOGRAFIA
Boelhouwer Gerrit Jacobus, (2001), Nonsteady operation of trickle-bed reactors:
hydrodinamics, mass and heat transfer, Eindhoven: Technische Universiteit
Eindhoven.
Castellanos, Arroyo Mariajose,(1999), Estudio de la cinética de las reacciones de
HDS de diesel, análisis de modelos termodinámicos, simulación y
optimización del proceso. Tesis de Licenciatura de la Facultad de Química,
UNAM.
De la Paz Claudia, Muñoz Antonio, Esteban Burgos, Rodríguez Esteban J., HDS.
Simulación del Reactor de Hidrodesulfuración de Naftas, Journal of the
Mexican Chemical Society, septiembre-octubre, año/vol. 43, Núm. 005,
(1999), p.149-154.
K. M. Ng, C.F. Chu, (1987), “Trickle-Bed Reactors”, Chem. Eng. Progr. Univ. Of
Massachussets, Amherst, MA01003.
L. S. Byskov, (1999), Hydrodesulfurization catálisis-a theoretical study, Phd thesis,
Thechnical University of Denmark.
Macias Hernández Manuel de Jesús,(2004) Estudio del Efecto de las Propiedades
Físicas de un Catalizador para HDS Mediante la Modelación de un Reactor
de Tres Fases. Tesis de Doctorado en Ciencias ESIQIE-IPN, México, D.F.
Muñoz Pérez Enrique y Cinthia Ma. Del Pilar Ruiz Noguez, (2006), Simulación de
la hidrodinámica de un reactor de goteo para la hidrodesulfuración de
cargas reales de diesel y aceite cíclico ligero. Tesis de Licenciatura ESIQIE-
IPN, México, D.F.
Rodríguez, J. Edwin, Verruschil M. Elisa, Rodríguez María del P., Simulación y
Diseño de una Unidad Hidrodesulfuradora (HDS) de Nafta en el Proceso de
Refinación de Petróleo Departamento de Ingeniería Química. Refinación Universidad Nacional Experimental Politécnica “Antonio José de Sucre”.
Salazar Sotelo Daniel, Vázquez Román Richard, (2005), Optimización del
Hidrotratamiento para la Carga a Desintegración Catalítica Fluidizada
Mediante Simulación, Revista del centro de investigación. Universidad La
Salle, enero-junio, año/vol.6. Número 023, pp. 5-10, México, D.F.
Smith J.M., Ingenieria de la Cinetica Quimica, Editorial CECSA, Sexta impresión,
febrero de 1991.
DOCUMENTOS EN LÍNEA
David Edouard, Ion Iliuta and Faı¨çal Larachi, Role of gas phase in the deposition
dynamics of fine particles in trickle-bed reactors, Recuperado de
http://www.scirus.com Department of Chemical Engineering, Laval
University, Chemical Engineering Science Volumen 61, Issue 12, June
2006, Pages 3875-3884.
Manríquez Ángeles Verónica, Antiensuciantes IMP, benéficos para la reducción de
contaminantes presentes en las corrientes de hidrocarburos de tipo
gasóleo, Recuperado de: http://akbal.imp.mx/gaceta_e/nota.asp?nt=nt006.asp,08/03/07
Pinzón C. Ma. Helena, Centeno Aristóbulo, A. Giraldo Sonia, Nuevos
Catalizadores para Eliminación Profunda de Azufre de Fracciones del
Petróleo, Recuperado de:
www.estrucplan.com.ar/Producciones/Entrega.asp?identrega=735, el
12/09/07
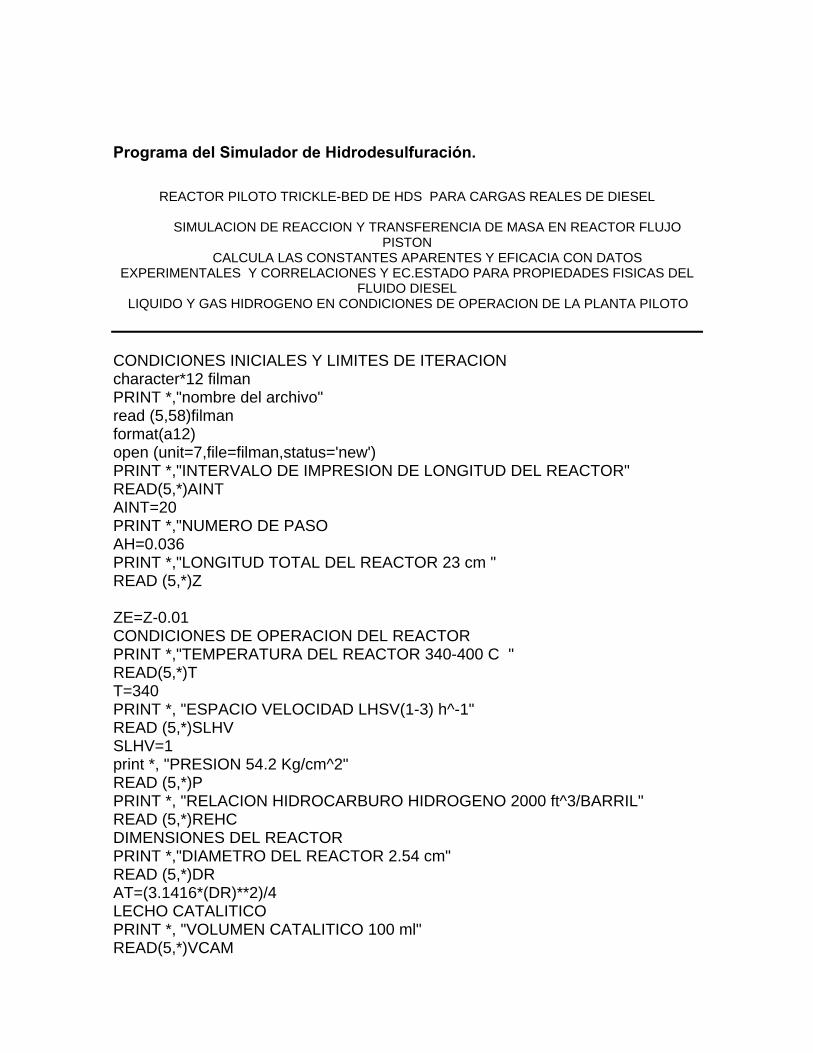
Programa del Simulador de Hidrodesulfuración.
REACTOR PILOTO TRICKLE-BED DE HDS PARA CARGAS REALES DE DIESEL
SIMULACION DE REACCION Y TRANSFERENCIA DE MASA EN REACTOR FLUJO PISTON
CALCULA LAS CONSTANTES APARENTES Y EFICACIA CON DATOS EXPERIMENTALES Y CORRELACIONES Y EC.ESTADO PARA PROPIEDADES FISICAS DEL
FLUIDO DIESEL LIQUIDO Y GAS HIDROGENO EN CONDICIONES DE OPERACION DE LA PLANTA PILOTO CONDICIONES INICIALES Y LIMITES DE ITERACION character*12 filman PRINT *,"nombre del archivo" read (5,58)filman format(a12) open (unit=7,file=filman,status='new') PRINT *,"INTERVALO DE IMPRESION DE LONGITUD DEL REACTOR" READ(5,*)AINT AINT=20 PRINT *,"NUMERO DE PASO AH=0.036 PRINT *,"LONGITUD TOTAL DEL REACTOR 23 cm " READ (5,*)Z ZE=Z-0.01 CONDICIONES DE OPERACION DEL REACTOR PRINT *,"TEMPERATURA DEL REACTOR 340-400 C " READ(5,*)T T=340 PRINT *, "ESPACIO VELOCIDAD LHSV(1-3) h^-1" READ (5,*)SLHV SLHV=1 print *, "PRESION 54.2 Kg/cm^2" READ (5,*)P PRINT *, "RELACION HIDROCARBURO HIDROGENO 2000 ft^3/BARRIL" READ (5,*)REHC DIMENSIONES DEL REACTOR PRINT *,"DIAMETRO DEL REACTOR 2.54 cm" READ (5,*)DR AT=(3.1416*(DR)**2)/4 LECHO CATALITICO PRINT *, "VOLUMEN CATALITICO 100 ml" READ(5,*)VCAM
PRINT *, "DENSIDAD DEL LECHO CATALITICO 0.78 g/cm^3" READ(5,*)DENCAT DENCAT=DENPART*(1-EB) WRITE(6,*)DENCAT,EB,DP,SP,VS PROPIEDADES DE LA CARGA DEL DIESEL PRINT*, "DENSIDAD API 30.85" READ(5,*)API DENL15 = 141/(API+131.5) DENL15 = 0.8687 PRINT*, "PESO MOLECULAR DE DIESEL 266.3 g/gmol" READ(5,*)PMD PRINT*, "TEMPERATURA DE EBULLICION 1080 " READ(5,*)TPEB PRINT*, "FRACCION PESO DEL AZUFRE 0.01616" READ(5,*)W1 WSV = VCAM*SLHV*DENL15 PARTICULA TRILOBULAR ALP = 0.13 DPELET = 0.115 RP = DPELET/4 VP = 9.425*ALP*RP**2 SP = (6*3.1416*RP**2)+(4*3.1416*RP*ALP) PRINT *, " VOLUMEN DE LA PARTICULA 0.016204 cm^3" READ (5,*) VP PRINT *,"AREA DE LA GEOMETRIA DE LA PARTICULA 0.438055 cm^2" READ (5,*) SP VS = VP/SP PRINT *,"RELACION VOLUMEN AREA cm" WRITE (7,*)VS DP = 6*VS PRINT *, "DIAMETRO DE LA PARTICULA EQUIVALENTE cm" WRITE (7,*)DP PRINT *, "DENSIDAD DE LA PARTICULA 1.56 g/cm^3" READ (5,*) DENPART DO K = 1,7 PRINT *, "TEMPERATURA DE OPERACION" WRITE(7,*)T PRINT *, "ESPACIO VELOCIDAD " WRITE (7,*) SLHV DO I = 1,5 WRITE(7,*) SLHV
CONST CINETICA TK = T+273.15 APPK = 6.212752E15*EXP(-17083.2058/TK) APPK = 63390 EN = 2.4 PROPIEDADES DEL HIDROGENO POR LA ECUACION ESTADO R-W CALL ECESTRW(X3,T,P) DENG15=0.0632 DENG =X3 PROPIEDADES EXTERNAS E INTERNAS DEL CATALIZADOR CALL DENSID(T,P,DENL15,DENL) CALL FLUJOS(REL,REG,VISL,VISG,AT,VCAM,DENL15,DENG15,T,P,SLHV,API,DP,DENL,DENG,VL,VG,REHC,VSMD,VSMG) CALL CAMACATAL(ATV,DR,DP,DENL,VISL,REL,RELAV,DENCAT) CALL DIFUS(DA,DD,De,DENL15,VISL,T,DENL,DENG15,TPEB,PMD,DHS) CONSTANTES APARENTES APARTIR DE LA EFICACIA Y KINTRINCECA TRILOBULAR CALL CONSKSA( DA, ATV, RELAV, VISL, DENL, CKS, DD, CKSD, CKSHS, DHS) X2 = CAZIN(APPK,DENL,DENCAT,CKSD) CLS = W1 CALLEFIC (VS,X2,DENCAT,EN,APPK,DD,De,VP,SP,EFICAS,DENL,DP,DA,EB,PMD,T,XKINT,APPK2,THIEMAC,eff) CONCENTRACION Cs CON EFECTOS DE FORMA Y TRANSF. MASA CALL EFECTS(DP2,EB2,DD,VISL,DENL,VSMD,VSMG,DENPART,CKSD2,DENCAT2,DR,VP,SP,VL,VG,DENG,VISG,REL2,REG2,DPLG,EL) XA = CAZIN(APPK2,DENL,DENCAT2,CKSD2) CSZ = XA EFEF1 = EFEF(XKINT,CSZ,De,VS,EN,DENL) APPK3 = EFEF1*XKINT ZX = 0 APRIN = 0 CSZX = CSZ*100 CLSX = CLS*100 PRINT *, "LONG. REAC, CONC.SOLIDO, CONC. LIQUIDO" WRITE(7,*)REL2,REG2,DPLG,EL WRITE(7,*) ZX, CSZX, CLSX WRITE(7,*)LHSV,ZX,CSZX,CLSX
MODELO DE DIF. ORDINARIAS DE TRANSFERENCIA DE MASA LIQ-SOL POR ALGORITMO DE RUNGE KUTTA. DO J = 1,1 ZX = ZX+AH RA = RC ( CSZ, DENCAT2, EN, APPK2, DENL ) RK1 = AH*DCLIQ(CLS,CSZ,CKSD2,VL) CN2S = CLS+RK1/2 RK2 = AH*DCLIQ(CN2S,CSZ,CKSD2,VL) CN3S = CLS+RK2/2 RK3 = AH*DCLIQ(CN3S,CSZ,CKSD2,VL) CN4S = CLS+RK3 RK4 = AH*DCLIQ(CN4S,CSZ,CKSD2,VL) CLS = CLS+(RK1+2*RK2+2*RK3+RK4)/6 CSZ = CLS-(RA/CKSD2) APRIN = APRIN+J IF(APRIN.EQ.AINT)GOTO 100 GOTO 200 variables de salida para graficar zx, csz, cls WRITE(7,*)ZX,CSZ,CLS APRIN = 0 ENDDO IF(ZX.LE.ZE)GOTO 30 WRITE(7,*)SLHV,EFICAS CSZY = CSZ*100 CLSY = CLS*100 WRITE(6,*)SLHV,CSZX,CSZY,CLSY SLHV = SLHV+0.5 ENDDO WRITE(7,*)EFICAS,APPK,APPK2 T = T+10 SLHV = 1 ENDDO WRITE(7,*)DP2,EB2,DENCAT2 STOP END _______________________________________________________________ MODELO DE TRANSFERENCIA DE MASA LIQUILDO-SOLIDO
FUNCTION DCLIQ(CLS,CSZ,CKSD,VL) DCLIQ = -CKSD*(CLS-CSZ)/VL RETURN END PROPIEDADES DE FLUJOS VISC, VEL. SUPER. MAS., REYNOLD DE GAS Y LIQ. SUBROUTINE FLUJOS(REL,REG,VISL,VISG,AT,VCAM,DENL15,DENG15,T,P,SLHV,API,DP,DENL,DENG,VL,VG,REHC,VSMD,VSMG) FVD = SLHV*VCAM FVG = FVD/158987.2949*REHC*28.3168*760/580 FMD = FVD*DENL15/3600 FMG = FVG*DENG15/3600 PRINT *," FVD FVG FMD FMG" WRITE (7,*)FVD,FVG,FMD,FMG VELOCIDAD SUPER MASICAS DEL LIQUIDO Y GAS VSMD = FMD/AT VSMG = FMG/AT VISCOSIDADES DEL LIQUIDO Y GAS TR = (32+1.8*(T))+460 A1 = 10.313*(LOG10(TR-460))-36.447 VISL = 3.141E8*((TR-460)**(-3.444))*((LOG10(API))**A1) VISG = 0.000026693*(2*(T+273))**0.5/(2.915**2*0.7746) REYNOLDS DEL LIQUIDO Y GAS REL = DP*VSMD/VISL REG = DP*VSMG/VISG VL = VSMD/DENL VG = VSMG/DENG PRINT *," DENL DENG VISL VISG REL REG VSMD VSMG" WRITE (7,*) DENL, DENG, VISL, VISG, REL, REG, VSMD, VSMG RETURN END PROPIEDADES DEL LECHO CATALITICO SUBROUTINE CAMACATAL(ATV,DR,DP,DENL,VISL,REL,RELAV,DENCAT) FRACCION DE ESPACIO VACIO EN LA CAMA EB=1-(DENCAT/1.56) PRINT *," EB " WRITE (7,*)EB HOLDUP DEL LIQUIDO EL = 9.9*(REL**0.333)*(((DP**3)*980*(DENL**2)/(VISL**2))**-0.333)
AREA TOTAL DE LA CAMA AREA ENTRE VOLUMEN DEL REACTOR ATV = (6*(1-EB))/DP RELAV = REL/(DP*ATV) RETURN END CONSTANTE DE TRANSFERENCIA DE MASA LIQ-SOLIDO SUBROUTINE CONSKSA(DA,ATV,RELAV,VISL,DENL,CKS,DD,CKSD,CKSHS,DHS) CKSD = 1.8*DD*(ATV**2)*(RELAV**0.5)*((VISL/(DENL*DD))**0.333) RETURN END EFECTOS DEL FLUJO EN LA CAMA CATALITICA SUBROUTINE EFECTS(DP2,EB2,DD,VISL,DENL,VSMD,VSMG,DENPART,CKSD2,DENCAT2,DR,VP,SP,VL,VG,DENG,VISG,REL2,REG2,DPLG,EL) FRACCION HUECA DE CAMA, RELACC A/V VS = VP/SP DP = 6*VS EB = 0.38+0.0713*(1+(DR/DP-2)**2/(DR/DP)**2) DENCAT2 = DENPART*(1-EB) ATV = (6*(1-EB))/DP RELAV = VSMD/(VISL*ATV) CAIDA DE PRESION EN LA FASE LIQUIDA Y GAS DP/L DPL = (( 143*( 1-EB )**2 * VL * VISL ) / ( EB **3 * DP**2 ) ) + ( 3.1*( 1-EB ) *VL**2* DENL ) / ( EB **3*DP ) DPG = ( ( 143*( 1-EB )**2* VG*VISG ) / ( EB**3*DP**2 ) ) + ( 3.1*( 1-EB ) *VG**2*DENG ) / ( EB**3*DP ) RLG = ( DPL/DPG)**0.5 RLOG = 0.4167 / ( 0.666 + LOG( RLG ) ) DPTOTAL = DPL+ DPG CAIDA DE PRESION EN L-G EN (Pa) DPLG=10*(DPL+DPG)*(10**RLOG) HOLDUP TOTAL EL = 0.185*EB*ATV**0.333*RLG**0.22 NUMERO DE REYNOLDS REL = DP*VSMD/VISL REG = DP*VSMG/VISG VL = VSMD / DENL VG =VSMG / DENG COEFICIENTE DE TRANSFERENCIA L-S (Ka S )
CKSD21 = ATV*(0.8/EL)*(DD/DP)*REL**0.5*(VISL/(DENL*DD))**0.333 CKSD2 = 1.8*DD*(ATV**2)*(RELAV**0.5)*((VISL/(DENL*DD))**0.333) A2 =2*DD / DP**2*( 1- ( EL / EB ) ) EB2 = EB DP2 = DP REL2 = REL REG2 = REG PRINT *," DP EB EL DPL DPG DPLG CKSD21 DPTOTAL " WRITE(7,*) DP, EB, EL, DPL, DPG, DPLG, CKSD21, DPTOTAL RETURN END DIFUSION DE HIDROGENO, DIESEL AZUFRADO, AC SULF. SUBROUTINE DIFUS(DA,DD,De,DENL15,VISL,T,DENL,DENG15,TPEB,PMD,DHS) D poro = 0.00000000468 V poro = 0.49 VH = 0.285*(65)**1.048 VHS = 0.285*(98.5)**1.048 VCL = 63.43*PMD*0.0075214*(TPEB**0.2896)*DENL15**(-0.7666) VL = 0.285*( VCL**1.048 ) DA =8.93E-8*VL**0.267*( T + 273 ) / ( ( VH**0.433)*VISL*100 ) DD = 8.93E-8*VL**0.267* ( T + 273 ) / ( VL**0.433*VISL*100 ) DHS = 8.93E-8*VL**0.267*( T + 2 73 ) / ( ( VHS**0.433 )*VISL*100) DKD = 10000*97*dporo*( T / PMD )**0.5 DDT = 1 / ( 1 / DD + 1 / DKD ) De = DDT * V poro / 4 RETURN END CORRELACION DE DENSIDAD DEL LIQUIDO SUBROUTINE DENSID(T6,P,DENL15,DENL) P1=14.7*P T1=( T6 * 1.8 ) + 492 DEN0 = DENL15 * 63.43 DDENP = ( 0.167 + 16.181 * ( 10** ( -0.0425 * DEN0 ) ) ) * ( P1 / 1000 ) - ( 0.01 * ( 0.299 + 263 * ( 10** (-0.0603 * DEN0 ) ) ) * ( P1 / 1000 )**2 ) DDENT = ( 0.0133 + 152.4 * ( DEN0 + DDENP )**( -2.45 ) ) * ( T1-520 )-( ( 8.1E–6 ) - 0.0622 * ( 10** ( -0.764 * ( DEN0 + DDENP ) ) ) ) * ( T1-520 )**( 2 ) DENL = ( DEN0 + DDENP – DDENT ) / 63.43 RETURN END VELOCIDAD DE REACION POR LEY DE POTENCIA FUNCTION RC ( CSZ, DENCAT, EN, APPK, DENL ) APP1 = APPK / ( DENL * 3600 ) RC = DENCAT*APP1*CSZ**EN
RETURN END CONCENTRACION INICIAL DE AZUFRE EN EL SOLIDO RELACION DE TRANSFERENCIA DE MASA LIQ-SOL CON REACCION NEWTON RAPSON FUNCTION CAZIN(APPK,DENL,DENCAT,CKSD) DIMENSION X1(10) CONS = APPK*DENCAT / ( DENL*3600*CKSD ) X1(1) = 0.001 DO I = 1,40 J = I + 1 X1(J) = X1 (I) - ( ( LOG ( 0.01616 - X1 ( I ) ) – LOG (CONS)-( 2.4 *LOG(X1( I ) ) ) ) ) / ((-1/(0.01616-X1(I) ) )-2.4 / X1(I) ) ERR=((X1(J)-X1(I))/X1(J)) CAZIN=X1(J) A = 0.001 IF ( ABS ( ERR ) .LT.A )GOTO 200 ENDDO RETURN END ECUACION DE ESTADO R-W POR MET. NEWTON RAPSON SUBROUTINE ECESTRW(X3,T,P) DIMENSION X1(10) X1( 1 ) = 1025 T1 = T + 273.15 A = 0.42748 * ( 83.14 )**2*( 33.2 )**2.5 / 89.4 B = 0.08664*83.14*33.3/89.4 RTP = 83.14*T1/P CRTb = RTP+b ATP = A / ( T1**0.5*P ) DO I = 1,40 J = I + 1 X1(J) = X1(I)-(-X1(I)+CRTb-( ATP*X1(I)-( ATP*B ) ) / ( X1(I)**2+B*X1(I) ) ) / (-1-( ATP*X1(I)**2 + ( 3*ATP )*X1(I) + ( ATP*B**2 ) ) / ( X1(I)**2 + B*X1(I) )**2) ERR = ((X1(J)-X1(I))/X1(J)) X3 = (1/X1(J))*2.016 A = 0.001 IF ( ABS ( ERR ) .LT.A )GOTO 300 ENDDO 300 RETURN END EFICACIA DE LA PARTICULA
SUBROUTINE EFIC(VS,CSZ,DENCAT,EN,APPK,DD,De,VP,SP,EFICAS,DENL,DP,DA,EB,PMD,T,XKINT,APPK2,THIEMAC,EFF) CKPP = APPK / ( DENL*3600 ) THIEMAC = ( 0.03699 )**2*( ( EN + 1 ) / 2 ) *CKPP*CSZ**( EN – 1 ) / De EFICAS = TANH ( THIEMAC ) / THIEMAC XKINT = APPK / EFICAS YKINT = XKINT / ( DENL*3600 ) TH = ( Vp / Sp )*( ( ( EN + 1 ) / 2 )*YKINT*CSZ**( EN – 1 ) / De ) **0.5 EFF = TANH ( TH ) / TH APPK2 = EFF * XKINT RETURN END FUNCTION EFEF ( XKINT, CSZ, De, VS, EN, DENL ) YKINT = XKINT / ( DENL*3600 ) TH = ( VS ) * ( ( ( EN + 1 ) / 2 ) * YKINT * CSZ ** ( EN – 1 ) / DE ) **0.5 EFEF = TANH(TH)/TH RETURN END