reparacion de cojinetes
TRANSCRIPT

PDVSA N° TÍTULO
REV. FECHA DESCRIPCIÓN PAG. REV. APROB. APROB.
APROB. FECHA:APROB.FECHA:
VOLUMEN 11
� PDVSA, 1983
PI–12–01–02 FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO
ORIGINAL
Youhad Kerbaje Raúl RiveroOCT.02 OCT.02
PROCEDIMIENTO DE INSPECCIÓN
OCT.02 O. N.0 30 Y. K. R. R.
MANUAL DE INSPECCIÓN
ESPECIALISTAS
�����
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Índice1 OBJETIVO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ALCANCE 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 DOCUMENTOS DE REFERENCIA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1 ASTM – American Society for Testing and Materials 3. . . . . . . . . . . . . . . . . 3.2 Petróleos de Venezuela S.A. (PDVSA) 3. . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 PROCEDIMIENTO DE FABRICACIÓN Y REPARACIÓN 3. . . . . . . . 4.1 Fabricación del Casco 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.2 Preparación de Superficie 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3 Estañado 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.4 Aplicación del Babbitt 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5 Mecanizado Dimensional del Babbitt 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6 Control de Calidad 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.7 Procedimiento de Reparación 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.8 Aplicación del Babbitt 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.9 Mecanizado Dimensional del Babbitt 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.10 Control de Calidad 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 PROCEDIMIENTO PARA LA INSPECCIÓN VISUAL 20. . . . . . . . . . . 5.1 Objetivo 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.2 Alcance 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3 Responsables 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.4 Condiciones de Prueba 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.5 Procedimientos 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.6 Criterios de Aceptación o Rechazo 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 PROCEDIMIENTO PARA ENSAYO CON LÍQUIDOS PENETRANTES 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Objetivo 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Alcance 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Responsables 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.4 Productos 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 Condiciones 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.6 Procedimiento 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.7 Criterios de Aceptación o Rechazo 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 PROCEDIMIENTO PARA ENSAYO DE ULTRASONIDO 24. . . . . . . . 7.1 Objetivo 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.2 Alcance 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.3 Responsables 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
7.4 Equipos 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.5 Patrón de Calibración 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.6 Condiciones de Prueba 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.7 Procedimiento 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.8 Criterios de Aceptación o Rechazo 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.9 Caracterización de Señales 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 BIBLIOGRAFÍA 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 OBJETIVOEstablecer los procedimientos para la fabricación, reparación e inspección decojinetes de deslizamiento.
2 ALCANCEEste documento abarca todos los trabajos de fabricación y reparación decojinetes de deslizamiento para equipos rotativos de la industria petrolera ypetroquímica nacional, así como también las correspondientes inspecciones,para las actividades antes indicadas, las responsabilidades corresponderán atalleres internos y aquellos contratados por la industria.
3 DOCUMENTOS DE REFERENCIALas últimas ediciones o revisiones de las siguientes especificaciones o normasforman parte del presente procedimiento.
3.1 ASTM – American Society for Testing and Materials
B23 Standard Specifications for White Metal Bearing Alloys (KnownCommercially as Babbitt Metal).
3.2 Petróleos de Venezuela S.A. (PDVSA)
PI–02–03–01 “Ensayo Ultrasónico (General)”.
PI–02–05–01 “Ensayos de Líquidos Penetrantes Visibles Removibles conSolvente”.
PI–02–05–07 “Ensayos de Líquidos Penetrantes Mediante el Método Solubleen Agua (Acuoso)”.
4 PROCEDIMIENTO DE FABRICACIÓN Y REPARACIÓN
4.1 Fabricación del Casco
4.1.1 Fabricar el cojinete, tomando como base el plano suministrado junto con larequisición de servicio, en el cual se deben indicar las dimensiones, toleranciasy materiales a ser utilizados.
4.1.2 Efectuar, en caso de “aplicación del babbitt por vaciado estático o centrifugado”,el moldeo antes de iniciar la preparación de superficie. Revisar para ello lasespecificaciones respectivas descritas en la sección 4.4 “Aplicación del Babbitt”de esta norma. Luego proceder con la preparación de superficie que se describea continuación.
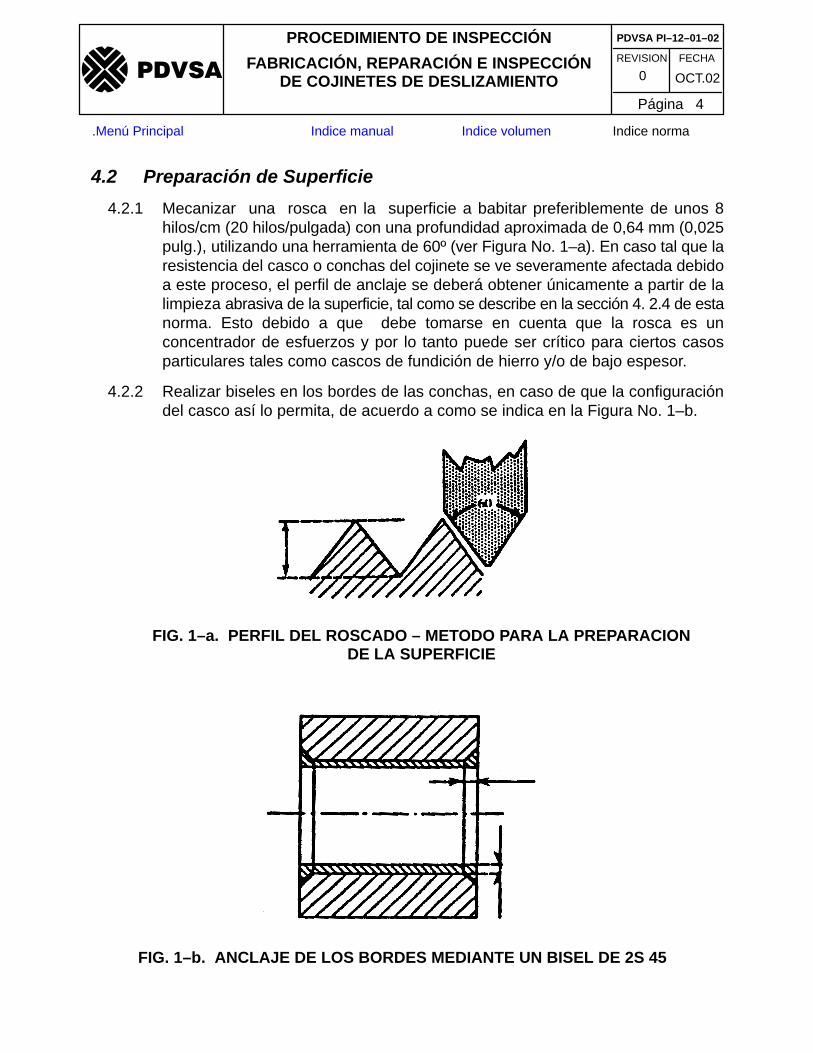
FIG. 1–a. PERFIL DEL ROSCADO – METODO PARA LA PREPARACIONDE LA SUPERFICIE
FIG. 1–b. ANCLAJE DE LOS BORDES MEDIANTE UN BISEL DE 2S 45
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2 Preparación de Superficie
4.2.1 Mecanizar una rosca en la superficie a babitar preferiblemente de unos 8hilos/cm (20 hilos/pulgada) con una profundidad aproximada de 0,64 mm (0,025pulg.), utilizando una herramienta de 60º (ver Figura No. 1–a). En caso tal que laresistencia del casco o conchas del cojinete se ve severamente afectada debidoa este proceso, el perfil de anclaje se deberá obtener únicamente a partir de lalimpieza abrasiva de la superficie, tal como se describe en la sección 4. 2.4 de estanorma. Esto debido a que debe tomarse en cuenta que la rosca es unconcentrador de esfuerzos y por lo tanto puede ser crítico para ciertos casosparticulares tales como cascos de fundición de hierro y/o de bajo espesor.
4.2.2 Realizar biseles en los bordes de las conchas, en caso de que la configuracióndel casco así lo permita, de acuerdo a como se indica en la Figura No. 1–b.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
Nota: Partir de este paso hasta el enfriamiento del “Babbitt”, losfactores tiempo y limpieza son críticos para el proceso y por lotanto afectan la calidad del trabajo. En tal sentido, serecomienda: 1) no tocar con las manos las superficies a colocar“babbitt”, 2) proceder de inmediato a finalizar con el trabajo derecubrimiento con “babbitt” una vez preparada la superficie y, 3)seguir detalladamente los pasos que se describen acontinuación.
4.2.3 Para todos los casos, con excepción de cascos fabricados con hierro colado ofundición gris, realizar limpieza uniforme en la superficie a babitar con chorroabrasivo de partículas metálicas o granallas tamaño G–18 a G–25, con presionesde aire de 5,6 a 7,0 kgs/cm2 (80 a 100 psi). En el caso de un roscado previo, lalimpieza debe realizarse directamente sobre la rosca. Evitar el uso de arena uóxido de aluminio como partículas abrasivas ya que las mismas puedenpermanecer incrustadas en la superficie del casco. Por su parte, el aire a utilizarno deberá contener residuos de agua y/o aceite con el objeto de evitarcontaminación de la superficie.
4.2.4 Para el caso de cascos fabricados con fundición gris, la preparación de superficieconsistirá principalmente en un proceso de degrafitización mediante limpiezaelectrolítica o electroquímica con una solución alcalina. A continuación semuestra un procedimiento sugerido:
a. Calentar la solución alcalina hasta el rango de temperatura recomendado por elfabricante. Una solución típica es hidróxido de sodio al 5 %, la cual debe sercalentada a 90 °C (195 °F). Esta temperatura nunca deberá ser menor que 85 °C(185 °F) para cualquier solución utilizada.
b. Precalentar uniformemente el casco del cojinete hasta una temperaturarazonable por debajo de la temperatura de calentamiento de la solución.
c. Sumergir la pieza en la solución en un tanque para limpieza electrolítica, conectarla misma a la fuente de corriente directa y ajustar los siguientes parámetros enel sistema: voltaje de 6 a 12 V y una densidad de corriente (amperaje) de 2 a 5A/dm2 (20 a 50 A/ft2) de superficie.
d. Alternar la polaridad de la corriente eléctrica a la muestra de la siguiente manera:al cátodo (polo negativo) durante 10 min, al ánodo (polo positivo) durante 15 min,y nuevamente al cátodo durante 20 min.
e. Extraer la pieza del baño y lavarla inmediatamente después con agua fría duranteal menos 1 min.
f. Sumergir la pieza en agua caliente (60 °C o 140 °F) durante al menos 5 min.
g. Secar la pieza al aire.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2.5 Desengrasar las superficies a babitar ya sea con vapor, solvente, limpiezaalcalina y/o limpieza con emulsión. En el caso de limpieza con solvente, los másrecomendables en orden de preferencia son los siguientes: tricloroetano(cloroformo metítilico), tricloroetileno (tricloruro de etileno) y tetracloroetileno(percloroetileno). No se deben utilizar solventes derivados de hidrocarburos,tales como gasolina y kerosene, debido a que son productos de fácil combustióny por consiguiente extremadamente peligrosos para trabajos con calor.Adicionalmente, estos productos se depositan en las porosidades del materialbase, afectando severamente la adherencia del “babbitt”.
4.2.6 Proceder inmediatamente al proceso de estañado.
4.3 Estañado
4.3.1 La finalidad del estañado es aplicar una capa de enlace o unión entre el materialbase y el “babbitt”. El estaño ha mostrado los mejores resultados en este sentido;sin embargo, otros materiales como aleaciones de níquel–aluminio y de cobretambién han sido utilizados con buenos resultados.
4.3.2 Aplicar el estaño, preferiblemente en pasta o en pintura, sobre las superficies ababitar. La aplicación debe efectuarse en frío, sin precalentar el cuerpo delcojinete, hasta obtener una capa uniforme de estaño de aproximadamente 0,13mm (0,005 pulg.) cubriendo completamente las superficies.
4.3.3 Calentar de manera uniforme y con una llama oxi–acetilénica la parte externa delcuerpo del cojinete hasta una temperatura de 250 °C (480 °F). Controlar latemperatura con lápices de calor u otro dispositivo similar. La pasta de estañoempieza a fundirse a aproximadamente 225 °C (437 °F).
4.3.4 Retirar la fuente de calor y extender uniformemente el estaño líquido sobre lasuperficie con un cepillo limpio de cobre o acero inoxidable. La superficie debetener un acabado de apariencia brillante, tipo espejo. Remover el estaño sobrantede la superficie con el cepillo.
4.3.5 Dejar enfriar la pieza. Evitar un enfriamiento brusco que pueda deformar elcojinete.
4.3.6 Cepillar la superficie estañada con un cepillo limpio y abundante agua, pararemover completamente el fundente residual.
4.3.7 Proceder inmediatamente con la aplicación del ¨babbitt”.
4.4 Aplicación del BabbittPara todos los procesos de aplicación del “babbitt” descritos en esteprocedimiento, el material de aporte a utilizar deberá cumplir con lo establecidoen la especificación ASTM B23.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.4.1 Termorrociado
El termorrociado es un proceso durante el cual el material metálico del “babbitt”,en forma de alambre o en polvo, es proyectado en forma atomatizada sobre elsubstrato. El material de aporte utilizado, es calentado hasta la temperatura defusión por una llama oxi–acetilénica en la pistola utilizada para realizar ladeposición y, una vez atomizado, es proyectado sobre el substrato por un chorrode gas. En vista de que existen diferentes equipos para la aplicación de esteproceso, se recomienda seguir las recomendaciones del manual del usuariocorrespondiente para efectos de este procedimiento.
Para efectos de tener una idea del procedimiento a seguir en estos casos, acontinuación se presenta una guía práctica para el método de termorrociado porllama oxi–acetilénica con polvo utilizando el equipo Eutectic + Castolin modeloTerodyn 2000, junto con la extensión para rociar diámetros internos modelo LTExtender:
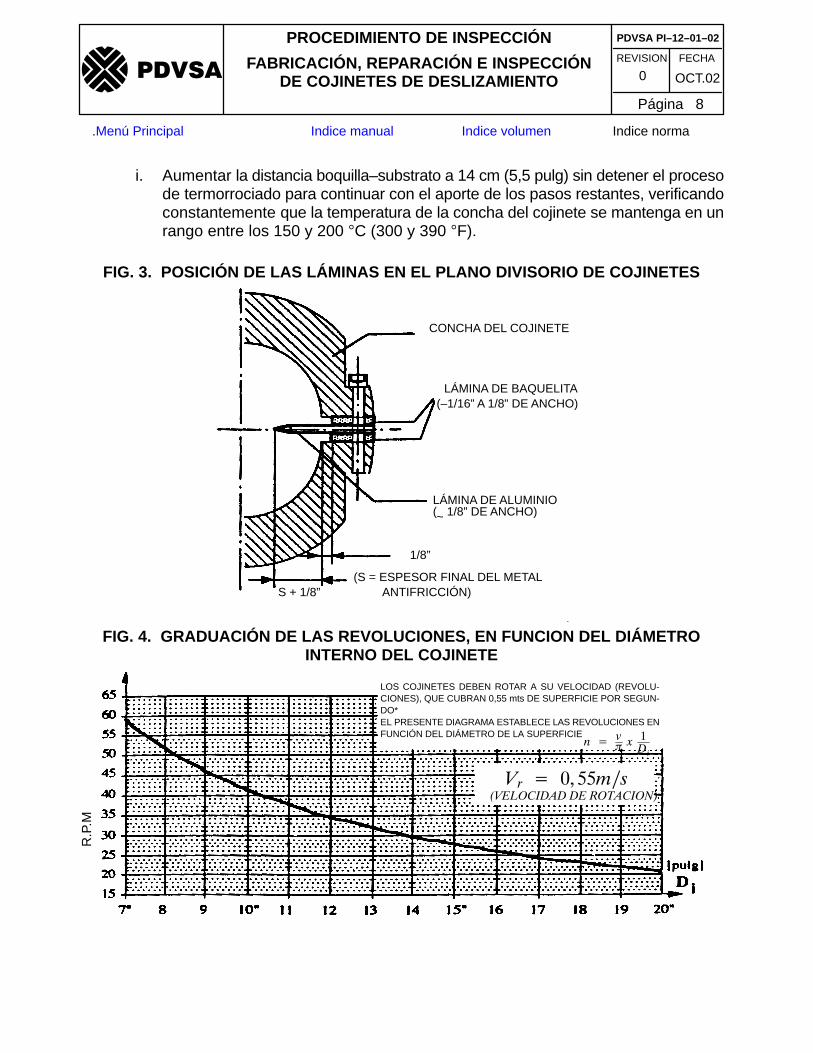
a. Colocar láminas de aluminio y baquelita en el plano divisorio de cojinetesbipartidos, según se indica en la Figura No. 3.
b. Centrar y montar el cojinete en un torno colocando aislantes térmicos (baquelita)entre el cojinete y las mordazas del torno para efectos de que el calor se disipeuniformemente.
c. Montar la extensión para diámetros internos sobre la pistola de termorrociado einstalar el equipo completo sobre el torno. Asegurarse que la boquilla de laextensión se mantenga alineada con el centro del plato del torno.
d. Graduar las presiones de los gases como sigue:
Presión (kg/cm2 / psi) Flujo (m3/hr / ft3/hr)
oxígeno 3,5 / 50 0,8 / 28
acetileno 0,84 / 12 0,8 / 28
aire 1,4 – 2,1 / 20 – 30 –––––
e. Agitar bien los recipientes contenedores del material de aporte (“babbitt” enpolvo).
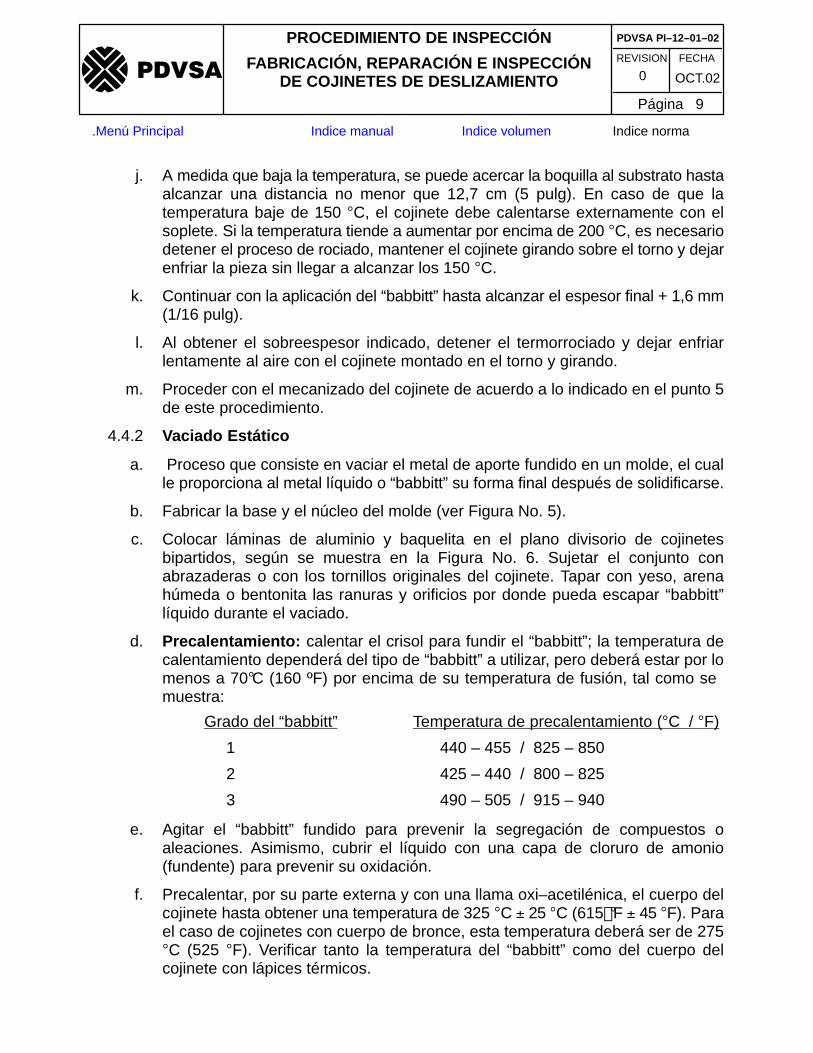
f. Seleccionar la velocidad de rotación del cojinete a partir de su diámetro internoutilizando la gráfica ilustrada en la Figura No. 4.
g. Precalentar la parte externa del cuerpo del cojinete a 200 °C (390 °F) medianteun mechero o soplete oxi–acetilénico. Verificar la temperatura con lápicestérmicos.
h. Rociar inmediatamente los primeros dos pases de “babbitt” manteniendo unadistancia boquilla–substrato de 11,4 cm (4,5 pulg) y una velocidad de avance dela boquilla de 2 hilos/cm (5 hilos/pulg).
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
i. Aumentar la distancia boquilla–substrato a 14 cm (5,5 pulg) sin detener el procesode termorrociado para continuar con el aporte de los pasos restantes, verificandoconstantemente que la temperatura de la concha del cojinete se mantenga en unrango entre los 150 y 200 °C (300 y 390 °F).
FIG. 3. POSICIÓN DE LAS LÁMINAS EN EL PLANO DIVISORIO DE COJINETES
CONCHA DEL COJINETE
LÁMINA DE BAQUELITA(–1/16” A 1/8” DE ANCHO)
1/8”
S + 1/8”(S = ESPESOR FINAL DEL METAL
ANTIFRICCIÓN)
LÁMINA DE ALUMINIO( 1/8” DE ANCHO)~
FIG. 4. GRADUACIÓN DE LAS REVOLUCIONES, EN FUNCION DEL DIÁMETROINTERNO DEL COJINETE
LOS COJINETES DEBEN ROTAR A SU VELOCIDAD (REVOLU-CIONES), QUE CUBRAN 0,55 mts DE SUPERFICIE POR SEGUN-DO*EL PRESENTE DIAGRAMA ESTABLECE LAS REVOLUCIONES ENFUNCIÓN DEL DIÁMETRO DE LA SUPERFICIE
�� ����� �� �
��
��� �� �� ������� ���������� ���� ��
R.P
.M
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
j. A medida que baja la temperatura, se puede acercar la boquilla al substrato hastaalcanzar una distancia no menor que 12,7 cm (5 pulg). En caso de que latemperatura baje de 150 °C, el cojinete debe calentarse externamente con elsoplete. Si la temperatura tiende a aumentar por encima de 200 °C, es necesariodetener el proceso de rociado, mantener el cojinete girando sobre el torno y dejarenfriar la pieza sin llegar a alcanzar los 150 °C.
k. Continuar con la aplicación del “babbitt” hasta alcanzar el espesor final + 1,6 mm(1/16 pulg).
l. Al obtener el sobreespesor indicado, detener el termorrociado y dejar enfriarlentamente al aire con el cojinete montado en el torno y girando.
m. Proceder con el mecanizado del cojinete de acuerdo a lo indicado en el punto 5de este procedimiento.
4.4.2 Vaciado Estático
a. Proceso que consiste en vaciar el metal de aporte fundido en un molde, el cualle proporciona al metal líquido o “babbitt” su forma final después de solidificarse.
b. Fabricar la base y el núcleo del molde (ver Figura No. 5).
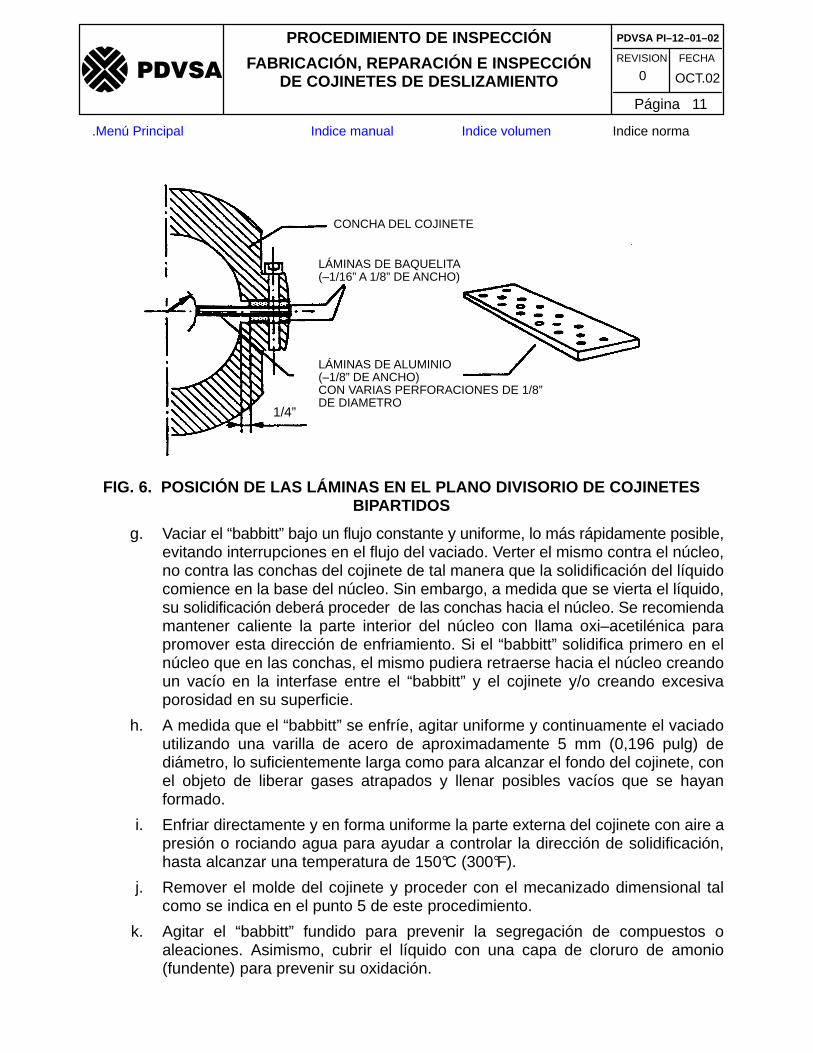
c. Colocar láminas de aluminio y baquelita en el plano divisorio de cojinetesbipartidos, según se muestra en la Figura No. 6. Sujetar el conjunto conabrazaderas o con los tornillos originales del cojinete. Tapar con yeso, arenahúmeda o bentonita las ranuras y orificios por donde pueda escapar “babbitt”líquido durante el vaciado.
d. Precalentamiento: calentar el crisol para fundir el “babbitt”; la temperatura decalentamiento dependerá del tipo de “babbitt” a utilizar, pero deberá estar por lomenos a 70°C (160 ºF) por encima de su temperatura de fusión, tal como semuestra:
Grado del “babbitt” Temperatura de precalentamiento (°C / °F)
1 440 – 455 / 825 – 850
2 425 – 440 / 800 – 825
3 490 – 505 / 915 – 940
e. Agitar el “babbitt” fundido para prevenir la segregación de compuestos oaleaciones. Asimismo, cubrir el líquido con una capa de cloruro de amonio(fundente) para prevenir su oxidación.
f. Precalentar, por su parte externa y con una llama oxi–acetilénica, el cuerpo delcojinete hasta obtener una temperatura de 325 °C ± 25 °C (615 °F ± 45 °F). Parael caso de cojinetes con cuerpo de bronce, esta temperatura deberá ser de 275°C (525 °F). Verificar tanto la temperatura del “babbitt” como del cuerpo delcojinete con lápices térmicos.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
�4
�3
��
�1
ANILLO
BABBITT
CONCHA DELCOJINETE
BASE
�1 = DIÁMETRO DEL NUCLEO= �2 – 1/2”
�2 = DIÁMETRO FINAL DEL BABBITT�3 = DIÁMETRO INTERIOR DEL MATERIAL BASE�4 = DIÁMETRO DEL ANILLO
= �3 + 1/2”
S1 = ESPESOR DEL CASCOS2 = ESPESOR FINAL DE BABBITe = BORED LATERAL DE BABBITT (–1/8”)f = ANCHOR DEL. ANILE (– 1/2”)
fe
NU
CL
EO
PHI. 5. MOLDEO DEL COJINETE PARA EL VACIADO ESTÁTICO CON “BABBIT”
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
CONCHA DEL COJINETE
LÁMINAS DE BAQUELITA(–1/16” A 1/8” DE ANCHO)
LÁMINAS DE ALUMINIO(–1/8” DE ANCHO)CON VARIAS PERFORACIONES DE 1/8”DE DIAMETRO
1/4”
FIG. 6. POSICIÓN DE LAS LÁMINAS EN EL PLANO DIVISORIO DE COJINETESBIPARTIDOS
g. Vaciar el “babbitt” bajo un flujo constante y uniforme, lo más rápidamente posible,evitando interrupciones en el flujo del vaciado. Verter el mismo contra el núcleo,no contra las conchas del cojinete de tal manera que la solidificación del líquidocomience en la base del núcleo. Sin embargo, a medida que se vierta el líquido,su solidificación deberá proceder de las conchas hacia el núcleo. Se recomiendamantener caliente la parte interior del núcleo con llama oxi–acetilénica parapromover esta dirección de enfriamiento. Si el “babbitt” solidifica primero en elnúcleo que en las conchas, el mismo pudiera retraerse hacia el núcleo creandoun vacío en la interfase entre el “babbitt” y el cojinete y/o creando excesivaporosidad en su superficie.
h. A medida que el “babbitt” se enfríe, agitar uniforme y continuamente el vaciadoutilizando una varilla de acero de aproximadamente 5 mm (0,196 pulg) dediámetro, lo suficientemente larga como para alcanzar el fondo del cojinete, conel objeto de liberar gases atrapados y llenar posibles vacíos que se hayanformado.
i. Enfriar directamente y en forma uniforme la parte externa del cojinete con aire apresión o rociando agua para ayudar a controlar la dirección de solidificación,hasta alcanzar una temperatura de 150°C (300°F).
j. Remover el molde del cojinete y proceder con el mecanizado dimensional talcomo se indica en el punto 5 de este procedimiento.
k. Agitar el “babbitt” fundido para prevenir la segregación de compuestos oaleaciones. Asimismo, cubrir el líquido con una capa de cloruro de amonio(fundente) para prevenir su oxidación.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma
l. Precalentar, por su parte externa y con una llama oxi–acetilénica, el cuerpo delcojinete hasta obtener una temperatura de 325 °C ± 25 °C (615 °F ± 45 °F). Parael caso de cojinetes con cuerpo de bronce, esta temperatura deberá ser de 275°C (525 °F). Verificar tanto la temperatura del “babbitt” como del cuerpo delcojinete con lápices térmicos.
m. Vaciar el “babbitt” bajo un flujo constante y uniforme, lo más rápidamente posible,evitando interrupciones en el flujo del vaciado. Verter el mismo contra el núcleo,no contra las conchas del cojinete de tal manera que la solidificación del líquidocomience en la base del núcleo. Sin embargo, a medida que se vierta el líquido,su solidificación deberá proceder de las conchas hacia el núcleo. Se recomiendamantener caliente la parte interior del núcleo con llama oxi–acetilénica parapromover esta dirección de enfriamiento. Si el “babbitt” solidifica primero en elnúcleo que en las conchas, el mismo pudiera retraerse hacia el núcleo creandoun vacío en la interfase entre el “babbitt” y el cojinete y/o creando excesivaporosidad en su superficie.
n. A medida que el “babbitt” se enfríe, agitar uniforme y contínuamente el vaciadoutilizando una varilla de acero de aproximadamente 5 mm (0,196 pulg) dediámetro, lo suficientemente larga como para alcanzar el fondo del cojinete, conel objeto de liberar gases atrapados y llenar posibles vacíos que se hayanformado.
o. Enfriar directamente y en forma uniforme la parte externa del cojinete con aire apresión o rociando agua para ayudar a controlar la dirección de solidificación,hasta alcanzar una temperatura de 150°C (300 °F).
p. Remover el molde del cojinete y proceder con el mecanizado dimensional talcomo se indica en la sección 4.5 de este procedimiento.
4.4.3 Vaciado Centrifugado
a. Proceso que consiste en vaciar el material fundido en un molde sometido a unmovimiento rotacional. Tanto en el vaciado como en el enfriamiento del “babbitt”,el molde se mantiene en rotación a fin de que el material depositado se adhieraa las paredes por la fuerza centrífuga que se origina durante la orientación delcomponente. Este proceso requiere una máquina o equipo diseñada y construídao modificada expresamente para este propósito.
b. Fabricar dos tapas de centrado tal como se ilustra en la Figura No. 7.
c. Empaquetar el cojinete con fibra cerámica. Sellar las ranuras entre el casco y lastapas de centrado para eliminar posibles fugas de “babbitt” durante el vaciado.
d. Centrar y montar el conjunto en la máquina de centrifugado.
e. Repetir los pasos descritos en las secciones 4.4.2.d al 4.4.2.f de esteprocedimiento.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma
f. Ajustar la velocidad de rotación de la máquina, dependiendo del diámetro internodel cojinete, utilizando la gráfica ilustrada en la Figura No. 8.
g. Vaciar el ¨babbitt” bajo un flujo constante y uniforme, lo más rápidamente posible,evitando interrupciones en el flujo del vaciado.
h. Repetir los pasos descritos en las secciones 4.4.2.o y 4.4.2.p de esteprocedimiento.
4.4.4 Soldadura por Arco Eléctrico
a. Proceso en el cual la deposición del “babbitt” se realiza mediante el proceso desoldadura por arco eléctrico con electrodo de tungsteno y gas inerte de protección(comunmente conocido como proceso TIG).
b. Ajustar los parámetros de soldadura tal como se indica a continuación:
� Material de aporte: varilla del mismo material del “babbitt”.
� Electrodo no consumible: tungsteno puro (100 %).
� Gas de protección: argón al 99,995 %.
� Flujo de gas: 118 – 197 cm3/seg (15 – 25 ft3/hr)
� Tipo de corriente: directa con electro negativo.
� Voltaje: 10 – 12 V.
� Amperaje: 30 – 40 Amp.
c. Sujetar los cojinetes adecuadamente con abrazaderas u otros dispositivos de talmanera de prevenir deformación en los mismos por el calor generado durante elproceso de soldadura.
d. Precalentar, por su parte externa y con llama oxi–acetilénica, el cuerpo delcojinete hasta obtener una temperatura de 150 °C (300 °F). Mantener el mismoa una temperatura entre 120 y 190 °C (250 y 370 °F) durante todo el proceso desoldadura, a fin de evitar un sobrecalentamiento local en el cojinete. Verificarconstantemente la temperatura con lápices térmicos.
e. Realizar la soldadura en un lugar con suficientemente ventilación, pero protegidode corrientes de aire fuertes. La misma deberá realizarse cubriendo la superficiecon pases en sentido longitudinal. La limpieza entre pases deberá realizarseutilizando un cepillo de acero inoxidable.
f. Aplicar un cordón de soldadura o “babbitt” en los bordes con un pase en sentidocircunferencial, sin hacer contacto con el metal base de la concha.
g. Proceder con el mecanizado dimensional tal como se indica en el punto 5 de esteprocedimiento.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
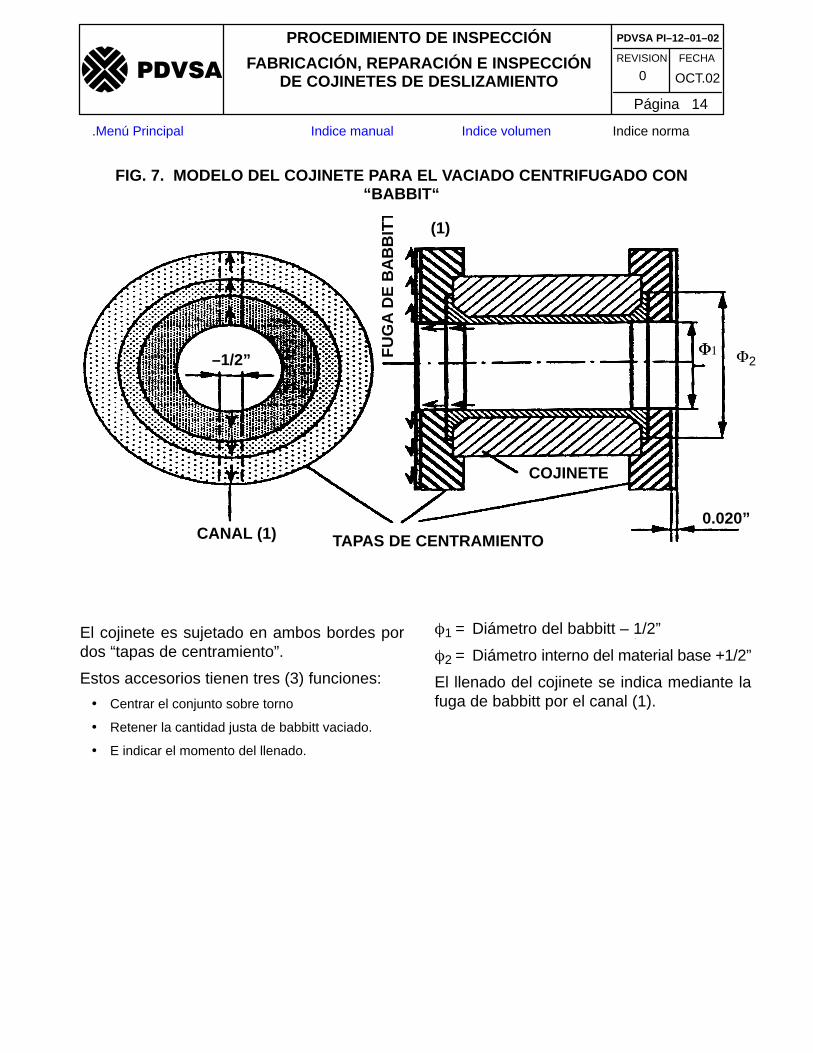
FIG. 7. MODELO DEL COJINETE PARA EL VACIADO CENTRIFUGADO CON“BABBIT“
(1)
COJINETE
0.020”TAPAS DE CENTRAMIENTOCANAL (1)
–1/2” FU
GA
DE
BA
BB
ITT
�2�
El cojinete es sujetado en ambos bordes pordos “tapas de centramiento”.
Estos accesorios tienen tres (3) funciones:
• Centrar el conjunto sobre torno
• Retener la cantidad justa de babbitt vaciado.
• E indicar el momento del llenado.
�1 = Diámetro del babbitt – 1/2”
�2 = Diámetro interno del material base +1/2”
El llenado del cojinete se indica mediante lafuga de babbitt por el canal (1).
��

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 8. RANGO DE REVOLUCIONES ÓPTIMAS PARA EL VACIADO CENTRÍFUGO
AUMENTA LASEGREGACIÓNDE CRISTALES
AUMENTA LASPOROSIDADES
RE
VO
LU
CIO
NE
S D
EL
CE
NT
RIF
UG
AD
O (
RP
M)
DIÁMETRO INTERNODEL COJINETE
(pulg.)
REVOLUCIONES DELCENTRIFUGADO
(RPM)
DIÁMETRO INTERNO DEL COJINETE (pulg.)

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.5 Mecanizado Dimensional del Babbitt4.5.1 Usar una herramienta de 90° de acero rápido y de punta levemente redondeada.
Revisar frecuentemente la cuchilla durante todo el proceso de mecanizado, yaque su filo debe ser máximo para evitar sobre–esfuerzos en el recubrimiento.
4.5.2 Fabricar un dispositivo con un diámetro equivalente al diámetro externo delcojinete y una interferencia de 0,025 mm (0,001 pulg) a fin de fijar el cojinetedurante el mecanizado.
4.5.3 Colocar la cuchilla levemente por encima del centro del eje de rotación, a fin dedisminuir los esfuerzos en el recubrimiento. Esto aplica para recubrimientos sobreel diámetro interno; en caso de un recubrimiento sobre el diámetro externo, lacuchilla se debe colocar por debajo del centro del eje.
4.5.4 Ajustar la velocidad de corte a aproximadamente 90 a 100 m/min. La velocidadde rotación en el torno puede estimarse utilizando la siguiente ecuación:
V
n= ––––––––––
d * π
n= revoluciones (RPM)
V= Velocidad de corte (m/min)
d= diámetro interno de la superficie a tornear (m)
4.5.5 Ajustar las velocidades de avance de acuerdo a lo siguiente: 20 hilos/cm (50hilos/pulg) para el desbastado y 100 hilos/cm (250 hilos/pulg) para repasar lasuperficie.
4.5.6 Tornear inicialmente las partes sobresalientes del recubrimiento a fin de evitarque desde allí se inicie y propague una grieta que ocasione el desprendimientodel mismo. Verificar que el torno no presente juego en el eje que sostiene lasmordazas. Los bordes deben mecanizarse presionando el recubrimiento contrael material base y utilizando, si el acabado dimensional de la pieza lo permite, unángulo de 45° (ver Figura No. 9).
FIG. 9. MECANIZADO DE LOS BORDES DEL RECUBRIMIENTO
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
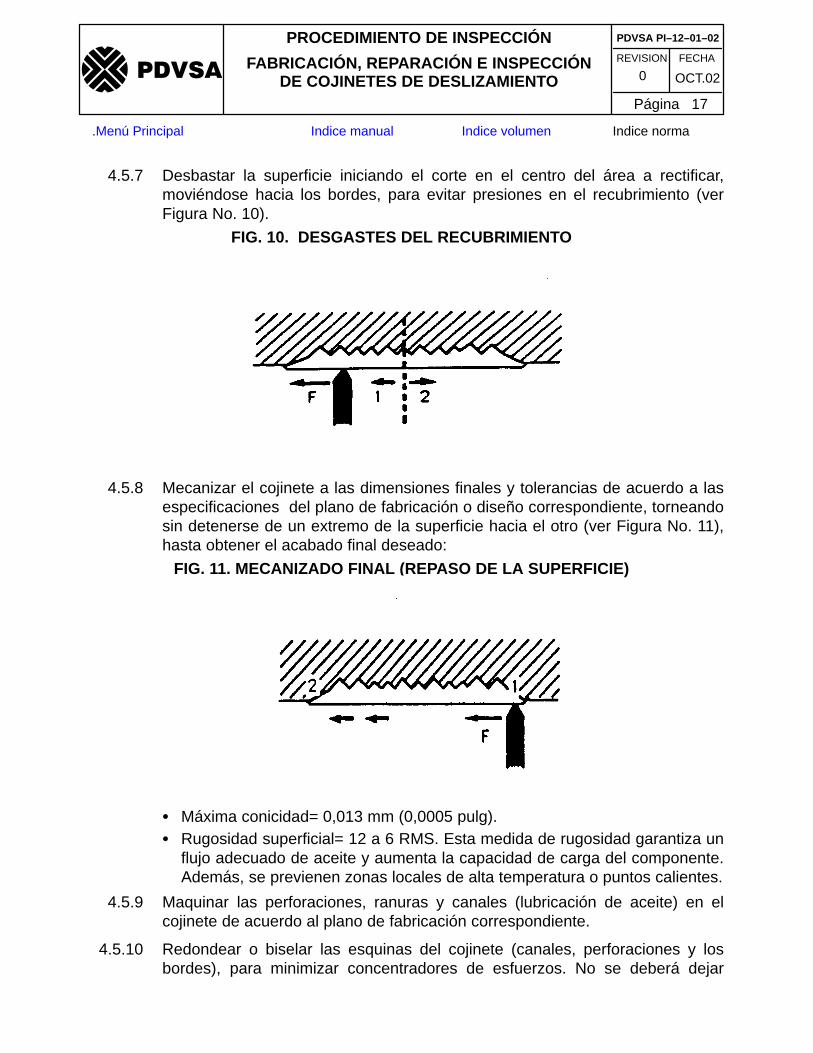
4.5.7 Desbastar la superficie iniciando el corte en el centro del área a rectificar,moviéndose hacia los bordes, para evitar presiones en el recubrimiento (verFigura No. 10).
FIG. 10. DESGASTES DEL RECUBRIMIENTO
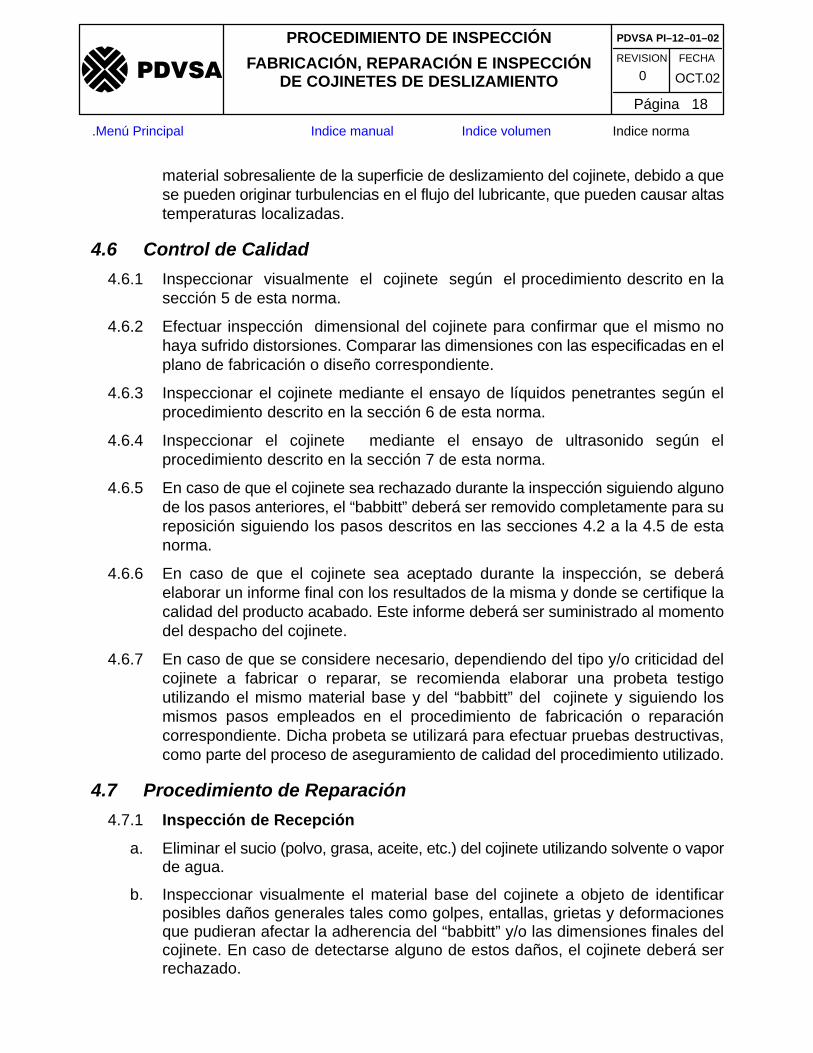
4.5.8 Mecanizar el cojinete a las dimensiones finales y tolerancias de acuerdo a lasespecificaciones del plano de fabricación o diseño correspondiente, torneandosin detenerse de un extremo de la superficie hacia el otro (ver Figura No. 11),hasta obtener el acabado final deseado:
FIG. 11. MECANIZADO FINAL (REPASO DE LA SUPERFICIE)
� Máxima conicidad= 0,013 mm (0,0005 pulg).� Rugosidad superficial= 12 a 6 RMS. Esta medida de rugosidad garantiza un
flujo adecuado de aceite y aumenta la capacidad de carga del componente.Además, se previenen zonas locales de alta temperatura o puntos calientes.
4.5.9 Maquinar las perforaciones, ranuras y canales (lubricación de aceite) en elcojinete de acuerdo al plano de fabricación correspondiente.
4.5.10 Redondear o biselar las esquinas del cojinete (canales, perforaciones y losbordes), para minimizar concentradores de esfuerzos. No se deberá dejar
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
material sobresaliente de la superficie de deslizamiento del cojinete, debido a quese pueden originar turbulencias en el flujo del lubricante, que pueden causar altastemperaturas localizadas.
4.6 Control de Calidad
4.6.1 Inspeccionar visualmente el cojinete según el procedimiento descrito en lasección 5 de esta norma.
4.6.2 Efectuar inspección dimensional del cojinete para confirmar que el mismo nohaya sufrido distorsiones. Comparar las dimensiones con las especificadas en elplano de fabricación o diseño correspondiente.
4.6.3 Inspeccionar el cojinete mediante el ensayo de líquidos penetrantes según elprocedimiento descrito en la sección 6 de esta norma.
4.6.4 Inspeccionar el cojinete mediante el ensayo de ultrasonido según elprocedimiento descrito en la sección 7 de esta norma.
4.6.5 En caso de que el cojinete sea rechazado durante la inspección siguiendo algunode los pasos anteriores, el “babbitt” deberá ser removido completamente para sureposición siguiendo los pasos descritos en las secciones 4.2 a la 4.5 de estanorma.
4.6.6 En caso de que el cojinete sea aceptado durante la inspección, se deberáelaborar un informe final con los resultados de la misma y donde se certifique lacalidad del producto acabado. Este informe deberá ser suministrado al momentodel despacho del cojinete.
4.6.7 En caso de que se considere necesario, dependiendo del tipo y/o criticidad delcojinete a fabricar o reparar, se recomienda elaborar una probeta testigoutilizando el mismo material base y del “babbitt” del cojinete y siguiendo losmismos pasos empleados en el procedimiento de fabricación o reparacióncorrespondiente. Dicha probeta se utilizará para efectuar pruebas destructivas,como parte del proceso de aseguramiento de calidad del procedimiento utilizado.
4.7 Procedimiento de Reparación
4.7.1 Inspección de Recepción
a. Eliminar el sucio (polvo, grasa, aceite, etc.) del cojinete utilizando solvente o vaporde agua.
b. Inspeccionar visualmente el material base del cojinete a objeto de identificarposibles daños generales tales como golpes, entallas, grietas y deformacionesque pudieran afectar la adherencia del “babbitt” y/o las dimensiones finales delcojinete. En caso de detectarse alguno de estos daños, el cojinete deberá serrechazado.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. Verificar dimensionalmente el cojinete y comparar los valores obtenidos con lasespecificaciones indicadas en el plano de diseño correspondiente. Este paso esnecesario para facilitar la reconstrucción del componente y para controlarposibles distorsiones del casco (material base) que se puedan originar durantela aplicación del “babbitt”.
d. Determinar la composición química del material base y del “babbitt” en caso deque no se disponga de esta información.
e. Evaluar los resultados de la inspección, ensayos metalúrgicos y análisis químicodescritas en los puntos anteriores y establecer el método de aplicación del“babbitt” a utilizar.
f. En caso de aplicación del “babbitt” por vaciado estático o centrifugado, fabricarel molde correspondiente antes de efectuar la preparación de las superficies a serbabitadas. Para ello, proceder según lo indicado en la sección 4.4.1 de estanorma.
4.7.2 Preparación de Superficie
a. Remover el “babbitt” presente en el material base utilizando uno de los siguientesmétodos:
1. Por mecanizado.
2. Por llama oxi–acetilénica, calentando el cojinete uniformemente y por laparte externa del casco asegurándose que la temperatura no exceda400 °C (750 °F).
3. En un horno, para lo cual se recomienda seguir los siguientes pasos:
– Colocar el cojinete en el horno (frío) sobre bloques para facilitar el drenajedel “babbitt” que va fundiéndose.
– Cerrar las puertas del horno y colocar la temperatura nominal a 280 °C (535°F). No se debe calentar el cojinete a temperaturas por encima de 400 °C(750 °F) para evitar distorsiones en el casco correspondiente. Mantener latemperatura durante � hora aproximadamente hasta que el “babbitt” hayaescurrido completamente.
– Dejar enfriar el cojinete al aire lentamente hasta temperatura ambiente(evitar enfriamientos bruscos).
b. En caso de que el material base sobre el cual se realizará el babitado es defundición gris, el cojinete se deberá colocar en un horno con el objeto de desplazarhacia la superficie el aceite absorbido por el material durante el servicio. El rangode temperatura en el horno debe ser fijado entre 280 y 320 °C (535 y 600 °F)y la temperatura debe mantenerse durante 1 hora o hasta que deje de humearel aceite que brota por la superficie. Es necesario evaporizar todos los residuosde aceite impregnados en el material base, para garantizar posteriormente unaadecuada adherencia entre el “babbitt” y el substrato.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. Efectuar inspección mediante ensayo con líquidos penetrantes en la superficieinterna del cuerpo del cojinete a objeto de determinar si existen grietas en lamisma. En caso de detectarse agrietamiento el cojinete deberá ser rechazado.
d. Realizar los pasos descritos en la sección 4.2 de esta norma.
4.7.3 Estañado
Realizar los pasos descritos en la sección 4.3 de esta norma.
4.8 Aplicación del BabbittRealizar los pasos descritos en la sección 4.4 de esta norma.
4.9 Mecanizado Dimensional del BabbittRealizar los pasos descritos en la sección 4.5 de esta norma.
4.10 Control de CalidadRealizar los pasos descritos en la sección 4.6 de esta norma.
5 PROCEDIMIENTO PARA LA INSPECCIÓN VISUAL
5.1 ObjetivoEvaluar la uniformidad de la superficie del material antifricción y el grado deadherencia en los bordes del cojinete en la línea de interfase con el material base,mediante la técnica de inspección visual.
5.2 AlcanceEste procedimiento describe los requerimientos generales de inspección visualy los criterios de aceptación o rechazo para evaluar el material antifricciónaplicado en cojinetes de deslizamiento del tipo axial (de empuje) o radial y suadherencia en la zona de interfase con el material base.
5.3 ResponsablesEste procedimiento deberá ser ejecutado por un Inspector calificado Nivel I oNivel II en cualquiera de los Ensayos No Destructivos (MT, PT, RT, UT, VI),quienes serán los responsables de ejecutar el ensayo, registrar e interpretar losresultados obtenidos.
5.4 Condiciones de PruebaLa inspección deberá ser efectuada en un área debidamente ventilada eiluminada, libre de operaciones que interfieran con la realización adecuada deinspección.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
La superficie del material antifricción aplicado al cojinete debe ser uniforme yestar libre de partículas de mecanizados, óxidos, películas de pintura o cualquierelemento extraño que pueda interferir con la inspección.
5.5 Procedimientos
5.5.1 La inspección debe realizarse sobre toda la superficie del material antifricciónaplicado sobre el material base y a los lados del cojinete a fin de cubrir la líneade interfase entre los dos materiales. Igualmente se debe inspeccionar lasuperficie externa del cojinete (material base).
5.5.2 Se debe limpiar toda la superficie a inspeccionar hasta que se encuentre libre decualquier material o elemento que pueda interferir con la inspección.
5.5.3 Todas las indicaciones tales como: poros, grietas, falta de adherenciadeformaciones, etc. serán demarcados sobre la pieza y se deberá registrar en elinforme de inspección el tipo y tamaño de la discontinuidad o defecto.
5.6 Criterios de Aceptacion o RechazoTodo cojinete axial (empuje) o radial será rechazado al presentar visualmente,cualquiera de los siguientes defectos:
5.6.1 Grieta de cualquier tamaño en la superficie del material antifricción.
5.6.2 Dos (2) o más indicaciones de vacios, poros o picaduras en un área individual de25 cm2, en la superficie del material antifricción en áreas críticas de acuerdo a lascondiciones operacionales del cojinete.
5.6.3 Cinco (5) o más indicaciones de vacios, poros o picaduras en toda la superficiedel material antifricción del cojinete.
5.6.4 Defectos en los bordes o falta de adherencia (levantamiento de babbit) en unalongitud mayor a 1 cm en el borde del cojinete en la línea de interfase en áreasno criticas de acuerdo a las condiciones operacionales del cojinete.
5.6.5 Cualquier defecto en los bordes o falta de adherencia (levantamiento del babbit)en el borde del cojinete en la línea de interfase en áreas críticas de acuerdo a lascondiciones operacionales del cojinete.
5.6.6 Grietas en el cuerpo del cojinete cuyo tamaño (en profundidad) se prolonguedesde la superficie externa del cojinete hasta la línea de interfase con el materialbase.
5.6.7 Cualquier grieta detectada en el material base del cojinete ubicada en zonasconsideradas críticas de acuerdo a las condiciones de operacionales del cojinete.
5.6.8 Distorsiones visuales apreciables, por ejemplo: abombamientos, deformacionespor impacto, ralladuras, etc.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.6.9 Material excedente en la superficie de deslizamiento del cojinete.
6 PROCEDIMIENTO PARA ENSAYO CON LÍQUIDOSPENETRANTES
6.1 ObjetivoEvaluar la uniformidad y homogeneidad del material antifricción y el grado deadherencia en los bordes del cojinete con el material base, mediante la técnicade inspección con líquidos penetrantes.
6.2 AlcanceEste procedimiento describe los requerimientos generales de inspecciónmediante la técnica de líquidos penetrantes y los criterios de aceptación yrechazo para evaluar el material antifricción aplicado en cojinetes dedeslizamiento del tipo axial (empuje) o radial y su adherencia en la zona deinterfase con el material base.
6.3 ResponsablesEste procedimiento deberá ser ejecutado por un Inspector Nivel I o Nivel II enLíquidos Penetrantes (PT) o su equivalente en Ensayos No Destructivos, quienesserán los responsables de ejecutar el ensayo, registrar e interpretar los resultadosobtenidos.
6.4 ProductosLa inspección podrá ser realizada utilizando líquidos penetrantes coloreadosremovibles con agua o removibles con solvente, cuya sensibilidad asegure unalectura confiable de las indicaciones. Para ello se deberán disponer de lossiguientes productos básicos:
6.4.1 Líquido penetrante removible con agua, removedor (cleaner), revelador, traposo papel absorbente y agua.
6.4.2 Líquido penetrante removible con solvente, revelador, removedor (cleaner),trapos o papel absorbente.
Nota: Se recomienda la utilización de productos (penetrante, solventey revelador) de un mismo fabricante.
6.5 CondicionesLa inspección deberá ser efectuada en una área debidamente ventilada eiluminada y libre de operaciones que interfieran con la realización adecuada dela inspección.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
La superficie del material antifricción y las áreas mecanizadas deben seruniformes y estar secas, libres de partículas de mecanizado, óxido, películas depintura, sucio, aceite, grasa o cualquier elemento extraño que pueda interferir conla inspección.
El rango de la temperatura de la superficie del material o componente a evaluardebe estar entre 20 y 25 °C.
6.6 ProcedimientoLas siguientes tareas se fundamentan en las normas PI–02–05–01 yPI–02–05–07 del Manual de Inspección.
6.6.1 Verificar las condiciones de prueba indicadas anteriormente.
6.6.2 Se deberá aplicar el penetrante sobre toda la superficie del material antifriccióny a los lados del cojinete a fin de cubrir la línea de interfase del babbit con elmaterial base.
6.6.3 El tiempo de penetración será de aproximadamente 20 minutos, a fin de que ellíquido ocupe cualquier discontinuidad abierta a la superficie.
6.6.4 Después del tiempo de penetración, remover el exceso de líquido penetrante. Elexceso de penetrante lavable con agua deberá ser eliminado por atomización deagua. En penetrantes removibles con solvente, el exceso deberá ser eliminado,primeramente, rotando paños limpios o papel absorbente hasta que la superficiese observe limpia y posteriormente realizar la misma operación utilizando pañoso papel absorbente rociados con solvente.
6.6.5 Si se usa la técnica de lavado con agua, la superficie deberá ser secadapreviamente a la aplicación del revelador. Para la técnica de penetrantesremovibles con solvente, las superficies deberán ser secadas por evaporaciónnormal.
6.6.6 Aplicar en forma uniforme el revelador, sobre toda la superficie del materialantifricción.
6.6.7 Esperar un tiempo mínimo de cinco (5) minutos para comenzar con lainterpretación y evaluación de las indicaciones.
6.6.8 Cualquier indicación deberá ser evaluada y analizada. De ser requerido, sedeberá inspeccionar nuevamente la superficie.
6.6.9 Finalmente, se deberá limpiar la pieza rociando agua o removedor (cleaner) entoda la superficie inspeccionada, hasta verificar que esta se encuentre totalmentelimpia.
6.6.10 Todas las indicaciones tales como: Poros, grietas, picaduras, etc., serándemarcados sobre la pieza y se deberá registrar en el respectivo informe deinspección, la naturaleza y/o tamaño de la discontinuidad o defecto.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.7 Criterios de Aceptación o RechazoTodo cojinete axial (empuje) o radial será rechazado al presentar cualquiera delos siguientes defectos:
6.7.1 Grieta de cualquier tamaño en la superficie del material antifricción.
6.7.2 Dos (2) o más indicaciones de poros o picaduras de 1 mm2 cada uno, en un áreaindividual de 25 cm2 en áreas críticas de acuerdo a las condiciones operacionalesdel cojinete.
6.7.3 Cinco (5) o más indicaciones de poros/picaduras de 1mm2 cada uno, en toda elárea del cojinete.
6.7.4 Defectos o falta de adherencia en los bordes del cojinete en la línea de interfaseen áreas críticas de acuerdo a las condiciones operacionales del cojinete.
6.7.5 Cualquier defecto o falta de adherencia en los bordes del cojinete en la línea deinterfase en áreas críticas de acuerdo a las condiciones operacionales delcojinete.
6.7.6 Defectos en los bordes falta de adherencia (levantamiento del babbit) mayoresa 1 cm de longitud, en el borde del cojinete en la línea de interfase en áreas nocríticas de acuerdo a las condiciones operacionales del cojinete.
7 PROCEDIMIENTO PARA ENSAYO DE ULTRASONIDO
7.1 ObjetivoEvaluar la homogeneidad del material antifricción y el grado de adherencia conel material base, mediante la técnica de ultrasonido.
7.2 AlcanceEste procedimiento describe los requerimientos generales de inspecciónultrasónico mediante la técnica de pulso – eco y los criterios de aceptación yrechazo para evaluar el material antifricción aplicado en cojinete de deslizamientodel tipo axial (de empuje) o radial y su adherencia en la zona de interfase con elmaterial base.
7.3 ResponsablesEste procedimiento deberá ser ejecutado por un Inspector Nivel I o Nivel II enUltrasonido (UT) o su equivalente en Ensayo No destructivos, quienes serán losresponsables de ejecutar el ensayo, registrar e interpretar los resultadosobtenidos.
7.4 EquiposEl equipo a utilizar debe ser del tipo pulso–eco con presentación en pantallaA–Scan con alto poder de resolución.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
Los palpadores requeridos deben ser de tipo emisor – receptor, de incidencianormal, y alta sensibilidad, los cuales deben tener una frecuencia nominal entre2,0 MHz y 15,0 MHz, y un área efectiva no mayor de 0,5 pulg2 (1,6 cm2) deacuerdo al diámetro del cojinete, el espesor y el tipo de material base ainspeccionar.
Se puede utilizar zapatas de retardo con los palpadores de mayor frecuencia sila inspección se realiza del lado del material antifriccion para reducir la zonamuerta del palpador.
El acoplamiento a utilizar debe cubrir la superficie de ensayo y la superficie decontacto del palpador eliminado la interfase aire, para lograr la transmisión totalde energía ultrasónica dentro de la pieza.
7.5 Patrón de CalibraciónEl patrón de calibración a utilizar deberá fabricarse con los mismos materiales yel proceso utilizado en la fabricación / recuperación del cojinete a inspeccionar,según se especifica en el código ASTM (Sección V, Artículo 5, Párrafo T–543),para efectuar los ajustes de linealidad horizontal / vertical, la ganancia y velocidadacústica del material en el equipo utilizado para la inspección.
El espesor del material base de este bloque debe ser de al menos dos veces elespesor del material del recubrimiento (babbit).
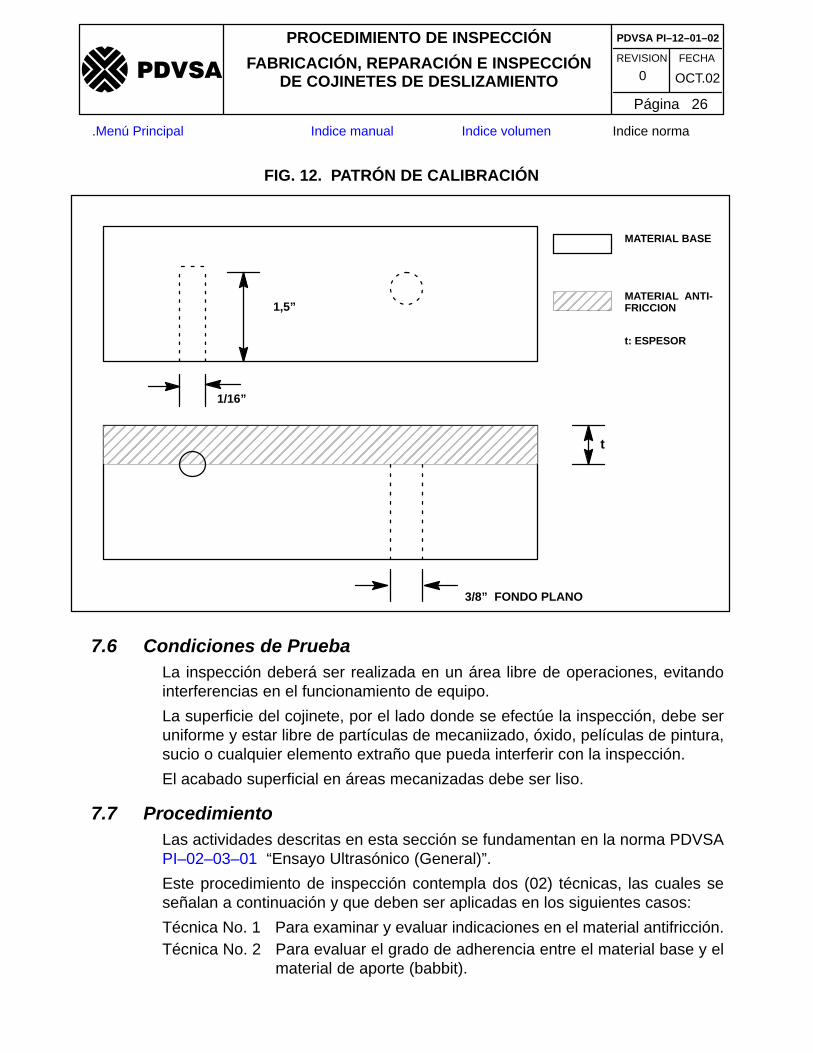
En este patrón se deberán perforar dos orificios de fondo plano longitudinal a lalínea de interfase entre el material antifricción y el material base 1/16” de diámetrocon una longitud mínima de 1 1/2 pulg. y un orificio de fondo plano perpendiculara la línea de interfase de 3/8 pulg. de diámetro, el cual podrá perforarse del ladodel material base o del lado del material antifricción y cuya longitud (profundidad)debe extenderse hasta la línea de interfase de los materiales, como se ilustra enla Figura No. 12.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 26
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 12. PATRÓN DE CALIBRACIÓN
MATERIAL BASE
MATERIAL ANTI-FRICCION
t: ESPESOR
t
1/16”
1,5”
3/8” FONDO PLANO
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
ÉÉÉÉÉÉ
7.6 Condiciones de PruebaLa inspección deberá ser realizada en un área libre de operaciones, evitandointerferencias en el funcionamiento de equipo.
La superficie del cojinete, por el lado donde se efectúe la inspección, debe seruniforme y estar libre de partículas de mecaniizado, óxido, películas de pintura,sucio o cualquier elemento extraño que pueda interferir con la inspección.
El acabado superficial en áreas mecanizadas debe ser liso.
7.7 ProcedimientoLas actividades descritas en esta sección se fundamentan en la norma PDVSAPI–02–03–01 “Ensayo Ultrasónico (General)”.
Este procedimiento de inspección contempla dos (02) técnicas, las cuales seseñalan a continuación y que deben ser aplicadas en los siguientes casos:
Técnica No. 1 Para examinar y evaluar indicaciones en el material antifricción.Técnica No. 2 Para evaluar el grado de adherencia entre el material base y el
material de aporte (babbit).

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 27
�����
.Menú Principal Indice manual Indice volumen Indice norma
7.7.1 Calibración para la Técnica No. 1
La calibración deberá llevarse a cabo colocando el palpador sobre la superficiedel patrón, ya sea del material base o del material del aporte, hasta obtener lamáxima respuesta del orifico lateral de 1/16” de diámetro. En este punto deberáajustarse la ganancia del equipo de manera que la respuesta tenga un 80% � 5% de la altura de la pantalla. Este valor será usado como el nivel primario dereferencia, para esta evaluación.
7.7.2 Calibración para la Técnica No. 2
La calibración deberá llevarse a cabo colocando el palpador sobre la superficiedel patrón, en la superficie opuesta a la cara donde se ha perforado el orificio de3/8” (ya sea del material de aporte o del material base), hasta obtener la máximarespuesta de este orificio. En este punto deberá ajustarse la ganancia del equipode manera que la respuesta tenga un 80 % � 5 % de la altura de la pantalla. Estevalor será usado como el nivel primario de referencia, para esta avaluación.
7.7.3 Sensibilidad de la Inspección
La inspección deberá efectuarse a una ganancia igual o mayor al nivel primariode referencia establecido (80 % � 5 % de la altura de la pantalla).
7.7.4 Área de Inspección
Deberá inspeccionarse toda el área revestida del cojinete, hasta donde seapráctico.
Cuando se realiza la inspección para la técnica No. 1, el barrido debe efectuarsepreferiblemente del lado de la superficie del material de aporte (babbit).
Cuando se realiza la inspección para evaluar el grado de adherencia y lacalibración se realizó sobre la cara del material antifricción, el barrido debeefectuarse sobre la superficie del material de aporte (babbit); si la calibración serealizó en la cara del material base, el barrido debe efectuarse sobre la superficiedel material base.
7.7.5 Evaluación
Todas las indicaciones mayores o iguales al nivel primario de referenciaestablecido para cada una de las técnicas, deberán ser evaluadas.
Todas las indicaciones tales como: poros, inclusiones de escoria y falta deadherencia, deberán ser demarcadas sobre la pieza y registradas en el respectivoinforme de inspección indicando el tipo y tamaño de la discontinuidad o defecto.
7.8 Criterios de Aceptación o RechazoLas siguiente condiciones serán consideradas como causas de rechazo para loscojinetes.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 28
�����
.Menú Principal Indice manual Indice volumen Indice norma
7.8.1 Cojinetes Radiales
a. Cualquier área individual con falta de adherencia mayor de D2/25 (cm2), dondeD es el diámetro interno del cojinete.
b. Defectos o falta de adherencia en los bordes del cojinete en la línea de interfase,mayores a 1 cm de longitud, en áreas no críticas de acuerdo a las condicionesoperacionales del cojinete.
c. Cualquier defecto o falta de adherencia en los bordes del cojinete en la línea deinterfase en áreas críticas de acuerdo a las condiciones operacionales delcojinete.
d. Cualquier cojinete donde la sumatoria de la áreas individuales con falta deadherencia sea mayor al 5 % del área total de babbit.
e. Cualquier área individual de 25 cm2 con dos (2) o más indicaciones, tales comoporos o inclusiones de escoria de 1 mm2 en el babbit o el material base.
f. Cualquier cojinete en cuya área total se observen cinco (5) o más indicaciones,tales como: poros o inclusiones de escoria de 1 mm2 en el babbit o en el materialbase.
7.8.2 Cojinetes Axiales
a. Cualquier área con falta de adherencia mayor de 4 cm2 o 4% del área total,cualquiera que sea menor.
b. Defectos o falta de adherencia en los borde del cojinete en la línea de interfase,mayores a 2 cm de longitud, en áreas no críticas de acuerdo a las condicionesoperacionales del cojinete.
c. Cualquier defecto o falta de adherencia en los bordes del cojinete en la línea deinterfase en áreas críticas de acuerdo a las condiciones operacionales delcojinete.
d. Cualquier cojinete donde la sumatoria de las áreas individuales con falta deadherencia sea mayor al 15% del área total de babbit.
e. Cualquier área individual de 25 cm2 con dos (2) o más condiciones, tales como:poros o inclusiones de escoria, de 1 mm2 en el babbit o en el material base.
7.9 Caracterización de Señales
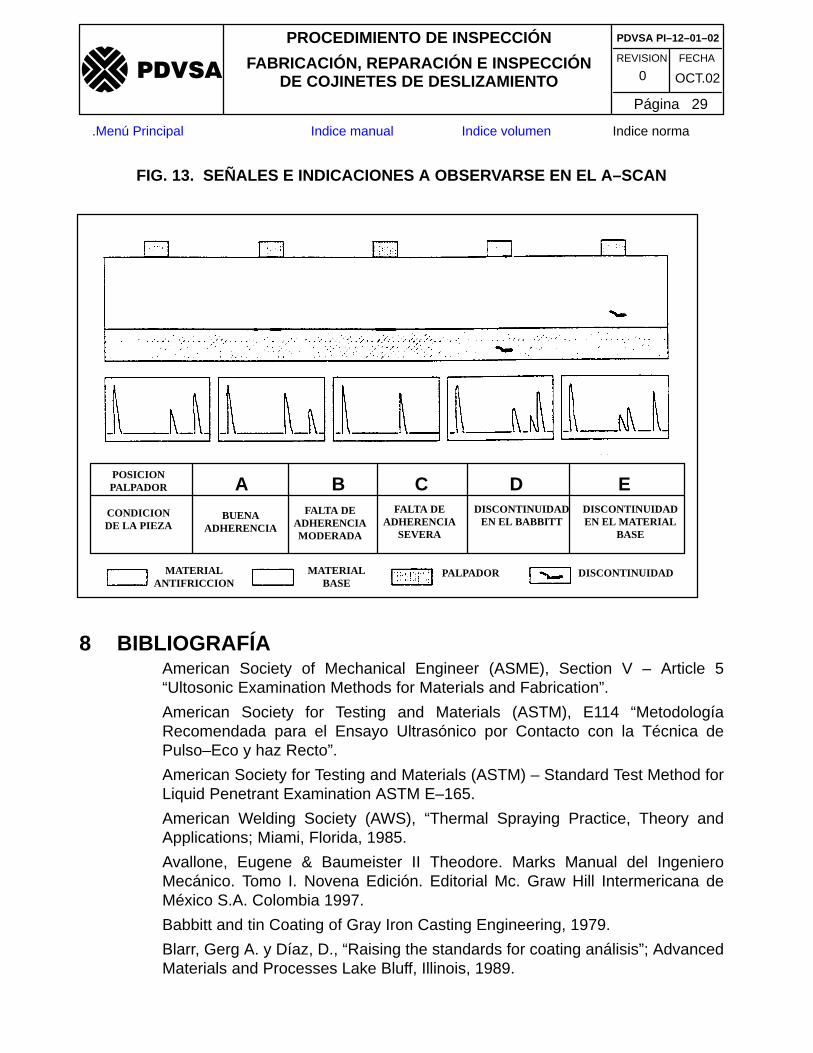
En la Fig. 13, se muestra una representación esquemática de las posibles señalese indicaciones a observarse en la pantalla A–Scan del instrumento de ultrasonido,cuando la inspección se realiza por el lado del material base.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 29
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 13. SEÑALES E INDICACIONES A OBSERVARSE EN EL A–SCAN
POSICIONPALPADOR
CONDICIONDE LA PIEZA
BUENAADHERENCIA
FALTA DEADHERENCIAMODERADA
FALTA DEADHERENCIA
SEVERA
DISCONTINUIDADEN EL BABBITT
DISCONTINUIDADEN EL MATERIAL
BASE
A B C D E
MATERIALANTIFRICCION
MATERIALBASE
PALPADOR DISCONTINUIDAD
8 BIBLIOGRAFÍAAmerican Society of Mechanical Engineer (ASME), Section V – Article 5“Ultosonic Examination Methods for Materials and Fabrication”.
American Society for Testing and Materials (ASTM), E114 “MetodologíaRecomendada para el Ensayo Ultrasónico por Contacto con la Técnica dePulso–Eco y haz Recto”.
American Society for Testing and Materials (ASTM) – Standard Test Method forLiquid Penetrant Examination ASTM E–165.
American Welding Society (AWS), “Thermal Spraying Practice, Theory andApplications; Miami, Florida, 1985.
Avallone, Eugene & Baumeister II Theodore. Marks Manual del IngenieroMecánico. Tomo I. Novena Edición. Editorial Mc. Graw Hill Intermericana deMéxico S.A. Colombia 1997.
Babbitt and tin Coating of Gray Iron Casting Engineering, 1979.
Blarr, Gerg A. y Díaz, D., “Raising the standards for coating análisis”; AdvancedMaterials and Processes Lake Bluff, Illinois, 1989.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
FABRICACIÓN, REPARACIÓN E INSPECCIÓNDE COJINETES DE DESLIZAMIENTO OCT.020
PDVSA PI–12–01–02
Página 30
�����
.Menú Principal Indice manual Indice volumen Indice norma
Electrical Apparatus Service Association “Mechanical Reference Hanbook”.
Grigorescu, Y. C., “Evaluación de procedimientos de termorrociado aplicados enla IPPCN para la reconstrucción de componentes desgastados”; Informe Técnicode Intevep, Los Teques, 1990.
Howink, S., “Adherencia y Adhesivos, Volúmen II, Tomo 4; ediciones URMO,Espartadero, Bilbao, España, 1973.
METALS HANDBOOK Volume 6 “Welding, Brazing and Soldering “Brazing ofCopper and Copper Alloys”.
Metco, “Bearing, Application Bulletin”; Metco, Export Department, Westbury, N.Y., 1964.
Mills K., “Metallography and Microstructures”; ASM Handbook, Volúmen 9, USA,1985.
Neale, M. Y., “Tribology Handbook”; Newnes, Butterworth, Londres, 1973.
Parker, D., “Tecnología de los recubrimientos de superficie”; Ediciones URMO,tomo 7, Espartadero, Bilbao, España, 1970.
PDVSA IMM–98–009 Especificaciones Técnicas para la Fabricación yRecuperación de Cojinetes de Deslizamiento (Ingeniería de InstalacionesOccidente).
PDVSA Ingeniería General, Ingeniería de Instalaciones y Materiales, InformeIIM–11–087 “Especificaciones Técnicas para la Fabricación y Recuperación decojinetes de Deslizamiento, febrero 1993.
PDVSA Ingeniería de Instalaciones, Inspección de Equipos. InformeIIM–IE–91–395 “Procedimiento de Inspección para Cojinetes de Deslizamiento”agosto 1991.
Rollason, E., “Metallurgy for Engineers”; 4ta edición, Arnold Edward, GranBretaña, 1982.
Shewmon, P., “Transformation in metals”; McGraw Hill, N. Y., USA, 1969.
Steel Structures Painting Council SP–5 “White Blast Clearing”.
TETM–00536 Especificación para la Reconstrucción de Piezas porTermorrociado (Intevep–Int).
Viañdo N. y Grigorescu C., “Evaluación de recubrimientos termorrociadospara cojinetes de deslizamiento”, informe de pasantía larga, Intevep, 1985.