refrigeracion ingiesmachado.org/web%20insti/depart/produc/apuntes/fil… · web vieweste tipo de...
TRANSCRIPT
SOLDADURA
SOLDADURA OXIACETILENICA
Se hace la soldadura por gas quemando un gas combustible con aire u oxígeno en una llama concentrada de alta temperatura. Como sucede con otros medios de soldadura, el propósito de la llama es calentar y fundir el metal base y el de aporte de una junta. En la soldadura con gas se incluyen los procesos de fusión, soldadura fuerte y soldadura blanca. Durante el proceso de fusión se calientan tanto el material de soldadura como el metal común hasta que llegan al estado líquido en el que se funden juntos o se funde uno solo de ellos. El acetileno ( C2 H2 ) es el gas combustible más ampliamente usado por la soldadura con gas, pero recientemente se ha introducido un nuevo gas combustible llamado MAPP ( Multiacetileno – Propadieno ). El MAPP es más seguro y su valor es menor y no es tan explosivo como el acetileno, también se puede emplear a presiones más altas. Otros gases combustibles comerciales son el hidrógeno, el propano, el butano, el gas natural. La ventaja del acetileno es que con el contacto con el oxigeno, proporciona una llama de alta temperatura que alcanza inclusive los 3500 ºC. este gas es incoloro y tiene un olor dulzón que para muchos es fastidioso. Se genera industrialmente por medio de una reacción controlada de carburo de calcio en agua. El carburo de calcio es una sustancia gris parecida a la piedra que se hace fundiendo piedra caliza y coque en un horno eléctrico. La desventaja principal de acetileno es que es peligroso si no se maneja con cuidado. Laley obliga a que dicho gas esté limitado a presiones de 100 a 140 KPa ( 15 a 20 Psi ) debido a que explota a mas de 170 KPa ( 25 Psi ) y menos presión inclusive. Sin embargo es posible almacenarlo con seguridad a 1.4 MPa ( 200 Psi ) si se disuelve en acetona La mayoría de la soldadura por gas ha sido sustituida por la soldadura por resistencia y de arco eléctrico que son más rápidas
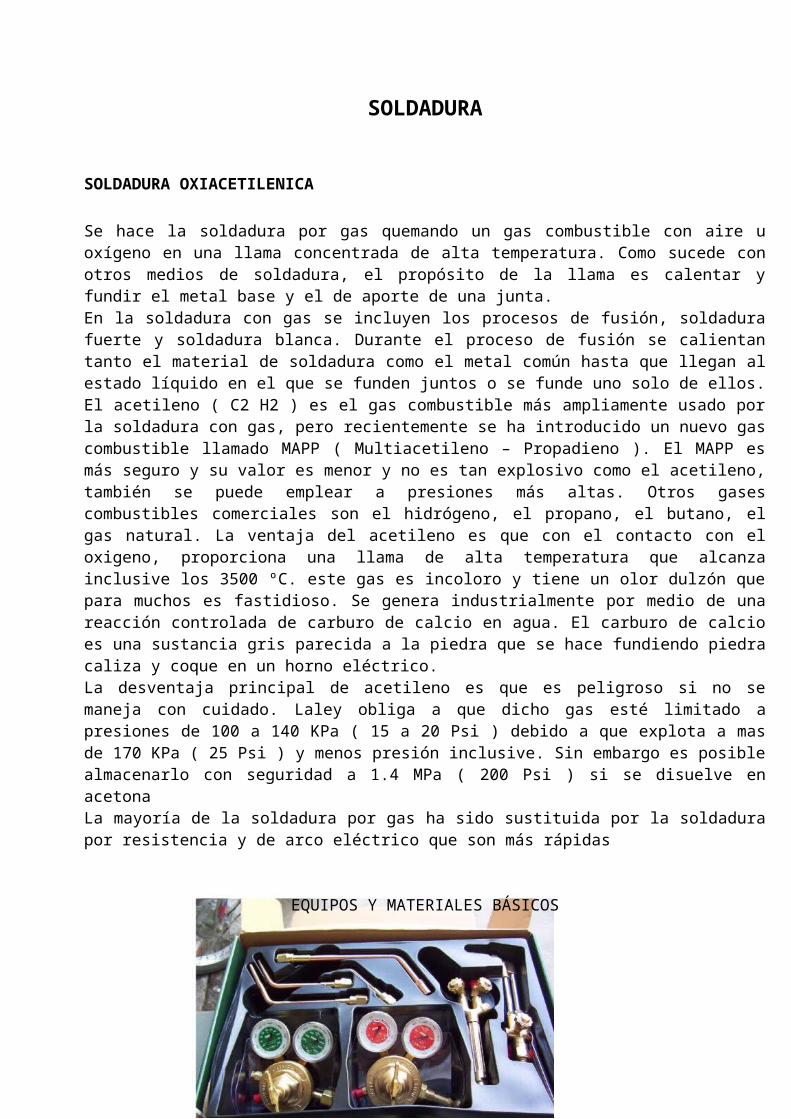
EQUIPOS Y MATERIALES BÁSICOS
Los materiales a emplear en este tipo de soldadura son: CILINDRO DE OXIGENO: El oxigeno se suministra en cilindros de acero con capacidad para 566,3 litros (0 pies cúbicos) hasta 8494,9 litros (300 pies cúbicos). La presión en estos cilindros de oxígeno es cercana a los 154,66 Kgf/cm, 2 (2200 Psi) a 21,1 ºC (70 ºF) hasta 4000 Psi.

CILINDRO DE ACETILENO: Es un tanque de acero que contienen un material poroso, como el asbesto, la madera de balsa, carbón de leña, fibra de seda o lana de Ceiba, impregnada de acetona con el fin de estabilizar el gas. Puede adquirirse en cilindros de unos 17,6 Kgf/cm 2 (250 Pis) a 21.1 ºC (70 .ºF) hasta 400 Psi. Sin esta sustancia estabilizante no sería posible usar el acetileno a presiones superiores a unos 15 Psi.
REGULADORES DE PRESIÓN: En este dispositivo se reduce la presión del gas que viene de los cilindros. El regulador es una válvula operada con un diafragma a la que es posible ajustar, de forma que solo deje salir el suficiente gas fuera del tanque como para mantener la presión deseada en el lado exterior. Por lo tanto, estos dispositivos sirven para dos finalidades: a) reducir la presión del tanque y b) mantener la presión a un nivel constante.
REGULADOR DE OXIGENO REGULADOR DE ACETILENO Los medidores que se encuentran en cada tanque muestran las presiones del tanque y de la manga o manguera. Las cuatro partes más importantes que constituyen un regulador de gas para soldar son:1. Un tornillo para ajuste de presión. 2. Un resorte que trasmite fuerza desde l tornillo hasta el diafragma. 3. Un diafragma que permite el movimiento de la válvula. 4. Un ensamblado de válvula y asiento.
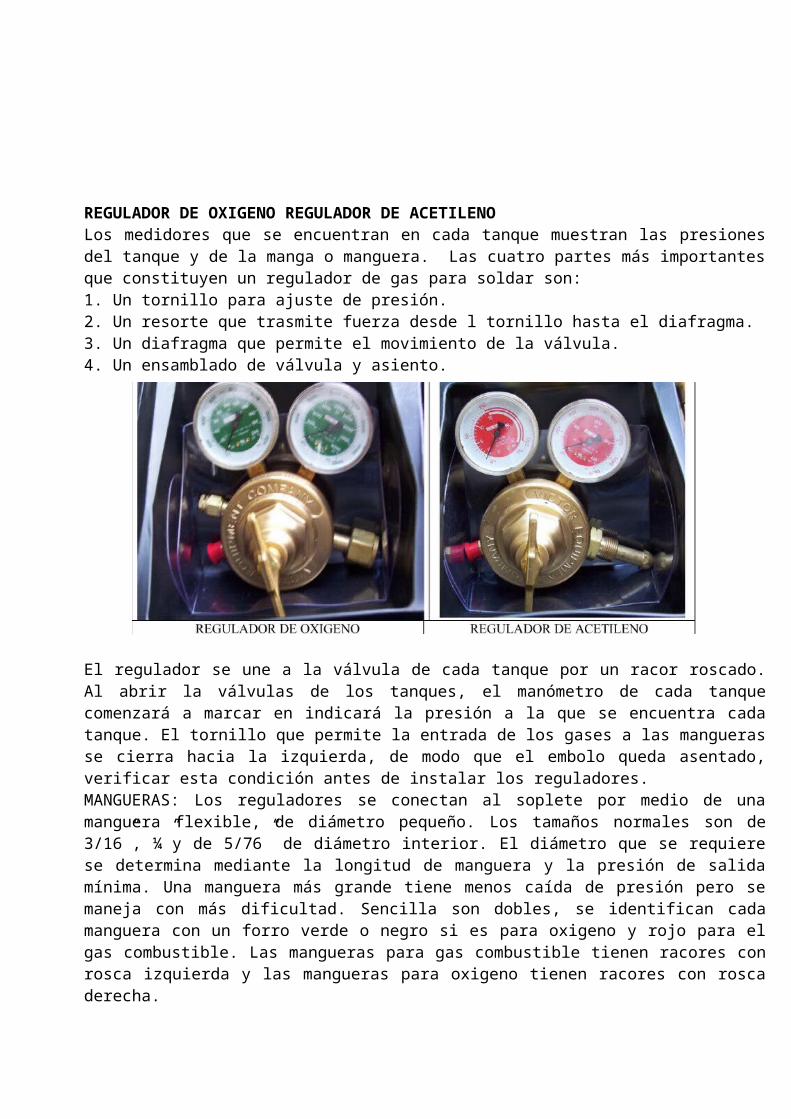
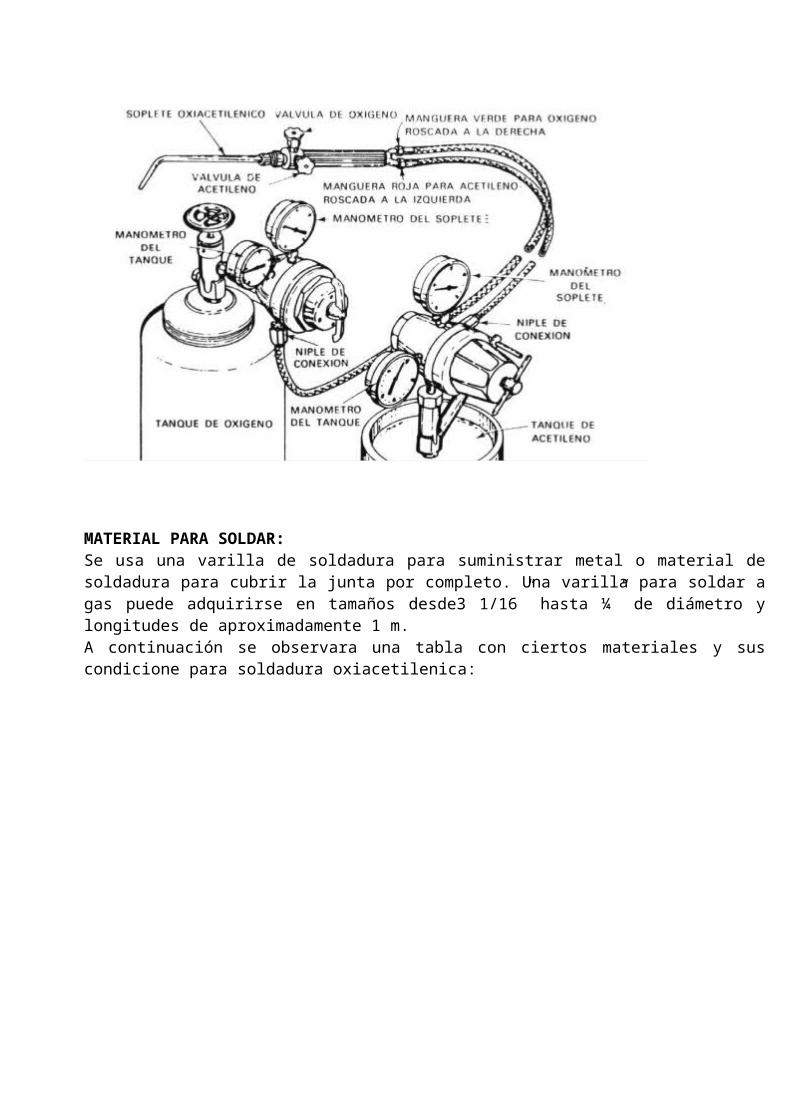
El regulador se une a la válvula de cada tanque por un racor roscado. Al abrir la válvulas de los tanques, el manómetro de cada tanque comenzará a marcar en indicará la presión a la que se encuentra cada tanque. El tornillo que permite la entrada de los gases a las mangueras se cierra hacia la izquierda, de modo que el embolo queda asentado, verificar esta condición antes de instalar los reguladores. MANGUERAS: Los reguladores se conectan al soplete por medio de una manguera flexible, de diámetro pequeño. Los tamaños normales son de 3/16”, ¼”y de 5/76” de diámetro interior. El diámetro que se requiere se determina mediante la longitud de manguera y la presión de salida mínima. Una manguera más grande tiene menos caída de presión pero se maneja con más dificultad. Sencilla son dobles, se identifican cada manguera con un forro verde o negro si es para oxigeno y rojo para el gas combustible. Las mangueras para gas combustible tienen racores con rosca izquierda y las mangueras para oxigeno tienen racores con rosca derecha.
ENSAMBLE DEL SOPLETE:
El soplete para soldar es la pieza más importante en el equipo para soldar con gas. Está formado por válvulas reguladoras, un cuerpo, una cabeza mezcladora y la boquilla. El soplete mezcla y regula el flujo de gas para producir la flama que desee obtenerse. Consiste en un cuerpo con dos válvulas, una cámara mezcladora y una boquilla o punta. Dos válvulas reguladoras situadas en la parte posterior del soplete actúan como ahogadores. Mientras se ajustan las válvulas de oxígeno y acetileno, fluyen los gases hasta la cámara mezcladora y finamente, hacia la boquilla en donde se efectúa la ignición. Se fabrican dos tipos de soplete: el de tipo de presión igual y el tipo inyector. Soplete de igual presión o de presión media: Exige el empleo de acetileno y oxigeno a igual presión, desde 1 hasta 15 psi. Cuando se trabaja con puntas de tamaño grande (diámetro de agujero de boquilla mayores de 0.070 pulgadas), la presión del oxigeno puede llegar hasta 25 Psi mientras que la presión del gas combustible permanece inferior a 15 Psi. Soplete inyector: Funciona con une presión de acetileno a 1 Psi. La presión de oxigeno fluctúa entre 10 y 40 psi.
BOQUILLA PARA SOLDAR: Cada cuerpo de soplete puede tener boquillas de diferentes tamaños. El tamaño de la boquilla se mide en el diámetro interior de la salida de boquilla. Los metales gruesos ( 3/16”) o mas gruesos necesitan el empleo de boquillas con diámetros de agujero de salida superiores a 0.070 pulgadas (1.778 mm). Para obtener un servicio óptimo es necesario

mantener la boquilla fría y limpia. Si se permite que a la boquilla llegue a calentarse durante el proceso de soldadura, se corre el riesgo de que se peguen partículas metálicas a la superficie y surge una llama de forma irregular. Dependiendo del espesor de la lámina soldar, el tipo de boquilla difiere en tamaño, al igual que las presiones de los reguladores o presiones de trabajo.
ENCENDEDOR DEL SOPLETE:Esta formado por una piedra de encendedor (pedernal) y una lima de acero que produce una chispa con la cual se enciende el soplete.

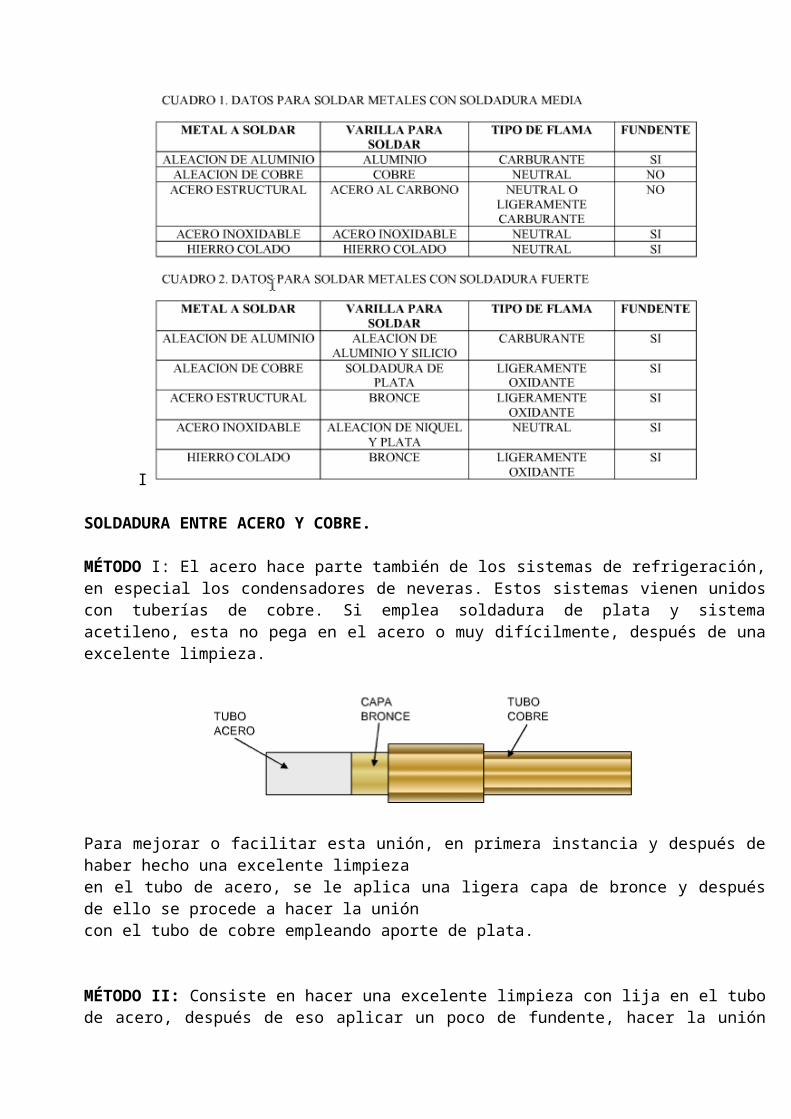
MATERIAL PARA SOLDAR: Se usa una varilla de soldadura para suministrar metal o material de soldadura para cubrir la junta por completo. Una varilla para soldar a gas puede adquirirse en tamaños desde3 1/16” hasta ¼” de diámetro y longitudes de aproximadamente 1 m. A continuación se observara una tabla con ciertos materiales y sus condicione para soldadura oxiacetilenica:
I
SOLDADURA ENTRE ACERO Y COBRE.
MÉTODO I: El acero hace parte también de los sistemas de refrigeración, en especial los condensadores de neveras. Estos sistemas vienen unidos con tuberías de cobre. Si emplea soldadura de plata y sistema acetileno, esta no pega en el acero o muy difícilmente, después de una excelente limpieza.
Para mejorar o facilitar esta unión, en primera instancia y después de haber hecho una excelente limpieza en el tubo de acero, se le aplica una ligera capa de bronce y después de ello se procede a hacer la unión con el tubo de cobre empleando aporte de plata.
MÉTODO II: Consiste en hacer una excelente limpieza con lija en el tubo de acero, después de eso aplicar un poco de fundente, hacer la unión con el tubo de cobre y realizar la soldadura con la varilla tipo Harris.
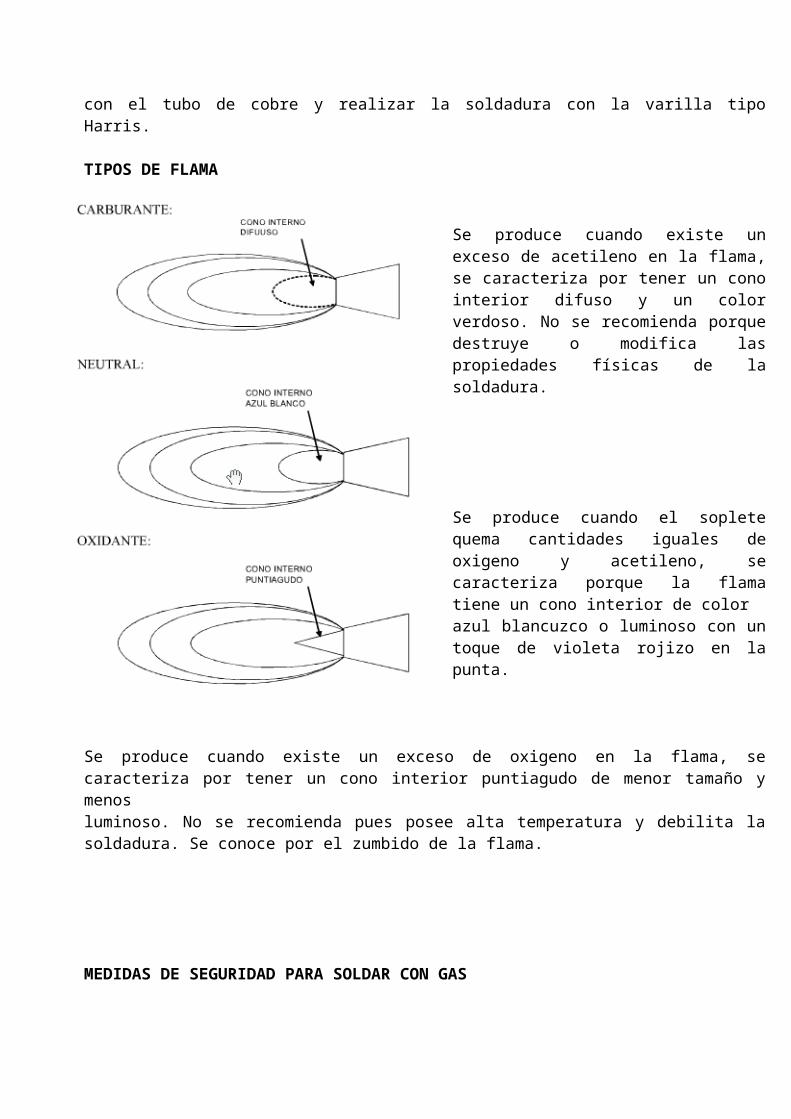
TIPOS DE FLAMA
Se produce cuando existe un exceso de acetileno en la flama, se caracteriza por tener un cono interior difuso y un color verdoso. No se recomienda porque destruye o modifica las propiedades físicas de la soldadura.
Se produce cuando el soplete quema cantidades iguales de oxigeno y acetileno, se caracteriza porque la flama tiene un cono interior de color azul blancuzco o luminoso con un toque de violeta rojizo en la punta.
Se produce cuando existe un exceso de oxigeno en la flama, se caracteriza por tener un cono interior puntiagudo de menor tamaño y menos luminoso. No se recomienda pues posee alta temperatura y debilita la soldadura. Se conoce por el zumbido de la flama.
MEDIDAS DE SEGURIDAD PARA SOLDAR CON GAS
No permita que el oxigeno a presión entre en contacto con aceites o grasas porque la reacción con dichos elemento genera calor. Almacene los cilindros en áreas destinadas para su fin. Mientras estén en uso los tanques o cilindros, póngalos verticalmente y con le extremo de la válvula hacia arriba. No dejar que el acetileno entre en contacto con cobre, mercurio o plata sin alear, pueden formar mezclas explosivas con el acetileno. No use acetileno a presiones mayores de 15 Psi. Cuando comience a abrir la válvula de oxigeno hágalo lentamente; después ábrala en forma total.
No abra la válvula del cilindro de acetileno más de una vuelta completa.No use ninguna llave para abrir las válvulas del cilindro de oxigeno, ésta debe abrirse con la mano. Use jabón y agua para buscar fugas que pueda haber en las mangueras y sistemas múltiples. Mantenga las chispas alejadas de las mangueras y de otros accesorios del equipo para soldar. Limpie con frecuencia las puntas o boquillas para soldar y cortar, para que estén libres de partículas metálicas. No haga el proceso de soldadura sin usar los anteojos de seguridad. Antes de soldar, asegúrese que tiene buena ventilación. PROCEDIMIENTO PARA SOLDAR CON ACETILENO
1. Haber tenido en cuenta las anteriores medidas de precaución. 2. Maneje con cuidado los cilindros. 3. Mantenga el pesado protector sobre las válvulas de ambos tanques mientras no se encuentren en uso. 4. Asegure todos los tanques en su sitio empleando una cadena, antes de retirar la tapa de protección. 5. Abra las válvulas de ambos tanques apenas lo suficiente para eliminar el polvo y suciedad que hay en la base de dichas válvulas. Efectúe esta operación con cuidado, sobre todo en el cilindro de oxigeno que esta a elevada presión. 6. Verifique que las asas de los reguladores que permiten el paso de los gases a las mangueras este totalmente afuera (es la condición de cierre de la misma) y gire libremente hacia la izquierda. 7. Instale cada regulador en su respectivo tanque y apriete el racor de unión de los reguladores a las válvulas de los tanques. Verifique antes de instalar el regulador, que el tanque de oxigeno que se este libre de grasas ni aceite. 8. Proceda a verificar que se encuentran limpias las conexiones para las mangueras. 9. Instale las mangueras a los reguladores. 10. Instale el soplete. 11. Seleccione la boquilla a emplear. 12. Instale la boquilla seleccionado en el soplete. 13. Verifique que las asas del las válvulas del soplete giran libremente y ciérrelas nuevamente. 14. No se pare en frente del regulador al abrir la válvula del tanque de oxigeno. Algunos reguladores han explotado al abrir la válvula del tanque. 15. La válvula del tanque de oxigeno se abre primero lentamente hasta que el manómetro marque la presión a la que está dicho tanque y después se abre aproximadamente tres vueltas. 16. La válvula del tanque de acetileno se abre máximo una vuelta. 17. Atornille las asas de los reguladores de acetileno y oxigeno, cerrándolas hacia la derecha hasta que quede la presión de funcionamiento deseada (5 – 10 Psi para el acetileno y 25 – 45 Psi para el oxigeno). 18. Verifique que no hay fugas en el sistema. 19. Con el encendedor en la mano abra la válvula de acetileno del soplete aproximadamente media vuelta. 20. Prenda la flama en el extremo de la boquilla. 21. Abra la válvula de acetileno lentamente hasta que la flama deje de formar una cantidad excesiva de humo y una longitud de flama de 20 a 30 cm aproximadamente. 22. Abra la válvula de oxigeno del soplete lentamente hasta que se forme un cono interior bien definido cerca de la boquilla o punta del soplete. 23. Con el soplete encendido, verifique las presiones del regulador para asegurarse que sigan siendo correctas.
Para desconectar el equipo se siguen los siguientes pasos: 1. Cierre la válvula de oxígeno del soplete y después la de acetileno del soplete. 2. Cierre la válvula del cilindro de oxigeno. 3. Cierre la válvula de acetileno del cilindro. 4. Abra la válvula de oxigeno del soplete para bajar la presión de la línea. 5. Cierre la válvula de oxigeno del soplete y desatornille al asa del regulador hasta que gire libremente. 6. Abra la válvula de acetileno en el soplete para soltar toda la presión. 7. Cierre la válvula de acetileno del soplete y desatornille el asa del regulador hasta que gire libremente. 8. Desmonte el equipo
TÉCNICA DE APLICACIÓN DE LA SOLDADURA
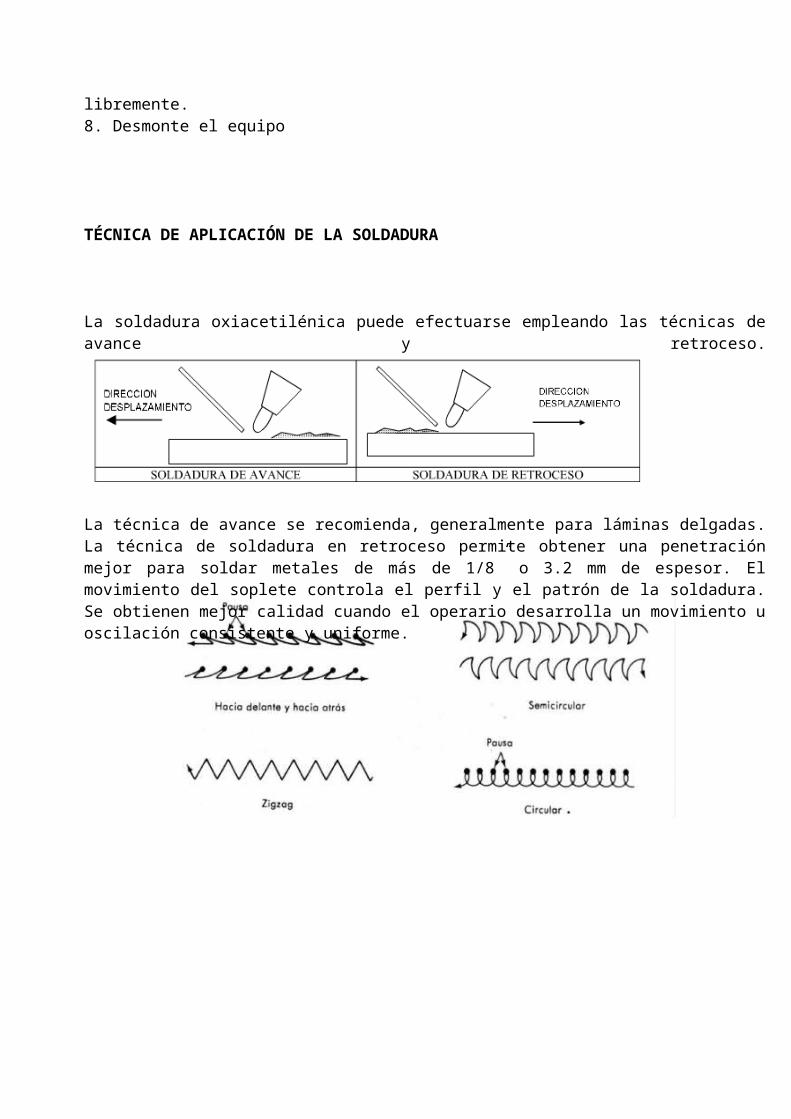
La soldadura oxiacetilénica puede efectuarse empleando las técnicas de avance y retroceso.
La técnica de avance se recomienda, generalmente para láminas delgadas. La técnica de soldadura en retroceso permite obtener una penetración mejor para soldar metales de más de 1/8” o 3.2 mm de espesor. El movimiento del soplete controla el perfil y el patrón de la soldadura. Se obtienen mejor calidad cuando el operario desarrolla un movimiento u oscilación consistente y uniforme.
PREPARACIÓN DE JUNTAS PARA SOLDADURA
Con el soplete de oxiacetileno se pueden hacer trabajos de soldadura de buena calidad en la mayoría de los metales comunes, pero la preparación de los metales requiere especial cuidado. El espaciado o el ajuste incorrecto entre las partes pueden hacer que se desperdicie material de soldadura. La limpieza en la soldadura también es importante; la presencia de oxido, suciedad, aceite, pintura u otros líquidos, destruye la resistencia de la soldadura.
TIPOS DE JUNTAS
JUNTAS A TOPE Es una de las más comunes para soldar. Se usa para unir por los extremos tubos de diversos calibres; para alargar vigas y placas en los trabajos de construcción. Una junta a tope es importante cuando se sueldan metales delgados; las láminas delgadas de metal pueden fundirse por completo con una sola soldadura. Para realizar el proceso de soldadura con juntas a tope, la boquilla del soplete se sujeta de manera que ésta forma un ángulo de 30º a 45º con la superficie del metal a soldar y aproxima el cono interior de la flama del soplete hasta una distancia de 1/8”( 3.2. mm) de la superficie del metal El movimiento u oscilación del soplete debe hacerse en trazas de zigzag o circulares para ayudar a controlar la soldadura.
NOTA: A menor espesor del material de trabajo, menor es el ángulo entre el soplete y el material de trabajo. JUNTAS T
Las juntas T se utilizan en caso en que no se espera obtener una penetración completa. Cuando se espera máxima resistencia, se suelda la unión a ambos lados. Cuando se cambia de una soldadura de junta a topa por una soldadura de junta T, pude ser necesario usar una boquilla de tamaño más grande.Al describir la oscilación que debe efectuarse para hacer una junta T, el soplete debe quedar en reposo por un instante en el centro del cráter de la soldadura y efectuar a continuación, un movimiento circular.
JUNTAS DE RECUBRIMIENTO O TRASLAPADA
La operación de soldadura es algo más lenta al formar este tipo de junta que cuando se hacen juntas a tope porque la sección superior tiende a sobrecalentarse fácilmente, existe la posibilidad que vuelva a fundirse originando un aspecto irregular. Para reducir al mínimo el riesgo de sobrecalentamiento es necesario colocar la varilla de soldadura cerca de la capa superior para absorber al calor y/o concentrar el calor del soplete en el fondo de la sección.
JUNTAS DE ESQUINAS
Este tipo de unión se usa ampliamente en la construcción de tanques. Para formar una junta en esquina exterior se coloca el soplete en el centro de la V y se efectúan oscilaciones semicirculares o en zig zags.Se debe realizar un esfuerzo especial para que la soldadura penetre hasta el fondo de la V. esta penetr5ación se logra por lo general, mediante el uso de una boquilla suficientemente grande para suministrar una cantidad de calor adecuada para el trabajo.
JUNTAS DE PESTAÑAS REMACHADAS
Este tipo de junta se usa para soldar los bordes de productos de láminas metálicas, por ejemplo, selladores de plomo y cobre. Esta juntas sueldan rápidamente y no se requiere emplear ninguna varilla con metal de aporte, porque los bordes se funden para constituir la soldadura.
La posición y el movimiento del soplete son parecidos a los empleados para formar la junta a tope
EVALUACIÓN DE SOLDADURAS Un método confiable para la inspección de soldaduras, además de la visual, consiste en aplicar presión a la unión soldada mediante movimientos de flexión. La soldadura de buena calidad se dobla sin agrietarse.
SOLDADURA CON MAPP Tiene mucha semejanza con el sistema de acetileno pero es más compacto y sencillo de operar, esta compuesto con un tanque que contiene al gas, un regulador y la boquilla. La diferencia radica en el tipo de flama y su temperatura (el Mapp alcanza una temperatura 2400ºF o 1316ºC). El tipo de flama también es diferente, tal como se observa a continuación:
Para el caso de soldadura entre elemento de cobre y cobre, se empela la barra de plata tipo Harris. Si se desea hacer una unión entre un tubo de aluminio y uno de cobre el procedimiento a seguir es el siguiente: El tubo macho será el de aluminio y se hace traslape al tubo de cobre. Con un lija u otro elemento de desbaste, limpie a superficie de aluminio que estará en contacto con la soldadura, con el fin de quitar la alúmina que se forma en el tubo de aluminio que impide que la soldadura corra o tenga buena adhesión. Adicione un poco de fundente al tubo de aluminio. Introduzca el tubo de aluminio dentro del de cobre. Aplique la flama al tubo de cobre por tener mayor punto de fusión. Realice el calentamiento y aplique la soldadura de plata. NOTA: En lo posible, haga circular nitrógeno gaseoso por el interior de las tuberías o tubos que se van a soldar para evitar que se forme reacciones del cobre caliente con el oxigeno ambiental
Ing. Antonio Favio Ospino Martínez