recubrimientos ecológicos para parquet - atipat.org 28 i.pdf · proceso de envasado adrián...
TRANSCRIPT

Abril 2013 / REC N° 28 1
PUBLICACIÓN TÉCNICA DE SATER
P I N T U R A S / T I N T A S / A D H E S I V O S6°E
XPOCONGRESO
Pág. 34
AÑO X - N° 28 - ABRIL 2013
ISSN
166
9-88
78
Revista Técnica para la Industria de Pinturas y Tintas
Publicación Técnica de
Estadísticas
PROCESODE ENVASADO
Miniaturas
JUSTO DONDESE NECESITA
Experiencias
DE LA VIDA REAL
Recubrimientos poliuretánicosecológicos para parquet

2 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 3
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
Sumario
6
18
24
RECUBRIMIENTOSAño X - Número 28 - Abril 2013
Reg. de la Prop. IntelectualNro. 730643
REC (Recubrimientos) es unapublicación trianual, propiedad
de SATER (Sociedad Argentina de Tecnólogos en Recubrimientos)
www.sater.org.ar
STAFF
Directora General y Editora TécnicaDra. Violeta Benedetti
Editor Periodístico, Publicidad y Fotografía:
Lic. Diego Gallegos
Diseño y DiagramaciónJorge Blostein D.C.G.
www.jorgeblostein.com.ar
TraductoresValeria AndreonDaniela DeserioFlorencia Garay
CONTÁCTENOS [email protected]
ISSN 1669-8878
Copyright Las contribuciones de los autores con sus nombres o iniciales reflejan las opi-niones de los mismos y no son necesariamen-te las mismas que las del cuerpo editorial. Ninguna parte de esta publicación puede ser reproducida ni utilizada de ninguna forma o medio sin el permiso escrito de SATER.
Circulación 1.300 ejemplares.REC se publica en abril, agosto y diciembre.Próximo número fecha límite para enviar avisos y noticias: 15 de julio 2013.Los avisos se publican en los tamaños página entera y media página (al corte o a caja), un tercio de página apaisado, un cuarto de página agrupado, o un sexto de página.Consultas sobre publicidad:Diego Gallegos [email protected]
SATER es una entidad civil independiente, sin fines de lucro, fundada en Buenos Aires en 1997 para promover la formación profesional, la mejora continua, y la excelencia técnica de los profesionales de la industria de los recubrimientos en los países de habla hispana. Domicilio Legal y Sede Social: Güemes 1397, B1638CKK, Vicente López, Buenos Aires, Argentina. Tel./Fax (54 11) 4796-0123 (líneas rotativas). Horario de atención: lunes a viernes de 9.30 a 18. [email protected] / www.sater.org.arPersonería Jurídica Nº 1650319 (Resolución I.G.J. 845 26/08/1998), CUIT 30-69940037/4.
PROCESO DE ENVASADOadrián Buccini, Daniel Tobal, adrián KiryczunEstudio estadístico. Discusión de la resolución 800/97 de lealtad comercial y su influencia en la industria de la pintura.
RECuBRImIENTOS POLIuRETáNICOSECOLóGICOS PARA PARquETmarc roelands, Guru Satguru, roel SwaansCon una elección cuidadosa de la cadena principal, junto con rutas sintéticas y morfológicas óptimas, se pueden lograr polímeros para parquet de alto desempeño.
JuSTO DONDE SE NECESITAWilhelm meyer. microdrop Technologies. GmbH.La tecnología de inyección de tinta es capaz de aplicar adhesivos y muchos otros líquidos funcionales, al igual que tintas, con gran precisión.
DE LA VIDA REALDueño de una enorme experiencia, Hugo A. Haas -al rela-tar anécdotas de su propia vida en la industria- muestra soluciones simples a problemas que parecían desastres sin retorno.
NuEVA LíNEAS DE PIGmENTOS mETáLICOSLa tecnología más avanzada y vigente, se basa en el proceso de vaporizar el metal aluminio (VMP), depositán-dolo en un soporte o sustrato conveniente
AqA: EL PRImER CENTENARIO
REPORT EN FOTOS
NOTICIAS
28
31
34
42
32
01Sater20-48.qxp 09/06/2010 23:04 PÆgina 41

4 REC N° 28 / Abril 2013
PUBLICACIÓN TÉCNICA DE SATER
eDiTorial
Hacer accesible el conocimiento técnico a todos los actores de la industria. Ese ha sido el motor de SATER desde sus inicios hace más de 15 años, y siguiendo esa
línea fueron creados el Expocongreso REPORT (2001), y en 2003 la Escuela de Tecnología en Recubrimientos ETR y nuestra revista REC 2003. ¡Es decir que este año tanto la escuela como la revista festejan 10 años!Esta trayectoria nos enorgullece y a la vez nos plantea el desafío de continuar satisfaciendo las necesidades siempre renovadas de la industria de los recubrimientos, y no sólo de la Argentina sino de los países de habla hispanaBuscando atender a esas necesidades, en febrero fue realizada una nueva edicion del curso super intensivo con presencia record de alumnos del exterior: 22 de 7 países. Y en mayo será realizado un seminario técnico en montevideo con docentes de SATER, la primera actividad en cooperación con la Asociación de Fabricantes de Pinturas e Industrias Afines (AFPIA) de la Cámara de Industrias del uruguay, en lo que esperamos sea el primer paso de una relación tan estrecha como la que ya SATER tiene con la industria uruguaya. A nivel local, la Escuela tiene como propuesta novedosa el Curso de Consultor en Recubrimientos que comienza en mayo, y en lo que hace a la continuidad, en marzo comenzó el curso regular, con 40 alumnos de la 4ta promoción que realizan el segundo añoPor su parte ha sido lanzado REPORT 2014, y de inmediato varias empresas lo han apoyado; el programa de novedosos contenidos se encuentra en plena elaboraciónEste número de REC ofrece la segunda entrega de una nueva sección: las tesinas de exalumnos de la ETR, esta vez un estudio estadístico de envasado. Otra novedad es la nota del Dr. Haas donde cuenta valiosas experiencias que vivió en la industria. Esperamos que los lectores disfruten la nota, y que otros profesionales nos hagan llegar sus vivenciasPor último, queremos extender desde SATER
una afectuosa felicitación a la Asociación química Argentina (AqA), que ha cumplido 100 años de continuidad y existencia, tal como informamos en las páginas de este número.Es de destacar que a lo largo de los años la AqA ha congregado varias generaciones de Técnicos y Profesionales químicos, integrantes de la vida de la industria y la academia del país en esa rama de especialización. A lo largo de su trayectoria ha contado con la gestión de diversas Comisiones Directivas. En ellas fueron partícipes profesionales químicos con alta experiencia y compromiso, quienes se han ocupado de organizar diferentes eventos de divulgación de conocimientos y han mantenido una muy importante biblioteca y servicios de búsqueda de información para quienes desean desarrollar proyectos en el ámbito tanto de la investigación de base como la aplicada, tan necesaria para el desarrollo tecnológico de nuestro país. En particular queremos saludar al presidente el Dr. Carlos Azize, quien desarrolló parte de su carrera en el fabricante de pinturas Colorín, empresa que se cuenta entre los más antiguos Socios Cooperadores de SATER.
un pasado de logros que nos impulsa hacia el futuro
Allá vamos!
Calle del Canal 1276(1629) Parque industrial PilarBuenos Aires-ArgentinaTel/Fax: [email protected]
SYLOWHITE™ SM 405
SILICO-ALUMINATO DE ALTA PERFORMANCEPARA REEMPLAZO PARCIAL DEL TiO2
SYLOWHITE™ SM 405 es un sil ico-aluminato de sodio sintético que debido a losbene?ciosde su desempeño es muy uti zadolien diferentes aplicaciones de revestimientosacuosos.
SYLOWHITE™ SM 405 tiene un alto nivel depureza, lo que resulta en un menor índice deamarillamiento y una mayor blancura de lapelícula.
SYLOWHITE™ SM 405 proporciona una distribu-ción más homogénea de las partículas del dióxidode titanioy reduceelpesoespecí?code la tinta.
Entre las principales ventajas ofrecidas por es etproductoestán: Óptima opacidad / Poder cubritivo. Menor índice de amarillamiento de la pintura. Fácil dispersión. Reducción del costo de la pintura.
DISTRIBUIDOREN ARGENTINA

6 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 7
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
proceSo De envaSaDo
Adrián Buccini, Daniel Tobal, Adrián Kiryczun*
Esta tesina fue presentada oportunamente, por Daniel Tobal, Adrián Kiryczun y Adrián Buccini con la tutoría de Hugo Sinelnicof en Marzo 2006, como requisito para obtener el título de formulador de pinturas de los tres primeramente mencionados.A grandes rasgos trata sobre un método no destructivo de control de envasados, por tanto posible de hacerlo en todas las fabricaciones sin tener la consecuente pérdida de material.Por otro lado nos permite echarle una mirada a las mermas ocultas por mal envasado, que si bien pueden ser justificables deben ser conocidas por quienes tienen el poder de decisión de cambiar o no los métodos de envasado.Quienes realizamos este trabajo nos damos por satisfechos si el mismo puede ser de utilidad para los ocasionales lectores.
Daniel Tobal, Adrián Kiryczuny Adrián Buccini. 2013
*Tutor: Hugo Sinelnicof - Marzo 2006.Fuente: Módulo 6, Clase 4 (2da. Parte). Do-cente: Dr. Rubén Garay. Curso de Químicos formuladores de pinturasSATER – 2003.
La fase de envasado, que se realiza in-mediatamente después del filtrado para evitar que pueda volver a caer polvo en la pintura ya filtrada puede ser una de las que más tiempo y espacio necesita es-pecialmente si se trata de pinturas ar-quitectónicas en las que el envasamiento común suele ser de ¼ a 4 litros.Es una tarea a la que los químicos formu-ladores le prestan poca o ninguna aten-ción. Ya sea si se habla de tipos de envase como equipos de envasamiento.
Sin embargo si consideramos la mano de obra utilizada en fábricas de pintura, sin tener en cuenta lo que no agrega valor al producto, entre un 60% - 80% de la mano de obra se utiliza en envasamiento. En-tonces es el lugar donde mejor se pueden notar las mejoras en productividad.Desde el punto de vista del químico es importante un conocimiento del equi-po a utilizarse dado que de acuerdo con la reología del producto se pueden o no tener problemas de envasamiento, y de acuerdo con los solventes utilizados se pueden presentar problemas con el equipo o de seguridad. También es im-portante la experiencia del químico para ver las tareas de limpieza necesarias para los cambios de producto/color y la utiliza-ción de secuencias producto/color.
Prólogo
Dado que en el presente curso se ha puesto de manifiesto la importancia del proceso de envasado, a debida cuenta que demanda de lo importante que es la mano de obra utilizada en toda la manu-factura, y que por experiencia propia, es responsable en gran parte de las mermas de producción de pinturas (hasta el 75 % de las mismas).Nos pareció oportuno desarrollar un tra-bajo sobre un proceso muy importante y escasamente tratado o difundido en pu-blicaciones del rubro. Teniendo en cuenta que lo que trataremos a continuación es aplicable no solo a nuestra industria, sino a toda aquella que venda sus productos envasados, tanto en peso como en vo-
lumen, entre 5 g, ml o cc hasta 25000 en idénticas unidades (expresamente men-cionado en artículo 1° de la resolución), ya sea mermeladas, cremas cosméticas, mayonesa, grasa de litio, etc. Todos estos productos tienen algo en co-mún, son puestos dentro de envases (por peso o volumen) para luego enviarlos para su venta. Esto, como ya vamos a ver no es un detalle menor.Como se ve nuestro proyecto es un poco más ambicioso, pues consideramos que éste puede ser útil a nuestras empresas, pero además sirve para otras industrias, ya que el envasado es además un proce-so universal para la vida industrial.El presente trabajo toma como base a la resolución 800/97 de la Secretaría de In-dustria, Comercio y minería, y se usarán los parámetros requeridos por ellas, más algunos otros que consideraremos úti-les. Posteriormente analizará puntos que desde nuestra visión son evidentes, pero que la ley debe definir necesariamente, como por ejemplo qué es un ensayo des-tructivo.Cabe aclarar que como cualquier ley, de-creto o reglamentación, es susceptible de ser cambiada, por ello el análisis de este decreto nos va a servir como guía para cualquier reglamentación que deseemos utilizar ya sea nacional y/o internacional (Ej.: mercosur).Las empresas de nuestro ramo cuan-do nacen, generalmente, no tienen un gran capital para realizar inversiones, por cuanto el primer envasado que realizan es a mano y sin balanza.Se llenan a mano usando la geometría
del envase como indicador (“llenen la lata hasta esta zona”, es una frases escuchada en los comienzos de la empresa), aquí el problema surge cuando pasamos de 4 °C en invierno a 40 °C en verano, algunas latas tienen pintura de más (invierno) y otras de menos (verano).Eso puede subsanarse usando balanzas calibradas, pero la dispersión del enva-sado persiste, pues el operador tiene una tolerancia en el llenado de lata, y los máximos y mínimos de este proceso nos da una gran dispersión de datos como va-mos a ver en la presente tesina.Por último tenemos el envasado meca-nizado con mayor velocidad y precisión pero con mayor inversión y mayores tiempos de set-up de máquina.Y para terminar de enmarcar este proce-so, está el marco legal que debemos cum-plir para no ser sancionados legalmente.Todo esto nos hizo pensar en buscar una forma de analizar si tenemos problemas en nuestra línea de envasado y cuán dis-tantes estamos de los estándares preten-didos por la empresa y/o definidos en el marco legal argentino.
Estudio estadístico delproceso de envasado
Discusión de la resolución 800/97 de lealtad comercial y su influencia en la industria de la pintura
Como primer paso, debemos determinar qué está sucediendo en nuestro envasa-do, para ello debemos idear un método de trabajo, para que los resultados no se vean afectados por ninguna influencia ajena a la medición (es importante man-tener una actitud de no prejuzgar el pro-ceso antes de la medición).Habiéndose realizado el envasado, ve-mos qué cantidad de envases obtuvimos y en función de ello se determina en nú-mero de muestras a analizar.
Tamaño del Lote (unidades)
Tamaño de la muestra (unidades)
50 – 149 20150 – 4.000 32
4.001 – 10.000 80
Si el número de envases supera los 10.000, deben dividirse en dos lotes antes de continuar el procedimiento.Para ejemplificar, tomaremos el tamaño de lote más usual 150-4.000 unidades.
Nuestra muestra será entonces de 32 uni-dades, las que sacaremos del lugar donde se hallen de manera tal que nos asegure que veremos todo el proceso desde su comienzo hasta el final.Normalmente cuando se está envasando se colocan los envases arriba de una tarima, y se va formando una torre, si nosotros to-mamos 7 envases desde cada esquina en forma vertical, y 4 más en forma aleatoria estaremos viendo el principio, el medio y el final del envasado. (Ver Figura 1).
Estudio estadístico. Discusión de la resolución 800/97 de lealtad comercialy su influencia en la industria de la pintura.
Esta es una forma, pueden usarse otras, siempre y cuando se hagan de la misma manera las sucesivas veces.Bien ya tenemos las latas para el ensayo. Este ensayo como será, destructivo o no?Para ello debemos determinar la tara de los envases a analizar en nuestro lote de estudio y usaremos 25 envases vacíos.De aquí surgen tres posibilidades:
1. que el peso del envase sea menor al 5% del contenido del envase (Volumen del envase multiplicado por la densi-dad del producto) Ej: Pomos de ento-nadores, pesan 12 g promedio y una vez llenado pesa más de 240 g2. que el peso del envase sea mayor que el 5% del contenido del envase (la gran mayoria de los envases tiene está característica), aquí surgen dos posibi-lidades:
2.1. Si la desviación estándar del peso de los envases es mENOR que el 25% de la tolerancia permitida para el este envasado, se usara el valor medio de los pesos determinados, ósea el promedio de los envases.
2.2. En cambio si la desviación Stan-dard de el peso de los envases es mAYOR que el 25% de la tolerancia permitida para el este envasado, el ensayo deberá ser destructivo.
Ahora bien, por los estudios realizados para este trabajo se podrá ver que los envases de hojalata de 1 y 4 litros se en-cuentran enmarcados en el punto 2.1Tenemos que elegir la balanza que debe estar apta para su uso (preferentemente calibrada), esta debe ser precisa hasta el
20 % de la tolerancia que nos permite el envasado (ver tabla de tolerancia).Se eligen 25 envases al azar y se pesan (con tapa incluida), armando una tabla de datos, acto seguido hacemos lo mis-mo con las 32 latas envasadas.Con los datos obtenidos realizamos el si-guiente ejemplo: Muestra 1: Barniz sintético envasado ma-nualmente en latas de hojalata de 1 litro de capacidad.En esta planilla de datos, iremos identifi-cando sus componentes.1. Datos del producto: Nombre del recu-brimiento, número de fabricación, códi-go, etc. En definitiva, todos aquellos datos que usamos para identificar un fabricación determinada.2. Datos del envasado: Nombre del enva-sador, capacidades de los envases a usar (1, 4, 20, ¼, etc. litros.)Cantidad de latas a ensayar, densidad del producto, etc.3. Datos de tara de envases: Peso de los 25 envases vacíos, determinación de va-
Figura 1: latas entarimadas vistas desde arriba
Tarima
Latas
LatasSeleccionadas
ESTADÍSTICA ESTADÍSTICA
8 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 9
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
8
6 .
7
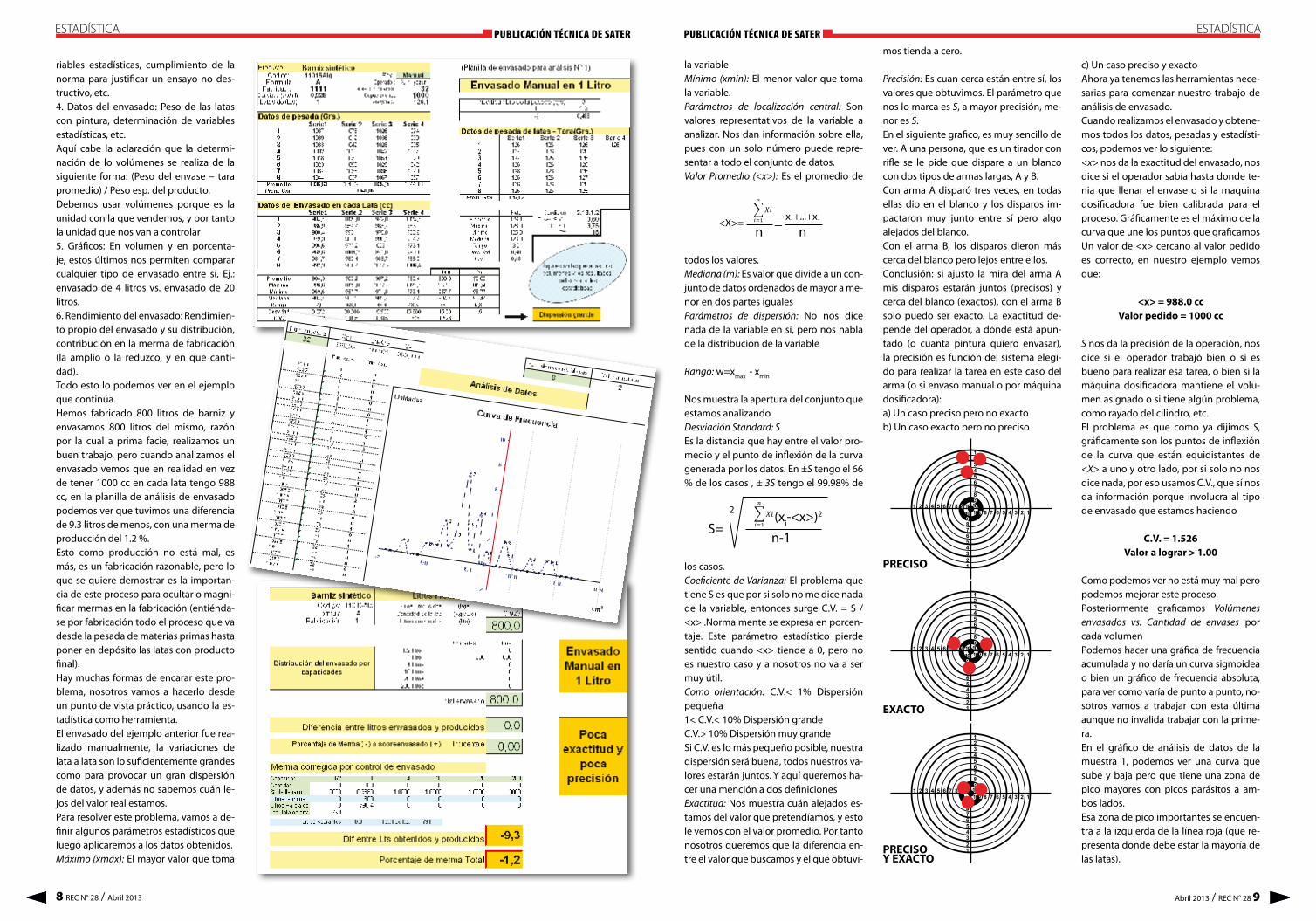
riables estadísticas, cumplimiento de la norma para justificar un ensayo no des-tructivo, etc.4. Datos del envasado: Peso de las latas con pintura, determinación de variables estadísticas, etc.Aquí cabe la aclaración que la determi-nación de lo volúmenes se realiza de la siguiente forma: (Peso del envase – tara promedio) / Peso esp. del producto.Debemos usar volúmenes porque es la unidad con la que vendemos, y por tanto la unidad que nos van a controlar5. Gráficos: En volumen y en porcenta-je, estos últimos nos permiten comparar cualquier tipo de envasado entre sí, Ej.: envasado de 4 litros vs. envasado de 20 litros.6. Rendimiento del envasado: Rendimien-to propio del envasado y su distribución, contribución en la merma de fabricación (la amplío o la reduzco, y en que canti-dad).Todo esto lo podemos ver en el ejemplo que continúa.Hemos fabricado 800 litros de barniz y envasamos 800 litros del mismo, razón por la cual a prima facie, realizamos un buen trabajo, pero cuando analizamos el envasado vemos que en realidad en vez de tener 1000 cc en cada lata tengo 988 cc, en la planilla de análisis de envasado podemos ver que tuvimos una diferencia de 9.3 litros de menos, con una merma de producción del 1.2 %.Esto como producción no está mal, es más, es un fabricación razonable, pero lo que se quiere demostrar es la importan-cia de este proceso para ocultar o magni-ficar mermas en la fabricación (entiénda-se por fabricación todo el proceso que va desde la pesada de materias primas hasta poner en depósito las latas con producto final).Hay muchas formas de encarar este pro-blema, nosotros vamos a hacerlo desde un punto de vista práctico, usando la es-tadística como herramienta.El envasado del ejemplo anterior fue rea-lizado manualmente, la variaciones de lata a lata son lo suficientemente grandes como para provocar un gran dispersión de datos, y además no sabemos cuán le-jos del valor real estamos.Para resolver este problema, vamos a de-finir algunos parámetros estadísticos que luego aplicaremos a los datos obtenidos.Máximo (xmax): El mayor valor que toma
la variable Mínimo (xmin): El menor valor que toma la variable.Parámetros de localización central: Son valores representativos de la variable a analizar. Nos dan información sobre ella, pues con un solo número puede repre-sentar a todo el conjunto de datos.Valor Promedio (<x>): Es el promedio de
�𝑋𝑋𝑋𝑋𝑛𝑛
𝑖𝑖=1
=
�𝑋𝑋𝑋𝑋𝑛𝑛
𝑖𝑖=1
todos los valores.Mediana (m): Es valor que divide a un con-junto de datos ordenados de mayor a me-nor en dos partes iguales Parámetros de dispersión: No nos dice nada de la variable en sí, pero nos habla de la distribución de la variable
Rango: w=xmax - xmin
Nos muestra la apertura del conjunto que estamos analizandoDesviación Standard: S Es la distancia que hay entre el valor pro-medio y el punto de inflexión de la curva generada por los datos. En ±S tengo el 66 % de los casos , ± 3S tengo el 99.98% de
S=(xi-<x>)2
los casos.Coeficiente de Varianza: El problema que tiene S es que por si solo no me dice nada de la variable, entonces surge C.V. = S / <x> .Normalmente se expresa en porcen-taje. Este parámetro estadístico pierde sentido cuando <x> tiende a 0, pero no es nuestro caso y a nosotros no va a ser muy útil.Como orientación: C.V.< 1% Dispersión pequeña1< C.V.< 10% Dispersión grandeC.V.> 10% Dispersión muy grande Si C.V. es lo más pequeño posible, nuestra dispersión será buena, todos nuestros va-lores estarán juntos. Y aquí queremos ha-cer una mención a dos definicionesExactitud: Nos muestra cuán alejados es-tamos del valor que pretendíamos, y esto le vemos con el valor promedio. Por tanto nosotros queremos que la diferencia en-tre el valor que buscamos y el que obtuvi-
mos tienda a cero.
Precisión: Es cuan cerca están entre sí, los valores que obtuvimos. El parámetro que nos lo marca es S, a mayor precisión, me-nor es S.En el siguiente grafico, es muy sencillo de ver. A una persona, que es un tirador con rifle se le pide que dispare a un blanco con dos tipos de armas largas, A y B.Con arma A disparó tres veces, en todas ellas dio en el blanco y los disparos im-pactaron muy junto entre sí pero algo alejados del blanco.Con el arma B, los disparos dieron más cerca del blanco pero lejos entre ellos.Conclusión: si ajusto la mira del arma A mis disparos estarán juntos (precisos) y cerca del blanco (exactos), con el arma B solo puedo ser exacto. La exactitud de-pende del operador, a dónde está apun-tado (o cuanta pintura quiero envasar), la precisión es función del sistema elegi-do para realizar la tarea en este caso del arma (o si envaso manual o por máquina dosificadora):a) un caso preciso pero no exactob) un caso exacto pero no preciso
PRECISO
EXACTO
PRECISOY EXACTO
c) un caso preciso y exactoAhora ya tenemos las herramientas nece-sarias para comenzar nuestro trabajo de análisis de envasado.Cuando realizamos el envasado y obtene-mos todos los datos, pesadas y estadísti-cos, podemos ver lo siguiente:<x> nos da la exactitud del envasado, nos dice si el operador sabía hasta donde te-nia que llenar el envase o si la maquina dosificadora fue bien calibrada para el proceso. Gráficamente es el máximo de la curva que une los puntos que graficamosun valor de <x> cercano al valor pedido es correcto, en nuestro ejemplo vemos que:
<x> = 988.0 ccValor pedido = 1000 cc
S nos da la precisión de la operación, nos dice si el operador trabajó bien o si es bueno para realizar esa tarea, o bien si la máquina dosificadora mantiene el volu-men asignado o si tiene algún problema, como rayado del cilindro, etc.El problema es que como ya dijimos S, gráficamente son los puntos de inflexión de la curva que están equidistantes de <X> a uno y otro lado, por si solo no nos dice nada, por eso usamos C.V., que sí nos da información porque involucra al tipo de envasado que estamos haciendo
C.V. = 1.526Valor a lograr > 1.00
Como podemos ver no está muy mal pero podemos mejorar este proceso.Posteriormente graficamos Volúmenes envasados vs. Cantidad de envases por cada volumenPodemos hacer una gráfica de frecuencia acumulada y no daría un curva sigmoidea o bien un gráfico de frecuencia absoluta, para ver como varía de punto a punto, no-sotros vamos a trabajar con esta última aunque no invalida trabajar con la prime-ra.En el gráfico de análisis de datos de la muestra 1, podemos ver una curva que sube y baja pero que tiene una zona de pico mayores con picos parásitos a am-bos lados.Esa zona de pico importantes se encuen-tra a la izquierda de la línea roja (que re-presenta donde debe estar la mayoría de las latas).
ESTADÍSTICA ESTADÍSTICA
10 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 11
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
15
En este envasado se ve que llenaron de menos los envases y ratifica visualmente lo que nos informa el <x>, pero no está muy lejos en términos relativos (al volu-men envasado, -1.2 %) por lo que nos ani-mamos a decir que es un envasado casi exacto.Entre el primer y último pico hay una gran distancia, nuevamente en términos relati-vos (6.8 %),A raíz de esto decimos que no es preciso.Si vemos en la figura de los blancos, sería el caso del centro, y nosotros debemos lo-grar ser exactos y precisos (caso de abajo).Bien hemos visto un envasado manual ¿Cómo será un envasado por máquina dosificadora?
12
13
14
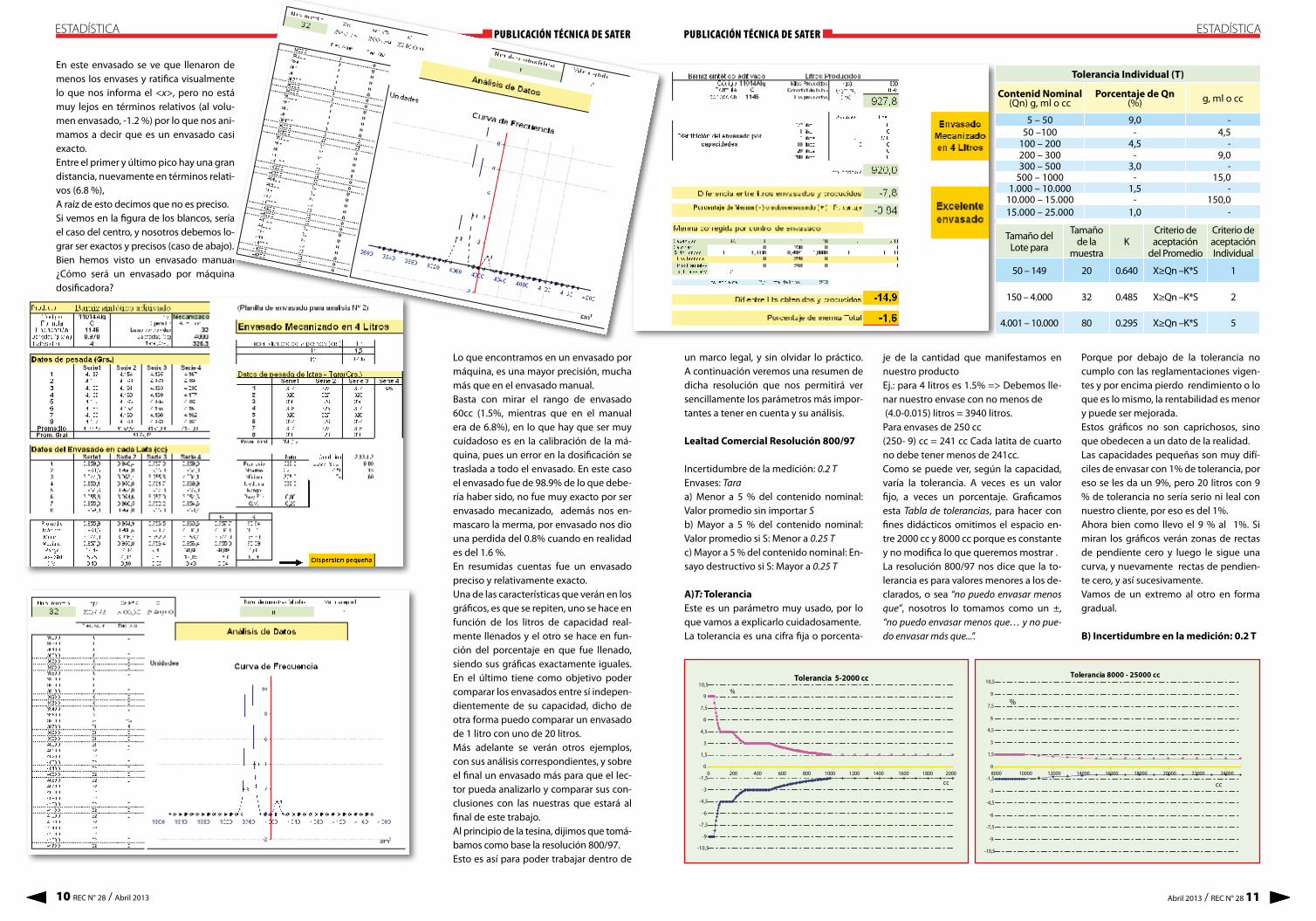
Lo que encontramos en un envasado por máquina, es una mayor precisión, mucha más que en el envasado manual.Basta con mirar el rango de envasado 60cc (1.5%, mientras que en el manual era de 6.8%), en lo que hay que ser muy cuidadoso es en la calibración de la má-quina, pues un error en la dosificación se traslada a todo el envasado. En este caso el envasado fue de 98.9% de lo que debe-ría haber sido, no fue muy exacto por ser envasado mecanizado, además nos en-mascaro la merma, por envasado nos dio una perdida del 0.8% cuando en realidad es del 1.6 %.En resumidas cuentas fue un envasado preciso y relativamente exacto.una de las características que verán en los gráficos, es que se repiten, uno se hace en función de los litros de capacidad real-mente llenados y el otro se hace en fun-ción del porcentaje en que fue llenado, siendo sus gráficas exactamente iguales. En el último tiene como objetivo poder comparar los envasados entre sí indepen-dientemente de su capacidad, dicho de otra forma puedo comparar un envasado de 1 litro con uno de 20 litros.más adelante se verán otros ejemplos, con sus análisis correspondientes, y sobre el final un envasado más para que el lec-tor pueda analizarlo y comparar sus con-clusiones con las nuestras que estará al final de este trabajo.Al principio de la tesina, dijimos que tomá-bamos como base la resolución 800/97. Esto es así para poder trabajar dentro de
un marco legal, y sin olvidar lo práctico. A continuación veremos una resumen de dicha resolución que nos permitirá ver sencillamente los parámetros más impor-tantes a tener en cuenta y su análisis.
Lealtad Comercial Resolución 800/97
Incertidumbre de la medición: 0.2 TEnvases: Taraa) menor a 5 % del contenido nominal: Valor promedio sin importar Sb) mayor a 5 % del contenido nominal: Valor promedio si S: menor a 0.25 Tc) mayor a 5 % del contenido nominal: En-sayo destructivo si S: mayor a 0.25 T
A)T: ToleranciaEste es un parámetro muy usado, por lo que vamos a explicarlo cuidadosamente.La tolerancia es una cifra fija o porcenta-
Tolerancia Individual (T)
Contenid Nominal (qn) g, ml o cc
Porcentaje de Qn(%) g, ml o cc
5 – 50 9,0 -50 –100 - 4,5
100 – 200 4,5 -200 – 300 - 9,0300 – 500 3,0 -
500 – 1000 - 15,01.000 – 10.000 1,5 -
10.000 – 15.000 - 150,015.000 – 25.000 1,0 -
Tamaño del Lote para
Tamañode la
muestraK
Criterio de aceptación
del Promedio
Criterio de aceptación Individual
50 – 149 20 0.640 X≥qn –K*S 1
150 – 4.000 32 0.485 X≥qn –K*S 2
4.001 – 10.000 80 0.295 X≥qn –K*S 5
Tolerancia 5-2000 cc
-10,5
-9
-7,5
-6
-4,5
-3
-1,5
0
1,5
3
4,5
6
7,5
9
10,5
0 200 400 600 800 1000 1200 1400 1600 1800 2000
cc
%
-3
-1,5
0
1,5
3
4,5
6
7,5
9
10,5
8000 10000 12000
%
-10,5
-9
-7,5
-6
-4,5
14000 16000 18000 20000 22000 24000
cc
Tolerancia 8000 - 25000 cc
je de la cantidad que manifestamos en nuestro productoEj.: para 4 litros es 1.5% => Debemos lle-nar nuestro envase con no menos de (4.0-0.015) litros = 3940 litros.Para envases de 250 cc(250- 9) cc = 241 cc Cada latita de cuarto no debe tener menos de 241cc.Como se puede ver, según la capacidad, varía la tolerancia. A veces es un valor fijo, a veces un porcentaje. Graficamos esta Tabla de tolerancias, para hacer con fines didácticos omitimos el espacio en-tre 2000 cc y 8000 cc porque es constante y no modifica lo que queremos mostrar .La resolución 800/97 nos dice que la to-lerancia es para valores menores a los de-clarados, o sea “no puedo envasar menos que”, nosotros lo tomamos como un ±, “no puedo envasar menos que… y no pue-do envasar más que...”.
Porque por debajo de la tolerancia no cumplo con las reglamentaciones vigen-tes y por encima pierdo rendimiento o lo que es lo mismo, la rentabilidad es menor y puede ser mejorada.Estos gráficos no son caprichosos, sino que obedecen a un dato de la realidad.Las capacidades pequeñas son muy difí-ciles de envasar con 1% de tolerancia, por eso se les da un 9%, pero 20 litros con 9 % de tolerancia no sería serio ni leal con nuestro cliente, por eso es del 1%.Ahora bien como llevo el 9 % al 1%. Si miran los gráficos verán zonas de rectas de pendiente cero y luego le sigue una curva, y nuevamente rectas de pendien-te cero, y así sucesivamente.Vamos de un extremo al otro en forma gradual.
B) Incertidumbre en la medición: 0.2 T
ESTADÍSTICA ESTADÍSTICA

12 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 13
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
Ya vimos como es T, según el tipo de en-vase, la precisión de la pesada deberá ser a lo sumo el 20% de la tolerancia, Ej.: un Esmalte de d = 1.2 gr7cc en una presenta-ción de 1 litro, lo debo pesar con: 0.2 (15 cc x 1.2 gr./cc) = 3.6 g.No hay balanzas que varíen cada 3.6 g, tengo que elegir entre las que varían cada 1 g o bien las que lo hacen cada 10 g.Para este caso debo elegir la primera, pues me da mayor exactitud que la pedi-da en la medición (resulta obvio que no debe ser menor que la exactitud necesa-ria para cumplir 0.2 T).Esta balanza también debe estar calibrada.
C)Tamaño del LoteYa vimos al principio de este trabajo como definimos el N° de muestras según la población del lote envasado, cabe se-ñalar que cuando nos referimos al lote lo hacemos tomando en cuenta que es un mismo batch en una misma presentación.
Tamaño del Lote (unidades)
Tamaño de la muestra(unidades)
50 – 149 20150 – 4.000 32
4.001 – 10.000 80
Tamaño del Lote para K Criterio de aceptación
del PromedioCriterio de aceptación
Individual50 – 149 0.640 X≥qn –K*S 1
150 – 4.000 0.485 X≥qn –K*S 24.001 – 10.000 0.295 X≥qn –K*S 5
Para clarificar un poco, un batch de pin-tura lo envaso parte en latas de 1 litro, otra parte en latas de 4 litros. y otra en la-tas de ½ litro, para nuestro análisis tene-mos 3 lotes. En cambio si envaso 3 batch de una misma pintura, todo en latas de 1 litro y en forma consecutiva, igualmente tengo 3 lotes. En conclusión: Lote: igual batch, igual en-vase.
D) Aprobación del lote
Para aprobar el lote envasado ninguna lata debe tener menos de qn –T, siendo qn: Cantidad declarada o cantidad neta Ej.: 1 litroT : Tolerancia para esa presentación Ej.: 15 ccPara el ejemplo, ninguna lata debe tener menos de 985 cc, si hay alguna , esa lata esta rechazada. Y solo se aceptan una cantidad muy pequeña de casos (Ver
Tabla- Criterio de aceptación individual).Este punto nos marca un primer punto a cumplir, “nada por debajo de”. Aunque aquí tenemos una tolerancia en cuanto a envases con menor cantidad de la permi-tida.Si nos fijamos en la tabla, tenemos una columna que dice Criterio de acepta-ción Individual.Esta nos marca cuantas lastas pude haber en el lote en estudio, que estén fuera de especificación, esto también es función del tamaño del lote, a mayor lote mayor tolerancia.No es un porcentaje, no es continuo, sino que es por cantidades fijas referidos al los mismos tamaños de lote.Es de notar que siempre nos referimos a 3 grupos de lotes por su dimensión.En esta otra parte analizaremos la siguien-te ecuación, que nos da el criterio de acep-tación del promedio del envasado.
<X> ≥ Qn – K . S
<X>: Valor promedio de la muestraqn: Cantidad nominalK: Cte del loteS: Desv. Standard
No importa el tamaño del lote, esta ecua-ción es condición necesaria pero no sufi-ciente, en otras palabras debo cumplirla pero con eso solo no basta.En párrafos anteriores ya hemos hecho referencia a cada uno de los componen-tes (qn : Cantidad neta, S: Desviación Standart, y <X>: Promedio) de esta for-mula, salvo K.Esta constante surge de dividir la cte. t de
Students , para ser más precisos t0.995, por la raíz cuadrada de N (cantidad de mues-tra, par nuestro caso puede ser 20, 32 o 80)Y de ahí surgen los valores para cada caso (Ver tabla – K).Se puede utilizar la planilla que se halla a vuestra disposición en SATER (llamar a Daniel Astese) para usarla y comprobar las distintas variables.Esta ecuación encierra una pequeña
trampa, pues si la empresa A envasa ma-nualmente tendrá, seguramente, una gran dispersión de datos ( un rango alto) y por tanto S también será alta; aplica-da en la ecuación, el sustraendo K.S será significativo y el <X> podrá se menor a qn , si miramos, hallaremos que tiene 2 muestras fuera de tolerancia, justo en el límite!! una más y el envasado está re-chazado.La empresa B envasa con máquina, por tener un rango bajo, S también lo será.Su influencia en la ecuación será pobre y <X> tenderá a ser qn. Si nos fijamos ve-mos que no cumplió la ecuación pues qn-KS es mayor <X>. El envasado está re-chazado a pesar que la empresa B envasó el mismo <X> que la empresa AEsta ecuación no nos impide trabajar, aun si no estamos muy tecnificados, pero nos obliga a ser leales con los clientes, desde el punto de vista de vender realmente lo que ofrecemos (siempre visto desde la cantidad que ofertamos).Hemos puesto dos ejemplos más, para mostrar la influencia de la ecuación, pero también sirve para ver los otros paráme-tros estadísticos mencionados con ante-rioridad. Y los ejemplos usados allí pue-den ser usados para ver la mencionada ecuación, ¡eso es tarea para el lector! Haremos una breve explicación sobre las planillas que hemos usado con anteriori-dad, para poder manejarla con mayor co-modidad.Vamos a ver que distribuimos los datos en series, es solo para poder ver si divi-diendo el total de muestras en series, es-tas series entre sí son o no muy diferen-tes. No es imprescindible, dado que basta con tomar, y esto si es imprescindible, las cantidad de muestra necesaria y analizar-lo como una sola serie
1. Aquí hallaremos todos los dato refe-ridos a nuestro fabricación: N° de fi-cha, tipo de producto, presentación, densidad del mismo ( la usaremos para transformar masa en volumen, la ponemos aquí, para que pueda ser interactiva con los otros datos), cantidad de latas controladas, qué operador realizó el envasado, si fue manual o mecanizado, etc.Y todos aquellos datos que me sirvan, y sean constantes estarán aquí.
2. En esta parte es donde hacemos el
análisis de los envases para deter-minar si cumple con el requisito de S < 0.25 T, para poder realizar ensa-yos no destructivos, el resto de los parámetros son solo informativos.
3. Esta es zona donde volcamos los datos obtenidos de las pesadas brutas de los envases (peso de pin-tura y envase)
4. Acá, están los datos en volumen ( a la pesada bruta se le descon-tó la tara del envase y se dividió por el peso específico) Estos son los datos con que vamos a trabajar en el análisis de en-vasado
5. Datos estadísticos, parcia-les de cada serie, y totales. Son los que nos dan la in-formación sobre como se realizó el proceso.
6. Cantidad mínima aceptada de en-vasado individual
7. Criterio de aprobación del envasa-do (<X> mayor que qn-K.S , esto ya fue tratado oportunamente)
8. Cantidad de las que no cumple con 6 (la rechazada en forma individual, por estar por debajo de lo permitido)
9. Tabla de frecuencia acumulada y absoluta referidas a el volumen
10. Grafico de la tabla de 9. La planilla que sigue en los ejemplos es igual que los puntos 9 y 10, pero en vez de estar expresada en volumen, esta definida como porcentajes del qn ( Volumen nominal). Estará, igualmente, para mantener la es-tructura de la planilla y poder com-parar con otros envasados, aunque sean de distinta capacidad.
21
22
23
Aquí tenemos el análisis de rendimien-to del envasado, hay que hacer notar un deficiencia en este análisis, si no se pesó el producto dentro del tanque de fabri-cación, justo antes de envasar, cualquier desviación le será asignada al envasado. Hay que tener en cuenta este detalle no menor.Vemos en nuestra planilla de rendimien-to que anotamos la cantidad de envases logrados, y más abajo los kilos utilizados junto con el peso específico, dan los litros a envasar.La diferencia nos marca el rendimiento.
ESTADÍSTICA ESTADÍSTICA

14 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 15
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
24
Aquí tenemos el análisis de rendimiento del envasado, hay que hacer notar un deficiencia en
te análisis, sino se peso el producto dentro del tanque de fabricación, justo antes de envasar,
cualquier desviación le se asignada al envasado. Hay que tener en cuenta este detalle no menor.
Vemos en nuestra planilla de rendimiento que anotamos la cantidad de nevases logrados, y
más abajo los kilos utilizados junto con el peso especifico, dan los litros a envasar.
La diferencia nos marca el rendimiento
Ese rendimiento en este caso fue de 0.61% positivo, no es lógico en primera instancia, este tipo de resultados, enva-samos más de lo que fabricamos. Cuando hacemos el análisis de envasado vemos que en promedio nos dio más bajo que qn, 97.23%. por lo que en realidad tuvi-mos una merma de fabricación de 2% (perdida). El haber envasado de menos nos enmascaró este problema y si volve-mos a la planilla de análisis de envasado vemos que este proceso fue rechazado, hay que corregir lata por lata, con la con-secuente perdida de dinero y tiempo.Hay que tener presente que esto puede suceder al revés, cuando envaso en ex-ceso, estoy aumentando mi merma, si mi proceso de fabricación tiene una merma promedio de 2% y en el envasado pusi-mos 1020 cc en lugar de 1000, mi merma final será de 4%.Ahora bien, estos números fríos no im-pactan tanto, pero si en el ejemplo re-ciente digo que se trata de un esmalte nitro celulósico blanco con un precio promedio de venta a comercios de 20$/l y mi fabricación fue de 1000 l: mi mer-ma me costo $800, aproximadamente u$a270, en un sola fabricación.¿Si el producto era dos componen-tes? ¿Cómo afectó esa desviación de envasado?, y teniendo en cuenta que hay que ver qué pasó con el segundo componente, podría cambiar las pro-piedades de la pintura aplicada por el cliente, a pesar que fue controlada y aprobada en laboratorio?¿Y si mi producto era para teñir?
Éstas y otras muchas variables son afec-tadas por un mal proceso de envasado.Para continuar vamos aplicar todos lo que vimos en otro ejemplo, pero esta
26
Solo para analizar las perdidas, por tanto omitiremos los graficos de envasado
vez sin marcar sobre la planilla, ninguna referencia. Ya hemos aprendido como manejarla, ahora vamos a analizar los datos.
27
La parte de datos nos dice que: es un envasado manual, que el lote está entre 150 -4000
unidades, que la capacidad usada es 4 lts. quien es el operador, que cantidad de latas se
muestrearon, si los envases son lo suficientemente homogéneos para realizar un envase no
destructivo, la densidad del producto. Y luego cargamos los datos de las pesadas de los envases y vemos los parámetros estadísticos
En la serie 1, la mediana (m) difiere bastante del promedio <X>, es no revela que la curva esta
sesgada, o sea hay muchos valores de a un lado de la curva que al otro y se compensa por que
los valores más altos están distantes del <X> que los más bajos. El proceso no fue parejo, aquí
hubo algún imprevisto aunque por los valores no fue muy importante.
La parte de datos nos dice que: es un en-vasado manual, que el lote está entre 150 -4000 unidades, que la capacidad usada es 4 l. quién es el operador, qué cantidad de latas se muestrearon, si los envases son lo suficientemente homogéneos para realizar un envase no destructivo, la den-sidad del producto.Y luego cargamos los datos de las pesa-das de los envases y vemos los paráme-tros estadísticosEn la serie 1, la mediana (m) difiere bas-tante del promedio <X>, esto nos revela que la curva está sesgada, o sea hay mu-chos valores de a un lado de la curva que al otro y se compensa porque los valores más altos están distantes del <X> que los más bajos. El proceso no fue parejo, aquí hubo algún imprevisto aunque por los valores no fue muy importante.No hay más detalles dentro de las series que sean distintos al total de la muestra, siempre es conveniente ver si tenemos diferencias pues no dará algún indicio de inconvenientes surgidos durante el pro-ceso.Vemos el promedio, es razonable, esta vez no dice nada, porque dio un buen valor.El rango (w) nos da la distancia entre el máximo y el mínimo, para este tipo de envasado (4 litros.) debería ser±T y eso es 120 cc (3%), nos dio 209 cc (5.22 %), éste no es correcto para este tipo de envasado (manual), deberemos solicitar al opera-dor mayor atención para la próxima vez, y pedirle que aumente sus controles du-rante el proceso. El rango es una variable del operador El C.V. dio 1.62 es muy buen dato para un envasado manual, pero nuestro objetivo es que sea ≥ 1El criterio de aceptación individual de lote era ≥ 2, y nos dio 1 solo valor por de-bajo 3940 cc, bien!El criterio de aceptación del promedio (<X> ≥ qn – KS) resultó ser 4015 ≥ 3977, bien también!!Ahora analizaremos los datos surgidos de la última planillaFabricamos 1460 kg. Con una densidad de 0.91 g/ cc, lo que arroja un resultado de 1604 l.Envasamos 1600 l, por lo que tuvimos una pérdida de 4 l.Y cuando analizamos los envasados de estas partidas, vimos que se hizo solo en 1 y 4 l.
A latas de 4 l., las chequeamos recién y las de 1 litro dieron un <X> de 987.5, se enva-só de menos.Volvemos a analizar nuestra mema, real-mente lo que perdimos fueron casi 11 li-tro, 7 l de esos 11 fueron enmascarados por un mal envasado, le quitamos pintura a nuestros clientes. Además nos miente a nosotros sobre el rendimiento de nuestra fabricación, y no nos deja ver el verdade-ro perjuicio económico que nos ocasionó. En este caso fue de aprox. 54$ en una sola partida.Así y todo, podemos decir que fue un en-vasado bastante bueno, esto es habitual en donde trabajamos?... esa es un duda que le dejamos pendiente a nuestro lec-tor, de hecho éste es el desafío que nos planteamos cuando elegimos este tema: Encontrar, explicar y aplicar herramientas
que nos permitan conocer y cuantificar en donde nos hallamos, respecto a este tema, y poder obrar en consecuencia si corres-ponde o buscar formas de mejorar la que ya tenemos.Podemos asegurarles que se llevarán sor-presas como nos ocurrió a nosotros!!A continuación veremos algunos casos para discutir los resultados, pueden ser de interés, por sus características.En este envasado, al principio estaba sucio el pico de la envasadora, se desenvasó, se homogenizó el producto y se volvió a en-vasar en las latas que tenían un remanente de pintura, al inyectar nuevamente un li-tro, por tanto quedó con 1 litro más algo.Por eso hay latas con más producto y se ve 2 curvas bien diferenciadas.
29
30
ESTADÍSTICA ESTADÍSTICA

16 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 17
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
32
31
Este análisis es muy interesante desde el punto de vista, que si bien no tiene pro-blemas y está aprobado, nos marca un inconveniente que tuvo Producción, sin haber estado presente durante el proce-so de envasado.
Nuevamente noten la gran diferencia en-tre la dispersión de muestras del proce-so manual y el mecanizado. Veamos que también ha cambiado la merma si toma-mos el análisis del envasado, en este caso pasa de perder 8 litros. a perder realmen-
te 6 litros., probablemente debido al pro-blema de reenvasado en la misma lataConvengamos que no es mucho, pero en el control de situaciones reales, esto sería un caso de mucha eficiencia.Otro tema que nos marca, es que cuando el dibujo de la curva tiene dos máximos, como en este caso, o se aparta de las cur-vas habituales, que dependerá de cada empresa y su forma de envasado, es casi seguro que ocurrió alguna anormalidad, que habrá que investigar seguramente
Resolución 800/97
Todo lo que hemos hablado hasta el mo-mento, ha sido en total concordancia con esta resolución.Las tolerancias, los valores estadísticos, cantidad de muestras según lote, los lotes mismos, todo ésto fue basado en ella.Hay algunos factores que no fueron trata-dos por razones, que a nuestro entender, no afectan al control del proceso y que vamos a mencionar ahora, la definiciones que faltan a continuación y que están en la resolución ya fueron definidas y lo que es más importante, usadas en párrafos an-teriores.De todas formas el texto completo de la resolución irá anexado a este trabajo.
1. Las unidades deben estar expre-sadas según el Sistema Interna-cional de Unidades de masa o vo-lumen. Es habitual que trabajemos en esta medidas, pero si usamos otra (Ej. Galón) hay que convertirlas a este sistema
2. Producto pre-medido: Es todo producto envasado y medido sin la presencia del consumidor y en condiciones de comercializarse. Nuestros productos (pintura, barni-ces y diluyentes) encuadran perfec-tamente.
3. Lote en Fabrica: Es el conjunto de artículos de un mismo tipo, pro-cesados por un mismo fabricante o fraccionados en un espacio de tiempo determinado, en condi-ciones esencialmente iguales. Se considera espacio de tiempo de-terminado, la producción de una hora, siempre que las cantidades de productos sean igual o supe-rior a 150 unidades. En el caso que la cantidad supere las 10.000 uni-
dades, el excedente podrá formar nuevo/s lote/s.Acá se diferencia entre fabricante y fraccionador, deja claramente expre-sado que el límite de tiempo es solo para el fraccionador.
4. Control destructivo: Es el que re-quiere la apertura o destrucción de envases a ensayarEn la pintura se puede abrir la lata y reutilizarla, en un sobre de shampoo esto no es posible y se pierde el en-vase.
5. Muestra del lote – Toma de mues-tra: Es la cantidad de productos pre-medidos retirados del lote y que será efectivamente controla-da.Nos esta definiendo que la muestra que tomamos debemos analizarla, sin dejar envases sin medir.
Conclusiones y aspectos a tener en cuenta basados en el análisis de los tra-bajos de campo realizados.
1. Es importante tener presente las con-diciones de aprobación individual y de lote.
2. No sería descabellado colocar en el envase, el contenido en forma volu-métrica y gravimétrica, como se hace en los aerosoles.
3. El rango de distribución del envasa-do corresponde al sistema utilizado. (Precisión)
4. El promedio del envasado es respon-sabilidad de los operadores (lab. con el peso esp. y producción con el lle-nado) (Exactitud)
5. No olvidar que la uniformidad de los envases en cuanto a su constancia en el peso es condición necesaria para que los ensayos no sean des-tructivos.
6. Si el envasado se realiza por peso, ya sea calibrando la máquina envasa-dora (envasado por volumen, es el recorrido del pistón) o por envasado manual sobre balanza, me permite independizarme de la temperatura de envasado.
7. En el caso anterior es fundamental tener bien calibrado el sistema de de-terminación de peso especifico (den-sidad): Picnómetro, balanza, termó-metro y muestra termostatizada en forma homogénea y sin aire ocluido
8. Es conveniente aclarar en el envase la temperatura a la cual está definido el volumen declarado, para dejarlo to-talmente determinado cuando vaya a ser controlado, ya sea por parte de nuestros clientes y/o cualquier auto-ridad competente. (Ej. 1 litro a 25ºC)
9. No se puede usar cualquier balanza para cualquier envasado, hay que respetar la incertidumbre de la me-dición (0,2 T)
10. El envasado es un proceso que por sencillo no deja de tener grandes im-plicancias en el proceso general de producción de pinturas, pues puede ocultar mermas de molienda, mal pesado de materias primas o cual-quier otra distorsión en el manipuleo del semi-elaborado, con el conse-cuente daño comercial (monetario y desprestigio)
11. La presente tesina es una de las for-mas que sirven para analizar cual-quier resolución siempre que tenga-mos en cuenta los parámetros que ésta nos indica (ver norma para el mERCOSuR)
AnexosInvestigaciones complementarias:Diferencia de color por envasado poco preciso.docDiferencia de Pe por temperatura.xlsInforme Calibración de balanza.pdfCalibración de Picnómetr.docCalibración de Termómetro.docPlanilla de cálculos.xls
Anexos informativos:Notas Clarin.docCasos de Interés Valpafe-Coto.doc
Anexos normativos:LEALTAD COmERCIAL resolución 800-97.mDI - Requisitos para el etiquetado.doc
Presentaciones de avancede la Tesina:
Primer presentación de avance.pptGrupo 4 Avance al 29-08-05.pptGrupo 4 Avance al 26-09-05.pptGrupo 4 Avance al 11-11-05.pptGrupo 4 Avance al 18-03-06.ppt
Bibliografía:
1. Apuntes del curso Químicos Formuladotes de Pintura
SATER 2003-20062. Apuntes de Bioestadística y Elementos de computaciónCarrera de Licenciatura en Ciencias Quími-casUniv. De Morón 20023. Resolución 80/97 de la Secretaria de Ind. Comercio y MineríaBoletín Oficial 27/08/974. Física , Resnik – Holliday -19985. Análisis Químico CuantitativoKolthof- Sandel 19856. Producción de PinturasAETEPA – 20037. Folletos de Oliver y Batllewww. Oliverbatlle.es.8. Tecnología de los recubrimientos de su-perficie, Dean Parker – Ed. Urmo – 19789. Teoría y practica en la fabricación de pin-tura, R. Garay Sater – www. Sater.org.ar
Grupo 4:Adrián Buccini
Daniel TobalAdrián Kiryczun
Tutor: Hugo SinelnicofMarzo 2006
ESTADÍSTICA ESTADÍSTICA

18 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 19
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
recuBrimienToS poliureTánicoSecolóGicoS para parqueT
Marc Roelands*, Guru Satguru, Roel Swaans
Yendo más allá de las directivas de 2010.
Artículo publicado originalmente en ECJ, Diciembre de 2008, página 18. www.europeancoatings.com.ar
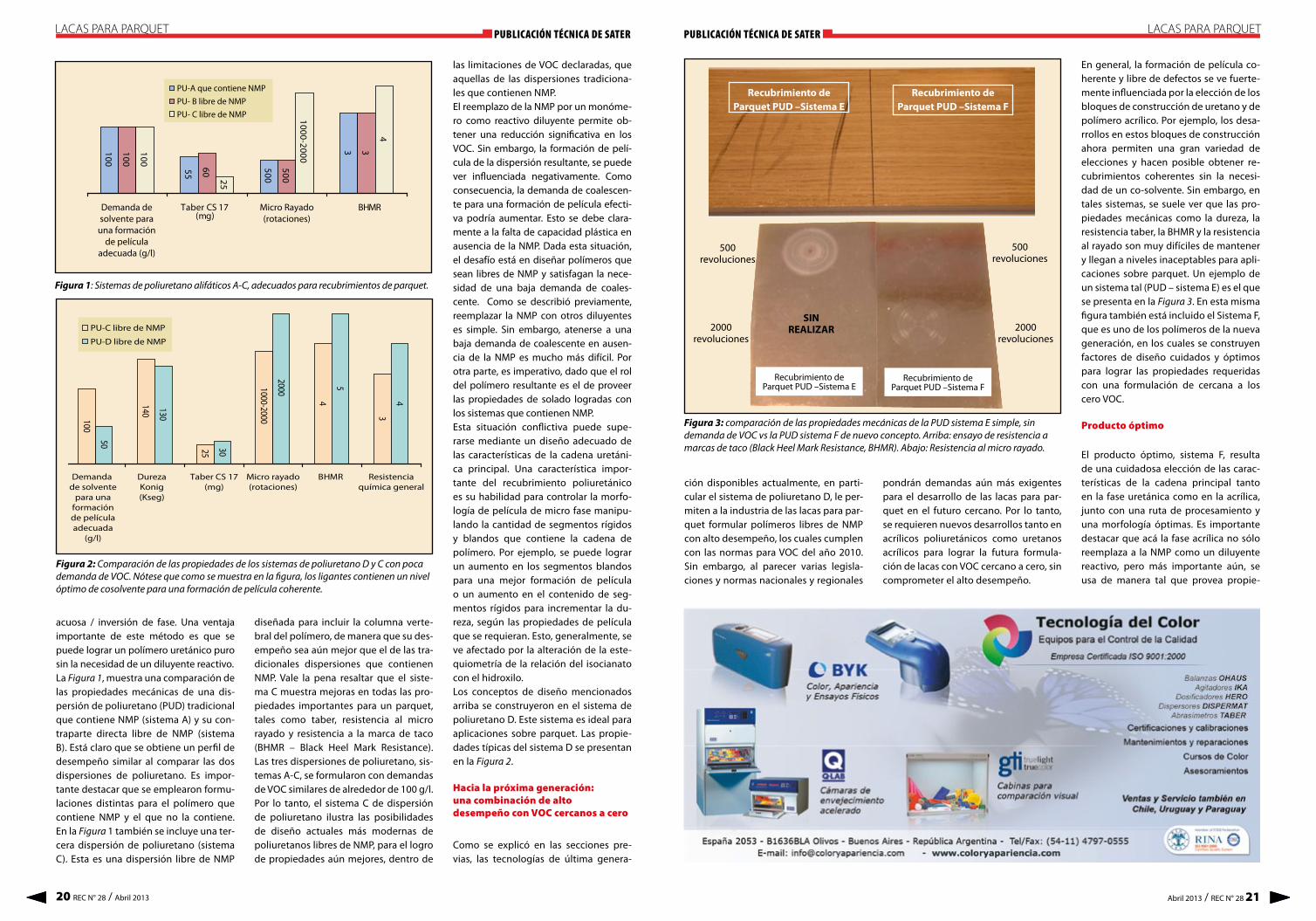
La tecnología uretano y uretano/acrílico a base de agua para los recubrimientos para parquets de la generación actual y futura, tiene muchas ventajas. Con una elección cuidadosa de la cadena principal, junto con rutas sintéticas y morfológicas óptimas, se pueden lograr polímeros para parquet de alto desempeño, que al mismo tiempo satisfagan las rigurosas restriccio-nes regulatorias actuales en la Unión Eu-ropa.
A pesar de que la implementación de la reclasificación de NmP (n-metil-pirro-lidona) que ha sido realizada durante el 2009 en la unión Europea, está claro que los procesos de fabricación de dis-persiones de poliuretano y poliuretano-acrílico que son libres de NmP se están transformando en una práctica común. Además, la mayoría de las lacas para par-quet han sido reformuladas para que se ajusten a las normas de “cero NmP” como se establece en las directivas de 2010 de la uE sobre VOC. Sin embargo, varias le-gislaciones regionales y nacionales, es-tán apuntando a hacer demandas aún más exigentes para los desarrollos de lacas para parquet en el futuro cercano. Nuevos desarrollos tanto en sistemas de
poliuretano como de uretano-acrílico permitirán lograr aplicaciones cercanas a VOC cero, y por lo tanto generar recu-brimientos que minimicen las emisiones de ingredientes orgánicos volátiles. Ade-más, los estándares de alto rendimiento establecidos por la industria de los recu-brimientos para parquet no se ven com-prometidos.
Más allá de 2010
Las lacas al agua para parquet se clasifi-can dentro de las directivas de la uE en los grupos 1C y 2C de recubrimientos de alto rendimiento. El máximo nivel aso-ciado de VOC para esta clase de recubri-mientos se estableció en 140 g/l para los años 2007 y 2010.Sumado a esta directiva Europea obliga-toria, los fabricantes de lacas para par-quet están planeando formular a niveles de VOC más bajos para poder comercia-lizar sus productos con certificaciones ecológicas, tales como Blue Angel, clasi-ficaciones GISCODE y Ecolabel.En consecuencia, se están formulando varias normas con la intención de po-ner demandas aún más rigurosas en el desarrollo de lacas para parquet en el futuro cercano. Por ejemplo, las restric-ciones en los niveles máximos de VOC están siendo extendidas a niveles máxi-mos de emisiones de VOC medibles por un período de tiempo bien definido.En Alemania el uso de productos para la construcción está sujeto a las dispo-siciones de los códigos de construcción de los estados federales (Länder). Estas
*Autor correspondienteContacto: Marc RoelandsIndustry Manager Flooring & ConstructionDSM Neoresins+Tel +31 416 [email protected]
disposiciones exigen que los nuevos edificios sean diseñados, construidos y mantenidos en una forma tal que la vida, la salud y el medio ambiente no se pon-gan en peligro. Esto ha llevado a que el comité alemán para asuntos de salud relacionados a la evaluación de produc-tos para la construcción (Ausschuss zur gesundheitlichen Bewertung von Bau-produkten, AgBB) haya realizado un bos-quejo de un procedimiento de evalua-ción relacionada a la salud para emisio-nes de VOC con la que las futuras lacas para parquet deberán cumplir [1]. A pe-sar de que el esquema final de medicio-nes no está formalizado aún, uno puede imaginar que bajo el contexto descrip-to arriba, los nuevos desarrollos tanto de poliuretanos como de poliuretanos-acrílicos requerirán que sea posible una futura formulación de lacas con un VOC cercano a cero para minimizar las emi-siones de ingredientes orgánicos voláti-les de todo tipo.un recubrimiento de superficie tiene que ser capaz, en primer lugar, de pro-veer una película coherente y libre de defectos sobre el sustrato en cuestión. Y, en segundo lugar, de desarrollar propie-dades mecánicas y de resistencia. En el caso de polímeros a base de solventes, la formación de película se logra fácil-mente debido a la presencia de cadenas de polímero de bajo peso molecular en el medio solvente. En la aplicación, el solvente se evapora y las cadenas pue-den fluir y compenetrarse efectivamen-te para producir una película coherente. Sin embargo, en el caso de un sistema
polimérico disperso en agua, la situa-ción es totalmente distinta. En estos ca-sos, en general, dentro de las partículas se encuentran cadenas de polímero de alto peso molecular. Para obtener una película coherente, estas partículas se deben deformar efectivamente y luego incorporarse para lograr una interpreta-ción eficiente de las cadenas. Este proce-so es difícil y el diseño de este sistema de partículas se vuelve crítico. Las dis-persiones acuosas de poliuretano son adecuadas para cumplir con los mencio-nados requerimientos debido a su dis-persión y morfología de partícula únicas [2], [3].
Diseño para pisos de parquet
La buena apariencia y la resistencia al desgaste son dos de los principales re-querimientos en un piso de parquet. Es-tos dependen principalmente del tipo y naturaleza del sustrato de madera y del recubrimiento de superficie aplicado sobre ella. El adecuado diseño del recu-brimiento polimérico en relación al sus-trato es una cuestión muy importante. Con frecuencia se tienen en cuenta tres consideraciones principales en el dise-ño de un recubrimiento. (i) Apariencia // Percepción del recubrimiento; (ii) facili-dad de formulación y aplicación; (iii) ex-celencia en las propiedades mecánicas y de resistencia química.Además, el clima actual de normas re-gulatorias requiere que el recubrimiento sea ecológico. A pesar de que las disper-siones acuosas de poliuretano intentan satisfacer esta necesidad en gran medi-da, aún hay muchas situaciones en las que se usan químicos menos deseables para la síntesis. Estas incluyen: el uso de NmP como diluyente del polímero, trie-til amina (TEA) como base neutralizan-te, estaño (Sn) como catalizador para la reacción y la presencia de nonil fenol como tensioactivo en la dispersión. Los químicos aquí mencionados deben ser removidos o sustituidos para cumplir con las normas actuales y las que se im-plementaron luego de 2010.Para ilustrar el estatus actual de la tecno-logía poliuretánica ecológica y los desa-fíos involucrados para llegar a la nueva generación de recubrimientos poliure-tánicos ecológicos, de alto desempeño a base de agua para solados de parquet,
los productos y tecnologías disponibles se pueden categorizar bajo dos títulos:
Estatus actual de las lacaspara parquet
Debido a las preocupaciones sobre la presencia de NmP a nivel mundial, la legislación actual estipula que los pro-ductos que contienen NmP deben ser etiquetados. Este movimiento ha puesto en alerta a los fabricantes de poliureta-nos ya sea para reducir, o en el mejor de los casos eliminar, la NmP. Otros diluyen-tes más aceptables están siendo busca-dos activamente. Sin embargo, en gene-ral, estos o no tienen el poder soluble y de regulación de viscosidad, o son más caros que la NmP. Además, todos ellos, incluida la NmP, permanecen en la dis-persión final y contribuyen a los VOC.
un camino ideal para superar lo mencio-nado arriba es emplear un monómero acrílico como diluyente alternativo a la NmP durante la reacción de formación de pre-polímero. Luego de las etapas de dispersión y de extensión de cadenas, toma lugar la polimerización acrílica. Este camino no necesita del uso de NmP ni de ningún otro solvente, y tampoco contribuye a los VOC. mediante un dise-ño adecuado de este proceso sintético, se pueden hacer polímeros uretánicos libres de NmP con propiedades equiva-lentes o hasta mejores que las de las dis-persiones que contienen NmP [4].Otra forma útil es la llamada dispersión asistida por solvente (SAD – Solvent As-sisted Dispersion). En este caso el pre-polímero se prepara en un solvente tal como la acetona y posteriormente se re-mueve luego de la etapa de dispersión
LACAS PARA PARQUET LACAS PARA PARQUET
20 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 21
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
55
60
25
500
3100
500
3100
1000-2000
4
100
Demanda desolvente para
una formaciónde película
adecuada (g/l)
Taber CS 17(mg)
Micro Rayado(rotaciones)
BHMR
PU-A que contiene NMPPU- B libre de NMPPU- C libre de NMP
100
140
25
50
130
30
3
4
1000-2000
4
5
2000
Demanda de solvente
para unaformaciónde películaadecuada
(g/l)
DurezaKonig(Kseg)
Taber CS 17(mg)
Micro rayado(rotaciones)
Resistenciaquímica general
BHMR
PU-C libre de NMP
PU-D libre de NMP
Figura 2: Comparación de las propiedades de los sistemas de poliuretano D y C con poca demanda de VOC. Nótese que como se muestra en la figura, los ligantes contienen un nivel óptimo de cosolvente para una formación de película coherente.
las limitaciones de VOC declaradas, que aquellas de las dispersiones tradiciona-les que contienen NmP. El reemplazo de la NmP por un monóme-ro como reactivo diluyente permite ob-tener una reducción significativa en los VOC. Sin embargo, la formación de pelí-cula de la dispersión resultante, se puede ver influenciada negativamente. Como consecuencia, la demanda de coalescen-te para una formación de película efecti-va podría aumentar. Esto se debe clara-mente a la falta de capacidad plástica en ausencia de la NmP. Dada esta situación, el desafío está en diseñar polímeros que sean libres de NmP y satisfagan la nece-sidad de una baja demanda de coales-cente. Como se describió previamente, reemplazar la NmP con otros diluyentes es simple. Sin embargo, atenerse a una baja demanda de coalescente en ausen-cia de la NmP es mucho más difícil. Por otra parte, es imperativo, dado que el rol del polímero resultante es el de proveer las propiedades de solado logradas con los sistemas que contienen NmP. Esta situación conflictiva puede supe-rarse mediante un diseño adecuado de las características de la cadena uretáni-ca principal. una característica impor-tante del recubrimiento poliuretánico es su habilidad para controlar la morfo-logía de película de micro fase manipu-lando la cantidad de segmentos rígidos y blandos que contiene la cadena de polímero. Por ejemplo, se puede lograr un aumento en los segmentos blandos para una mejor formación de película o un aumento en el contenido de seg-mentos rígidos para incrementar la du-reza, según las propiedades de película que se requieran. Esto, generalmente, se ve afectado por la alteración de la este-quiometría de la relación del isocianato con el hidroxilo.Los conceptos de diseño mencionados arriba se construyeron en el sistema de poliuretano D. Este sistema es ideal para aplicaciones sobre parquet. Las propie-dades típicas del sistema D se presentan en la Figura 2.
Hacia la próxima generación:una combinación de altodesempeño con VOC cercanos a cero
Como se explicó en las secciones pre-vias, las tecnologías de última genera-
En general, la formación de película co-herente y libre de defectos se ve fuerte-mente influenciada por la elección de los bloques de construcción de uretano y de polímero acrílico. Por ejemplo, los desa-rrollos en estos bloques de construcción ahora permiten una gran variedad de elecciones y hacen posible obtener re-cubrimientos coherentes sin la necesi-dad de un co-solvente. Sin embargo, en tales sistemas, se suele ver que las pro-piedades mecánicas como la dureza, la resistencia taber, la BHmR y la resistencia al rayado son muy difíciles de mantener y llegan a niveles inaceptables para apli-caciones sobre parquet. un ejemplo de un sistema tal (PuD – sistema E) es el que se presenta en la Figura 3. En esta misma figura también está incluido el Sistema F, que es uno de los polímeros de la nueva generación, en los cuales se construyen factores de diseño cuidados y óptimos para lograr las propiedades requeridas con una formulación de cercana a los cero VOC.
Producto óptimo
El producto óptimo, sistema F, resulta de una cuidadosa elección de las carac-terísticas de la cadena principal tanto en la fase uretánica como en la acrílica, junto con una ruta de procesamiento y una morfología óptimas. Es importante destacar que acá la fase acrílica no sólo reemplaza a la NmP como un diluyente reactivo, pero más importante aún, se usa de manera tal que provea propie-
Figura 3: comparación de las propiedades mecánicas de la PUD sistema E simple, sin demanda de VOC vs la PUD sistema F de nuevo concepto. Arriba: ensayo de resistencia a marcas de taco (Black Heel Mark Resistance, BHMR). Abajo: Resistencia al micro rayado.
Recubrimiento deParquet PUD –Sistema E
Recubrimiento deParquet PuD –Sistema E
Recubrimiento deParquet PUD –Sistema F
Recubrimiento deParquet PuD –Sistema F
500revoluciones
SINREALIZAR2000
revoluciones
500revoluciones
2000revoluciones
55
60
25
500
3100
500
3100
1000-2000
4
100
Demanda desolvente para
una formaciónde película
adecuada (g/l)
Taber CS 17(mg)
Micro Rayado(rotaciones)
BHMR
PU-A que contiene NMPPU- B libre de NMPPU- C libre de NMP
100
140
25
50
130
30
3
4
1000-2000
4
5
2000
Demanda de solvente
para unaformaciónde películaadecuada
(g/l)
DurezaKonig(Kseg)
Taber CS 17(mg)
Micro rayado(rotaciones)
Resistenciaquímica general
BHMR
PU-C libre de NMP
PU-D libre de NMP
Figura 1: Sistemas de poliuretano alifáticos A-C, adecuados para recubrimientos de parquet.
acuosa / inversión de fase. una ventaja importante de este método es que se puede lograr un polímero uretánico puro sin la necesidad de un diluyente reactivo. La Figura 1, muestra una comparación de las propiedades mecánicas de una dis-persión de poliuretano (PuD) tradicional que contiene NmP (sistema A) y su con-traparte directa libre de NmP (sistema B). Está claro que se obtiene un perfil de desempeño similar al comparar las dos dispersiones de poliuretano. Es impor-tante destacar que se emplearon formu-laciones distintas para el polímero que contiene NmP y el que no la contiene. En la Figura 1 también se incluye una ter-cera dispersión de poliuretano (sistema C). Esta es una dispersión libre de NmP
diseñada para incluir la columna verte-bral del polímero, de manera que su des-empeño sea aún mejor que el de las tra-dicionales dispersiones que contienen NmP. Vale la pena resaltar que el siste-ma C muestra mejoras en todas las pro-piedades importantes para un parquet, tales como taber, resistencia al micro rayado y resistencia a la marca de taco (BHmR – Black Heel mark Resistance). Las tres dispersiones de poliuretano, sis-temas A-C, se formularon con demandas de VOC similares de alrededor de 100 g/l. Por lo tanto, el sistema C de dispersión de poliuretano ilustra las posibilidades de diseño actuales más modernas de poliuretanos libres de NmP, para el logro de propiedades aún mejores, dentro de
ción disponibles actualmente, en parti-cular el sistema de poliuretano D, le per-miten a la industria de las lacas para par-quet formular polímeros libres de NmP con alto desempeño, los cuales cumplen con las normas para VOC del año 2010. Sin embargo, al parecer varias legisla-ciones y normas nacionales y regionales
pondrán demandas aún más exigentes para el desarrollo de las lacas para par-quet en el futuro cercano. Por lo tanto, se requieren nuevos desarrollos tanto en acrílicos poliuretánicos como uretanos acrílicos para lograr la futura formula-ción de lacas con VOC cercano a cero, sin comprometer el alto desempeño.
LACAS PARA PARQUET LACAS PARA PARQUET

22 REC N° 28 / Abril 2013
PUBLICACIÓN TÉCNICA DE SATER
Tabla 2: resultados de la emisión de VOC del PU – F de acuerdo con el esquema del ensayo AgBB.
Visión generalde los resultados
Resultado ug/m3
3 días requerimientos AgBB µg/m3
Resultado ug/m3 28 días requerimientos AgBB µg/m3
TVOC (C6 – C16) 6,83 < 10.000 5,31 < 1000 Aprobado
∑ SVOC 0,00 Cero 0,00 < 100 Aprobado
∑ VOC sin LCI 0,00 Cero 0,00 < 100 Aprobado
∑ Carcinogénico 0,00 < 10 0,00 < 1 Aprobado
dades sinérgicas. El entrecruzamiento también se incorpora en el sistema F con el objetivo de lograr el alto nivel de desempeño requerido. Esto se logra me-diante el auto entrecruzamiento y resul-ta en una buena combinación de larga vida útil con el rápido desarrollo de pro-piedades durante el proceso de secado. La combinación de estas características permite que el sistema F exhiba propie-dades superiores a niveles de casi cero VOC como se muestra en la Tabla 1. Otra ventaja del sistema F es el nivel más alto de sólidos que el de las dispersio-nes Pu convencionales. El sistema F se produce a un contenido de sólidos de 42,5%, manteniendo a su vez el aspecto traslúcido tradicional de las dispersiones de poliuretano.
Ensayos de emisión de VOC
Se probó una laca con VOC cercanos a cero, a base de la PuD Sistema F para emisión de componentes orgánicos vo-látiles, como se describe en el esquema de mediciones AgBB [1]. Dado que el método de aplicación de lacas no está formalmente prescripto aún, se aplica-ron tres capas (80 µm) de Pu formula-do — F, sobre una lámina Leneta con un período de secado de un día entre cada capa. Luego de la aplicación de la última capa se inició el proceso de prueba. Los resultados de emisión de VOC luego de tres días y de 28 días se pueden ver en la Tabla 2. A pesar de que el esquema exacto de mediciones AgBB no está formalizado aún, está claro que el sistema F ofrece una plataforma robusta para formular la-cas de acuerdo a las nuevas normas y le-gislaciones venideras. Dado que se pue-den diseñar dispersiones de poliuretano de altos sólidos requiriendo un nivel de solvente nulo o muy bajo, una ventana de formulación más amplia puede ima-ginarse para incluir dispersiones acrílicas (estireno). En esta situación, se pueden
esperar claros efectos sinérgicos al se-leccionar polímeros auto entrecruzantes para usarlos como combinación con la PuD sistema F.
AGRADECIMIENTOS
Los autores desean agradecer a los si-guientes compañeros de trabajo por su soporte en el trabajo experimental y de aplicación: Lex Donders, Paul de Kok, Jourraine Celestijn, Ed Heijnen y michel van Hoof.
REFERENCIAS
[1] AgBB ref:h t t p : / / w w w. u m w e l t b u n d e s a m t . d e /building-products/agbb.htm[2] R. Satguru, J. MCMahon, J. C. Padget, R. G. Coogan, J. Coatings Tech, 66 (830) 47 (1994)
RESULTADOS DE UN VISTAZO
Se han desarrollado lacas para pisos de parquet a base de agua, libres de NmP, para cumplir con las legislaciones actuales y futuras sobre VOC de la uE. El desempeño no se vio comprometidoSe ha logrado alcanzar un producto óptimo mediante la cuidadosa elección de las características de la cadena principal tanto en la fase uretano como en la fase acrílica, junto con una ruta de procesamiento y morfología óptimas.El ensayo de emisión de VOC AgBB confirma las características de baja emisión y alto desempeño de este producto.
Propiedad PróximaGeneración
PuD Sistema FDemanda de solvente para una adecuadaformación de película
0 g/l
Dureza König (seg) 125Taber CS 17 (mg) 30micro rayado (rotaciones) 1000BHmR 5Resistencia químicageneral 4
Tabla 1: perfil de desempeño del sistema F de la próxima generación.
[3] R. Satguru, P.L. Jansse, M. Roelands, European Coatings J., 05, 150, (2007).[4] R. Satguru, M. Roelands, P.L. Jansse, European Coatings J., 12, 32, (2005).
LOS AUTORES
El Dr. marc Roelands tiene un título en química Orgánica Física de la universi-dad de utrecht, Holanda. Comenzó su carrera con DSm NeoResins+ en 1997. Sus programas de investigación y de-sarrollo se han enfocado en los campos de la tecnología de las dispersiones de acrílico y poliuretano y los conceptos hí-bridos, así como también en las disper-siones uV a base de agua. Desde 2006 se desempeña como Industry manager, siendo responsable de los segmentos de mercado de recubrimientos para pisos y aplicaciones en la construcción.El Dr. Guru Satguru obtuvo su doctorado en química de Polímeros en la universi-dad de Lancaster, GB, y el post doctora-do de investigación en polímeros coloi-dales en la universidad de Bristol, GB. En DSm NeoResins+ se desempeña como Business Research Associate con interés en las investigaciones de recubrimientos de superficie a base de agua.Drs. Roel Swaans estudió química en la universidad de Nijmegen, Holanda. Lue-go de su graduación en el año 2000, se unió a DSm NeoResins+ como científico de investigación.
LACAS PARA PARQUET

24 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 25
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
JuSTo DonDe Se neceSiTa
Wilhelm Meyer. Microdrop Technologies. GmbH.
Recubrimiento de precisión de dispositivos médicos obtenido por impresión
Artículo publicado originalmente en European Coatings Journal, pg.34, 2 (2009). www.european-coatings.com
Autor Correspondiente: Wilhelm Meyer, Mi-crodrop Technologies Gmbh, [email protected]
La continua miniaturización de muchos pro-ductos requiere un método para dispensar cantidades muy pequeñas de líquidos. La tec-nología de inyección de tinta es capaz de apli-car adhesivos y muchos otros líquidos funcio-nales, al igual que tintas, con gran precisión. Su versatilidad y potencial en aplicaciones industriales es ilustrado con el ejemplo del re-cubrimiento de un stent liberador de fármaco con una formulación polímero/fármaco.
En muchos procesos de producción es necesario dispensar pequeñas cantida-des de fluidos. Existen muchos ejemplos posibles: la colocación de adhesivos para unir dispositivos como lentes ópticas o fibras, la impresión de materiales funcio-nales sobre pantallas de computadoras o sensores y la dosificación de lubricantes, al igual que la aplicación de materiales de recubrimiento. una consecuencia de la continua miniaturización es que las cantidades de fluidos también necesitan ser “miniaturizadas”. Los métodos con-vencionales para dispensar y dosificar han alcanzado sus límites. Los volúmenes obtenibles son demasiado grandes para aplicaciones en el rango del milímetro y sub-milímetro.
Los sistemas de fibra óptica requieren adhesión de precisión
un ejemplo que ilustra este problema es mostrado en la Figura 1; el proceso de
adhesión para un dispositivo de acopla-miento de fibra óptica con un diodo láser. un sistema de lentes pequeñas debe ser integrado para acoplar la energía de la fuente de láser a una fibra óptica de vi-drio. Las partes poseen sólo algunos mi-límetros de tamaño y las lentes necesitan ser colocadas con gran exactitud para ob-tener una alta eficiencia de acoplamiento de la energía del láser.En una etapa final, las lentes son fijadas por la aplicación de un adhesivo óptico. Si se utiliza un dosificador de adhesi-
vo convencional, una pequeña gota de igual tamaño al del dispositivo comple-to es colocada en él. El material adhesivo cubre todo el ensamblaje. No puede ser garantizado que los espacios, que poseen un ancho de aproximadamente 100 mm, sean llenados apropiadamente. La gran cantidad de material puede también po-ner en riesgo el preciso posicionamiento de las lentes, debido a que éstas flotan dentro de una gran gota de adhesivo.¿Cuál sería la mejor manera de llenar sólo los espacios entre las lentes? El método
de elección es el uso de menores can-tidades o pequeñas gotas de adhesivo depositadas exitosamente en el espacio, sin que entren en contacto con las partes. La ventaja es que las gotas de menor ta-maño pueden ser colocadas con mayor precisión en un espacio, debido a que el tamaño de la gota puede ser menor al an-cho del espacio.El flujo controlado del material permite al adhesivo dispersarse a través de todo el espacio mediante fuerzas de capilari-dad. Esto último es muy importante para la calidad de la energía de acoplamiento. Además, la cantidad total de adhesivo es controlada con mucha precisión contan-do el número de gotas que entran en los espacios.Existe un método bien conocido para la generación y aplicación sin contacto de gotas muy pequeñas. Por más de 20 años, la tecnología de inyección de tinta ha sido usada para colocar (o más correctamen-te, imprimir) muy pequeñas gotas sobre papel para producir cartas, imágenes u otros medios gráficos. Como es mostrado en el ejemplo de arriba, esta tecnología también es útil en aplicaciones bastante diferentes. Hoy en día, la tecnología de inyección de tinta está en camino de con-vertirse en una herramienta versátil en numerosas aplicaciones industriales.
Los problemas prácticos pueden ser complejos y variados
El concepto de inyección de tinta es sim-ple, pero su realización puede ser com-pleja. Dado el pequeño volumen y el gran
área de superficie relativa, las propieda-des del material como la tensión superfi-cial y la viscosidad poseen un gran efec-to en la generación de las gotas. Si gotea agua de un pequeño capilar, se genera una pequeña gota colgante debido a la tensión superficial. La gota crece siempre que su fuerza gravitacional sea menor que la fuerza debida a la tensión super-ficial. Si la fuerza gravitacional se vuelve mayor, la gota cae.Este ejemplo muestra que una fuerza re-lativamente grande, mucho mayor que la fuerza gravitacional, es necesaria para generar pequeñas gotas que caigan libre-mente. En la tecnología de inyección de tinta, la fuerza es generada por una muy breve pero elevada aceleración. En micro-segundos una pequeña cantidad de líqui-do es acelerada a través de un inyector, generando un pequeño chorro. Cuando la aceleración disminuye, el chorro es in-terrumpido debido a su inercia y se forma una pequeña gota.Para desarrollar nuevos procesos con la tecnología de inyección de tinta, deben considerarse los materiales y sus interac-ciones resultantes. Además de la tensión superficial y la viscosidad, muchas otras propiedades tienen un impacto significa-tivo en el resultado final. Las principales propiedades e interacciones se muestran en la Figura 2.En la generación de la gota lo más im-portante es la composición del material y su reología resultante. Generalmente, los polímeros no poseen una viscosidad Newtoniana, lo que significa que su vis-cosidad cambia con la aceleración y la
velocidad con la cual se mueven estos materiales. Debido a la elevada acelera-ción y a la velocidad de corte dentro de un dispensador de tinta, la generación de gotas de materiales como los polímeros disueltos no es garantizada o puede dife-rir mucho con la concentración y con dis-tintos solventes.La configuración del inyector y otras disposiciones del dispensador también afectan los resultados. Cuando el mate-rial entra en contacto con el sustrato, una vez más, la viscosidad y la tensión super-ficial junto con la evaporación y la adhe-sión del material, son factores importan-tes que determinan la forma de la gota o una estructura lineal. Para desarrollar un proceso de inyección de tinta estable y confiable, especialmente con fluidos para aplicaciones industriales, se necesita mu-cha habilidad y experiencia.
El recubrimiento de un stent provee una liberación eficiente del fármaco
La tecnología de inyección de tinta per-mite la aplicación precisa de material en estructuras pequeñas, en el rango del sub-milímetro. La ventaja es que las pe-queñas gotas pueden ser colocadas indi-vidualmente. Con el uso de esta tecnolo-gía de aplicación sin contacto y liberación de tinta por demanda, pueden recubrirse estructuras pequeñas con diferentes ma-teriales. una buena demostración de la versatilidad del método es el proceso de recubrimiento de stents quirúrgicos.Los stents son insertados principalmen-te en los vasos sanguíneos para prevenir constricciones de flujo. Generalmente, los stents coronarios son implantados luego de la reapertura de las arterias corona-rias, para prevenir el colapso de la pared arterial blanda después del tratamiento. Dicho stent consiste de una malla o pla-taforma hecha de metal.El diseño de la plataforma permite al stent plegarse en un catéter con balón. Luego de la inserción del catéter en la arteria, el balón es inflado. Esto fuerza a la plataforma a expandirse. La estructura expandida sostiene a la pared sanguínea.Para prevenir la llamada restenosis, por el crecimiento celular indeseado, se inserta el comúnmente llamado stent liberador de fármaco. Este tipo de stent es general-mente recubierto con una mezcla de dos materiales diferentes, el fármaco que pre-
Figura 1. Proceso de adhesión en un dispositivo de acoplamiento láser para sistemas de fibra óptica: (a) vista general del dispositivo de acoplamiento láser; (b+c) dosificado de adhesivo en pequeñas gotas macroscópicas; (d) gotas de menor tamaño mejoran el proceso de dosificación.
Láser de DiodoSistema de Lentes
Fibra Óptica
Generación de la gota Impacto de la gota
Composicióndel material:• Partículas • Activadoresde curado(catalizadores)• Solventes volátiles• Polímeros
Viscosidad/Reología
Tensiónsuperficial
• Evaporación de partículas
• Viscosidad• Ángulo de contacto
Figura 2. La generación de la gota y su impacto durante el proceso de dispensado de tinta, son influenciados por las propiedades del material y otros efectos.
MINIATURAS MINIATURAS

26 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 27
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
viene el crecimiento celular y un polímero. El polímero actúa como un reservorio libe-rador del fármaco. Cuando el stent es in-sertado en las arterias, el fármaco es libera-do al material circundante dentro del vaso sanguíneo. Para prevenir que una gran cantidad de fármaco tóxico sea liberada a la circulación sanguínea, el recubrimiento debe localizarse sólo en la superficie exter-na del stent, que está en contacto directo con la pared arterial.
La flexibilidad del stent plantea problemas prácticos
Para recubrir los stents liberadores de fár-macos, se necesita un proceso muy selecti-vo como la impresión por inyección de tin-ta para colocar el material de recubrimien-to. Tal stent posee generalmente unos pocos milímetros de diámetro y unos 10 milímetros de largo. La plataforma consis-te en una frágil estructura de barras de un espesor y un ancho de unos 100 micróme-tros (ver la Figura 3). Debido a sus peque-ñas dimensiones, el stent es muy flexible.Esto significa que un dispositivo flexible con una estructura compleja necesita ser recubierto con una mezcla de polímero y fármaco. Como el material de recubri-miento contiene una medicación, la can-tidad de recubrimiento debe ser contro-lada con mucha precisión. Debido a que la masa del material de recubrimiento en cada stent puede controlarse muy bien contando el número de pequeñas gotas depositadas, la tecnología de inyección de tinta es una excelente opción.Luego de desarrollar la configuración óp-tima para la inyección de tinta y la confi-guración de los parámetros para la gene-ración de la gota del material de recubri-miento, deben considerarse las propieda-des mecánicas del stent para un proceso de mayor desarrollo. Como ya fue descrip-
to, la plataforma es muy flexible y por lo tanto, no es fácil de manipular. El stent, por consiguiente, requiere un soporte mecá-nico y fijación durante el proceso de recu-brimiento. Para obtener una configuración rígida, el stent tubular se mueve sobre un mandril, introduciendo otro tipo de pro-blema.Luego de disponer el stent sobre el man-dril, la localización final del ensamblaje de sus barras no es controlada ni predecible en lo absoluto. Los elementos estructura-les, las barras, se mueven aproximándose entre sí durante el movimiento del stent sobre el mandril. Consecuentemente, la variación en la estructura de las barras, de stent a stent, no es reproducible y para co-locar las pequeñas gotas cada elemento estructural debe ser localizado individual-mente. Por lo tanto, no puede construirse una curva patrón y cada stent en el man-dril necesita ser mapeado individualmen-te durante el proceso de recubrimiento.
Es esencial el control mediante sistemas informáticos en tiempo real
La solución técnica se muestra en la Figura 4. El mandril con el stent, es fijado en un sis-tema rotatorio. Del lado derecho, se acopla un dispositivo de escaneo óptico. un dis-pensador de tinta de microgotas es acopla-do verticalmente al mandril. El inyector de salida del dispensador de tinta es alineado con el eje de rotación del mandril.Durante el proceso de recubrimiento el mandril es rotado y el dispensador de tin-ta es movido paralelamente al eje de rota-ción. Estos movimientos combinados re-
sultan en una trayectoria en forma de héli-ce alrededor del stent. Durante este movi-miento el stent es escaneado y por medio de un sistema informático, la localización real de cada barra es definida.La información acerca de la localización de las barras es transformada en coorde-nadas en donde las gotas necesitan ser depositadas. Finalmente, el sistema infor-mático provee una señal eléctrica que dis-para la activación del dispensador de tinta y descarga pequeñas gotas del material de recubrimiento en la ubicación correcta, cuando el elemento estructural está por debajo de la salida del dispensador. Repi-tiendo este proceso gota a gota, junto con el movimiento helicoidal, el stent es recu-bierto completamente.El objetivo es obtener un recubrimiento homogéneo con una cobertura del mate-rial cercana al cien por ciento. Para alcanzar esta elevada calidad, se implementan algo-ritmos adicionales en el sistema informáti-co. Estos algoritmos incorporan los distin-tos patrones de los elementos estructurales en diferentes localizaciones; por ejemplo: nudos, cruces o cambios de ancho a lo lar-go de la estructura de la barra.Dependiendo del material utilizado, pue-den obtenerse recubrimientos de eleva-da calidad con espesores en el rango de los mm (ver Figura 5). Para incrementar la cantidad de fármaco en un stent, el pro-ceso de recubrimiento puede ser repeti-do varias veces.
Resultados a la vista
La continua miniaturización de muchos productos requiere una tecnología capaz
Figura 3. Stent liberador de fármaco; sólo la superficie externa necesita ser recubierta (ver la imagen ampliada).
Figura 4. Diseño del proceso de recubrimiento del stent.
Sistemarotatorio
Stent
Dispensador de tinta de microgotas
Dispositivo de escaneo óptico
de dispensar pequeñas cantidades de lí-quidos. Los volúmenes pequeños, hasta algunos cientos de picolitros, necesitan ser colocados con mucha precisión en cuanto a su volumen y ubicación.una de las maneras técnicamente más versátil de cumplir estos requerimientos es con la tecnología de inyección de tinta,
Figura 5. Recubrimiento del stent en progreso, mostrando el dispensador de tinta y el mandril rotatorio (izquierda), con una ampliación en la cual las pequeñas gotas de la inyección de tinta sobre el stent son coloreadas para mejorar su visualización (derecha).
que ya es utilizada en aplicaciones médi-cas para el recubrimiento de implantes, al igual que para la dosificación de peque-ñas cantidades de adhesivos.Las limitaciones y ventajas de esta tecno-logía son evaluadas. El recubrimiento de un stent liberador de fármaco es dado como ejemplo de la versatilidad y po-
tencial de la tecnología de inyección de tinta en aplicaciones industriales comple-jas. Puede lograrse un preciso control so-bre el recubrimiento, a pesar de que no existan dos unidades que posean exac-tamente la misma configuración, a través del control con sistemas informáticos en tiempo real.
Km 25
03547-422018 / 423108
CASAL DE REY & Cía
Secantes para pinturaAcidos grasos
Aceites vegetalesResina de colofonía
Avenida Roque Saenz Peña 943,
Piso 8 oficina 83
(1035) Buenos Aires
Argentina
Teléfonos y Fax
0054-11-4326-3368 / 0949
0054-11-4326-0957 / 0471
01Sater20-48.qxp 09/06/2010 23:04 PÆgina 39MINIATURAS MINIATURAS

28 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 29
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
Una pizca de oxígeno
Habíamos elaborado un esmalte sintético celeste, a base de un álquid mediano-largo de aceite de girasol, pigmentado con dióxi-do de titanio y azul de Prusia. Por supuesto el producto tenía los secantes correspon-dientes, el anticapa y una pequeña canti-dad de isobutanol. Es decir, un producto simple del que no podrían esperarse pro-blemas.El control de producción demostró que el producto estaba en un todo de acuerdo con lo pautado en la ficha de elaboración .Se pintó y el secado, color y demás atribu-tos estaban totalmente dentro de la especi-ficación. Como de costumbre se guardaron una contramuestra, el panel pintado y el extendido en papel damero demostrando el cubritivo, y se envasó casi todo en tarritos de 1/4 litro que era el tamaño pedido por logística. un tiempo después llegó un reclamo de un cliente diciendo que el esmalte celeste realmente era blanco. Lo primero que hici-mos fue ver la ficha de producción y los es-tándares pintados, que demostraron que el esmalte cuestionado era realmente celeste. Revisamos la contramuestra, y ante nuestra sorpresa, al abrir el tarro, oh sorpresa: la pin-tura era blanca y no celeste. Por las dudas volvimos a pintar la contramuestra, y al se-car, otra sorpresa: apareció el color celeste original.Entre el equipo comenzamos a discutir el tema y a tratar de determinar la razón de lo que pasaba, para muchos un verdadero misterio. Pero aún en casos muy simples, nuestra industria nos depara sorpresas y
enseñanzas, y una vez más el análisis de los problemas permite no solamente resolver los temas que se presentan, sino además a enriquecer los conocimientos y experiencia de todo el equipo.Si el esmalte era celeste cuando se elaboró, y después de un tiempo aparecía la pintura como blanca en el envase, pero al repintar-la recobraba el tono celeste del estándard, sin duda el tema tenía algo que ver con el pigmento azul usado para lograr el color celeste, que era en este caso el Azul de Pru-sia. Este pigmento, muy usado antes que se popularizara un Azul Ftalocianina, es Ferro-cianuro Férrico, de color azul intenso. Pero razonando se puso en evidencia que el Ferrocianuro Ferroso es blanco. Allí se hizo la luz. En la pintura debía haber un cier-to potencial reductor que había reducido el hierro trivalente a bivalente, con lo que des-aparecía el color azul del pigmento férrico. Esto también explicaba el hecho que luego de pintar, el oxígeno del aire volvía a oxidar el ferroso (blanco) a férrico (azul), y así tras secar el producto era celeste.Se enfocaron entonces dos soluciones. una fue cambiar el potencial reductor en la pin-tura por un ambiente oxidante, incorporan-do en la molienda una pequeña cantidad de clorato de potasio. Ensayos de estabili-dad mostraron que la pintura nunca más perdía su tono celeste.Otra forma fue, con el tiempo, usar azul ftalo, que además era una solución perma-nente.
Flóculos de terror
Como se sabe, la introducción de la tec-nología del pintado de autos por electro-
foresis, representó un verdadero “brake-though” en la protección anticorrosiva de un automóvil.Los no tan jóvenes deben recuerdar la necesidad de colocar los famosos “guar-daplast” bajo los guardabarros de los au-tos, en lo posible en cuanto salían de la concesionaria, para retardar la corrosión en los guardabarros, nichos de los faroles, zócalos, etc. A partir del pintado con elec-troforésis, esa necesidad desapareció.Recuerdo muy bien que una de las prin-cipales montadoras en Argentina, decidió instalar la planta de pintado por cátodo-forésis, y fuimos encargados del servicio técnico de ese proceso. El servicio técnico exigía conocer no solamente los méto-dos y equipos analíticos para supervisar el proceso, sino además conocer las insta-laciones y el proceso total. El sistema era tal, que por determinaciones analíticas como mediciones de pH, miliequivalen-tes ácidos y básicos, sólidos, cenizas, con-tenido de solventes por GLC, se llevaba el curso del proceso, controlado, estable, y sin sobresaltos de ninguna índole.El día en el que el tanque de electrofo-resis se llenaba con la pintura (500.000 ltros!), todo el mundo, desde el Presiden-te hasta los simples colaboradores, esta-ban presentes.La compleja instalación fue revisada y limpiada prolijamente por la empresa instaladora, por el personal específico de la montadora y por nosotros, de modo de tener la certeza que todo se hacía según el proceso. El llenado del tanque se fue haciendo hasta que el volumen se com-pletó. Entonces comenzó a ponerse en
marcha de a uno, cada elemento. Primero las bombas de homogenización que evi-taban la sedimentación de la pintura, y se habilitó el circuito de filtración de la pin-tura, que consistía en una serie de filtros de bolsa GAF. Todo iba bien hasta que, ante el estupor de todos los presentes, empezaron a flo-tar en el tanque flóculos grandes, amari-llentos. En ese momento percibimos que en alguno de los filtros no se había elimi-nado totalmente la soda cáustica usada para la limpieza, y sabíamos que la pintu-ra coagulaba en medio alcalino. Fuimos cerrando los filtros uno a uno, hasta com-probar cual era el filtro contaminante. Se lo cerró, aisló y enjuagó perfectamente. Rehabilitado, no reprodujo el problema. Los flóculos que flotaban en el tanque fueron retirados con una malla. Pero era necesario saber si lo ocurrido afectaba el producto en el tanque. Se sacó una muestra y en el laboratorio se aplicó sobre diversos paneles, compro-bando que la pintura funcionaba per-fectamente. Se confirmó el contenido de sólidos y se comenzó a trabajar con el ul-trafiltro. Al cabo de un par de días comen-zaron a pasar las unidades y el proceso funcionó a la perfección.Como resultado de lo sucedido, y de la ma-nera que se encaró, fortaleció la colabora-ción entre todos los sectores de la empre-sa y de nosotros, que por largos años (aún hoy es así) produjeron automóviles per-fectamente pintados, y su resultado en el mercado se notó al hacer desaparecer en la producción de la fábrica el fenómeno de corrosión y otros defectos como el ampo-llado, y otros problemas. Esto permitió a la empresa alargar la garantía por corrosión de los vehículos que producía. El susto había sido mayúsculo. Pero que-dó demostrado que la confianza que produce el debido conocimiento del pro-ducto y del proceso, es posible encontrar rápidamente una solución.
Golpe de horno
Los automóviles producidos en la Argen-tina se pintaban mayoritariamente con lacas nitrocelulósicas. La línea de pintura ocupaba una porción relativamente corta con las cabinas de aplicación de fondo, de la impresión, y de la laca de terminación. A continuación venía una muy larga fila de autos que se pulían y lustraban para
obtener el aspecto final. Como se sabe, ese tipo de pintura no tenía muy buenas propiedades en cuanto a mantenimiento del brillo, y realmente el proceso no era económica debido a los bajos sólidos de aplicación y al necesario proceso de puli-do y lustrado, largo y costoso. Esto llevó finalmente a cambiar la tecnología y se comenzó a pintar con esmaltes hornea-bles álquid-melamina. Aplicando este producto y luego simplemente hornean-do por media hora a 120-130 ºC, se obte-nía un auto pintado con alto brillo, exce-lente dureza y garantía de una larga vida manteniendo las propiedades iniciales.En ese momento la empresa Fiat produ-cía con señalado éxito de mercado el Fíat 600, la hasta hoy popular “bolita”. El color más pintado era el Blanco 207, que era ya parte del paisaje de la ciudad. Las condi-ciones del pintado estaban tan automati-zadas que el proceso de pintado transcu-rría sin inconvenientes.En un momento la empresa decidió co-menzar a producir otro modelo hoy de culto, el Fiat 1500. un coche moder-no, hermoso, que inmediatamente fué aceptado por el mercado. Se comenzó entonces la producción y se pintó un co-lor verde muy característico del modelo. Por supuesto al comenzar la producción se pintó exclusivamente Fíat 1500, pos-tergando la producción del popular 600 hasta que se satisficiera la demanda ini-cial del nuevo modelo.Al día siguiente del comienzo del pintado del 1500 recibí un llamado urgente de la dirección de la fábrica, para que concu-rriera inmediatamente ante un problema técnico en la producción del nuevo mo-delo. Antes de salir revisamos los contro-les de la pintura enviada y no observamos anomalía alguna.A llegar a la planta pude ver, no sin temor, una larga fila de autos verdes pintados con un cartel que decía: “ A disposición del Dr. Haas”. Hablé con el jefe de fábrica y me dijo que los autos salían “crudos” del horno, sin la debida dureza y que eso no era aceptable. Pueden imaginar el am-biente que me rodeaba: cada persona me reclamaba y expresaba su disconformi-dad y su teoría del origen del problema, que por supuesto era achacado a que la pintura no servía.me acerqué a la fila y toqué la pintura, percibiendo que si bien no estaba bien dura como debe ser un esmalte hornable
De la viDa realHabitualmente hay una distancia entre la teoría del funcionamiento de un proceso y lo que ocurre en la práctica. Esa distancia puede ser tan grande que parece que toda la teoría ha fallado, pero la experiencia muestra que detalles impensados hacen la diferencia entre el éxito y el fracasoDueño de una enorme experiencia, Hugo A. Haas -al relatar anécdotas de su propia vida en la industria- muestra soluciones simples a problemas que parecían desastres sin retorno.
••
•
•
••
••
Km 25
03547-422018 / 423108
EXPERIENCIAS EXPERIENCIAS

30 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 31
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
de ese tipo, tampoco estaba blanda como para que se marcara al presionarla con un dedo. Inmediatamente percibí el origen del inconveniente. Las carrocerías del 600 eran mucho más livianas que las del 1500: la diferencia de masa exigía una mayor cantidad de energía integrada entregada por el horno al pasar los 1500, por lo cual la pintura salía blanda. Inmediatamente pedí pasar nuevamente por el horno a to-dos los autos. Ante la felicidad de todos, las carrocerías salieron perfectas, duras, brillantes como era de esperar.Nos reunimos entonces con los diferentes entes de la empresa y acordamos las con-diciones de curado para esas carrocerías, que comprendía levantar unos grados la temperatura del horno y pintar simultá-neamente las carrocerías del 600 con las del 1500. Todo terminó afortunadamente bien.
Temor al cambio
Los cambios de los procesos y de tecnolo-gía son en general inicialmente rechaza-dos de alguna manera por la comunidad de la fábrica. El que se arriesga en algo así es mirado más o menos como un trans-gresor y puede llegarse inclusive a que se le pongan palos en la rueda ya que no se aceptan de buen grado los cambios.Lo que relataré a continuación pasó hace muchos años. En la fábrica en que yo tra-bajaba, la producción de pinturas se ha-cia fundamentalmente dispersando los pigmentos en molinos a bolas, inclusive sin analizar demasiado profundamente las mejores maneras de aprovechar esas máquinas.Ese año yo había sido enviado a Inglaterra para estudiar la producción de resinas y la instalación de una planta que se había importado unos cuantos años antes, pero que no se sabía como armar y hacer fun-cionar. Además de transitar el tema espe-cífico, pude ver en la fábrica unos equi-pos que venían de EEuu y que prometían revolucionar el tema de la dispersión de pigmentos en las diversas resinas. Se tra-taba de un dispersor de alta velocidad (Cowles Dissolver) y un molino que usa-ba como elemento molturante una arena muy especial. Obviamente hoy todo el mundo está familiarizado con estos equi-pos de los que hay una gran variedad, pero en aquel momento era algo nuevo que me cautivó inmediatamente. Enton-
ces logré que se importaran ambos equi-pos para nuestra fábrica en Argentina.Al regresar de Inglaterra, no solamen-te armé y puse en marcha exitosamen-te la planta de resinas (un reactor Blaw Knox de 1000 galones para alquídicas y uno de 300 galones para formomelamí-nicas butiladas), sino que también hice instalar el dispersor Cowles original con motor de 25 HP. me propuse ponerlo en marcha, para lo cual hice una reunión con mis pares y jefes y pedí autorización, tra-tando de moler dióxido de titanio en una formulación de esmalte sintético blanco. Por ensayos del Daniel Flow Point propu-se dispersar 1000 kg de dióxido de titanio en el Cowles en pocos minutos, lo que co-rrespondía a 5000 litros de esmalte sinté-tico blanco de 20% de titanio. Esto revo-lucionaba la producción de un producto fundamental en la paleta de la fábrica.Recuerdo que tanto el jefe de la fábrica, cuanto el capataz de producción y el en-cargado de control de calidad de la pro-ducción se reían por lo bajo, y este últi-mo, un hombre grande, de mucha expe-riencia, muy seguro en su trabajo y muy consustanciado en el cumplimiento de su función, aunque me tenía fe, no se anima-ba a decirlo. Tomé las precauciones de diámetros del recipiente respecto del disco, la limpieza de todo el equipo y procedimos a cargar, primero la resina, el solvente y el mojan-te, de modo de tener un vehículo de mo-lienda de 20% de sólidos. Sobre él y con el dispersor en marcha comenzamos a agregar el dióxido de titanio poco a poco, hasta completar los 1000 kg. Paramos el dispersor, levantamos el disco y lo lim-piamos con aguarrás, lo mismo que los bordes del tacho eliminando el polvo de pigmento sobre las paredes. Sumergimos el disco nuevamente y pusimos el disper-sor en marcha, aumentando la velocidad hasta llegar a una velocidad periférica del disco a 3000 pié/min. Todo el mundo mi-rando sin hablar. Al cabo de 15 minutos estabilizamos la dispersión con resina agregándola muy lentamente, y solicité al encargado del laboratorio de control que le tomara la molienda. Retiró una muestra y la pasó por la cuña Hegman. La limpió, y repitió la medida tres veces, al cabo de la cual, me miró, y con una mezcla de apro-bación, incredulidad y algo de bronca, me dijo “Haas, tiene molienda 7 limpio”. Bombeamos la dispersión a un tanque y
completamos los 5.000 litros de esmalte sintético blanco. Desde entonces con los dispersores de alta velocidad y los moli-nos de arena o perlas, en sus múltiples versiones, todo el mundo dispersa pig-mentos con alta eficiencia y calidad.
Cuando lo intrascendentecobra importancia
muchas veces no se calibran con preci-sión cosas que le pasan a uno que en sí mismas no parecen tener trascendencia.Recuerdo que estaba “en capilla” en mi examen de química Analítica Cuantita-tiva. quien vigilaba y atendía “la capilla” era un jefe de Trabajos Prácticos de la cá-tedra, el Dr. Elcíades Catalano, profesional altamente considerado por su sapiencia y personalidad. Saqué bolilla y comenza-mos a conversar sobre los temas de la que me había tocado. uno de ellos era el Aná-lisis por Via Térmica.Justamente cuando me tocaba pasar a dar examen, el titular de Cátedra y Presi-dente de mesa se sintió mal y se retiró, y en su reemplazo se incorporó el Dr. Cata-lano. Elegí hablar sobre el tema de Aná-lisis por Vía Térmica. La mesa consideró mi exposición suficiente y se me calificó con Sobresaliente, para mi emoción y sa-tisfacción.Pero lo más importante pasó al día si-guiente: me telefoneó el Dr. Catalano y me invitó a colaborar con él en una cáte-dra en la Facultad de Ingeniería, en la que acababan de nombrarlo. Es de imaginar mi alegría. Así comencé mi carrera docen-te como Ayudante Alumno, pasando por todo el escalafón durante los siguientes 25 años. unos años después fui Jefe de Trabajos Prácticos en la Cátedra de química Analí-tica en la carrera de Ingeniería Industrial. Hubo un llamado a concurso para ser el ti-tular de la cátedra, me presenté y gané el concurso sin hablar del tema específico, ya que propuse al comité de evaluación de los candidatos hablar de la importan-cia docente que tenía explicar el método de mohr a los alumnos. Y sin hablar del método fuí designado Profesor Titular.Pero lo que me interesa destacar es cuán importante fué en mi vida como profe-sional, como docente y como persona, aquel simple exámen de “Cuanti”. Hechos que aparentemente son intrascendentes, pueden resultar decisivos en la vida.
En su búsqueda de satisfacer al mercado con productos in-novadores, Arquimex provee los pigmentos Decomet, una nueva generación de pigmen-tos metálicos producidos en Alemania por la firma Schlenk, obtenidos por un moderno proceso de metalizado al vacío.Si nos remitimos a la historia de los procesos de obtención de los pigmentos de aluminio, en los albores se empleaba el mé-todo de molienda en húmedo que actualmente se sigue utili-zando.Según la materia prima que se emplee para el proceso de mo-lienda en húmedo, que puede ser aluminio atomizado amor-fo o esférico, se obtendrán dos tipos de partículas con diferen-te morfología : Cornflake y Sil-ver dollar respectivamente.La tecnología más avanzada y vigente, se basa en el proceso de vaporizar el metal aluminio (VmP), depositándolo en un soporte o sustrato conveniente logrando espesores regulados, para luego particionarlo, acon-dicionar el tamaño de las par-tículas y realizar la suspensión en determinados solventes.La diferencia fundamental en-tre el procesos de molienda en húmedo y el de vaporización reside en el resultado de con-cepción de partícula, ya que la superficie de la misma no sufre
nueva líneaS De piGmenToS meTálicoS
mayor sacrificio con respecto a las partículas que fueron some-tidas a molienda, con intenso trabajo mecánico.De este modo, se logran su-perficies mucho más suaves, y por ende mas reflectivas y bri-llantes. Cabe mencionar que se obtienen variedades leafing (con mayor flotabilidad) y no leafing (flotación dispar), como así también combinados con diferentes solventes (ésteres, alcoholes, glicoles, agua).De acuerdo a los solventes uti-lizados para dispersar los pig-mentos en concentraciones que varían entre el 10-30%, y al medio en que se aplican, podrán resultar pigmentos de base solvente o acuosos, y en consecuencia tendrán dife-rentes aspectos y necesitarán distintas técnicas de manipu-lación.
Obteniendo el máximo rendimiento
Para aprovechar al máximo las bondades de Decomet, es im-prescindible seguir algunas re-glas básicas. En primer lugar es conveniente nivelar la superfi-cie a tratar, segundo, aplicar la fórmula con el producto y final-mente elegir alguna de éstas dos opciones: dar una protec-ción transparente o agregar un pigmento color que presente transparencia.
Es importante destacar que dado que se necesitan peque-ñas cantidades de producto en las formulaciones, el pigmento es sumamente rendidor con una excelente perfomance.Las diferentes formulaciones con Decomet requieren de un perfecto equilibrio entre el contenido de resina y de sol-
vente para lograr una alineación perfecta de las partículas, y además conseguir que el proceso de secado no las perju-dique.Es necesario también especial cuidado en
realizar correctamente las for-mulaciones para todas las apli-caciones, teniendo en cuenta que estamos trabajando con escamas de muy poco espe-sor. Por este mismo motivo hay que evitar un mezclado y un bombeo violento, que serían muy perjudiciales malogrando las cualidades del producto.
EXPERIENCIAS NUEVOS PIGMENTOS

32 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 33
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
En agosto del año pasado se celebró el Acto Inaugural del Centenario de la Aso-ciación química Argentina (sede en Sán-chez de Bustamante 1749, Ciudad Autó-noma de Buenos Aires). La presentación fue realizada por el Dr. Azize, presiden-te de la Asociación, quien ha trabajado en Colorín en su trayectoria profesional, mencionó los eventos especiales que se realizarán a lo largo del año de la cele-bración.
Luego hizo su presentación El Dr. Lino Barañao, ministro de Ciencia y Tecnolo-gía, quién habló sobre sus experiencias como químico Biólogo egresado de la uBA y su visión sobre la química aplica-da a la vida moderna, recordando cómo la misma ha ido evolucionando acom-pañando las necesidades de la humani-dad según los descubrimientos y en es-pecial en nuevos campos que se fueron integrando a través de resultados de la
investigación y las necesidades de pro-greso del ser humano. Posteriormente el Dr. Jorge Comin, des-tacado químico y empresario, dio una conferencia plenaria sobre sus experien-cias en la profesión y su visión con esta-dísticas a lo largo de los últimos 70 años, sobre como la carrera de Ciencias quí-micas pasó por un máximo de egresados en la década de los 80 y se encuentra ac-tualmente en disminución en la nómina de alumnos. Destacó que esta situación debería ser revertida y desde los aportes que pudiera dar la AqA como institu-ción, y así para poder cubrir la demanda de profesionales formados para mejorar el desarrollo de la industria nacional. Luego el Dr Azize anunció el evento que se realizó en octubre, el Congreso Argen-tino de química edición XXIX que contó con conferencias plenarias de investiga-dores y profesionales de gran trayectoria en el país y el exterior tanto para la par-ticipación de asociado y no miembros de la AqA como resulta ser este evento con periodicidad bienal. También cele-brando el centenario de su fundación, la AqA ha editado los libros “La química en la Argentina” y “química y Civilización” coordinados por la Dra Lydia Galagovs-ky, quien cuenta con gran experiencia en investigación y formación de docen-tes universitarios. Estos fueron entrega-dos a los premiados en la fecha centena-ria por la AqA. El objetivo de estos libros es ser un aporte bibliográfico para el ni-vel de escolaridad secundaria, y también a la cultura química general. El procedi-miento de entrega de los libros impresos
Dr Azize, Presidente de AQA período 2012 en la apertura del acto conmemorativo de los 100 años,
La Dra. Violeta Benedetti en representación de SATER junto al Dr Lino Barañao, quien ha realizado una destacada trayectoria tanto académica y para el desarrollo de nuevos proyectos tecnológicos a través de su función como Secretario y luego Ministro de Ciencia y Tecnología.
El premiado Técnico Químico Lucas Miguel Rombolá, actualmente trabajando en destacada industria fabricante de pinturas, acompañado por la Directora de REC, Dra. Violeta Benedetti.
será personalizado y priorizado para do-centes de nivel secundarioFinalmente en el acto se otorgaron los premios que permiten reconocer la ac-ción destacada de los químicos en el país y según se comentan algunos de ellos se detallan a continuación (se pue-de acceder al detalle en la página web de la asociación www.aqa.org.ar) PREmIO “ASOCIACION quImICA ARGEN-TINA”, anualmente, al mejor egresado de cada una de las Licenciaturas en quími-ca o Carreras similares de las universida-
des del país, elegido entre los que hayan obtenido un promedio general superior a 8 puntos y no haya sido aplazado en ningún examen final de las asignaturas del plan de estudio. Los Premios que se otorguen a los mejores egresados de las Facultades de Ciencias Exactas y Natu-rales de la universidad de Buenos Aires, de la Facultad de Ciencias Exactas de la universidad de La Plata y de la Facultad de Ingeniería química de la universidad Nacional del Litoral.PREmIOS DE ESTímuLO a Investigado-
res Jóvenes, PREmIO “DR. ENRIquE HERRE-RO DuCLOuX”, anual-mente, a la mejor tesis aprobada en los dos años anteriores a la convocatoria del con-curso, realizada en el país por un alumno de las universidades nacionales o privadas. Se otorga alternada-mente en las siguien-tes áreas: 1) química inorgánica, fisicoquí-mica, química teórica y química analítica, 2) química biológica, microbiología y bio-tecnología.PREmIO “TÉCNICO químICO”, anualmen-te, al egresado que se haya recibido con un promedio general su-
perior a 8 puntos y no haya rendido nin-gún examen durante los años cursados en las escuelas técnicas dependientes del Gobierno de la Ciudad de Buenos Ai-res. Podemos destacar que en esta area de estudio en el año 2012, uno de los premiados fue el Técnico químico Lucas miguel Rombolá, egresado del ENET Nro. 27 “Hipólito Yrigoyen”. Actualmente se encuentra desempeñado funciones en control de materias primas en la empre-sa Plavicon.En el cierre de la celebración hubo un brindis de camaradería entre los parti-cipantes que sumaron más de 100 asis-tentes. Nuevamente desde SATER queremos de-searles el mayor de los éxitos y nuestro apoyo en la continuidad y presencia a la AqA en la Argentina.
aqa: el primer cenTenarioDesde su creación hace 100 años, la Asociación Química Argentina ha contribuido a promover el trabajo y el aporte de esa disciplina para el desarrollo del país. Y para celebrar el aniversario, la entidad publicó dos obras de divulgación científica y entregó premios en el acto inaugural de la celebración de su primer siglo de vida.
EXPERIENCIAS EXPERIENCIAS

34 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 35
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
Jordi Calvo Carbonell ( España ) : Nacido en Barcelona, España en donde cursó estudiosde Ingeniero Técnico Químico en la hoy Universitat Politecnica de Catalunya) y cursos depost-grado en la hoy Universitat Ramón Llull y en la Universitat de Barcelona. A partir de1961 se desempeñó en el área fabricación en De Koning y Prointer, (pintura industrial)yposteriormente en Lory, S.A (Grupo Courtouls) como Responsable de Pintura Automotriz.Se desempeñó como Jefe de Laboratorio en Shangeline S.A (pinturas decorativas, 1969),en Hispano Química (pinturas industriales desde 1971, Aplicación de Polímeros desde1992), y en Pinturas Macy (2001, pinturas decorativas, pintura industrial y anticorrosivo).
Asiduo concurrente a congresos y exposiciones como OCCA, FATIPEC y EUROCOAT y di-sertante en las Asociaciones de Técnicos de pinturas de Francia (Beziers, Lille) así como enla Asociación de Técnicos de los países Bálticos en Copenhague.
Es autor del libro “Pinturas y Recubrimientos Introducción a su tecnología” (Diaz de Santos,2009), y de diversos artículos en revistas técnicas. Además es activo colaborador en el si-
tio web de SATER, en el cual responde generosamente a inquietudes técnicas y participa de sus foros.
En REPORT 2010: Disertante en Formulación de distintas pinturas, una misma tarea
Participante de Mesa Redonda: Rol de los formuladores
LA PREVIA DE UN GRAN ENCUENTRO
01Sater20-48.qxp 09/06/2010 23:03 PÆgina 7
reporT en foToS
El día 28 a primera hora tuvo lugar el acto de apertura de REPORT con la participación de los representantes de entidades locales y del exterior. Luego hubo una presentación de Marcos Basso (Eastman) sobre posibles rumbos para la pintura dentro de 20 años.
Juan Jasinski presenta a Marcos Basso
El estrado
Solemnidad en el momento del himno
Walter Schvartz, Daniel Yannone, Guido Temesio y Carlos Giudice, atentos durante la conferencia de Basso
Premio CSI Juan Jasinski entrega a Mónica Pinto y Andrea Poliszuk la medalla CSI, distinción por su trabajo Aplicación de nanocompuestos en producción de Látex antibacteriano que fue considerado el mejor de los presentados en la edición 2012 del Congreso REPORT. Los trabajos fueron evaluados por el comité técnico presidido por Nicolás Iadisernia (Sherwin Williams Argentina) y conformado además por Eduardo Genasetti (Plavicon/ Prepan) y Jesús Jorge Tobío (Sinteplast)
REPORT 2012 REPORT 2012

36 REC N° 28 / Abril 2013
PUBLICACIÓN TÉCNICA DE SATER
50 años de Texanol. Eastman entregó al Presidente de SATER un recordatorio con motivo de los 50 años de la creación del Texanol, un aditivio líder en la industria. En la foto Renán Ureniuhk, Rogerio Assad Dias, Diego Gallegos, Juan Jasinski, Waldo Dueñas e Inés Pereyra
Reunión internacional. REPORT 2012 fue ocasión de reunión de los representantes de las principales entidades del sector pinturas y tintas de América Latina: De izquierda a derecha: Dilson Ferreira Director Ejecutivo de ABRAFATI (Brasil), Gabriel González Restrepo, Presidente de STAR (Colombia, Venezuela, Perú), Juan Jasinski, Presidente de SATER (Argentina) y Javier Maldonado M., Presidente de ANAFAPYT (México).
Escuela ETR Los exalumnos y profesores presentes en el Expocongreso
60 años de Casal de Rey Alegría de tres generaciones de la familia Casal de Rey en el brindis que realizaron en su stand por los 60 años de la empresa. Algunos de los jóvenes integrantes fueron los encargados de hacer la música.
REPORT 2012

38 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 39
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
CASAL DE REY & Cía
Secantes para pinturaAcidos grasos
Aceites vegetalesResina de colofonía
Avenida Roque Saenz Peña 943,
Piso 8 oficina 83
(1035) Buenos Aires
Argentina
Teléfonos y Fax
0054-11-4326-3368 / 0949
0054-11-4326-0957 / 0471
01Sater20-48.qxp 09/06/2010 23:04 PÆgina 39
Con el auspicio de Clariant, que mostró en la ocasión su nuevo logo, se realizó la Cena SATER al finalizar el primer día de exposición. El encuentro, que contó con cerca de 100 concurrentes, se realizó en Punto Golf, frente al predio de REPORT.
Juan Jasinski en el momento del brindis. En su mesa se ve a Javier Maldonado M y a Zbignew Czech, Jamil Baghdachi (de espaldas) y a Dilson Ferreira (de perfil)
REPORT 2012 REPORT 2012

40 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 41
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
PROVEEMOS TAMBIÉN A LA INDUSTRIA ALIMENTICIA, TEXTIL, LUBRICANTES, TINTAS, PLÁSTICOS y ADHESIVOS.
La obra teatral “El pedido” fue un momento memorable durante REPORT. Escrita especialmente para la ocasión, la pieza reflejó con muy buen humor situaciones y personajes típicos en el día a día de una fábrica de pinturas. A juzgar por las sonrisas y las risas – que pararon en algún momento serio que también lo hubo- todos disfrutaron en grande al ver reflejados a colegas y a sí mismos en una obra realizada por aficionados de nivel profesional.
Walter Schwartz, ex Sherwin Williams y ahora emprendedor en Zim Zum, fue el autor del libro y director de “El Pedido“
El gerente técnico -interpretado por Alejandro de Gásperi- sufre un ataque ante un pedido imposible de cumplir que le hace el dueño de la empresa (Daniel Braguinsky). Alejandro (de la firma Mayerhofer) actualmente hace teatro como aficionado y Daniel (titular de Tecnología del Color) ha actuado en más de 50 avisos, además de hacer teatro.
El ingeniero Carlos Saidman, titular de la empresa Chemisa, no es otro que Isidoro, el exitoso vendedor que vuelve de un viaje a Hawai que ganó como premio a sus ventas. Isidoro es además “burrero”, es decir aficionado a las carreras de caballos
José Goñi como Roberto, el vitalicio empleado de planta y último en la línea de mando, a quien todos culpan por los desatinos de la fabricación.
Otra genial idea del gerente de marketing sacará a la empresa de su difícil situación. Al menos eso cree Frutini, el personaje que interpreta Enrique Catarineu, actor de teatro aficionado y reconocido profesional, antes en BASF y ahora en AkzoNobel.
REPORT 2012

42 REC N° 28 / Abril 2013 Abril 2013 / REC N° 28 43
PUBLICACIÓN TÉCNICA DE SATER PUBLICACIÓN TÉCNICA DE SATER
SOCIOSCOOPERADORES
ABASTECEDORA GRáFICA S.A.AKAPOL S.A.AKZO NOBEL COATINGS S.A.ALBA (AKZO NOBEL S.A.)ANCLAFLEX (RAPSA S.A. )ARCH químICA ARGENTINA S.R.L.ARquImEX S.A.C. e I.AuDAX INTERNATIONAL SRLAZ CHAITAS S.A.BASF S.A.BAYER ARGENTINA S:A BRENNTAG S.A.CASAL DE REY S.R.L.CHEmISA S.R.L.CLARIANT S.A.COLORíN I.m.m.S.A.DIRANSA SAN LuIS S.A.DOW químICA S.A.EASTmAN CHEmICAL ARG. S.R.L.ETERNA COLOR S.R.LFERROCEmENT S.A.FuLL BLACK S.R.LIDm S.A.INDuR S.A.C.I.F.I. INquIREm.C. ZAmuDIO S.A.muLTIquímICA ROSARIO S.R.L.NOREN PLAST S.A.OmYA ARGENTINA S.A.OXITENO ARG. S.R.L.PINTuRAS CROmASPINTuRAS CRISOLPREPAN S.A. (PLAVICON)PuLVERLuX S.A.PETRILAC (qCA. DEL NORTE SA)quITAm S.A. (quImEX)RESImAX S.A.RESOL S.A.SANYOCOLORSHERWIN WILLIAmS S.A.SINTEPLAST S.A.SPEC CHEm S.R.L.TECmOS S.A.TECNOLOGíA DEL COLOR S.A.TERSuAVE (DISAL S.A.)TREND CHEmICAL S.A.VADEX S.A. W.R. GRACE ARG. S.A.
DIRANSA en elEuropean CoatingShow 2013El fabricante argentino de resinas Diran-sa San Luis S.A. estuvo presente con el stand 1-330, Hall1, del European Coating Show en Nuremberg, Alemania. La fe-ria, la segunda mas grande del sector a nivel mundial, se realizó del 19 al 21 de marzo. La firma presentó su gama com-pleta de resinas y emulsiones especiales para la Industria de Artes Gráficas, afian-zando su presencia en el exterior a tra-vés de la exportación de nuevos produc-tos. Para mayor información escribanos a [email protected]
Nuevo alcalinizante universalde Miscela Aditivos El Alcalinizante Lago 9004, de reciente lanzamiento, se suma a la familia de pro-ductos de la Línea miscela Aditivos de la firma Beoton S.R.L., que ya ha obtenido excelentes resultados en el mercado de recubrimientos. El nuevo aditivo es de gran interés para los fabricantes de Tintas Graficas y Pin-turas Artísticas debido a la importante característica, única en el mercado, de no poseer olor en absoluto. Esto lo hace muy amigable para el trabajo en los ta-lleres gráficos de impresión flexográfica en donde se concentran los vapores de alcalinizantes comunes. Lago 9004 es al-tamente compatible y se incorpora en la línea de producción en cualquier mo-mento del proceso; junto al Lago 9000, integran la linea de alcalinizantes ecoló-gicos, única en el mercado de fabricación nacional. miscela Aditivos pone a dispo-sición muestras de sus productos, para aquellos interesados que aun no decidie-ron realizar las pruebas correspondien-
tes. Contacto: Asesor Técnico-Comercial, Daniel Brandariz, [email protected] 011-15-2227-5582. [email protected] 011-4256-7508
Nuevos éterescelulósicos parapinturas acuosasLa división de aditivos de alta performan-ce de Akzo Nobel ha presentado noveda-des en su línea Bermocoll Por un lado, los espesantes base metil hidroxietil celulosa de la nueva serie Ber-mocoll Prime exhiben superior resisten-cia al ataque por enzimas y mayor estabi-lidad durante el almacenaje a altas tem-peraturas ofreciendo la mejor aceptación de color en la industria.El otro lanzamiento de Bermocoll han sido nuevos grados EHm de éteres celuló-sicos hidrofóbicamente modificados:
- EHm Extra elimina sinéresis y floo-ding; reduce la sensibilidad a los ten-sioactivos o surfactantes lo que reduce la caída de viscosidad cuando se agre-gan los colores de sistemas tintométri-cos a la pintura base; la mejorada alta viscosidad de cizalla aumenta el poder cubritivo; aumenta la resistencia al sal-picado- EHm 500 es una línea que reemplaza éteres celulósicos standard con signifi-cativa mejora de costos dado su bajo nivel de uso y aplicación. Comparado con éteres celulósicos de alto peso mo-lecular, EHm 500 tiene un mejor desa-rrollo de la viscosidad de cizalla y muy buena resistencia al salpicado.
Tanto EHm Extra como EHm 500 pueden ser utilizados solos o en combinación con espesantes de los géneros Hase y Heur.Representante y distribuidor exclusivo para Argentina m.A. Liberman & Cia S.R.L. [email protected]: (011) 5197 9775
noTiciaS
NOTICIAS
01Sater20-48.qxp 09/06/2010 23:04 PÆgina 41
CURSO INTERNACIONALQUÍMICO FORMULADOR DE PINTURAS
Cursos intensivos de una semanacada uno. Consecutivos – Integrables
MATERIAS PRIMAS
POLÍMEROS
ADITIVOS - PRODUCCIÓN - TINTAS
FORMULACIÓN I(Hogar y Obra y otras)
FORMULACIÓN II (Industrial y otras)
COLOR - CALIDAD - APLICACIÓN Horario de Clases Lunes a Viernes de 1 PM a 10 PM
Clases Prácticas: Síntesis de Polímeros y de Pigmentosy visita a fábricas. Los interesados deberán contactarse con el secretario de la Escuela,Sr. Daniel Astese: [email protected] por opciones de alojamiento de bajo presupuesto Programa detallado enwww.sater.org.ar Espacio ETR
¡FORMAT
O
SUPERINT
ENSIVO!
El curso quecrece año a año
con participantesde toda Américahispanoablante
Próximo
intensivo
febrero 2014
44 REC N° 28 / Abril 2013
PUBLICACIÓN TÉCNICA DE SATER