propuesta de mejoramiento para la lÍnea de producciÓn de...
TRANSCRIPT

PROPUESTA DE MEJORAMIENTO PARA LA LÍNEA DE PRODUCCIÓN DE
TABLEROS ELÉCTRICOS MEDIANTE LA APLICACIÓN DE LOS
PRINCIPIOS DE ESTUDIO DE TIEMPOS Y MODELOS DE MEJORAMIENTO
CONTINUO EN LA EMPRESA PERALTA PERFILERÍA S.A.S
Mayerly Gómez Ibáñez, Jairo Esteban Montaño Mora
Universidad Distrital Francisco José de Caldas
Bogotá D.C., Colombia
Noviembre 04 de 2015
Resumen:
El siguiente artículo pretende presentar
una propuesta de mejoramiento para la
línea de producción de tableros eléctricos
de la empresa Peralta Perfilería.
Este estudio se realiza a partir de la
necesidad de la empresa de desarrollar un
proceso de estandarización de sus
procesos, tanto operacionales como de
toma de decisiones.
Este trabajo contribuirá con la adopción
de nuevas estrategias que permitan
fortalecer el proceso de producción,
generando una mayor rentabilidad,
mejorando el posicionamiento de la
empresa enfrentándose a la competencia
del sector a través de la gestión,
utilización y optimización de los
recursos enfocado a la reducción de
costos y sustitución de materias primas.
La implementación de una nueva
metodología orientada al mejoramiento
de la línea productiva de la producción
de tableros eléctricos y la estandarización
del proceso generará nuevas
oportunidades para la empresa y el
aumento de la calidad por parte de
quienes intervienen en el proceso ya sea
directa o indirectamente.
Palabras claves Cadena de
abastecimiento, estudio de tiempos y
movimientos, teoría de restricciones,
troughput, lote económico de producción,
lote económico de pedido, Capacidad
necesaria, capacidad disponible.
Abstract
The following chapter aims to show an
improvement proposal for the production
line of electric boards for Peralta
Perfileria’s company.
This study emerges from the company’s
need in order to develop a standardization
process of its processes, both operational
and decision making.
This work will contribute to the adoption
of new strategies to strengthen the
production process generating higher
profitability, improving the company’s
position and facing the competition from
the same field through the management,
the use and optimization of resources on
reducing the cost of raw materials.
The implementation of a new
methodology oriented to the improvement
and standardization of the productive line
of the electric boards will generate new
opportunities for the company and the
improvement of the quality by those who
may be involved in the process either in a
directly or indirectly way.
1. Introducción
El presente proyecto tiene como fin
generar una propuesta enfocada al
mejoramiento del proceso productivo de
la línea de tableros eléctricos.
El problema principal que se encontró en
el estudio realizado es que no se maneja
una información precisa de los
movimientos, sistemas de producción,
inventarios y mantenimiento preventivo y
correctivo de los centros de costos que
intervienen en su proceso de producción.
2. Generalidades
2.1 Problema La planta de producción
CNC en la cual se realizan proyectos en
aluminio, cofres eléctricos, bandeja tipo
malla y ensamble de bandejas portacable,
actualmente no posee una
estandarización en ninguno de los
procesos que realiza, por lo tanto se
desconoce el tiempo real necesario en los
diferentes centros de costos para cumplir
satisfactoriamente la elaboración de las
órdenes de producción; por éste motivo
no es posible controlar ni manejar
eficientemente los recursos que posee,
tampoco se ha podido establecer la
programación de producción que asegure
el cumplimiento de los plazos de
fabricación.
Los problemas que presenta la compañía,
se evidencian en los constantes
reprocesos e incumplimientos en la
entrega de los pedidos de tablero
eléctrico, los cuales deben pasar por
proceso de punzonado, doblado, soldado,
pintura inyectado y ensamble, dichos
inconvenientes, no permiten que la
empresa pueda ofrecer a sus clientes un
producto de menor costo al del mercado,
por el contrario, eleva su costo y esto
representa una desventaja competitiva
frente a las otras empresas del sector.
2.2 Objetivo General Asegurar a la
empresa PERALTA PERFILERIA S.A.S,
un estudio que genere una propuesta para mejorar el proceso productivo en la línea
de cofres eléctricos a través de modelos
de mejoramiento continuo, optimización
y eficiencia que sean flexibles y
adaptables a los cambios cubriendo así
los intereses de la compañía.
2.2.1 Específicos.
Realizar el diagnóstico actual del
proceso productivo de cofres
eléctricos, identificando el flujo de
materiales y la capacidad productiva de
la línea.
Analizar la cadena de abastecimiento
de la empresa, teniendo en cuenta,
principalmente todos los factores que
intervienen directamente en el proceso,
para lograr determinar las deficiencias
actuales en la empresa.
Realizar el estudio de métodos y tiempos
del proceso productivo y elaborar un
sistema de programación de producción
basados en los tiempos estándar.
Proporcionar a la empresa una propuesta
de mejoramiento en la producción de
tableros eléctricos, para lograr una
mayor eficiencia en su productividad.
3. Diagnóstico
En ésta etapa se identificaron las áreas en
las que se encuentra dividida la empresa y
la forma como cada una de éstas
interviene dentro del proceso productivo,
se evaluó cada uno de los centros de
costos que intervienen en el proceso,
donde se identificó que pintura es el área
más crítica del proceso, ya que se
identificó que es donde se genera un alto
porcentaje de piezas rechazadas y
reprocesadas, estas fallas son muy
notables ya que los productos generados
en ésta área no están cumpliendo las
especificaciones y afecta el proceso
siguiente que es ensamble, donde se
evidencia faltante de piezas y por lo tanto
afecta la entrega de producto terminado al
cliente final.
4. Estudio Técnico
En éste estudio se realizó el análisis de las
capacidades por cada centro de costo,
donde se pudo evidenciar que la
capacidad disponible de la planta es
mucho menor que la capacidad necesaria,
por lo cual se hace necesario aumentar la
capacidad de la planta.
Se realizaron los Instructivos operativos
Estándar para cada proceso, donde se
estableció la secuencia de pasos cada
proceso, con el fin de estandarizarlo.
5. Análisis de la cadena de
abastecimiento
En éste capítulo se presentó la manera
como la cadena de abastecimiento que
tiene la empresa afecta el proceso, tanto
de fabricación como despacho de los
productos.
Con éste análisis se identificaron las
falencias presentes en la cadena de
abastecimiento, dentro de las cuales se
destaca el pago impuntual a proveedores,
que conlleva a que los proveedores no
envíen el material necesario para
producción, generando así demoras en el
proceso de fabricación, se eligen
proveedores sin la adecuada evaluación
por bajar costos, corriendo el riesgo de
alterar la calidad de los productos.
6. Estudio de tiempos y movimientos
Mediante el estudio de tiempos se buscó
poder determinar el estándar de tiempo
necesario para poder desempeñar cada
tarea a un nivel definido de rendimiento.
Con los resultados obtenidos se identificó
que el proceso de pintura es el proceso
que requiere mayor tiempo para su
fabricación.
El análisis realizado y lo datos obtenidos
en éste estudio de tiempos y movimientos
será de gran ayuda para la empresa ya que
con ésta información será posible calcular
para cada centro de costos la mano de
obra requerida para el programa de
producción presupuestado para todo el
año.
7. Teoría de Restricciones
Con el análisis de teoría de restricciones
de la empresa PERALTA PERFILERIA
SAS se logró identificar las restricciones
que limitan el curso normal de la

operación dentro de la empresa,
identificando éstas restricciones, se
hallaron las causas que producían
demoras en el proceso para aplicar
correctivos necesarios y de ésta manera
explotar al máximo cada una de las
restricciones identificadas.
Se analizaron tres variables financieras
denominadas parámetros de gestión, con
el fin de determinar si la empresa se
encuentra cerca de su meta. Las tres
variables son:
Troughput
Inventario
Gastos de operación
8. Propuesta de Mejoramiento
En este capítulo se enseñaron las
propuestas de mejoramiento establecidas
para cada problema identificado dentro
del desarrollo del proyecto, los cuales
fueron mencionados en cada uno de los
capítulos anteriores.
Se determinó la necesidad de establecer
modelos matemáticos para el manejo de
inventarios como son: EOQ y EPQ, los
cuales dan solución al inconveniente
presentado de falta de materiales y
retrasos en las entregas de pedidos.
Se obtuvo:
Fórmula EOQ
Tabla 1. Consolidado Lote económico
de pedido
REFERENCIA EOQ Punto de Reorden
ARANDELA DIAMETRO INTERNO 3/8''X1" Z 146.428 8.771
ARANDELA NEOPRENO PARA TORNILLO 10-12
156.522 9.022
GRIS RAL 7032 PE80665 25.362 448
LAMINA CALIBRE 16 LG 17.510 10.124
LAMINA CALIBRE 18 LG 17.800 23.446
LLAVE PLASTICA PARA CIERRE DE 1/4 DE VUELTA
24.557 2.271
RAKU CLEANER 90-1701 172.081 10.575
RAKU-PUR-32-3265-4A 176.421 59.093
RAKU-PUR-32-3265-BA 175.293 12.966
TAPON CHINO 240.606 8.460
TAPON ESTRUCTURA PLASTICO
196.454 8.460
TORNILLO AVELLAN ESTRELLA 3/16"X 1/2'' Z
152.172 9.022
TORNILLO SOLDABLE PROYECCION 1/4" X 3/4" COBRIZADO
55.640 4.230
TORNILLO SOLDABLE PROYECCION 5/16" X 1.1/4" COBRIZADO
38.627 8.771
TUERCA HEX. 1/4'' Z 217.567 4.230
TUERCA HEX. 8MM " Z 148.505 8.771
TUERCA SEGURIDAD DE 3/16'' Z
146.428 9.022
VARILLA REDONDA DE 4.75 MM INOX 8.843 49
Fuente. Los autores

Fórmula EPQ:
Tabla 2.Consolidado Lote económico de
producción
Referencia EPQ
CP-100-80-20-PH 135
CP-100-80-30-PH 297
CP-20-20-15-PH 951
CP-30-20-15-PH 521
CP-40-30-20-PH 1.415
CP-40-30-30-PH 364
CP-50-30-20-PH 159
CP-50-30-30-PH 347
CP-50-40-20-PH 899
CP-50-40-30-PH 470
CP-60-40-20-PH 429
CP-60-40-30-PH 289
CP-80-60-20-PH 317
CP-80-60-30-PH 204
Fuente. Los autores
Se propone ampliar la capacidad de todos
los centros de costos, ya que la capacidad
disponible actual no satisface la demanda.
Implementar contenedores para
almacenar mejor el producto de proceso y
también maximizar el espacio de la
planta.
Formato de control de producción para
medir la productividad y controlar la
eficiencia de cada centro de costo.
Implementar un programa de producción
hacia atrás, por cada centro de costo,
teniendo como base la fecha de ensamble
de los artículos.
9. Resultados Obtenidos
Resultados Obtenidos
Antes Después
Toma de decisiones a destiempo que generaban retrasos en los procesos
Asignación de personal suplente y presupuesto mensual que agiliza el proceso de abastecimiento
Falta de materia prima e insumos y retraso en la entrega de pedido
Estandarización de lote mínimo de producción y cantidad óptima de pedido
Evaluación de proveedores que no se usaba y además no era selectiva.
Evaluación y selección de proveedores que tiene en cuenta la calidad, el precio y los tiempos de entrega.
Falta de procedimientos para realizar los productos.
Procesos documentados a través de los Instructivos Operativos Estándar para cada proceso
Desconocimiento del tiempo de fabricación de cada referencia en los diferentes procesos y capacidad disponible de la planta
Toma de tiempos de cada referencia en cada proceso e identificación del cuello de botella. Análisis de capacidades para cada proceso
Programación de producción improvisada y desorganizada
Programa de producción hacia atrás para cumplir con fechas de entrega al cliente final.
Falta de registros de control de producción e indicadores de eficiencia.
Formato de control de producción
Producto de proceso en el suelo, obstruyendo el paso, generando desorden y posibles accidentes
Uso de contenedores para la optimización de uso del espacio y cuidado de producto en proceso.
Fuente Los autores
9. Conclusiones
Al realizar el estudio de todo el proceso
de producción de tableros eléctricos de la
empresa PERALTA PERFILERIA, se

evidencia que hay muchas variables que
continuamente afectan el proceso, que es
necesario realizar un control para que al
momento de ser identificado algún
problema sea atacado de inmediato y
evitar así traumatismos durante el
proceso, que finalmente van a ser
detectados por el cliente final.
Se evidencia la importancia de planear
todo lo que se va a realizar. En ésta
planeación se debe incluir gerencia,
depto. Comercial y dpto. de producción.
Al estandarizar los procesos y tener un
programa de producción adecuado, es
posible disminuir los tiempos de proceso,
ya que se ahorraría tiempos de montaje y
desmontaje por realizar una producción
improvisada.
10. Referencias
M. Gómez, E. Montaño, Propuesta de
mejoramiento para la línea de
producción de tableros eléctricos,
mediante la aplicación de los principios
de estudio de tiempos y modelos de
mejoramiento continuo en la empresa
PERALTA PERFILERÍA S.A.S. Bogotá
D.C., 2015, Trabajo de grado (Tecnólogo
Industrial). Universidad Distrital
Francisco José de Caldas. Facultad
tecnológica.


UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA INDUSTRIAL
BOGOTÁ
2016
PROPUESTA DE MEJORAMIENTO PARA LA LÍNEA DE PRODUCCIÓN DE
TABLEROS ELÉCTRICOS MEDIANTE LA APLICACIÓN DE LOS PRINCIPIOS DE
ESTUDIO DE TIEMPOS Y MODELOS DE MEJORAMIENTO CONTINUO EN LA
EMPRESA PERALTA PERFILERÍA S.A.S
MAYERLY GOMEZ IBAÑEZ
20082477011
JAIRO ESTEBAN MONTAÑO MORA
20091077062

UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA INDUSTRIAL
BOGOTÁ
2016
PROPUESTA DE MEJORAMIENTO PARA LA LÍNEA DE PRODUCCIÓN DE
TABLEROS ELÉCTRICOS MEDIANTE LA APLICACIÓN DE LOS
PRINCIPIOS DE ESTUDIO DE TIEMPOS Y MODELOS DE MEJORAMIENTO
CONTINUO EN LA EMPRESA PERALTA PERFILERÍA S.A.S
MAYERLY GOMEZ IBAÑEZ
JAIRO ESTEBAN MONTAÑO MORA
TRABAJO DE GRADO PRESENTADO COMO REQUISITO PARA
OPTAR AL TITULO DE TECNÓLOGO INDUSTRIAL.
MODALIDAD: TRABAJO DE INVESTIGACION
DIRECTOR: NELSON EDUARDO RODRIGUEZ MONTAÑA



CONTENIDO Pag.
1. GENERALIDADES DE LA EMPRESA 1
1.1 LA EMPRESA 1
1.2 Productos y Servicios que ofrece 1
1.3 MISIÓN 2
1.4 VISIÓN 2
1.5 RESEÑA HISTÓRICA 2
1.6 ESTRUCTURA ORGANIZACIONAL 3
1.6.1 Información generada dentro de la estructura organizacional. 3
1.7 PRODUCTOS 4
1.7.1 Características de los 4
1.7.2 Canal Estructural 4
1.7.3 Elementos Roscados 4
1.7.4 Elementos de Unión 5
1.7.5 Elementos de Fijación 5
1.7.6 BANDEJA PORTACABLE 6
1.7.7 TABLERO ELECTRICO 6
1.8 CENTROS DE COSTOS QUE INTERVIENEN EN LA FABRICACIÓN DE TABLEROS ELÉCTRICOS
7
1.8.1 Punzonadora CNC 7
1.8.2 Brazo soldador 7
1.8.3 Plegadora CNC 8
1.8.4 Inyectora
1.9 MATERIALES QUE INTERVIENEN EN EL PROCESO 9
1.9.1 Lámina galvanizada 9
1.9.2 Pintura electrostática 9
1.9.3 Poliuretano 10
2. MARCO TEÓRICO 11
2.1 MARCO REFERENCIAL 11
2.1.1 Análisis DOFA 11
2.1.2 Diagrama de Pareto: 12
2.1.3 Cadena de abastecimiento 12
2.1.4 Estudio de tiempos y movimientos 13
2.1.5 Teoría de restricciones (TOC). 15
3. ESTUDIO TÉCNICO 16
3.1 CAPACIDAD Y TAMAÑO 16

3.2 Análisis de capacidad por centro de costos 17
3.2.1 Análisis de capacidades Punzonado 18
3.2.2 Análisis de capacidades Doblez 19
3.2.3 Análisis de capacidades Soldado 21
3.2.4. Análisis de capacidades Lavado 22
3.2.5 Análisis de capacidades Inyección 24
3.2.6 Análisis de capacidades Pintura 25
3.2.7 Análisis de capacidades Ensamble 30
3.3 Instructivos Operativos Estándar 28
4. DIAGNÓSTICO 29
4.1 INTRODUCCIÓN 29
4.2 ANÁLISIS POR DEPENDENCIAS 31
4.2.1 Gerencia técnica. 31
4.2.2 Ingeniería Industrial. 31
4.3 FUNCIONES DEL SISTEMA PRODUCTIVO 32
4.3.1 Diseño. 32
4.3.2 Planeación 32
4.3.3 Control. 32
4.3.4 Mantenimiento 32
4.4 ANÁLISIS POR CENTRO DE COSTOS 33
4.4.1 PUNZONADO 33
4.4.2 DOBLADO 34
4.4.3SOLDADO 36
4.4.4 LAVADO 37
4.4.5 PINTURA 38
4.4.6 INYECCION 39
4.4.7 ENSAMBLE 40
4.4.8 ALMACÉN 40
4.5 RESUMEN DIAGNÓSTICO GENERAL 42
4.6 CUADRO DE PARETO PARA LA SECCIÓN DE ENSAMBLE 49
4.7 SÍNTESIS DIAGNÓSTICO 45
5. CADENA DE ABASTECIMIENTO 46
5.1 INTRODUCCION 46
5.2 PROCESO DE REQUISICIÓN, EVALUACIÓN Y SEGUIMIENTO A PROVEEDORES
47
5.2.1 Criterios de evaluación y selección del proveedor. 47
5.3 SITUACIÓN ACTUAL. 48

5.4 CADENA DE VALOR 49
5.4.1 Actividades de valor. 49
5.4.2 Barreras de entrada y salida. 50
5.4.2.1 Principales barreras de entrada: 50
5.4.2.2 Principales barreras de salida: 50
5.5 ACTIVIDADES ESTRATÉGICAS DE LA EMPRESA 51
5.6 SINTESIS CADENA DE ABASTECIMIENTO 53
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS 54
6.1 INTRODUCCIÓN 54
6.2 CÁLCULO MUESTREO 55
6.3 FORMATO TOMA DE TIEMPOS 56
6.4 LOTE ECONÓMICO 57
6.5 CÁLCULO DE SUPLEMENTOS 58
6.6 TIEMPOS DE MONTAJE Y ALISTAMIENTO 59
6.7 VALORACIÓN – CALIFICACIÓN OPERARIOS 60
6.8 CONSIDERACIONES POR CENTRO DE COSTOS 61
6.8.1 Punzonado. 61
6.8.2 Doblez. 62
6.8.3 Soldadura. 62
6.8.4 LAVADO 62
6.8.5 Inyección 63
6.8.6 Pintura. 64
6.8.7 (Ensamble) 65
6.9 REGISTRO Y ANÁLISIS DE DATOS 65
6.10 CONSOLIDADO DE TIEMPOS 66
6.11 SÍNTESIS ESTUDIO TIEMPOS Y MOVIMIENTOS 67
7. TEORIA DE RESTRICCIONES 68
8. PROPUESTAS DE MEJORAMIENTO 76
8.2 DESCRIPCIÓN DE OPORTUNIDADES DE MEJORA 76
8.2.1 Cálculo de la cantidad óptima de pedido 77
8.2.2 Cantidad óptima de producción 78
8.3 PLANEACION Y PROGRAMACION DE LA PRODUCCION 80
8.4 Almacenamiento de Producto en Proceso. 81

LISTA DE FIGURAS
PAG
Figura 1. La empresa 1
Figura 2. Información que se genera dentro de la empresa 3
Figura 3. Canal estructural 4
Figura 4. Elementos roscados 4
Figura 5. Elementos de unión 5
Figura 6. Elemento de fijación 5
Figura 7. Bandeja portacable 6
Figura 8. Tablero eléctrico 6
Figura 9. Punzadora CNC 7
Figura 10. Brazo soldador 7
Figura 11. Plegadora CNC 8
Figura 12. Inyectora 8
Figura 13. Lámina galvanizada 9
Figura 14. Pintura electrostática 9
Figura 15. Poliuretano por inyección 10
Figura 16. Punzonadora Finn Power X5 33
Figura 17. Proceso de lavado 37
Figura 18. Proceso de pintura 38
Figura 19. Puerta de acceso inyectada con poliuretano 39
Figura 20. Ilustración de la cadena de abastecimiento 46
Figura 21. Diagrama calificación de proveedores 48
Figura 22. Barreras de entrada y salida 50 Figura 23. Actividades estratégicas de la empresa (Manejo de la cadena de valor) 51

LISTA DE CUADROS
PAG
Cuadro 1. DOFA 11
Cuadro 2. Etapas estudio de tiempos 14
Cuadro 3. Personal por secciones 16
Cuadro 4. Programa de producción en unidades para el año 2014 17
Cuadro 5. Total días año 18
Cuadro 6. Capacidad necesaria punzonado 18
Cuadro 7. Capacidad disponible punzonado 18
Cuadro 8: Comparación capacidades punzonado 18
Cuadro 9. Unidades/ año proceso de punzonado 19
Cuadro 10. Capacidad necesaria Doblez 20
Cuadro 11. Capacidad disponible Doblez 20
Cuadro 12: Comparación capacidades doblez 20
Cuadro 13: Unidades/ año proceso de doblez 20
Cuadro 14. Capacidad necesaria Soldado 21
Cuadro 15. Capacidad disponible Soldado 21
Cuadro 16: Comparación capacidades Soldado 21
Cuadro 17: Unidades/ año proceso de Soldado 22
Cuadro 18. Capacidad necesaria Lavado 22
Cuadro 19. Capacidad disponible Lavado 23
Cuadro 20: Comparación capacidades Lavado 23
Cuadro 21: Unidades/ año proceso de Lavado 23
Cuadro 22. Capacidad necesaria Inyección 24
Cuadro 23. Capacidad disponible Inyección 24
Cuadro 24: Comparación capacidades Inyección 24
Cuadro 25: Unidades/ año proceso de Inyección 25
Cuadro 26. Capacidad necesaria Pintura 25
Cuadro 27. Capacidad necesaria Pintura 25
Cuadro 28. Capacidad disponible Pintura 26
Cuadro 29: Comparación capacidades Pintura 26
Cuadro 30.Unidades/ año proceso de Pintura 26
Cuadro 31. Capacidad necesaria Ensamble 27
Cuadro 32. Capacidad disponible Ensamble 27
Cuadro 33: Comparación capacidades Ensamble 27
Cuadro 34. Unidades/ año proceso de Ensamble 28
Cuadro 35 . Cumplimientos objetivos de calidad para el año 2014 30
Cuadro 36. Análisis Gerencia Técnica 31
Cuadro 37. Análisis Ingeniería Industrial 31
Cuadro 38. Diagnostico general 42
Cuadro 39. Pareto factores de incidencia para la sección de ensamble. 44

Cuadro 40. Tiempos 63
Cuadro 41. Formato toma tiempos 64 Cuadro 42. Promedio unidades mensuales producidas por referencia años 2013-2014-2015 65
Cuadro 43. (%) Suplementos 66
Cuadro 44. Valoración operario 68
Cuadro 45. Consolidado de tiempos 74
Cuadro 46 Capacidades por centros de costos 77
Cuadro 47 Unidades/hora por centros de costos 77
Cuadro 48 Programación centros de costos 78
Cuadro 49 Lote óptimo de pedido 86
Cuadro 50 Lote óptimo de producción 87

LISTA DE GRAFICOS
PAG
Gráfico 1. Porcentaje de cumplimiento punzonado 34
Gráfico 2. Tendencia de rechazos doblez 35
Gráfico 3 Porcentaje de cumplimiento doblez 35
Gráfico 4 Tendencia de rechazos 36
Gráfico 5 Porcentaje de cumplimiento soldado 37
Gráfico 6 Tendencia de rechazos pintura 38
Gráfico 7 Porcentaje de cumplimiento Pintura 39
Gráfico 8 Porcentaje de cumplimiento Inyección 40
Gráfico 9 Porcentaje de cumplimiento Ensamble 41
Grafico 10. Pareto ensamble 44

1
1. GENERALIDADES DE LA EMPRESA
1.1 LA EMPRESA
PERALTA PERFILERIA S.A.S., es una sociedad industrial y comercial, cuyo objetivo primordial es producir sistemas estructurales porta-cables, ductería y soportería, elaborada con materias primas de óptima calidad, para poder ofrecer a nuestros clientes un excelente producto cuya característica principal sea una marcada y significativa diferencia en calidad, precio y servicio (pre y post venta), con los demás de su misma clase.
Su ubicación domiciliaria es:
Planta: Carrera 20 A No. 16-40 Bogotá
Comercial: Carrera 22 No. 16-17 Bogotá
1.2 Productos y Servicios que ofrece
PERALTA PERFILERIA S.A.S., ofrece los siguientes productos:
Sistema de bandeja y ductería porta - cable.
Canal Estructural
Elementos Roscados
Elementos de Unión
Elementos de Fijación
Cajas de uso eléctrico
Servicio de Pintura Electrostática.
Figura 1. La empresa

2
1.3 MISIÓN Somos una empresa metalmecánica establecida para brindar soluciones innovadoras al sector de la ingeniería petrolera, civil, telecomunicaciones y de la arquitectura, contribuyendo al mejor desarrollo de la infraestructura de nuestro país y de Latinoamérica, obteniendo excelentes resultados, para beneficio de nuestros accionistas, empleados, clientes y proveedores. 1.4 VISIÓN Lograr en el término de cinco años un reconocimiento internacional y un posicionamiento en el mercado de la marca PERALTA PERFILERIA, asociado a calidad y servicio como proveedor de soluciones metalmecánicas para infraestructura, ampliando la cobertura del mercado latinoamericano con el fin de optimizar la capacidad instalada desarrollada a lo largo de su existencia. 1.5 RESEÑA HISTÓRICA PERALTA PERFILERIA S.A.S., fue fundada en marzo de 1972 por el señor WILLIAM PERALTA ARANGO, en sus inicios la empresa se dedicaba a la fabricación y comercialización de perfilerÍa ornamental siendo líder en el suministro a sectores importantes como el de Zipaquirá, Ubaté y Chiquinquirá. Hacia el año 1982 surge la oportunidad de incursionar con nuevos productos y específicamente la canal estructural con el Proyecto de Cerrejón. Peralta perfileria asume el reto de comercializar directamente sus productos ampliando su cobertura a líneas nuevas como el sistema de bandeja y ducteria portacable. Esta misma cobertura lleva a la empresa a fabricar los accesorios complementarios para la canal que posteriormente se llamó Sistema Estructural y Porta-cable, cubriendo con diferentes elementos las necesidades básicas de los sectores metalmecánico y eléctrico, en los que el producto se destaca por su funcionalidad y aplicabilidad a los diferentes proyectos industriales realizados en el país. Luego de 30 años Peralta perfilería S.A.S., continua siendo líder en Colombia y actualmente exporta sus productos a países como Venezuela, Panamá, Ecuador, Costa Rica y República Dominicana.
3
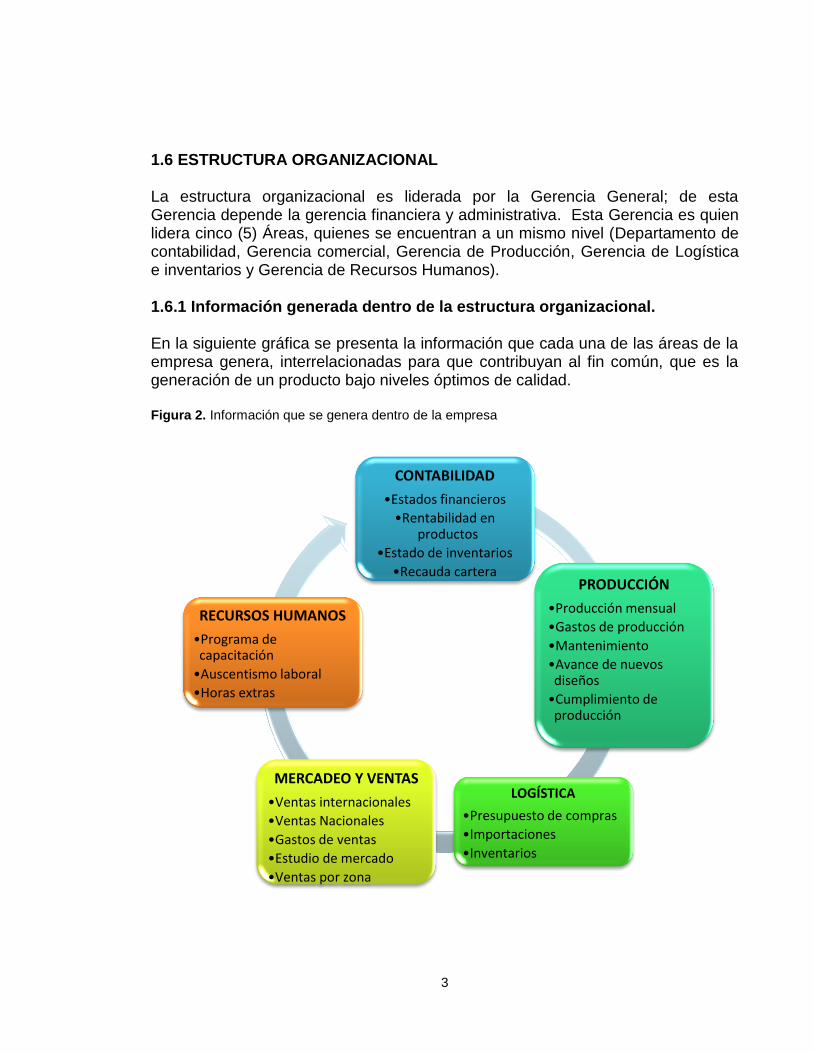
1.6 ESTRUCTURA ORGANIZACIONAL La estructura organizacional es liderada por la Gerencia General; de esta Gerencia depende la gerencia financiera y administrativa. Esta Gerencia es quien lidera cinco (5) Áreas, quienes se encuentran a un mismo nivel (Departamento de contabilidad, Gerencia comercial, Gerencia de Producción, Gerencia de Logística e inventarios y Gerencia de Recursos Humanos). 1.6.1 Información generada dentro de la estructura organizacional. En la siguiente gráfica se presenta la información que cada una de las áreas de la empresa genera, interrelacionadas para que contribuyan al fin común, que es la generación de un producto bajo niveles óptimos de calidad. Figura 2. Información que se genera dentro de la empresa
CONTABILIDAD
•Estados financieros
•Rentabilidad en productos
•Estado de inventarios
•Recauda cartera PRODUCCIÓN
•Producción mensual
•Gastos de producción
•Mantenimiento
•Avance de nuevos diseños
•Cumplimiento de producción
LOGÍSTICA
•Presupuesto de compras
•Importaciones
•Inventarios
MERCADEO Y VENTAS
•Ventas internacionales
•Ventas Nacionales
•Gastos de ventas
•Estudio de mercado
•Ventas por zona
RECURSOS HUMANOS
•Programa de capacitación
•Auscentismo laboral
•Horas extras

4
1.7 PRODUCTOS 1.7.1 Características de los productos
1.7.2 Canal Estructural1
Elemento estructural diseñado para soportar esfuerzos dentro de un conjunto de posibilidades que abarcan desde una columna o viga, hasta elementos de soporte para una línea de tubos.
Las canales troqueladas poseen una serie de agujeros alargados, diseñados de tal manera, que permiten sujetar o atornillar accesorios complementarios del sistema, haciendo muy fácil y sencillo el montaje o instalación
1.7.3 Elementos Roscados2
1 PERALTA PERFILERIA. “Catalogo”. (En línea). 10 de Agosto de 2015. Disponible en:
http://www.peraltaperfileria.com/catalogosistemaestructural.pdf 2 Ibíd.
Figura 3. Canal estructural
Accesorios importantes dentro del sistema, que permite el acople entre elementos, como la tuerca mordaza, el elemento fijador de tubo y la canal estructural.
Figura 4. Elementos roscados

5
1.7.5 Elementos de Fijación3 Diseñadas para cubrir una amplia gama de posibilidades en la fijación de tubos o líneas de distribución en montajes de líneas eléctricas, ampliación de redes de conducción de aire etc. Los elementos estructurales existentes, ofrecen al diseñador de montajes alternativas seguras, rapidez y eficiencia.
3 Ibíd
Figura 6. Elemento de fijación

6
1.7.6 BANDEJA PORTACABLE4
La bandeja portacable en aluminio es una
estructura metálica tipo escalera prefabricada
bajo el concepto de cero soldadura, compuesta
por dos rieles longitudinales o laterales extruidos
en forma de Z, conectados entre sí por una serie
de elementos transversales individuales o
peldaños tubulares.
1.7.7 TABLERO ELECTRICO5 Un cofre eléctrico contiene dispositivos de conexión, maniobra, comando, medición, protección, alarma y señalización, con sus cubiertas y soportes correspondientes, para cumplir una función específica dentro de un sistema eléctrico.
La fabricación o ensamblaje de un cofre eléctrico debe cumplir criterios de diseño y normativas que permitan su correcto funcionamiento una vez energizado, garantizando la seguridad de los operarios y de las instalaciones en las cuales se encuentran ubicados. Los equipos de protección y de control, así como los instrumentos de medición, se instalan por lo general en tableros eléctricos
4 PERALTA PERFILERIA. “Catalogo”. (En línea). 10 de Agosto de 2015. Disponible en:
http://www.peraltaperfileria.com/catalogosistemaestructural.pdf 5 Ebíd
Figura 7. Bandeja portacable
Figura 8. Tablero eléctrico

7
Figura 9. Punzadora CNC
1.8 CENTROS DE COSTOS QUE INTERVIENEN EN LA FABRICACIÓN DE TABLEROS ELÉCTRICOS
1.8.1 Punzonadora CNC6 Punzonadoras de CNC es una operación mecánica automatizada con la cual mediante herramientas especiales (punzones) aptas para el corte se consigue realizar agujeros en chapas (separar una parte metálica de otra obteniéndose una figura determinada). Los elementos básicos para el funcionamiento óptimo de la máquina son:
Punzón
Pisador (o separador)
Matriz
1.8.2 Brazo soldador7
Tipo de brazo mecánico, normalmente programable, con funciones parecidas a las de un brazo humano; este puede ser la suma total del mecanismo o puede ser parte de un robot más complejo. Las partes de estos manipuladores o brazos son interconectadas a través de articulaciones que permiten, tanto un movimiento rotacional (tales como los de un robot articulado), como un movimiento translacional o desplazamiento lineal .
Figura 10. Brazo soldador
6 Wikipedia. Punzonadora CNC (En línea). 12 Agosto de 2015. Disponible en:
https://es.wikipedia.org/wiki/Punzonadora_CNC 7 Wikipedia. Brazo soldador (En línea). 12 Agosto de 2015. Disponible en:
https://es.wikipedia.org/wiki/Brazo_rob%C3%B3tico
8
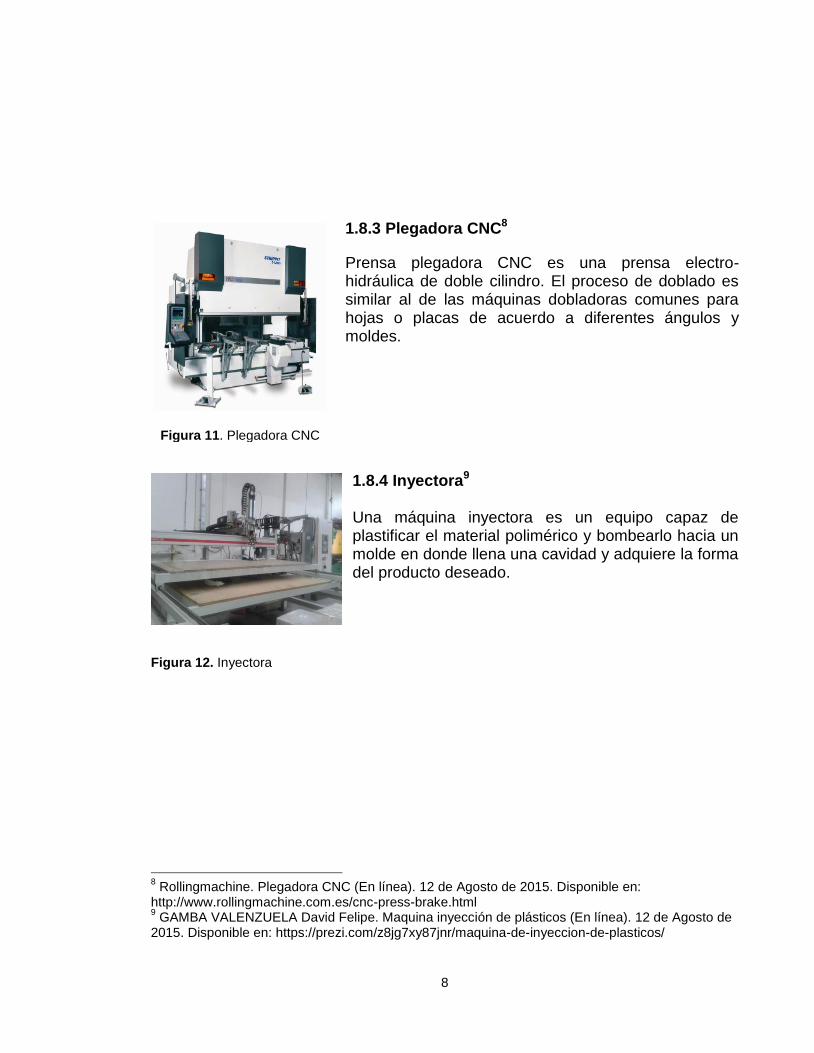
1.8.3 Plegadora CNC8
Prensa plegadora CNC es una prensa electro-hidráulica de doble cilindro. El proceso de doblado es similar al de las máquinas dobladoras comunes para hojas o placas de acuerdo a diferentes ángulos y moldes.
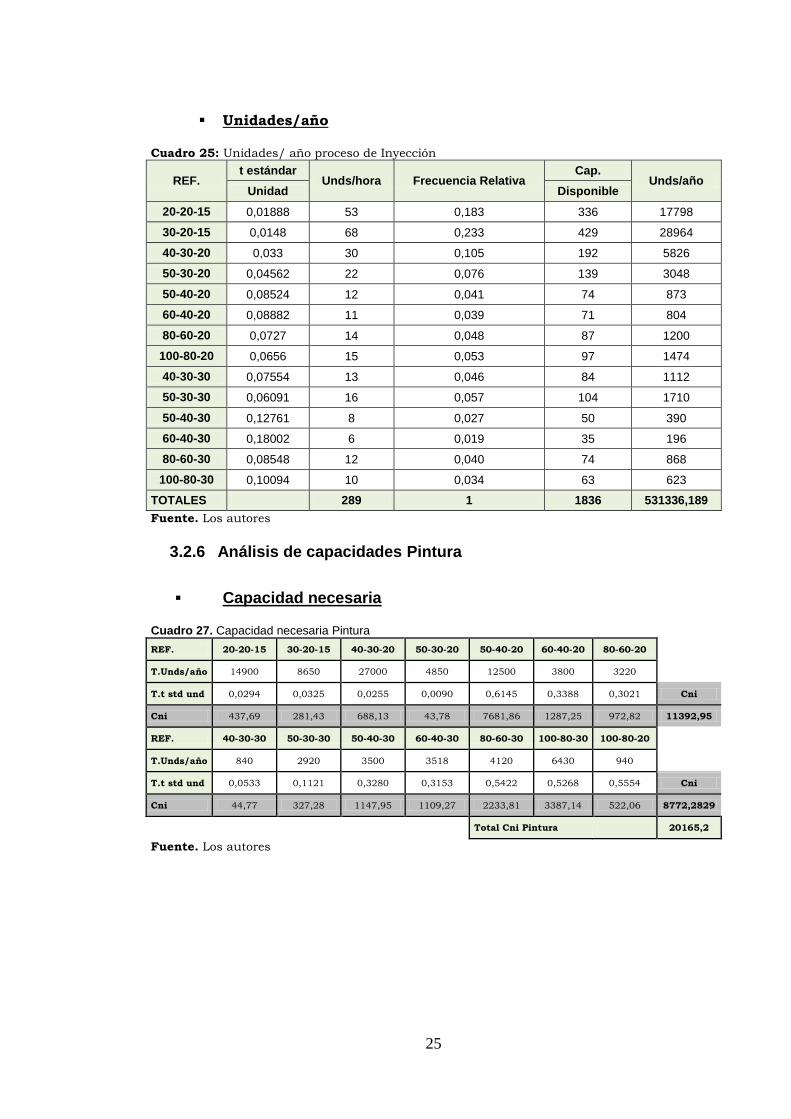
1.8.4 Inyectora9
Una máquina inyectora es un equipo capaz de plastificar el material polimérico y bombearlo hacia un molde en donde llena una cavidad y adquiere la forma del producto deseado.
Figura 12. Inyectora
8 Rollingmachine. Plegadora CNC (En línea). 12 de Agosto de 2015. Disponible en:
http://www.rollingmachine.com.es/cnc-press-brake.html 9 GAMBA VALENZUELA David Felipe. Maquina inyección de plásticos (En línea). 12 de Agosto de
2015. Disponible en: https://prezi.com/z8jg7xy87jnr/maquina-de-inyeccion-de-plasticos/
Figura 11. Plegadora CNC

9
1.9 MATERIALES QUE INTERVIENEN EN EL PROCESO
1.9.1 Lámina galvanizada10 Una lámina galvanizada es una lámina de acero que ha sido sometido a un proceso de inmersión en caliente que recubre la lámina al 100% de zinc, con la finalidad de prevenir la corrosión. La láminas de acero galvanizado tienen un sin número de aplicaciones, en construcción, automóviles fabricación de herramientas.
1.9.2 Pintura electrostática.11
La Pintura en Polvo es una mezcla homogénea de cargas minerales, pigmentos y resinas en forma sólida, en forma de partículas finas, que se aplica con un
10
Arlam. Lámina Galvanizada (En línea). 13 de Agosto de 2015. Disponible en: http://www.arlam.com.mx/%C2%BFque-es-la-lamina-galvanizada/ 11
IGM. Pintura electrostática (En línea). 13 de Agosto de 2015. Disponible en: http://www.igm.mex.tl/imagesnew2/0/0/0/0/1/6/9/7/5/8/Pintura%20Electrostatica.pdf
Figura 13. Lámina galvanizada
Figura 14. Pintura electrostática

10
equipamiento especial-pistola electrostática para polvo-en el que se mezcla con aire y se carga eléctricamente. Las partículas cargadas eléctricamente se adhieren a la superficie a ser pintada, que está a tierra. 1.9.3 Poliuretano.12
Este elastómero puede ser conformado por los procesos habituales para
termoplásticos, como moldeo por inyección, extrusión y soplado. Se designa
comúnmente como TPU (TPU, por las iniciales en inglés de Thermoplastic
Polyurethane).
El poliuretano termoplástico se caracteriza por su alta resistencia a la abrasión, al
desgaste, al desgarre, al oxígeno, al ozono y a las bajas temperaturas. Esta
combinación de propiedades hace del poliuretano termoplástico un plástico de
ingeniería; por esta razón, se utiliza en aplicaciones especiales.
12
Wikipedia. Poliuretano termoplástico (En línea). 13 de Agosto de 2015. Disponible en: https://es.wikipedia.org/wiki/Poliuretano_termopl%C3%A1stico
Figura 13. Poliuretano por inyección

11
2. MARCO TEÓRICO
2.1 MARCO REFERENCIAL 2.1.1 Análisis DOFA. La matriz es generalmente presentada como una matriz de cuatro secciones, una para cada uno de los elementos: debilidades, oportunidades, fortalezas y amenazas. Cuadro 1. DOFA
fortalezas
Ventajas de la propuesta
Capacidades
Ventajas competitivas
PUV's (propuesta única de vetas)
Recursos, activos, gente
Experiencia, conocimiento, datos
Reservas financieras, retorno probable
debilidades
Desventajas de la propuesta
Brechas en la capacidad
Falta de fuerza competitiva
Reputación, presencia y alcance
Aspectos Financieros
Vulnerabilidades propias conocidas
oportunidades
Desarrollos del mercado
Vulnerabilidades de los competidores
Tendencias de la industria o de estilo de vida
Desarrollos tecnológicos e innovaciones
Influencias globales
amenazas
Efectos políticos
Efectos legislativos
Efectos ambientales
Desarrollos de TI
Intenciones de los competidores
Demanda del mercado
Nuevas tecnologías, servicios, ideas
Contratos y alianzas vitales
Mantener las capacidades internas
Obstáculos enfrentados
Fuente. www.analisisdofayanalisispest.com

12
2.1.2 Diagrama de Pareto: se utiliza cuando se necesita mostrar la importancia relativa de todos los problemas o condiciones, a fin de seleccionar el punto de inicio para la solución de problemas o para la identificación de la causa fundamental de un problema. Es el primer paso para la realización de mejoras en lo procesos, pues se aplica en todas situaciones en las cuales se pretenda lograr una mejora. El diagrama de Pareto permite:
Dividir un gran problema en problemas menores, más fáciles de resolver. Priorizar los problemas, para atacar, primero, los más importantes. Establecer objetivos concretos y alcances. Cuantificar el impacto de las acciones emprendidas para lograr mejoras
Pasos para la elaboración de un diagrama de Pareto:
Identificar el problema o área de mejora en el que se va a trabajar. Elaborar una lista de los factores que pueden estar incidiendo en el
problema. Establecer un periodo de tiempo dentro del cual se recogen los datos. Diseñar una hoja de verificación teniendo en cuenta la frecuencia con que
ocurre cada factor, dentro del periodo fijado. Elaborar una tabla de datos para el diagrama de Pareto. Ordenar los distintos factores conforme a su frecuencia comenzando con el
que presenta mayor número de veces. Obtener el porcentaje relativo de cada causa o factor con respecto al total. Calcular el porcentaje relativo acumulado. Construir el diagrama de Pareto.
2.1.3 Cadena de abastecimiento. Factores de desarrollo de la gestión de la
cadena de abastecimiento: El rápido desarrollo delos flujos de información, apoyado en las nuevas
tecnologías. Aparición del comercio electrónico, tanto entre empresas como entre
empresas y consumidores finales. La empoderación de los clientes debido a las nuevas tecnologías y a la gran
cantidad de empresas que producen para él. La gran movilidad de los capitales impulsada por la internacionalización de la
economía.

13
La posibilidad de establecer nuevas relaciones entre empresas competidoras traducida en la consecución de alianzas que permitan hacer más eficientes los procesos, tanto en gestión de compras como otros procesos claves y generadores de altos costos.
Principales beneficios que genera la gestión integral de la cadena de abastecimiento:
Lealtad de los clientes. Entrada a nuevos mercados. Liderazgo de mercado. Nuevas relaciones comerciales y competitivas.
2.1.4 Estudio de tiempos y movimientos. Fases para un estudio de tiempos:
Condiciones básicas: el uso de elementos y equipos de medición como, los formatos, el cronómetro, tacómetro, flexómetro, tabla sujeta papel, lápices negro y de color, medidor de recorridos.
Condiciones previas: Lograr el apoyo y credibilidad de la dirección en los objetivos y expectativas del estudio.
Lograr el apoyo incondicional: de los mandos medios en el desarrollo del
estudio.
Preparación: conocimiento en detalle de los procesos cada operación y los elementos propios del proceso, teniendo claridad donde empieza y donde termina, previendo perdidas de tiempos.
Observación y anotación de tiempos: tener claridad sobre los métodos de
lectura, número de lecturas que sean representativas, tener en cuenta las eventualidades que ocurren en el transcurso del estudio.
Valoración de la actuación: llamado factor de actuación que corresponde a
la comparación de la actuación del operario contra una actividad normal.
Normalización: los tiempos se normalizan con base en la evaluación de la actuación.
Los suplementos: tener en cuenta que las operaciones y actividades son
desarrolladas por seres humanos. Existen suplementos constantes que corresponden a necesidades personales y suplementos variables, que corresponden a las condiciones del puesto de trabajo. El total de los

14
suplementos no debe ser superior a un 25%, en el caso tal, se debe hacer las correspondientes modificaciones de mejora al sitio de trabajo.
Tiempo estándar: Es el resultado final de todo estudio, es el tiempo estándar
de los elementos del proceso tanto para el sistema actual como para hacer las mejoras pertinentes del sistema o método propuesto para determinar los nuevos tiempos y por supuesto cuantificar los ahorros logrados.
Es el tiempo que se concede para efectuar una tarea. En dicho tiempo están incluidos los tiempos de los elementos repetitivos, constantes y variables, así como los elementos contingentes que fueren observados por el cronometrador durante el estudio de tiempos. Con los tiempos estándar se toman las decisiones pertinentes relacionadas con adquisición de materiales, compromisos de entrega, programación de producción, capacidad de producción, presupuestos, compromisos de entrega. Etapas del estudio de tiempos Cuadro 2. Etapas estudio de tiempos
SELECCIONAR El trabajo o proceso a estudiar.
REGISTRAR O recolectar todos los datos relevantes acerca de la tarea o proceso utilizado las técnicas mas apropiadas y disponiendo los datos en la forma mas cómoda para analizarlos.
EXAMINAR Los hecho registrados con espíritu crítico, preguntándose si se justifica lo que se hace, según el propósito de la actividad; el lugar donde se lleva a cabo, el orden en que se ejecuta; quien la ejecuta; y los medios empleados.
ESTABLECER El método más económico tomando en cuenta las circunstancias y utilizando las diferentes técnicas de gestión, así como los aportes de dirigentes, supervisores, trabajadores y otros especialistas cuyos enfoques deben analizarse y discutirse.
EVALUAR Los resultados obtenidos con el nuevo método en comparación con la cantidad de trabajo necesario y establecer un tiempo tipo.
DEFINIR El nuevo método y el tiempo correspondiente, y presentar dicho método, ya sea verbalmente o por escrito, a todas las personas a quienes concierne, utilizando demostraciones.
IMPLANTAR El nuevo método, formando a las personas interesadas, como práctica general con el tiempo fijado.
CONTROLAR La aplicación de la nueva norma siguiendo los resultados obtenidos y comparándolo con los objetivos.
Fuente. Ingeniería de métodos

15
2.1.5 Teoría de restricciones (TOC). Enfoque Sistemático Del TOC: Identificar las restricciones del sistema: una restricción es una variable que
condiciona un curso de acción. Pueden haber distinto tipo de restricciones, siendo las más comunes, las de tipo físico: maquinarias, materia prima, mano de obra etc.
Explotar las restricciones del sistema: implica buscar la forma de obtener la mayor
producción posible de la restricción. Subordinar todo a la restricción anterior: todo el esquema debe funcionar al ritmo
que marca la restricción (tambor). Elevar las restricciones del sistema: implica encarar un programa de mejoramiento
del nivel de actividad de la restricción. Ej. tercerizar. Si en las etapas previas se elimina una restricción, volver al paso inicial: para
trabajar en forma permanente con las nuevas restricciones que se manifiesten. La contabilidad del Throughput: las propuestas de E. Goldratt se relacionan con los
siguientes aspectos:
Modificación de las técnicas contables, fundamentalmente en lo relativo a la exposición de resultados en algo que da en denominar “contabilidad del throughput”.
Esta contabilidad del throughput es tan ambiciosa que da origen al “mundo del throughput”, contraponiéndolo al “mundo de los costos” y criticando los métodos convencionales de identificación y determinación de costos.
Orientación de todo el proceso de toma de decisiones a partir del mundo del throughput.
Planificación de la producción en plantas donde existen cuellos de botella, lo que
luego se hace extensivo a otras variables.
Throuhgput – Gastos de operación = Ganancia Neta
Throuhgput – Gastos de operación = Rendimiento sobre capital invertido Inventarios

16
3. ESTUDIO TÉCNICO
El siguiente estudio tiene como fin evaluar la capacidad disponible de la planta y compararla con la capacidad necesaria de acuerdo a la demanda, será analizada teniendo en cuenta el dato histórico del programa de producción del año 2014. 3.1 CAPACIDAD Y TAMAÑO Turnos de trabajo: el personal de planta trabaja turnos de 7 am a 5 pm, en horario normal, cuando aumenta la cantidad de unidades programadas por mes se trabaja horario extra, según las necesidades de cada centro de costos y en la sección de pintura se trabaja 24 horas con horario de 6 am a 6 pm y de 6 pm a 6 am. El personal administrativo trabaja de 7 am a 5 pm. Total de trabajadores PLANTA CNC: 36 personas La cantidad de personas por centro de costos es la siguiente: Cuadro 3. Personal por secciones
PERSONAL OPERATIVO 183 PERSONAS
ALMACEN 2
PUNZONADO 2
SOLDADO 3
DOBLEZ 2
INYECCION 2
PINTURA 10
LAVADO 3
MANTENIMIENTO 2
ENSAMBLE 5
PERSONAL ADMINISTRATIVO 6 PERSONAS
Fuente. Recursos humanos
Capacidad requerida, operativa e instalada. Para poder determinar la capacidad requerida, se analizó el programa de producción para el primer semestre del 2013, teniendo en cuenta el consolidado de tiempos por centro de costos resultado del análisis de tiempos, para poder determinar el total de horas necesarias por centro de costos durante el semestre. Para el cálculo de la capacidad disponible y operativa es necesario tener en cuenta la cantidad de maquinaria y operarios actuales por cada centro de costos. A continuación se muestra el programa de producción para el 1º semestre de 2013.

17
Cds = Capacidad disponible sistema dh = Días hábiles nt = Número de turnos ht = Horas turno ni = Número de máquina m Cds = ∑ dh * nt * ht * ni – (G1 + G2 + G3 + G4) * i=1 Cds = 234 * 1 * 9 * 10 – (4050 + 1039 + 100 + 90) = 15781 horas / año
Cuadro 4. Programa de producción en unidades para el año 2014
REF. Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Total
20-20-15 850 1100 1100 1450 1400 1450 1200 1300 1200 1250 1300 1300 14900
30-20-15 0 700 700 950 0 950 900 900 700 950 950 950 8650
40-30-20 3000 3000 3000 3000 3000 3000 3000 0 0 0 3000 3000 27000
50-30-20 0 0 450 1550 1100 0 0 0 0 1100 650 0 4850
50-40-20 1400 1500 1500 0 1350 1350 1350 1350 1350 0 1350 0 12500
60-40-20 500 400 400 300 300 300 300 300 300 300 400 0 3800
80-60-20 220 300 300 300 300 300 300 300 300 300 300 0 3220
100-80-20 0 0 170 150 150 150 150 0 0 0 170 0 940
40-30-30 0 0 130 150 130 0 130 150 150 0 0 0 840
50-30-30 100 400 420 250 250 300 300 0 300 300 300 0 2920
50-40-30 200 400 350 350 300 300 350 300 300 350 300 0 3500
60-40-30 400 726 682 300 100 150 80 120 320 340 300 0 3518
80-60-30 450 250 300 0 375 0 170 1150 475 475 475 0 4120
100-80-30 350 450 280 280 850 1100 1150 550 210 510 700 0 6430
Fuente. Gerencia técnica
El análisis de capacidades fue realizado por centros de costos, teniendo en cuenta los tiempos del consolidado para poder determinar la cantidad de tiempo por hora necesario para cada una de las referencias.

18
3.2 Análisis de capacidad por centro de costos.
3.2.1 Análisis de capacidades Punzonado
Cuadro 5. Total días año
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Total días año
Días 15 20 20 21 20 21 19 22 22 20 20 16 236
Fuente. Los autores
Capacidad necesaria
Cuadro 6. Capacidad necesaria punzonado
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,031 0,031 0,022 0,029 0,07 0,099 0,099 Cni
Cni 461,9 268,15 594 140,65 875 376,2 318,78 3034,68
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,124 0,121 0,136 0,152 0,149 0,153 0,104 Cni
Cni 104,16 353,32 476 534,736 613,88 983,79 97,76 3163,646
Total Cni Punzonado 6198,3
Fuente. Los autores
Capacidad disponible
Cuadro 7. Capacidad disponible punzonado Total maquinaría (ni) 2 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 2 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 40,5 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 81 Horas/año
Inconsistencia personal (G2) 108 Horas/año
Factores organizacionales (G3) 2 Días 18 Horas/Año
Factores aleatorios (G4) 3 Días 27 Horas/Año
Fuente. Los autores Cdi 4014 Horas/año

19
Comparación capacidades Cuadro 8: Comparación capacidades punzonado
Capacidad Capacidad Diferencia
(h) Necesaria (h) Disponible (h)
6198,3 4014 -2184,3
Fuente. Los autores
Unidades/año Unds/hora = 1/t estándar Unds/año = Unds/hora * Cdi
Cuadro 9. Unidades/ año proceso de punzonado
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,031 32 0,137 552 17793
30-20-15 0,031 32 0,137 552 17793
40-30-20 0,022 45 0,194 777 35329
50-30-20 0,029 34 0,147 590 20332
50-40-20 0,07 14 0,061 244 3490
60-40-20 0,099 10 0,043 173 1745
80-60-20 0,099 10 0,043 173 1745
100-80-20 0,0813 12 0,052 210 2587
40-30-30 0,124 8 0,034 138 1112
50-30-30 0,121 8 0,035 141 1168
50-40-30 0,136 7 0,031 126 924
60-40-30 0,152 7 0,028 112 740
80-60-30 0,149 7 0,029 115 770
100-80-30 0,153 7 0,028 112 730
TOTALES 235 1 4014 942284,554
Fuente. Los autores
3.2.2 Análisis de capacidades Doblez
Capacidad necesaria
Cuadro 10. Capacidad necesaria Doblez
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0132 0,0113 0,0110 0,0157 0,0282 0,0324 0,0370 Cni
Cni 196,78 98,06 296,01 76,26 351,88 123,23 119,03 1261,2569
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,0428 0,0414 0,0642 0,0676 0,0694 0,0717 0,0405 Cni
Cni 35,95 120,92 224,70 237,82 285,93 461,03 38,07 1404,415
Total Cni Doblez 2665,7
Fuente. Los autores

20
Capacidad disponible Cuadro 11. Capacidad disponible Doblez Total maquinaría (ni) 1 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 2 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 216 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 432 Horas/año
Inconsistencia personal (G2) 81 Horas/año
Factores organizacionales (G3) 2 Dìas 18 Horas/Año
Factores aleatorios (G4) 3 Dìas 27 Horas/Año
Cdi 1782 Horas/año
Fuente. Los autores
Comparación capacidades
Cuadro 12: Comparación capacidades doblez Capacidad Capacidad
Diferencia
(h) Necesaria (h) Disponible (h)
2665,7 1782 -883,7
Fuente. Los autores
Unidades/año Cuadro 13: Unidades/ año proceso de doblez
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,0132 76 0,139 248 18796
30-20-15 0,0113 88 0,163 290 25649
40-30-20 0,0109 92 0,169 300 27566
50-30-20 0,0157 64 0,117 209 13287
50-40-20 0,02815 36 0,065 116 4133
60-40-20 0,0324 31 0,057 101 3120
80-60-20 0,0369 27 0,050 89 2405
100-80-20 0,0405 25 0,045 81 1997
40-30-30 0,0428 23 0,043 77 1788
50-30-30 0,04141 24 0,044 79 1910
50-40-30 0,0642 16 0,029 51 795
60-40-30 0,0676 15 0,027 48 717
80-60-30 0,0694 14 0,026 47 680
100-80-30 0,0717 14 0,026 46 637
TOTALES 544 1 1782 969602,295

21
3.2.3 Análisis de capacidades Soldado Cuadro 14. Capacidad necesaria Soldado
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0338 0,0171 0,0233 0,0283 0,0214 0,0336 0,0284 Cni
Cni 503,62 147,92 629,10 137,26 267,50 127,68 91,45 1904,518
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,0419 0,101 0,1001 0,0921 0,1378 0,125 0,0248 Cni
Cni 35,20 294,92 350,35 324,01 567,74 803,75 23,31 2399,2718
Total Cni Soldado 4303,8
Fuente. Los autores
Capacidad disponible
Cuadro 15. Capacidad disponible Soldado Total maquinaría (ni) 3 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 3 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 108 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 324 Horas/año
Inconsistencia personal (G2) 207 Horas/año
Factores organizacionales (G3) 2 Dìas 18 Horas/Año
Factores aleatorios (G4) 3 Dìas 27 Horas/Año
Cdi 5796 Horas/año
Fuente. Los autores
Comparación capacidades Cuadro 16: Comparación capacidades Soldado
Capacidad Capacidad Diferencia
(h) Necesaria (h) Disponible (h)
4303,8 5796 1492,2
Fuente. Los autores

22
Unidades/año Cuadro 17: Unidades/ año proceso de Soldado
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,0338 30 0,054 315 9299
30-20-15 0,0171 59 0,108 624 36563
40-30-20 0,0233 43 0,079 457 19590
50-30-20 0,0283 35 0,065 376 13276
50-40-20 0,0214 47 0,086 498 23300
60-40-20 0,0336 30 0,055 317 9462
80-60-20 0,0284 35 0,065 375 13174
100-80-20 0,0248 40 0,074 430 17347
40-30-30 0,0419 24 0,044 254 6061
50-30-30 0,1010 10 0,018 105 1045
50-40-30 0,1001 10 0,018 106 1062
60-40-30 0,0921 11 0,020 116 1256
80-60-30 0,1378 7 0,013 77 561
100-80-30 0,1250 8 0,015 85 681
TOTALES 388 1 5796 2250400,98
Fuente. Los autores
3.2.4 Análisis de capacidades Lavado
Capacidad necesaria
Cuadro 18. Capacidad necesaria Lavado
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0525 0,0404 0,0198 0,0387 0,0247 0,2231 0,2435 Cni
Cni 781,97 349,84 534,00 187,53 309,26 847,82 784,01 3794,4437
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,2345 0,1703 0,0526 0,0577 0,0686 0,0857 0,0380 Cni
Cni 197,00 497,16 184,20 203,00 282,45 551,31 35,69 1950,805
Total Cni Lavado 5745,2
Fuente. Los autores

23
Capacidad disponible
Cuadro 19. Capacidad disponible Lavado Total maquinaría (ni) 3 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 3 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 216 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 648 Horas/año
Inconsistencia personal (G2) 108 Horas/año
Factores organizacionales (G3) 2 Dìas 18 Horas/Año
Factores aleatorios (G4) 3 Dìas 27 Horas/Año
Cdi 5571 Horas/año
Fuente. Los autores
Comparación capacidades
Cuadro 20: Comparación capacidades Lavado
Capacidad Capacidad
Diferencia (h) Necesaria (h) Disponible (h)
5745,2 5571 -174,2
Fuente. Los autores
Unidades/año
Cuadro 21: Unidades/ año proceso de Lavado
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,0525 19 0,071 396 7535
30-20-15 0,0404 25 0,092 514 12724
40-30-20 0,0198 51 0,188 1049 52972
50-30-20 0,0387 26 0,096 537 13866
50-40-20 0,0247 40 0,151 841 34039
60-40-20 0,2231 4 0,017 93 417
80-60-20 0,2435 4 0,015 85 350
100-80-20 0,038 26 0,098 547 14382
40-30-30 0,2345 4 0,016 89 378
50-30-30 0,1703 6 0,022 122 716
50-40-30 0,0526 19 0,071 395 7506
60-40-30 0,0577 17 0,065 360 6238
80-60-30 0,0686 15 0,054 303 4413
100-80-30 0,0857 12 0,043 242 2828
TOTALES 268 1 5571 1494478,2
Fuente. Los autores

24
3.2.5 Análisis de capacidades Inyección
Capacidad necesaria
Cuadro 22. Capacidad necesaria Inyección
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0189 0,0149 0,0338 0,0456 0,0852 0,0888 0,0727 Cni
Cni 281,24 128,82 913,55 221,24 1065,51 337,52 234,17 3182,0669
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,0755 0,0609 0,1276 0,1800 0,0855 0,1009 0,0656 Cni
Cni 63,45 177,86 446,64 633,31 352,16 649,03 61,66 2384,0985
Total Cni Inyección 5566,2
Fuente. Los autores
Capacidad disponible
Cuadro 23. Capacidad disponible Inyección Total maquinaría (ni) 1 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 1 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 162 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 162 Horas/año
Inconsistencia personal (G2) 81 Horas/año
Factores organizacionales (G3) 2 Días 18 Horas/Año
Factores aleatorios (G4) 3 Días 27 Horas/Año
Cdi 1836 Horas/año
Fuente. Los autores
Comparación capacidades
Cuadro 24: Comparación capacidades Inyección
Capacidad Capacidad Diferencia
(h) Necesaria (h) Disponible (h)
5566,2 1836 -3730,2
Fuente. Los autores
25
Unidades/año Cuadro 25: Unidades/ año proceso de Inyección
REF. t estándar
Unds/hora Frecuencia Relativa Cap.
Unds/año Unidad Disponible
20-20-15 0,01888 53 0,183 336 17798
30-20-15 0,0148 68 0,233 429 28964
40-30-20 0,033 30 0,105 192 5826
50-30-20 0,04562 22 0,076 139 3048
50-40-20 0,08524 12 0,041 74 873
60-40-20 0,08882 11 0,039 71 804
80-60-20 0,0727 14 0,048 87 1200
100-80-20 0,0656 15 0,053 97 1474
40-30-30 0,07554 13 0,046 84 1112
50-30-30 0,06091 16 0,057 104 1710
50-40-30 0,12761 8 0,027 50 390
60-40-30 0,18002 6 0,019 35 196
80-60-30 0,08548 12 0,040 74 868
100-80-30 0,10094 10 0,034 63 623
TOTALES 289 1 1836 531336,189
Fuente. Los autores
3.2.6 Análisis de capacidades Pintura
Capacidad necesaria Cuadro 27. Capacidad necesaria Pintura
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0294 0,0325 0,0255 0,0090 0,6145 0,3388 0,3021 Cni
Cni 437,69 281,43 688,13 43,78 7681,86 1287,25 972,82 11392,95
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,0533 0,1121 0,3280 0,3153 0,5422 0,5268 0,5554 Cni
Cni 44,77 327,28 1147,95 1109,27 2233,81 3387,14 522,06 8772,2829
Total Cni Pintura 20165,2
Fuente. Los autores
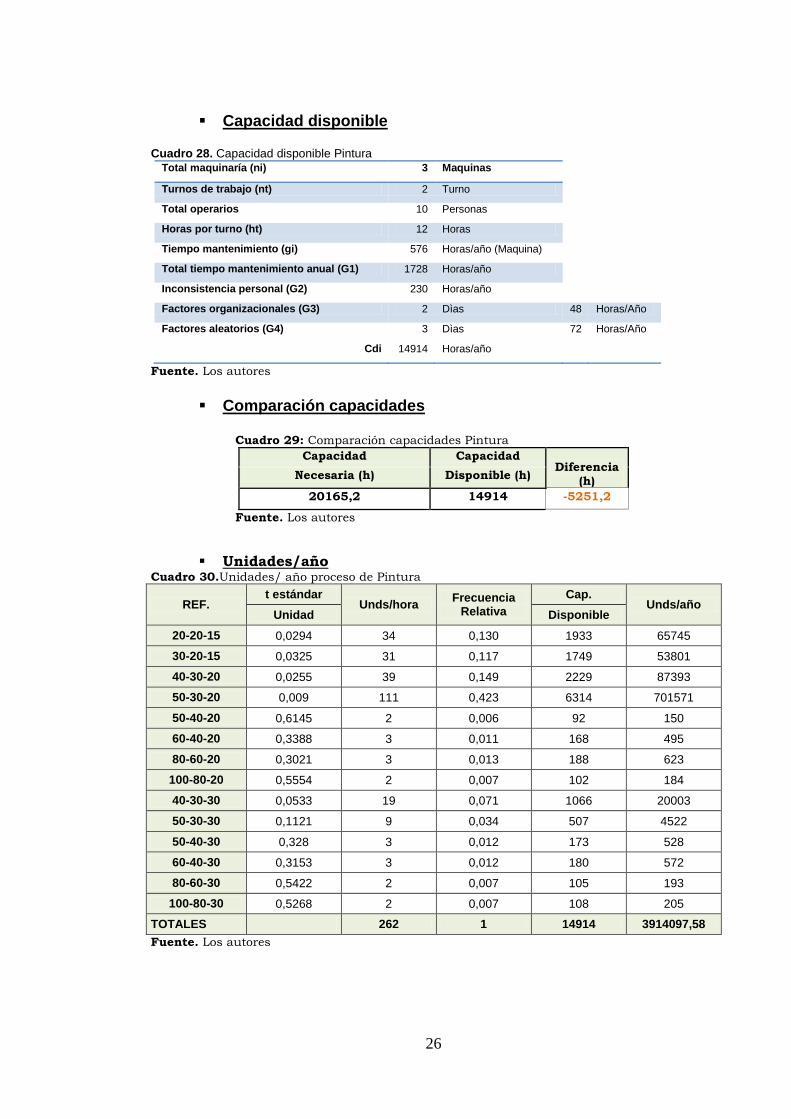
26
Capacidad disponible Cuadro 28. Capacidad disponible Pintura
Total maquinaría (ni) 3 Maquinas
Turnos de trabajo (nt) 2 Turno
Total operarios 10 Personas
Horas por turno (ht) 12 Horas
Tiempo mantenimiento (gi) 576 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 1728 Horas/año
Inconsistencia personal (G2) 230 Horas/año
Factores organizacionales (G3) 2 Dìas 48 Horas/Año
Factores aleatorios (G4) 3 Dìas 72 Horas/Año
Cdi 14914 Horas/año
Fuente. Los autores
Comparación capacidades
Cuadro 29: Comparación capacidades Pintura
Capacidad Capacidad Diferencia
(h) Necesaria (h) Disponible (h)
20165,2 14914 -5251,2
Fuente. Los autores
Unidades/año Cuadro 30.Unidades/ año proceso de Pintura
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,0294 34 0,130 1933 65745
30-20-15 0,0325 31 0,117 1749 53801
40-30-20 0,0255 39 0,149 2229 87393
50-30-20 0,009 111 0,423 6314 701571
50-40-20 0,6145 2 0,006 92 150
60-40-20 0,3388 3 0,011 168 495
80-60-20 0,3021 3 0,013 188 623
100-80-20 0,5554 2 0,007 102 184
40-30-30 0,0533 19 0,071 1066 20003
50-30-30 0,1121 9 0,034 507 4522
50-40-30 0,328 3 0,012 173 528
60-40-30 0,3153 3 0,012 180 572
80-60-30 0,5422 2 0,007 105 193
100-80-30 0,5268 2 0,007 108 205
TOTALES 262 1 14914 3914097,58
Fuente. Los autores

27
3.2.7 Análisis de capacidades Ensamble
Capacidad necesaria Cuadro 31. Capacidad necesaria Ensamble
REF. 20-20-15 30-20-15 40-30-20 50-30-20 50-40-20 60-40-20 80-60-20
T.Unds/año 14900 8650 27000 4850 12500 3800 3220
T.t std und 0,0206 0,0221 0,0394 0,0785 0,0584 0,0522 0,0521 Cni
Cni 306,97 191,08 1063,39 380,75 730,41 198,54 167,81 3038,9557
REF. 40-30-30 50-30-30 50-40-30 60-40-30 80-60-30 100-80-30 100-80-20
T.Unds/año 840 2920 3500 3518 4120 6430 940
T.t std und 0,0759 0,2335 0,1922 0,1785 0,3365 0,3429 0,0903 Cni
Cni 63,78 681,72 672,69 627,98 1386,28 2205,00 84,86 5722,2984
Total Cni Ensamble 8761,3
Fuente. Los autores
Capacidad disponible Cuadro 32. Capacidad disponible Ensamble Total maquinaría (ni) 5 Maquinas
Turnos de trabajo (nt) 1 Turno
Total operarios 5 Personas
Horas por turno (ht) 9 Horas
Tiempo mantenimiento (gi) 108 Horas/año (Maquina)
Total tiempo mantenimiento anual (G1) 540 Horas/año
Inconsistencia personal (G2) 216 Horas/año
Factores organizacionales (G3) 2 Días 18 Horas/Año
Factores aleatorios (G4) 3 Días 27 Horas/Año
Cdi 9819 Horas/año
Fuente. Los autores
Comparación capacidades Cuadro 33: Comparación capacidades Ensamble
Capacidad Capacidad Diferencia
(h) Necesaria (h) Disponible (h)
8761,3 9819 1057,7
Fuente. Los autores

28
Unidades/año Cuadro 34. Unidades/ año proceso de Ensamble
REF. t estándar
Unds/hora Frecuencia
Relativa
Cap. Unds/año
Unidad Disponible
20-20-15 0,0206 49 0,21 2073,84 101618,2
30-20-15 0,0221 45 0,19 1904,55 85704,6
40-30-20 0,0394 25 0,11 1058,08 26452,0
50-30-20 0,0785 13 0,06 550,20 7152,6
50-40-20 0,0584 17 0,07 719,50 12231,4
60-40-20 0,0522 19 0,08 804,14 15278,7
80-60-20 0,0521 19 0,08 804,14 15278,7
100-80-20 0,0903 11 0,05 465,56 5121,1
40-30-30 0,0759 13 0,06 550,20 7152,6
50-30-30 0,2335 4 0,02 169,29 677,2
50-40-30 0,1922 5 0,02 211,62 1058,1
60-40-30 0,1785 6 0,03 253,94 1523,6
80-60-30 0,3365 3 0,01 126,97 380,9
100-80-30 0,3429 3 0,01 126,97 380,9
TOTALES 232 1 9819 280010,8
Fuente. Los autores
3.3 Instructivos Operativos Estándar
Se realizaron Instructivos Operativos Estándar, los cuales describen detalladamente qué, cómo y por qué se realizan las actividades descritas en el procedimiento que se lleva a cabo en cada centro de costos, con el fin de normalizar los procesos, éstos instructivos podrán ser utilizados en el estudio de tiempos y movimientos que se generará más adelante en la presente propuesta. (Ver Anexo A)

29
4. DIAGNÓSTICO
4.1 INTRODUCCIÓN
En el presente capitulo se muestran las áreas en las que se encuentra dividida la empresa, la forma como cada una de éstas interviene dentro del proceso productivo, así mismo se da a conocer la situación actual, ya que es necesario establecer un diagnóstico que permitirá detectar no solo las fallas sino también los puntos fuertes, que posteriormente se tendrán en cuenta más a fondo en las propuestas de mejora que se hagan o recomienden. Para poder establecer un diagnóstico general se evalúan cada uno de los centros de costos que intervienen en el proceso y se comparan o miden con los objetivos de calidad que finalmente de su cumplimiento o no, se determina si el proceso es eficiente. Se hace indispensable la observación directa y el conocimiento del proceso para saber qué factores influyen en el desarrollo de los productos desde la compra de materia prima hasta la entrega del producto al cliente. Este análisis se realiza para el proceso principalmente, los procedimientos que se están siguiendo para llevarlo bajo control y seguimiento, es por esta razón que se hace por centro de costos en el caso de la planta de producción y por dependencias en el área administrativa. Después de dar a conocer los factores más relevantes dentro de todo el proceso y la eficiencia que se tiene actualmente, se identifican las áreas críticas del proceso de fabricación de tableros eléctricos, que van a ser analizadas con más detenimiento. Finalmente se hace la síntesis de lo que se observó e identificaron las causas que dan origen a los cuellos de botella y los efectos que tienen sobre el proceso productivo.

30
Cuadro 35 . Cumplimientos objetivos de calidad para el año 2014 Fuente. Área de calidad

31
4.2 ANÁLISIS POR DEPENDENCIAS 4.2.1 Gerencia técnica. Cuadro 36. Análisis Gerencia Técnica
DEBILIDADES FORTALEZAS
Falta mejor planeación herramientas de diseño.
Experiencia en el sector con niveles de producción altos.
Se requiere mayor tiempo de trabajo en Ingeniería de planta y análisis de métodos.
Un grupo de trabajo conformado por profesionales que se han integrado a la empresa en forma adecuada
Una mejor planeación de sus actividades y mayor dedicación para la implantación del aseguramiento de calidad
Gran lealtad del grupo de trabajo
Capacitación a todo nivel y mejores controles.
Contar con maquinaria y equipo de una alta calidad
Fuente. Los autores
4.2.2 Ingeniería Industrial. Cuadro 37. Análisis Ingeniería Industrial
DEBILIDADES FORTALEZAS
La falta de continuidad en el proceso de compras.
La experiencia en el sector metalmecánico.
La falta de un stock mínimo que soporte el proceso de producción a nivel de compra
La pronta reacción del sector productivo.
La falta de estadísticas de ausentismo lo cual impide la proyección real de horas extras.
El conocimiento en sistemas que ha permitido la sistematización de gran parte de las actividades del área técnica.
La falta de coordinación para hacer los cambios de ingeniería a nivel general.
La disponibilidad de recursos técnicos y tecnológicos.
La falta de coordinación en la ejecución de las actividades tendientes a facilitar el correcto cumplimiento de los programas de producción.
La formación profesional.
Fuente. Los autores

32
4.3 FUNCIONES DEL SISTEMA PRODUCTIVO El sistema de producción se rige por las siguientes funciones para tener un buen comportamiento y desarrollo óptimo:
4.3.1 Diseño. Son relativas a la concepción y puesta en marcha del sistema de producción de tableros eléctricos: aquí se encuentra la estructura organizacional, los productos, el proceso, la capacidad, la localización de la planta, los materiales y la distribución de la planta. 4.3.2 Planeación. Esto se refiere al uso eficiente y adecuado de los recursos y materiales, necesarios para el desarrollo óptimo del proceso. Esto incluye: el personal, los métodos, la medición del trabajo, gestión de inventarios, materiales, demanda y rutas de trabajo. 4.3.3 Control. Se refiere esencialmente a la cantidad de fabricación de artículos y vigilar que se haga como se planeó, es decir, el control se refiere a la verificación para que se cumpla con lo planeado reduciendo a un mínimo las diferencias del plan original, por los resultados y práctica obtenidos. Específicamente esta función, pretende:
Establecer volúmenes económicos de partidas de los artículos que se han de comprar o fabricar.
Determinar las necesidades de producción y los niveles de existencias en determinados puntos de la dimensión del tiempo.
Comprobar los niveles de existencias, comparándolas con los que se han previsto y revisar los planes de producción si es necesario.
Elaborar programas detallados de producción y cumplimiento
4.3.4 Mantenimiento. Se refiere a la conservación y prevención de fallas del sistema productivo, al mantenimiento industrial, en la empresa se solicita una orden de mantenimiento y se realiza cuando “se daña algo” (mantenimiento correctivo), se tienen planes de mantenimiento preventivo, pero no se cumplen

33
4.4 ANÁLISIS POR CENTRO DE COSTOS Para hacer éste análisis se tienen en cuenta los objetivos de calidad de la compañía, ya que si no se cumplen éstos significa que hay fallas dentro del sistema, es por esta razón que mientras más rechazos, reprocesos y actas de baja hay por centro de costos nos indica cuáles son las áreas o centros de costos a evaluar con mayor precaución puesto que son consideradas(os) como críticos, es aquí en donde se analiza si esa criticidad es inherente al proceso o si existen causas externas que lo afectan. 4.4.1 PUNZONADO En ésta sección se punzona todas las piezas que tienen como materia prima la lámina que para este caso son casi la totalidad de un tablero eléctrico, se cuenta con la maquinaria adecuada para ésta operación, no se considera como una sección crítica porque los tiempos que se utilizan son cortos y si se necesitara más producción, se puede recurrir a trabajar horas extra, los inconvenientes que se presentan son por falta de materia prima. En esta sección no existen reprocesos ni rechazos, ya que si algo queda mal cortado simplemente no es aceptado.
Figura 16 Punzonadora Finn Power X5

34
4.4.2 DOBLADO
En ésta sección se le da la forma, se doblan todas las piezas provenientes de la sección de punzonado, aquí la maquinaria está distribuida dependiendo el tamaño de las piezas que se saquen, por ejemplo las piezas pequeñas se estampan en las troqueladoras pequeñas, las piezas más grandes se estampan, doblan y refilan en las troqueladoras de mayor tonelaje y plegadoras grandes, ésta sección se
considera semi-crítica ya que por la cantidad de piezas que se fabrican y por la complejidad de los montajes y desmontajes de troqueles grandes, se requiere de una adecuada planeación de lo que se va a hacer para no interrumpir el curso normal del proceso, aunque se cuenta con la maquinaria y la capacidad para atender un aumento en la producción, trabajando horas extras, los inconvenientes que se presentan son por daños de maquinaria o dispositivos, a los cuales no se les tienen programados mantenimientos periódicos, así mismo los rechazos de piezas se producen por la mala calidad de la materia prima, que en algunos casos no corresponde al mismo proveedor, ya que no se tienen políticas de inventarios, cuando algún proveedor no puede cumplir con los pedidos hay que recurrir a otros proveedores.
122,07%
95,75% 114,35%
130,82%
91,27% 71,69%
136,53%
174,88% 183,29%
102,68% 99,16%
90,00%
0
0,5
1
1,5
2
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO PUNZONADO
Figura 15. Dobladora CNC
Gráfico 1. Porcentaje de cumplimiento punzonado
Fuente: Los autores

35
0,12%
0,07% 0,08% 0,04%
0,32%
0,03% 0,06%
0,08% 0,07% 0,07% 0,06%
0,00%
0,05%
0,10%
0,15%
0,20%
0,25%
0,30%
0,35%TENDENCIA RECHAZOS DOBLEZ %
111,42%
100,94%
109,05%
118,38%
107,12%
116,45%
136,49%
179,92%
185,75%
104,78%
129,13%
112,70%
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO DOBLEZ
Fuente: Área de Calidad
Gráfico 2. Tendencia de rechazos doblez
Gráfico 3 Porcentaje de cumplimiento doblez doblez
Fuente: Los autores

36
0,00% 0,01%
0,04%
0,01%
0,04%
0,02% 0,02%
0,05% 0,05%
0,01%
0,05%
0,00%
0,01%
0,02%
0,03%
0,04%
0,05%
0,06%
TENDENCIA DE RECHAZO SOLDADO %
4.4.3 SOLDADO En ésta sección se fijan y sueldan algunas piezas y soportes, se arma el cuerpo del tablero, no se considera crítica porque actualmente cumple con las necesidades de producción en tiempo normal, los inconvenientes que se presentan son por daños en los equipos o defectos de materias primas.
Figura 16. Proceso de soldadura
Gráfico 4 Tendencia de rechazos soldado
Fuente: Área de Calidad

37
Figura 17. Proceso de lavado
104,07%
101,14%
102,72%
95,82%
105,45%
93,62%
119,08% 123,95%
135,70%
97,54%
123,29%
101,40%
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO SOLDADO
4.4.4 LAVADO En ésta sección se lavan todas las piezas para
quitar las impurezas que queda de los procesos anteriores, no se considera como sección crítica ya que existen tanques con gran capacidad para el lavado de piezas, aunque cabe anotar que éstos equipos ya están un poco deteriorados y el sistema actual ya es obsoleto, existe otra tecnología mejor y que se puede aplicar al proceso mejorando así la calidad de las piezas al salir de esta sección para la de pintura, los inconvenientes que se presentan son por calidad de ácidos y enjuagues utilizados, falta de agua, contaminación dentro de los tanques, las condiciones ambientales de ésta sección se consideran críticas para el personal que labora acá, debido a la alta temperatura que se maneja en el ambiente. Cabe mencionar que de ésta sección depende la sección de acabados. Así mismo la calidad del acabado, es decir, la aplicación y fijación de la pintura depende del buen estado de limpieza de las piezas.
Gráfico 5 Porcentaje de cumplimiento soldado
Fuente: Los autores

38
Figura 18. Proceso de pintura
0,11% 0,16%
0,10%
0,25%
0,11%
0,21%
0,38%
0,15% 0,20%
0,08%
0,18%
0,00%
0,05%
0,10%
0,15%
0,20%
0,25%
0,30%
0,35%
0,40%
TENDENCIA DE RECHAZO PINTURA %
4.4.5 PINTURA En ésta sección se pintan las piezas con pintura electrostática en una cabina de aplicación, la pintura es una capa plástica que ofrece a la pieza mayor resistencia a los golpes y a la corrosión, sin dejar de ser delicada en el momento de la manipulación en el transporte o ensamble, ésta es la sección más crítica que tiene la planta ya que los equipos con los que se cuentan en ésta área ya se encuentran deteriorados y los problemas que se presentan en el momento de la aplicación
son muy frecuentes, los extractores que existen actualmente no aíslan las partículas de aserrín o polvo que provienen del ambiente exterior y del techo, la cadena que trasporta las piezas que son pintadas no tiene un aislamiento que proteja a las piezas de la contaminación, esto ocasiona que las piezas sean rechazadas por la no conformidad del acabado, ocasionando acumulación de material en proceso dentro del área, desorden; esto impide el flujo de las piezas, anotando que los tiempos de reproceso son altos y el personal que se encuentra actualmente no es suficiente para cubrir las necesidades de producción al resultar tanto material para reprocesar, al ocurrir esto la cantidad de piezas que han suministrado otros centros de costos no es la suficiente para abastecer a la sección de ensamble.
Gráfico 6 Tendencia de rechazos pintura
Fuente: Área de calidad

39
98,39% 101,45%
92,85%
90,07%
90,94%
95,14%
92,36%
125,25%
127,39%
82,57% 102,41%
55,90%
-0,1
0,1
0,3
0,5
0,7
0,9
1,1
1,3
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO PINTURA
4.4.6 INYECCION En esta sección se realiza un inyectado de poliuretano a las puertas de los cofres y a las tapas de acceso, ésta área es alimentada por la sección de pintura, la cual presenta retrasos, debido a sus constantes reprocesos.
Figura 19. Puerta de acceso inyectada con poliuretano
Gráfico 7 Porcentaje de cumplimiento Pintura
Gráfico Tendencia de rechazos pintura

40
100,88%
100,06% 107,53%
111,69% 108,40% 89,80%
119,72% 102,56%
113,95%
89,68%
127,85%
90,70%
0
0,2
0,4
0,6
0,8
1
1,2
1,4
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO INYECCION
4.4.7 ENSAMBLE En ésta sección se arma o ensambla el producto final que es el tablero eléctrico, las secciones de pintura y almacén abastecen a ésta línea, si alguna de éstas incumple con algún material, se interrumpe el proceso, actualmente el espacio en ésta sección es muy limitado ya que no existen zonas en donde se pueda colocar el material y disponer de él en el momento en que se necesite, es por esto que existen operarios a los cuales se denominan “patinadores” que están constantemente abasteciendo de material a la línea. No existe el balanceo de las líneas en donde se especifique la cantidad de unidades que está en capacidad de ensamblar en condiciones normales, esto no se ha podido realizar debido a las fallas en el proceso, además de esto la ineficiente gestión de compras y el no mantenimiento de inventarios, interrumpen el proceso por falta de materiales que vienen de afuera. En la sección de ensamble solo se producen rechazos de materiales, que son ocasionados por defectos en el material, ya sea de proceso o que en el momento de ensamblar de dañan por algún motivo.
4.4.8 ALMACÉN En ésta sección se almacenan todos los suministros y accesorios que llevan los cofre eléctricos y que son comprados a proveedores externos, acá se clasifican y se entregan según los programas de producción diarios y mensuales, depende exclusivamente de la gestión de compras.
Gráfico 8 Porcentaje de cumplimiento Inyección
Fuente: Los autores

41
En este centro de costos se hacen las devoluciones de materiales que a simple vistan se puede observar están defectuosos, los demás materiales que llegan al almacén y que van a ser utilizados en el proceso son clasificados por lotes a los cuales se les hace seguimiento y verificación cuando actúan sobre las piezas o el producto que se esté fabricando.
90,93%
109,03%
108,40% 93,48% 113,72%
90,81% 103,01%
103,07%
98,56% 95,55%
99,06%
73,17%
0
0,2
0,4
0,6
0,8
1
1,2
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
PORCENTAJE DE CUMPLIMIENTO ENSAMBLE
Gráfico 9 Porcentaje de cumplimiento Ensamble
Fuente: Los autores

42
4.5 RESUMEN DIAGNÓSTICO GENERAL
Cuadro 38. Diagnostico general
REALIZACIÒN DE ACTIVIDADES Y/ O PROYECTOS
Niveles de calificación
Nivel 1 Nivel 2 Nivel 3 Nivel 4
FA
CT
OR
ES
A E
VA
LU
AR
Actividades No se ha realizado esta actividad o no existe actualmente
Se está iniciando
desarrollo e implementación
Se encuentra implementado y en proceso de mejora.
Funciona muy bien y es un factor clave
de éxito.
Se conocen claramente y con anticipación los programas de producción mensuales.
X
Se lleva un control de calidad y cantidad de las piezas cuando están en proceso.
X
Se lleva un control de calidad y cantidad de las piezas cuando son productos terminados para ensamblar.
X
Los cambios hechos en cuanto a productos terminados se hacen conocer con anticipación a todos los centros de costos.
X
Se manejan stocks mínimos por centro de costos para atender cualquier necesidad de última hora.
X
Se estudian las necesidades de espacio para el almacenamiento de materiales en proceso.
X
Se tienen controles de materiales para evitar o manejar adecuadamente los desperdicios.
X
La información que se maneja entre centros de costos y personal encargado es clara y adecuada según las necesidades.
X
Hay un flujo adecuado de la información cuando se presentan problemas en el proceso.
X
Se atienden los problemas de acuerdo a las prioridades de producción.
X
Existe retroalimentación por parte de las personas encargadas de controlar el proceso.
X

43
FA
CT
OR
ES
A E
VA
LU
AR
Se establecen medidas de control y se lleva el seguimiento de estas.
X
Se evalúan los inconvenientes graves de producción y si es necesario de interrumpe el proceso.
X
Se tienen controles específicos para mantener la calidad de materias primas y suministros.
X
Se evalúan a menudo opciones de estandarizar piezas, debido a la cantidad de piezas que se manejan.
X
Existen controles de producción en cuando a tiempos de producción.
X
Se estudian posibilidades de minimizar costos, ocasionados por montajes y desmontajes de maquinaria y dispositivos.
X
Se hace mantenimiento preventivo de las equipos y dispositivos.
X
Existen controles ambientales para el tratamiento y manejo de residuos.
X
Fuente. Los autores

44
4.6 CUADRO DE PARETO PARA LA SECCIÓN DE ENSAMBLE Se realiza análisis de Pareto para el proceso de ensamble ya que es el área donde se identifica los productos no conformes de los procesos anteriores, se evidencia la falta de stock de piezas o materiales necesarios lo que genera demoras en la entrega del producto final
Cuadro 39. Pareto factores de incidencia para la sección de ensamble.
No. Factores que inciden en la Frec. Acum. Frec.
eficiencia del ensamble de estufas paradas % Rel.
1 Piezas represadas en el área de pintura por reproceso 49 49 34,03% 34,03%
2 Falta algún material de almacén 28 77 19,44% 53,47%
(tornillos, chapas)
3 Se dañó o está funcionando mal 26 103 18,06% 71,53%
alguna herramienta (
atornilladores)
4 Cambio de orden en la línea 16 119 11,11% 82,64%
5 Ausentismo del personal de ensamble 8 127 5,56% 88,19%
6 Eficiencia y destreza de los operarios 8 135 5,56% 93,75%
7 Defecto repetitivo en alguna pieza y 7 142 4,86% 98,61%
que no es visible sino hasta la
prueba de funcionamiento.
8 No hay gas para probar 2 144 1,39% 100,00%
TOTAL 144 100,00%
Fuente. Los autores
Estos datos fueron tomados durante 4 semanas en turnos diarios de 8 horas, registrando las paradas en tiempo y la causa de estas, se organizaron de mayor a menor de acuerdo a la cantidad de paradas de la línea y las más demoradas. Grafico 10. Pareto ensamble
Fuente. Los autores
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
0,01
0,06
0,11
0,16
0,21
0,26
0,31
PA
RT
ICIP
AC
IÓN
CAUSAS
PARETO ENSAMBLE

45
4.7 SÍNTESIS DIAGNÓSTICO
Las fallas que se presentan en la empresa PERALTA PERFILERIA S.A.S, se originan en la planeación que hace desde ventas, hasta producción, ya que no se maneja la información a tiempo, esto ocasiona desorden en las diferentes áreas y esto se ve reflejado en el proceso productivo, existen fallas en el proceso también pero falta coordinación en la programación de entrega de pedidos por parte de ventas, ya que cualquier cambio o anticipo “pequeño” que hagan, significa un “gran apuro” para producción. Todos los centros de costos se ven afectados por la gestión de compras en cuanto a la adquisición de materias primas, en le momento que estas se agoten y no se disponga de inventarios el proceso se va a interrumpir; la calidad de dichas materias primas dificulta el curso normal por los centros de costos. Existe 1 centro de costos en la planta que se identifica como crítico, ya que presenta los mayores porcentajes en piezas rechazadas y reprocesadas, es pintura, considerado como centro de acabados y quien abastece directa y principalmente la sección de ensamble en donde se saca el producto terminado, son de vital importancia y por ésta razón se van a evaluar detalladamente para presentar las mejoras correspondientes. En la sección de pintura las fallas son muy notables, ya que los productos no están cumpliendo con las especificaciones, en este caso las fallas son inherentes al proceso en cuanto a equipos y ubicación de ésta sección. Es necesario aislar esta zona de la contaminación ambiental, que es la mayor causa de reprocesos y rechazos, seguida de los equipos ya obsoletos que se encuentran allí; el espacio en ésta sección no es suficiente para almacenar producto en proceso. Los factores que inciden considerablemente en la eficiencia de las líneas de ensamble se originan en el proceso que viene atrás, puede que los centros cumplan con su producción en piezas pero si falta algo, no se saca el producto final, si se analizan bien las causas y se evalúan las propuestas de mejora se pueden lograr mejores resultados. Si no se hace una buena planeación desde la Gerencia hasta los jefes de producción y monitores, siempre van a surgir inconvenientes por los cambios de “última hora”, no es posible tener un proceso perfecto, porque siempre van a surgir problemas y más cuando se manejan tantas referencias y no existen controles suficientes para manejar la cantidad de piezas que se manejan.

46
5. CADENA DE ABASTECIMIENTO
5.1 INTRODUCCION
En el siguiente capítulo se presenta la manera como la cadena de abastecimiento que tiene la empresa actualmente afecta o no el proceso, tanto de fabricación como despacho de los productos, se identifican y evalúan las actividades que se deben desarrollar para un adecuado manejo y funcionamiento de toda la cadena. Es de vital importancia para la empresa tener abasto de sus mercancías para poder fabricar y si no se tiene una estructura sobre el abastecimiento de sus insumos posiblemente sus inventarios en determinado momento se pueden agotar. El inventario se requiere, también, para la operación equilibrada de la cadena de abastecimiento, del proveedor al fabricante. El inventario de materia prima puede necesitarse como protección contra la variabilidad o incertidumbre del mercado, así mismo los problemas del proveedor, el transporte y la confiabilidad de los proveedores, para permitir un abastecimiento de materias primas y piezas. Figura 20. Ilustración de la cadena de abastecimiento
Fuente. Los autores
De igual forma se trata también el tema del análisis de la Cadena de Valor puesto que es una herramienta gerencial para identificar fuentes de Ventaja Competitiva. El propósito de analizar la cadena de valor es identificar aquellas actividades de la empresa que pudieran aportarle una ventaja competitiva potencial. Poder aprovechar esas oportunidades dependerá de la capacidad de la empresa para desarrollar a lo largo de la cadena de valor y mejor que sus competidores, aquellas actividades competitivas cruciales.
Proveedor Fabricante Distribución Cliente
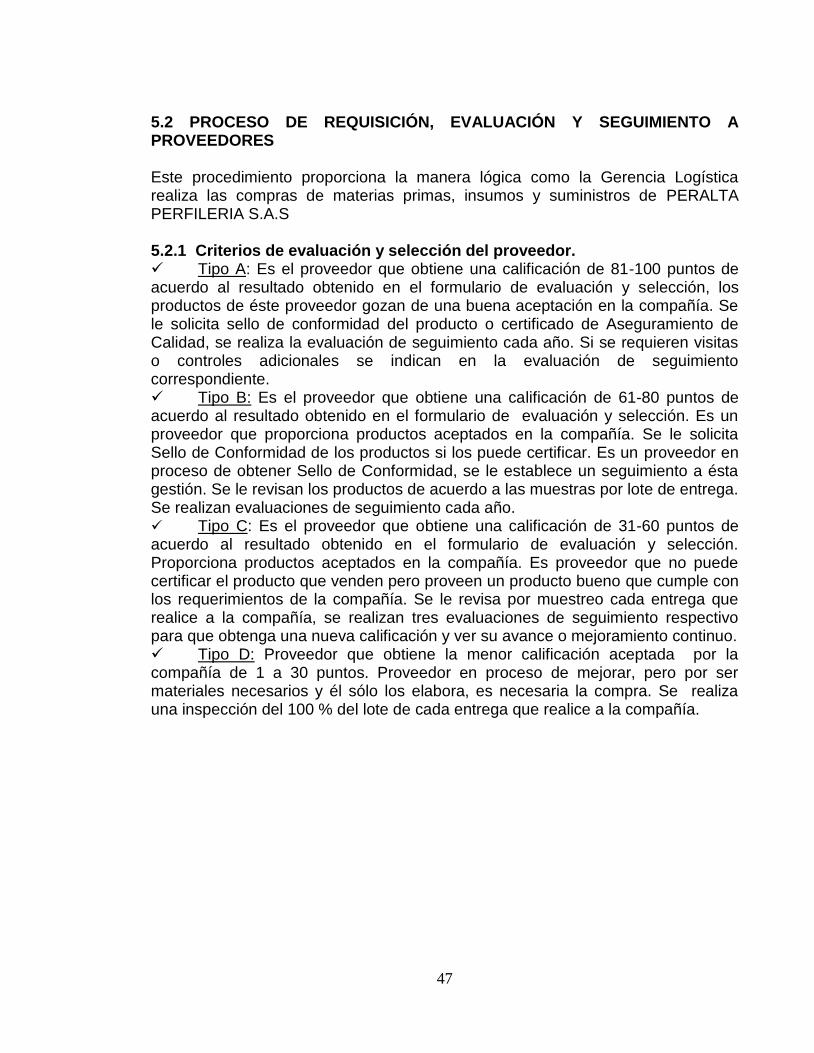
47
5.2 PROCESO DE REQUISICIÓN, EVALUACIÓN Y SEGUIMIENTO A PROVEEDORES Este procedimiento proporciona la manera lógica como la Gerencia Logística realiza las compras de materias primas, insumos y suministros de PERALTA PERFILERIA S.A.S 5.2.1 Criterios de evaluación y selección del proveedor. Tipo A: Es el proveedor que obtiene una calificación de 81-100 puntos de acuerdo al resultado obtenido en el formulario de evaluación y selección, los productos de éste proveedor gozan de una buena aceptación en la compañía. Se le solicita sello de conformidad del producto o certificado de Aseguramiento de Calidad, se realiza la evaluación de seguimiento cada año. Si se requieren visitas o controles adicionales se indican en la evaluación de seguimiento correspondiente. Tipo B: Es el proveedor que obtiene una calificación de 61-80 puntos de acuerdo al resultado obtenido en el formulario de evaluación y selección. Es un proveedor que proporciona productos aceptados en la compañía. Se le solicita Sello de Conformidad de los productos si los puede certificar. Es un proveedor en proceso de obtener Sello de Conformidad, se le establece un seguimiento a ésta gestión. Se le revisan los productos de acuerdo a las muestras por lote de entrega. Se realizan evaluaciones de seguimiento cada año. Tipo C: Es el proveedor que obtiene una calificación de 31-60 puntos de acuerdo al resultado obtenido en el formulario de evaluación y selección. Proporciona productos aceptados en la compañía. Es proveedor que no puede certificar el producto que venden pero proveen un producto bueno que cumple con los requerimientos de la compañía. Se le revisa por muestreo cada entrega que realice a la compañía, se realizan tres evaluaciones de seguimiento respectivo para que obtenga una nueva calificación y ver su avance o mejoramiento continuo. Tipo D: Proveedor que obtiene la menor calificación aceptada por la compañía de 1 a 30 puntos. Proveedor en proceso de mejorar, pero por ser materiales necesarios y él sólo los elabora, es necesaria la compra. Se realiza una inspección del 100 % del lote de cada entrega que realice a la compañía.

48
Figura 21. Diagrama calificación de proveedores
Fuente. Los autores
5.3 SITUACIÓN ACTUAL.
En estos momentos la empresa cuenta con proveedores nacionales para la mayoría de sus materias primas. Algunos químicos utilizados en la preparación de la pintura son traídos del exterior, al cumplir con las especificaciones y pruebas hechas durante el proceso, éstos pedidos se tienen que hacer con anticipación para que sean preparados de acuerdo a las especificaciones técnicas y químicas y por demoras en los envíos. No se tienen proveedores estrictamente fijos, al tener problemas de pagos, envíos, despachos o cumplimiento, se recurre a otro proveedor. Actualmente se presentan repetidos inconvenientes con algunas materias primas que no han cumplido con las propiedades acordadas, ocasionando devoluciones en los productos terminados. Por política de la compañía se hace la verificación del producto comprado en las instalaciones de PERALTA PERFILERIA S.A.S

49
En los casos que sea necesario realizar una visita a los proveedores, el responsable asignado elabora un informe indicando los resultados de la visita y se anexan los registros de los ensayos realizados para tal fin. En el cumplimiento de entrega por parte de los proveedores interviene un factor muy importante que es el pago por parte de la empresa, y con cada uno de ellos se han establecido políticas de pago; bien sea de contado, pago a 30, 60 ó 90 días, cuando se vencen estos plazos de pago y no se ha realizado el desembolso correspondiente, los proveedores optan por no seguir enviando productos y negando un crédito posterior, el incumplimiento por parte de los proveedores es debido principalmente a esto ó cuando las requisiciones de material no se hagan con la debida anticipación, los proveedores no se comprometen con dichas entregas a tiempo, lo que retrasa la llegada de insumos a todo el proceso, ya que no se poseen existencias en inventario para abastecer las necesidades. Esta falta de inventarios se le atribuye a la falta de dinero para mantenerlo invertido en materias primas, falta de espacio para almacenar los productos grandes como la lámina, que viene en huacales y ocupa una área bastante grande, por ésta razón siempre se abastecen al “ritmo de producción”.
5.4 CADENA DE VALOR
5.4.1 Actividades de valor. Las actividades de Valor señaladas tienen las siguientes principales tareas para destacar:
Abastecimiento de insumos: para producción, administración y ventas. Administración de Recursos Humanos: Selección de personal (tanto de planta
como de administración, ventas, mercadeo) liquidación de sueldos, políticas de desarrollo humano.
Logística interna: Esta actividad se realiza a nivel de almacén y despachos quienes verifican después de recibido el producto, la calidad de éste, aceptando o rechazando las materias primas defectuosas, pero por ser la mayoría de utilización en el proceso de producción, los rechazos se producen directamente en cada centro de costos.
Operaciones: Están asignadas de acuerdo a cada centro de costos, es decir, corte, prensas, pintura, etc.
Logística externa. Ensamble, almacenamiento en la bodega de producto terminado, despacho y transporte de cofres.
Mercadeo y ventas. Diseño de catálogos, selección de empaques, estrategias y acciones de promoción, selección y capacitación de la fuerza de ventas.
Debido a los volúmenes con que operan la empresa PERALTA PERFILERIA S.A.S las ventajas competitivas deben buscarse en la “diferenciación” de productos mediante un análisis que incluya los siguientes pasos:Identificación de la cadena de valor de la empresa y sus relaciones con las demás cadenas que la integran.

50
Identificación y análisis de eslabonamientos internos y externos a la cadena de valor propia.
Determinación de los compradores reales. Identificación de la cadena de valor del comprador y de los criterios de compra. Identificación de las fuentes potenciales (Inductores) de diferenciación. Identificación de los costos de dichas fuentes. La cadena de valor del cliente debe ser atentamente evaluada, de modo
constante, para responder rápida y eficientemente a los cambios en la demanda.:
5.4.2 Barreras de entrada y salida.
5.4.2.1 Principales barreras de entrada:
Satisfacción del cliente con la marca: Debe ser a nivel de todas las referencias.
Demora para la puesta en producción. Altos costos de producción y ventas. Acceso a los canales de distribución.
5.4.2.2 Principales barreras de salida:
Amortizaciones de capital invertido a largo plazo. Mercado reducido de eventuales compradores, con tendencia de concentración a las marcas de mayor reconocimiento.
Figura 22. Barreras de entrada y salida
Fuente: Los autores

51
5.5 ACTIVIDADES ESTRATÉGICAS DE LA EMPRESA:
Figura 23. Actividades estratégicas de la empresa (Manejo de la cadena de valor)
5.5.1 Pronóstico:
Pronóstico de ventas:
Los distribuidores hacen los pedidos a la empresa con 1 o 2 meses de anticipación, para que el área de mercadeo y ventas realice los presupuestos.
5.5.2 Planeación:
De Materiales De Producción De Distribución
Con el presupuesto de producción se calcula la cantidad de materiales que se necesitan, teniendo en cuenta tiempos de entrega y prioridades.
Se determinan los pedidos más urgentes, los atrasados y se programan primero, se entregan programas de producción por piezas a cada centro de costos.
Se establecen las rutas de distribución, cuando son exportaciones y se acuerdan medios de transporte y distribución para la ciudad y otras zonas ya que solo se cuenta con un vehículo propio.
5.5.3 Manejo inicial de la logística:
Pedidos Inventarios Recepción Entrada
Los pedidos se clasifican de acuerdo a la prioridad que se tenga de entrega y por volumen, se les da prioridad a las referencias que generan mayor utilidad.
Se manejan inventarios por centro de costos de materiales en proceso, a nivel de materias primas no se tienen políticas de mantener algún porcentaje o cantidad de inventario. Y los despachos se hacen principalmente sobre pedidos, teniendo así inventarios muy cortos.
Al almacén llegan todas las materias primas y se van entregando por órdenes de producción a las líneas de ensamble cuando se tienen todos los materiales para una referencia, si falta algún material no se entrega la orden.
El personal de almacén hace la entrada de mercancías que provengan de afuera, recibe los pedidos y registra las entradas de mercancía en el sistema para poder hacer una lista de chequeo de materiales por referencia.
52
5.5.4 Empaque.
Los cofres son empacados en cajas que traen impreso el logo de la empresa, en la caja se encuentra la referencia y el número de lote, también cuenta con protección interna en cartón y plástico para que el tablero no sufra golpes ni daños en el transporte.
Empaque
5.5.5 Almacenamiento.
Almacenamiento Después del ensamble del producto, se empaca y se almacena en la bodega de producto terminado o de despachos.
5.5.6 Transporte de mercancías.
Se lleva la mercancía a los puntos de venta, a los almacenes o a los distribuidores
Transporte
5.5.7 Centros de distribución y Estrategia de servicio.
Distribución Servicio
Se coordina con el distribuidor o cliente la forma como el producto va a llegar a sus instalaciones en perfectas condiciones.
La empresa cuenta con servicio técnico especializado que está a disposición de los clientes para atender cualquier inquietud o reclamo del cliente, en caso de haber alguna falla en el producto tienen lazo de 24 horas para solucionar el problema.
Fuente. Los autores

53
5.6 SINTESIS CADENA DE ABASTECIMIENTO
Debido a los volúmenes de producción que maneja la empresa que son relativamente altos, el manejo de la cadena de abastecimiento no tiene una estructura que permita abastecer a la empresa mensualmente de lo que necesita, por esta razón se presentan problemas con algunos materiales que no llegan a tiempo, teniendo que posponer ordenes de ensamble de cofres. Existen procedimientos establecidos para evaluar a los proveedores, pero no se llevan a cabo. La fabricación de cofres de determinadas referencias no es constante, al tener estas variaciones es muy difícil proporcionar a los proveedores la información de lo que se va a necesitar posiblemente, reaccionando en el momento del abastecimiento. Si no se establece una estructura principal en cuanto a la cadena de abastecimiento de la empresa, no va a dejar de existir el inconveniente de abastecimiento de materias primas hasta el producto final a los clientes. Hay que evaluar los cumplimientos de pago que existen actualmente con los proveedores al ser una de las razones más fuertes por las cuales los proveedores dejan de abastecer insumos a la empresa. Es importante tener en cuenta que cada proveedor tiene su propia cadena de abastecimiento y que por más que “se quiera” algunos no pueden reaccionar de inmediato ante los pedidos que hace la empresa, así mismo cuando los insumos son importados. Si existen falencias en la cadena desde el comienzo, lógicamente toda la cadena de abastecimiento se va a ver afectada, impidiendo así la fabricación de tableros eléctricos y el despacho a los clientes (ventas), al escoger proveedores sin la adecuada evaluación por bajar costos, se corre el riesgo de alterar la calidad de los productos no solo durante el proceso sino al momento de prestar su servicio a los clientes finales.

54
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS 6.1 INTRODUCCIÓN
Mediante el estudio de tiempos en la empresa PERALTA PERFILERIA S.A.S se busca poder determinar el estándar de tiempo necesario para poder desempeñar cada tarea a un nivel definido de rendimiento y de esta manera lograr eliminar tiempos ineficientes dentro del proceso. La preparación previa para el estudio de tiempos requiere que sea entendido profundamente cada uno de los procesos, actividades, maquinaría, materiales y personal que intervienen directamente en la operación a evaluar. Para la realización del estudio de tiempos y movimientos es necesario analizar diferentes factores de los cuales depende directamente la veracidad de los resultados obtenidos. Uno de los factores más importantes a tener en cuenta son los suplementos dados a cada operario que son tiempos inevitables para los seres humanos que no se tienen en cuenta en la toma de tiempos. La valoración de cada operario será realizada dependiendo la experiencia, agilidad y destreza en la labor desempeñada. Los resultados obtenidos en el estudio de tiempos nos permitirán poder identificar las áreas críticas y así proporcionar a la empresa las mejoras y soluciones más viables para la misma.

55
6.2 CÁLCULO MUESTREO
Debido a que la población es tan grande y no puede ser estudiada en su integridad, debe ser examinada solo una parte de esta. A continuación se explica la forma como se obtuvo el número de muestras necesarias para el estudio:
T2 – ( T)2 * S = M
M - 1
M = Muestras T = Tiempos S = Desviación estándar Para realizar el cálculo de las muestras necesarias para el estudio se tomaron diez primeras mediciones de tiempos de una operación realizada en el centro de costos de doblez. Cuadro 40. Tiempos
T (sg) T2 1 16.66 277.56 2 18.6 345.96 3 19.64 385.73 4 16.2 262.44 5 21.06 443.52 6 20.46 418.61 7 18.07 326.52 8 20.19 407.64 9 16.65 277.22 10 15.97 239.32
183 Sg 3384.52 Fuente. Los autores
3384.52 – (183)2 S = 10 = 1.99
9
I = 2 (ti) S I = 2 (183) 1.99 = 2.31
M 10
M = 4 (ti)2 S2 M = 4 (1.83)2 S2 = 9.4 10 Muestras
I2 (2.31)2
La cantidad de muestras necesarias para que el estudio de tiempos sea confiable es de diez muestras.
*CORREA Carlos CH. Elementos técnicos de Ingeniería de métodos. Bogotá, p.82.

56
6.3 FORMATO TOMA DE TIEMPOS El modelo de formato utilizado para la realización de la toma de tiempos es el que se presenta a continuación: Cuadro 41. Formato toma tiempos
Fuente. Los autores
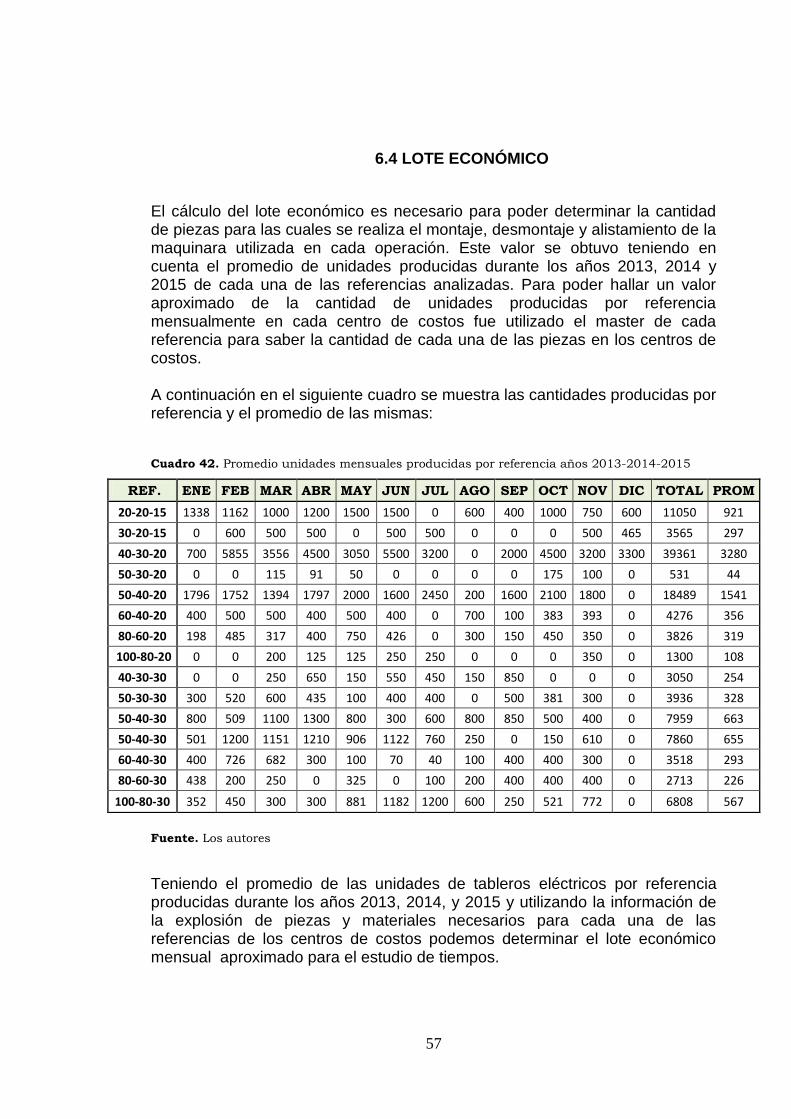
57
6.4 LOTE ECONÓMICO
El cálculo del lote económico es necesario para poder determinar la cantidad de piezas para las cuales se realiza el montaje, desmontaje y alistamiento de la maquinara utilizada en cada operación. Este valor se obtuvo teniendo en cuenta el promedio de unidades producidas durante los años 2013, 2014 y 2015 de cada una de las referencias analizadas. Para poder hallar un valor aproximado de la cantidad de unidades producidas por referencia mensualmente en cada centro de costos fue utilizado el master de cada referencia para saber la cantidad de cada una de las piezas en los centros de costos. A continuación en el siguiente cuadro se muestra las cantidades producidas por referencia y el promedio de las mismas: Cuadro 42. Promedio unidades mensuales producidas por referencia años 2013-2014-2015
Fuente. Los autores
Teniendo el promedio de las unidades de tableros eléctricos por referencia producidas durante los años 2013, 2014, y 2015 y utilizando la información de la explosión de piezas y materiales necesarios para cada una de las referencias de los centros de costos podemos determinar el lote económico mensual aproximado para el estudio de tiempos.
REF. ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC TOTAL PROM
20-20-15 1338 1162 1000 1200 1500 1500 0 600 400 1000 750 600 11050 921
30-20-15 0 600 500 500 0 500 500 0 0 0 500 465 3565 297
40-30-20 700 5855 3556 4500 3050 5500 3200 0 2000 4500 3200 3300 39361 3280
50-30-20 0 0 115 91 50 0 0 0 0 175 100 0 531 44
50-40-20 1796 1752 1394 1797 2000 1600 2450 200 1600 2100 1800 0 18489 1541
60-40-20 400 500 500 400 500 400 0 700 100 383 393 0 4276 356
80-60-20 198 485 317 400 750 426 0 300 150 450 350 0 3826 319
100-80-20 0 0 200 125 125 250 250 0 0 0 350 0 1300 108
40-30-30 0 0 250 650 150 550 450 150 850 0 0 0 3050 254
50-30-30 300 520 600 435 100 400 400 0 500 381 300 0 3936 328
50-40-30 800 509 1100 1300 800 300 600 800 850 500 400 0 7959 663
50-40-30 501 1200 1151 1210 906 1122 760 250 0 150 610 0 7860 655
60-40-30 400 726 682 300 100 70 40 100 400 400 300 0 3518 293
80-60-30 438 200 250 0 325 0 100 200 400 400 400 0 2713 226
100-80-30 352 450 300 300 881 1182 1200 600 250 521 772 0 6808 567

58
6.5 CÁLCULO DE SUPLEMENTOS
Al realizar la toma de tiempos no se tiene en cuenta que para los seres humanos existen tiempos inevitables relacionados con la fatiga, condiciones ambientales, necesidades personales, entre otros, los cuales deben ser compensados con los suplementos, en donde se deben tener en cuenta las condiciones especiales tanto para hombres como para mujeres, En la empresa PERALTA PERFILERIA S.A.S. en algunas secciones del área productiva podemos encontrar personal masculino. El total de suplementos no debe ser superior a un 25%. Si es mayor se deben analizar los factores más representativos para contrarrestarlos. El cálculo de los suplementos fue realizado para cada uno de los centros de costos de la empresa, ya que las condiciones a las que se encuentran expuestos los operarios en cada uno de estos son diferentes y requieren de un análisis diferente. En la realización del cálculo de los suplementos fue tomado como referencia el cuadro que se presenta a continuación:
Cuadro 43. (%) Suplementos
SUPLEMENTOS
1 CONSTANTES Hombre Mujer
Necesidades Personales 5 7
Básico por Fatiga 4 4
Total Constante 9 11
2 CANTIDADES VARIABLES Hombre Mujer
A Trabajo de Pie
Trabajo de Pie 2 4
B
Postura Anormal
Ligeramente Incomodo 0 1
Incomoda (inclinado) 2 3
Muy Incómodo (Echado, Estirado) 7 7
C
Levantamiento de Peso, Uso de Fuerza
Peso y/o Fuerza en Kilos
2,5 0 1
5 1 2
7,5 2 3
10 3 4
12,5 4 6
15 6 9
17,5 8 12
20 10 15
22,5 12 18
25 14 -
30 19 -

59
D
Intensidad de la Luz
Ligeramente por debajo de lo recomendado 0 0
Bastante por debajo 2 2
Absolutamente Insuficiente 5 5
E
Calidad del Aire
Buena Ventilación o aire libre 0 0
Mala ventilación. Pero sin emanaciones toxicas ni nocivas 5 5
Proximidad a hornos o calderas 15 15
F
Tensión Visual
Trabajos de cierta Precisión 0 0
Trabajos de precisión o fatigosos 2 2
Trabajos de gran precisión o muy fatigosos 5 5
G
Tensión Auditiva
Sonido Continuo 0 0
Intermitente y fuerte 2 2
Intermitente, Muy fuerte y estridente 5 5
H
Tensión Mental
Proceso algo Complejo 1 1
Proceso Complejo o atención dividida 4 4
Muy Complejo 8 8
I
Monotonía Mental
Trabajo algo Monótono 0 0
Trabajo Bastante monótono 1 1
Trabajo muy monótono 4 4
J
Monotonía Física
Trabajo algo aburrido 0 0
Trabajo aburrido 2 1
Trabajo muy aburrido 5 2 Fuente: Introducción al Estudio del trabajo- segunda edición, OIT.

60
6.6 TIEMPOS DE MONTAJE Y ALISTAMIENTO
El cálculo de los tiempos de montaje y alistamiento fue realizado por centro de costos y en algunos casos también teniendo en cuenta la maquinaria utilizada en cada una de las operaciones. El tiempo de alistamiento comprende toda la preparación requerida en cuanto a la manipulación del material o piezas a trabajar, al igual que el tiempo requerido para cuadrar las medidas a la maquinaria para ser utilizada. El tiempo de montaje es aquel que se estima para la maquinaria cuando es requerido el cambio o montaje de alguna pieza para realizar cada operación. 6.7 VALORACIÓN – CALIFICACIÓN OPERARIOS
Cuantificar el ritmo de las operaciones de acuerdo a la experiencia, agilidad y destreza de los operarios, se utiliza escala 0 – 100 de valoración para calificar el grado de desempeño de los operarios según criterio del observador. Cuadro 44. Valoración operario
Valoración Descripción del desempeño
0 Actividad Nula
50 Muy lentos movimientos, torpes e inseguros, el operario parece sin
interés en el trabajo.
75 Constante, resuelto, bien dirigido y vigilado
100 Activo, capaz, logra nivel de calidad y precisión.
125 Muy rápido gran seguridad, destreza y coordinación de movimientos.
130 Excepcionalmente rápida, concentración y esfuerzo intenso, actuación de “virtuoso”, solo alcanzada por pocos trabajadores
Fuente. Recursos humanos La cifra 100 representa el desempeño tipo, de esta manera si se considera que la operación se está realizando a una velocidad inferior de lo normal se aplicará un factor inferior a 100 (75 - 90), si en cambio, el ritmo efectivo del trabajo es superior a la normal, se aplicará un factor superior (100 – 130). Este factor de valoración es aplicado de acuerdo a la experiencia de la persona y a la comparación con otras actividades similares.

61
Para el estudio de tiempos realizado en PERALTA PERFILERIA S.A.S el factor de valoración determinado para cada operario es del 95%, debido a que en la empresa se mantiene una alta rotación de personal lo que dificulta que las operaciones sean realizadas con la mayor destreza y eficiencia.
6.8 CONSIDERACIONES POR CENTRO DE COSTOS 6.8.1 Punzonado.
6.8.1.1 Cálculo de tiempo por pieza. En este centro de costos generalmente en el primer corte de las piezas son sacados trozos de lámina de diferentes medidas para diferentes piezas, por lo cual fue necesario dividir el tiempo tomado teniendo en cuenta el área de la lámina empleada para cada pieza y la cantidad de piezas que salen de esta.
6.8.1.2 Tiempos de montaje y alistamiento. Para este centro de costo se tiene en cuenta el tipo de montaje que se debe realizar, ya que para cada referencia, se debe tener en cuenta el calibre de la lámina, esto conlleva un cambio de herramienta por referencia, es decir, que debe cambiarse los punzones a ser utilizados para éste proceso. Para el tiempo de alistamiento fueron tomados 30 min. (900 sg.), tiempo promedio que comprende el alistamiento de las láminas a cortar, el montaje de las herramientas y la preparación y programación de la máquina para realizar los cortes necesarios.
6.8.1.3 Cálculo suplementos. En el centro de costos de punzonado el factor más representativo para el cálculo del porcentaje de suplementos es el empleo de fuerza al tener que levantar las láminas de acero inoxidable o lámina galvanizada, las cuales pesan alrededor de 20 Kg. De acuerdo a la tabla de suplementos, para el proceso de punzonado es de 25%
6.8.2 Doblez.
6.8.2.1 Cálculo de tiempo por pieza. En este centro de costos por lo general las piezas son trabajadas individualmente y en los casos en que se trabaja más de una pieza se tubo que tener en cuenta la cantidad de piezas, para poder dividir el tiempo total entre esta cantidad y de esta manera obtener el tiempo por pieza en cada operación.
6.8.2.2 Tiempos de montaje y alistamiento. Para esta sección en los tiempos de alistamiento se incluyó el tiempo de programación de la máquina CNC, el montaje de la matriz y de los dados.

62
Tiempo promedio de programación 900 seg., alistamiento de 3600 seg, tiempos promedio de montaje de 2400 seg y tiempo de desmontaje de 1200 seg. Los tiempos anteriormente mencionados se obtuvieron de los tiempos de la maquina según la referencia a fabricar, sacando un promedio en general de las referencias, con ayuda de los operarios quienes programan, montan y desmontan los dados y las matrices.
6.8.2.3 Cálculo suplementos. Para el centro de costos de doblez el porcentaje de suplementos fue calculado solo para los hombres, ya que el porcentaje de mujeres en este centro de costos es mínimo, y en ocasiones no hay ninguna mujer en esta sección. El factor más representativo en el centro de costos de doblez para el cálculo del porcentaje de suplementos al igual que en la sección de punzonado es el empleo de fuerza al levantar las piezas para ser procesadas, siendo este empleo de fuerza un poco menor que en la sección anterior (punzonado), ya que el tamaño de las piezas manipuladas es menor. De acuerdo a la tabla de suplementos, para el proceso de doblez es de 21%
6.8.3 Soldadura.
6.8.3.1 Cálculo de tiempo por pieza. Las operaciones realizadas dentro de este centro de costos generalmente son para piezas individuales y la mayor parte de las operaciones requieren de tiempos relativamente largos.
6.8.3.2 Tiempos de montaje y alistamiento. Para este centro de costos se tomó en cuenta un tiempo de montaje de 10 min. (600seg.), tiempo que comprende la programación del robot soldador y el montaje de la soldadura tipo MIG, empleada en este centro de costos para realizar el proceso de soldadura. Para el tiempo de alistamiento fueron tomados 20 min. (1200 sg.), tiempo promedio que comprende el alistamiento de cada una de las bases en donde se ubican las láminas ya dobladas, listas para ser soldadas.
6.8.3.3 Suplementos. En el centro de costos de soldadura el factor más influyente al igual que en las secciones anteriores es el empleo de fuerza, ya que algunos operarios de esta sección deben levantar los cuerpos de los cofres para ser soldados, los cuales pesan alrededor de 10 Kg. Otro factor representativo al cual se encuentran expuestos los operarios es el calor generado por la chispa resultado de los equipos de punto o soldadura de MIG De acuerdo a la tabla de suplementos, para el proceso de soldado es de 24%
63
6.8.4 LAVADO
6.8.4.1 Cálculo de tiempo por pieza. Para calcular los tiempos de cada pieza dentro de este centros de costos, fue necesario promediar el tiempo total de proceso de cada canasta al pasar por los tanques correspondientes de lavado, dividido por la cantidad de piezas que generalmente lleva cada canasta dentro del proceso. El tiempo establecido por canasta y la cantidad de piezas dentro de estas es un promedio general dado por los operarios ya que este tiempo y la cantidad de piezas depende directamente de la velocidad del proceso.
6.8.4.2 Tiempos de montaje y alistamiento. Para estos centros de costos no fueron manejados tiempos de montaje y desmontaje ya que el proceso no los requiere. En cuanto a los tiempos de alistamiento hay que tener en cuenta que mientras se encuentre en lavado una pieza se pueden ir preparando las otras canastas, lo cual compensa el tiempo de alistamiento, a pesar de esto fue tomado un tiempo de alistamientos de 10 min. (600 sg.) el cual compensa cualquier eventualidad presentada dentro del proceso.
6.8.4.3 Suplementos. Esta sección de la empresa presenta las más deficientes condiciones atmosféricas para los operarios, ya que en el lavado de las piezas tienen que estar expuestos a altos niveles de calor, humedad y en cercano contacto con ácidos, lo cual genera que los operarios puedan presentar más rápido signos de cansancio y agotamiento. A pesar de las condiciones atmosféricas extremas, el factor más representativo es el empleo de fuerza, ya que los operarios tienen que manipular canastas llenas de piezas de un peso elevado. De acuerdo a la tabla de suplementos, para el proceso de lavado es de 25%
6.8.5 Inyección
6.8.5.1 Cálculo de tiempo por pieza. Para este centro de costos fue necesario analizar cada uno de los factores que intervienen directamente en el tiempo del proceso de inyección, para poder determinar el tiempo más aproximado por pieza en este centro de costos. Velocidad promedio de la cadena: V= 8,33 seg. 0.120 m/sg Se debe tener en cuenta la referencia a la que se le va a realizar este proceso, ya que no todas cuentan con la misma longitud (largo y ancho). También debe tenerse en cuenta que en la base donde se ubican todas las piezas, no siempre irá la misma cantidad, ya que por su longitud se pueden ubicar más o menos unidades.

64
6.8.5.2 Tiempos de montaje y alistamiento. Para este centro de costos debe tenerse en cuenta el tiempo que demora la programación de la máquina, se calculó un tiempo promedio de 300 seg. Ya que los programas, ya se encuentran guardados en la memoria de la máquina y no toma más de este tiempo establecido para programarla.
6.8.5.3 Suplementos. Dentro del centro de costos de inyección los factores más representativos son el aroma generado por el poliuretano, y el empleo de fuerza para la manipulación de las piezas al cargarlas y descargarlas de la base de la máquina. De acuerdo a la tabla de suplementos, para el proceso de Inyección es de 17%
6.8.6 Pintura.
6.8.6.1 Cálculo de tiempo por pieza. Para este centro de costos fue necesario analizar cada uno de los factores que intervienen directamente en el tiempo del proceso de pintura, dentro y fuera del horno, para poder determinar el tiempo más aproximado por pieza en este centro de costos. Velocidad promedio de la cadena: V= 60 m/sg 0.016 m/sg Longitud entre cada gancho: L= 66 cm 0.66 m Longitud total de la cabina: L*= 40 m En el horno: 40 m / 0.66 m = 60 ganchos Una ganchera ocupa dos ganchos Para un total de 30 gancheras Recorrido de toda la cadena V = d/t t = d/v T = 40 m / 0.016 m/sg t= 2500 sg 0.694 h/recorrido total cadena 1 hora ____ 3600 sg x ____ 2500 sg El tiempo por pieza fue calculado dividiendo el tiempo total que gasta la cadena en dar el recorrido, entre el número de piezas que se cuelgan por cada ganchera.

65
6.8.6.2 Tiempos de montaje y alistamiento. Para este centro de costos no fueron tomados en cuenta tiempos de montaje y alistamiento ya que son muy cortos y por lo tanto despreciables para el estudio de tiempos
6.8.6.3 Suplementos. En el centro de costos de pintura al igual que para la sección de lavado las condiciones de calor y humedad son bastante altas, convirtiendo el factor de calidad del aire en el más representativo para esta sección. Otro factor importante es el del empleo de fuerza, ya que para cargar y descargar las piezas del horno los operarios tienen que utilizar un esfuerzo moderado. De acuerdo a la tabla de suplementos, para el proceso de pintura es de 20% 6.8.7 (Ensamble)
6.8.7.1 Cálculo tiempo por operación. Para este centro de costos ya no se analizan los tiempos por pieza sino operación realizada. El promedio de tiempos tomados es utilizado para realizar los balanceos para línea de ensamble, los cuales en este caso fueron realizados teniendo en cuenta los preensambles dentro y fuera de la línea de ensamble.
6.8.7.2 Tiempos de montaje y alistamiento. Para este centro de costos no fueron tomados en cuenta los tiempos de montaje, desmontaje y alistamiento, ya que se hace manualmente, no requiere de una preparación previa significativa, y las piezas necesarias para el ensamble se encuentran listas en el lugar requerido. 6.8.7.3 Suplementos.
Para la sección de ensamble hay que tener en cuenta que por ser donde se le da el acabado final a la pieza, es necesario que las operaciones sean realizadas muy cuidadosamente, muchas veces bajo presión, y por ser repetitivas el trabajo se puede convertir en un poco monótono. De acuerdo a la tabla de suplementos, para el proceso de ensamble es de 16%
6.9 REGISTRO Y ANÁLISIS DE DATOS
Para realizar el registro, los datos tomados son ingresados a un formato diseñado en Excel el cuál se encuentra formulado para hallar el Tiempo estándar y la cantidad de piezas por hora, al igual que nos muestra la gráfica correspondiente de los datos tomados y el promedio de los mismos. El formato contiene todos los datos de la toma de tiempos referentes al producto, proceso, maquinaría, al igual que los datos de suplementos y valoración de cada centro de costos y operario.

66
6.10 CONSOLIDADO DE TIEMPOS
El objetivo principal del análisis de tiempos para la empresa PERALTA PERFILERIA S.A.S es poder obtener un consolidado de tiempos total por referencia en cada centro de costos, que le permita determinar el total de mano de obra requerida para la fabricación de cada una de las diferentes referencias de tableros eléctricos durante todo el proceso productivo. La información obtenida del análisis de tiempos y movimientos es utilizada para calcular los costos de mano de obra requerida, los cuales son parte fundamental para poder calcular el precio de venta del producto analizado. A continuación se muestra el cuadro de consolidado de tiempos por referencia en cada centro de costos. Cuadro 45. Consolidado de tiempos
PROCESO
Referencia Punzonado H/Unidad
Doblez H/Unidad
Soldado H/Unidad
Lavado H/Unidad
Inyección H/Unidad
Pintura H/Unidad
Ensamble H/Unidad
TOTAL H/Unidad
20-20-15 0,03181 0,0132 0,03385 0,05248 0,01888 0,02938 0,0206 0,2002
30-20-15 0,03119 0,0113 0,017 0,04 0,0148 0,032 0,022 0,16829
40-30-20 0,02263 0,0109 0,02332 0,019 0,033 0,025 0,03938 0,17323
50-30-20 0,02926 0,0157 0,02833 0,04356 0,04562 0,00903 0,07851 0,25001
50-40-20 0,07067 0,02815 0,02138 0,02474 0,08524 0,61455 0,05843 0,90316
60-40-20 0,09981 0,0324 0,03355 0,22311 0,08882 0,33875 0,05225 0,86869
80-60-20 0,09967 0,0369 0,02844 0,24348 0,0727 0,302 0,05212 0,83531
100-80-20 0,10419 0,0405 0,02478 0,03796 0,0656 0,55538 0,09028 0,91869
40-30-30 0,09089 0,0428 0,04192 0,23452 0,07554 0,0533 0,07593 0,6149
50-30-30 0,12133 0,04141 0,10099 0,17026 0,06091 0,11208 0,23347 0,84045
50-40-30 0,13648 0,0642 0,10015 0,05263 0,12761 0,32799 0,1922 1,00126
60-40-30 0,15215 0,0676 0,09211 0,0577 0,18002 0,31531 0,17851 1,0434
80-60-30 0,149 0,0694 0,13779 0,06856 0,08548 0,54219 0,33647 1,38889
100-80-30 0,15319 0,0717 0,12504 0,08574 0,10094 0,52677 0,34292 1,4063
TOTALES 1,29227 0,54616 0,80865 1,35374 1,05516 3,78373 1,77307
Fuente. Los autores
67
6.11 SÍNTESIS ESTUDIO TIEMPOS Y MOVIMIENTOS
Mediante el estudio de tiempos realizado pudimos determinar que los centros de costo más críticos para la empresa PERALTA PERFILERIA S.A.S., es decir, los que más requieren de tiempo para realizar las diferentes operaciones son, doblez, pintura y ensamble. Las referencias que requieren de mayor tiempo para su fabricación, son los tableros de mayor tamaño, debido a que estos tienen mayor cantidad de piezas, y por lo tanto el proceso productivo es más demorado en algunos tiempos. En cada uno de los centros de costos productivos existen factores que influyen directamente en la eficiencia de cada operario dentro de su labor, estos factores fueron analizados en el cálculo de suplementos, determinando que los centros de costos que poseen mayor cantidad de condiciones especiales a tener en cuenta dentro del análisis de tiempos son, punzonado, doblez, soldadura y pintura. El factor común entre los centros de costos analizados son las condiciones ambientales, por lo que ser requiere de una adecuada evaluación de las condiciones ambientales de trabajo, especialmente en estos centros de costos. También es importante resaltar que gran parte de estos factores pueden ser reducidos con un uso adecuado de elementos de protección personal para cada uno de los casos analizados. Para el factor de valoración se tomo en cuenta que en gran parte de la empresa existe mucha rotación de personal, por lo que no se tienen una eficiencia óptima para la realización de diferentas actividades que requieren de experiencia o agilidad en la manipulación de piezas. Durante todo el proceso de análisis de tiempos se pudo observar que para todas las referencias existen piezas que son diferentes unas de otras en algo muy mínimo que no afecta ni la calidad ni el aspecto físico de cada una de las referencias iguales. Teniendo en cuenta que para cualquier variación de una pieza a otra es necesario un nuevo montaje y una nueva preparación de la maquinaría, se sugiere una mayor estandarización de piezas entre las diferentes referencias de cofres lo que permitiría reducir en gran parte los tiempos de montaje y alistamiento de la maquinaría. El análisis realizado y los datos obtenidos en este estudio de tiempos y movimientos es de gran ayuda para la empresa ya que con esta información es posible calcular para cada centro de costos la mano de obra requerida para el programa de producción presupuestado para todo el año.

68
7. TEORÍA DE RESTRICCIONES
INTRODUCCIÓN
El análisis de la teoría de restricciones en la empresa PERALTA PERFILERIA SAS se busca identificar las restricciones que limitan el curso normal de operación dentro de la empresa. Al ser identificadas estas restricciones se deben hallar las causas que están produciendo la demora dentro del proceso para poder aplicar los correctivos necesarios y de esta manera explotar al máximo cada una de las restricciones identificadas. La teoría de las restricciones busca poder aumentar las ganancias de la organización en el corto y largo plazo, mediante el aumento del ingreso de dinero a través de las ventas al mismo tiempo que se reducen los inventarios y los gastos de operación. Con éste análisis se busca poder sincronizar el flujo de la empresa a la capacidad de la misma y poder obtener el mayor beneficio, que es logrado empezando con un cambio organizacional y cultural, rompiendo con el paradigma de dirección tradicional. 7.1 PASOS PROCESO TOC
Paso 1. IDENTIFICAR las restricciones de la empresa. Para identificar los cuellos de botella del sistema se detectaron aquellas áreas donde se encuentra mayor acumulación de PEP (Producto en Proceso) o donde es requerido mayor cantidad de tiempo para realizar cada una de las operaciones, es decir, aquellas áreas de la empresa que limitan el flujo normal del proceso productivo. A pesar de que en la empresa existen muchos factores que intervienen para poder alcanzar un óptimo desempeño, siempre hay unos pocos elementos que son los que determinan la capacidad real de la planta. Dentro del proceso productivo de PERALTA PERFILERIA SAS existen varios recursos los cuales retrasan el proceso productivo generando que todo el resto del sistema trabaje a la velocidad del más lento, generando que la capacidad se encuentre por debajo de la demanda del mercado. El principal cuello de botella encontrado dentro del proceso productivo es la sección de pintura, para el análisis a realizar se tomará en cuenta una de los tableros eléctricos que requieren más tiempo de fabricación y el centro de costos que determina la capacidad total del sistema:
PINTURA: está sección es identificada como cuello de botella ya que en ella se genera la mayor cantidad de reprocesos, los equipos se encuentra deteriorados y algunos son inadecuados, existe contaminación en el ambiente, el personal actual es insuficiente para cumplir con la demanda, transporte
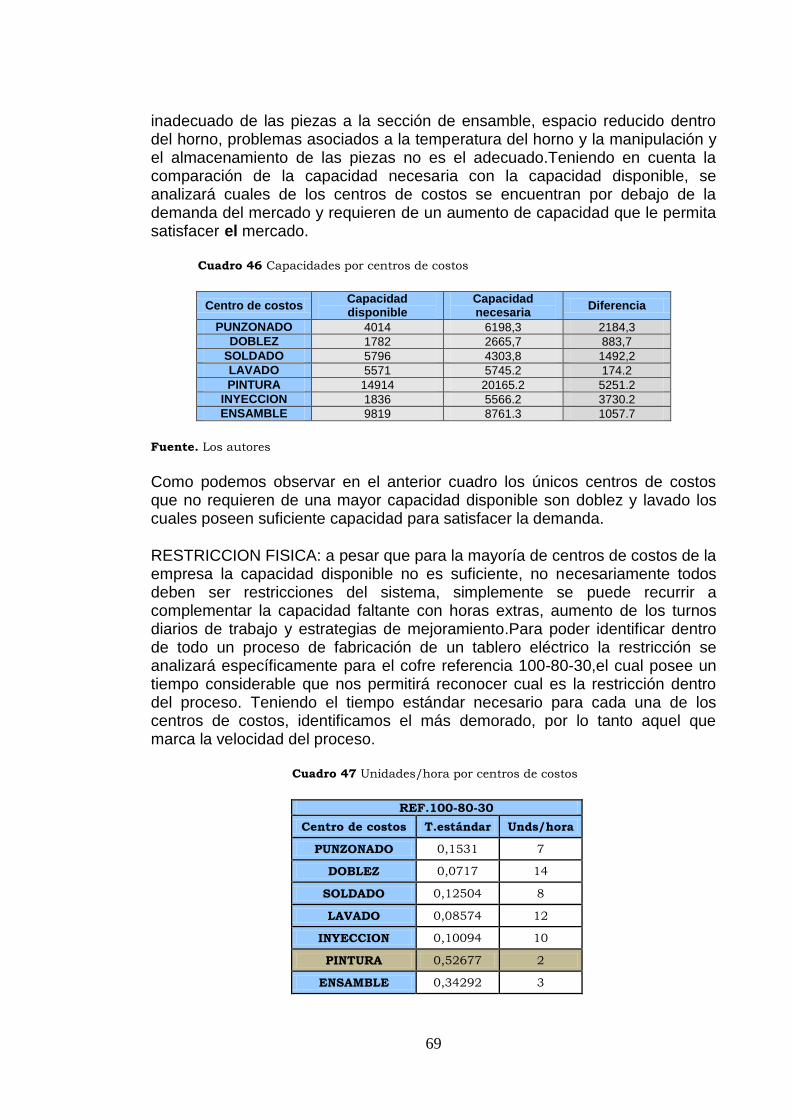
69
inadecuado de las piezas a la sección de ensamble, espacio reducido dentro del horno, problemas asociados a la temperatura del horno y la manipulación y el almacenamiento de las piezas no es el adecuado.Teniendo en cuenta la comparación de la capacidad necesaria con la capacidad disponible, se analizará cuales de los centros de costos se encuentran por debajo de la demanda del mercado y requieren de un aumento de capacidad que le permita satisfacer el mercado.
Cuadro 46 Capacidades por centros de costos
Centro de costos Capacidad disponible
Capacidad necesaria
Diferencia
PUNZONADO 4014 6198,3 2184,3
DOBLEZ 1782 2665,7 883,7
SOLDADO 5796 4303,8 1492,2
LAVADO 5571 5745.2 174.2
PINTURA 14914 20165.2 5251.2
INYECCION 1836 5566.2 3730.2
ENSAMBLE 9819 8761.3 1057.7
Fuente. Los autores
Como podemos observar en el anterior cuadro los únicos centros de costos que no requieren de una mayor capacidad disponible son doblez y lavado los cuales poseen suficiente capacidad para satisfacer la demanda.
RESTRICCION FISICA: a pesar que para la mayoría de centros de costos de la empresa la capacidad disponible no es suficiente, no necesariamente todos deben ser restricciones del sistema, simplemente se puede recurrir a complementar la capacidad faltante con horas extras, aumento de los turnos diarios de trabajo y estrategias de mejoramiento.Para poder identificar dentro de todo un proceso de fabricación de un tablero eléctrico la restricción se analizará específicamente para el cofre referencia 100-80-30,el cual posee un tiempo considerable que nos permitirá reconocer cual es la restricción dentro del proceso. Teniendo el tiempo estándar necesario para cada una de los centros de costos, identificamos el más demorado, por lo tanto aquel que marca la velocidad del proceso.
Cuadro 47 Unidades/hora por centros de costos
REF.100-80-30
Centro de costos T.estándar Unds/hora
PUNZONADO 0,1531 7
DOBLEZ 0,0717 14
SOLDADO 0,12504 8
LAVADO 0,08574 12
INYECCION 0,10094 10
PINTURA 0,52677 2
ENSAMBLE 0,34292 3

70
Como se observa en el cuadro la restricción del sistema es el área de pintura en la cual se producen 2 productos por hora, lo que quiere decir que se debe sincronizar los otros centros de costos respecto a pintura para balancear la capacidad del sistema.
RESTRICCION POLITICA Y ADMINISTRATIVA: es necesario mencionar las restricciones administrativas y políticas de la empresa, entre las cuales podemos encontrar que los dueños y administradores de la empresa se rehúsan a implementar cambios radicales dentro de la empresa, principalmente sacar del mercado productos que acarrean perdidas y que por tradición los mantienen dentro del mercado. Para poder implementar un modelo de mejora es necesario el apoyo de los dirigentes de la empresa y el cambio de pensamiento de todos los entes involucrados dentro del proceso de mejora para que la estrategia y la meta puedan ser alcanzadas.
Paso 2. EXPLOTAR la restricción del sistema
Al analizar e identificar el cuello de botella, debemos sincronizar todas las operaciones de tal forma que satisfaga la capacidad de la restricción. Para poder sacar el mayor provecho posible de la restricción se debe sincronizar todos los centros de costos con respecto al de pintura, es decir, que en todos los centros de trabajo se deben producir los mismos 2 cofres de la Ref. 100-80-30 para no generar un problema de acumulación de inventarios.
A continuación se muestra un cuadro donde se puede observar cuanto tiempo por hora se requeriría para cada uno los centros de costos si se fabricarán 2 unds/hora, es decir, la capacidad de la restricción.
Cuadro 48 Programación centros de costos
REF.100-80-30
Centro de
costos T.estándar Unds/hora
PUNZONADO 0,04688 2
DOBLEZ 0,01028 2
SOLDADO 0,03127 2
LAVADO 0,01470 2
INYECCION 0,02038 2
PINTURA 0,52677 2
ENSAMBLE 0,23519 2
Fuente. Los autores
71
Paso 3. SUBORDINAR todo a la restricción anterior.
Para poder mantener funcionando adecuadamente el cuello de botella es necesario poder suministrarle todos los componentes a tiempo a cada uno de los centros de costos, principalmente aquellos que proveen el cuello de botella para evitar paradas inesperadas que retrasen la eficiencia de la restricción.
El valor asignado para proteger el suministro de materiales a toda la empresa, es dado en tiempo de proceso y no en los tradicionales inventarios de seguridad basados en cantidades de material. Este valor será analizado más adelante en el modelo DBR como un amortizador de impactos.
Paso 4. ELEVAR la restricción del sistema.
Se debe superar las restricciones del centro de trabajo de pintura y una vez superados los anteriores pasos es posible que las limitaciones encontradas dentro del sistema se hayan eliminado por completo, generando que puedan buscarse estrategias de mercadeo para poder aumentarse la demanda del mercado y así mismo lograr ajustar la capacidad del recurso a la requerida por el mercado.
Paso 5. VOLVER AL PASO 1.
Luego de haber superado una restricción es necesario iniciar el proceso de revisión y búsqueda de restricciones, empleando nuevamente los cuatro pasos anteriores, en el caso de la empresa PERALTA PERFILERIA SAS, la nueva restricción a analizar después de pintura, sería el centro de costos de ensamble en el cual también se reportan gran cantidad de reprocesos.
APLICACIÓN DEL MODELO DBR (Drum – Buffer – Rope)
Esta metodología nace como resultado de la aplicación del TOC a la programación de una empresa. Este proceso se puede describir de la siguiente manera:
1. Programar las entregas de productos a los clientes utilizando las fechas de entrega.
2. Programar las restricciones de capacidad considerando los programas de entrega y los tiempos de entrega.
3. Optimizar los programas de las restricciones de capacidad. 4. Programar el lanzamiento de las materias primas y componentes
teniendo en cuenta los programas de las restricciones y los tiempos internos y de ensamblaje.
Como se observó anteriormente para la referencia 100-80-30 se debe realizar la programación para los puntos críticos y con respecto a este realizar la de los demás recursos de la empresa. Esta metodología reduce significativamente el tiempo de programación de las operaciones sin perder el control y minimiza la

72
probabilidad de reprogramaciones porque se minimiza la transmisión de las fluctuaciones aleatorias.
DRUM (TAMBOR)
En el caso analizado para la referencia 100-80-30 la restricción del sistema es la sección de pintura la cuál será tratada como el tambor del proceso, que es el que marcará la velocidad de producción de toda la planta. Este recurso asimila la capacidad de producción y es necesario evitar que ningún otro recurso supere la velocidad que marca el tambor del proceso.
BUFFER (AMORTIGUADOR)
Se debe establecer un amortiguador de inventario que protegerá el througput de la planta de cualquier perturbación que se produzca en los factores no cuellos de botella. Estos amortiguadores se deben situar en lugares estratégicos del proceso productivo que se relacionan con restricciones dentro del sistema.
Para la empresa PERALTA PERFILERIA SAS se mantendrá un tiempo de medio día de amortiguador para los materiales requeridos en los centros de costos de punzonado y ensamble.
ROPE (SOGA)
Es el tiempo de preparación y ejecución necesario para todas las operaciones anteriores al DRUM, más el tiempo del BUfFFER.
Tomando en cuenta el ejemplo analizado tenemos los siguientes datos para la Referencia 100-80-30
REF.100-80-30
Centro de costos
T.estándar
PUNZONADO 0,1531
DOBLEZ 0,0717
SOLDADO 0,12504
LAVADO 0,08574
INYECCION 0,10094
PINTURA 0,52677
ENSAMBLE 0,34292
TOTAL TIEMPO PREPARACIÓN 1,406 Horas TOTAL DRUM (Amortiguador) 12 Horas TOTAL ROPE 12.406 Horas

73
Etapas del modelo DBR
El primer paso será programar la producción del recurso cuello de botella (Pintura), tomando en cuenta su capacidad limitada y la demanda de mercado que está tratando de atender.
El segundo paso será programar la producción de los restantes recursos que no son Cuello de botella
Programar las operaciones subsiguientes al cuello de botella es una tarea sencilla. Una vez que una parte se termina en un C.B. se programa la operación siguiente. Cada operación subsiguiente incluyendo la del ensamble, simplemente se inicia cuando termina la operación anterior.
Programar las operaciones precedentes y proteger al C.B. de las perturbaciones que se puedan producir en los recursos anteriores.
Asignar una protección de medio día de trabajo en el amortiguador de tiempo será más que suficiente para proteger el throughput del cuello de botella.
El paso siguiente es programar, remontándonos hacia atrás en el tiempo, partiendo de la sección de pintura. Se programará la operación inmediatamente precedente a la sección de pintura de manera que termine las partes necesarias medio día antes de que estén programadas para ser utilizadas en pintura.
Cada una de las operaciones precedentes se programará en retrospectiva de manera semejante para que todas las partes estén disponibles justo a tiempo para la siguiente operación.
De esta manera, se puede generar un programa y un amortiguador de tiempo que satisfaga todos los requerimientos del proceso de producción de cofres. Cualquier perturbación en las operaciones precedentes, que pueda superarse dentro del amortiguador de tiempo, no afecta el throughput de la planta.
CONTABILIDAD EL TROUGHPUT
El TOC propone tres indicadores fundamentales para evaluar el impacto de cualquier acción en relación con la meta Estos indicadores son:
Throughput: es la velocidad a la cual el sistema genera dinero a través de las ventas. Una unidad producida y no vendida no genera throughput Inventarios: es todo el dinero que el sistema invertido en comprar cosas que espera vender, o que tiene la posibilidad de vender, aunque no sea su objetivo.
74
Gastos operacionales: es todo el dinero que el sistema gasta en transformar el inventario en throughput.
Throuhgput – Gastos de operación = Ganancia Neta
Throuhgput – Gastos de operación = Rendimiento sobre capital invertido Inventarios
La meta de una planta industrial es la misma que la de la empresa: ganar dinero; y producir para lograr un pleno aprovechamiento de la capacidad instalada, buscando una plena absorción de los costos, alejan a la planta industrial de la meta, si esas unidades no pueden ser vendidas, incrementando el inventario de productos terminados, o el de producción en proceso, ya sea si el cuello de botella es la demanda o alguno de los recursos productivos.
Si aumenta el throughput y no se modifican desfavorablemente los inventarios y los gastos de operación, se aumenta la ganancia neta, el retorno sobre el capital invertido y el flujo de caja; lo mismo ocurre si bajan los gastos de operación y no se modifican desfavorablemente el throughput y los inventarios; en cambio si bajan los inventarios y no se modifican desfavorablemente el throughput y los gastos de operación , solamente se afecta el retorno sobre el capital invertido y el flujo de caja, permaneciendo inalterable la ganancia neta.
El throughput y los gastos de operación son más importantes que los inventarios, pues ambos inciden en la ganancia neta y en el retorno sobre el capital invertido, en cambio los inventarios solamente inciden sobre el retorno sobre el capital invertido. Y de los dos el más importante son los gastos de operación, puesto que constituyen una variable controlable por la empresa, en cambio el throughput está afectado por factores externos.
Cálculos para la empresa PERALTA PERFILERIA SAS
Año 2012 Ganancia Neta = 16.487.133 – (1.068.643 + 1.838.543) Ganancia Neta = 13.579.947 millones de pesos Rendimiento sobre el capital = 16.487.133 – (1.068.643 + 1.838.543) 4.733.326 Rendimiento sobre el capital = 2.87 Año 2013 Ganancia Neta = 17.753.535 – (1.064.965 + 2.266.584) Ganancia Neta = 14.421.986 millones de pesos Rendimiento sobre el capital = 17.753.535 – (1.064.965 + 2.266.584)
4.281.014

75
Rendimiento sobre el capital = 3.37
Año 2014
Ganancia Neta = 20.482.174 – (1.192.130 + 2471197) Ganancia Neta = 16.818.847 millones de pesos Rendimiento sobre el capital = 20.482.174 - (1.192.130 + 2471197) 4.229.118 Rendimiento sobre el capital = 3.
SINTESIS TEORÍA DE RESTRICCIONES
El sincronizar el flujo de operaciones de la planta es una estrategia que ayuda a mejorar la calidad de los productos ya que se descubrirían los problemas a tiempo, se reducen los tiempos de espera, se aumentan las entregas parciales reduciendo los niveles de inventario y los tiempos de facturación contribuyendo de esta manera a una reducción sustancial en los costos.
La Teoría de las Restricciones (TOC) es una metodología sistémica de gestión y mejora de una empresa, que la considera como un sistema, y que la hace sincronizar su flujo a la capacidad del mismo.
La meta de cualquier empresa con fines de lucro es ganar dinero, satisfaciendo las necesidades de los clientes, empleados y accionistas. Si no gana cierta cantidad, es porque algo se lo esta impidiendo: sus restricciones, que son en general criterios de decisión erróneos.
Conocer a la empresa de manera financiera es muy útil, pero no tiene sentido sino se comprende de donde surgen esos resultados, si no se sabe por qué razón se obtuvieron los resultados, o lo que es peor, porque no se logran. Continuar gerenciando una empresa prestando atención sólo a los indicadores financieros hoy es un suicidio, ya que ellos, sólo informan lo que ya pasó, no informan el clima laboral de la empresa, ni la satisfacción de los clientes, ni la calidad de elaboración de sus productos y servicios. Y en el caso de TOC no indican donde se están generando las restricciones que impiden llegar a la meta.
Para implementar un modelo de mejora con TOC, se necesita el apoyo de los gerentes trabajando en equipo con todo su personal, si ellos no se involucran y cambian su pensamiento y el de sus empleados, la estrategia y la meta difícilmente será alcanzada.

76
8. PROPUESTAS DE MEJORAMIENTO 8.1 INTRODUCCIÓN
En este capítulo se enseñaran las propuestas de mejoramiento establecidas para cada oportunidad de mejora identificada dentro del desarrollo del proyecto, los cuales fueron mencionados en cada uno de los capítulos anteriores. Se realiza un cuadro resumen en el cual se presenta el problema identificado, la causa que lo genera, la solución propuesta, el responsable de gestionar el cumplimiento de la acción propuesta y la manera como se medirá el cumplimiento de dicha propuesta. Posteriormente se realiza la contextualización de cada problema identificado y solución propuesta. Cuadro 49. Resumen propuesta de mejoramient
Los autores

76
8.2 DESCRIPCIÓN DE OPORTUNIDADES DE MEJORA Oportunidad de mejora: Toma de decisiones a destiempo. En repetidas ocasiones el gerente no toma la decisión en el momento más acertado, la aprobación para la compra de materiales o desembolso a proveedores se realiza fuera de los límites establecidos lo cual genera traumas e inconvenientes en todos los sectores de la empresa. Entre las funciones que lleva a cabo el gerente está el realizar viajes a diferentes ciudades o países lo cual conlleva que no pueda estar presente en la empresa para la toma de decisiones y representaciones necesarias para la empresa. Solución propuesta: Establecer un presupuesto mínimo de compras mensuales, donde no haya necesidad de autorizar cada desembolso para cada compra que se realice, en caso de que las compras del mes sobrepasen el presupuesto establecido y el gerente, quien es el encargado de autorizar los pagos, no se encuentre; se asignará un suplente encargado de realizar dicha función. De igual manera establecer un plan de pagos mensuales a los proveedores, asegurando que sea oportuno y evitando el vencimiento de las facturas, el área de tesorería será la encargada de realizar ésta función. Oportunidad de mejora: Falta de materia prima e insumos y retraso en la entrega de pedidos La compra a los proveedores no se realiza siempre con el pago inmediato, se manejan plazos acordados de 30, 60 y 90 días para realizarlos, por no tener un plan de pagos establecido y un control acorde a estas necesidades, en muchas ocasiones se incumplen los pagos y esto genera molestias entre los proveedores, ocasionando que los pedidos de materiales no sean despachados a tiempo o rechazados. Esta oportunidad de mejora se divide en dos áreas responsables: compras y producción, es decir, no se tiene en cuenta el EOQ y el EPQ. En repetidas ocasiones no se cuenta con el stock necesario para llevar a cabo las ordenes solicitadas ya sea por una mala planeación del material necesario o por recibir un sobrepedido que excede la capacidad disponible de la empresa. Cuando no se puede ensamblar una orden programada, se afecta todo el sistema de producción al tener que adelantar otra orden para no parar la sección de ensamble. El problema es realmente importante en el momento en que para la entrega de algún pedido se tiene alguna especie de cláusula de incumplimiento, es decir, las

77
partes se comprometen, y acuerdan la fecha y condiciones de entrega, si la empresa incumple tiene que pagar cierta cantidad de dinero por el incumplimiento. Solución: Se hace necesaria la implementación de modelos matemáticos, los
cuales permitan solucionar de manera sistemática el problema que se evidencia en cuanto a inventarios, ya que en repetidas ocasiones se enfrentan al problema del faltante de materiales para el cumplimiento del programa de producción, por ende retraso en la entrega de los pedidos. A continuación se presenta la propuesta de implementación del modelo de manejo adecuado de inventarios: 8.2.1 Cálculo de la cantidad óptima de pedido Para obtener la información del lote óptimo de pedido, se tuvo en cuenta la lista de materiales de las referencias de tableros eléctricos, ya que la mayoría de referencias tienen materiales en común, se unificaron las demandas para obtener un consolidado total de la demanda anual de cada uno de los componentes de los tableros eléctricos. El costo unitario, se obtuvo del histórico de compras realizadas para cada uno de los componentes. De acuerdo a la fórmula de EOQ tenemos,
Donde: D: Demanda anual obtenida S: Costo de emitir una orden, para éste caso se determinó que el costo de emitir una orden es de $63.290. Que corresponden a costos administrativos, costos de calidad, costo de arrendamiento y servicios publicos. H = i * C : Costo de mantener una unidad en inventario. Que para éste caso se asignó: i= Tasa de transferencia de 10% ; C = Costo unitario. De igual manera se halló el punto de reorden, donde se tuvo en cuenta la demanda diaria y el lead time definido por la empresa. El punto de reorden indica la cantidad minima que debe haber en inventario por cada articulo para relaizar nuevamente un pedido de éste artículo. Teniendo en cuenta la información anterior se obtuvieron los siguientes resultados:

78
Cuadro 49 Lote óptimo de pedido
REFERENCIA DEMANDA Costo Unit S H EOQ d Lead Time
Punto de
Reorden
ARANDELA DIAMETRO INTERNO 3/8''X1" Z 457.348 $ 27,00 $ 63.290,00 $ 2,70 146.428 1.253 7 8.771
ARANDELA NEOPRENO PARA TORNILLO 10-12
470.426 $ 23,63 $ 63.290,00 $ 2,36 156.522 1.289 7 9.022
GRIS RAL 7032 PE80665 23.384 $ 900,00 $ 63.290,00 $ 90,00 25.362 64 7 448
LAMINA CALIBRE 16 LG 527.891 $ 1.888,21 $ 63.290,00 $ 188,82 17.510 1.446 7 10.124
LAMINA CALIBRE 18 LG 1.222.546 $ 1.827,24 $ 63.290,00 $ 182,72 17.800 3.349 7 23.446
LLAVE PLASTICA PARA CIERRE DE 1/4 DE VUELTA
118.391 $ 960,00 $ 63.290,00 $ 96,00 24.557 324 7 2.271
RAKU CLEANER 90-1701 551.415 $ 19,55 $ 63.290,00 $ 1,96 172.081 1.511 7 10.575
RAKU-PUR-32-3265-4A 3.081.271 $ 18,60 $ 63.290,00 $ 1,86 176.421 8.442 7 59.093
RAKU-PUR-32-3265-BA 676.079 $ 18,84 $ 63.290,00 $ 1,88 175.293 1.852 7 12.966
TAPON CHINO 441.132 $ 10,00 $ 63.290,00 $ 1,00 240.606 1.209 7 8.460
TAPON ESTRUCTURA PLASTICO 441.132 $ 15,00 $ 63.290,00 $ 1,50 196.454 1.209 7 8.460
TORNILLO AVELLAN ESTRELLA 3/16"X 1/2'' Z
470.426 $ 25,00 $ 63.290,00 $ 2,50 152.172 1.289 7 9.022
TORNILLO SOLDABLE PROYECCION 1/4" X 3/4" COBRIZADO
220.566 $ 187,00 $ 63.290,00 $ 18,70 55.640 604 7 4.230
TORNILLO SOLDABLE PROYECCION 5/16" X 1.1/4" COBRIZADO
457.348 $ 388,00 $ 63.290,00 $ 38,80 38.627 1.253 7 8.771
TUERCA HEX. 1/4'' Z 220.566 $ 12,23 $ 63.290,00 $ 1,22 217.567 604 7 4.230
TUERCA HEX. 8MM " Z 457.348 $ 26,25 $ 63.290,00 $ 2,63 148.505 1.253 7 8.771
TUERCA SEGURIDAD DE 3/16'' Z 470.426 $ 27,00 $ 63.290,00 $ 2,70 146.428 1.289 7 9.022
VARILLA REDONDA DE 4.75 MM INOX 2.541 $ 7.403,65 $ 63.290,00 $ 740,37 8.843 7 7 49
Fuente: Los autores
8.2.2 Cantidad óptima de producción
Para encontrar el dato de la cantidad mínima a producir por cada artículo, se tuvo en cuenta la demanda anual de cada producto terminado, de acuerdo a la siguiente formula, se tiene:
D= Demanda anual Cop= Costo de emitir una orden de producción.

79
Cmi: Costo de mantener una unidad en inventario d= Demanda diaria R= Capacidad de producción de la planta, para ésta variable , se tuvo en cuenta la capacidad del área de pintura, ya que según el análisis de la teoría de restricciones se determinó que ésta área es la que lleva la marcha del proceso. Entonces: Cuadro 50 Lote óptimo de producción
Referencia Precio Unit DEMANDA ANUAL und
CAPACIDAD PINTURA h
d C op C mi EPQ
CP-100-80-20-PH $ 114.258,10 1300,00 3914097,58 4 $ 80.000,00 $ 11.425,81 135
CP-100-80-30-PH $ 123.673,15 6808,00 3914097,58 19 $ 80.000,00 $ 12.367,32 297
CP-20-20-15-PH $ 19.565,21 11050,00 3914097,58 30 $ 80.000,00 $ 1.956,52 951
CP-30-20-15-PH $ 21.014,09 3565,00 3914097,58 10 $ 80.000,00 $ 2.101,41 521
CP-40-30-20-PH $ 31.452,34 39361,00 3914097,58 108 $ 80.000,00 $ 3.145,23 1.415
CP-40-30-30-PH $ 36.784,80 3050,00 3914097,58 8 $ 80.000,00 $ 3.678,48 364
CP-50-30-20-PH $ 33.495,72 531,00 3914097,58 1 $ 80.000,00 $ 3.349,57 159
CP-50-30-30-PH $ 52.158,90 3936,00 3914097,58 11 $ 80.000,00 $ 5.215,89 347
CP-50-40-20-PH $ 36.634,68 18489,00 3914097,58 51 $ 80.000,00 $ 3.663,47 899
CP-50-40-30-PH $ 56.849,60 7860,00 3914097,58 22 $ 80.000,00 $ 5.684,96 470
CP-60-40-20-PH $ 37.098,26 4276,00 3914097,58 12 $ 80.000,00 $ 3.709,83 429
CP-60-40-30-PH $ 67.246,48 3518,00 3914097,58 10 $ 80.000,00 $ 6.724,65 289
CP-80-60-20-PH $ 61.060,57 3826,00 3914097,58 10 $ 80.000,00 $ 6.106,06 317
CP-80-60-30-PH $ 104.778,68 2713,00 3914097,58 7 $ 80.000,00 $ 10.477,87 204
Fuente: Los autores
Oportunidad de mejora: Baja calidad en los materiales:
La evaluación actualmente utilizada para clasificar y elegir a los proveedores no contempla un check list o implementa algún tipo de barrera que permita seleccionar los proveedores más convenientes para la empresa o aquellos que garanticen la mejor calidad en sus materiales. Solución: Para dar solución a ésto, se genera una propuesta para la evaluación de proveedores donde se establece un criterio de aceptación que de acuerdo a un puntaje asignado se clasifican los proveedores en: primario, secundario, terciario y rechazado.

80
Ésta evaluación busca que el proceso de selección de proveedores sea un poco más estricto, para evitar inconvenientes de calidad, costos y tiempos de entrega que se generan al aceptar cualquier proveedor. (VER ANEXO C)
8.3 PLANEACION Y PROGRAMACION DE LA PRODUCCION
Debido a que los materiales no llegan a tiempo a cada uno de los centros de costo, se hace necesario establecer un plan de programación de la producción hacia atrás, en donde se tenga como punto de referencia la fecha de ensamble de los productos y de ésta manera se programe de acuerdo al siguiente cuadro, los centros de costos que preceden el proceso de ensamble. Programación de la producción – Producto en proceso
Fuente: Los autores
De acuerdo al estudio técnico realizado, se hace indispensable establecer un plan en donde se aumente la capacidad general de la planta, especialmente el área de pintura, considerada como el cuello de botella, la capacidad se puede ampliar aumentando la mano de obra y los equipos disponibles. Para las otras áreas se puede evaluar la opción de implementar más turnos de trabajo o ampliar la capacidad con horas extras de trabajo, trabajando un primer
Punzonado
Doblez
Soldado
Lavado
Inyección
Ensamble
6 5 4 3 2 1 0
DIAS
PROGRAMACIÓN DE LA PRODUCCIÓN MANEJO DE
INVENTARIOS EN PROCESO
Pintura

81
turno y realizar horas extras diurnas, o dos turnos de 8 horas e implementar horas extras nocturnas. Aumentando la capacidad de la planta y teniendo en cuenta los tiempos de entrega de un proceso a otro, se hace indispensable manejar un programa de producción por cada centro de costo, con el fin de que se cumplan los tiempos de entrega y llevar un control por cada puesto de trabajo. Este programa debe basarse en el estudio de tiempos realizado en éste proyecto. Se debe controlar el porcentaje de cumplimiento mensual por cada centro de costos, para lo cual es necesario implementar un formato de control de producción, donde se observe la cantidad fabricada/ cantidad planeada. Se propone el formato de control de producción. (Ver Anexo D) Adicionalmente, como acción inmediata, debe realizarse un programa de recuperación de todas las piezas que se encuentran pendientes por reprocesar, ya que hay gran capital invertido en esas piezas que están almacenadas sin generar valor agregado al proceso. 8.4 Almacenamiento de Producto en Proceso. Actualmente se almacenan las piezas en proceso de manera inadecuada, en canastas de plástico, lo que genera que las piezas se deterioren y peor aun cuando éstas ya están pintadas, éste tipo de almacenamiento genera que se rayen las piezas y por ende sean rechazadas en el área de ensamble, adicionalmente son transportadas de un área a otra por los operarios, quienes no poseen las herramientas necesarias para realizar dicha labor, teniendo que cargar todas las piezas para ser ensambladas. Para dar solución a esto, se recomienda la compra de contenedores dónde se pueda almacenar individualmente cada pieza, disminuyendo así el daño de las piezas y por ende reproceso de las mismas. Se recomienda que los contenedores cuenten con estibas de madera y que haya un gato hidráulico para facilitar el transporte y disminuir la carga de los operarios. Los contenedores deben ubicarse a lado y lado de cada centro de trabajo, para que haya una secuencia de trabajo, antes y después de cada proceso, generando disminución de espacio ocupado y optimización del tiempo de proceso.