principios entrenamiento plc-5 ab
DESCRIPTION
principios basicos dellc5 de allen bradleyTRANSCRIPT

ENTRENAMIENTENTRENAMIENTO PLC-5 DE AB O PLC-5 DE AB
ENTRENAMIENTENTRENAMIENTO PLC-5 DE AB O PLC-5 DE AB
Expositor:Expositor:ING. NELSON MORENOING. NELSON MORENO
Facilitador:Facilitador:ING. FREDDY OSORIOING. FREDDY OSORIO
Diciembre 2005Diciembre 2005
Expositor:Expositor:ING. NELSON MORENOING. NELSON MORENO
Facilitador:Facilitador:ING. FREDDY OSORIOING. FREDDY OSORIO
Diciembre 2005Diciembre 2005

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5ContenidoContenido
IntroducciónIntroducción Definición Definición y y Funciones Funciones de un PLC.de un PLC. Campos de Aplicación Campos de Aplicación Ventajas y Desventajas Ventajas y Desventajas Estructura del PLCEstructura del PLC Diagrama de Bloques InternoDiagrama de Bloques Interno Ciclo de FuncionamientoCiclo de Funcionamiento Configuración Hardware del PLC-5 Configuración Hardware del PLC-5 Configuración Software del PLC-5 Configuración Software del PLC-5 ConclusiónConclusión

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 IntroducciónIntroducción
La necesidad de incrementar producción con La necesidad de incrementar producción con mejor calidad ante las exigencias cada vez mejor calidad ante las exigencias cada vez mayor de la demanda de Mercado a obligado a mayor de la demanda de Mercado a obligado a las Industrias desde hace algunas décadas las Industrias desde hace algunas décadas invertir tiempo y dinero para mejorar sus invertir tiempo y dinero para mejorar sus líneas de proceso. De ahí que, de la mano con líneas de proceso. De ahí que, de la mano con los cambios tecnológicos la mayoría de las los cambios tecnológicos la mayoría de las empresas pasan de la etapa Lógica Cableada, empresas pasan de la etapa Lógica Cableada, tecnología obsoleta, a la de los Autómatas tecnología obsoleta, a la de los Autómatas Programables (PLC); los cuales se han venido Programables (PLC); los cuales se han venido afianzando cada vez más por su singular aporte afianzando cada vez más por su singular aporte en la eficiencia, rapidez y calidad operacional en la eficiencia, rapidez y calidad operacional de los procesos industriales.de los procesos industriales.

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 DefiniciónDefinición
El PLC (Controlador Lógico Programable) o El PLC (Controlador Lógico Programable) o Autómata Programable, es un equipo electrónico Autómata Programable, es un equipo electrónico digital de alto rango de digital de alto rango de flexibilidadflexibilidad, que de , que de acuerdo a una programación o secuencia de acuerdo a una programación o secuencia de actividades es capaz de controlar en actividades es capaz de controlar en tiempo realtiempo real y y con eficiencia con eficiencia procesosprocesos industriales y/o industriales y/o secuenciales secuenciales amplios y complejosamplios y complejos. Están Basados . Están Basados en Microprocesadores o DPL (dispositivos lógicos en Microprocesadores o DPL (dispositivos lógicos programables), unidades de memoria y circuitos de programables), unidades de memoria y circuitos de acoplamiento (I/O) a equipos del proceso, acoplamiento (I/O) a equipos del proceso, construidos a alta escala de integración. construidos a alta escala de integración.
Un PLC trabaja en base a la información recibida por Un PLC trabaja en base a la información recibida por los sensores y un programa lógico interno que los sensores y un programa lógico interno que genera las acciones requeridas, sobre los genera las acciones requeridas, sobre los actuadores de la instalación, de acuerdo a la lógica actuadores de la instalación, de acuerdo a la lógica suministrada por el programador.suministrada por el programador.

DetecciónDetección: Lectura de la señal de los captadores distribuidos por el sistema : Lectura de la señal de los captadores distribuidos por el sistema de fabricación.de fabricación.
MandoMando: Elaborar y enviar las acciones al sistema mediante los : Elaborar y enviar las acciones al sistema mediante los acccionadores y preaccionadores.acccionadores y preaccionadores.
Dialogo hombre maquina (IHM):Dialogo hombre maquina (IHM): Mantener un diálogo con los operarios Mantener un diálogo con los operarios de producción, obedeciendo sus consignas e informando del estado del de producción, obedeciendo sus consignas e informando del estado del proceso.proceso.
ProgramaciónProgramación: Para introducir, elaborar y cambiar el programa de : Para introducir, elaborar y cambiar el programa de aplicación del PLC. aplicación del PLC.
Redes de comunicaciónRedes de comunicación: Permiten establecer comunicación con otras : Permiten establecer comunicación con otras partes de control; así, como el intercambio de datos entre PLC’s a tiempo partes de control; así, como el intercambio de datos entre PLC’s a tiempo real. real.
Sistemas de supervisiónSistemas de supervisión: También los autómatas permiten comunicarse : También los autómatas permiten comunicarse con PC provistos de programas de supervisión industrial SCADA. Esta con PC provistos de programas de supervisión industrial SCADA. Esta comunicación se realiza por una red industrial o por medio de una simple comunicación se realiza por una red industrial o por medio de una simple conexión por el puerto serie del computador.conexión por el puerto serie del computador.
Control de procesos continuosControl de procesos continuos: Además de dedicarse al control de : Además de dedicarse al control de sistemas de eventos discretos los PLC’s llevan incorporadas funciones que sistemas de eventos discretos los PLC’s llevan incorporadas funciones que permiten el control de procesos continuos. Disponen de permiten el control de procesos continuos. Disponen de módulos de entrada módulos de entrada y salida analógicasy salida analógicas y la posibilidad de ejecutar reguladores PID que están y la posibilidad de ejecutar reguladores PID que están programados en el PLC.programados en el PLC.
Entradas- Salidas distribuidasEntradas- Salidas distribuidas: Los módulos de entrada /salida no tienen : Los módulos de entrada /salida no tienen porqué estar en el porqué estar en el rackrack del PLC. Pueden estar distribuidos por la instalación, del PLC. Pueden estar distribuidos por la instalación, se comunican con la unidad central del PLC mediante un cable de red.se comunican con la unidad central del PLC mediante un cable de red.
Buses de campoBuses de campo: Mediante un solo cable de comunicación se pueden : Mediante un solo cable de comunicación se pueden conectar al bus captadores y accionadores, reemplazando al cableado conectar al bus captadores y accionadores, reemplazando al cableado tradicional. El PLC consulta cíclicamente el estado de los captadores y tradicional. El PLC consulta cíclicamente el estado de los captadores y actualiza el estado de los accionadores. actualiza el estado de los accionadores.
ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Funciones de un PLCFunciones de un PLC

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Campos de AplicaciónCampos de Aplicación
Sus especiales características de diseño y constante Sus especiales características de diseño y constante evolución del hardware y software le abren un campo de evolución del hardware y software le abren un campo de aplicación muy extenso. Se utilizan en instalaciones aplicación muy extenso. Se utilizan en instalaciones donde es necesario realizar procesos de maniobra, donde es necesario realizar procesos de maniobra, control, señalización, es decir, desde procesos de control, señalización, es decir, desde procesos de fabricación industrial de cualquier tipo al de fabricación industrial de cualquier tipo al de transformaciones industriales, control de instalaciones, transformaciones industriales, control de instalaciones, etc. ej:etc. ej:
Maniobra de maquinaria de ensamblaje, de herramientas Maniobra de maquinaria de ensamblaje, de herramientas complejas e industrias del Plástico y la madera.complejas e industrias del Plástico y la madera.
Control de procesos de la industria petrolera y del gas.Control de procesos de la industria petrolera y del gas. Maniobra de instalaciones de seguridad, de plantas Maniobra de instalaciones de seguridad, de plantas
embotelladoras, tratamiento térmico.embotelladoras, tratamiento térmico. Chequeos de Programas y señalización del estado de Chequeos de Programas y señalización del estado de
procesos.procesos.

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Ventajas y DesventajasVentajas y Desventajas
Ventajas:Ventajas: Menor tiempo en la elaboración de proyectos: No requiere : No requiere
dibujar esquemas de contactos, suficiente memoria para dibujar esquemas de contactos, suficiente memoria para almacenar ecuaciones lógicas, se reduce la lista de materiales almacenar ecuaciones lógicas, se reduce la lista de materiales aliviando el presupuesto.aliviando el presupuesto.
Facilidad de almacenar programas y modificarlos sin necesidad Facilidad de almacenar programas y modificarlos sin necesidad de cambiar el cableado o añadir aparatos.de cambiar el cableado o añadir aparatos.
Sus reducidas dimensiones permiten un mínimo espacio de Sus reducidas dimensiones permiten un mínimo espacio de ocupación.ocupación.
Extrema facilidad del montaje; lo que reduce el costo de mano de Extrema facilidad del montaje; lo que reduce el costo de mano de obra de la instalación.obra de la instalación.
Economía de mantenimiento: Además de aumentar la fiabilidad Economía de mantenimiento: Además de aumentar la fiabilidad del sistema, al eliminar los contactos móviles, los mismos del sistema, al eliminar los contactos móviles, los mismos autómatas pueden detectar e indicar averías. Incluyendo autómatas pueden detectar e indicar averías. Incluyendo autodiagnósticos y auto verificación.autodiagnósticos y auto verificación.
Posibilidad de gobernar varias máquinas con un mismo Posibilidad de gobernar varias máquinas con un mismo Autómata.Autómata.
Se reduce el tiempo de ejecución del proceso al reducirse el Se reduce el tiempo de ejecución del proceso al reducirse el tiempo del cableado.tiempo del cableado.
Si la máquina queda fuera de servicio, el autómata sigue siendo Si la máquina queda fuera de servicio, el autómata sigue siendo útil para cualquier otra máquina o sistema de producción.útil para cualquier otra máquina o sistema de producción.

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Ventajas y Desventajas cont...Ventajas y Desventajas cont...
Desventajas:Desventajas: Requiere un programador, lo que obliga a Requiere un programador, lo que obliga a
adiestrar a uno de los técnicos en tal adiestrar a uno de los técnicos en tal sentido.sentido.
El costo inicial, puede o no ser un El costo inicial, puede o no ser un inconveniente según el automatismo en inconveniente según el automatismo en cuestión. El proyectista debe conocer la cuestión. El proyectista debe conocer la amplitud, limitaciones y otros factores a fin amplitud, limitaciones y otros factores a fin de tomar una decisión acertada al de tomar una decisión acertada al seleccionar el PLC que se adapte a los seleccionar el PLC que se adapte a los requerimientos. requerimientos.

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 EstructuraEstructura
Compacto Semimodular Compacto Semimodular ModularModular
Estructura InternaEstructura Interna
.
Estructura ExternaEstructura Externa CompactoCompacto ModularModular
Estructura InternaEstructura Interna Sección de entradasSección de entradas Unidad Central de Unidad Central de
Procesos CPUProcesos CPU Sección de SalidasSección de Salidas La unidad de La unidad de
AlimentaciónAlimentación La Unidad o Consola de La Unidad o Consola de
ProgramaciónProgramación Los Dispositivos Los Dispositivos
PeriféricosPeriféricos InterfacesInterfaces
IN
µP
Batería
Fuente de Alimentación
OUT
Memoria
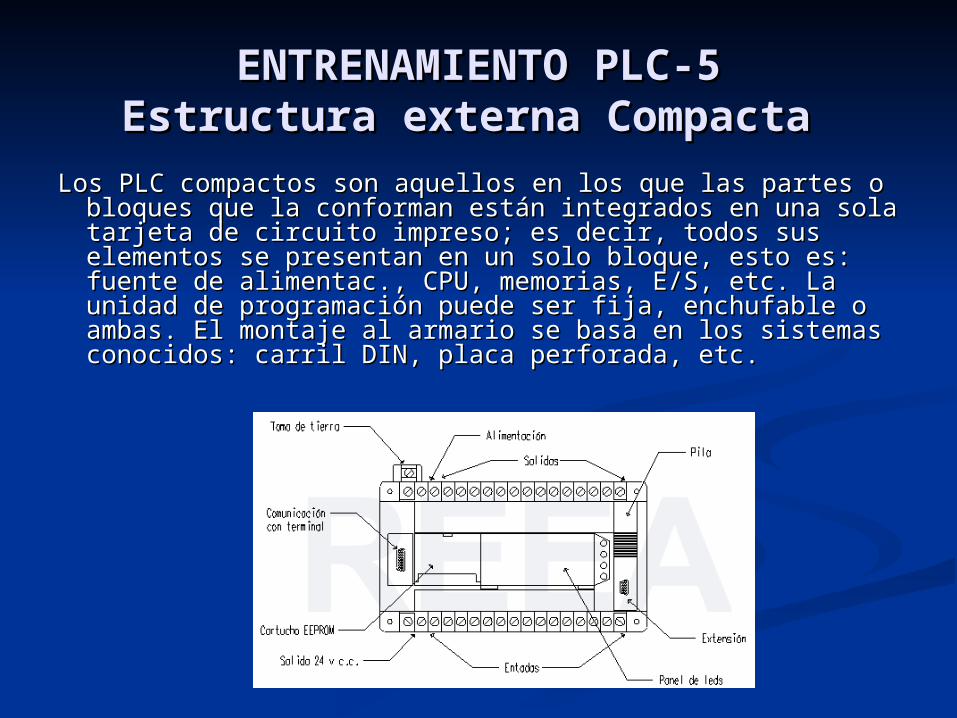
Los PLC compactos son aquellos en los que las partes o Los PLC compactos son aquellos en los que las partes o bloques que la conforman están integrados en una sola bloques que la conforman están integrados en una sola tarjeta de circuito impreso; es decir, todos sus tarjeta de circuito impreso; es decir, todos sus elementos se presentan en un solo bloque, esto es: elementos se presentan en un solo bloque, esto es: fuente de alimentac., CPU, memorias, E/S, etc. La fuente de alimentac., CPU, memorias, E/S, etc. La unidad de programación puede ser fija, enchufable o unidad de programación puede ser fija, enchufable o ambas. El montaje al armario se basa en los sistemas ambas. El montaje al armario se basa en los sistemas conocidos: carril DIN, placa perforada, etc.conocidos: carril DIN, placa perforada, etc.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5Estructura externa Compacta Estructura externa Compacta

Estructura Americana:Estructura Americana: Se Se caracteriza por separar las E/S caracteriza por separar las E/S del resto del equipo, de tal forma del resto del equipo, de tal forma que en un bloque compacto, que en un bloque compacto, están reunidos el CPU, la están reunidos el CPU, la memoria del usuario, la fuente de memoria del usuario, la fuente de alimentación y separadamente alimentación y separadamente las unidades de E/S en los las unidades de E/S en los bloques o tarjetas necesarias.bloques o tarjetas necesarias.
Estructura Europea:Estructura Europea: Su Su característica principal es que característica principal es que existe un modulo para cada existe un modulo para cada función: fuente de alimentación, función: fuente de alimentación, CPU, E/S, etc. La unidad de CPU, E/S, etc. La unidad de programación se une mediante programación se une mediante un cable o conector. La sujeción un cable o conector. La sujeción de los mismos se hace sobre el de los mismos se hace sobre el carril DIN (placa perforada) o carril DIN (placa perforada) o bien sobre soporte (chasis o bien sobre soporte (chasis o RACK), en donde va alojado el RACK), en donde va alojado el bus externo de unión de los bus externo de unión de los distintos módulos que lo distintos módulos que lo componen. componen.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5Estructura externa ModularEstructura externa Modular

Estructura modular PLC-5:Estructura modular PLC-5: Obedece a la Obedece a la estructura europea estructura europea y soportan una gran y soportan una gran variedad de módulos:variedad de módulos:
Módulos de entradas y salidas Módulos de entradas y salidas digitalesdigitales Módulos de entradas y salidas analógicasMódulos de entradas y salidas analógicas Módulos de comunicacionesMódulos de comunicaciones Interfaces de operadorInterfaces de operador Expansiones de I/O remotasExpansiones de I/O remotas Módulos especiales: contadores, medidores Módulos especiales: contadores, medidores
de frecuencia, módulos para RTD’s, de frecuencia, módulos para RTD’s, termocuplas, mV, para vibraciones, etc.termocuplas, mV, para vibraciones, etc.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5Estructura externa ModularEstructura externa Modular

Dispositivos Periféricos
Capta-dores
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5Estructura InternaEstructura Interna
CPUSección
De Entradas
SecciónDe
Salidas
Interfaces
Unidad de Alimentación
Consola deProgramación
Actua-dores
ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Diagrama de Bloques InternoDiagrama de Bloques Interno
IN
µP
Batería
Fuente de Alimentación
OUT
Memoria
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Diagrama de Bloques cont…Diagrama de Bloques cont…
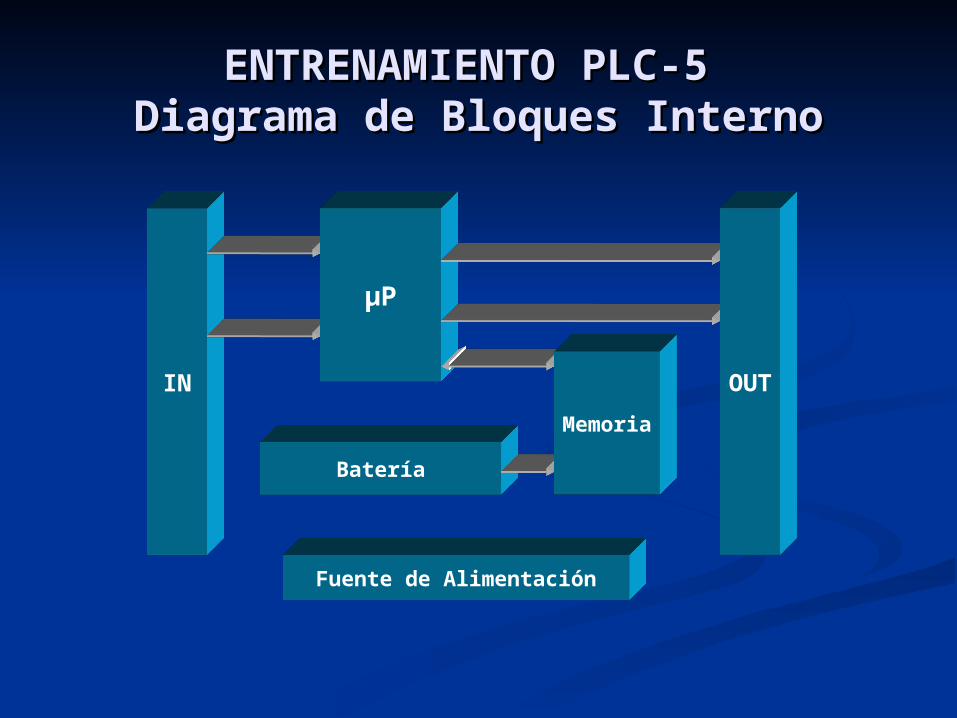
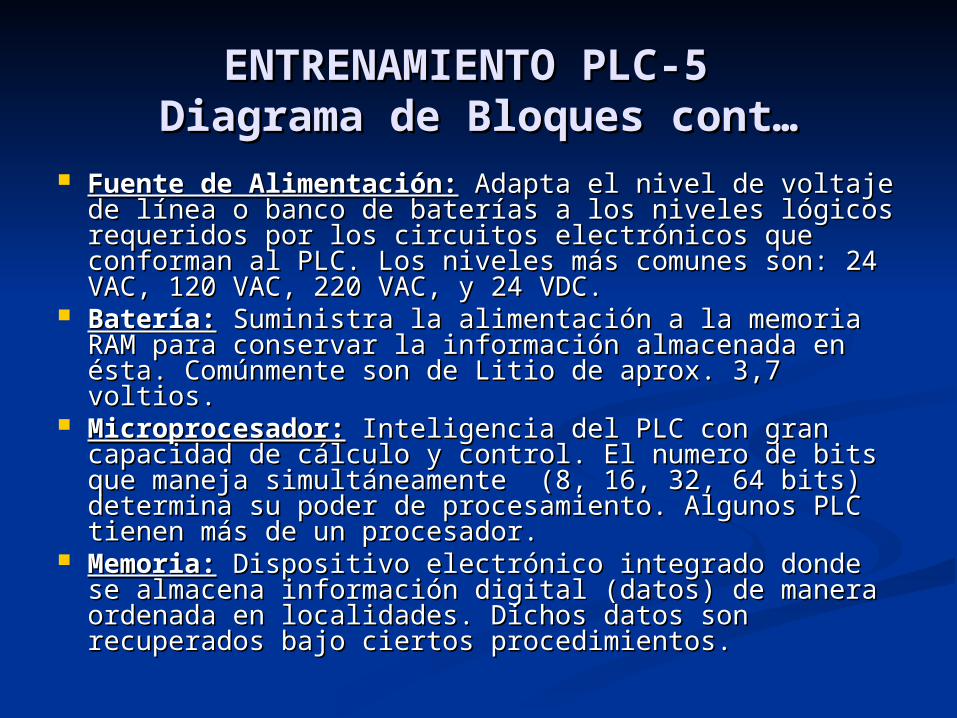
Fuente de Alimentación:Fuente de Alimentación: Adapta el nivel de voltaje Adapta el nivel de voltaje de línea o banco de baterías a los niveles lógicos de línea o banco de baterías a los niveles lógicos requeridos por los circuitos electrónicos que requeridos por los circuitos electrónicos que conforman al PLC. Los niveles más comunes son: 24 conforman al PLC. Los niveles más comunes son: 24 VAC, 120 VAC, 220 VAC, y 24 VDC.VAC, 120 VAC, 220 VAC, y 24 VDC.
Batería:Batería: Suministra la alimentación a la memoria Suministra la alimentación a la memoria RAM para conservar la información almacenada en RAM para conservar la información almacenada en ésta. Comúnmente son de Litio de aprox. 3,7 voltios.ésta. Comúnmente son de Litio de aprox. 3,7 voltios.
Microprocesador:Microprocesador: Inteligencia del PLC con gran Inteligencia del PLC con gran capacidad de cálculo y control. El numero de bits que capacidad de cálculo y control. El numero de bits que maneja simultáneamente (8, 16, 32, 64 bits) maneja simultáneamente (8, 16, 32, 64 bits) determina su poder de procesamiento. Algunos PLC determina su poder de procesamiento. Algunos PLC tienen más de un procesador.tienen más de un procesador.
Memoria:Memoria: Dispositivo electrónico integrado donde se Dispositivo electrónico integrado donde se almacena información digital (datos) de manera almacena información digital (datos) de manera ordenada en localidades. Dichos datos son ordenada en localidades. Dichos datos son recuperados bajo ciertos procedimientos. recuperados bajo ciertos procedimientos.

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Diagrama de Bloques cont…Diagrama de Bloques cont…
Tipos de MemoriaTipos de Memoria
TipoTipo Modo de Modo de ProgramaciónProgramación
Modo de Modo de BorradoBorrado
Falla de Falla de tensión tensión
RAMRAM EléctricaEléctricaEléctricaEléctrica Se pierden los Se pierden los
datos, es volátildatos, es volátil
ROMROMDurante el Durante el proceso de proceso de fabricaciónfabricación
Es imposible su Es imposible su borradoborrado Se mantieneSe mantiene
PROMPROM EléctricaEléctrica Es imposible su Es imposible su borradoborrado Se mantieneSe mantiene
EPROMEPROM EléctricaEléctrica Por rayos UVPor rayos UVSe mantieneSe mantiene
EEPROMEEPROM EléctricaEléctricaEléctricaEléctrica Se mantieneSe mantiene

Organización de la Organización de la Memoria.Memoria.
Regularmente la memoria Regularmente la memoria de los controladores están de los controladores están arreglados en archivos o arreglados en archivos o espacios lógicos cuyas espacios lógicos cuyas localidades están bien localidades están bien definidas. Ello con la definidas. Ello con la finalidad de establecer finalidad de establecer formatos de operación, formatos de operación, control y manejo de datos control y manejo de datos e instrucciones que e instrucciones que facilitan una mejor facilitan una mejor administración del flujo de administración del flujo de información.información.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Diagrama de Bloques cont…Diagrama de Bloques cont…
ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Ciclo de FuncionamientoCiclo de Funcionamiento
DefiniciónDefinición: Conjunto de actividades que realiza el PLC : Conjunto de actividades que realiza el PLC en forma secuencial y repetitiva, que tienen la finalidad en forma secuencial y repetitiva, que tienen la finalidad de asegurar el perfecto funcionamiento de cada parte de asegurar el perfecto funcionamiento de cada parte física y la correcta interpretación y ejecución de las física y la correcta interpretación y ejecución de las instrucciones del programa.instrucciones del programa.
Este ciclo tiene una duración de tiempo específico, que va Este ciclo tiene una duración de tiempo específico, que va ha depender de la cantidad de instrucciones que abarca ha depender de la cantidad de instrucciones que abarca el programa que esta corriendo en el PLC. (Kbytes de el programa que esta corriendo en el PLC. (Kbytes de Memoria). Existen PLC cuyo ciclo se realiza en 10/5/2 y Memoria). Existen PLC cuyo ciclo se realiza en 10/5/2 y 1 mseg/Kbytes de programa, siendo este tiempo, en 1 mseg/Kbytes de programa, siendo este tiempo, en algunos equipos, configurables. El Watchdog o WD timer algunos equipos, configurables. El Watchdog o WD timer (perro guardián) es un programa ejecutivo del PLC que (perro guardián) es un programa ejecutivo del PLC que vigila el cumplimiento del tiempo de ejecución de las vigila el cumplimiento del tiempo de ejecución de las instrucciones o ciclo de funcionamiento. instrucciones o ciclo de funcionamiento.

ENTRENAMIENTO PLC-5 ENTRENAMIENTO PLC-5 Ciclo de Funcionamiento cont...Ciclo de Funcionamiento cont...
Proceso General (esquema)Proceso General (esquema)
Comunicación PLC con otros elementos
del Sistema
Ejecución del programay actualización de la
Imagen de salida
Transferencia de los datos de la imagende salida a los módulos
de salida
Supervisión yChequeo
Barrido de entradas(scan) y actualización
de la Imagen deentradas
Obtención dede la
configuración
Encendido
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware ABConfiguración Hardware AB
Definición:Definición: Se entiende por Se entiende por configuración de un PLC el proceso de configuración de un PLC el proceso de suministrarle la información referente a suministrarle la información referente a los módulos a utilizar, la posición de los módulos a utilizar, la posición de estos en el soporte (chasis). Tipo de estos en el soporte (chasis). Tipo de comunicación y en general, a toda comunicación y en general, a toda actividad destinada a preparar al PLC actividad destinada a preparar al PLC para que opere correctamente dentro para que opere correctamente dentro del sistema. Entonces, la configuración del sistema. Entonces, la configuración va ha depender del proceso a controlar.va ha depender del proceso a controlar.

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont… Pasos para configurar un PLC:Pasos para configurar un PLC:• Definir el tipo de PLC (modelo, serie, Definir el tipo de PLC (modelo, serie,
capacidad de memoria, rata o rango de capacidad de memoria, rata o rango de comunicación, protocolo de comunicación, etc.)comunicación, protocolo de comunicación, etc.)
• Definir la cantidad y cualidad de las entradas Definir la cantidad y cualidad de las entradas y/o salidas.y/o salidas.
• Seleccionar las ranuras (slots) de los soportes Seleccionar las ranuras (slots) de los soportes (chasis), que van a contener tarjetas de (chasis), que van a contener tarjetas de entrada y/o salida.entrada y/o salida.
• Darle una respectiva dirección a cada una de Darle una respectiva dirección a cada una de las entradas y/o salidas, siguiendo una las entradas y/o salidas, siguiendo una secuencia numérica.secuencia numérica.
• Definir el tipo de tarjeta de comunicación.Definir el tipo de tarjeta de comunicación.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…
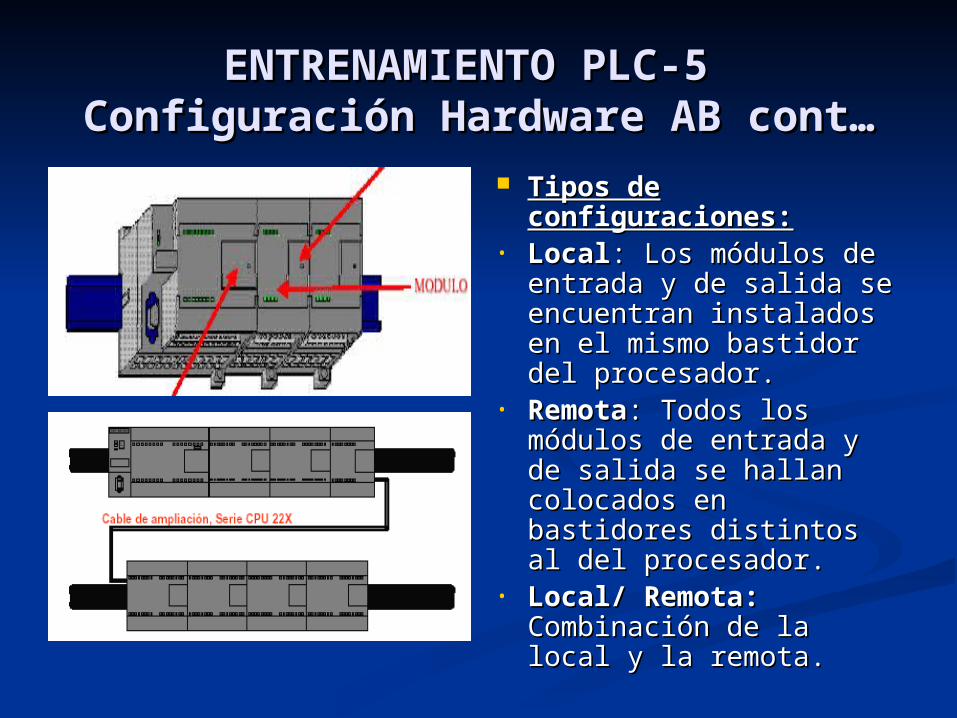
Tipos de Tipos de configuraciones:configuraciones:
• LocalLocal: Los módulos de : Los módulos de entrada y de salida se entrada y de salida se encuentran instalados encuentran instalados en el mismo bastidor del en el mismo bastidor del procesador.procesador.
• RemotaRemota: Todos los : Todos los módulos de entrada y de módulos de entrada y de salida se hallan salida se hallan colocados en bastidores colocados en bastidores distintos al del distintos al del procesador.procesador.
• Local/ Remota:Local/ Remota: Combinación de la local Combinación de la local y la remota.y la remota.
Configuración del Chasis:Configuración del Chasis: El chasis o El chasis o bastidor del PLC-5 Allen Bradley se bastidor del PLC-5 Allen Bradley se configura por medio de un grupo de 8 configura por medio de un grupo de 8 microrruptores y un puente ubicado en microrruptores y un puente ubicado en el fondo, en el nivel de la primera el fondo, en el nivel de la primera ranura (slot), en la tarjeta del chasis.ranura (slot), en la tarjeta del chasis.
La función de los microrruptores depende La función de los microrruptores depende de si en el chasis hay un módulo de si en el chasis hay un módulo procesadorprocesador o un o un adaptadoradaptador, ver tabla:, ver tabla:
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…
Módulo ProcesadorMódulo Procesador Módulo AdaptadorMódulo Adaptador
S1S1 Permite seleccionar el modo Permite seleccionar el modo en que las salidas quedarán al en que las salidas quedarán al presentarse una falla.presentarse una falla.
S1S1 Permite seleccionar el modo Permite seleccionar el modo en que las salidas quedarán al en que las salidas quedarán al presentarse una falla.presentarse una falla.
S2 yS2 y
S3S3No se usan para esta No se usan para esta configuración (siempre en off).configuración (siempre en off).
S2S2 Para la selección del modo de Para la selección del modo de restabler el chasis (manual o restabler el chasis (manual o automático), después de automático), después de haberse presentado una falla haberse presentado una falla de comunicación. de comunicación.
S4 yS4 y
S5S5Permiten seleccionar el modo Permiten seleccionar el modo de direccionamiento.de direccionamiento.
S3 yS3 y
S4S4No se usan para esta No se usan para esta configuración (siempre en off).configuración (siempre en off).
S6 yS6 y
S7S7Para elegir en que momento el Para elegir en que momento el sistema va a tratar de sistema va a tratar de transferir la información de la transferir la información de la memoria opcional EEPROM a memoria opcional EEPROM a la memoria RAM del la memoria RAM del procesador.procesador.
S5 yS5 y
S6S6Para la selección del modo de Para la selección del modo de direccionamiento.direccionamiento.
S8S8 Para escoger la protección de Para escoger la protección de memoria.memoria.
S7 yS7 y
S8S8No se usan para esta No se usan para esta configuración (siempre en off).configuración (siempre en off).

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…
SwitcSwitchh Último estadoÚltimo estado11
OnOn Las condiciones de los puntos de salida en los módulos Las condiciones de los puntos de salida en los módulos I/O son mantenidos en su último estado cuando ocurre I/O son mantenidos en su último estado cuando ocurre una falla en el hardware.una falla en el hardware.
OffOff Las condiciones de los puntos de salida son cambiadas Las condiciones de los puntos de salida son cambiadas a apagado cuando existe una falla en el hardware.a apagado cuando existe una falla en el hardware.
SwitchSwitcheses DireccionamieDireccionamie
ntonto44 55
OffOff OffOff 2 – Slot2 – Slot
OffOff OnOn 1 – Slot1 – Slot
OnOn OffOff ½ - Slot½ - Slot
OnOn OnOn No permitidoNo permitido
SwitcheSwitchess Transferencia EEPROMTransferencia EEPROM
66 77
OfOfff
OffOff El contenido informativo de la EEPROM es transferido a la El contenido informativo de la EEPROM es transferido a la memoria del Procesador (RAM) cuando se reestablece la memoria del Procesador (RAM) cuando se reestablece la energía.energía.
OnOn OnOn El contenido de la EEPROM es transferido a la memoria El contenido de la EEPROM es transferido a la memoria del Procesador, si el procesador no está protegido del Procesador, si el procesador no está protegido (SWB=Off).(SWB=Off).
OnOn OffOff No existe posibilidad de transferencia desde la EEPROM No existe posibilidad de transferencia desde la EEPROM al Procesador.al Procesador.
SwitcSwitchh Protección de la memoria del Protección de la memoria del
procesadorprocesador88
OffOff No protegidaNo protegida
OnOn ProtegidaProtegida
SwitchSwitcheses
En chasis local sus estados En chasis local sus estados es Off. En chasis remotos es Off. En chasis remotos la condición cambia.la condición cambia.
2 y 32 y 3
1 2
3 4
5 6
7
8Onoff
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…
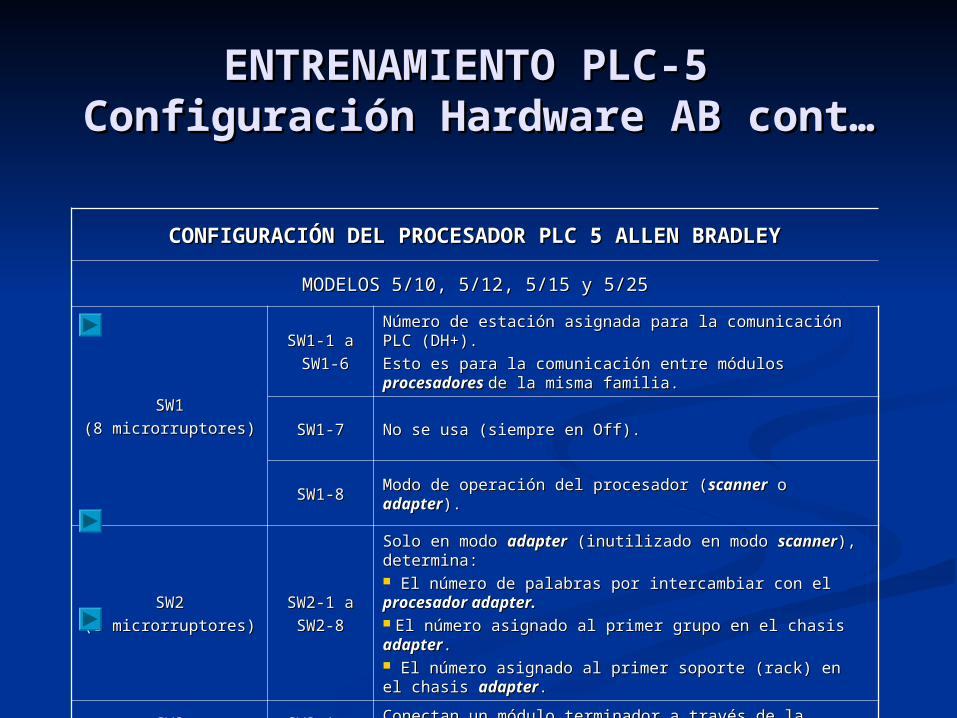
CONFIGURACIÓN DEL PROCESADOR PLC 5 ALLEN BRADLEYCONFIGURACIÓN DEL PROCESADOR PLC 5 ALLEN BRADLEY
MODELOS 5/10, 5/12, 5/15 y 5/25MODELOS 5/10, 5/12, 5/15 y 5/25
SW1SW1
(8 microrruptores)(8 microrruptores)
SW1-1 aSW1-1 a
SW1-6SW1-6
Número de estación asignada para la comunicación PLC Número de estación asignada para la comunicación PLC (DH+). (DH+).
Esto es para la comunicación entre módulos Esto es para la comunicación entre módulos procesadores procesadores de la misma familia.de la misma familia.
SW1-7SW1-7 No se usa (siempre en Off).No se usa (siempre en Off).
SW1-8SW1-8 Modo de operación del procesador (Modo de operación del procesador (scannerscanner o o adapteradapter).).
SW2SW2
(8 microrruptores)(8 microrruptores)SW2-1 aSW2-1 a
SW2-8SW2-8
Solo en modo Solo en modo adapteradapter (inutilizado en modo (inutilizado en modo scannerscanner), ), determina:determina: El número de palabras por intercambiar con el El número de palabras por intercambiar con el procesador adapter.procesador adapter. El número asignado al primer grupo en el chasis El número asignado al primer grupo en el chasis adapteradapter.. El número asignado al primer soporte (rack) en el chasis El número asignado al primer soporte (rack) en el chasis adapteradapter..
SW3SW3
(4 microrruptores)(4 microrruptores)SW3-1 aSW3-1 a
SW3-4SW3-4
Conectan un módulo terminador a través de la línea, Conectan un módulo terminador a través de la línea, cuando el módulo cuando el módulo procesadorprocesador es el dispositivo final en el es el dispositivo final en el enlace DH+ o REM I/O.enlace DH+ o REM I/O.

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Hardware AB cont…Configuración Hardware AB cont…
CONFIGURACIÓN DEL PROCESADOR PLC 5 ALLEN BRADLEYCONFIGURACIÓN DEL PROCESADOR PLC 5 ALLEN BRADLEY
MODELOS 5/11, 5/20, 5/30, 5/40L, 5/60 y 5/60LMODELOS 5/11, 5/20, 5/30, 5/40L, 5/60 y 5/60L
SW1SW1
(7 microrruptores)(7 microrruptores)
SW1-1 aSW1-1 a
SW1-6SW1-6
Número de estación asignada para la comunicación PLC Número de estación asignada para la comunicación PLC (DH+). (DH+).
Esto es para la comunicación entre módulos Esto es para la comunicación entre módulos procesadores procesadores de de la misma familia.la misma familia.
SW1-7SW1-7 No se usa (siempre en Off).No se usa (siempre en Off).
SW2SW2
(10 microrruptores)(10 microrruptores)SW2-1 aSW2-1 a
SW2-10SW2-10
Se emplean para determinar la configuración del puerto serial: Se emplean para determinar la configuración del puerto serial: RS-232RS-232 RS-422RS-422 RS-423RS-423
Nota: Los procesadores de este grupo pueden operar de modo Nota: Los procesadores de este grupo pueden operar de modo scannerscanner o o adapter adapter indistintamente, sin necesidad de ser indistintamente, sin necesidad de ser configurados para ello. configurados para ello.

DefiniciónDefinición: La programación de un PLC : La programación de un PLC consiste en proporcionarle, a través de un consiste en proporcionarle, a través de un interfaz de programacióninterfaz de programación, la secuencia , la secuencia lógica de actividades que ese equipo tiene lógica de actividades que ese equipo tiene que cumplir para ejercer control de una que cumplir para ejercer control de una manera apropiada. Por tanto, el usuario manera apropiada. Por tanto, el usuario debe conocer muy a fondo el proceso para debe conocer muy a fondo el proceso para poder desarrollar el programa. El poder desarrollar el programa. El programador requiere como es obvio de programador requiere como es obvio de una base de conocimiento en una base de conocimiento en lógica digitallógica digital..
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software ABConfiguración Software AB

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Modos de trabajo del Interfaz de Modos de trabajo del Interfaz de ProgramaciónProgramación
ModoModo DescripciónDescripción
Off-LineOff-Line
(fuera de línea)(fuera de línea)
Esto es sin ejecutar el programa que se Esto es sin ejecutar el programa que se está editando. En estas condiciones, se está editando. En estas condiciones, se
puede escribir, corregir el programa, etc. puede escribir, corregir el programa, etc. Se puede realizar un programa sin Se puede realizar un programa sin necesidad de que la interfaz este necesidad de que la interfaz este
conectada al PLC.conectada al PLC.
On-LineOn-Line
(en línea)(en línea)
En este caso, la interfaz debe estar En este caso, la interfaz debe estar conectada al PLC. De esta forma el usuario conectada al PLC. De esta forma el usuario
se comunica directamente con él. El se comunica directamente con él. El programa en el PLC está en reposo, no programa en el PLC está en reposo, no
obstante, aquí se puede iniciar su obstante, aquí se puede iniciar su ejecución. Además, se pueden hacer ejecución. Además, se pueden hacer
ciertos cambios y tomar ciertas acciones, ciertos cambios y tomar ciertas acciones, pero con mucha precaución con lo que se pero con mucha precaución con lo que se
está haciendo ya que el PLC sigue está haciendo ya que el PLC sigue conectado al proceso.conectado al proceso.
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
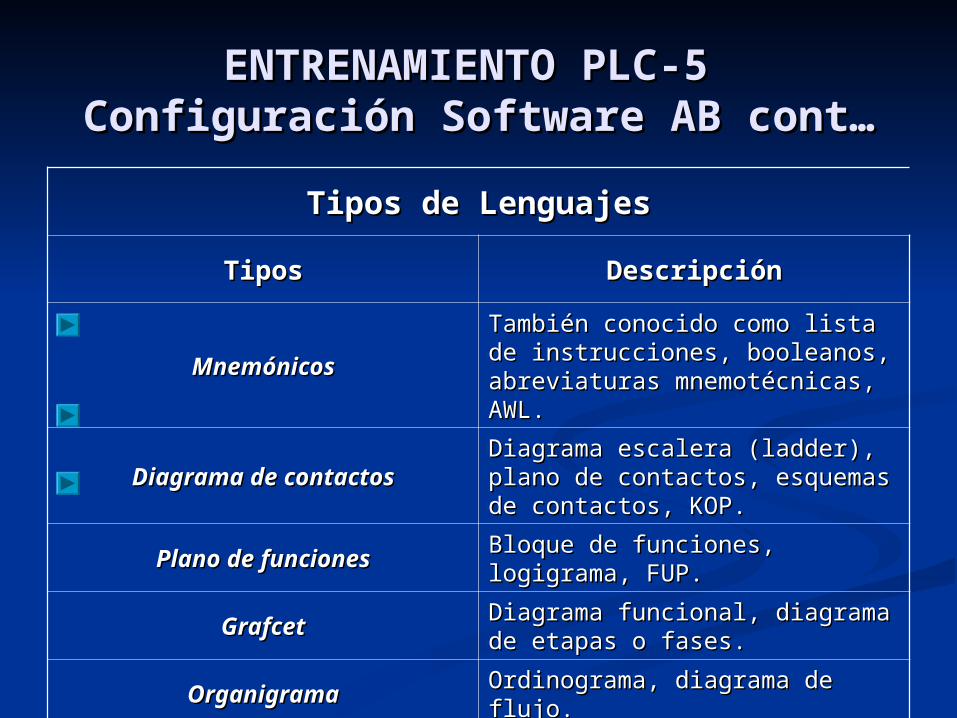
Tipos de LenguajesTipos de LenguajesTiposTipos DescripciónDescripción
MnemónicosMnemónicos
También conocido como lista de También conocido como lista de instrucciones, booleanos, instrucciones, booleanos, abreviaturas mnemotécnicas, abreviaturas mnemotécnicas, AWL.AWL.
Diagrama de contactosDiagrama de contactosDiagrama escalera (ladder), Diagrama escalera (ladder), plano de contactos, esquemas de plano de contactos, esquemas de contactos, KOP.contactos, KOP.
Plano de funcionesPlano de funciones Bloque de funciones, logigrama, Bloque de funciones, logigrama, FUP.FUP.
GrafcetGrafcet Diagrama funcional, diagrama de Diagrama funcional, diagrama de etapas o fases.etapas o fases.
OrganigramaOrganigrama Ordinograma, diagrama de flujo.Ordinograma, diagrama de flujo.

Tipos de Variables.Tipos de Variables.
Las Instrucciones operan sobre variables; Las Instrucciones operan sobre variables; y éstas se pueden clasificar como sigue:y éstas se pueden clasificar como sigue:
• Variables binarias:Variables binarias: las instrucciones las instrucciones guían dígitos (bits) individuales.guían dígitos (bits) individuales.
• Variables palabras:Variables palabras: las instrucciones las instrucciones guían o utilizan palabras o elementos de guían o utilizan palabras o elementos de un fichero dado. Una palabra digital tiene un fichero dado. Una palabra digital tiene una longitud de 16 bits; lo cual equivale a una longitud de 16 bits; lo cual equivale a 2 byte ( 1 byte = 8 bits).2 byte ( 1 byte = 8 bits).
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
SET DE INSTRUCCIONES.SET DE INSTRUCCIONES. Instrucciones tipo relé Instrucciones tipo relé Instrucciones Entrada/Salida inmediInstrucciones Entrada/Salida inmedi
atasatas Instrucciones de temporizadoresInstrucciones de temporizadores Instrucciones de contadoresInstrucciones de contadores Instrucciones de calculo y Instrucciones de calculo y
movimientomovimiento Instrucciones de comparaciónInstrucciones de comparación

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Direccionamiento Allen BradleyDireccionamiento Allen BradleyEl direccionamiento se refiere a la manera como Allen El direccionamiento se refiere a la manera como Allen Bradley da nombre a sus terminales de conexión de un Bradley da nombre a sus terminales de conexión de un módulo de entrada y de salida discreta. módulo de entrada y de salida discreta.
Allen Bradley separa las ranuras (slots) de un chasis en Allen Bradley separa las ranuras (slots) de un chasis en secciones llamadas “racks” y “grupos”.secciones llamadas “racks” y “grupos”.
Soporte Soporte (rack):(rack):
Sección de un chasis, constituida por 8 Sección de un chasis, constituida por 8 grupos como máximo.grupos como máximo.
Grupo:Grupo:Sección de un rack, constituida por un Sección de un rack, constituida por un máximo de 16 entradas y 16 salidas (32 máximo de 16 entradas y 16 salidas (32 bits) bits)
Nombre de un Terminal de conexiónNombre de un Terminal de conexión
: RRG / TT: RRG / TTModulo discreto (I para la entrada y O para la salida).Modulo discreto (I para la entrada y O para la salida).
RR: Es el número de “rack” (2 dígitos octales).RR: Es el número de “rack” (2 dígitos octales).
G: El número de grupo (0 a 7).G: El número de grupo (0 a 7).
TT: Simboliza el número de terminal (00 a 17 en octal).TT: Simboliza el número de terminal (00 a 17 en octal).
I
O

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Ejemplo de Direccionamiento.Ejemplo de Direccionamiento.
G0
G1
G2
G3
G4
G5
G6
G7 G1
G2
G3
G4
G5
G6
G7
1 2 3 4 5 6 7 80
PROCESADOR
# Slot
G0
Rack 00
Rack 01Out
Δ ½ Slot
O: 010/02
Observación: Observación: Un grupo puede ocupar físicamente ½, Un grupo puede ocupar físicamente ½, 1 o 2 ranuras (slots), según se configure 1 o 2 ranuras (slots), según se configure el chasis a través de los microrruptores el chasis a través de los microrruptores que se encuentran en él. que se encuentran en él.
Tanto los “racks” como los “grupos” se Tanto los “racks” como los “grupos” se hallan en forma creciente, de izquierda hallan en forma creciente, de izquierda a derecha, y los terminales de dirección a derecha, y los terminales de dirección de arriba a abajo.de arriba a abajo.
G0
1 2 3 4 5 6 7 80
PROCESADOR
# Slot
G4
Rack 00 Out
Δ 1 Slot
O: 004/02
G1 G2 G3 G5 G6 G7
1 2 3 4 5 6 7 80
PROCESADOR
# Slot
Rack 00 Out
Δ 2 Slot
O: 002/02
G2
...
G0 G1 G3

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Formato General de direccionamiento lógico.Formato General de direccionamiento lógico.Nota: Nota: Algunos de estos archivos BT, MG, PD y ST no están disponibles para los modelos PLC-5/10/12/15/25.Algunos de estos archivos BT, MG, PD y ST no están disponibles para los modelos PLC-5/10/12/15/25.
I
O

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Direccionamiento lógico de la tabla de Imagen de I/O.Direccionamiento lógico de la tabla de Imagen de I/O.
I
O
ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
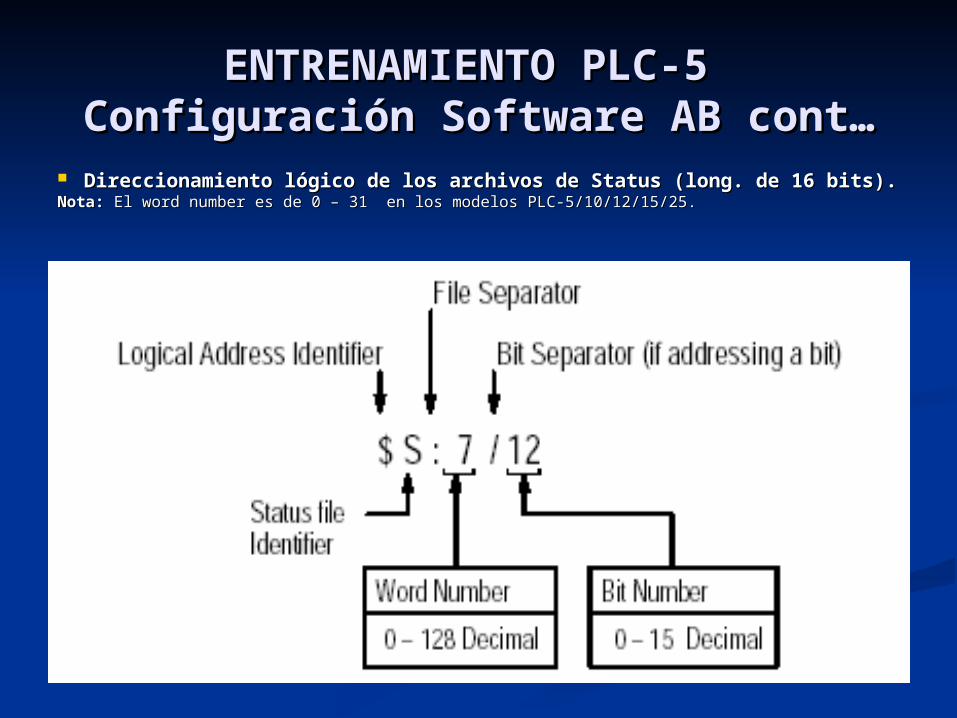
Direccionamiento lógico de los archivos de Status (long. de 16 bits).Direccionamiento lógico de los archivos de Status (long. de 16 bits).Nota: Nota: El word number es de 0 – 31 en los modelos PLC-5/10/12/15/25.El word number es de 0 – 31 en los modelos PLC-5/10/12/15/25.
I
O

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB cont…Configuración Software AB cont…
Direccionamiento lógico de los archivos ASCII, Binario, BCD, Floating-point, Integer.Direccionamiento lógico de los archivos ASCII, Binario, BCD, Floating-point, Integer.Nota: Nota: Todos estos archivos tienen una long. de 16 bits, excepto floating-point que tiene 32 bits.Todos estos archivos tienen una long. de 16 bits, excepto floating-point que tiene 32 bits.
I
O

ENTRENAMIENTO PLC-5ENTRENAMIENTO PLC-5 Configuración Software AB Configuración Software AB
cont…cont… Direccionamiento lógico de otras estructuras.Direccionamiento lógico de otras estructuras.
I
O

ConclusiónConclusiónLos PLC representan equipos de alta potencialidad, Los PLC representan equipos de alta potencialidad,
flexibilidad y fiabilidad para el control de procesos en flexibilidad y fiabilidad para el control de procesos en el área industrial y su alto rendimiento dependerá no el área industrial y su alto rendimiento dependerá no solo de las condiciones adversas del ambiente de solo de las condiciones adversas del ambiente de trabajo sino también de las características propias del trabajo sino también de las características propias del proceso, criterios estos que fundamentan la selección proceso, criterios estos que fundamentan la selección adecuada del modelo PLC. adecuada del modelo PLC.
Las Herramientas de Hardware y de Software que para Las Herramientas de Hardware y de Software que para el control y regulación brindan los PLC son diversos y el control y regulación brindan los PLC son diversos y de su conocimiento dependerá en buena medida el de su conocimiento dependerá en buena medida el desarrollo óptimo de programas de procesos y su desarrollo óptimo de programas de procesos y su interacción con el campo que permitan el control de interacción con el campo que permitan el control de las variables y establecimiento de parámetros.las variables y establecimiento de parámetros.
Las ventajas de aplicación de los PLC es extensa y se Las ventajas de aplicación de los PLC es extensa y se siguen ampliando con las nuevas exigencias de siguen ampliando con las nuevas exigencias de producción en las industrias. producción en las industrias.