(por favor responder las preguntas que …€¦ · 6.3 rastreo e informacion 6.4 inspeccion...
TRANSCRIPT

Borrador V1 (August 1, 2012) Page 1
(POR FAVOR RESPONDER LAS PREGUNTAS QUE
ESTAN AL FINAL DEL DOCUMENTO Y ENVIAR A
PERU Manual de Procedimientos Contenido
Contents................................................................................................................iii Acronyms …….................................................................................................... vi Definiciones………. .............................................................................................vii Prefacio.................................................................................................................ix Introduction to the manual.................................................................................... 1 1. Objectives........................................................................................................ 2 2. Target audience .............................................................................................. 3 3. Fundamento juridico........................................................................................ 3 A. Concepts and approaches of modern food inspection ................................... 5 1.1. Role and responsibilities of stakeholders in the food chain ......................... 5 a) Government..................................................................................................... 5 b) Consumers...................................................................................................... 5 c) The food industry ............................................................................................ 5 1.2. Quality and safety management systems ......................................................7 1.3. Risk-based food inspection .......................................................................... 9 1.4. Shifting from product-based inspection to risk-based inspection ................ 12 B. General inspection procedures ...................... .............................................. 16 2.1. Establishment registration and identification............................................... 16 2.2. Prioritization for inspection based on establishment and product profiles. 14 2.3. Organization of the inspection .................................................................... 19 2.4. Authorization, rights and responsibilities..................................................... 19 2.5. Prerequisite plan......................................................................................... 20 2.6. Regulatory action plan ............................................................................... 22 a) Product and process standards..................................................................... 22 b) Ingredients and packaging materials ............................................................ 22 c) Labelling......................................................................................................... 22 2.7. HACCP plan, traceability and recall plan .................................................... 23 a) HACCP plan................................................................................................... 23 b) Traceability and recall programme ................................................................ 23 2.8. Inspection closing, reporting and documentation ....................................... 23 C. General inspection approach for primary production facilities........................ 25
Borrador V1 (August 1, 2012) Page 2
3.1. Introduction ................................................................................................. 26 3.2. Objectives.................................................................................................... 26 3.3. General process flow................................................................................... 27 3.4. Walk-through inspection ............................................................................. 28 a) Facility assessment........................................................................................ 28 b) Monitoring and record keeping....................................................................... 30 c) Training ......................................................................................................... 30 d) Production and harvesting practices and raw product transportation ........... 30 e) Packaging and labelling ................................................................................ 31 f) Storage and transportation of finished product ............................................. 31 g) Corrective action and recalls ......................................................................... 31 3.5. Closing meeting........................................................................................... 31 D. General inspection approach for food processing facilities ........................... 34 4.1. Objectives.................................................................................................... 35 4.2 Administration and regulatory standards……………………………………… 4.3. General process flow................................................................................... 41 a) Product list, production lines and flow diagrams............................................. 41 b) Critical control points (CCPs).......................................................................... 42 c) Critical limit(s) per CCP ................................................................................. 42 d) Process validation.......................................................................................... 43 e) CCP control records....................................................................................... 43 4.4. Counter-flow walk-through inspection ......................................................... 43 a) Requirements b) Facility assessment........................................................................................ 44 c) Product assessment....................................................................................... 46 d) Manufacturing equipment assessment .......................................................... 46 e) Employees and staff assessment .................................................................. 49 f) Employee facilities assessment ..................................................................... 50 g) Raw materials assessment ............................................................................ 51 4.5. Site assessment........................................................................................... 52 a) External environment, building design and construction................................ 52 b) Zoning and separation ................................................................................... 53 c) Plant services................................................................................................. 53 4.6. Food additives ............................................................................................. 53 a) Approvals ....................................................................................................... 53 b) Specifications ................................................................................................ 53 c) Use.................................................................................................................. 54 d) Labelling......................................................................................................... 54 4.7. Non-food chemicals .................................................................................... 54 a) Receiving........................................................................................................ 54 b) Storage........................................................................................................... 54 4.8. Packaging materials.................................................................................... 54 a) Approval.......................................................................................................... 54 b) Storage........................................................................................................... 54 4.9. Sanitation and pest control ....................................................................... 55

Borrador V1 (August 1, 2012) Page 3
a) Sanitation protocol and schedule................................................................... 55 b) Pest control protocol and schedule................................................................. 55 c) Pest barriers .................................................................................................. 55 4.10 Distribuidores 4.11 Evaluacion de proceso 4.12 Almacenamiento 4.13 Requisitos de formacion 4.14 Apoyo de laboratorio 4.15 Defensa de los alimentos E. Inspection based on Risk (HACCP) ( 12 principles and to include the validation of HACCP plan by Government prior to registration- to develop by Freeman) 5.1 Antes de llevar 5.2 Etapas de une auditoria 5.3 Pasos en une Auditoria 5.4 Fallas communes del HACCP F. Import inspection and control 6.1 Product Import Control program 6.2 Control del punto ingreso 6.3 Rastreo e Informacion 6.4 Inspeccion productos G. Sampling 7.1 Proposito 7.2 Alcance 7.3 Herramientas y materiales 7.4 Procedemientos 7.5 Muestro para Organizaciones externas H. Enforcement and compliance ........................................................................ 57 8.1. Food Legislation……………………………………………………………….... 58 a) Applicable food law(s) .................................................................................... 58 b) Other pertinent regulation(s) .......................................................................... 58 5.2. Compliance and enforcement policy............................................................ 61 5.3 Fundamentals of Compliance…………………………………………………. 5.4. Response to non-compliance and violations .............................................. 62 a) Corrective action plan .................................................................................... 62 b) Corrective action follow-up and verification ................................................... 63 c) Corrective action closure................................................................................ 63 5.5. Enforcement actions and appeal process.................................................... 64 a) Enforcement policy and approach.................................................................. 64 b) Product recall.................................................................................................. 64 c) Appeal process .............................................................................................. 65

Borrador V1 (August 1, 2012) Page 4
I. Annexes........................................................................................................... 66 Annex 9.1: Sampling plan, chemical analysis and sampling plan ...................... 67 Annex 9.2: Sample food processing facility inspection check .......................... 71 Annex 9.3 : References and further reading...................................................... 76
Agradecimoentos (Acronyms)
CCA Comisión del Codex Alimentarius
E. coli Escherichia coli, una bacteria entérica
FAO Organización de las Naciones Unidas para la Agricultura y la Alimentación
BPCA Buenas Prácticas de Crianza de Animales
BPA Buenas Prácticas Agrícolas
BPH Buenas Prácticas de Higiene
BPM Buenas Prácticas de Manufactura
APPCC Análisis de Peligros y de los Puntos Críticos de Control
POE Procedimientos Operativos Estándar
POES Procedimientos Operativos Estándar de Saneamiento
CMA Cumbre Mundial de la Alimentación
OMS Organización Mundial de la Salud
Definiciones
(TO BE COMPLETED )
- Se entiende por sistema de gestión de la calidad e inocuidad el sistema de
procedimientos y medidas tendientes a garantizar tanto la calidad como la inocuidad de
losproductos de la industria alimentaria. - Se entiende por buenas prácticas de higiene el conjunto de normas y directrices que
establecen las condiciones y medidas necesarias para a segurar la inocuidad y la aptitud
de los alimentos entodas las fases de la cadena alimentaria.
Prefacio
A fin de asegurar la inocuidad de los alimentos a lo largo de toda la cadena alimentaria es
necesario innovar e introducir mejoras constantemente en los sistemas nacionales de control de
los alimentos, basando las reglamentaciones en el riesgo y unificándolas con el Codex
Alimentarius y otras normas internacionales pertinentes.
Borrador V1 (August 1, 2012) Page 5
En todo el mundo se reconocen los beneficios de la aplicación del sistema de Análisis de
Peligros y de los Puntos Críticos de Control (APPCC) 3 en todas las etapas de la cadena
alimentaria. Estos incluyen el potencial de mejorar la inocuidad y prevenir las enfermedades
transmitidas por los alimentos.
La autoridad reglamentaria que se encarga del suministro de alimentos inocuos y del
cumplimiento de las reglamentaciones pertinentes debe contar con procedimientos apropiados
para la inspección, muestreo y auditoria del sistema de gestión de la calidad e inocuidad de los
alimentos que utilizan los establecimientos a fin de asegurarse de que se aplican los controles
adecuados. En un sentido amplio, los controles nacionales de calidad de los alimentos se basan
en la inspección para asegurarse de que se cumplen las reglamentaciones relativas a la calidad e
inocuidad. Sin embargo, en muchos países en vías de desarrollo las inspecciones reglamentarias
continúan basándose en el producto y se efectúan como reacción en lugar de efectuar
inspecciones basadas en el riesgo con un enfoque preventivo. Además, los sistemas de control
de los alimentos de la mayoría de los países no están centralizados, sino que están compuestos
por múltiples instituciones con prioridades diversas. Estas instituciones cuentan con sus propios
sistemas de inspección de sectores específicos y a menudo se superponen o presentan
carencias.
La toxiinfección alimentaria (FBD, por sus siglas en inglés) causa una enorme carga sobre la
economía. Los costos del consumidor incluyen gastos médicos, legales, y otros, al igual que
ausentismo del trabajo y de la escuela. Para muchos consumidores quienes viven a nivel de
subsistencia, la pérdida de ingresos debido a FBD puede perpetuar el ciclo de pobreza. Las
enfermedades crónicas causadas por alimento contaminado, incluidos la artritis reactiva o la
parálisis temporal, pueden ser aún más dañinas que la enfermedad inicial y agregar
dramáticamente a los costos médicos y a los ingresos no percibidos. Los costos a los gobiernos
nacionales y locales incluyen mayor gasto médico, investigaciones por brotes, retiros de
alimentos, y pérdida de la confianza del consumidor en productos alimenticios. En países en
vías de desarrollo, las FBD llevan a más demanda de los ya sobrecargados y mal financiados
sistemas de atención de salud.
INTRODUCCION ( RISK-BASED doc)
Objectivos y Alcance
Entre sus objetivos cabe mencionar:
• Proveer a los inspectores de alimentos con directrices prácticas para realizar inspecciones
basadas en el riesgo con un enfoque moderno;
• Determinar la secuencia de pasos necesarios para efectuar una inspección de todo
establecimiento de producción primaria o que elabora alimentos, independientemente de
qué producto específico se elabore o manipule en el establecimiento que se inspecciona;

Borrador V1 (August 1, 2012) Page 6
• Orientar la inspección de alimentos hacia un proceso basado en el riesgo y no en el
producto;
• Capacitar y servir de referencia a los inspectores de alimentos.
Destinarios
Este manual está destinado a los inspectores de alimentos quienes aseguran la eficacia de los
sistemas de control de los alimentos en las fases de producción primaria y en las plantas de
elaboración de alimentos. Las autoridades reglamentarias pueden emplear el manual como
herramienta de capacitación de nuevos inspectores y como herramienta de trabajo para
reorientar la inspección de los alimentos hacia un proceso basado en el riesgo.
Fundamento jurídico (ley, regulaciones )
SENASA
Ley N° 27444, Ley del Procedimiento Administrativo General.
b. Decreto Legislativo N° 1062, Ley de Inocuidad de los Alimentos y su Fe de
Erratas.
c. Decreto Supremo Nº 034-2008-AG: Reglamento de la Ley de Inocuidad de los
Alimentos.
d. Decreto Supremo N° 004-2011-AG: Reglamento de Inocuidad Agroalimentaria.
e. Resolución Jefatural N° 392-2008-AG-SENASA Aprueban nuevo formato del
Informe de Inspección y Verificación / Autorización de Plaguicidas e Insumos
Veterinarios (IIV/APIV), así como su manual de uso.
f. Resolución Jefatural N° 008-2010-AG-SENASA Modificar el formato del Acta de
Rechazo considerado en el Artículo 3° de la Resolución Jefatural N° 392-2008-
AG-SENASA
g. Guía de Vigilancia Sanitaria Basada en Riesgo. SENASA-2011.
h. PRO-SCV/PCC-01: Procedimiento para la autorización de ingreso y certificación
fitosanitaria.
i. PRO-SCA/PCC-01: Certificación Zoosanitaria.
j. PRO-SCA/PCC-02: Autorización de Ingreso Zoosanitaria.
DIGESA
( TO BE COMPLETED )
ITP-SANIPES

Borrador V1 (August 1, 2012) Page 7
(TO BE COMPLETED)

Borrador V1 (August 1, 2012) Page 8
FLOWCHART
Enviar la notificación de la inspección (salvo si la inspección se efectúa luego de constatado una infracción o incumplimiento)
Revisar los factores de riesgo inherentes a los productos que se elaboran Prepararse para la inspección (tiempo, ropa ,
utensilios) Fijar la fecha de la primera reunión Revisar los
registros Prever los factores de riesgo de enfermedades transmitidas por lo salimentos
Revisar el sistema de gestión de la calidad e inocuidad del establecimiento
Preparar la inspección Reunión inicial
Presentación del inspector (y de su equipo) Explicar las reglamentaciones y la filosofía haber
de la inspección Explicar el objetivo, el alcance ,el procedimiento y garantizar la confidencialidad de la inspección
Solicitar la colaboración de la dirección Avisar que se formularán preguntas a los empleados
Visita en sentido contrario a la dirección de elaboración del
Diagrama de flujo
Almacenamiento y transporte del producto terminado
Envasado y etiquetado Características del producto, etiquetado, Extracción de muestras
Elaboración: verificar los controles Evaluación de las instalaciones Evaluación de los equipos
Verificar la higiene y la capacitación que el persona l y los empleados gozan de buena salud
Verificar la política respecto a las enfe rmedades y el lavado de manos
Inspeccionar las instalaciones para los empleados Verificar la recepción y almacenamiento de
materias primas Aditivos alimentarios y productos químicos no alimentarios
Especificaciones y almacenamiento de los materiales de envasado Desinfección y control de plagas
Evaluación del lugar
Obtener o elaborar un diagrama de flujo
Prever los puntos críticos de control Concentrarse en los factores de riesgo Verificar los límites críticos de los PCC
Fomentar la cooperación entre el inspector y la dirección
Reunión final Inspección de seguimiento
Discutir los resultados (especialmente in fracciones e incumplimientos)
Acordar los plazos para introduci r los ajustes o correcciones que fueran necesarios Firmar el informe y entregar una copia a la dirección del establecimiento Discutir la posible introducción de me joras
Archivar el informe y fijar la fecha de la reunión de seguimiento
Dirección del producto
Borrador V1 (August 1, 2012) Page 9
A. Conceptos y enfoques modernos – inspección de alimentos
1.1 Roles y Responsabilidades
a) El gobierno
Las autoridades nacionales son responsables de proteger la salud pública reduciendolos riesgos
de contraer enfermedades transmitidas por los alimentos y de educar e informar a los
consumidores y a la industria alimentaria de todos los aspectos relativos a la inocuidad de los
alimentos.
b) Los consumidores
Los consumidores tienen derecho a alimentos sanos e inocuos, y son responsables de
ciertos aspectos relativos a la inocuidad de los alimentos, por ejemplo, observar las
buenas prácticas de higiene durante la manipulación y almacenar los alimentos de
forma adecuada según las recomendaciones del fabricante que figuren en la etiqueta.
Muchos consumidores, aun cuando no se los pueda responsabilizar por ello, no
cuentan con los conocimientos necesarios para manipular correctamente los alimentos
en sus hogares y sólo tienen acceso limitado o no tienen acceso a ese tipo de
información.
c) La industria alimentaria
En última instancia, la responsabilidad de la inocuidad de los alimentos no recae ni en
las autoridades encargadas de la reglamentación ni en el consumidor, sino en los
productores, elaboradores, vendedores al por menor y encargados de preparar o servir
los alimentos. Si bien todo individuo o toda empresa tiene el derecho a producir,
elaborar, preparar, servir, importar o exportar alimentos, ese derecho conlleva la
obligación inseparable de asegurar que sean sanos e inocuos, y que dichos individuos
o empresas cumplen con toda la legislación vigente, incluso con las normas que
protegen a los consumidores de posibles fraudes. Los productores y elaboradores, y
también los vendedores al por menor y los encargados de preparar alimentos, aunque
no estén incluidos en este manual, cumplirán con sus obligaciones en la medida en que
comprendan el por qué de los sistemas eficaces de control de los alimentos y cuenten
con la capacidad de utilizarlos en sus empresas.
1.2. Enfoque y filisofia de la inspección
El objetivo del manual es proveer al inspector de alimentos de un conjunto de técnicas y

Borrador V1 (August 1, 2012) Page 10
procedimientos que faciliten su trabajo y lo armonicen con el de otros inspectores, tanto en el
seno de su institución como de otras instituciones que velen por el cumplimento de las
reglamentaciones de calidad e inocuidad en sus países.
Generalmente, la función del inspector se limita a la verificación de la observancia de las
reglamentaciones vigentes. Sin embargo, este nuevo enfoque promueve una visión distinta del
inspector quien, más allá de verificar que se cumplan las reglamentaciones, debe ser un
profesional de la inocuidad de los alimentos. El inspector contribuye activamente a optimizar el
sistema mediante la introducción de pequeños cambios graduales con el fin de mejorar la
inocuidad de los productos, centrando la inspección en los factores que puedan causar
enfermedades transmitidas por los alimentos.
La legislación y las reglamentaciones conexas son algunas de las partes fundamentales de los
sistemas nacionales de control de los alimentos. Sin embargo, la eficacia de estos sistemas está
determinada por el grado de observancia de las reglamentaciones ya que incluso las mejores
reglamentaciones son inútiles e ineficaces si no se cumple con sus disposiciones. La inspección
verifica la observancia de las reglamentaciones y por lo tanto juega un papel central en el
control de la calidad e inocuidad de los alimentos.
1.3. Sistemas de la gestión de la calidad y inocuidad in Peru
Los sistemas de gestión de la calidad e inocuidad son sistemas de gestión activa, no pasiva.
Productores y elaboradores pueden gestionar activamente los factores de riesgo controlando
aquellas áreas y procedimientos clave para la calidad e inocuidad de los alimentos que producen
o elaboran, o establecer requisitos específicos, por ejemplo:
• diseño de las instalaciones y programa de mantenimiento;
• diseño de los equipos y programa de mantenimiento;
• calibración de los instrumentos (por ejemplo, termómetros y cronómetros);
• procedimientos operativos estándar de saneamiento en operaciones de limpieza;
• procedimientos operativos estándar de las etapas clave durante la elaboración;
• especificaciones para la adquisición de materias primas;
• certificaciones periódicas de la salud de los empleados;
• exclusión de los empleados que padezcan una enfermedad y contemplar el pago de una
retribución;
• capacitación de los integrantes de la dirección, supervisores y empleados;
• registros.
1.4. Inspeccion de los alimentos basadas en el riesgo
Las industrias alimentarias son más o menos propensas a ser fuente de factores de riesgo de
Borrador V1 (August 1, 2012) Page 11
enfermedades transmitidas por los alimentos según el tipo de producto y los procesos de
elaboración que utilizan. El inspector debe conocer de antemano el conjunto de factores de
riesgo de enfermedades transmitidas por los alimentos del proceso de elaboración o producto
en cuestión. De esta forma podrá planificar el tiempo necesario para efectuar la inspección y
las áreas donde es necesario centrar su atención. Una panadería que elabora solamente pan, no
presenta los mismos riesgos que otra panadería en la que se elabora pastelería con rellenos de
nata (crema), (conocidos por su alta capacidad de causar intoxicación con Staphylococcus
aureus toxina A). El conjunto de factores de riesgo de un establecimiento que elabora
alimentos que se cuecen previo consumo (por ejemplo, carnes de ave o vacuna crudas), no es
el mismo que el de un establecimiento que elabora alimentos listos para el consumo (por
ejemplo, fiambres).
La identificación de los alimentos o los procesos de elaboración de alimentos de alto riesgo
permite al inspector centrar su atención en aquellos que son más propensos a causar
enfermedades transmitidas por los alimentos si no se los controla adecuadamente. La carne de
ave cruda, por ejemplo, es un alimento de alto riesgo puesto que, por su propia naturaleza,
contiene una gran cantidad de bacterias patógenas. Si se inspecciona un establecimiento
donde se manipula este tipo de productos, el inspector deberá dar prioridad a la cocción y a la
prevención de la contaminación cruzada. Pero si se trata de alimentos que se someten una o
más veces a temperaturas peligrosas (4,4–60°C o 40–140°F), que favorecen la proliferación
de microorganismos patógenos, será necesario revisar las prácticas de pasteurización lenta y
enfriamiento.
Los sistemas nacionales de control de los alimentos utilizan diversas técnicas o métodos para
determinar cuáles son los factores de riesgo de enfermedades transmitidas por los alimentos. El
inspector debe conceder especial atención a estos factores para que las inspecciones tengan un
impacto significativo en la inocuidad de los alimentos:
• La vigilancia epidemiológica que realizan las autoridades de la salud investiga los brotes
y establece una relación entre la enfermedad y su origen y es un elemento clave para
determinar los factores de riesgo de estas enfermedades.
• Los programas de seguimiento de los contaminantes de los alimentos en el mercado
constituyen otra fuente de información que contribuye a relacionar ciertos productos y
las enfermedades transmitidas por los alimentos.
• Las consideraciones medioambientales constituyen un tercer elemento para determinar
los factores de riesgo de enfermedades transmitidas por ciertos alimentos o procesos.
Entre los ejemplos cabe mencionar la calidad del agua con que se riegan las hortalizas de
hoja verde y otras frutas y hortalizas frescas.
• La priorización para inspección basada en perfiles de establecimientos y productos.
Cuando la cantidad de establecimientos que deben ser inspeccionados es suficientemente
grande para abrumar el sistema de control alimentario nacional o local, se requiere algún
Borrador V1 (August 1, 2012) Page 12
tipo de priorización para asegurar que a los productos que representan un mayor riesgo a
los consumidores y a los establecimientos que tienen malos historiales de cumplimiento
se les preste especial atención y se inspeccionen más frecuentemente. Una técnica que
puede ser utilizada para establecer una lista de prioridad de establecimientos de
producción primaria y procesamiento de alimentos para inspeccionar depende del
establecimiento de “perfiles” de productos.
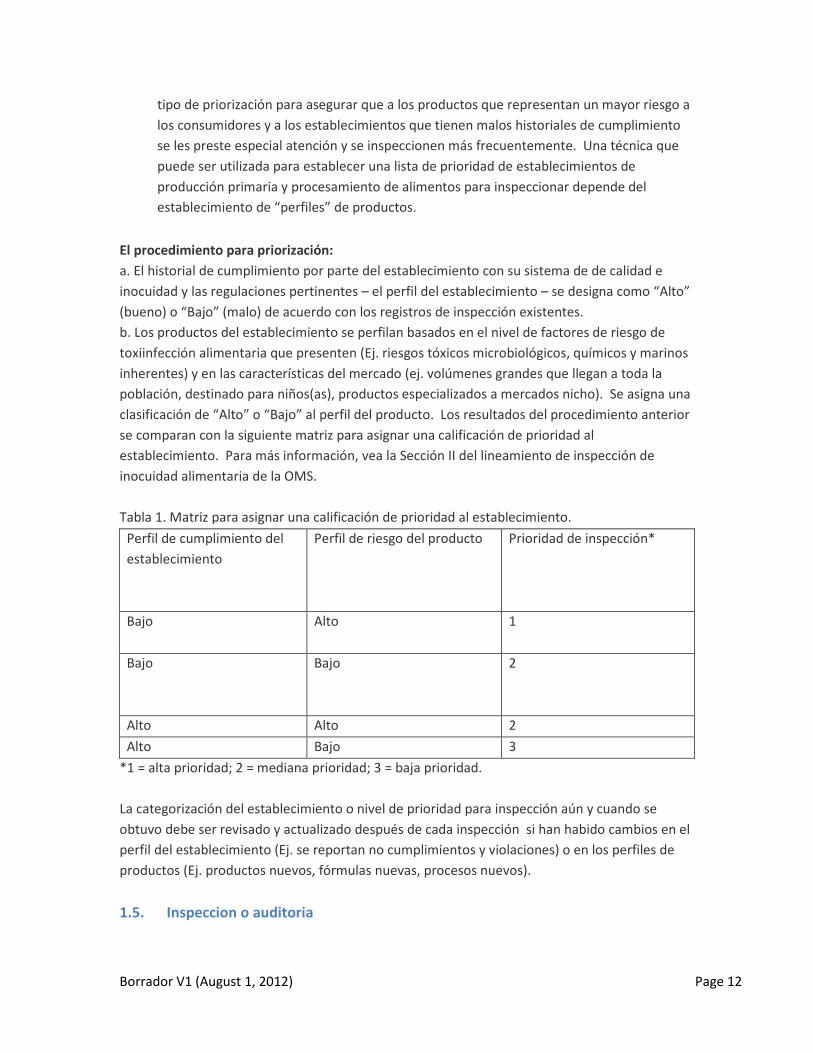
El procedimiento para priorización:
a. El historial de cumplimiento por parte del establecimiento con su sistema de de calidad e
inocuidad y las regulaciones pertinentes – el perfil del establecimiento – se designa como “Alto”
(bueno) o “Bajo” (malo) de acuerdo con los registros de inspección existentes.
b. Los productos del establecimiento se perfilan basados en el nivel de factores de riesgo de
toxiinfección alimentaria que presenten (Ej. riesgos tóxicos microbiológicos, químicos y marinos
inherentes) y en las características del mercado (ej. volúmenes grandes que llegan a toda la
población, destinado para niños(as), productos especializados a mercados nicho). Se asigna una
clasificación de “Alto” o “Bajo” al perfil del producto. Los resultados del procedimiento anterior
se comparan con la siguiente matriz para asignar una calificación de prioridad al
establecimiento. Para más información, vea la Sección II del lineamiento de inspección de
inocuidad alimentaria de la OMS.
Tabla 1. Matriz para asignar una calificación de prioridad al establecimiento.
Perfil de cumplimiento del
establecimiento
Perfil de riesgo del producto Prioridad de inspección*
Bajo Alto 1
Bajo Bajo 2
Alto Alto 2
Alto Bajo 3
*1 = alta prioridad; 2 = mediana prioridad; 3 = baja prioridad.
La categorización del establecimiento o nivel de prioridad para inspección aún y cuando se
obtuvo debe ser revisado y actualizado después de cada inspección si han habido cambios en el
perfil del establecimiento (Ej. se reportan no cumplimientos y violaciones) o en los perfiles de
productos (Ej. productos nuevos, fórmulas nuevas, procesos nuevos).
1.5. Inspeccion o auditoria

Borrador V1 (August 1, 2012) Page 13
Inspeccion es the examination of food or systems for control of food, raw materials, processing and distribution, including in-process and finished product testing, in order to verify that they conform to requirements. It is a critical appraisal involving examination, measurement, testing, gauging, and comparison of materials or items. An inspection determines if the material or item is in proper quantity and condition, and if it conforms to the applicable or specified requirements Auditoria: Un proceso sistemático, independiente y documentado para obtener evidencia de
auditoría y evaluarlas de manera objetiva para determinar el grado los criterios de auditoría se
cumplen. Los tipos de auditoría que pueden realizarse son:
• La auditoría interna - A menudo, una auditoría de primera parte que se lleva a cabo por, o
en nombre de la propia empresa para la revisión de la gestión interna y otra fines, y
puede servir de base para la declaración de una empresa de conformidad.
• Auditoría externa – Una auditoria que incluya auditorias de segundos y terceros. Las
auditorías de segundos son llevadas a cabo por partes que tienen interés en la empresa,
tales como clientes o por personas de parte de estos. Las auditorías de terceros son
llevadas a cabo por organizaciones de auditorías externas, independientes, tales como las
que otorgan certificación/registro de conformidad a la norma (Ej. ISO 22000).

Borrador V1 (August 1, 2012) Page 14
B. Procedimientos generales (Organizar la inspección)
(Registro y identificación del establecimiento, prioridades basadas en el riesgo, organizar y
finalización de la inspección, report/informe)
2.1. Registro, identificación y tipos del establecimiento……….
Procesamiento de alimentos debe realizarse en establecimientos autorizados, registrados y/o
habilitados por la autoridad sanitaria competente, debiendo cumplir con los requisitos
establecidos en la presente guía y la normativa correspondiente.
Los establecimientos que elaboran o manipulan alimentos deben registrarse ante el sistema
nacional de control de alimentos antes de comenzar a producir. Es conveniente estudiar la
disposición de la planta antes de comenzar su construcción. De esta forma se identificarán
posibles irregularidades que podrían causar, por ejemplo, contaminación cruzada y se
efectuarán las correcciones necesarias sin ocasionar gastos suplementarios a la empresa. En
general, también se requiere una inspección de los locales previo registro del establecimiento.
Una vez aprobado el local luego de la inspección inicial, se otorga un número de registro único
para cada establecimiento y una licencia, que habitualmente se debe renovar todos los años. Es
necesario notificar a las autoridades competentes e iniciar un nuevo procedimiento de registro
si se efectúan modificaciones significativas a los locales (por ejemplo, refacciones, ampliación o
reemplazo de equipos) o si se introducen cambios en la elaboración, pero el número de registro
permanece invariable. El inspector debe asegurarse de que el registro está actualizado y utilizar
el número de registro del establecimiento para consultar el historial. Este mismo número de
registro constará en los informes de las inspecciones de forma tal de poder identificarlos e
incluirlos en el expediente correspondiente.
Tipos de establecimientos
Las industrias alimentarias son más o menos propensas a ser fuente de factores de riesgo de
enfermedades transmitidas por los alimentos según el tipo de producto y los procesos de
elaboración que utilizan. El inspector debe conocer de antemano el conjunto de factores de
riesgo de enfermedades transmitidas por los alimentos del proceso de elaboración o producto
en cuestión. De esta forma podrá planificar el tiempo necesario para efectuar la inspección y las
áreas donde es necesario centrar su atención. Una panadería que elabora solamente pan, no
presenta los mismos riesgos que otra panadería en la que se elabora pastelería con rellenos de
nata (crema), (intoxicación con Staphylococcus aureus toxina A). El conjunto de factores de
riesgo de un establecimiento que elabora alimentos que se cuecen previo consumo (por
ejemplo, carnes de ave o vacuna crudas), no es el mismo que el de un establecimiento que
elabora alimentos listos para el consumo (por ejemplo, fiambres).
Borrador V1 (August 1, 2012) Page 15
La identificación de los alimentos o los procesos de elaboración de alimentos de alto riesgo
permite al inspector centrar su atención en aquellos que son más propensos a causar
enfermedades transmitidas por los alimentos si no se los controla adecuadamente. La carne de
ave cruda, por ejemplo, es un alimento de alto riesgo puesto que, por su propia naturaleza,
contiene una gran cantidad de bacterias patógenas. Si se inspecciona un establecimiento donde
se manipula este tipo de productos, el inspector deberá dar prioridad a la cocción y a la
prevención de la contaminación cruzada. Pero si se trata de alimentos que se someten una o
más veces a temperaturas peligrosas (4,4–60°C o 40–140°F), que favorecen la proliferación de
microorganismos patógenos, será necesario revisar las prácticas de pasteurización lenta y
enfriamiento.
Cuando un establecimiento está inscrito bajo otros departamentos, la gerencia en la oficina
responsable, por medio de consultas, debe decidir quién y cómo aplicar los diferentes
programas de inspección del establecimiento.
Los niveles de servicio de inspección y tipos de establecimientos están definidos en las
secciones…. de este manual.
2.2. Prioridades basadas en el riesgo
Como función de riesgo alimentario (DIGESA + agregar SENASA y SANIPES)???????
a. Alto Riesgo (carne ? Frutas, productos y/o procesos, etc.)????????
Derivados lácteos (yogur, mantequilla, queso fresco, queso procesado, cremas pesadas, postres
con huevo), helados, horneados, carnes frías, alimentos preparados y platillos que no requieren
cocción, las papas tostadas también se consideran de alto riesgo puesto que son instantáneas y
vulnerables a su público meta,
Alimentos consumidos por niños: dulces, alimentos de régimen especial (fórmula instantánea,
productos lácteos enriquecidos, sustitutos de lácteos)
Especies, condimentos (sazonadores, aderezos, glutamato, vinagres, salsas) bebidas alcohólicas
(licores especializados);
b. Mediano Riesgo
Aceites y grasas, hojuelas, productos de pan, conservas, chocolates; frutas procesadas; (SENASA
y SANIPES)
c. Bajo riesgo
Borrador V1 (August 1, 2012) Page 16
Cereales, leguminosas secas, harinas, pastas, siropes, azúcar, frutas y vegetales. + ( SENASA y
SANIPES)
2.3. Organizar la inspección
El inspector es un representante oficial de la Agencia y debe mostrar una imagen profesional
cuando trate con los funcionarios del establecimiento. Toda información dialogada y obtenida
de una compañía específica debe mantenerse confidencial. El equipo de inspección debe
asegurarse que su vestimenta y comportamiento sea apropiado (sin joyería, sin reloj, sin mascar
chicle, etc.). Se deben respetar en todo momento las políticas del establecimiento.
El inspector debe prepararse para una inspección. En los establecimientos que se utiliza un
sistema de APPCC completo es necesario efectuar una auditoria (evaluación). La preparación
debe incluir la revisión de los antecedentes que consten en el expediente archivado en las
oficinas de la autoridad de control de alimentos a fin de obtener el historial del establecimiento
que se inspeccionará, las infracciones, si las hubiera, y la lista de productosque elabora o
manipula. Esta información ayudará al inspector a:
• elaborar una lista de posibles factores de riesgo de enfermedades transmitidas por los
alimentos identificados según el tipo de producto y de establecimiento;
• obtener la ropa adecuada para efectuar la inspección (siempre y cuando no la provea el
propio establecimiento) y procurar las herramientas y el equipo necesarios;
• dedicar el tiempo necesario para realizar la inspección según las dimensiones y la
complejidad del establecimiento;
• disponer de la información relativa al registro, el número de identificación del
establecimiento, y si fuera posible el nombre de las personas con las que contactará
antes, durante y, si fuera necesario, después de la inspección.
Archivo del Establecimiento
El equipo de inspección debe tomarse el tiempo para repasar el archivo del establecimiento
(como mínimo, los documentos del año anterior) para poder:
• identificar al gerente del establecimiento y al personal clave por su nombre;
• revisar los informes de Inspección Profunda anteriores;
• revisar los resultados de la Inspección Dirigida y de la Inspección de Productos;
• identificar las deficiencias pendientes
• revisar cualesquiera quejas de consumidores;
• estar consciente del tamaño y complejidad del establecimiento;
• anotar cualquier característica particular del establecimiento (ej. equipo, tecnología, y
líneas de productos);
• decidir en que lugar iniciará la inspección, identificar cuando se observará una limpieza
mayor y determinar cuando se puede observar un segundo turno (si aplica); y,

Borrador V1 (August 1, 2012) Page 17
• familiarizarse con el(los) producto(s) que se están procesando (incluyendo los
ingredientes, aditivos, asistentes de procesamiento) y los procesos y equipo que se están
utilizando.
Cuando se esté determinando el enfoque de la inspección, mantenga presente que podría
aplicar más de un enfoque a un solo establecimiento (Ej. un solo establecimiento podría
producir pescado, sacrificio de carne y carne procesada). Durante una inspección de inscripción
para un establecimiento nuevo se deben inspeccionar todos los enfoques disponibles (tipos de
procesos). (SE NECESITA ACLARAR QUIÉN DESEMPEÑARÁ LA INSPECCIÓN/AUDITORÍA). Para la
primera Inspección Profunda (un establecimiento recién inscrito), seleccione el enfoque con el
riesgo más alto.
Los preparativos también incluyen aspectos personales entre los que cabe mencionar la
obtención de la ropa adecuada (salvo si el establecimiento inspeccionado la provee), y el
equipo necesario (por ejemplo linterna, termómetro, etc.), herramientas para la
extracción de muestras, útiles para tomar notas y formularios oficiales.
Cada inspector debe tener los siguientes artículos y utilizarlos en las situaciones apropiadas:
Identificación
o tarjeta de identificación de inspector (siempre debe portarse)
o tarjetas de presentación
Atuendo
o un casco de seguridad, limpio (blanco) aprobado por la CSA
o cobertores de cabello y (si aplica) cobertores de barba sin huecos (no los de
malla/red) en buena condición
o protección auditiva y ocular aprobada por la CSA
o mascarilla para polvo nocivo (si es necesaria)
o una bata de laboratorio blanca, limpia, con sujetadores tipo broche o Velcro, sin
bolsas por arriba de la cintura (reutilizable o desechable)
o "bata para frío" y guantes aislados (si son necesarios)
o chaleco reflector de seguridad (si es necesario)
o guantes sanitarios para cubrir anillos de matrimonio sencillos, no removibles (si
es necesario)
o botas de seguridad de hule (goma) sanitizadas (si es necesario) o zapatos de
seguridad aprobados por la CSA
Equipo
o una caja o una bolsa
o un lapicero (bolígrafo) sin tapa
o un portapapeles limpio, no poroso que se pueda sanitizar fácilmente
o una linterna en buen funcionamiento
o un medidor de luz calibrado

Borrador V1 (August 1, 2012) Page 18
o un termómetro calibrado con cuerpo de acero
o suministros para muestreo (tazas, bolsas esterilizadas, cucharas, etc.)
o hieleras y paquetes de hielo para transportar muestras sensibles a la
temperatura
o equipo adicional a como se requiera en la inspección
o tenazas, espátulas, pinzas, hisopos de algodón, tijeras, tiras de pH y tiras de
cloro
Formularios y Referencias
o hoja de trabajo de inspección
o Informe de Inspección
o Notificación de Detención (CFIA/ACIA 3256) y formularios de Notificación de
Liberación (CFIA/ACIA 3257)
o etiquetas suplementarias y cinta selladora
o recibos:
Porción de Muestra (Muestra Oficial)
Recibo(s) para Muestra(s) Tomada(s)
o una copia del reglamento que aplica y de los manuales de inspección
En algunas situaciones, el concepto de equipo es útil para la inspección de operaciones de
procesamiento de alimentos. El tamaño del equipo de inspección es una decisión tomada por la
gerencia en la oficina de CFIA responsable, y debe estar basado en:
La complejidad y riesgo del proceso(s) de manufactura, por ejemplo los procesos de
ácido bajo
El tamaño del establecimiento
El tipo de inspección (Profunda o Dirigida)
El lapso de tiempo en el cual se va a llevar a cabo la inspección
La experiencia del (de los) inspector(es)
El abordaje por equipo se usa por los siguientes motivos:
Los inspectores podrían intercambiar puestos durante la inspección para poder ofrecer
una perspectiva fresca en una actividad específica. Los inspectores con experiencia y
antecedentes diferentes tienen una base de experiencia más amplia.
Mejora grandemente la uniformidad de la inspección, siempre y cuando los mismos
inspectores no trabajen juntos siempre. Cada inspector aprende algo del otro inspector,
haciendo la Región más consistente en la identificación y calificación de infracciones.
Frecuentemente, el equipo de inspección podría consistir de un solo inspector. En estos casos
debe estar disponible otro inspector o el supervisor (vía teléfono, etc.) en caso de que el
inspector(a) requiera asistencia..
El inspector debe organizar cada inspección individualmente de forma de contemplar los
aspectos que caractericen al establecimiento en cuestión. Es necesario notificar al
Borrador V1 (August 1, 2012) Page 19
establecimiento con antelación de la inspección a fin de que la dirección pueda acompañar al
inspector durante su visita y provea los registros que fueran necesarios. Si se trata de una
inspección de seguimiento por una queja o infracción denunciada corresponde efectuar una
inspección sin previo aviso. Si bien ciertos establecimientos pueden proceder a solucionar los
problemas existentes al recibir la notificación de la inspección, se cumplirá con el objetivo:
solucionar los incumplimientos o infracciones lo más pronto posible.
El inspector fijará una fecha para una primera reunión cuyo fin es conocer a los integrantes de
la dirección, presentarse al gerente del establecimiento o a la persona encargada, presentar sus
tarjetas de identificación o tarjetas de presentación, explicarles el objetivo y el alcance de la
inspección, así como también el procedimiento, invitar a un representante(s) del
establecimiento para que acompañe al equipo de inspección, repasar las reglamentaciones
pertinentes, revisar los registros que hubiere,
analizar el sistema de gestión de la calidad e inocuidad y formular las preguntas
correspondientes, y preguntar acerca de cualquier requerimiento de equipo de protección
especial, medidas de seguridad o políticas específicas para esa planta.
La gerencia del establecimiento debe de estar anuente a brindar un representante con
conocimiento (gerencia, capataz, gestión de calidad) para acompañar al equipo de inspección en
toda la inspección. Esto permite que se hagan que se hagan preguntas en el momento y que se
atiendan infracciones graves. Cualquier infracción que se identifique durante una inspección y
que se corrija inmediatamente aun debe ser documentada y calificada adecuadamente en el
informe de inspección (vea sección 2.4.3). Los inspectores deben tener el cuidado de no
permitir que el personal acompañante de la planta apresure la inspección o los desvíe de las
infracciones.
Se debe animar al personal de la planta para que lleven a cabo sus propias inspecciones junto
con el equipo de inspección y/o independientemente a como lo requiera su establecimiento.
Luego se efectuará una visita al establecimiento con el fin de determinar los
peligros y los controles que se utilizan, observar el desempeño y hablar con los empleados y
el personal en general. La inspección de establecimientos generalmente requiere de la
utilización de varias técnicas.A continuación se detallan algunas de ellas.
- Observación
El inspector deberá observar los procesos y procedimientos que se utilizan en el
establecimiento prestando especial atención a aquellos que puedan tener consecuencias
negativas en la inocuidad de los productos elaborados a fin de verificar que se efectúen
correctamente.
- Inspección
En algunos casos es necesario manipular el producto para determinar la caracterización
sensorial del producto, por ejemplo, el olor (del pescado fresco). En otros casos puede ser
necesario verificar la limpieza del equipo y de las superficies que entran en contacto con

Borrador V1 (August 1, 2012) Page 20
los alimentos, registrando la temperatura indicada en los termómetros o cuadros. El
inspector deberá efectuar estas verificaciones habiéndose lavado las manos
cuidadosamente (resaltando al mismo tiempo la importancia del aseo personal) o con
guantes desechables si fueran necesarios, a fin de asegurar que no constituye una fuente
de contaminación. Nunca se deben oler directamente los productos químicos ni los de
limpieza.
- Mediciones
Las mediciones son más precisas que la mera inspección debido a que es necesario
servirse de instrumentos para determinar parámetros tales como la temperatura (en
salas de enfriamiento o del producto), pH, peso, tiempo (por ejemplo, el tiempo de
cocción necesario para obtener una temperatura interna preestablecida) o la proporción
de cloro en el agua que se usa para lavar. El objetivo de efectuar mediciones durante la
inspección es determinar si los instrumentos que utiliza el establecimiento funcionan
correctamente. Para ello los instrumentos del inspector deben calibrarse periódicamente
utilizando una norma establecida.
- Extracción de muestras y ensayos
El inspector puede extraer muestras para efectuar ensayos en el establecimiento o más
tarde en el laboratorio. La extracción de muestras debe efectuarse empleando técnicas
asépticas y según un plan de muestreo adecuado. Se deben manipular las muestras de
forma de asegurar que el tiempo transcurrido, la temperatura y la forma de transportarlas
al laboratorio no tienen consecuencias negativas. Los ensayos han de efectuarse con
métodos normalizados.
- Formulación de preguntas
Durante el transcurso de la inspección, el inspector debe tener la libertad de formular
preguntas a los empleados de la planta y verificar sus conocimientos respecto a los
procedimientos que utilizan para realizar sus tareas. Es necesario que durante la reunión
inicial el inspector haya advertido a la dirección que formulará preguntas a los empleados,
aclarando que lo hará de forma de interferir lo menos posible en sus tareas.
- Revisión del historial
El historial del establecimiento constituye una parte importante de la inspección. Es
necesario revisar los informes de las inspecciones efectuadas antes de comenzar la
inspección y continuar durante la inspección misma. El inspector debe consultar los
registros, por ejemplo, de los certificados de salud del personal y de capacitación; los
certificados o resultados de los análisis de laboratorio tanto de las materias primas como
de los productos resultantes; el historial de fallas del sistema y los ajustes y correcciones
puestos en práctica; los registros de distribución y todos los otros registros que se
consideren pertinentes. Se recomienda emplear una lista para facilitar el proceso.
Se debe hacer todo esfuerzo para valorar el equipo antes del arranque, en condición
operacional y durante el des-ensamblaje, lavado y sanitización. Si aplica, el equipo de
inspección debe estar presente para los cambios de turno (de mañana a tarde, de tarde a noche,
etc.) para observar la rutina de cambio de formato (hábitos de finalización e inicio de

Borrador V1 (August 1, 2012) Page 21
empleados, patrones de tránsito, limpieza de equipo, etc.) y anotar cualquier deficiencia.
Cuando sea posible, los inspectores deben ser tan eficientes como sea posible en preparar la
orden de inspección. El equipo de inspección debe completar todas las tareas que requieran
recorrer la planta, observando las condiciones físicas de las instalaciones, del personal, del
equipo, etc., antes de proceder con los registros y los programas escritos.
La inspección debe empezar con los pasos de procesamiento críticos (Ej. cuarto de esterilización
para establecimientos de ácido bajo) y áreas donde fueron revelados los problemas mayores
durante las inspecciones anteriores. En general, para reducir el riesgo de contaminación
cruzada, el equipo de inspección debe trabajar de las áreas microbiológicamente más limpias a
las áreas microbiológicamente menos limpias (Ej. empezar en el área de empaque y avanzar
hacia el área de recepción de materia prima o el exterior del establecimiento).
Técnicas de inspección: El equipo de inspección debe hacer todo esfuerzo para minimizar la
contaminación cruzada. Utilizar las instalaciones de lavado de manos/sanitización tan
frecuentemente como sea posible. En general, los inspectores deben dirigir las preguntas hacia
la gerencia en vez de a empleados o personal no de la planta (ej. choferes de camión). En todo
caso, el hacer preguntas a los empleados del establecimiento puede ayudar a determinar si el
personal está entrenado adecuadamente y si los procedimientos del establecimiento
(procedimientos regulares de producción, procedimientos de sanitización, procedimientos de
desviación) se están cumpliendo apropiadamente.
Por ejemplo: En áreas de bodegas, mezclado y composición, tomar notas de los ingredientes,
aditivos, y asistentes de procesamiento que se están utilizando (especialmente los que sospeche
que no pueden ser permitidos) para que puedan ser verificados para cumplimiento con el
Reglamento de Productos Procesados y el Reglamento de Alimentos y Fármacos. En la(s) área(s)
de etiquetado, obtenga una etiqueta muestra del producto(s) que en ese momento se está
procesando y empacando. Revise brevemente la etiqueta buscando infracciones obvias
mientras esté en el establecimiento. Adhiera la etiqueta a la hoja de trabajo para que pueda ser
revisada más de cerca ya estando en la oficina. En la sala de calderas, anote los aditivos que se
están utilizando en la caldera, especialmente si se está utilizando vapor en cualquier producto o
en cualquier superficie de contacto de productos.
En otras áreas de almacenamiento de químicos no-de-alimentos y en la sala de calderas, anote
los nombres de los químicos, nombres de las marcas y fabricantes de los productos de
sanitización y de tratamiento de agua/vapor. Compárela lista de productos que se están
utilizando con el programa de sanitización del establecimiento y las Listas de Referencia de
Materiales de Construcción Aceptados, Materiales de Empaque y Productos Químicos No-de-
Alimentos disponibles en Perú (CFIA's
http://www.inspection.gc.ca//english/fssa/reference/refere.shtml). Estos químicos deben de
estar almacenados lejos del flujo de tráfico principal y lejos de ingredientes y de materiales de
empaque. Otros químicos venenosos, tales como plaguicidas, deben ser guardados en un área
Borrador V1 (August 1, 2012) Page 22
separada (preferiblemente restringida) lejos de todo químico de limpieza y productos
alimenticios.
(¿Es necesario brindar todos los detalles acerca de qué buscar durante el recorrido?)
Finalmente, durante una última reunión el inspector examinará las infracciones o
incumplimientos detectados, propondrá soluciones y acordará los plazos para poner en práctica
los ajustes o correcciones necesarios.
Si se determina que el informe final será entregado en lugar de una Reunión de Cierre Final, el
equipo de inspección debe estar seguro de explicar plenamente los hallazgos de la inspección y
las razones por las cuales ciertos puntos son insatisfactorios y requieren corrección o mejora.
2.4. Autorizaciones, derechos y obligaciones
El inspector y sus ayudantes, si los hubiera, deben contar con la autorización necesaria para
ingresar al establecimiento y efectuar la inspección. Antes de comenzar la inspección, deben
identificarse y presentar sus credenciales oficiales.
La dirección del establecimiento tiene derecho a solicitar las credenciales oficiales e
identificación de los inspectores o sus ayudantes, a formular preguntas y defender las
prácticas y procedimientos que utiliza. Asimismo, se le debe informar respecto a la legislación o
reglamentaciones que autorizan al inspector. El establecimiento es responsable de proveer la
documentación necesaria así como la información pertinente requerida por el inspector.
2.5. Requisitos previos
Los requisitos previos incluyen lo que algunas legislaciones nacionales denominan “buenas
prácticas de higiene” (BPH) y “buenas prácticas de manufactura” (BPM). Estas comprenden,
entre otros aspectos: 1) la construcción de la planta y de los equipos, es decir las características
físicas de las instalaciones; 2) los procedimientos operativos estándar (POE), es decir, los
procedimientos detallados de elaboración específicos de cada producto; 3) los procedimientos
operativos estándar de saneamiento (POES), es decir, la descripción detallada de los
procedimientos de limpieza y desinfección de la planta y de los equipos, así como también el
programa de limpieza y desinfección; 4) el programa de control de plagas; 5) la evaluación de la
capacitación y de los conocimientos de los integrantes de la dirección con relación a la inocuidad
de los alimentos; 6) el aseo personal; 7) el programa de capacitación; 8) las quejas de los
consumidores y su resolución; 9) las especificaciones para los proveedores de suministros y su
control; y 10) los registros que el establecimiento debe llevar. La inspección del establecimiento
debe evaluar si este cumple con los requisitos previos. La lista de requisitos previos y las
características que se consideran “aceptables” se incluye más adelante en este manual.
Borrador V1 (August 1, 2012) Page 23
2.6. Lista de reglamentaciones
Es necesario contar con una lista de las reglamentaciones de cumplimiento obligatorio. Esta
lista incluye las normas de elaboración y de productos (si están normalizados), los ingredientes y
los requisitos de envasado (si lo hubiere), los aditivos alimentarios, los controles que se utilizan
para asegurar el cumplimiento con las normas y los requisitos de etiquetado.
a) Normas de productos y procesos
El establecimiento debe tener a su disposición todas las normas de cumplimiento obligatorio
que se apliquen a los procesos empleados o a los productos elaborados en el establecimiento.
Estas normas estarán incluidas en la lista de reglamentaciones, donde además se describirán los
controles que aseguran su cumplimiento.
b) Ingredientes y materiales de envasado
La lista de reglamentaciones debe incluir la descripción de los controles que se utilizan
para asegurar que tanto los ingredientes como los materiales de envasado cumplen con
los requisitos reglamentarios.
c) Etiquetado
La lista de reglamentaciones incluye también la descripción de los controles utilizados
para asegurar que el etiquetado de los productos (y los códigos y fechas, si fueran
necesarios) cumple con las reglamentaciones, es veraz, legible y no es engañoso para
los consumidores. La información contenida en la etiqueta también debería permitir
rastrear el producto mediante un código que indique el número de partida o de lote y la
fecha de elaboración.
2.7. APPCC, rastreo y retiro de productos
1) APPCC
Si el establecimiento utiliza un sistema de APPCC y cuenta con un plan de APPCC,
estos deben quedar a disposición del inspector. En estos casos no corresponde efectuar
una inspección sino una auditoria.
2) Rastreo y retiro de productos
El programa de rastreo y retiro de productos incluye todas las técnicas y
procedimientos empleados en el establecimiento para a) llevar registros de materias
primas en donde conste la fecha, el número de lote, el proveedor, el transportista, la
cantidad y el estado en el que se recibieron; y b) poner en práctica un programa de
retiro de productos que permita rastrear los productos en los locales de venta al por
menor en el caso que fuera necesario retirarlos del mercado. Para tales fines es
imprescindible que todos los productos cuenten con un código y llevar registros de los

Borrador V1 (August 1, 2012) Page 24
números de lote o partida y de la distribución.
2.8. Cierre de la inspección, informes y documentación
a) Redacción de las Observaciones de la Inspección
Las observaciones que se toman en la hoja de trabajo son un registro de las condiciones en el
momento de la Inspección Profunda y la evidencia objetiva utilizada para determinar
clasificaciones de categorías. Se debe tener mucho cuidado en asegurar que las observaciones
de inspección están claras y concisas, precisas, no sesgadas, relevantes y suficientes para asignar
una calificación precisa. Cada miembro del equipo debe completar sus propias observaciones
de hoja de trabajo. Registre qué productos se producen cada día de la inspección.
Lineamientos de Observación (De QMS y presentación durante el taller de Perú)
Describir totalmente la no-conformidad. Incluya la ubicación de la infracción y los detalles tales
como la gravedad del problema (cantidad, proximidad al producto, como es afectado el
producto, etc.)
i) Describir la deficiencia en términos claros y objetivos que
reflejen de forma precisa la deficiencia identificada;
no ofrezcan soluciones u opiniones;
y que estén relacionados a la tarea.
Ii) La descripción de deficiencias debe:
Incluir lo que se observó, midió y obtuvo por medio de las entrevistas en la medida que se
relacionen con la deficiencia. Incluir cuando y donde se anotaron las deficiencias al igual
que el nombre o el título de cualquiera que fue entrevistado. Tal como, “Mayo 10, 2007
10:45 am se observó en la sala de cortado”.
Si se notaron deficiencias durante la revisión de registros, incluya un resumen de la
revisión relacionada a la deficiencia. Incluya el nombre y la fecha de los registros
revisados y de las deficiencias anotadas. Tal como, “Se revisaron los Informes de Cocción
para Junio 2007 y se identificaron desviaciones el 5, 6 y 7 de Junio pero no estaban
implementados los procedimientos de desviación…”
Si se notaron deficiencias durante la revisión del programa escrito, incluya el nombre del
programa escrito que se revisó y las deficiencias anotadas. Tal como, “Plan HACCP X,
Borrador V1 (August 1, 2012) Page 25
CCP2B: Los procedimientos de monitoreo no cumplen los requerimientos del Manual
FSEP. No se identificó frecuencia.”
Si el operador tomó control del producto(s), incluya un resumen del control.
Si el Departamento tomó acción para controlar un producto o cosa, incluya un resumen
de la acción. Esta acción incluye la aplicación una etiqueta retenida, decomiso y
detención de producto de carne o cosa, rechazo a certificar un producto para
exportación o la iniciación de un retiro obligatorio.
Si existe una solicitud de acción correctiva cerrada recientemente relacionada con esta
tarea con la misma causa de la desviación, vincule esta infracción al CAR cerrado
referenciando y enunciando qué acciones correctivas fueron implementadas en la
solicitud de acción correctiva cerrada, y que estas acciones fueron inefectivas.
Asegúrese de revisar sus comentarios, corregir la ortografía y que los comentarios estén con la
tarea correcta y que cada tarea no-satisfactoria tenga comentarios adecuados.
b) Valoración del Cumplimiento y Asignación de Calificaciones de Cumplimiento
Antes de dialogar los resultados de la inspección con el establecimiento, el inspector o el equipo
de inspección debe tomarse tiempo en privado para revisar los resultados de la inspección para
asegurar consistencia.
El equipo de inspección debe revisar todas las observaciones registradas y asignar una
calificación de cumplimiento para cada tarea.
Puesto que solo es posible una calificación de cumplimiento para cada tarea, cuando se
encuentren dos o más no-cumplimientos por tarea, se debe asignar la calificación de categoría
más seria a la tarea. En todo caso, incluido en la tarea, se deben agrupar claramente las
observaciones y cada grupo puede ser asignado una calificación de categoría diferente aún y
cuando a la tarea general se le asigne una calificación (la más grave). La calificación general de
la tarea es la que cuenta en el cálculo de las calificaciones de cumplimiento generales del
establecimiento. El agrupar las observaciones por calificación de categoría ayuda a facilitar la
tarea de determinar los periodos de las acciones correctivas. Este agrupamiento no tiene que
hacerse obligatoriamente en una hoja de trabajo utilizada durante la inspección, pero si debe
hacerse cuando se ingresan las observaciones en el MCAP para el informe final.
c) Reunión de Cierre Preliminar con la Gerencia
Al concluir las actividades de inspección, el equipo de inspección podría reunirse con el(los)
miembro(s) adecuados del equipo de gerencia del establecimiento para:
revisar los hallazgos de inspección;
Borrador V1 (August 1, 2012) Page 26
resaltar las observaciones clave, y;
establecer una fecha y hora para la reunión de salida final o programar la entrega del
informe final (ver sección 2.4.4).
Si se determina que el informe final será entregado en lugar de una Reunión de Salida Final, el
quipo de inspección debe asegurarse de explicar en su totalidad los hallazgos de inspección
durante la Reunión de Cierre Preliminar. Es importante que la gerencia del establecimiento
entienda los hallazgos de la inspección y las razones por las cuales ciertos puntos son
insatisfactorios y requieren corrección o mejora.
d) Informe Final y Reunión de Salida
- Ingreso de Observaciones
Una vez de regreso a la oficina, el(la) inspector(a)/equipo de inspección debe ingresar los
hallazgos de la inspección en la base de datos.
-Fechas Límite Mínimas del Cumplimiento y de las Acciones Correctivas
El establecimiento debe presentar un Plan de Acciones Correctivas por Escrito antes de las
fechas límite. Las fechas límite inician el día después de la reunión de salida o de la entrega del
informe final. El inspector/equipo de inspección podría solicitar la presentación del plan de
acción y/o de la acción correctiva dentro de una fecha límite más corta. Cuando se encuentra
que los establecimientos están por debajo del cumplimiento mínimo, el inspector/equipo de
inspección debe trabajar en consulta con la gerencia del establecimiento para determinar a
cuales infracciones se les debe dar la prioridad para corrección para permitir lograr el
cumplimiento mínimo. Estas infracciones deben recibir una fecha de finalización que sea
razonablemente lograble, pero que ayude al establecimiento a lograr un cumplimiento mínimo
rápidamente.
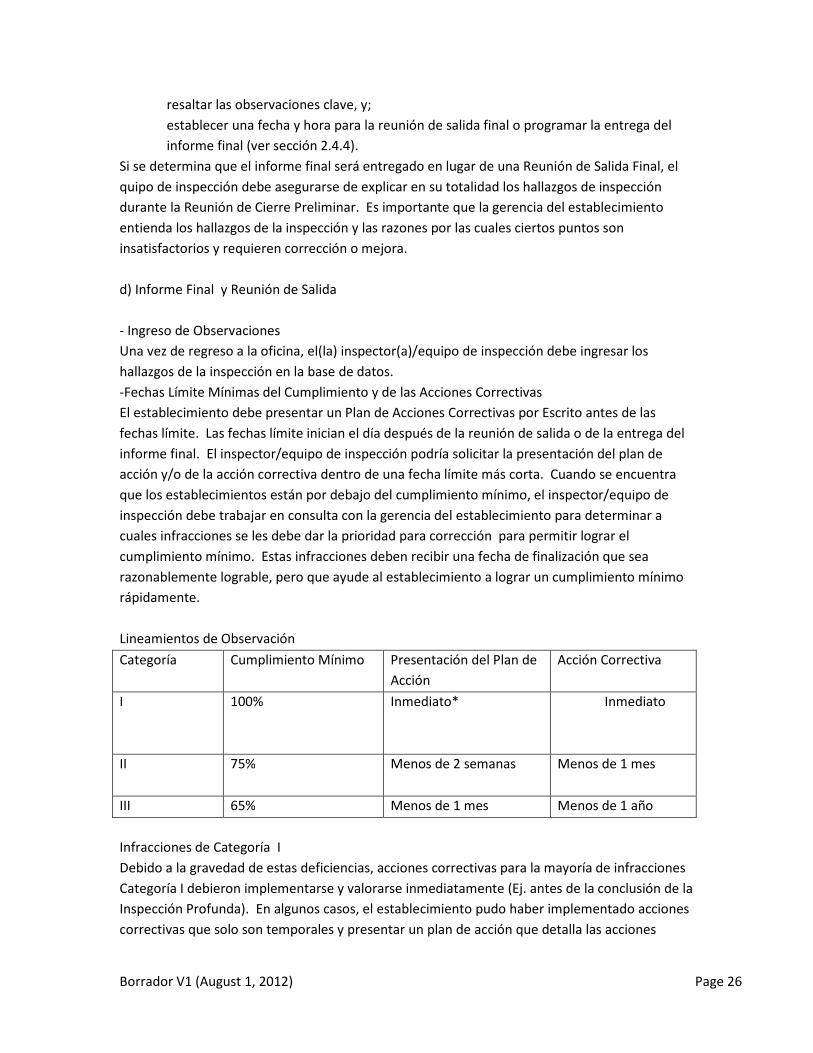
Lineamientos de Observación
Categoría Cumplimiento Mínimo Presentación del Plan de
Acción
Acción Correctiva
I 100% Inmediato*
Inmediato
II 75% Menos de 2 semanas
Menos de 1 mes
III 65% Menos de 1 mes Menos de 1 año
Infracciones de Categoría I
Debido a la gravedad de estas deficiencias, acciones correctivas para la mayoría de infracciones
Categoría I debieron implementarse y valorarse inmediatamente (Ej. antes de la conclusión de la
Inspección Profunda). En algunos casos, el establecimiento pudo haber implementado acciones
correctivas que solo son temporales y presentar un plan de acción que detalla las acciones
Borrador V1 (August 1, 2012) Page 27
correctivas a largo plazo. Si es así, se debe completar una Inspección Dirigida antes de 24 horas
de la fecha de corrección propuesta. Se deben tomar acciones de hacer cumplir si no se
implementan las acciones correctivas o si estas no son efectivas.
Infracciones de Categoría II y III
La valoración de las acciones correctivas Categoría II deben ser una prioridad sobre las
infracciones Categoría III. Si hay múltiples fechas de finalización dentro de una categoría, el
inspector(a) y el supervisor(a) deberán planificar al menos una inspección para verificar todas las
acciones correctivas. Podrían ser necesarias más inspecciones y pueden planificarse a discreción
del inspector, en consulta con su supervisor. En algunos casos, cuando sólo se han identificado
infracciones Categoría III, podría no ser necesaria una Inspección Dirigida y en vez de esta, se
puede dar una valoración de las acciones correctivas durante la próxima Inspección Profunda.
* Para todas las infracciones Categoría I, las acciones correctivas, aún y cuando sean solo
medidas temporales, deben completarse inmediatamente (antes de la conclusión de la
Inspección Profunda). Si el establecimiento requiere tiempo adicional para acciones correctivas
o medidas preventivas a largo plazo, esto se debe dialogar con el equipo de inspección durante
la inspección y presentar un plan de acción antes de 24 horas desde la identificación de la
infracción.
e) Informe Final y Carta de Presentación
Un paquete de Informe de Inspección Profunda completo incluye:
una Carta de Presentación solicitando el Plan(es) de Acciones Correctivas por Escrito
antes de las fechas límite;
el informe de Calificación de Categoría;
el Informe de No-Cumplimiento ; y,
la Hoja de Trabajo impresa (si la parte regulada lo solicita).
Una vez que el paquete de Informe de Inspección Profunda está completo, el inspector/equipo
de inspección (y el supervisor si se requiere) debería revisarlo para asegurar que esté preciso:
Comparar la cantidad total de tareas que se requieren para el enfoque seleccionado con
la suma de la calificación (Satisfactoria+ No-Cumplimiento+N/I +N/A) para asegurarse
que concuerdan.
Comparar la carta de presentación con el informe de Calificación de Categoría para
asegurar que las calificaciones de categoría concuerdan;
y,
Revisar y/o corregir los informes para eliminar errores ortográficos y gramaticales.
f) Seguimiento de la Inspección
- Plan de Acciones Correctivas por Escrito
Borrador V1 (August 1, 2012) Page 28
El establecimiento debe presentar un Plan de Acciones Correctivas por Escrito antes de las
fechas límite. Las fechas límite empiezan el día después de la reunión de salida.
Para cada infracción en el Informe de No-Cumplimiento, el establecimiento debe brindar:
la acción a tomar;
la fecha límite para que se complete la acción correctiva;
la persona responsable de corregir el problema; y,
las medidas para evitar la reincidencia.
Si se observa más de una infracción para una sola tarea, cada una de las infracciones debe
abordarse por separado por el Plan de Acción Correctiva. Una vez completado, el plan de acción
debe ser firmado y fechado por un funcionario del establecimiento.
Si no se recibe un Plan de Acción antes de la fecha límite, el inspector responsable enviará una
carta certificada a la compañía solicitando un Plan de Acción Correctiva antes de 5 días laborales
de la recepción de la carta. Si no recibe el plan de acción después de 5 días, el inspector
completará un Informe de No-Cumplimiento de Inspector y lo enviará al supervisor de estos.
Podrían ser necesarias más acciones de obligación de cumplimiento (vea Capítulo 8).
- Evaluación del Plan de Acción Correctiva
El Plan de Acciones Correctivas por Escrito presentado por la compañía debe ser evaluado por el
equipo de inspección. Para ayudar con la evaluación del plan de acción correctiva, los
inspectores pueden usar el Formulario de Evaluación del Plan de Acciones Correctivas que se
encuentra en el Apéndice 2-5.
Se rechazará el plan de acción si:
falta cualquier información enumerada en la sección 2.5.1;
no se ha abordado ninguna infracción;
las fechas límite para la acción correctiva exceden los que están en la Tabla 2-4, o las
solicitadas por el inspector;
la acción a tomar no corregirá la infracción.
De forma oportuna, el inspector(a) notificará a la compañía por escrito si se acepta o rechaza el
plan de acción. Si se acepta el plan de acción, el inspector planificará las Inspecciones Dirigidas
de acuerdo a las fechas de finalización propuestas de las acciones correctivas. Si se rechaza el
plan de acción, se le solicitará a la compañía que presente un plan de acción revisado antes de 5
días laborales desde la recepción de la Carta de Rechazo.
Inspecciones Dirigidas (SE NECESITA REVISAR Y DECIDIR SI SE DEBE SEPARAR LA SECCIÓN
DESPUÉS DE LA INSPECCIÓN PROFUNDA/AUDITORÍA)
Una Inspección Dirigida es una inspección parcial de un establecimiento. Las Inspecciones
Dirigidas se usan para una o dos de los siguientes casos:
1. Para valorar las acciones correctivas implementadas por el establecimiento de acuerdo a
su Plan de Acciones Correctivas por Escrito. Las frecuencias de las Inspecciones Dirigidas
Borrador V1 (August 1, 2012) Page 29
llevadas a cabo para valorar las acciones correctivas variarán de acuerdo a la cantidad y
gravedad de las tareas de inspección de no-cumplimiento. Estas Inspecciones Dirigidas
deben completarse en forma oportuna para asegurar que el establecimiento haya
implementado sus acciones correctivas tal como se describen en el Plan de Acciones
Correctivas por Escrito.
2. Para recopilar muestras para inspección de productos o para presentar muestras de
laboratorio. Las frecuencias de las Inspecciones Dirigidas llevadas a cabo con el
propósito de recopilar muestras deben determinarse en consulta con los supervisores y
basados en los Planes de Trabajo Operativos.
3. Verificación de alimentos por donación y/o abandono legal
4. Atención de brotes de infecciones e intoxicaciones alimentarias
Establecimientos por debajo del cumplimiento mínimo
A discreción del equipo de inspección, a los establecimientos hallados por debajo del
cumplimiento mínimo se les puede otorgar menores periodos de tiempo para presentar sus
planes de acción e implementar las acciones correctivas (ver sección 2.4.2 para más detalles).
Para asegurar que el establecimiento logre el cumplimiento mínimo tan pronto como sea
posible, se puede planificar una Inspección Dirigida inmediatamente después de la fecha de
finalización de la acción correctiva acordada entre la gerencia del establecimiento y el equipo de
inspección. Durante esta Inspección Dirigida, el inspector debe verificar que el establecimiento
haya implementado acciones correctivas efectivas en al menos suficientes de las infracciones
pendientes para llevar al establecimiento al cumplimiento. Se pueden planificar más
Inspecciones Dirigidas para valorar las infracciones pendientes restantes.
Una vez que el inspector verifica, a través de una Inspección Dirigida, que se implementaron las
acciones correctivas de acuerdo al Plan de Acción aceptado, los hallazgos de la Inspección
Dirigida y la fecha de la Inspección Dirigida será ingresada en las columnas de “Comentarios
Resueltos” y de “Fecha Resuelta” en el MCAP, respectivamente. Ver el manual de MCAP para
más detalles. Si el establecimiento solicita un registro de la Inspección Dirigida, el inspector
puede resumir los hallazgos en un Informe de Inspección (CFIA/ACIA 0992) y distribuir a como
sea necesario. Este formulario también brinda un registro de la Inspección Dirigida para el
archivo del establecimiento.
En general, las Inspecciones Dirigidas no involucran la identificación de infracciones nuevas. En
todo caso, algunas veces durante las Inspecciones Dirigidas el inspector podría observar
infracciones que requieren atención. En tales casos, el inspector debe registrar estos hallazgos
en un Informe de Inspección (CFIA/ACIA 0992) y solicitar que se tome acción correctiva dentro
de una fecha límite que sea adecuada para el tipo de infracción.

Borrador V1 (August 1, 2012) Page 30
Si una Inspección Dirigida revela que la acción correctiva no se implementó dentro del marco de
tiempo otorgado en el Plan de Acción Correctiva, el inspector completará un Informe de No-
Cumplimiento de Inspector (CFIA/ACIA 5393) y enviárselo al supervisor de estos. Podrían
hacerse necesarias mayores obligaciones de cumplimiento (ver capítulo 3). Si varias
Inspecciones Dirigidas no indican una acción correctiva satisfactoria y se siente que no es
inminente el cumplimiento, se deben iniciar procedimientos para cancelar o suspender la
inscripción (referirse al Capítulo 3 para más detalles).

Borrador V1 (August 1, 2012) Page 31
C. General inspection approach for primary production facilities ( e.g.
fresh fruit and vegetables, fish ???, etc)
3.1. Introduccion
Los productos de los establecimientos de producción primaria, por ejemplo, las frutas y
hortalizas frescas, se consumen a menudo crudos y sin ningún tipo de elaboración. En ausencia
de elaboración, estos alimentos llegan a manos de los consumidores sin haber sido sometidos a
un paso microbicida letal que inactive los patógenos microbianos que los contaminan. El brote
masivo de E. coli O157:H7 causado por espinacas californianas en 2006 constituye un ejemplo
del riesgo potencial que presenta este tipo de productos. El enfoque “de la granja a la mesa” de
la inocuidad de los alimentos propone controlar la mayor cantidad posible de factores de riesgo
en el establecimiento. Las empresas que cultivan, manipulan, almacenan y transportan materias
primas son responsables de su inocuidad y deben poner en práctica, en todas las etapas de
producción, las medidas de higiene necesarias para reducir al mínimo los peligros identificados.
3.2. Objectivos
La inspección basada en el riesgo de los establecimientos de producción primaria, (por
ejemplo, plantas de envasado de frutas y hortalizas o de recolección de leche), tiene por
objetivo:
i. cerciorarse de que existen controles de todos los factores de riesgo de las
enfermedades transmitidas por los alimentos asociadas a los productos;
ii. analizar las posibilidades de introducir mejoras en los sistemas utilizados y de
evolucionar hacia un proceso basado en el APPCC, si corresponde;
iii. introducir mejoras constantemente en el sistema de gestión de la calidad e
inocuidad.
3.3. Diagrama de flujo
El diagrama de flujo consiste en la representación gráfica de todas las etapas del producto
dentro del establecimiento. Constituye una herramienta útil con la que el inspector debería
contar antes de dar inicio a la inspección. Si el establecimiento no dispusiera de él, el inspector
deberá elaborarlo con la colaboración de la dirección o del supervisor durante la reunión inicial.
Con un simple vistazo al diagrama de flujo, el inspector identificará las etapas que podrían ser
clave para la inocuidad del producto (por ejemplo, lavado o enfriamiento). Por otra parte, los
empleados y el personal en general debe ser capaces de describir en detalle todas las etapas,
identificar los pasos clave para asegurar la inocuidad del producto e indicar las medidas que es
necesario poner en práctica para controlar los factores de riesgo de enfermedades transmitidas
por los alimentos.

Borrador V1 (August 1, 2012) Page 32
3.4. Visita al establecimiento
Según los principios básicos que rigen en los establecimientos que elaboran o manipulan
alimentos, toda visita debe comenzar por el producto terminado y luego continuar en sentido
contrario a la dirección del producto hasta finalizar con las materias primas. El objetivo de la
visita en sentido contrario a la dirección del producto es impedir que el inspector se convierta
en un vector potencial de contaminación cruzada, lo que podría ocurrir si comienza con las
materias primas y luego continúa hacia las áreas donde se manipula el producto terminado. A
continuación se detallan los distintos aspectos que es necesario inspeccionar en sentido
contrario a la dirección del producto.
El personal de la dirección o el supervisor tiene que acompañar al inspector durante el
transcurso de toda la visita. De esta forma el inspector podrá entender la totalidad del proceso,
formular preguntas a medida que observa, tomando la menor cantidad posible de notas, y
evacuando la mayor cantidad posible de dudas a fin de reducir al mínimo el número de puntos
que se tratarán en la reunión final. El inspector debería contar con la libertad de formular
preguntas al personal que se encuentre trabajando en la planta sobre los procedimientos
empleados en alguna operación en particular y para evaluar sus conocimientos sobre el
impacto de sus tareas en la inocuidad del producto en cuestión. Durante la visita el inspector
también debe observar la forma en la que el personal se desempeña en sus tareas, prestando
especial atención a las prácticas de higiene.
A continuación se incluye una lista de los puntos que es necesario verificar durante la visita :
a. Evaluación de las instalaciones
i. Locales
Los locales comprenden las edificaciones y las áreas circundantes. Estos deben
estar limpios y sin malezas, polvo u otros materiales que pudieran fomentar la
proliferación de plagas y/o contribuir a la contaminación del producto. El diseño
de los locales debe ser adecuado y los locales deben estar en óptimas condiciones
de mantenimiento.
Los suelos, muros y otras superficies deben ser lisos y sin grietas. La pintura debe
estar en buen estado y permitir la limpieza y desinfección. Los suelos de las áreas
donde se trabaja con agua deben ser impermeables y con drenajes adecuados. El
diseño de los techos y cielos rasos y su mantenimiento debe contribuir a que los
productos no se contaminen.
ii. Equipos
El diseño y los materiales de todos los equipos que entran en contacto directo con
el producto deben prevenir la contaminación. Además, deben ser de fácil limpieza
y desinfección.
El establecimiento debe contar con un programa de mantenimiento de los equipos
Borrador V1 (August 1, 2012) Page 33
que incluya la calibración de instrumentos (por ejemplo, de los termómetros) y las
verificaciones periódicas. Además es necesario llevar registros y ponerlos al igual
que el programa a disposición del inspector. Es necesario que el establecimiento
cuente con procedimientos de limpieza y desinfección de los equipos. El programa
de limpieza y desinfección debe estar elaborado según las características, el
destino del equipo y su potencial para contaminar el producto. El personal que
efectúa la limpieza y la desinfección de los equipos debe contar con la
capacitación necesaria.
iii. Ventilación
La temperatura ambiente debería mantenerse fresca mediante ventilación natural o
mecánica de forma que no contribuya a la contaminación de los productos con
polvo, sustancias pulverizadas, olores o condensación. Además, es necesario
impedir que el aire circule de las áreas contaminadas hacia las áreas del producto
terminado.
iv. Agua
El agua que entra en contacto con el producto y con los equipos ha de ser potable.
Las pruebas de la potabilidad del agua (por ejemplo, el certificado de análisis de
un laboratorio reconocido) deben conservarse a mano, especialmente si el agua
proviene de un pozo o de otra fuente de suministro privada. Es necesario que el
establecimiento cuente con un programa de seguimiento de la calidad del agua y,
si se determina que el agua no es potable, con una fuente alternativa.
Si el proceso de lavado incluye la desinfección con cloro, el establecimiento
debería contar con un procedimiento claro para efectuar el seguimiento periódico
del contenido de cloro en el agua que se utiliza para los lavados. El procedimiento
debería incluir además las provisiones para efectuar las correcciones necesarias en
el contenido de cloro. El personal a cargo del procedimiento debería estar
debidamente calificado.
v. Mantenimiento, desinfección y control de plagas
Los locales, instalaciones y equipos deben mantenerse en condiciones óptimas de
forma de impedir la contaminación de los productos. Además, el establecimiento
debe contar con un procedimiento y un programa de limpieza y desinfección de las
instalaciones a cargo de personal debidamente calificado. Los productos químicos
empleados en la limpieza y desinfección deben estar aprobados por las autoridades
alimentarias y almacenarse por separado.
No se deben acumular desechos sólidos dentro de los locales; es necesario
almacenarlos de forma adecuada y eliminarlos regularmente. La eliminación de los
desechos líquidos debe efectuarse según lo dispuesto en las reglamentaciones
Borrador V1 (August 1, 2012) Page 34
medioambientales y ordenanzas locales.
Es necesario impedir el ingreso de plagas y de otros animales al establecimiento.
La acumulación de materiales o desechos, así como otras prácticas que fomenten
la proliferación de plagas dentro o en los alrededores del establecimiento deben
evitarse. Asimismo, es necesario que el establecimiento cuente con un programa
de control de plagas.
vi. Higiene e instalaciones para el personal
El establecimiento debe contar con servicios sanitarios limpios, y con instalaciones
para lavarse las manos cuyas puertas no abran hacia las áreas donde se manipulan
alimentos. Asimismo, ha de haber un comedor o un área para que el personal
coma, vestuarios y duchas.
Es preciso que el personal vista ropa limpia y adecuada y que cuente con el equipo
de protección necesario. Dentro del establecimiento no estará permitido comer,
tomar bebidas o fumar. El personal debe lavarse las manos luego de usar los
servicios sanitarios, tocar el suelo, materiales o superficies contaminadas o al
volver a ingresar al establecimiento.
vii. Higiene e instalaciones para el personal
El establecimiento debe contar con servicios sanitarios limpios, y con instalaciones
para lavarse las manos cuyas puertas no abran hacia las áreas donde se manipulan
alimentos. Asimismo, ha de haber un comedor o un área para que el personal
coma, vestuarios y duchas.
Es preciso que el personal vista ropa limpia y adecuada y que cuente con el equipo
de protección necesario. Dentro del establecimiento no estará permitido comer,
tomar bebidas o fumar. El personal debe lavarse las manos luego de usar los
servicios sanitarios, tocar el suelo, materiales o superficies contaminadas o al
volver a ingresar al establecimiento.
b. Seguimiento y registros
Las reglamentaciones nacionales de algunos países pueden obligar al establecimiento
a llevar registros de:
• certificados de salud del personal;
• procedencia de las materias primas;
• materias primas recibidas (incluidos los análisis de contaminantes, por ejemplo,
residuos de pesticidas y contaminantes microbianos);
• análisis de agua;
• verificación de limpieza y desinfección;
• control de plagas;
• seguimiento de puntos de control (por ejemplo, cuadros con las temperaturas de
Borrador V1 (August 1, 2012) Page 35
las salas de enfriamiento);
• informes de mantenimiento (incluyen calibración de equipos e instrumentos);
• registros de los productos terminados;
• registros de distribución;
• registros de capacitación;
• registros de toda desviación del sistema de gestión de la calidad e inocuidad del
establecimiento que se hubiera detectado y los ajustes o correcciones efectuados.
c. Capacitación
La capacitación de los integrantes de la dirección, de los supervisores, del personal y
de los trabajadores debe efectuarse tanto en la granja como en los locales a fin de
asegurar que todos cuentan con los conocimientos necesarios para producir alimentos
inocuos. Luego de la capacitación inicial es necesario continuar capacitando el
personal de forma periódica a fin de mantener el nivel de profesionalismo. Es
indispensable que el personal tome conciencia de la importancia de cumplir con el
sistema de gestión de la calidad e inocuidad del establecimiento y de las posibles
consecuencias en caso de incumplimiento para el bienestar de los consumidores y para
la empresa. Asimismo, deben estar dispuestos a respetar los hábitos de trabajo
necesarios para asegurar la calidad e inocuidad de los alimentos.
La capacitación debe incluir no sólo aspectos técnicos sino también todo lo que atañe
a la higiene. El establecimiento debería contar con un sistema para medir la eficacia de
la capacitación y para revisar y corregir, si fuera necesario, los métodos y materiales
empleados durante la capacitación.
d. Prácticas de producción y cosecha y transporte de materias primas
Los establecimientos de producción primaria deberían solicitar o al menos fomentar
que los proveedores cuenten con capacitación sobre las buenas prácticas agrícolas
(BPA) y las buenas prácticas de cría de animales y las apliquen según corresponda. En
todos los casos es necesario solicitar a los proveedores que tomen medidas respecto a:
• la calidad del agua de riego para asegurar que no contiene microorganismos
patógenos ni contaminantes químicos;
• la prevención del ingreso de animales a los huertos de hortalizas o frutales;
• el acceso de los trabajadores de la granja a servicios sanitarios y exigirles que se
laven las manos;
• la exclusión de los trabajadores que padezcan una enfermedad de las actividades
que impliquen contacto con los alimentos o con las superficies con las que los
alimentos entran en contacto;
• la utilización exclusiva de pesticidas permitidos y el respeto del período de retiro
recomendado previo a la cosecha;
• el transporte de las materias primas de forma tal de impedir que se contaminen o se

Borrador V1 (August 1, 2012) Page 36
dañen.
e. Envasado y etiquetado
Generalmente, el envasado que se efectúa en el establecimiento de producción
primaria es a granel. Las cajas o cajones deben ser nuevos o deben haber sido
desinfectados si se las vuelve a utilizar. Las bolsas o latas deben ser nuevas y estar
limpias.
El etiquetado debe realizarse conforme a los requisitos establecidos en las
reglamentaciones y en la legislación y según las especificaciones del cliente. En todos
los casos, es preciso que la etiqueta identifique claramente el producto, el nombre del
productor, la dirección y un código con la fecha de producción y el número de lote (y
si fuera posible, el número de proveedor para poder rastrearlo).
f. Almacenamiento y transporte del producto terminado
Los productos terminados deberían almacenarse de forma de evitar que se contaminen:
evitar el exceso de humedad, el contacto con el suelo, el polvo y el contacto (o
proximidad) con materias primas. En algunos casos es necesario almacenar los
productos con refrigeración, en cuyo caso es de vital importancia controlar la
temperatura.
El transporte de los productos terminados debe efectuarse de forma de impedir que se
vuelvan a contaminar debido a insectos, a la exposición a polvo, humo o restos de
contaminantes de otros productos que se hubieran transportado previamente, por
ejemplo de carnes o pescados crudos. Los vehículos utilizados para el transporte deben
estar limpios y los productos correctamente almacenados y protegidos. Estos
vehículos no deben utilizarse para transportar desechos, sustancias tóxicas o animales.
g. Ajustes, correcciones y retiro de productos
La empresa debe contar con la capacidad de efectuar los ajustes y correcciones
necesarios en caso de una falla del sistema. Es necesario llevar registros de estas fallas
y de las correcciones o ajustes efectuados.
Por otra parte, la empresa debe contar con un plan de retiro de productos del mercado,
para lo cual es imprescindible contar con un sistema adecuado de códigos de producto
y con registros de distribución. El plan deberá contener provisiones para disponer o
deshacerse de los productos retirados del mercado.
3.5. Reunión final
Una vez finalizada la visita, el inspector se reunirá con la dirección. Durante el transcurso de
la reunión se discutirán tanto los resultados positivos como los negativos y se hará hincapié en
Borrador V1 (August 1, 2012) Page 37
las infracciones o incumplimientos detectados. Es relevante explicar las posibles consecuencias
de toda falta de cumplimiento en la inocuidad de los alimentos ya que contribuirá a que la
dirección comprenda el alcance de la inocuidad de los alimentos y a que se tomen las medidas
necesarias para corregir o ajustar el procedimiento.
Es deseable que el inspector mencione al menos algún resultado positivo. Según el caso, el
inspector podrá comenzar la reunión explicando los aspectos positivos observados. Además,
el inspector debería incluir los aspectos positivos más relevantes en el informe escrito.
Deberían acordarse los plazos para corregir o ajustar las infracciones o incumplimientos (es
competencia de la autoridad de control de alimentos aplicar sanciones y exigir una solución
inmediata). El inspector debería completar y firmar el informe y luego solicitar a la dirección
que lo firme. Una vez firmado, entregará una copia del informe a la dirección del
establecimiento.
La reunión final también debería proveer la oportunidad para fomentar que el inspector se
convierta en un socio del productor de alimentos mediante el intercambio de ideas respecto a
mejoras posibles, si las hubiera, y su factibilidad. Es aquí que la capacitación y la experiencia
del inspector juegan un papel clave en la introducción de mejoras del sistema de gestión de
calidad e inocuidad del establecimiento.
Una vez que el inspector ha regresado a su oficina, deberá archivar una copia del informe. Si
se hubieran detectado infracciones o incumplimientos y si se acordaron los plazos para
efectuar ajustes o correcciones, deberá conservar una copia del informe con sus asuntos
pendientes a fin de facilitar el seguimiento. El inspector programara una inspección de
seguimiento a fin de verificar los ajustes o correcciones efectuados.
Borrador V1 (August 1, 2012) Page 38
D. Inspeccion de los establecimientos que elaboran alimentos
En los establecimientos que elaboran alimentos los procesos son bastante más complejos que
en losestablecimientos de producción primaria, en donde sólo se realiza la clasificación,
limpieza, lavado yenvasado de frutas y hortalizas o el simple enfriamiento de la leche. La
elaboración de alimentosincluye tratamientos físicos, químicos y microbiológicos que modifican
las características de losalimentos. Algunos procesos están destinados a la conservación de los
alimentos, por ejemplo, elcalentamiento, enfriamiento, secado, modificación del pH o de la
actividad del agua; otros soncosméticos, por ejemplo, moldeado o coloreado; o se aplican a fin
de modificar las propiedadessensoriales, por ejemplo, la apariencia, textura, aroma o sabor.
Entre los procesos de elaboración de alimentos, los más críticos desde el punto de vista de la
inocuidad, son los de inactivación, (por ejemplo, un paso microbicida letal) o los que causan la
inhibición del crecimiento. El inspector deberá prestar especial atención a estos procesos debido
a que es común considerar estos alimentos “seguros” y listos para el consumo, incluso por los
consumidores más conscientes.
4.1. Objetivos
Los objetivos de la inspección basada en el riesgo de los establecimientos que elaboran
alimentos son:
a. determinar si los controles de los factores de riesgo de enfermedades transmitidas por
los alimentos, identificados para los productos que se elaboran en el establecimiento,
son adecuados y eficaces;
b. analizar las posibilidades de introducir mejoras en los sistemas que se utilizan a fin de
progresar hacia un sistema de APPCC, si corresponde;
c. introducir mejoras en el sistema de gestión de la calidad e inocuidad de forma continua.
4.2. Administración y cumplimiento de la normativa
2.1) Organización y Responsabilidades
i) La estructura del informe organizativo que describe a los que tienen la responsabilidad por la
inocuidad alimentaria debe estar definida y comunicada dentro de la organización.
ii) Las descripciones de trabajo para los responsables de inocuidad alimentaria debe ser
documentado e incluir disposición para cubrir en la ausencia de personal clave.
b) Manual de Políticas y Procedimientos
i) Se debe documentar, mantener, poner a disponibilidad de personal relevante un manual de
inocuidad alimentaria e incluir o referenciar procedimientos escritos, programas prerrequisito,
Borrador V1 (August 1, 2012) Page 39
planes de inocuidad alimentaria y otra documentación necesaria para apoyar el desarrollo y la
implementación, mantenimiento y control del Sistema de Calidad de Inocuidad Alimentaria.
ii) La alta gerencia deberá ser responsable de revisar el Sistema de Calidad de Inocuidad
Alimentaria y documentar el procedimiento de revisión. Las revisiones deberán incluir:
i. El manual de políticas;
ii. Los hallazgos de las auditorías internas y externas;
iii. Las acciones correctivas y sus investigaciones y resolución; y
iv. Las quejas de los clientes y su resolución e investigación.
iii) El Sistema de Calidad de Inocuidad Alimentaria debe ser revisado enteramente al menos
anualmente.
iv) Los fundamentos de inocuidad alimentaria y la planificación de inocuidad alimentaria deben
ser revisados cuando cualquier cambio implementado tenga impacto en la capacidad del
proveedor de entregar alimentos inocuos.
c) Documentación de seguimiento de la efectividad de las políticas
Deben ser documentados e implementados los métodos y la responsabilidad de mantener
control de documentos y de asegurar que el personal tenga acceso a los documentos actuales.
i) Se debe mantener un registro de los documentos del Sistema de Calidad de Inocuidad
Alimentaria actual y enmiendas a documentos.
ii) Los documentos deben almacenarse de forma segura y estar fácilmente disponibles.
iii) Deben ser documentados e implementados los métodos y la responsabilidad de mantener
control de documentos y de asegurar que el personal tenga acceso a los documentos actuales.
iv) Se debe mantener un registro de los documentos del Sistema de Calidad de Inocuidad
Alimentaria actual y enmiendas a documentos.
v) Todos los registros deben ser legibles y autorizados de forma apta por los que llevan a cabo
actividades de monitoreo para demostrar que se han completado inspecciones, análisis y otras
actividades de monitoreo.
vi) Los registros deben estar fácilmente accesibles, almacenados de forma segura para evitar
daños y deterioro y deben retenerse de acuerdo a los periodos especificados por un cliente o
por las regulaciones.
vii) Deben ser documentados e implementados los métodos y la responsabilidad de mantener
control de documentos y de asegurar que el personal tenga acceso a los documentos actuales.
viii) Todos los registros deben ser legibles y autorizados de forma apta por los que llevan a cabo
actividades de monitoreo para demostrar que se han completado inspecciones, análisis y otras
actividades de monitoreo.
d) Cliente / Gestión de Quejas del Consumidor
i) Se debe documentar los métodos y la responsabilidad del manejo y la investigación de la
causa y la resolución de quejas de los clientes y de las autoridades.

Borrador V1 (August 1, 2012) Page 40
ii) Se debe investigar y analizar las tendencias de los datos de quejas de clientes por parte de
personal con conocimiento acerca de los incidentes.
4.3. Diagrama de flujo
a. Lista de productos, líneas de elaboración y diagramas de flujo
El inspector debe solicitar que se le entregue una lista completa de productos. Si el
establecimiento cuenta con más de una línea de elaboración, el inspector solicitará a la
dirección que le indique qué productos se elaboran en cada línea antes de efectuar la visita.
El diagrama de flujo consiste en la representación sistemática de la secuencia de fases u
operaciones llevadas a cabo en la producción o elaboración de un determinado producto
alimenticio. Es necesario contar con un diagrama de flujo de cada producto antes de comenzar
la visita ya que forma parte del sistema de gestión de la calidad e inocuidad del
establecimiento. Si el establecimiento no dispusiera del diagrama, el inspector deberá
elaborarlo con la colaboración de la dirección o del supervisor durante la reunión inicial.
b. Puntos críticos de control (PCCs)
Un rápido vistazo a las distintas etapas de elaboración debería dar al inspector los
lineamientos necesarios para determinar los puntos que puedan ser críticos para mantener la
inocuidad de los productos (por ejemplo, lavado, calentamiento y enfriamiento) y en los que
debe centrar su atención. Los puntos críticos de control son aquellos en los que pueden
aplicarse medidas de control para prevenir, reducir a niveles aceptables o eliminar algún factor
de riesgo de enfermedades transmitidas por los alimentos, y se identifican con antelación para
cada producto en particular. El elaborador de alimentos debe poder describir detalladamente
todas las etapas del producto, identificar aquellas que son críticas para asegurar su inocuidad y
explicar las medidas utilizadas para controlar los factores de riesgo identificados de
enfermedades transmitidas por los alimentos.
Si el establecimiento cuenta con un sistema de APPCC, los puntos críticos de control forman
parte del plan. En los otros establecimientos que no utilizan un sistema de APPCC, el
inspector deberá cerciorarse de que la dirección, los supervisores, el personal y los empleados
conocen los factores de riesgo de enfermedades transmitidas por los alimentos inherentes a
cada producto y las medidas necesarias para controlarlos. Además, deberá verificar que estas
medidas se utilizan en la práctica.
Entre algunos de los ejemplos de los puntos críticos de control cabe mencionar: el tiempo y la
temperatura de pasteurización de la leche (71,5 °C/15 segundos o su equivalente), la
concentración de cloro necesaria en el agua de lavado para inactivar Salmonella spp. en la
cáscara de los melones "Cantaloupe" (≥200 ppm); o la temperatura interna que se recomienda
para garantizar la inactivación de la E. coli O157:H7 en hamburguesas (71,1 °C o 160 °F).
c. Límites críticos de cada PCC
Los factores de riesgo de las enfermedades transmitidas por los alimentos se controlan

Borrador V1 (August 1, 2012) Page 41
eficazmente con el valor o rango de valores de control preestablecidos para cada PCC
El límite crítico de la pasteurización de la leche, por ejemplo, es de al menos 15 segundos a
71,5 °C. También se pueden usar temperaturas más bajas durante más tiempo o temperaturas
más altas en menos tiempo. Estos valores son los límites críticos. En la pasteurización es
necesario emplear una determinada relación entre el tiempo y la temperatura y por lo tanto se
deben controlar ambas variables. En otros casos, el límite crítico puede ser un único valor, por
ejemplo pH <4,8 para controlar la proliferación de Staphylococcus aureus y la producción de
enterotoxina A durante la elaboración de salchichas fermentadas.
El inspector deberá determinar si los controles de los PCCs cumplen su función y si se utilizan
correctamente. A modo de ejemplo, si el control se efectúa con la temperatura, el inspector
verificará si la temperatura especificada controla eficazmente el peligro y verificará la
temperatura interna del producto con su termómetro debidamente calibrado.
Efectuar ajustes y correcciones si los valores no coinciden con los del punto crítico de control,
y luego proceder a verificar los resultados obtenidos una vez realizadas las correcciones y
ajustes necesarios.
d. Validación del proceso
El inspector debe revisar los registros de las pruebas efectuadas a fin de verificar si los
controles utilizados son eficaces. Estos registros deben estar acompañados de copias de los
resultados analíticos.
e. Registros de control de PCCs
El inspector debe consultar todos los registros de los controles de cada PCC. En algunos casos
estos podrán ser anotaciones de puño y letra de las temperaturas observadas periódicamente,
en otros casos pueden ser cuadros de temperaturas registradas automáticamente. La ausencia
de estos registros indicará al inspector que el seguimiento de los controles puede no ser
adecuado.
4.4. Visita en sentido contrario al de elaboración del producto
La visita es de suma importancia y los detalles que el inspector debe verificar son numerosos. La
visita se debe efectuar en dirección contraria a la de elaboración del producto de forma tal de
evitar que el inspector se convierta en una fuente potencial de contaminación cruzada al circular
desde las áreas donde se encuentran las materias primas hacia las áreas de productos
terminados. En todo momento el inspector debe prestar especial atención a los equipos, cintas
transportadoras, garfios, etc., de forma de evitar accidentes. El inspector debe planificar la visita
de forma de poder observar todos los procesos que se llevan a cabo en el establecimiento. Es
preciso recordar que en algunos establecimientos, ciertas operaciones como por ejemplo la
recepción de materias primas, sólo se efectúan a una hora específica.
a. Requisitos y Aprobación ( PARA SER LLENADO)
Borrador V1 (August 1, 2012) Page 42
i) Evaluación pre-inscripción del Establecimiento
ii) Licencia
( por completar)
b. Evaluación de las instalaciones
i. Superficies
Muros, paredes y suelos deben ser de materiales lisos (por ejemplo, cemento lustrado) e
impermeables, sin grietas, hendiduras, ni pintura deteriorada. Los muros deben unirse al
suelo de forma gradual sin formar ángulos rectos sino superficies cóncavas que reduzcan
la acumulación de residuos y suciedad.
ii. Cielos rasos
El inspector debe verificar que los cielos rasos de las áreas de envasado y de manipulación
del producto terminado, estén construidos de forma tal que impida la caída
de polvo sobre el producto y el acceso de insectos.
iii. Puertas
Las dimensiones de las puertas deben ser adecuadas para el uso que se les dará, deben
estar en buenas condiciones y provistas de mecanismos de cierre automático.
iv. Ventanas
Todas las ventanas deben estar provistas de mosquiteros. Los alféizares deben estar
construidos con pendiente hacia el exterior para reducir el ingreso y la acumulación de
polvo y agua de lluvia.
v. Iluminación
Las áreas de elaboración de alimentos deben estar provistas de luz natural o artificial de
forma tal de permitir que los operadores de equipos y otros trabajadores vean con nitidez
lo que están haciendo sin esforzar la vista y sin exponerse a riesgo alguno.
vi. Temperatura ambiente
La temperatura dentro de la planta de elaboración debe estar controlada natural o
artificialmente de forma de proveer un ambiente de trabajo cómodo y proteger los
productos. Las áreas donde se manipulan productos perecederos deben contar con
climatización o aire acondicionado.
vii. Calidad del aire
El aire dentro de las instalaciones debe ser limpio y con la menor cantidad posible de
polvo y humedad. La circulación de aire puede ser natural o mecánica. El inspector debe
verificar que el aire de las áreas donde se manipulan las materias primas no circula hacia
Borrador V1 (August 1, 2012) Page 43
las áreas donde se manipula el producto terminado.
viii. Agua y hielo
El agua utilizada para la elaboración, el lavado y la desinfección de equipos debe ser
potable. El inspector deberá verificar los resultados de los análisis de calidad del agua del
establecimiento efectuados por el laboratorio, y puede extraer muestras para comprobar su
calidad. El establecimiento debe contar con la capacidad para fabricar todo el hielo que
necesite para autoabastecerse. El hielo es una fuente de contaminación de productos, por
lo cual se debe fabricar siempre con agua potable. Al igual que con el agua, el inspector
podrá extraer muestras de hielo para efectuar los análisis y ensayos que correspondan.
ix. Vapor
La capacidad de producción de vapor y la presión del vapor deben ser suficientes para
cubrir las necesidades de elaboración y limpieza del establecimiento.
x. Drenajes y alcantarillado
Todas las áreas donde se elaboren alimentos deben contar con drenajes adecuados que
impidan que el agua se encharque en el suelo, lo que podría constituir una fuente de
contaminación de los alimentos y un peligro para los empleados. Los drenajes estarán
provistos de tapas, dispositivos para recolectar sólidos que pudieran obstruirlos y sifones
que impidan la salida de gases. Las tapas y dispositivos para recolectar sólidos deben
limpiarse periódicamente. El inspector debe asegurarse de que la eliminación de aguas de
alcantarillado se efectúa según las disposiciones medioambientales locales y nacionales, y
que no afecta la inocuidad del producto, contaminando el establecimiento o sus cercanías
xi. Eliminación de desechos
La eliminación de desechos dentro de la planta debe efectuarse en recipientes adecuados
que puedan lavarse y desinfectarse. Es necesario vaciar estos recipientes tan a menudo
como sea necesario a fin de impedir que desborden o se conviertan en una fuente de
contaminación cruzada dentro de la planta durante el proceso de vaciado y retorno a sus
respectivos lugares. Las instalaciones de eliminación de desechos ubicadas fuera de la
planta de elaboración deben respetar las normas de higiene, no deben alojar o atraer
animales o insectos y no deben emanar malos olores.
c.Evaluación del producto
La inspección se debe efectuar en sentido contrario a la dirección de flujo de producción, el
inspector debe por lo tanto comenzar en el área del producto terminado. A continuación se
detallan algunos aspectos que es necesario incluir:
i. Almacenamiento del producto (refrigerado o en seco)
El inspector verificará que no haya humedad o plagas en las áreas de almacenamiento en

Borrador V1 (August 1, 2012) Page 44
seco. Si es necesario refrigerar o congelar el producto, el inspector deberá tomar nota de la
temperatura que indique el termómetro o los cuadros de temperatura de las cámaras y
salas refrigeradas. Si es necesario mover los productos, confirmar que se respeta
constantemente el principio de dar salida en el orden de adquisición o fabricación.
ii. Carga y transporte del producto
Los productos se cargarán en los vehículos en los que serán transportados protegiéndolos
de los daños que pudiera ocasionar la exposición al sol, la lluvia, el polvo, los insectos o a
otros factores adversos. Aquellos productos que estén refrigerados o congelados, no
deberían dejarse a temperatura ambiente por largos períodos de tiempo ya que podría
resultar en riesgos para los consumidores o en modificaciones de los atributos que definen
su calidad.
El inspector tiene que examinar las condiciones en las que se encuentran los vehículos que
se utilizan para transportar los productos. Los vehículos empleados para el transporte de
alimentos no deben usarse para transportar otros productos, por ejemplo, sustancias
peligrosas, animales en pie o desechos o cualquier otro uso que pudiera contribuir a la
contaminación de los productos. Los compartimentos de carga deben estar limpios e
impedir que el producto se contamine durante el transporte, además deben permitir, de ser
necesario, la refrigeración del alimento.
iii. Etiquetado, códigos y registros de distribución
El inspector debe cerciorarse de que los productos están etiquetados correctamente y
según lo dispuesto en las reglamentaciones pertinentes. Las etiquetas deben describir de
forma precisa y adecuada el producto, el fabricante, la lista de ingredientes, el peso neto y
la fecha de vencimiento si corresponde. Asimismo, constará en ellas las indicaciones de
uso o almacenamiento que los consumidores pudieran necesitar para asegurar la inocuidad
del producto. Los registros de distribución deben ponerse a disposición del inspector, quien
verificará que es posible retirar los productos del mercado si fuera necesario.
iv. Cierre del envase y códigos de lote o partida
El inspector debe examinar los cierres de los envases verificando su integridad y su
eficacia para impedir adulteraciones del producto. Por otra parte el envase debe contener
un código que indique el número de partida o lote y la fecha de fabricación.
v. Extracción de muestras para pruebas.
La extracción de muestras para pruebas en el establecimiento o en el laboratorio se puede
efectuar antes o durante la inspección. El inspector habrá planificado durante la
preparación de la inspección la lista de productos de los que extraerá muestras y habrá
preparado las herramientas de muestreo y los materiales necesarios.
d. Evaluación del equipo de fabricación

Borrador V1 (August 1, 2012) Page 45
i. Diseño
El diseño de los equipos debe permitir la limpieza profunda y la desinfección. Deben estar
instalados de tal forma que no haya áreas donde se pudieran acumular restos del producto
u otras sustancias. El diseño también debe impedir que los productos que se desplazan por
la línea de elaboración se contaminen con gotas de condensación, lubricantes, humos u
otras sustancias extrañas.
ii. Materiales
Los materiales con los que están construidos los equipos deben ser resistentes al rayado y
a la corrosión, además deben permitir la limpieza profunda y la desinfección. El acero
inoxidable es el material recomendado para las superficies que entran en contacto con
alimentos pero también pueden resultar adecuados otros materiales. El inspector deberá
desalentar el uso de madera, vidrio o plásticos frágiles en los equipos de elaboración de
alimentos.
iii. Mantenimiento
Los equipos deben mantenerse en condiciones óptimas. El inspector formulará preguntas
respecto al programa de mantenimiento de los equipos. Los equipos que no se usen o
defectuosos no deben permanecer en las áreas de elaboración.
iv. Calibración
El inspector formulará preguntas respecto al programa de calibración de los instrumentos
de medida en los puntos críticos para la inocuidad de los alimentos elaborados. Es
necesario prestar especial atención a los termómetros, válvulas automáticas y balanzas o
básculas.
v. Residuos de producto
Prevenir la acumulación de residuos del producto en los equipos, impidiendo así la
proliferación de microbios que pudieran contaminar los productos a medida que se
desplazan por la línea de elaboración. Es necesario eliminar todo resto del producto que
estuviera acumulado en los equipos.
vi. Filtros
Los filtros son especialmente susceptibles a la acumulación de restos del producto. En
algunos casos puede ser necesario limpiarlos periódicamente con el fin de asegurar que
funcionen correctamente y para reducir las obstrucciones con materiales que pudieran
contribuir a la contaminación del producto.
vii. Lubricantes
Todo lubricante que se utilice en los equipos de elaboración de alimentos debe estar
aprobado para este uso. El inspector debe verificar que no caigan gotas y que el lubricante

Borrador V1 (August 1, 2012) Page 46
no entre en contacto con el producto elaborado.
viii. Condensación
Las gotas de condensación constituyen una de las fuentes de contaminación más
importantes de los productos alimenticios elaborados. No debe haber tuberías suspendidas
por encima de las cintas transportadoras del producto ni directamente sobre las áreas
donde se manipula el producto, especialmente si son tuberías de agua fría.
ix. Salpicaduras
Es necesario tomar todas las precauciones necesarias al utilizar piletas u otros equipos
para impedir las salpicaduras de líquidos sobre el producto, incluyendo las de agua y de
los líquidos que se usan para lavar. Las piletas deben estar provistas de dispositivos que
impidan las salpicaduras hacia cintas transportadoras u otras áreas donde se manipule o se
transporte el producto.
x. Instalaciones para lavarse las manos
El inspector debe asegurarse que el establecimiento cuenta con instalaciones para lavarse
las manos distribuidas en toda su extensión. Deben estar ubicadas en lugares que permitan
al supervisor controlar que los empleados se lavan correctamente luego de usar los
servicios sanitarios, y cuando vuelven a ingresar al área de elaboración.
e. Evaluación del personal y de los empleados
i. Salud
El inspector debe examinar las fichas médicas y los certificados de salud de los empleados
durante la reunión inicial o final, y formular preguntas sobre la política de la empresa con
relación a los empleados que padecen alguna enfermedad. Aquellos que padezcan una
enfermedad contagiosa, en especial una entérica, o con llagas abiertas, no deben ingresar a
las áreas donde pudieran estar en contacto con los alimentos o con las superficies que
entran en contacto con los alimentos, hasta que desaparezcan los síntomas. Es
conveniente que el establecimiento cuente con un sistema de compensación para los
empleados enfermos, a fin de fomentar que estos informen de las enfermedades que
padezcan.
ii. Aseo personal y desinfección
El inspector formulará preguntas sobre la política del establecimiento en relación al aseo
personal. Se debe informar a los empleados que tienen que lavarse las manos luego de
usar los servicios sanitarios y cada vez que vuelvan a ingresar al área de elaboración. Las
instalaciones para lavarse las manos deben estar provistas de jabón (en dosificadores de
jabón líquido) y toallas para secar las manos. Está prohibido fumar, comer, beber o salivar
dentro de las instalaciones.
iii. Ropa de trabajo

Borrador V1 (August 1, 2012) Page 47
El inspector tomará nota de la ropa que visten los supervisores y el personal de planta. La
ropa debe estar limpia y proteger eficazmente a los empleados y a los productos. Todo
empleado que trabaje en áreas con agua debe usar botas de caucho antideslizantes.
Aquellos empleados que manipulen productos deben usar redecillas para el cabello o la
barba y no deben usar joyas, adornos u otros accesorios sueltos.
iv. Movimiento de los empleados dentro de la planta
El inspector debe verificar que las áreas donde se manipulan materias primas y aquellas
donde se manipulan los productos terminados estén físicamente separadas, a fin de reducir
al mínimo el riesgo de contaminación cruzada (por este mismo motivo se solicita a los
inspectores que realicen la visita en dirección contraria a la del flujo de producción). El
personal y los supervisores que trabajen en áreas con materias primas no deben ingresar a
las áreas donde se manipule el producto terminado. Asimismo, aquellos empleados que
manipulan el producto terminado no deben circular por otras áreas de la planta. Las batas
de colores específicos contribuyen a que los empleados queden circunscritos al área que
les corresponde y a fomentar que sólo circulen por el área restringida al color de sus batas.
v. Capacitación del personal
El inspector debería solicitar información al establecimiento respecto a la política de
capacitación en higiene y desinfección, el programa empleado y los registros de los
empleados. Es imprescindible que todo el personal de la planta donde se elaboran
alimentos tome conciencia de los motivos por los cuales se les obliga a cumplir con las
buenas prácticas de higiene. Además es necesario que el personal que trabaja en las etapas
críticas de elaboración cuente con la capacitación adecuada y que se les aliente a informar de las
fallas del sistema inmediatamente. Siempre que sea posible, estos trabajadores deberán
detener la línea de elaboración ante una falla del sistema. De esta manera se evita la
elaboración de productos con fallas hasta que se hayan efectuado las reparaciones, correcciones
o ajustes necesarios.
Se debe mantener un registro de habilidades capacitadas que describa quienes han sido
capacitados en habilidades relevantes. El registro deberá indicar:
i. El nombre del participante;
ii. La descripción de las habilidades;
iii. La descripción de la capacitación brindada;
iv. La fecha en que se completó la capacitación;
v. El proveedor del capacitador o de la capacitación; y
vi. La verificación del supervisor de que fue completada la capacitación y de que el
aprendiz es competente para completar las tareas requeridas.
f.Evaluación de las instalaciones para uso de los empleados
i. Vestuarios, armarios, duchas y servicios sanitarios
Borrador V1 (August 1, 2012) Page 48
El inspector debe verificar el estado de los vestuarios y de las duchas. Los vestuarios son
necesarios para evitar que los empleados lleven la ropa de trabajo a la calle. En
condiciones ideales, cada empleado debería tener su propio armario y los vestuarios
deberían abrir directamente a la zona de duchas. Es deseable fomentar que todos los
empleados se duchen antes de comenzar a trabajar.
El inspector verificará también los servicios sanitarios y su higiene. Estos deben estar
siempre limpios y sus puertas no deben abrir directamente a las áreas donde se elaboran
alimentos. Por otra parte, los servicios sanitarios deben estar situados en un área separada
de los vestuarios y las duchas.
ii. Instalaciones para lavarse las manos
Las instalaciones para lavarse las manos serán objeto de especial atención por parte del
inspector quien verificará si existen o no y dónde se encuentran. Las instalaciones para
lavarse las manos deben estar ubicadas adyacentes al área donde se encuentran los
servicios sanitarios, pero fuera de ellos y próximas a las puertas de acceso a las áreas de
elaboración. A fin de fomentar que los empleados se laven las manos luego de usar los
servicios sanitarios y al volver a ingresar al área de elaboración, los lavabos deben estar
ubicados de forma tal que sean visibles desde el área de elaboración. Las instalaciones
para lavarse las manos deben estar equipadas con dosificadores de jabón líquido y toallas
desechables secas. Los grifos de los lavabos deben accionarse con la rodilla, con el pie o
electrónicamente.
iii. Primeros auxilios
El establecimiento debe contar con un equipo de primeros auxilios en un lugar accesible
para el personal. Algunos miembros del personal deben contar con capacitación en
primeros auxilios y deben estar a disposición cuando se los necesite.
g. Evaluación de materias primas
La visita debe efectuarse en sentido contrario a la dirección de flujo de la elaboración del
producto, por lo que el inspector visitará por último el área donde se manipulan las materias
primas. Es de suma importancia recordar este punto al planificar la inspección ya que la
recepción de materias primas a menudo se realiza muy temprano por la mañana y si el
inspector no lo hubiera planificado, no podrá observarla. Si de hecho la recepción de materias
primas se efectúa por la mañana, el inspector puede solicitar que lo acompañe un ayudante
quien inspeccionará el área mientras el asiste a la reunión inicial. De lo contrario, el inspector
puede comenzar con la inspección del área de recepción de materias primas y luego
higienizarse, desinfectarse y ducharse según las reglas del establecimiento antes de continuar su
trabajo.
i. Especificaciones, certificaciones e identificación de los lotes
El inspector debe revisar los registros de los lotes de materias primas recibidos en el
Borrador V1 (August 1, 2012) Page 49
establecimiento, así como también sus especificaciones y los certificados de cumplimiento
que estuvieran disponibles, por ejemplo, los análisis de laboratorio. Si en los registros de
recepción de materias primas no consta la identificación del proveedor es imposible
rastrearlas. De forma análoga, la calidad e inocuidad de materias primas que se reciben sin
certificados o pruebas de cumplimiento con las especificaciones podría ser dudosa y, en
estos casos, el inspector puede optar por extraer muestras.
ii. Recepción de materias primas
El inspector debe hacer hincapié en la verificación de todos los aspectos de la recepción
de materias primas que pudieran afectar la calidad e inocuidad de los productos, por
ejemplo, la limpieza y los usos a los que se destinan los vehículos empleados para
transportar estos productos y la temperatura de los materiales perecederos recibidos.
Asimismo, es necesario observar si se llevan registros de la recepción de materias primas.
iii. Clasificación y manipulación de las materias primas
Las materias primas no deben apoyarse directamente sobre el suelo o la plataforma de
carga. Es necesario colocarlas sobre paletas o tarimas, cajas, mesas o tanques según
corresponda. Los materiales perecederos no deben permanecer largo tiempo en la
plataforma de descarga, en particular, si está expuesta al sol.
El inspector debe tomar nota de los procedimientos de clasificación y manipulación de
materias primas. Las sustancias peligrosas no deberían recibirse en el mismo lugar que los
alimentos, aditivos, coadyuvantes de elaboración o materiales de envasado de alimentos.
iv. Almacenamiento de materias primas
Las materias primas deben almacenarse de forma adecuada. Los materiales perecederos
deben colocarse en cámaras con refrigeración o de congelado tan pronto como sea posible.
El inspector debe verificar la precisión de los termómetros colocados en las cámaras de
frío y congeladores. Las materias primas secas no deben colocarse sobre el suelo. Las
sustancias peligrosas, por su parte, deben almacenarse en un lugar distinto del utilizado
para las materias primas que se transformarán o entrarán en contacto con alimentos.
v. Rotación de las existencias
El inspector debe observar y formular preguntas sobre el ingreso y la salida de las
materias primas que se encuentran almacenadas. Siempre se debe dar salida en el orden de
adquisición o fabricación.
4.5. Evaluación del lugar
La evaluación del lugar donde se encuentra ubicado el establecimiento se efectúa caminando
alrededor de las instalaciones. En consecuencia, es necesario hacerlo luego de visitar el
Borrador V1 (August 1, 2012) Page 50
establecimiento, salvo si el inspector planifica cambiarse los zapatos para la visita. Como ya se
mencionó, el inspector siempre debe dar el ejemplo.
i. Área circundante, diseño de las edificaciones y construcción
Las condiciones y la calidad del área circundante al establecimiento de elaboración son
factores relevantes para la inocuidad de los productos. Las características del área circundante
determinarán si el establecimiento está expuesto a humos provenientes de otras industrias en
las cercanías o de vehículos; polvo proveniente de calles o rutas sin pavimentar o de campos o
solares desocupados; a insectos u otras plagas provenientes de vertederos de residuos, de
industrias o de establecimientos agrícolas o de otras fuentes. La observación de las
condiciones y el estado general del área circundante forma parte de la inspección.
Los establecimientos que elaboran alimentos deben estar construidos con materiales que
impidan la acumulación de polvo y humedad, que podrían fomentar la proliferación de
contaminantes microbianos o insectos. El diseño de las edificaciones debe impedir o reducir al
mínimo el impacto de los factores externos adversos que pudieran alterar la inocuidad de los
productos. La planta de elaboración debería contar además con un medio para controlar el
acceso al establecimiento en general y específicamente a las áreas donde se elaboran alimentos.
El inspector debe notar también el estado de las edificaciones. No debería haber grandes áreas
con acumulación de polvo, moho, grietas en los muros exteriores o aberturas en los techos que
pudieran permitir el ingreso de roedores y otras alimañas. La planta debe estar construida por
encima del nivel del suelo.
ii. Delimitación de zonas y separación
El diseño de las edificaciones debe contribuir a que la elaboración del producto fluya
fácilmente y en condiciones ideales en sentido recto, evitando pasajes estrechos, con la menor
cantidad posible de esquinas y espacios de difícil limpieza. Además deberá reducir al mínimo
la circulación de personal y los cruces de un área a otra. El inspector debe verificar que las
áreas donde se encuentra el producto terminado están completamente separadas de las áreas
donde se manipulan materias primas y otros productos.
iii.Electricidad y agua
En algunos casos y según el tipo de producto que elabore, el establecimiento deberá contar
con su propio generador de electricidad a fin de asegurar la refrigeración ininterrumpida de los
productos perecederos, incluso si el suministro de energía eléctrica se suspende
momentáneamente. El generador también es necesario para asegurar la continuidad en la
iluminación, la circulación de aire o la electricidad para los equipos.
Tanto si el establecimiento utiliza habitualmente agua proveniente de un pozo, o si el pozo se
utiliza para abastecimiento en caso de emergencia, el inspector debe verificar que el
establecimiento cuenta con un sistema de cloración u otra forma de purificar del agua (por
ejemplo ozonación o radiación ultravioleta) para potabilizarla. El inspector debe revisar los
resultados de las pruebas analíticas periódicas efectuadas a fin de verificar que el agua es

Borrador V1 (August 1, 2012) Page 51
potable. Si el agua es suministrada por el municipio, el inspector debe revisar los resultados de
análisis periódicos de potabilidad del agua.
4.6. Aditivos alimentarios
i. Aprobaciones
El inspector debe examinar la lista de aditivos alimentarios utilizados en cada producto y
asegurarse de que cuentan con aprobación para dicho fin y que la cantidad empleada es la
permitida.
ii. Especificaciones
El inspector debe revisar las especificaciones de los aditivos alimentarios empleados por el
establecimiento en la fórmula del producto. Las especificaciones se deben elaborar según las
normas y reglamentaciones nacionales y se deben incluir en las órdenes de compra o
albaranes.
iii. Utilización
Durante el transcurso de la visita el inspector debe observar cómo se utilizan los aditivos
alimentarios. Puede optar por formular preguntas a los empleados sobre las fórmulas del
producto a fin de verificar si las cantidades y los aditivos empleados se utilizan según las
instrucciones de la etiqueta.
iv. Etiquetado
El inspector debe verificar que el etiquetado de los aditivos alimentarios y los ingredientes
coinciden con la formula del producto.
4.7. Productos químicos no alimentarios
i. Recepción
El inspector debe determinar cómo se reciben los productos químicos no alimentarios (es decir,
compuestos que se utilizan para la limpieza o desinfección, lubricantes, pinturas y
combustibles) y cómo se manipulan y almacenan en el establecimiento para garantizar que no
existen posibilidades de que los alimentos se contaminen con estas sustancias.
ii. Almacenamiento
Los productos químicos no alimentarios deben almacenarse en un lugar distinto al utilizado
para almacenar productos, aditivos alimentarios, coadyuvantes de elaboración y materiales de
envasado.
4.8. Materiales de envasado(packaging)
Borrador V1 (August 1, 2012) Page 52
i. Aprobación
El inspector debe examinar la lista de materiales de envasado que se utilizan en contacto
directo con los alimentos y asegurarse de que estos cuentan con la aprobación para tales fines.
ii. Almacenamiento
Los materiales de envasado deben almacenarse de manera de impedir que se dañen y prevenir
la contaminación con polvo, productos químicos, insectos u otras plagas.
4.9. Desinfección y control de plagas
i. Protocolo y programa de desinfección
El inspector debe prestar especial atención al protocolo y al programa de desinfección del
equipo y de las áreas de elaboración del establecimiento. Se debe usar agua potable para los
enjuagues y para el lavado del piso y los equipos también con detergentes; pero la
desinfección se debe llevar a cabo con agua clorada o con algún otro desinfectante permitido.
Si se utiliza vapor para desinfectar, se deben tomar las precauciones necesarias para impedir la
condensación, ya que más tarde las gotas podrían caer sobre las líneas de elaboración de
alimentos. Si se utiliza agua a presión para limpiar los equipos y el suelo, el inspector debe
asegurase de que los equipos se limpien antes de desinfectarlos y nunca luego de
desinfectarlos ya que las superficies de los equipos podrían volver a contaminarse con
pequeñísimas gotas de agua o con las salpicaduras del suelo. El inspector debe asegurase de
que los compuestos químicos que se utilizan en los productos de limpieza y desinfección,
cuentan con la aprobación necesaria y que se utilizan según las instrucciones del fabricante.
ii. Protocolo y programa de control de plagas
El establecimiento debe contar con un protocolo y un programa de control de plagas. Si el
establecimiento se encarga de efectuar el control de plagas, el operario a cargo debe contar
con capacitación específica y, si fuera necesario, con la licencia que lo autorice para tales fines
según las reglamentaciones correspondientes. En el caso de contratistas deben contar con la
licencia que los autorice a efectuar el control de plagas en establecimientos que elaboran
alimentos. El inspector debe examinar los registros de control de plagas.
iii. Barreras
El establecimiento debería contar con barreras para prevenir el ingreso de plagas. Además de
los mosquiteros que se mencionaron en el Capítulo 3, existen otras barreras, por ejemplo,
cortinas de aire en las puertas de acceso. Si los muros no alcanzan el techo y si no hay cielo
raso, colocar las barreras en la parte superior del muro a fin de impedir la circulación de
roedores. Las barreras para roedores también deben colocarse sobre tuberías, alambres o
cables suspendidos.
h. GMP Auto-Inspecciones y acciones correctivas (auditorías internas y acciones correctivas)

Borrador V1 (August 1, 2012) Page 53
4.10 Distribuidores autorizados, recepción y control de inventario (Pre-requisito
Sistema del Materiales entrante)
a. Políticas y procedimientos de aprobación de proveedores. La planta debe exigir a los
proveedores potenciales:
• para completar un cuestionario de pre-calificación que por lo menos incluye capacidades
de proceso, descripciones de procesos, información y HACCP alergeno información.
Proveedores aprobados deben completar los cuestionarios similares (teniendo en cuenta
cambios con respecto a su cuestionario previo) al menos anualmente.
• Cartas de Garantía Continua de Alimentos Puros deben estar al día y disponibles para
todos los ingredientes Certificados de Análisis (COA).
• Las especificaciones de los ingredientes y materiales de empaque en contacto con
alimentos. d) Los criterios de aprobación de proveedores y el proceso de aprobación.
• Las circunstancias permitidas para desviarse de un proveedor autorizado.
• Seguimiento de proveedores aprobados.
b. Inspección Técnica de Vehículos entrante y Documentación
c. Criterios para el lanzamiento(Release) de los ingredientes
d. Políticas y prácticas por Almacenamiento( Storage) y manejo(handling) .
f. Sistemas de recepción a granel(Bulk)-Saneamiento y Control
g. Ingrediente restringido y / o sensible de control(Allergens), incluyendo los compuestos
químicos
4.11 Evaluación de proceso y productos
a. Control de Procesos y Documentación del Procedimientos
b. Especificación y control de la formulación y precisión
c. La calibración de rutina de equipos operativos y dispositivos de medición
d. Control de Material Extraño
e. Controles alergénicos y ingrediente sensible
f. Documentación de Especificación de cumplimiento
g. Rework y el arrastre(Carryover) de los productos
h. Gestión de Registros Analítica

Borrador V1 (August 1, 2012) Page 54
4.12 Almacenamiento ( storage) y transporte( shipping)
4.13 Requisitos de formación
El inspector debería solicitar información al establecimiento respecto a la política de
capacitación en higiene y desinfección, el programa empleado y los registros de los empleados.
Es imprescindible que todo el personal de la planta donde se elaboran alimentos tome
conciencia de los motivos por los cuales se les obliga a cumplir con las buenas prácticas de
higiene.
4.14 Apoyo de laboratorio
a) On site laboratories shall be located separate from any food processing or handling activity
and designed to limit access only to authorized personnel.
b) Provisions shall be made to isolate and contain all laboratory waste held on the premises and
manage it separately from food waste. Laboratory waste water outlet shall as a minimum be
down stream of drains that service food processing and handling areas.
c) Signage shall be displayed identifying the laboratory area as a restricted area accessible only
by authorized personnel.
4.15 Defensa de los Alimentos
( por completar, si regulaciones o exportación lo requiere)
a) Gerencia
b) Operaciones
c) Elemento humano
d) Instalación

Borrador V1 (August 1, 2012) Page 55
E. HACCP – Principios de Auditoría e Implementación
Un Plan HACCP es un documento escrito diseñado de acuerdo con los siguientes pasos para
asegurar el control de peligros de inocuidad alimentaria dentro del establecimiento.
Existen 12 pasos en el desarrollo de cada plan HACCP. Estos pasos son los siguientes:
Conformar el equipo HACCP
Describir el producto e identificar su uso potencial
Enumerar los ingredientes del producto y los materiales entrantes
Elaborar el diagrama del flujo de proceso y confirmar su exactitud
Elaborar un esquema de la planta y confirmar su precisión
Identificar y analizar los peligros (Principio 1)
Determinar los puntos de control críticos (CCP, por sus siglas en inglés) y otras medidas
de control Ej. control de proceso (PC, por sus siglas en inglés) y programas pre-requisito
(PP, por sus siglas en inglés) (Principio 2)
Establecer los límites críticos para los CCP (Principio 3)
Establecer los procedimientos de monitoreo para los CCP (Principio 4)
Establecer los procedimientos de desviación para los CCP (Principio 5)
Establecer los procedimientos de verificación para los CCP (Principio 6)
Establecer el mantenimiento de registros para los CCP (Principio 7)
Los pasos del 1 al 5 son pasos preliminares para habilitar el análisis de peligros. Los pasos del 6
al 12 incorporan los 7 principios de HACCP desarrollados por la Comisión de Codex Alimentarius.
Se deben documentar, actualizar cuando haya cambios, y revalorar al menos anualmente, toda
información relevante que se necesita para llevar a cabo los pasos preliminares, el análisis de
peligros, y el establecimiento de los puntos de control crítico y controles de proceso.
5.1 Antes de llevar a cabo una auditoría existen dos requerimientos claves:
� El auditor necesita entender los principios de HACCP

Borrador V1 (August 1, 2012) Page 56
� El auditor necesita entender el proceso y el producto que se está produciendo
5.2 Etapas de una Auditoría – en Términos Generales
Aún y cuando esta sección del manual es específica para auditar la Porción HACCP del Programa
de Inocuidad Alimentaria de la planta, esta sección pertenece a todas las etapas del éxito de la
auditoría resultando en un cumplimiento mayor de la industria a largo plazo.
a) Planificación y Preparación de la Auditoría
� Si es una auditoría anunciada, contactar a la gerencia de la Planta para
programar una fecha adecuada
� Si es una auditoría anunciada, hacer las gestiones para conocer las fechas de
operación de la planta
� Revisar los resultados de la auditoría anterior y tome nota de no-conformidades
e Informes de Acciones Correctivas (CAR´s, por sus siglas en inglés) anteriores
� Determinar el alcance que esta auditoría cubrirá
b) Desempeño de la Auditoría
� Revisión real de los registros, documentos, observaciones prácticas, redactar
informes
c) Informar la Auditoría
� Entrevista de Salida
d) Acción Correctiva y Seguimiento
3.Pasos en una Auditoría del Programa HACCP
(a) Auditar todo el plan HACCP
� Incluir los programas prerrequisito
� Revisar todos los 12 pasos del proceso HACCP, en todo caso aborde cada componente
por separado
� Comparar al Codex
(b) Comunicar a todas las partes que serán auditadas
� Los documentos necesarios a revisar durante la auditoría incluyendo el Plan HACCP
� La información necesaria de cualquier cambio que haya implementado la planta en el
Plan HACCP desde la última auditoría
� La necesidad de información de cualquier producto nuevo que se está procesando
(c) Utilizar el enfoque de auditoría de proceso
� Explicar la diferencia entre el enfoque tipo “lista de verificación” vs. el enfoque tipo
auditoría de proceso lo cual es observación de actividades comparado con
procedimientos documentados
Borrador V1 (August 1, 2012) Page 57
(d)Revisar la Documentación
� Entender los detalles de su Plan HACCP
� ¿Está el Análisis de Peligros de ellos completo?
� No olvidar revisar los Programas Prerrequisito (PRPs,por sus siglas en inglés)
� Tomar notas de procedimientos importantes
� Pedir una copia del flujograma y del Plan HACCP para que pueda llevarlo al piso
(e) Inspección del Programa HACCP de la Planta
� Verificar la documentación en comparación a lo que realmente está sucediendo
� Condición de las instalaciones
� Tener un(a) Supervisor/Gerente del Equipo HACCP disponible de buscar aclaraciones,
información adicional, etc.
(f) Monitoreo – Observar al empleado desempeñando tareas
� Comparar con los procedimientos escritos
� Uso de instrumentos calibrados
� Entrevistar a los empleados responsables de presentar el Programa HACCP
-hacer preguntas abiertas?
-¿Qué son sus autoridades?
-¿Entienden qué y porqué están desempeñando la tarea?
� Revisar sus registros de capacitación
(g) Acciones Correctivas
� Revisar las desviaciones pasadas y buscar tendencias
� ¿Resultaron acciones correctivas en detenciones de productos y se encontró alguna
causa raíz?
� ¿Se completaron las acciones?
� ¿Se retuvo producto sospechoso?
� Revisar registros
(h) Verificación
� Observar y comparar
� Revisar registros
� ¿Quién está verificando?
� ¿Cómo se manejaron las desviaciones?
� ¿Se dio una revisión del proceso y se hicieron correcciones para mitigar reincidencias
futuras?
Borrador V1 (August 1, 2012) Page 58
(i) Mantenimiento de Registros
� Si no se está documentando, suponga que no se está haciendo!
� Revisar los registros para asegurar que están completos
– Firma de la persona que está monitoreando
– Fecha y hora
– Límite crítico registrado
– Corregir errores en el papeleo
� Datos electrónicos
- Garantía de Integridad
-¿Existe un sistema de respaldo en caso de que la red esté caída o se hayan
perdido datos?
(j)Validación
� El reto más grande para plantas pequeñas y muy pequeñas
� Revisar documentación
� ¿Son los documentos de apoyo suficientes y creíbles?
(k) Informar los Hallazgos
� Crear un informe utilizando la Evidencia Objetiva que se obtuvo durante la auditoría
� Asignar una calificación de “en cumplimiento” o “no cumplimiento” a cualquier CCP que
no cumpla la norma regulatoria
� Tener una reunión de Salida con la Gerencia de la Planta y brindar información de forma
profesional
� Solicitar un Informe de Acción Correctiva (CAR) para todos los casos de no cumplimiento
encontrados durante la auditoría.
� Cualquier no cumplimiento considerado como “crítico” (posee un Peligro de Inocuidad
Alimentaria inmediato) que debe corregirse inmediatamente con otros temas de no
cumplimiento a ser corregidos en fechas mutuamente acordadas
(l)Revaloración
� Cuando la planta complete el CAR – llevar a cabo una auditoría de seguimiento para
asegurar que las deficiencias hayan sido corregidas
� Registre los resultados de la revaloración
� Si se desea, la revaloración puede ser llevada a cabo durante la próxima auditoría
dependiendo de la gravedad de los no cumplimientos encontrados durante la auditoría
5.4 Fallas Comunes del HACCP
Borrador V1 (August 1, 2012) Page 59
(a) Identificación del los CCP
� Demasiados/muy pocos CCPs identificados
(b)Monitoreo Inefectivo
� No se monitoreó suficientemente los CCP para controlarlos
� El personal no está seguro de la tarea
� No se llevó a cabo como se describe en el Plan HACCP
(c) Registros
� Registros incompletos
– faltan las horas, las firmas
� Se registraron horas falsas
� Registros antes de completar la tarea
� Se utilizó corrector o lápiz
� Utilización de formularios obsoletos
� No se pueden accesar rápidamente
(d)Falta el Plan HACCP
� Cada producto o grupo de productos tiene que tener su propio plan
(e) Falta de Capacitación
� Personal general
� Monitores de Gestión de Calidad/ HACCP
� No entienden los “porqués”
� Falta de documentación para respaldar la capacitación
� Procedimientos de monitoreo adecuados
(f) Instrumentos utilizados en el monitoreo
� No calibrados
� No calibrados correctamente
� Calibrados inconsistentemente
� Faltan los registros de calibración
� No hay procedimiento o acción para manejar un instrumento que se encuentra fuera de
calibración
(g) Falta de documentación
� Árbol de decisión CCP
� Análisis de peligros
� Identificación del equipo de inocuidad alimentaria

Borrador V1 (August 1, 2012) Page 60
(h)Las Acciones Correctivas no están completas
� No se identificó la causa raíz
� Se observa un problema reincidente
� No se cumplen cuatro criterios de acciones correctivas
(i) Métodos no validados
� ¿Existe prueba científica para respaldar las medidas de control y los límites críticos?
� ¿Son los documentos de respaldo de una fuente creíble?
(j)Falta de revisión del Plan HACCP
� El requerimiento mínimo es anual
� Se requiere revisarlo cuando haya un cambio en el sistema-

Borrador V1 (August 1, 2012) Page 61
F. Import inspection and control
6.1. Product Import Control Program
The Peru’s products import control system includes the following control elements :
Determinación de la Equivalencia del Sistema de Inspección de Alimentos, Aprobación de
Establecimientos Extranjeros y Registro de Productos
La base legal de elementos de control de los programas de control de importación de Alimentos
de Perú es de la siguiente forma:
Ley de Inspección de Productos (MIA)
Sección XX (1) Ninguna persona deberá importar un producto a Perú a menos que;
(a) en el momento en el que fue preparado para exportación, el país del cual se originó y
cualquier país en el cual fue procesado tuviese sistemas de inspección, esos sistemas y los
establecimientos relevantes en esos países fueran aprobados por escrito por el(la) Ministro(a)
antes de esa fecha y las aprobaciones fueran válidas en ese momento;
(b) esa persona brinda un Inspector con evidencia satisfactoria al Ministro(a) que cumple las
normas prescritas para productos cárnicos importados;
© que cumple las normas prescritas para productos importados; y
(d) está empacado y etiquetado en la forma prescrita.
La determinación de la equivalencia de países extranjeros está basada en la aprobación del
sistema de inspección alimentaria del país, la aprobación de los establecimientos que operan
dentro de ese sistema, y la revisión y registro de productos alimentarios preparados en estos
establecimientos. Los detalles relacionados al programa de evaluación del sistema de
inspección alimentaria de país extranjero solo aparecen en el Anexo XXX de este capítulo.
Refiérase al Anexo XXX de este manual para acceder al vínculo de la lista de países con sistemas
de inspección aprobadas y para las condiciones específicas del país en cuanto a la importación
de productos.
La lista de establecimientos extranjeros elegibles para exportar productos a Perú está disponible
con solicitud previa del………………, en Lima.
Borrador V1 (August 1, 2012) Page 62
Todos los embarques de productos que se importan a Perú deben estar acompañados por un
Certificado de Inspección Alimentaria Oficial, emitido por la autoridad competente del país
exportador. Los certificados deben estar enumerados individualmente, con referencia
específica al país de origen y los números no deben estar repetidos dentro de los 12 meses
precedentes en ningún producto alimentario importado de ese mismo país. El formato del
certificado al igual que los atestados requeridos se negocia y establecen en el momento de la
revisión del sistema. El certificado es el documento principal requerido por Perú, como prueba
de que los productos alimentarios importados cumplen con la legislación Peruana aplicable,
desde las perspectivas de salud pública, vegetal y animal. Por este motivo, deben estar
presentes los atestados requeridos por las Leyes y los Reglamentos XXXX, específicos a los
productos alimentarios y al estatus de salud del país exportador.
El Certificado especifica el país de origen de los productos alimentarios al igual que los
establecimientos de procesamiento y exportación implicados en la producción y exportación a
Perú. La descripción del producto debe de estar acompañada del número de inscripción de la
etiqueta, en los casos en que se requiere inscripción de etiqueta. Además de la información del
producto, el certificado debe especificar el exportador y el importador. El importador debe ser
una entidad, persona o compañía Peruana, con una dirección Peruana.
En el Anexo XXXX de este capítulo se encuentran los detalles relacionados al formato de los
certificados y a los procedimientos para el uso de los certificados.
6.2 Control del Punto de Ingreso
La verificación de la elegibilidad de los embarques se lleva a cabo en el Puerto de Ingreso/Centro
de Servicios de Importación Nacional (NISC, por sus siglas en inglés) designado. A los
importadores y/o agentes de importación les es requerido presentar todos los certificados,
antes de que se le permita al embarque ingresar a Perú. En el puerto/NISC, los oficiales revisan
los documentos requeridos para ver su validez y los atestados necesarios.
Los datos de cada envío se ingresan al Sistema de Rastreo y Control de Importación (ICTS, por
sus siglas en inglés). El ICTS verifica la elegibilidad del país, los establecimientos y el número de
inscripción de la etiqueta automáticamente. Además de esta información, el ICTS también
verifica la validez de las marcas de envío para garantizar que la misma marca de envío no fue
utilizada en los 12 meses precedentes en ningún producto importado del mismo país. Las
marcas de envío son números únicos, o combinaciones de letras y números que identifican
positivamente todos y cada uno de los contenedores de envío dentro del embarque con el
Certificado correspondiente. Los números de Certificado pueden ser utilizados como marcas de
envío. La Aduana no permitirá que ningún producto regulado ingrese a Perú, excepto como se
describe en XXXX, a menos que el importador/agente de importación le presente prueba de que
SENASA/DIGESA/SANIPES, ha revisado los documentos requeridos, haya determinado que el
envío es elegible para ingresar y que el Departamento está encargado del rastreo de este envío,

Borrador V1 (August 1, 2012) Page 63
para sus propios propósitos, hasta que se hayan efectuado las inspecciones requeridas y el envío
pueda ser liberado al importador.
6.3 Rastreo e Informática
Los datos en todos los envíos de productos importados se ingresan al ICTS. El ICTS es un sistema
nacional, computarizado automatizado que le permite al Departamento capturar datos de todos
los envíos de productos cárnicos, verificar la validez del número de certificado y de las marcas
de envío, verificar la elegibilidad del país exportador, del matadero, del procesamiento y de los
establecimientos de exportación y del número de inscripción de la etiqueta, para exportación a
Canadá.
El ICTS genera un Informe de Inspección de Importación (IIR, por sus siglas en inglés) y una
factura (para el cobro de cargos asociados con la autorización de envíos importados) para cada
embarque. El informe es el registro de la transacción de importación para fines de rastreo y
brinda al importador la inspección asignada al envío.
6.4 Inspection of Imported Product Shipments
6.4.1 Base Legal
La Ley de Inspección de Productos requiere que el importador presente cada envío de productos
importados al Departamento para inspección.
PIA
Sección XX.(2) Toda persona que importa un producto al Perú deberá, tan pronto como sea
posible, entregarlo, en su condición de importación, a un establecimiento inscrito para que sea
inspeccionado por un Inspector.
Sección XX.(3) Ninguna persona deberá tener en su posesión un producto importado del cual la
persona sabe;
(a) que ha sido importado a Perú en contravención de la sub-sección X(1); o
(b) no ha sido entregado al establecimiento inscrito para inspección como requiere la sub-
sección X(2).
Sección XX.(1) Ninguna persona deberá pautar publicidad o vender o tener en su posesión para
ningún propósito un producto importado que;
(a) ha sido importado a Perú en contravención de la sub-sección XX(1); o

Borrador V1 (August 1, 2012) Page 64
(b) no ha sido entregado a un establecimiento inscrito para inspección como requiere la sub-
sección XX(2).
6.4.2 Programa de Inspección de Importación
Basados en los requerimientos legales anteriores, el Departamento tiene instaurado un
programa de inspección de importación. El programa para la inspección de productos
importados de EE.UU. varía del programa para la inspección de productos importados de todos
los demás países (offshore). Esta diferencia está basada en el la Ley de Implementación del
Tratado de Libre Comercio Perú-Estados Unidos y está reflejado en el PIR:
PIR
Sección XX.(5) Sujeta a sub-sección (6), para el propósito de implementar los Acuerdos como se
definen en la sección 2 de la Ley de Implementación del Tratado de Libre Comercio Perú-Estados
Unidos, la sección 8 y sub-sección 9(2) de la Ley no aplica con respecto a un producto que es;
(a) importado a Perú de los Estados Unidos, tal y como se define en la sección 2 de la Ley de
Implementación del Tratado de Libre Comercio Perú-Estados Unidos; y
(b) certificado por un(a) Veterinario/Agrónomo empoderado por el Departamento de
Agricultura de los Estados Unidos para hacer cumplir la legislación de inspección nacional de los
Estados Unidos, en cuanto a que es un producto de ese país y que cumple las normas
establecidas en estos Reglamentos y que está empacado y etiquetado de acuerdo a estos
Reglamentos.
Sección XX.(6) Controles in-situ o medidas de verificación similares, incluyendo cualquier medida
llevada a cabo en la frontera incluyendo cualquier requerimiento de descarga, puede llevarse a
cabo con respecto a un producto que sea importado a Perú de los Estados Unidos por un
Inspector, en instalaciones designadas por el(la) Director(a).
Sub-sección XX.(5) exime los embarques importados de Estados Unidos del requerimiento de
entrega obligatoria de todos los embarques importados a un establecimiento inscrito para
inspección. La sub-sección XX.(6) reemplaza ese requerimiento por un requerimiento más
abierto para inspección de importación de embarques importados de los Estados Unidos, a
discreción del Director. Los embarques designados para inspección organoléptica completa
deben ser presentados en un establecimiento Peruano inscrito específicamente para inspección
de productos importados de los Estados Unidos. Los embarques designados como « skip lots »
(lotes omitidos) se liberan en la frontera y no deben ser presentados a un Inspector del
Departamento en un establecimiento Peruano inscrito para inspección. Todos los “skip lots”
que también son productos sin marcar deben en todo caso ser enviados a un establecimiento
Borrador V1 (August 1, 2012) Page 65
Peruano inscrito para el procesamiento de productos o el empaque y etiquetado de productos,
como está prescrito por la sección 115 de la Reglamentación de Inspección de Productos.
6.4.2.1 Embarques Iniciales de Establecimientos Extranjeros Elegibles
Un mínimo de los primeros 10 embarques consecutivos de establecimientos extranjeros, recién
autorizados para ser exportados a Perú, están sujetos a inspección organoléptica completa en
un establecimiento Peruano inscrito para ese propósito. Después que 10 embarques
consecutivos hayan pasado exitosamente las inspecciones de importación organolépticas
completas, el establecimiento será colocado automáticamente en modo de inspección reducido.
6.4.2.2 Modo de Inspección Reducido
Uno en cada 10 embarques importados consecutivos (Estados Unidos y Offshore), escogido
aleatoriamente por el ICTS, está sujeto a inspección de importación organoléptica completa. De
países offshore los otros 9 embarques reciben una inspección visual superficial en un
establecimiento de inspección inscrito.
Para productos de los Estados Unidos, a los otros 9 embarques no se les asigna una inspección
por el ICTS. A estos se les conoce como « skip lots » y pueden ser liberados en la frontera por
los funcionarios de Aduanas al comercio general en Perú excepto por productos « sin marcar »
los cuales deben ser dirigidos a un establecimiento inscrito para más procesamiento.
6.4.2.3 Modo de Inspección Intensificado
1. Inmediatamente después de que un embarque de producto importado falla la inspección de
importación por causa de deficiencias mayores del producto, el ICTS designará
automáticamente todos los embarques de productos relacionados del mismo establecimiento
extranjero para que reciban una inspección de importación organoléptica completa hasta que
10 lotes consecutivos pasen exitosamente.
2. Cuando embarques de productos importados estén sujetos a muestreo para análisis de
laboratorio, bajo un programa de monitoreo del Departamento y si se reportan niveles de
violación, el personal (HQ) de la sede del Departamento responsable elaborará un plan de
inspección intensificado específico para el mismo tipo de producto del mismo establecimiento.
Quince lotes consecutivos, de al menos 15 veces el peso del lote hallado en violación serán
muestreados por el Departamento. Los productos se retendrán en un establecimiento inscrito
en espera de recibir los resultados de laboratorio.
6.4.2.4Establecimientos Inscritos para la Inspección de Productos Importados
1. Los embarques de los Estados Unidos designados por el ICTS para inspección de importación
organoléptica completa deben ser presentados en establecimientos inscritos para inspección de
Borrador V1 (August 1, 2012) Page 66
productos importados y designados por el(la) Director(a), para inspección de productos de
Estados Unidos importados.
2. Todos los embarques offshore de productos importados deben ser presentados en
establecimientos inscritos para la inspección de productos importados.
6.4.2.5 Inspección de Productos Importados
Todos los embarques de productos importados de países excepto Estados Unidos y todos los
embarques de Estados Unidos designados para inspección de importación organoléptica
completa deben ser presentados a un establecimiento Peruano, inscrito para ese propósito,
para una inspección por un Inspector(a) del Departamento.
Cuando los embarques a ser inspeccionados lleguen a los establecimientos inscritos, el Inspector
deberá revisar la existencia de sellos, donde sean necesarios, en los contenedores de transporte
y verificar los números con los que aparecen en los Certificados. En algunos casos, esta función
puede ser delegada a un empleado responsable en el establecimiento cuando esté
implementado el control documentado adecuado y ha sido aceptado por el Inspector.
Todos los embarques importados a ser inspeccionados deben estar almacenados dentro del
establecimiento para permitirle al Inspector llevar a cabo la inspección superficial, general del
embarque. Todos los contenedores de embarques se examinan en busca de signos de daños y
posibles fallas de refrigeración durante el transporte.
El Inspector también deberá revisar la aceptabilidad del etiquetado y marcado y verificar que el
producto que se está presentando para inspección es el mismo y de la misma cantidad que fue
certificada. Debe ser revisada la presencia de marcas de envío en todos los contenedores de
embarques y se deben verificar los números contra los que aparecen en el certificado. Los
detalles de los procedimientos de la inspección superficial, de las normas y de los criterios de
disposición se encuentran en el Anexo XXX de este capítulo.
Luego de una inspección superficial satisfactoria, los embarques asignados a una inspección
organoléptica completa tendrán un número de contenedores de embarque seleccionados para
más evaluación. La selección se hace de acuerdo al plan de muestreo de números aleatorios
especificado en el IIR. Estos contenedores serán trasladados a la sala/área de inspección
designada para recibir más revisión. Refiérase al Anexo XX para obtener más información acerca
de una inspección organoléptica completa.
6.4.2.6 Planes de Muestreo de Laboratorio
Cuando se hace una inspección organoléptica completa, podría requerirse tomar muestras de
monitoreo para exámenes de laboratorio. Los embarques no se detienen en espera del recibo
Borrador V1 (August 1, 2012) Page 67
de los resultados de laboratorio. Los tipos de muestras para monitoreo de laboratorio de
productos importados están descritos en el Anexo XXX. Las muestras de monitoreo pueden ser
tomadas de los siguientes exámenes:
1. Monitoreo de residuos químicos – importaciones de productos. Refiérase al Anexo XX
2. Plan de Muestreo de Microbiología Alimentaria
Cuando se hallan embarques de productos importados con niveles violatorios como resultado
del monitoreo de residuos microbiológicos o químicos, el personal responsable de la Sede del
Departamento elaborará un plan de inspección intensificado específico para el mismo tipo de
producto del mismo establecimiento extranjero.
6.4.2.7 Aceptación de Embarques y Liberación a los Importadores
El Departamento notificará al importador o al representante de este de su inspección exitosa.
Los lotes inspeccionados se liberan al importador sujeto a lo siguiente:
Los embarques completamente marcados no tienen restricciones en cuanto al uso final o a su
destino.
Los productos importados sin marcar deben ser estregados a un establecimiento Peruano
inscrito para el procesamiento de productos o para el empaque y etiquetado de productos,
como se prescribe por la sección XXX del Reglamento de Inspección de Productos. Los productos
importados provenientes de Estados Unidos para los cuales algunos requerimientos Peruanos
han sido exentos, deben ser tratados como si fuesen productos cárnicos sin marcar, hasta que
hayan sido procesados y exportados de Perú en su totalidad.
Los productos importados sin sellar pueden ser enviados a cualquier lugar dentro de Perú. Se
requieren los sellos cuando se envían a otro establecimiento inscrito.
6.4.2.8 Rechazo de Embarques Importados
La Sección XX del PIA brinda la base legal para tratar los embarques de productos que son o han
sido importados a Perú en contravención de la legislación Peruana.
El (la) Inspector(a) podrá incautar y retener los embarques y/o ordenar que salgan de Perú (Pia
en el momento de la autorización, en la inspección de importación o en cualquier momento
después de que los embarques fueron liberados al importador). En los casos en los cuales un
producto importado a Perú fuera de cumplimiento con la Ley de Inspección de Productos y
Reglamento es utilizado en la manufactura de un producto, el Departamento podría considerar
Borrador V1 (August 1, 2012) Page 68
el retiro del producto final. El Inspector no requiere incautar o detener los embarques, antes de
que se ordene sacar los embarques de Perú (PIA sección XX).
La Notificación de remover estos embarques de Perú debe ser ya sea entregada personalmente
o enviada por correo certificado al importador, quien tendrá 90 días para cumplir con la orden.
Busque en este capítulo una plantilla de la Notificación.
Base legal
PIA XX
Sección XX. (1) Cuando un Inspector crea con suficientes pruebas que algún producto se está
importando o fue importando a Perú en contravención con esta Ley o Reglamento, el
Inspector(a) puede, indiferentemente de que el Inspector incaute el producto de acuerdo a la
sección XX, requerir que el importador lo remueva de Perú dándole al importador una
notificación para su remoción entregada al importador personalmente o enviada por correo
certificado a la dirección de la empresa del importador en Perú.
Sección XX.(2) Cuando algún producto no es removido de Perú en menos de 90 días después de
que la notificación para su remoción fue entregada o enviada al importador bajo la sub-sección
(1), o dentro de tal período largo después de que la notificación fue entregada o enviada a como
autorice el(la) Ministro, será, sin perjuicio de la sección XX, confiscado y desechado, como
disponga el Ministro, a expensas del importador.
Cuando se haya ordenado que productos salgan de Perú, los importadores deberán brindar
notificación de un lugar y hora para la remoción, aceptable al Departamento. El Departamento
será testigo de la remoción de Perú de los productos importados rechazados de acuerdo con la
sección XXX del PIR.
Sección XX. El importador de un producto que haya recibido una notificación para la remoción
del producto de Perú señalado en la sub-sección XX(1) de la Ley, deberá presentar el producto a
un Inspector para la verificación de la remoción del producto cárnico a la hora y lugar de su
remoción.
Los embarques rechazados que no fueran removidos dentro del tiempo prescrito deberán ser
destruidos bajo la supervisión del Departamento, a expensas del importador.
En el Anexo XX se encuentran los procedimientos detallados para el manejo de embarques de
productos importados que en la inspección de importación se hallaron que no cumplían con los
requerimientos Peruanos y los procedimientos a seguir cuando el importador desea apelar la
decisión del Inspector de importación de rechazar un embarque.
6.4.2.9 Falla en Presentar Productos para la Inspección de Importación (FTP)

Borrador V1 (August 1, 2012) Page 69
Los productos importados identificados por el ICTS para inspección de importación que no
fueron presentados a un Inspector para inspección en un establecimiento inscrito deben ser
vistos como importados ilegalmente.
El Departamento tiene implementado un procedimiento de rastreo para identificar los FTPs
antes de que entren en distribución en el comercio general dentro de Perú. En el Anexo XXX de
este capítulo aparecen los detalles del procedimiento y las indicaciones de cómo manejar los
FTPs.

Borrador V1 (August 1, 2012) Page 70
G. Toma de muestras (Sampling)
7.1. Propósito
El propósito de este documento es el de brindar guía a los inspectores en las tareas de muestreo
asociadas con la selección de equipo, identificación de lotes, determinación de unidades de
muestra, selección de muestras, etiquetado de muestras y almacenamiento y transporte de
muestras.
7.2. Alcance
Este documento describe los procedimientos que gobiernan el muestreo de productos
alimentarios y agua y hielo sujetos a inspección por el ????? Instituciones gubernamentales
Peruanas de acuerdo con los Decretos y Reglamentos aplicables.
7.3. Herramientas y Materiales Requeridos para Muestreo
Enumere los Decretos y Reglamentos que dan autorización
7.3.1 Definiciones
Técnica Aséptica- consiste en tomar una muestra limpia sin causar contaminación cruzada a la
muestra o a las áreas alrededor. Es importante utilizar la técnica aséptica cuando se empaca la
muestra para ser transportada.
Plan de Muestreo de Atributo- la decisión de aceptar o rechazar un lote depende de la cantidad
de unidades de muestra que tienen o no tienen un atributo, propiedad o característica
específica.
Contenedor-cualquier tipo de recipiente, empaque, envoltura, o banda de confinamiento
utilizada en el empaque o comercio de pescado.
Consumidor- el usuario final de un producto. (Ej., una persona o institución, como un hospital,
hotel, organización o restaurante que compra un producto para su propio uso).
Inspección Destructiva – es una inspección en la cual el contenedor o el producto se destruye,
modifica o dictamine inutilizable.
Inspector(a)- una persona designada como Inspector(a) de acuerdo a la Sección 17 de la Ley de
Inspección de Pescado.
Lote- con respecto a pescado, no pescado fresco, significa un embarque o parte de un embarque
de pescado que sea de la misma especie, procesado de la misma forma por el mismo productor,
está empacado en el mismo tamaño de contenedor y porta la misma etiqueta. Un lote de
pescado fresco se refiere a un embarque o parte de un embarque de pescado que ha sido
procesado de la misma forma por el mismo productor en un periodo de 24 horas. Para pescado
fresco, el lote puede contener más de una especie de pescado.
Borrador V1 (August 1, 2012) Page 71
Tamaño del lote- la cantidad de unidades en un lote de producto.
Inspección No-destructiva – es una inspección en la que no se destruye el contenedor.
Producto Pre-empacado- cualquier producto empacado en un recipiente de tal forma que se
vende ordinariamente, u utilizado o comprado por un consumidor sin estar re-empacado.
Muestra Aleatoria- una en la que todos los elementos en el lote tienen una oportunidad
equitativa e independiente de estar incluidos en la muestra.
Muestra Representativa - una en la que las unidades de muestra seleccionadas para la muestra
exponen todos los atributos del lote proporcionalmente.
Muestra- una colección de una o más unidades de muestra seleccionadas de un lote para
inspección. La muestra incluye todas las unidades de muestras tomadas de un lote específico
con fines de revisión o prueba.
Plan de Muestreo – especifica la cantidad de unidades de muestra requeridas para tomar una
decisión de inspección precisa (aceptación o rechazo) en un lote. La cantidad de unidades de
muestra requeridas puede depender del peso neto de las unidades, la cantidad de unidades en
el lote, y el tipo de peligro asociado con el análisis de inspección que se está llevando a cabo.
Tamaño de la Muestra (n)- la cantidad de unidades de muestra que comprenden la muestra
total tomadas de un lote o producción.
Unidad de Muestra- una de una cantidad de contenedores individuales, o la porción de un
contenedor de pescado o de primario examinado o evaluado como una sola unidad.
7.3.2 Planes de Muestreo y Niveles de Inspección
Los planes de muestreo son necesarios para consultar una o más características de un lote
porque no toda unidad en un lote grande puede inspeccionarse. Los planes de muestreo están
designados para garantizar una toma de decisión defendible y estadísticamente válida con
respecto a la aceptación o rechazo de un lote.
Para el análisis sensorial, de indicador químico, integridad de empaque y contenido neto, Perú
ha adoptado el Plan de Muestreo para Alimentos Pre-empacados Codex Alimentarius (CAC/RM
42-1969) de la FAO (Organización de las Naciones Unidas para la Agricultura y la
Alimentación)/OMS (Organización Mundial de la Salud). Para más detalles vea el Apéndice A.
La selección del Nivel de Inspección adecuado depende de la etapa actual de la inspección. Se
escoge el Nivel de Inspección I cuando no se duda de la calidad del lote como en las
inspecciones iniciales. Se escoge el Nivel de Inspección II cuando la calidad de la mercancía es
dudosa y se requiere un método probado para el examen o reexaminación del lote (re-
inspección). Una mayor cantidad de unidades de muestra deparan mayor protección contra el
riesgo inherente asociado con el muestreo.
El plan de muestreo para el análisis de Integridad del Contenedor fue adoptado del Protocolo de
Inspección Visual (VIP, por sus siglas en inglés) desarrollado por el Departamento de Pescaderías
y Océanos, Agricultura y Agro-Alimentos Canadá, y Salud Canadá.

Borrador V1 (August 1, 2012) Page 72
El plan de muestreo para microbiología y química fue adoptado de la Comisión Internacional en
Especificaciones Microbiológicas para Alimentos (ICMFS, por sus siglas en inglés).
7.3.3 Equipo
Utilice equipo, materiales y dispositivos que sean adecuados para mantener la condición de la
muestra.
Cuando se tomen muestras, asegúrese que no hay potencial de contaminación cruzada del
equipo, los materiales y los dispositivos (Ej., técnica aséptica).
Lista de equipo, materiales y dispositivos sugeridos:
� Los formularios que sean adecuados (informe maestro de etiqueta de caja, Hoja de
Trabajo de Inspección de Pescado, formulario de Permiso para Transportar Pescado Bajo
Detención, etc.)
� Notificación de Detención (CFIA/ACIA 5070)
� Etiquetas retenidas (CFIA/ACIA 0205)
� Notificación de Liberación (CFIA/ACIA 0201)
� Recibo para Muestra(s) Tomadas (CFIA/ACIA 4168)
� cuaderno de inspector
� cobertores de manos (guantes plásticos, guantes de hule)
� Zapatos de seguridad y/o zapatos de hule (para inspección de plantas), casco de
seguridad, overol, cobertor de cabello
� cinta adhesiva CFIA y cinta adhesiva clara
� navaja/cuchilla multiuso
� toalla de manos
� bolsas plásticas (diferentes tamaños), botellas y diferentes etiquetas para muestreo
� linterna
� termómetro
� sanitizador y sierra
� hielera con laterals firmes y paquetes de hielo
� kit de cloro
7.4. Procedimientos
7.4.1 General
El muestreo debe ser llevado a cabo de tal manera que mantenga la integridad y continuidad de
la muestra asociada con el lote (desde el momento en que se tomó la muestra hasta completar
la inspección).

Borrador V1 (August 1, 2012) Page 73
Las condiciones del muestreo deben ser tales que los inspectores tengan acceso a todo el lote
sin interferencia. Un(a) inspector debe observar e informar cualquier interferencia hallada ya
que esta podría comprometer la muestra.
Debe haber un sistema de identificación de muestras que le permita al inspector asignar un
número de identificación único a la muestra asociada con el lote, adjuntar toda la información
pertinente a la muestra, y documentar la información de muestreo para fines de mantenimiento
de registros.
7.4.2 Definición del Lote
Defina el lote de acuerdo con la definición dada en la Sección 3.0.
Cuando se trata con productos alimentarios que tienen la misma etiqueta, pero que están
empacados en estilos diferentes (Ej., salsas diferentes) tome los estilos diferentes como si
fueran un lote.
7.4.3 Definición de la Unidad de Muestra
Definir la unidad de muestra de acuerdo a las siguientes instrucciones:
a. Cuando un lote consiste de producto pre-empacado, cada paquete y los paquetes
constituyen una unidad de muestra.
b. Para alimentos frescos y congelados en forma de bloque y la unidad de muestra debe
consistir de un contenedor de alimentos y su mismo contenido.
c. Utilizar uno de los siguientes tres enfoques cuando se muestrea de paquetes a granel:
i. la muestra debe consistir de del paquete a granel y de su contenido;
ii. para productos alimentarios frescos o congelados individualmente, la unidad
individual (pescado; fruta o vegetal entero, etc. puede ser considerado como
una sub-muestra representativa;
iii. para escenarios aparte de los descritos en la sección ii), una sub-muestra de
producto de 1 kg obtenidos de del paquete a granel puede ser considerada
una muestra representativa.
Nota: Refiérase a la sección de muestreo del estándar de producto individual
para obtener más dirección.
d. En lotes que consisten de un producto alimentario empacado en cajas o en barriles, el
contenedor constituye la unidad de muestra. Inspecciones todo el contenido del
contenedor.
Borrador V1 (August 1, 2012) Page 74
e. Cuando un lote de productos alimentarios consiste de más de una especie de carne o
pescado o más de una variedad de comestibles, todas las unidades de muestra
utilizadas para formar una muestra debe consistir de un tipo de especie o variedad.
7.4.4 Determinación de la Cantidad de Unidades de Muestra que se Requieren
Determine la cantidad de unidades de muestra que se requieren. Las unidades de muestra que
se requieren para otros análisis (Ej. química) se pueden tomar de las unidades seleccionadas
para la evaluación sensorial, cuando sea adecuado.
Cuando se toman unidades de muestra para más de un análisis, asegurarse que la unidad de
muestra tiene la masa suficiente para llevar a cabo todos los análisis requeridos.
Cuando se requiere análisis microbiológico, someta las muestras a la sección microbiológica
para análisis primero para asegurar que no corra peligro la integridad de la muestra.
7.4.4.1 Integridad Sensorial, del Contenido Neto y del Empaque
El plan de muestreo para estos análisis es el Plan de Muestreo para Alimentos Pre-empacados
Codex Alimentarius (CAC/RM 42-1969) que se encuentra en el Anexo A. Decida qué nivel de
inspección es el adecuado (Nivel I para inspecciones iniciales y Nivel II para re-inspecciones).
Usando los parámetros de peso neto para unidades de muestra y tamaño de lote (ver Anexo A),
determine la cantidad de unidades de muestra requeridas para inspección. Note que el Plan de
Muestreo en el Anexo A se aplica a muestreo destructivo y no-destructivo para contenido neto.
7.4.4.2 Integridad del Contenedor
7.4.4.2.1 Inspección Inicial
1) Tome 200 unidades de muestra de un mínimo de 40 cajas con no más de 5 unidades de
muestra seleccionadas de cada caja.
2) Para lotes con menos de 200 unidades de muestra, inspeccione todas las unidades.
Escriba la cantidad total de contenedores en el formulario de informe.
7.4.4.2.2 Re-inspección
1) Seleccione un mínimo de 250 cajas. Tome 1250 recipientes de las cajas pero no
seleccione más de 5 recipientes de cada caja.
2) Cuando existan menos de 1250 unidades, examine cada unidad y escriba la cantidad en
el formulario de informe.
Borrador V1 (August 1, 2012) Page 75
Nota: Inmediatamente pare de muestrear, retenga el lote e infórmele al dueño cuando
encuentre las condiciones siguientes:
cuando se detecten cajas mojadas, manchadas o dañadas
o se encuentren recipientes que gotean, abultados o “flipper”
7.4.4.3 Muestreo para Análisis Microbiológico
7.4.4.3.1 Procedimientos Generales
Todas las muestras deben reflejar las condiciones microbiológicas de manera precisa cuando se
realiza la toma de muestras. Para mantener la integridad de la muestra, siga los procedimientos
que se listan a continuación.
� Si es posible, muestree el producto final que ya está empacado.
� Obtenga las muestras utilizando una técnica aséptica de tal manera en que no
contamine la muestra y el producto siendo muestreado.
� Obtenga cinco unidades de muestra (mínimo de 250 g. por unidad) por lote, al menos
que se especifique otro.
7.4.4.3.2 Muestreo de Mariscos Crudos
� Examine las muestras de mariscos crudos en concha, mariscos desconchados no
congelados y mariscos vivos dentro de 24 horas después de su recolección. Cuando el
análisis es inevitablemente atrasado más allá de las 24 horas, reporte el tiempo actual
transcurrido entre la recolección y el análisis.
� Use bolsas plásticas gruesas (calibre 6 mil) para recolectar mariscos en concha para
asegurar que las conchas no rompan el plástico y comprometan la integridad de la
muestra.
� Tome 5 unidades de 12-18 mariscos por unidad. Este número debe garantizar la
selección de 10 animales saludables para el desconchado. Asegure que los mariscos
produzcan aproximadamente 200g. de carne y jugo de concha.
� Usando una técnica aséptica, transfiera los mariscos a un contenedor para muestras con
una pinza estéril, o alternativamente las muestras del producto final podrán ser
tomadas de las latas o contenedores empacadas.
� También son aceptables para examinar los paquetes de consumidor.
7.4.4.3.3 Muestreo de Agua Potable
� Recolecte cinco unidades de muestras de agua en contenedores limpios de un tamaño
adecuado. Use un recipiente con una capacidad de 100 a 200 ml para un análisis de agua
rutinario.
Borrador V1 (August 1, 2012) Page 76
� Para obtener una muestra representativa directamente del grifo, abra el grifo
completamente y permita que el agua corra por unos 2 ó 3 minutos, o con suficiente
tiempo para limpiarla línea de servicio.
� Deje suficiente espacio en el recipiente de muestra de agua para que la muestra pueda
ser mezclada y agitada adecuadamente.
7.4.4.3.4 Obteniendo Muestras de Hielo
� Obtenga cinco unidades de muestra de hielo del área de almacenamiento de hielo en un
contenedor de plástico o bolsas estériles. Mantenga el hielo congelado.
7.4.4.4 Muestreo de Análisis Químico
7.4.4.4.1 Muestreo General
� Ver el Anexo B por descripciones de análisis químico.
� Los análisis químicos requieren de cinco unidades de muestra para la inspección inicial.
Para las re-inspecciones, se requiere de un tamaño de muestra de diez unidades. Para
las re-inspecciones de análisis de índices químicos, utilice el Nivel de Inspección II del
plan de muestreo que se presenta en el Anexo A.
� Las unidades de muestra para el análisis químico no deben sufrir ninguna adulteración
(tales como lavado con agua) el cual podrá cambiar los resultados químicos.
7.4.4.4.2 Análisis Aditivo y Aproximado
� Obtenga cinco unidades de muestra; cada uno consistiendo de un mínimo de 100g. Para
las unidades de muestra menores a 100g. presente todas las muestras disponibles para
el análisis.
7.4.4.4.3 Parámetros de Inocuidad de Producto y Residuos de Fármacos
� Obtenga cinco unidades de muestra; cada uno consistiendo de un mínimo de 200g.
� Cuando se muestrea para un análisis de residuos de fármacos, se debe muestrear 5
unidades de alimentos si es posible (Ej., pescado, pollo). Se acepta el hecho que no se
puede muestrear carne bovina si no es posible.
� Garantizar que las muestras presentadas para el análisis de residuos de fármacos no
sean expuestas a áreas o equipos donde ha sido almacenado o utilizado alimento
medicado.
7.4.4.4.4 Contaminantes Químicos
� Para aquellos lotes que contengan productos de tamaño similar, obtenga cinco unidades
de muestra; cada uno consistiendo de un mínimo de 100g.. Mercurio: para lotes que

Borrador V1 (August 1, 2012) Page 77
contengan pescado o productos pesqueros de varios tamaños, u otros productos de
varios tamaños, obtenga cinco unidades de muestra que representen la distribución de
tamaño del lote.
7.4.4.4.5 Indicadores Químicos (productos pesqueros únicamente)
� El plan de muestras para indicadores químicos es el mismo que para la evaluación
sensorial (Anexo A). Después de realizar la evaluación sensorial, envíe inmediatamente
el resto de la muestra al laboratorio químico.
7.4.4.4.6 Otras Pruebas Químicas (productos pesqueros únicamente)
� Para las pruebas de identificación de especies, obtenga un mínimo de cinco pescados o
filete de pescado individuales. Almacene el pescado o filetes en cinco contenedores
individuales.
� Para otros tipos de muestreos químicos, obtenga cinco unidades de muestras de 100g.
7.4.4.5 Muestreo para el Análisis de Toxinas en Mariscos
7.4.4.5.1 Muestras de Importación y Domésticas
� Obtenga 5 unidades de muestras de 12-18 mariscos por unidad. Este número debe
garantizar la selección de 10 animales saludables adecuadas para el desconchado.
Asegúrese que los mariscos produzcan aproximadamente 200 g. de carne y jugo de
concha.
� Cuando se muestrea la almeja gigante (Panope generosa), tome tres animales. El análisis
se realiza en la víscera de los tres animales.
� Cuando se muestra cangrejos, tome tres animales. El análisis se realiza en la víscera de
los tres animales.
7.4.4.5.2 Programa de Monitoreo de Mariscos Moluscos
� Tome 1 unidad de muestra de 12-18 mariscos. Este número debe garantizar una
selección de 10 animales saludables adecuados para el desconchado. Garantice que los
mariscos produzcan aproximadamente 200g. de carne y jugo de concha.
7.4.5 Localización e Identificación de Lote
Garantice que todos los contenedores de producto estén disponibles y accesibles para el
muestreo. Cuando sea aplicable, obtenga la siguiente información antes de la inspección para
asegurar que el lote correcto sea muestreado:
� Razón de la inspección (p.ej. inspección inicial)

Borrador V1 (August 1, 2012) Page 78
� Ubicación del lote
� Nombre y dirección del agente/dueño
� Tamaño del lote (número de cajas, contendores por caja)
� Código de lote y su interpretación
� Nombre de la marca
� Tipo de producto y estilo del empaque
� Tipo de contenedor y peso unitario
� Establecimiento de procesamiento
� País de origen o destino
� Requerimientos para el país importador, cuando se emite un certificado de exportación.
7.4.6 Seleccionando las Unidades de Muestras
Seleccione una muestra sistemática aleatoria del lote. Por favor refiérase al Anexo C para
mayores instrucciones. Cuando el inspector piense que no es posible tomar una muestra
aleatoria veraz, el inspector podrá tomar una muestra representativa del lote.
7.4.7 Etiquetado de Muestras
a. Registre los detalles de la toma de muestras en un cuaderno de notas (Ej., ubicación de
lote, Número de muestras tomadas, número de identificación exclusivo, hora de toma
de muestra, códigos tomados).
b. Asegúrese que todas las muestras estén acompañadas por un formulario de información
completo. Incluyendo la siguiente información, cuando sea pertinente:
o tipo de análisis requerido (sulfito, peso neto, etc.)
o país de origen
o fecha y hora de colección
o empacador y código del empacador
o número de identificación del embarque
o número de etiqueta retenido (si el producto es retenido)
o tamaño de lote y peso de unidad
o nombre del tomador de muestra
o número de unidades muestreadas
o nombre de planta y número de registro
o sitio de cultivo (muestras de mariscos)
o fecha de cultivo (muestras de mariscos)
o fecha de procesamiento
o tipo de especie y producto
o información de finca y corral (peces cultivados)
o nombre del importador
o análisis requerido para el certificado de exportación
Borrador V1 (August 1, 2012) Page 79
c. Incluir cualquier otra información relevante cuando se solicitan los análisis químicos que
puedan ayudar en la realización del análisis o evaluación de los resultados, tales como:
i. Alimentos empacados, una copia de la etiqueta;
ii. observaciones de olores, sabor, color o textura anormales; y
iii. para la identificación de especies, el nombre común según la etiqueta en el
paquete del producto y la especie substituta sospechosa.
Tan pronto como se obtengan, etiquete todas las muestras usando etiquetas a
prueba de agua y marcadores para propósitos de identificación. No permita que el
marcador/etiqueta entre en contacto directo con la muestra. En caso de pescados
enteros, etiquete cada pescado.
Incluya la hoja de muestra en una bolsa plástica separada. Marque los productos
pre-empacados tan pronto como se tome la unidad.
7.4.8 Transporte y Almacenamiento de Muestra
7.4.8.1 Consideraciones especiales en cuando al almacenamiento y envío de muestras
a. Microbiología
i. Hasta que la muestra sea analizada, mantenga la muestra bajo las condiciones
que conserven la flora bacterial original tan completa como sea posible.
Mantenga la muestra a una temperatura máxima de 5 grados Celsius. En
algunos casos, las muestras tendrán que ser congeladas. No congele las
muestras al menos que el laboratorio sea consultado con anterioridad. El
congelamiento es algo no deseado, porque los números bacteriales podrán
disminuir en la muestra.
ii. Las muestras frescas deben ser refrigeradas (5 grados Celsius) hasta que sean
analizadas. Cuando se almacenan las muestras, recuerde que el análisis de
productos no congelados debe realizarse dentro de 24 horas del muestreo.
Anote la hora de la toma de muestras y la hora del análisis. Los informes
deben indicar si la muestras han sido congeladas o no.
iii. Refrigere (no congele) las muestras de mariscos desconchados o vivos
inmediatamente después de recolectarlos, empacándolos en hielo quebrado
y manteniéndolos sobre hielo hasta que sean examinados. Los mariscos no
deben entrar en contacto directo con el hielo. Se debe tomar los cuidados
necesarios con estas muestras para minimizar el impacto térmico frío
aislando adecuadamente las muestras del contacto directo con el
refrigerante, pero siempre asegurando que dichas muestras estén
refrigeradas. Por ejemplo, los paquetes de hielo congelado podrán colocarse
por debajo y encima de las muestras por medio de capas de aislamiento
hechas de material aislante con calidad alimentaria entre el refrigerante y la
muestra.

Borrador V1 (August 1, 2012) Page 80
iv. Muestras de Agua: El examen bacterial de agua no pura y muestras de agua de
mar deben comenzar dentro de seis horas de su colección. El
almacenamiento de muestras de agua no deben exceder 24 horas. Si se
excede este tiempo límite, registre el tiempo actual entre la toma de muestra
y el análisis.
b. Análisis aproximado e indicadores químicos: la limitación del crecimiento bacterial y de la
descomposición autolítico es facilitado a través del control de temperatura. Mantenga el
producto a una temperatura menor a -20 °C cuando sea posible. No deje muestras
descongeladas sobre el banco de prueba por mucho tiempo. El crecimiento bacterial de la
muestra puede influenciar el análisis del producto. Para el análisis aproximado, prevenga
deshidratar la muestra.
7.4.8.2 Almacenamiento de Muestras
Asegúrese que la integridad de la muestra sea mantenida por medio de un almacenamiento
adecuado. Mantenga la condición de la muestra.
a. Mantenga las muestras congeladas dentro de un congelador (a -18 °C) o dentro de una
caja/hielera portátil con paquetes de hielo y envíe la muestra tan pronto como sea
posible para garantizar que la muestra permanezca congelada.
b. Almacene las muestras no congeladas a temperaturas refrigeradas (menor a 5 °C).
Cuando el tiempo de almacenamiento es prolongado, puede ser necesario congelar las
muestras.
c. Mantenga las latas a temperatura ambiente.
7.4.8.3 Envío o Entrega de la Muestra
Las personas que toman las muestras tendrán que enviar las muestras a otro lugar para que
sean probados o las muestras podrán ser entregados a otro personal de inspección dentro de las
mismas instalaciones. Cuando las muestras sean entregadas a otro inspector dentro de las
mismas instalaciones, asegúrese que la otra persona sea notificado (adjuntando una copia
impresa de la hoja de datos de la muestra) y cualquier información relevante al lugar de la
muestra (congelador, hielera portátil, etc.) al momento de entregar la muestra.
Cuando se envía una muestra:
a. Realice cualquier arreglo pertinente con la persona que reciba la muestra en el
laboratorio antes de enviar dicha muestra;
b. Anote el nombre de la persona a la cual va dirigida la muestra e incluya el número de
teléfono de la persona;
c. Asegúrese que las muestras perecederos sean marcados correctamente para su manejo
por el transportista;
Borrador V1 (August 1, 2012) Page 81
d. Notifique al laboratorio del tiempo estimado de llegada de la muestra y de la
información del transportista. Si el inspector no es capaz de contactar al laboratorio, o
si la entrega de la muestra microbiológica no puede ser completado dentro de 24
horas, se podrá considerar enviarlo después; y
e. Tome precauciones especiales cuando se envía muestras de productos enlatados que
están obviamente hinchados o bajo presión. Coloque las latas hinchadas dentro de una
bolsa plástica y transpórtelas dentro de una caja o hielera portátil.
7.4.9 Recibo por parte del Laboratorio
Registre las muestras cuando llegan al laboratorio, anotando la hora de recibo y su condición a
la hora de recibo (p.ej. daño físico, temperatura). Si la condición compromete la integridad de la
muestra, la muestra podrá ser rechazada.
Verifique el formulario de información de la muestra para garantizar que toda la información
pertinente haya sido incluida. Si el formulario no contiene suficiente información, contacte al
inspector para obtener la información faltante (cualquier información adicional debe incluir la
fecha e iniciales de la persona)
7.5. Muestreo para Organizaciones Externas
El personal de inspección puede recibir solicitudes para realizar un muestreo de grupos u
organizaciones externas. Bajo estas instancias, las organizaciones externas podrán tener
políticas y procedimientos de muestreo que difieren de aquellos especificados en este
documento. Por favor siga los procedimientos especificados por la organización, solicitando la
muestra, cuando sea para sus propósitos.

Borrador V1 (August 1, 2012) Page 82
H. Observantia y cumplimiento
8.1. Legislación alimentaria
Las inspecciones se efectúan según las disposiciones de las leyes y reglamentaciones. Estas
establecen las facultades y poderes del inspector, quien debe conocerlas en profundidad y tener
plena conciencia del alcance de su autoridad. El inspector debe contar con copias de todas las
leyes o reglamentaciones pertinentes de forma de poder consultarlas si hubiera algún
desacuerdo.
8.2 Políticas de observancia y cumplimiento
a) Responsabilidades
Las reglamentaciones son de cumplimiento obligatorio. El establecimiento debe cumplirlas y
el inspector y las autoridades de control de los alimentos deben verificar la observancia debido
a que las infracciones constituyen delitos. El inspector o las autoridades de control de los
alimentos deben exigir la observancia en todo momento. La falta de observancia no sólo es
ilegal sino que además atenta contra el objetivo del sistema de control de alimentos.
Asimismo, el mal ejemplo podría fomentar la falta de cumplimiento en toda la industria, y
sería injusto obligar al cumplimiento a un establecimiento y no a los otros.
El bienestar del público es el objetivo primordial de los sistemas nacionales de control de los
alimentos. El inspector que forma parte de los sistemas nacionales de control de los alimentos
es responsable de la protección de los consumidores asegurándose de que se observan las
disposiciones de las reglamentaciones y de la legislación pertinente. Los productores y
elaboradores, por su parte, son empresas y su objetivo es obtener ganancias. En algunos casos,
el objetivo de la empresa no coincide con la responsabilidad que tienen con la sociedad. En
consecuencia, el inspector debe recordar tanto a los productores como a los elaboradores que
son responsables de la inocuidad de los alimentos que produzcan o elaboren. El mensaje
puede hacerse más explícito explicando a los productores y elaboradores que la inocuidad de
sus productos no sólo cumple con sus responsabilidades frente a la sociedad, argumentos que
pueden parecer ideales y etéreos, sino que también puede convertirse en un determinante en el
desarrollo de la empresa. A modo de ejemplo, se puede describir el efecto de la publicidad
negativa y de la positiva como herramienta de mercadotecnia.
Por otra parte, la observancia de directrices y normas voluntarias está sujeta a la buena
voluntad y a la discreción del elaborador o productor. Compete al inspector fomentarlas
activamente.

Borrador V1 (August 1, 2012) Page 83
8.3. Principios
El inspector de alimentos moderno debe considerarse a sí mismo como un verificador de las
medidas de control de la inocuidad de los alimentos y debe contribuir a mejorarlas. Cada una
de las medidas de control debe estar en constante evolución. Los avances tecnológicos y la
incorporación de lecciones aprendidas dentro de la misma empresa marcarán el ritmo de la
evolución. Además las medidas de control deben evolucionar en el marco del sistema nacional
de control de los alimentos que también evoluciona constantemente. Del punto de vista
comercial, los cambios resultantes de la constante evolución pueden resultar muy ventajosos
para el productor o elaborador. Tanto la calidad como la inocuidad de los productos
constituyen atributos que se pueden explotar para obtener una ventaja en el mercado. El
inspector cuenta con todos los elementos y con la posición perfecta para transmitir estos
mensajes al productor o elaborador. La inspección de alimentos tiene dos objetivos, por
una parte verificar que se cumplan las reglamentaciones y por otra lograr que
productores y elaboradores tomen plena conciencia de la calidad e inocuidad de los
productos. La plena conciencia de las implicancias de la calidad e inocuidad de los
alimentos por parte de productores y elaboradores es tan importante como verificar que
cumplen con las reglamentaciones.
En casi todos los casos se pueden introducir mejoras en el sistema de gestión de la calidad e
inocuidad y ponerlas en práctica siempre y cuando el productor o elaborador desee mejorar. Es
en estos casos que el inspector brindará su colaboración. En los sistemas modernos de garantía
de la calidad e inocuidad de los alimentos elaborados se observa una tendencia generalizada
hacia el concepto del control estadístico de procesos que se basa en la introducción de mejoras
continua. Si bien el control estadístico de procesos no se trata en profundidad en este manual,
durante la discusión de los límites críticos es necesario transmitir el concepto de
introducción continua de mejoras en el sistema de gestión de la calidad e inocuidad. La
contribución ininterrumpida tendiente a introducir mejoras en el sistema constituye una
parte integral de las inspecciones de alimentos.
8.4. Infracciones e incumplimientos: medidas que es necesario tomar
a) Correcciones y ajustes
El “incumplimiento” se define como una omisión en el cumplimiento de una reglamentación
por parte del productor o elaborador. La “infracción” se define como una trasgresión de una
disposición contenida en una reglamentación o ley. El inspector deberá incluir en el informe
de la inspección toda infracción o incumplimiento observados. Durante el transcurso de la
reunión final, el inspector informará a la dirección de los incumplimientos o infracciones
observados y explicará las disposiciones de la ley o reglamentación específica para cada caso,
señalando sus consecuencias en la inocuidad del producto y la necesidad de observar las
disposiciones. El elaborador, por su parte, podrá explicar los motivos que causaron el
Borrador V1 (August 1, 2012) Page 84
incumplimiento o la infracción. El inspector, habiendo prestado debida atención y mostrado
que comprende las circunstancias, utilizará esta información para encontrar una solución al
problema. Sin embargo, si se trata de una reglamentación de cumplimiento obligatorio, es
necesario introducir los ajustes y correcciones pertinentes.
Los plazos para poner en práctica las medidas y correcciones que fueran necesarios serán
determinados de común acuerdo entre el inspector y la dirección del establecimiento durante
la reunión final. En algunos casos, si se trata de ajustes o correcciones simples, se pueden
poner en práctica inmediatamente; en caso contrario, los plazos acordados deben ser justos y
acordes a la gravedad del incumplimiento o infracción según el factor de riesgo de
enfermedades transmitidas por los alimentos del que se trate. En casos extremos, y si el
incumplimiento o infracción pudiera tener consecuencias graves en la inocuidad del producto,
puede ser imprescindible que el inspector detenga la producción hasta tanto que se efectúen
los ajustes o correcciones necesarios, o incluso recomendar el cierre temporal de la planta. La
legislación de algunos países dispone que si se detecta un incumplimiento o infracción es
necesario detener inmediatamente la producción, en cuyo caso, es imprescindible efectuar los
ajustes o correcciones inmediatamente. Un incumplimiento o infracción grave detectada
durante la inspección puede ocasionar el retiro de productos. El deber de la autoridad de
control de los alimentos consiste en respaldar toda decisión tomada por un inspector siempre y
cuando ésta esté justificada del punto de vista legal y técnico. La falta de respaldo socavaría
seriamente el sistema de control de los alimentos.
En otros casos, los ajustes y correcciones necesarios resultan de una inspección efectuada sin
notificación previa en respuesta a una queja por parte de los consumidores o si se hubiera
informado de una infracción. El procedimiento es similar al de una inspección de rutina,
aunque puede ser necesario acordar un plan de compensación de los consumidores agraviados
y retirar los productos del mercado.
El informe incluirá las correcciones y ajustes acordados. Acto seguido, ambas partes lo
firmarán y el inspector entregará una copia a la dirección del establecimiento.
El inspector deberá notar asimismo los incumplimientos de directrices o normas voluntarias, si
los hubiere. Existen directrices para introducir mejoras en el sistema y su incumplimiento es
un indicio de falta de interés de parte del productor o elaborador de introducir mejoras de
forma continua. En estos casos, el inspector debe indicar las ventajas que el productor o
elaborador obtendría con el cumplimiento voluntario y ofrecerá su colaboración para elaborar
un plan al respecto. Asimismo, el inspector explicará las diferencias entre un requisito legal y
una recomendación de buenas prácticas.
b) Seguimiento y verificación de las correcciones y ajustes efectuados
El inspector archivará el informe de la inspección en sus oficinas según las disposiciones de la
autoridad de control de los alimentos. Si el informe contiene correcciones y ajustes que es
necesario efectuar, se debe archivar manual o electrónicamente de forma de permitir el
Borrador V1 (August 1, 2012) Page 85
seguimiento según los plazos estipulados. Al mismo tiempo, y según los plazos acordados
para efectuar las correcciones y mejoras necesarias, el inspector fijará la fecha de una visita al
establecimiento sin notificación previa a fin de verificar que las correcciones y ajustes se han
puesto en práctica según lo acordado.
c) Conclusión de los ajustes y correcciones
La inspección concluirá una vez que el inspector haya verificado con una inspección sin
notificación previa que los ajustes y correcciones acordados durante la inspección anterior han
sido efectuados. El inspector debe decidir cuándo se efectuará la siguiente inspección
programada o decidir qué otra medida corresponde tomar, y programará las fechas dejando
constancia de ellas en los registros del establecimiento. Se archivará una copia del informe de
la inspección de seguimiento junto con el informe de la inspección original.
8.5. Observancia y apelación de una resolución
a) Política de observancia y enfoque
La observancia de las reglamentaciones y legislación alimentaria determina la eficacia de los
sistemas nacionales de control de los alimentos. La política nacional, la capacitación y la
experiencia de los inspectores y los recursos que tengan a su disposición, por su parte,
determinarán la eficacia de la observancia.
En condiciones ideales la observancia de las reglamentaciones y de la legislación alimentaria
debería ser una tarea compartida entre los sectores público y privado. La legislación
alimentaria no sólo protege, o debería proteger, al consumidor, sino que también establece las
condiciones de competencia entre productores y elaboradores. En consecuencia, la
observancia de la legislación y reglamentos alimentarios debe exigirse de forma idéntica a
todos los productores y elaboradores.
La observancia de la legislación y reglamentos alimentarios varía según el país en función del
alcance y el rigor de las leyes, la influencia que ejerce la opinión pública y el poder de las
organizaciones de consumidores, sus políticas y los recursos de los que disponen. En algunos
casos, se observan discrepancias en las políticas de observancia y en el enfoque incluso dentro
de un mismo país. Esto ocurre especialmente, en aquellos casos en los que no existe una
autoridad centralizada de control de alimentos y las instituciones o dependencias públicas a
cargo de la observancia también deben fomentar el desarrollo del sector, lo que a menudo
genera conflictos de interés. El ministerio de ganadería y agricultura que a su vez debe
efectuar las inspecciones de carnes constituye un claro ejemplo de estos conflictos de interés.
Sin embargo, independientemente de las consideraciones antes mencionadas y según el
enfoque utilizado en este manual, la observancia debe hacer hincapié en fomentar
positivamente que se cumpla con los sistemas de garantía de la calidad e inocuidad de los
alimentos basados en el riesgo.

Borrador V1 (August 1, 2012) Page 86
En condiciones ideales, la observancia de la legislación y reglamentos alimentarios es un
proceso de diálogo entre la autoridad reglamentaria y el establecimiento, de forma de asegurar
que los incumplimientos o infracciones se corrigen lo más rápidamente posible y de forma
permanente. El inspector se encuentra ubicado en una posición privilegiada para contribuir a
este proceso. Sin embargo, si las infracciones e incumplimientos son recurrentes, el inspector
debe mostrar firmeza y proceder a hacer cumplir la ley empleando todos los instrumentos
previstos para tales fines. La observancia puede requerirse mediante notificaciones de
incumplimientos o infracciones detectadas, las que, habitualmente, incluyen los plazos para
efectuar los ajustes y correcciones necesarios, notificaciones de cumplimiento forzoso
inminente (el paso previo a la intervención de la policía u otra medida similar), multas y otras
medidas coercitivas que pueden incluir condenas a prisión y cierre temporal o definitivo del
establecimiento. Los productos que no cumplen con la legislación y reglamentos alimentarios
en vigencia pueden retirarse, voluntariamente o por la fuerza, o confiscarse y luego destruirse.
b) Retiro de productos
Los productos alimentarios peligrosos que hubieran sido expedidos por el establecimiento y
distribuidos deben retirarse del mercado. El programa de retiro es una parte integral del
sistema de gestión de la calidad e inocuidad de los alimentos y se utiliza cuando los
incumplimientos o infracciones constituyen una amenaza grave para la salud de los
consumidores. El gasto generado por el retiro de los productos del mercado puede ser alto. Por
este motivo, y si el productor o elaborador no retira los productos del mercado por su propia
voluntad, el sistema nacional de control de los alimentos debería poder ordenar que se efectúe
el retiro por cuenta del elaborador o productor.
Luego de efectuar el retiro de los productos del mercado, la autoridad reglamentaria y el
productor o elaborador decidirán en conjunto el destino de estos productos. Según el peligro
identificado que causó el retiro de los productos, algunos de ellos se podrán volver a
transformar o puede ser necesario destruirlos completamente. El programa de retiro debería
incluir la forma de eliminación de los productos retirados que fuera necesario destruir.
c) Apelar una resolución
La gran mayoría de las legislaciones contienen disposiciones referentes a las apelaciones, y la
legislación alimentaria no constituye una excepción. Sin embargo las autoridades de control
de los alimentos deben recordar en todo momento durante la elaboración de las medidas
interinas que regirán durante el proceso de apelación, que es necesario dar mayor prioridad a
la gravedad del factor de riesgo de enfermedades transmitidas por los alimentos o al carácter
perecedero de los productos que a cualquier consideración de orden económico o financiero.

Borrador V1 (August 1, 2012) Page 87
I. Anexos (Procedimientos mas especificos) por cada departamento
9.1. SAMPLING
9.1 A - Sampling Plans
9.1 B - Categorization of Chemical Analyses
9.1 C - Systematic Random Sampling
Annex 9.1A - Sampling Plan
(Inspection Level I)
Net weight is equal to or less than 1 kg (2.2 lb)
Lot Size (N) Sample Size (n)
4,800 or less 6
4,801 - 24,000 13
24,001 - 48,000 21
48,001 - 84,000 29
84,001 - 144,000 48
144,001 - 240,000 84
more than 240,000 126
Net weight is greater than 1 kg (2.2 lb) but not more than 4.5 kg (10 lb )
Lot Size (N) Sample Size (n)
2,400 or less 6
2,401 - 15,000 13
15,001 - 24,000 21
24,001 - 42,000 29
42,001 - 72,000 48
72,001 - 120,000 84
more than 120,000 126
Net weight is greater than 4.5 kg (10 lb)
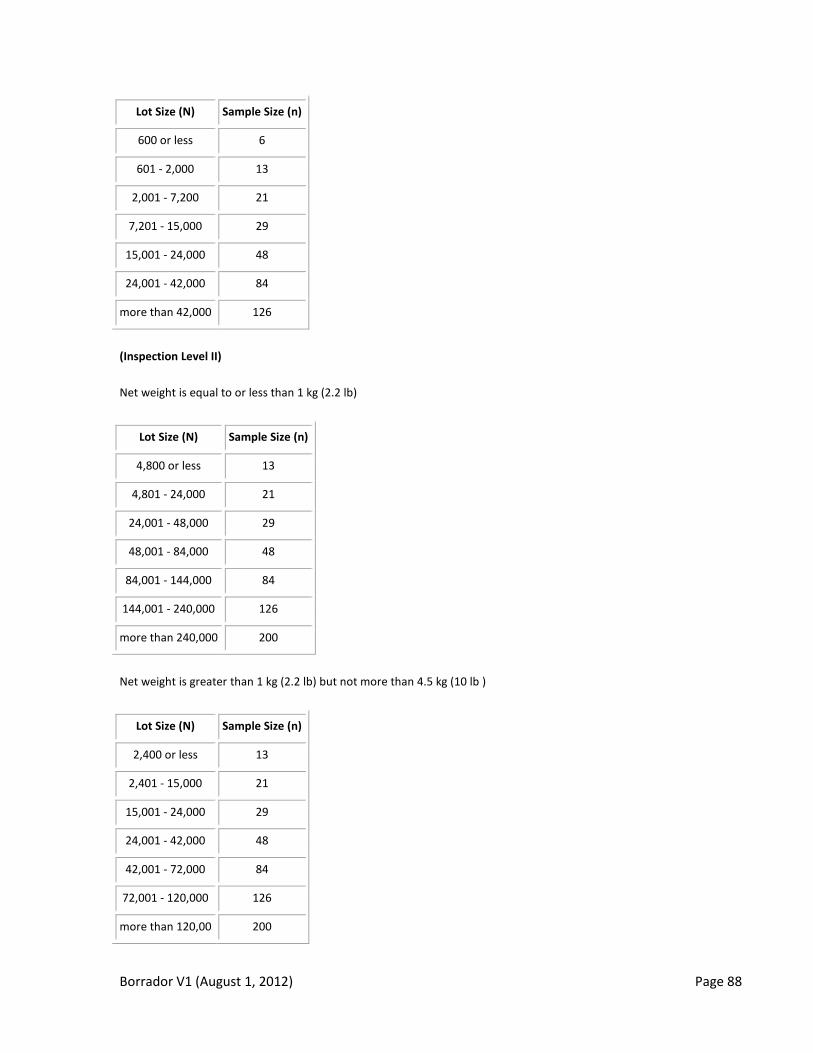
Borrador V1 (August 1, 2012) Page 88
Lot Size (N) Sample Size (n)
600 or less 6
601 - 2,000 13
2,001 - 7,200 21
7,201 - 15,000 29
15,001 - 24,000 48
24,001 - 42,000 84
more than 42,000 126
(Inspection Level II)
Net weight is equal to or less than 1 kg (2.2 lb)
Lot Size (N) Sample Size (n)
4,800 or less 13
4,801 - 24,000 21
24,001 - 48,000 29
48,001 - 84,000 48
84,001 - 144,000 84
144,001 - 240,000 126
more than 240,000 200
Net weight is greater than 1 kg (2.2 lb) but not more than 4.5 kg (10 lb )
Lot Size (N) Sample Size (n)
2,400 or less 13
2,401 - 15,000 21
15,001 - 24,000 29
24,001 - 42,000 48
42,001 - 72,000 84
72,001 - 120,000 126
more than 120,00 200
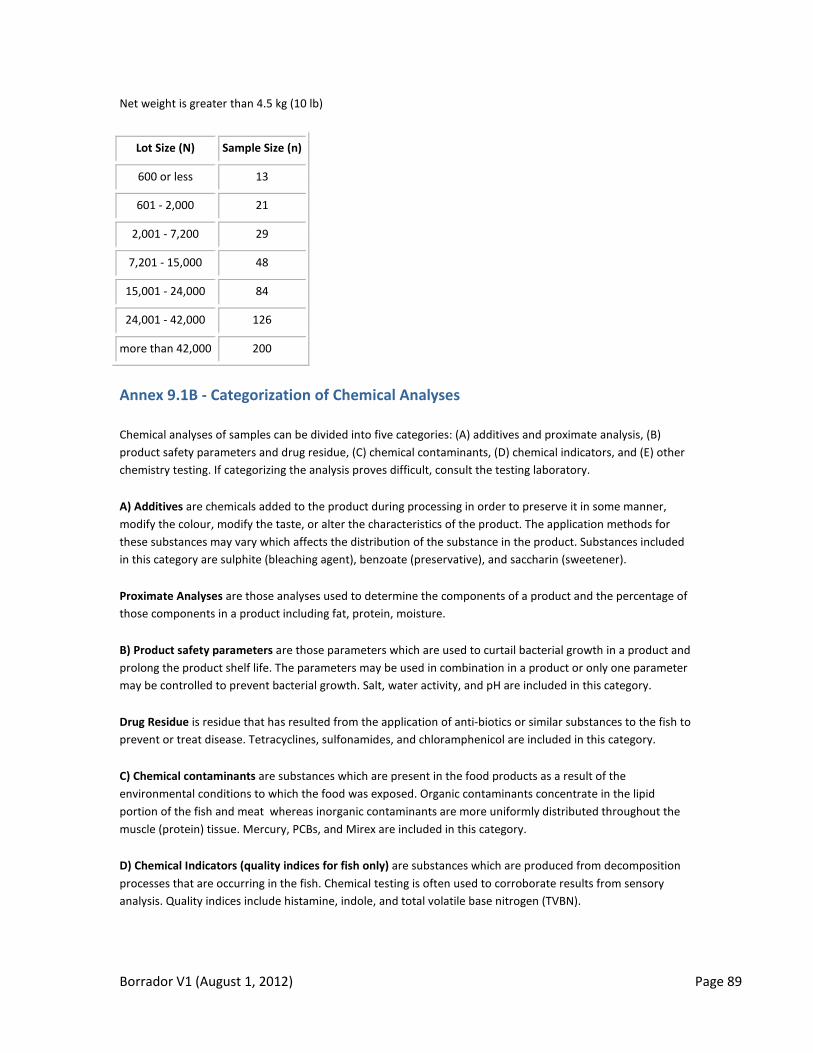
Borrador V1 (August 1, 2012) Page 89
Net weight is greater than 4.5 kg (10 lb)
Lot Size (N) Sample Size (n)
600 or less 13
601 - 2,000 21
2,001 - 7,200 29
7,201 - 15,000 48
15,001 - 24,000 84
24,001 - 42,000 126
more than 42,000 200
Annex 9.1B - Categorization of Chemical Analyses
Chemical analyses of samples can be divided into five categories: (A) additives and proximate analysis, (B)
product safety parameters and drug residue, (C) chemical contaminants, (D) chemical indicators, and (E) other
chemistry testing. If categorizing the analysis proves difficult, consult the testing laboratory.
A) Additives are chemicals added to the product during processing in order to preserve it in some manner,
modify the colour, modify the taste, or alter the characteristics of the product. The application methods for
these substances may vary which affects the distribution of the substance in the product. Substances included
in this category are sulphite (bleaching agent), benzoate (preservative), and saccharin (sweetener).
Proximate Analyses are those analyses used to determine the components of a product and the percentage of
those components in a product including fat, protein, moisture.
B) Product safety parameters are those parameters which are used to curtail bacterial growth in a product and
prolong the product shelf life. The parameters may be used in combination in a product or only one parameter
may be controlled to prevent bacterial growth. Salt, water activity, and pH are included in this category.
Drug Residue is residue that has resulted from the application of anti-biotics or similar substances to the fish to
prevent or treat disease. Tetracyclines, sulfonamides, and chloramphenicol are included in this category.
C) Chemical contaminants are substances which are present in the food products as a result of the
environmental conditions to which the food was exposed. Organic contaminants concentrate in the lipid
portion of the fish and meat whereas inorganic contaminants are more uniformly distributed throughout the
muscle (protein) tissue. Mercury, PCBs, and Mirex are included in this category.
D) Chemical Indicators (quality indices for fish only) are substances which are produced from decomposition
processes that are occurring in the fish. Chemical testing is often used to corroborate results from sensory
analysis. Quality indices include histamine, indole, and total volatile base nitrogen (TVBN).

Borrador V1 (August 1, 2012) Page 90
E) Other chemistry testing refers to testing which does not correspond with one of the afore-mentioned
categories. The tests contained in this category cannot be grouped with other tests. Species identification by
electrophoresis is included in this category.
Annex 9.1C - Systematic Random Sampling
1. Identify the N units in the population to be sampled by serially numbering them from 1 to N.
2. If a sample of size n is desired, find an integer k, called the sampling interval, where k=N/n. (round up)
3. Randomly select a number j between 1 and k.
4. The required systematic sample is then produced by the population units corresponding to the
numbers: j, j + k, j + 2k, ..., j + (n-1)k.
Example:
Lot of 2.2 kg packages of frozen, block shrimp
Number of cases: 2000
Boxes per case: 6
Lot Size (N): 12,000 cases
Number of sample units required (n): 13
Procedure:
1. Serially number the packages from 1 to 12,000 according to their placement on the skid.
2. Evaluate the sampling interval as k = N/n = 12,000/13 = 923.
3. Choose a random number (j) between 1 and 923, e.g., 11.
4. The packages of shrimp selected to make up a systematic sample of size 13 will then be those which
position numbers are:
o j, j + k, j + 2k, ...., j + 12k
o 11, 11 + 923, 11 + (2 x 923), ...., 11 + (12 x 923)
o 11, 934, 1857 , ...,11087
o that is, select the 11th package and every 923rd package after that until thirteen packages
have been identified.
Attribute Sampling Plans
Sampling Plan 1
(Inspection Level I, AQL = 6.5)
Net weight is equal to or less than 1 kg (2.2 lb)
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*

Borrador V1 (August 1, 2012) Page 91
4,800 or less 6 1 (0)
4,801 - 24,000 13 2 (1)
24,001 - 48,000 21 3 (2)
48,001 - 84,000 29 4 (3)
84,001 - 144,000 48 6 (4)
144,001 - 240,000 84 9 (6)
more than 240,000 126 13 (9)
Net weight is greater than 1 kg (2.2 lb) but not more than 4.5 kg (10 lb)
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*
2,400 or less 6 1 (0)
2,401 - 15,000 13 2 (1)
15,001 - 24,000 21 3 (2)
24,001 - 42,000 29 4 (3)
42,001 - 72,000 48 6 (4)
72,001 - 120,000 84 9 (6)
more than 120,000 126 13 (9)
Net weight is greater than 4.5 kg (10 lb)
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*
600 or less 6 1 (0)
601 - 2,000 13 2 (1)
2,001 - 7,200 21 3 (2)
7,201 - 15,000 29 4 (3)
15,001 - 24,000 48 6 (4)
24,001 - 42,000 84 9 (6)
more than 42,000 126 13 (9)
* The figure in brackets under the Acceptance Number (c) indicates the Acceptance Number for decomposition.
Sampling Plan 2
(Inspection Level II, AQL = 6.5)
Net weight is equal to or less than 1 kg (2.2 lb)

Borrador V1 (August 1, 2012) Page 92
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*
4,800 or less 13 2 (1)
4,801 - 24,000 21 3 (2)
24,001 - 48,000 29 4 (3)
48,001 - 84,000 48 6 (4)
84,001 - 144,000 84 9 (6)
144,001 - 240,000 126 13 (9)
more than 240,000 200 19 (13)
Net weight is greater than 1 kg (2.2 lb) but not more than 4.5 kg (10 lb)
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*
2,400 or less 13 2 (1)
2,401 - 15,000 21 3 (2)
15,001 - 24,000 29 4 (3)
24,001 - 42,000 48 6 (4)
42,001 - 72,000 84 9 (6)
72,001 - 120,000 126 13 (9)
more than 120,000 200 19 (13)
Net weight is greater than 4.5 kg (10 lb)
Lot Size (N) Sample Size (n) Acceptance Number
No.
Acceptance Number
(c)*
600 or less 13 2 (1)
601 - 2,000 21 3 (2)
2,001 - 7,200 29 4 (3)
7,201 - 15,000 48 6 (4)
15,001 - 24,000 84 9 (6)
24,001 - 42,000 126 13 (9)
more than 42,000 200 19 (13)
* The figure in brackets under the Acceptance Number (c) indicates the Acceptance Number for decomposition.

Borrador V1 (August 1, 2012) Page 93
Chemical Residue Surveillance Program for Foods
The chemical residue surveillance program of the Canadian Food Inspection Agency (CFIA) consists of three
well-defined components. The first is monitoring sampling, which probes the food supply for potential
contamination and is managed under the National Chemical Residue Monitoring Program (NCRMP). The
second is directed sampling which focuses on identified chemical contamination issues and the third is
compliance sampling, which seeks removal of food in violation of standards from the marketplace.
Components of the Chemical Residue Surveillance Program for Foods
National Chemical Residues Monitoring Program (NCRMP)
Monitoring or data gathering is designed to provide profile information on the occurrence of chemical residues,
food additives and microbiological organisms in predefined sampling populations. Monitoring information is
normally obtained through a statistically based selection of random samples from normal appearing
populations. The sampled lots are not held and are usually passed into consumer channels before the results
are known. No direct enforcement action is taken on the basis of monitoring alone.
The monitoring program is conducted in support of setting Maximum Residue Limits (MRLs), to discern
residue trends, to respond to international commitments, to identify potential problem areas for directed
sampling activities and to assess the effectiveness of control programs.
The National Chemical Residues Monitoring Program (NCRMP) is prioritized on the basis of estimated risk. As
such, food items consumed in greater quantities by Canadians, those that are more contaminated or those,
which are contaminated with more toxic components, are sampled and tested to the greatest extent. The
general priorities lead to a well defined sampling schedule which identifies to CFIA operations staff the time and
place that a sample is to be taken and the accredited laboratory which is to receive the sample and test it.
Although the monitoring program is not designed to provide highly accurate statistical estimates of the violative
percentages of a population, such estimates are conveniently made available as auxiliary information. For
example, if no violative samples are detected in a sample of 300 units it is convenient to infer with 95%
confidence that the violative rate in the population falls at something less than 1.00%. Although precision
becomes rapidly attenuated with smaller sample sizes, useful information can still be obtained from such
sampling. Smaller annual samples must be carried out for longer periods before significant inferences can be
drawn from the data.
When initial monitoring indicates that a contaminant in a given food commodity presents a potential risk,
sampling plans may be adjusted, but only to the point that such effort will aid in the understanding of the
problem or facilitate regulatory control. Such increased sampling may permit a study of trends, geographical
variation and seasonal prevalence and thereby aid in the design of effective control strategies. Merely
increasing the sample size without a strategy, that addresses the benefits of such an increase, is of little value.
Once the monitoring program has identified a potential problem, an effective control strategy would not
depend on increased rate of monitoring but rather on the implementation of effective directed sampling and
compliance activities.
Purpose

Borrador V1 (August 1, 2012) Page 94
The program has four purposes:
� The first is to determine the extent to which there is deviation from Good Agricultural Practices (GAP)
or Good Practice in Veterinary Medicine (GPVM). This is assessed from the violations rates found in
the monitoring phase When rates of violation exceed acceptable levels, usually 1 %, further control
activities might be triggered.
� The second is to prevent the distribution of adulterated food products containing illegal residues.
Growers and distributors of food which violate Canadian standards are placed on an enhanced
inspection in order to identify causes and reduce or prevent re-occurrences
� The third is to provide data for calculation of comparative risk associated with domestic and imported
sources of foods. This allows an estimation of equivalency of the various foreign residue control
programs with our own.
� The fourth is to provide information on the effectiveness of control measures and more importantly
the effectiveness of program modifications with respect to bringing about the desired changes. For
example, if a training initiative for producers has been effective in bringing about a reduction in the
violation rates or if a restriction in the accessibility to a specified drug has brought about an increase in
the compliance rate, etc.
Criteria used to identify compounds for inclusion in the program
For inclusion, there must be a potential for the chemical, be it a veterinary drug, agricultural chemical or
environmental pollutant to leave a residue in food. After testing programs have been in place for a minimum of
three years the accumulated data is evaluated to determine if the continuation of the sampling and testing
program is still warranted. Programs may be temporarily discontinued if the test results show no positive
residue finding in three consecutive years of at least 300 test samples. Thus after an initial monitoring phase of
three consecutive years, if a statistically valid sample size indicates no residue findings, then the annual
program may be discontinued until there is a change in usage, tolerance or analytical sensitivity which would
warrant re-institution the analysis.
In consideration of available resources, the residues for which monitoring will be instituted must always be
prioritized. It is the model used throughout. The process assures that resources are allocated to higher priority
items. Some lower ranking compounds will be included periodically or if they form part of a multiple residue
test.
The CFIA NCRMP selects test areas from an extensive list of potential chemical contaminants, including but not
limited to, veterinary drugs (both approved and not approved), agricultural chemicals (approved and not
approved), toxic metals & elements, chlorinated p-dibenzo-dioxins & furans and other environmental
pollutants. From this list the CFIA attempts to allocate its testing and inspection resources to the items of
greatest potential health risks. To achieve this a two-fold calculation is used.
The first, which is applicable to new program areas or those program areas, which have only limited historic
testing data available, employs the CES system. In this case risk is estimated on a scale of A-1 to D-4 where the
letter designation refers to the health hazard identified from the toxicity testing on animals. This information is
available in the scientific literature. The second element, the numeric designation refers to the estimated level
of exposure of the population to the specific contaminant in question. This exposure is usually available from
the literature, from Health Canada or from international organizations such as the Joint (FAO/WHO) Expert
Committee on Food Additives (JECFA) or Joint (FAO/WHO) Meeting on Pesticide Residues (JMPR). For totally

Borrador V1 (August 1, 2012) Page 95
new compounds the exposure is estimated based upon the manner in which the product is used, the amount
used per annum and the residue data provided by the registrant.
The second calculation, which is used for programs that have generated statistically significant data, involves
the estimation of potential health risk associated with the contamination levels of the food items included in
the NCRMP. If the evaluation indicates insignificant long term health risk from such exposure the testing may
be discontinued until there is a change in usage of the chemical which might affect the exposure estimates.
Evaluation of information and data generated by the NCRMP
The data from the NCRMP is reviewed in a number of ways:
� The results reported are compared to Canadian standards. If found in violation, the owner of the food
items in question is identified for further action via the compliance-testing phase. This might mean the
initiation of a "Hold and Test" program wherein subsequent lots are held until tests show that they are
if full compliance with the current Canadian standards.
� Data is reviewed on a periodic basis, usually quarterly, in order to determine if an emerging residue
issue is developing. This preliminary evaluation might lead to the introduction of directed sampling,
blitzes or special pilot surveys.
� Data is compiled for the preparation of the annual report. This information is used to determine the
ongoing status of the food supply. This permits the assessment of gradual changes in the compliance
rate, the effectiveness of introduced control measures and it augments the available databases, which
are utilized for the planning priorities.of the NCRMP.
Directed sampling
Directed sampling is to verify any suspected problems of potential health risk, suggested in the monitoring
program and is directed at targeted populations (e.g. commodity types or geographical areas). This component
verifies violations of Canadian Acts & Regulations and triggers further inspections as part of compliance action.
If warranted, product is detained until test results indicate the appropriate course of action. The approach for
directed sampling is referred to as biased or directed, and follows Codex Alimentarius specifications. Directed
sampling results leading to further compliance action (violative results) must be verified by prescribed
confirmatory techniques before any follow-up control action is taken. Education is an important element in
correcting identified problems.
Compliance
Compliance action is taken as a regulatory control measure to prevent the marketing or remove from the
market a contaminated or adulterated food product. It presupposes that enforceable regulations or guidelines
relevant to the situation are in existence. The compliance action is always directed at a specific source, (i.e. the
party felt to be legally responsible). The product is detained until the test results indicate the appropriate
disposition. The approach for compliance testing is referred to as in-depth sampling and follows Codex
Alimentarius specifications. The establishment of a chain of custody of the sample is essential if legal
proceedings are expected to ensue.
Other sampling
Borrador V1 (August 1, 2012) Page 96
Special or pilot surveys are used to gather information about the occurrence of residues not meeting the
requirement of the other program components, above. For example, initial surveys or surveys for components
outside of the health and safety criteria such as feed mix up might be included here. These are usually limited in
scope and duration.
Blitzes are used to obtain a snapshot in time at some point during the fiscal year. The scheduling of blitzes is
unannounced. A blitz may allow for the sampling of every herd presented for slaughter for a specified, usually
short, period of time not exceeding 2 to 6 weeks.
Legal sampling is undertaken for specific conditions where legal action is the anticipated follow up action.
Certain additional criteria are demanded during the sampling submission and laboratory testing of these
samples. Adherence to all quality assurance is essential. Legal advice should be sought prior to the initiation of
such activities.
Implementation of the Chemical Residue Surveillance Programs
The requirements of the monitoring portion of the NCRMP are developed with input from the CFIA commodity
program groups. The sampling information is forwarded to the CFIA operations in a very detailed format. It
specifies the date, time, commodity, species, tissues, country of origin, testing facility and pre assigned sample
number for every submission.
For non scheduled follow up samples or samples taken at the discretion of the inspector a Food Product
Sampling Report form must be completed and submitted with the sample to the receiving laboratory
responsible for the testing. The inspector has the authority to select a sample whenever there is reasonable
suspicion of a problem.
Laboratory result availability
One of the reasons that the CFIA, in its Residue Plan Design, categorizes the program components by
designations such as monitoring, directed sampling, compliance, special and pilot surveys, blitzes and legal
sampling is to maximize laboratory testing capacity. Samples for which there is higher likelihood of finding a
positive have a shorter turnaround time in order to facilitate follow up actions. Thus for surveillance,
compliance and special request samples generated at the inspectors discretion the reporting time is 5, 3 and 3
days respectively, including transit time to laboratory.
For samples generated as a result of blitzes and pilot surveys reporting times are longer. Blitzes are held at the
laboratory until all the samples are collected, typically 2 to 6 weeks, and then analysis proceeds as rapidly as
possible until all samples are completed. Pilot and special surveys usually are reported within 90 days of
sampling.
For monitoring samples reporting time is dependent on the type of residue being tested. It ranges from 3 days
for antibiotics to 45 days for toxic metals and elements. The average for monitoring samples is 21 calendar
days.
Enforcement actions and records available
Borrador V1 (August 1, 2012) Page 97
The CFIA reviews each violation and appropriate action is requested, as necessary. Such action includes; the
notification of program and operation divisions within the CFIA to initiate follow up inspections. These activities
are initiated, tracked and closed using the Residue, Anti-Microbial and Micro-Organism System (RAMS). If
there is still product on the marketplace a Food Recall will be initiated. This recall will be classified and managed
in a manner consistent with the level of risk associated with consumption of the food items.
If the violation is feed related, the on farm follow up inspections would be requested. Feed inspectors, possibly
with assistance from provincial agriculture personnel would carry out an on farm investigation, notifying the
producer of the violation, identifying any actions on future shipments and advising on means to avoid further
violations. In the case of a violation believed to be due to drug injections, notification is similar except an animal
health inspector will conduct the on farm follow up inspection.
If a prohibited drug is involved, in addition to the above actions, Health Canada's Veterinary Drugs Directorate
will be advised and the assistance of the Drug Enforcement Division of Health Canada will be requested. This
group might investigate the sources and distribution of the illegal drug product.
9.2 Sample food processing
9.3 References and further reading
POR FAVOR CONTESTAR ESTAS PREGUNTAS
1. ¿Qué sección (es) considera usted debe ser parte del
Manual de Procedimientos?
2.
- ¿Qué sección (es) no debe formar parte del Manual
de Procedimientos y debe ser como un apéndice?
3.
- ¿Qué sección (es) no debe formar parte del Manual
de Procedimientos?
- ¿Qué sección (es) debe ser más detallada?

Borrador V1 (August 1, 2012) Page 98
4.
- ¿Qué sección (es) se debe resumir?
- ¿Qué sección (s) es / no se encuentran en el presente
Manual de Procedimientos?