plc
DESCRIPTION
Trabajo sobre PLCTRANSCRIPT

UNIVERSIDAD DE CIENCIAS Y HUMANIDADES
INGENIERIA ELECTRONICA
SISTEMAS DIGITALES
PLC (Circuito lógico programable)
PROFESOR:
GONZALES SUAREZ
INTEGRANTES:
Aguirre Reyes
Chávez Oyanguren
López Polo
Muñoz Canales
Percy Robles
LIMA, LOS OLIVOS JULIO DEL 2012

INDICE
¿Qué es un PLC?
Características de un PLC
Cpu
Ram
Eeprom
Interfaces e/s
Imagen entrada y salida
Interfaces entrada y salida
Clasificación
Fuente de alimentación
Arquitectura
Etapa de acondicionamiento de señales
Etapa de control
Etapa de potencia
Sistemas de control de lazo abierto
Sistemas de control de lazo cerrado
Estructura física de un PLC CL 150 Allen Bradley
Funcionamiento
Diagrama de funcionamiento
Lenguajes de programación
Diagrama de escalera
Mnemo-técnico
Aplicaciones
Proveedores y Costos en USD
Ventajas y desventajas
¿QUE ES UN PLC? En 1968 General Motors, requería sistemas de control más potentes y diversificar sus
líneas de ensamble, entonces inicia el desarrollo de lineamientos específicos requeridos
para diseñar un sistema de control que necesitaban, así que en 1974 se patenta el PLC
por la empresa Allen Bradley, iniciando así el ingreso de nuevos controladores
automáticos, pero fue recién en 1977 queAllen Bradley lanzó al mercado el PLC2 con
un chip Intel 800.
En los 80´s se produjo un intento de estandarización de las comunicaciones con el
protocolo MAP (ManufacturingAutomationProtocol) de General Motors. También fue
un tiempo en el que se redujeron las dimensiones del PLC y se pasó a programar con
programación simbólica a través de computadoras personales en vez de los clásicos
terminales de programación. Hoy día el PLC más pequeño es del tamaño de un simple
relevador.
También se le conoce con el nombre de autómata, el cual es un sistema (PC),
programable y diseñado para controlar procesos secuenciales en el ambiente industrial.
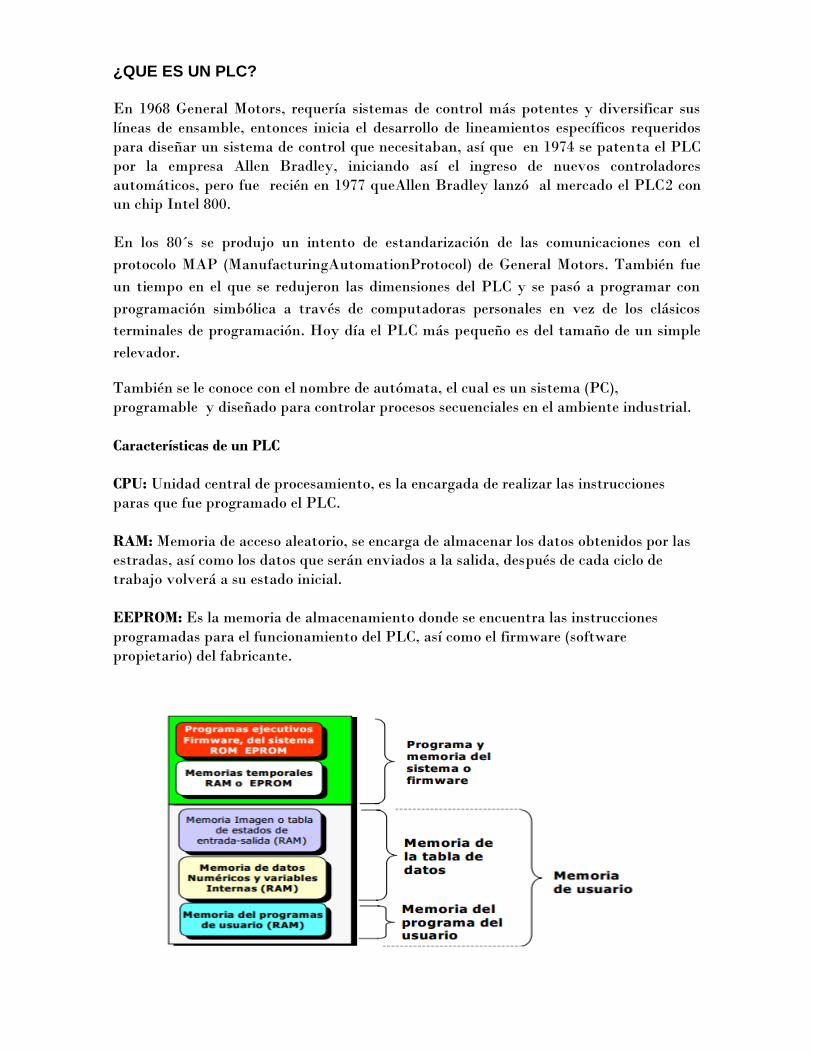
Características de un PLC
CPU: Unidad central de procesamiento, es la encargada de realizar las instrucciones
paras que fue programado el PLC.
RAM: Memoria de acceso aleatorio, se encarga de almacenar los datos obtenidos por las
estradas, así como los datos que serán enviados a la salida, después de cada ciclo de
trabajo volverá a su estado inicial.
EEPROM: Es la memoria de almacenamiento donde se encuentra las instrucciones
programadas para el funcionamiento del PLC, así como el firmware (software
propietario) del fabricante.

Interfaces E/S (I/O: input ouput): Son las encargadas de recibir o enviar los datos que son usados en el sistema, pueden ser analógicas o digitales. Imagen de entrada y de salida: Interfaces de entrada y salida: Establecen la comunicación entre el CPU y el proceso, filtran adaptan y codifican las señales de entrada y salida
Estas se clasifican en:
Tipo de señal: Digital: - 1 bit, varios bits. Analógica.
Tensión de alimentación:
De CC 24/110 v De CC a colector abierto(PNP , NPN), De CA (60/100/220 v), Por relevador (relé).
Aislamiento:
Separación galvánica (Opto-acopladores) Acoplamiento directo
Comunicación al CPU
En serie. En paralelo.
Ubicación:
Local Remoto (externo)
Fuente de alimentación: Encargado de convertir la alimentación de voltaje de 110/220V a baja tensión, normalmente los circuitos con los que se conforma y trabaja el PLC usan alimentación de 24v.

Arquitectura:
Se definen 3 etapas esenciales en los sistemas PLC
Etapa de acondicionamiento de señales.- Esta integrada por toda la serie de sensores que
convierten una variable física determinada a una señal eléctrica, interpretándose esta
como la información del sistema de control.
Etapa de control.- Es en donde se tiene la información para poder llevar a cabo una
secuencia de pasos, dicho de otra manera, es el elemento de gobierno.
Etapa de potencia.- Sirve para efectuar un trabajo que siempre se manifiesta por medio
de la transformación de un tipo de energía a otro tipo.
La unión de las tres etapas nos da como resultado el contar con un sistema de control
automático completo, pero se debe considerar que se requiere de interfaces entre las
conexiones de cada etapa, para que el flujo de información circule de forma segura entre
estas.
Los sistemas de control pueden concebirse bajo dos opciones de configuración:
Sistema de control de lazo abierto.- Es cuando el sistema de control tiene implementado
los algoritmos correspondientes para que en función de las señales de entrada se genere
una respuesta considerando los márgenes de error que pueden representarse hacia las
señales de salida.
Sistema de control de lazo cerrado.- Es cuando se tiene un sistema de control que
responde a las señales deentrada, y a una proporción de la señal de salida para de esta
manera corregir el posible error que se pudiera inducir, en este sistema de control la
retroalimentación es un parámetro muy importante ya que la variable física que se esta
controlando se mantendrá siempre dentro de los rangos establecidos.
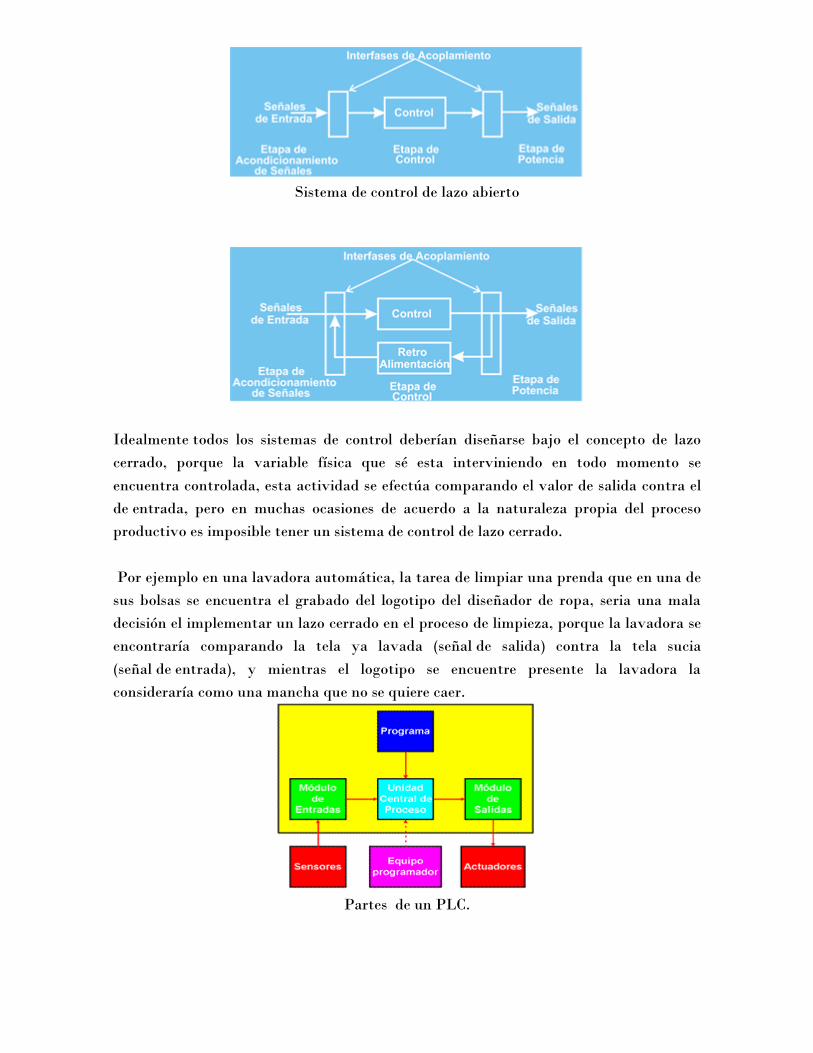
Sistema de control de lazo abierto
Idealmente todos los sistemas de control deberían diseñarse bajo el concepto de lazo
cerrado, porque la variable física que sé esta interviniendo en todo momento se
encuentra controlada, esta actividad se efectúa comparando el valor de salida contra el
de entrada, pero en muchas ocasiones de acuerdo a la naturaleza propia del proceso
productivo es imposible tener un sistema de control de lazo cerrado.
Por ejemplo en una lavadora automática, la tarea de limpiar una prenda que en una de
sus bolsas se encuentra el grabado del logotipo del diseñador de ropa, seria una mala
decisión el implementar un lazo cerrado en el proceso de limpieza, porque la lavadora se
encontraría comparando la tela ya lavada (señal de salida) contra la tela sucia
(señal de entrada), y mientras el logotipo se encuentre presente la lavadora la
consideraría como una mancha que no se quiere caer.
Partes de un PLC.

Revisando las partes que constituyen a un sistema de control de lazo abierto o lazo
cerrado, prácticamente se tiene una similitud con respecto a las partes que integran a un
PLC, por lo que cualquiera de los dos métodos de control pueden ser implementados por
medio de un PLC.
Para comenzar a utilizar los términos que le son propios a un PLC, se observará que los
elementos que conforman a los sistemas de control de lazo abierto y/o lazo cerrado, se
encuentran englobados en las partes que conforman a un Control Lógico Programable y
que son las siguientes:
- Unidad central de proceso.
- Módulos de entrada y salida de datos.
- Dispositivo de programación o terminal.
Estructura física típica de un PLC
Para un PLC CL 150 Allen Bradley
1.- indicadores led
2.- Interruptor Basculantes Stop/Run
3.- Pulsador Copy/Battery
4.- Interfaz v.24 para conexión de dispositivos de
programación.
5.- Campo de escritura (digital)
6.- Indicación de estado (digital)
7.- Salida de 24v alimentación sensor
8.-Campo de escritura de salida (digital)
9.-Indicacion de estado de salida (digital)
10.- Potencial de referencia para actuadoras

11.- Conector para módulos B-10
12.- Abastecimiento de OV para actuadores
13.- Potencial referencial OV para tensiones de
abastecimiento
14.- Tierra funcional
Funcionamiento:
El funcionamiento de un PLC como tal es lo más próximo al de una PC (Computadora),
a diferencia de esta el PLC no tiene un sistema operativo, sino que es programado por
un usuario para realizar tareas específicas para las que son requeridas, por lo demás el
PLC tiene casi los mismos elementos que una PC, memoria, CPU, I/O(Digital, I/O
(Analógico), etc.
Además como es obvio un PLC(Programable LogicCircuit) realiza de manera
automatizada un serie de secuencias prestablecidas y definidas por el programador, para
su funcionamiento, motivo por el cual también se le conoce como sistema autómata.
Lenguajes de programación para su funcionamiento
Existen variados tipos de lenguaje de programación para establecer las instrucciones
que debe realizar un PLC, aquí se explican:
Los más usados son:
Mnemónico o lista de instrucciones
Esquema de contactos o diagramas de escalera

Diagrama de escalera
Es un lenguaje de programación bastante sencillo, que consiste en la utilización de rama
de contactos para el diseño de las instrucciones internas del PLC, este tipo de
programación es muy parecido a usar los diagramas electrónicos de emulación en
Multisim, o Proteus.
Símbolos importantes:
Un ejemplo de rama completa con una serie de instrucciones:
Lista de instrucciones para control de una faja transportadora, del programa
Automation Studio pro6
Lenguaje en mnotécnico o lista de instrucciones
Consiste en un conjunto de códigos simbólicos, los cuales corresponden a una
instrucción; cada fabricante utiliza sus propios códigos y nomenclatura para nombrar
sus variables. Este lenguaje es muy parecido al Assembler para los uC.
Se especifica:
Dirección Instrucción Parámetro
0000 LD H0501
Instrucción: especifica la operación a realizar.
Parámetro: Son los datos asociados a la instrucción a realizar, son en formato TIPO o
VALOR.
Dirección: Indica la posición de instrucción en la memoria de programa.
La programación es más rápida que en el lenguaje escalera , pero es distinto de la
empresa desarrolladora del PLC a usar.
APLICACIONES:
Sus aplicaciones son variadas en la industria, y estás se adecuan a las ventajas que la
caracterizan con respecto a otras tecnologías.
SEÑALIZACIÓN Y CONTROL:
CHEQUEO DE PROGRAMAS
SEÑALIZACIÓN DEL ESTADO DE PROCESOS
MAQUINA TROQUELADORA PARA REALIZAR SOBRES DE PAPEL.
ENVASADORA AUTOMATICA DE BOTELLAS Y FRASCOS.
SISTEMA DE CONTROL DE ENTRADA Y SALIDA DE PERSONAL DE UNA
EMPRESA.
PLANTA PRODUCTORA DE HORMIGON Y ASFALTO.
MAQUINA TERMINADORA DE ASFALTO (MAQUINA VIAL)
PLANTAS DE TRATAMIENTO DE AGUA PARA CONSUMO HUMANO.
PLANTA FORMULADORAS DE PRODUCTOS ALIMENTICIOS.
DOSIFICACION DE PRODUCTOS EN LA INDUSTRIA QUIMICA.
CURTIDO DE CUEROS.
TRANSPORTES DE MATERIAL A GRANEL
TRANSPORTE DE SUSTANCIA LIQUIDAS.
ALMACENAMIENTO DE STOCK AUTOMATIZADO.
MANIOBRAS DE MAQUINAS.
MAQUINARIA INDUSTRIAL DEL MUEBLE Y LA MADERA.
MAQUINARIA EN PROCESO DE GRAVA,...
Proveedores y costos de los PLDS
Allen Bradley
1792D-0B8D 8 SOURCING 0.5 AMP OUTPUTS, 8 CONNECTORS
545.00 USD
1754 –L28BB 20 DIGITAL INPUTS, 8 DIGITAL OUTPUTS, HIGH SPEED
COUNTER, 1800.00 USD

Siamens
96HE10AA EXPANSION 10 I/O 4-24VDC IN 6 RELAY OUT
300.00 USD
6ES7-216-2AD00 CPU MODULE 216 SIMATIC 21-28VDC S7-200
900.00 USD
Omron
CPM1A-8EDEXPANSION I/O MODULES; OUTPUT TYPE:.; EXTERNAL WIDTH:66MM;
SUPPLY VOLTAGE MAX:24VDC; EXTERNAL DEPTH:70MM; FOR
USE WITH:MICRO PROGRAMMABLE CONTROLLERS
191.00 USD
Koyo

D0-05DR PLC DC 8INPUT 6RELAY OUTPUT
W/AC POWER SUPPLY 80.00 USD
SH-32RI CONTROLLER 16 INPUTS 16 OUTPUTS
1,987.00 USD
Ventajas y desventajas:
Ventajas:
- Control preciso
- Rapidez de respuesta
- Flexibilidad en el control de procesos.
- Facilidad de programación
- Seguridad del proceso
- Empleo de poco espacio
- Fácil instalación
- Menor consumo de energía
- Mejor monitoreo de funcionamiento
- Menor mantenimiento
- Detección rápida de averías y tiempos muertos
- Menor tiempo en elaboración de proyectos
- Posibilidad de añadir modificaciones sin elevar costo
- Menor costo de instalación, operación y mantenimiento
-
Desventajas:
- Mano de obra especializada
- - Centralización del proceso
- Condiciones ambientales apropiadas
- Mayor costo para controlar tareas pequeña so sencillas.
