memoria del mÓdulo de fct prÁcticas realizadas en la
TRANSCRIPT
Alumno: xxxx xxxx. G. Superior en Desarrollo de Productos en carpintería y mueble.
Prácticas Del 27-03-2009 al 9-06-2009.
MEMORIA DEL MÓDULO DE FCT PRÁCTICAS REALIZADAS EN LA EMPRESA “xxxx”

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -1- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
INDICE
1.- DATOS DE LA EMPRESA
1.1.- PERFIL DE EMPRESA.
1.1.1.- Emplazamiento y estructura física. -------------------------- 4. 1.1.2.- Planos. --------------------------------------------------------- 6. 1.1.3.- Filosofía de la empresa. ------------------------------------- 10. 1.1.4.- Productos. ---------------------------------------------------- 10. 1.1.5.- Servicio. -------------------------------------------------------11. 1.1.6.- Diseño. ---------------------------------------------------------11. 1.1.7.- Política Industrial. ------------------------------------------- 12. 1.1.8.- Calidad. ------------------------------------------------------- 12. 1.1.9.- Marketing. ---------------------------------------------------- 13. 1.1.10.- Historia. ------------------------------------------------------ 14. 1.1.11.- Organigrama. ------------------------------------------------- 15. 1.1.12.- Ficha del personal de la empresa ---------------------------- 15.
1.2.- NEGOCIO Y COMPLEMENTARIOS.
1.2.1.- Proveedores. ------------------------------------------------- 18. 1.2.2.- Talleres auxiliares. ------------------------------------------ 19. 1.2.3.- Clientes destacables. --------------------------------------- 20. 1.2.4.- Maquinaria y equipamiento. --------------------------------- 22. 1.2.5.- Producción. ---------------------------------------------------36. 1.2.6.- Hoja de pedido. -----------------------------------------------36. 1.2.7.- Sistemas implantados.----------------------------------------37. 1.2.7.1.- La empresa y la conservación del medio ambiente.37. 1.2.7.2.- Política y certificados de calidad. -----------------40. 2.- DESARROLLO DE LAS PRÁCTICAS.
2.1.- índice de los puestos de trabajo. --------------------------------------- 52. 2.2.- Descripción puestos de trabajo. ---------------------------------------- 53. 2.3.- Ficha técnica de materiales. -------------------------------------------- 82. 2.4.- Ficha técnica de productos. --------------------------------------------- 84.
2.4.1.- Mesa de dirección Modelo X. -------------------------------------- 84. 2.4.2.- Mesa de dirección Modelo Y. -------------------------------------- 85. 2.4.3.- ATLANTIS OFFICE. ---------------------------------------------- 86.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -2- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.4.- BK TREINTA Plus programa. -------------------------------------- 87. 2.4.5.- Colección D7. ------------------------------------------------------- 89. 2.4.6- Programa EOS. ----------------------------------------------------- 90. 2.4.7.- Curva – Programa Recepción 26mm. ------------------------------- 92. 2.4.8.- BK A1. --------------------------------------------------------------- 94. 2.4.9.- BK A2. -------------------------------------------------------------- 96. 2.4.10.- Programa BK6. ------------------------------------------------------ 98. 2.4.11.- Mesas de Reunión / Conferencia perfil 26mm. -------------------100. 2.4.12.- Pata Sistema. ------------------------------------------------------ 101. 2.4.13.- Mesas de Reunión / Conferencia perfil 31mm. -------------------102. 2.4.14.- Mesas de Consejo TX perfil 48mm. -------------------------------103. 2.4.15.- Mesas Tecnológicas. -----------------------------------------------104. 2.4.16.- Aulas Tecnológicas------------------------------------------------- 105.
2.5.-Funciones desempeñadas. ---------------------------------------------------- 106.
3.- CONCLUSIONES Y VALORACIÓN PERSONAL. ------------------------ 108.
4.- ANEXOS.
4.1.- Manual de calidad. 4.2.- Plan de prevención de riesgos. 4.3.- Catálogos (anexo externos) 4.4.- Tarifa (anexo externo)
5.- CD ROM.
5.1.- Presentación de la memoria (MICROSOFT POWER POINT). 5.2.- Memoria en formato digital (MICROSOFT WORD). 5.3.- Manual de Calidad (MICROSOFT WORD). 5.4.- Manual de Procedimientos (MICROSOFT WORD). 5.5.- Catálogos de productos (PDF). 5.6.- Fotografías e imágenes. 5.7.- Planos de la planta de producción (AUTO-CAD).

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -3- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.1. PERFIL DE LA EMPRESA. 1.1.1. EMPLAZAMIENTO Y ESTRUCTURA FÍSICA.
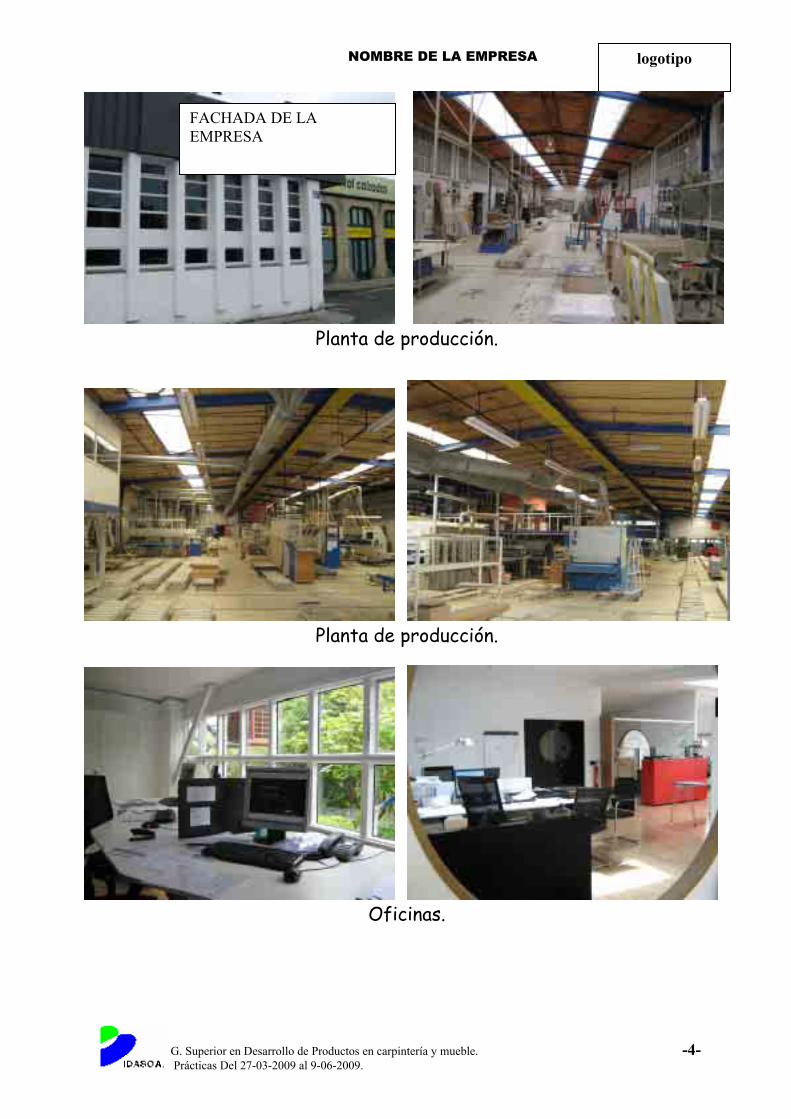
Desde 1970 BIOK cuenta con su planta industrial en el polígono de Mendelu. Se encuentra en la ciudad de Hondarribia, calle Amutealdea 5-7, apartado. de correos 20280 Gipuzkoa.
Imagen de Google Eart.
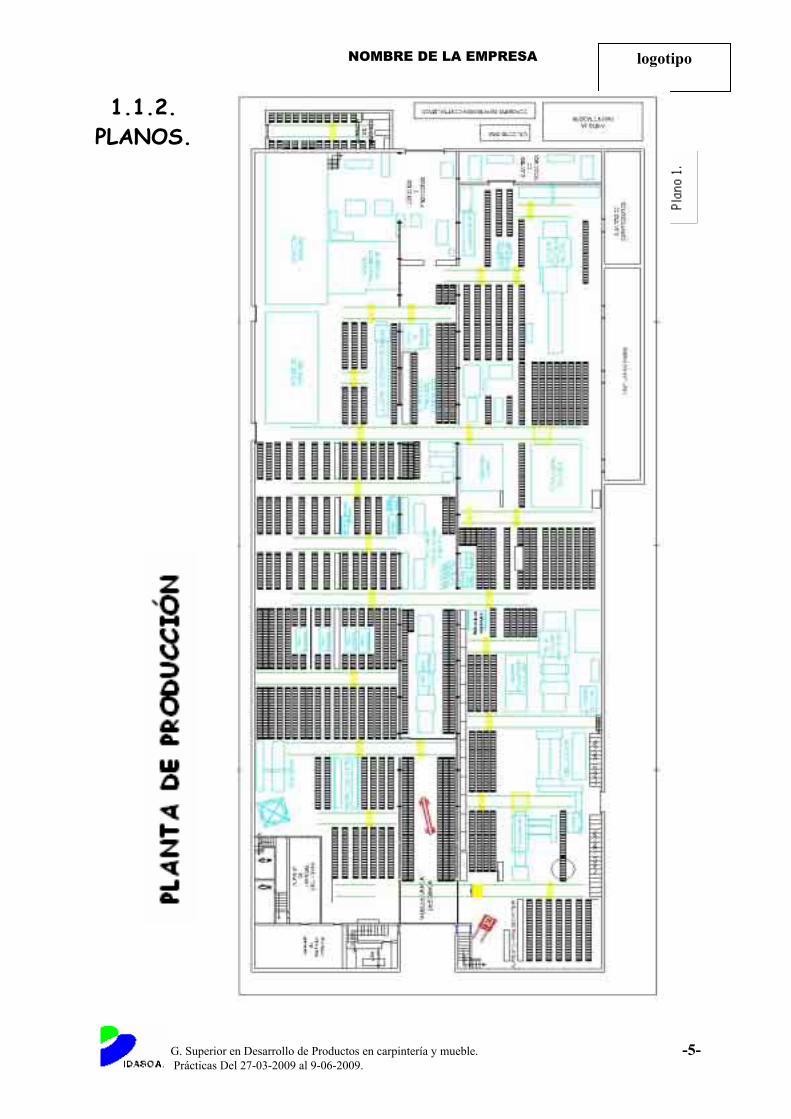
En 1985 se realizó una ampliación de las instalaciones hasta alcanzar los actuales 5000m2, que se dividen básicamente de la siguiente forma: (véase plano 1).
A. Zona de mecanizado. B. Barnizado. C. Premontaje D. Embalaje. E. Muelle de carga y descarga de camiones. F. Instalaciones auxiliares (Cuarto de mecánica, Cuarto de
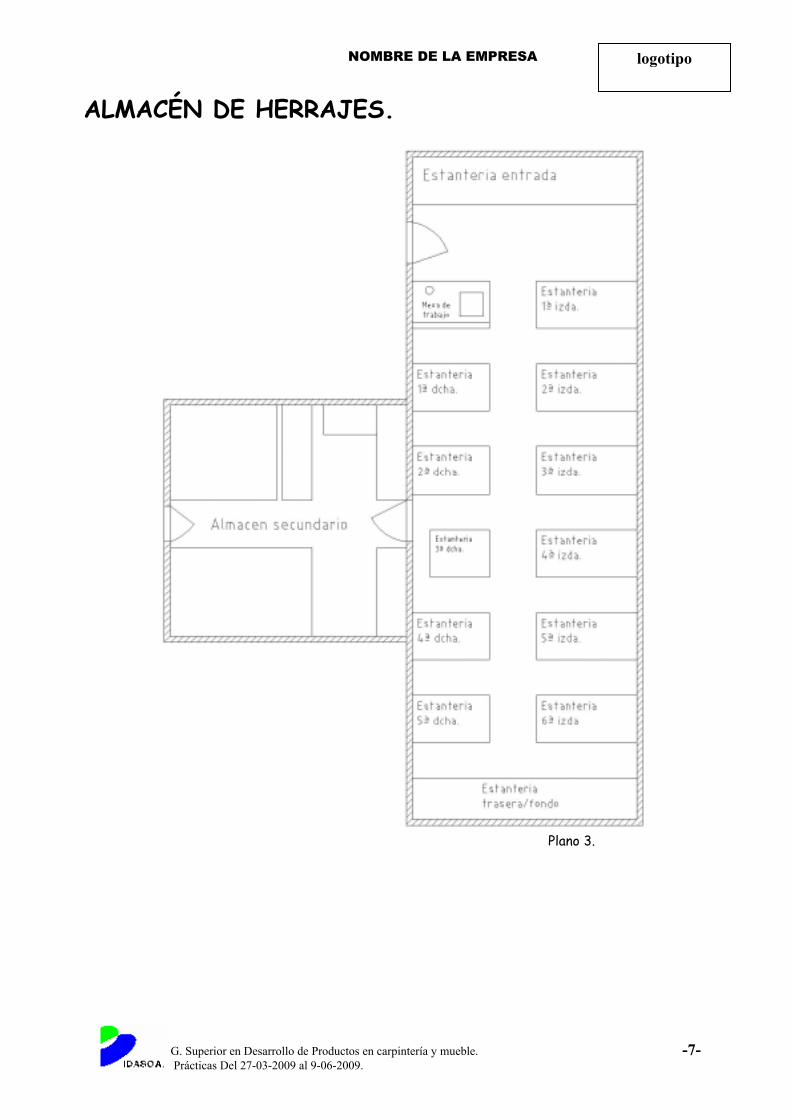
compresores, depósito de serrín, etc.). G. Almacenes(chapa, tableros y herrajes). (véase planos 3 y 4). H. Aseos y vestuarios.
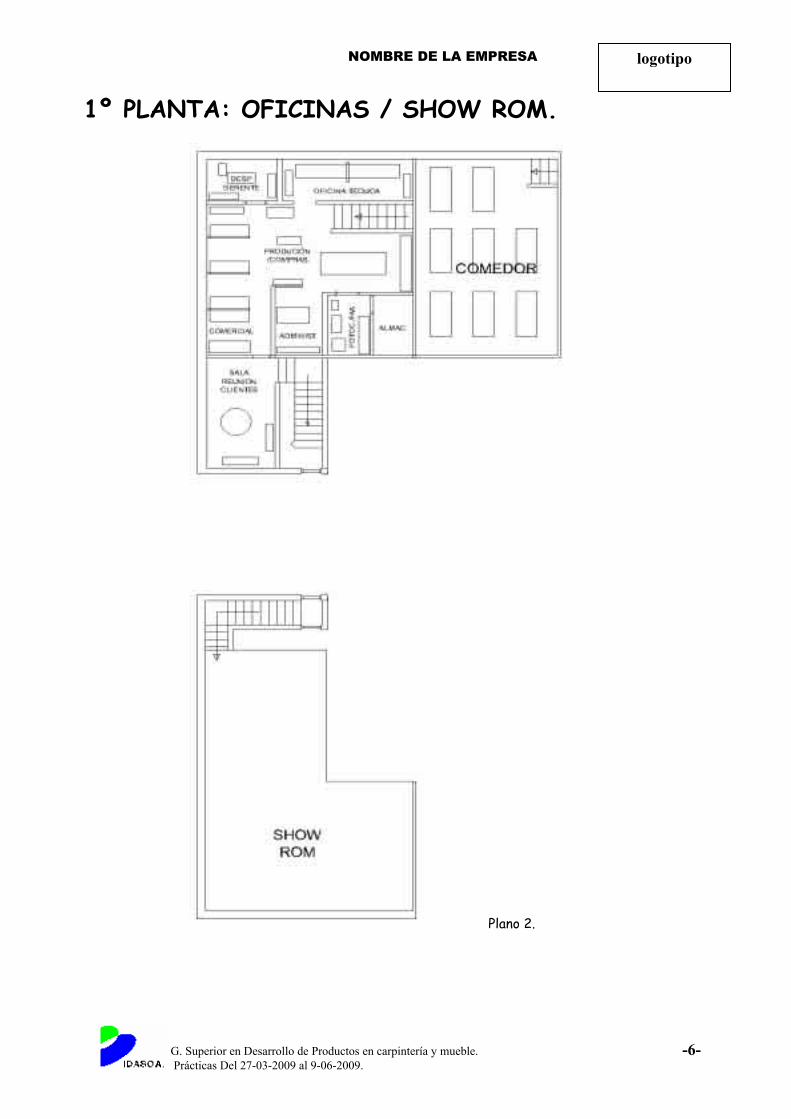
El pabellón cuenta con otra planta superior dividida en varias secciones: (véase plano 2).
A. Oficinas. B. Show Rom (Sala expositora). C. Comedor para los operarios.
EMPRESA
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -4- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Planta de producción.
Planta de producción.
Oficinas.
FACHADA DE LA EMPRESA
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -5- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.1.2. PLANOS.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -6- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1º PLANTA: OFICINAS / SHOW ROM.
Plano 2.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -7- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
ALMACÉN DE HERRAJES.
Plano 3.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -8- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
ALMACÉN DE CHAPA.
Plano 4.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -9- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.1.3. FILOSOFÍA DE EMPRESA. Desde su fundación en 1965, NOMBRE_EMPRESA se ha
mantenido fiel a su objetivo de alcanzar el máximo nivel en las tres áreas que constituyen el eje principal de su filosofía: calidad (materiales, procesos y metodología de producción), diseño y servicio, orientando al mercado toda la Organización.
Con estas metas, la firma se ha consolidado como un
referente en el ámbito de del mueble para la oficina y la instalación (contract). NOMBRE_EMPRESA desarrolla su estrategia básica en la producción de mobiliario diferenciado y una distribución selectiva. Su imagen se
refleja tanto en el diseño como en su diálogo y relación con los distribuidores y mercado.
En NOMBRE_EMPRESA se parte de la convicción de que el diseño tiene que ser
primordialmente industrial, innovador y orientado a generar productos técnicos y de calidad, ergonomía y estética diferenciada. Para ello, colabora habitualmente con algunos de los más prestigiosos estudios de diseño industrial.
Es socio de CIDEMCO, Centro de Investigación Tecnológica, donde continuamente se
somete a análisis la producción y se realiza el control de calidad. Así, la firma es poseedora de la Marca de Calidad para Mobiliario de Oficina
(certificado que cumple con el más exigente nivel sobre normativa europea en el sector) y del Certificado ISO 9001-2000. 1.1.4. PRODUCTOS.
En estos más de 40 años NOMBRE_EMPRESA se ha consolidado como referente en el ámbito del mueble para la oficina y la instalación de gama alta y medio alta.
NOMBRE_EMPRESA produce actualmente mobiliario de diseño y estilo
contemporáneo para Oficina y Contract. Cada pedido integra acabados cada vez mas personalizados de cara a formas, dimensiones y acabados (madera, laminado o texturizados).

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -10- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
La distribución de productos se realizan a través de una red de distribuidores seleccionados por su cualificación en el tratamiento de proyectos para oficinas. (asesoramiento, logística, interiorismo, etc.)
Actualmente NOMBRE_EMPRESA exporta el 20 % de su producción, siendo nuestros Principales mercados: Francia, México, Chile, Bélgica e Irlanda. 1.1.5. SERVICIO.
La exigencia de calidad de NOMBRE_EMPRESA, no sólo se refleja en términos de diseño y producción sino también en la distribución. Sus productos se distribuyen a través de una Red de Distribuidores cuidadosamente seleccionados, por su alta cualificación en el tratamiento de proyectos de arquitectura interior y por sus capacidades logísticas tanto en España como en el resto de países a los que exporta la producción.
Además el contacto permanente y directo con cada uno de los distribuidores permite
garantizar la completa satisfacción del cliente.
El departamento comercial asesora, informa y atiende continuamente multitud de solicitudes que una vez analizadas se reconducen a la red de distribución para su posterior desarrollo.
El consejo profesional, la atención y asesoramiento al cliente en el mercado. Es un
requisito muy valorado por la firma, poniendo énfasis en su continuidad. La compañía dispone de un gran equipo de profesionales que esta siempre dispuesto a asistir a la clientela y trabajar para ella. 1.1.6. DISEÑO. NOMBRE_EMPRESA parte de la convicción de que el
diseño tiene que ser básicamente innovador e Industrial, reflejando tendencias pero a la vez, aceptable tanto en el proceso de producción como en el de comercialización y consolidación de mercados.
Es por eso que NOMBRE_EMPRESA colabora habitualmente con algunos de los más prestigiosos
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -11- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
estudios independientes de diseño industrial haciendo que la innovación sea uno de los motores principales de la empresa. Innovación técnica y estética. Innovación en la calidad, el servicio, la competitividad… La estrecha colaboración entre estos profesionales y el departamento de I+D de NOMBRE_EMPRESA propicia la constante evolución del producto. Haciendo que la gama siga siendo valorada y reconocida en el ámbito del diseño como productos de técnica, calidad y estética diferenciada.
Además, NOMBRE_EMPRESA forma parte del SIDI (Salón Internacional de Diseño)
como socio y miembro en la selección de marcas y productos. 1.1.7. POLÍTICA INDUSTRIAL. NOMBRE_EMPRESA, produce en sus instalaciones de Hondarribia la mayor parte de
los elementos que componen la oferta de productos para Oficina y Contract. El fuerte desarrollo de la industria auxiliar del mueble en la zona (Gipuzkoa) permite la subcontrata de componentes y etapas del proceso productivo con proveedores de primera línea, con instalaciones acreditadas con certificaciones ISO 9001:200, auténtico valor añadido al producto NOMBRE_EMPRESA.
Actualmente NOMBRE_EMPRESA cuenta con una plantilla base en torno a los 26
operarios fijos, más eventuales en función de la cartera de pedidos. La gestión industrial se apoya en técnicas “just in time” y fabricación asistida con CAD / CAM.
El estado actual de maquinaria y tecnología de NOMBRE_EMPRESA está en plena
vigencia y actualización, respondiendo a planteamientos y esquemas de producción y trabajo “flexible”.
El principal objetivo que se persigue es optimizar la producción mediante la reducción
de costes globales que permitan un mejor posicionamiento competitivo de la firma obteniendo los recursos necesarios para invertir en medios tecnológicos de última generación. 1.1.8. CALIDAD.
La exigencia de calidad es la raíz de los esfuerzos de NOMBRE_EMPRESA por mejorar sus productos, no sólo en términos de diseño y procesos, sino considerando la calidad de los materiales empleados y su duración.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -12- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Con el fin de obtener la excelencia en la calidad, se han incrementado en los últimos años sus medidas de control. En el laboratorio se prueban las características físicas y mecánicas de cada uno de los componentes y materiales. Verificando cada 6 meses esta certificación en laboratorio y en la planta de Hondarribia.
Por ello, NOMBRE_EMPRESA es miembro de CIDEMCO, Centro de Investigación Tecnológica y posee la Marca de Calidad para Mobiliario de Oficina, certificado que cumple con el más exigente nivel sobre normativa europea en el sector. Cuenta además con el Certificado ISO 9001-2000 así como un sistema de normas y medidas para gestionar la calidad.
A pesar de las dificultades que implica la producción de madera y fibras naturales con 15 diferentes procesos algunos artesanos y muy subjetivos, el
objetivo de toda la organización es obtener la Calidad Total a través de la mejora continua. 1.1.9. MARKETING.
NOMBRE_EMPRESA considera que el único camino posible es trabajar con el horizonte puesto en el mercado, o lo que es lo mismo, al cliente. Esto exige un conocimiento profundo del mercado en que se mueve. Manteniendo contacto directo con los distribuidores, clientes, tendencias y necesidades, complaciendo la demanda tanto presente como futura.
NOMBRE_EMPRESA desarrolla sus productos y servicios orientados a un segmente
alto y medio-alto de mercado y cliente. Durante los últimos años han observado un incremento importante de la solicitud de
productos “a medida” o que requieren de una ingeniería especial. La firma cuenta con los recursos humanos y técnicos necesarios para enfrentarse a este nuevo servicio que ocupará un importante espacio en el trabajo futuro de la empresa. Pero, mediante una producción en esquemas flexibles “just in time” y asistida con CAD / CAM irá facilitando el servicio a estas demandas.
Todo el proyecto se acompaña de campañas publicitarias en medios especializados,
presencia en ferias nacionales e internacionales, catálogos técnicos y comerciales en soporte electrónico y convencional, seminarios de producto, todo lo que comunica nuestra manera de ser, creando una buena imagen de marca NOMBRE_EMPRESA.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -13- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.1.10. HISTORIA.
Cabe destacar como itinerario de la firma NOMBRE_EMPRESA la siguiente cronología: 1965 Fundación de la empresa NOMBRE_EMPRESA. 1968 Lanzamiento del sistema modular BK. Diseño de Néstor Basterrechea. 1970 Nueva planta industrial en Hondarribia. Presencia en el Salón de París. 1983 Inicio de la exportación. Presencia en Paris y Colonia. Librería Mural BK, alternativa de mueble tecnológico “separador de espacios”. 1985 Ampliación de las instalaciones actuales. 1986 Diseño BK30, BK4. 1990 Premio “Selección SIDI”. Colección BK6, BK500. 1992 Selección librería NAO. Olimpiada Cultural Barcelona. 1994 Colección Mesas Reunión BK200 - Pata Sistema “montaje fácil”. 1996 Cambio estratégico hacia sector Oficina/Contract. 1998 Selección de cuatro productos en la “Expo100 Años de Diseño Industrial en España”. 2000 Productos de dirección Gala y Dorica. Ofitec. Catálogo Integral de Oficina. Dirección, Reunión, Recepción, Operativo. 2001 Colección Eos / Orgatec. 2002 Mesas de Reunión: Aura, Ola, Oval, Ona. Liderazgo en este segmento de productos. 2004 Colección de dirección D7. 2005 Certificación ISO 9001 B07 / Mesas Tecnológicas. 2006 Colección integral A1 A2. Diseño Gabi Teixidó.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -14- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.1.11. ORGANIGRAMA.
1.1.12. FICHA DEL PERSONAL DE EMPRESA:
NOMBRE FORMACIÓN PUESTOS POSIBLES
1. xxx xxxx OFICIAL JEFE DE GRUPO Responsable Impianto barnizado y cabina
2. xxx xxxx TECNICO DE ORGANIZACIÓN DE 3ª, CURSO DE METODOS Y TIEMPOS
Embalaje manual y maquina, expediciones
3. xxx xxxx OFICIAL DE 2ª Perfiladora Celaschi, canteadora, tupí, calibradora, taladro...
4. xxx xxxx FPII CARPINTERIA Estudios y proyectos, montaje, embalaje, rematado
5. xxx xxxx OFICIAL DE 2ª Cizalla, juntadora de chapa, expediciones
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -15- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
6. xxx xxxx DIPLOMATURA TURISMO Comercial de fábrica, oficina técnica (trabajo diario a mano).
7. xxx xxxx FP I MECANICA
Ayudante de barnizado, repasado
8. xxx xxxx INGENIERIA INDUSTRIAL
Jefe de producción
9. xxx xxxx INGENIERIA TECNICA DISEÑO
Oficina de proyectos, oficina técnica.
10. xxx xxxx OFICIAL DE 1ª Montaje, preparación de maquinas antiguas, montaje en ferias.
11. xxx xxxx ESTUDIOS PRIMARIOS Embalaje, repasado, cargar y descargar Impianto.
12. xxx xxxx FP ELECTRONICA Expediciones, responsable de almacén de piezas, montaje y embalaje; sacar piezas para barnizar, clasificar piezas después de barnizado por familias (y pedidos), medir y clasificar rechazos de Impianto.
13. xxx xxxx AYUDANTE Prensa, calibradora, recepción de camiones.
14. xxx xxxx OFICIAL DE 2ª Programar taladro Alberti, Berlé, lijadora de cajones, montaje.
15. xxx xxxx AYUDANTE, CURSILLO ANTIINCENDIOS
Embalaje, montaje de patas , ayudante montaje, ayudante cabina barnizado.
16. xxx xxxx OFICIAL DE 2ª Mantenimiento, HolzHer, ayudante de barnizado cabina e Impianto, ayudante de embalaje y ayudante de montaje.
17. xxx xxxx DELINEACION BACHILLER
Comercial, oficina técnica, responsable expediciones.
18. xxx xxxx SECRETARIADO DE DIRECCION
Compras, comercial de fábrica, oficina técnica (trabajo diario a mano).
19. xxx xxxx TECNICOESPECIALISTA EN CARPINTERIA (FPII)
Trabajos de estudios y proyectos, montaje, cajoneras, rematado, repasado, canteadoras Cehisa.
20. xxx xxxx AYUDANTE Juntadora, calibradora, carga y descarga, ayudante en lijadora y prensa.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -16- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
21. xxx xxxx LICENCIADA EN
DERECHO ECONOMICO MASTER COMERCIO INTERNACIONAL
Compras y almacen.
22. xxx xxxx AYUDANTE Montaje de cajoneras, ingletadora, embalajes, cargado de camión.
23. xxx xxxx GRADUADO ESCOLAR Almacén, control de recepción de material.
24. xxx xxxx AYUDANTE, MAESTRO INDUSTRIAL ELECTRICISTA, GRADUADO SOCIAL
Rematado, embalaje, calibradora, salida (descargador) de lijadora Heesemann, montaje de patas.
25. xxx xxxx LICENCIADA EN ECONOMICAS
Dirección administrativa/financiera, R.R.H.H.
26. xxx xxxx GRADUADO ARTES APLICADAS-DISEÑO Y CIENCIAS POLÍTICAS Y SOCIOLOGÍA
Director comercial (product manager) Director general. Consejero delegado.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -17- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.2. NEGOCIO Y COMPLEMENTARIOS. 1.2.1. PROVEEDORES.
REF. Nº INF. Nº REV. FECHA PROVEEDOR
R7041 36 0 10-04 INDUSTRIAS LOTU, S.A. R7041 37 0 10-04 INDAUX, INDUSTRIAS AUXILIARES, S.A. R7041 38 0 10-04 INTERBON, S.A.
R7041 39 0 01-05 JACINTO USAN, S.A.
R7041 40 0 01-05 J.M.A. JEAN MARIUS ALLIOD, S.A.
R7041 41 0 10-04 J.M. JAUREGUI S.L.(EKAMANT)
R7041 42 0 10-04 KLÖBER GmbH
R7041 43 0 10-04 INDUSTRIAS QUIMICAS KUPSA, S.L.
R7041 44 0 10-04 COVERIGHT SURFACES SPAIN,S.A.
R7041 45 0 10-04 LANGA-POES, S.A.
R7041 46 0 10-04 CORTE LASERLAN S.L.
R7041 47 0 01-05 COMERCIAL LEPAC S.L.
R7041 48 0 10-04 TRATAMIENTOS SUPERFICIALES LEPOXI, S.A.
R7041 49 0 01-05 LEWISA, S.COOP.
R7041 50 0 12-04 LOGOS, S.COOP.
R7041 51 0 10-04 LOTUM (DISTRIBUIDOR DE E. WOOD)
R7041 52 0 10-04 LOYMOBEL, S.L.
R7041 53 0 01/05 MADELESA, S.L.
R7041 54 0 10-04 JLA EUROPE PLACAGE (MAILLOCHAUD)
R7041 55 0 01-05 MESILL, S.A.L.
R7041 56 0 11-04 OJMAR, S.A.
R7041 57 0 10-04 COLAS OTADUY, S.A.
R7041 58 0 10-04 PAPELERA DE BILBAO, S.L. (PAPELERA ANDREU)
R7041 59 0 10-04 PLASTIGAUR, S.A.
R7041 60 0 01-05 INDUSTRIAS RAGI S.A.
R7041 61 0 10-04 RUEDAS ROAR, S.A.
R7041 62 0 01-05 SAGARZAZU, DECOLETAJES
R7041 63 0 10-04 SAINT GOBAIN ABRASIVOS, S.A.
R7041 64 0 01-05 SUMINISTROS JAIZKIBEL,S.L.
R7041 65 0 01-05 TIMBERCOM, S.A.
R7041 66 0 10-04 T.M. EXIMPORT, S.L.
R7041 67 0 10-04 TRANSQUIMICA, S.A.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -18- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
R7041 68 0 10-04 TROQUELES GACO, S.A.
R7041 69 0 12-04 VAPORMAT, S.A.
R7041 70 0 01-06 OBE HETTICH
R7041 71 0 01-06 HYDRO ALUMINIOS ROCA
R7041 72 0 03-07 POSTFORMADOS SALAS
R7041 73 0 05-07 CRISTALERIA MONTES
R7041 74 0 05-07 ALUMINIO EXPRESS
R7041 75 0 06-07 CRISTALERIA GUIPUZCOANA
R7041 76 0 06-07 ITXASALDE
R7041 77 0 06-07 MADERCANT
R7041 78 0 04-08 BARDISA
R7041 79 0 07-08 CRISTALERIAS CONGOST
R7041 80 0 09-08 CHAPAS Y MAD. JOSE Mª RIBAS, S.A.
R7041 81 0 09-08 ELKOR
R7041 82 0 10-08 EMBAPOEX
R7041 83 0 10-08 MECANIZADOS ORTAIN
R7041 84 0 10-08 INTERLEATHER
R7041 85 0 11-08 LAMI
R7041 86 0 11-08 PLACISA
R7041 87 0 11-08 FROMM EMBALAJES
R7041 88 0 01-09 SAUERREKA
R7041 89 0 01-09 ESTAMP
1.2.2. TALLERES AUXILIARES.
TALLER AUXILIAR DIRECCIÓN D.N.I./
C.I.F. TEL. FAX.
TAPICERIAS TXINGUDI, S.L.
C/ Miguel de Ambulodi 9, BAJO-D 20303 IRUN
xxx xxxx 943629828 943629828
LEPOXI, S.A. CR. Gaintxurizketa, Pol. Ind. 110 20100 LEZO
xxx xxxx 943528350 943344554
CROMADOS VITALIANO GARCIA GALAN
C/ Jaizkibel 20, BAJO 20301 IRUN xxx xxxx 943619777
CARPINTERIA MARTIARENA
Bº Ventas 15, local 1 20305 IRUN xxx xxxx 943624716 943628304
TALLERES SOROA
Bº Amute Casa Gure – Ametza 20280 HONDARRIBIA xxx xxxx 943642670

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -19- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.2.3. CLIENTES DESTACABLES.
Dentro de la infinidad de clientes que ha tenido la empresa a lo largo de su historia, a continuación se detalla una lista con los principales y más relevantes. Clientes con un reconocido prestigio tanto nacional como internacional y que han mantenido o mantienen una gran relación con la empresa.
• AUDI. Red Concesionarios España.
• HONDA. Red Concesionarios España.
• CABLEONDA. Panamá.
• COMUNITEL. España.
• ELF. París.
• ENDESA-ENERSIS. España / Santiago de Chile / Argentina.
• ESA. European Space Agence.
• FRANCE TELEVISIÓN. París.
• LAN CHILE. Santiago de Chile.
• L'ORÉAL. París.
• NISSAN RENAULT. 1er. Proyecto.
• PRICE WATERHOUSE. México DF.
• SANOFI-SYNTHELABO. París.
• TERRA. Monterrey.
• ELF TOTAL. París.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -20- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
• UPI BANK. Sarajevo.
• BREN ENTERTAINMENT. Santiago.
• COCA COLA. Bilbao.
• COMUNITEL. Distintas Poblaciones.
• CONSEJERÍA EDUCACIÓN MURCIA. 343 puestos THEMA, 48 puestos BK6.
• EL CORREO ESPAÑOL. Bilbao / Vitoria.
• HIPO VIAJES. Delegaciones.
• MUTUA GENERAL. Poblaciones varias.
• A3 SOFTWARE. Barcelona.
• UNIDAD EDITORIAL - EL MUNDO. Madrid / Barcelona.
• RELACIÓN GRANDES PROYECTOS. 1º semestre 2003.
• CONSTRUCCIONES GEDI. Colección EOS. Arce y wengué. 50 puestos.
• BIBLIOTECA Y ARCHIVO MUNICIPAL. Claustro de S. Domingo Inca (Baleares) Atlantis Office. Texturizado blanco nuclear / Dórica. Mesas de lectura nuevo concepto 75 mm.
• ANEKA. CONSEJO UNIVERSIDADES. Mesas reuniones especial cerezo y peral. 23 plazas.
• BARCLAYS. París. Dirección BK30. Áreas de reunión. Arce.
• PARLAMENTO MENORCA. Áreas de reunión BK200. 27 mesas.
• TOTAL FINAL ELF. París. Dirección especial BK30-BK6. 50 puestos.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -21- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
• ALECOP. Mondragón. EOS. Arce. 60 puestos.
• XELION BANK. Polonia. EOS Dirección.
• BANDALUX. Pontevedra. BK6. 45 puestos / Dirección. Dórica.
• COLEGIO NOTARIAL. Zaragoza. Biblioteca. Atlantis Office. Mesas lectura D7.
• CIUTAT DE LA JUSTICIA.
Barcelona. 4 edificios, más de 1660ml de amueblamiento y 280 puestos operativos.
1.2.4. MAQUINARÍA Y EQUIPAMIENTO.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -22- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -23- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
CIZALLA DE CHAPA.
Cizalla de chapa longitudinal Cizalla de chapa transversal.
JUNTADORA DE CHAPA.
AL colocar la chapa de madera bajo el rodillo entre el cable y la mesa, impide
que haga masa poniendo la maquina en marcha. La chapa es arrastrada a la vez que el tubo que lleva el hilo termofusible zigzaguea pegando ambas
chapas.
Juntadora de chapa manual.
Se utiliza para pequeñas reparaciones de las chapas.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -24- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
PRENSA ENHÖNER.
Rodillos de la prensa. Mezcladora de cola
Regulamos la separación de los rodillos al ancho del tablero y se llenan de una cola especial para ello. Al pasar por ellos los tableros quedan con cola por ambas caras. Luego se colocan en la cinta transportadora y se introducen a la prensa a 130ºC, donde un minuto después debido al endurecedor de la cola, que reacciona al calor, salen los tableros chapeados y listos para seguir mecanizándose.
Cinta trasportadora entrada prensa. Cinta transportadora de salida.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -25- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
CALIBRADORA COSTA.
Permite calibrar tableros al espesor deseao.
PERFILADORACELASCHI.
Los Carros se ajustan a la anchura Salida de piezas a plataforma de auto-carga. deseada y se alimenta la maquina.
Motor para mecanizado de piezas estrechas en las que los carros no llegan a cerrarse y
mecanizar ambos cantos.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -26- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
CANTEADORA HOLZHER.
CANTEADORA PERFILES CURVOS CEHISA.
MAQUINA CONTROL NUMÉRICO CNC ALBERTI.
Carro doble móvil dela Cabezal porta-herramientas. máquina con ventosas.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -27- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
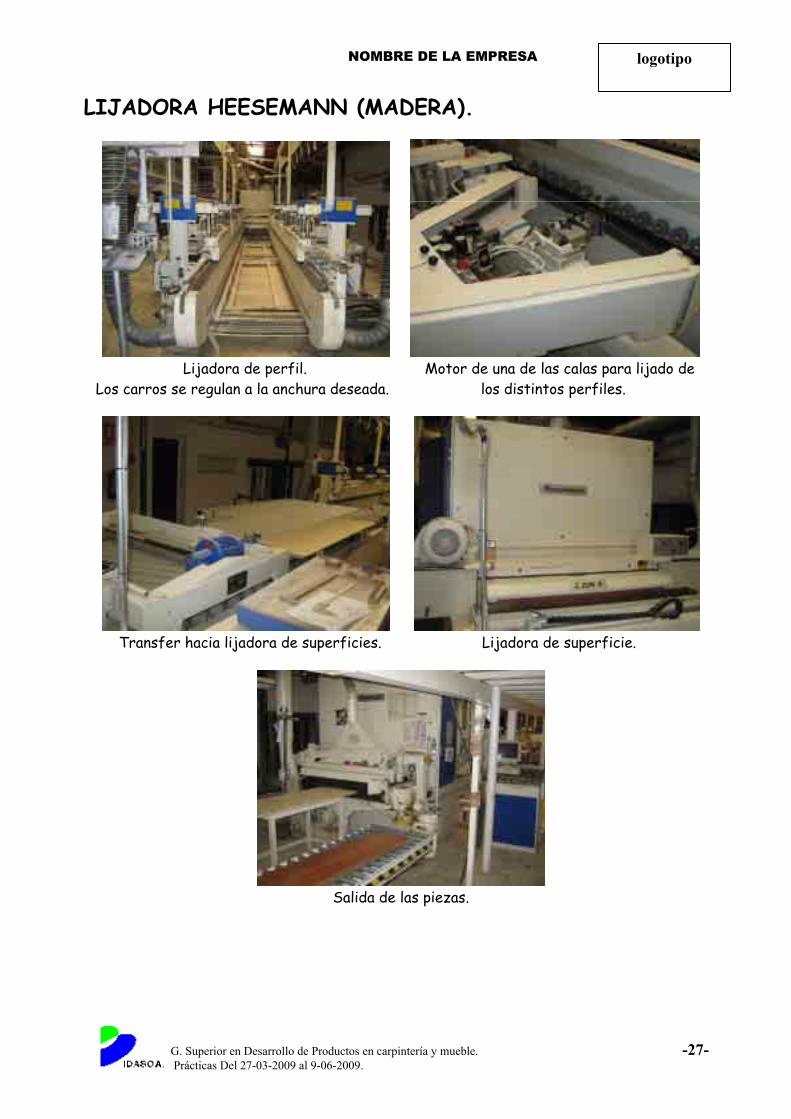
LIJADORA HEESEMANN (MADERA).
Lijadora de perfil. Motor de una de las calas para lijado de
Los carros se regulan a la anchura deseada. los distintos perfiles.
Transfer hacia lijadora de superficies. Lijadora de superficie.
Salida de las piezas.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -28- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
CÁMARA BARNIZADO.
Extractor de pintura y pistolas de barnizado. Carros de secado de las piezas.
LIJADORA HEESEMANN (FONDO).
Lijadora de perfiles. Tranfer y lijadora de superficies.
BARNIZADO AUTOMATICO IMPIANTO.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -29- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
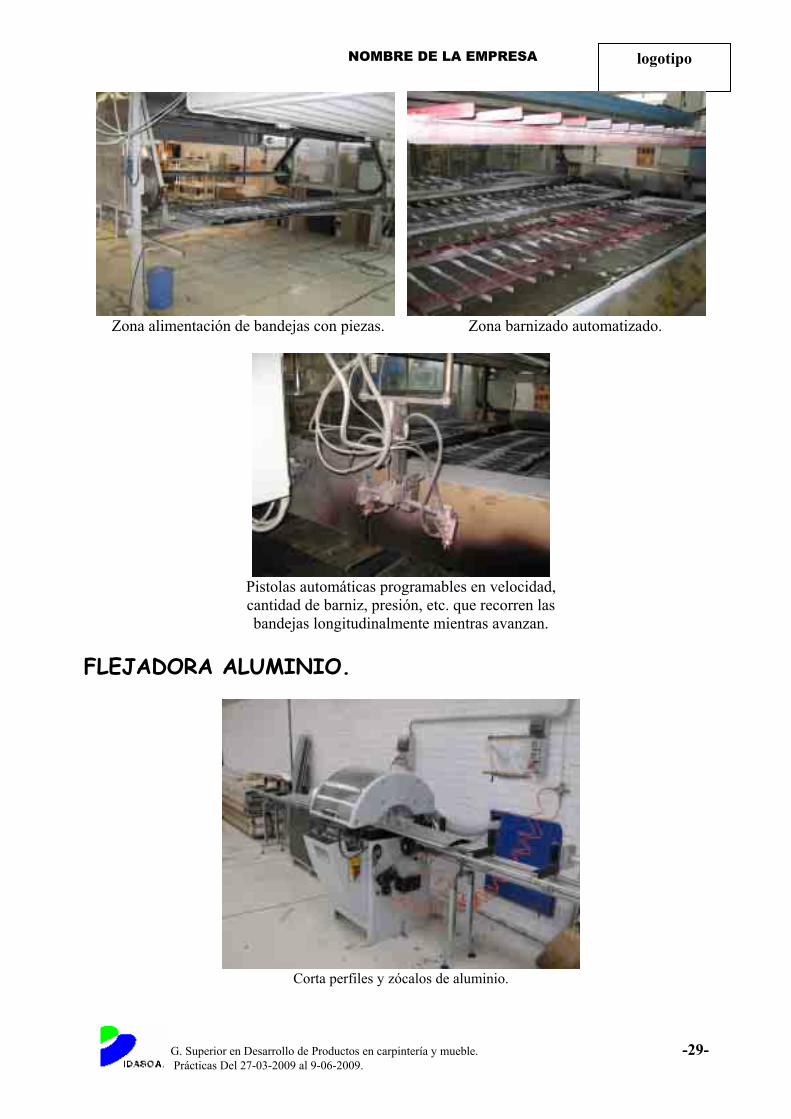
Zona alimentación de bandejas con piezas. Zona barnizado automatizado.
Pistolas automáticas programables en velocidad, cantidad de barniz, presión, etc. que recorren las bandejas longitudinalmente mientras avanzan.
FLEJADORA ALUMINIO.
Corta perfiles y zócalos de aluminio.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -30- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
INGLETEADORA DE CAJONERAS.
La doble sierra circular dispuesta a 45º realiza cortes a inglete en los tableros
PRENSA DE CAJONERAS.
Se encola la cajonera y se deja secar en
la prensa. EMBALAJE AUTOMATIZADO ERREGI.
Se introduce el producto a embalar por la cinta trasportadora y sale completamente
plastificado por el extremo opuesto.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -31- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
MAQUINARIA MANUAL.
Lijadora de banda para corregir defectos de lijado y vibradora para el rematado de cantos.
Mesas de montaje provistas Taladradoras múltiples para mecanizados. con la herramienta manual necesaria.
Escuadradora. Lijadora de banda.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -32- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Tupí. Taladradora vertical, prensas...
Distintas utilizaciones de tupís para realizar los mecanizados necesarios.
Mesa de embalaje manual con materiales
necesarios: flejes, cartón, poliespán plástico para envolver...

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -33- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
MANIPULACIÓN DE CARGAS.
Fenwik. Cinta elevadora para cargar el camión y
vías de rodillos para trasporte de tableros.
ALMACENES.
Almacén de herrajes. Almacén de chapa para cantear.
Almacén de chapa Almacén de distintas lijas y calas perfil.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -34- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Almacén de lijas superficie.
SILO SERRÍN Y VIRUTAS ASPIRACIÓN CENTRAL.
El serrín y las virutas se almacenas hasta su recogida por medios especializados.
OTROS.
Caldera a gas para calentar la prensa. Antigua incineradora de serrín. En desuso.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -35- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
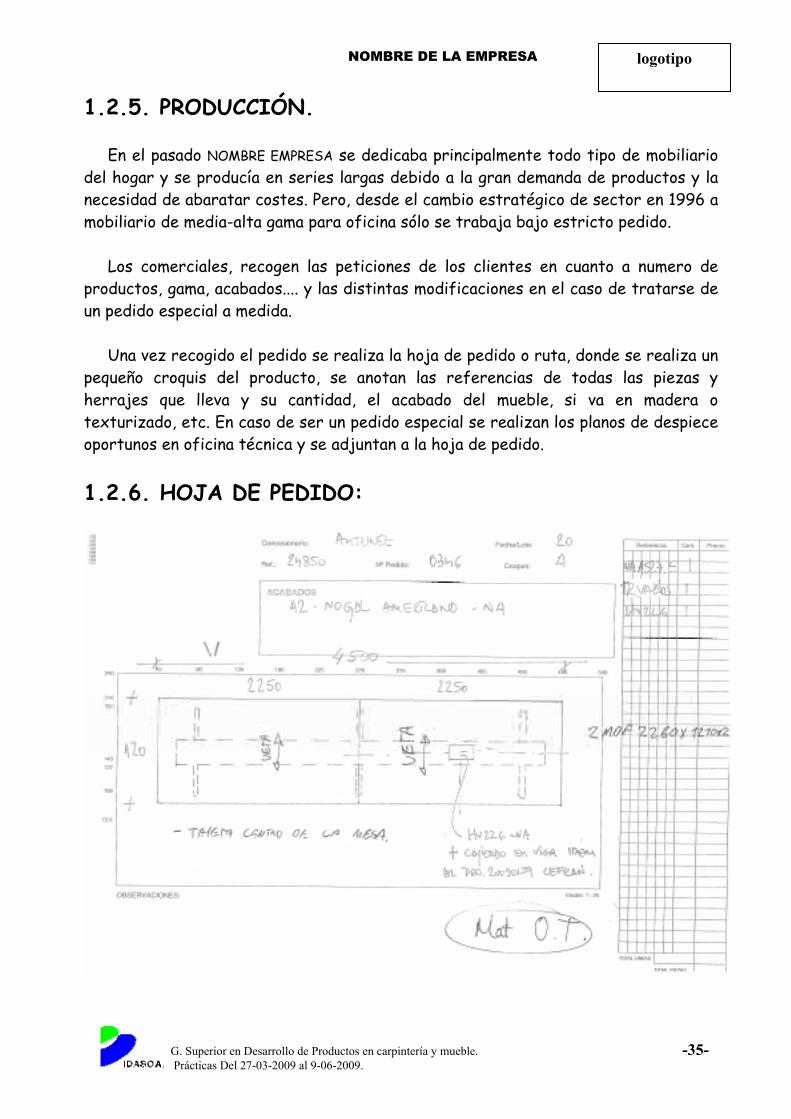
1.2.5. PRODUCCIÓN.
En el pasado NOMBRE EMPRESA se dedicaba principalmente todo tipo de mobiliario del hogar y se producía en series largas debido a la gran demanda de productos y la necesidad de abaratar costes. Pero, desde el cambio estratégico de sector en 1996 a mobiliario de media-alta gama para oficina sólo se trabaja bajo estricto pedido.
Los comerciales, recogen las peticiones de los clientes en cuanto a numero de
productos, gama, acabados.... y las distintas modificaciones en el caso de tratarse de un pedido especial a medida.
Una vez recogido el pedido se realiza la hoja de pedido o ruta, donde se realiza un
pequeño croquis del producto, se anotan las referencias de todas las piezas y herrajes que lleva y su cantidad, el acabado del mueble, si va en madera o texturizado, etc. En caso de ser un pedido especial se realizan los planos de despiece oportunos en oficina técnica y se adjuntan a la hoja de pedido.
1.2.6. HOJA DE PEDIDO:

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -36- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.2.7. SISTEMAS IMPLANTADOS: 1.2.7.1.EMPRESA Y LA CONSERVACIÓN DEL MEDIO AMBIENTE.
Nuestra empresa, ubicada en el marco incomparable de la Bahía de Txingudi, de
reconocido valor ecológico como reserva de aves migratorias y zona de entrada de salmones en el río Bidasoa, ha sido siempre consciente de la necesidad de conservar y proteger el medio ambiente. En este sentido, la dirección de EMPRESA, considerando como valor añadido para la sociedad, y por consiguiente para nuestra empresa el compromiso de conservación del medio ambiente, siempre ha trabajado de manera limpia, cumpliendo con todas las restricciones que su ubicación requiere. Por ello, y dando un paso más hacia delante, EMPRESA tiene como objetivo conseguir el certificado de gestión medioambiental según UNE-EN 14001:1996 para su sistema que ya lo cumple de manera oficiosa, poniendo medios para tal fin.
COMPROMISOS DE NUESTROS PROVEEDORES CON EL MEDIO AMBIENTE.
Las maderas sus derivados y otros componentes que en menor medida son parte de
los muebles realizados por EMPRESA, o incluso los materiales de embalaje que se utilizan para su llegada en el mejor estado posible al usuario final, son realizadas por proveedores que entienden el compromiso que mantiene EMPRESA con el medio ambiente. En este sentido, son numerosos los proveedores que han implantado la norma UNE-EN 14001:1996 o forman parte de la sociedad publica de Gestión Ambiental del Gobierno Vasco “IHOBE” para el cumplimiento de la Agenda 21.
En EMPRESA, somos conscientes que, siendo la madera la principal materia prima de
nuestra empresa, podríamos contribuir a la sobreexplotación de esta fuente natural de recursos y contribuyendo así a la desertización de ciertas zonas y al cambio climático. Por ello, considerando la madera como única fuente natural que el hombre es capaz de ir renovando, si se gestiona de manera adecuada, exigimos a nuestros proveedores de madera y derivados que estos cumplan con nuestras exigencias en este sentido. De esta manera, nuestros los proveedores cumplen con el “Sistema de Certificación de la Cadena de Custodia de la Madera” y de la certificación de Gestión Forestal Sostenible PEFC. Pero los muebles fabricados por EMPRESA no solo se componen de las mejores maderas en cuestión medioambiental, sino que estas son seleccionadas y tratadas de manera que el resultado final es de reconocido prestigio en el sector.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -37- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
No queriendo engañar al usuario final de nuestros muebles debemos decir que los muebles fabricados en EMPRESA no solo se componen de maderas de la mejor calidad, si no que también contienen tableros compuestas de fibras o partículas de madera unidas con resinas. En este sentido, y sabiendo que estas últimas pueden ser perjudiciales e incluso tóxicas exigimos a nuestros proveedores la mayor calidad en este sentido. Así los componentes fabricados con estos materiales en EMPRESA cumplen la calidad E-1 según la Normativa Europea UNE-EN 120 (máxima categoría de calidad en este sentido).
En menor medida, que la madera, los materiales que se utilizan en los muebles
construidos en EMPRESA como, metales (acero y aluminio de distinta composición según requerimientos), derivados petrolíferos (colas, resinas, plásticos y lacas), incluso los materiales utilizados por EMPRESA para el embalado son realizados por proveedores conscientes del compromiso que tiene EMPRESA con el medio ambiente y de manera que estos sean lo más respetuosos posibles.
COMPROMISO DE EMPRESA CON EL MEDIO AMBIENTE. Las exigencias requeridas a los proveedores no caen en saco roto por una inadecuada
gestión ambiental en EMPRESA. En este sentido, desde la recepción de materia prima hasta la salida del producto terminado tiene implantado un sistema de gestión ejemplar que se nos exige debido a la ubicación de la empresa y que se cumple como lo demuestran las inspecciones que realiza la administración en materia de emisiones y vertidos que realiza la empresa.
Nuestra empresa, puede considerarse limpia y respetuosa con el medio ambiente
teniendo en cuenta la mínima cantidad de residuos que produce. Los materiales utilizados por EMPRESA en el proceso de producción son reciclables y reciclados desde las maderas, barnices y disolventes, hasta el cartón que se emplea para su embalaje final. Aun así, la empresa tiene implantada un sistema de reutilización y reciclaje de los residuos que genera utilizando las infraestructuras de la administración local (recogida diferenciada de papel, plástico, metales y vidrio) o empresas subcontratadas (maderas, disolventes y lacas).
El proceso más contaminante en la fabricación de nuestros productos podría
considerarse el barnizado, por el uso de sustancias que podrían ser perjudiciales en caso de vertido y emisión, por lo que las maquinas de esta sección incluyen filtros y sensores para detectar posibles emisiones contaminantes.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -38- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
De la misma manera, los controles realizados y la preparación de nuestros operarios en
caso de vertido accidental las simulaciones de estos que se llevan periódicamente, nos permiten asegurar una mínima contaminación del entorno.
EMPRESA, atendiendo a los indicadores que auguran un calentamiento global, por el
efecto invernadero, tiene implantado un sistema de aprovechamiento de energía utilizado por las maquinas en forma de calor este por distintas maquinas según las necesidades energéticas, y por ultimo aprovechando la energía residual para calentar la planta, aumentando la eficiencia del sistema energético.
Todo ello, hace de EMPRESA una industria limpia, que resta la menos cantidad de
recursos posibles a la sociedad, sabiendo que los procesos en sentido contrario son pan para hoy y hambre para mañana, y adelantada a las exigencias de cualquier tipo que en el futuro podrían exigir las distintas administraciones.
Como conclusión, podemos decir orgullosos que EMPRESA cumple con las exigencias
medioambientales desde la materia prima hasta el producto final, siendo este totalmente reciclable al final de su vida útil, por los procesos disponibles hoy en día.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -39- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
1.2.7.2. POLÍTICA Y CERTIFICADOS DE CALIDAD. La dirección de EMPRESA, consciente del papel que juega la calidad como factor para
la competitividad y supervivencia de la Empresa, adopta y da a conocer las directrices que van a regir su política de calidad.
1. LA CALIDAD DEBE SER ENTENDIDA COMO LA REALIZACIÓN DE UN TRABAJO
EFICAZ Y SIN ERRORES POR TODOS Y CADA UNO DE LOS MIEMBROS DE LA ORGANIZACIÓN. LOS SERVICIOS PRESTADOS DEBERÁN CUMPLIR LOS MÉTODOS ESTABLECIDOS Y SATISFACER LOS REQUISITOS DEL CLIENTE.
2. EL SISTEMA DE CALIDAD IMPLANTADO DEBERÁ CUMPLIR CON LOS REQUISITOS DE LAS NORMAS UNE EN-ISO 9001:2000.
3. EL COMPROMISO DE LA DIRECCIÓN EN LA MEJORA CONTINUA DE LA
EFICACIA DEL SISTEMA DE CALIDAD.
4. LA TAREA DE MEJORAR LA CALIDAD ES EN PRIMER LUGAR, UNA RESPONSABILIDAD DE LA DIRECCIÓN, SIN EMBARGO, TODO EL PERSONAL DEBE INVOLUCRARSE EN LA MEDIDA DE SUS POSIBILIDADES EN ESTA TAREA.
5. LA MEJORA DE LA CALIDAD SERÁ AFRONTADA DE UN MODO PLANIFICADO Y SISTEMÁTICO. PARA ELLO SE FIJARÁN OBJETIVOS Y METAS ANUALES DE CALIDAD .
6. ESTA POLÍTICA ESTÁ A DISPOSICIÓN DEL PÚBLICO QUE LO REQUIERA.
7. LA EXCELENCIA EN LOS PRODUCTOS Y SERVICIOS ES EL OBJETIVO FINAL DE LA EMPRESA Y EL MANUAL DE CALIDAD ESTA CONSIDERADO COMO UNA HERRAMIENTA ADECUADA PARA CONSEGUIRLO.
Fdo: Director Gerente
Sr. D. xxxx xxxx
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -40- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -41- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -42- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -43- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -44- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -45- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -46- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -47- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -48- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -49- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -50- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -51- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2. DESARROLLO DE LAS PRÁCTICAS. 2.1. ÍNDICE DE LOS PUESTOS DE TRABAJO. REF. REV. SECCIÓN MÁQUINA
DPT03 2/02-09 ALMACÉN Almacenista. DPT07 2/02-09 MAQUINAS Cizalla de chapa MONGUZZI. DPT09 2/02-09 MAQUINAS Pegado de chapa al tablero (prensa WEMHÖNER). DPT10 2/02-09 MAQUINAS Perfiladora CELASCHI. DPT11 2/02-09 MAQUINAS Taladro múltiple ALBERTI. DPT12 2/02-09 MAQUINAS Canteadora HOLZHER. DPT13 2/02-09 MAQUINAS Canteadoras CEHISA (cantos rectos y cantos curvos).DPT14 2/02-09 MAQUINAS Lijadora HEESEMANN (madera). DPT15 2/02-09 REMATADO Rematado manual. DPT19 2/02-09 BARNIZADO Barnizado en cabina. DPT20 2/02-09 BARNIZADO Barnizado automatizado. DPT22 2/02-09 BARNIZADO Manipulador de piezas en barnizado automatizado. DPT23 2/02-09 BARNIZADO Lijadora HEESEMANN (fondo). DPT24 2/02-09 BARNIZADO Rematado manual (fondo). DPT25 2/02-09 EST. Y PROY. Operario de estudios y proyectos. DPT35 2/02-09 MONTAJE Montaje de mesas. DPT36 2/02-09 MONTAJE Montaje de cajoneras. DPT37 2/02-09 EMBALAJE Embalaje manual. DPT38 2/02-09 EMBALAJE Embalaje automatizado (ERREGI). DPT39 2/02-09 ALMACEN Expediciones. DPT40 2/02-09 OFICINA Compras. DPT41 2/02-09 OFICINA Oficina técnica. DPT43 2/02-09 OFICINA Jefe de producción. DPT44 2/02-09 OFICINA Comerciales. DPT45 2/02-09 OFICINA Delegados comerciales. DPT46 2/02-09 OFICINA Administración. DPT49 2/02-09 OFICINA Calidad. DPT50 2/02-09 OFICINA Gerente.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -52- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.2. DESCRIPCIÓN PUESTOS DE TRABAJO. A continuación, se realiza una descripción general de los principales puestos de
trabajo dentro de la empresa diferenciando entre los puestos de producción y los de oficina.
Se describen las tareas principales que en ellos se realizan, el mantenimiento a realizar y la cualificación requerida por el operario para dicho puesto según la política de la empresa. PUESTOS DE PRODUCCIÓN.
2.2.1. RECEPCIÓN DE MATERIAS PRIMAS: TABLEROS DE AGLOMERADO, M.D.F., Y MELAMINA
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
Este puesto deberá comprobar con el albarán las piezas que han llegado y su estado. Los trabajadores asignados para esta tarea deberán avisar de las no concordancias o errores que se den en los tableros a Compras para que los compruebe. EXPERIENCIA NECESARIA:
• Capacidad física necesaria para el trabajo de descarga del camión. • Aprendizaje de 1 semana al lado de una persona con experiencia.
OPERACIÓN:
RECEPCION DE LA MELAMINA: A. Poner un camino de rodillos en la plataforma del camión (si es necesario). B. Poner una tabla para el transporte de las piezas que han llegado. C. Apilar las piezas ordenadamente sobre la tabla que se ha puesto encima de los
rodillos para facilitar el trabajo en el almacén. D. Si estamos descargando tableros poner un cartón cada medio metro
aproximadamente para que al transportarlas no se abran huecos entre las pilas de tableros.
E. Una vez apiladas suficientes piezas, o las de un mismo tipo, subir la plataforma de la carretilla elevadora para igualar la altura de las vías de rodillos, y pasar las piezas a la carretilla.
F. Bajar la plataforma de la carretilla . G. Llevar las piezas al almacén.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -53- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOTA: En caso de que sean piezas grandes dimensiones (tableros de gran tamaño...) sacar del camión a mano y colocarla en un medio adecuado para su transporte.
H. Controlarlas medidas y cantidad de piezas que han venido y comprobar que son
las mismas que vienen en el albarán. I. Llevar las piezas recepcionadas a la 1ª maquina del proceso (indicado en albarán). J. Entregar el albarán a compras y avisar de las incidencias para que las compruebe
y decida que hacer.
RECEPCION DEL TABLERO AGLOMERADO Y MDF: NOTA: El transportista se encarga de descargar y de poner la mercancía en el lugar
correspondiente.
A. Ayudar al transportista en lo que pida. B. Controlar las medidas y cantidad de las piezas que han venido y comprobar que
son las mismas que vienen en el albarán. C. Entregar el albarán a compras y avisar de las incidencias para que las compruebe
y decida qué hacer. D. Llevar las piezas recepcionadas a la 1ª maquina del proceso (indicado en albarán). MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Reposición de tableros para transporte Cuando sea necesario Operario
Recargar las baterías del Fenwick Cuando sea necesario Operario
2.2.2. ALMACENTISTA DE HERRAJES PIEZAS DE POSTFORMADO Y MATERIAL DE BARNIZADO.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá llevar actualizada la gestión del almacén de herrajes. Para ello deberá llevar a los montadores las piezas que necesitan, a poder ser, con una semana de antelación a la zona de montaje y deberá indicar a compras de faltas de material en stock que no hayan sido visualizadas en el control de compras. Será tarea del trabajador asignado a este puesto la recepción y control de calidad de materias primas a él asignadas y la realización de albaranes para los transportistas para los pedidos de urgencia. Será también responsabilidad del puesto la correcta realización del inventario de barnices.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -54- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
EXPERIENCIA NECESARIA:
• Conocimientos del mundo de herrajes y componentes para el mueble o aprendizaje al lado de una persona con conocimientos en el puesto durante 4 semanas
• Conocimientos de almacenista. • Experiencia en puesto similar y aprendizaje al lado de una persona con experiencia
en el puesto durante 2 semanas o en caso de no tener experiencia en puestos similares aprendizaje al lado de una persona con experiencia durante 4 semanas.
OPERACIÓN:
RECEPCION DE PIEZAS TRANSPORTADAS EN PALETS (HERRAJES).
A. Descargar los palets con el Fenwick. B. Llevar las piezas al almacén. C. Contar las piezas que han venido y comprobar que son las mismas que vienen en el
albarán. D. Entregar el albarán a compras y avisar de las incidencias para que las compruebe
y decida que hacer.
RECEPCION DE LOS BIDONES DE BARNIZ. A. Descargar manualmente los bidones de barniz, colocándolos en una base de
madera encima de un camino de rodillos. B. Contar las piezas que han venido y comprobar que son las mismas que vienen en el
albarán. C. Entregar el albarán a compras y avisar de las incidencias para que las compruebe
y decida que hacer. D. Llevar el barniz al almacén de barnices usando el camino de rodillos o carro de
transporte. E. Colocar los bidones en el almacén en su lugar correspondiente y rotar los bidones
más viejos poniendolos primero para que estos se consuman antes que los que acaban de venir.
RECEPCION DE LAS PIEZAS DE POSTFORMADO.
A. descargar los palets con la fenwick. B. quitar las piezas de los palets y colocarlos en una base para el transporte por el
camino de raíles. C. subir a la oficina para hacer una fotocopia del albarán . D. entregar el albarán original a compras. entregar la copia del albarán a los operarios encargados de la comprobación de lo
recibido.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -55- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Recarga de energía de las baterías del Fenwick. Cuando el indicador marque que esta bajo. Operario.
Recarga de agua de las baterías del Fenwick. Cuando este bajo el nivel. Operario. Reposición de tableros base de transporte. Cuando falten. Operario.
2.2.3.CALIBRADORA (COSTA). DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá ser capaz de seleccionar el espesor, alimentar la maquina, y comprobar la calidad del trabajo realizado.
Comprobación del trabajo realizado mediante las calas pasa-nopasa. EXPERIENCIA NECESARIA:
Experiencia en puesto similar durante 3 meses o aprendizaje al lado de persona con experiencia durante 2 semanas. OPERACIÓN:
A. Analizar la hoja de ruta. B. Seleccionar el espesor a gastar por cada lado usando la regla incorporada a la
maquina. C. Controlar la primera pieza de cada serie, comprobando con la galga
correspondiente si sale a las medidas requeridas en la hoja de ruta. D. Recoger las piezas ordenadamente en la salida de maquina usando su plataforma E. Identificar las piezas con la hoja de ruta. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Rellenado del deposito de aceite. Cuando el indicador muestre nivel bajo. Operario.
Cambio de lijas. Cuando estén gastadas. Operario.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -56- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.2.4. CIZALLA DE CHAPA MONGUZZI. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará a seleccionar la chapa según el tamaño y la calidad requerido en cada pieza y cortarlo a las medidas requeridas en la hoja de ruta, realizar el control de calidad de las piezas ya cortadas y el mantenimiento de la maquina.
OPERACIÓN:
A. Analizar el pedido según la hoja de ruta o hojas de pedidos especiales. B. Seleccionar chapa según tipo, calidad, cantidad y medidas según el vale de chapa. C. Calcular las dimensiones necesarias de cada chapa. D. Cortar chapa en ancho y largo. E. Anotar sobre la chapa con una tiza la cantidad de chapas a juntar según las
medidas de la pieza. F. Identificar el lote de chapa con la hoja de ruta o hojas de pedidos especiales. MANTENIMIENTO:
OPERACION PERIODICIDAD RESPONSABLE
Engrase del husillo. Semanal. Operario. Limpieza de botones. Semanal. Operario.
Engrase de pistones de corte longitudinal. Semanal. Operario. Limpieza semanal de la zona de trabajo. Semanal. Operario.
Afilado de cuchilla. Según carga de trabajo. Empresa que realice el afilado.
Cambio de cuchilla. Según carga de trabajo. Empresa que realice el cambio.
2.2.5. JUNTADORA DE CHAPA.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá juntar las chapas de manera que las vetas de la madera tengan continuidad y reparar las esquinas de las chapas estropeadas por la manipulación de estas. El trabajador deberá supervisar el trabajo realizado y corregirlo en caso de que haya algún error.
El trabajador de este puesto deberá realizar también el mantenimiento de la maquinaria y la limpieza de la zona de trabajo.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -57- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
EXPERIENCIA NECESARIA:
Experiencia en puesto similar de 3 meses o aprendizaje con ayuda de personas con experiencia en el puesto durante 2 semanas. OPERACIÓN:
A. Analizar el pedido según hoja de ruta. B. Determinar las chapas a unir según lo anotado en el vale de chapa. C. Observar que a la chapa que llega del cortador no se ha roto por alguna veta en el
proceso de transporte. D. Si la chapa ha sido dañada, unir con la herramienta manual las zonas dañadas. E. Humedecer el rodillo. F. Quitar el hilo quemado rodando el rodillo sobre alguna chapa desechada. G. Aplicar el hilo para unir las partes dañadas. H. Pasar por el juntador de chapas la cantidad de chapas requerida de modo que la
unión quede lo mas disimulada posible (cada chapa se junta en abanico con la siguiente haciendo coincidir las vetas de la madera que pertenece la chapa).
I. Identificar las chapas unidas con la hoja de ruta.
MANTENIMIENTO:
OPERACION PERIODICIDAD RESPONSABLE Reposición de hilo. Cada vez que se acabe. Operario
Revisión de nivel de aceite. Cada 3 meses. Operario.
Limpieza del tubo de calentamiento del hilo. Cada 3-4 días aunque no se use. Operario.
Humedecer el rodillo y limpiar el rodillo de la juntadora manual. Cada vez que se use. Operario.
Engrase en los puntos de sujeción de la calefacción. Diariamente antes de empezar a trabajar.
Operario.
Reposición de liquido humedecedor. Cada mañana. Operario. Mezcla del liquido separador con agua
(1 parte de liquido por 3 de agua). Cada vez que se
termina. Operario.
2.2.6. PEGADO DE CHAPA AL TABLERO (PRENSA WEMHÖNER).
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará tanto a la preparación de cola para el proceso de pegado, como a la regulación de la máquina para una correcta fijación de las chapas al tablero y a la colocación de las chapas y los tableros en la máquina. El trabajador tendrá la obligación de comprobar la calidad del trabajo realizado.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -58- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Este trabajador deberá también realizar la limpieza y mantenimiento rutinario de la máquina y zona de trabajo. EXPERIENCIA NECESARIA:
Experiencia en un puesto similar durante 3 meses o aprendizaje al lado de personas con experiencia en el puesto durante 3 semanas.
OPERACIÓN:
A. Por la mañana, lo primero, hacer la cola mezclando sus componentes (cola, harina de centeno y agua) según medidas marcadas en el recipiente teniendo en cuenta las indicaciones del jefe de producción.
B. Mezclar en la batidora pequeña la cola con el endurecedor según el uso que vaya a tener la maquina ese día.
C. Analizar el pedido según la hoja de ruta y determinar los tableros y chapas que hay que unir.
D. Echar la cola a los rodillos y pasar los tableros por ellos. E. Colocar las chapas que vayan abajo en la cinta transportadora. F. Poner sobre la chapa el tablero correspondiente a la chapa, bien centrado. G. Poner las chapas que vayan arriba sobre el tablero bien centrado. H. Pasar el lote por la prensa. I. Comprobar que están bien pegados las chapas al tablero. J. Identificamos el lote con la hoja de ruta. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Reposición de cola. Cuando se termine. Operario.
Limpieza de los rodillos de cola. Cada día. Operario.
2.2.7. PERFILADORA CELASCHI. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará a dar forma al perfil lateral o canto de las piezas ya chapeadas con la forma de las esquinas que marque la hoja de ruta de cada tablero. Para ello deberá elegir adecuadamente el programa de control numérico que le corresponda y elegir las fresas que se necesiten en cada trabajo. Será también obligación de este trabajador supervisar el proceso de corte de la fresadora.
Este trabajador deberá también realizar el mantenimiento de la maquina y fresas, y la limpieza de la zona de trabajo.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -59- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
EXPERIENCIA NECESARIA:
Conocimiento de procesos CNC, concretamente del sistema que utiliza la Celaschi, y experiencia en puesto similar durante 3 meses o aprendizaje durante 2 meses con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Analizar el pedido según la hoja de ruta. B. Introducir el programa de la pieza o programa base. C. Encender el descargador automático y prepararlo para recoger correctamente
las piezas. D. Alimentar la maquina con una pieza. E. Comprobar que la primera pieza esta bien hecha según medidas y formas de la
hoja de ruta y comprobar escuadra. F. Si esta mal hecha volver al paso B. G. Comenzar la serie.
OPERACIONES PARA PIEZAS ESTRECHAS: A. Analizar el pedido en la hoja de ruta. B. Abrir la maquina 2 metros. C. Bajar el cabezal para piezas estrechas. D. Introducir el programa de la pieza o programa base. E. Encender el descargador automático y prepararlo para recoger correctamente
las piezas. F. Alimentar la maquina con una pieza. G. Comprobar que la primera pieza esta bien hecha según medidas y formas de la
hoja de ruta y comprobar escuadra. H. Si esta mal hecha, volver al paso D. I. Comenzar la serie.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza y engrase de la maquina. Semanal. Operario.
Rellenar el deposito de aceite. Cuando el indicador de nivel indique que
esta bajo. Operario.
Limpiar el filtro del aceite.. Cuando este sucio. Operario.
Cambio de cuchillas a las fresas. Cuando no cumplen su cometido. Operario.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -60- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.2.8. TALADRO MULTIPLE (ALBERTI). DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará a cortar los tableros ya chapeados con la forma de las esquinas que marque la hoja de ruta de cada tablero. Para ello deberá elegir adecuadamente el programa de control numérico que le corresponda y elegir las fresas y taladros que se necesiten en cada trabajo. Será también obligación de este trabajador supervisar el proceso de corte de la fresadora.
Este trabajador deberá también realizar el mantenimiento de las fresas y ventosas y la limpieza de la maquinaria y zona de trabajo. EXPERIENCIA NECESARIA:
Conocimiento de procesos CNC, concretamente del sistema que utiliza la Alberti, y experiencia en puesto similar durante 3 meses o aprendizaje durante 2 meses con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Analizar el pedido según hoja de ruta o planing diario B. Seleccionar el programa correspondiente en la maquina, en caso de un pedido
especial oficina técnica cargará el nuevo programa. C. Verificar que las herramientas que vaya a usar la maquina para el siguiente
proceso estén montadas en el cabezal y listas para usar, de no estarlas, montarlas o dejarlas listas para usar.
D. Colocar el tablero sobre las ventosas, haciendo coincidir las esquinas del tablero con el punto 0 (cero) de la maquina, apoyando el tablero correctamente sobre los topes.
E. Fijar el tablero con las ventosas y oír si alguna ventosa no se fija bien al tablero (si las ventosas no se pegan hacen un ruido característico).
F. Ordenar a la maquina que empiece a trabajar. G. Verificar que la maquina trabaja según lo previsto y sin problemas. H. En caso de error llamar al encargado para decidir que hacer con la pieza. I. Si la pieza se ha terminado sin errores, colocar la pieza en la plataforma
correspondiente, y identificarlo con la hoja de ruta.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Cambio de cuchillas a las fresas. Cuando se gasten. Operario.
Cambio de ventosas. Cuando se deterioren. Operario.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -61- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Limpieza de la maquina. Cada dos días. Operario.
Limpieza de la superficie de trabajo. Permanente. Operario. Engrase. Semanal. Operario.
2.2.9. CANTEADORA HOLZ-HER.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá cantear las piezas con los cantos de chapa o listones macizos que se indican en la hoja de ruta o planing diario, así como de observar la calidad de las piezas a la salida de la maquina.
El trabajador deberá hacer el mantenimiento de la maquina y reposición de cola, y limpiar la zona de trabajo. EXPERIENCIA NECESARIA:
Experiencia en puesto similar durante 3 meses o aprendizaje al lado de personas con experiencia durante 2 semanas. OPERACIÓN:
A. Analizar el planing diario u hoja de ruta para determinar el trabajo a hacer. B. Regular la maquina teniendo en cuenta el grosor de la chapa para cantear,
anchura del tablero, espesor del tablero, etc. C. Alimentar la maquina con una pieza. D. Comprobar a la salida de la maquina que el carro automático recibe bien las
piezas. E. Comprobar con la primera pieza que el canto se ha pegado correctamente y con
buen acabado. F. Si todo ha ido correctamente alimentar la maquina con el resto de las piezas de
la serie.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Recargar la cola Cada vez que se termine. Operario.
Recargar el canto Cada vez que se termine. Operario.
Cambiar las fresas Cada 7000 m. Operario. Limpieza de la zona de trabajo Semanal. Operario.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -62- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.2.10. CANTEADORA CANTOS CURVOS CEHISA. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto realizara el canteado de los tableros ya chapeados en el proceso anterior en la prensa, según la chapa que se indicara en la hoja de ruta o pedido y comprobara la calidad del trabajo que ha realizado el mismo, y realizara el mantenimiento general de la maquina. EXPERIENCIA NECESARIA:
Experiencia en puesto similar durante 3 meses o aprendizaje durante 1 semana con ayuda de una persona con experiencia en el puesto. OPERACIÓN:
A. Analizar la hoja de ruta para determinar el modo de canteado. B. Para cantos de pequeña largura y cantos rectos usaremos una plancha:
B.1. Aplicar la cola sobre la cinta de cantear usando el alimentador de la maquina
B.2. Aplicar la cinta sobre el tablero y calentar con una plancha para calentar bien la cola.
B.3. Apretar con un taco de madera para unir bien. B.4. Doblar la cinta usando el mismo taco. B.5. Quitar el exceso de cinta con el mismo taco, o usando la cuchilla y
terminar el borde con una lija. C. para cantos de considerable largura o cantos curvos usamos la maquina:
C.1. Según el espesor del tablero colocar las guías de manera que el tablero quede bien sujeto.
C.2. Seleccionar la herramienta para aplastar según el tipo de moldura que tenga el tablero y montarla en la maquina.
C.3. Cortar la cinta de cantear para que el alimentador suministre bien la cinta. C.4. Colocar los cantos de chapa en el alimentador. C.5. Quitar los sobrantes de cola con la cuchilla y los sobrantes de canto con la
lija o la cuchilla. C.6. Una vez terminado el lote identificar con la hoja de ruta.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -63- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
MANTENIMIENTO:
OPERACION PERIODICIDAD RESPONSABLE
Rellenado de cola. Cada vez que se termina. Operario.
Afilado de las fresas de la maquina. Cada vez que se desafilen. Operario.
Limpieza de la maquina. Semanal. Operario.
2.2.11. LIJADORA HEESEMANN (MADERA). DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará a lijar los tableros ya chapeados y cortados, usando la maquina lijadora, por los cantos y las superficies principales. Para ello deberá elegir adecuadamente el programa de control numérico que le corresponda y elegir las calas que se necesiten en cada trabajo. Será también obligación de este trabajador supervisar el proceso de lijado.
Este trabajador deberá también realizar el mantenimiento de las calas y la maquinaria y la limpieza de la zona de trabajo. EXPERIENCIA NECESARIA:
Conocimiento de procesos CNC, concretamente del sistema que utiliza la Heesemann, y experiencia en puesto similar durante 3 meses o aprendizaje durante 2 meses con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Analizar la hoja de ruta y determinar las piezas y lijas necesarias para realizar el pedido.
B. Lijado de cantos. B.1. Ver que canto tiene la pieza B.1. Montar las calas según los bordes de la pieza B.2. Colocar las lijas necesarias para realizar el trabajo (de mayor a menor
tamaño de grano B.3. Programar la maquina de acuerdo con el trabajo B.4. Colocar un tablero y comprobar que las ”calas” están bien centradas B.5. A la salida de la primera maquina comprobar que las medidas de largo y
ancho son correctas B.6. Si todo esta correcto alimentar la maquina
C. Lijado de las superficies principales. C.1. programar la maquina según el tipo de trabajo a realizar.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -64- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
C.2. comprobar que la maquina trabaja bien. C.3. identificar los defectos que aparecen en cada pieza con una tiza e ir
colocándolas en el carro. D. Alimentar la maquina dando la vuelta a los tableros para que lije el otro lado E. Identificar los errores que aparecen en cada pieza con una tiza e ir colocándolas
en el carro F. Una vez terminado el lote, identificar con la hoja de pedido. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Rellenado de aceite. Cada vez que sea necesario. Operario.
Engrasado. Cada 4 semanas. Operario. Limpieza de la maquina. Cada 2 semanas. Operario.
Cambio de lijas gastadas. Cada vez que sea necesario. Operario.
2.2.12. SECCION DE REMATADO.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto de dedicará a rematar las piezas de madera que llegan de la lijadora antes de que sean barnizadas y a la reparación de errores en las piezas en el lijado o en el barnizado.
El trabajador deberá también hacer el mantenimiento de las maquinas de su sección y la limpieza de su zona de trabajo EXPERIENCIA NECESARIA:
Experiencia en puesto similar de 6 meses o aprendizaje al lado de una persona con experiencia en el puesto durante 4 semanas OPERACIÓN:
A. Analizar el pedido con la hoja de ruta o pedido para almacén. B. Matar los cantos C. Analizar si la pieza tiene algún defecto y arreglarlo manualmente. En caso de que
tenga algún defecto grande de lijado usamos la maquina lijadora de banda. D. Una vez dejada bien la pieza, poner en el carro en caso de que haya que barnizar
en cabina, y si hay que barnizar en la maquina apilar sobre una base para el transporte por el camino de rodillos.
E. Identificar con la hoja de ruta
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -65- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
NOTA: En caso de que la pieza venga de otra sección para reparar una vez terminada la pieza devolverla al que la haya traído.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Reposición de material de trabajo. Cuando se gasten. Operario.
2.2.13. BARNIZADO EN CABINA.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador de este puesto se dedicara a barnizar en la cabina las piezas que no entren en la maquina de barnizado, para lo que deberá analizar el pedido para determinar las mezclas y cantidades a mezclar y hacer una limpieza de las herramientas usadas en el barnizado. EXPERIENCIA NECESARIA:
Conocimientos de pintado en cabina y experiencia en puesto similar durante 6 meses o aprendizaje durante 2 meses al lado de una persona con experiencia en el puesto. OPERACIÓN:
A. Analizar según hoja de ruta o pedido la pintura que se necesita. B. Ver la cantidad de pintura necesaria indicada en el planning diario de la cabina y
homogeneizar con el batidor. C. Limpiar los recipientes que se vayan a utilizar para hacer la mezcla con
disolvente y secarlos antes de usarlos. D. Hacer la mezcla entre la pintura y el reactivo según lo indicado en el bidón de
pintura y batir de nuevo. E. Limpiar con disolvente todos los elementos que se vayan a utilizar (pistolas,
difusores de las pistolas, depósitos de pintura, etc.). F. Limpieza del Airless.
F.1. Limpiar el circuito por donde pasa la pintura en el airless echando disolvente al deposito y haciéndolo circular por el circuito accionando la pistola con la punta metida en un bidón usado para los desechos que se producen en el proceso.
F.2. Una vez vacío el deposito del airless quitar los posos que se hayan quedado en el fondo con un trapo y limpiar el filtro con disolvente.
G. Verter la pintura a los depósitos de pintura de los elementos que vayamos a utilizar.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -66- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
H. Dejar con un poco de disolvente los recipientes de medida para que no se peguen los restos de pintura.
I. Colocar las piezas a pintar sobre los soportes giratorios. J. Comprobar que la elección de pintura, difusores etc. es la correcta. K. Pintar los elementos que corresponden a la pintura seleccionada. L. Dejar secar aproximadamente una hora. M. Comprobar que han quedado bien. N. Ponerlos en el carro con su hoja de ruta.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza de los recipientes de medida. Antes de cada uso. Operario.
Limpieza de los airless, pistolas de aire, limpieza de los difusores. Antes de cada uso. Operario.
Dejar los recipientes de medida con un poco de disolvente. Después de cada uso. Operario.
2.2.14. BARNIZADO AUTOMATIZADO (IMPIANTO).
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado en el puesto deberá seleccionar y preparar las pinturas, supervisar el proceso que realizan los robots, pintar con pistola las partes que no pinten los robots o partes que necesiten una cantidad extra.
También deberá realizar el ajuste de velocidad de la cadena y el brazo, la altura de la boquilla y presión de salida del barniz.
Aparte de esto, cada vez que cambie de barniz deberá limpiar los circuitos de barnizado con disolvente para que no se mezclen los barnices.
El trabajador asignado a este puesto deberá controlar la calidad del barnizado y apuntará en la hoja de rechazos las piezas que le lleguen con errores. EXPERIENCIA NECESARIA:
Conocimientos de barnizado automatizado y experiencia en puesto similar durante 3 meses o aprendizaje con ayuda de una persona con experiencia en el puesto durante 1 mes.
OPERACIÓN:
ZONA DE MONTAJE DE LAS PIEZAS SOBRE LAS BANDEJAS.
A. Analizar el pedido según planning diario de barnizado Impianto, donde se indican acabados, cantidad de piezas pintura necesaria y bandejas ocupadas.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -67- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
B. Limpiar las piezas con aire a presión. C. Poner las piezas en las bandejas por acabados intentando aprovechar al máximo
la superficie de la bandeja, y dejando un margen de una o dos bandejas cuando se cambia de pintura según la diferencia entre los tipos de pintura de las dos bandejas contiguas.
D. Una vez que lleguen las piezas pintadas y secas darles la vuelta para que se pinten del otro lado.
PINTADO DE LAS PIEZAS. A. Analizar el pedido según planning diario de barnizado Impianto, donde se indican
acabados, cantidad de piezas pintura necesaria y bandejas ocupadas. B. El operario encargado de seleccionar las pinturas debe cambiar de pintura*
cuando pasen las bandejas de un mismo color. C. Según van pasando las bandejas por la zona de pintado repasar los cantos con las
pistolas de mano.
SECADO DE LAS PIEZAS (proceso automático en el horno).
CAMBIO DE PINTURA A. Limpiar la toma de pintura con disolvente. B. Limpiar el circuito pasando disolvente por el circuito hasta que por la salida de
pintura salga disolvente limpio. C. Homogeneizar la pintura. D. Conectar la pintura indicada para el pedido. E. Abrir las salidas de pintura del robot asta que salga pintura libre de disolvente. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Mantenimiento general de la maquina. Anual. Empresa responsable de hacerlo.
2.2.15. LIJADORA HEESEMANN (BARNIZADO). DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará a lijar los tableros ya barnizados usando la maquina lijadora, por los cantos y las superficies principales. Para ello deberá elegir adecuadamente el programa de control numérico que le corresponda y elegir las calas que se necesiten en cada trabajo. Será también obligación de este trabajador supervisar el proceso de lijado.
Este trabajador deberá también realizar el mantenimiento de las calas y la limpieza de la maquinaria y zona de trabajo.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -68- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
EXPERIENCIA NECESARIA:
Conocimiento de procesos CNC, concretamente del sistema que utiliza la Heesemann, y experiencia en puesto similar durante 3 meses o aprendizaje durante 2 meses con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Analizar el pedido con la hoja de ruta o pedido para almacén. B. Según la forma del canto montar las “calas” correspondientes a su forma. C. Medir el espesor que tienen las piezas con un calibre para programar
correctamente la lijadora. D. Programar la maquina según programas base. E. Alimentar la pieza con la primera pieza. F. Comprobar el correcto centrado de las calas. G. Controlar a la salida de la pieza que lija bien. H. Montar en el carro e identificar con la hoja de ruta y mandar a repasar. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza de la maquina. Según el uso de la maquina. Operario.
Engrasado y programación. Según el uso de la maquina. Operario.
Cambio de lijas Cada vez que se necesiten. Operario.
2.2.16. REPASADO MANUAL DEL LIJADO DE HEESEMANN BARNIZADO.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
Los trabajadores asignados a este puesto se dedicarán a lijar manualmente las zonas no lijadas de las piezas que salen de la lijadora y a reparar los defectos encontrados con cera.
Así mismo, lijarán completamente las piezas que por su forma o dimensiones requieren un lijado manual.
Los trabajadores asignados a este puesto tendrán la obligación de limpiar la zona de trabajo.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -69- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
EXPERIENCIA NECESARIA:
Experiencia en trabajo similar durante 3 meses o aprendizaje al lado de una persona con experiencia en el puesto durante 1 semana. OPERACIÓN:
A. Comprobar la hoja de ruta. B. Lijar lo que no ha lijado la maquina con lijas finas (normalmente las esquinas) o
piezas que no se pueden pasar por la lijadora. C. Rellenar los defectos con cera si es necesario o consultar solución (dejar en
blanco, calibrar...). D. Dejar en el carro o en bases sobre rodillos agrupándolos según acabados y
puesto de trabajo donde se pintará (Impianto o cabina). E. Identificar con la hoja de ruta o pedido. Mantenimiento:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza de la zona de trabajo. Cada día. Operario.
Cambiar las lijas. Cada vez que se gasten. Operario.
2.2.17. CONSTRUCCION DE CAJONERAS.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto manipula las piezas para formar la estructura de las cajoneras (evolvente) usando la cortadora en inglete y la prensa para cajoneras. Este trabajador tendrá la obligación de comprobar la calidad del trabajo realizado.
Será tarea del trabajador de este puesto realizar el mantenimiento de la maquinaria y herramientas usadas en el puesto. EXPERIENCIA NECESARIA:
Experiencia en puesto similar de 3 meses o aprendizaje al lado de personas con experiencia en el puesto durante 1 semana. OPERACIÓN:
A. Analizar en la hoja de ruta o planing del día las cajoneras a hacer. B. Corte en inglete de la evolvente:
B1. Colocar el tablero en el tope correspondiente según el inglete que se va a hacer.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -70- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
B2. Colocar el celo. B3. Fijar el tablero a la maquina. B4. Pasar la ingletadora.
C. Hacer los orificios para las lengüetas:
C1. Colocar la maquina de hacer los orificios para las lengüetas esquina con esquina con la pieza.
C2. Hacer los orificios accionando la maquina hacia el interior de la pieza y rotando levemente sobre la esquina, para facilitar la unión entre piezas.
C3. En caso de que haya que hacer orificios para lengüetas en el centro de la pieza, medir para colocar la herramienta en el lugar correspondiente y actuar como en el caso anterior
C4. Limpiar la pieza con aire. C5. Encolar los ingletes, orificios para lengüetas y los orificios para los
tubillones de otras piezas (traseras, soportes para CPU, etc.). C6. Colocar las lengüetas y tubillones que falten para hacer la unión. C7. Unir las piezas correspondientes a la cajonera, dando unos golpes si
fuera necesario con un martillo y un taco de madera para no dañar la pieza
C8. Colocar en la prensa.
D. Regulación de la prensa:
D1. Soltar las piezas de la prensa quitándoles el pasador. D2. Colocar en la posición ideal para el correcto prensado. D3. Accionar la prensa. D4. Verificar que la prensa ha unido correctamente todas las piezas viendo
que no haya discontinuidades entre piezas. D5. Ayudar a la prensa a unir las piezas correctamente con un martillo de
madera. D6. Apuntar en una cajonera la hora a la que se ha prensado. D7. Esperar como mínimo una hora antes de soltar las piezas de la prensa D8. Colocarlas en una tabla base para el transporte hasta su destino.
NOTA: en caso de piezas especiales o series muy pequeñas en la que no merezca poner topes, colocar las piezas en la ingletadora midiendo con el metro la posición en la que hay que hacerle el inglete.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -71- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Recarga de la cola. Cuando se termine. Operario.
Aceite en la chapa del celo. Cuando el celo no se deslice bien sobre la
chapa. Operario.
Recambio de las sierras circulares. Cuando no corten bien. Operario.
Vaciado del carro de desechos. Cuando se llene. Operario.
Limpieza de las cajoneras. A la salida de la prensa. Operario.
Engrasado de las maquinas. Cada 2 semanas. Operario.
2.2.18. MONTAJE DE CAJONERAS.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se dedicará al completo montaje de las cajoneras, desde el montaje de las partes estructurales antes de mandar a texturizar, hasta la regulación de los cajones y archivadores después de realizar todo el montaje.
El trabajador asignado a este puesto deberá realizar el mantenimiento y limpieza de su zona de trabajo. EXPERIENCIA NECESARIA:
Conocimientos de montaje de muebles y experiencia en puesto similar de 3 meses o aprendizaje al lado de personas con experiencia en el puesto durante 1 semana. OPERACIÓN:
A. Comprobar en la hoja de ruta el trabajo a realizar. B. Unir las piezas con tubillón y cola. C. Mandar a barnizado para que la pieza tenga una buena terminación. D. Recoger las piezas de la zona de almacén para trabajar con ellas. E. Colocar las guías de los cajones y las patas de la cajonera. F. Colocar el tirador a el frente del cajón. G. Unir los frentes a la parte interior de los cajones ayudándonos con una plantilla
una plantilla solo con dos tirafondos, para poder regular cuando montemos el cajón en la mesilla.
H. Colocar los cajones sobre las guías.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -72- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
I. Regular con un martillo de plástico para que los cajones queden bien centrados y que no toquen una con la otra.
J. Fijar definitivamente el frente al cajón. K. Limpiar el mueble y comprobar que no tiene ningún error.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza de las piezas. Cada pieza. Operario.
Limpieza de la mesa de trabajo. Antes de empezar con cada mueble. Operario.
Limpieza de la zona de trabajo. Semanal. Operario.
2.2.19. MONTAJE DE MESAS.
DESCRIPCIÓN DEL PUESTO DE TRABAJO
El trabajador asignado a este puesto se dedicará al premontaje y colocación de herrajes de mesas, alas auxiliares, mostradores, etc. Este trabajador deberá comprobar el estado de las piezas que llegan para su montaje.
El trabajador asignado a este puesto deberá realizar el mantenimiento de las herramientas que usa y la limpieza de su zona de trabajo. EXPERIENCIA NECESARIA:
Experiencia en puesto similar de 3 meses o aprendizaje al lado de personas con experiencia en el puesto durante 2 semanas. OPERACIÓN:
A. Analizar el pedido según hoja de ruta y los herrajes necesarios para realizar el montaje.
B. Colocar una tabla para el transporte de las piezas acabadas. C. taladrar de los orificios para los herrajes necesarios utilizando plantillas y la
taladradora manual. D. Una vez terminada la pieza unirla al conjunto sobre los rodillos usando guata o
tacos de poliespán para que no se raye con los herrajes de las otras piezas. E. Comprobar que están todas las bisagras, tiradores, etc. correspondientes al
mueble y meterlos en una bolsa junto con el resto de herrajes necesarios (tapones cubre-tornillos, pasa-cables, patas, etc.). Si falta alguno pedirlo al almacén.
F. Cerrar la bolsa, grapándola y añadirla al pedido.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -73- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
G. Quitarle a los documentos del mueble la hoja para el montador y guardarlo en el cajón correspondiente.
H. Añadir el resto de los documentos al conjunto y llevar el conjunto a l almacén de conjuntos terminados.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Limpieza y ordenamiento de la mesa de trabajo. Antes de empezar con un nuevo montaje. Operario.
Limpieza de la zona de trabajo. Semanal. Operario. Reparaciones básicas de las herramientas. Cuando se rompen. Operario.
2.2.20. ESTUDIOS Y PROYECTOS.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
Los trabajadores asignados a esta sección deberán realizar todo tipo de trabajos manuales, imposibles o muy difíciles de realizar a máquina por su complejidad y ajuste.
EXPERIENCIA NECESARIA:
Experiencia en puesto similar de 5 meses o aprendizaje al lado de personas con experiencia en el puesto durante 2 meses. OPERACIÓN:
Entre otros, las tareas que realizan son la fabricación de piezas curvas mediante camones como patas, frentes de mostrador, etc.
Premontaje y ajuste de grandes mesas de consejo, mostradores, prensa, etc.
MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Recambio de las sierras circulares, brocas, lijas... Cuando no trabajen bien. Operario.
Vaciado del carro de desechos. Cuando se llene. Operario.
Limpieza de la zona de trabajo. Al final de cada semana. Operario.
Engrasado de las maquinas. Cada 2 semanas. Operario.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -74- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.2.21. EMBALADO MANUAL. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá embalar las piezas delicadas o de grandes dimensiones que llegan del proceso de producción manualmente usando cartón, así como el último control de calidad antes de empezar a embalar cada pieza. También deberá realizar la limpieza de las piezas y embalará en función del tipo de transporte para que estas lleguen en el mejor estado posible al cliente. El embalador también estará al cargo de identificar los bultos con rotulador escribiendo sobre la superficie del embalaje el código correspondiente. EXPERIENCIA NECESARIA:
Conocimientos de embalaje y experiencia en puesto similar de 3 meses o aprendizaje con personas de experiencia en el puesto durante 2 semanas. OPERACIÓN:
A. Analizar el pedido con la hoja de ruta y la hoja del departamento de calidad. B. Pasar la pieza con aire para limpiarlo. C. Ver si tiene algún defecto no indicado en la hoja del departamento de calidad y
si lo hubiera consultar con el encargado que hacer con la pieza. D. Decidir según el peso cuantas piezas (máximo 20Kg aproximadamente) tienen
que ir en cada embalaje. E. Poner un cartón sobre la mesa de trabajo y si es un producto delicado, o con
superficies que queremos que lleguen al destino lo mejor posible (por ejemplo una tapa de mesa) ponemos “DOBLE PROTECCION” de cartón.
F. Poner el primer elemento a embalar sobre los cartones. G. Proteger los cantos usando barras de poliestireno perfiles de cartón duro de la
medida necesaria de la pieza. H. Proteger las esquinas con las esquinas de poliuretano. I. Si son piezas curvas cortar a medida los bloques de poliuretano para que
coincidan con la curva usando el cuchillo. J. Si tenemos que poner más de una pieza, entre ellas poner guata. K. Si las dos piezas contiguas tienen caras que nos interese proteger, las poner una
pegada a la otra con guata entre ellas. L. Una vez que hayamos colocado todas las piezas que componen el embalaje, cubrir
la ultima pieza con guata y proteger con planchas de poliuretano antes de poner el cartón para cubrirlo todo.
M. Colocar la cinta adhesiva en las esquinas del cartón para fijarlo. N. Asegurar el embalaje con los flejes necesarios. O. Indicar con rotulador el código del pedido.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -75- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
P. Colocar el embalaje en el carro con el resto del pedido. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE Reposición de material de embalaje (Cartón, guata,
poliespán, etc). Cada vez que se
termine. Operario.
2.2.22. EMBALAJE AUTOMATIZADO(ERREGI).
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá realizar la preparación del montaje a embalar antes de pasarlo a plastificar en la maquina, poniendo los elementos de protección necesarios para que las piezas lleguen al destino en perfectas condiciones. El trabajador de este puesto deberá también realizar una limpieza del montaje antes de embalarlo para que la pieza llegue en el mejor estado visual posible. Este trabajador tendrá la obligación de identificar las piezas embaladas marcando con un rotulador el código de pedido correspondiente al montaje en el exterior del embalaje y de reponer el plástico de embalaje cuando este se termine. EXPERIENCIA NECESARIA:
Conocimientos en el uso de la maquinaria de embalaje y experiencia en puesto similar durante 3 meses o aprendizaje durante 2 semanas con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Analizar la hoja de ruta y la hoja del departamento de calidad B. Ver si en el conjunto de piezas a unir en el embalaje hay algún elemento de
madera C. Limpiar los componentes de melamina con disolvente y trapo y quitar los restos
de cola que no se hayan ido con una cuchilla y darles abrillantador. D. Para conjuntos de madera:
D1. Poner cartón sobre la mesa de trabajo. D2. Poner en las esquinas de la madera protectores de cartón para las
esquinas. D3. Entre pieza y pieza del conjunto poner poliuretano expandido de la medida
necesaria para que los herrajes que estén montados en las piezas no rayen otros elementos del conjunto.
D4. Rayar el cartón para que se doble por donde nosotros queramos D5. Doblar el cartón y fijarlo con cinta.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -76- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
D6. Pasar por la maquina de embalado con plástico. E. Para conjuntos sin madera:
E.1. Entre pieza y pieza del conjunto poner poliuretano expandido de la medida necesaria para que los herrajes que estén montados en las piezas no rayen otros elementos del conjunto.
NOTA: Si no hay herrajes no es necesario.
E.2. Pasar por la maquina de embalado con plástico. F. Cuando salga de la maquina comprobar que el embalado se ha realizado
correctamente y si no es así volver a pasarlo por la maquina retráctil. G. Cuando este correctamente embalado, identificar escribiendo el código
correspondiente con un rotulador sobre el embalaje. H. Colocarlo con el resto del pedido en la base colocada en el camino de rodillos. MANTENIMIENTO:
OPERACIÓN PERIODICIDAD RESPONSABLE
Reposición de plástico. Cuando se termine. Operario.
2.2.23. EXPEDICIONES.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se encargara de sacar los bultos ya embalados, colocarles la etiqueta de expedición y sacar los bultos ya etiquetados a la zona de carga. EXPERIENCIA NECESARIA:
Experiencia en puesto similar durante 3 meses o aprendizaje durante 1 semana con ayuda de personas con experiencia en el puesto. OPERACIÓN:
A. Comprobar en la hoja de confirmación de pedido los croquis que componen cada expedición y comprobar cuantos bultos marca la hoja del Dpto. de calidad.
B. Marcar en la hoja de confirmación de pedido el nº de bultos por croquis. C. Ir sacando los lotes de bultos que coinciden con el código de la hoja de
confirmación de pedido. D. Comprobar que cada lote tiene la cantidad de bultos que marca la hoja del Dpto.
de Calidad. E. Colocar a cada lote la etiqueta de expedición.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -77- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
F. Llevar cada lote a la zona de carga para que sean cargados cuando venga el camión.
PUESTOS DE OFICINA.
2.2.24. COMPRAS.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá realizar los pedidos de las materias primas necesarias para la producción, según indicaciones de jefe de producción, y controlará los pedidos recibidos. Cuando haya alguna incidencia en la recepción de algún pedido, este deberá comprobar personalmente estas incidencias y reclamar a los proveedores los errores cometidos por estos.
Este trabajador también tendrá la tarea de llamar a los transportistas para que realicen los envíos a los clientes, o para el transporte de productos entre empresas subcontratadas.
Entre sus tareas estará también la determinación de la cantidad de materiales de los pedidos cuando para ello lo requiera el jefe de producción.
Este trabajador también realizará la actualización del servidor cuando sea este el primero en llegar a la oficina.
OPERACIÓN:
A. Realización de pedidos. B. Comprobación de pedidos recibidos. C. Gestionar el transporte de productos terminados y entre empresas
subcontratadas. D. Determinación de cantidad de material de los pedidos. E. Actualización del servidor.
EXPERIENCIA NECESARIA:
• Conocimientos de gestión de compras. • Capacidad de comunicación. • Aprendizaje al lado de personas con experiencia en el puesto durante 2 meses.
2.2.25. OFICINA TÉCNICA. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto deberá realizar los planos de las piezas que se vayan a construir en la fábrica y las piezas que se mandan hacer a empresas
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -78- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
subcontratadas. Este trabajador deberá realizar también los programas de CNC de las maquinas según los planos realizados y aprobados, y de introducir estos en la maquina e informar sobre el programa introducido a los operarios.
Cuando el jefe de producción lo requiera, también deberá ayudarle a este es la determinación de cantidad de materiales que van a necesitar los pedidos realizador.
Por ultimo, será tarea de este trabajador la actualización del servidor cuando sea el primero en llegar a trabajar. EXPERIENCIA NECESARIA:
• Diseño industrial, delineación o similar y conocimientos de CNC. • Experiencia en puesto similar 6 meses. • Periodo de aprendizaje de los procesos de producción de la empresa de 2 meses. OPERACIÓNES:
A. Realización de planos. B. Programación de maquinas. C. Determinación de cantidades de material de los pedidos. D. Actualización del servidor.
2.2.26. COMERCIAL.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
Recibir solicitudes de los clientes de la zona geográfica a la que esté asignado, analizar si hubiera dudas o en caso de que sea un pedido fuera de catalogo con el Director Técnico para ver si se puede hacer, y grabar los pedidos hechos por los clientes para realizar los pedidos de materias primas y la fabricación de las piezas.
EXPERIENCIA NECESARIA:
• Capacidad de comunicación y asesoría sobre productos, técnica y valoración de los mismos.
• Conocimientos técnicos sobre las capacidades productivas de BIOK. • Experiencia en puesto similar o aprendizaje al lado de personas con experiencia en
el puesto durante 6 meses. OPERACIÓNES:
A. Asesorar a los clientes para hallar la mejor solución en cada caso, teniendo en cuenta:
A1. Productos de catálogo estandarizado. A2. Posibilidad de modificación sobre los mismos.
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -79- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
A3. Desarrollos especiales. B. Hablar con los clientes que llaman preguntando por los productos que se
fabrican. C. Hacer ofertas sobre lo que pide el cliente. D. Gestionar los pedidos. E. Analizar solicitudes standard y pedidos especiales.
2.2.27. ADMINISTRACIÓN.
DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto se hará cargo de la administración y gestión económica de la empresa, realizando además la gestiones del personal (altas, bajas, S.S.), comunicación con las administraciones públicas y gestión de impuestos aplicados a la empresa. OPERACIÓNES:
• Supervisión de los trabajos de administración. • Gestión del personal. • Gestión de los impuestos. Comunicación con las administraciones públicas. EXPERIENCIA NECESARIA:
• Diplomado o licenciado en administración de empresa/económicas. • Experiencia en puesto similar. • Aprendizaje al lado de una persona con experiencia en el puesto durante 3 meses.
2.2.28. GERENCIA. DESCRIPCIÓN DEL PUESTO DE TRABAJO:
El trabajador asignado a este puesto debe definir la política y objetivos de la empresa, así como definir la posición y plan estratégico de la empresa.
El Gerente es el encargado de supervisar el funcionamiento general de la empresa de manera que se alcancen los objetivos establecidos.
Este trabajador es el responsable de comunicar el proyecto empresarial de EMPRESA, para lo que utiliza ferias, concursos, presentaciones de productos o circulares y comunicaciones a/en la prensa u otros medios que crea oportunos para este objetivo.
Este trabajador se dedica a su vez a ponerse en contacto con los clientes actuales(con el objetivo de fidelizarlos) o nuevos clientes potenciales (para encontrar
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -80- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
nuevas posibilidades de negocio), utilizando para ello las distintas ferias que se organicen, presentando sus productos, concursos, etc.
Aparte de estas funciones, este trabajador es el responsable del departamento comercial y marketing. Por ello debe los objetivos generales, debe definir con detalle objetivos por zonas, gamas y clientes para el Dpto. Comercial. También será su responsabilidad colaborar con los comerciales a la hora de determinar en caso de productos fuera de catalogo especiales la posibilidad de realización de estos.
Este trabajador debe también dar el visto bueno a los nuevos proyectos (de encargo por clientes, o propios con o sin colaboración de estudios de diseño externos) antes añadirlos a la tarifa, y de revisar y aprobar las ofertas enviadas a los clientes. Este trabajador tiene también el deber de aprobar las modificaciones de tarifa para actualizarlo. Por ello, debe estar al día de los avances del sector para determinar la necesidad de implantar nuevos procesos o realizar nuevos productos. OPERACIÓNES:
A. Definir la política, objetivos y posicionamiento estratégico de la empresa B. Supervisar el funcionamiento de la empresa C. Supervisar el departamento comercial D. realizar tareas de marketing E. Participar en ferias, congresos, concursos... organizados para el sector F. Realizar la comunicación del proyecto empresarial de EMPRESA G. Colaborar con los comerciales en la toma de decisiones, y revisar y aprobar
las ofertas realizados por ellos. H. Participar en el desarrollo de nuevos productos o dar e visto bueno a nuevas
líneas de productos para añadirlos a la tarifa y aprobar las modificaciones de tarifa de los productos ya existentes.
I. Estar al día de los avances del sector para determinar la necesidad de implantar nuevos procesos o realizar nuevos productos.
EXPERIENCIA NECESARIA:
• Capacidad de liderazgo • Capacidad de comunicación • Conocimiento de la empresa • Conocimientos de procesos de producción de la fábrica • Conocimientos de las nuevas tendencias en el mundo del mueble
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -81- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.3. FICHA TÉCNICA MATERIALES. Las maderas utilizadas son escogidas teniendo en cuenta la época adecuada para su
talado en origen. Durante tres meses aproximadamente se exponen los tablones a la intemperie, cortados a un mismo grosor, separados con listones para su aireación, hasta conseguir un grado de humedad en todos ellos. Debido a un tratamiento anterior, logramos que con el posterior secado artificial,
obtengamos un grado de humedad constante, rebajado a niveles que hacen posible la utilización de la madera en todas las condiciones ambientales.
Las chapas de madera se diferencian por su propia estructura física. El acabado de
las mismas es de homogeneidad natura. Por su origen se distinguen dos grupos: europeos (peral, haya, roble y nogal) y otros (cerezo, arce y sapelly). El acabado puede ser natural, tintada (tonos peral, cerezo y palisandro), lacada o texturizada en los diferentes colores del catálogo EMPRESA según gama. Es característica EMPRESA la protección de cantos a través de maderas macizas o chapas encoladas para conseguir mayor espesor.
Barnices de naturaleza ureico-melamínica de mayor dureza, mayor resistencia a la luz
y a los agentes químicos. Acabado poliuretano transparente, aplicados con robot/pistola. Brillos semimate.
Laminados sobre tableros de fibra de 26 mm. en tapas de mesa y 10 mm.en traseras,
de gramaje 100 g/m2. (Mesa presión). Pinturas en recubrimientos electrolíticos, texturado epoxi negro. Formulación a
base de resina epoxídica con tixotropia para conseguir el efecto texturado aplicado en diferentes piezas metálicas de hierro, patas, tiradores, estructuras, etc. Se obtiene un estético acabado que disimula defectos
superficiales. Pinturas en niquelados y cromados de espesores mínimos NI-15 micros, Cr 0,5
micros. Pinturas en cincados con espesores superiores a 4 micras aplicado en piezas como
tiradores, cerraduras y pequeños elementos que se pretende un alto acabado decorativo. Cerraduras provistas de sistema de cierre tipo falleba. Núcleo fundido con baño de
cromo, siendo el cilindro de latón cromado. Funciona mediante sistema de cuatro

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -82- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
pistones de latón cromado de 200 combinaciones distintas pudiendo ser también amaestradas.
Ruedas inyectadas de polipropileno ICI GMW 101 normativa ASTM-D-882, con
nucleo interior de acero al carbono. Prueba de carga 145 Kg. Guia corredera de chapa de 1,5 mm de grosor tratamiento anti-corrosivo. El
deslizamiento es por rodamiento bolas de acero. Cojinetes de nylon. Las guías de cajón de madera son ocultas protegiendo el contacto con el usuario. Llevan tope de seguridad que evita la salida de cajones y archivos. 40.000 ciclos carga 20 Kg. Sin deformación y 16 Kg. En guía oculta. Bisagras funcionales después de 40.000 ciclos y en programa BK treinta de apertura
de 180º. La bisagra acabada en cromo en los otros programas con apertura de 104º y acabado niquelado y zincado. Capitel y base niveladora de pata metálica, bases de mesa de reunión y abrazaderas
y soportes de balda. El aluminio es en aleación, comprendiendo cobre para facilitar el posterior mecanizado. Tubos barras y perfiles metálicos utilizados en estructuras portantes de planos,
patas metálicas diámetro 60 mm y espesor 1,5 mm, bandejas recogecables, bandejas balda de 1 mm, nervios de refuerzo etc, todo bajo características europeas de densidad, dilatación, resistencia, elasticidad y dureza.
Faldones: Tablero de fibras de madera (MDF) de 20 mm. de espesor y superficies recubiertas con chapas de madera. Va provisto de 2 escuadras pintadas epoxi negro y unidas a la tapa quedando perfectamente unido.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -83- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4. FICHA TÉCNICA DE LOS PRODUCTOS:
2.4.1. MESA DE DIRECCIÓN DÓRICA.
Grandes dimensiones y materiales nobles configuran una nueva propuesta para las áreas de máxima representación. Un nuevo estilo de trabajo y relación en una estética sobria y concisa. Gama: Rectangular 215x95. Cuadrada 140x140 – 159x159 Tapas: Tablero tipo taborado. Perfil de 45 mm de espesor. Estructura metálica T
oculta. Rigidizar y antipandeo. Doble tablero de aglomerado de 11 mm. Poliespan expandido. Ligereza y evita peso. Acabados: Tablero chapeado 0,6 mm en madera Arce americano, Cerezo o Roble
para tintar (wengé o blanquecino). Medio poro canteado perimetral 1,5 mm idem tablero. Barnizado poliuretano aplicado a pistola robotizada. Estructura: Patas cuadradas 9x9 cm MDF chapeado 1,5 mm 6 caras. Acabado idem
tablero. Sistema anclaje a tapa (modelo registrado). Epoxy color aluminio Mate. Nivelador epoxy aluminio mate. Opciones: Mueble escribanía y Ala auxiliar. 2 Tipos de cajoneras y 3 muebles auxiliares.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -84- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.2. MESA DE DIRECCIÓN GALA.
Grandes dimensiones y materiales nobles configuran una nueva propuesta para las
áreas de máxima representación. Gala incorpora funciones de reunión y trabajo personalizado donde destaca la calidad y prestigio del nuevo puesto de dirección. Gama: Rectangular curvada 220x106. Cuadrada 140x140 - 159x159 Tapas: Tablero estructural de 36 mm. Perfil ala de avión en MDF Tablero superior
espesor 12 mm subdividido en diferentes elementos. Escribanía en piel (plena flor) atornillada a la estructura para una fácil reposición. Acabados: Tablero estructural texturizado (negro, azul navy, marrón y aluminio).
Tablero superior superior chapeado y canteado en madera de Cerezo, Peral y Arce americano de 0,60 mm. Barnizado poliuretano aplicado a pistola robotizada. Estructura: Patas metálicas de 90 mm de diámetro forradas en piel. Capitel y base
niveladora epoxy aluminio Acabado en piel a juego escribanía o texturizado. Opciones Faldón frontal en madera idem tablero. Ala o mesa auxiliar. 2 Tipos de
cajoneras y 3 muebles auxiliares.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -85- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.3. ATLANTIS OFFICE.
Librería Sistema para el amueblamiento de nuevos espacios: Bibliotecas, áreas de
clasificación, Home office y Despachos de Dirección con un tratamiento altamente personalizado. Gama: El programa de librería se desarrolla con 2 alturas operativas 197 y 235 cm y
3 anchos de modelación 44,30, 68 y 91,70 cm. Trasera opcional. Servicio de baldas, puertas, cajones y vitrinas. Estructura: Columnas de 31 mm de espesor de tablero de fibra canteado y chapeado
en madera . Baldas entre columnas de 26 mm idem columnas. Opción cornisa de 26 mm perfil biselado al frente. Los frentes de puertas y cajoneras 20 mm chapeados Y canteados. Acabados: Maderas nobles de Peral, Arce natural, Cerezo y Roble teñidos. Chapas de
0,60 mm Barnizado de poliuretano aplicado a pistola robotizada. Opciones: Vitrinas enmarcadas y correderas perfil de aluminio chapeado acabado en
Cerezo teñido y texturizado aluminio. Cristal de 4 mm transparente y al ácido. Tres tipos de tirador. Lacados y texturizados gama EMPRESA

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -86- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.4. BK TREINTA – PLUS PROGRAMA
• Colección BK Treinta Programa integral de mobiliario en maderas nobles para Dirección y Dirección
Operativa. Modelos: Ronda, Classic, Onda, Delta, Omega, Club, Mix y Arco. Gama: Diferentes tipos de ala auxiliar, cajoneras, mobiliario par clasificación/
archivo y mesas de reunión/ Conferencias. Son desmontables con facilidad permitiendo su remodelación ante distintas
configuraciones e incorporan elementos de nivelación. • Elementos - descripción Tapas: Tablero de fibras de madera (MDF) de 30 mm. de espesor y superficies
recubiertas de chapa de maderas nobles de 0,6 mm de espesor: peral, cerezo americano, arce, caoba distintos tonos y lacados. Patas curvas: Tableros de fibras de madera (MDF) de 5 mm. de espesor, encolados
entre sí hasta un espesor de 19 mm. y las superficies exteriores recubiertas con chapas de madera en sapelly y prensado en forma curva. Cajoneras: 4 cajones y 2 cajones y archivo. Cajón de madera de haya con guía
telescópica oculta. Archivo para carpetas suspendidas compuesto por un bastidor metálico que se desliza sobre correderas de las mismas características que las del cajón. 1 bandeja plumier sobre cajón superior y cerradura de seguridad que bloquea el grupo de cajones y/o archivo. Frentes de tablero de partículas de 19 mm. de espesor
mismo acabado tablero mesa. Envolvente lacado idem patas.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -87- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Mobiliario: El programa se desarrolla con anchos de 45 y 90 cm. Inicial y adicionales, resuelto con tapa corrida integradora de hasta 2700 mm que le confiere su nivel estético. Se generan 3 alturas operativas de 725 mm, 1430 mm y 2140 mm, compatibles entre si los frentes. Estructura interior melaminado gris antracita o texturizado negro (tapa, costado, fondo y trasera) de 100 g/m2, tablero de 19 mm, tapa y forrados laterales de 12 mm chapeados madera, idem mesas. Frentes tablero de fibra de 19 mm, canteado y chapeado, maderas idem. Acabados madera idem mesas.
Opciones: Diáfano, puertas de madera,... y cristal enmarcado, apertura 180º. Balda
de madera, laminado, metálica, cristal, roperos y archivos telescópicos interiores. Posibilidad de iluminación.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -88- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.5. COLECCIÓN D7.
Programa de mesas de despacho con una amplia gama de posibilidades para su
adaptación personalizada. Basado en un nuevo principio constructivo, patas cuadradas con “sistema metálico”, para unir a tapas, en diferentes alturas operativas. Todo en líneas simples y sobriedad formal. Destacando su acabado en maderas nobles naturales Gama: Mesas básicas cuadradas, rectangulares, con forma. Estaciones de trabajo
individual o en grupo. Áreas de reunión, recepción... Tapas: Madera y mixto (madera-cristal). Tablero de fibras. Perfil recto de 30 mm
de espesor. Estructura metálica antipandeo en T bajo tapa. Acabados: Tablero chapeado 0,6 mm en madera Arce americano, Cerezo o Roble
para tintar (wenge o blanquecino). Medio poro o texturizados. Canteado perimetral 1,5 mm ídem tablero. Barnizado poliuretano aplicado a pistola robotizada. Vidrio Lacobel de 10mm. Estructura: Patas cuadradas 7x7 cm MDF chapeado 1,5 mm 6 caras. Acabado idem
tablero. Sistema anclaje a tapa (modelo registrado). Epoxy color aluminio mate. Nivelador oculto- tres alturas operativos. Opciones: Mueble escribanía. Vade en piel. Cristal separador y cristal en tapas.
Paneles de madera. Bandeja plumier... Cajoneras y mobiliario de la colección EOS....

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -89- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.6. PROGRAMA EOS.
EOS. Nuevas configuraciones que fomentan la comunicación / concentración, la
motivación, áreas emocionales... con la experiencia y calidad de acabados EMPRESA. EOS de EMPRESA puede equipar oficinas tradicionales, nuevos espacios para el
trabajo en grupo, espacios recepción – información, áreas de reunión – relación, Home office, Media dirección...
• Puestos de trabajo individual (Fijos – móvil. Compacto. Mono wall work). • Puestos de trabajo dobles. • Puestos de trabajo triples. • Puestos de trabajo cuádruple – Múltiples (Territorial – No Territorial). • Recepción – Información. • Reunión- Comunicación. • Media Dirección – Management – Home office. • Accesorios. Paneles. Divisiones. Estantes. Faldones,...
Gama: EOS es tan flexible que permite el diseño y desarrollo hacia nuevas ideas de concebir el espacio de trabajo y su transformación presente y futura.
• Planos rectangulares. • Planos con forma. • Planos compactos. • Planos media Dirección. • Planos auxiliares.
Clasificación y archivo : 4 altura operativas y 2 anchos de modulaciones... Son desmontables con facilidad permitiendo su remodelación ante distintas
configuraciones e incorporan elementos de nivelación.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -90- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Elementos – descripción Tapas: Tablero de fibras de madera (MDF) de 26 mm. de espesor y superficies
recubiertas de chapa de maderas nobles de 0,6 mm de espesor: haya natural y tono peral, maderas de roble blanqueado y wengé, compatibilidad con lacados y texturados. Esquinas de radio 50 mm. Patas: Patas metálicas tubulares de 40/22 mm de diámetro y 1,5 mm de espesor con
copete y nivelador de fundición de aluminio en acabados epoxi plata y cromo. Patas metálicas opcionales con ruedas. Cajoneras: Respuesta a diferentes exigencias de cajonera contenedor de 60 y 80 cm
de fondo. Tres cajones y 1 cajón con archivo y altura de 57 ó 72,5 cm. Independiente o estructural, fija o con huedas. Cajón de PVC negro estrusionado que se desliza sobre correderas de chapa de acero laminado, rodamientos con anillo exterior recubierto de nylon y acabado pintado epoxi negro. archivo para carpetas suspendidas compuesto por un bastidor metálico que se desliza sobre correderas de las mismas características que las del cajón. 1 bandeja plumier sobre cajón superior, cerradura de seguridad que bloquea el grupo de cajones y/o rchivo y rueda antivuelco. Frentes de tablero de partículas de 19 mm. De espesor mismo acabado tablero mesa. Envolvente y fondo en laminado acabado gris antracita. Mobiliario: El programa se desarrolla con anchos de 45 y 90 cm. Inicial y adicionales,
resuelto con tapa corrida integradora de hasta 1800 mm que le confiere su nivel estético. Se generan 4 alturas operativas de 725 mm, 1080 mm, 1370 y 2010 mm, compatibles entre si los frentes.
Estructura interior laminado gris antracita (tapa, costado, fondo y trasera) de 100 g/m2, tablero de 19 mm. Frentes tablero de fibra de 19 mm, canteado y chapeado, maderas idem. Acabados madera idem mesas.
Opciones: Diáfano, puertas,... y cristal, apertura 104º. Balda de madera, laminado,
metálica, ristal y archivos telescópicos interiores o exteriores.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -91- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.7. CURVA – PROGRAMA RECEPCIÓN 26mm.
• Programa Recepción: Propuesta concebida para el equipamiento de áreas de Recepción y Control. Incorpora
elementos modulares rectos y curvos cóncavos y convexos, que acoplados entre sí contribuyen a la configuración de diferentes tipologías de mostradores, en función de las necesidades que se deriven de su utilización. Su compatibilidad con el programa BK6-EOS permite ampliar sus posibilidades de uso y su integración en ámbitos laborales más extensos. Configuración mixta - mesa mostrador a altura 72,5 cm y con plano superior a 108 cm en todo o parte del conjunto.
• Elementos – Descripción Tapas: Tablero de fibras de madera (MDF) de 26 mm. de espesor y superficies
recubiertas de chapa de maderas nobles de 0,6 mm de espesor: haya natural y tono peral, madera de sapelly tono cerezo y palisandro, compatibilidad con lacados y texturados. Perfil ala de avión.
Faldones: Curvos de tableros de 19 mm laminados contrachapados encolados entre sí
y curvadas en molde. Rectos de tablero de fibra de 19 mm, canteado y chapeado en madera idem sobre. Planos horizontales y faldones fijados mediante escuadras curvas metálicas que refuerzan el conjunto. Patas: BK 6 - Patas metálicas cilíndricas de 60 mm de diámetro y 1,5 mm de espesor
con copete y nivelador de fundición de aluminio en acabados epoxi negro y cromo. Patas opcionales en madera de haya maciza en acabados idem tapas y copete y estabilizador
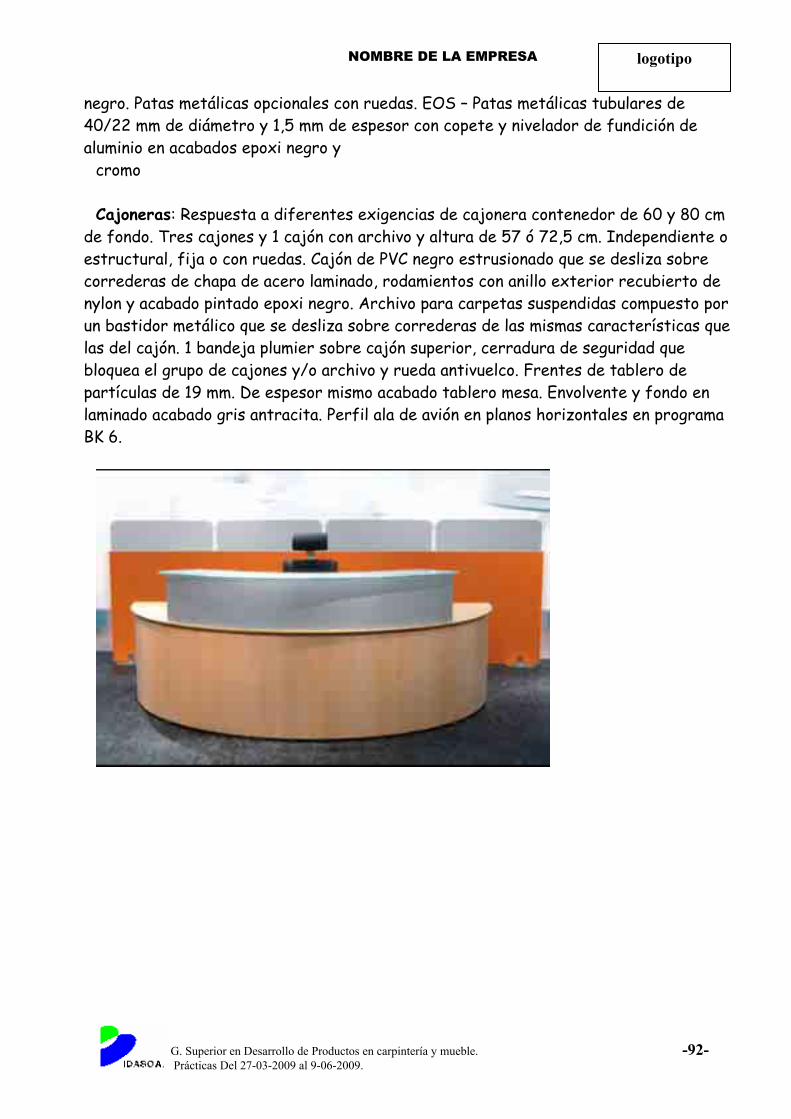
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -92- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
negro. Patas metálicas opcionales con ruedas. EOS – Patas metálicas tubulares de 40/22 mm de diámetro y 1,5 mm de espesor con copete y nivelador de fundición de aluminio en acabados epoxi negro y
cromo Cajoneras: Respuesta a diferentes exigencias de cajonera contenedor de 60 y 80 cm
de fondo. Tres cajones y 1 cajón con archivo y altura de 57 ó 72,5 cm. Independiente o estructural, fija o con ruedas. Cajón de PVC negro estrusionado que se desliza sobre correderas de chapa de acero laminado, rodamientos con anillo exterior recubierto de nylon y acabado pintado epoxi negro. Archivo para carpetas suspendidas compuesto por un bastidor metálico que se desliza sobre correderas de las mismas características que las del cajón. 1 bandeja plumier sobre cajón superior, cerradura de seguridad que bloquea el grupo de cajones y/o archivo y rueda antivuelco. Frentes de tablero de partículas de 19 mm. De espesor mismo acabado tablero mesa. Envolvente y fondo en laminado acabado gris antracita. Perfil ala de avión en planos horizontales en programa BK 6.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -93- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.8. PROGRAMA BK 6
• Colección BK 6 El programa BK 6 en madera natural ofrece propuestas para puestos de trabajo
individual y en equipo, la media dirección, puestos de trabajo en casa, call center, áreas de reunión...
Desde la solución más sencilla a la más sofisticada instalación.
• Modelos Media Dirección: Luna, Vera, Latina, Duo, Marina, Jet y Caddy • Modelos Compactos: Isola, Lobby y Trebol • Mostradores: Curva • Planos rectos y con formas
Gama: Compuesto por un extenso conjunto que ofrece soluciones funcionales para la
oficina en general: Planos auxiliares/ Alas. Sectores de reunión. Planos de unión. 6 tipos de cajonera. Mobiliario de clasificación y archivo y Accesorios diversos. Elementos de electrificación, etc...
Son desmontables con facilidad permitiendo su remodelación ante distintas
configuraciones e incorporan elementos de nivelación. • Elementos - descripción Tapas: Tablero de fibras de madera (MDF) de 26 mm. de espesor y superficies
recubiertas de chapa de maderas nobles de 0,6 mm de espesor: haya natural y tono

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -94- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
peral, madera de sapelly tono cerezo y palisandro, compatibilidad con lacados y texturados. Perfil ala de avión. Patas: Patas metálicas cilíndricas de 60 mm de diámetro y 1,5 mm de espesor con
copete y nivelador de fundición de aluminio en acabados epoxi negro, azul y cromo. Patas opcionales en madera de haya maciza en acabados idem tapas y copete y estabilizador negro o aluminio. Patas metálicas opcionales con ruedas. Cajoneras: Respuesta a diferentes exigencias de cajonera contenedor de 60 y 80 cm
de fondo. Tres cajones y 1 cajón con archivo y altura de 57 ó 72,5 cm. Independiente o estructural, fija o con ruedas. Cajón de PVC negro estrusionado que se desliza sobre correderas de chapa de acero laminado, rodamientos con anillo exterior recubierto de nylon y acabado pintado epoxi negro. Archivo para carpetas suspendidas compuesto por un bastidor metálico que se desliza sobre correderas de las mismas características que las del cajón. 1 bandeja plumier sobre cajón superior, cerradura de seguridad que bloquea el grupo de cajones y/o archivo y rueda antivuelco. Frentes de tablero de partículas de 19 mm. De espesor mismo acabado tablero mesa. Envolvente y fondo en laminado acabado gris antracita. Perfil ala de avión en planos horizontales. Mobiliario: El programa se desarrolla con anchos de 45 y 90 cm. Inicial y adicionales,
resuelto con tapa corrida integradora de hasta 1800 mm que le confiere su nivel estético. Se generan 4 alturas operativas de 725 mm, 1080 mm, 1370 y 2010 mm, compatibles entre si los frentes. Estructura interior laminado gris antracita (tapa, costado, fondo y trasera) de 100 g/m2, tablero de 19 mm. Frentes tablero de fibra de 19 mm, canteado y, chapeado, maderas idem. Acabados madera idem mesas.
Opciones: Diáfano, puertas,... y cristal, apertura 104º. Balda de madera, laminado,
metálica, cristal y archivos telescópicos interiores o exteriores. Perfil ala de avión en planos horizontales.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -95- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.9. BK A1
Un nuevo entorno laboral, nuevos valores en la comunicación corporativa de la nueva empresa, mayor preocupación de la misma en nuevos espacios-trabajo, formas, funciones… y sobre todo mayor motivación. A1 puede equipar oficinas tradicionales, nuevos espacios para el trabajo en grupo,
áreas de reunión, media y alta dirección, home office… Desde la solución más sencilla a la más sofisticada instalación:
• Puestos de Dirección. • Puestos para reuniones. • Puestos Operativos (individual o grupo).
Gama: Compuesto por un extenso conjunto que ofrece soluciones funcionales para la
oficina en general: Planos rectangulares/ alas Auxiliares, planos de reunión, áreas de dirección. 10 tipos de cajonera ,rodantes o portantes, mobiliario de clasificación y archivo y accesorios diversos. Elementos de electrificación ,viga ,porta cpu ..…
Son desmontables con facilidad permitiendo su remodelación ante distintas configuraciones. La colección A1 genera diferentes y diversos puestos de trabajo que permiten
satisfacer las necesidades requeridas hoy en día en el mundo laboral: La creación de equipos. Elementos – descripción

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -96- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Viga Estructural: Aluminio extrusionado perfil propio 600cm, ancho 31cm. Acabado plata mate pulido brillo. Patas: Varilla de acero de 12mm, soldada en “V” sobre soporte integrado en viga por
tuerca/contratuerca. Acabado cromado brillo. Pata ala 60cm, mesa 80cm, reunión 100cm. Base nivelación Nylon con fibra 50mm diámetro. Tapas: Laminado blanco ( tablero media presión 20mm, canteado recto PVC 1,5mm,
esquinas de tablero radio 25mm). Vidrio / Cristal ( transparente-incoloro templado 10mm de espesor cantos matados
rectos; vidrio color Lacobel 10mm o pintado sobre cristal óptico) Maderas ( tablero de fibras de 26mm perfil A1, bordes mesa rectos; chapa de madera noble RR-RW, barnizado 17º brillo). Cajoneras / Bucs: Tipología ( Suspendida.1 cajón, Portante: 60-80cm fondo. Ancho
33 y 43cm 3 cajones o 1+ Arch, Rodante: idem portante, Torre: concepto buc doble, CPU+cajonera.60cm fondo). Envolvente (Tablero de fibras 19mm. Inglete matado con radio mínimo, Acabado
texturizado-supersilak mate colores gama Biok). Frente (Tablero de fibras y acabado idem buc / cajonera, Tirador perimetral integrado en frente). Sistema arratre-cajón y archivo ( Cajón metálico guía oculta Hettich- Top 2000). Clasificación / Archivo: Alturas: 73cm, 142cm y 172cm/ Ancho de modulación: 90
cm/ Envolvente: Costados traseras tapa y fondo idem cajoneras/ Frentes: Diáfano / Doble puerta / Archivo con frente / Tapas: Corridas 90-180-270cm Madera Vidrio y Texturizado.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -97- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.10. BK A2
Viga Estructural Aluminio extrusionado perfil propio 600cm, ancho 31cm. Acabado plata mate repulido. Patas 60 mm ancho. Doble tablero de fibras MDF 19mm, marco perimetral de 80 mm.
Vaciado interior, con estructura metálica oculta unida a perfil aluminio con tuerca y contratuerca. Acabado chapa de 0,6 maderas nobles nogal americano, wenge, roble... dirección veta horizontal. Barnizado mate 10 º brillo. Pata ala 60cm, mesa 80cm, reunión 90cm. Base nivelación. Tapas: VidrioTransparente templado 10mm de espesor cantos pulidos. Vidrio color
Lacobel 10 mm-o pintado sobre cristal óptico extraclaro. Maderas Tablero de fibras MDF de 26mm perfil biselado tipo A1. Chapas de 0,6 mm
espesor cantos 1,5 mm maderas nobles nogal americano, wenge, roble... acabado barniz mate 10º brillo. Escribanía en piel flor opcional. Soporte tapa vidrio Piezas molde propio de Zamak cromo mate 10,7 y 18, 7 cm. Cajoneras/Bucs Tipología Suspendida. 1 cajón. Portante: 60 - 80 cm fondo. Ancho 43
cm 3 cajones o 1+Arch. Rodante: idem portante, con ruedas de 30 mm de diámetro. CPU+ cajonera. 60cm fondo. Envolvente: Tablero de fibras 19 mm. Inglete matado con radio mínimo. Acabado
texturizado -supersilak mate colores gama EMPRESA.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -98- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
Frentes: Tablero de fibras 19 mm y cabado idem buc/cajonera. Tirador perimetral integrado en frente. Opción madera canteado perimetral acizo, chapeado de madera, idem tapas. Sistema arrastre – cajón y archivo Cajón metálico guía oculta Hettich-Top 2000.
Clasificación/Archivo Alturas: 73 cm, 135 cm y 172 cm. Ancho de modulación: 90 cm. Envolvente: Costados traseras tapa y fondo idem cajoneras. Frentes: Diáfano / Doble puerta / Archivo con frente. Tablero de 19 mm, chapado en
maderas o texturizado idem tapas. Tapas: Corridas 90-180-270 cm de 10 mm de espesor acabado en madera,
texturizado idem frentes o vidrio pintado. Opción credencia singular 450, 725 ó 2400 mm. Servicio puertas laterales y modulo
central de 90 cm 3 cajones o C + archivo. Acabado igual resto colección. Posibilidad de mueble singular de 1650 ó 2540 x 520 x 640 mm en sustitución ala auxiliar.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -99- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.11. MESAS DE REUNIÓN /CONFERENCIA Perfil 26mm
• Programa mesas reunión/ conferencias Conferencia. Reunión. Consejo. Seminario. Aulas. Salón de Prensa. Auditorios. Centros
de Formación. Lectura... Nuevas formas de tapas de 26mm. que permiten distintas configuraciones. Tres sistemas de patas, fijas o de “fácil montaje-desmontaje”. Nuevos acabados de maderas y texturas hacen que las colecciones EMPRESA ofrezcan una versatilidad y flexibilidad de uso capaces de resolver cualquier proyecto de amueblamiento para áreas de reunión y comunicación dinámica. Modelos: BK 200, Oval 1, Ona 1, Plaza Gama: Se adapta, amplia y modifica en función de las necesidades del tipo de reunión, a través de
la flexibilidad de sus elementos y el desarrollo de un sistema inteligente de montaje-desmontaje “fácil” de pata y tapa que facilita el cambio y la evolución de sus componentes.
• Elementos - descripción Tapas: Tablero de fibras de madera (MDF) de 26 mm. de espesor y superficies
recubiertas de chapa de maderas nobles de 0,6 mm de espesor: peral, arce natural, cerezo natural teñido, haya natural y tono peral, caobas en tono natural, nogal y palisandro, compatibilidad con lacados. Barnizado acabado poliuretano, transparente aplicado con robot/ pistola. Patas: Patas metálicas cilíndricas de 60 mm de diámetro y 1,5 mm de espesor con
copete y nivelador en acabado aluminio. Patas de madera de haya maciza en acabados idem tapas y copete y estabilizador idem. Posibilidad de nivelación +/- 20 mm Credenzas: Tanto el mobiliario BK 6 y BK 30 se adaptan a la perfección con este tipo
de mesas (ver características en fichas técnicas correspondientes).

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -100- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.12. PATA SISTEMA.
• Pata Sistema - Descripción: Esta pata es la clave de un sistema desmontable sin
necesidad de herramientas ni conocimientos especiales para espacios de reunión con cambios frecuentes. La pata es el elemento de unión de los dos tableros de mesa al quedar fijada con un simple desplazamiento de una palanca, logrando reconfigurar distintos lay outs de mesa. Tubos y barras y perfiles metálicos Utilizados en estructuras portantes de planos, patas metálicas cilíndricas de 60 mm
de diámetro y 1,5 mm de espesor con copete y nivelador (aluminio) en acabados epoxi negro, azul y cromo. Patas opcionales en madera de haya maciza en acabados ídem tapas y copete y estabilizador negro. Patas metálicas opcionales con ruedas. Todo bajo características mecánicas UNE 38337-82 . Densidad, dilatación, resistencia y contracción Inyección de Aluminio El capitel y la base niveladora son producidos por inyección de aluminio de aleación,
comprendiendo cobre para facilitar el posterior mecanizado. Buena resistencia a la corrosión y contracción UNE 38.337-83 Pinturas Recubrimientos electrolíticos, texturado con formulación a base de resina epoxídica
con tixoropia para conseguir el efecto texturado. Niquelado y cromado con espesores mínimos NI-15 micras, Cr – 0,5 micras. Ensayo de la gota de sulfato de cobre (2 horas sin cambios). Zincado de espesor superior a 4 micras con ensayo al acetato de plomo y ala niebla salina.
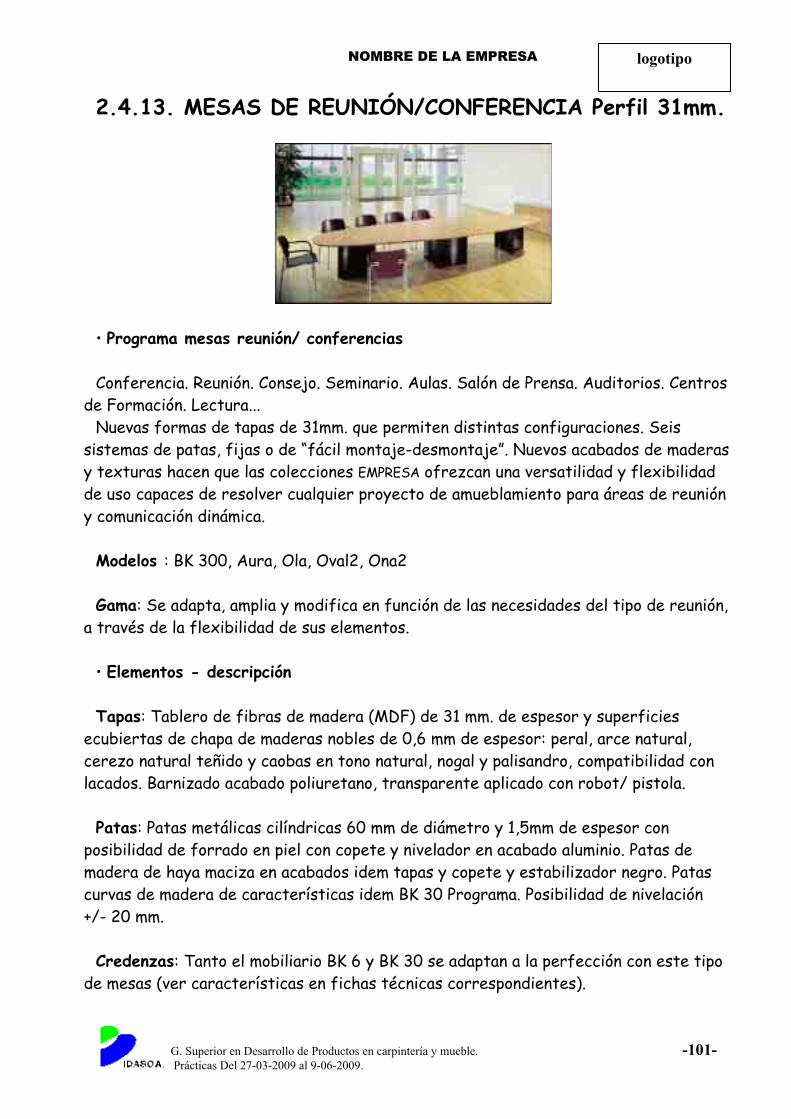
NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -101- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.13. MESAS DE REUNIÓN/CONFERENCIA Perfil 31mm.
• Programa mesas reunión/ conferencias Conferencia. Reunión. Consejo. Seminario. Aulas. Salón de Prensa. Auditorios. Centros
de Formación. Lectura... Nuevas formas de tapas de 31mm. que permiten distintas configuraciones. Seis
sistemas de patas, fijas o de “fácil montaje-desmontaje”. Nuevos acabados de maderas y texturas hacen que las colecciones EMPRESA ofrezcan una versatilidad y flexibilidad de uso capaces de resolver cualquier proyecto de amueblamiento para áreas de reunión y comunicación dinámica. Modelos : BK 300, Aura, Ola, Oval2, Ona2 Gama: Se adapta, amplia y modifica en función de las necesidades del tipo de reunión,
a través de la flexibilidad de sus elementos. • Elementos - descripción Tapas: Tablero de fibras de madera (MDF) de 31 mm. de espesor y superficies
ecubiertas de chapa de maderas nobles de 0,6 mm de espesor: peral, arce natural, cerezo natural teñido y caobas en tono natural, nogal y palisandro, compatibilidad con lacados. Barnizado acabado poliuretano, transparente aplicado con robot/ pistola. Patas: Patas metálicas cilíndricas 60 mm de diámetro y 1,5mm de espesor con
posibilidad de forrado en piel con copete y nivelador en acabado aluminio. Patas de madera de haya maciza en acabados idem tapas y copete y estabilizador negro. Patas curvas de madera de características idem BK 30 Programa. Posibilidad de nivelación +/- 20 mm. Credenzas: Tanto el mobiliario BK 6 y BK 30 se adaptan a la perfección con este tipo
de mesas (ver características en fichas técnicas correspondientes).

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -102- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.14. MESAS CONSEJO EMPRESA TX Perfil AURA 48mm.
Dimensiones Distintas formas y dimensiones (a medida) Tablero Formada por tableros rectos y con forma. Espesor 12 m/m apoyados en
tablero estructural de 36 m/m en perfil ala de avión ( MDF/ fibras) Acabados Tablero estructural texturizado (color negro, azul cobalto, aluminio, ...) Tablero superior chapeado y canteado en madera de cerezo o arce americano de
0,6m/m. Barnizado en poliuretano aplicado a pistola – robotizado. Las chapas del tablero formarán con las distintas piezas dibujos de contraveta. Estructura Bases de madera laminada curvada 19 m/m o patas de 90 mm de
diametro, metálicas y forradas en piel. Acabados a determinar a juego con tablero, chapeada cerezo americano o texturizado color negro, azul, aluminio, … Bases niveladoras. Opcional Tapas abatibles de conexión a red en madera idem tapa Estructura metálica
para apoyo y refuerzo estructural de tableros a bases.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -103- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.15. MESAS TECNOLÓGICAS.
Las modernas áreas de reunión, consejo, conferencia....exigen la integración en el
mobiliario del equipamiento técnico y audiovisual de última generación, facilitando el desarrollo del grupo reunido y el acceso al mismo de información, voz e imagen, incluso del exterior. Gama: Aplicable al programa Mesas de Cosenjo, Reunión y Conferencia. La
posibilidad de personalizar las medidas de la mesa. Tapas: Perfil TX, AURA 48 mm de espesor Perfil AURA1, OLA, OVAL1, ONA,
ONA1, 31 mm de espesor. Acabados: Gama de acabados tarifa EMPRESA... Estructura: Ídem, mesas de consejo, reunión y conferencia. Opciones: Tapas abatibles, micrófonos, sistemas informáticos, pantallas integradas,
cajas de conexiones, altavoces...

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -104- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.4.16. AULAS TECNOLÓGICAS.
Las modernas áreas de formación e información, desarrolladas a medida integrando
equipos de audición, voz... todo lo necesario para una avanzada gestión de las comunicaciones. Gama: Aplicable a salas de prensa, auditorios o salas de plenos. Tapas: Perfil 26mm/ 31mm. Acabados: Gama de acabados tarifa EMPRESA... Estructura: Ídem, salas de prensa, auditorios o plenos. Opciones: Tapas abatibles, micrófonos, sistemas informáticos, pantallas integradas,
cajas de conexiones, altavoces...

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -105- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
2.5. FUNCIONES DESEMPEÑADAS.
El desarrollo de mis prácticas dentro de la empresa ha consistido en dividir mi estancia en dos partes iguales, producción en el taller y oficina técnica.
En la primera parte de las prácticas, que han transcurrido aproximadamente durante
el primer mes y medio, he ido pasando por los principales puestos de producción del taller (corte y unión de chapa, prensa chapeado y calibración, perfiladora, canteadora, mecanizado CNC, lijadora, rematado, barnizado, montaje y expedición) siguiendo el orden lógico de producción. He estado aproximadamente tres días por puesto salvo alguna excepción por circunstancias de la producción en el que no ha sido posible.
En cada puesto, he aprendido y realizando las labores de producción que se detallan el apartado 2.2. Descripción puestos de trabajo (Pág. 53) y el funcionamiento de las máquinas descrito en el apartado 1.2.4. Maquinaria y equipamiento (Pág. 22) bajo la supervisión de mi instructor.
De esta manera he conocido a groso modo todo el proceso de producción de la fábrica; desde la recepción de los materiales y materias primas a la expedición del producto completamente terminado y embalado.
En la segunda parte, durante el mes y medio restante aproximadamente, he subido a
las oficinas y he realizado las tareas técnicas correspondientes a la producción, es decir, Oficina Técnica.
He actualizado multitud de planos, realizado programas para el mecanizado de piezas en la maquina de CNC, pedido material para los distintos lotes, todo ello con la ayuda y supervisión del operario de oficina técnica.

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -106- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo

NOMBRE DE LA EMPRESA
G. Superior en Desarrollo de Productos en carpintería y mueble. -107- Prácticas Del 27-03-2009 al 9-06-2009.
logotipo
3. CONCLUSIONES Y VALORACIÓN PERSONAL. En general me he quedado con una muy buena impresión de las prácticas que he
realizado en EMPRESA durante estos casi tres meses. El hecho de pasar primero varios días por todas las secciones de la planta de
producción ha hecho que a la hora de subir a las oficinas tuviera una idea mucho más nítida de los procesos que siguen los materiales, la capacidad de mecanizado de las máquinas, las distintas posibilidades y soluciones, etc.
Realmente, creo que en el taller ha sido donde verdaderamente más he aprendido
oficina técnica gracias a todas las indicaciones de los operarios, que me han advertido y aconsejado de los problemas y las posibles soluciones en el diseño de mobiliario.
Esto me ha servido para a la hora de desarrollar un producto tener principalmente en
cuenta las capacidades humanas y tecnológicas para adecuar el producto y hacer que sea lo mas sencillo posible de mecanizar, montar, dar acabado, etc.
El trato con todos los operarios de la organización ha sido muy bueno y nunca me han
puesto pegas a la hora de explicarme las cosas o ayudarme. Han sido comprensivos y me llevo un muy buen recuerdo de todos mis instructores. Se han preocupado por mi salud y seguridad y desde el primer día me han dado calzado de seguridad y tapones para los oídos.
Como punto negativo, diría que las labores que se me han encomendado en la oficina
técnica me han resultado mayoritariamente muy sencillas y no he tenido grandes responsabilidades. Me hubiera gustado mucho haber podido realizar el desarrollo íntegro de un pequeño pedido y verlo terminado, para comprobar realmente si sería capaz de realizarlo debidamente y sin errores.
Nombre apellidos G. Superior en Desarrollo de Productos en carpintería y mueble.
Prácticas en EMPRESA del 27-03-2009 al 9-06-2009.