mejora en estandarización de proceso y calibración hornos...
TRANSCRIPT

Mejora en Estandarización de Proceso y
Calibración de Hornos de wafer
Trabajo de Aplicación de Curso de
Estadística Avanzada

Hoja de inicio del proyecto
Producto: Bon o Bon
Proceso: Horneado de masa
Problema/Oportunidad: En diferentes ciclos, entre el 30 y 35% de los waffer de Bon o Bon producidos presentan algun defecto, que puede ser uno o mas alveólos incompletos, roturas, o un elevado espesor “inflado”. No se conocen las causas de la aparición de estos defectos, y son atribuidos a problemas de regulación del horno, o a fallas en la preparación de la masa.
Objetivo: Determinar las causas de la aparición de los defectos mencionados, generar un plan de control que permita prevenirlo.
Reconocimiento y Medición
Proveedor Input Procesos Output Clientes
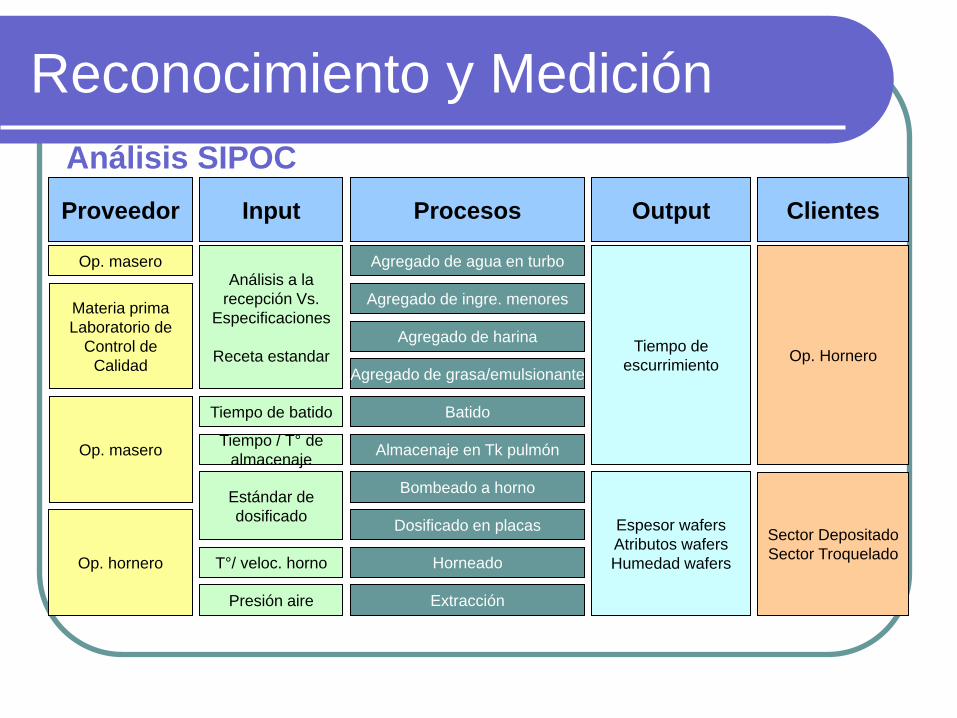
Análisis SIPOC
Agregado de agua en turbo
Agregado de ingre. menores
Agregado de harina
Agregado de grasa/emulsionante
Batido
Almacenaje en Tk pulmón
Bombeado a horno
Dosificado en placas
Horneado
Extracción
Análisis a la
recepción Vs.
Especificaciones
Receta estandar
Tiempo de batido
Tiempo / T° de
almacenaje
Estándar de
dosificado
T°/ veloc. horno
Presión aire
Tiempo de
escurrimiento
Espesor wafers
Atributos wafers
Humedad wafers
Op. masero
Materia prima
Laboratorio de
Control de
Calidad
Op. hornero
Op. masero
Op. Hornero
Sector Depositado
Sector Troquelado

Reconocimiento y Medición
Detalles del flujo del proceso
NaCl NaHCo3 HarinaGrasa
emulsionanteagua
pesajeMedicion
volumetrica
Pesaje
batido
almacenamiento
bombeo
dosificado
horneado
extracción
Medicion tiempo
de escurrimiento
Control tiempo de
almacenamiento
Control parametros
dosificado:
Velocidad bomba
Inicio/fin vertido
Control parametros
Horneado:
Velocidad horno
Temperatura horno
Control espesor
wafers
Control atributos
wafers:
P. Incompleta
P. inflada

Reconocimiento y Medición
NaCl NaHCo3 HarinaGrasa
emulsionanteagua
pesajeMedicion
volumetrica
Pesaje
batido
almacenamiento
bombeo
dosificado
horneado
extracción
La primera etapa del estudio se
basara en el análisis de las
posibles causas generadas
en la preparación de la masa

Reconocimiento y Medición
NaCl NaHCo3 HarinaGrasa
emulsionanteagua
pesajeMedicion
volumetrica
Pesaje
batido
almacenamiento
bombeo
dosificado
horneado
extracciónEn una segunda etapa
analizaremos las posibles
causas generadas en el
horneado

Reconocimiento y Medición
Primero buscamos relacionar la aparición de los defectos y
el espesor de la oblea
Aparecen las primeras dificultades relacionadas al sistema de
medición.
El instrumento de medición no es apropiado.
Las mediciones generadas con este intrumento estan
discretizadas por la graduación del mismo
La utilización del instrumento es complicada ya que requiere de
una superficie de apoyo firme y equilibrada.

Reconocimiento y Medición
RyR
Operador: Ferreyra
Operador: Gaitan
Operador: Nievas
Operador: Manzanelli
Indicadores del Estudio
Proceso
% de Variación debido ...
al Proceso 22,9%
al Sistema de Medición 77,1%
Repetibilidad 44,5%
Reproducibilidad 32,6%
Interacción 0,0%
Relación S/N 0,55
N° distintas categorias 0,77
Seleccionamos los datos
aportados solo por 2
operadores

Reconocimiento y Medición
Operador: Gaitan
Operador: Manzanelli
Indicadores del Estudio
Proceso
% de Variación debido ...
al Proceso 51,4%
al Sistema de Medición 48,6%
Repetibilidad 47,8%
Reproducibilidad 0,8%
Interacción 0,0%
Relación S/N 1,03
N° distintas categorias 1,46

Reconocimiento y Medición
Análisis de situación inicial
17,0
00
18,0
00
19,0
00
20,0
00
21,0
00
22,0
00
23,0
00
24,0
00
25,0
00
26,0
00
27,0
00
28,0
00
Ubicación: bisagra
-10
0
10
20
30
40
N°
Ubicación: cierre
-10
0
10
20
30
40
50
N°
Ubicación: medio
-10
0
10
20
30
40
50
N°
Ubicación: bisagra
Número de Datos 336
Promedio 22,12
Mediana 22,03
Rango 10,62
Desvío Estándard (muestral) 2,10
Coeficiente de Variación 0,095
Ubicación: cierre
Número de Datos 336
Promedio 22,06
Mediana 22,05
Rango 9,87
Desvío Estándard (muestral) 1,54
Coeficiente de Variación 0,070
Ubicación: medio
Número de Datos 336
Promedio 21,84
Mediana 21,86
Rango 7,37
Desvío Estándard (muestral) 1,31
Coeficiente de Variación 0,060

Reconocimiento y Medición
Plancha inflada: 0
Estadísticos Descriptivos
General
N° Datos 420
Posición Central
Promedio 21,90
Mediana 21,84
Dispersión
Rango 9,58
Desvío Estándard (muestral) 1,61
Coeficiente de Variación 0,073
Plancha inflada: 1
Estadísticos DescriptivosGeneral
N° Datos 12
Posición Central
Promedio 24,56
Mediana 23,98
Dispersión
Rango 6,32
Desvío Estándard (muestral) 1,80
Coeficiente de Variación 0,073
Reconocimiento y Medición
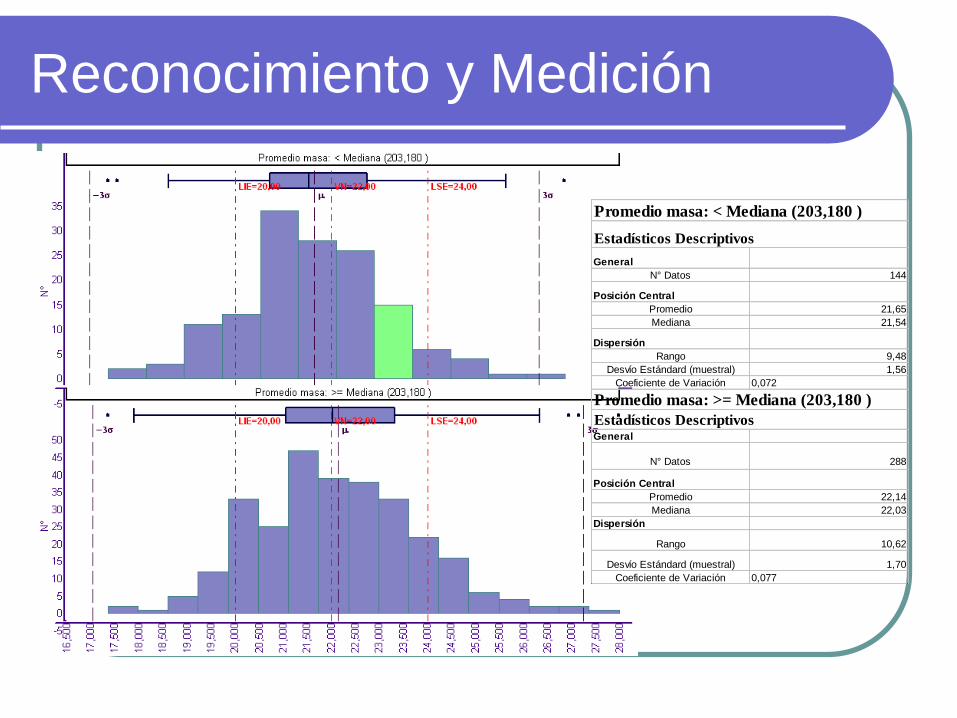
Promedio masa: < Mediana (203,180 )
Estadísticos Descriptivos
General
N° Datos 144
Posición Central
Promedio 21,65
Mediana 21,54
Dispersión
Rango 9,48
Desvío Estándard (muestral) 1,56
Coeficiente de Variación 0,072
Promedio masa: >= Mediana (203,180 )
Estadísticos DescriptivosGeneral
N° Datos 288
Posición Central
Promedio 22,14
Mediana 22,03
Dispersión
Rango 10,62
Desvío Estándard (muestral) 1,70
Coeficiente de Variación 0,077
Reconocimiento y Medición
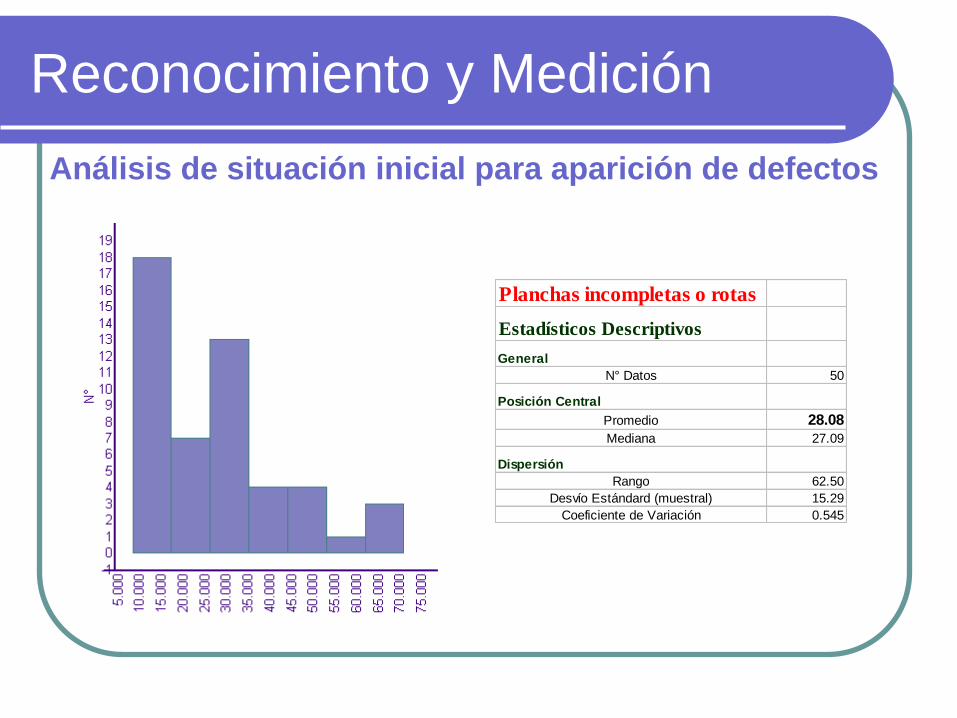
Análisis de situación inicial para aparición de defectos
Planchas incompletas o rotas
Estadísticos Descriptivos
General
N° Datos 50
Posición Central
Promedio 28.08
Mediana 27.09
Dispersión
Rango 62.50
Desvío Estándard (muestral) 15.29
Coeficiente de Variación 0.545

Reconocimiento y Medición
Identificación y comprensión de
función de ingredientes de la masa
• Harina de trigo: es el principal ingrediente y aporta estructura al wafer
• Agua: forma entre el 60 – 65 % de la masa de wafer, sirve para disolver los
componentes hidrosolubles. Suspender los componentes no solubles, regula la
viscosidad de la masa.
• Materia grasa: permite una mejor distribución de la masa en la superficie de la
placa, facilita el desprendimiento del wafer cocido.
• Lecitina de soja: ayuda en la mezcla , favorece la distribución de la masa en la
placa, colabora como agente de separación.
• Leudante químico (NaHCO3): aporta el gas necesario para formar la estructura
característica.
• Sal: aporta sabor.

Reconocimiento y Medición
Imágenes del centro de preparación de
masa y de los turbos en la etapa de batido

Especificaciones de
Harina
Composición principal Contenido
Humedad11 – 14 %
Proteína 7 – 15 %
Materia Grasa 0.9 – 1.1 %
Cenizas 0.4 – 2 %
Carbohidratos 72 – 78 %
Análisis típico de harina para wafers
Parámetros Valor Aceptable
Humedad % < 14.5 < 15%
Absorción % < 55 < 56
Proteínas seca / (14%) % +-11 (9.5) +- 12 (10.3)
Gluten húmedo % +- 25 < 27
Granulado, micron %> 250 0.3
Es deseable la
menor fineza
posible
%> 180 7.5
%> 125 23
%> 90 49.5
%< 90 19.7
Parámetros de alveograma Valor Recomendado
W (área) cm2 82 < 100
P (presión) mm 29 +-30
L (largo) mm 117 110 - 130
P/L 0.25 +-0.25
Reconocimiento y Medición
Reconocimiento y Medición
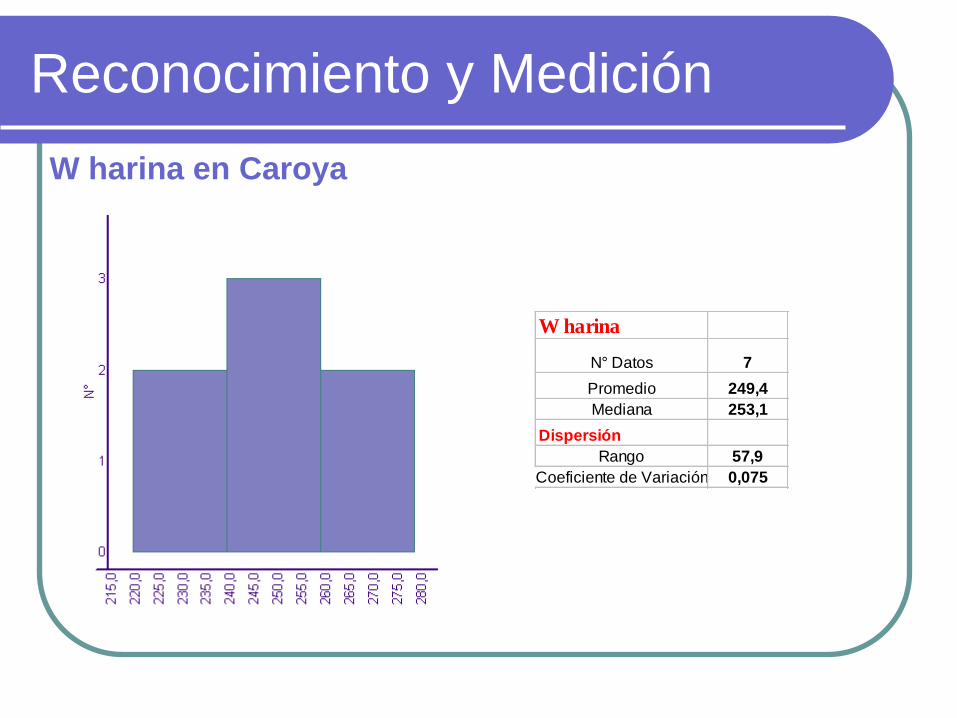
W harina en Caroya
W harina
N° Datos 7
Promedio 249,4
Mediana 253,1
Dispersión
Rango 57,9
Coeficiente de Variación 0,075

Reconocimiento y Medición
Glúten húmedo en Caroya
Gluten húmedo
N° Datos 7
Promedio 26,3
Mediana 26,4
Dispersión
Rango 2,9
Coeficiente de Variación 0,038
Reconocimiento y Medición

Reconocimiento y Medición
P/L en Caroya
Reconocimiento y Medición
Relacion tenacidad/elasticidad
N° Datos 7
Promedio 1,2
Mediana 1,3
Dispersión
Rango 0,6
Coeficiente de Variación 0,229
Reconocimiento y Medición
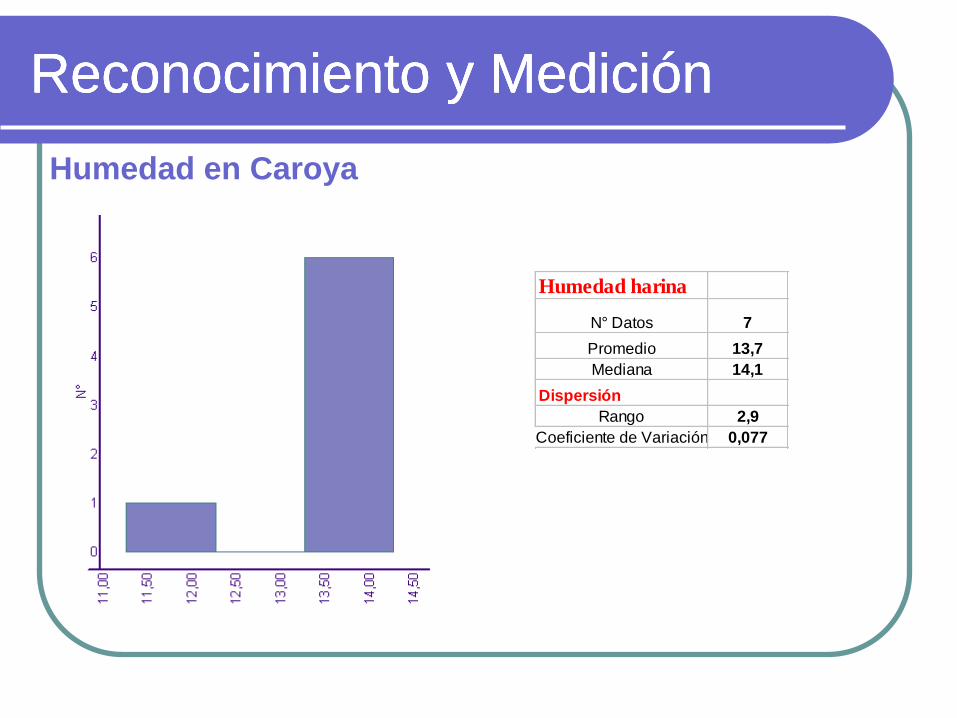
Humedad en Caroya
Reconocimiento y Medición
Humedad harina
N° Datos 7
Promedio 13,7
Mediana 14,1
Dispersión
Rango 2,9
Coeficiente de Variación 0,077
Reconocimiento y Medición

Análisis de causas
Plancha
incompleta
Ingredientes Operación
Equipos
Know how
Harina fuera de
especificación
NaCO3 húmedo
o aterronado
Falla
parametrizado de
receta
Falla mezcla de
aceite/lecitina
Incumplimiento
hojas de revisión
Incumplimiento
ciclos de batido
Fallas celdas de
carga
Fallas
electrovalvulas
Fallas clapetasEnfrramiento de
cañerías
Calentamiento
TK pulmón
Desconocimiento
de efectos de
ingredientes
Desconocimiento
de
procedimientos
Causas relacionadas con la masa

Análisis de causas
AMFEPreparacion
de masa

Análisis de causas
Wafer incompleto Vs. Propiedades de harina
No ajustan ningun modeloWafer incompleto vs. P/L
Wafer incompleto vs. Glutem

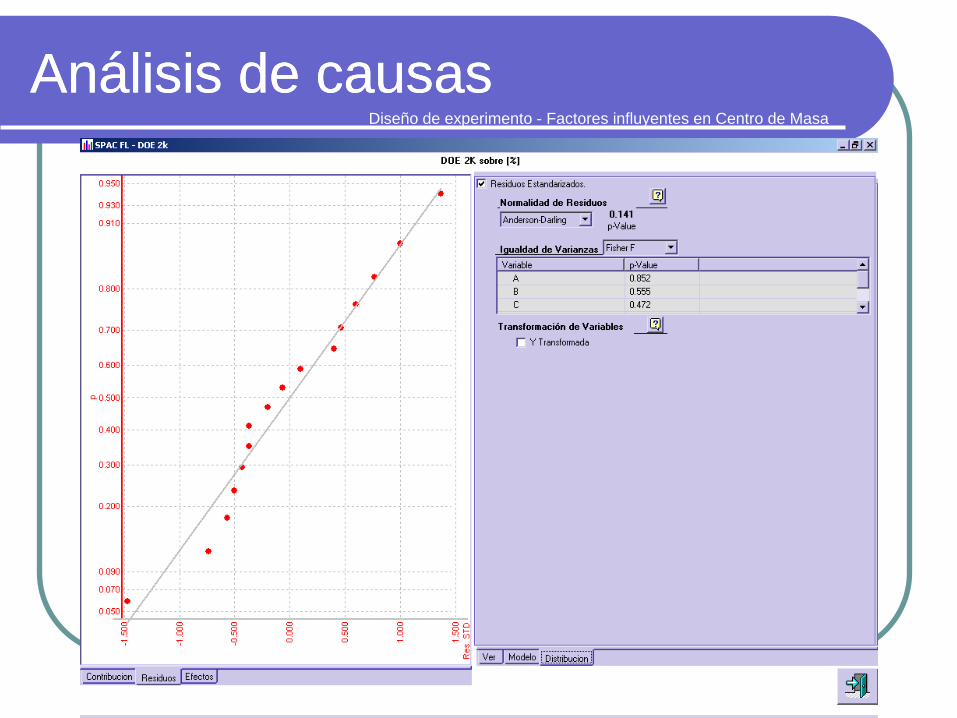
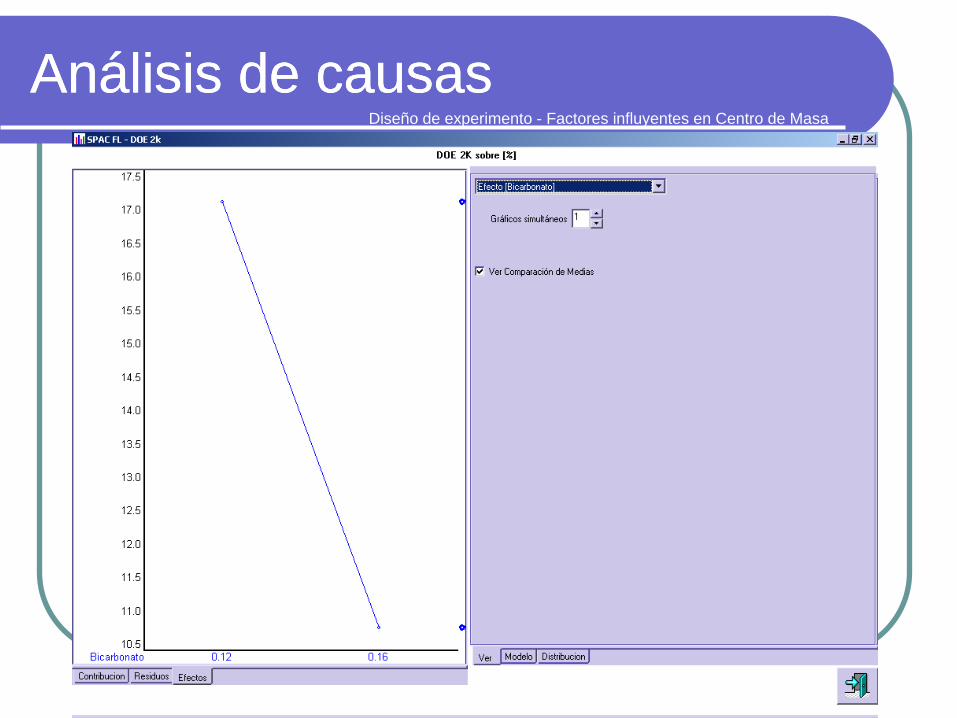
Análisis de causas
Diseño de experimento - Factores influyentes en Centro de Masa
Sal Sal Kg 3 0.120 0.160
Bic Bicarbonato de Sodio Kg 3 0.120 0.160
gra Mezla aceite / lecitina Kg 3 0.650 0.750
agua agua Kg 2 58.00 61.60
harina Cat 1
39 Kg de harina
W= 250 39 Kg de harina W= 200
Código Descripción Unidad N Dec. Nivel- Nivel+
Código Descripción Nivel- Nivel+ Notas

Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa

Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas
Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas

Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas
Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas

Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas

Análisis de causasDiseño de experimento - Factores influyentes en Centro de Masa
Análisis de causas
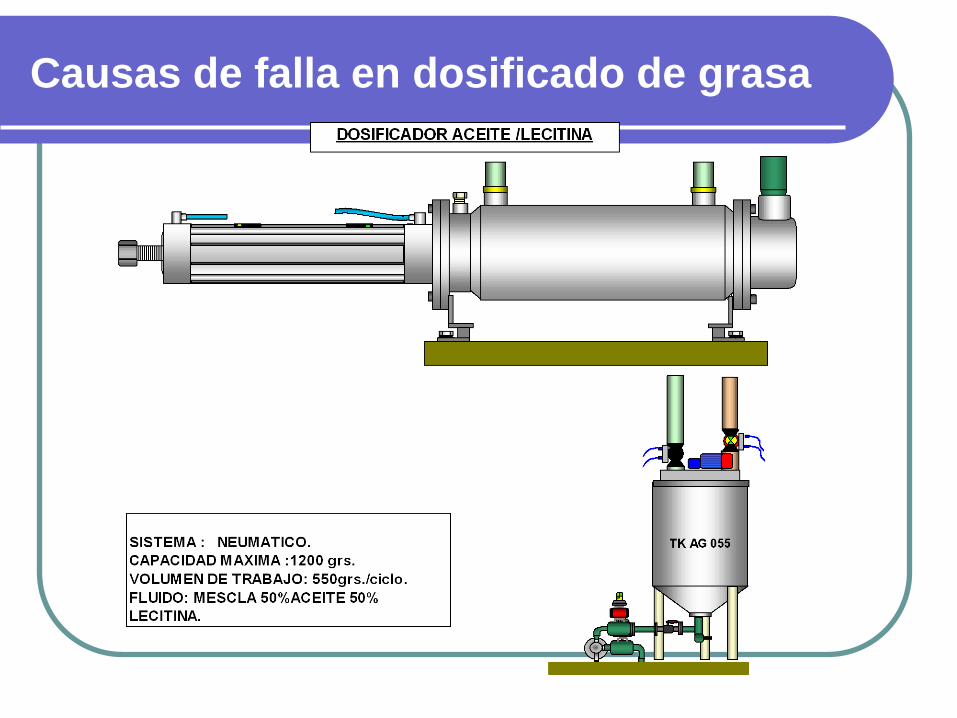
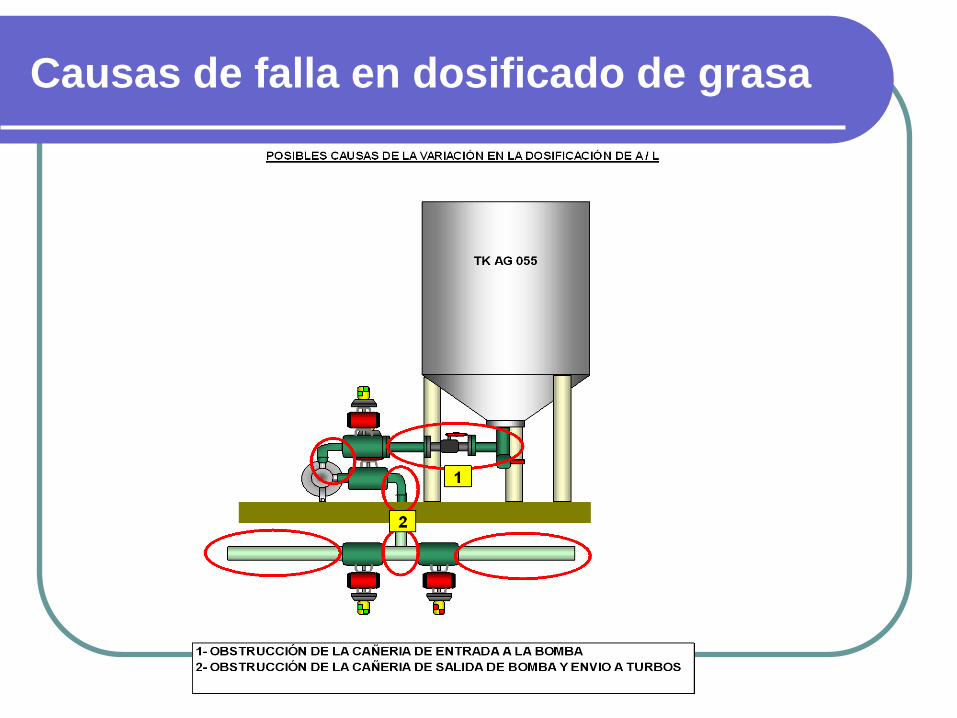
Causas de falla en dosificado de grasa

1- CILINDRO NEUMATICO
2- TORNILLO DE FIJACION TAPA
3- TAPA PORTA CILINDRO
4- PISTON DOSIFICADOR
5- BANDA ANTIFRICCION
6- SELLOS HIDRAULICOS
7- CUERPO DOSIFICADOR
8- ANILLOS DE RETENCION
9- CABEZAL DE ENTRADA Y SALIDA
10- TORNILLO DE FIJACION CUERPO
DOSIFICADOR
11- ARANDELA GROWER
12- SOPORTE
13- SEPARADOR
14- TORNILLO DE RESPIRACION
15- ENTRADA DE AGUA
CALEFACCION
16- SALIDA DE AGUA CALEFACCION
17- CAMISA DE AGUA CALEFACCION
Causas de falla en dosificado de grasa

Causas de falla en dosificado de grasa
Causas de falla en dosificado de grasa

Mejoras propuestas
1° - Llevar a condición básica la bomba de relleno
2° - Cambio en la posición de las valvulas dosificadoras
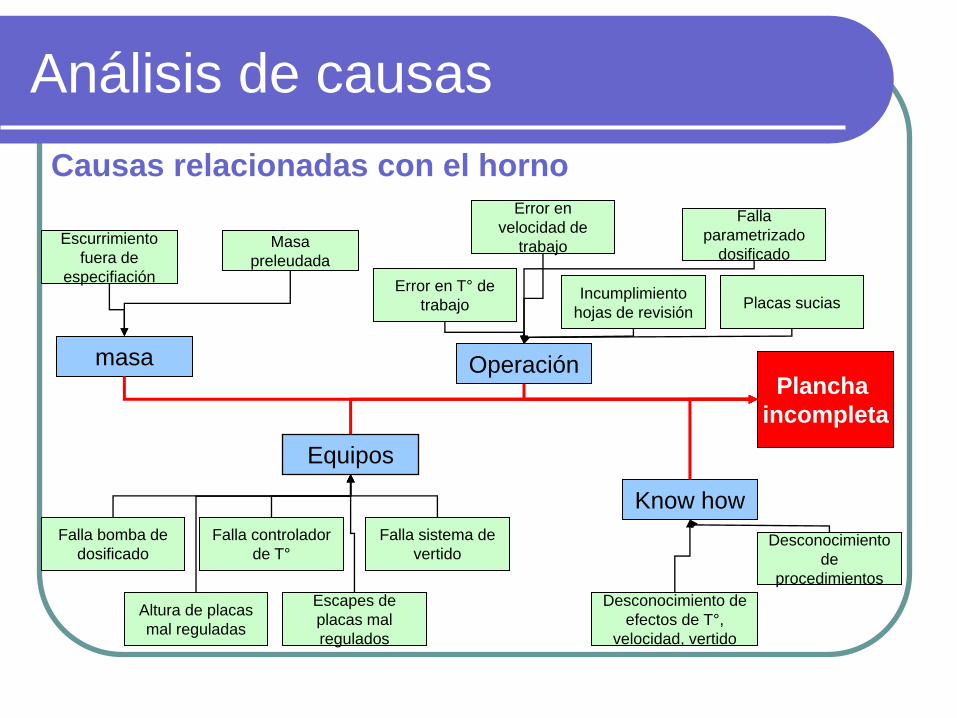
Análisis de causas
Plancha
incompleta
masa Operación
Equipos
Know how
Escurrimiento
fuera de
especifiación
Masa
preleudada
Error en
velocidad de
trabajo
Falla
parametrizado
dosificado
Incumplimiento
hojas de revisión
Error en T° de
trabajo
Falla bomba de
dosificado
Falla controlador
de T°
Altura de placas
mal reguladas
Escapes de
placas mal
regulados
Falla sistema de
vertido
Desconocimiento de
efectos de T°,
velocidad, vertido
Desconocimiento
de
procedimientos
Causas relacionadas con el horno
Placas sucias
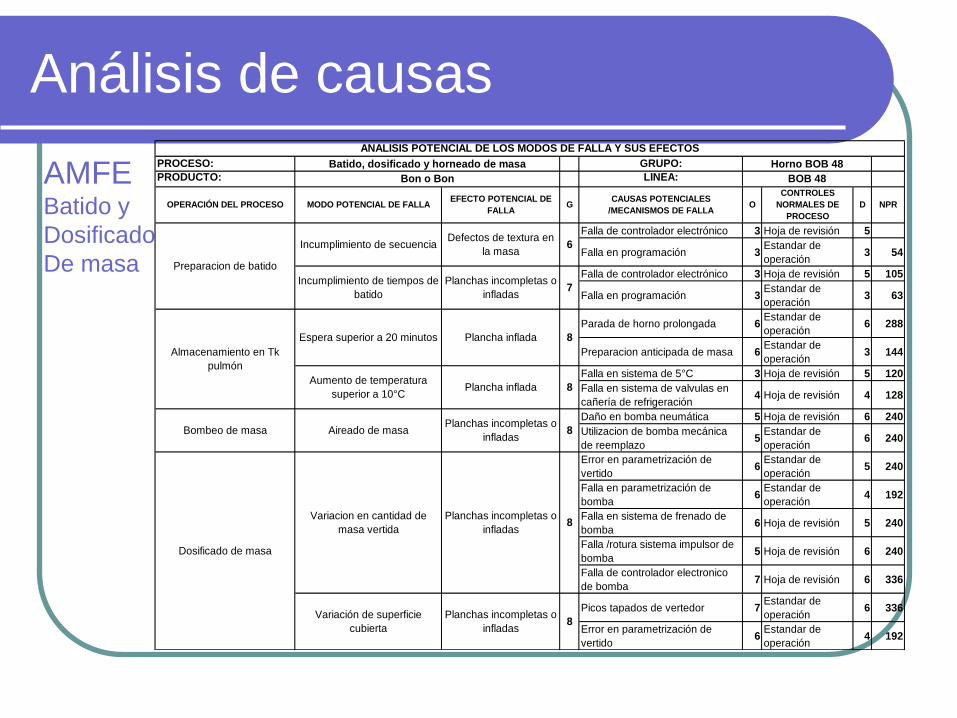
Análisis de causas
AMFEBatido y
Dosificado
De masa
PROCESO: GRUPO:
PRODUCTO: LINEA:
Falla de controlador electrónico 3 Hoja de revisión 5
Falla en programación 3Estandar de
operación3 54
Falla de controlador electrónico 3 Hoja de revisión 5 105
Falla en programación 3Estandar de
operación3 63
Parada de horno prolongada 6Estandar de
operación6 288
Preparacion anticipada de masa 6Estandar de
operación3 144
Falla en sistema de 5°C 3 Hoja de revisión 5 120
Falla en sistema de valvulas en
cañería de refrigeración4 Hoja de revisión 4 128
Daño en bomba neumática 5 Hoja de revisión 6 240
Utilizacion de bomba mecánica
de reemplazo5
Estandar de
operación6 240
Error en parametrización de
vertido6
Estandar de
operación5 240
Falla en parametrización de
bomba6
Estandar de
operación4 192
Falla en sistema de frenado de
bomba6 Hoja de revisión 5 240
Falla /rotura sistema impulsor de
bomba5 Hoja de revisión 6 240
Falla de controlador electronico
de bomba7 Hoja de revisión 6 336
Picos tapados de vertedor 7Estandar de
operación6 336
Error en parametrización de
vertido6
Estandar de
operación4 192
O D
CONTROLES
NORMALES DE
PROCESO
Batido, dosificado y horneado de masa
Bon o Bon
MODO POTENCIAL DE FALLAEFECTO POTENCIAL DE
FALLAOPERACIÓN DEL PROCESO
ANALISIS POTENCIAL DE LOS MODOS DE FALLA Y SUS EFECTOS
Incumplimiento de secuencia Defectos de textura en
la masa
Preparacion de batido
CAUSAS POTENCIALES
/MECANISMOS DE FALLAG NPR
Horno BOB 48
BOB 48
Incumplimiento de tiempos de
batido
Planchas incompletas o
infladas
6
7
Almacenamiento en Tk
pulmón
Planchas incompletas o
infladasAireado de masaBombeo de masa
Espera superior a 20 minutos Plancha inflada
Plancha infladaAumento de temperatura
superior a 10°C
Dosificado de masa
Planchas incompletas o
infladas
Variacion en cantidad de
masa vertida
Planchas incompletas o
infladas
Variación de superficie
cubierta
8
8
8
8
8

Análisis de causas
AMFE
Horneado
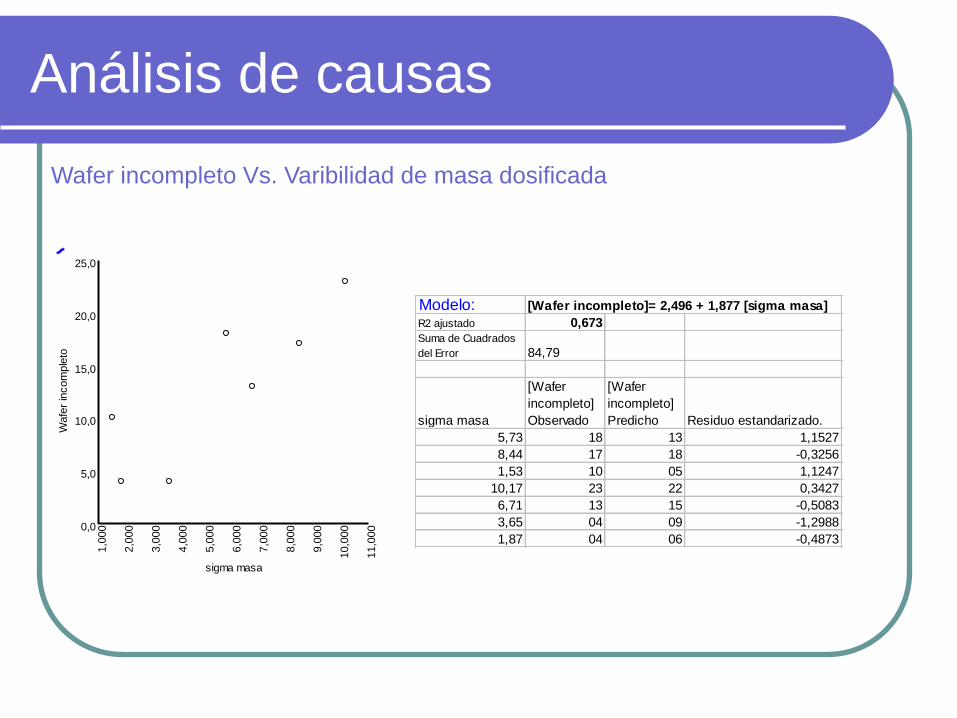
Análisis de causas
Wafer incompleto Vs. Varibilidad de masa dosificada
1,0
00
2,0
00
3,0
00
4,0
00
5,0
00
6,0
00
7,0
00
8,0
00
9,0
00
10,0
00
11,0
00
sigma masa
0,0
5,0
10,0
15,0
20,0
25,0
Wafe
r in
com
ple
to
Modelo: [Wafer incompleto]= 2,496 + 1,877 [sigma masa]
R2 ajustado 0,673Suma de Cuadrados
del Error 84,79
sigma masa
[Wafer
incompleto]
Observado
[Wafer
incompleto]
Predicho Residuo estandarizado.
5,73 18 13 1,1527
8,44 17 18 -0,3256
1,53 10 05 1,1247
10,17 23 22 0,3427
6,71 13 15 -0,5083
3,65 04 09 -1,2988
1,87 04 06 -0,4873
Mejoras realizadas
1° - Cambio de bomba dosificadora de masa
2° - Rediseño y cambio de pulmon de masa de horno.
1° - Realizarr mejoras en sistema de grasa del centro de
masa
2° - Evaluar resultados obtenidos.
Pendientes