mayo-junio 2016 • nº 155metalspain.com/tratamientos-junio16.pdf · según el informe de femeval,...
TRANSCRIPT
MA
YO
-JU
NIO
201
6 •
Nº
155
TR
AT
AM
IEN
TO
S T
ER
MIC
OS
24-5-16 TT 155 MAYO-JUNIO 2016 CUB_81027 TT- CUBIERTA fabril N107 31/05/16 10:10 Página 1

24-5-16 TT 155 MAYO-JUNIO 2016 CUB_81027 TT- CUBIERTA fabril N107 31/05/16 10:10 Página 2

24-5-16 TT 155 MAYO-JUNIO 2016 CUB_81027 TT- CUBIERTA fabril N107 31/05/16 10:10 Página 2
MA
YO
-JU
NIO
201
6 •
Nº
155
TR
AT
AM
IEN
TO
S T
ER
MIC
OS
24-5-16 TT 155 MAYO-JUNIO 2016 CUB_81027 TT- CUBIERTA fabril N107 31/05/16 10:10 Página 1

MAYO-JUNIO 2016 - N.º 155
AlbertDirector
David VarelaPublicidad
PabloAdministración
José María Palacios1991-2008Redacción
COLABORADORJuan Martínez Arcas
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 11.224-1991ISSN: 1132 - 0346
Pàg.EDITORIAL ......................................................................... 2LAS INFORMACIONES ..................................................... 3ARTÍCULOSIndagación a los rodamientos de acero al cromo SAE 52100
Por María de Jesús Pluma Torres, Judith del Socorro Gutiérrez Glez. 12TIcom Inductión ....................................................................................... 15Evaporadores al vacío - La tecnología al servicio de las empresas y de la
conservación del medio ambiente. Por Coniex, S.A. .......................... 17Reducción del coste total de los rodamientos: Brammer logra que sus
clientes ahorren más de 10 millones de euros en rodamientos .......... 19Sistemas de enfriamiento .Por EMISON .................................................. 21Referenciais de Qualidade nos tratamentos térmicos de
soldaduras (5 Parte). Por J. Alexandre Silva ...................................... 21ENGLISH NEWS................................................................... 25EMPLEO - SEGUNDAMANO ............................................ 35GUÍA ...................................................................................... 38SERVICIO LECTOR ........................................................... 40
EDITACAPITOLE PRESS
DISEÑOLyPr
TRATAMIENTOS TÉRMICOS aparece seis veces al año. Los au-tores son los únicos responsables de las opiniones y conceptos porellos emitidos. Queda prohibida la reproducción total o parcial decualquier texto o artículos de TRATAMIENTOS TÉRMICOS sin pre-vio acuerdo con la revista.
Calle Goya, 25, 1º Izq. - 28001 MADRIDTel. 91 576 56 09
En portada deTRATAMIENTOS TERMICOS:
TAVVACUUM FURNACES
ALUMINIUM VACUUMBRAZING FURNACE
Contact:
in TAV - Vacuum Furnaces

Después del éxito de la Jornada TRATAMIENTOS en Mé-xico 2015 ( ver el reportaje en la revista y la video enhttp://metalspain.com/mexico2015.htm) viene el 15 deJunio 2016 la Jornada TRATAMIENTOS TÉRMICOS MÉ-XICO 2016.
México está produciendo más coches que Brasil y las in-versiones son considerables. México va a ser el 6 pro-ductor mundial de coches en 2020 gracias a todas lasnuevas inversiones, cuando estaba el 9 en 2010.
El 15 de Junio 2016, se van a reunir los profesionales másdinámicos de los Tratamientos Térmicos en la JORNADA
TRATAMIENTOS TÉRMICOS MÉXICO 2016: verhttp://metalspain.com/mexico.htm
Interesantes Jornadas Tratamientos Térmicos:
• Jornadas Tratamientos Térmicos Bilbao 201628 Septiembre 2016 (Bilbao) http://metalspain.com/TT.htm
• Jornadas Tratamientos Térmicos India 2016.16 Noviembre (India) http://metalspain.com/india.html
Es importante comunicar con sus clientes para dar a co-nocer su empresa.
La Redacción
EDITORIAL
CÓMO AUMENTAR SUS VENTAS - TRATAMIENTOS TÉRMICOS EN MÉXICO

TT. INFORMACIONES
JORNADA TRATAMIENTOSTERMICOS MEXICO 2016Querétaro – 15 Junio 2016 http://metalspain.com/mexico.htm
Conferencias
- El poder de PDMetrics: Optimi-zando Operaciones con Manteni-miento Predictivo - IPSEN.
- Requerimientos CQI 9 TUS & SATpara la industria automotriz - FORD(México)..
- Innovaciones en Carburizado deBaja Presión par Alta producción -IPSEN.
- Evolución de los tratamientos térmi-cos en las industrias automóviles2004-2015, en todo el mundo, in-cluyendo Nanotechs y tratamientostérmicos para piezas metal produci-das en 3D - TRATAMIENTOS TER-MICOS.
- Tratamientos termoquímicos asisti-dos por plasmas - TERMOINNOVASA DE CV.
- Substitution of traditional heat treat-ment processes by plasma assistedsurface treatment - RÜBIG.
- Sub-zero treatment in vacuumchamber furnaces - SCHMETZGmbH.
- Automated Rapid Quench Heat Tre-atment for Duplex Casting - DHA-NAPRAKASH INDIA.
- Care and Feeding of the VacuumFurnace - ALPHATEK.
- Glycol Quenching - CHE FURNA-CES INTERNATIONAL.
- Retained Austenite: non destructiveanalysis by XRD and ASTM - GNRITALIA.
- Properties and advantages of usingStop-offs on Brazing agents andHeat Treatment applications - WALLCOLMONOY.
- Derecho de los contratos y Proprie-dad .
- Trends in Vacuum furnace applica-tions - MEISA - OERLIKON LEY-BOLD VACUUM.
- Novedades en Nanotecnólogias enTratamientos Térmicos.
- Efficient Burner System Technolo-gies for Heat Treatment Furnaces -WS THERMAL PROCESS TECNO-LOGY Inc.
- Hybrid thermo-chemical treatment -equipment, technology, R&D as-pects - AMP - Heat Treatment Tech-nologies - Poland.
- Temple por Inducción : últimosavances para el control de calidad -GH INDUCTION.
- Simulación de los procesos de Trata-mientos Térmicos. CPM S.A. de C.V.
La jornada Tratamientos Térmicos sefundamenta en la aportación de SO-LUCIONES CONCRETAS a las pre-guntas que se plantea la industria delos Tratamientos Térmicos, tanto a ni-vel de las propias empresas del sectorcomo de las secciones de tratamientostérmicos de las empresas (industriásdel automóvil, aeronáuticas, ferrocari-les, fundiciones, moldes, forjas : GE-NERAL MOTORS, FORD, DAIMLER,GKN BODYCOTE, MESSIER-SAFRAN,ARBOMEX, TREMEC TRANSMIS-SIONS, DANA GROUP, AAM, TER-NIUM, THYSSENKRUPP, FORJA DEMONTERREY, GM TOLUCA, FA-BRICA DE ARMAMIENTOS DE LA SE-CRETARIA DE LA DEFENSA NACIO-NAL, EATON TRANSMISSIONS, RE-GAL, VCST, ITR, ALAXIA,AERNNOVA, CIDETEC, UNAQ…presentes en la Jornada 2015
Stand 399 Euros
Es interesante aprovechar esta JornadaTécnica para presentar sus solucionesen un stand.
Mesa, 3 sillas, puede exponer sus Pos-ters
Precio: $ 6,707 MN, US$ 523,99 o399 euros.
Se puede inscribir en linea en:http://metalspain.com/paypal-mexico.html
Al recibir su pago queda confirmadosu stand y puede escoger su lugar.
A partir de 7:30 ¬ decoración destands.
A partir de 8:00 ¬ visita de stands y en-trega gafetes.9:15 Conferencias.11:30 Pausa café y visita de los stands.12:00 Conferencias.14:30 Comida.15:30 Conferencias.18:00 final y visita de los stands.
3TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

TT. INFORMACIONES
CENTRO DE CONGRESO Y HOTEL:HOLIDAY INN Diamante Querétaro
Fray Junipero Serra : 1500-A AnilloVial Ii Queretaro , 76140 Mexico
Mail: [email protected]
Vuelos directos al aeropuerto interna-cional de Querétaro desde Dallas,Houston, Chicago etc.
Registrarse
Registrarse como visitante incluye co-mida, coffe-break, documentación.
Precio: $ 1,707 MN, US$ 131 o 115euros.
Se puede inscribir en linea enhttp://metalspain.com/paypal-me-xico.html
SI tiene clientes en el sector Fundi-ción, le recomendemos, con los mis-mos precios, la Jornada Fundición (eldía siguiente):http://metalspain.com/FUNDICIONmexico.htm
Todas informaciones en:http://metalspain.com/[email protected]
Servicio Lector 1
IMAT NDT
Imat NDT es una empresa 100% me-xicana especialista de la inspecciónde materiales pruebas non destructi-vas.
Imat NDT está presente en la JornadaTRATAMIENTOS TERMICOS ME-XICO 2016:
Clientes Imat NDT:
Servicio Lector 2
EL METAL CIERRA 2015 CONUN INCREMENTO DEL 13% DESU ÍNDICE DE PRODUCCIÓNINDUSTRIAL
El metal de la Comunidad Valencianacerró 2015 con un 29% más de ex-portaciones y un incremento del 13%de su índice de producción industrial. Según el informe de FEMEVAL, la acti-vidad productiva del metal de la Co-munidad Valenciana, con un 13,2%,duplicó la media española que fue del6,37% al cierre de 2015. Por sectoresindustriales, destaca el excelentecomportamiento de la fabricación dematerial de transporte que incre-mentó su producción anual en un27%, seguido del 11,4% y 5,3% de lamaquinaria y equipo mecánico y de lametalurgia y fabricación de productosmetálicos, respectivamente. La únicaexcepción fue la caída del 1% de la fa-bricación de material eléctrico, elec-trónico y óptico. Las exportaciones, motor de la activi-dad del metalMéxico se consolidó en el Top 10 dedestinos de las exportaciones del me-tal valenciano.
Servicio Lector 3
BAUTERMIC S.A. TIENE UNAGRAN EXPERIENCIAFABRICANDO MÁQUINAS PARA:LAVAR - DESENGRASAR -FOSFATAR - PINTAR - CALENTAR -FUNDIR - TEMPLAR…
Máquinas que a lo largo de los últimos36 años han dado y siguen dando óp-timas prestaciones en sectores indus-triales tan diversos como son: Auto-moción – Ferrocarril – Aviación – Má-quinas Herramientas – Moldes –Menaje – Herrajes – Mecanizados –Forjados – Fundición – Tornillería –Decoletaje – Estampación – Trata-mientos Térmicos…
Se trata de máquinas que son proyec-tadas y adaptadas a las necesidades decada cliente, a su Producción –Espa-cio y Potencia disponibles – Grado deautomatización – Calidad exigida y ala Inversión económica prevista pararealizar dicho proyecto.
Facilitaremos gratuitamente el pro-yecto más adecuado para cada una delas empresas que lo soliciten.
Lavado y desengrase.
Estufas hasta 500ºC.Instalaciones depintura.
4 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016


TT. INFORMACIONES
Servicio Lector 4
EL SOFTWARE DE MEDICION DEBLUM EN SAMMER O COMOMEDIR FORMAS COMPLEJASCON UN SOLO CLIC
En la industria del automóvil, el nivelde exigencia en lo que respecta a lacalidad es cada vez mayor. Todavíamás importante es controlar las carac-terísticas de calidad de la cadena deprocesos, desde el principio y con lamáxima minuciosidad. Para alcanzarlos elevados grados de precisión quese requieren, la compañía SammerModell- und Formenbau GmbH hadecidido apostar por el software demedición FormControl de Blum-No-votest. El software permite controlarlas piezas por completo sin retirarlasde la fijación original y con sólo unoscuantos clics, ya se trate de piezas congeometrías estándar o de superficiesde forma libre.
La compañía Sammer Modell- undFormenbau GmbH, con sede en la lo-calidad autríaca de Eugendorf, cuentaentre sus clientes con empresas de re-nombre como BMW, AVL o Nemak,para las que fabrica principalmente
Hornos Hasta 1250ºC. Incineradores.
moldes para culatas, cárteres, cajas decambios, etc. Cada una de las piezasfresadas se mide en el centro de meca-nizado con el software de mediciónFormControl de Blum-Novotest, queestá instalado en siete centros de me-canizado de 3 y 5 ejes. Se pueden me-dir superficies de forma libre, orificios,ángulos, distancias, etc. “Una granventaja del software es que nos per-mite medir nuestras piezas cuando es-tas aún se encuentran en su atada ori-ginal en el centro de mecanizado. Deeste modo, ahorramos mucho tiempo,porque podemos rectificarlas inme-diatamente cuando es necesario”, ex-plica Johann Pucher, jefe de produc-ción. Y añade: “Gracias al software, seacabó aquel costoso proceso: soltar lapieza, transportarla hasta la máquinade medición, medirla, volver a fijarlaen la sujeción, alinearla, rectificarla.”
Servicio Lector 5
JORNADA TÉCNICATRATAMIENTOS TÉRMICOSBILBAO 201628 de Septiembre 2016 – Bilbao –Barceló Nervión -http://metalspain.com/TT.htm
Conferencias
- Patentada e innovadora tecnólogiade temple por inducción sin rota-ción para cigüeñales y árboles de le-vas.
- Optimización del vacío en Trata-mientos Térmicos.
- Medición de temperatura sin con-tacto mediante infrarrojos; los dife-rentes equipos y técnicas, ventajas einconvenientes y factores a tener encuenta..
- Conferencia FORD ( por confirmar)- Contour Induction hardening of
helical gears.
- Nuevas técnicas para la caracteriza-ción mecánica de materiales a nivelmicrodetallado.Evolución de losTratamientos Térmicos en el sectorAutomovil 2004-2015, al nivel na-cional e internacional, hasta las Na-notecnológias en Tratamientos Tér-micos.
- Hornos de vacío: inovaciones y pro-ductividad.
- Hornos de Atmósfera: los factoresimportantes.
- Más por venir
Para proponer un conferencia, graciasenviar el título a:[email protected]
La jornada se fundamenta en la apor-tación de SOLUCIONES CONCRETASa las preguntas que se plantea hoy endía la industria de los TratamientosTérmicos, tanto a nivel de las propiasempresas del sector como de las sec-ciones de tratamientos térmicos de lasempresas (indústrias del automóvil,aeronáuticas, eólicas, ferrocarriles,fundiciones, forjas...).
FORD, TRW GEARBOX DEL PRAT,SEAT-VW, RAMADA, ALSTHOM HY-DRO, IMESAZA, Grupo TTT, SUÑER,TRATAMIENTOS TERMICOS YURRE,EUSKAL FORGING, FUNDICION ENCASDARA MEIN,INAUXA, TEY, MA-NUFACTURAS ALFE, FUNDICIONESDE VERA, RECUBRIMIENTOSMUÑAGORRI, TRATMIENTOS TER-MICOS IRUÑA, TRATAMIENTOSTERMOQUIMICOS EIZEN, TRA-TERME, Tramientos Térmicos SARAS-KETA, AYZAR, ESTAMCAL, TRATER-NOR -TRATAMIENTOS TERMICOSDEL NORTE, ULMA FORJA,RAYZA,EKIN..presentes en las prece-dentes jornadas.
6 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016


TT. INFORMACIONES
Stand: 390 Euros
Es interesante aprovechar esta JornadaTratemientos Térmicos para presentarsus soluciones en un stand.
El stand viene equipado con Mesa, 3sillas, puede venir con sus Posters
Precio: 390 euros
Asistir: 95 euros (incluye pausa café,almuerzo, documentación).
Se puede registrar en linea en:http://metalspain.com/TT-2013pago.htm
ver video Jornada 2015:enhttps://www.youtube.com/watch?v=ZhHKJvALoy0
Todas informaciones en:http://metalspain.com/[email protected]
Servicio Lector 6
ESTUFAS HASTA 650ºC PARAMULTIPLES TRATAMIENTOS
BAUTERMIC S.A. fabrica Estufas (hor-nos de baja temperatura) con calefac-ción eléctrica o a combustión, con di-ferentes dimensiones útiles aptas paradiversos tipos de tratamientos entre50ºC y 650ºC, como pueden ser:Pruebas de laboratorio, Secados, Poli-merizados, Deshidrogenados, Desga-sificados, Envejecimiento acelerado,Tratamientos térmicos, Estabilizados,Revenidos, Dilatación, etc...
Estas estufas se caracterizan por sugran uniformidad de temperatura yalto rendimiento, ya que en su funcio-namiento cuentan con un sistema derecirculación forzada de aire en cir-cuito cerrado, un aislamiento térmico
de alta calidad, así como de un sis-tema de control de la temperaturaelectrónico digital de gran precisión,que ajusta automáticamente, la poten-cia de calefacción necesaria paramantener la temperatura constante.
Las cargas a tratar se pueden depositarsobre bandejas, cestas, carros, sopor-tes especiales, cintas transportadoras,etc... en el interior de la cámara detrabajo disponen de un doble registropara la renovación del aire y para laevacuación de los gases generadosdurante el tratamiento.
Toda empresa que lo solicite recibirágratuitamente una oferta del tipo deestufa más adecuado a sus necesida-des.
Servicio Lector 7
SIEMENS INCREMENTA UN41% SU BENEFICIO EN ELPRIMER TRIMESTRE HASTALOS 1.557 MILLONES DEEUROS
Siemens ha empezado con fuerza elprimer trimestre de su año fiscal (del 1de octubre al 31 de diciembre de2015), al lograr un destacable incre-mento del 8% en sus ingresos con res-pecto al mismo periodo del año ante-rior, hasta totalizar 18.891 millones deeuros.
En este sentido, Joe Kaeser, presidentey CEO de Siemens, ha declarado que“continuaremos centrándonos enabordar los retos estructurales a losque se enfrenta la compañía y en in-
vertir para seguir desarrollando nues-tros mercados y fortalecer nuestro po-der de innovación”.
Servicio Lector 8
GM REPRESENTACIONES
Microscopio, mo-delo MIKOBA410, estativo mo-dular, diseño er-gonómico, redu-
ciendo el cansancio para el operador,iluminador incorporado de voltajeAC85-230V. Lámpara halógena6V/30W, intensidad ajustable dia-fragma de campo para iluminaciónKoehler. Tubo de observación Seiden-topf inclinación 45º, distancia interpu-pilar de 55 mm a 75 mm, ocularesWF10X número de campo 21mm. Pla-tina comando diestro X-Y. Mecanismode enfoque macro y micrométrico co-axial, escala de enfoque fino: 0,002mm. Revólver de objetivos quíntuple;Objetivos metalúrgicos corregidos ainfinito: Sistema de polarizador y ana-lizador con colisa de extracción, gira-torio 360º y filtros azul, verde y amari-llo. Acepta accesorios como foto tuboy cámaras para microfotografía. Retí-culos de medición.
Servicio Lector 9
INDIA HEAT TREATMENTCONGRESS 2016
Después del éxito de las excelentescongresos oranizados en 2014 y 2015(ver video en :http://metalspain.com/india.html y elreportaje en la parte en inglés de estarevista.) se está organizando el con-greso 2016 en India.
9TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

TT. INFORMACIONES
En 2016, ya se pueden reservar stand(390 euros) y proponer conferencia enun mercado de 1.300.000 personasque produce más de 4.000.000 co-ches al año y con el crecimiento delPIB más fuerte de Asia.
Información en;http://metalspain.com/india.html y [email protected]
Servicio Lector 10
LA COLABORACIÓN CON ELSECTOR DE LA AUTOMOCIÓNPERMITE LA GESTIÓN DEDATOS SOBRE SOLDADURA YUNIÓN DE MATERIALESESENCIALES EN EL DISEÑO YLA SIMULACIÓN
Granta Design ha anunciado hoy lasnuevas herramientas de GRANTA MIpara la gestión de datos sobre propie-dades de materiales relacionados conla soldadura y otras técnicas deunión. Estos datos tienen un alto valorpara las organizaciones del sector au-tomovilístico que busquen asegurar laprecisión durante el diseño y la simu-lación. Sin embargo, esta informaciónrara vez se gestiona de forma sistemá-tica, lo que da lugar a ineficiencias, in-consistencias y riesgos. Granta trabajamano a mano con líderes en la fabri-cación de equipamiento y proveedo-res del sector a través del consorcioAutomotive Material Intelligence(AutoMatIC) para crear un nuevo sis-tema de información fácil de usar, ex-tensible, y que pueda asegurar que losdatos internos de la empresa relacio-nados con la soldadura y otros tiposde unión sean capturados, trazables,rastreables y accesibles.
Los miembros del consorcio AutoMa-tIC (entre ellos General Motors, PSAPeugeot Citroën y Jaguar Land Rover)utilizan GRANTA MI™, el sistema lí-der para la gestión de la informaciónsobre materiales en empresas de inge-niería, para gestionar su informacióncorporativa de materiales.
Dan Williams, que coordina el con-sorcio AutoMatIC en Granta Design,
comenta: “Es genial poder capturar laexperiencia del consorcio de maneraque aporte valor a todos sus miem-bros, así como a otros usuarios de lagestión de información sobre materia-les. Estamos llevando a cabo el princi-pal objetivo del consorcio, esto es,apoyar el ciclo de vida completo delas propiedades de materiales—ensa-yos, procesos de cualificación, diseñode producto, simulación de durabili-dad/choque—con los datos adecua-dos, para la gente adecuada, en el for-mato adecuado.”
Granta colabora con empresas líderesdel sector de la automoción para im-pulsar las mejores prácticas en la ges-tión de datos de propiedades de mate-riales relacionados con las técnicas desoldadura y unión.
Sobre Granta Design Ltd
Granta son los expertos en tecnologíade información sobre materiales. Lacompañía desarrolla el software líderen el mercado para la gestión de la in-formación sobre materiales y procesosen empresas de ingeniería, además deuna serie de herramientas para la apli-cación de estos datos en las decisionesclave sobre diseño de materiales yproductos en la industria.
Servicio Lector 11
NUEVOS FLUIDOS DEMECANIZADO YRECTIFICADO FUCHSECOCOOL 700Exentos de Boro, Dietanolamina,Liberadores de Formaldehído y otrosbactericidas
FUCHS ha desarrollado y lanzado almercado su nueva gama de fluidos so-lubles para mecanizado y rectificadoECOCOOL 700 con máximas propie-dades lubricantes, con las que se ob-tienen superficies con baja rugosidady garantizan un mínimo desgaste de laherramienta en los procesos de arran-que de metal. Esta gama de productos
10 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

TT. INFORMACIONES
está completamente exenta en su for-mulación de compuestos que conten-gan Boro, Dietanolamina, Liberadoresde Formaldehído y otros bactericidas.
Entre las propiedades de ECOCOOL700 destaca su buena capacidad anti-corrosiva con lo que se garantiza unaalta protección de las máquinas y delas piezas tratadas, una baja o inclusonula formación de espuma en aguasmuy blandas e incluso en sistemas dealta presión y una gran capacidad derefrigeración y evacuación de calorde la zona de trabajo. Con ECOCOOL700 se consigue una larga vida de lasemulsiones con un bajo coste de man-tenimiento.
La nueva gama ECOCOOL 700 seadapta a los cambios recogidos en elnuevo Reglamento CLP sobre clasifi-cación, etiquetado y embalaje de losproductos químicos. Por su composi-ción, los nuevos fluidos para mecani-zado y rectificado no requieren en suetiquetado el pictograma de corrosivoni las frases de peligro H314: “Pro-voca quemaduras graves en la piel ylesiones oculares graves” y H318:“Provoca lesiones oculares graves”,por lo que no necesitan condicionesespeciales de almacenamiento. Losnuevos fluidos para mecanizado y rec-tificado de FUCHS son respetuososcon la salud y la seguridad de los ope-rarios.
Aplicaciones nueva gama ECOCOOL700:
• Mecanizado muy severo aleacionesaluminio: ECOCOOL MS 790 BFF.
• Mecanizado aleaciones aluminio:ECOCOOL MS 780 BFF.
• Mecanizado aleaciones de cobre yaluminio: ECOCOOL MS 747 BFF.
• Mecanizado y rectificado de ace-ros y fundición: ECOCOOL RM725.
• Rectificado de aceros y fundición:ECOCOOL RM 715.
Servicio Lector 12
SOLUCIONES LIMPIAS PARAUNA LIMPIEZA DE PIEZAS YSUPERFICIES EFICIENTE YSEGURA EN SUS PROCESOSOPERATIVOS
Cuando se tratade lograr la lim-pieza económicay cualitativa-mente estable re-querida para po-der realizar pro-
cesos posteriores y además garantizarel funcionamiento intachable de losproductos finales hay que tener encuenta muchos factores. Desde laelección de los detergentes adecua-dos, pasando por las tecnologías deprocesos e instalaciones, tratamientode medios y recipientes de limpieza,hasta el entorno de la extracción final,la protección antioxidante y el empa-quetado. Tanto la limpieza previa, fi-nal o de superficies funcionales – cadatipo de limpieza presenta exigenciasdiferentes. “
Destaca una instalación limpiadoramodular que permite combinar losprocesos de limpieza previa por in-mersión o ultrasonidos, enjuague si-lueteado por control robótico, desbar-bado de piezas constructivas, enjua-gue de piezas constructivas con vaporseco, y control foto-óptico de piezasconstructivas con limpieza posterior abase de CO2. Para limpiezas con di-solventes a base de hidrocarburos nohalogenados y alcoholes modificadosse presenta a su vez una nueva instala-ción especial de alta compacidad yequipada con tecnologías innovado-ras. En presentación de estreno semuestra una innovadora solución deultrasonidos que permite usar multi-frecuencias ultrasónicas ahora tam-bién en instalaciones de limpieza de
cámaras al vacío. Vibradores sumergi-bles resistentes al vacío con frecuen-cias de 25 y 50 kHz ultrasónicas po-tencian la flexibilidad y las posibilida-des operativas de estas instalaciones.
Servicio Lector 13
FLUKE® PROCESSINSTRUMENTS INTRODUCESPOTSCANTM, UNACCESORIO DEEXPLORACION LINEAL PARAPIROMETROS PUNTUALES(SPOT PYROMETERS)
Fluke® Process Instruments ha intro-ducido el accesorio de exploración li-neal SpotScanTM para su familia demejores pirómetros puntuales. Com-patible con EnduranceTM, Maratón, ylas series Modline® 5 y Modline 7 desensores infrarrojos (IR) para mediciónde temperatura sin contacto, el acce-sorio cuenta con un mecanismo de ex-ploración innovador que permite quelos usuarios recopilen datos de tempe-ratura sobre un área mayor en elblanco (objeto del que se mide la tem-peratura).
El accesorio de exploración linealSpotScan ayuda a optimizar las presta-ciones de los termómetros infrarrojosen aplicaciones que van desde el pro-cesamiento de metales y el calenta-miento por inducción, a la producciónde grafito. Es especialmente adecuadopara supervisar puntos calientes ypuntos fríos mediante la web o sobreuna cinta transportadora.
Servicio Lector 14
11TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
INTRODUCCIÓNLos rodamientos son muy facil de utilizar. Esto hace quesu gama de aplicaciones sea muy amplia. Se utilizan enlas secciones giratorias de muchos dispositivos, comen-zando por aparatos electrodomesticos, como aspirado-ras, refrigeradores y acondicionadores de aire y yendohasta automoviles, trenes , aviones, equipos de construc-cion y maquinas herramienta, asi como maquinaria yequipos grandes.
La industria de los rodamientos utiliza diferentes mate-riales para la fabricación de los diversos componentesdel rodamiento. Los materiales se procesan para lograrlas propiedades deseables para maximizar el rendi-miento del cojinete y la vida. Los materiales que se des-criben aquí son los más comúnmente utilizados.
RODAMIENTOS DE ACERO AL CROMO
Acero SAE 52100
El material más común usado para producir el transportede carga en componentes de rodamientos de precisiónde bolas, rodamientos de rodillos y rodamientos de rodi-llos cónicos 52100 es de acero cromado. Estos compo-nentes son los cojinetes interior y exterior anillos, bolas yrodillos. La composición química de este acero tiene altocontenido de cromo de aproximadamente 1,5% de car-
bono. El uso de procesamiento controlado y métodos delos componentes del rodamiento acabado tienen alta re-sistencia, el agrietamiento y una superficie dura para re-sistir fatiga subsuelo de laminación de contacto por tra-tamiento térmico. La dureza de la superficie típica decomponentes hechos de este material, oscila entre 60-64 en la escala de dureza Rockwell C (Rc).
Ventajas de acero cromado
• Dureza Superior, 60-67 en la escala de dureza Rock-well (Rc) a temperatura ambiente.
• Acero de aleación de cromo de alto carbono.• Funciona continuamente a temperaturas de hasta
120° C.• Se utiliza para producir rodamientos de bolas de pre-
cisión y cojinetes de rodillos.• Económico.• Larga vida útil.
La resistencia al desgaste de las bolas de acero de cromotiene paralelo, y son ideales para su uso en aplicacionesaeroespaciales, incluyendo las alas de los aviones. Usosen el campo de la medicina incluyen rodamientos de bo-las en camas de hospital, y se prefieren debido a la finasuperficie de acabado propiedades que proporcionan unfuncionamiento silencioso. Este material también tieneuna alta resistencia a la deformación, por lo que es unactivo muy durable.
52100 acero cromado extra limpio
El acero utilizado para producir rodamientos en minia-tura de alta precisión se procesa con medidas adiciona-les de fusión. El resultado es un tipo de acero con estruc-
INDAGACIÓN A LOS RODAMIENTOS DE ACERO AL CROMO SAE 52100
Por Ing. María de Jesús Pluma Torres, Ing. Judith del Socorro Gutiérrez GonzálezInstituto Politécnico Nacional - Escuela Superior de Ingeniería Textil
TRATAMIENTOS TERMICOS. MAYO-JUNIO 201612
tura de material de grano fino muy uniforme, las superfi-cies de contacto de soporte pueden ser súper acabadomuy suave por lo que el cojinete es muy tranquilo.
El método de tratamiento térmico más común para aceroal cromo es a través de endurecer el acero en un hornode atmósfera controlada. Rodamientos fabricados enacero al cromo pueden funcionar a temperaturas conti-nuas de hasta 120 ° C.
¿Dónde se encuentran las temperaturas más altas, es po-sible calentar la regularización de los componentes delrodamiento? Variando el proceso de tratamiento tér-mico, los rodamientos pueden ser producidos por lo queson capaces de funcionar a temperaturas de 220 ° C, ymás alto. Para estas aplicaciones, los componentes de-ben ser sometidos a un tratamiento de revenido a unatemperatura superior que corresponde a la temperaturade servicio. Este tratamiento de revenido elevado tieneun efecto perjudicial sobre la dureza del material y la ca-pacidad de carga del rodamiento se reduce.
SAE 52100 es un acero para rodamientos de propósitogeneral excelente. Debido a su dureza y resistencia aldesgaste, que presenta una buena vida a fatiga de los ro-damientos. Sin embargo, la resistencia a la corrosión deacero al cromo es baja debido al bajo contenido decromo. Las superficies de los rodamientos deben estarprotegidos con un recubrimiento de inhibidor de óxido oaceite para detener la oxidación.
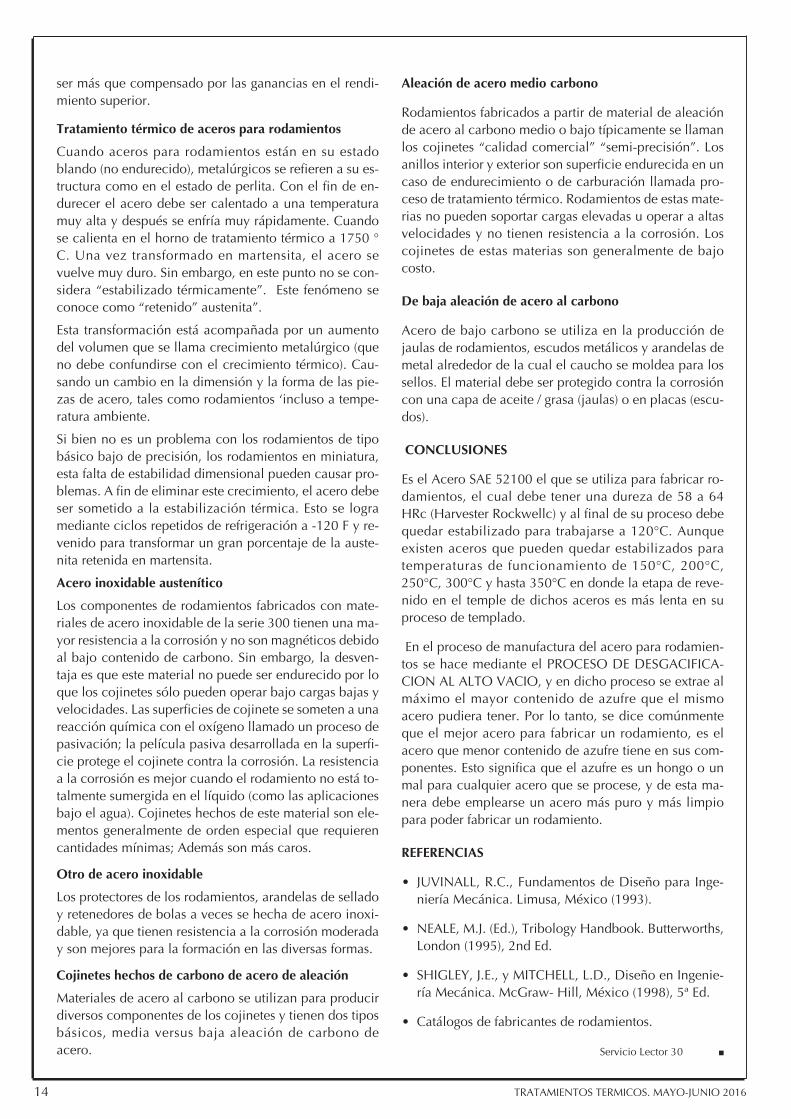
Como puede verse en la siguiente tabla, la composiciónquímica estándar de acero al cromo variará depen-diendo del país en el que se produce.
Rodamientos fabricados de aceros inoxidables
Los Materiales de acero inoxidable se utilizan para hacercomponentes de soporte, ya que es más resistente a lacorrosión de la superficie debido a la mayor contenidode cromo (~ 18%) con la adición de níquel. El cromo re-acciona con el oxígeno para formar una capa de óxidode cromo en la superficie, la creación de una películapasiva.
El contenido de carbono en los aceros inoxidables es losuficientemente alta para que pueda ser endurecido uti-lizando métodos de tratamiento térmico estándar dehasta Rc58. Debido a la menor dureza, la capacidad decarga es 20% menor en los cojinetes hechos de este ma-terial, que lo están con rodamientos de acero cromo. Elnivel de contenido de carbono significa que los compo-nentes son magnéticos. La resistencia a la corrosión es“buena”, cuando el material 440C está expuesta a aguafresca y los productos químicos suaves. Este material seutiliza principalmente por los fabricantes de rodamientosde Estados Unidos.
Los rodamientos en miniatura hechas de acero inoxida-ble convencional serán un poco ruidoso debido a losgrandes carburos que normalmente se concentran en losbordes de los granos están expuestos en el proceso deacabado de la pista de rodadura. Los rodamientos dediámetro interior más grandes no son tan afectados poresta condición. Rodamientos de acero inoxidable pue-den operar a temperaturas más altas que el acero decromo, hasta 250 ° C continuo. Los Rodamientos hechosde este material son generalmente más caros que los co-jinetes de acero de cromo.
Martensítica del acero inoxidable
Muchos fabricantes de rodamientos en miniatura hacensus anillos y las bolas con un material de acero inoxida-ble con un poco menor contenido de carbono y cromo.Después del tratamiento térmico, este material tiene car-buros más pequeños para que el cojinete tendrá caracte-rísticas de bajo ruido superiores al tiempo que ofrece lamisma resistencia a la corrosión. Esto es debido a la uti-lización de los métodos de tratamiento térmico estrecha-mente controlados que dan como resultado la dureza dehasta Rc 60. Aunque se trata de uno de los aceros inoxi-dables más ampliamente utilizados para los rodamientosde bolas.
El acero inoxidable martensítico se puede modificar du-rante el procesamiento del acero en bruto por disminu-ción del contenido de carbono y la introducción de ni-trógeno como un elemento de aleación. El nitrógeno au-menta la saturación del cromo, que se transforma ennitruros de cromo, en lugar de carburos de cromo. El re-sultado es una alta resistencia, acero de alta dureza conuna microestructura superior que se extiende la vida defatiga por tanto 100% (doble) en ciertasaplicaciones. Este material también ofrece resistencia ala corrosión , hasta 5 veces mejor. Los Rodamientos fa-bricados a partir de este material puede llevar a un in-cremento del precio del 20 - 40%, pero a menudo puede
13TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
ser más que compensado por las ganancias en el rendi-miento superior.
Tratamiento térmico de aceros para rodamientos
Cuando aceros para rodamientos están en su estadoblando (no endurecido), metalúrgicos se refieren a su es-tructura como en el estado de perlita. Con el fin de en-durecer el acero debe ser calentado a una temperaturamuy alta y después se enfría muy rápidamente. Cuandose calienta en el horno de tratamiento térmico a 1750 °C. Una vez transformado en martensita, el acero sevuelve muy duro. Sin embargo, en este punto no se con-sidera “estabilizado térmicamente”. Este fenómeno seconoce como “retenido” austenita”.
Esta transformación está acompañada por un aumentodel volumen que se llama crecimiento metalúrgico (queno debe confundirse con el crecimiento térmico). Cau-sando un cambio en la dimensión y la forma de las pie-zas de acero, tales como rodamientos ‘incluso a tempe-ratura ambiente.
Si bien no es un problema con los rodamientos de tipobásico bajo de precisión, los rodamientos en miniatura,esta falta de estabilidad dimensional pueden causar pro-blemas. A fin de eliminar este crecimiento, el acero debeser sometido a la estabilización térmica. Esto se logramediante ciclos repetidos de refrigeración a -120 F y re-venido para transformar un gran porcentaje de la auste-nita retenida en martensita.
Acero inoxidable austenítico
Los componentes de rodamientos fabricados con mate-riales de acero inoxidable de la serie 300 tienen una ma-yor resistencia a la corrosión y no son magnéticos debidoal bajo contenido de carbono. Sin embargo, la desven-taja es que este material no puede ser endurecido por loque los cojinetes sólo pueden operar bajo cargas bajas yvelocidades. Las superficies de cojinete se someten a unareacción química con el oxígeno llamado un proceso depasivación; la película pasiva desarrollada en la superfi-cie protege el cojinete contra la corrosión. La resistenciaa la corrosión es mejor cuando el rodamiento no está to-talmente sumergida en el líquido (como las aplicacionesbajo el agua). Cojinetes hechos de este material son ele-mentos generalmente de orden especial que requierencantidades mínimas; Además son más caros.
Otro de acero inoxidable
Los protectores de los rodamientos, arandelas de selladoy retenedores de bolas a veces se hecha de acero inoxi-dable, ya que tienen resistencia a la corrosión moderaday son mejores para la formación en las diversas formas.
Cojinetes hechos de carbono de acero de aleación
Materiales de acero al carbono se utilizan para producirdiversos componentes de los cojinetes y tienen dos tiposbásicos, media versus baja aleación de carbono deacero.
Aleación de acero medio carbono
Rodamientos fabricados a partir de material de aleaciónde acero al carbono medio o bajo típicamente se llamanlos cojinetes “calidad comercial” “semi-precisión”. Losanillos interior y exterior son superficie endurecida en uncaso de endurecimiento o de carburación llamada pro-ceso de tratamiento térmico. Rodamientos de estas mate-rias no pueden soportar cargas elevadas u operar a altasvelocidades y no tienen resistencia a la corrosión. Loscojinetes de estas materias son generalmente de bajocosto.
De baja aleación de acero al carbono
Acero de bajo carbono se utiliza en la producción dejaulas de rodamientos, escudos metálicos y arandelas demetal alrededor de la cual el caucho se moldea para lossellos. El material debe ser protegido contra la corrosióncon una capa de aceite / grasa (jaulas) o en placas (escu-dos).
CONCLUSIONES
Es el Acero SAE 52100 el que se utiliza para fabricar ro-damientos, el cual debe tener una dureza de 58 a 64HRc (Harvester Rockwellc) y al final de su proceso debequedar estabilizado para trabajarse a 120°C. Aunqueexisten aceros que pueden quedar estabilizados paratemperaturas de funcionamiento de 150°C, 200°C,250°C, 300°C y hasta 350°C en donde la etapa de reve-nido en el temple de dichos aceros es más lenta en suproceso de templado.
En el proceso de manufactura del acero para rodamien-tos se hace mediante el PROCESO DE DESGACIFICA-CION AL ALTO VACIO, y en dicho proceso se extrae almáximo el mayor contenido de azufre que el mismoacero pudiera tener. Por lo tanto, se dice comúnmenteque el mejor acero para fabricar un rodamiento, es elacero que menor contenido de azufre tiene en sus com-ponentes. Esto significa que el azufre es un hongo o unmal para cualquier acero que se procese, y de esta ma-nera debe emplearse un acero más puro y más limpiopara poder fabricar un rodamiento.
REFERENCIAS
• JUVINALL, R.C., Fundamentos de Diseño para Inge-niería Mecánica. Limusa, México (1993).
• NEALE, M.J. (Ed.), Tribology Handbook. Butterworths,London (1995), 2nd Ed.
• SHIGLEY, J.E., y MITCHELL, L.D., Diseño en Ingenie-ría Mecánica. McGraw- Hill, México (1998), 5ª Ed.
• Catálogos de fabricantes de rodamientos.
Servicio Lector 30 ■
14 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
SOBRE NOSOTROS
Somos una empresa con 15 años de experiencia, con ex-celentes técnicos y especialistas con un alto nivel de co-nocimientos, experiencia y calificaciones.
Este conjunto de características nos permite ofrecer unexcelente servicio, calidad y precio para nuestros
clientes.
El uso de todo nuestro potencial humano y científico, po-demos ofrecerle no sólo la versión estándar, sino tam-bién las mejores soluciones técnicas y económicas desa-rrollando un proyecto personalizado.
Todos los proyectos se desarrollan en la Facultad de In-geniería Industrial de la Universidad Politécnica de Va-lencia.
SERVICIOS
Somos una empresa dedicada a la fabricación, repara-ción y diseño de transformadores e inductores para ca-lentamiento por inducción, hornos de alta frecuenciapara la fusión de metales (temple, forja, tratamiento tér-mico), para la industria automotriz (galvanizado, etc.) ylos sectores de máquinas y herramientas (soldadura, pe-gado....)
Nuestros transformadores son de diferente potencia, fre-cuencia y tamaño, de acuerdo con las necesidades rea-les de nuestros clientes.
La gama de productos, que incluyen la potencia y fre-cuencia:
- Potencia de 1 a 500 kw.- Frecuencia de 1 a 500 KHz.
Otras características técnicas de nuestros productos son:
- Tensión de primario de 100 a 1000V.- Corriente de primario superior a 2000ª.- Tomas ajustables en primario y secundario.- Relación de transformación de 2 hasta 30.- Núcleos de ferrita y chapa de hierro.- Refrigeración por agua.
Según su entorno de trabajo recomendamos a nuestrosclientes uno u otro de los siguientes acabados exteriores:
- Al aire o con cajas.- Con resinas epoxis.
El diseño de nuestros transformadores se realiza de formapersonalizada para obtener:
- El máximo rendimiento en toda la gama de potencias yfrecuencias
- La máxima fiabilidad tanto eléctrica como mecánica.- La optimicazión de los circuitos de refrigeración - La simplicidad en el cambio de relación de transfoma-
ción.
Con todos estos criterios de diseño, somos capaces deestablecer el precio final óptima del producto para elcliente.
En los inductores También nos especializamos en laprestación de los mejores servicios, diseño, producción,venta y asesoría a nuestros clientes.
TICOM INDUCTION
15TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
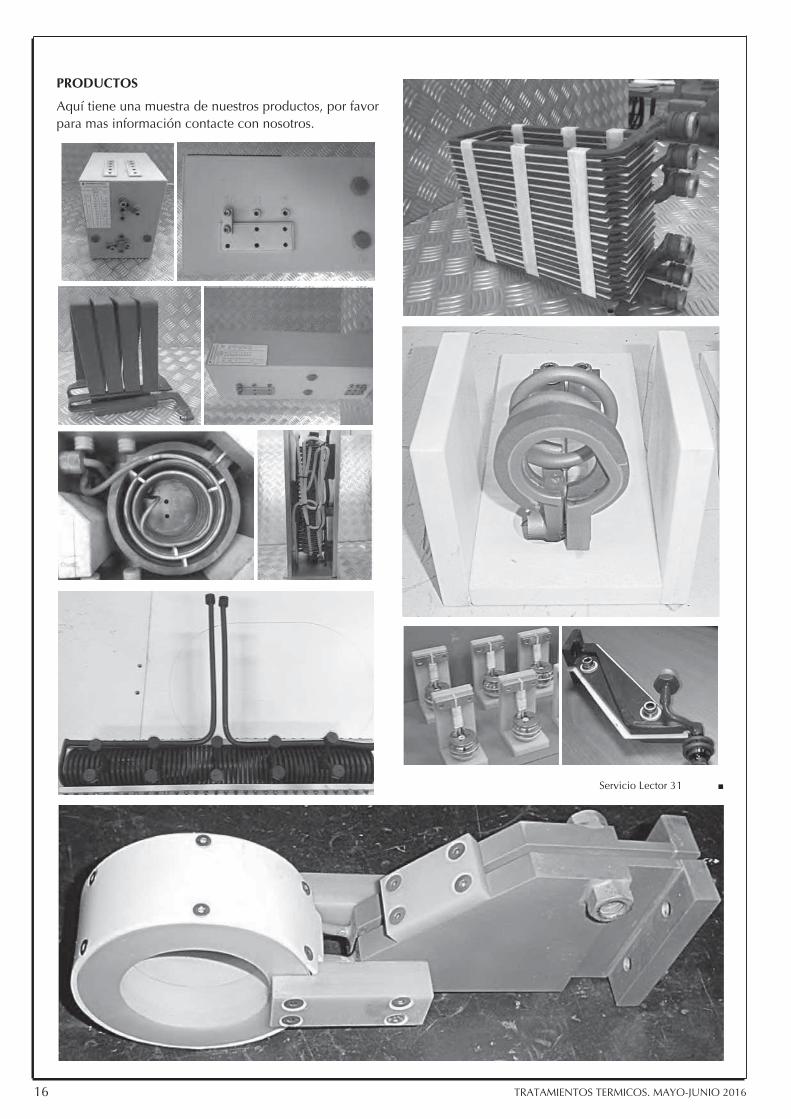
PRODUCTOS
Aquí tiene una muestra de nuestros productos, por favorpara mas información contacte con nosotros.
16 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
Servicio Lector 31 ■
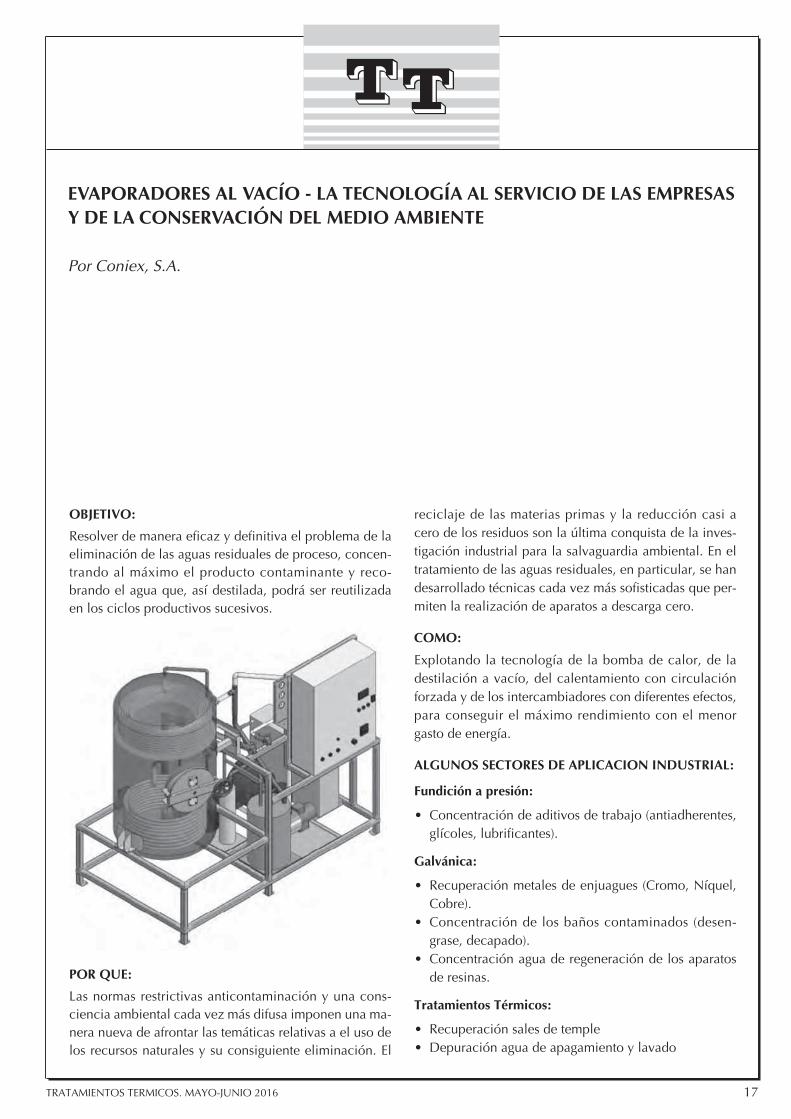
OBJETIVO:
Resolver de manera eficaz y definitiva el problema de laeliminación de las aguas residuales de proceso, concen-trando al máximo el producto contaminante y reco-brando el agua que, así destilada, podrá ser reutilizadaen los ciclos productivos sucesivos.
POR QUE:
Las normas restrictivas anticontaminación y una cons-ciencia ambiental cada vez más difusa imponen una ma-nera nueva de afrontar las temáticas relativas a el uso delos recursos naturales y su consiguiente eliminación. El
reciclaje de las materias primas y la reducción casi acero de los residuos son la última conquista de la inves-tigación industrial para la salvaguardia ambiental. En eltratamiento de las aguas residuales, en particular, se handesarrollado técnicas cada vez más sofisticadas que per-miten la realización de aparatos a descarga cero.
COMO:
Explotando la tecnología de la bomba de calor, de ladestilación a vacío, del calentamiento con circulaciónforzada y de los intercambiadores con diferentes efectos,para conseguir el máximo rendimiento con el menorgasto de energía.
ALGUNOS SECTORES DE APLICACION INDUSTRIAL:
Fundición a presión:
• Concentración de aditivos de trabajo (antiadherentes,glícoles, lubrificantes).
Galvánica:
• Recuperación metales de enjuagues (Cromo, Níquel,Cobre).
• Concentración de los baños contaminados (desen-grase, decapado).
• Concentración agua de regeneración de los aparatosde resinas.
Tratamientos Térmicos:
• Recuperación sales de temple• Depuración agua de apagamiento y lavado
EVAPORADORES AL VACÍO - LA TECNOLOGÍA AL SERVICIO DE LAS EMPRESASY DE LA CONSERVACIÓN DEL MEDIO AMBIENTE
Por Coniex, S.A.
17TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
Mecánica:
• Concentración de emulsiones aceitosas• Concentración descarga de vibro acabado• Concentración baños de lavado contaminados
GAMA DE MODELOS:
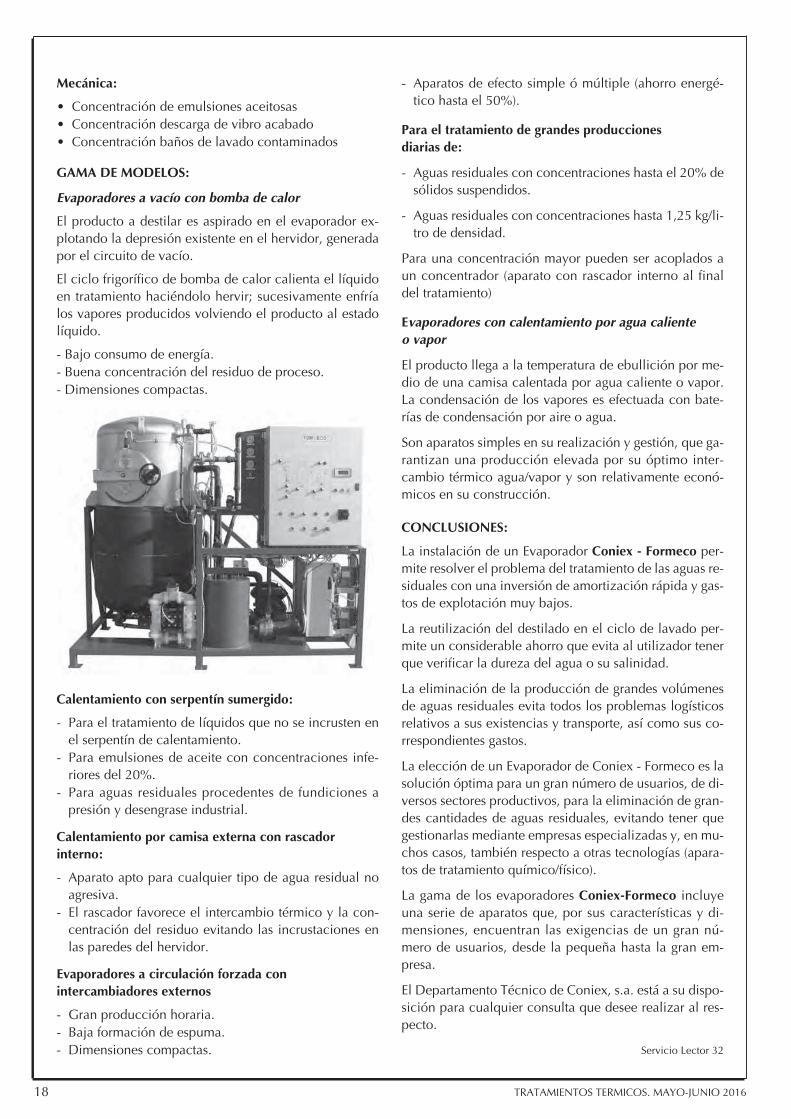
Evaporadores a vacío con bomba de calor
El producto a destilar es aspirado en el evaporador ex-plotando la depresión existente en el hervidor, generadapor el circuito de vacío.
El ciclo frigorífico de bomba de calor calienta el líquidoen tratamiento haciéndolo hervir; sucesivamente enfríalos vapores producidos volviendo el producto al estadolíquido.
- Bajo consumo de energía.- Buena concentración del residuo de proceso.- Dimensiones compactas.
Calentamiento con serpentín sumergido:
- Para el tratamiento de líquidos que no se incrusten enel serpentín de calentamiento.
- Para emulsiones de aceite con concentraciones infe-riores del 20%.
- Para aguas residuales procedentes de fundiciones apresión y desengrase industrial.
Calentamiento por camisa externa con rascadorinterno:
- Aparato apto para cualquier tipo de agua residual noagresiva.
- El rascador favorece el intercambio térmico y la con-centración del residuo evitando las incrustaciones enlas paredes del hervidor.
Evaporadores a circulación forzada conintercambiadores externos
- Gran producción horaria.- Baja formación de espuma.- Dimensiones compactas.
- Aparatos de efecto simple ó múltiple (ahorro energé-tico hasta el 50%).
Para el tratamiento de grandes produccionesdiarias de:
- Aguas residuales con concentraciones hasta el 20% desólidos suspendidos.
- Aguas residuales con concentraciones hasta 1,25 kg/li-tro de densidad.
Para una concentración mayor pueden ser acoplados aun concentrador (aparato con rascador interno al finaldel tratamiento)
Evaporadores con calentamiento por agua calienteo vapor
El producto llega a la temperatura de ebullición por me-dio de una camisa calentada por agua caliente o vapor.La condensación de los vapores es efectuada con bate-rías de condensación por aire o agua.
Son aparatos simples en su realización y gestión, que ga-rantizan una producción elevada por su óptimo inter-cambio térmico agua/vapor y son relativamente econó-micos en su construcción.
CONCLUSIONES:
La instalación de un Evaporador Coniex - Formeco per-mite resolver el problema del tratamiento de las aguas re-siduales con una inversión de amortización rápida y gas-tos de explotación muy bajos.
La reutilización del destilado en el ciclo de lavado per-mite un considerable ahorro que evita al utilizador tenerque verificar la dureza del agua o su salinidad.
La eliminación de la producción de grandes volúmenesde aguas residuales evita todos los problemas logísticosrelativos a sus existencias y transporte, así como sus co-rrespondientes gastos.
La elección de un Evaporador de Coniex - Formeco es lasolución óptima para un gran número de usuarios, de di-versos sectores productivos, para la eliminación de gran-des cantidades de aguas residuales, evitando tener quegestionarlas mediante empresas especializadas y, en mu-chos casos, también respecto a otras tecnologías (apara-tos de tratamiento químico/físico).
La gama de los evaporadores Coniex-Formeco incluyeuna serie de aparatos que, por sus características y di-mensiones, encuentran las exigencias de un gran nú-mero de usuarios, desde la pequeña hasta la gran em-presa.
El Departamento Técnico de Coniex, s.a. está a su dispo-sición para cualquier consulta que desee realizar al res-pecto.
Servicio Lector 32
18 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
El año pasado, Brammer, el principal proveedor euro-peo de rodamientos Premium, vendió más de 42 millo-nes de rodamientos y consiguió un ahorro de costespara sus clientes por un valor de más de 10 millones deeuros.
Los rodamientos son el pilar de cualquier línea de pro-ducción y, por lo tanto, representan un porcentaje signi-ficativo del presupuesto que los fabricantes dedican a su-ministros industriales. Brammer vio una oportunidadpara ahorrar dinero a sus clientes basándose en el hechode que los costes de compra representan aproximada-mente el 10% del coste total de adquisición. Dado que elcoste de los rodamientos no se limita únicamente a sucoste unitario, la mayoría de los ahorros de costes poten-ciales se basan en factores ajenos al precio de compra:costes de adquisición, costes por gestión, costes de man-tenimiento y costes de producción, entre otros factores.Además, si bien la reducción de costes es un objetivoconstante, debe garantizarse igualmente la calidad y ladisponibilidad de los productos.
Como mayor distribuidor europeo de rodamientos,Brammer posee la competencia y los conocimientos téc-nicos, la amplia gama de rodamientos y el conocimientode la industria necesarios para ayudar a sus clientes a re-ducir los costes totales en rodamientos y, al mismotiempo, para incrementar la eficiencia de la producción
y asegurar la consistencia y la disponibilidad en toda Eu-ropa. Con más de 10 millones de stock en rodamientosde 56.000 tipos distintos, las ventas de Brammer al mer-cado europeo de productos y servicios de MRO (mante-nimiento, reparación y revisión) superan las de cualquierotro distribuidor.
Gracias a su envergadura, Brammer ofrece la gama másamplia de rodamientos disponible en toda Europa, ade-más de ser el único distribuidor autorizado de las cincoprincipales marcas de rodamientos: FAG, INA, NSK, SKFy Timken. Consecuencia de ello es también que losclientes de Brammer pueden beneficiarse de unos pre-cios competitivos a través de su poder de adquisición.
Para la mayoría de los fabricantes europeos, los roda-mientos son una de las áreas específicas de MRO en lasque necesitan disponer de más stock. El inventario de su-ministros industriales representa aproximadamente untercio de los costes de la cadena de suministro, razón porla cual es importante centrarse en minimizar dicho stockde rodamientos. Así, los especialistas de Brammer en in-ventario gestionado por el proveedor y en stock en con-signa ayudan a los clientes a aumentar su eficiencia, in-crementar la efectividad de la gestión de stock y a opti-mizar el stock de rodamientos.
Cómo ahorrar costes
Gracias a su disponibilidad de stock y a su acceso a lasprincipales marcas de rodamientos, Brammer hace posi-ble que sus clientes consigan ahorros de costes aún ma-yores mediante la reducción de proveedores, la raciona-
REDUCCIÓN DEL COSTE TOTAL DE LOS RODAMIENTOS: BRAMMER LOGRAQUE SUS CLIENTES AHORREN MÁS DE 10 MILLONES DE EUROS ENRODAMIENTOS
19TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
lización de productos, la facturación consolidada y lasimplificación de los pedidos.
Los fabricantes también pueden reducir el coste total delos rodamientos mediante la mejora de su cuidado ymantenimiento. Brammer colabora con sus clientes paralograr ahorros de costes a través de un mantenimientooptimizado de los rodamientos que maximiza su vidaútil. Esto reduce los tiempos de inactividad en produc-ción y los costes de mantenimiento, producción y opera-ciones relacionados con los rodamientos. Mediante elanálisis del rendimiento de los productos, el suministrode rodamientos eficientes en términos energéticos y lamejora de diversas variables, como la fiabilidad, Bram-mer es capaz de reducir aún más los costes de los roda-mientos para sus clientes.
La combinaciónde escala paneu-ropea y presencialocal de Brammergarantiza que susclientes se benefi-cien de acuerdospaneuropeos desuministro de ro-damientos conuna empresa ca-paz de ofrecer unenfoque consis-tente en toda Eu-ropa, a la vez quemantiene una ex-
celente capacidad de respuesta y presta un servicio a ni-vel local las 24 h del día, todos los días del año, lo quesignifica que, si una línea de producción falla o si hayprogramado un mantenimiento, los clientes de Brammerno sufren retrasos mientras esperan que se les entreguenlos rodamientos. Esto les permite ahorrar tiempo y redu-cir sus costes aún más.
Los programas de mejora continua de ahorros de costesson una parte fundamental de los procesos de control delstock, de compra y de mantenimiento de rodamientos.Mediante la aplicación de estos programas a la compra ygestión de rodamientos, Brammer logró en 2015 más de10 millones de euros de ahorros de costes para sus clien-tes.
Oliver Campbell, director de Crecimiento del GrupoBrammer en Europa, ha declarado lo siguiente: «Estamosencantados de que nuestros clientes de toda Europa ha-yan conseguido tales ahorros de costes mediante la sim-plificación del proceso de compra, la mejora del mante-nimiento y la optimización de la gestión del stock de ro-damientos, así como mediante el aumento de laeficiencia y la minimización de los tiempos de inactivi-dad.»
El valor del servicio continuo
Es un orgullo para Brammer poder comunicar algunos desus casos de éxito gracias a los cuales ha logrado grandesahorros en sus clientes con NSK uno de los principalesfabricantes de rodamientos.
Es el caso, por ejemplo, de una importante empresa deautomoción que solicitó a la compañía el asesoramientoen la definición de unos rodamientos de superprecisiónya que la marca que utilizaban ya no estaba disponibleen el mercado. Gracias al trabajo de Brammer se identi-ficaron unos rodamientos con las mismas características,con lo cual se pudo suministrar el producto al cliente aldía siguiente. De este manera se evitaron largas paradasde producción por avería al igual que reducciones demantenimiento, cuyos costes ascendían a 4.000 €. Yademás se consiguió una reducción en el precio unitarioy del stock. En total, el ahorro de costes fue de 6.245 €gracias a la intervención de Brammer.
Otro caso relevante es el de un cliente del sector farma-céutico que tuvo que parar su producción al estropearseel rodamiento de un motor clave para la refrigeración deuno de sus productos. Enseguida Brammer consiguió su-ministrar al cliente el rodamiento que requería y, de estemodo, gracias al servicio Brammer 24 Horas durante los365 días del año, el cliente pudo evitar el reinicio de suproceso productivo y, por lo tanto, la pérdida de la ventadel producto final. De esta manera se estimó un ahorrototal del coste de 115.000 €.
Acerca de Brammer
Brammer es la empresa líder en Europa de distribuciónde productos y servicios de Mantenimiento, Revisión yReparación (MRO).
La empresa es un distribuidor autorizado de muchas delas principales marcas a nivel mundial, incluidas entreotras: 3M, Ansell, Ammeraal, Alfa Laval, Bahco, Beta,Bosch, Dewalt, Gates, Grundfos, Honeywell, KimberlyClark, Loctite, Mapa Spontex, Metabo, NSK, Parker Han-nifin, Renold, Rocol, Roebuck, Siemens, Simrit, Schaef-fler, SKF, SMC, Stanley, THK y Timken. Entre sus princi-pales clientes se encuentran Alcoa, Bridgestone, CocaCola Enterprise, Crown, Danone, Dupont, KraftFoods,PepsiCo, Procter & Gamble, Renault, Smurfit Kappa yUnilever.
Brammer emplea a más de 3.600 personas en más de430 emplazamientos en 22 países en Europa.
Con un volumen de ventas que superó 800 millones deeuros en 2014, la empresa ofrece una gama de más de4,8 millones de líneas de productos a más de 100.000clientes. Desde 2007, el Grupo Brammer ha conseguidoahorros de costes por valor de más de 300 millones deeuros entre algunos de sus principales clientes.
Servicio Lector 33
20 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

Como complemento a nuestros hornos ofrecemos bañosde apagado para temple sobre aceite, agua o sales, siste-mas de enfriamiento por aire…
ACEITE DE TEMPLE.
Cuando se formula un aceite de temple se intenta gene-rar un aceite que pueda mantener un enfriamiento regu-lado del acero durante su transformación teniendo encuenta las necesidades de éste para ser templado.
El componente fundamental es un aceite mineral refi-nado. La refinación debe ser tal que la predisposición delaceite mineral a oxidarse por “shock” térmico debe sermínima. De esta manera se asegura que las propiedadesdel aceite que se ha elegido como ideal para un determi-nado temple conserve sus propiedades a lo largo deltiempo.
Debe recordarse que cuanta más alta sea la temperaturadel aceite más rápido éste se oxida. No obstante, se tratade trabajar con el aceite de mínima viscosidad que ase-gure el máximo punto de inflamación. Una viscosidad lomás baja posible permite conseguir mayor homogenei-dad de temple porque el aceite circula alrededor de lapieza a templar a máxima velocidad renovándose conti-nuamente y evitando una oxidación o deterioro prema-turo por sobrecalentamiento localizado. Por otra parte,menor viscosidad significa menor consumo por arrastre.
Es interesante destacar que para cualquier aceite de tem-ple debe disponerse de un aceite base que evapore lomenos posible. Un aceite evaporará menos cuanto ma-yor su viscosidad. Pero para aceites de la misma viscosi-dad, el mejor aceite es el que presenta un menor gradode evaporación.
FLUIDOS SINTÉTICOS O POLÍMEROS DE TEMPLE.(TEMPLE EN AGUA)
Es de tener presente que estos polímeros tienen solubili-dad inversa en agua. Es decir, que a mayor temperaturase insolubiliza el polímero en agua y recobra su solubili-dad a baja temperatura.
SISTEMAS DE ENFRIAMIENTO
Por EMISON
21TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

En esta propiedad está basada su capacidad de modificarla velocidad de temple del agua. Cuando una pieza en-tra en una solución acuosa de polímero, primero se en-friará a través de una película de vapor, pero esta fase esmuy corta debido a que luego se enfría a través de unfilm de polímero que se forma alrededor de la pieza quea su vez evita la formación de vapor. La velocidad de en-friamiento disminuye al aumentar la concentración depolímero y la temperatura de la solución.
La concentración de las soluciones de polímero, que va-ría entre un 10% y un 25%, es controlada mediante unrefractómetro de mano, para lo cual habrá que confec-cionar una curva de calibración ya que la lectura no esdirecta. Además a medida que el baño se encuentra enuso, se va ensuciando y enmascarando la realidad de lalectura. Se recurre entonces al control por medio de unviscosímetro que resulta más confiable.
SALES PARA ENFRIADO (ENFRIAMIENTOISOTÉRMICO)
Se formulan en función de las temperaturas a que se de-ban tratar los aceros.
TANQUES PARA APAGADO O TEMPLE EN ACEITE
Los tanques para el tem-ple de los aceros puedenser externos o internoscon relación al horno decalentamiento. Hasta laaparición de los equipospara tratamientos térmi-
cos bajo atmósferas controladas, para evitar la descarbu-ración de las piezas durante su calentamiento los tan-ques estaban colocados fuera de la estructura del hornode calentamiento, lo más cerca posible a la puerta delhorno para evitar el enfriamiento de las piezas durante elperiodo desde su extracción hasta su inmersión en el tan-que de temple.
Podemos pensar en dos tipos básicos de temple: conti-nuo o discontinuo.
Como la temperaturadel medio de templees una de las condi-ciones fundamentalesa tener en cuenta enel proceso térmico,en el caso del templediscontinuo, sea deuna pieza o conjunto
de ellas sumergidas al mismo tiempo en el tanque de apa-gado, la única forma de asegurar que la temperatura no seelevará por arriba del valor deseado cuando la carga es su-mergida y sus calorías transferidas a la masa del aceite, esa través del adecuado diseño y dimensionamiento del tan-que. En una primera aproximación se puede considerar
que se necesitan 10 litros de aceite por cada Kg/h de me-tal tratado
Cuando se trata de hornos de temple continuo, donde lacarga es volcada al tanque de temple en forma continua,tal como sucede por ejemplo en los hornos para templede pequeñas piezas o tornillos, el factor importante esuna adecuada capacidad del sistema de enfriamiento, yno el volumen del baño.
AGITACIÓN DEL ACEITE
La adecuada agitación del aceite es siempre otro factorde fundamental importancia. Si no se logra una agitacióncorrecta, la carga no será templada con uniformidad. Porello es importante no solamente contar con la potenciade agitación requerida, según las dimensiones del tan-que y las características de la carga, sino también que elflujo del aceite esté adecuadamente guiado en el interiordel tanque. Se debe asegurar que en todo el volumen útildel tanque el aceite tenga similar velocidad de circula-ción sobre la mayor parte de la superficie expuesta de lacarga. Si por un diseño defectuoso esto no se logra, lacarga no será templada uniformemente.
Mientras que la adecuada agitación del medio de templeayuda a distribuir el calor cedido por la pieza templada através de todo el volumen del aceite, dicha agitación noayuda a disipar el calor incorporado a su masa. Si se tem-plaran dos o tres cargas diarias, posiblemente no se reque-riría un medio de enfriamiento externo. Sin embargo,dado que es necesario mantener la temperatura en losaceites para temple normales en el orden de los 60 ºC,para lograrlo se debe recurrir a alguno de los varios siste-mas posibles. El más sencillo es rodear al tanque (o su-mergir en él) caños por donde circula agua; el flujo delagua es regulada por una simple válvula solenoide ac-tuada por un termostato sumergido en el aceite de temple.Cuando el volumen a enfriar es importante, generalmentese utilizan intercambiadores externos, del tipo casco/tu-bos, o de placas, utilizando bombas centrífugas para recir-cular el aceite desde el tanque a la unidad de enfriamientoy su retorno ya enfriado, nuevamente al tanque.
BAÑOS DE APAGADO
Medidas interiores, ancho x alto por fondo en cm
SISTEMAS DE ENFRIAMIENTO POR AIRE
Se calculan siempre en función de las piezas a tratar.Consulte sus necesidades.
Servicio Lector 34
22 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
Regras gerais para o tratamento térmico localizado,PWHT, de soldaduras em tubagem
Na Norma EN ISO 17663:2009 existe uma referência àsregras gerais para o tratamento térmico localizado,PWHT, de soldaduras em tubagem. Dado que tais detal-hes obrigariam a um estudo mais aprofundado e basilar,não será pois considerada esta temática para o presentedocumento. Recomenda-se, para tal, uma leitura apro-fundada à Norma AWS D10.10 – Recommended Practi-ces for Local Heating of Welds in Piping and Tubing.Será apenas asseverado que é permitido o tratamento tér-mico de secções separadas de um dado componente emforno, sendo assegurado que o comprimento, L, expressoem mm, da sobreposição da parte inicialmente tratadaseja igual ou superior a 1500mm ou ao valor L, conformea Equação 3.
Equação (3):
L = 2,5 √(2D −4t)t
Onde
• D é o diâmetro externo do produto ou componente,expresso em milímetros;
• t é a espessura nominal da soldadura, expressa em mi-límetros.
É importante referir que a equação 3 é equivalente àequação 4, concernente aos códigos europeus, sendoque se torna mais user-friendly pelo facto de utilizar ape-nas o diâmetro exterior.
Equação (4):
5√Rt
É permitido o tratamento térmico localizado através deresistências eléctricas ou indução em soldaduras circun-ferenciais, com aquecimento em toda a circunferência.A extensão da zona de aquecimento, Lw, expressa emmilímetros, não deverá ser inferior ao valor provenienteda Equação 3, nem superior a 12t, considerando a solda-dura no centro.
Devem ser providenciadas medidas de forma a assegurarque durante a soldadura e PWHT não se promovem gra-dientes de temperatura localizados nefastos.
Registos de tratamento térmico
O prestador de serviços de tratamentos térmicos deverápreparar um relatório de tratamento térmico para cada pro-duto ou componente sujeito a tratamento térmico. A nãoser que expresso em contrário, o mesmo deverá conter:
• Identificação do produto ou componente a tratar ter-micamente.
• Informação do material (designação e dimensões).• Identificação do equipamento de tratamento térmico.• Tipo de tratamento térmico (e.g. pré-aquecimento, alí-
vio de tensões, normalização).• Método de tratamento térmico (e.g. forno, indução,
resistência eléctrica).• Temperatura de enfornamento ou temperatura inicial
de controlo.• Taxa de aquecimento.• Temperatura de patamar.• Tempo de patamar.• Taxa de arrefecimento.• Meio de arrefecimento.
REFERENCIAIS DE QUALIDADE NOS TRATAMENTOS TERMICOS DE SOLDADURAS (5ª PARTE)
Por J. Alexandre SilvaTraterme – Tratamentos Térmicos, Lda; Mestre em Engenharia Metalúrgica; Auditor IRCA QMS; Membro Sénior daOrdem dos Engenheiros
23TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
(Viene del número anterior)
• Temperatura de saída do forno ou término de aqueci-mento.
• Tipo de medição de temperatura e localização dospontos de medida.
• Local e data do tratamento térmico.
O relatório de tratamento térmico deverá ser assinadopelo técnico responsável. Idealmente o relatório deveriaser validado por um responsável técnico. Tal como su-cede no caso, por exemplo, dos Ensaios Não Destrutivos.
É conveniente que o relatório reporte à Norma DIN17014-3:1976 – Heat Treatment of Ferrous Materials,Notation to Indicate Heat Treatment Processes. EstaNorma apresenta uma metodologia que indica os detal-hes do tratamento térmico, e.g. tempo, temperatura,meio de arrefecimento, etc.
Salvaguarda-se pois que as taxas de aquecimento e arre-fecimento deverão ser referenciadas em K/h. As tempera-turas de patamar poderão ser apresentadas em ºC ou K.Existem várias notações para os diversos tipos de trata-mento. A título de exemplo apresenta-se:
Furnace: 70K/h, 700ºC, 2h/furnace: 50K/h, 300ºC/air
O que se traduz por:
Aquecimento no forno a uma taxa de 70 ºC/h, manter a700ºC durante duas horas, seguido de um arrefecimentoem forno, até aos 300ºC, a uma taxa de 50ºC/h. Segue-seum arrefecimento ao ar até à temperatura ambiente.
No concernente ao tipo de relatório, poderemos consi-derar que a Norma NP EN 10204:2004, que tem por ob-jectivo definir os diferentes tipos de documentos de ins-pecção para o fornecimento de produtos metálicos, podeaplicar-se a outros produtos/serviços, como é o caso dostratamentos térmicos de peças metálicas.
Nesse sentido, o quadro 1, apresenta uma compilaçãodos documentos de inspecção, sendo frequente a utili-zação do relatório tipo 2.1 para os tratamentos térmicos.
Quadro 1. Compilação dos documentos de inspecção.
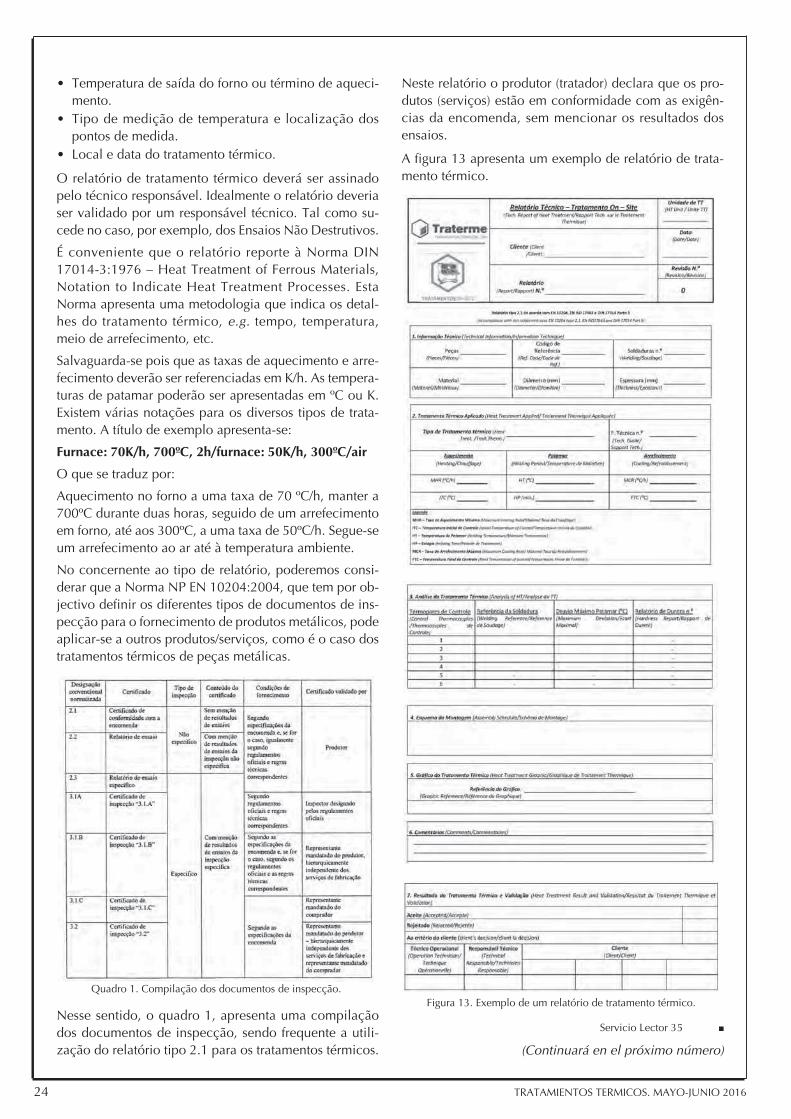
Neste relatório o produtor (tratador) declara que os pro-dutos (serviços) estão em conformidade com as exigên-cias da encomenda, sem mencionar os resultados dosensaios.
A figura 13 apresenta um exemplo de relatório de trata-mento térmico.
Servicio Lector 35 ■
(Continuará en el próximo número)
Figura 13. Exemplo de um relatório de tratamento térmico.
24 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
25TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
MEXICO HEAT TREATMENT CONGRESS 2016 Querétaro June 15th 2016 -http://metalspain.com/mexico-HT.htm
Papers
- The Power of PDMetrics : Optimising Operations withPredictive Maintenance - IPSEN.
- Substitution of traditional heat treatment processes byplasma assisted surface treatment - RÜBIG.
- Sub-zero treatment in vacuum chamber furnaces -SCHMETZ GmbH.
- Innovations in Low Pressure Carburizing for HighProduction - IPSEN.
- Evolution of Heat Treatment in Automobile Industries.TRATAMIENTOS TERMICOS.
- Glycol Quenching. CHE FURNACES INTERNATIONAL.- Care and Feeding of the Vacuum Furnace - ALPHATEK.- Automated Rapid Quench Heat Treatment for Duplex
Casting - Dhanaprakash INDIA.- Tratamientos termoqumicos asistidos por plasmas -
TERMOINNOVA SA de CV.- FORD CQI-9 Heat Treat Process Control Requirements
for global supply base - FORD ( Mexico).- Retained Austenite: non destructive analysis by XRD
and ASTM - GNR ITALIA.- Properties and advantages of using Stop-offs on Brazing
and Heat Treatment Applications - WALL COLMONOY.- The Law in Mexico : how to write and manage
contracts.- Trends in Vacuum Furnace applications - MEISA -
OERLIKON LEYBOLD VACUUM.
- News in Nanotechnologies for Heat Treating.- Heat Treatment : new trends to increase Quality control
in Induction - GH INDUCTION.- Hybrid thermo-chemical treatment - equipment,
technology, R&D aspects - AMP - Heat TreatmentTechnologies - Poland.
- Simulación de los procesos de Tratamientos Térmicos.CPM S.A. de C.V.
- Efficient Burner System Technologies for Heat TreatmentFurnaces - WS THERMAL PROCESS TECNOLOGY Inc.
The audience is composed of Heat Treatmentprofessionels of main Heat Treating Shops in all metalsindustries ( Automobile, Aerospace, Foundries, Forges,Molds industries etc). GENERAL MOTORS, FORD,DAIMLER, GKN BODYCOTE, MESSIER- SAFRAN,
ARBOMEX, BODYCOTE, TREMEC TRANSMISSIONS,DANA GROUP, AAM, TERNIUM, THYSSENKRUPP,FORJA DE MONTERREY, GM TOLUCA, FABRICA DEARMAMIENTOS DE LA SECRETARIA DE LA DEFENSANACIONAL, EATON TRANSMISSIONS, REGAL, VCST,ITR, ALAXIA, AERNNOVA, CIDETEC, UNAQ, TERMITEC,Grupo TTT, ETSA, IMT, HITCHINER, STT NITREX Qro…etc present at previous MEXICO HEAT TREATMENTCONGRESS 2015.

26 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
Stand euros 399
Stand include a table, 2 chairs and a poster place
Reservation US$523,99 or euros 399
Register now and choose your stand
http://metalspain.com/mexico-HT.htm
People Registration
Registration includes pause café, lunch, conference,documents.
Inscription rights: US$ 151 or 115 euros
Payment by card or Bank transfer in Euros or US$http://metalspain.com/paypal-mexico.html
Congress Center and Hotel: Holiday Inn DiamanteQuerétaro
SPECIAL RATES for the CONGRESS
Direct flights from Houston, Dallas, etc, to QuerétaroInternational airport
More information: http://metalspain.com/mexico-HT.htm
OERLIKON LEYBOLD VACUUM PUMPS DRYELECTRODES IN LI-BATTERY MANUFACTURINGA well-known Korean group producing lithium-ionbatteries has awarded the contract for the supply ofvacuum systems to Oerlikon Leybold Vacuum. Thecompany will equip several production lines. The deliveryof these systems for electrode drying is expected forsummer 2016.
With a system combination of the dry compressing screwvacuum pump DRYVAC DV 450C and the proven RootsRUVAC WH2500, the customer will optimize itsproduction lines. Decisive factors for awarding thecontract were in particular the superior process capabilityat low operating costs and the services offered.“Moreover, the smooth, interactive communicationbetween customer, sales and application support showedour commitment,” says HY Moon, Head of Sales OerlikonLeybold Vacuum Korea.
The vacuum pioneer from Cologne expects furtherbusiness transactions in the current year. “With this orderwe position ourselves clearly in the fast-growing, attractivebusiness field of modern energy storage for electricmobility,” says Dr. Martin Füllenbach, CEO of OerlikonLeybold Vacuum. The business potential for the currentyear shows positive aspects, especially since the marketfor lithium ion batteries is generally expected to grow atsustainable rates during the next three years.
With its extensive and high degree of process andapplication knowledge, Oerlikon Leybold Vacuum willcontribute to improve production concepts - also in orderto reach a higher attractiveness of the lithium-ion batteriesfor mass-market applications due to a greater range percharge cycle and lower production costs.
Oerlikon Leybold Vacuum is present with stand atMEXICO HEAT TREATMENT CONGRESS 2016 andMEXICO FOUNDRY CONGRESS 2016http://metalspain.com/FUNDICIONmexico-foundry.htm

27TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
PARKER TRUTEC ADDS FOURTH AFC-HOLCROFT UBQ FURNACEParker Trutec, Inc. in Springfield, Ohio has added a 4thUBQ 36-48-36 universal batch integral quench furnace toan existing line. This latest furnace will be equipped forcarburizing, and will be made CQI-9 Compliant.
Parker Trutec is a North American subsidiary of NihonParkerizing, a world leader in metal improvementtechnology. The Parker Trutec Group operates 6 facilitiesin the United States and Mexico which specialize in metaltreatments and products that improve the resistance towear, corrosion and fatigue of metal components
UNIVERSAL HIGH PRESSURE QUENCHDELIVERS WIDE RANGE OF PROCESSCAPABILITIES TO COMMERCIAL HEATTREATER, MIHEUSlovenia commercial heat treater, MIHEU, is expandingtheir production capacity with the addition of a newVector™ High Pressure Gas Quench vacuum furnace.
According to Aleš Prikeržnik, Managing Director, „ Wewanted to partner with a company with expertise in bothemerging technologies as well as reliable standardsolutions to expand our market base and continue todeliver a high quality product to our customers into thefuture. The SECO/WARWICK team provides more thangood equipment, they have the technical and servicesupport that we demand to keep our operation runningsmoothly.”
Maciej Korecki, SECO/WARWICK Vacuum VPcommented, „The VECTOR Universal High PressureQuench is our signature technology in use by commercial
heat treaters worldwide for over 20 years. We are pleasedto work with MIHEU as a supplier-partner to provide themwith the world’s best technology and technical services. ”
VECTOR™ Universal High Pressure Quench VacuumFurnaces
The standard Universal VECTOR vacuum furnace is usedfor wide range of industrial heat treatment applicationsincluding gas quench hardening & tempering, degassing,annealing, solution heat treatment and brazing. Equippedwith Data Portal™, the control system can connect to aconfigurable website that gives the user access to archivedata using a web browser. This application can use aninternal data recorder or it can work with other software.Recorded data is displayed in the form of web pages.Access, depending on the customer’s choice, can bethrough a local area network or via the Internet fromanywhere.
The MIHEU Furnace main parameters include:
Useful dimensions: 600 x 600 x 900 mm (24” X 24” X 36”)Maximum load gross weight: 600kgs (1,300 lbs.)Nominal temperature: 1300°C (2400°F)Quenching pressure: up to 10,0 bar abs.
The system was delivered complete with a water coolingsystem, load fixture, DataPortal™ software package,installation, start up and training.
DÜRR ECOCLEAN STRIVES FOR FASTEREXPANSION OF THE GLOBAL MARKET ANDTECHNOLOGY LEADERSHIP
The Dürr Group is one of the world’s leading mechanicaland plant engineering firms. Products, systems andservices offered by Dürr enable highly efficientmanufacturing processes in different industries. Businesswith automobile manufacturers and their suppliersaccounts for approximately 60% of Dürr’s sales. Othermarket segments include, for example, the mechanicalengineering, chemical and pharmaceutical industries and– since the takeover of HOMAG Group AG in October
28 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
2014 – the woodworking industry. Dürr has 92 businesslocations in 28 countries. With just under 15,000employees, the Group generated sales revenues of € 3.77billion in 2015. The Dürr Group operates in the marketwith five divisions:
- Paint and Final Assembly Systems: paint shops and finalassembly systems for the automotive industry
- Application Technology: robot technologies for theautomatic application of paint as well as sealants andadhesives
- Measuring and Process Systems: balancing and cleaningsystems as well as testing and filling technology
- Clean Technology Systems: exhaust-air purificationsystems and energy-efficiency technology
- Woodworking Machinery and Systems: machinery andsystems for the woodworking industry
SPECTROMETER AS A QUALITY MANAGEMENTTOOL FOR FERROUS & NON-FERROUS ALLOYS
C R Seshadri-President (Global Sales & Marketing) Metal Power Analytical (I) P Ltd
ABSTRACT:
Optical Emission Spectrometer (OES)has a vital role in quality management.Ever since it’s introduction in the mid-
seventies, it has been used by integrated steel plants,power sectors & large foundries. Owing to its exorbitantcost, its utility was never explored in other sectors –particularly the Foundries. However two predominatingfactors namely high quality and high growth of theautomobile sector has made Spectrometer a necessity inQuality labs of any alloy industry In this article,
“Spectrometer as a quality management tool for ferrous &non-ferrous alloys is being explored.” Through qualitymanagement, how it contributes towards vital & timelydecision making, there by resulting in cost savings &enhancement of productivity.
Very interesting paper presented at MEXICO FOUNDRYCONGRESS 2016http://metalspain.com/FUNDICIONmexico-foundry.htm
HEAT TREATMENT CONGRESS INDIA 2016 -PUNE - NOV 16TH, 2016
India is 1,300,000,000 people. The highest GNP growthof Asia. Producing more than 4.000.000 vehicles
Pune is home to one of TATA MOTORS, BAJAJ AUTO,DAIMLER AG, MAN, THYSSENKRUPP, FIAT INDIA,TREMEC, SKF, JOHN DEERE, AMV MOTORS, BHARATFORGE, EATON, MAHINDRA & MAHINDRA, GENERALMOTORS, VOLSKWAGEN, MTU Friedrichshafen ...Apartfrom the auto giants, a large number of engineering,electronic, and electrical industries have set up bases. Theindustrial township of Pimpri Chinchwad, adjacent to themain city, is dotted with over 4,000 manufacturing units.
Call for papers
The audience is composed of professionals of Indian HeatTreatment professionals.
Presentation is 20 minutes + 10 for questions. Powerpoint.
See report of 2014 and 2015 Congressat http://metalspain.com/india.html
Please send tittle of the presentation for [email protected]
Stand 390 euros
Including a table ( 2 ft width x 6 ft length) , 3 chairs and aposter.
Reservation package stand: euros 390
Upon reception of your payment, your stand is confirmed.
Payment by card, Paypal, Bank transfer in US$ oreuros http://metalspain.com/india-paypal-euro.html
28

29TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
Be present Inscription rights: euros 95 includes 2 tea-breaks, lunch, documentation.
Payment by card, Paypal, Bank transfer in Euroshttp://metalspain.com/indiafoundry-paypal-euro.html
More info about Heat Treatment Pune Congressat http://metalspain.com/india.html
Congress Center and Hotel
THE WESTIN PUNE KOREGAON PARK****
36/3-B, Koregaon Park Annexe, Mundhwa Road,Ghorpadi, Pune 411001DID 020.6721.0000 F 020.6721.0021RESERVATIONS 18002582555 (Toll Free)[email protected]
HEAT TREATMENT CONGRES INDIA 2016 Info:http://metalspain.com/india.html
A very interesting FOUNDRY & DIE CASTINGConference INDIA 2016 is held the following day, Nov17th, same place, same price
http://metalspain.com/india-foundry.html
More info about Heat Treatment Pune Congress athttp://metalspain.com/india.html [email protected]
BHARAT WIRE MESH CO. : WIRE MESH,CONVEYOR BELTS, METAL CONVEYOR BELTS,CHAINLINK FENCING, ENROBER CONVEYORBELTS
BHARAT WIRE MESH CO : Metal conveyor belts suitablefor any application like, including closed wire mesh beltsfor flexibility and conveying small parts, belts whichhaving large opening for easy flow of water or air and forcleaning of your products,and smooth surface belts foreasy and accurate transfer.
SHENZHEN DONGDA COMPANY
We are specialized in induction heating field more than20 years. Now our induction heating generator has beenconstantly updated, big price cuts, prices fell a lot, theprice will let you have a surprise!
Application Range
1. Hot forging of the standard components and fasteners.
2. Hot forging of the automobile and motorcycle parts,metallic tools.
3. Hot forging of embryo gear parts.
4. Heat distortion of pipes and fast forging.
5. Other forging applications.keep good qulity.
6. Suitable for workpiece with various shape anddiameter.
7. Customized forging production solution.
29

30 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
TORCH FURNACE CO., LIMITED
TORCH FURNACE CO.,LIMITED is one of the leadingmanufacturers of heating elements in china, supplingheating elements with high quality and competitive price.
Mosi2 heating element with compact protective layer
(Used for Atmosphere Furnace)
Because of the special atmosphere in the atmospherefurnace the temperature is not very high , and the maxtemperature is not more than 1500C,
so the mosi2 heating element is easy to be eroded,and thesurface layer will fall off ,then it will be more thinner. Wemake a special kind of protection layer on the element’ssurface to avoid the occurrence of the falling off.
LENPURE
We are China largest manufacturer of Environmental testchamber. Our headquarters-Linpin Instrument is inShanghai.
Environmental test chambers, also known asenvironmental simulation chambers, are designed to
measure the wear-and-tear of simulated environmentalconditions on a test sample.
You and your customer probably have chance use ourenvironmental test chamber that applied widely inaerospace/aviation/Defense/electrical parts/metalparts/auto spare parts/LED/Pharmaceutical industry etc.
Only if a company just developed a great new product,and now it is your job to select an environmental testchamber to test it and make sure it will hold up. Their newproduct must be tested at various conditions to ensure itsquality and reliability.
LENPURE offers a full range of standard and custom-designed environmental chambers providing ourcustomers with solutions to meet their most demandingenvironmental testing requirements. These chambersrange from small bench top chambers to full walk-inchambers and rooms including:
According to different test condition and requirement, ourproduct could divide into different catalogue.
1) Temperature Humidity Test Chamber (Put the sample intemperature/humidity environment).
2) Salt Spray Test Chamber (Put the samplein corrosion environment).
3) Rain Test Chamber (Put the sample in rainenvironment).
4) Dust Test Chamber (Put the sample in dustenvironment)
5) Altitude Test Chamber (Put the sample in high altitudeenvironment).
6) Thermal Shock Test Chamber (Put the sample in a fasthot-cold temperature transform’s environmental) etc.
HEAT TREATMENT CONGRESS SPAIN 2016 –SEPT 28TH 2016 – BILBAOhttp://metalspain.com/heat-treatment.htm
Papers
- Evolution in Heat Treatment in Automobile Industries2004 - 2015 worldwide, including nanotechs.
- Innovation and better productivity in Vacuum furnaces.
31TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
- Batch type furnaces: important factors.- FORD Requirements Heat Treatments ( to be
confirmed).- Patentada e innovadora tecnología de temple por
inducción sin rotación para cigüeñales y árboles delevas.
- Medición de temperatura sin contacto medianteinfrarrojos; los diferentes equipos y técnicas, ventajas einconvenientes y factores a tener en cuenta.
- Vacuum optimization for Heat Treatment applications.- Contour Induction hardening of helical gears.- Nuevas técnicas para la caracterización mecánica de
materiales a nivel microdetallado.- More to come.
The audience is compouned of heat treatmentprofessionels of main Spanish Heat Treating Shops in allmetals industries ( Automobile, Aerospace, Foundries,Forges, Molds industries etc).
FORD, NEMAK, TRW GEARBOX DEL PRAT, SEAT-VW,RAMADA, ALSTHOM HYDRO, IMESAZA, Grupo TTT,SUÑER, TRATAMIENTOS TERMICOS YURRE, EUSKALFORGING, FUNDICION EN CASDARA MEIN,INAUXA,TEY, MANUFACTURAS ALFE, FUNDICIONES DE VERA,RECUBRIMIENTOS MUÑAGORRI, TRATMIENTOSTERMICOS IRUÑA, TRATAMIENTOS TERMOQUIMICOSEIZEN, TRATERME, Tramientos Térmicos SARASKETA,AYZAR, ESTAMCAL, TRATERNOR -TRATAMIENTOSTERMICOS DEL NORTE, ULMA FORJA,RAYZA,EKIN...present in previous congresses.
After 20 minutes for each presentation, 10 minutes arereserved for audience questions. Powerpoint. Please sendTITTLE for approval at [email protected]
Stand: 390 euros
Stand includes a table, 3 chairs and a posterplace. Reservation 390 euros
See video http://metalspain.com/heat-treatment.htm
Be present
To register as a participant, includes coffee break, lunch,documentation.
Registration: 95 euros
September 28 , 2016 BilbaoCONGRESS CENTER and HOTELHotel Barceló Nervión****[email protected]
Information http://metalspain.com/heat-treatment.htm [email protected]
HEAT TREATMENT AUSTRALIA CONTINUESEXPANSION ADDING 25 BAR CAPACITYALONG WITH ALUMINUM BRAZING &TEMPERING EQUIPMENT
Heat Treatment Australia selected SECO/WARWICKEurope as their supplier for a FineCarb™ LPC vacuumfurnace with 25 bar High Pressure Gas Quench (HPGQ),and two Vacuum Aluminum Braze furnaces. To completethe heat treat cell, SECO/WARWICK Europe will supplytwo nitrogen/air tempering furnaces. The 25 Bar HPQand one vacuum brazing system will be shipped to theirBrisbane, Australia facility and the second vacuumbrazing system will be located in their new Los Angeles,California facility.

TRATAMIENTOS TERMICOS. MAYO-JUNIO 201632
According the Heat Treatment Australia President, NormTucker, “I purchased the first furnace fromSECO/WARWICK, a 15 Bar, in 2007 and was impressedwith the quality of the equipment and the support wereceived from SECO/WARWICK Europe. When wedecided to expand our operations both in Australia andopen our new facility in Los Angeles, California,SECO/WARWICK had the right combination of quality,service and new technology.”
According to SECO/WARWICK Group Vice President,Maciej Korecki, “We are pleased to continue our ongoingpartnership with Heat Treatment Australia and supporttheir expansion to serve the aerospace industry with thelatest technology in vacuum brazing and high pressurequench capabilities.”
Vacuum Brazing Furnaces for Aerospace
The two 2.0VP-4045/48HVS type furnaces will bedesigned for the vacuum aluminum brazing process. Thefurnaces are equipped with a stainless heating chamberand six temperature control zones in order to guaranteetemperature uniformity within +/-3°C as required byAMS2750E class 1. Both furnaces will be equipped with adiffusion pump, and a working zone that canaccommodate loads with dimensions up to 900 mm (36inches1) wide x 700 mm (28 inches) high x 1200 mm long(48 inches).
25 Bar High Pressure Quench
For over 20 years, SECO/WARWICK has pioneered highpressure quench technology in the 20 Bar and abovecategory. The 25.0VPT-4035/36NIQ – a 25 bar VPT-series furnace will be equipped with convection heating,low pressure carburizing, ability of high pressure gasquenching with Argon and Nitrogen with pressures up to25 bar. The furnace will meet AMS2750E Class 2requirements with instrumentation type A. It will be usedto heat treat aerospace parts at Brisbane facility. Workingzone dimensions are 600 mm (24 inches) high x 600 mm(24 inches) wide x 900 mm (36 inches1) long and it canaccommodate up to 600kg (1300 pound1) loads.
About Heat Treatment Australia (HTA)
Winner of the Metal Treating Institute’s (MTI) prestigious2015 Heat Treater of the year award, given in partnershipwith Industrial Heating Magazine, HTA was recognizedon November 12, 2015 as the MTI member who hasdemonstrated a level of excellence in quality programs,pollution/hazardous waste control, and communityinvolvement/leadership.
HTA is an innovative company that provides solutions fora broad range of heat-treating needs and is the largest
commercial heat treater in Australia. HTA is the onlyaerospace heat treater in Australia with AS9100 andNadcap accreditations. With over 30 years’ practicalexperience, HTA provides a highly advancedmanufacturing capability in the Australian marketplace.
MORGAN ADVANCED MATERIALSStatutory Reporting
Operating profit before tax 2015 is £ million 59 ( 31,5 in2014).
ALLIED MINERAL PRODUCTS, INC. ANDHAGENBURGER FEUERFESTE PRODUKTEGMBH
Allied Mineral Products, Inc. and Hagenburger FeuerfesteProdukte GmbH are pleased to announce their new globalstrategic partnership. Allied Mineral Products now holdsan equity position in Hagenburger GmbH.
This partnership will allow Allied to offer metal flow andcontrol technology solutions as well as leverage the strongHagenburger name in Europe. In turn, Hagenburger willhave access to Allied’s global sales and service networksto expand their technology offerings worldwide.
Jon R. Tabor, President and CEO Allied Mineral Products,Inc. says, “Allied has had a strong business relationshipwith Hagenburger for over 16 years and our corporate andbusiness cultures are well aligned. This strategicpartnership will bring new value and benefits to the globalfoundry, steel, industrial and copperindustries. Customers will gain from the synergistictechnologies, advanced service offerings and the globalreach of our two companies. The combined 132 years ofrefractory experience will serve as the foundation forgrowth in new and adjacent markets and industriesthroughout the world.”
Allied Mineral Products, Inc. founded in 1961 andheadquartered in Columbus Ohio, is a global leader in thedesign and production of monolithic refractories andprecast shapes. Allied has 9 manufacturing facilities andsells its products into the foundry, steel, copper, aluminumand industrial markets. Allied has over 140 direct sales
TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016 33
and service engineers located in more than 20 countriesand sells its products into over 110 countries throughoutthe world. Allied’s worldwide network of manufacturing,research, distribution, sales and technical support ensuresAllied’s ability to remain dedicated to “Being There withRefractory Solutions” for its customers.
“Hagenburger and Allied both have developed their ownspecial refractory technology over many decades. Weclearly feel these different technologies and fields ofapplication will create an even better perceived customervalue by moving forward together. Over the past years wehave had a successful relationship that has been built onmutual respect and trust. This partnership will continue toallow us to provide the very best products and service to ourcustomers as well as the best culture and future conditionsfor our employees.” - Klaus Hagenburger, ManagingDirector, HAGENBURGER Feuerfeste Produkte GmbH says.
Hagenburger Feuerfeste Produkte GmbH was founded in1937 in Eisenberg / Pfalz in Germany, an area with highquality refractory clay deposits. Today Hagenbuger islocated in Grünstadt where the company manufactures awide range of high quality extruded plastic, dry pressedand isostatic pressed products for specialty iron and steelapplications. These include complete gating systems forlarge hand and machine cast parts, isostatic pressedalumina graphite monobloc stopper rods, nozzles andmany other pressed and fired components in iron andsteel foundries. Precast and unshaped products completethe variety of products for casting metal casting market.
“We ll go through fire for you” The Hagenburger name issynonymous with high quality and is well known throughoutthe European foundry and steel industry as leaders in metalflow and control technology and solutions.
INDUCTION HARDENING: PROCESSDEVELOPMENT AND CONTROL WITH THE VHMAND HHM TYPE HARDENING EQUIPMENTSGábor Molnár, György Kelemen - AAGES
ABSTRACT
With more than 25 years experience in behind, AAGESLtd. designs and produces large range of induction
hardening machines, with state of the art frequencyconverters, as well as full digital control for the machineand process.
The huge diversity of the applications, which include casehardening in hardening workshops, dedicated machinesfor in-house hardening, where the automotive industry isthe most exciting area, trough hardening for steel industryand even more, all these has some common requirements,asking for fast process development, very good processcontrol and certainly the highest possible production rate.
With solid theoretical and practical background, havingits own hardening workshop and test field, AAGES Ltd.offers solution for elaborating new process which can beapplied on the universal or custom designed VHM andHHM type hardening machines.
The developing process starts with the specification for thehardened parts and finalizes when the parts producedwith the equipments manufactured by AAGES Ltd. arepassed through the final acceptance of the end user.
INTRODUCTION
Our company, AAGES Ltd., located in the centre ofRomania, in Sangeorgiu de Mures, designs andmanufactures for more than 25 years induction heatingequipments for large range of applications.
Over the years we sold more than 1500 different type ofmedium frequency converters and more than 250induction heating equipments, not only in Romania andEurope, but in all five continents of the globe.
With solid theoretical and practical background, skilledand dynamic designer team, developing and testingworkshop, as well as flexible production facilities, weproduce induction hardening equipments for differentareas of applications.
We offer complete solution for:
- Process development and research;- Designing and production;
Fig. 1. 26 countries worldwide where AAGES Ltd. sold inductionheating equipments.
34 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
- Mechanical and plant engineering;- Installation and commissioning;- Maintenance, service and training.
AAGES Ltd., with developments and innovative solutions,offers tailor made and user friendly equipments at the bestperformance-price ratio and free of charge technicalsupport for identifying the best solution for eachapplication.
SPECIFICITY OF INDUCTION HARDENING
The induction heating is one of the most energy efficientprocesses for surface heat treatment.
Its benefits are:
• Energy efficiency;• Accurate heat profile;• INDIVIDUAL CONTROL of the parts, NOT batch
control, like in case of the heat treatment furnaces;• Data storage possibility, for future documentation of the
process.• But to implement these benefits, is necessary a rigorous
process control.
The basic rules of induction hardening are the followings:
• Temperature control by power adjustment• Higher power generates higher temperature, and could
increases the hardening depth• Time/scan speed adjusts hardening dept• Longer heating time/lower scan speed increases
hardening depth, with influence on the temperature• Strict quench liquid parameter control and adequate
quenching device assures to obtain the good qualityhardened layer, in repetitive condition.
• Hardening layer requests fulfilled by dedicated inductorgeometry and electromagnetic flux orientation withconcentrators.
The conditions of successful induction hardening are thefollowings:
• A reliable frequency converter;• A stable and precise machine construction;• An accurate control system for the whole hardening
process;• PROCESS CONTROL by PLC, allowing to program the
following parameters:- Heating power;- Operating frequency;- Heating time / scan speed;- Work-piece rotation parameters (speed and ramp);
- Quench flow, temperature, pressure and timing;
- Work-piece - inductor positioning;
- Energy consumption for each zone of the hardenedpart.
Some of the parameters are fixed by the processdevelopment specialist, like power, frequency, speed,quench flow etc., other parameters are measured by themachine (for ex. energy consumption), offering highsecurity of the process.
PROCESS DEVELOPMENT AND CONTROL WITHAAGES MADE INDUCTION HARDENING MACHINES
The essential steps for process development are:
• Computer simulation of the hardening process,electromagnetic-thermal evolution in the work-piece;
• Design of the inductor and quench-ring, based on thecomputer simulation
• Hardening test
• Laboratory measurement and analysis of the hardeningsamples:
- Surface hardness
- Micro hardness of the hardened layer
- Microscopic structure
- Cracks detection
• If necessary, correction of the process for acceptanceof the results.
The programming possibility shortens the correctionprocess and guarantees the repeatability.
The full control of the process assures the stabile andreliable operation.
The typical temperature variation on the surface of thehardened part is showing on figure 2. It is characterizedby fast increasing of the temperature during the heating,intermediate time between heating and quenching anddramatically decreasing of the temperature when thequench liquid sprays the part.
On figure 3 is represented the evolution of thetemperature in the cross section of the part, during thehardening process.
Thanks to the performing digital simulation of thehardening process, can be defined the electricalparameters of the resonant load circuit, the geometry ofthe inductor and relative position versus the piece, as wellas the cross section and cooling condition of the inductor.
(will continue in next edition

GRANALLADORA DE GANCHO DE OCASIÓN– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
www.metalspain.com/second-hand.htmMás información en http://metalspain.com/empleo.htm
35TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
IPSEN VACUUM FURNACE
Metal Pro d.o.o. - Kuzminska 32
22000 Sremska Mitrovica - Serbia
phone: +38122639-242 - mob: +38163232-573
e-mail: [email protected] - web site: www.metalpro.rs
FABRICA DE HORNOS Y ESTUFASINDUSTRIALES
Situada en Barcelona precisa Ingeniero con experiencia para suDepartamento Técnico.
Contactar con:[email protected]
FABRICANTE DE HORNOSbusca vendedor técnico para diferentes zonas de España y
América Latina.Contactar por correo electrónico a
TRATAMIENTO TERMICO T5
Les escribo desde la fundición de aluminio inyectado NemakSpain. Estamos ubicados en Etxebarria, Vizcaya y nos
dedicamos a la automoción.
Para una de las nuevas piezas necesitamos contactar conproveedores que ofrezcan el tratamiento térmico T5, y que a
su vez tengan el certificado CQI de Ford.
La búsqueda que hemos hecho localmente no nos ha dadobuenos resultados, porque aunque hay dos empresas que
cumplen estos dos requisitos: Imesaza y Sarasketa, ningunode los dos tienen capacidad suficiente. Nos urge mucho
encontrar algún proveedor bien sea local o nacional.
En espera de vuestra pronta respuesta
Saludos: Leire
Leire Omaetxebarria - NEMAK Spain - Spain, Head ofPurchasing
Phone: +34 94 616 9186 - Fax: +34 94 616 9149
www.nemak.com
BUSCAMOSGerente de Producción
Ing Mecanico o Electricista - Experiencia comprobableEdad 40-50 años
Interesados mandar su [email protected]
7221992465 - 7221994551
We have requirement of used plasma ion nitriding furnaceas per following specifications -
1) Chamber size- Dia- 800 to 1200 mm
2) DC power supply- 75-120 kw
3) Hot wall furnace (Single or dual chamber) With the postoxidation facility Fully computer control system.
4) Furnace make should be RUBIG US, PlaTEG US,IONITEC, SULZER. OR any other European or USA make
Please confirm price CIF (Nava Sheva) Mumbai, India. &other terms & conditions.
Thanks
Sanjay Kumbhar
(G.M. - Sourcing & Marketing)
PRECI-TECH ENGINEERING SERVICES
(Design & Manufacturing, Global Sourcing, Marketing,Consultancy)
Cell No.: +91 7588160143
Emai: [email protected] / [email protected]
Web: www.ptesglobal.com
See all adverts: http://metalspain.com/second-hand.htmVer todos los anuncios en: http://metalspain.com/second-hand.htm
Mi nombre es
ANDES RODRIGUEZ
de la empresa RODRISER.
Estamos buscando proveedores en España pararealizar el tratamiento
GEOMET 321
Nos pueden informar si hay alguna empresaespañola que pueda ofrecer este servicio
Gracias
Andres Rodriguez Elipe
RODRISER
Movil.- 605675842
AFC HOLCROFT
AFC HOLCROFT MESH BELTAUSTEMPER FURNACE LINE :
PARTS TO BE PROCESSED AREMETERED ON TO THE VARIABLE SPEED
MESH BELT,TRAVEL THROUGH THE 8' LONG HOT
ZONE, DROP INTO A SALT QUENCHTANK,
CARRIED OUT OF QUENCH BY BELTAND DROPPED INTO WASH TANK TO BE
CARRIED OUTBY BELT AND UNLOADED. HEAT TO
THE FURNACE IS BY(2) GAS FIRED RECUPERATED RADIANT TUBES.
HEAT FOR THE SALT QUENCH TANK IS BY ELECTRIC HEATERS. FURNACEWAS IN OPERATION UNTIL MARCH 2015.
A ROOF MOUNTED FAN CIRCULATES HEAT AND ATMOSPHERETHROUGHOUT THE LOAD.
SUNBEAM 36"W X 120" X 36"H 2400F VACUUMFURNACE:
DOUBLE WALL WATER COOLEDHORIZONTAL LOAD VESSEL.
INTERIOR HAS A MOLYBDENUM LINERWITH GRAPHITE HEATING ELEMENTS ON
BOTH WALLS, ROOF AND FLOOR. 20 HP COOLING FAN
MOUNTED IN REAR. PUMPING SYSTEM CONSISTS OF A STOKES
412-11 MECHANICAL PUMP WITH ROOTS BOOSTER. POWER TO THE HEATING ELEMENTS IS
THROUGH VRT'S. A BATTERY POWERED LOADER IS INCLUDED.
George HowellCONSOLIDATED EQUIPMENT CO., INC.
810-966-1500cell: 810-343-6056
CELEBRATING OUR 50th YEARFor SaleRoller Hearth Furnace for Tempering-second hand
BATCH FURNACE FOR HEAT TREATMENT(NEUTRAL HARDENING, CARBURIZING AND
CARBONITRIDING, OIL QUENCHING)Manufacturer S.I.B.
Model Carbo 210
Year 2002
Maximum Load 610x610x900 mm(320dm3)
Maximum temperature 950ºC
Heating Electrical
Power100 KW
380V - 50HZ 3PH
Serial number 14965
Oil Tank 5400 L (18Kw)
Contacto- REF CARBOSIB –[email protected]
more at www.metalspain.com/second-hand.htm36 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
FOUR SOUS VIDE SCHMETZ
- Année de construction 1989 MAIS retrofite entierement en mai 2015- Dimensions utiles 600*600*900
- Charge utile 600 Kg- Puissance installée 225 Kw (3*380)
- Température maximun 1350 °CPRIX 75000 euros départ..prix comprenant :
- Le four complet avec sa documentation et quelques pièces derechange
- LE DEMONTAGE ET LA MISE SUR CAMIONCe four se trouve dans la région de MUNICH et il est possible de le
visiterCe four est en fonctionnement et sera disponible fin Fév 2016
Lyon Consultant MétallurgieGérard PROTATIngénieur Conseil
0033 (0)6 16 13 50 [email protected]
MESH BELT HEAT TREATMENT FURNACE FORSMALL DIMENSION PARTS
Manufacturer Acertra
Maximum temperature 900 ºC
Heating Electrical
Power 120 Kw
Mesh belt width 420 mm
Maximum lenght 9000 mm
Maximum weight 1550 mm
Oil tank Yes
Transporter mesh belt Yes
Electrical panel Yes
Contacto- REF ACERTRA – [email protected]
See all adverts: http://metalspain.com/second-hand.htmVer todos los anuncios en: http://metalspain.com/second-hand.htm
37TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016more at www.metalspain.com/second-hand.htm
EN CAS D4ACQUISITION DES DEUX FOURS PRIX 85000 € HRCes matériel sont déjà démontés et stocké visible ne Allemagne
Je reste à votre disposition
CordialementLYON CONSULTANT
METALLURGIEGérard PROTAT
Ingénieur Conseil69500 BRON FRANCE0033 (0)6 16 13 50 24
FOU DE NITRURATION IONIQUE KLOCNER
PRIX 55000 € MIS SUR CAMION
ALD VKNQ PC60/60/90 VACUUM FURNACEALD VKA 60/60/90 VACUUM FURNACE
(2) Furnaces avaliable and are liquidating in Wolverhampton,West Midlands, United Kingdom for Timken.
Here is a link to an auction we are running, but we areaccepting offers now on these two furnaces.
http://www.hgpauction.com/auctions/82667/timken-aerospace/
Regards,
Alex Dove l Director of Sales l Heritage Global Partners,Inc.l www.heritageglobalinc.com
1576 Rollins Road, Burlingame CA. 94010 l cell:650.759.9048 l [email protected]
PRIX 40000 € MIS SUR CAMION

38 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

GUIA
39TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016

40 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2016
GUIA
http://metalspain.com/suscripcion-tt.htm