manufactura esbelta diapositivas
TRANSCRIPT

ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIAL
CURSO:MEJORAMIENTO DE PROCESOS
PROFESOR:QUISPE CANALES, G.
ALUMNOS:
AGUILAR D. HANZCABRERA P. ALEJANDROGALINDO M. JACKELINENATIVIDAD H. HENRYOLAZABAL L. ANDREWSAIRITUPAC A. CARLOSVENEGAS I. NADIA

¿Qué es la manufactura esbelta?SON VARIAS HERRAMIENTAS QUE AYUDAN A ELIMINAR TODAS LA OPERACIONES QUE NO AGREGAN VALOR AL PRODUCTO, AUNMENTANDO EL VALOR DE CADA ACTIVIDAD.REDUCE DESPERDICIOS Y MEJORA LAS OPERACIONES, BASANDOSE EN EL RESPETO AL TRABAJADOR.
a. LA ELIMINACION PLANEADA DE TODO TIPO DE DESPERDICIO
b. EL RESPETO POR EL TRABAJADORc. LA MEJORA CONSISTENTE DE PRODUCTIVIDAD Y
CALIDAD
ObjetivosA. Reduce la cadena de desperdicios dramáticamente.B. Reduce el inventario y el espacio en el piso de producción.C. Crea sistemas de producción más robustos.D. Crea sistemas de entrega de materiales apropiados.E. Mejora las distribuciones de planta para aumentar la flexibilidad.

Beneficios REDUCCION DE HASTA 50% EN COSTOS DE PRODUCCION REDUCCION DE INVENTARIOS REDUCCION DEL LEAD TIME MEJOR CALIDAD MENOS MANO DE OBRA MAYOR EFICIENCIA DE EQUIPO DISMINUCION DE LOS DESPERDICIOS

Pensamiento esbelto

Las herramientas de la manufactura esbeltaLas 5S
Este concepto se refiere a la creación y mantenimiento de áreas de trabajo más limpias, más organizadas y más seguras, es decir, se trata de imprimirle mayor "calidad de vida" al trabajo.

Beneficios de las 5SMayores niveles de seguridad que redundan en una
mayor motivación de los empleados.Mayor calidad.Tiempos de respuesta más cortos.Aumenta la vida útil de los equipos.Genera cultura organizacional.Reducción en las pérdidas y mermas por producciones con
defectos.

JUST IN TIMEJusto a Tiempo es una filosofía industrial que consiste en la reducción de desperdicio (actividades que no agregan valor) es decir todo lo que implique sub-utilización en un sistema desde compras hasta producción.

LOS 7 PILARES DEL JIT: Igualar la oferta y la demandaEl peor enemigo: el desperdicioEl proceso debe ser continuo no por lotesMejora ContinuaEs primero el ser humanoLa sobreproducción = ineficiencia No vender el futuro

LOS 7 DESPERDICIOSSOBREPRODUCCION INVENTARIOREPARACIONES / RECHAZOSMOVIMIENTOSOBRE PROSESAMIENTOESPERATRANSPORTE

SISTEMA PULLConsiste en producir sólo lo necesario, tomando el material requerido de la operación anterior.PERMITE:
Reducir inventario, y por lo tanto, poner al descubierto los problemas
Hacer sólo lo necesario facilitando el controlMinimiza el inventario en procesoMaximiza la velocidad de retroalimentaciónMinimiza el tiempo de entregaReduce el espacio


CELULAS DE MANUFACTURAUna célula de manufactura es la combinación más efectiva de operaciones manuales y mecánicas para aumentar el valor añadido y reducir el desperdicio.

CONTROL VISUALUn control visual es un estándar representado mediante un elemento gráfico o físico, de color o numérico y muy fácil de ver.

KANBAN (etiqueta de instrucción)La etiqueta Kanban contiene información que sirve como orden de trabajo, esta es su función principal, en otras palabras es un dispositivo de dirección automático que nos da información acerca de que se va a producir, en qué cantidad, mediante que medios, y como transportarlo.
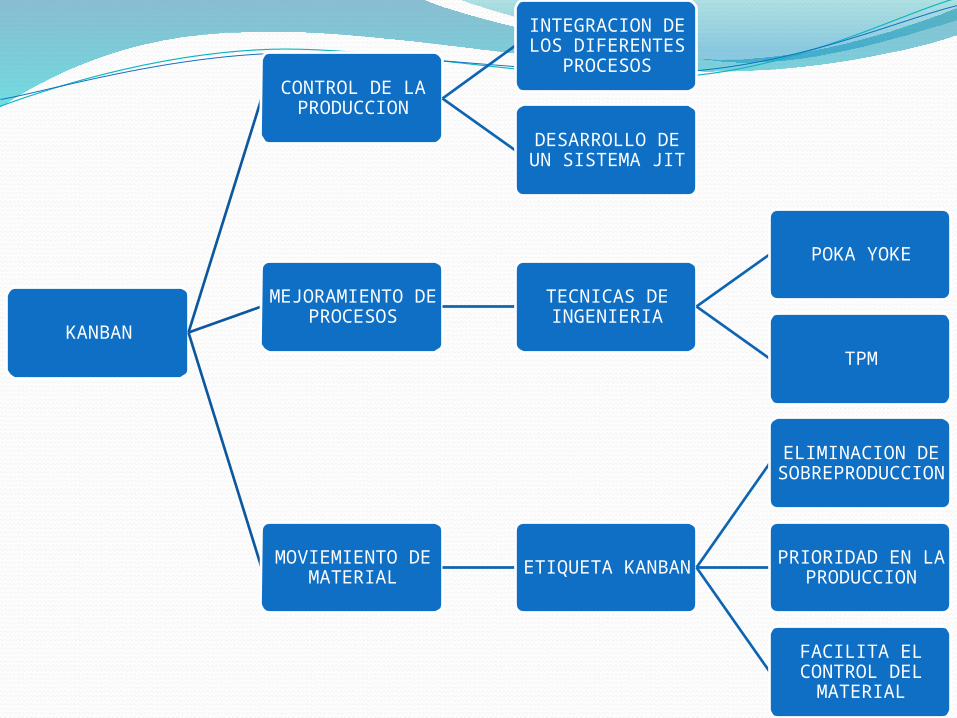
KANBAN
CONTROL DE LA PRODUCCION
INTEGRACION DE LOS
DIFERENTES PROCESOS
DESARROLLO DE UN SISTEMA
JIT
MEJORAMIENTO DE PROCESOS
TECNICAS DE INGENIERIA
POKA YOKE
TPM
MOVIEMIENTO DE MATERIAL
ETIQUETA KANBAN
ELIMINACION DE
SOBREPRODUCCION
PRIORIDAD EN LA
PRODUCCION
FACILITA EL CONTROL DEL
MATERIAL

TIPOS DE KANBANKanban de producciónKanban de transporteKanban urgenteKanban de emergenciaKanban de proveedor
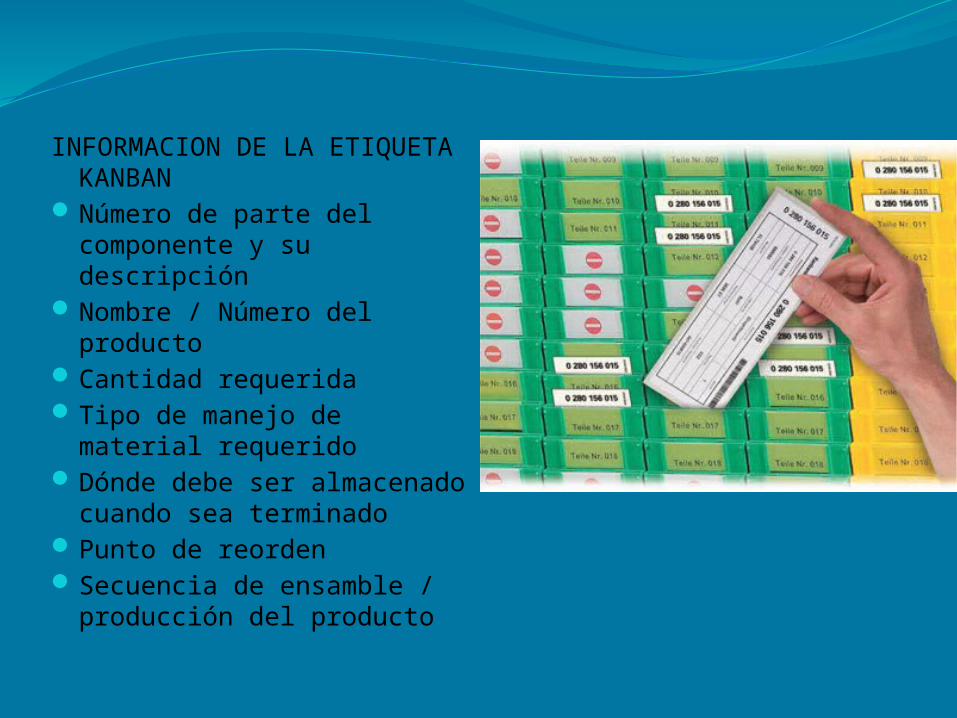
INFORMACION DE LA ETIQUETA KANBAN
Número de parte del componente y su descripción
Nombre / Número del producto
Cantidad requeridaTipo de manejo de material
requeridoDónde debe ser almacenado
cuando sea terminadoPunto de reordenSecuencia de ensamble /
producción del producto

IMPLANTANCION DEL KANBAN EN 4 FASES
ENTRENAR
• A TODO EL PERSONAL EN LOS PRINCIPIOS KANBAN, Y EN SUS BENEFICIOS
IMPLANTAR
• KANBAN EN LOS COMPONENTES CON MAS PROBLEMAS PARA FACILITAR SU MANUFACTURA Y PARA RELASTAR LOS PROBLEMAS ESCONDIDOS
IMPLANTAR
• KANBAN EN EL RESTO DE LOS COMPONENTES, LO CUAL NO DEBE SER UN PROBLEMA PUESTO QUE LOS OPERADORES YA CONOCEN LAS VENTAJAS
REVISION
• DEL SISTEMA KANBAN, LOS PUNTOS DE REORDEN Y SUS NIVELES.

MANTENIMIENTO TOTAL PRODUCTIVO (TPM)
El TPM se orienta a crear un sistema corporativo que maximiza la eficiencia de todo el sistema productivo, estableciendo un sistema que previene las pérdidas en todas las operaciones de la empresa. Esto incluye "cero accidentes, cero defectos y cero fallos" en todo el ciclo de vida del sistema productivo.•Objetivos estratégicosEl proceso TPM ayuda a construir capacidades competitivas desde las operaciones de la empresa.•Objetivos operativosEl TPM tiene como propósito en las acciones cotidianas que los equipos operen sin averías y fallos.•Objetivos apoyoEl TPM busca fortalecer el trabajo en equipo, incremento en la moral en el trabajador
PRODUCCION NIVELADA (HEIJUNKA)Heijunka, o Producción Nivelada es una técnica que adapta la producción a la demanda fluctuante del cliente. significa literalmente "haga llano y nivelado".

VERIFICACION DE PROCESO (JIDOKA)La palabra "Jidoka" significa verificación en el proceso, cuando en el proceso de producción se instalan sistemas Jidoka se refiere a la verificación de calidad integrada al proceso.

DISPOSITIVOS PARA PREVENIR ERRORES (POKA YOKE)El término " Poka Yoke " viene de las palabras japonesas
"poka" ( error inadvertido) y "yoke" (prevenir). Un dispositivo Poka Yoke es cualquier mecanismo que ayuda a prevenir los errores antes de que sucedan, o los hace que sean muy obvios para que el trabajador se dé cuenta y lo corrija a tiempo.

INDICADOR VISUAL (ANDON)Término japonés para alarma, indicador visual o señal, utilizado para mostrar
el estado de producción, utiliza señales de audio y visuales. Rojo: Máquina descompuesta Azul: Pieza defectuosa Blanco : Fin de lote de producción Amarillo: Esperando por cambio de modelo Verde: Falta de Material No luz: Sistema operando normalmente
CAMBIO RAPIDO DE MODELO (SMED)SMED significa "Cambio de modelo en minutos de un sólo dígito", Son teorías y técnicas para realizar las operaciones de cambio de modelo en menos de 10 minutos.Objetivos de SMED
Facilitar los pequeños lotes de producciónRechazar la fórmula de lote económicoCorrer cada parte cada día (fabricar)Alcanzar el tamaño de lote a 1Hacer la primera pieza bien cada vezCambio de modelo en menos de 10 minutosAproximación en 3 pasos

MEJORA CONTINUA (KAIZEN)
Proviene de dos ideogramas japoneses: "Kai" que significa cambio y "Zen" que quiere decir para mejorar. Así, podemos decir que "Kaizen" es "cambio para mejorar" o "mejoramiento continuo" Los dos pilares que sustentan Kaizen son los equipos de trabajo y la Ingeniería Industrial, que se emplean para mejorar los procesos productivos.
CONCLUSIONESLA MANUFACTURA ESBELTA es un modelo de gestión
enfocado a la creación de flujo para poder entregar el máximo valor para los clientes, utilizando para ello los mínimos recursos necesarios.