laboratorio
DESCRIPTION
laboratorioTRANSCRIPT

Tema: PREPARACION DE PROBETAS METALOGRAFICAS
Objetivo General: Obtener una superficie pulida a espejo y atacada de probetas de acero, fundiciones de hierro y no ferrosos.
Objetivo Específico: *conocer el procedimiento de preparación de probetas metalográficas.*estudiar y analizar los resultados obtenidos.

Preparación de la probeta metalográficaLa metalografía estudia la estructura microscópica de los metales y sus aleaciones. Antes de observar un metal al microscopio, es necesario acondicionar la muestra de manera que quede plana y pulida. Plana, porque los sistemas ópticos del microscopio tienen muy poca profundidad de campo y pulida porque así observaremos la estructura del metal y no las marcas originadas durante el corte u otros procesos previos.Las fases de preparación de la probeta metalográfica son las siguientes:
1. Corte de la muestra.2. Montaje (opcional)3. Desbaste4. Pulido5. Ataque químico o electrolítico.
Marco teórico
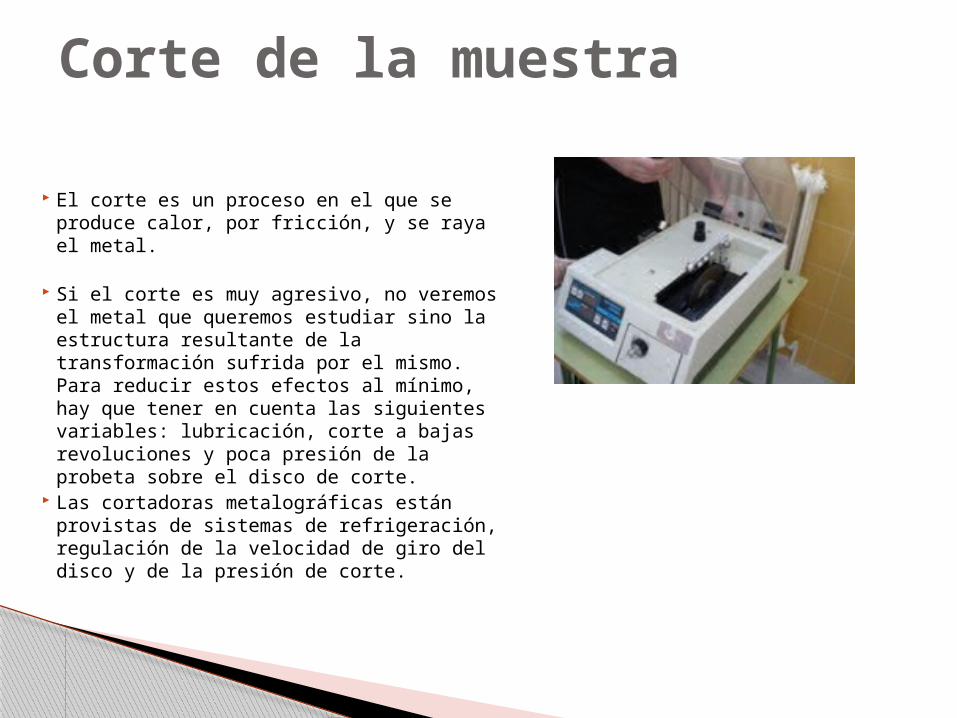
El corte es un proceso en el que se produce calor, por fricción, y se raya el metal.
Si el corte es muy agresivo, no veremos el metal que queremos estudiar sino la estructura resultante de la transformación sufrida por el mismo. Para reducir estos efectos al mínimo, hay que tener en cuenta las siguientes variables: lubricación, corte a bajas revoluciones y poca presión de la probeta sobre el disco de corte.
Las cortadoras metalográficas están provistas de sistemas de refrigeración, regulación de la velocidad de giro del disco y de la presión de corte.
Corte de la muestra

Durante el proceso de desbaste se eliminan gran parte de las rayas producidas en el corte.
Se realiza en una pulidora empleando discos abrasivos de distintos diámetros de partícula, cada vez más finos.
Cada vez que se cambia de disco, es muy importante limpiar muy bien la probeta con agua abundante para eliminar los posibles restos de partículas del disco anterior, así evitamos que se produzcan rayas por partículas que hayan podido quedar del disco anterior cuando estamos trabajando con un disco de grano más fino.
Desbaste
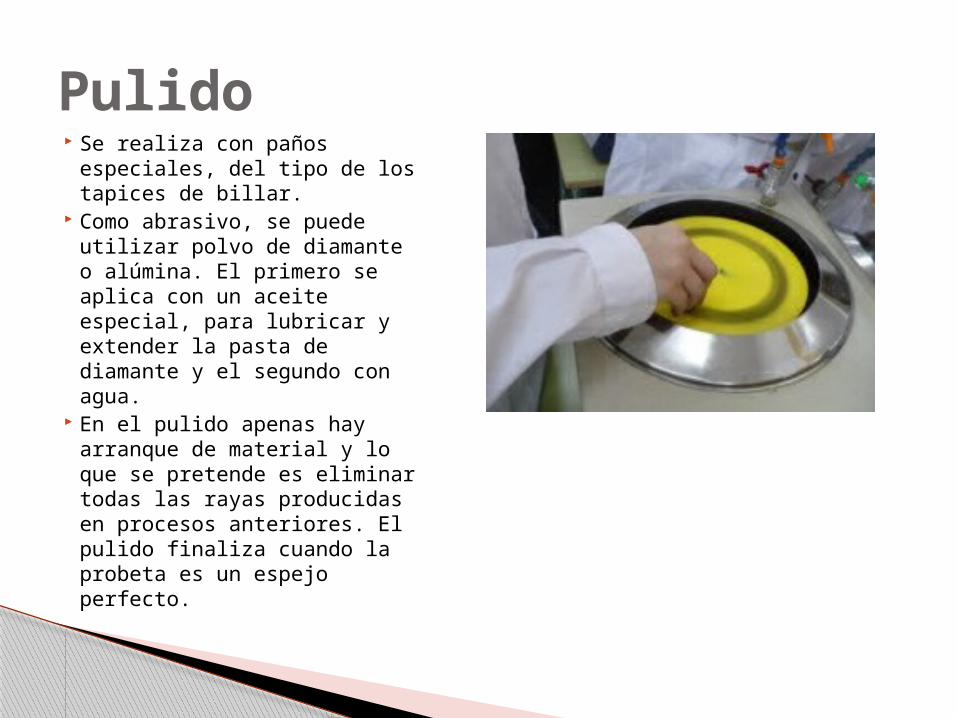
Se realiza con paños especiales, del tipo de los tapices de billar.
Como abrasivo, se puede utilizar polvo de diamante o alúmina. El primero se aplica con un aceite especial, para lubricar y extender la pasta de diamante y el segundo con agua.
En el pulido apenas hay arranque de material y lo que se pretende es eliminar todas las rayas producidas en procesos anteriores. El pulido finaliza cuando la probeta es un espejo perfecto.
Pulido
En este punto la probeta es plana y está pulida, es un espejo.
El ataque químico pondrá de manifiesto la estructura del metal ya que atacará los bordes de los granos y afectará de manera diferente a las distintas fases presentes en el metal.
Para cada metal y aleación se utiliza un reactivo de ataque diferente. En el caso del acero el más utilizado es el NITAL, que se prepara disolviendo ácido nítrico en etanol. Cuando el acero es inoxidable se suele realizar un ataque electroquímico.
En la fotografía aparece la probeta antes de ser tratada con Nital-5 (nítrico en etanol al 5%) . Después del ataque perderá su brillo.
Ataque químico
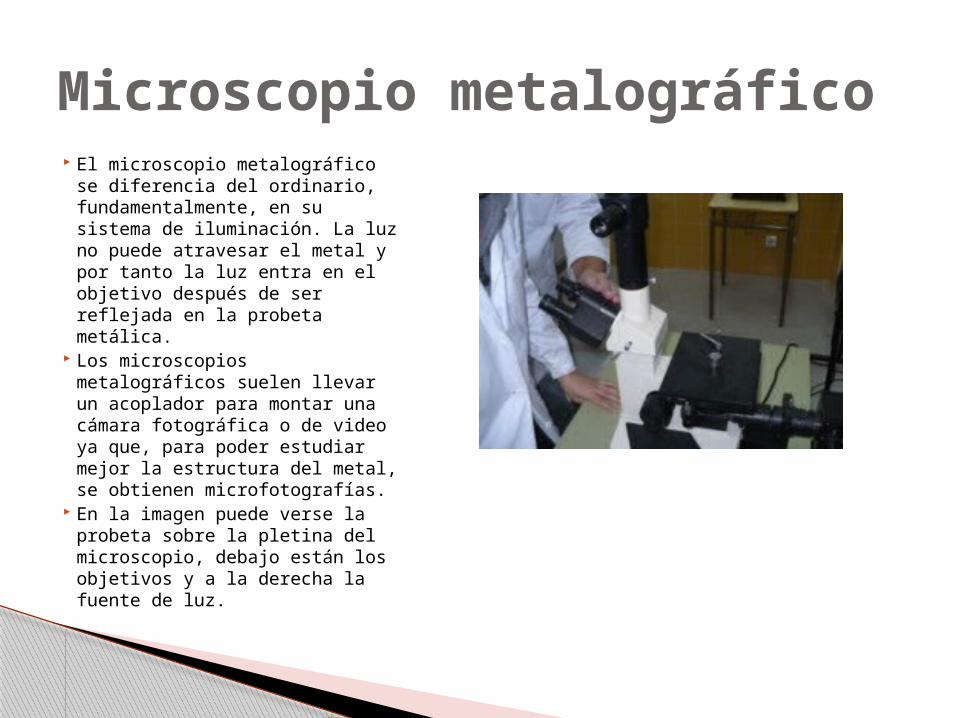
El microscopio metalográfico se diferencia del ordinario, fundamentalmente, en su sistema de iluminación. La luz no puede atravesar el metal y por tanto la luz entra en el objetivo después de ser reflejada en la probeta metálica.
Los microscopios metalográficos suelen llevar un acoplador para montar una cámara fotográfica o de video ya que, para poder estudiar mejor la estructura del metal, se obtienen microfotografías.
En la imagen puede verse la probeta sobre la pletina del microscopio, debajo están los objetivos y a la derecha la fuente de luz.
Microscopio metalográfico
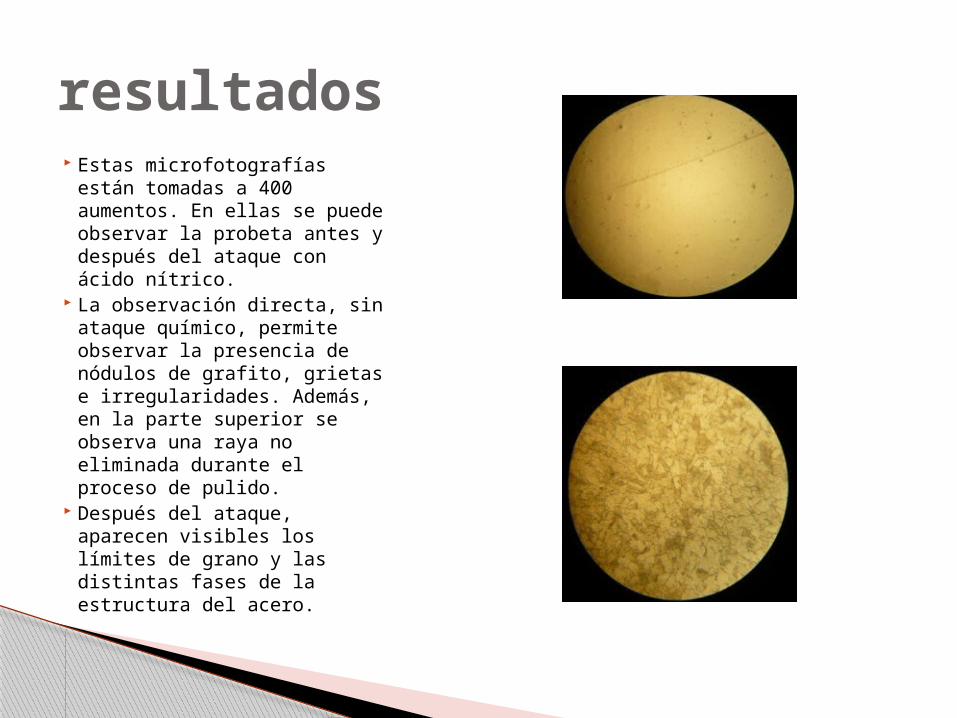
Estas microfotografías están tomadas a 400 aumentos. En ellas se puede observar la probeta antes y después del ataque con ácido nítrico.
La observación directa, sin ataque químico, permite observar la presencia de nódulos de grafito, grietas e irregularidades. Además, en la parte superior se observa una raya no eliminada durante el proceso de pulido.
Después del ataque, aparecen visibles los límites de grano y las distintas fases de la estructura del acero.
resultados
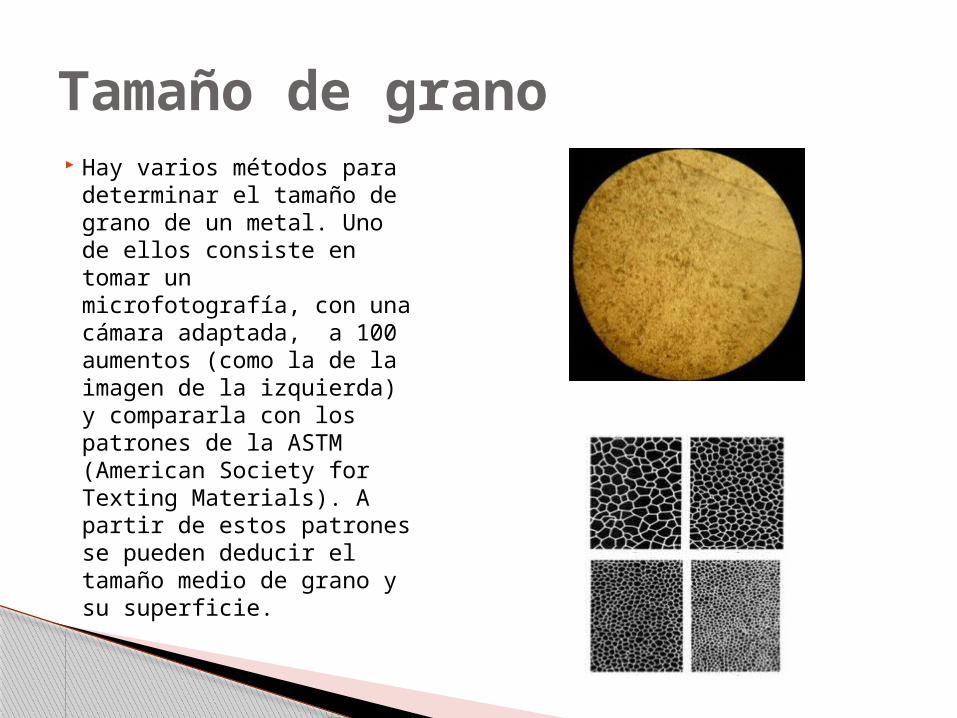
Hay varios métodos para determinar el tamaño de grano de un metal. Uno de ellos consiste en tomar un microfotografía, con una cámara adaptada, a 100 aumentos (como la de la imagen de la izquierda) y compararla con los patrones de la ASTM (American Society for Texting Materials). A partir de estos patrones se pueden deducir el tamaño medio de grano y su superficie.
Tamaño de grano
Acero es la denominación que comúnmente se le da, en ingeniería metalúrgica, a una aleación de hierro con una cantidad de carbono variable entre el 0,03% y el 1,76% en peso de su composición, dependiendo del grado. Si la aleación posee una concentración de carbono mayor al 2,0% se producen fundiciones que, en oposición al acero, son mucho más frágiles y no es posible forjarlas sino que deben ser moldeadas.
Aceros
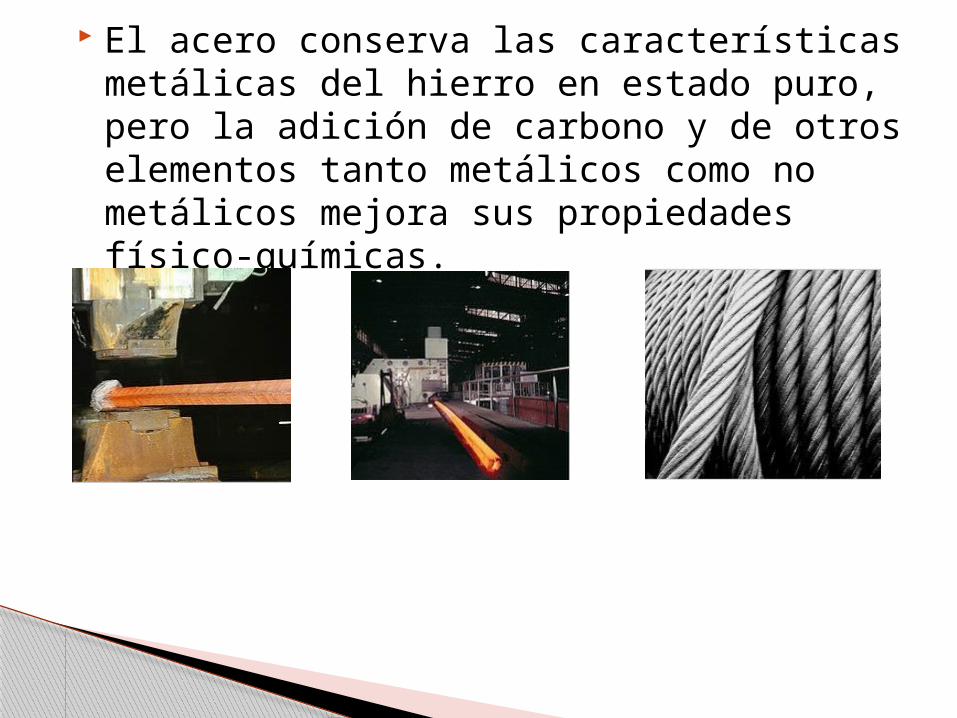
El acero conserva las características metálicas del hierro en estado puro, pero la adición de carbono y de otros elementos tanto metálicos como no metálicos mejora sus propiedades físico-químicas.
Según el modo de fabricación
Aceros, eléctrico. Acero fundido. Acero Colmado. Acero efervescente. Acero fritado.
Según el modo de trabajarlos
Acero moldeado. Acero laminado.
Clasificación Según la composición y la
estructura Aceros ordinarios. Aceros aleados o especiales.
Según los usos a que se destinan Acero para imanes o magnético. Acero autotemplado. Acero de construcción. Acero de corte rápido. Acero de decoletado. Acero de corte. Acero indeformable. Acero inoxidable. Acero de herramientas. Acero para muelles. Acero refractario. Acero de rodamientos.
Su densidad media es de 7850 kg/m³. En función de la temperatura el acero se puede contraer, dilatar o fundir. El punto de fusión del acero depende del tipo de aleación y los porcentajes
de elementos aleantes. El de su componente principal, el hierro es de alrededor de 1.510 °C en estado puro (sin alear), sin embargo el acero presenta frecuentemente temperaturas de fusión de alrededor de 1.375 °C, y en general la temperatura necesaria para la fusión aumenta a medida que se aumenta el porcentaje de carbono y de otros aleantes. (excepto las aleaciones eutécticas que funden de golpe). Por otra parte el acero rápido funde a 1.650 °C.
Su punto de ebullición es de alrededor de 3.000 °C. Es un material muy tenaz, especialmente en alguna de las aleaciones
usadas para fabricar herramientas. Relativamente dúctil. Con él se obtienen hilos delgados llamados alambres. Es maleable. Se pueden obtener láminas delgadas llamadas hojalata. La
hojalata es una lámina de acero, de entre 0,5 y 0,12 mm de espesor, recubierta, generalmente de forma electrolítica, por estaño.
Características mecánicas y tecnológicas del acero

Permite una buena mecanización en máquinas herramientas antes de recibir un tratamiento térmico.
Algunas composiciones y formas del acero mantienen mayor memoria, y se deforman al sobrepasar su límite elástico.
La dureza de los aceros varía entre la del hierro y la que se puede lograr mediante su aleación u otros procedimientos térmicos o químicos entre los cuales quizá el más conocido sea el templado del acero, aplicable a aceros con alto contenido en carbono, que permite, cuando es superficial, conservar un núcleo tenaz en la pieza que evite fracturas frágiles. Aceros típicos con un alto grado de dureza superficial son los que se emplean en las herramientas de mecanizado, denominados aceros rápidos que contienen cantidades significativas de cromo, wolframio, molibdeno y vanadio. Los ensayos tecnológicos para medir la dureza son Brinell, Vickers y Rockwell, entre otros.
Se puede soldar con facilidad. La corrosión es la mayor desventaja de los aceros ya que el hierro se oxida con suma
facilidad incrementando su volumen y provocando grietas superficiales que posibilitan el progreso de la oxidación hasta que se consume la pieza por completo. Tradicionalmente los aceros se han venido protegiendo mediante tratamientos superficiales diversos. Si bien existen aleaciones con resistencia a la corrosión mejorada como los aceros de construcción «corten» aptos para intemperie (en ciertos ambientes) o los aceros inoxidables.
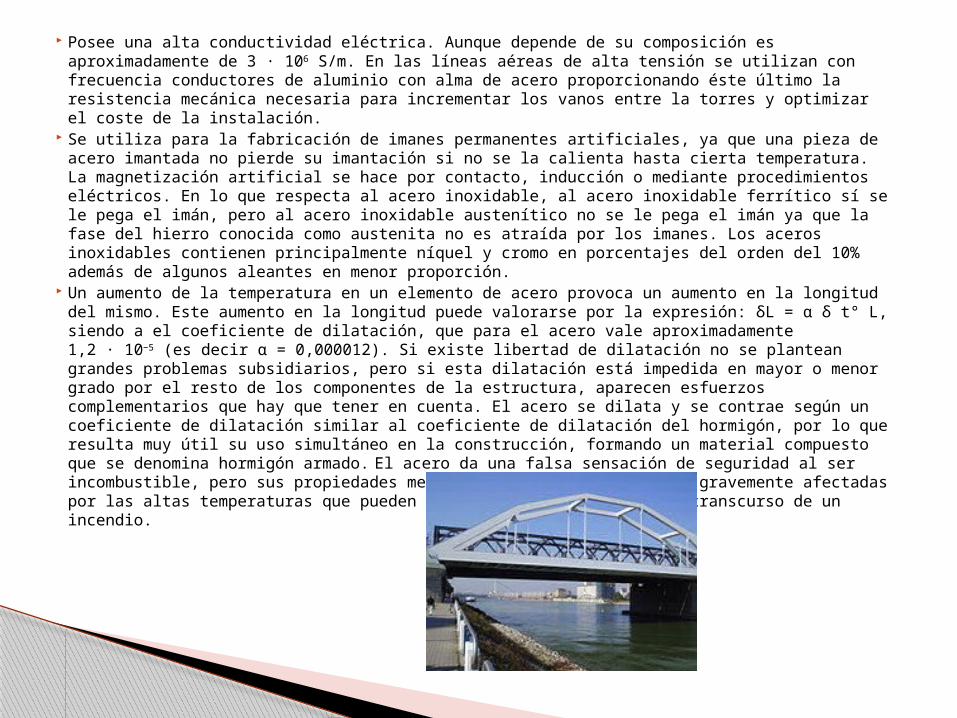
Posee una alta conductividad eléctrica. Aunque depende de su composición es aproximadamente de 3 · 106 S/m. En las líneas aéreas de alta tensión se utilizan con frecuencia conductores de aluminio con alma de acero proporcionando éste último la resistencia mecánica necesaria para incrementar los vanos entre la torres y optimizar el coste de la instalación.
Se utiliza para la fabricación de imanes permanentes artificiales, ya que una pieza de acero imantada no pierde su imantación si no se la calienta hasta cierta temperatura. La magnetización artificial se hace por contacto, inducción o mediante procedimientos eléctricos. En lo que respecta al acero inoxidable, al acero inoxidable ferrítico sí se le pega el imán, pero al acero inoxidable austenítico no se le pega el imán ya que la fase del hierro conocida como austenita no es atraída por los imanes. Los aceros inoxidables contienen principalmente níquel y cromo en porcentajes del orden del 10% además de algunos aleantes en menor proporción.
Un aumento de la temperatura en un elemento de acero provoca un aumento en la longitud del mismo. Este aumento en la longitud puede valorarse por la expresión: δL = α δ t° L, siendo a el coeficiente de dilatación, que para el acero vale aproximadamente 1,2 · 10−5 (es decir α = 0,000012). Si existe libertad de dilatación no se plantean grandes problemas subsidiarios, pero si esta dilatación está impedida en mayor o menor grado por el resto de los componentes de la estructura, aparecen esfuerzos complementarios que hay que tener en cuenta. El acero se dilata y se contrae según un coeficiente de dilatación similar al coeficiente de dilatación del hormigón, por lo que resulta muy útil su uso simultáneo en la construcción, formando un material compuesto que se denomina hormigón armado. El acero da una falsa sensación de seguridad al ser incombustible, pero sus propiedades mecánicas fundamentales se ven gravemente afectadas por las altas temperaturas que pueden alcanzar los perfiles en el transcurso de un incendio.
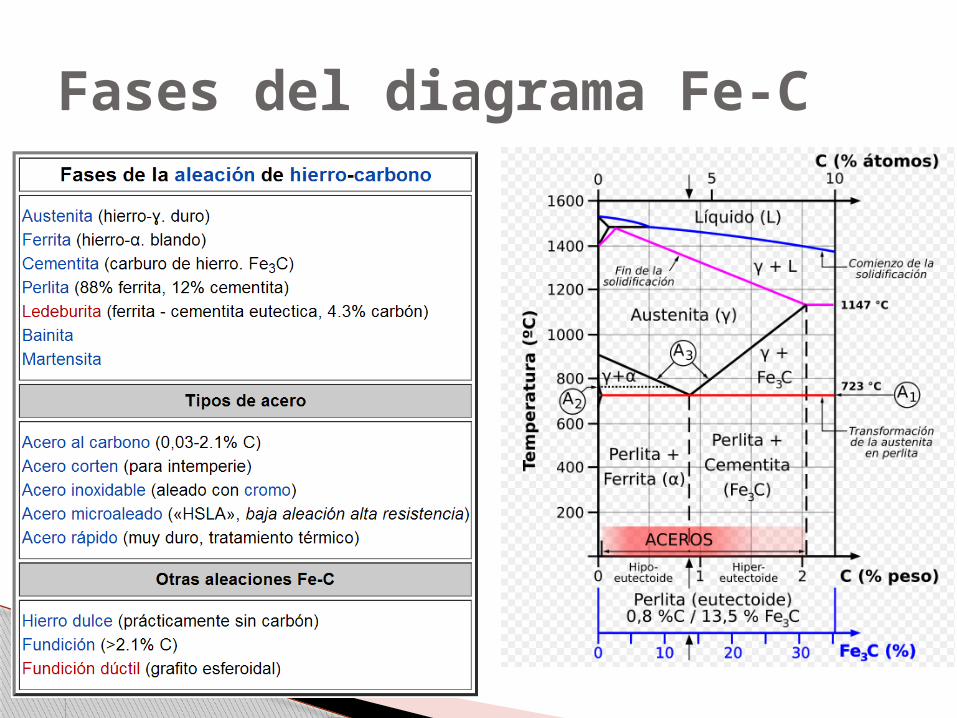
Fases del diagrama Fe-C
Cincado: tratamiento superficial antioxidante por proceso electrolítico o mecánico al que se somete a diferentes componentes metálicos.
Cromado: recubrimiento superficial para proteger de la oxidación y embellecer.
Galvanizado: tratamiento superficial que se da a la chapa de acero.
Niquelado: baño de níquel con el que se protege un metal de la oxidación.
Pavonado: tratamiento superficial que se da a piezas pequeñas de acero, como la tornillería.
Pintura: usado especialmente en estructuras, automóviles, barcos, etc.
Tratamientos superficiales

Los tratamientos térmicos que pueden aplicarse al acero sin cambiar en su composición química son:
Temple Revenido Recocido Normalizado
Tratamientos térmicos

Ensayo microscópico y rugosidad superficial. Microscopios y rugosímetros.
Ensayos por ultrasonidos. Ensayos por líquidos
penetrantes. Ensayos por partículas
magnéticas. Ensayo de dureza
(Brinell, Rockwell, Vickers). Mediante durómetros.
Ensayos no destructivos
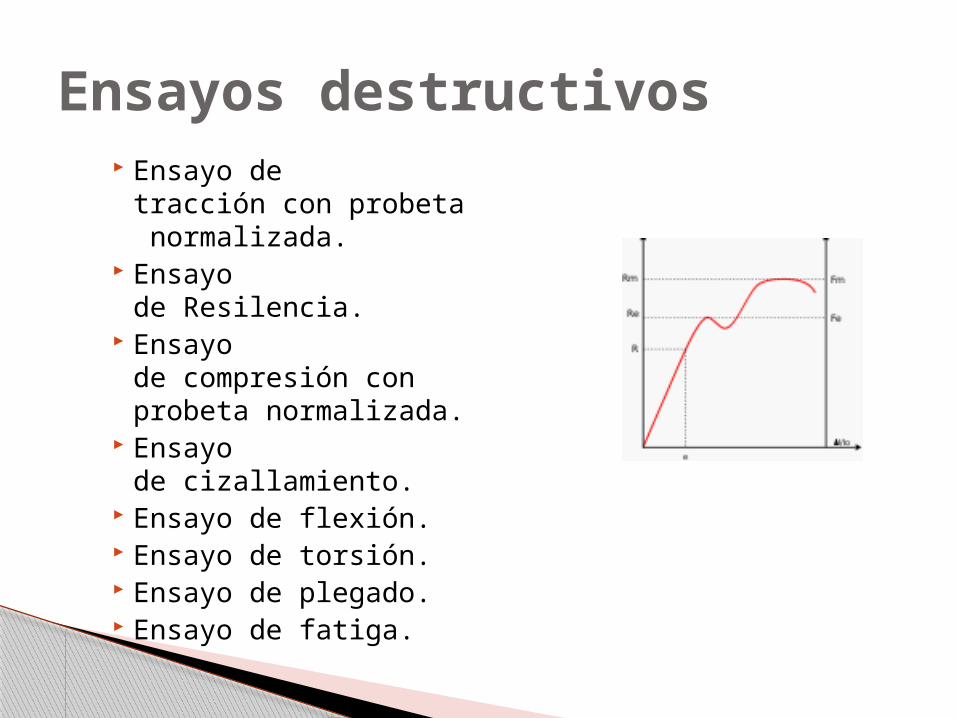
Ensayo de tracción con probeta normalizada.
Ensayo de Resilencia. Ensayo
de compresión con probeta normalizada.
Ensayo de cizallamiento.
Ensayo de flexión. Ensayo de torsión. Ensayo de plegado. Ensayo de fatiga.
Ensayos destructivos

MANDIL u OVEROL LIJAS DE AGUA
INSTRUMENTOS EXPERIMENTALES:

MAQUINA DISCOTON MAQUINA PRONTOPRESS
INSTRUMENTOS EXPERIMENTALES:

BAQUELITA MAQUINAS DESBASTADORAS
INSTRUMENTOS EXPERIMENTALES:

MAQUINAS PULIDORAS LAVADERO
INSTRUMENTOS EXPERIMENTALES:

COMPRESOR MICROSCOPIO
INSTRUMENTOS EXPERIMENTALES:

Etapas o fases: Sección corte. Sección desbaste. Sección pulido de probetas. Sección enjuague. Sección ataque metalográfico. Sección secado. Sección observación metalográfica.
PROCESO:

La máquina que se utiliza para el corte de probeta es el Discotom fabricado por la industria Struers.
Objetivo.- es tomar una muestra o probeta del material a analizar.
Partes.- un brazo, un manubrio, disco, y dos mordazas, un refrigerante.
SECCIÓN CORTE:
Se utiliza las maquinas desbastadoras (se utiliza agua)
Objetivo.-desbastar el material a estudiar mediante la norma ASTM
Utilizamos lijas de agua de 220,320,400,600 220.- son 220 gramos por cada in² de
aporte
SECCIÓN DESBASTES:
Utilizamos máquinas pulidoras que contiene disco giratorio de 250-300 rpm, un paño de felpa , aditivo llamada alúmina (AL₂O₃)
SECCIÓN PULIDO DE PROBETAS:

Este punto es muy importante ya que se necesita lavar y deshacer el residuo de la alúmina en la probeta
SECCIÓN ENJUAGUE:

Objetivo.-utilizar reactivos químicos para resaltar las microestructuras o micro constituyentes de los materiales, empleados tiempos correctos que van desde 1s,min,h o días de ataque el tiempo de ataque metalográfico es función del grado de concentración del reactivo.
Concentración.- un reactivo recién preparado Tiempo de ataque.-Es decir a mayor concentración del
reactivo menor tiempo de ataque, el tiempo estimado es de 5s-10s-15s
Tiempo de ataque optimo.-se va al microscopio y se ve los microestructuras o micro constituyentes fácilmente
Demasiado tiempo de ataque.- el material se quema Neutralización del ataque.- se lo puede hacer con agua o con
alcohol
SECCIÓN ATAQUE METALOGRÁFICO:

SECCIÓN ATAQUE METALOGRÁFICO:

Se utiliza el compresor (también llamado ventilador)
SECCIÓN SECADO:
Utilizamos el microscopio Objetivo.- aprender a utilizar correctamente el
instrumento y poder observar que clase de material es.
Partes.- ocular: 10x-15x objetivos: 10x-20x-40x-60x-100xEn este proceso se puede ya saber: composición, propiedades, características, aplicación NOTA: #de ampliación=ocular . objetivo
SECCIÓN OBSERVACIÓN METALOGRÁFICA:

SECCIÓN OBSERVACIÓN METALOGRÁFICA:

Resultados En la observación de la probeta en el
microscopio podemos concluir que aleación tiene y su tamaño de grano.
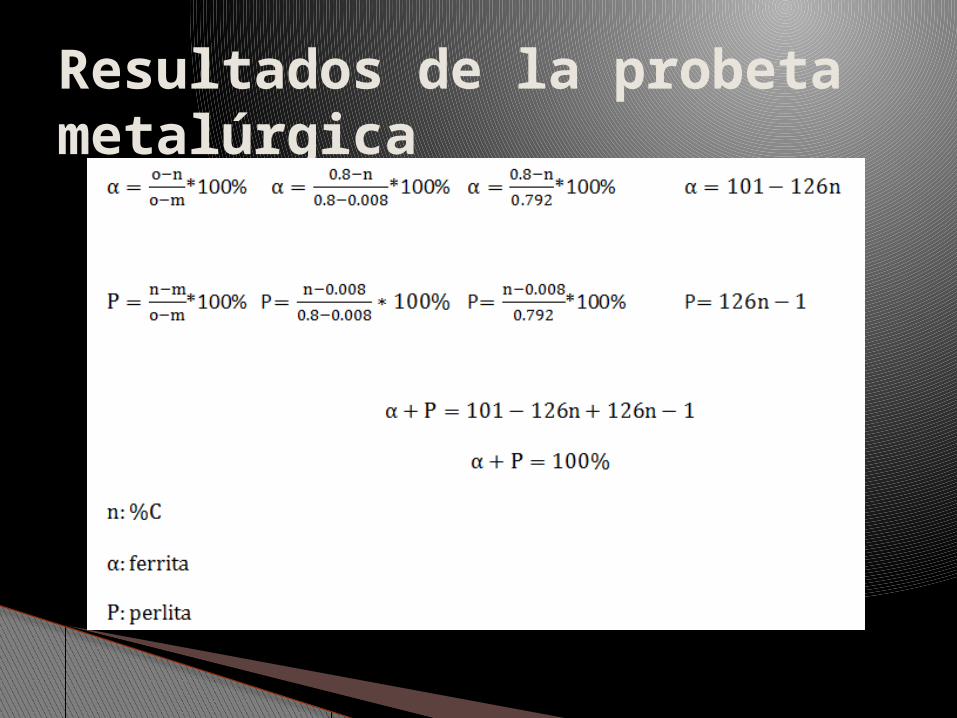
Resultados de la probeta metalúrgica
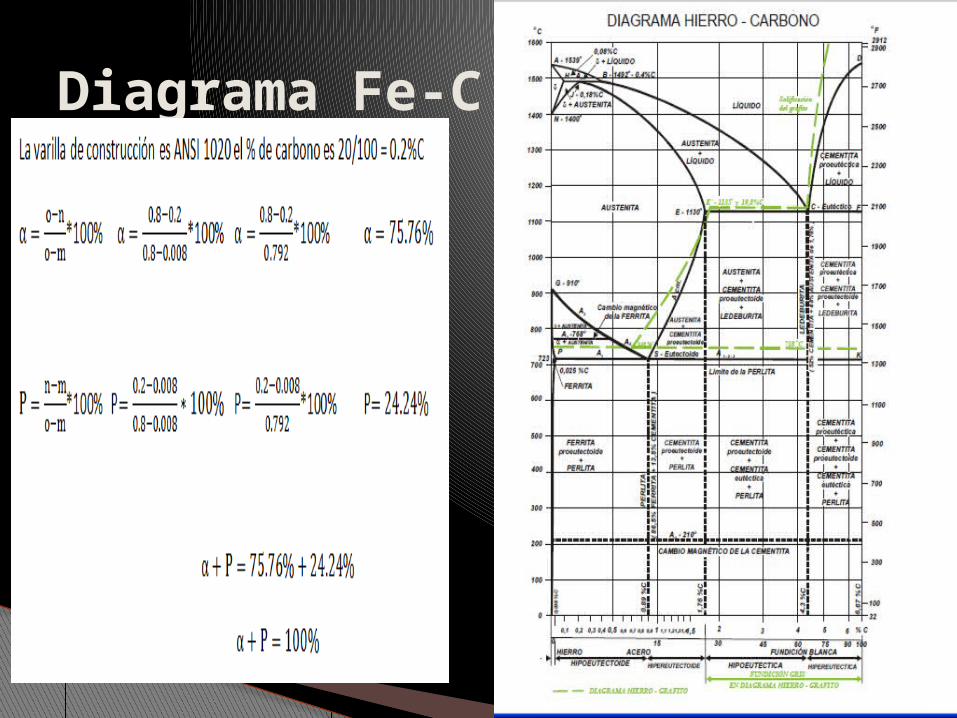
Diagrama Fe-C
Para poder saber la composición, características, propiedades, y sus aplicaciones de los materiales se debe recorrer una serie de procesos para así al final obtener los resultados pertinentes.
En el momento de lavar la probeta no restregarla con el dedo ya que se mancharía con grasa.
El tiempo de ataque debe ser el indicado para que la probeta no se destruya (quemar).
En el momento de la observación por medio del microscopio realizar bien las lecturas con los lentes precisos para que no se pueda confundir el resultados
CONCLUCIONES:
En el momento de lijar es conveniente mantener una fuerza constante sobre la probeta
Trabajar con materiales fáciles de desbastar Al momento de preparar las reacciones
químicas utilizar los elementos correctos
SUGERENCIAS:
Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo.
Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik Coromant 2005.10.
Larburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas.. Madrid: Thomson Editores. Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A.
BIBLIOGRAFIA