informacion martillo
DESCRIPTION
Trabajo de investigacion de la fabricacion del matilloTRANSCRIPT
MARTILLO
El siguiente es el producto que se desea fabricar
DETERMINACIÓN Y JUSTIFICACIÓN DEL MATERIAL
VIDEO
Todo comienza con una barra de acero, un sistema automático la carga en una gruesa barra de 4 inducciones a más de 1000 ° C.
El intenso calor hace que el acero sea maleable, se le da una pre-forma antes de ingresar al martillo de forja, este martillo de forjar golpea el acero caliente dando la forma deseada.
Luego se lleva a una cortadora de punzonado que recorta los bordes de acero forjado, los recortes caen en un contendedor para el reciclado.
Un trabajador pone el trozo recortado en una prensa que perfecciona la forma.
Los martillos se enfrían en este bastidor giratorio.
Luego se dejan los martillos en un tambor junto a pequeños trozos de acero, tan pequeños que es difícil verlos, pero su efecto será importante. Con el movimiento los trozos frotan las escamas y los desechos para una limpieza absoluta.
Se sujeta el martillo en un dispositivo que gira con cintas abrasivas para contornear la cabeza, estas cintas también biselan la cabeza del martillo es una medida de seguridad con esta forma es menos probable que se rompan los clavos al golpearlos
Luego empieza el proceso de templado, se sumergen los martillos en un líquido a alta temperatura y en un aceite que enfría el metal tan rápidamente que lo endurece.
Es el momento de pulir nuevamente esta máquina hace que el acero brille es la terminación final.
PROVEEDORES DE MARTILLOS
A continuación se detallan los distintos tipos de proveedores de martillos y el tipo de material con que estos fabrican dicho martillo.
Nombre Logo Material acabados
URREASAE 1045
PulidoTempladoRecosido
TOOLBOOM C45SPulido
Templado
TRAMONTINA SAE 1045 Templado
INFORMACION BIBLIOGRAFICA
Comportamiento de forja en caliente
La forja en caliente de aceros al carbono y de aleación en formas intrincadas rara vez limitada por aspectos de forjabilidad con la excepción de los grados de maquinado libre mencionados anteriormente. Espesor de la sección, la forma de la complejidad, y el tamaño de forja están limitadas principalmente por el enfriamiento que se produce cuando la pieza de trabajo calentada entra en contacto con los troqueles fríos. Por esta razón el equipo que tiene tiempos de contacto de matriz relativamente cortos, tales como martillos, se prefiere a menudo para forjar formas intrincadas en acero.
Forjabilidad
Prueba de giro en caliente.
Un medio común de medir la forjabilidad de los aceros es la prueba de giro en caliente. Como su nombre indica, esta prueba implica la torsión de especímenes barra calentada a la fractura en un número de diferentes temperaturas seleccionadas para cubrir el posible rango de temperatura de trabajo en caliente del material de ensayo. El número de giros a la fractura, así como el par de torsión necesario para mantener a una velocidad constante, se reportan. La temperatura a la cual el número de torsiones es la más grande, si existe un máximo tal, se
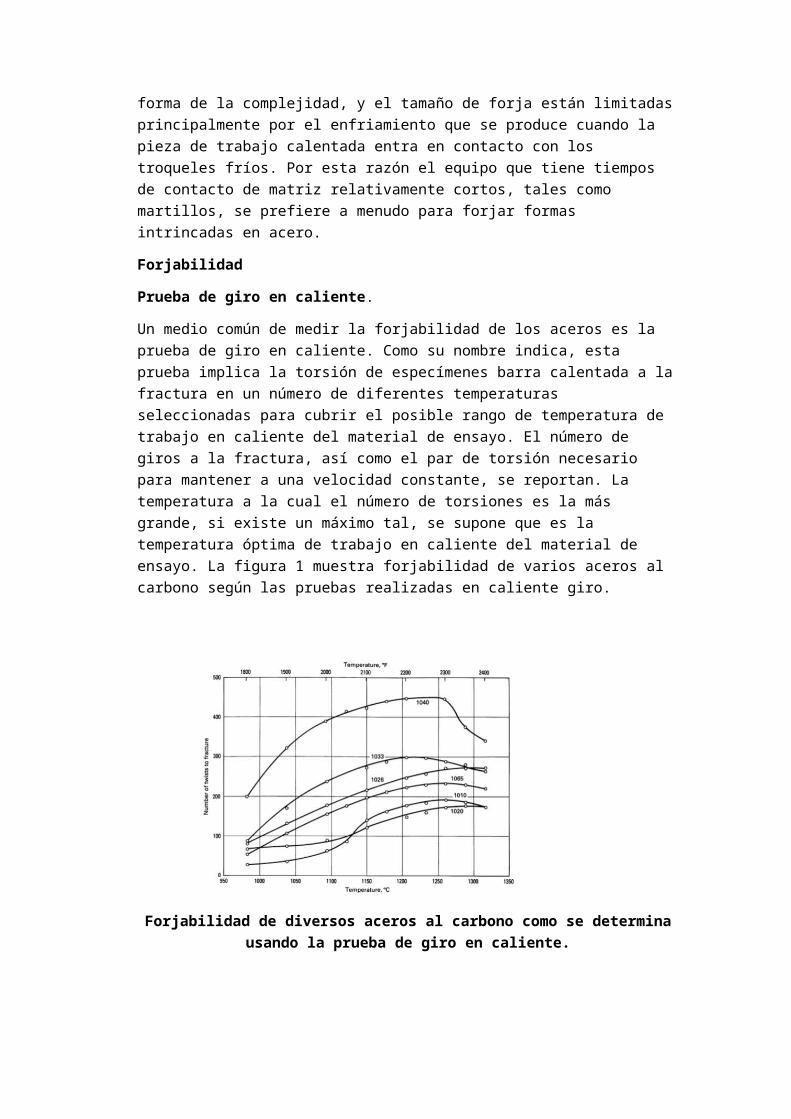
supone que es la temperatura óptima de trabajo en caliente del material de ensayo. La figura 1 muestra forjabilidad de varios aceros al carbono según las pruebas realizadas en caliente giro.
Forjabilidad de diversos aceros al carbono como se determina usando la
prueba de giro en caliente.
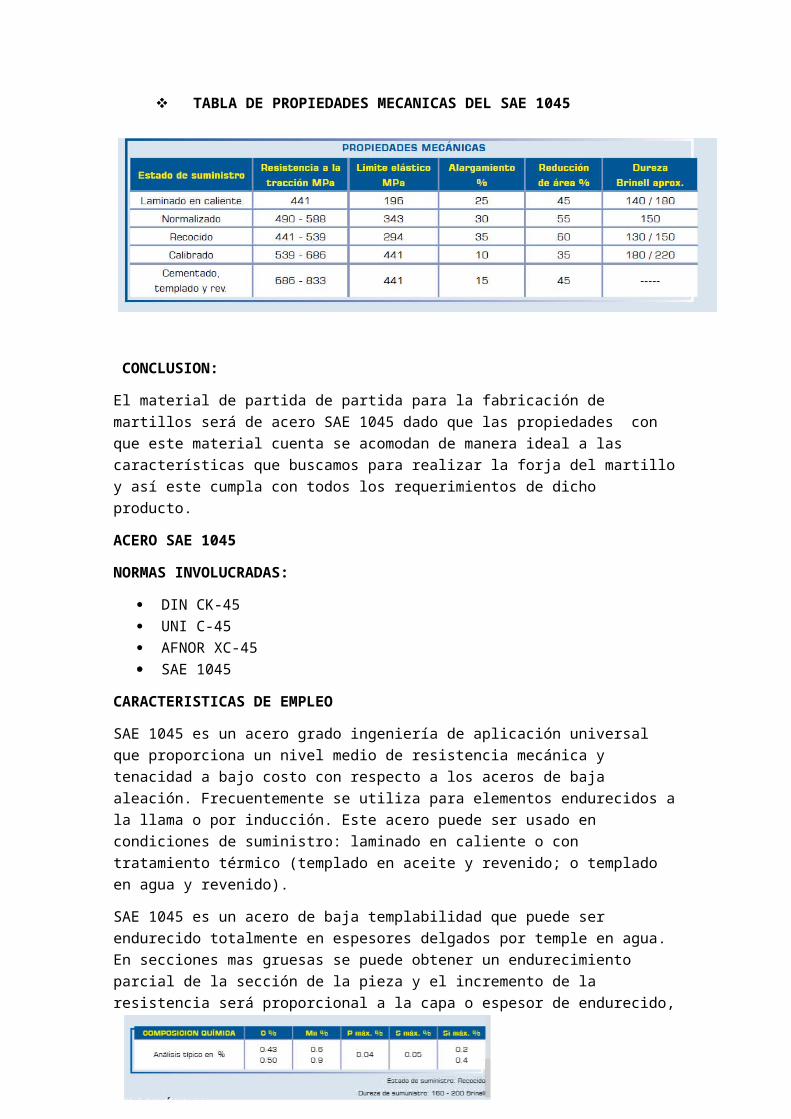
TABLA DE PROPIEDADES MECANICAS DEL SAE 1045
CONCLUSION:
El material de partida de partida para la fabricación de martillos será de acero SAE 1045 dado que las propiedades con que este material cuenta se acomodan de manera ideal a las características que buscamos para realizar la forja del martillo y así este cumpla con todos los requerimientos de dicho producto.
ACERO SAE 1045
NORMAS INVOLUCRADAS:
DIN CK-45 UNI C-45 AFNOR XC-45 SAE 1045
CARACTERISTICAS DE EMPLEO
SAE 1045 es un acero grado ingeniería de aplicación universal que proporciona un nivel medio de resistencia mecánica y tenacidad a bajo costo con respecto a los aceros de baja aleación. Frecuentemente se utiliza para elementos endurecidos a la llama o por inducción. Este acero puede ser usado en condiciones de suministro: laminado en caliente o con tratamiento térmico (templado en aceite y revenido; o templado en agua y revenido).
SAE 1045 es un acero de baja templabilidad que puede ser endurecido totalmente en espesores delgados por temple en agua. En secciones mas gruesas se puede obtener un endurecimiento parcial de la sección de la pieza y el incremento de la resistencia será proporcional a la capa o espesor de endurecido, al ser deformado en frio se forma un incremento en la dureza y la resistencia mecánica.
PROPIEDADES FISICAS
Esto valores son obtenido a partir de probetas bajo condiciones específicas de laboratorio y deben ser usados como referencia.
Densidad – 7.85.gr/cm3
Módulo de elasticidad – 2x1011 Pa (24 x 106 PSI) Conductividad térmica - 52 W/(m ºC) Calor especifico J/(Kg ºK) – 460 Coeficiente de pisson – 0.3 Coeficiente de dilatación térmica/ºC
(20 – 100 ºC) 12.3 x10-5
(20 – 200 ºC) 12.7 x10-5
(20 – 400 ºC) 13.7 x10-5
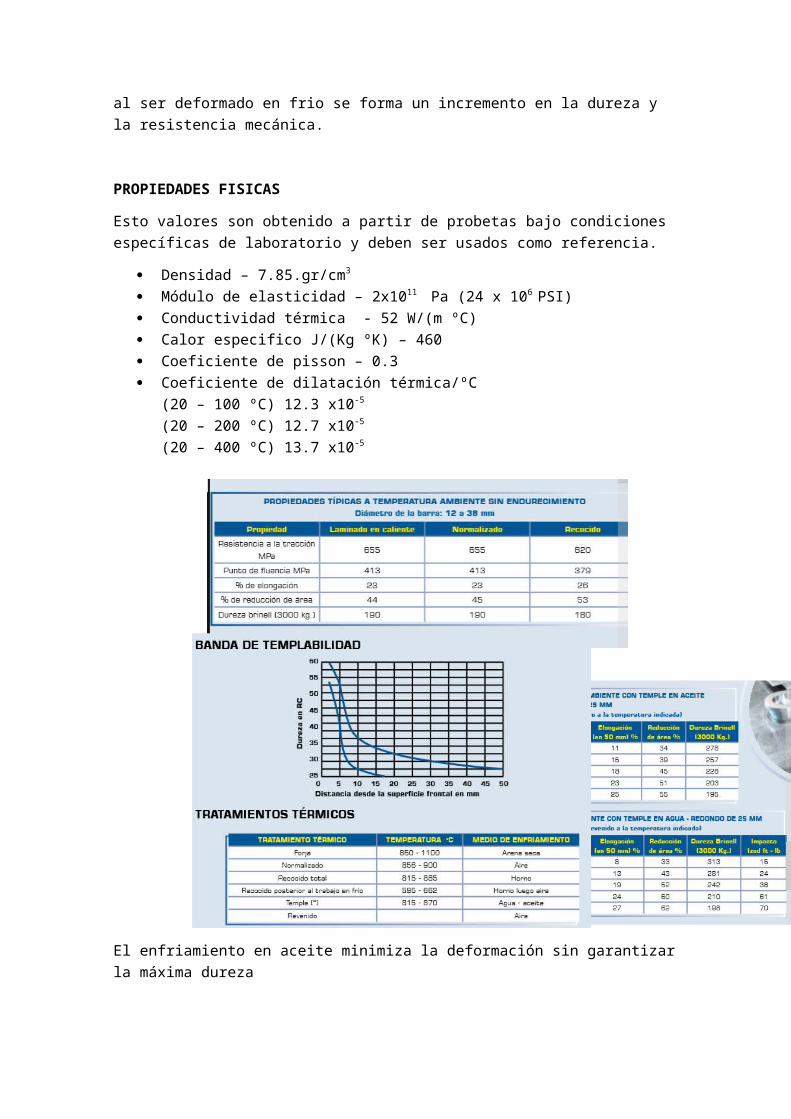
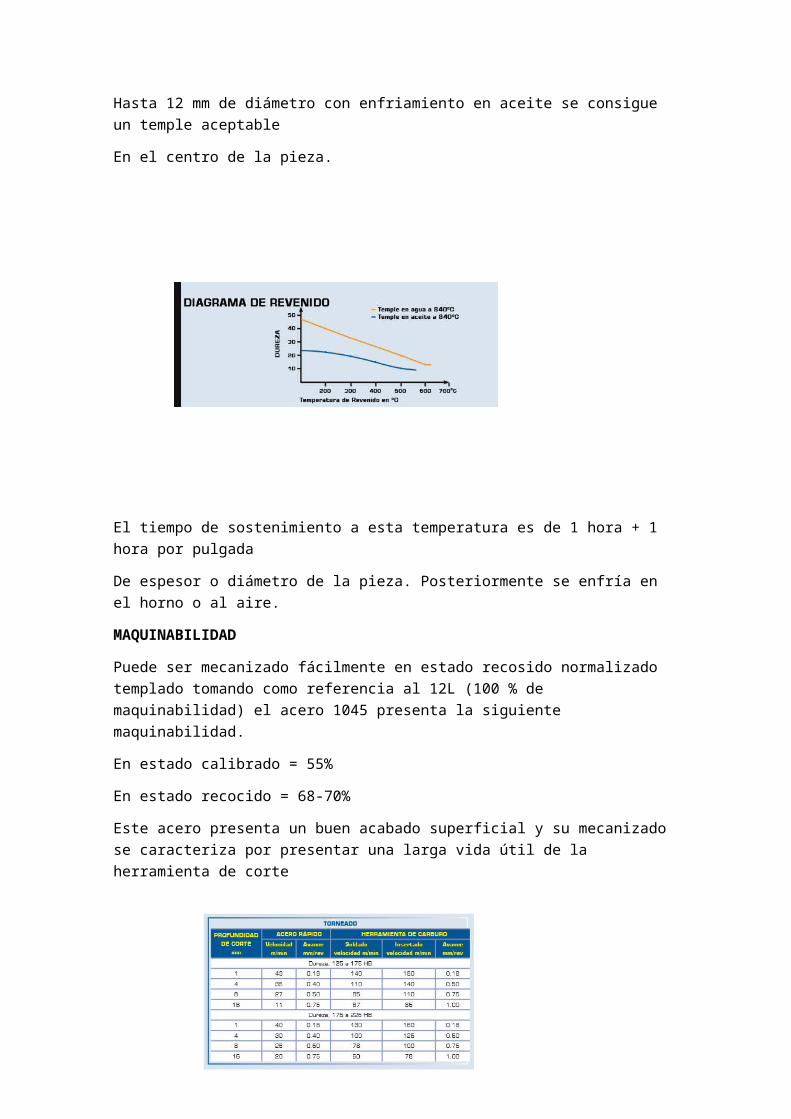
El enfriamiento en aceite minimiza la deformación sin garantizar la máxima dureza
Hasta 12 mm de diámetro con enfriamiento en aceite se consigue un temple aceptable
En el centro de la pieza.
El tiempo de sostenimiento a esta temperatura es de 1 hora + 1 hora por pulgada
De espesor o diámetro de la pieza. Posteriormente se enfría en el horno o al aire.
MAQUINABILIDAD
Puede ser mecanizado fácilmente en estado recosido normalizado templado tomando como referencia al 12L (100 % de maquinabilidad) el acero 1045 presenta la siguiente maquinabilidad.
En estado calibrado = 55%
En estado recocido = 68-70%
Este acero presenta un buen acabado superficial y su mecanizado se caracteriza por presentar una larga vida útil de la herramienta de corte
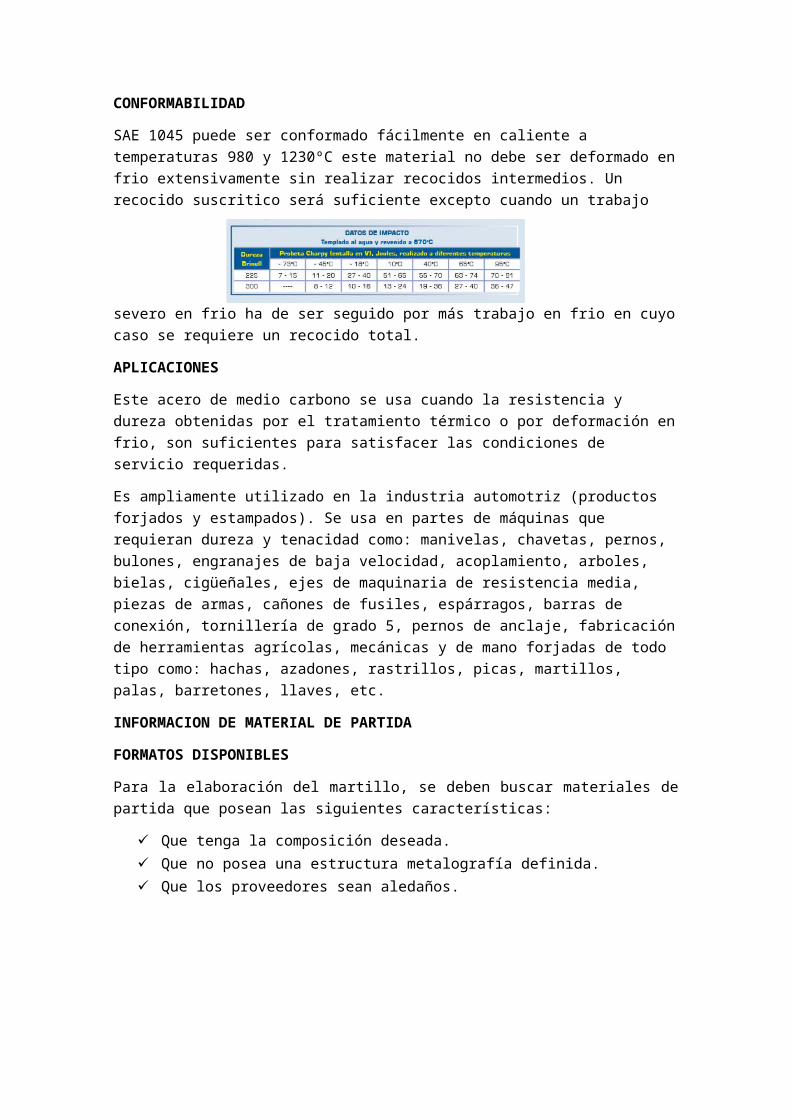
CONFORMABILIDAD
SAE 1045 puede ser conformado fácilmente en caliente a temperaturas 980 y 1230ºC este material no debe ser deformado en frio extensivamente sin realizar recocidos
intermedios. Un recocido suscritico será suficiente excepto cuando un trabajo severo en frio ha de ser seguido por más trabajo en frio en cuyo caso se requiere un recocido total.
APLICACIONES
Este acero de medio carbono se usa cuando la resistencia y dureza obtenidas por el tratamiento térmico o por deformación en frio, son suficientes para satisfacer las condiciones de servicio requeridas.
Es ampliamente utilizado en la industria automotriz (productos forjados y estampados). Se usa en partes de máquinas que requieran dureza y tenacidad como: manivelas, chavetas, pernos, bulones, engranajes de baja velocidad, acoplamiento, arboles, bielas, cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, cañones de fusiles, espárragos, barras de conexión, tornillería de grado 5, pernos de anclaje, fabricación de herramientas agrícolas, mecánicas y de mano forjadas de todo tipo como: hachas, azadones, rastrillos, picas, martillos, palas, barretones, llaves, etc.
INFORMACION DE MATERIAL DE PARTIDA
FORMATOS DISPONIBLES
Para la elaboración del martillo, se deben buscar materiales de partida que posean las siguientes características:
Que tenga la composición deseada. Que no posea una estructura metalografía definida. Que los proveedores sean aledaños.
TOCHOS BARRAS
PROVEEDORES DE TOCHOS
NOMBRE LOGO UBICACIÓN
GRIPPO ARGENTINA
ISTRIASAN VICENTE 1346
SANTIAGO
ACEROS ACEBA S.R.L.
ARGENTINA
FERROCORTES IMPORTACIONE
S - DISTRIBUCIONE
S
COLOMBIA
KUPFER COLOMBIA
CONCLUSIÓN
El formato del material de partida más conveniente para la fabricación de martillo son TOCHOS con un diámetro 70mm …… por las siguientes razones:
Facilidad de manipulación. Bajo consumo de energía para su conformación. Rápido abastecimiento del material de partida, debido a que son cercanos los
proveedores.
El aprovisionamiento de los tochos será realizado por la empresa ACEROS ACEBA SRL. por las siguientes razones:
La ubicación de la empresa es más cercana reduciendo los costos de transporte.
La empresa tiene diferentes opciones y una amplia variedad en los tamaños de su producto.
El producto que nos ofrece es de muy buena calidad.PROCESOS INVOLUCRADOS
Los elementos comunes en la fabricación de cualquier moldeo de aleaciones de aluminio incluyen la preparación del material de forja, el precalentamiento de piezas, calentado de dados, la lubricación, el proceso de forja, recorte, formación y reparación, limpieza, tratamiento térmico, y la inspección. Los aspectos críticos de cada uno de estos elementos se analizan a continuación.
Preparación de material para la forja. Piezas forjadas de aleación de aluminio normalmente se producen a partir de yeso o de la forja; forjado o laminado de barras, barra extruida, o la placa son los principales ejemplos. Selección del tipo de papel para forjar una forma de forjar dado se basa en los procesos de forja requeridos, forjando la forma, requisitos de propiedades mecánicas, y el costo. Serrar y esquila son los dos métodos más utilizados para cortar de aleación de aluminio forjado en longitudes de forja. De corte abrasivo se puede utilizar, pero es más lento que el aserrado.
Sierras con una circular o sierra de banda de hoja con punta de carburo es el más rápido y, en general el método más satisfactorio. Aserrado, sin embargo, produce bordes afilados o rebabas que pueden iniciar defectos cuando la acción se forja en matrices cerradas. Las rebabas y bordes filosos se eliminan
normalmente por una máquina de radios. Estado-of-the-art sierras para el corte de aleaciones de aluminio son altamente automatizado y con frecuencia tienen sistemas de capacidad y control de radios automáticas que permiten un control muy preciso de cualquiera de longitud de la culata o el volumen de valores y, por tanto, el peso de valores.
El corte Esquilado se utiliza con éxito para piezas forjadas de acero de gran volumen hechas de barra de forjado de valores en general. Más información sobre el corte de metal stock está disponible en la sección "Esquilado, de corte longitudinal y corte" en este volumen.
El precalentamiento de la forja. Como se señaló en la sección "Efecto de la Temperatura" en este artículo, la temperatura del metal es un elemento crítico en el proceso de forja de acero. Sin embargo, la mayoría de las aleaciones de acero son susceptibles a la captación de oxigeno durante las operaciones de tal manera que los equipos y las prácticas de recalentamiento también son elementos críticos de la forja de control de procesos de recalentamiento.
Hornos. Las aleaciones de acero se calientan para forjar con una amplia variedad de equipos de calentamiento, incluyendo hornos eléctricos, hornos de gas totalmente apagados o semiapagados, hornos de aceite, unidades de calentamiento por inducción, hornos de lecho fluidizado, y la resistencia a las unidades de calefacción. Hornos semiapagados a gas, ya sea por lotes o continua, son probablemente los más ampliamente utilizado. El diseño de equipos de calentamiento y capacidades varían necesariamente con los requisitos de un proceso de forjado dada. Ambos hornos de petróleo y de gas natural deben utilizar combustible bajo en azufre. Recogida de oxigeno excesivo en aleaciones de acero forjado se manifiesta en dos formas. La primera es la oxidación a alta temperatura, que por lo general se indica por ampollas en la superficie de la forja. El segundo es escamas brillantes, o porosidad sin cicatrizar, que se encuentra por lo general durante la alta resolución de ultrasonidos la inspección de piezas forjadas finales. Ambos tipos de recogida de hidrógeno están influenciados por las prácticas de precalentamiento del horno y / o horno equipo en el que el vapor de agua como producto de la combustión es la fuente primaria de hidrógeno. Gas totalmente sordo hornos u hornos eléctricos de baja humedad relativa proporcionan la recogida menos hidrógeno. Técnicas están disponibles para la modificación de la química de la superficie de las aleaciones de aluminio para reducir la captación de hidrógeno en equipos de calefacción que tiene mayor niveles de humedad relativa de lo deseado. Protección-hornos de atmósfera rara vez se utilizan para precalentar la aleación de aluminio piezas de forja. El calentamiento por inducción, calentamiento por resistencia, y calefacción de lecho fluidizado se utilizan con frecuencia en la forja de aleaciones de aluminio en casos en los que los procesos de forja están altamente automatizados. Estado-of-the-art hornos a gas también pueden estar vinculados con sistemas de manipulación especialmente diseñado para proporcionar la automatización completa del proceso de forja.
Control de la temperatura. Como se ha indicado en la Fig. 1, 2, y 3 y en la Tabla 1, las aleaciones de aluminio tienen una relativamente estrecha rango de temperatura para la forja. Por lo tanto, un control cuidadoso de la temperatura en el precalentamiento es importante. la calefacción el equipo debe tener controles pirométricos que pueden mantener ± 5 ° C (± 10 ° F). Hornos continuos utilizados para precalentar aluminio suelen tener tres zonas: de precalentamiento, de calor, y de descarga. La mayoría de los hornos están
equipados con la grabación / control de instrumentos y se estudian con frecuencia para uniformidad de la temperatura de una manera similar a la utilizada para el tratamiento de solución y hornos de envejecimiento. Palanquillas de aleación de aluminio con calefacción son por lo general la temperatura marcada por el uso ya sea de contacto o sin contacto basado en pirometría sistemas de infrarrojos de doble longitud de onda. Esta última tecnología, aunque sensibles a la emisividad, ha sido con éxito incorporado a los sistemas de verificación de temperatura totalmente automatizadas que se utilizan en la forja de aluminio de gran volumen automatizado procesos para proporcionar mejorado significativamente el control de la temperatura y la repetibilidad del proceso. En la forja con dado abierto en aleaciones de aluminio, generalmente es deseable tener palanquillas cerca de la parte alta del rango de temperatura de forja cuando forja comienza y para terminar la forja lo más rápido posible antes de que la temperatura desciende en exceso. Forja con dado abierto o dados multiples y forja con dado cerrado. El calentamiento por inducción, calentamiento por resistencia, y calefacción de lecho fluidizado se utilizan con frecuencia en la forja de las aleaciones de aluminio en los casos en que los procesos de forja están altamente automatizados. Estado-of-the-art hornos a gas también pueden vincularse con los sistemas de manipulación especialmente diseñado para proporcionar la automatización completa del proceso de forja.
Una operación de forjado para la fabricación del martillo implica el siguiente orden de pasos:
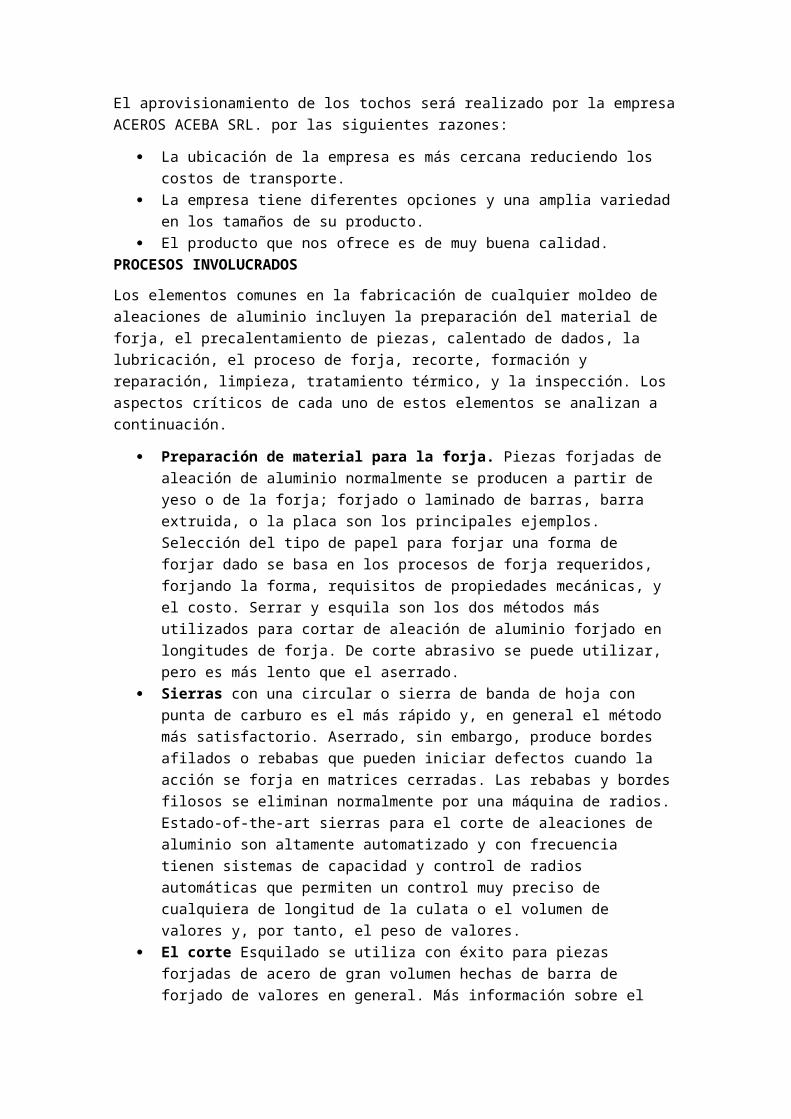
1. Preparar un troza de metal, palanquilla o preforma por cizallado (recorte), aserrado o corte, en frio o en caliente. Si es necesario, limpiar las superficies con métodos como el granallado.
Para cortar el trozo de metal, se lo debe de hacer mediante una máquina de corte, esta máquina tiene las siguientes características:
Características y Beneficios
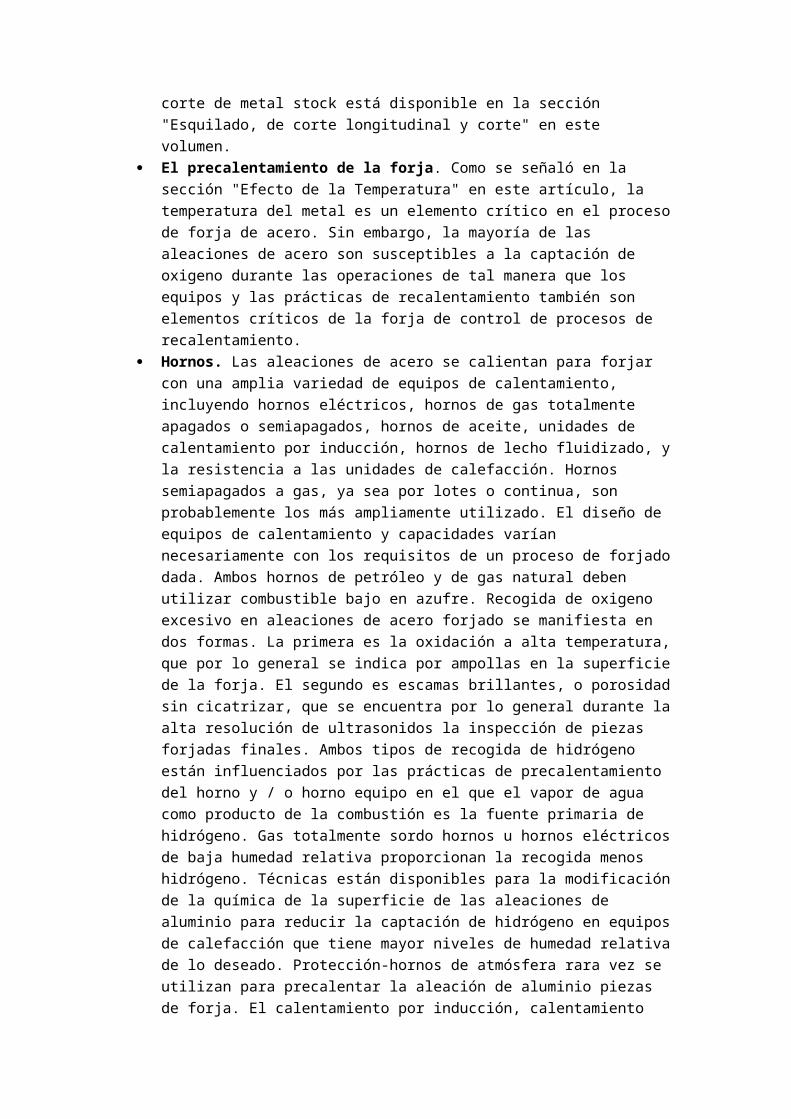
Se crea muy poca fricción durante el corte gracias a la exclusiva metalurgia de las hojas de modo que el material permanece fresco al tacto
Apenas se siente vibración, y casi da la sensación de estar cortando madera en vez de acero
Las hojas varían entre 5-3/8" a 14" (137 a 356 mm) se usara un disco de …..
Las hojas alcanzan su máximo potencial cuando se usan en sierras circulares especiales para metal
Diseñadas para cortar escuadras de hierro, canales en C, láminas de acero, acero delgado, varillas roscadas, entramados, barras de refuerzo, viguetas, portacables, gradaciones y aluminio
Hoja con punta de carburo de titanio de larga vida útil.
Tiene un alimentador automatico
2. Para forjado en caliente, calentar la pieza en un horno adecuado.
3. En caso de ser necesario, descascarar la pieza después de calentarla, con un cepillo de alambre, chorro de agua o de vapor, o rascándola. Durante las etapas iniciales del forjado también se puede efectuar la eliminación de la cascarilla, la cual comúnmente es frágil cuando esta se cae durante de deformación plástica de la pieza.
DEFECTOS PRODUCIDOS POR LA FORJA EN CALIENTE
Formación de pliegues por torcimiento del alma durante el forjado; se debería aumentar el espesor del alma para evitar este problema.
Defectos internos causados por un material cilíndrico muy grande; las cavidades se Ilenan en forma prematura, y el material del centro fluye pasando por las regiones Ilenas a medida que se cierran los dados.
En el momento de la forja aparecen inclusiones de cuerpos extraños
Ausencia de material en zonas de la pieza
Presencia de grietas producidas por un aumento exagerado de la temperatura, por un sobre-esfuerzo local o por un inadecuado forjado
Rupturas por excederla deformación permisible.
Desgaste prematuro de las herramientas
Adhesión de la pieza a las herramientas
El tocho de acero deberá ser calentado a una temperatura de 1200°C tal como nos
indica el libro ASM Metals HandBook, Vol 14 - Forming and Forging, pagina 470.
Para evitar los defectos anteriormente mensionados se deberá:
Para garantizar que el material pueda lograr una deformación satisfactoria sin que este sufra rupturas por exceder el punto de deformación permitida el material de partida debe tener a la temperatura de recristalizacion. Para el caso sera una temperatura de 460 de acuerdo al ASM Metals HandBook, Vol 14 - Forming and Forging (pagina 532), se toma en cuenta el mayor valor para garantizar que el material alcance una temperatura de recristalizacion.
Para evitar la falta de material en el llenado de los dados se tomara en cuenta un exceso del 20% del volumen del martillo el cual nos permitirá garantizar un llenado satisfactorio.
Con una lubricación mixta de aceite mineral aplicada por pulverización se reducirá la fricción entre la pieza y las herramientas, también se evitara la adhesión del material en las herramientas de acuerdo a ASM Metals HandBook, Vol 14 - Forming and Forging (pagina 1122-1142)
Se deberá lubricar las herramientas, ya que tienen mayor superficie de contacto al inicio de la operación.
HERRAMIENTAS
Forjado en dado abierto
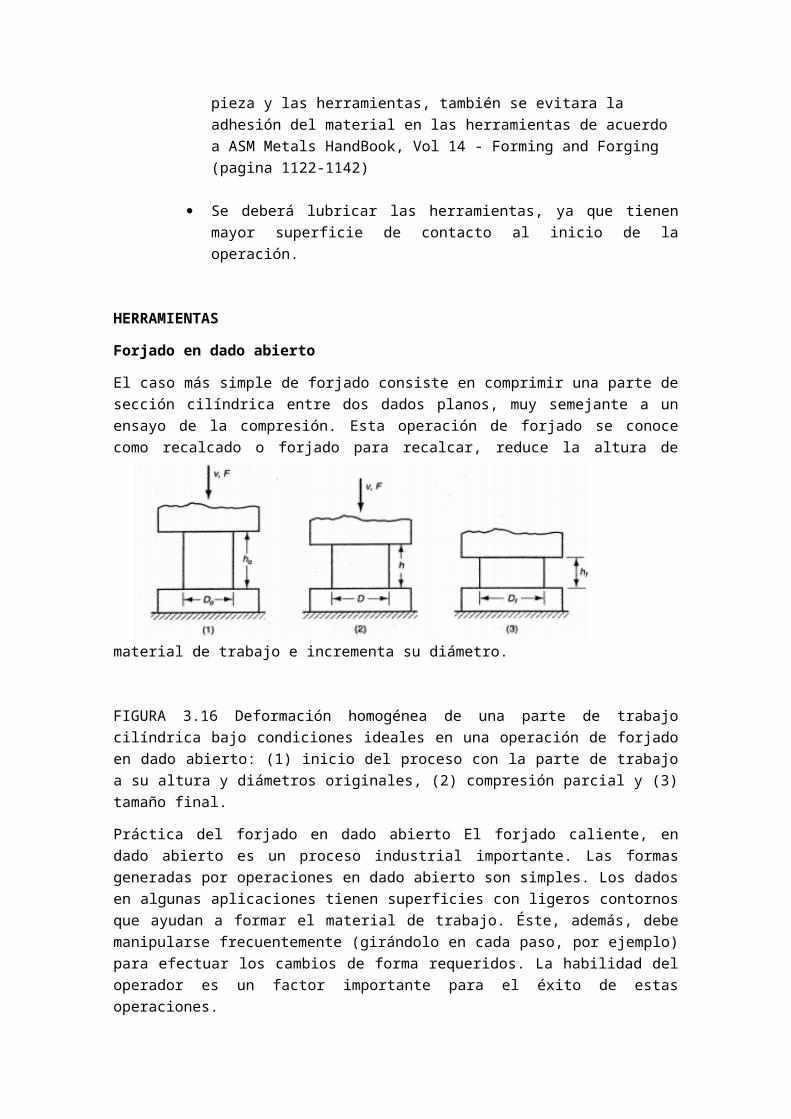
El caso más simple de forjado consiste en comprimir una parte de sección cilíndrica entre dos dados planos, muy semejante a un ensayo de la compresión. Esta operación de forjado se conoce como recalcado o forjado para recalcar, reduce la altura de material de trabajo e incrementa su diámetro.
FIGURA 3.16 Deformación homogénea de una parte de trabajo cilíndrica bajo condiciones ideales en una operación de forjado en dado abierto: (1) inicio del proceso con la parte de trabajo a su altura y diámetros originales, (2) compresión parcial y (3) tamaño final.
Práctica del forjado en dado abierto El forjado caliente, en dado abierto es un proceso industrial importante. Las formas generadas por operaciones en dado abierto son simples. Los dados en algunas aplicaciones tienen superficies con ligeros contornos que ayudan a formar el material de trabajo. Éste, además, debe manipularse frecuentemente (girándolo en cada paso, por ejemplo) para efectuar los cambios de forma requeridos. La habilidad del operador es un factor importante para el éxito de estas operaciones.
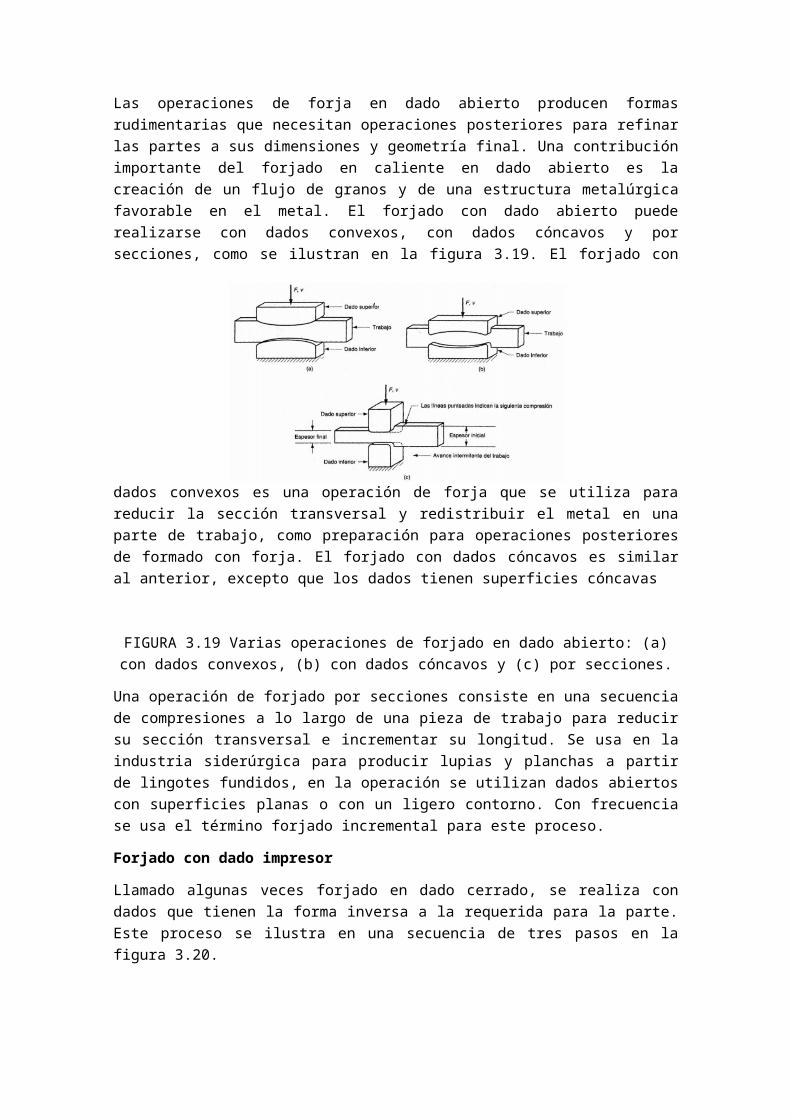
Las operaciones de forja en dado abierto producen formas rudimentarias que necesitan operaciones posteriores para refinar las partes a sus dimensiones y geometría final. Una contribución importante del forjado en caliente en dado abierto es la creación de un flujo de granos y de una estructura metalúrgica favorable en el metal. El forjado con dado abierto puede realizarse con dados convexos, con dados cóncavos y por secciones, como se ilustran en la figura 3.19. El forjado con dados convexos es una operación de forja que se utiliza para reducir la sección transversal y redistribuir el metal en una parte de trabajo, como preparación para operaciones posteriores de formado con forja. El forjado con dados
cóncavos es similar al anterior, excepto que los dados tienen superficies cóncavas
FIGURA 3.19 Varias operaciones de forjado en dado abierto: (a) con dados convexos, (b) con dados cóncavos y (c) por secciones.
Una operación de forjado por secciones consiste en una secuencia de compresiones a lo largo de una pieza de trabajo para reducir su sección transversal e incrementar su longitud. Se usa en la industria siderúrgica para producir lupias y planchas a partir de lingotes fundidos, en la operación se utilizan dados abiertos con superficies planas o con un ligero contorno. Con frecuencia se usa el término forjado incremental para este proceso.
Forjado con dado impresor
Llamado algunas veces forjado en dado cerrado, se realiza con dados que tienen la forma inversa a la requerida para la parte. Este proceso se ilustra en una secuencia de tres pasos en la figura 3.20.
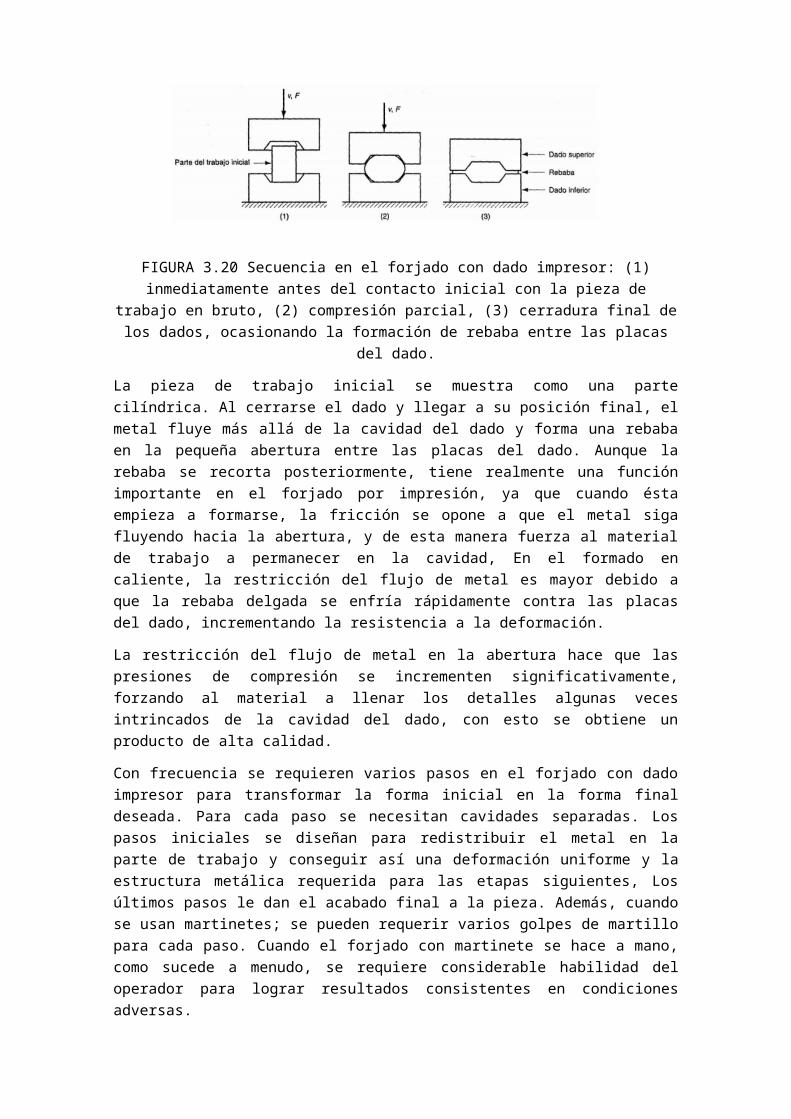
FIGURA 3.20 Secuencia en el forjado con dado impresor: (1) inmediatamente antes del contacto inicial con la pieza de trabajo en bruto,
(2) compresión parcial, (3) cerradura final de los dados, ocasionando la formación de rebaba entre las placas del dado.
La pieza de trabajo inicial se muestra como una parte cilíndrica. Al cerrarse el dado y llegar a su posición final, el metal fluye más allá de la cavidad del dado y forma una rebaba en la pequeña abertura entre las placas del dado. Aunque la rebaba se recorta posteriormente, tiene realmente una función importante en el forjado por impresión, ya que cuando ésta empieza a formarse, la fricción se opone a que el metal siga fluyendo hacia la abertura, y de esta manera fuerza al material de trabajo a permanecer en la cavidad, En el formado en caliente, la restricción del flujo de metal es mayor debido a que la rebaba delgada se enfría rápidamente contra las placas del dado, incrementando la resistencia a la deformación.
La restricción del flujo de metal en la abertura hace que las presiones de compresión se incrementen significativamente, forzando al material a llenar los detalles algunas veces intrincados de la cavidad del dado, con esto se obtiene un producto de alta calidad.
Con frecuencia se requieren varios pasos en el forjado con dado impresor para transformar la forma inicial en la forma final deseada. Para cada paso se necesitan cavidades separadas. Los pasos iniciales se diseñan para redistribuir el metal en la parte de trabajo y conseguir así una deformación uniforme y la estructura metálica requerida para las etapas siguientes, Los últimos pasos le dan el acabado final a la pieza. Además, cuando se usan martinetes; se pueden requerir varios golpes de martillo para cada paso. Cuando el forjado con martinete se hace a mano, como sucede a menudo, se requiere considerable habilidad del operador para lograr resultados consistentes en condiciones adversas.
Debido a la formación de rebaba en el forjado con dado impresor y a las formas más complejas de las partes hechas con estos dados, las fuerzas en este proceso son considerablemente más grandes y más difíciles de analizar a diferencia del forjado con dado abierto.
El forjado con dado impresor no tiene tolerancias estrechas de trabajo y frecuentemente se requiere el maquinado para lograr la precisión necesaria. El proceso de forjado genera la geometría básica de la parte y el maquinado realiza los acabados de precisión que se requieren en algunas porciones de la parte (por ejemplo, perforaciones, cuerdas y superficies que deben coincidir con otros componentes). Las ventajas del forjado sobre el maquinado completo de la parte son: velocidad de producción más alta, conservación del metal, mayor resistencia y orientación más favorable de los granos de metal.
Forjado sin rebaba
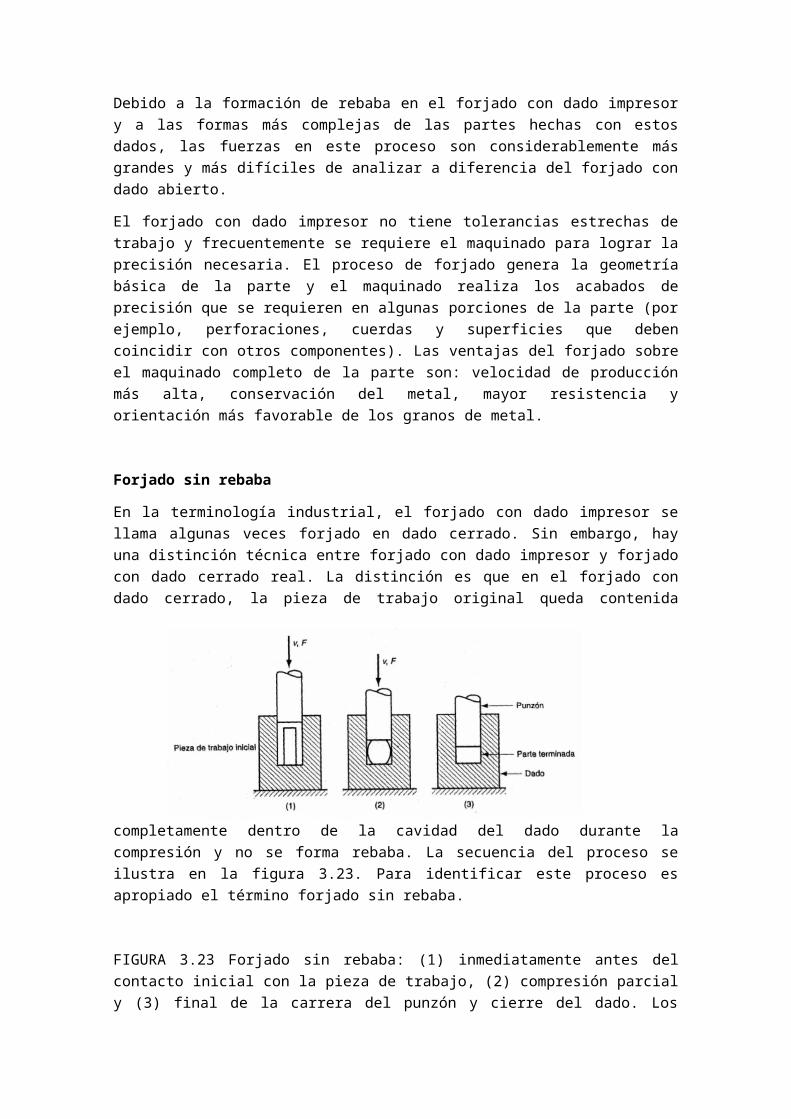
En la terminología industrial, el forjado con dado impresor se llama algunas veces forjado en dado cerrado. Sin embargo, hay una distinción técnica entre forjado con dado impresor y forjado con dado cerrado real. La distinción es que en el forjado con dado cerrado, la pieza de trabajo original queda contenida completamente dentro de la cavidad del dado durante la compresión y no se forma rebaba. La secuencia del proceso se ilustra en la figura 3.23. Para identificar este proceso es apropiado el término forjado sin
rebaba.
FIGURA 3.23 Forjado sin rebaba: (1) inmediatamente antes del contacto inicial con la pieza de trabajo, (2) compresión parcial y (3) final de la carrera
del punzón y cierre del dado. Los símbolos v y F indican movimiento (v = velocidad) y fuerza aplicada, respectivamente.
El forjado sin rebaba impone ciertos requerimiento sobre el control del proceso, más exigentes que el forjado con dado impresor. El parámetro más importante es que el volumen del material de trabajo debe igualar al volumen de la cavidad del dado dentro de muy estrechas tolerancias. Si la pieza de trabajo inicial es demasiado grande, la presión excesiva puede causar daño al dado o a la prensa. Si la pieza de trabajo es demasiado pequeña, no se llenará la cavidad. Debido a este requerimiento especial, el proceso es más adecuado en la manufactura de partes geométric*as simples y simétricas, y para trabajar metales como el aluminio, el magnesio o sus aleaciones. El forjado sin rebaba se clasifica frecuentemente como un proceso de forjado de precisión [3].
CONCLUSION
Se realizara una forja con dado cerrado debido a:
Que las formas se vuelven más complejas. La cantidad a producir aumenta. Que el tamaño no exceda las capacidades del proceso de forja cerrada. Para encontrar una solución económicamente aceptable para fabricar
forjas cerradas, se tienen que considerar una serie de variables del proceso por ejemplo, exactitud (tolerancia) requerida, material elegido, costo de manufactura, costo de herramental y procesamiento subsecuente, adicional a la cantidad requerida.
DISEÑO DEL DADO DE FORJADO
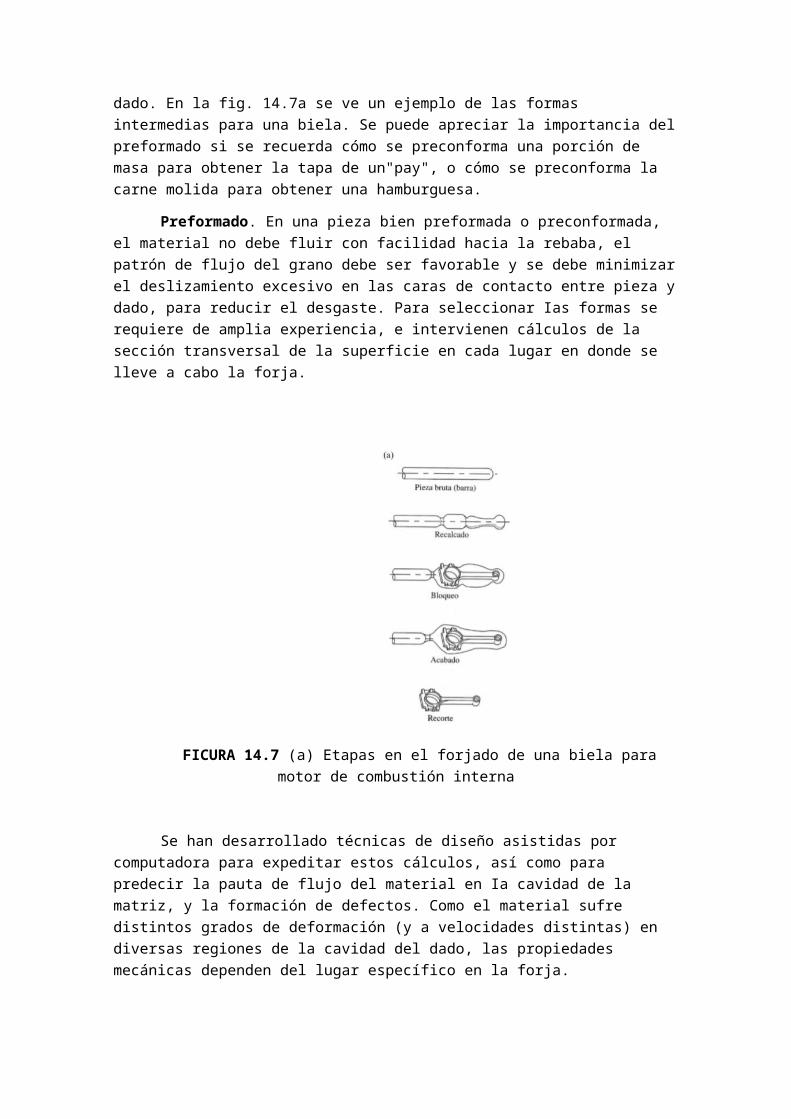
Para diseñar los dados para forja se requiere conocer la resistencia y la ductilidad del material de la pieza, su sensibilidad a la velocidad de deformación y a la temperatura, sus características de fricción y la forma y la complejidad de la pieza. Un aspecto importante es la distorsión del dado bajo grandes cargas en el forjado, en especial si se requieren tolerancias dimensionales cerradas. La regla más importante en el diseño de dados es que la pieza fluye en la dirección de la menor resistencia. Por consiguiente, se debe conformar la pieza (forma intermedia) de tal modo que llene bien las cavidades del dado. En la fig. 14.7a se ve un ejemplo de las formas intermedias para una biela. Se puede apreciar la importancia del preformado si se recuerda cómo se preconforma una porción de masa para obtener la tapa de un"pay", o cómo se preconforma la carne molida para obtener una hamburguesa.
Preformado. En una pieza bien preformada o preconformada, el material no debe fluir con facilidad hacia la rebaba, el patrón de flujo del grano debe ser favorable y se debe minimizar el deslizamiento excesivo en las caras de contacto entre pieza y dado, para reducir el desgaste. Para seleccionar Ias formas se requiere de amplia experiencia, e intervienen cálculos de la sección transversal de la superficie en cada lugar en donde se lleve a cabo la forja.
FICURA 14.7 (a) Etapas en el forjado de una biela para motor de combustión interna
Se han desarrollado técnicas de diseño asistidas por computadora para expeditar estos cálculos, así como para predecir la pauta de flujo del material en Ia cavidad de la matriz, y la formación de defectos. Como el material sufre distintos grados de deformación (y a velocidades distintas) en diversas regiones de la cavidad del dado, las propiedades mecánicas dependen del lugar específico en la forja.
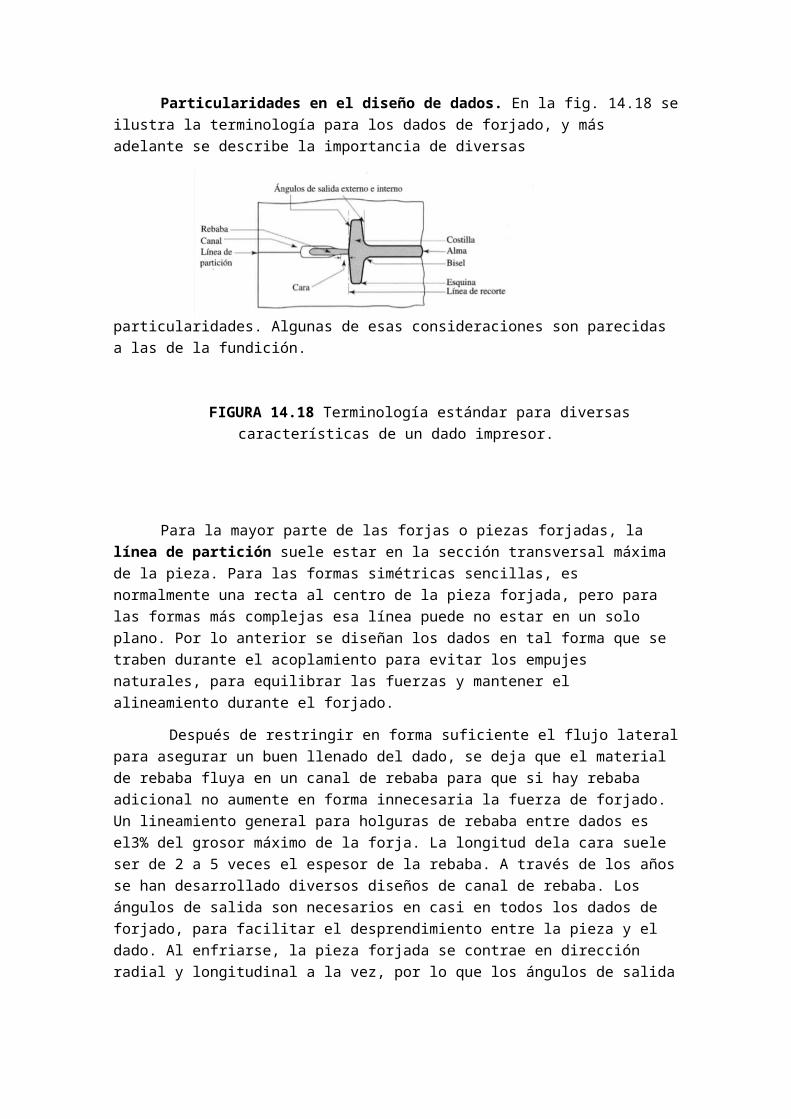
Particularidades en el diseño de dados. En la fig. 14.18 se ilustra la terminología para los dados de forjado, y más adelante se describe la importancia de diversas particularidades. Algunas de esas consideraciones son parecidas a las de la fundición.
FIGURA 14.18 Terminología estándar para diversas características de un dado impresor.
Para la mayor parte de las forjas o piezas forjadas, la línea de partición suele estar en la sección transversal máxima de la pieza. Para las formas simétricas sencillas, es normalmente una recta al centro de la pieza forjada, pero para las formas más complejas esa línea puede no estar en un solo plano. Por lo anterior se diseñan los dados en tal forma que se traben durante el acoplamiento para evitar los empujes naturales, para equilibrar las fuerzas y mantener el alineamiento durante el forjado.
Después de restringir en forma suficiente el flujo lateral para asegurar un buen llenado del dado, se deja que el material de rebaba fluya en un canal de rebaba para que si hay rebaba adicional no aumente en forma innecesaria la fuerza de forjado. Un lineamiento general para holguras de rebaba entre dados es el3% del grosor máximo de la forja. La longitud dela cara suele ser de 2 a 5 veces el espesor de la rebaba. A través de los años se han desarrollado diversos diseños de canal de rebaba. Los ángulos de salida son necesarios en casi en todos los dados de forjado, para facilitar el desprendimiento entre la pieza y el dado. Al enfriarse, la pieza forjada se contrae en dirección radial y longitudinal a la vez, por lo que los ángulos de salida internos se hacen mayores que los externos. Los ángulos internos son de 7 a l0º, y los extremos de 3 a 5º.
Es importante seleccionar los radios de transición adecuados en las esquinas y los biseles, para asegurar el flujo uniforme del metal hacia la cavidad del dado y mejorar la vida de éste. En general, son indeseables los radios pequeños por su efecto adverso sobre el flujo del metal, y su tendencia a desgastar con rapidez (como resultado de la concentración de esfuerzos y los ciclos térmicos.) También, los radios pequeños de bisel pueden causar la rotura de los dados por fatiga. Como regla general, estos radios deben ser tan grandes como lo permita el diseño de la pieza forjada.
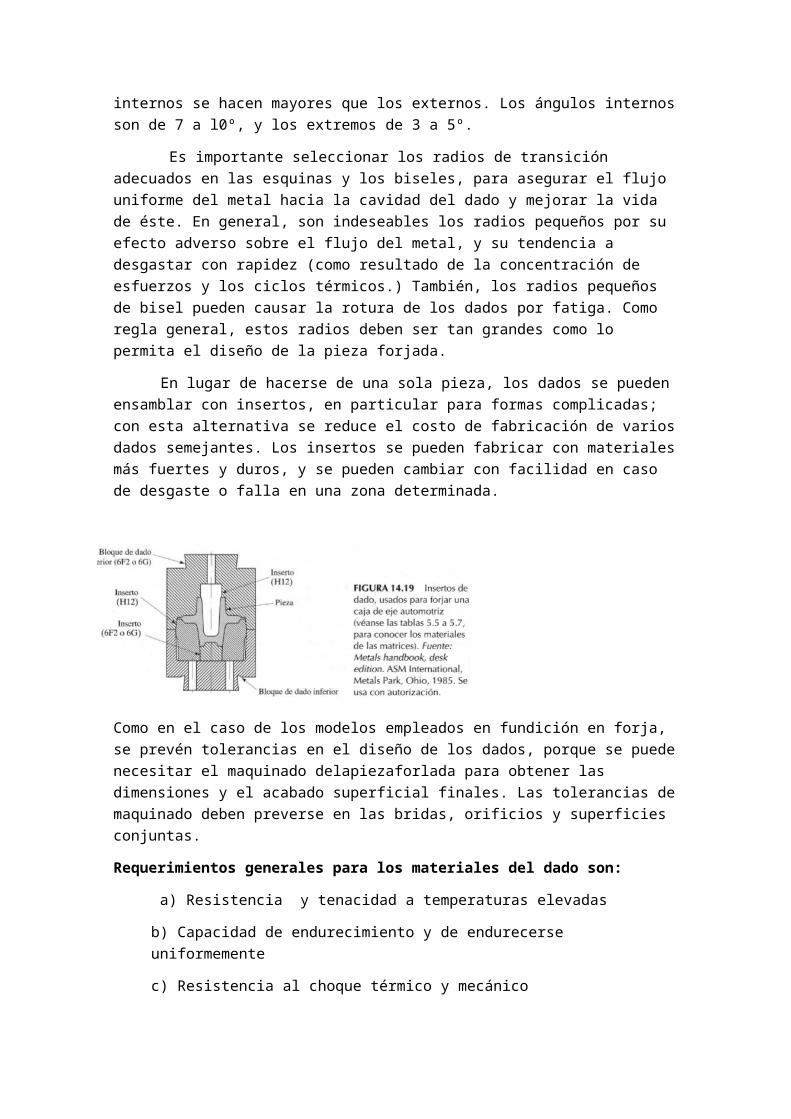
En lugar de hacerse de una sola pieza, los dados se pueden ensamblar con insertos, en particular para formas complicadas; con esta alternativa se reduce el costo de fabricación de varios dados semejantes. Los insertos se pueden fabricar con materiales más fuertes y duros, y se pueden cambiar con facilidad en caso de desgaste o falla en una zona determinada.
Como en el caso de los modelos empleados en fundición en forja, se prevén tolerancias en el diseño de los dados, porque se puede necesitar el maquinado delapiezaforlada para obtener las dimensiones y el acabado superficial finales. Las tolerancias de maquinado deben preverse en las bridas, orificios y superficies conjuntas.
Requerimientos generales para los materiales del dado son:
a) Resistencia y tenacidad a temperaturas elevadas
b) Capacidad de endurecimiento y de endurecerse uniformemente
c) Resistencia al choque térmico y mecánico
d) Resistencia al desgaste, en especial al desgaste abrasivo, por la presencia de cascarilla en la forja en caliente.
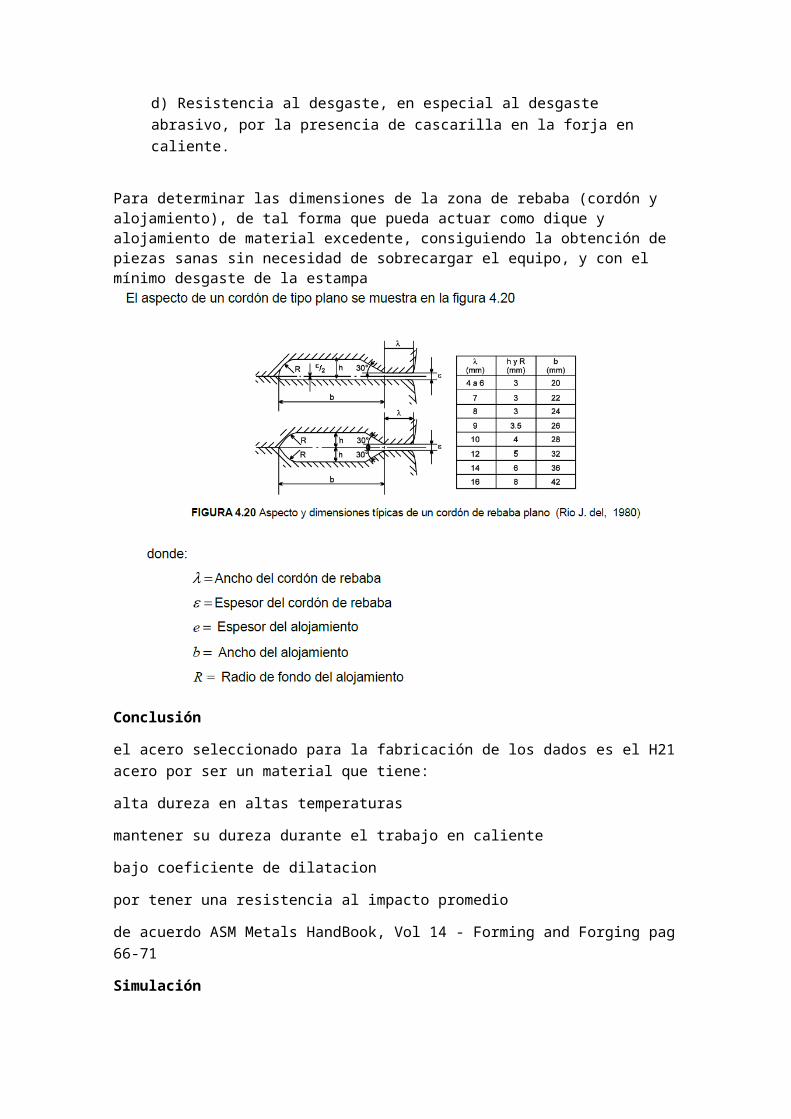
Para determinar las dimensiones de la zona de rebaba (cordón y alojamiento), de tal forma que pueda actuar como dique y alojamiento de material excedente, consiguiendo la obtención de piezas sanas sin necesidad de sobrecargar el equipo, y con el mínimo desgaste de la estampa
Conclusión
el acero seleccionado para la fabricación de los dados es el H21 acero por ser un material que tiene:
alta dureza en altas temperaturas
mantener su dureza durante el trabajo en caliente
bajo coeficiente de dilatacion
por tener una resistencia al impacto promedio
de acuerdo ASM Metals HandBook, Vol 14 - Forming and Forging pag 66-71
Simulación
La geometría del material de partida se lo realizara por retrospectiva
datos que se mantendrán constantes durante todas las pruebas.
- La temperatura del material es de 1200°C- El material es ACERO SAE 1045- La temperatura de los dados se de 200 °C- La velocidad de movimiento es de 100 mm/seg- El coeficiente de friccion es de 0.3 debido al uso de lubricante- El coeficiente de transferencia de calor es de 5
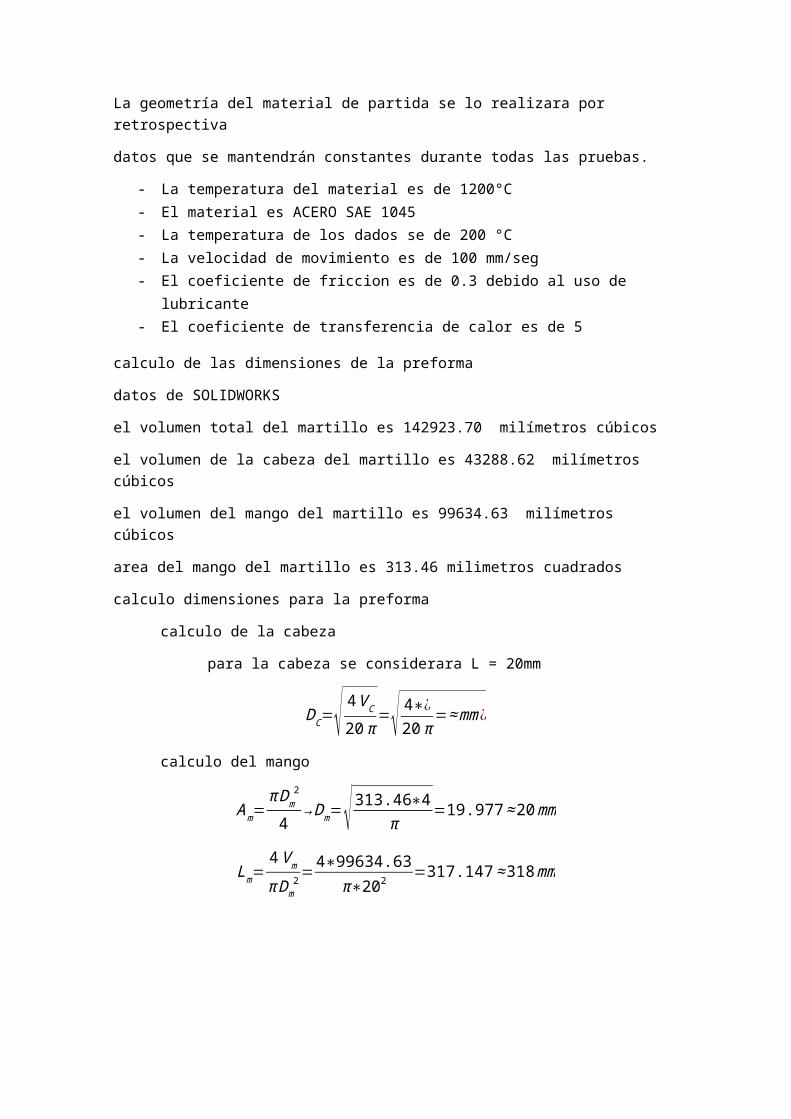
calculo de las dimensiones de la preforma
datos de SOLIDWORKS
el volumen total del martillo es 142923.70 milímetros cúbicos
el volumen de la cabeza del martillo es 43288.62 milímetros cúbicos
el volumen del mango del martillo es 99634.63 milímetros cúbicos
area del mango del martillo es 313.46 milimetros cuadrados
calculo dimensiones para la preforma
calculo de la cabeza
para la cabeza se considerara L = 20mm
DC=√ 4V C
20π=√ 4∗¿
20π=≈mm¿
calculo del mango
Am=π Dm
2
4→Dm=√ 313.46∗4
π=19.977 ≈20mm
Lm=4V mπ Dm
2=4∗99634.63π∗202 =317.147≈318mm
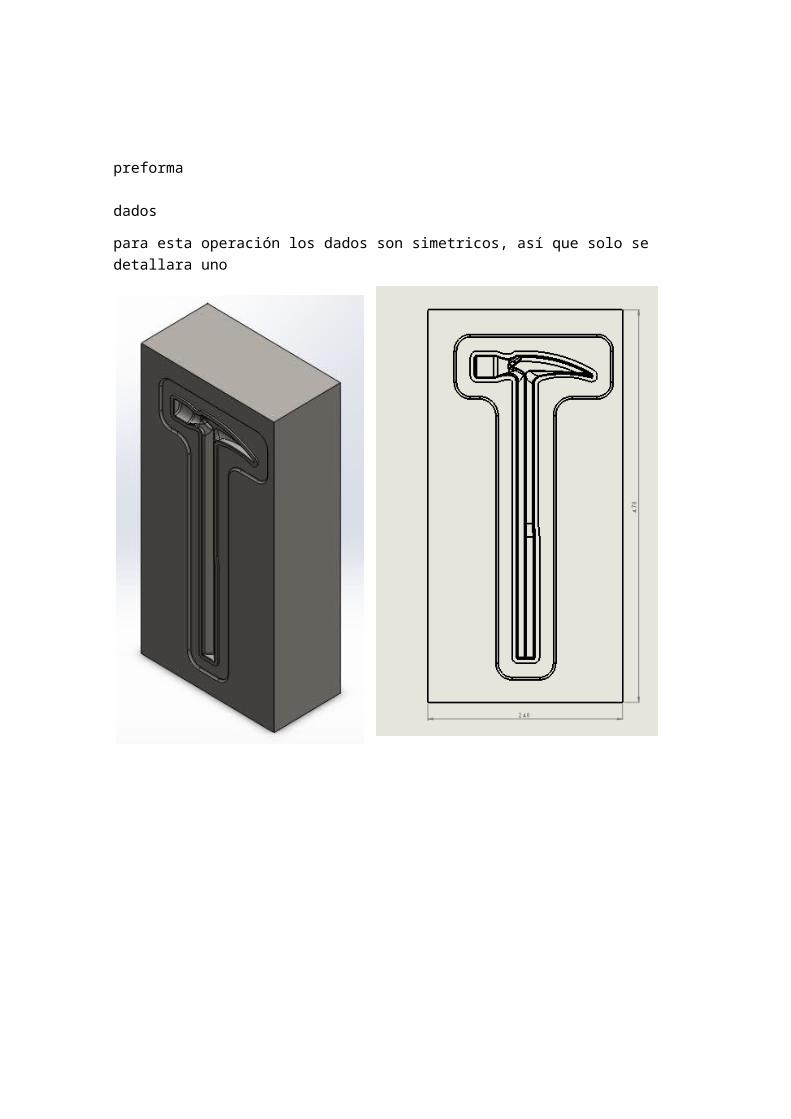
preforma
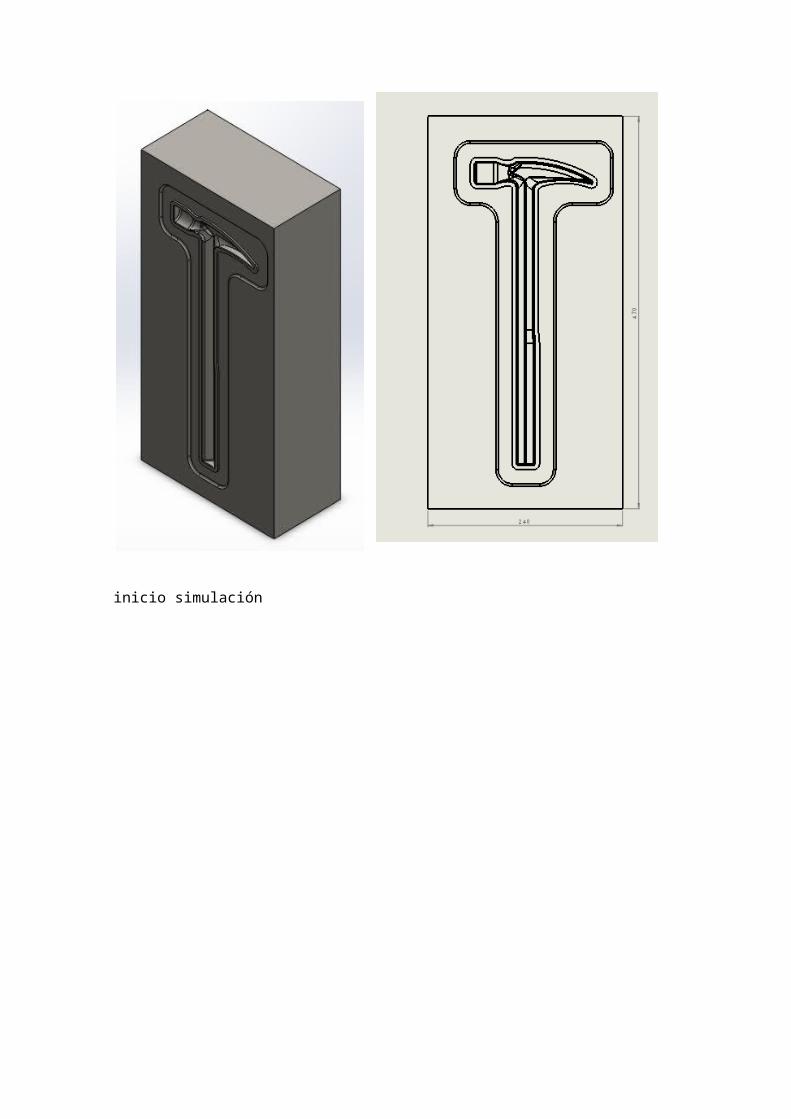
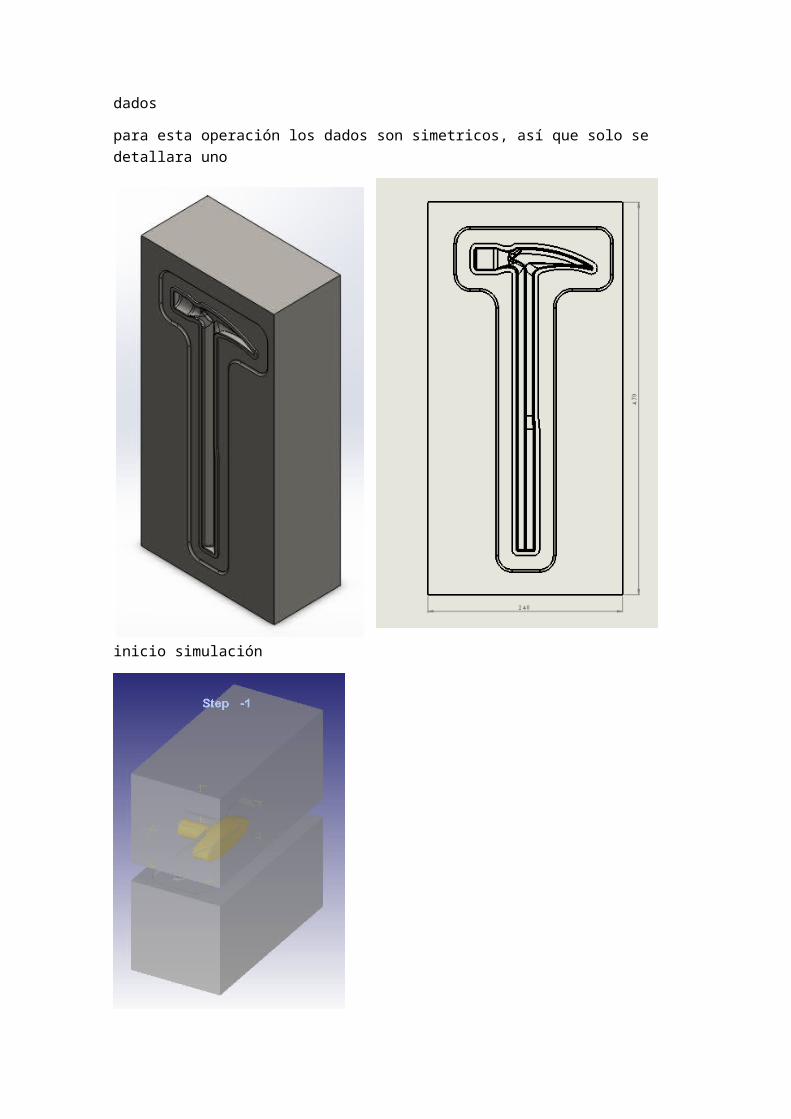
dados
para esta operación los dados son simetricos, así que solo se detallara uno
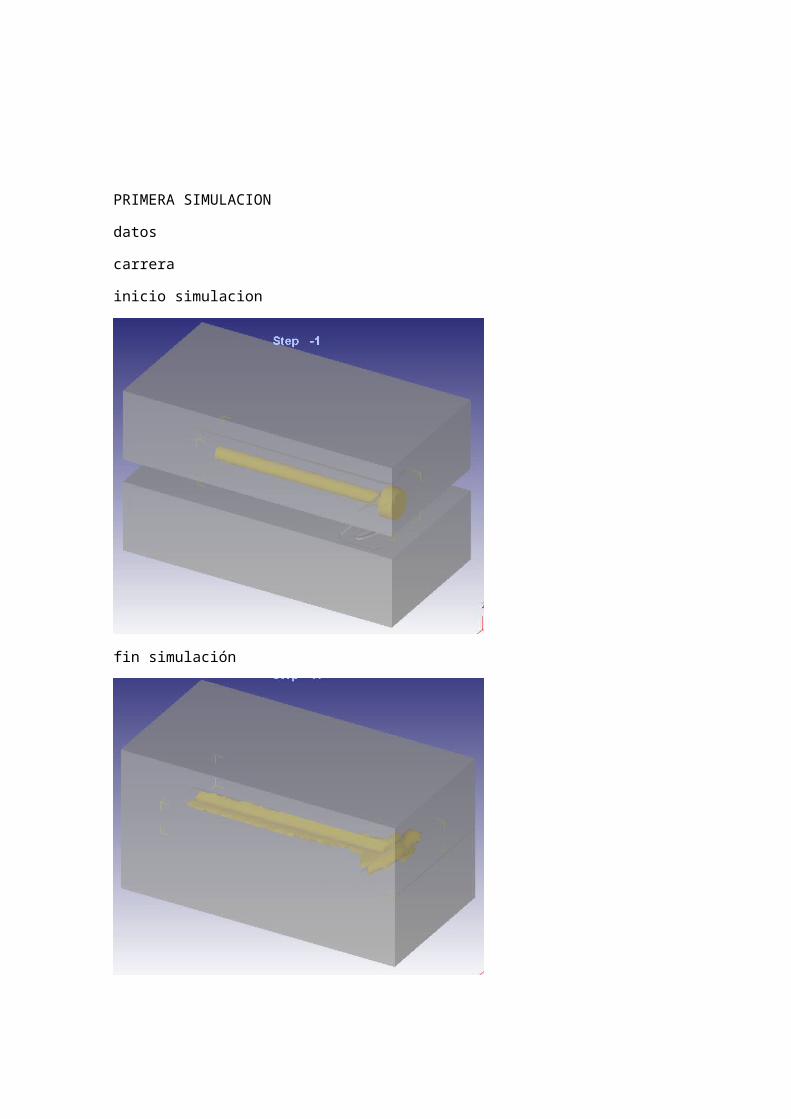
PRIMERA SIMULACION
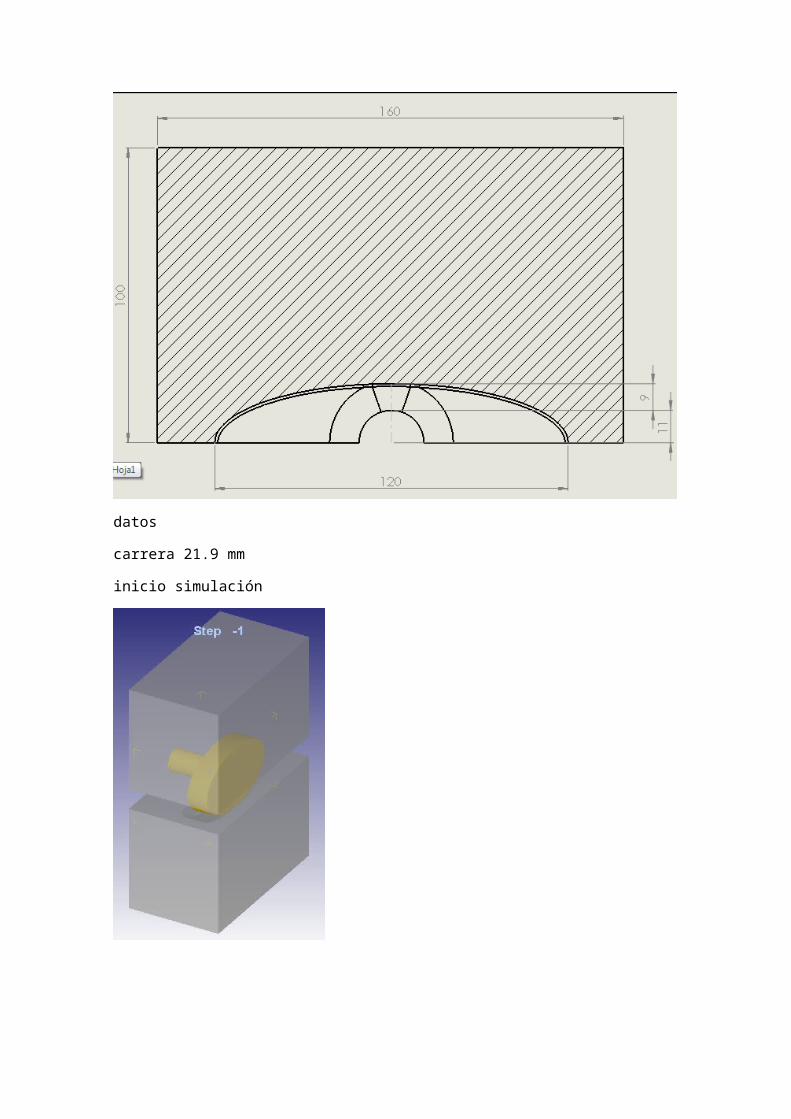
datos
carrera
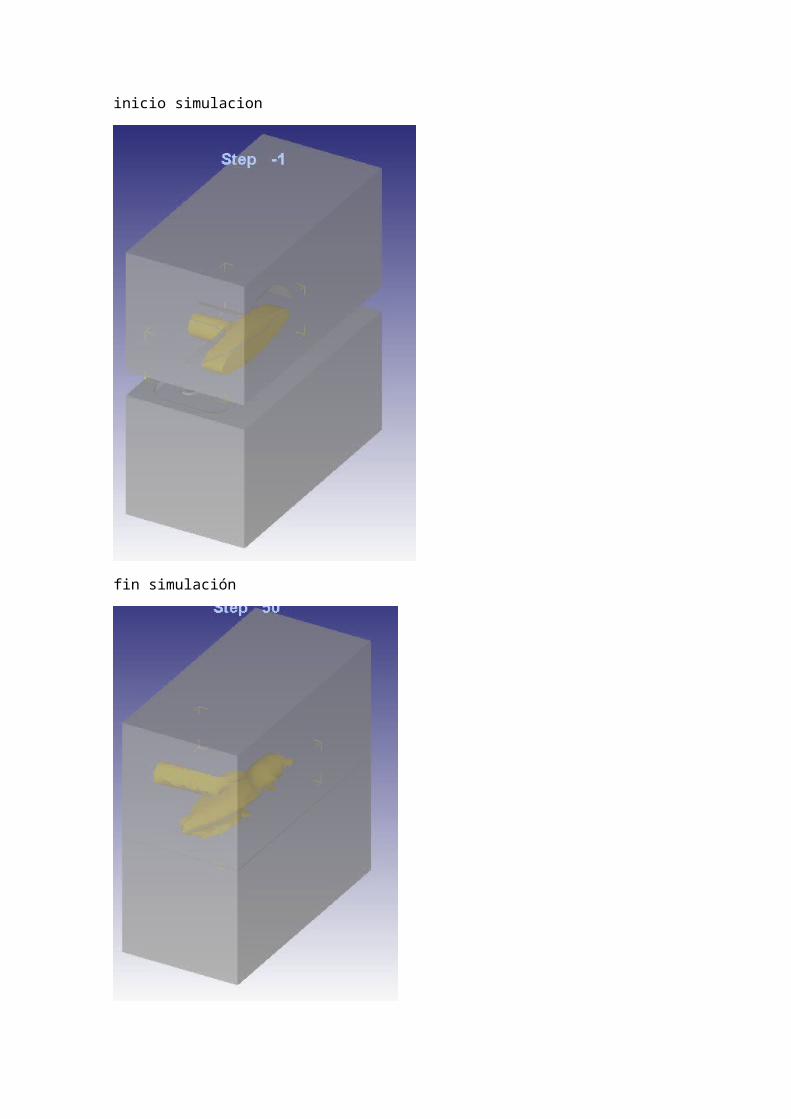
inicio simulacion
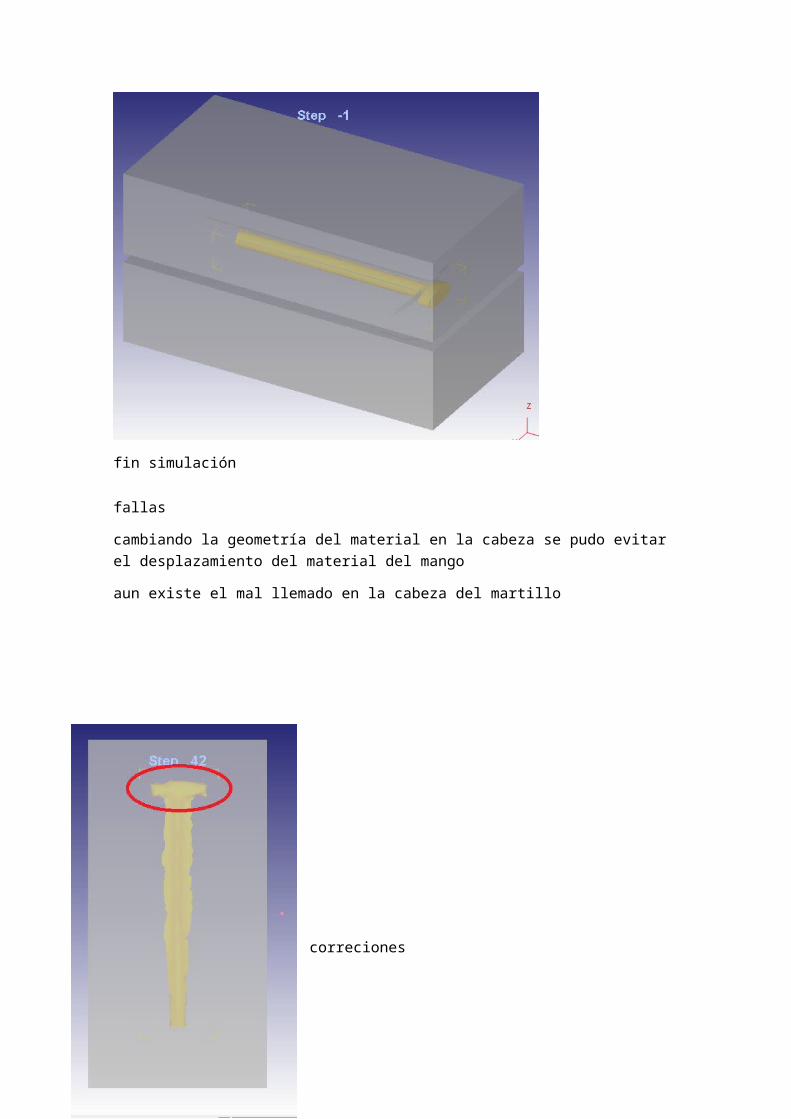
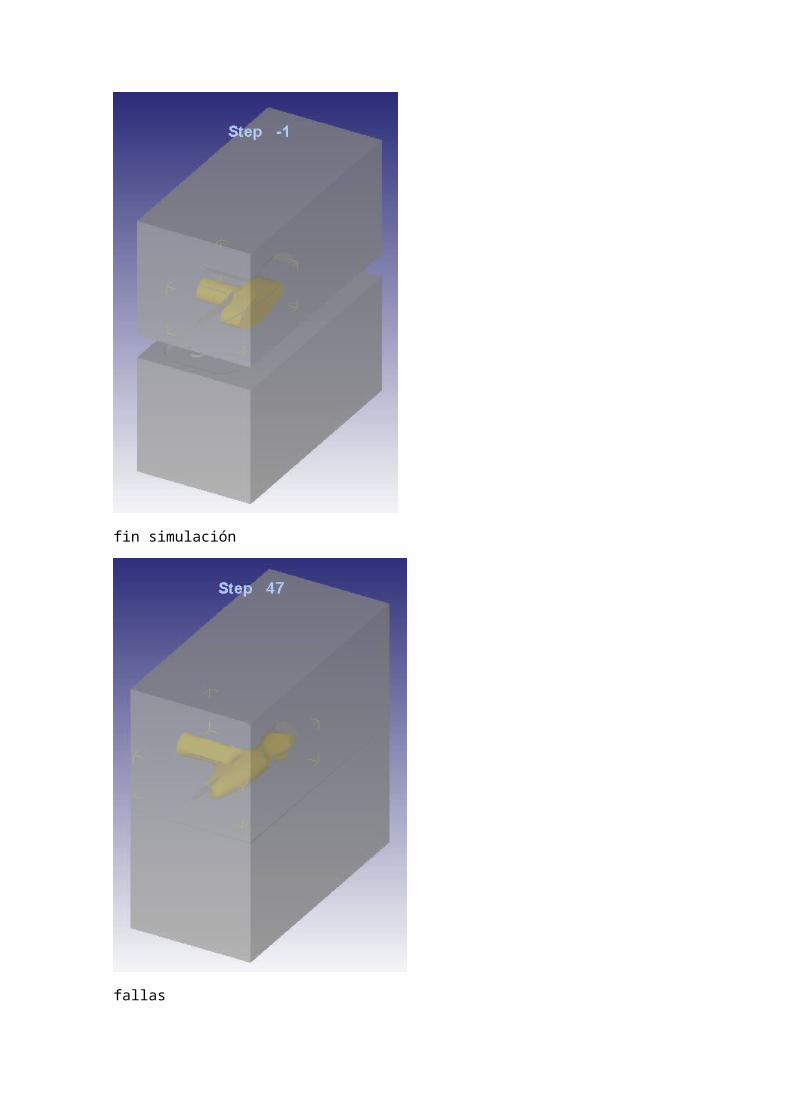
fin simulación
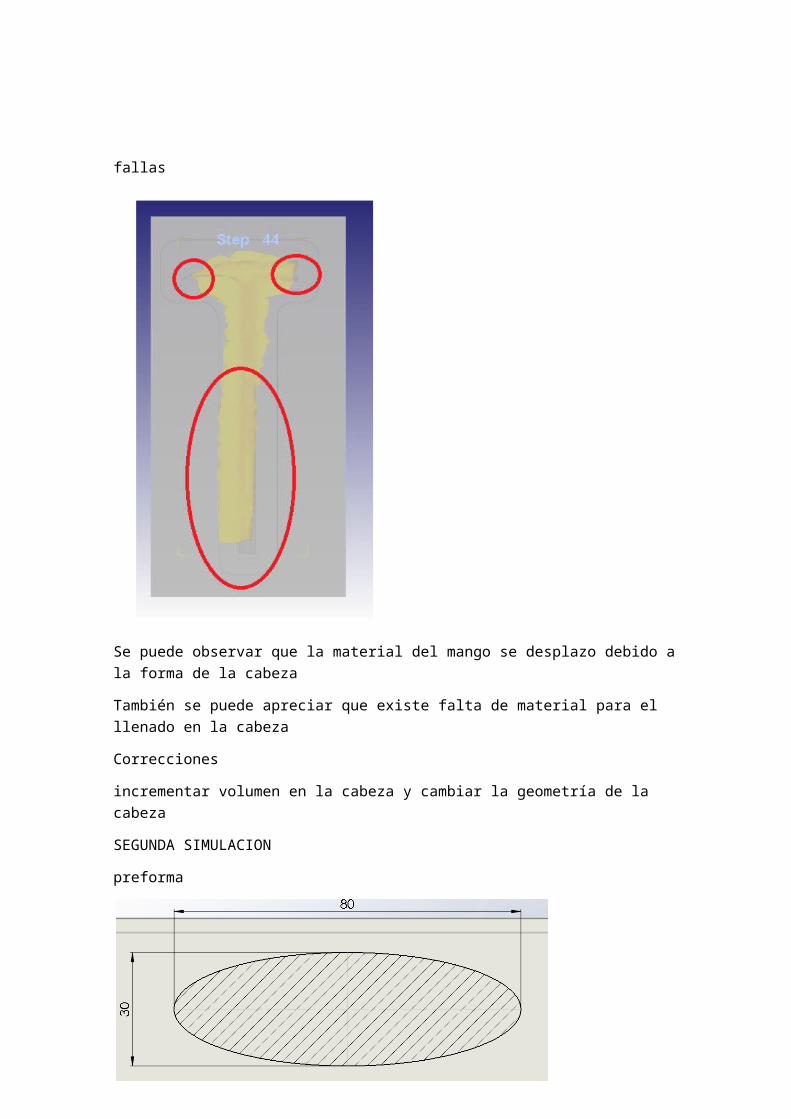
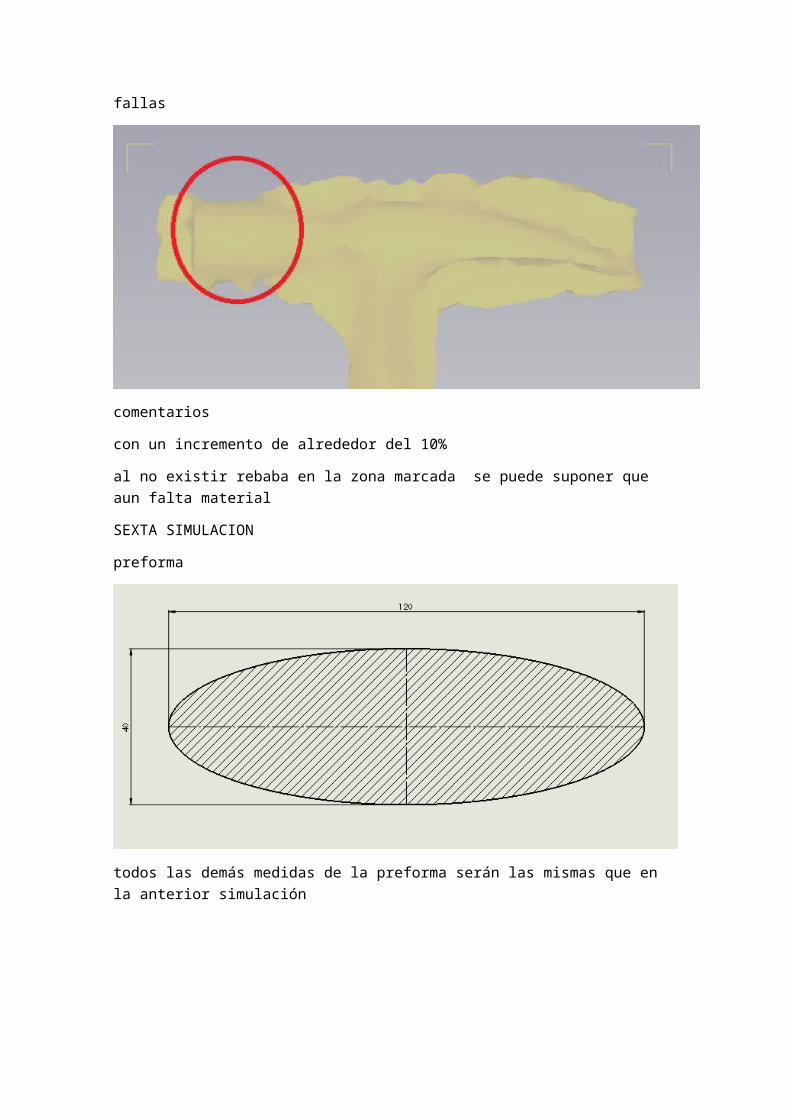
fallas
Se puede observar que la material del mango se desplazo debido a la forma de la cabeza
También se puede apreciar que existe falta de material para el llenado en la cabeza
Correcciones
incrementar volumen en la cabeza y cambiar la geometría de la cabeza
SEGUNDA SIMULACION
preforma
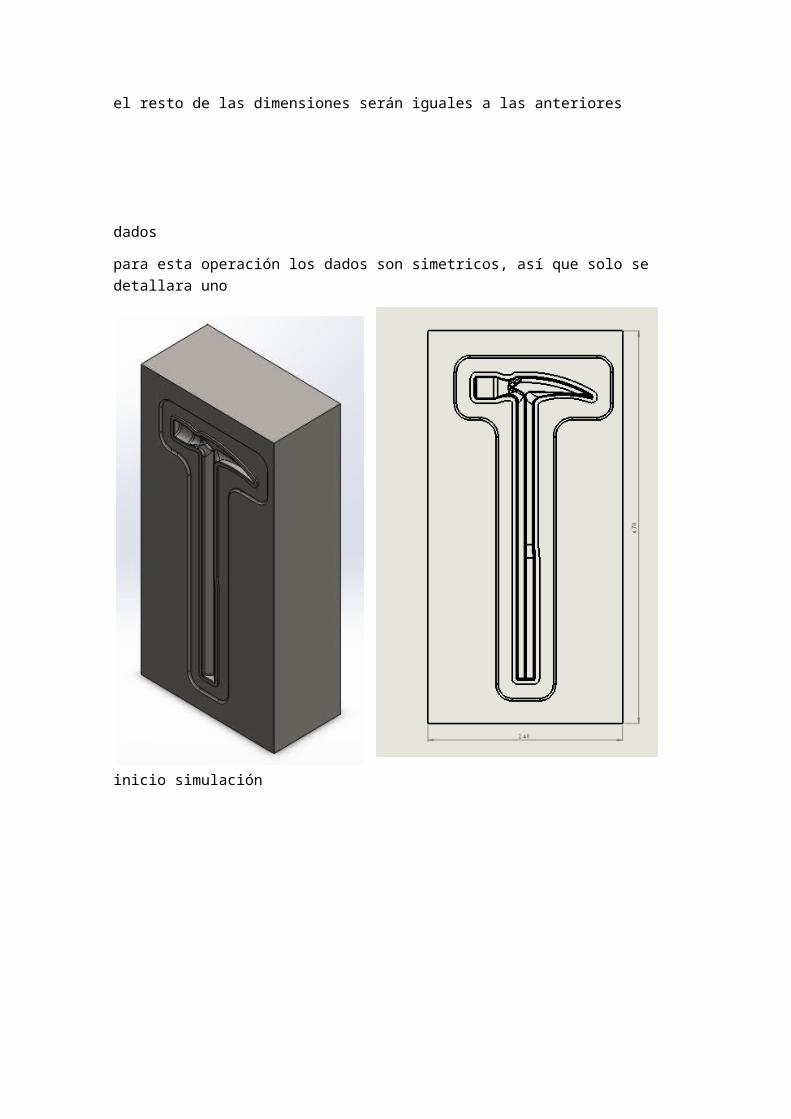
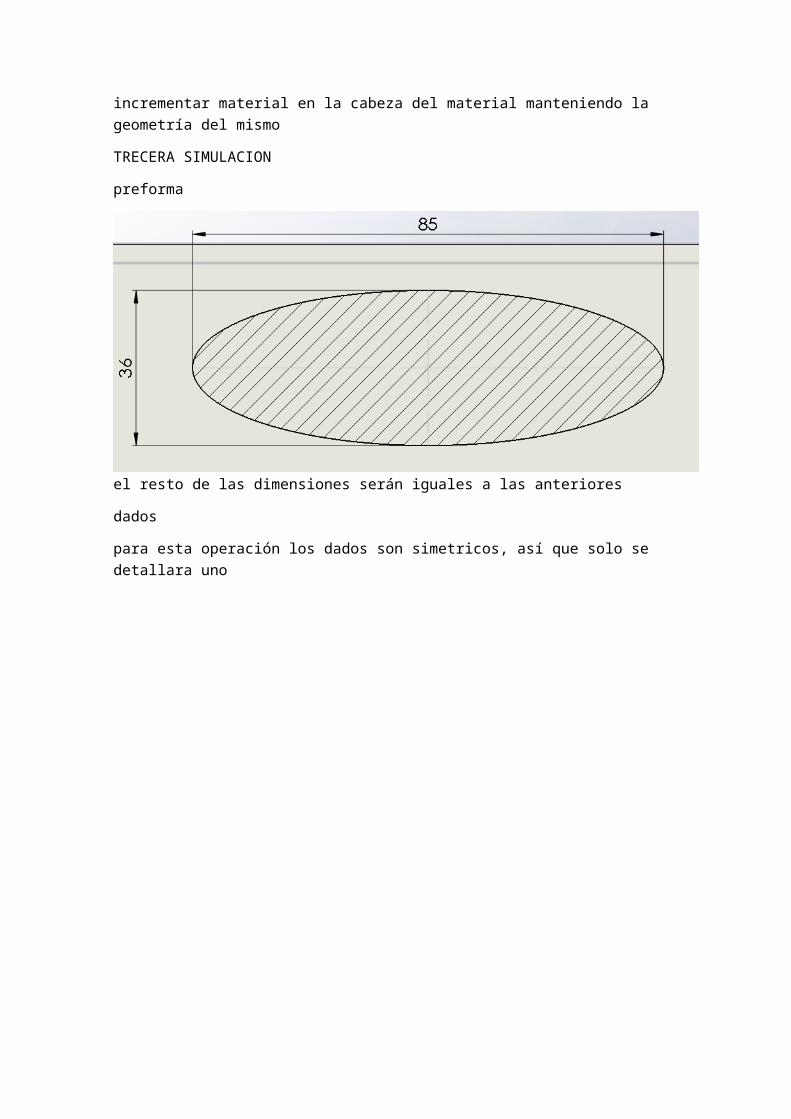
el resto de las dimensiones serán iguales a las anteriores
dados
para esta operación los dados son simetricos, así que solo se detallara uno
inicio simulación
fin simulación
fallas
cambiando la geometría del material en la cabeza se pudo evitar el desplazamiento del material del mango
aun existe el mal llemado en la cabeza del martillo
correciones
incrementar material en la cabeza del material manteniendo la geometría del mismo
TRECERA SIMULACION
preforma
el resto de las dimensiones serán iguales a las anteriores
dados
para esta operación los dados son simetricos, así que solo se detallara uno
inicio simulación
fin simulación
fallas
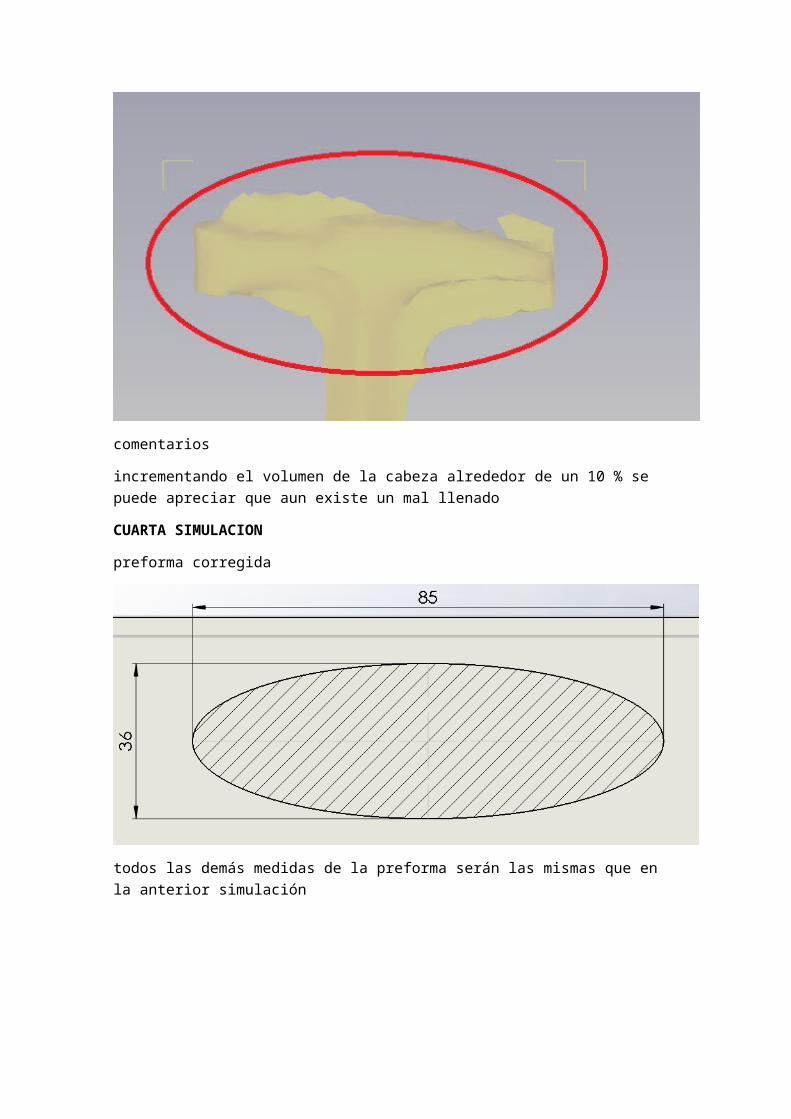
comentarios
incrementando el volumen de la cabeza alrededor de un 10 % se puede apreciar que aun existe un mal llenado
CUARTA SIMULACION
preforma corregida
todos las demás medidas de la preforma serán las mismas que en la anterior simulación
dados
para esta operación los dados son simetricos, así que solo se detallara uno
inicio simulación
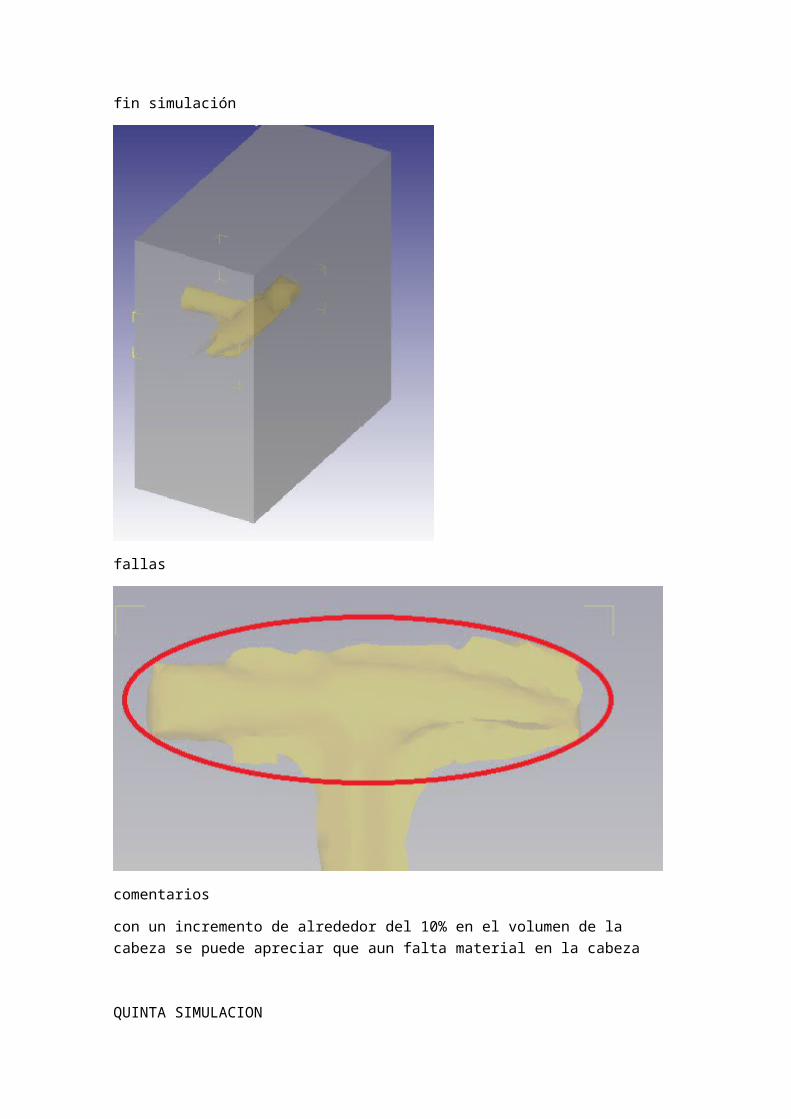
fin simulación
fallas
comentarios
con un incremento de alrededor del 10% en el volumen de la cabeza se puede apreciar que aun falta material en la cabeza
QUINTA SIMULACION
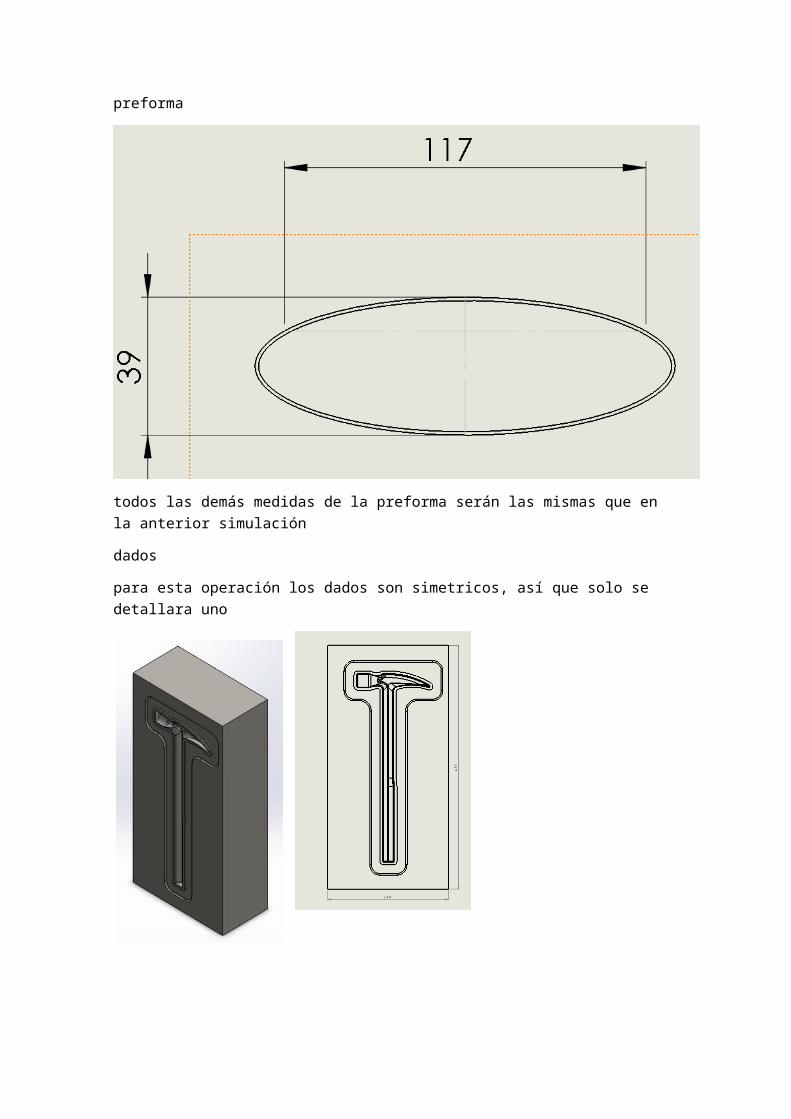
preforma
todos las demás medidas de la preforma serán las mismas que en la anterior simulación
dados
para esta operación los dados son simetricos, así que solo se detallara uno
inicio simulacion
fin simulación
fallas
comentarios
con un incremento de alrededor del 10%
al no existir rebaba en la zona marcada se puede suponer que aun falta material
SEXTA SIMULACION
preforma
todos las demás medidas de la preforma serán las mismas que en la anterior simulación
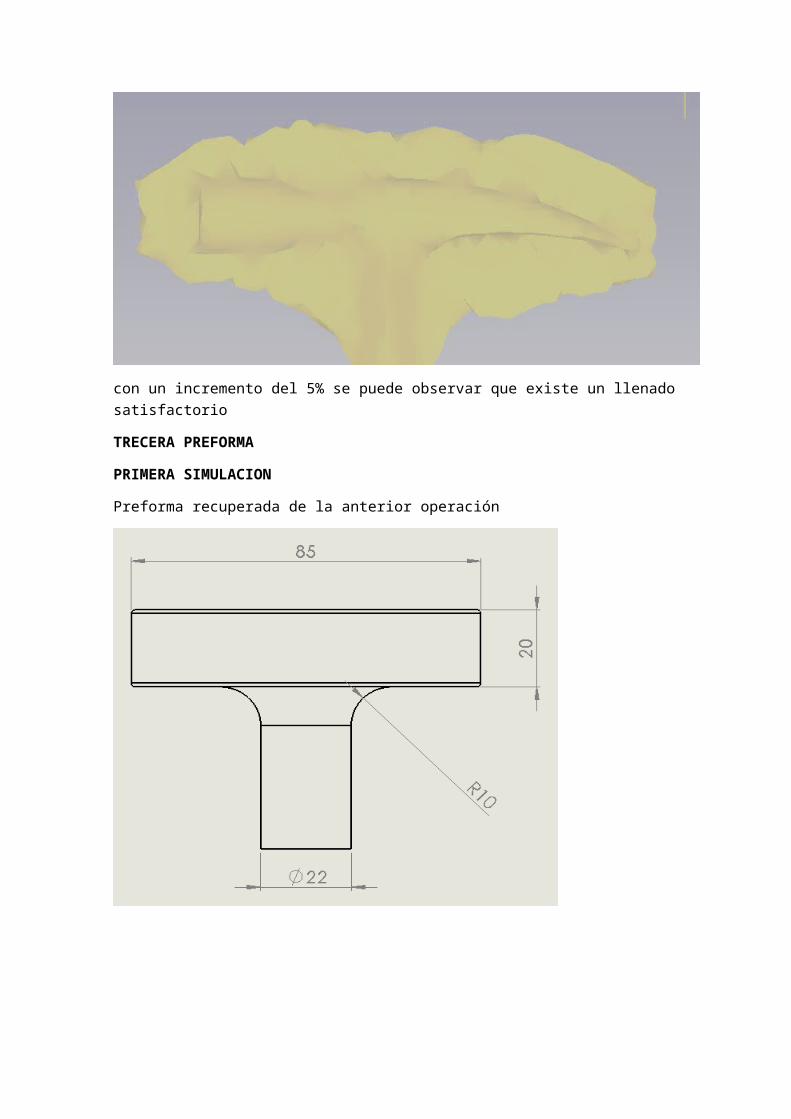
con un incremento del 5% se puede observar que existe un llenado satisfactorio
TRECERA PREFORMA
PRIMERA SIMULACION
Preforma recuperada de la anterior operación
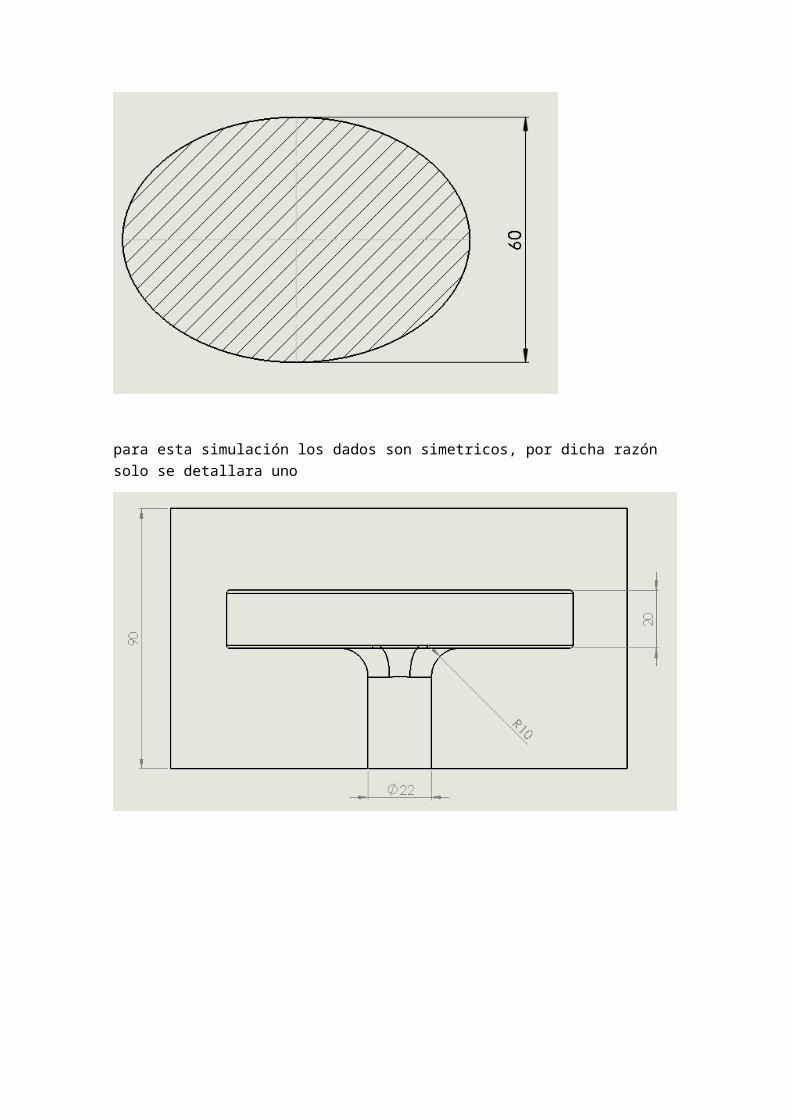
para esta simulación los dados son simetricos, por dicha razón solo se detallara uno
datos
carrera 21.9 mm
inicio simulación
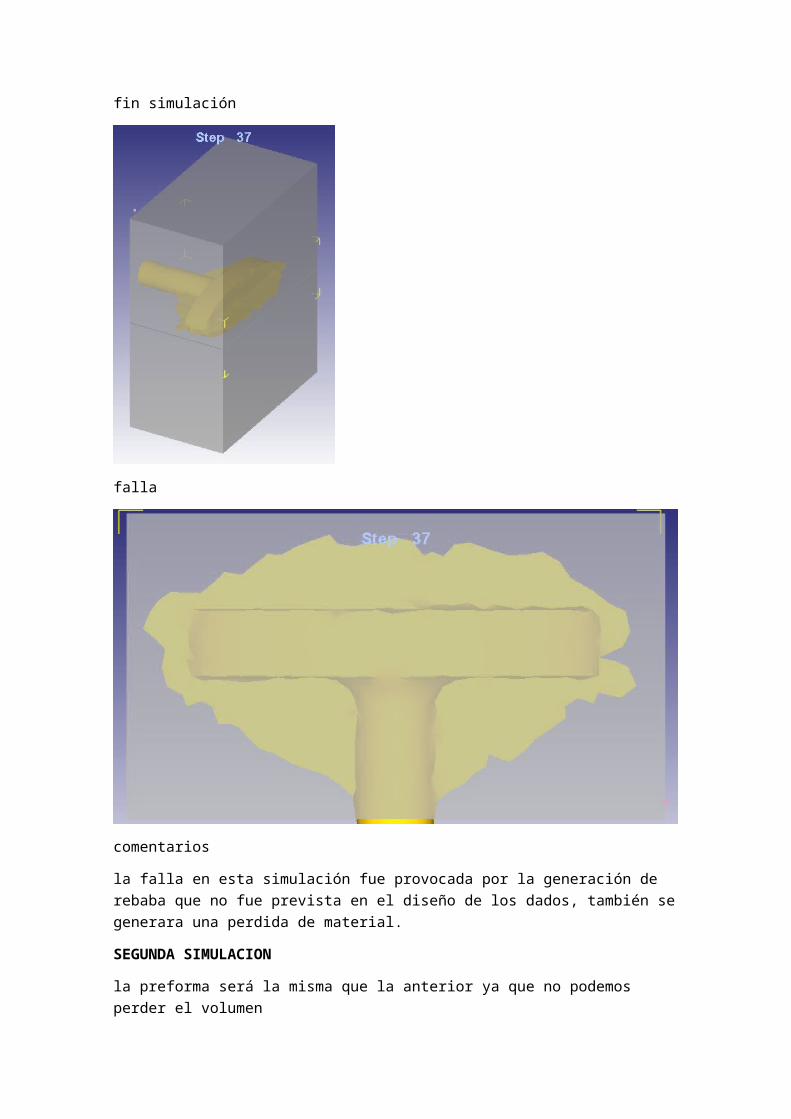
fin simulación
falla
comentarios
la falla en esta simulación fue provocada por la generación de rebaba que no fue prevista en el diseño de los dados, también se generara una perdida de material.
SEGUNDA SIMULACION
la preforma será la misma que la anterior ya que no podemos perder el volumen
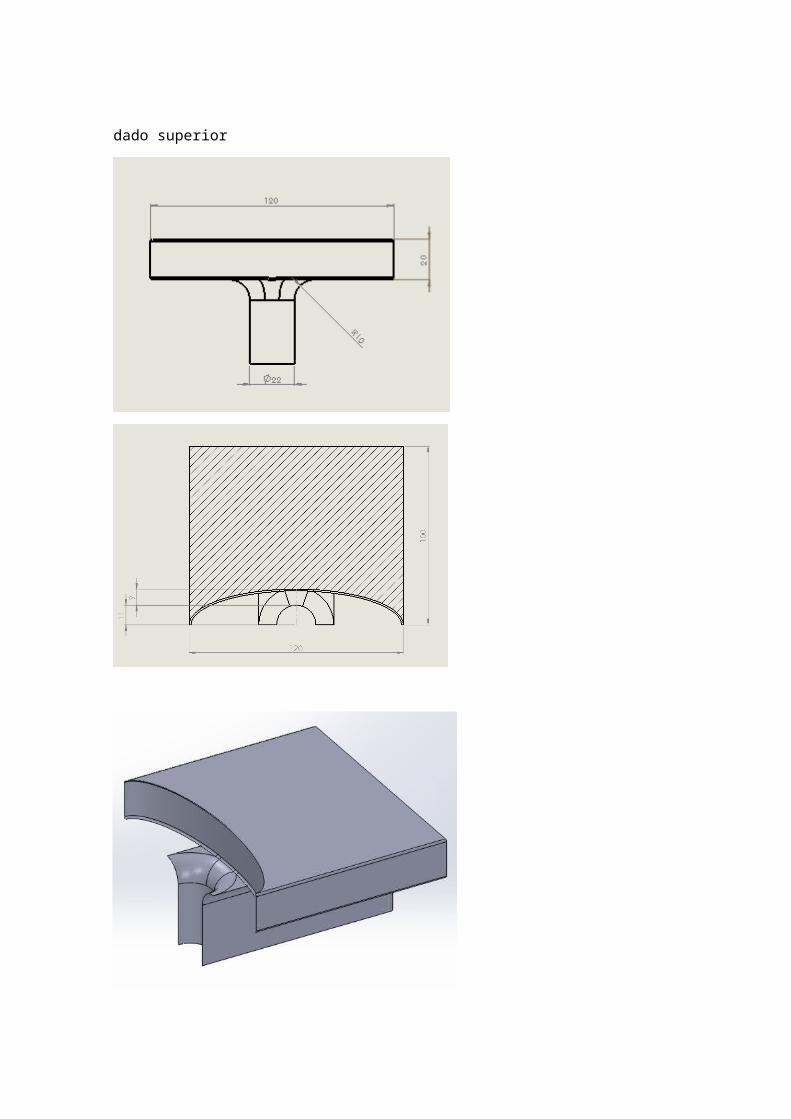
dado superior
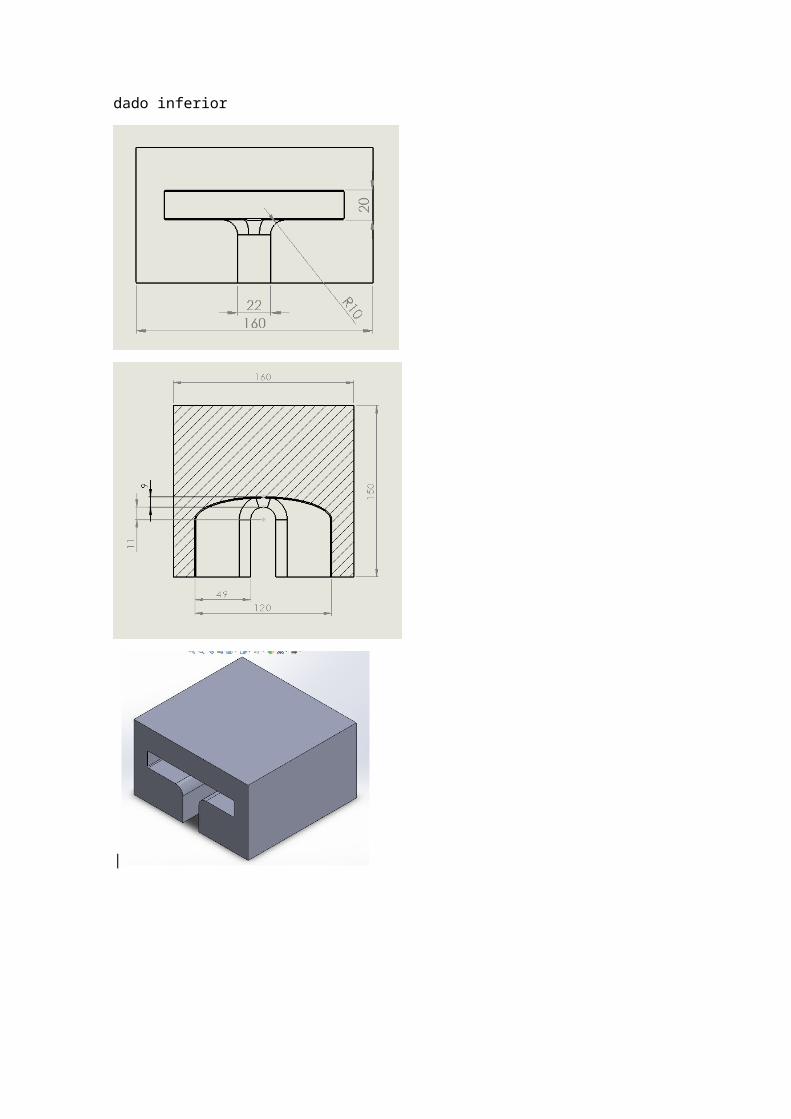
dado inferior
|
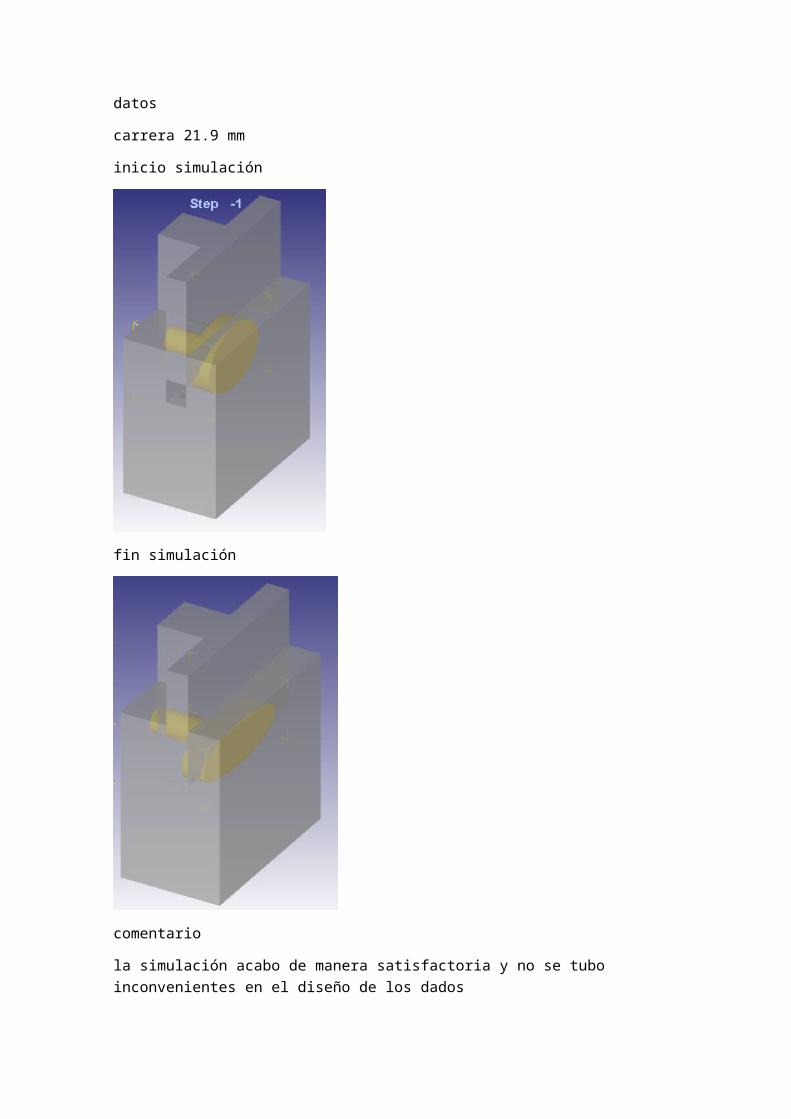
datos
carrera 21.9 mm
inicio simulación
fin simulación
comentarios
El flujo del material termino favorablemente, pero el diseño de los dados no es apropiado ya que tiene zonas que son muy delgadas y pueden quedar comprometidos ya que están trabajando a altas temperaturas
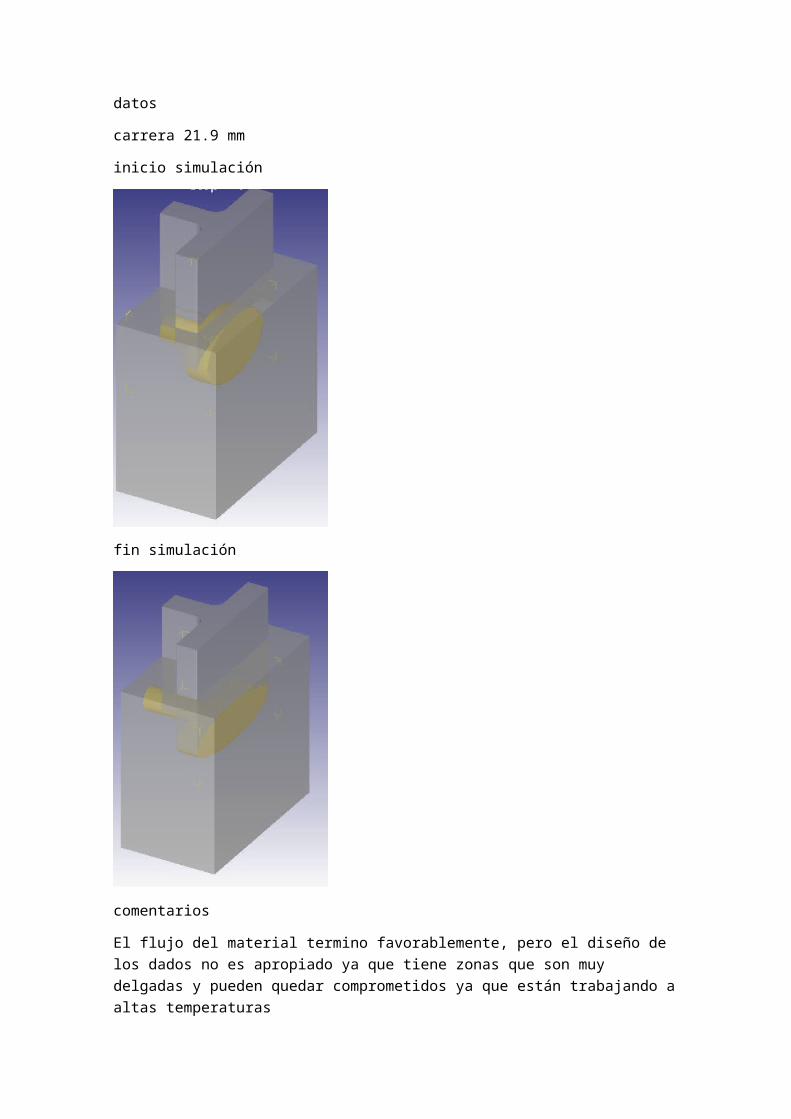
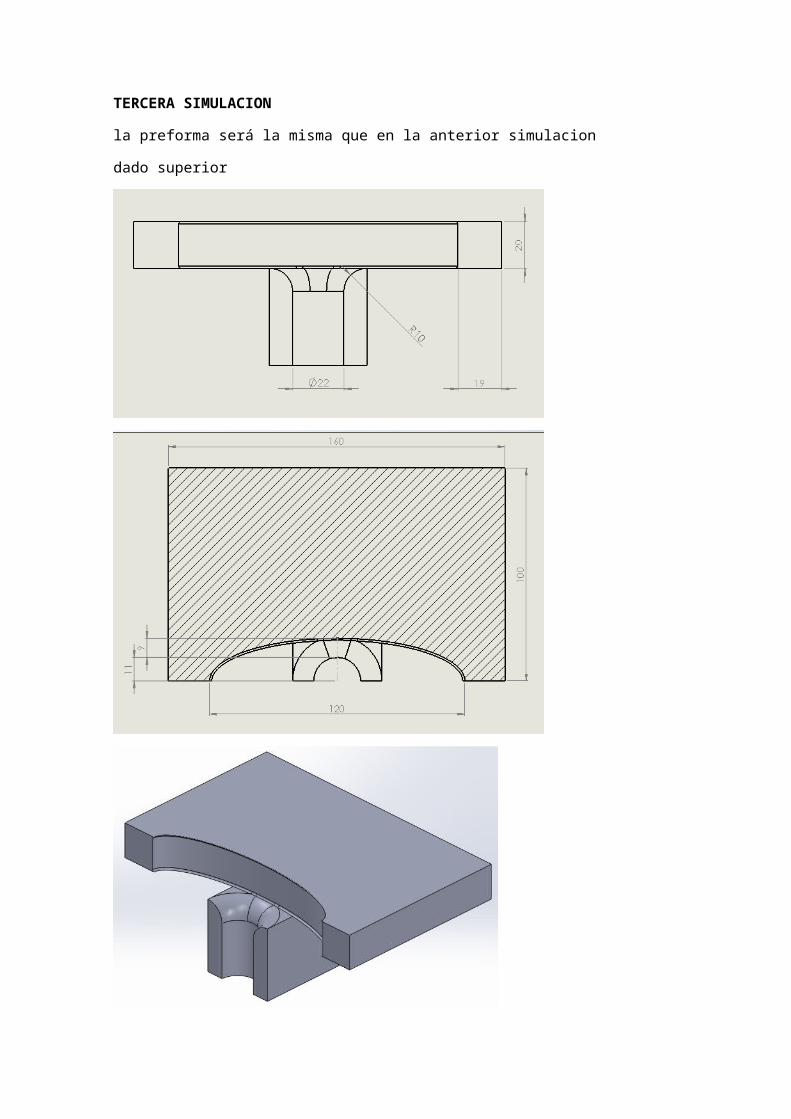
TERCERA SIMULACION
la preforma será la misma que en la anterior simulacion
dado superior
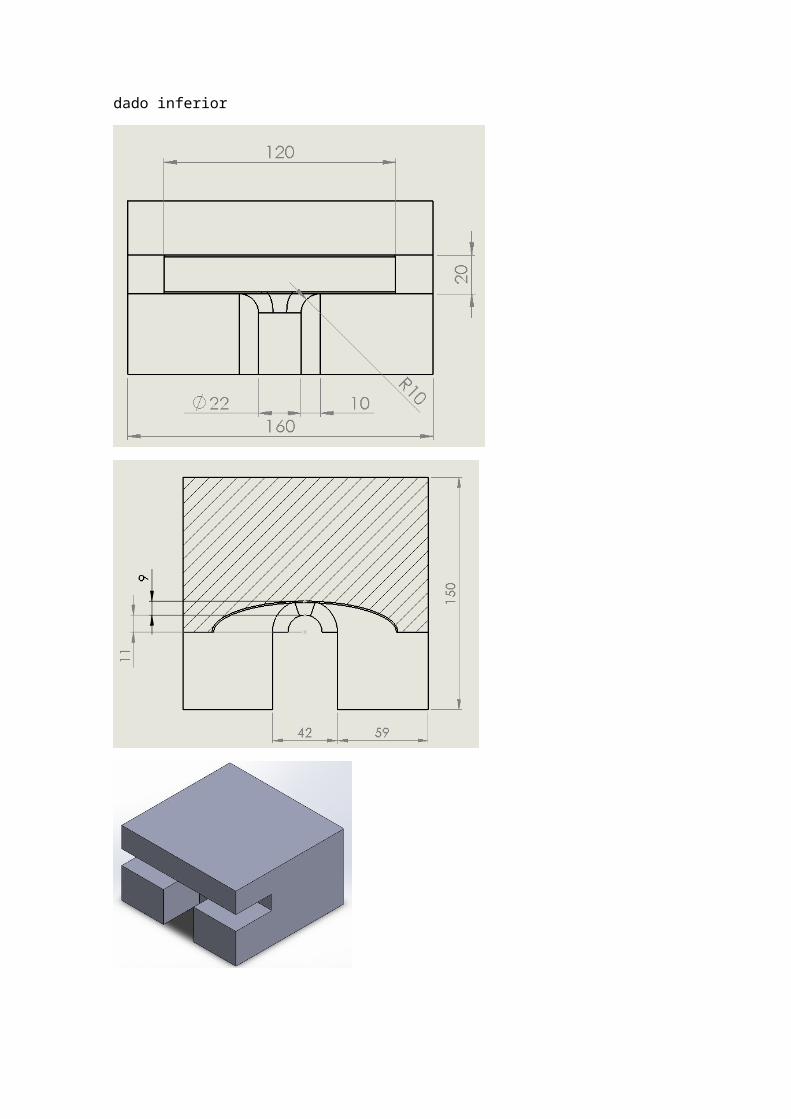
dado inferior
datos
carrera 21.9 mm
inicio simulación
fin simulación
comentario
la simulación acabo de manera satisfactoria y no se tubo inconvenientes en el diseño de los dados
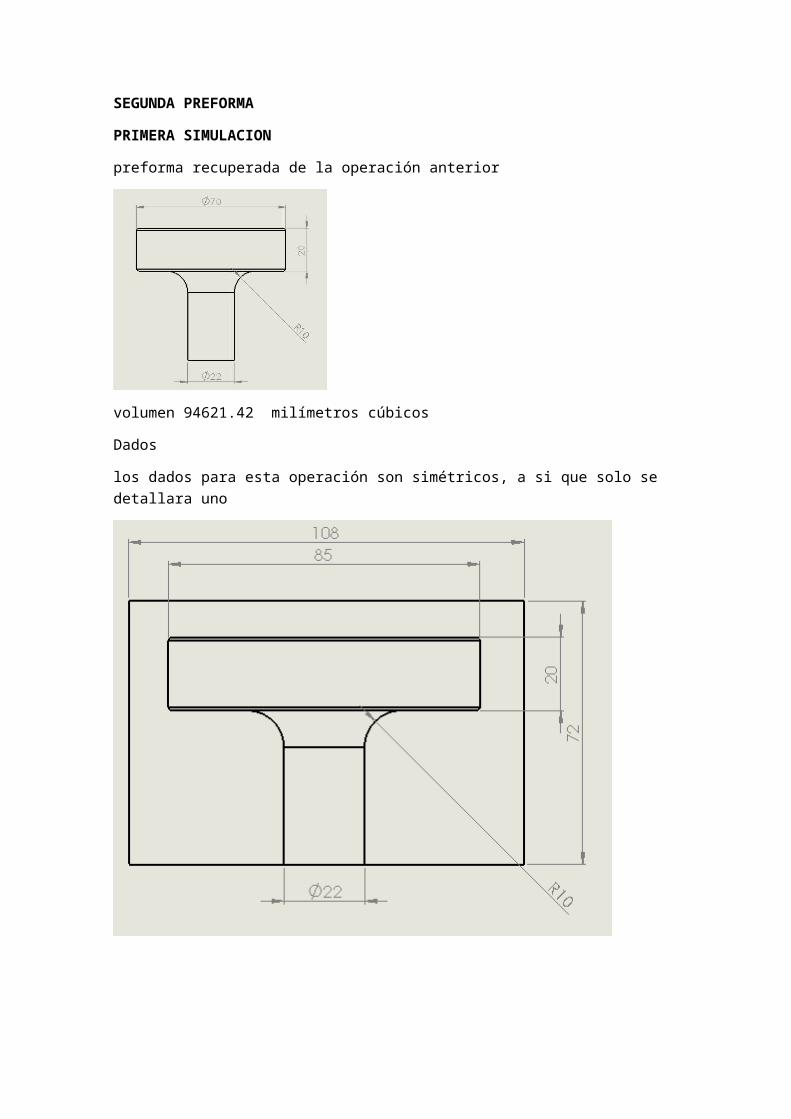
SEGUNDA PREFORMA
PRIMERA SIMULACION
preforma recuperada de la operación anterior
volumen 94621.42 milímetros cúbicos
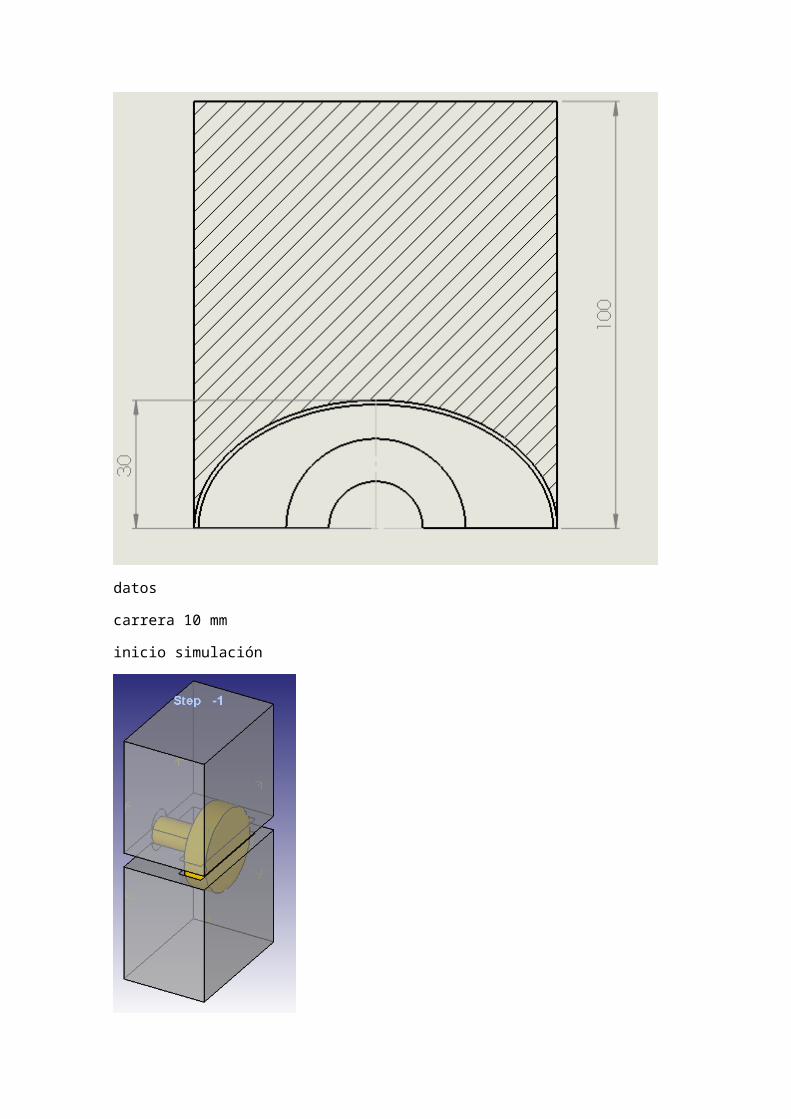
Dados
los dados para esta operación son simétricos, a si que solo se detallara uno
datos
carrera 10 mm
inicio simulación
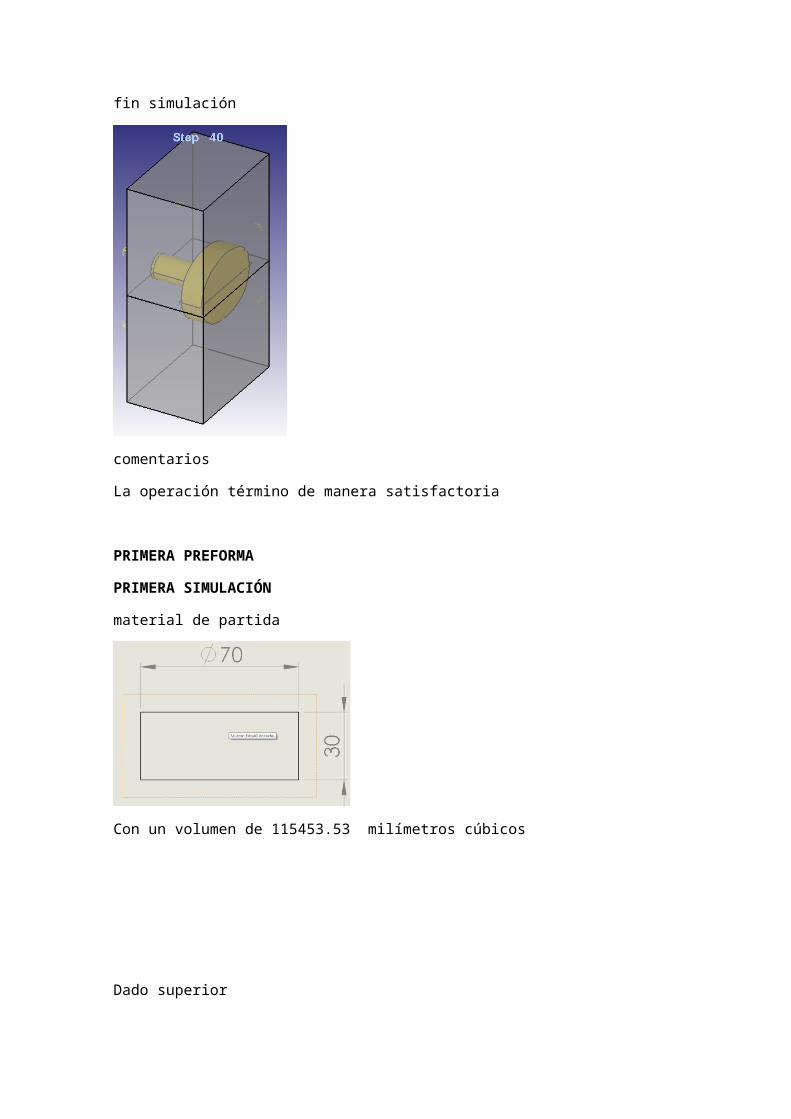
fin simulación
comentarios
La operación término de manera satisfactoria
PRIMERA PREFORMA
PRIMERA SIMULACIÓN
material de partida
Con un volumen de 115453.53 milímetros cúbicos
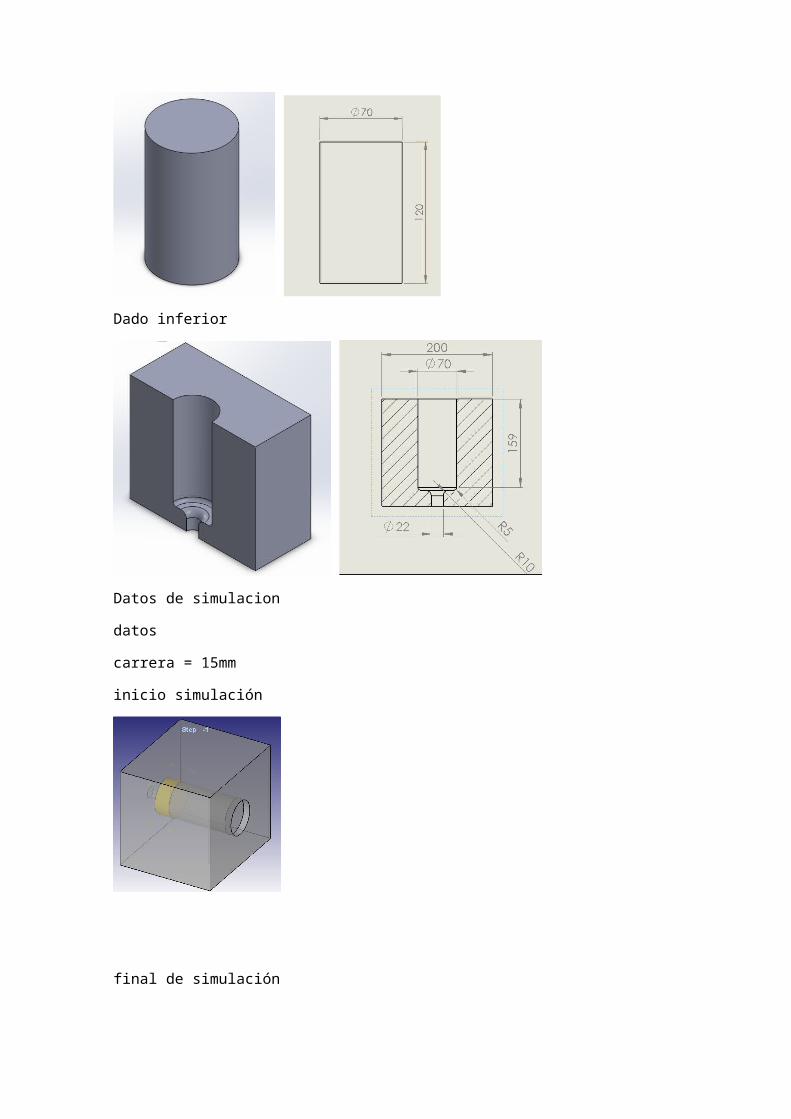
Dado superior
Dado inferior
Datos de simulacion
datos
carrera = 15mm
inicio simulación
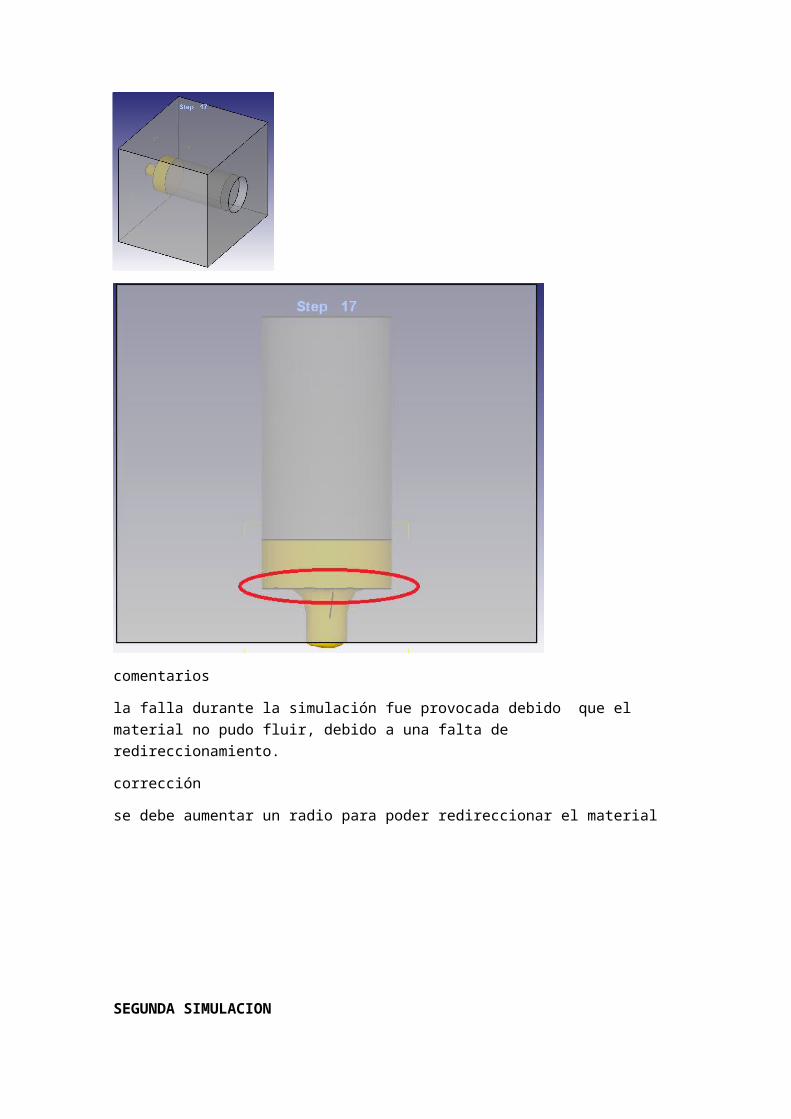
final de simulación
comentarios
la falla durante la simulación fue provocada debido que el material no pudo fluir, debido a una falta de redireccionamiento.
corrección
se debe aumentar un radio para poder redireccionar el material
SEGUNDA SIMULACION
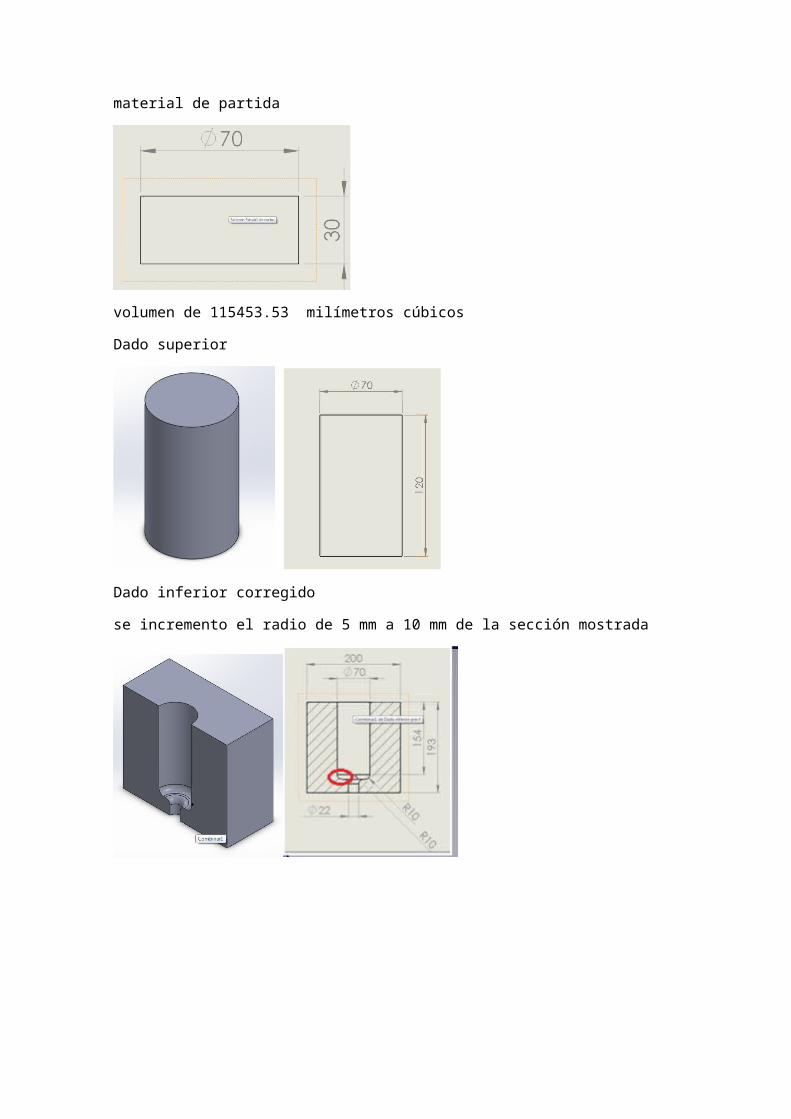
material de partida
volumen de 115453.53 milímetros cúbicos
Dado superior
Dado inferior corregido
se incremento el radio de 5 mm a 10 mm de la sección mostrada
simulación
carrera = 20 mm
inicio simulacion
final de simulación
se puede apreciar que el incremento del radio fue efectivo al momento de redireccionar el flujo del material
Secuencia lógicaVista isométrica Vista de planta
INFORMACIÓN SOBRE POSIBLES OPERACIONES DE ACABADO
VIDEO:
Luego del forjado los operarios calientan el metal dos veces más, la primera a alta temperatura para endurecerlo, la segunda a temperatura más baja para estabilizarlo.
Ahora se inserta cada trozo en un torno para dales la forma correcta y para que las maquinas lo puedan manejar más tarde.
Se realizan pequeños orificios que permiten que el aceite circule y lubrique el pistón cuando está en uso.
Otro torno reduce en diámetro en 3 mm, la misma máquina hace luego 3 hendiduras, dos para los anillos de compresión y otra para el anillo de control del aceite, esos anillos ayudan al pistón a deslizarse y le dan un sellado a prueba de aire.
Este agujero es para la biela, que unirá el pistón con una varilla de conexión.
Una laminadora recorta hasta 2 cm de metal en ambos extremos del pistón para reducir el peso total, este líquido blanco es lubricante para refrescar la zona durante el corte.
Otra laminadora recorta parte de lo que se denomina campana, de esta manera limpiara otras partes cuando se mueva dentro del cilindro.
Después un torno elimina una porción del ancho de un cabello en el exterior, eso permite que el pistón se expanda ligeramente cuando se genera calor dentro del cilindro.
Un taladro hace dos agujeros para el drenaje del aceite, que permite la lubricación de la biela.
Otra máquina graba el modelo y la fecha de producción.
Un operario lima los rebordes que ha generado las operaciones previas, después usa una cinta lijadora para pulir más la superficie, los rebordes pueden dañar el cilindro.
Esta máquina de corte elimina parte del metal dentro del agujero, para que la biela se pueda sujetar con firmeza.
Una vez completado el corte se vaporiza los pistones a alta presión con agua caliente desionizada.
La limpieza elimina los restos de lubricante y aceite, después de soplar con una pistola de aire para secarlos.
SEGÚN EL VIDEO SE PUEDEN DISTINGUIR LAS SIGUIENTES OPERACIONES DE ACABADO:
TRATAMIENTO TÉRMICO:
Se conoce como tratamiento térmico al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presión, de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la elasticidad.
Las características mecánicas de un material dependen tanto de su composición química como de la estructura cristalina que tenga. Los tratamientos térmicos modifican esa estructura
cristalina sin alterar la composición química, dando a los materiales unas características mecánicas concretas, mediante un proceso de calentamientos y enfriamientos sucesivos hasta conseguir la estructura cristalina deseada.
Entre estas características están:
Resistencia al desgaste: Es la resistencia que ofrece un material a dejarse erosionar cuando está en contacto de fricción con otro material.
Tenacidad: Es la capacidad que tiene un material de absorber energía sin producir fisuras (resistencia al impacto).
Maquinabilidad: Es la facilidad que posee un material de permitir el proceso de mecanizado por arranque de viruta.
Dureza: Es la resistencia que ofrece un material para dejarse penetrar. Se mide en unidades BRINELL (HB), unidades ROCKWEL C (HRC), VICKERS (HV), etc. DurezaVickers mediante la prueba del mismo nombre. También puede ser definido como la capacidad de un material de no ser rayado.
Tipos de tratamientos térmicos
Temple
En la ciencia de materiales, el templado o temple es un tratamiento térmico consistente en el rápido enfriamiento de la pieza para obtener determinadas propiedades de los materiales. Se evita que los procesos de baja temperatura, tales como transformaciones de fase, se produzcan al sólo proporcionar una estrecha ventana de tiempo en el que la reacción es a la vez favorable .
Revenido
El revenido es el tratamiento térmico que sigue al temple. Recuerda que un material templado es aquel que tiene una dureza muy alta, pero tiene el inconveniente de ser frágil y poco porque tiene tensiones internas.
El revenido consiste en calentar la pieza templada hasta cierta temperatura, para reducir las tensiones internas que tiene el material. De esto modo, evitamos que el material sea frágil, sacrificando un poco la dureza. La velocidad de enfriamiento es, por lo general, rápida.
Estabilización
Finalidad: Eliminar tensiones internas de los aceros templados para obtener estabilidad dimensional.
Procedimiento: Seleccionar el material adecuado, determinar la dureza inicial, calentar la pieza a una temperatura determinada, mantener la temperatura constante (t=k 6-8 h), sacar la pieza del horno y enfriarla lentamente preferentemente al aire, determinar la dureza final.
Recocideo
El recocido consiste en calentar un material hasta una temperatura dada y, posteriormente, enfriarlo lentamente. Se utiliza, al igual que el caso anterior, para suprimir los defectos del temple.
Se persigue: –Eliminar tensiones del temple. –Aumentar la plasticidad, ductilidad y tenacidad del material.
¿Cómo se practica el recocido?
–Se calienta el material hasta una temperatura dada
–Se mantiene la temperatura durante un tiempo
–Se enfría lentamente hasta temperatura ambiente, controlando la velocidad de enfriamiento. Si la variación de temperatura es muy alta, pueden aparecer tensiones internas que inducen grietas o deformaciones. El grado de plasticidad que se quiere dotar al metal depende de la velocidad de enfriamiento y la temperatura a la que se elevó inicialmente
Normalizado
Este tratamiento se emplea para eliminar tensiones internas sufridas por el material tras una conformación mecánica, tales como una forja o laminación para conferir al metal unas propiedades que se consideran normales de su composición.
El normalizado se practica calentando rápidamente el material hasta una temperatura crítica y se mantiene en ella durante un tiempo. A partir de ese momento, su estructura interna se vuelve más uniforme y aumenta la tenacidad del metal.
PULIDO:
Se trata de perfeccionar algo, dándole la última mano para su mayor primor y adorno. Es alisar, o dar tersura y lustre a algo.
Existen muchos métodos para realizar un pulido. Puede ser de manera manual utilizando diversos productos o también de manera mecánica.
En nuestro pistón se puede realizar con una lima y una cinta abrasiva
SECADO:
Este se realiza con una pistola de aire.
SECUENCIA LOGICA DE LOS PASOS PARA DAR LOS ACABADOS
PRIMERO
Temple
la pieza se calentara en un horno hasta una temperatura de 900 °C en un baño de sales
posteriormente se enfriara la pieza en aceite
Pulido
la pieza será pulida con una cinta abrasiva numero 220 con una lijadora de 3 hp de potencia