info cream fac 2 proyecto final nov 22
TRANSCRIPT

DISTRIBUCION EN PLANTA
CREAM FACTORY
CONSUELO CHAVEZ BENITEZ CODIGO 122789
ANDREA JIMENEZ HINCAPIE CODIGO 122790
TRABAJO PRESENTADO A
INGENIERIA MARIA MERCEDEZ SINISTERRA
UNIVERSIDAD LIBRE
Santiago de Cali, Noviembre 22 de 2012
TABLA DE CONTENIDO
PRIMERA PARTE: DESCRIPCIÓN GENERAL DE LA ORGANIZACIÓN Y DESCRIPCIÓN DE PROBLEMAS O SITUACIONES DE MEJORAMIENTO
0. INTRODUCCION
1. OBJETIVOS
1.1 OBJETIVO GENERAL
1.2 OBJETIVOS ESPECÍFICOS
2. BREVE HISTORIA DE LA EMPRESA; PROGRAMA DE IMPLEMENTACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA (BPM)
2.1 MISIÓN
2.2 VISIÓN
3. COMPOSICION ORGANIZACIONAL Y FUNCIONAL
4. PROCESOS Y PRODUCTOS
4.1 Diagrama de flujo: proceso de fabricación de la base
4.2 Diagrama de flujo: proceso de fabricación de paletas de agua
4.3 Diagrama de flujo: subproceso de elaboración cobertura de chocolate
5. MAPA DE PROCESOS
5.1 Descripción de los procesos 5.2 Identificación de los procesos a nivel: operativo, estratégico y de apoyo 6. DESCRIPCION DEL PROBLEMA
6.1 Diagrama Causa-Efecto de eficiencia en la producción de ChocoConodonde se aplica la distribución de planta
6.2 Determinación de proceso a estudiar.
6.3 Determinación del problema a estudiar.
6.4 Selección del problema
7. CONCLUSIONES
8. REFERENCIAS BIBLIOGRAFICAS
SEGUNDA PROPUESTA DE MEJORAMIENTO DE LA SITUACION ANTERIOR DONDE APLICAREMOS EL CONCEPTO DE DISTRIBUCION DE PLANTA
0. INTRODUCCION
1. OBJETIVOS
1.1 OBJETIVO GENERAL
1.2 OBJETIVOS ESPECÍFICOS
2. PLANTEAMIENTO DEL PROBLEMA 2.1 Soportado en datos 2.2 Cifras 2.3 Indicadores 2.4 Elementos cualitativos y cuantitativos. 3. DESARROLLO DE LA PROPUESTA DE MEJORAMIENTO 3.1 Diseño del estado mejorado, con base en las diferentes técnicas de mejoramiento 4. CONCLUSIONES 5. REFERENCIAS BIBLIOGRAFICAS
0. INTRODUCCION
El escenario de negocios en el mundo ha cambiado de manera dramática, y es
por ello que las organizaciones se deben adaptar a estos cambios de tal forma
que aumenten su productividad y rendimiento en las diferentes áreas,
administrativa, contable, operativa comercial etc.
La visita realizada a la empresa CREAM FACTORY encargada de elaborar
productos como: cremas, paletas chococonos y un amplio surtido, se pudo
verificar que todo su procesos son artesanal en donde la maquinaria
implementada es básica y necesaria mas no la mas sofisticada.
Se verifica si la distribución de planta en la fábrica es aplicada de forma
correcta y en caso de no ser así, se implementara las posibles soluciones.
Se desarrollaran visitas en planta, verificando procesos como toma de tiempo y
métodos favorables garantizando la optimización de recursos.
1. OBJETIVOS
1.1 OBJETIVO GENERAL
Restructurar estaciones de trabajo de la empresa CREAM FACTORY
mejorando la optimización de recursos.
1.2 OBJETIVOS ESPECÍFICOS
• Mejorar ubicación de estación de trabajo.
• Mejorar métodos que contribuya con el desarrollo y mejoramiento de la
planta.
• Organizar las actividades desempeñadas por los operarios con métodos
y tiempos obteniendo maximización de utilidades de producto final.
2. BREVE HISTORIA DE LA EMPRESA
Nació en Santiago de Cali, como una industria de fabricación y distribución de
HELADOS Y CREMAS a nivel nacional. Debido al constante demanda de
estos productos en el mercado, causado por las altas temperaturas que se
viven en el valle del cauca, las exigencias de los consumidores en su paladar,
etc. Nace entonces CREAM FACTORY, con el propósito de suministrar
HELADOS Y CREMAS procesadas, de la mejor calidad y exquisitez para el
consumidor.
La ardua labor de los trabajadores ha logrado el crecimiento y la alta calidad de
sus productos para la empresa, aumentando los volúmenes de producción y su
infraestructura; así mismo con el desarrollo de nuevos productos que han
permitido la incursión en otros canales comerciales, como el de las tiendas,
panaderías, supermercados, universidades, colegios y en las calles llegando
hasta el consumidor en los carritos (tilín) de crema económica.
La experiencia de los operarios en la elaboración de CREMAS Y HELADOS
ha permitido centrar la especialidad en esta línea de productos.
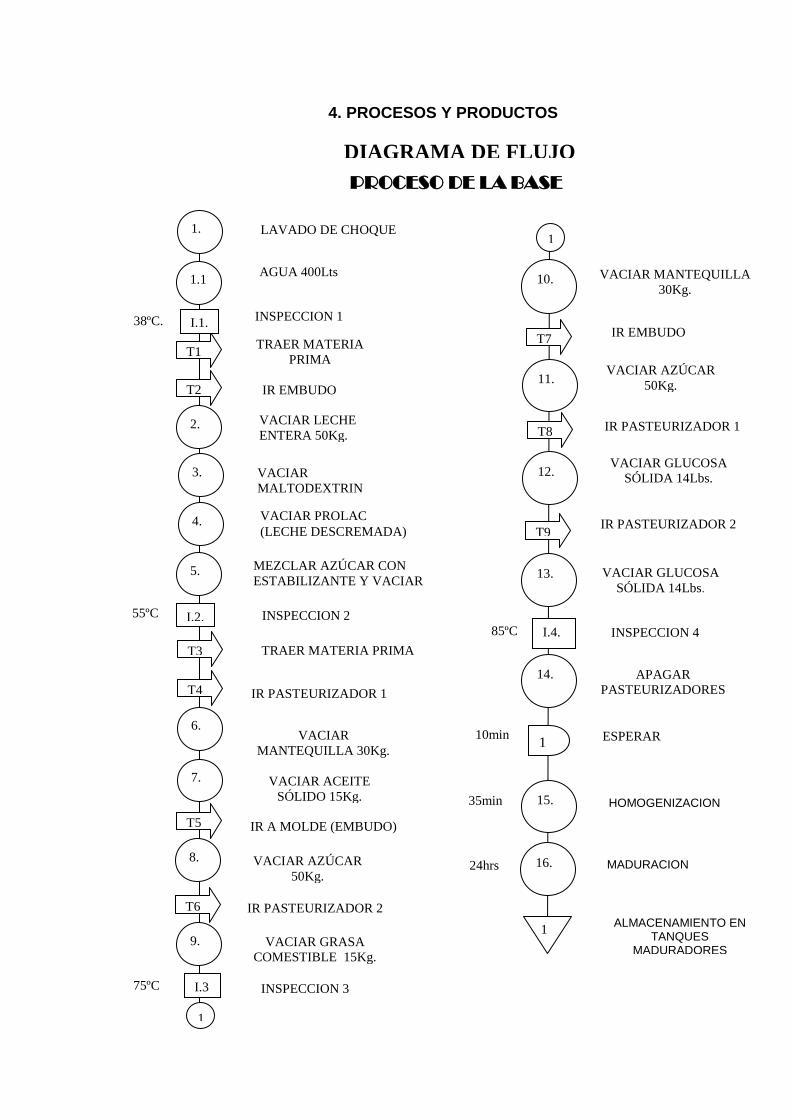
PROCESO DE LA BASE
HOMOGENIZACION
MADURACION
3.
4.
5.
8.
6.
2.
7.
1.1
1. LAVADO DE CHOQUE
VACIAR LECHE
ENTERA 50Kg.
VACIAR ACEITE
SÓLIDO 15Kg.
VACIAR
MALTODEXTRIN
A VACIAR PROLAC
(LECHE DESCREMADA)
MEZCLAR AZÚCAR CON
ESTABILIZANTE Y VACIAR
AGUA 400Lts
VACIAR
MANTEQUILLA 30Kg.
VACIAR AZÚCAR
50Kg.
DIAGRAMA DE FLUJO
9.
10.
11.
38ºC.
55ºC
75ºC
VACIAR MANTEQUILLA
30Kg.
VACIAR GRASA
COMESTIBLE 15Kg.
VACIAR AZÚCAR
50Kg.
1
.
1
.
VACIAR GLUCOSA
SÓLIDA 14Lbs.
APAGAR
PASTEURIZADORES
85ºC
VACIAR GLUCOSA
SÓLIDA 14Lbs.
12.
13.
14.
T1
T4
T6
T7
T9
I.4. INSPECCION 4
10min
TRAER MATERIA
PRIMA
IR PASTEURIZADOR 1
IR PASTEURIZADOR 2
IR PASTEURIZADOR 1
IR PASTEURIZADOR 2
T8
T5 IR A MOLDE (EMBUDO)
T2 IR EMBUDO
IR EMBUDO
T3 TRAER MATERIA PRIMA
I.3
.
I.2.
I.1. INSPECCION 1
INSPECCION 2
INSPECCION 3
ESPERAR
15. 35min
24hrs 16.
1
1 ALMACENAMIENTO EN
TANQUES MADURADORES
4. PROCESOS Y PRODUCTOS
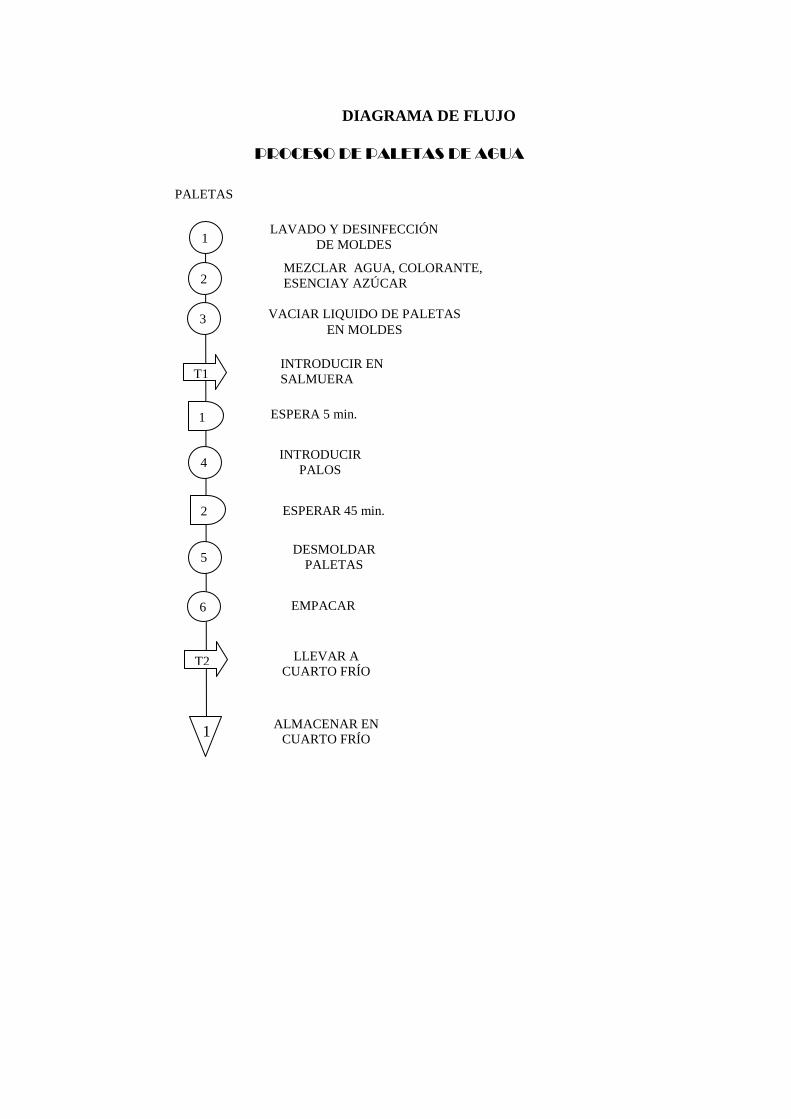
DIAGRAMA DE FLUJO
PROCESO DE PALETAS DE AGUA
1
.
5
.
3
.
2
.
4
.
LAVADO Y DESINFECCIÓN
DE MOLDES
VACIAR LIQUIDO DE PALETAS
EN MOLDES
INTRODUCIR EN
SALMUERA T1
1 ESPERA 5 min.
INTRODUCIR
PALOS
DESMOLDAR
PALETAS
2 ESPERAR 45 min.
6
LLEVAR A
CUARTO FRÍO
EMPACAR
T2
PALETAS
MEZCLAR AGUA, COLORANTE,
ESENCIAY AZÚCAR
1 ALMACENAR EN
CUARTO FRÍO
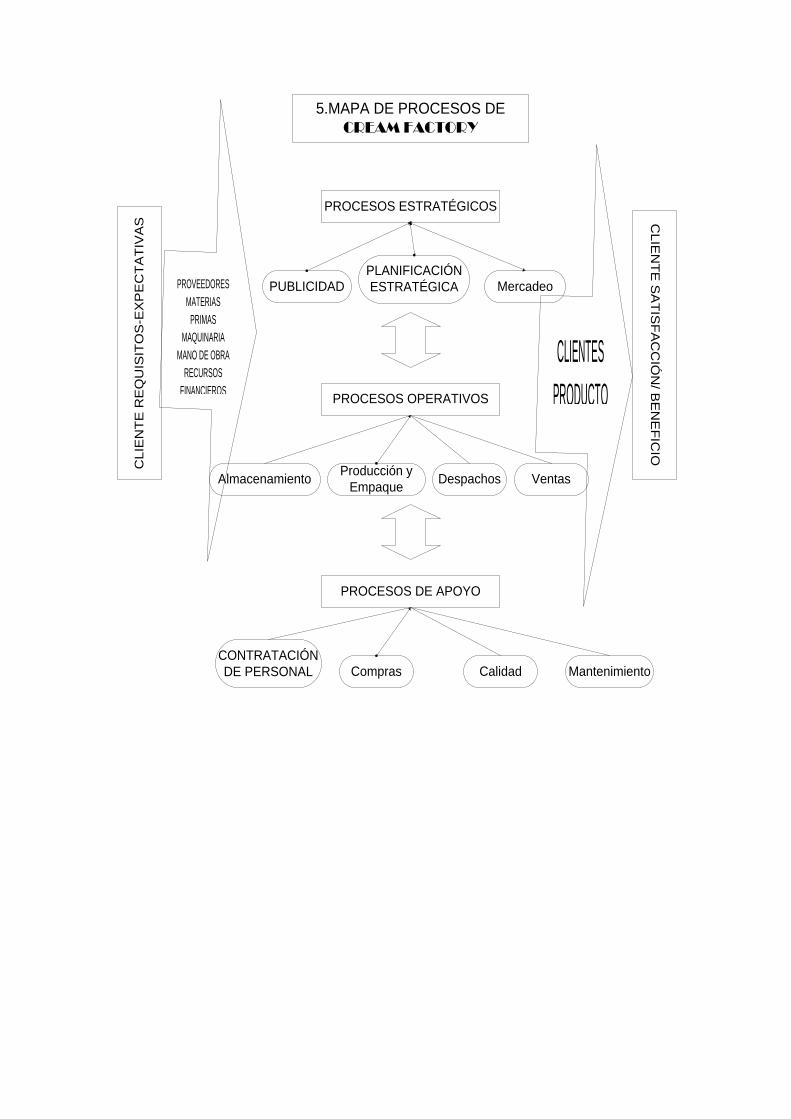
5.MAPA DE PROCESOS DE
CREAM FACTORYC
LIE
NT
E R
EQ
UIS
ITO
S-E
XP
EC
TA
TIV
AS
PROCESOS ESTRATÉGICOS
PUBLICIDADPLANIFICACIÓN
ESTRATÉGICA Mercadeo
PROCESOS OPERATIVOS
AlmacenamientoProducción y
EmpaqueDespachos Ventas
PROCESOS DE APOYO
CONTRATACIÓN
DE PERSONAL Compras Calidad Mantenimiento
CL
IEN
TE
SA
TIS
FA
CC
IÓN
/ BE
NE
FIC
IO
PROVEEDORES
MATERIAS
PRIMAS
MAQUINARIA
MANO DE OBRA
RECURSOS
FINANCIEROS
CLIENTES
PRODUCTO
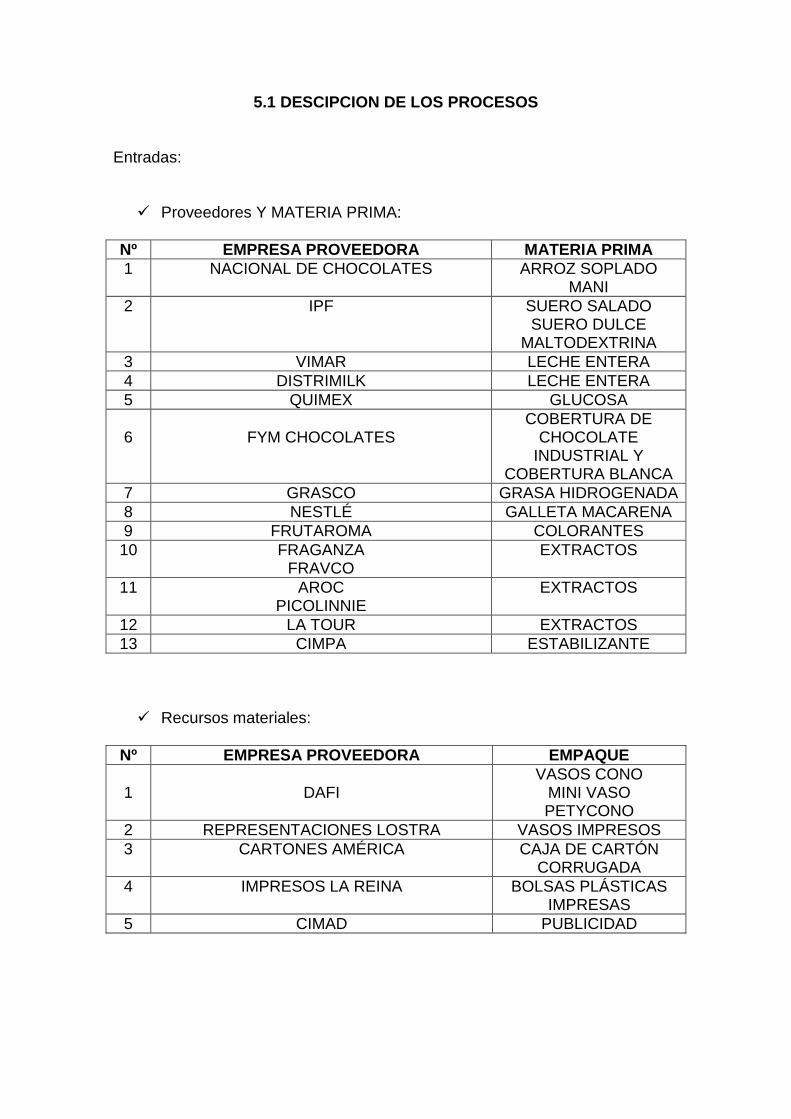
5.1 DESCIPCION DE LOS PROCESOS
Entradas: Proveedores Y MATERIA PRIMA:
Nº EMPRESA PROVEEDORA MATERIA PRIMA
1 NACIONAL DE CHOCOLATES ARROZ SOPLADO MANI
2 IPF SUERO SALADO SUERO DULCE
MALTODEXTRINA
3 VIMAR LECHE ENTERA
4 DISTRIMILK LECHE ENTERA
5 QUIMEX GLUCOSA
6
FYM CHOCOLATES
COBERTURA DE CHOCOLATE
INDUSTRIAL Y COBERTURA BLANCA
7 GRASCO GRASA HIDROGENADA
8 NESTLÉ GALLETA MACARENA
9 FRUTAROMA COLORANTES
10 FRAGANZA FRAVCO
EXTRACTOS
11 AROC PICOLINNIE
EXTRACTOS
12 LA TOUR EXTRACTOS
13 CIMPA ESTABILIZANTE
Recursos materiales:
Nº EMPRESA PROVEEDORA EMPAQUE
1
DAFI
VASOS CONO MINI VASO PETYCONO
2 REPRESENTACIONES LOSTRA VASOS IMPRESOS
3 CARTONES AMÉRICA CAJA DE CARTÓN CORRUGADA
4 IMPRESOS LA REINA BOLSAS PLÁSTICAS IMPRESAS
5 CIMAD PUBLICIDAD
Maquinaria: 1 Salmuera 2 Tanques Pasteurizadores 1 Homogenizador 6 Tanques Maduradores 2 Tanques Auxiliares 2 Tanques de Cremeras 1 Banco de Hielo 1 Horno 2 Maquinas Selladoras Manuales Recursos financieros:
Cuentan con crédito de 30, 45 y 60 días por parte de sus proveedores, utilidades de las ventas y distribución de sus productos y sobrefijos en los bancos. Recursos humanos o Mano de obra:
A la cabeza de la empresa se encuentran el Gerente y el
Subgerente que conforman la Alta Gerencia.
Cuadros medios se encuentran un Asesor Legal, en el área de contabilidad se cuenta bajo la dirección el Jefe de Contabilidad, dos Auxiliares Contables y una Auxiliar de Caja.
El área de Ventas y Despacho, se encuentra bajo la dirección del
Jefe de Ventas, a es le siguen el Jefe de Despacho, Auxiliar de Facturación y dos Auxiliares de Despachos.
En la planta de producción, cuenta con la dirección de una
Supervisora de producción, dos Auxiliares de los tres Cuartos Fríos y un Jefe de Producción, la cual tiene a su mando los operarios de la planta de producción.
Información: Adquirida por el personal calificado, con experiencia en
manipulación de alimentos y cremas, a través de sus proveedores, que no solo los proveen de materia prima, sino que también les aportan conocimientos de tendencias de helados y la diseñadora personal con quien cuenta la empresa actualmente.
Salidas: Clientes: Que tienen su establecimiento o heladería, abasteciendo de
toda su publicidad y de los productos (cremas y helados) de la línea factory que desea el cliente. Cualquier persona que requiera de los
servicios de compra de los productos, adquiriéndolos personalmente o a través de pedidos a domicilio.
Clientes Nacionales en:
Popayán
Yumbo
Palmira
Zarzal
Tulúa
Roldadillo. Productos:
ChocoCono Vasos Galletas Sundae Helado de Fruta Paletas
5.2 IDENTIFICACIÓN DE LOS PROCESOS A NIVEL ESTRATÉGICO, OPERATIVO Y DE APOYO
PROCESOS ESTRATÉGICOS: Mercadeo: hace referencia al estudio o investigación de mercados,
sobre las necesidades y exigencias de los consumidores. Publicidad: El como llegar a sus clientes a través de la publicidad, dando
a conocer sus productos, teniendo en cuenta todos los diseños e innovaciones creativos, partiendo desde el punto de vista en que el principal consumidor son los niños, por ser amantes al dulce y a los helados.
Planificación Estratégica: la innovación y lanzamiento de nuevos
productos al mercado. Sacar nuevos productos y estar al tanto de las nuevas tendencias de helados en el mundo.
PROCESOS OPERATIVOS: Almacenamiento: transporte de los productos previamente procesados y
empacados, hacia los cuartos de almacenamientos o cuartos fríos. Ventas: comercialización y distribución de los productos a sus clientes o
consumidores.
Producción y empaque: cronograma de actividades en la elaboración de los productos (helados y cremas) y su posterior empaque.
Despachos: recepción de los pedidos, y entrega al cliente que los
requirió, ya se personalmente o a domicilio. PROCESOS DE APOYO: Mantenimiento: reparación y mantenimientos preventivos; para prever
daños futuros y mayores, y mantenimientos correctivos; en el momento en que ocurre la falla en la máquina realizadas por el técnico.
Contratación del personal: contratar personal calificado con experiencia
en la manipulación de alimentos y cremas, y dar una capacitación sobre el manejo de las máquinas y equipos con que cuenta la empresa. Verificar que el personal use adecuadamente los EPP (Elementos de Protección Personal) y normas de higiene y seguridad industrial.
Compras: de materia prima, insumos y materiales de empaque,
inspeccionar los requerimientos y establecer unas políticas de pago con los proveedores.
Calidad: brindar productos de buena calidad, poseer equipos bien
calibrados y en buen estado para los procesos productivos, materiales no corrosivos etc.
PROCESO OPERATIVO: PRODUCCIÓN Y EMPAQUE Responsable del Proceso: jefe de producción Objetivo: Realizar los procesos productivos cumpliendo con los requerimientos de calidad y los acuerdos establecidos con el cliente, optimizando los recursos, aprovechando la capacidad instalada de la planta y obteniendo los mejores niveles de productividad. Recursos: materia prima, insumos, material de empaque, maquinaria, moldes, canastas, infraestructura. Proveedores:
1. Compras 2. Almacenamiento 3. Despachos/Ventas 4. Mantenimiento
Entradas:
1. Materias primas, insumos, material de empaque 2. Informe de Inventarios 3. Concentración pedido/Orden de pedido 4. Equipos en optimo estado
ACTIVIDADES (PHVA): PLANEAR:
• Establecer los requisitos de los productos
• Definir los procesos y recursos
• Establecer los criterios de producto conforme
• Determinar los medios para identificar el producto a través de todo el proceso productivo.
• Programar la producción con base a inventario y pedidos.
HACER:
• Generar ordenes de producción
• Recepcionar materia prima
• Realizar Procesos producción
• Realizar procesos empaque
• Desinfección de maquinas
VERIFICAR:
• Verificar la conformidad de los productos
• Verificar el cumplimiento de los requisitos y características del producto
• Realizar inspección y auditoria de seguridad
• Verificar el cumplimiento de los indicadores de productividad
ACTUAR:
• Identificar y controlar los productos defectuosos
• Ajustar los procesos cuando halla desviaciones con respecto a los requerimientos
• Analizar las tendencias de indicadores y alcanzar metas. Clientes:
1. Almacenamiento 2. Almacenamiento/ Gestión financiera
Salidas:
1. Producto terminado 2. Orden de producción generada
PROCESO ESTRÁTEGICO: MERCADEO Responsable del Proceso: Jefe de Ventas Objetivo: Diseñar e implementar estrategias, por medio del análisis de información, integrando los elementos involucrados en la comercialización de la manera más eficiente y oportuna, que permitan la satisfacción del cliente. Recursos:
Presupuesto, personal. Proveedores:
1. Gestión financiera 2. Ventas 3. Producción 4. Almacenamiento. 5. Fuentes externas
Entradas:
1. Informe de costos. 2. Informe de ventas. 3. Informe de producción. 4. Informe almacenamiento. 5. Información del mercado. 6. Información de quejas y reclamos.
PLANEAR:
• Establecer política de precios para la empresa.
• Determinar las necesidades y requisitos del cliente.
• Establecer mecanismos para medir la satisfacción del cliente.
• Definir los mecanismos de comunicación con los clientes.
• Determinar las necesidades de recursos para promociones, eventos, etc.
• Realizar presupuesto de ventas HACER:
• Diseñar e implementar estrategias que nos permita brindar una oferta que satisfaga al cliente.
• Realizar las encuestas de satisfacción del cliente. • Realizar acuerdos comerciales y de producto con los clientes. • Realizar pruebas sensoriales de producto.
VERIFICAR:
• Verificar los precios del mercado.
• Validar la información que arrojan las investigaciones de mercado.
• Verificar que la información que llega por parte de los clientes tome el curso adecuado.
• Análisis de las encuestas de satisfacción del cliente.
ACTUAR:
• Fijar o modificar precios.
• Generar respuestas a las sugerencias e inquietudes de los clientes.
• Realizar los cambios para aumentar la satisfacción del cliente. Clientes:
Todos los procesos.
Salidas:
1. Plan de Mercadeo: • Estrategias de precios para los diferentes líneas de productos. • Estrategias de promoción para posicionar la marca y sus productos. • Ideas nuevas de producto y mejoramientos para los actuales. • Estrategias de servicio al cliente. • Nuevos vías de distribución y mantenimiento a los actuales. 2. Acuerdos comerciales y de producto con los clientes.
3. Presupuesto de ventas.
PROCESO DE APOYO: MANTENIMIENTO Responsable del Proceso: técnico Objetivo: Garantizar el óptimo funcionamiento de los equipos y maquinaria y la preservación de la infraestructura, a través del mantenimiento preventivo encaminado a minimizar las fallas imprevistas, brindando seguridad y eficiencia para el desarrollo de los procesos al interior de la organización. Recursos:
• Maquinas – repuestos – personal – herramientas
Proveedores:
1. Todos los procesos Entradas:
1. Repuestos 2. Solicitud de mantenimiento
PLANEAR:
• Determinar el presupuesto para el área
• Programar mantenimiento de equipos, maquinaria e instalaciones locativas.
• Planear mantenimiento solicitado.
HACER:
• Ejecutar los mantenimientos programados
• Controlar los dispositivos de medición
VERIFICAR:
• Verificar si el mantenimiento resulto satisfactorio
• Cumplimiento de indicadores
• Cumplimiento de los cronogramas ACTUAR:
• Investigar las causas de la no ejecución del cronograma y reprogramar mantenimiento.
• Investigar las causas de paros de maquina y establecer acciones preventivas
Clientes:
Todos los procesos.
Salidas: 1 .Equipos, infraestructura en óptimas condiciones
6. DESCRIPCIÓN DEL PROBLEMA
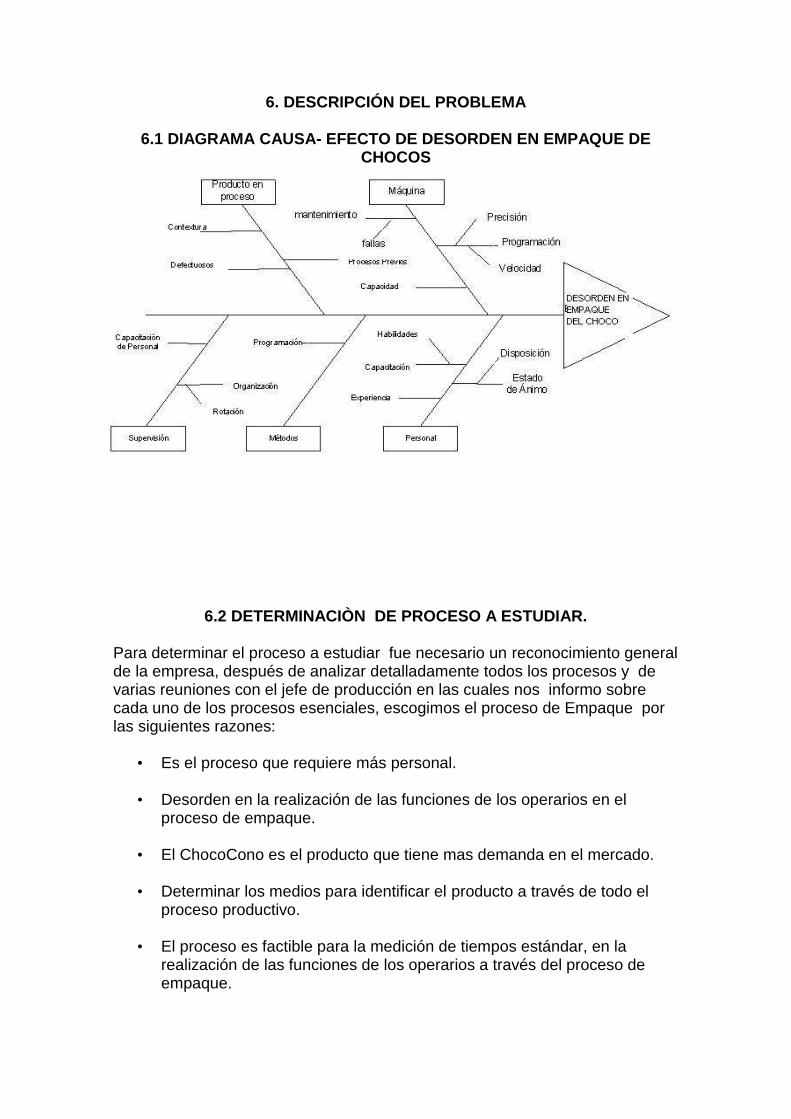
6.1 DIAGRAMA CAUSA- EFECTO DE DESORDEN EN EMPAQUE DE CHOCOS
6.2 DETERMINACIÒN DE PROCESO A ESTUDIAR.
Para determinar el proceso a estudiar fue necesario un reconocimiento general de la empresa, después de analizar detalladamente todos los procesos y de varias reuniones con el jefe de producción en las cuales nos informo sobre cada uno de los procesos esenciales, escogimos el proceso de Empaque por las siguientes razones:
• Es el proceso que requiere más personal.
• Desorden en la realización de las funciones de los operarios en el proceso de empaque.
• El ChocoCono es el producto que tiene mas demanda en el mercado.
• Determinar los medios para identificar el producto a través de todo el proceso productivo.
• El proceso es factible para la medición de tiempos estándar, en la
realización de las funciones de los operarios a través del proceso de empaque.
• El proceso donde se lleva cabo se debe restructurar sus estaciones de trabajo.
• En el proceso de empaque se determina y controla el producto
terminado y los productos defectuosos.
6.3 DETERMINACION DEL PROBLEMA A ESTUDIAR.
Para determinar el problema a estudiar se realizo una observación exhaustiva y una descripción detallada del proceso elegido y a partir de técnicas de diagramación y exploración, se encontraron las siguientes falencias mediante una lluvias de ideas (Brainstorming).
CONDICIONES DE LA PLANTA FISICA: a pesar de que sus espacios son aprovechados al máximo, los elementos de transporte de productos terminados obstruyen el paso de los operarios de un lugar a otro, ocasionando tropiezos y enojo entre ellos. Al transportar los productos previamente empacados a los cuartos fríos deben desplazarse una trayectoria un poco larga, la cual produce fatiga.
CONDICIONES DE LOS MATERIALES UTILIZADOS: los materiales y equipos utilizados se encuentran en muy buen estado, solo que las operarias almacenan en su lugar de trabajo las canastas en donde se almacenas los productos terminados y empacados obstaculizando el paso de las demás operarias.
DESORDEN EN EL PROCESO DE EMPAQUES DE CHOCOS: las tareas de cada operaria no están estipuladas debido al poco personal que hay en la planta, por lo tanto todas realizan todas las tareas desorganizadamente, provocando movimientos innecesarios y retraso en los procesos.
6.4 SELECCIÓN DEL PROBLEMA
Dentro de los problemas propuestos se puede notar que algunos requieren innovación tecnológica, utilización de presupuesto, lo cual esta por fuera de nuestra manos.
El mejor método y el mas aplicable para lograr mayor Productividad es la organización de las actividades o tareas que debe desempeñar cada operaria, y restructurar la área del proceso del chocono, esta mejora solo requiere de estudio de métodos y tiempos, la cual nos permitirá obtener una maximización de utilidades, y reducción de movimientos innecesarios en los procesos de empaque de los productos terminados.
PROPUESTA DE MEJORAMIENTO DE LA SITUACION ANTERIOR DONDE
APLICAREMOS EL CONCEPTO DE DISTRIBUCION DE PLANTA
INTRODUCCION
Al llegar a esta empresa CREAM FACTORY, la cual nos abrió las puertas totalmente dispuesta a colaborarnos en nuestro estudio de mejora de la empresa, la cual es un vivo ejemplo de superación, organización y trabajo en equipo. Al principio pensábamos que esta empresa no tenía problemas, pero no bajamos la guardia y seguimos indagando y observando porque; “Todo es mejorable”, y hayamos un problema de desorden en la forma de ejecución de las labores de los operarios en el proceso de elaboración de los ChocoConos (producto estrella). La estrategia de reorganización de las funciones de los operarios seria el punto de partida para definir y plantear mejor el problema y darles una adecuada solución a la cual esperamos traerá consigo varios beneficios para la empresa, si deciden implementar dicha mejora.
1 OBJETIVOS
OBJETIVO GENERAL
Una vez identificado el problema, plantearemos una propuesta de mejoramiento, con el fin de hallar una mejor eficiencia en los procesos de fabricación del ChocoCono desde su inicio hasta su llevada el cuarto frió para su posterior distribución.
1.2 OBJETIVOS ESPECÍFICOS
Realizar un estudio de métodos y tiempos para los procesos y a partir de esta información identificar un área o proceso a mejorar por medio de técnicas de determinación de estándares de tiempos y diagramas.
Plantear una mejor organización de los puestos de trabajo de cada operario dentro de la planta de producción, para así eliminar movimientos innecesarios y desorden en la planta.
2. PLANTEAMIENTO DEL PROBLEMA DESORGANIZACION EN EL PROCESO DE EMPAQUE DE LOS CHOCOS DONDE SE APLICALA DISTRIBUCION DE PLANTA SITUACION ACTUAL DEL PROBLEMA El problema se centra en el proceso de empaque ya que según observamos no hay una correcta organización en la secuencia de las operaciones, porque la serie de tareas que realizaban los operarios no era siempre la misma, en ocasiones ellos dejaban de hacer su tarea especifica y realizaban otra actividad diferente al proceso de empaque, porque tenían tiempos libres y lo trataban de aprovechar realizando otra actividad.
el encargado del empaque de los 10 chococonos cuando no había chocos por empacar pasaba al proceso de elaboración de cremas
los operarios encargados de sellar las bolsas individuales y con los 10 chocos, terminaban su labor antes que el que los empacaba y por esto pasaban a ayudar a la persona de la anterior estación que se retrasaba en su proceso
Se Realizo un diagrama de causa-efecto, para observar algunas de las causas de la desorganizaciones en el proceso de empaque de los chocos.
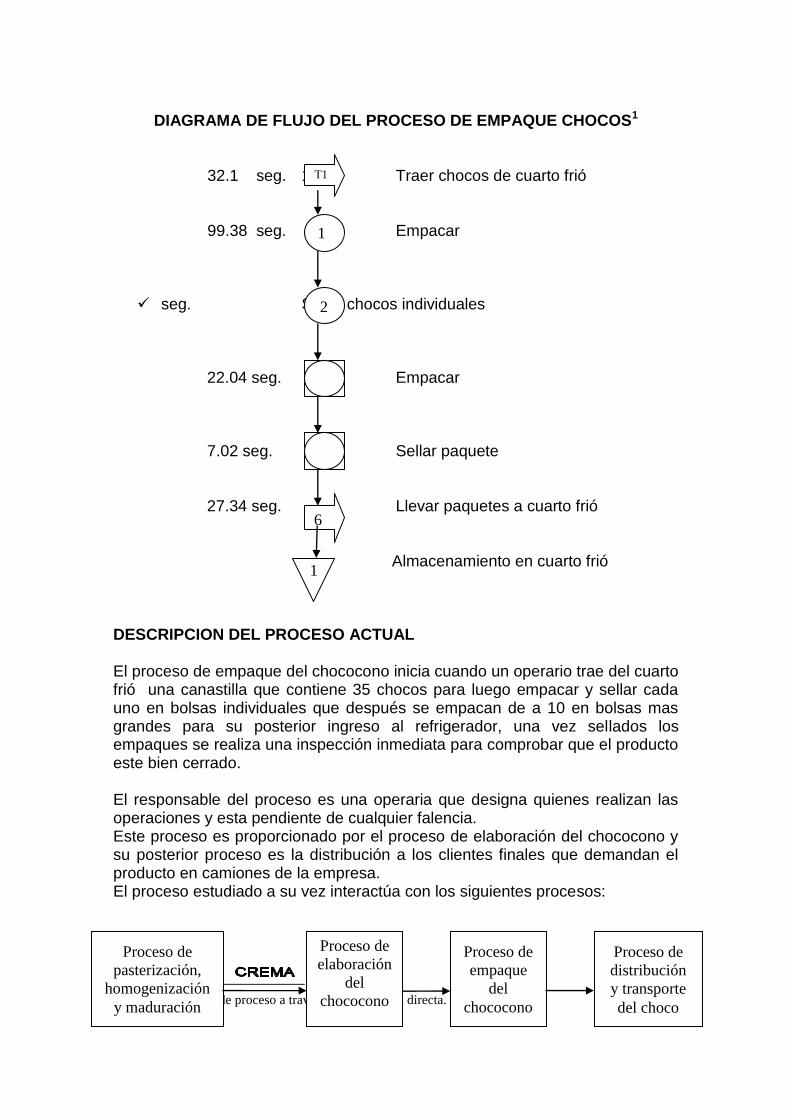
DIAGRAMA DE FLUJO DEL PROCESO DE EMPAQUE CHOCOS1
32.1 seg. 1 Traer chocos de cuarto frió 99.38 seg. 2 Empacar seg. Sellar chocos individuales
22.04 seg. 4 Empacar 7.02 seg. 5 Sellar paquete 27.34 seg. Llevar paquetes a cuarto frió
Almacenamiento en cuarto frió
DESCRIPCION DEL PROCESO ACTUAL El proceso de empaque del chococono inicia cuando un operario trae del cuarto frió una canastilla que contiene 35 chocos para luego empacar y sellar cada uno en bolsas individuales que después se empacan de a 10 en bolsas mas grandes para su posterior ingreso al refrigerador, una vez sellados los empaques se realiza una inspección inmediata para comprobar que el producto este bien cerrado. El responsable del proceso es una operaria que designa quienes realizan las operaciones y esta pendiente de cualquier falencia. Este proceso es proporcionado por el proceso de elaboración del chococono y su posterior proceso es la distribución a los clientes finales que demandan el producto en camiones de la empresa. El proceso estudiado a su vez interactúa con los siguientes procesos: 1 Obtención de proceso a través de observación directa.
T1
1
1
2
43
6
Proceso de
pasterización,
homogenización
y maduración
Proceso de
elaboración
del
chococono
Proceso de
empaque
del
chococono
Proceso de
distribución
y transporte
del choco
1
Los recursos del proceso son los siguientes: La responsable del proceso considera que son necesarias 3 personas en el proceso de empaque de las cuales 1 se encarga de traer los chocos y empacarlos, otra de sellarlos y una ultima los distribuye en bolsas y los lleva al refrigerador. Materiales necesarios:
1. Chococonos previamente elaborados y refrigerados 2. Bolsas para empaque individual previamente marcadas con la fecha de
vencimiento del producto 3. Bolsas para el empaque de lotes de 10 chococono.
Infraestructura necesaria:
2 Mesas de acero inoxidable
Rejillas para poner los chocos.
Una selladora pequeña para bolsas individuales
Una selladora grande para bolas de 10 chocos
Canastillas para el transporte de las bolsas grandes al refrigerador
Consideramos que los recursos críticos para la obtención del proceso que si llegasen a faltar o fallar, tendrían un impacto inmediato y negativo en el resultado del proceso son los operarios porque esta labor es realizada prácticamente de forma artesanal porque las maquinas no son automatizadas, además e el proceso que utiliza la mayor cantidad de operarios.
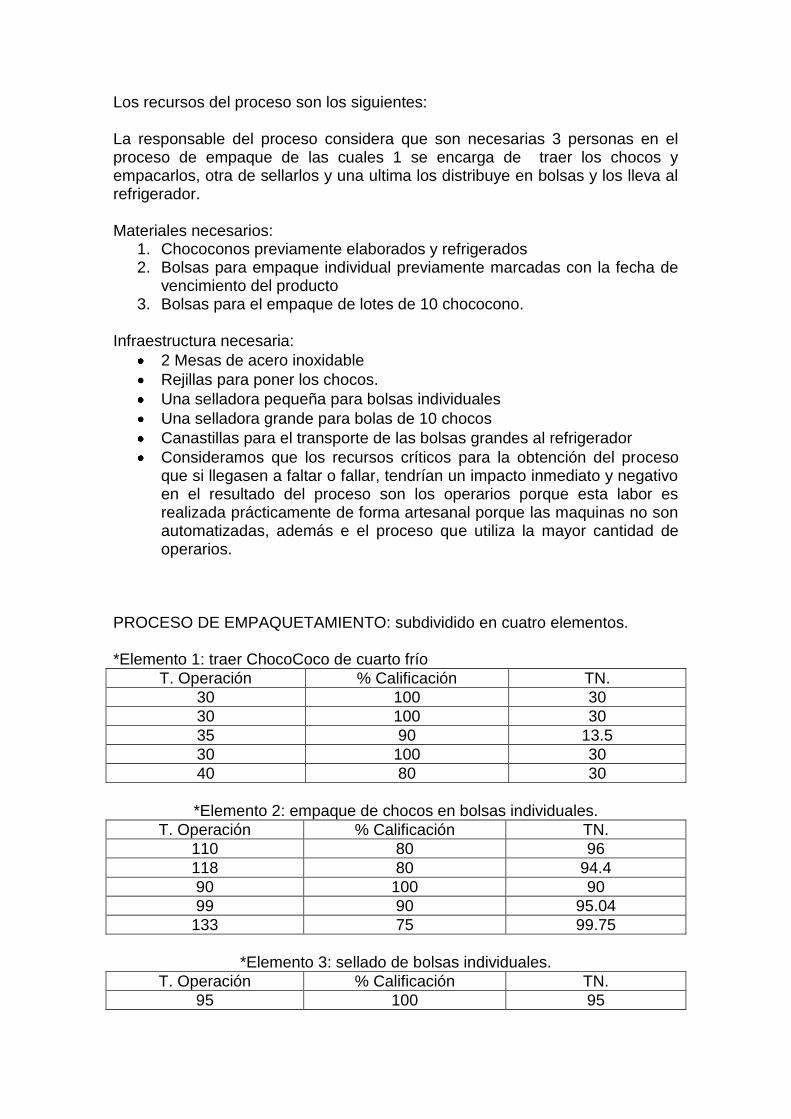
PROCESO DE EMPAQUETAMIENTO: subdividido en cuatro elementos. *Elemento 1: traer ChocoCoco de cuarto frío
T. Operación % Calificación TN.
30 100 30
30 100 30
35 90 13.5
30 100 30
40 80 30
*Elemento 2: empaque de chocos en bolsas individuales.
T. Operación % Calificación TN.
110 80 96
118 80 94.4
90 100 90
99 90 95.04
133 75 99.75
*Elemento 3: sellado de bolsas individuales.
T. Operación % Calificación TN.
95 100 95
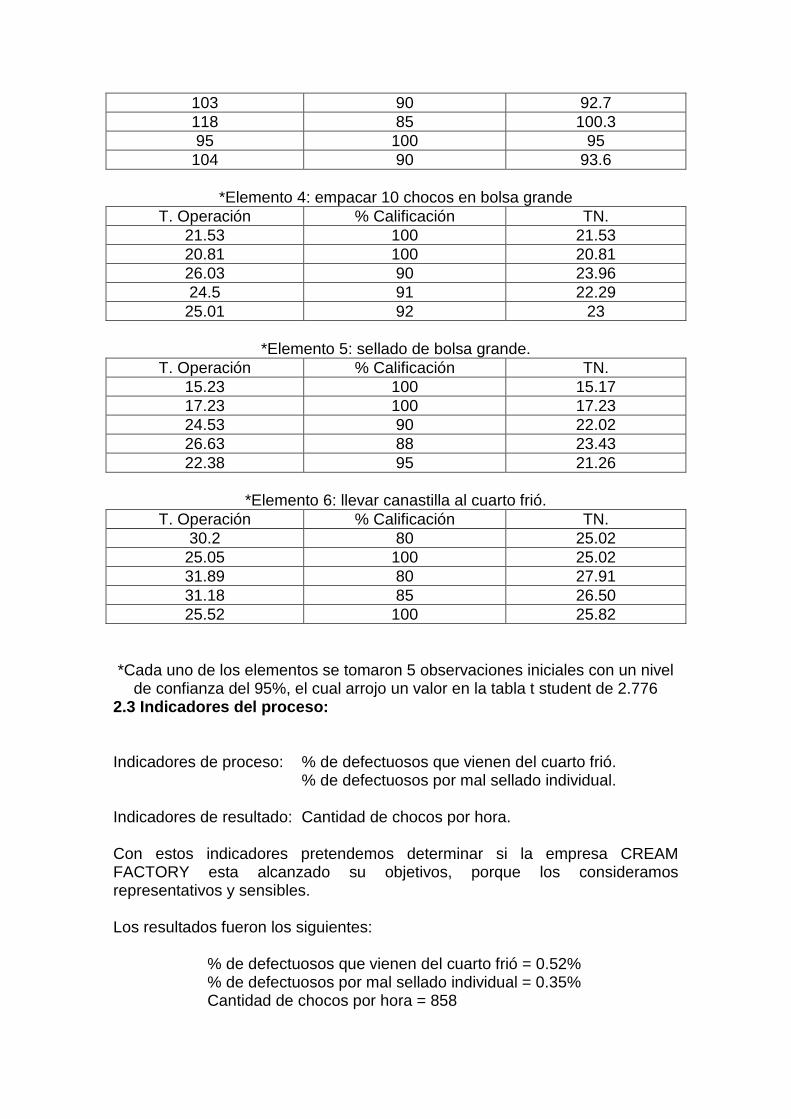
103 90 92.7
118 85 100.3
95 100 95
104 90 93.6
*Elemento 4: empacar 10 chocos en bolsa grande
T. Operación % Calificación TN.
21.53 100 21.53
20.81 100 20.81
26.03 90 23.96
24.5 91 22.29
25.01 92 23
*Elemento 5: sellado de bolsa grande.
T. Operación % Calificación TN.
15.23 100 15.17
17.23 100 17.23
24.53 90 22.02
26.63 88 23.43
22.38 95 21.26
*Elemento 6: llevar canastilla al cuarto frió.
T. Operación % Calificación TN.
30.2 80 25.02
25.05 100 25.02
31.89 80 27.91
31.18 85 26.50
25.52 100 25.82
*Cada uno de los elementos se tomaron 5 observaciones iniciales con un nivel
de confianza del 95%, el cual arrojo un valor en la tabla t student de 2.776 2.3 Indicadores del proceso: Indicadores de proceso: % de defectuosos que vienen del cuarto frió. % de defectuosos por mal sellado individual. Indicadores de resultado: Cantidad de chocos por hora. Con estos indicadores pretendemos determinar si la empresa CREAM FACTORY esta alcanzado su objetivos, porque los consideramos representativos y sensibles. Los resultados fueron los siguientes: % de defectuosos que vienen del cuarto frió = 0.52% % de defectuosos por mal sellado individual = 0.35% Cantidad de chocos por hora = 858
ESTUDIO DE METODOS Y TIEMPOS DEL PROCESO ACTUAL Definición del método: La metodología para la realización del empaque la subdividimos en tres estaciones. La estación contenía los elementos 1 y 2. La estación 2 contiene el elemento 3 y la estación 3 contiene los elementos 4, 5 y 6. Elemento 1: traer chocos del cuarto frió. Descripción del método: ir al cuarto frió, tomar la rejilla que posee los 35 chocos y regresar al lugar donde se realiza el proceso de empaque. Elemento 2: empaque de chocos en bolsas individuales. Descripción del método: alcanzar bolsa, tomar choco de la rejilla, introducirlo en la bolsa y posicionarlo al lado derecho. Elemento 3: sellado de bolsas individuales. Descripción del método: tomar la bolsa con el chococono, ponerlo de tal forma que la parte abierta del empaque se ajuste a la maquina de sellado, y accionar el pedal de la maquina selladora, para sellar el empaque y luego colocar la bolsa sellada al lado derecho del operario. Elemento 4: empacar 10 chocos en bolsa grande. Descripción del método: tomar choco sellado, introducirlo en la bolsa grande y repetir esta operación 10 veces y dejarlo al lado derecho. Elemento 5: sellado de bolsa grande. Descripción del método: alcanzar bolsa con los diez chocos, ponerlo de tal forma que la parte abierta del empaque se ajuste a la maquina de sellado, y accionar el pedal de la maquina selladora para sellar el empaque y luego colocar la bolsa sellada en una canasta para su posterior traslado al cuarto frió. Elemento 6: llevar canastilla al cuarto frió. Descripción del método: tomar la canastilla con 5 bolsas de los diez chocos y transportarla al cuarto frió para su almacenamiento. 2.1 TOMA DE DATOS Para determinar cuantos ciclos estudiar hicimos una toma de datos iniciales en los cuales encontramos el verdadero numero de observaciones con la ayuda de la siguiente formula:
Luego de hallar los datos necesarios sacamos el tiempo estándar de cada elemento así: TS = TN ( 1 + SUPLEMENTO)
2
2
2
d
szn
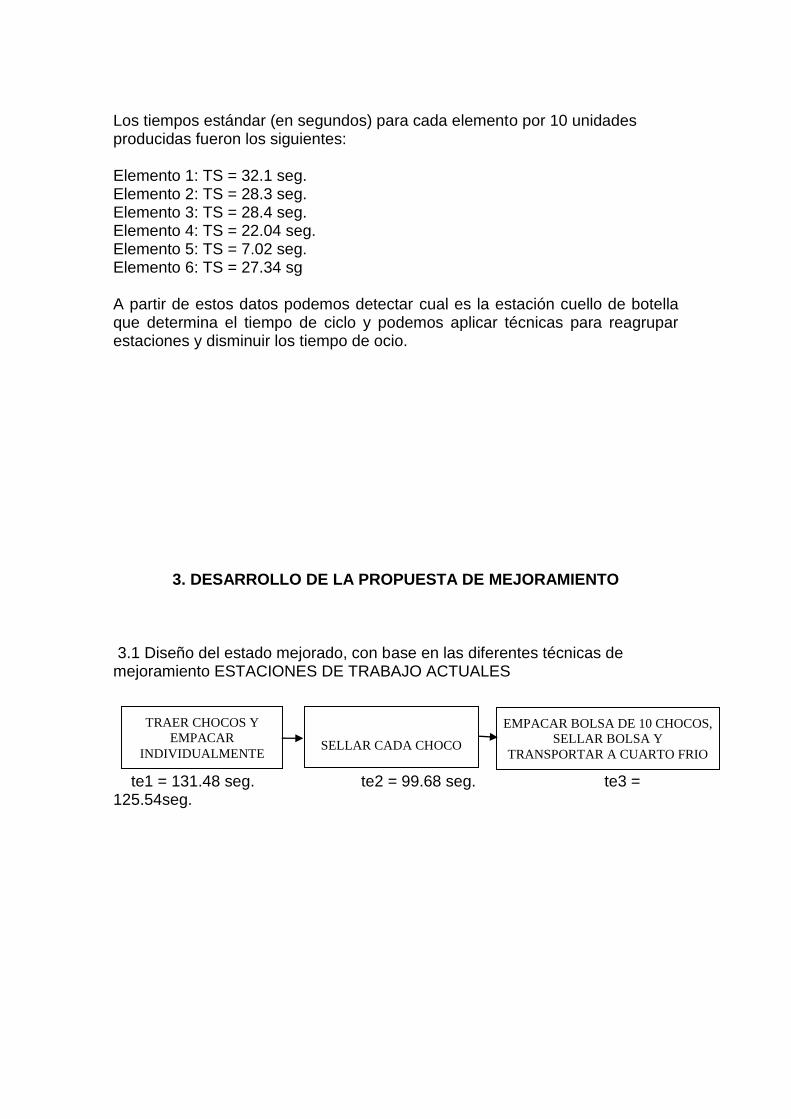
Los tiempos estándar (en segundos) para cada elemento por 10 unidades producidas fueron los siguientes: Elemento 1: TS = 32.1 seg. Elemento 2: TS = 28.3 seg. Elemento 3: TS = 28.4 seg. Elemento 4: TS = 22.04 seg. Elemento 5: TS = 7.02 seg. Elemento 6: TS = 27.34 sg A partir de estos datos podemos detectar cual es la estación cuello de botella que determina el tiempo de ciclo y podemos aplicar técnicas para reagrupar estaciones y disminuir los tiempo de ocio.
3. DESARROLLO DE LA PROPUESTA DE MEJORAMIENTO
3.1 Diseño del estado mejorado, con base en las diferentes técnicas de mejoramiento ESTACIONES DE TRABAJO ACTUALES te1 = 131.48 seg. te2 = 99.68 seg. te3 = 125.54seg.
TRAER CHOCOS Y
EMPACAR
INDIVIDUALMENTE
EMPACAR BOLSA DE 10 CHOCOS,
SELLAR BOLSA Y
TRANSPORTAR A CUARTO FRIO
SELLAR CADA CHOCO
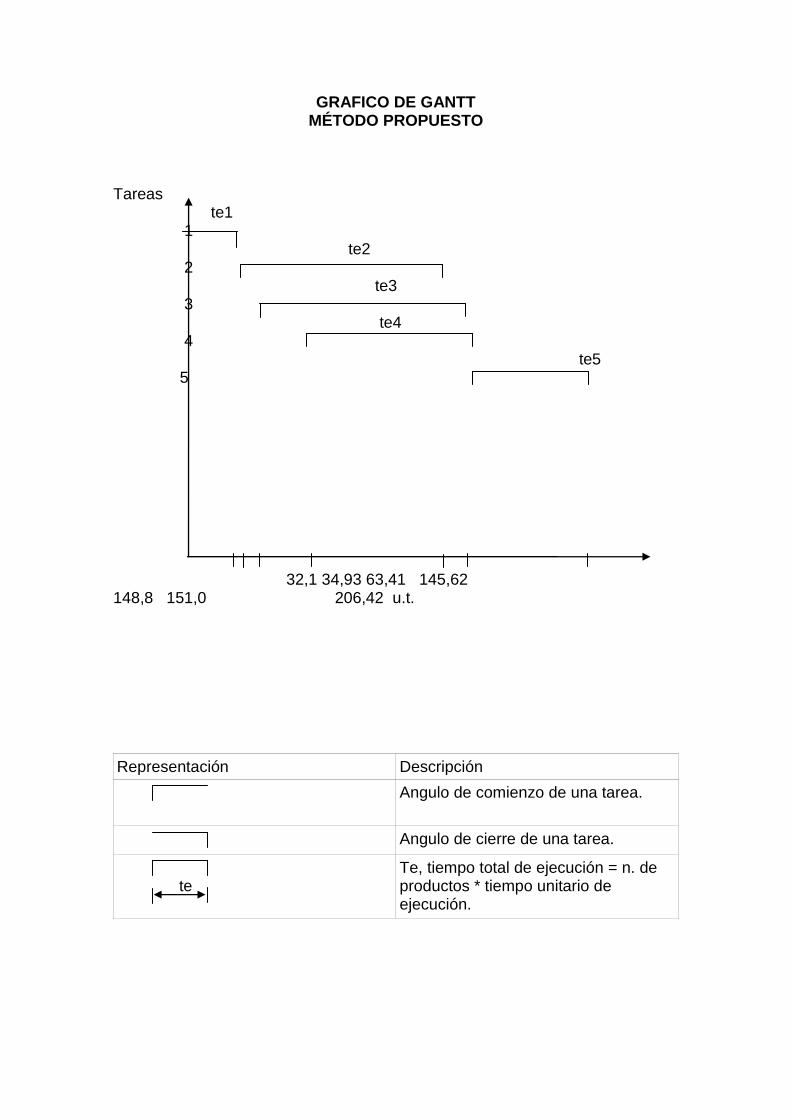
GRAFICO DE GANTT MÉTODO PROPUESTO
Tareas te1 1 te2 2 te3 3 te4 4 te5 5
32,1 34,93 63,41 145,62 148,8 151,0 206,42 u.t.
Representación Descripción
Angulo de comienzo de una tarea.
Angulo de cierre de una tarea.
te
Te, tiempo total de ejecución = n. de productos * tiempo unitario de ejecución.
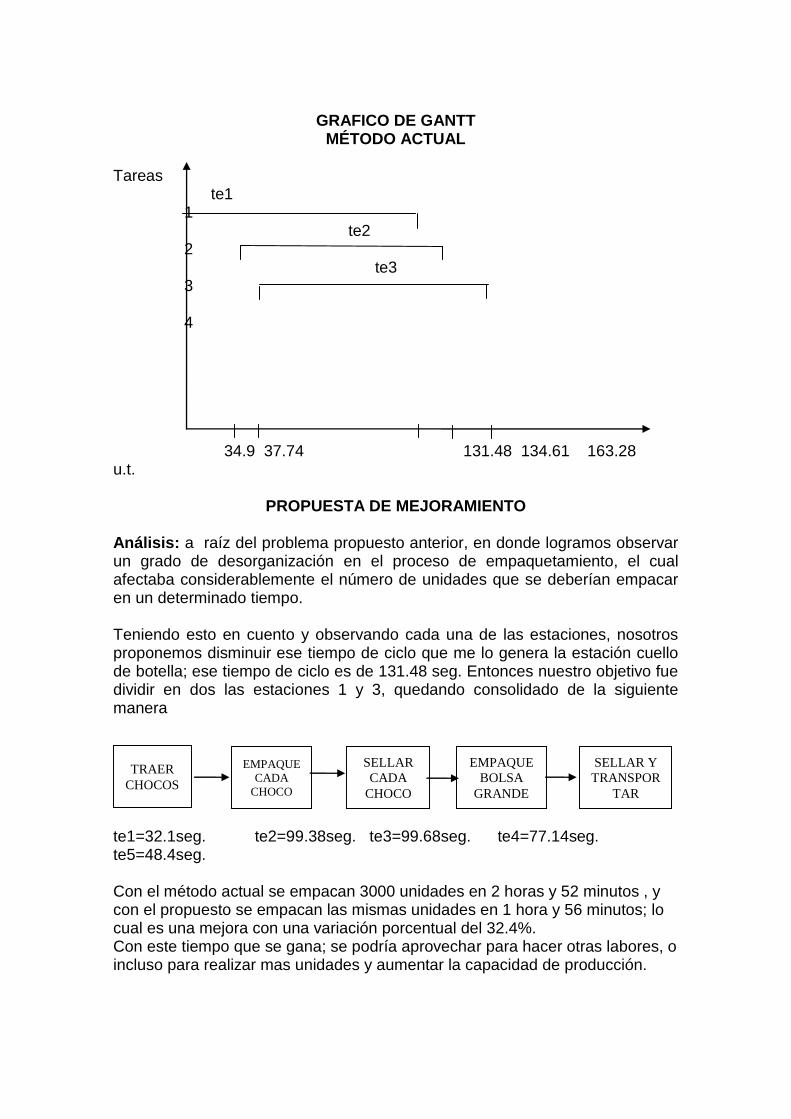
GRAFICO DE GANTT
MÉTODO ACTUAL Tareas te1 1 te2 2 te3 3 4
34.9 37.74 131.48 134.61 163.28 u.t.
PROPUESTA DE MEJORAMIENTO
Análisis: a raíz del problema propuesto anterior, en donde logramos observar un grado de desorganización en el proceso de empaquetamiento, el cual afectaba considerablemente el número de unidades que se deberían empacar en un determinado tiempo. Teniendo esto en cuento y observando cada una de las estaciones, nosotros proponemos disminuir ese tiempo de ciclo que me lo genera la estación cuello de botella; ese tiempo de ciclo es de 131.48 seg. Entonces nuestro objetivo fue dividir en dos las estaciones 1 y 3, quedando consolidado de la siguiente manera te1=32.1seg. te2=99.38seg. te3=99.68seg. te4=77.14seg. te5=48.4seg. Con el método actual se empacan 3000 unidades en 2 horas y 52 minutos , y con el propuesto se empacan las mismas unidades en 1 hora y 56 minutos; lo cual es una mejora con una variación porcentual del 32.4%. Con este tiempo que se gana; se podría aprovechar para hacer otras labores, o incluso para realizar mas unidades y aumentar la capacidad de producción.
TRAER
CHOCOS
EMPAQUE
CADA
CHOCO
SELLAR
CADA
CHOCO
EMPAQUE
BOLSA
GRANDE
SELLAR Y
TRANSPOR
TAR
CONCLUSIONES
Se logro mejorar la ubicación de los puestos de empaques para los chococono, logrando el ahorro del tiempo en el procesos
No existen un manual de procesos para cada puesto de trabajo que guie las funciones del operario.
SUGERENCIAS
Crear un manual de funciones para cada estación de trabajo con el cual se puedan regular y supervisar las funciones de los operarios.
BIBLIOGRAFIA
Organización basada en procesos. Jorge Macazaga. Alfaomega. Ingeniería Industrial: Métodos, Tiempos y Movimientos. NIEBEL
Benjamín. McGraw-Hilll, 1999. Introducción a la teoría general de sistemas. Johansen.
Introducción al pensamiento sistémico. Joseph O´connor