implementación de los métodos de ensayo para...
TRANSCRIPT
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
1
Resumen — En la actualidad las empresas que fabriquen
tarjetas plásticas financieras con CHIP, mejor llamadas tarjetas
inteligentes, deben certificarse bajo la guía Internacional CQM
(Card Quality Management), el presente informe es la
materialización de las exigencias de esta guía expedida por
MasterCard International Corp. desde el año 2000. El CQM
podría ser descrito como el QS9000 (el certificado de calidad
para la industria del automóvil) para la industria de las tarjetas.
Abstract— At present, companies that manufacture plastic
cards financial CHIP, better smart cards, should be certified
under the International Guide CQM (Card Quality
Management), this project is the fulfillment of the requirements
of this guidance issued by MasterCard International Inc. from
2000. The CQM might be described as the QS9000 (quality
certification for the automotive industry) for the card industry.
Índice de Términos — ADICIONES: Se refiere a los elementos
adicionales a los mínimos (PVC – Banda Magnética) de una tarjeta financiera,
tales como: Panel de firma, hologramas, estampados, CB CARD BODY hace
referencia a la tarjeta plástica elaborada en PVC, CQM Card Quality
Management, norma internacional expedida por Master Card Internacional que
evalúa los fabricantes de tarjetas inteligentes alrededor del mundo,
DECOLORACIÓN: Pérdida de las tonalidades en la tarjeta, producida
principalmente por factores como luz ó calor, IC INTEGRATED CIRCUIT
módulo chip, DEFORMACIÓN: Cambios físicos en la integridad de la tarjeta,
DELAMINACIÓN separación de las capas y/o láminas de PVC que
componen las tarjetas, ICC INTEGRATED CHIP CARD tarjeta plástica que
contiene un módulo chip, ICCP INTEGRATED CHIP CARD
PERSONALIZED tarjeta con chip y además personalizada en su frente y
Informe entregado para su revisión 27 de Julio de 2011. Este proyecto se
llevó a cabo en la empresa Hogier Gartner & Cía. S.A., fabricante de tarjetas
financieras y muestra algunos de las métodos de ensayo implementados para
conseguir la certificación CQM requerida para la fabricación de tarjetas
inteligentes cobiadas por la franquicia Master Card Internacional.
Primer Autor. Tecnólogo Industrial e Ingeniero de Producción de la
Universidad Distrital Francisco José de Caldas. Analista de Producción de
Hogier Gartner & Cía. S.A. Experto en el cálculo de materiales y programación
de la producción de la compañía.
Segundo Autor. Tecnóloga Industrial e Ingeniera de Producción de la
Universidad Distrital Francisco José de Caldas. Se desempeñó como Analista
de Calidad de la misma compañía. En el año 2010 le fue asignado el proyecto
de implementación de la norma CQM, el cual fue implementado en un trabajo
conjunto con su colega y compañero Sergio Cotrino. Hogier Gartner recibió la
certificación en CQM el mismo año de su implementación.
reverso con información del cliente, RETIRO cara posterior de la tarjeta,
también conocido como reverso, TIRO cara frontal de la tarjeta, también
conocido como anverso, TRANSFERENCIA DE COLOR: Contaminación
y/o transferencia de tintas de una tarjeta a otra como consecuencia de su unión
por un período prolongado, TRANSFERENCIA DE MATERIAL:
Contaminación y/o transferencia de materiales tales como banda magnética,
panel de firma, hologramas ó estampados de una tarjeta a otra como
consecuencia de su unión por un período prolongado, TIRO cara frontal de la
tarjeta, también conocido como anverso. RETIRO cara posterior de la tarjeta,
también conocido como reverso. DELAMINACIÓN separación de las capas
y/o láminas de PVC que componen las tarjetas. DECOLORACIÓN: Pérdida
de las tonalidades en la tarjeta, producida principalmente por factores como luz
ó calor. COERCITIVIDAD: Fuerza electromagnética requerida para
magnetizar o codificar una banda magnética. TRANSFERENCIA DE
COLOR: Contaminación y/o transferencia de tintas de una tarjeta a otra como
consecuencia de su unión por un período prolongado. TRANSFERENCIA DE
MATERIAL: Contaminación y/o transferencia de materiales tales como banda
magnética, panel de firma, hologramas ó estampados de una tarjeta a otra
como consecuencia de su unión por un período prolongado.
DEFORMACIÓN: Cambios físicos en la integridad de la tarjeta.
I. INTRODUCCIÓN
Actualmente los Sistemas de Gestión se han convertido en
la estructura más eficaz que utilizan las organizaciones
para gestión y mejora continua, existen sistemas de
gestión según el enfoque que la organización quiera mejorar,
ejemplo son las normas de calidad ISO 9001, que difieren
bastante del resto ya son genéricas debido a la diversidad de
productos o servicios que se realizan en las compañías.
El presente Proyecto de Grado, consiste en la implementación
de un Sistema de Gestión de Calidad de producto que exige la
línea de documentación de la norma ISO 9001, (por lo tanto la
empresa debe estar certificada), pero que no solo habla de la
calidad de los procesos y respectiva gestión, sino de la calidad
de un producto específico, que es el resultado de la
optimización y control de los procesos, como lo son las tarjetas
financieras. Card Quality Management CQM, es un sistema de
gestión que garantiza la calidad de las tarjetas financieras
(plásticos) que se fabrican bajo la franquicia Master Card y
exige la aplicación de ensayos ó pruebas físicas para la
validación del producto (tarjetas financieras), las cuales
requieren un óptimo desempeño y durabilidad en manos del
cuentahabiente.
Implementación de los Métodos de Ensayo para
Tarjetas Inteligentes basados en el Sistema
Internacional CARD QUALITY MANAGEMENT
CQM (Mayo 2012)
Cotrino A. Sergio, e-mail: [email protected]. Leiva J. Erika, e-mail: [email protected]
A
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
2
Tal exigencia es el objeto del proyecto, el desarrollo de los
métodos de ensayo en la empresa HOGIER GARTNER &
CÍA. S.A. y de todo el andamiaje que condujo finalmente a la
consecución del certificado internacional en mes de julio, luego
de una minuciosa y prolongada auditoria parte del consultor
alemán Uwe Trüggelmann, siendo uno de los iniciadores de
esta norma en Master Card Internacional.
II. GUÍA INTERNACIONAL CARD QUALITY MANAGEMENT
CQM
A. ¿Qué es el Card Quality Management Infraestructure
Quality Requirements?
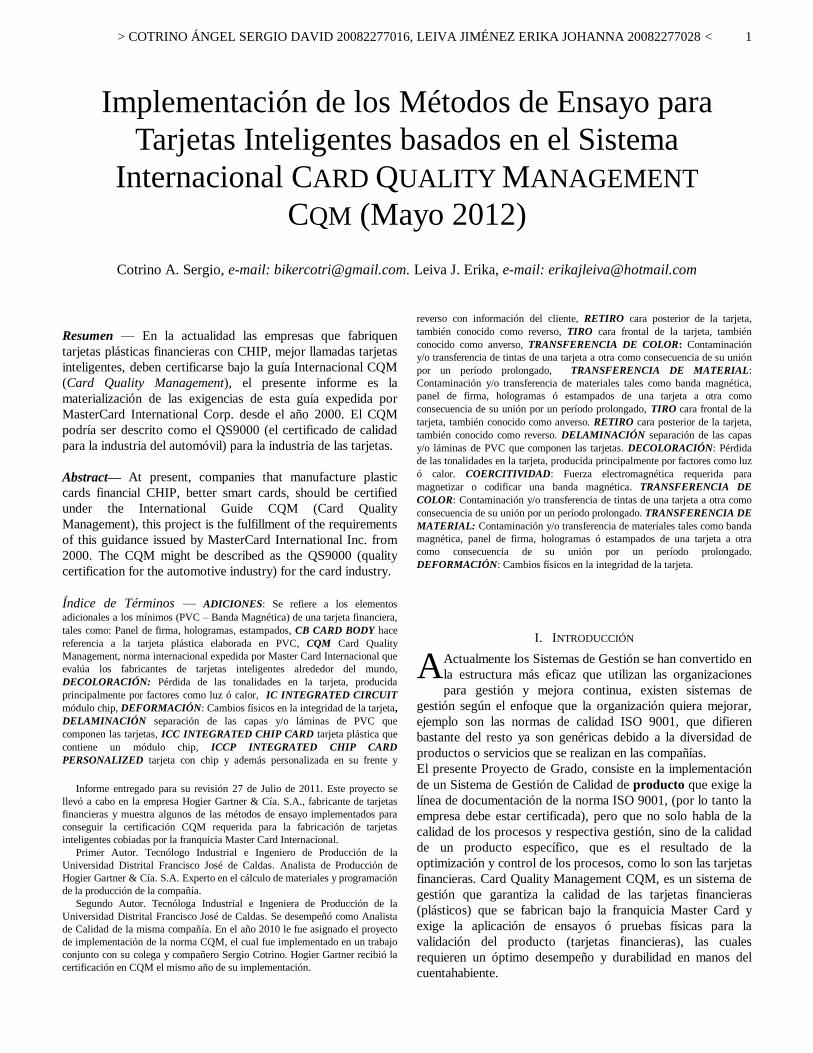
El CQM es una guía desarrollada por Master Card
Internacional en el año 2001, donde se consignan todos los
lineamientos de las tarjetas financieras inteligentes: desde el
fabricante de la tarjeta, el fabricante del circuito eléctrico del
chip, el fabricante del chip, el ensamblador y la personalización
de la tarjeta así:
Fig. 1. Flujo de materiales de la tarjeta inteligente Master Card International.
B. Estructura de la guía CQM.
La implementación en Hogier Gartner & Cía. S.A., aplica
para los capítulos número 5, 10 y 16 de esta guía dado que la
empresa se dedica a la fabricación y personalización de tarjetas
financieras, los cuales son:
-- Capítulo 5: Infraestructura de Calidad requerida para
la fabricación de la tarjeta plástica.
-- Capítulo 10: Ensayos físicos para las tarjetas
-- Capítulo 16: Requerimientos para la laminación del
chip.
Master Card Internacional a través de la implementación de
la guía otorga la certificación (Dependiendo el objeto social de
la empresa que lo esté implementando a:
a. los fabricantes del circuito eléctrico del chip,
b. los fabricantes del módulo ó chip (conocida como IC
Integrated Circuit),
c. los ensambladores quienes fabrican la tarjeta plástica
(CB Card Body) e implantan el chip (ICC Integrated
Chip Card).
d. Las compañías que personalizan las tarjetas (ICCP
Integrated Chip Card Perso).
III. TARJETA FINANCIERA INTELIGENTE
La tarjeta inteligente (Smart Card), es una tarjeta que
contiene por lo general algún tipo de chip, ya sea de memoria o
microprocesador. Estos son utilizados para el almacenamiento
de valores, información o combinados.
A. Construcción.
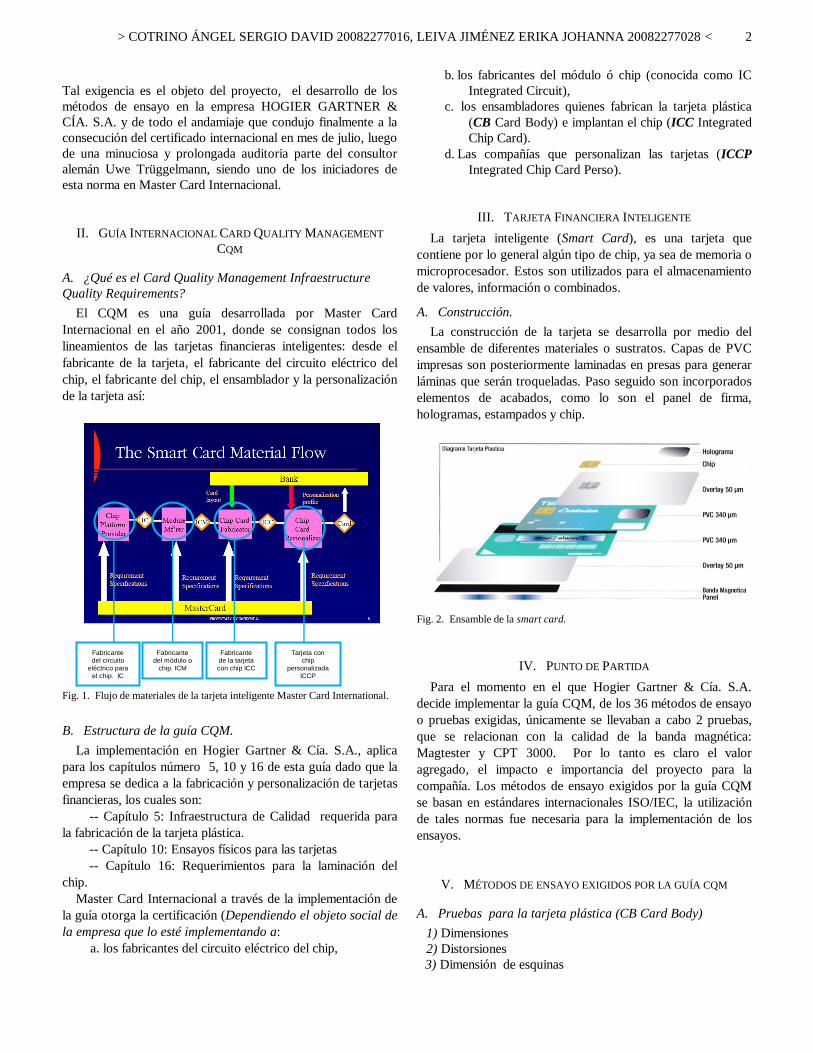
La construcción de la tarjeta se desarrolla por medio del
ensamble de diferentes materiales o sustratos. Capas de PVC
impresas son posteriormente laminadas en presas para generar
láminas que serán troqueladas. Paso seguido son incorporados
elementos de acabados, como lo son el panel de firma,
hologramas, estampados y chip.
Fig. 2. Ensamble de la smart card.
IV. PUNTO DE PARTIDA
Para el momento en el que Hogier Gartner & Cía. S.A.
decide implementar la guía CQM, de los 36 métodos de ensayo
o pruebas exigidas, únicamente se llevaban a cabo 2 pruebas,
que se relacionan con la calidad de la banda magnética:
Magtester y CPT 3000. Por lo tanto es claro el valor
agregado, el impacto e importancia del proyecto para la
compañía. Los métodos de ensayo exigidos por la guía CQM
se basan en estándares internacionales ISO/IEC, la utilización
de tales normas fue necesaria para la implementación de los
ensayos.
V. MÉTODOS DE ENSAYO EXIGIDOS POR LA GUÍA CQM
A. Pruebas para la tarjeta plástica (CB Card Body)
1) Dimensiones
2) Distorsiones
3) Dimensión de esquinas
Fabricante del circuito
eléctrico para el chip. IC
Fabricante del módulo o
chip. ICM
chip.
ICM
Fabricante de la tarjeta con chip ICC
Tarjeta con chip
personalizada ICCP
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
3
4) Bloqueo de tarjetas Métodos De Ensayo Parte 3
5) Resistencia a químicos (Corta)
6) Uso de la Banda Magnética
7) Adherencia de la banda magnética
8) Adherencia de Holograma y Panel de Firma
9) Resistencia al Calor
10) Distorsiones de la Superficie
11) Rigidez al doblado
12) Durabilidad
13) Delaminación
B. Pruebas para tarjetas con chip (ICC Integrated Circuit
Card)
14) Resistencia Mecánica: Tarjetas con chip
15) Prueba de Plantillas: Dimensión y ubicación del chip
16) Prueba Calibre del Chip
17) Profundidad de la cavidad para implante del chip
18) Fresado de la cavidad de implante
19) Wrapping test
C. Pruebas Tarjeta Personalizada (ICCP IC Card
Personalized)
20) Durabilidad de la tinta de realce
21) Prueba de plantillas: Ubicación de los caracteres de
realce
22) Resistencia del realce al calor
23) Integridad de los caracteres
24) Ubicación del lndentado
25) lndentado en el frente de la tarjeta
26) Resistencia mecánica: Ausencia de estrés residual
D. Pruebas Externas
27) Deformación Banda Magnética
28) Aspereza de la banda magnética
29) Abrasión de la banda magnética
30) Resistencia a químicos (Long Term contamination)
31) Opacidad
32) Test Tres Ruedas
33) Solidez
34) Prueba de Relieve (Presión)
35) Durabilidad del lndentado
36) Durabilidad del Estampado
E. Pruebas a desarrollar en el presente informe
1) Dimensión de esquinas
2) Bloqueo de tarjetas
3) Resistencia a químicos (Corta)
4) Adherencia de Holograma y Panel de Firma
5) Wrapping test
6) Resistencia al Calor
7) Rígidez al doblado
VI. PRUEBA 1: DIMENSIÓN DE ESQUINAS
A. Finalidad de la prueba
Comprobar que las esquinas de la tarjeta se encuentran en un
radio de 3.18 mm ± 0.3 mm y que los cantos y/o lados de la
tarjeta están alineados a las prolongaciones del radio.
B. Descripción del método de ensayo
Esta prueba consiste en evaluar sí las esquinas de la tarjeta
se encuentran perfectamente alineadas con un patrón trazable
el cual debe incluir las dimensiones normalizadas mencionadas
en el apartado 4.5.1.1 del presente documento. Inicialmente la
prueba exige verificar el cumplimiento del requisito a una
magnificación de 7x, tal amplitud únicamente se puede lograr
con un Proyector de Perfiles y/o con microscopio, por tanto la
tarea inicial consistió en conseguir en el mercado nacional e
internacional el equipo que cumpliera con las exigencias del
CQM, para ésta y otras pruebas en las que se requería.
Finalmente para el laboratorio se adquiere un microscopio con
una magnificación de 7x - 45x. La prueba exige conseguir y/o
construir un patrón trazable para realizar la validación de los
radios de las esquinas por tanto se hizo necesario conseguir
una retícula para el microscopio que ofreciera diferentes radios.
Tal retícula se ingresó al Control Maestro de Metrología de la
compañía. Debido a que no es posible tomar la retícula como
patrón trazable (ésta no muestra la proyección de los radios
exigido por la prueba), a partir de ella se ideó la manera de
diseñar el patrón necesario para validar cada radio de las
esquinas y la proyección lateral de cada uno. En COREL
DRAW se elabora entonces, una plantilla en acetato que se
establece como patrón de medición.
C. Procedimiento1
El ensayo según requerimiento CQM e ISO/IEC
denominada Corners2 se implementó de la siguiente manera:
Para este ensayo en particular, la norma no especifica
condiciones previas para desarrollar el ensayo3. La plantilla
PT077 debe ser trazable con referencia a la Retícula
patrón PT200, para ello en el Stereomicroscopio, se debe
ubicar la Retícula y sobre ella, la plantilla patrón y comprobar
que los radios de la plantilla, tanto el interno (de 2.88 mm)
como el externo (de 3.48 mm), coinciden exactamente con los
radios de la retícula para estas dimensiones. El
Stereomicroscopio se gradúa en 1.0 para una magnificación de
10x. Con las luces del Stereomicroscopio encendidas, se
posiciona la Plantilla PT077 y la tarjeta en el soporte del
equipo. La prueba se desarrolla con el tiro hacia arriba. Se
ubica cada esquina entre los dos cuadrantes del patrón. Si la
esquina se encuentra entre las dos líneas circulares y los
bordes adyacentes de la tarjeta se encuentran paralelos, el radio
1 Los procedimientos que aquí se presentan son las rutinas desarrolladas
para el instructivo de trabajo del laboratorio el cual se elaboró bajo el esquema
“A prueba de bobos” (filosofía de la compañía). Tales instrucciones se
plasmaron luego de desarrollar las pruebas hasta conseguir el cumplimiento
del requisito. 2 El procedimiento se describe ampliamente en: Guía CQM, sección, 10.3.5. 3 Sin embargo para realizar cualquier tipo de ensayo, como mínimo deben
dejarse las tarjetas en reposo de 24h a temperatura ambiente, con ello el
plástico se recupera luego de ser sometido a diferentes esfuerzos durante los
procesos de fabricación.
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
4
de la esquina cumple con el requisito. Se repite el
procedimiento para cada esquina.
D. Análisis de los resultados
Al tener la plantilla patrón se validaron tarjetas en proceso,
se observó que el radio manejado en producción para las
esquinas de las tarjetas era 5µ menos de lo exigido por la
norma.
E. Cambios en el proceso
Debido a que no se venía cumpliendo con las medidas
estandarizadas, fue necesario rectificar todos los troqueles de
corte de tarjetas ajustándolos a la norma. Se implementó la
Prueba de troqueles4
cada vez que se realice un afilado de los
mismos (mensualmente) y con ello garantizar que la dimensión
de los radios y los bordes de la tarjeta sean los exigidos
internacionalmente. Los ensayos consecutivos (mensuales)
siempre han presentado cumplimiento del requisito para las
cuatro esquinas y sus respectivos cantos.
VII. PRUEBA 2: BLOQUEO DE TARJETAS
A. Finalidad de la Prueba
Comprobar que estando sometidas a almacenaje durante
periodos prolongados, las tarjetas no van presentar los
siguientes defectos:
-- Delaminación
-- Decoloración o transferencia de color
-- Cambios en la superficie final
-- Transferencia de material de una a otra
-- Deformación
Luego de tal almacenaje las tarjetas se deben separar
fácilmente.
B. Descripción del método de ensayo.
Debido a que se deben reproducir o simular las condiciones
de almacenamiento, se hace necesario someter las tarjetas a
condiciones de presión y calor. Se inició el desarrollo del
ensayo precariamente haciendo pruebas con una estufa de
cocina eléctrica, que se encontraba en las instalaciones, tal
elemento se descartó porque no fue posible controlar las
condiciones ambientales en las cuales se desarrollaba la tarjeta,
es decir, el resultado de la prueba cambiaba en el momento en
que cambiaba la temperatura ambiente así la estufa se
mantuviera a una temperatura constante, además el calor se
concentraba en las tarjetas que quedaban más cerca de la
hornilla. Dado que definitivamente una estufa no era el mejor
elemento para la transmisión de calor, fue necesaria la
consecución del horno de laboratorio. Además de la
temperatura, durante el almacenaje, las tarjetas soportan la
influencia de una nueva variable: la Presión. La prueba pide
4 Prueba adicional a la norma CQM, donde mensualmente se verifica el
corte y las dimensiones de los troqueles. Fue necesario su implementación
para comprobar la validez de las esquinas de las tarjetas, consiste en tomar una
muestra de 100 tarjetas recientemente troqueladas y comparar todas sus
dimensiones (alto, ancho, calibre mediante el uso de indicadores digitales y su
software de lectura, el cual también fue adquirido para la implementación de la
norma).
aplicar una presión uniforme de 2.5 kPa ± 0.13kPa. Para no
invertir en aparatos adicionales y además la presión requerida
se debía aplicar dentro del horno se consiguió tal presión
fabricando un bloque en acero con un peso específico de
1.150g (Dimensiones: 2.5 x 9 x 5.9 cm).
C. Procedimiento
Condiciones de la prueba: Se deben mantener las tarjetas en
reposo, en el laboratorio de calidad, durante 24 horas previas a
la prueba. Luego de ello, se agrupan las tarjetas y se revisa que
cada una se pueda separar fácilmente con las manos. Las
tarjetas deben estar en grupos de 5, todas en la misma
orientación, con el retiro hacia abajo.Se ubica el bloque en
acero sobre el grupo de tarjetas. Se gradúa el horno a una
temperatura de 40ºC ± 3ºC y a una humedad relativa de 40% a
60% por 48 horas. Al final de este periodo, las tarjetas se
regresan a una temperatura de 23º C +/-3 y una HR 40% a
60%. Se verifican si las tarjetas se pueden separar
manualmente. Se inspeccionan las tarjetas individualmente para
comprobar que se presentan o no, posibles deterioros
atribuibles al test, incluyendo algunos grados de los defectos
mencionados en el ítem A.
D. Análisis de los resultados
Aunque las tarjetas se someten a un tiempo prolongado en el
horno, ninguna de las pruebas realizadas ha presentado
resultados negativos, lo que significa la calidad del producto y
además la calidad de los materiales utilizados en su fabricación.
Según el resultado anterior se concluye que las tarjetas que
permanecen almacenadas durante periodos entre 1 a 3 años
(garantía ofrecida) no cambias sus características físicas las
cuales, permanecen estables en el tiempo.
E. Cambios en el proceso
Debido a esta prueba se verificaron las tarjetas almacenadas
en custodia encontrando una única referencia en la cual se
presentaba transferencia del estampado6, debido a esto se
realizó la trazabilidad a la OP7 encontrando que para este caso
se adquirió una cinta de estampación especial para dar el
acabado requerido, propio del diseño de la tarjeta. Se realizó
una prueba adicional de Simulación de uso8 donde se evidenció
el desgaste temprano de la cinta. Se consideró la devolución al
cliente de las tarjetas almacenadas en custodia que lleven en la
compañía más de 3 años o su destrucción si el cliente así lo
autoriza. Como acción correctiva para las tarjetas a las cuales
se le practicó la simulación de uso, se debió conseguir una
cinta de estampación que ofreciera las condiciones de
desempeño requeridas.
6 Estampado ó “hot stamping” se refiere a figuras de la tarjeta que se graban al
calor en la tarjeta mediante el uso de sellos con el diseño requerido a los cuales
se les reconoce como clissés. 7 Orden de Producción bajo la cual se fabricó la tarjeta, la cual contiene los
procesos, los responsables y los materiales utilizados. 8 A grandes rasgos consiste en el paso de la tarjeta 2000 veces por un datáfono.
Esta prueba no se encuentra dentro del requerimiento CQM pero si se
desarrolló por los autores y se implementó para otras necesidades de validación
de la calidad del producto. El procedimiento se encuentra documentado en un
registro interno de la compañía denominada GAMA DE CONTROL.

> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
5
VIII. PRUEBA 3: RESISTENCIA A QUÍMICOS
A. Finalidad de la prueba
Comprobar que la integridad física de la tarjeta se mantiene
al contaminarse con compuestos químicos que usualmente se
encuentran en ambientes en los que comúnmente las tarjetas
son expuestas, ellos: bebidas y/o alimentos, limpiadores,
cosméticos, combustibles.
B. Descripción del método de ensayo
La prueba consiste en sumergir durante un minuto (1min) las
tarjetas las cuales son analizadas previa y posteriormente. En el
ensayo intervienen seis (6) soluciones químicas y para cada una
de ellas se deben sumergir una tarjeta de cada uno de los tipos
(CB9, ICC, e ICCP). Este es el procedimiento más extenso de
todas las pruebas exigidas. Para esta prueba se debió dotar el
laboratorio de Instrumentos propios. La prueba es denominada
de periodo corto debido a que existe también la prueba para
períodos largos (long term) que requiere un desarrollo más
complejo, por ello esta prueba se desarrolla en un laboratorio
especializado en Estados Unidos.
C. Procedimiento10
Condiciones de la prueba: Se ubican y mantienen las tarjetas
en el laboratorio de la compañía con las siguientes condiciones
ambientales controladas, durante 24 horas previas a la prueba.
-- Temperatura: 23º C +/-3
-- Humedad Relativa 40% a 60%
Se debe establecer el estado inicial de las tarjetas en cuanto a
su apariencia exterior según la Prueba de Dimensiones11.
-- Alto y ancho
-- Calibre fuera de áreas con holograma, panel, chip y/o
realce (sin adiciones).
-- Calibre en éstas áreas.
Para las tarjetas terminadas (sin chip, sin realce), se procede a
tomar la amplitud12 la banda magnética. La señal de amplitud
individual Ui debe estar entre:
-- UA, después ≥ 0,90 UA, antes,
-- Ui, después ≥ 0,90 UA, después
Elementos requeridos
-- Soluciones químicas
1. Agua con cloruro de sodio al 5% (H2O + NaCl)
2. Agua con ácido acético al 5% (H2O +
HCH2COOH)
3. Agua con carbonato de sodio al 5% (H2O +
Na2CO3)
4. Solución acuosa con alcohol etílico al 60% (H2O
+ CH3-CH2-OH)
9 Ver glosario.
10 Ver requisito en: ISO/IEC 7810 sección (8.4) y guía CQM sección 5.1.19.
La prueba se desarrolló bajo los lineamientos de la norma ISO/IEC 10373-1
sección (5.4). 11
La toma de estas dimensiones es el primero de los ensayos que se
implementó de la guía CQM. Para ello se generó un instructivo independiente
debido a la especificidad en su desarrollo y a la adquisición de nuevas
tecnologías para su realización, entre ellos se encuentran calibradores digitales
y software de aplicación. 12
La toma de la amplitud es un procedimiento específico realizado por el
departamento donde se codifica la banda magnética.
5. Agua azucarada. Solución al 10% (H2O +
C12H22O11)
6. Gasolina
7. Etilenglicol. Solución al 50% (H2O + C2H6O2)
Instrumentos de laboratorio:
-- Balanza de triple brazo
-- Caja de Petri
-- Beaker de 100 ml
-- Beaker de 600 ml
-- Probeta de 1ml
-- Pipeta Plástica
-- Pipeta de vidrio
-- Pinzas de sujeción
-- Termómetro
-- Cronómetro
-- Agua
-- Agua destilada
-- EPP (Guantes de nitrilo, tapabocas, monogafas)
-- Bayetilla blanca
-- Recipiente plástico con tapa
-- Cámara fotográfica
-- Paleta metálica
-- Papel propalcote
-- Bata de laboratorio
Alistamiento para cada una de las tarjetas a probar
Inicialmente las tarjetas se deben numerar y a cada una le
corresponde una única solución de prueba, es decir, a la
Tarjeta uno (1) le corresponde la solución química uno (1) 13 y
así para cada uno de los tipos de tarjetas.
Realización14
Preparación de las soluciones químicas: Utilizar guantes de
nitrilo, tapabocas y monogafas debido a que se puede presentar
irritación en los ojos, piel y vías respiratorias.
Preparaciones con químicos en estado líquido para 40 ml de
solución:
Solución con ácido acético al 5% (95% de agua – 5% de
químico)
-- Se miden 38 ml de agua en la probeta.
-- Se deposita el agua en el beaker.
-- Se toma el compuesto químico y con la pipeta se mide 1m
-- Se mezcla con el agua.
-- Verter en la Caja de Petri
Solución con Alcohol Etílico al 60%. Para preparación de
40 ml
-- Agua: 16 ml con la probeta y/o pipeta
-- Alcohol: 24 ml
Solución con Etilenglicol al 50%. Para preparación de 40 ml
Procedimiento anterior, proporciones así:
-- Agua 20 ml
-- Etilenglicol 20 ml
13
Agua + NaCl al 0.5. 14
Cabe recordar que las instrucciones plasmadas se realizaron bajo la
metodología “A prueba de bobos” y además que la extensión y claridad de las
instrucciones de trabajo se dan según el nivel de instrucción de la persona que
vaya a realizar la labor en el futuro.
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
6
Preparaciones con químicos en estado sólido para 40 ml de
solución
Soluciones con Carbonato de Sodio y Cloruro de Sodios al
5%. Para preparación de 40 ml
-- Se toman 40ml de agua
-- 2.06g del compuesto.
-- Se agrega al agua y se mezcla hasta conseguir completa
disolución.
Soluciones con azúcar al 10%. Para preparación de 40 ml
-- Se toman 40ml de agua en el beaker de 100ml.
-- En un cuadro de propalcote se pesan 4.12g del
compuesto.
-- Se agrega al agua y se mezcla hasta conseguir disolución.
Procedimiento para cada tarjeta15
-- Se preparar la solución indicada, ésta se debe encontrar
entre los 20 ºC y 25 ºC. Se utiliza el termómetro.
-- Se sumerge la tarjeta en la solución por un minuto.
-- Inmediatamente después, para remover los residuos
químicos de la superficie, se debe lavar la tarjeta con agua
destilada y secarla con la bayetilla.
-- Se vierte la solución en el recipiente plástico. (Por la
mínima concentración de los compuestos químicos, es posible
verterlas todas en el mismo recipiente para luego disponerlas
adecuadamente).
-- Se verifican nuevamente los requerimientos del numeral y
se comparan los resultados.
-- Se toman nuevamente la amplitud de la banda y se
compara con el resultado inicial.
-- Se examina la apariencia de la tarjeta y se determinan los
efectos causados por la prueba. Si se presentan cambios, se
deben relacionar en el formato y deben ser documentados con
fotografías anexas. Al finalizar la prueba, las soluciones
recolectadas en el recipiente plástico, deben disponerse
adecuadamente en el área de Planchas16 en el sedimentador
dispuesto para tal fin.
D. Análisis de los resultados
Previo a la prueba se debió establecer el estado de la tarjeta
en cuanto a apariencia, dimensiones e integridad, finalizada la
prueba estas mismas variables se deben tomar nuevamente:
1) Apariencia de las tarjetas:
-- Naturalmente las tarjetas se rayan al ser limpiadas con la
bayetilla blanca.
-- El tiempo que las tarjetas permanecen en las soluciones
químicas (exceptuando la gasolina y el alcohol) no es el
suficiente para corromper su integridad.
-- El Alcohol afecta el panel de firma: en la superficie se
forman poros y levanta la tinta grabada.
-- Se observó que la gasolina levantó el panel de firma
probado (se envío Notificación de No Conformidad al
proveedor). La gasolina rápidamente revela la calidad de un
insumo. La gasolina quita el brillo natural del overlay (capa que
recubre la tarjeta).
-- Debido a que la gasolina y el alcohol atacaron la
estructura de las tarjetas, se hicieron ensayos adicionales
15
Son en total 18. 16
Departamento de la compañía donde se realiza el proceso de revelado.
(tiempo mayor de sumersión) encontrando que la gasolina
deforma paulatinamente el pvc.
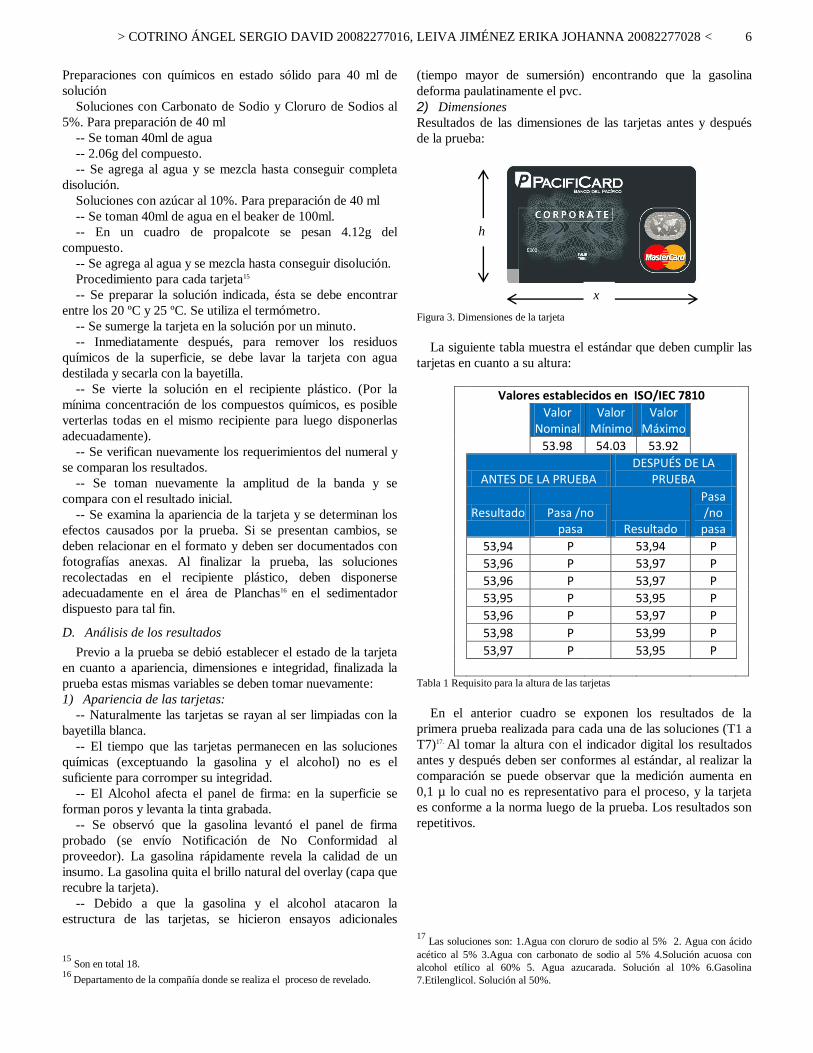
2) Dimensiones
Resultados de las dimensiones de las tarjetas antes y después
de la prueba:
Figura 3. Dimensiones de la tarjeta
La siguiente tabla muestra el estándar que deben cumplir las
tarjetas en cuanto a su altura:
Valores establecidos en ISO/IEC 7810
Valor Nominal
Valor Mínimo
Valor Máximo
53.98 54.03 53.92
ANTES DE LA PRUEBA DESPUÉS DE LA
PRUEBA
Resultado Pasa /no
pasa Resultado
Pasa /no pasa
53,94 P 53,94 P
53,96 P 53,97 P
53,96 P 53,97 P
53,95 P 53,95 P
53,96 P 53,97 P
53,98 P 53,99 P
53,97 P 53,95 P
Tabla 1 Requisito para la altura de las tarjetas
En el anterior cuadro se exponen los resultados de la
primera prueba realizada para cada una de las soluciones (T1 a
T7)17. Al tomar la altura con el indicador digital los resultados
antes y después deben ser conformes al estándar, al realizar la
comparación se puede observar que la medición aumenta en
0,1 µ lo cual no es representativo para el proceso, y la tarjeta
es conforme a la norma luego de la prueba. Los resultados son
repetitivos.
17
Las soluciones son: 1.Agua con cloruro de sodio al 5% 2. Agua con ácido
acético al 5% 3.Agua con carbonato de sodio al 5% 4.Solución acuosa con
alcohol etílico al 60% 5. Agua azucarada. Solución al 10% 6.Gasolina
7.Etilenglicol. Solución al 50%.
h
x
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
7
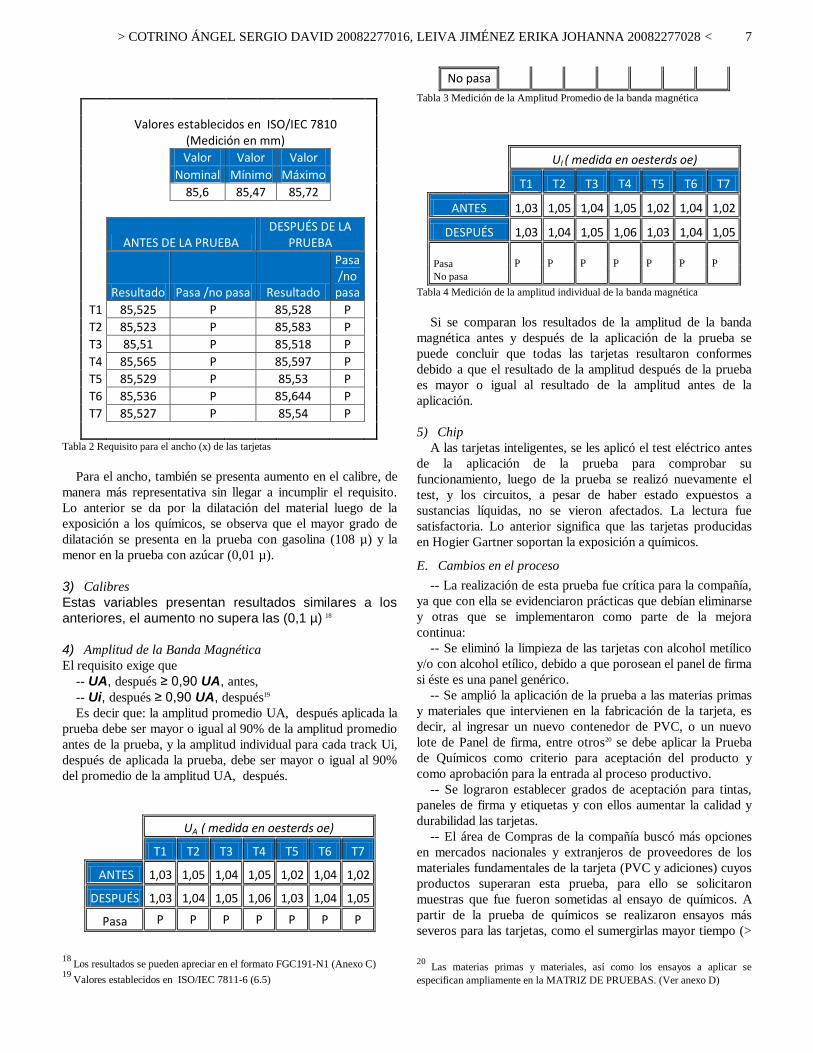
Valores establecidos en ISO/IEC 7810
(Medición en mm)
Valor Valor Valor
Nominal Mínimo Máximo
85,6 85,47 85,72
ANTES DE LA PRUEBA DESPUÉS DE LA
PRUEBA
Resultado Pasa /no pasa Resultado
Pasa /no pasa
T1 85,525 P 85,528 P
T2 85,523 P 85,583 P
T3 85,51 P 85,518 P
T4 85,565 P 85,597 P
T5 85,529 P 85,53 P
T6 85,536 P 85,644 P
T7 85,527 P 85,54 P
Tabla 2 Requisito para el ancho (x) de las tarjetas
Para el ancho, también se presenta aumento en el calibre, de
manera más representativa sin llegar a incumplir el requisito.
Lo anterior se da por la dilatación del material luego de la
exposición a los químicos, se observa que el mayor grado de
dilatación se presenta en la prueba con gasolina (108 µ) y la
menor en la prueba con azúcar (0,01 µ).
3) Calibres
Estas variables presentan resultados similares a los
anteriores, el aumento no supera las (0,1 µ) 18
4) Amplitud de la Banda Magnética
El requisito exige que
-- UA, después ≥ 0,90 UA, antes,
-- Ui, después ≥ 0,90 UA, después19
Es decir que: la amplitud promedio UA, después aplicada la
prueba debe ser mayor o igual al 90% de la amplitud promedio
antes de la prueba, y la amplitud individual para cada track Ui,
después de aplicada la prueba, debe ser mayor o igual al 90%
del promedio de la amplitud UA, después.
UA ( medida en oesterds oe)
T1 T2 T3 T4 T5 T6 T7
ANTES 1,03 1,05 1,04 1,05 1,02 1,04 1,02
DESPUÉS 1,03 1,04 1,05 1,06 1,03 1,04 1,05
Pasa P P P P P P P
18
Los resultados se pueden apreciar en el formato FGC191-N1 (Anexo C) 19
Valores establecidos en ISO/IEC 7811-6 (6.5)
No pasa
Tabla 3 Medición de la Amplitud Promedio de la banda magnética
UI ( medida en oesterds oe)
T1 T2 T3 T4 T5 T6 T7
ANTES 1,03 1,05 1,04 1,05 1,02 1,04 1,02
DESPUÉS 1,03 1,04 1,05 1,06 1,03 1,04 1,05
Pasa
No pasa
P P P P P P P
Tabla 4 Medición de la amplitud individual de la banda magnética
Si se comparan los resultados de la amplitud de la banda
magnética antes y después de la aplicación de la prueba se
puede concluir que todas las tarjetas resultaron conformes
debido a que el resultado de la amplitud después de la prueba
es mayor o igual al resultado de la amplitud antes de la
aplicación.
5) Chip
A las tarjetas inteligentes, se les aplicó el test eléctrico antes
de la aplicación de la prueba para comprobar su
funcionamiento, luego de la prueba se realizó nuevamente el
test, y los circuitos, a pesar de haber estado expuestos a
sustancias líquidas, no se vieron afectados. La lectura fue
satisfactoria. Lo anterior significa que las tarjetas producidas
en Hogier Gartner soportan la exposición a químicos.
E. Cambios en el proceso
-- La realización de esta prueba fue crítica para la compañía,
ya que con ella se evidenciaron prácticas que debían eliminarse
y otras que se implementaron como parte de la mejora
continua:
-- Se eliminó la limpieza de las tarjetas con alcohol metílico
y/o con alcohol etílico, debido a que porosean el panel de firma
si éste es una panel genérico.
-- Se amplió la aplicación de la prueba a las materias primas
y materiales que intervienen en la fabricación de la tarjeta, es
decir, al ingresar un nuevo contenedor de PVC, o un nuevo
lote de Panel de firma, entre otros20 se debe aplicar la Prueba
de Químicos como criterio para aceptación del producto y
como aprobación para la entrada al proceso productivo.
-- Se lograron establecer grados de aceptación para tintas,
paneles de firma y etiquetas y con ellos aumentar la calidad y
durabilidad las tarjetas.
-- El área de Compras de la compañía buscó más opciones
en mercados nacionales y extranjeros de proveedores de los
materiales fundamentales de la tarjeta (PVC y adiciones) cuyos
productos superaran esta prueba, para ello se solicitaron
muestras que fue fueron sometidas al ensayo de químicos. A
partir de la prueba de químicos se realizaron ensayos más
severos para las tarjetas, como el sumergirlas mayor tiempo (>
20
Las materias primas y materiales, así como los ensayos a aplicar se
especifican ampliamente en la MATRIZ DE PRUEBAS. (Ver anexo D)
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
8
1min) por ejemplo, se amplió la exposición a la gasolina (que
deforma altamente el PVC) y se estableció la prueba con
alcoholes21 puros (sin disolverlos en agua) para el panel de
firma.
IX. PRUEBA 4: ADHERENCIA, ASPECTO, FORMA, TAMAÑO Y
POSICIÓN DEL HOLOGRAMA Y DEL PANEL DE FIRMA
A. Finalidad de la prueba
El panel de firma y el holograma son materiales
denominados “sensibles” debido a que ellos comprueban la
autenticidad de las tarjetas, por tanto se debe validar su
aspecto (originalidad) y su apariencia final luego de ser
estampado en cada tarjeta. Además, la prueba busca
comprobar la presentación y los estándares de diseño emitidos
por Master Card y que están consignados en el Master Card
Desing Internacional22.
B. Estado Inicial
No se presentan antecedentes, la autenticidad de los
hologramas y paneles usados se comprueba debido a que son
adquiridos a través de proveedores autorizados por las
franquicias. La única actividad cercana a la prueba era la
inspección de las tarjetas luego del estampado.
C. Descripción del método de ensayo
-- Prueba de adherencia:
Esta prueba se realiza con cinta adhesiva transparente, y aplica
para medir la adherencia de un “algo” a una superficie, es decir
esta prueba no solo aplica para tarjetas inteligentes sino
también para probar la adherencia del scracht (raspa raspa) de
una tarjeta telefónica23. Si el resultado de la adherencia para la
cinta adhesiva es negativo se procede a aplicar una segunda
parte que determina finalmente el cumplimiento de la prueba.
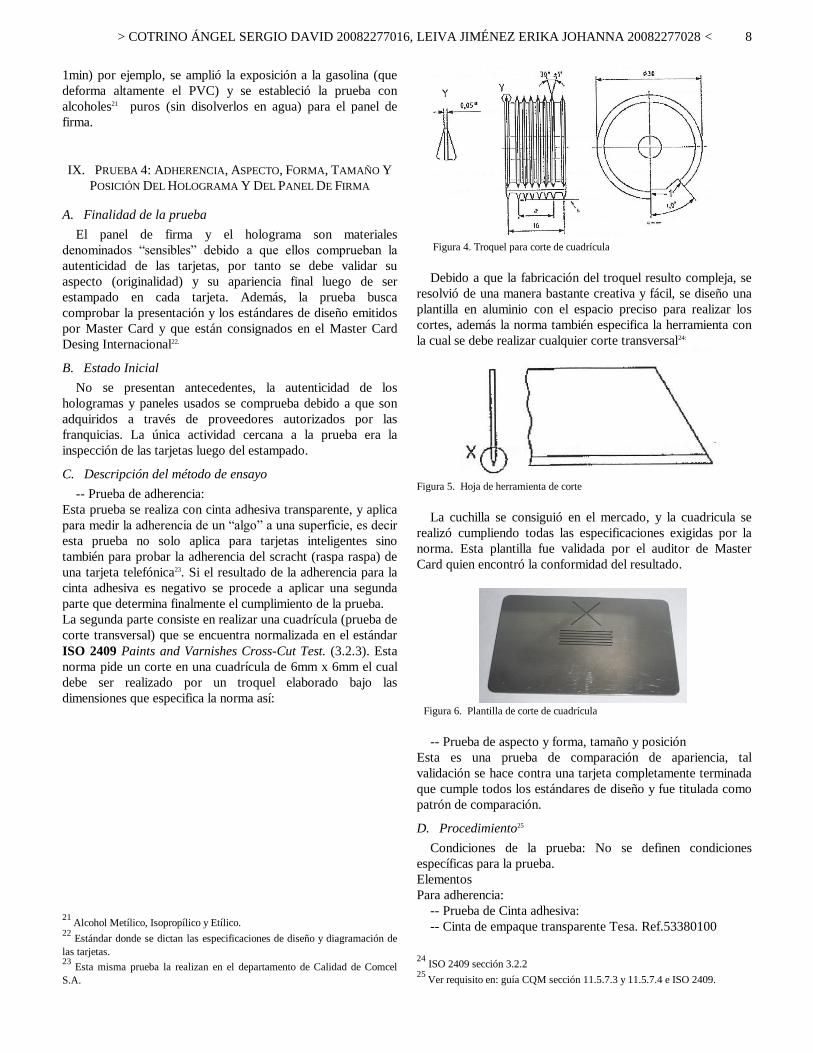
La segunda parte consiste en realizar una cuadrícula (prueba de
corte transversal) que se encuentra normalizada en el estándar
ISO 2409 Paints and Varnishes Cross-Cut Test. (3.2.3). Esta
norma pide un corte en una cuadrícula de 6mm x 6mm el cual
debe ser realizado por un troquel elaborado bajo las
dimensiones que especifica la norma así:
21
Alcohol Metílico, Isopropílico y Etílico. 22
Estándar donde se dictan las especificaciones de diseño y diagramación de
las tarjetas. 23
Esta misma prueba la realizan en el departamento de Calidad de Comcel
S.A.
Figura 4. Troquel para corte de cuadrícula
Debido a que la fabricación del troquel resulto compleja, se
resolvió de una manera bastante creativa y fácil, se diseño una
plantilla en aluminio con el espacio preciso para realizar los
cortes, además la norma también especifica la herramienta con
la cual se debe realizar cualquier corte transversal24:
Figura 5. Hoja de herramienta de corte
La cuchilla se consiguió en el mercado, y la cuadricula se
realizó cumpliendo todas las especificaciones exigidas por la
norma. Esta plantilla fue validada por el auditor de Master
Card quien encontró la conformidad del resultado.
Figura 6. Plantilla de corte de cuadrícula
-- Prueba de aspecto y forma, tamaño y posición
Esta es una prueba de comparación de apariencia, tal
validación se hace contra una tarjeta completamente terminada
que cumple todos los estándares de diseño y fue titulada como
patrón de comparación.
D. Procedimiento25
Condiciones de la prueba: No se definen condiciones
específicas para la prueba.
Elementos
Para adherencia:
-- Prueba de Cinta adhesiva:
-- Cinta de empaque transparente Tesa. Ref.53380100
24
ISO 2409 sección 3.2.2 25
Ver requisito en: guía CQM sección 11.5.7.3 y 11.5.7.4 e ISO 2409.
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
9
-- Prueba de cuadrícula:
-- Cinta de empaque transparente Tesa. Ref.53380100
-- Plantilla Metálica de Cortes PT072-N1
-- Bisturí Stanley cuchilla especial.
-- Cronómetro.
La prueba de cuadrícula se realiza sólo si la prueba de cinta
adhesiva arroja resultados negativos.
Para aspecto y forma, tamaño y posición:
-- Tarjeta muestra patrón de comparación Holograma y
panel de firma
-- Inspección visual: Plantilla Posición holograma, logos y
BIN.
-- Inspección Visual: Posición panel, banda magnética y
logos / Chip.
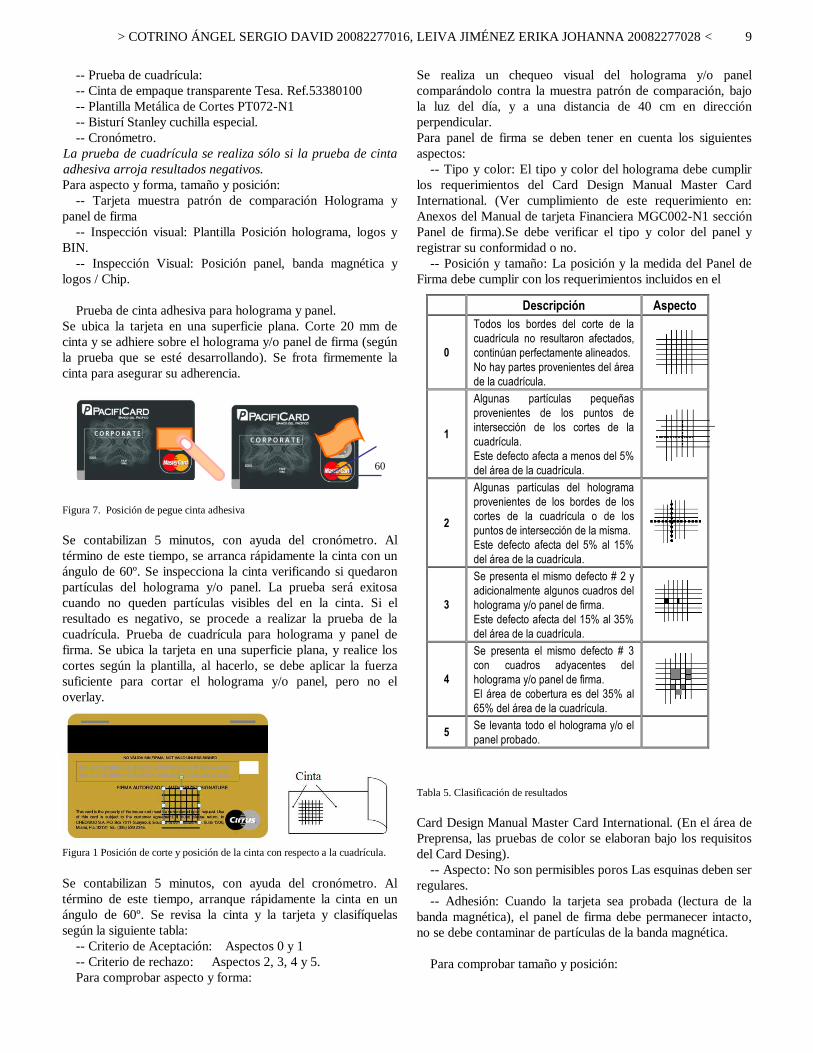
Prueba de cinta adhesiva para holograma y panel.
Se ubica la tarjeta en una superficie plana. Corte 20 mm de
cinta y se adhiere sobre el holograma y/o panel de firma (según
la prueba que se esté desarrollando). Se frota firmemente la
cinta para asegurar su adherencia.
Figura 7. Posición de pegue cinta adhesiva
Se contabilizan 5 minutos, con ayuda del cronómetro. Al
término de este tiempo, se arranca rápidamente la cinta con un
ángulo de 60º. Se inspecciona la cinta verificando si quedaron
partículas del holograma y/o panel. La prueba será exitosa
cuando no queden partículas visibles del en la cinta. Si el
resultado es negativo, se procede a realizar la prueba de la
cuadrícula. Prueba de cuadrícula para holograma y panel de
firma. Se ubica la tarjeta en una superficie plana, y realice los
cortes según la plantilla, al hacerlo, se debe aplicar la fuerza
suficiente para cortar el holograma y/o panel, pero no el
overlay.
Figura 1 Posición de corte y posición de la cinta con respecto a la cuadrícula.
Se contabilizan 5 minutos, con ayuda del cronómetro. Al
término de este tiempo, arranque rápidamente la cinta en un
ángulo de 60º. Se revisa la cinta y la tarjeta y clasifíquelas
según la siguiente tabla:
-- Criterio de Aceptación: Aspectos 0 y 1
-- Criterio de rechazo: Aspectos 2, 3, 4 y 5.
Para comprobar aspecto y forma:
Se realiza un chequeo visual del holograma y/o panel
comparándolo contra la muestra patrón de comparación, bajo
la luz del día, y a una distancia de 40 cm en dirección
perpendicular.
Para panel de firma se deben tener en cuenta los siguientes
aspectos:
-- Tipo y color: El tipo y color del holograma debe cumplir
los requerimientos del Card Design Manual Master Card
International. (Ver cumplimiento de este requerimiento en:
Anexos del Manual de tarjeta Financiera MGC002-N1 sección
Panel de firma).Se debe verificar el tipo y color del panel y
registrar su conformidad o no.
-- Posición y tamaño: La posición y la medida del Panel de
Firma debe cumplir con los requerimientos incluidos en el
Tabla 5. Clasificación de resultados
Card Design Manual Master Card International. (En el área de
Preprensa, las pruebas de color se elaboran bajo los requisitos
del Card Desing).
-- Aspecto: No son permisibles poros Las esquinas deben ser
regulares.
-- Adhesión: Cuando la tarjeta sea probada (lectura de la
banda magnética), el panel de firma debe permanecer intacto,
no se debe contaminar de partículas de la banda magnética.
Para comprobar tamaño y posición:
Descripción Aspecto
0
Todos los bordes del corte de la
cuadrícula no resultaron afectados,
continúan perfectamente alineados.
No hay partes provenientes del área
de la cuadrícula.
1
Algunas partículas pequeñas
provenientes de los puntos de
intersección de los cortes de la
cuadrícula.
Este defecto afecta a menos del 5%
del área de la cuadrícula.
2
Algunas partículas del holograma
provenientes de los bordes de los
cortes de la cuadrícula o de los
puntos de intersección de la misma.
Este defecto afecta del 5% al 15%
del área de la cuadrícula.
3
Se presenta el mismo defecto # 2 y
adicionalmente algunos cuadros del
holograma y/o panel de firma.
Este defecto afecta del 15% al 35%
del área de la cuadrícula.
4
Se presenta el mismo defecto # 3
con cuadros adyacentes del
holograma y/o panel de firma.
El área de cobertura es del 35% al
65% del área de la cuadrícula.
5 Se levanta todo el holograma y/o el
panel probado.
60
0º
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
10
Para esta prueba se diseñaron plantillas patrón basadas en los
estándares de diseño del Master Card.
Figura 9. Plantillas de ubicación de holograma, panel de firma y banda
magnética.
Se ubican las tarjetas dentro de las plantillas y se comprueba:
- El tamaño y posición de los elementos respecto a las
plantillas.
- Si existe diferencia ésta no debe ser mayor a 0.5 mm.
E. Análisis de los resultados
Debido a que la prueba de adherencia consta de dos partes,
al realizar la experiencia únicamente con la cinta adhesiva, es
común para el panel de firma, a prueba no se supere,
dependiendo de la cantidad de residuos que se quedan en la
cinta, se puede determinar el grado de calidad del panel y del
estampado, como también, el estado de la herramienta
utilizada. Con regularidad se pasa a la prueba de cuadricula, la
cual determina finalmente si se cumple o no con el resultado.
El resultado de las pruebas de observación (aspecto), siempre
son conformes dada la exigencia en la inspección en proceso.
F. Cambios en el proceso
Para adherencia:
Si la prueba no se cumple para adherencia, el lote de panel
analizado se segrega y se amplía la muestra a 13 tarjetas, si el
resultado es repetitivo, el lote de identifica como no conforme
y se envía reporte de no conformidad al proveedor informando
los resultados y las evidencias.
Para aspecto y forma, tamaño y posición:
Para comprobar que las siguientes variables cumplen con los
requisitos establecidos por Master Card:
-- Tamaño
-- Forma
-- Ubicación de los elementos: Panel de firma y holograma,
Las plantillas del laboratorio de calidad se implementaron en
cada uno de los procesos de fabricación, iniciando con el área
de Preprensa (diseño), en impresión, troquelado, estampado y
en inspección final. Tales plantillas son patrones de
comparación, sujetas a validación a intervalos planificados.
X. PRUEBA 5: PEEL STREGHT O RESISTENCIA AL DESPEGADO
A. Finalidad de la prueba
El propósito de este ensayo es determinar la resistencia de la
unión adhesiva, es decir la resistencia del proceso de
laminación de la tarjeta (unión de sus capas). Es la carga
media, por unidad del ancho de la línea de unión adhesiva,
necesaria para separar materiales pegados, normalmente este
ensayo se utiliza para medir la adherencia de las cintas en las
que el ángulo de separación es de 180 grados y la velocidad de
separación es de 6 pulgadas/min, para el caso de las tarjetas, el
ángulo de separación es de 90° a una velocidad de 320mm/s2
B. Estado Inicial
Anterior a este ensayo se hacía un corte con bisturí y se
arrancaba manualmente el overlay o pvc que recubre la tarjeta,
labor que realizaba inicialmente el operador de la máquina y
luego el supervisor que según su criterio (experiencia), el
proceso se aprobaba o no, por tanto el criterio era totalmente
subjetivo. Se hace necesario un resultado más serio y confiable.
C. Descripción del método de ensayo
-- Condiciones de la prueba:
Temperatura: 23° C ± 3
Humedad Relativa 40% a 60%.
Muestreo: tres tarjetas
Probeta
Tensiómetro
Software
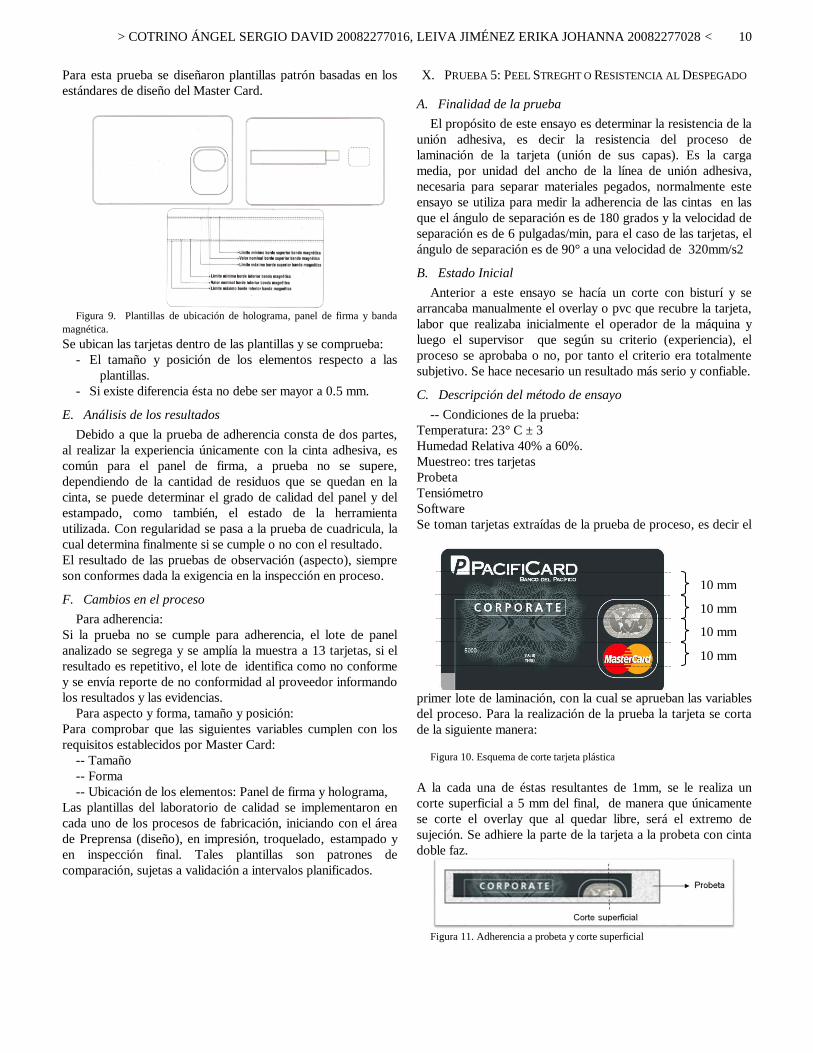
Se toman tarjetas extraídas de la prueba de proceso, es decir el
primer lote de laminación, con la cual se aprueban las variables
del proceso. Para la realización de la prueba la tarjeta se corta
de la siguiente manera:
Figura 10. Esquema de corte tarjeta plástica
A la cada una de éstas resultantes de 1mm, se le realiza un
corte superficial a 5 mm del final, de manera que únicamente
se corte el overlay que al quedar libre, será el extremo de
sujeción. Se adhiere la parte de la tarjeta a la probeta con cinta
doble faz.
Figura 11. Adherencia a probeta y corte superficial
10 mm
10 mm
10 mm
10 mm
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
11
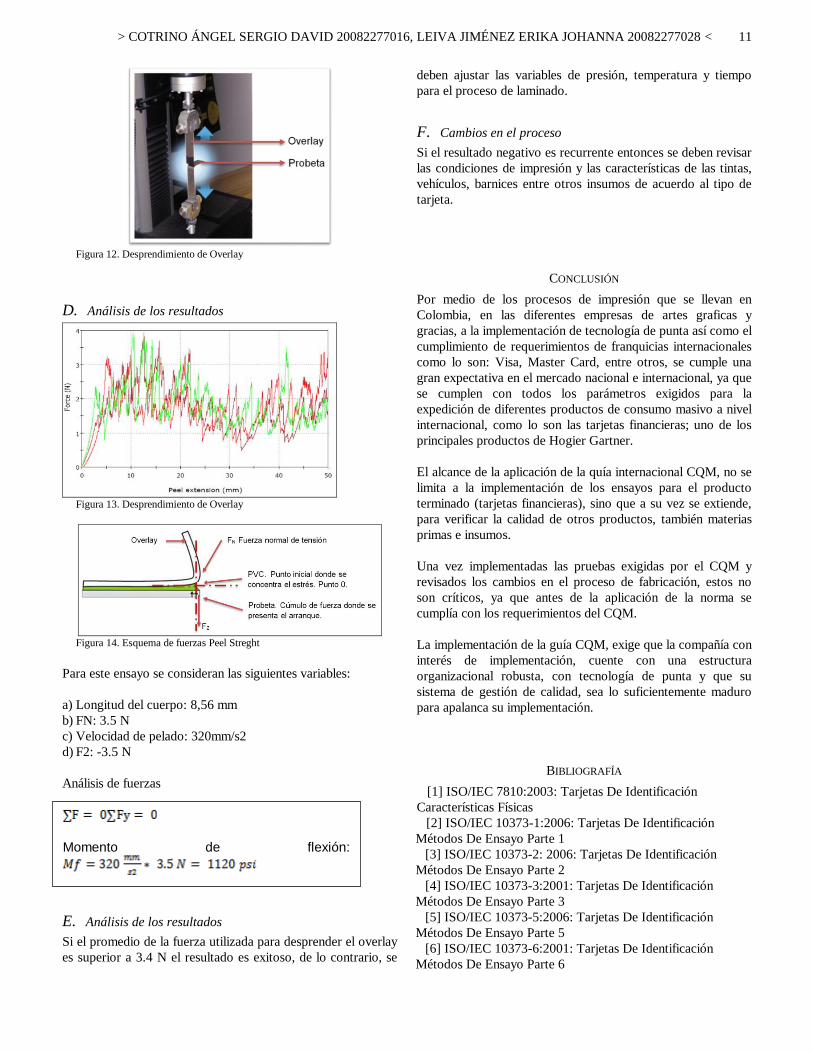
Figura 12. Desprendimiento de Overlay
D. Análisis de los resultados
Figura 13. Desprendimiento de Overlay
Figura 14. Esquema de fuerzas Peel Streght
Para este ensayo se consideran las siguientes variables:
a) Longitud del cuerpo: 8,56 mm
b) FN: 3.5 N
c) Velocidad de pelado: 320mm/s2
d) F2: -3.5 N
Análisis de fuerzas
E. Análisis de los resultados
Si el promedio de la fuerza utilizada para desprender el overlay
es superior a 3.4 N el resultado es exitoso, de lo contrario, se
deben ajustar las variables de presión, temperatura y tiempo
para el proceso de laminado.
F. Cambios en el proceso
Si el resultado negativo es recurrente entonces se deben revisar
las condiciones de impresión y las características de las tintas,
vehículos, barnices entre otros insumos de acuerdo al tipo de
tarjeta.
CONCLUSIÓN
Por medio de los procesos de impresión que se llevan en
Colombia, en las diferentes empresas de artes graficas y
gracias, a la implementación de tecnología de punta así como el
cumplimiento de requerimientos de franquicias internacionales
como lo son: Visa, Master Card, entre otros, se cumple una
gran expectativa en el mercado nacional e internacional, ya que
se cumplen con todos los parámetros exigidos para la
expedición de diferentes productos de consumo masivo a nivel
internacional, como lo son las tarjetas financieras; uno de los
principales productos de Hogier Gartner.
El alcance de la aplicación de la quía internacional CQM, no se
limita a la implementación de los ensayos para el producto
terminado (tarjetas financieras), sino que a su vez se extiende,
para verificar la calidad de otros productos, también materias
primas e insumos.
Una vez implementadas las pruebas exigidas por el CQM y
revisados los cambios en el proceso de fabricación, estos no
son críticos, ya que antes de la aplicación de la norma se
cumplía con los requerimientos del CQM.
La implementación de la guía CQM, exige que la compañía con
interés de implementación, cuente con una estructura
organizacional robusta, con tecnología de punta y que su
sistema de gestión de calidad, sea lo suficientemente maduro
para apalanca su implementación.
BIBLIOGRAFÍA
[1] ISO/IEC 7810:2003: Tarjetas De Identificación
Características Físicas
[2] ISO/IEC 10373-1:2006: Tarjetas De Identificación
Métodos De Ensayo Parte 1
[3] ISO/IEC 10373-2: 2006: Tarjetas De Identificación
Métodos De Ensayo Parte 2
[4] ISO/IEC 10373-3:2001: Tarjetas De Identificación
Métodos De Ensayo Parte 3
[5] ISO/IEC 10373-5:2006: Tarjetas De Identificación
Métodos De Ensayo Parte 5
[6] ISO/IEC 10373-6:2001: Tarjetas De Identificación
Métodos De Ensayo Parte 6
Momento de flexión:
> COTRINO ÁNGEL SERGIO DAVID 20082277016, LEIVA JIMÉNEZ ERIKA JOHANNA 20082277028 <
12
[7] ISO/IEC 10373-7:2008: Tarjetas De Identificación
Métodos De Ensayo Parte 7
[8] ISO/IEC 7811-1:2002: Tarjetas De Identificación Realce
[9] ISO/IEC 7811-6:2008: Tarjetas De Identificación Banda
De Alta Coercitividad
[10] ISO/IEC 7816-1:1998 T De Identificación De Circuitos
Integrados Con Contactos (Características Físicas)
[11] ISO/IEC 7816-2:2007: T De Identificación De Circuitos
Integrados Con Contactos (Dimensiones Y Posición De Chip)