graficos x-r
DESCRIPTION
ÂTRANSCRIPT

Elaborado por alumnos de la Carrera de Contaduría de la;
Universidad Tecnología del Sur del Estado de México (UTSEM).
JULIO DEL 2014
GRAFICOS X-R
HERRAMIENTA BASICA DE LA CALIDAD
1
GRAFICOS X-R
HERRAMIENTA BASICA DE LA CALIDAD
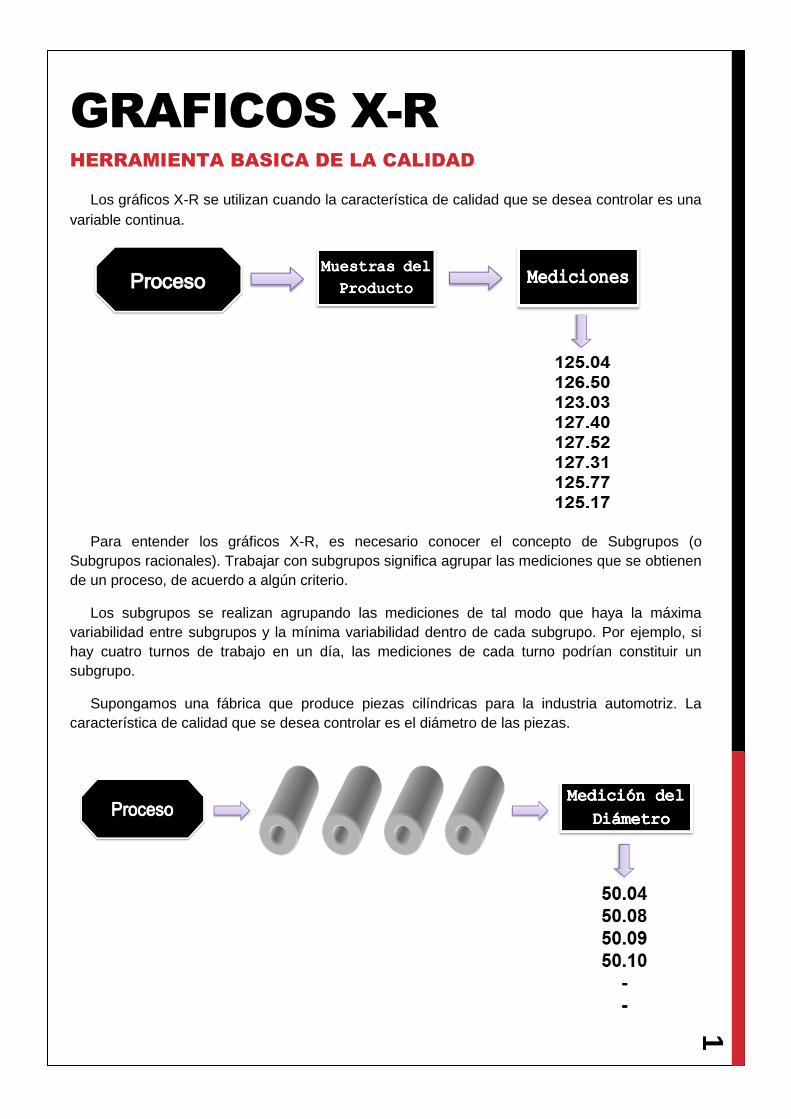
Los gráficos X-R se utilizan cuando la característica de calidad que se desea controlar es una
variable continua.
Para entender los gráficos X-R, es necesario conocer el concepto de Subgrupos (o
Subgrupos racionales). Trabajar con subgrupos significa agrupar las mediciones que se obtienen
de un proceso, de acuerdo a algún criterio.
Los subgrupos se realizan agrupando las mediciones de tal modo que haya la máxima
variabilidad entre subgrupos y la mínima variabilidad dentro de cada subgrupo. Por ejemplo, si
hay cuatro turnos de trabajo en un día, las mediciones de cada turno podrían constituir un
subgrupo.
Supongamos una fábrica que produce piezas cilíndricas para la industria automotriz. La
característica de calidad que se desea controlar es el diámetro de las piezas.

2
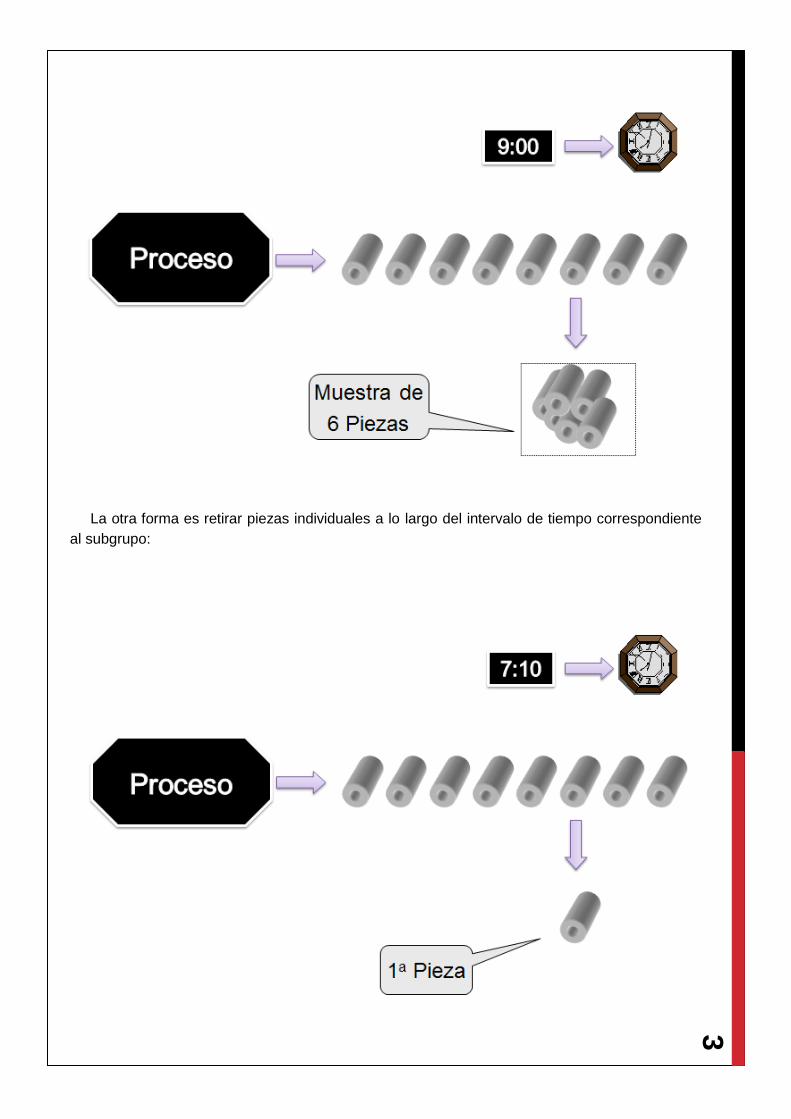
Hay dos maneras de obtener los subgrupos. Una de ellas es retirar varias piezas juntas a
intervalos regulares, por ejemplo cada hora:
3
La otra forma es retirar piezas individuales a lo largo del intervalo de tiempo correspondiente
al subgrupo:

4
5
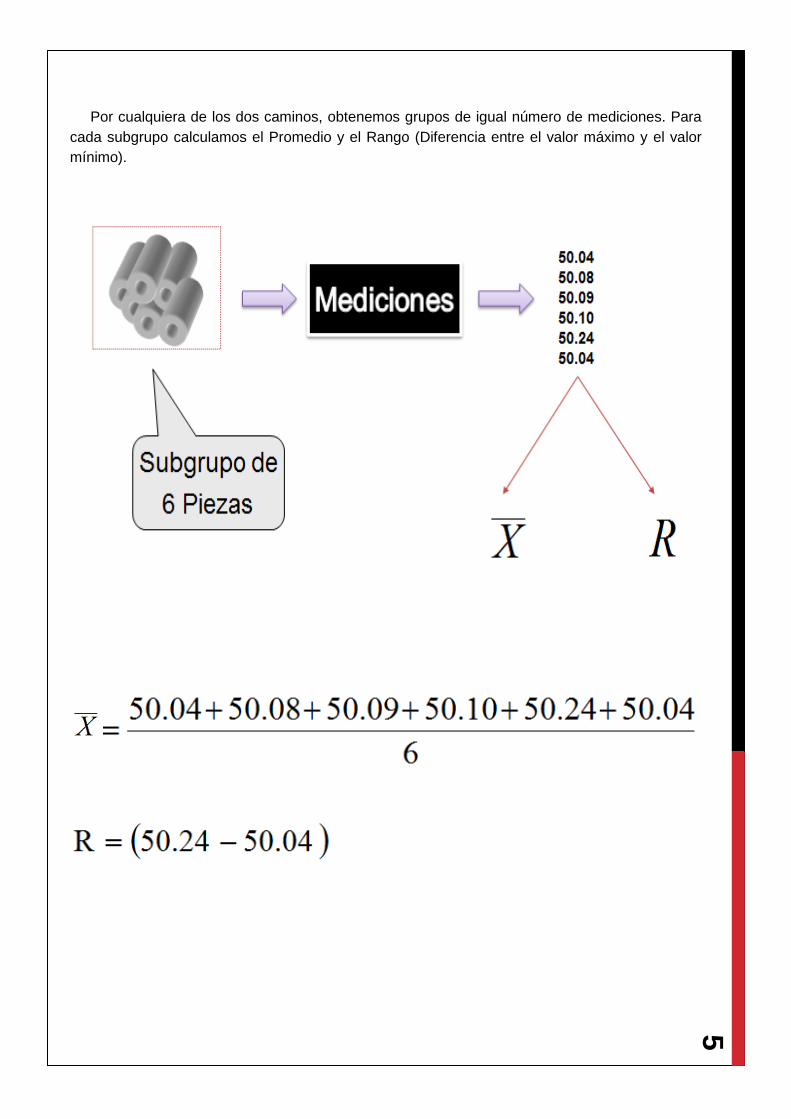
Por cualquiera de los dos caminos, obtenemos grupos de igual número de mediciones. Para
cada subgrupo calculamos el Promedio y el Rango (Diferencia entre el valor máximo y el valor
mínimo).
6
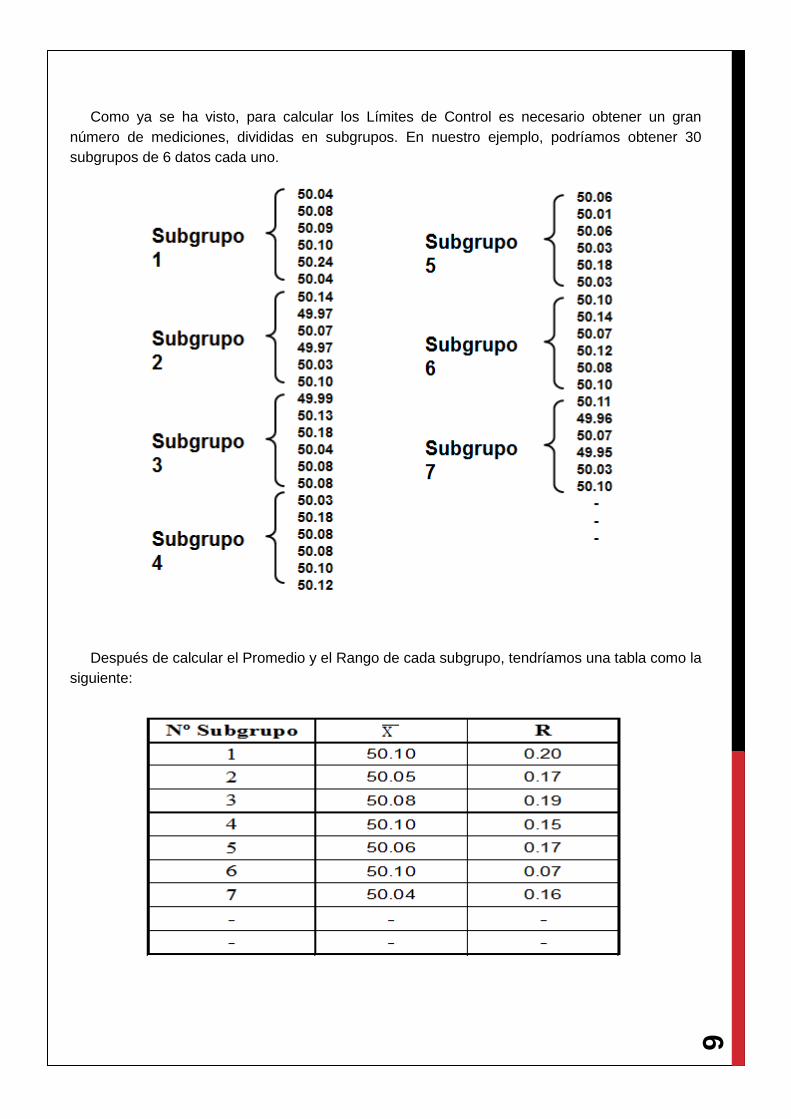
Como ya se ha visto, para calcular los Límites de Control es necesario obtener un gran
número de mediciones, divididas en subgrupos. En nuestro ejemplo, podríamos obtener 30
subgrupos de 6 datos cada uno.
Después de calcular el Promedio y el Rango de cada subgrupo, tendríamos una tabla como la
siguiente:
7
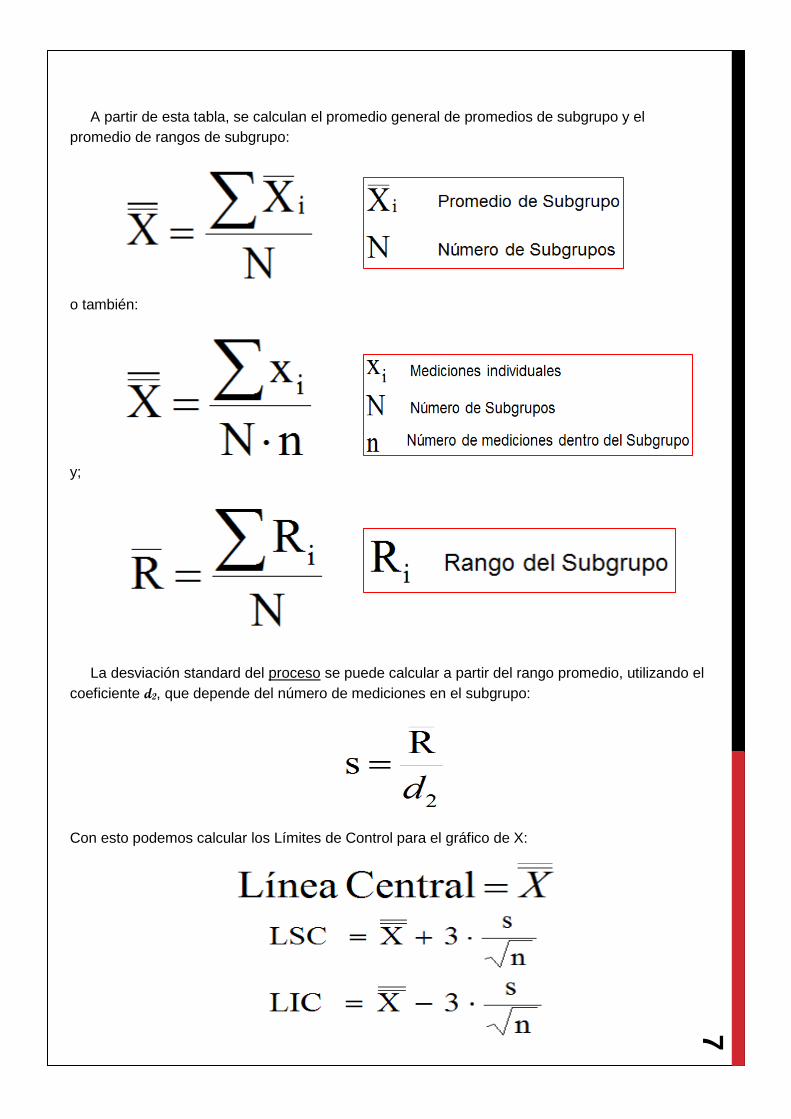
A partir de esta tabla, se calculan el promedio general de promedios de subgrupo y el
promedio de rangos de subgrupo:
o también:
y;
La desviación standard del proceso se puede calcular a partir del rango promedio, utilizando el
coeficiente d2, que depende del número de mediciones en el subgrupo:
Con esto podemos calcular los Límites de Control para el gráfico de X:
8
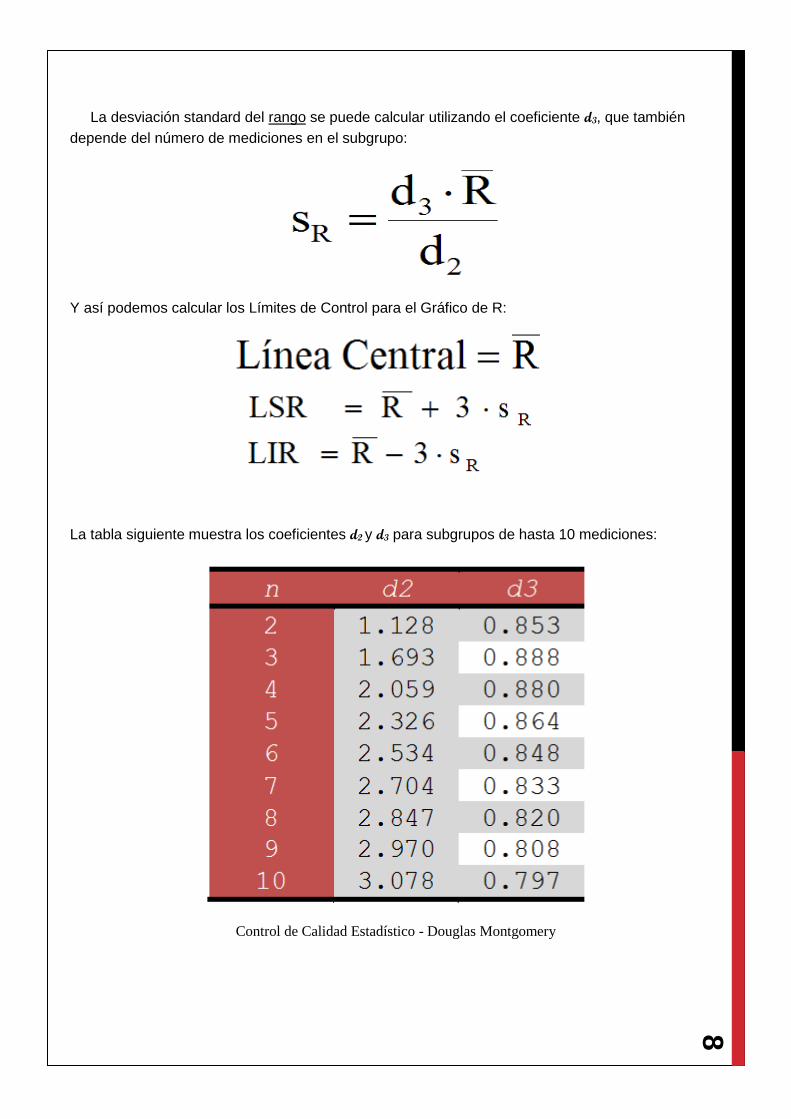
La desviación standard del rango se puede calcular utilizando el coeficiente d3, que también
depende del número de mediciones en el subgrupo:
Y así podemos calcular los Límites de Control para el Gráfico de R:
La tabla siguiente muestra los coeficientes d2 y d3 para subgrupos de hasta 10 mediciones:
Control de Calidad Estadístico - Douglas Montgomery

9
Construimos entonces un Gráfico X de prueba y representamos los promedios de los subgrupos:
Y un Gráfico R de prueba, donde representamos los rangos de los subgrupos:
Si no hay puntos fuera de los límites de control y no se encuentran patrones no aleatorios, se
adoptan los límites calculados para controlar la producción futura.
10
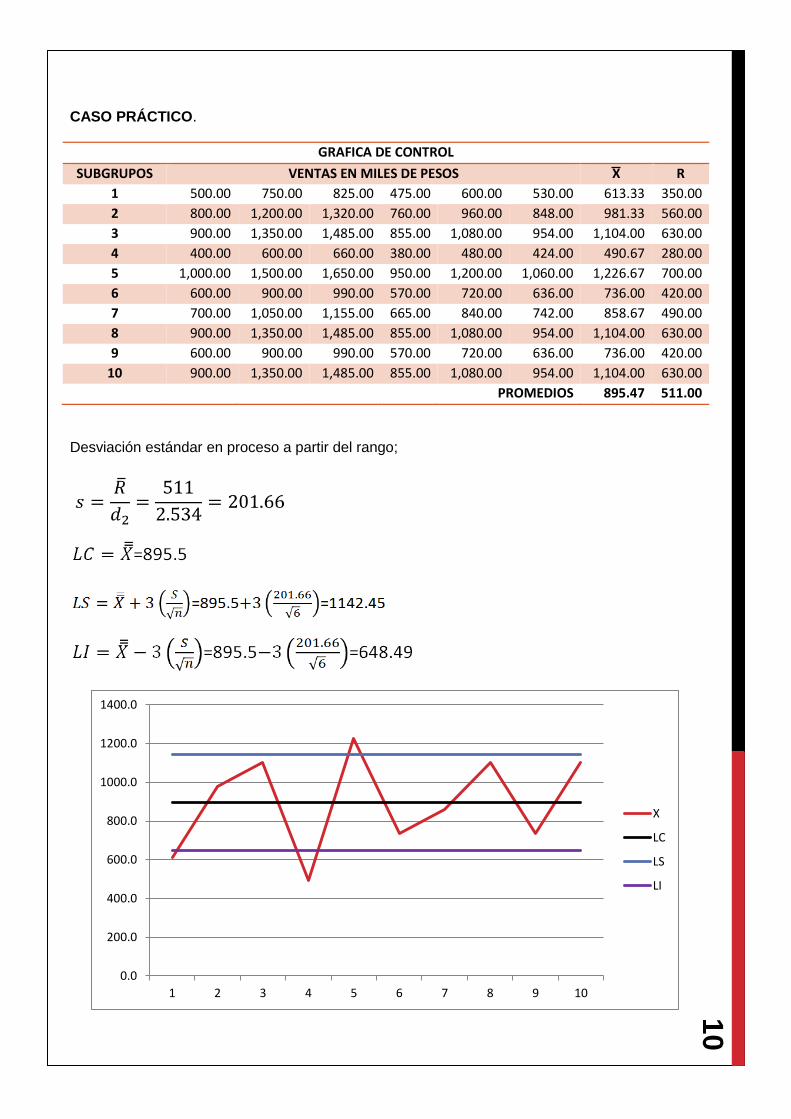
CASO PRÁCTICO.
GRAFICA DE CONTROL
SUBGRUPOS VENTAS EN MILES DE PESOS X R
1 500.00 750.00 825.00 475.00 600.00 530.00 613.33 350.00
2 800.00 1,200.00 1,320.00 760.00 960.00 848.00 981.33 560.00
3 900.00 1,350.00 1,485.00 855.00 1,080.00 954.00 1,104.00 630.00
4 400.00 600.00 660.00 380.00 480.00 424.00 490.67 280.00
5 1,000.00 1,500.00 1,650.00 950.00 1,200.00 1,060.00 1,226.67 700.00
6 600.00 900.00 990.00 570.00 720.00 636.00 736.00 420.00
7 700.00 1,050.00 1,155.00 665.00 840.00 742.00 858.67 490.00
8 900.00 1,350.00 1,485.00 855.00 1,080.00 954.00 1,104.00 630.00
9 600.00 900.00 990.00 570.00 720.00 636.00 736.00 420.00
10 900.00 1,350.00 1,485.00 855.00 1,080.00 954.00 1,104.00 630.00
PROMEDIOS 895.47 511.00
Desviación estándar en proceso a partir del rango;
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0
1 2 3 4 5 6 7 8 9 10
X
LC
LS
LI

11
Desviación estándar del rango;
Si no hay puntos fuera de los límites de control y no se encuentran patrones no aleatorios, se
adoptan los límites calculados para controlar la producción futura.
-200
0
200
400
600
800
1000
1200
1 2 3 4 5 6 7 8 9 10
R
LC
LS
LI