funcion produccion
TRANSCRIPT

Area de Producción
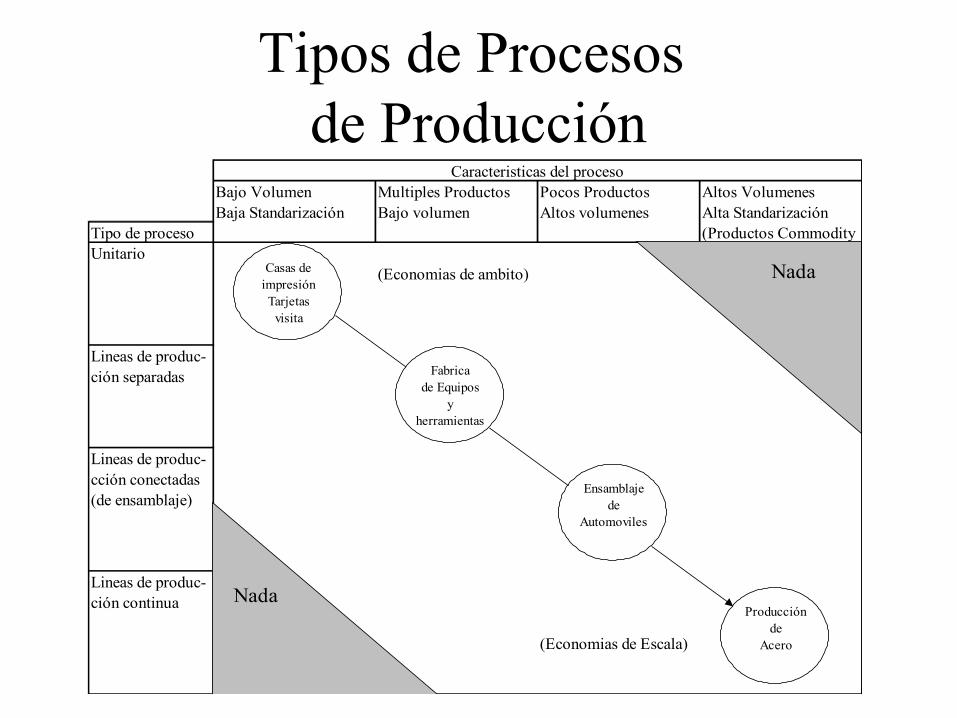
Tipos de Procesos de Producción
Bajo Volumen Multiples Productos Pocos Productos Altos VolumenesBaja Standarización Bajo volumen Altos volumenes Alta Standarización
Tipo de proceso (Productos CommodityUnitario
(Economias de ambito)
Lineas de produc-ción separadas
Lineas de produc-cción conectadas(de ensamblaje)
Lineas de produc-ción continua
(Economias de Escala)
Caracteristicas del proceso
Casas de impresión Tarjetas
visita
Fabricade Equipos
y herramientas
Ensamblajede
Automoviles
Producciónde
Acero
Nada
Nada

Economias de escala y ambito
• Economias de Escala– Las Inversiones y costos de producción son
cubiertas por grandes volumenes de ventas y por lo tanto de producción (Coca-Cola)
• Economias de Ambito– Las Inversiones y costos de operación son
cubiertas por pequeños volumenes de producción, pero una gran variedad de productos (Unilever)

Automatización
• Consiste en el desarrollo de tecnología en que las maquinas dirigidas por computadores efectuan los procesos– Estaciones de trabajo atomatizadas– Control numerico de procesos– Robots industriales– CAD -CAM (Computer aided design and
manufacturing– CIM (Computer Integrated anufacturing)

Robots Industriales
• Substituye recursos humanos por tecnología en la manipulación de partes y piezas
• Los Robot pueden tener caracteristicas de– Visión– Sensibilidad tactil– Y coordinación manual– En general combinan movimientos en 3D

Un robot para pintarABB (www.abb.com)
El IRB 540 es un robot aerodinámico, completamente equilibrado, con un Flexwrist exclusivo patentado, diseñado para una fácil programación manual (recorrido continuo o punto a punto). Este robot proporciona un acabado de alta calidad uniforme y con pocos excesos de pulverización, reduciendo de esta forma el consumo y los residuos.
Nuestras soluciones normalizadas y dedicadas se fundamentan en más de treinta años de experiencia y conocimientos técnicos de los procesos de pintura, lo que permite que abordemos los requisitos de los clientes para menores costes, mejores calidades de acabado y reducción de emisiones
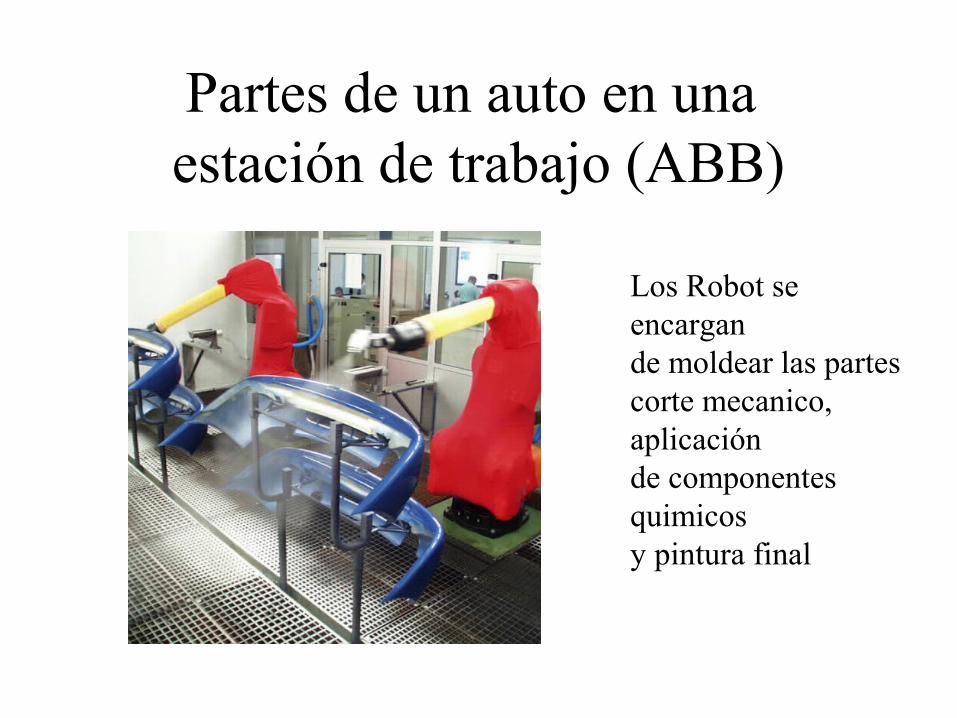
Partes de un auto en una estación de trabajo (ABB)
Los Robot se encargan de moldear las partescorte mecanico, aplicaciónde componentes quimicosy pintura final

Sistemas CAD - CAM• Los diseñadores de partes y piezas pueden
trabajar las especificaciones en CAD (Computer Aided Design)
• Los archivos de diseño son linkeados a uns sistema CAM que traduce las especificaciones en acciones para la producción de las piezas y partes
• Se pueden hacer upgrades con facilidad y mayor flexibilidad

Fabricación de Plantillaswww.paulborgions.be
Muestra del pie Muestra digital
Diseño con AutoCAD Fabricación CAM
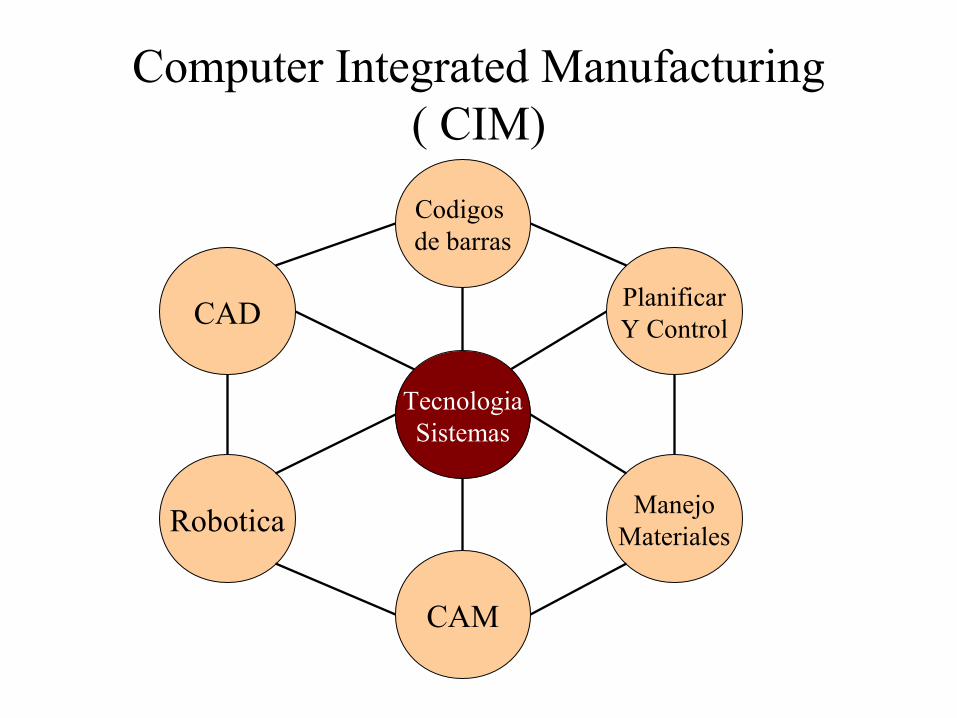
Computer Integrated Manufacturing( CIM)
Codigos de barras
TecnologiaSistemas
CAM
PlanificarY Control
ManejoMateriales
CAD
Robotica

Flujogramas de Procesos
Operación
Almacen
Transporte
Inspección
Desplazar Decimas de Desplazar Decimas de(pies) Minutos (pies) Minutos
0,236
0,250
1,500
95 1,5006,000
0,0600,142
60 1,000
65 1,000
40 1,000
90,000
A proceso
EsperarOperador
Materiales
Inspección
Aplicar anticorrosivo
A bodega
En bodega
A taladros
Taladrado
A Prensado
Esperaroperador
Prensado
Proceso siguiente

Producción de servicios• Cada vez que el cliente entra en contacto
con cualquier aspecto de la compañía– “Es el momento de la verdad”
• Y crea una posición positiva o negativa acerca de la empresa
• Como se manejan estos momentos de la verdad, depende de – “Un diseño cuidadoso de la prestación de los
servicios”

Ejemplos de servicios• Servicios profesionales
• Televisión por cable
• Servicio de ambulancias
• Cafeterias en supermercados
• Lavado de autos automaticos
• Cenas en un restaurant
• Sistemas de reserva on-line– Hoteles, líneas aéreas, buses, universidades

Servicios de acuerdo al nivel de contacto requerido
Centros de entretenciónClinicas y HospitalesHotelesTransporte PublicoColegiosSevicios personalesCentros de copiado
Instituciones FinancierasSistemas computacionalesFirmas de abogadosAgencias publicitariasInmobiliariasEstacionamientosTiendas de reparación
Grandes tiendasSupermercadosServicio de correoLaboratoriosAutoservicio bencinaMaquinas dispensadoras
Servicios puros(alto contacto)
Servicios mixtos(Contacto medio)
Cuasi-manufacturados(Contacto medio)
Aumentan los grados de libertad para el diseño eficiente de procesos

Importancia del“Personal en Contacto”
• Es el personal que define “los momentos de verdad”
• Es el personal que puede influir directamente en los resultados de la empresa– Afecta la imagen de la empresa– Afecta las oportunidades de VENTA
• “No vuelvo mas a este restaurant”• “No querría otra cosa”

Capacidad de planta
• La capacidad de planta es “El la cantidad de producto que puede ser obtenido en un proceso”
• Capacidad : Numero de hamburguesas que pueden ser hechas por día.
• La inversión en capacidad debe ser dimensionada de acuerdo a la Demanda

La capacidad debe considerarCondiciones normales y extremas• Capacidad de Diseño
– Es la capacidad teórica de diseño de la planta operando en condiciones normales
• Capacidad Máxima– Es la capacidad máxima a la que puede
producir una planta en condiciones extremas
Internet Broadband• Planes de 160 , 300, 600, 1200, 2400 Kbps
y 10 Mbps
• ¿qué capacidad se ajusta a nuestras necesidades?
• Depende de la Demanda por este servicio y su costo.
• Para un cliente que baja permanentemente música de la red , es probable que con 160 Mbps su computador se ponga lento

Ejemplos de definición de capacidades
• Hall de distribución en un edificio de departamentos v/s un Banco– Depende del flujo de personas y el costo de
construir un Hall de distribución
• En un Cyber Café prestamos servicios de Internet a los usuarios– Probablemente y de acuerdo a la demanda
contrataremos un plan de 10 Mbps o superior o si no el sistema colapsa.

La capacidad debe ser pensadateniendo en cuenta
• El corto plazo– Teniendo en cuenta la demada que
enfrentaremos en “ digamos un año”
• Mediano Plazo– Teniendo en cuenta la demanda a 2 o 3 años
• Largo plazo– Teniendo en cuenta la Demanda en todo el
horizonte de vida del negocio

Demandas crecientes requieren mayor capacidad en el tiempo
Tiempo
Capacidaduds/dia
C/P M/P L/P
Demanda
CapacidadInsuficiente
CapacidadExcesiva
CapacidadAdecuada
100 uds
500 uds
1000 uds

Decisiones de Localización• Las decisiones de localización de planta
deben considerar– Costos de transporte desde el lugar
seleccionado a los centros de Demanda– Costos de transporte desde la localización de
los principales insumos a la planta– Costos de mano de obra en la localidad
seleccionada
– Costos de los servicios requeridos para operar(Electricidad-Gas-Agua etc..)

Tecnicas de Centro de Gravedad
Planta
Mercados
Centro de gravedad
• Buscan Minimizar los Costos de Transporte• El centro de gravedad minimiza los costos de distribución a los centros de demanda• Podria ser usado como localización para un “Almacen de Distribución
Coordenadas de posición X
Coordenadas de posición Y
A(25,40)C(350,400)
D(400,150)
Planta(325,75)
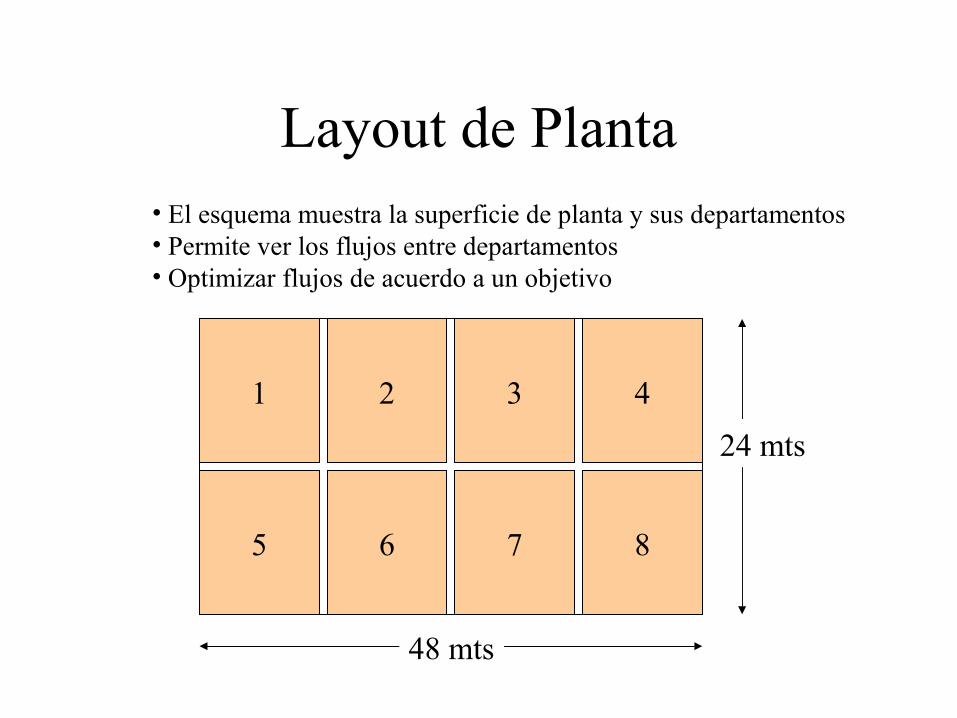
Layout de Planta
1 2 3 4
5 6 7 8
24 mts
48 mts
• El esquema muestra la superficie de planta y sus departamentos• Permite ver los flujos entre departamentos• Optimizar flujos de acuerdo a un objetivo

Flujo de materiales Interdepartamental
1
2
3
4
5
6
7
8
200
5030 20
25
175
100
75
9025
90
80
7
374187
125
180
88
20
17
5
180
103

Movimientos de material (N°)
Actividad Depto 1 2 3 4 5 6 7 8Recepción de M.P. 1 175 50 0 30 200 20 25Moldes Plasticos 2 0 100 75 90 80 90Fundicion 3 17 88 125 99 180Corte 4 20 5 0 25Ensamble primario 5 0 180 187Ensamble final 6 374 103Pintura 7 7Ensamble mecanismo 8

Costo unitario por movimiento
Actividad Depto 1 2 3 4 5 6 7 8Recepción de M.P. 1 1 1 - 2 2 3 3Moldes Plasticos 2 - 1 2 2 3 3Fundicion 3 1 1 1 2 2Corte 4 1 1 - 2Ensamble primario 5 - 1 1Ensamble final 6 1 1Pintura 7 1Ensamble mecanismo 8
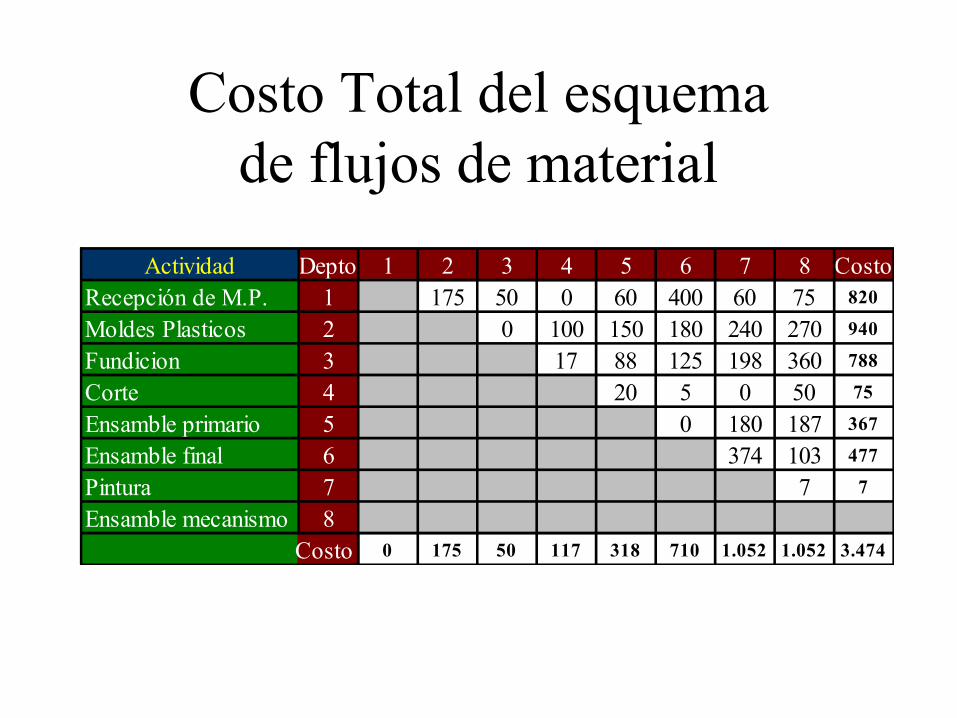
Costo Total del esquemade flujos de material
Actividad Depto 1 2 3 4 5 6 7 8 CostoRecepción de M.P. 1 175 50 0 60 400 60 75 820
Moldes Plasticos 2 0 100 150 180 240 270 940
Fundicion 3 17 88 125 198 360 788
Corte 4 20 5 0 50 75
Ensamble primario 5 0 180 187 367
Ensamble final 6 374 103 477
Pintura 7 7 7
Ensamble mecanismo 8Costo 0 175 50 117 318 710 1.052 1.052 3.474

¿Existe una mejor solución?
• Se puede redistribuir el layout de planta
• El objeto es estudiar los flujos para encontrar una solución de mínimo costo
• Existen tecnicas para optimizar flujos– Metodos de optimización
• Min Costo Total– S.a. Restricciones
• Son tecnicas que no veremos aquí
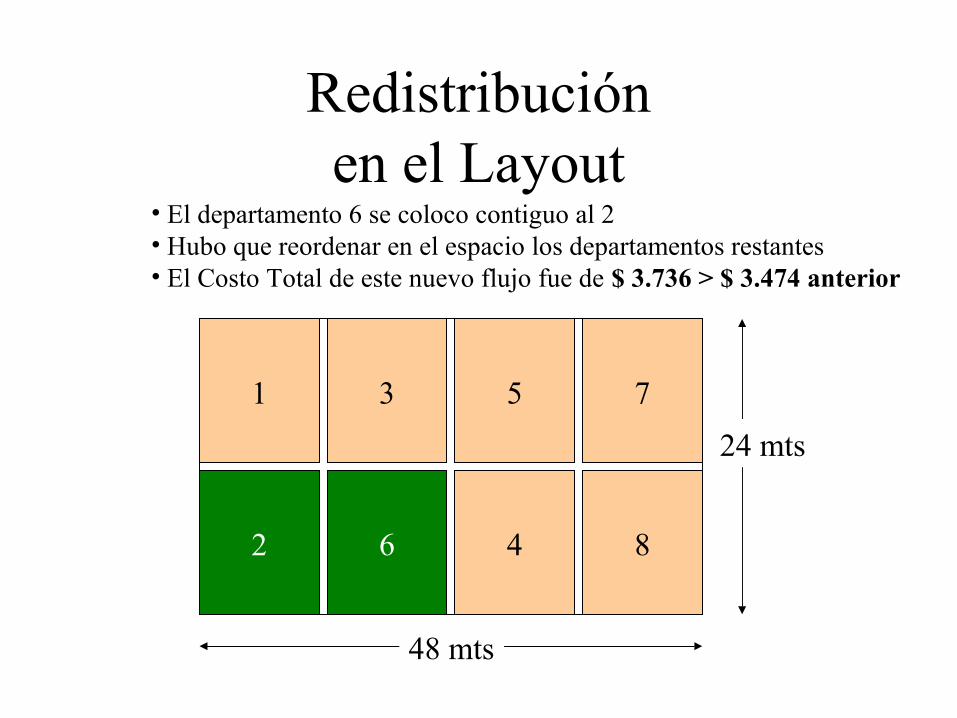
Redistribuciónen el Layout
1 3 5 7
2 6 4 8
24 mts
48 mts
• El departamento 6 se coloco contiguo al 2• Hubo que reordenar en el espacio los departamentos restantes• El Costo Total de este nuevo flujo fue de $ 3.736 > $ 3.474 anterior

Administración de Inventarios
• Se busca minimizar los costos de mantener inventarios
• Cual es el mínimo Costo Posible– Mantener Inventarios significa tener dinero
inmovilizado ( que podria estar en el banco)– Pero estamos obligados a tener inventarios para
cumplir con los pedidos o existencias de materias primas

El Modelo Clasico• N* = período optimo requirimiento de Orden • d = Tasa a la que se consume el inventario
Q
Tiempo
d d d
Q = 500
N* N* N*45 dias 45 dias 45 dias

Mantención Stock de Seguridad
Q
Tiempo
d d d
Q = 600
N* N* N*45 dias 45 dias 45 dias
Q = 100
Stock de seguridad