facultad de ingenieria escuela de...
TRANSCRIPT

UNIVERSIDAD DE COSTA RICA
FACULTAD DE INGENIERIA
ESCUELA DE INGENIERIA ELECTRICA
"Desarrollo de un Programa de Mantenimiento Basado en Confiabilidad para Transformadores de Potencia"
Por:
Roy Salazar Córdoba
Ciudad Universitaria Rodrigo Facio Enero del 2006

"Desarrollo de un Programa de Mantenimiento Basado en Confiabilidad para Transformadores de Potencia"
Por:
Roy Salazar Córdoba
Sometido a la Escuela de Ingeniería Eléctrica de la Facultad de Ingeniería de la Universidad de Costa Rica, como requisito para optar por el grado académico de Licenciatura en Ingeniería Eléctrica
Aprobado por el Tribunal
1
Ing. Ismael ~ g z ó n 6. Director, Escuela de Ingeniería Eléctrica
Director, Comité Asesor
Ing. Viláltedolley M. ' F / R o y ~ u z i n á n R. Miembro, Comité Asesor ~iGmbro, Comité Asesor
Miembro, Comité Asesor

Dedicatoria
"A mi querida esposa, A mis hijos, Luz de mi vidaf Fuente de inspiración. "

Agradecimiento
Gracias Señor, por todo.
Gracias,
A mi familia por su apoyo, A los miembros del tribunal por su asistencia, Al personal de la CNFL por su ayuda para la elaboración de este proyecto, A todas esas personas tan especiales que he conocido a lo largo de mi vida.

Tabla de Contenidos
Portada ................................................................................................ i ..................................................................................... Aprobación del Tribunal iii
................................................................................................ Dedicatoria iv
................................................................................................ Agradecimiento v ..................................................................................... Tabla de Contenidos vi¡
Introducción ................................................................................................ xi Resumen .............................................................................................. xiii Capítulo 1 Evolución y Clasificación del Mantenimiento 1 . Evolución del Mantenimiento ............................................................... 1
1.1 Las Tres Generaciones del Mantenimiento .......................................... 1 1.2 Modelo de la Probabilidad Condicional de Fallas ............................... 3
2- Clasificación del Mantenimiento ............................................................... 7 2.1 Mantenimiento de Primera Generación .......................................... 7 2.2 Mantenimiento de Segunda Generación .......................................... 9
.......................................... 2.3 Mantenimiento de Tercera Generación 12 2.3.1 Mantenimiento Predictivo ................................... 12 2.3.2 Mantenimiento Centrado en Confiabilidad .................... 16 2.3.3 Mantenimiento Productivo Total .......................................... 18 2.3.4 Benchmarking ................................................................ 19
3- Situación Actual del Mantenimiento en Equipos de Potencia ................................ 20 . . . . ........................................................................... 3.1 Utilizacion del RCM 20 3.2 Monitoreo de Variables en Transformadores de Potencia ..................... 22
Capítulo II Técnicas de Diagnóstico y Mantenimiento Predictivo para Transformadores de Potencia
.............................................................................................. Resumen -25 1- Pruebas de Diagnóstico para Transformadores de Potencia ................................ 26
1.1 Pruebas al Aceite Dielectrico ................................................... 26 1.1.1 Rigidez Dieléctrica ..................................................... 27
..................................................... 1.1.2 Contenido de Agua 27 1.1.3 Número de Neutralización .......................................... 27
..................................................... 1.1.4 Tensión lnterfacial 28 ........................................................................... 1.1.5 Color 28
..................................................... 1.1.6 Gravedad Especifica 29 1.1.7 Factor de Potencia del Aceite ........................................ 29 1.1.8 Contenido de lnhibidor ..................................................... 29
..................................................... 1.2 Pruebas Eléctricas de Campo 30 1.2.1 Factor de Potencia del Aislamiento ............................... 30
........................................ 1.2.2 Resistencia de Aislamiento 30 1.2.3 Medición de la Comente de Excitación ............................... 31 1.2.4 Relación de Transformación ........................................ 31
vii

................................................... 1.3 Cromatografía de Gases Disueltos 32 2- Nuevas Técnicas de Mantenimiento Predictivo en Transformadores de Potencia 36
.......................................................................... 2.1 Técnica Vibracional 36
.......................................................................... 2.2 Técnica UHrasónica 39 2.3 Correlación entre Métodos .............................................................. 41
3- Sistemas de Monitoreo para mantenimiento .................................................... 43 3.1 Equipos de Monitoreo en Línea para Transformadores .................... 43 3.2 Sistemas de Adquisición de Datos (SAD) .......................................... 46
Capítulo III RCM - Mantenimiento Centrado en Confiabilidad 1- Antecedentes ..................................................................................... 51 2- Definición de Mantenimiento y RCM ............................................................... 54
..................................................... 3- Mantenimiento Centrado en Confiabilidad 56 .......................................... 3.1 Definir las Fronteras del Equipo e lnterfaces 57 .......................................... 3.2 Recolectar la Información de los Equipos 58
3.3 Definir la Función del Equipo y las Fallas Funcionales ..................... 59 3.3.1 Funciones ............................................................. 59
..................................................... 3.3.2 Fallas Funcionales 60 .......................................... 3.4 Identificar los Modos de Falla del Equipo 61 .......................................... 3.5 Determinar los Modos de Falla Críticos 62
3.6 Selección de las Tareas de Mantenimiento ................... .. .................. 65 .................................................... 3.6.1 Tareas Proacíivas 65
.......... 3.6.2 Tareas de Reacondicionamiento y Sustitución Ciclicas 65 ...................................................... 3.6.3 Tareas A Condición 66 ...................................................... 3.6.4 Acciones A Falta De 66
..................... 3.6.5 El Proceso de Selección de Tareas del RCM 67 .......... 3.7 Comparación del Desempeño de las Tareas de Mantenimiento 69
4- Aplicación del Proceso RCM ................................................................ 71 ........................................................................... 4.1 Planeamiento 71 ........................................................................... 4.2 Grupos de Análisis 72 ........................................................................... 4.3 Facilitadores 73
................................................................ 4.4 Auditoría e Implementación 73 5- Resultados de un Análisis RCM ............................................................... 74 Capítulo IV Desarrollo de un programa de Mantenimiento RCM para Transformadores de Potencia
................................................................................................ Escenario 79 ..................................................... 1- Definir las Fronteras del Equipo e lnterfaces 81 ..................................................... 1.1 Funciones Primarias del Sistema 81
1.2 Fronteras del Equipo ............................................................ 81 ..................................................................................... 1.3 Interfaces 81
..................................................... 2- Recolectar la Información de los Equipos 84 ......................................................................... 2.1 Documentación 85
..................................................... 2.2 Condiciones para el Mantenimiento 86
viii

3- Definir la Función del Equipo y las Fallas Funcionales ............................... 88 3.1 Funciones ..................................................................................... 88 3.2 Fallas Funcionales .......................................................................... 90
4- Identificar los Modos de Fallas del Equipo ..................................................... 91 4.1 Principales Modos de Falla ............................................................... 92
4.1.1 Deterioro del Papel Aislante ......................................... 94 4.1.2 Deterioro del Aceite Dieléctrico .......................................... 95
5- Determinar los Modos de Falla Críticos ..................................................... 96 6- Selección de las Tareas de Mantenimiento ..................................................... 99 7- Comparación del desempeño de las Tareas de Mantenimiento .................... 106 Capitu b V Conclusiones y Consideraciones ............................................................. 123 Bibliografía ............................................................................................ 119 Abreviaturas .............................................................................................. 125 Apéndice # 1 Listado de Transformadores Instalados en las Subestaciones de la CNFL ..................... 127 Apéndice # 2 Cuadro de Documentación Técnica Disponible para Transformadores de Potencia ......... 131 Apéndice # 3 Encuesta para Determinar los Modos de Falla más Comunes en los Transformadores de Potencia de la CNFL . ........................................................................... 135 Apéndice # 4 Inventario de Equipos de Mantenimiento ................................................................ 141 Apéndice # 5 Condiciones de Carga en los Transformadores de Potencia de la CNFL ...................... 145 Apéndice # 6 Plan de mantenimiento para los Transformadores de Potencia de la CNFL . .......... 149 Apéndice # 7 Cuadro Comparativo para las Actividades de Mantenimiento en los Transfomadores de Potencia de la CNFL . ........................................................................... 161

El mantenimiento tiene como principal función hacer que los sistemas no
se averíen en forma permanente y que permanezcan en operación
durante el mayor tiempo posible. Los equipos o sistemas, aparte de
presentar su lógico envejecimiento por el deterioro progresivo de sus
cualidades, pueden fallar como consecuencia de otras causas externas,
que son las más difíciles de evitar. El conocimiento del estado de los
equipos permite definir las acciones necesarias con el fin de lograr los
objetivos del mantenimiento. Partiendo de este conocimiento, el
mantenimiento ha evolucionado en busca de una mayor confiabilidad en
la operación de los equipos, en conjunto con una reducción significativa
en los costos de prevención de fallas y reparaciones.
El mantenimiento debe ser una función planeada y programada, dado
que inicia desde que en el diseño del producto o sistema se proyecta su
mantenibilidad y solo finaliza cuando el producto alcanza su término en
función de la vida útil.
Es así como los recursos se enfocan hacia la consecución de un aumento
en la disponibilidad de los equipos y a la reducción de la tasa de fallas
imprevistas, con una optimización de la calidad del servicio y una
reducción en los costos de mantenimiento.
El equipo eléctrico esencial como los transformadores, son elementos
críticos de un sistema eléctrico de potencia. Su confiabilidad y
funcionamiento continuo son la clave para aprovechar la generación y
transmisión. Los costos de adquisición, reemplazo, transporte,
instalación y reparaciones, se ubican entre los más altos del sistema.

Sus fallas y resultante indisponibilidad, crean pérdidas de utilidades muy
importantes y generan costos sustanciales en términos de la destrucción
del equipo periférico, daííos ambientales y utilización no planificada de
recursos humanos y fuentes de potencia alternativas. Es por esta razón
que se plantea la necesidad de utilizar las técnicas más efectivas para la
gestión del mantenimiento.
En la actualidad existen mayores exigencias de competitividad en la
industria que repercuten directamente en las técnicas del
mantenimiento aplicadas a los equipos eléctricos de alta tensión. Los
requerimientos para los equipos eléctricos podrían resumirse en una
sola frase: "Reducir costos de operación, mejorar la capacidad del
equipo de generación y transmisión, y mejorar el suministro de potencia
y el servicio a los consumidores".
Con este objetivo se ha planteado el desarrollo de un plan de
mantenimiento basado en confiabilidad (Reliability Centered
Maintenance, RCM), para transformadores de potencia en la CNFL. El
proyecto contempla la implementación de este novedoso proceso así
como la utilización de los resultados para su posible aplicación en otros
equipos eléctricos de potencia.

A partir de las nuevas técnicas y teorías en mantenimiento que se han
desarrollado en los últimos años a nivel mundial, se ha propuesto un
plan de mantenimiento basado en confiabilidad, con el fin de maximizar
el aprovechamiento de los recursos dedicados al mantenimiento y
aumentar la confiabilidad de un equipo eléctrico esencial como es el
transformador de potencia.
Inicialmente se presenta una síntesis de la historia, evolución y la
posterior clasificación del mantenimiento desarrollada a partir de ésta
evolución; que corresponde a las técnicas de primera, segunda y tercera
generación. En éste primer capítulo se definen algunas técnicas de
mantenimiento de tercera generación incluido el RCM, y se analizan las
características, ventajas y desventajas que presentan cada una de ellas.
Posteriormente se analizan los principios teóricos en los cuales se
fundamentan algunas técnicas de mantenimiento preventivo y predictivo
en transformadores de potencia y se exponen las experiencias a nivel
internacional en la aplicación de nuevas técnicas de diagnóstico y de
monitoreo en línea, que podrían ser aplicadas en la CNFL.
El tercer capítulo se enfoca en el estudio del Mantenimiento Basado en
Confiabilidad y se expone ampliamente acerca de los orígenes del RCM,
sus fundamentos y principios teóricos, y se expone paso a paso el
procedimiento que debe desarrollarse para implementar un plan de
mantenimiento RCM. En este proceso se explica detalladamente las
diferentes actividades que deben realizarse en cada punto partiendo de
la definición de algunos parámetros con la finalidad de que se asegure la
xiii

máxima disponibilidad de los equipos. Se expone también cómo debe
ser la aplicación de éste procedimiento y cuáles son los resultados que
se esperan. La técnica de mantenimiento RCM es enfocada en asegurar
la funcionalidad de los equipos y sus componentes antes que preservar
el buen estado de los mismos.
A partir de éste procedimiento, se desarrollan en el capítulo I V las
actividades de campo y la implementación del plan RCM. El
Transformador de Potencia es clasificado de acuerdo con sus principales
componentes y para cada uno de ellos se definen las funciones, fallas
funcionales, modos de falla y las consecuencias de éstos modos de falla.
Por medio de tablas y cuadros se presentan los resultados obtenidos en
los diferentes puntos del proceso. A partir de estos resultados se eligen
las tareas de mantenimiento más apropiadas y efectivas para asegurar
la mayor confiabilidad.
Como resultado final del proyecto se presenta el resumen de las
actividades del plan de mantenimiento RCM que han sido clasificadas de
acuerdo con la periodicidad con que deben ser ejecutadas y con la
intención de maximizar la utilización de los recursos de mantenimiento.

Capítulo 1 EVOLUCION Y CLASIFICACION DEL MANTENIMIENTO
1- Evolución del Mantenimiento
1.1- Las Tres Generaciones del Mantenimiento
La evolución de las técnicas de mantenimiento ha ido siempre en
consonancia con el desarrollo tecnológico, lo que ha permitido
incrementar significativamente el aprendizaje acerca del
comportamiento degenerativo interno de los equipos que hace tan sólo
unos años era prácticamente desconocido. Como parte de esta evolución
del mantenimiento es posible distinguir tres diferentes etapas en las
técnicas de mantenimiento.
La primera generación cubre el periodo hasta el final de la Segunda
Guerra Mundial, en ésta época las industrias tenían pocas máquinas,
simples, fáciles de reparar y normalmente con un diseño muy
sobredimensionado. Los volúmenes de producción eran bajos, por lo que
los tiempos de parada y la prevención no eran tan importantes. El
mantenimiento era del tipo correctivo y consistía en la intervención en la
unidad como consecuencia de una avería producida durante su
funcionamiento normal. Esta, desde luego consiste en la idea más
antigua del mantenimiento, relegada en la actualidad únicamente a
unidades de costo muy reducido y con bajas exigencias de mercado.
Esta forma de actuar, implicaba costos muy elevados y una gran
dificultad en la planificación de inversiones.

La segunda generación introdujo los cambios producidos por la guerra,
la industria incorporó maquinaria más compleja y con mayor volumen
de producción; esto provocó una mayor preocupación por las fallas y las
paradas y trajo consigo el concepto del mantenimiento preventivo, o sea
las revisiones a intervalos fijos. También en este periodo los costos
comenzaron a aumentar lo que motivó la aparición de los sistemas de
planificación y control del mantenimiento, y es donde se inicia el camino
de ascenso gerencia1 de la función del mantenimiento.
Esta técnica del mantenimiento preventivo, aunque hoy día en declive,
todavía es utilizada dependiendo de la unidad considerada y supone en
casos particulares una mejor planificación de recursos. La idea es clara:
se establecen revisiones periódicas en los equipos independientemente
de su estado, basándose exclusivamente en el tiempo transcurrido o
número de actuaciones realizadas.
El principal inconveniente de esta filosofía es que a menudo se incurre
en elevados costos, en algunos casos no necesarios, y además, en
ocasiones, el desconocimiento de los modos de fallo de las unidades
hace que no se logren reducir significativamente las tasas de fallo por
problemas inherentes a los equipos.
La Tercera Generación se inicia a mediados de la década del setenta,
donde los cambios producidos por el avance tecnológico se aceleran.
La introducción en el mercado de nuevas herramientas predictivas de
diagnóstico, como consecuencia del progreso tecnológico está
respondiendo adecuadamente a las exigencias actuales de
mantenimiento. Estas técnicas predictivas tienen como filosofía de

actuación la siguiente: realizar intervenciones únicamente cuando sea
necesario».
La conjunción de esta idea con la del mantenimiento basado en la
confiabilidad de los equipos permite optimizar los costos y desde luego,
reducir la tasa de fallos. Sin embargo posee dos grandes enemigos: El
desconocimiento del tiempo de gestación de algunos fallos en las
unidades y modos de fallo todavía no descubiertos.
En la actualidad, y basadas en las actividades predictivas, se desarrollan
las técnicas de monitorización en continuo de los equipos que permiten
el conocimiento de su estado en tiempo real disminuyendo
significativamente el efecto causado por los inconvenientes de las
técnicas de primera y segunda generación.
1.2- Modelo de la probabilidad condicional de fallas
El conocimiento acerca del comportamiento estadístico de las fallas en
los equipos merece una consideración especial, pues es una parte muy
importante en la evolución del mantenimiento.
Anteriormente existía la creencia de que la mejor manera de optimizar
la disponibilidad de la planta era hacer algún tipo de mantenimiento
proactivo de rutina. El pensamiento de la Segunda Generación sugería
grandes reparaciones, o reposición de componentes a intervalos fijos.
La figura 1.1 muestra la perspectiva de la falla a intervalos regulares y
se basa en la presunción de que la mayoría de los equipos operan
confiablemente por un período "X", y luego se desgastan. El
pensamiento clásico sugiere que los registros extensivos acerca de las

fallas nos permiten determinar y planear acciones preventivas un tlempo
antes de que ellas ocurran.
Figura l . 1 La perspectiva tradicional de la falla [2]
Este patrón es cierto para algunos tipos de equipos simples, y para
algunos items complejos con modos de falla dominantes. En particular
las características de desgaste se encuentran a menudo en casos en los
que el equipo tiene contacto directo con el producto. Las fallas
relacionadas con la edad frecuentemente van asociadas a la fatiga,
corrosión, abrasión y evaporación.
Sin embargo, los equipos en general son mucho más complejos de lo
que eran veinte años atrás. Esto ha traído aparejado sorprendentes
cambios en los patrones de falla, como lo muestra la figura 1.2. Los
gráficos muestran la probabilidad condicional de falla en relación a la
edad operacional para una variedad de elementos mecánicos y
eléctricos.
El patrón A es la ya conocida curva de la "bañadera". Comienza con
una gran incidencia de fallas (llamada mortalidad infantil), seguida por
un incremento constante o gradual de la probabilidad condicional de
falla, y por Último una zona de desgaste. El patrón B muestra una

probabilidad condicional de falla que es constante o de lento incremento,
y que termina en una zona de desgaste (igual que la Figura 1.1).
Figura 1.2: Seis Patrones de Falla [2]
E l patrón C muestra una probabilidad condicional de falla que crece
lentamente, pero no tiene una edad de desgaste claramente
identificable. El patrón D muestra una baja probabilidad condicionaf de
falla cuando el equipo es nuevo o recién salido de la fábrica y luego un
veloz incremento hasta un nivel constante, mientras que el patrón E
muestra una probabilidad condicional de falla constante a todas las
edades por igual (falla al azar).
El patrón F comienza con una alta mortalidad infantil que finalmente
cae a una probabilidad de falla constante o que asciende muy
lentamente.

Estudios realizados en aeronaves comerciales demostraron que un 4%
de los elementos correspondían al patrón A, un 2% al B, un 5% al C,
un 7% al D, un 14% al E, y no menos de un 68% al patrón F. (El
número de veces que estos patrones ocurren en aeronaves no es
necesariamente el mismo que en el área industrial, pero no cabe duda
de que a medida que los elementos se hacen más complicados,
encontramos más patrones E y F [2]).
Estos hallazgos contradicen la creencia de que siempre hay conexión
entre la contabilidad y la edad operacional. Esta creencia dio origen a la
idea de que cuanto más seguido un ítem es reparado, menos
posibilidades tiene de fallar, Actualmente esto es cierto en muy pocos
casos. A menos que exista un modo de falla dominante relacionado con
la edad, los límites de edad tienen que ver poco o nada con mejorar la
Confiabilidad de los componentes complejos. De hecho las reparaciones
pueden en realidad aumentar los promedios de falla generales al
introducir la mortalidad infantil en sistemas que de otra manera serían
estables. La toma de conciencia de estos hechos ha llevado a algunas
organizaciones a abandonar por completo la idea de mantenimiento
proactivo. No obstante, cuando las consecuencias de las fallas son
importantes, se deben tomar las acciones oportunas para prevenir o
predecir las fallas, o al menos para reducir las consecuencias.

2- Clasificación del Mantenimiento
Para que los trabajos de mantenimiento sean eficaces son necesarios el
control, la planeación y la distribución correcta de la fuerza humana,
logrando que se reduzcan costos, tiempos de interrupción, etc.
Existen diferentes tipos de mantenimiento, siendo la comparación de los
logros o beneficios obtenidos de ellos, el mejor camino para definir su
aplicabilidad.
2.1- Mantenimiento de Primera Generación
Mantenimiento Correctivo
Es la forma más primitiva del mantenimiento en el cual sólo se
interviene en los equipos cuando la falla se ha producido. En ocasiones
esto está plenamente justificado, especialmente en aquellos casos en los
que existe un bajo costo de los componentes afectados, cuando la falla
de los equipos no supone la interrupción de la producción, o cuando no
afecta la capacidad productiva de forma instantánea y las reparaciones
pueden ser llevadas a cabo sin perjuicio de ésta. En estos casos, el
costo derivado de la aparición de una falla imprevista en el equipo es
inferior a la inversión necesaria para poner en práctica otro tipo de
mantenimiento más complejo.
Debido a esto, en algunas instalaciones o sistemas modernos, existe
generalmente un porcentaje de equipos en los que se realiza
exclusivamente este tipo de mantenimiento.
Esta filosofía de mantenimiento no requiere ninguna planificación
sistemática, por cuanto no se trata de un planteamiento organizado de

tareas. Sin embargo, adoptar esta forma de mantenimiento supone
asumir algunos inconvenientes respecto de las máquinas y equipos
afectados, entre los que pueden citarse:
> -Las averías se producen generalmente de manera imprevista, lo
que puede ocasionar trastornos en la producción, que pueden ir
desde ligeras pérdidas de tiempo, por reposición de equipo o
cambio de tarea, hasta la parada de la producción, en tanto no se
repare o sustituya el equipo averiado.
P -Las averías son siempre, en mayor o menor medida inoportunas,
por lo que la reparación de los equipos averiados puede llevar más
tiempo del previsto, ya sea por ausencia del personal necesario
para su reparación, o por la falta de los repuestos necesarios.
P -Por tratarse de averías inesperadas, la falla puede venir
acompañada de algún siniestro, lo que obviamente puede tener
consecuencias muy negativas para la seguridad del personal o de
las instalaciones.
Asimismo, las fallas no detectadas a tiempo, ocurridas en partes, cuyo
cambio hubiera requerido poca inversión, pueden causar daños
importantes en otros elementos o piezas conexas que se encontraban en
buen estado de uso y conservación.
Otro inconveniente de esta filosofía de mantenimiento, es que debería
disponerse de un capital importante invertido en piezas de repuesto
dado la gran cantidad de elementos que pueden fallar, además de que
usualmente se requiere de una gestión de compra y entrega que no
siempre van de acuerdo con el tiempo disponible en el momento (por
ejemplo: partes importadas, desaparición del fabricante).

Por último, con referencia al personal que ejecuta el servicio, se
requiere que éste sea altamente calificado y sobredimensionado en
cantidad pues las fallas deben ser corregidas de inmediato.
2.2- Mantenimiento de segunda Generación
Mantenimiento Preventivo
El mantenimiento preventivo supone un paso importante para asegurar
la disponibilidad de los equipos y para obtener un rendimiento óptimo
sobre la inversión total, ya que pretende disminuir o evitar, en cierta
medida; la reparación mediante una rutina de inspecciones periódicas y
la renovación de los elementos deteriorados.
En las inspecciones se procede al desmontaje, total o parcial, del
equipo, con el fin de revisar el estado de sus elementos, reemplazando
aquello que se estime oportuno. Otros elementos son sustituidos
sistemáticamente en cada inspección, tomando como referencia el
número de operaciones realizadas o un determinado período de tiempo
de funcionamiento.
El éxito de este tipo de mantenimiento depende de la correcta elección
del periodo de inspección. Un período demasiado largo conlleva el
peligro de la aparición de fallas entre dos inspecciones consecutivas, en
tanto que un periodo demasiado corto puede encarecer
considerablemente el proceso de mantenimiento. El equilibrio se
encuentra como la suma entre los costos procedentes de las
inspecciones y los derivados de las averías imprevistas. Si bien los
primeros pueden ser suficientemente cuantificados, la evaluación de los
segundos no es tarea fácil, por lo que la determinación del punto de

equilibrio aludido es dificil y suele ajustarse en función de la propia
experiencia.
El grave inconveniente que presenta la aplicación exclusiva de este tipo
de mantenimiento es el costo de las inspecciones. La revisión de un
equipo que está funcionando correctamente o la sustitución de
elementos que no se encuentran en mal estado, puede llegar a ser
innecesario. Por otra parte, sea cual sea el período de inspección fijado,
no se elimina por completo la posibilidad de una avería imprevista, si
bien cuanto menor sea dicho período, en mayor grado se reducirá este
peligro. Por lo tanto, el período de inspección se fija, asumiendo la
posibilidad de la aparición de averías imprevistas durante el intervalo
comprendido entre dos inspecciones consecutivas.
La prevención permite preparar el personal necesario, los materiales a
utilizar, las piezas a reponer y la metodología a seguir, lo cual constituye
una enorme ventaja.
La mayor ventaja de este sistema es la de reducir la cantidad de fallas
por horas de funcionamiento.
Las desventajas que presenta este sistema son:
- Cambios innecesarios: al alcanzarse la vida útil de un elemento, se
procede a su cambio, encontrándose muchas veces, que el elemento
que se cambia, podía ser utilizado durante un tiempo más prolongado.
- Problemas iniciales de operación: cuando se desarma, se montan
piezas nuevas, se rearma y se efectúan las primeras pruebas de

funcionamiento, se producen en muchas ocasiones fallas que antes no
se presentaban.
Muchas veces, debido a que las piezas no ajustan como cuando se
desgastaron en forma paulatina en una posición dada, otras veces, es
debido a la aparición de fugas o pérdidas que antes de la reparación no
existían.
- Costo en inventarios: el costo en inventarios sigue siendo alto
aunque previsible, lo cual permite una mejor gestión.
El planeamiento para la aplicación de este sistema consiste en:
- Definir qué partes o elementos serán objeto de este mantenimiento
- Establecer la vida útil de los mismos
- Determinar los trabajos a realizar en cada caso
- Agrupar los trabajos según el tiempo en que deberán efectuarse las
intervenciones.
Si se adopta este tipo de mantenimiento, se debe tener en cuenta que:
- Un bajo porcentaje de mantenimiento, ocasionará muchas fallas y
reparaciones.
- Un alto porcentaje de mantenimiento, ocasionará pocas fallas y
reparaciones pero generará demasiados costos en las labores de
mantenimiento y pérdidas en la producción.

2.3- Mantenimiento de Tercera generación
Los continuos avances tecnológicos registrados en la Última década han
permitido el desarrollo de nuevas herramientas de diagnóstico del
estado de los equipos.
Aunque el primer paso para el desarrollo de las técnicas de
mantenimiento de tercera generación se produjo con el mantenimiento
predictivo; en los últimos años se han desarrollado nuevas filosofías de
mantenimiento muy importantes. A continuación se mencionan algunas
de ellas.
2.3.1 - Mantenimiento Predictivo
El mantenimiento predictivo, también conocido como mantenimiento
segun estado, surgió como respuesta a la necesidad de reducir los
costos de los métodos tradicionales, correctivos y preventivos de
mantenimiento. La idea básica de esta filosofía parte del conocimiento
del estado de los equipos.
De esta manera es posible, por un lado, reemplazar los elementos
cuando realmente se encuentren en condiciones no operativas,
suprimiendo las paradas por inspecciones innecesarias y, por otro lado
evitar las averías imprevistas, mediante la detección de cualquier
anomalía funcional y el seguimiento de su posible evolución.

La aplicación del mantenimiento predictivo se apoya en dos pilares
fundamentales:
l. La existencia de parámetros funcionales indicadores del estado del
equipo.
2. La vigilancia continua de los equipos.
La mayoría de los componentes de los equipos avisan de alguna manera
su falla, antes de que ésta ocurra. Por lo tanto, mediante el seguimiento
de los parámetros funcionales, es posible detectar prematuramente la
falla de algún componente del equipo, asegurando el correcto
funcionamiento del mismo.
Entre las ventajas más importantes que reporta este t ipo de
mantenimiento, pueden citarse las siguientes:
k Detectar e identificar tempranamente los defectos que pudieran
aparecer sin, necesidad de parar y desmontar el equipo.
> Observar aquellos defectos que sólo se manifiestan sobre la
máquina en funcionamiento.
k Seguir la evolución del defecto hasta que se estime que es
peligroso
P Programar la parada, para la corrección del defecto detectado,
haciéndola coincidir con un tiempo muerto o una parada rutinaria
del proceso de producción.
k Reducir el tiempo de reparación, ya que previamente se ha
identificado el origen de la avería y los elementos afectados por la
misma.

Las dificultades para su desarrollo pleno provienen de los mismos
principios en los que basa. En primer lugar, no existe ningún parámetro
funcional, ni siquiera una combinación de ellos, que sea capaz de
reflejar exactamente el estado de un equipo, indicando de forma
inmediata, mediante la aparición de signos identificadores, la presencia
de un defecto independiente y además para todos los defectos posibles.
En segundo lugar, no es viable una vigilancia continua de todos los
parámetros funcionales significativos para todos los equipos de un
sistema. En la realidad, el número de parámetros analizados en el
programa de mantenimiento debe limitarse, así como la proporción de
equipos implicados.
Como consecuencia de las limitaciones anteriores pueden presentarse
los siguientes inconvenientes:
k Que el defecto se produzca en el intervalo de tiempo comprendido
entre dos medidas consecutivas.
P Que un defecto no sea detectado con la medición y análisis de los
parámetros incluidos en el programa.
> Que aún siendo detectado un defecto, éste no sea diagnosticado
correctamente o en toda su gravedad.
P Que aún habiéndose realizado un diagnóstico correcto, no sea
posible programar la parada del equipo en el momento oportuno y
sea preciso asumir el riesgo de fallo.
La mayoría de las fallas se producen lentamente, y en algunos casos,
arrojan indicios evidentes de una futura falla, los cuales pueden
advertirse fácilmente. En otros casos, es posible advertir la tendencia a

entrar en falla de un equipo, mediante el monitoreo de condición, es
decir, mediante la medición y seguimiento de algunos parámetros
relevantes que representan el buen funcionamiento del equipo en
análisis. Lo anterior se realiza a través de un diagnóstico que se realiza
sobre la evolución o tendencia de una o varias características medibles y
su comparación con los valores establecidos como aceptables para
dichas características, estas pueden ser: la temperatura, la presión, la
velocidad lineal, la velocidad angular, la resistencia eléctrica, el
aislamiento eléctrico, los ruidos y vibraciones, la rigidez dieléctrica, la
viscosidad, el contenido de humedad, de impurezas, etc.
El seguimiento de estas características debe ser continuo y requiere un
registro adecuado. Una de sus ventajas es que las mediciones se
realizan con los equipos en marcha, por lo que, en principio, el tiempo
de parada del equipo resulta menor.
Además de la ventaja anterior, el seguimiento nos permite contar con
un registro de la historia de la característica en análisis, sumamente útil
ante fallas repetitivas; puede programarse la reparación en algunos
casos, junto con la parada programada del equipo y existen menos
intervenciones de la mano de obra en mantenimiento.
El mantenimiento predictivo es excesivamente costoso de aplicar para
implantarlo en toda una planta industrial, por lo tanto solamente se
aplica en aquellos equipos en los que no puede haber un paro no
programado o su aprovechamiento tiene que ser máximo por
requerimientos de la máquina o de otros factores.

2.3.2- Mantenimiento Centrado en la Confiabilidad (RCM)
El Mantenimiento Centrado en la Confiabilidad (Reliability Centered
Maintenance, RCM), fue desarrollado por la industria de la aviación civil
en Estados Unidos. La Federal Aviation Administration (FAA), en USA
comisionó a la empresa United Airlines para emprender un estudio de la
eficacia de las reparaciones generales basadas en el tiempo, de
componentes complejos en los sistemas de los equipos de las aeronaves
civiles. Existía la creencia de que estas reparaciones generales basadas
en el tiempo no contribuían mucho para reducir la frecuencia de las
fallas y no eran económicas. La conclusión clave fue que las
reparaciones generales, basadas en el tiempo, de equipos complejos no
afectaba de manera significativa la frecuencia de las fallas. En algunos
equipos, en realidad la ocurrencia de fallas era mayor inmediatamente
después de una reparación general.
Las reparaciones generales programadas, basadas en el tiempo,
"restablecen" la edad nuevamente a cero, incrementando de esta forma
la probabilidad de falla. Durante la mayor parte de la vida del equipo
complejo, las fallas están relacionadas con eventos aleatorios, como
cargas de choque, sobrevoltajes, prácticas incorrectas de lubricación,
operación inadecuada, etc. Estos eventos aleatorios provocan un
deterioro acelerado del funcionamiento del equipo, el cual a menudo
puede monitorearse empleando técnicas de mantenimiento preventivo
basado en las condiciones.
El mantenimiento centrado en la confiabilidad es una metodología lógica
derivada de esta investigación en el sector de la aviación, y hace uso de

la herramienta del análisis del modo de falla, efecto y grado crítico
(FMECA), Failure Mode Effect and Critica1 Analysis.
La metodología consiste en una serie de pasos:
1- Definir las fronteras del equipo y las interfaces
2- Recolectar la información de los equipos
3- Definir la función del equipo y las fallas funcionales
4- Identificar los modos de falla del equipo
5- Determinar el modo de falla crítico
6- Seleccionar las tareas de mantenimiento apropiadas y efectivas
7- Comparar el desempeño de las tareas de mantenimiento actuales
con las tareas recomendadas por el RCM
El mantenimiento centrado en la confiabilidad asegura que se
emprendan las acciones correctas de mantenimiento preventivo ó
predictivo y elimina aquellas tareas que no producen ningún impacto en
la frecuencia de fallas. Debido al enfoque riguroso para definir
funciones, normas, mecanismo de falla, efectos y grado crítico, se
adquiere un mejor conocimiento del sistema del equipo que está bajo
revisión. El resultado de cada estudio del RCM del sistema de un equipo
es una lista de acciones de mantenimiento, programas y
responsabilidades. Estas a su vez, dan por resultado una mejor
disponibilidad, confiabilidad y rendimiento operativo del equipo y
eficacia en costos. Aún cuando el RCM favorece las tácticas del
mantenimiento centrado en las condiciones, si la falla no da motivo a
una preocupación en cuanto a la seguridad, y no tiene un impacto
económicamente significativo en la producción, una de las opciones
presentadas es operar el equipo hasta que falle.

2.3.3- Mantenimiento Productivo Total
El Mantenimiento Productivo Total (MPT) es un enfoque gerencia1 para el
mantenimiento que se centra en la participación de todos los empleados
de una organización en la mejora del equipo. Este método se desarrolló
en el sector manufacturero japonés, comenzando con la aplicación del
mantenimiento preventivo al estilo norteamericano y europeo y
avanzando hasta la aplicación de los conceptos de la administración de
la calidad total y la manufactura justo a tiempo al campo del
mantenimiento de los equipos.
El Instituto Japonés de Ingenieros de Planta definió el MPT en 1971 con
cinco metas claves:
- Maximizar la eficacia global de equipo, que incluye disponibilidad,
eficiencia en el proceso y calidad del producto.
- Aplicar un enfoque sistemático para la confiabilidad, la factibilidad
del mantenimiento y los costos del ciclo de vida
- Hacer participar a operaciones, administración de materiales,
mantenimiento, ingeniería y administración en el control del
equipo
- Involucrar a todos los niveles gerenciales y a los trabajadores
- Mejorar el rendimiento del equipo mediante actividades de grupos
pequeños y el desempeño del equipo de trabajadores.
Dentro del departamento de mantenimiento, la metodología del
Mantenimiento Productivo Total fomenta el desarrollo de la planeación
sistemática y el control del mantenimiento preventivo y correctivo, y
apoya plenamente las actividades autónomas realizadas por el operador.

En las plantas en donde el entorno de operación y mantenimiento ha
sido mejorado hasta el punto de disminuir las devoluciones, se
emprenden actividades para una prevención activa del mantenimiento.
2.3.4- Benchmarking
Se puede definir el Benchmarking como 'un proceso sistemático
continuo para evaluar productos, servicios y el proceso del trabajo de
las organizaciones de las que se reconoce que representan las mejores
prácticas con fines de mejora de la organización". El benchmarking
actual tiene sus raíces en la administración de la calidad total, cuando
las corporaciones que buscaban obtener reconocimiento como
compañías de calidad total, mediante premios internacionales, hacían
recorridos en otras compañías para ver cómo lo habían logrado.
El benchmarking como una metodología para mejora continua, busca
tanto los parámetros como los procesos para alcanzar estos parámetros.
La metodología comienza con una comprensión total del desempeño de
la planta anfitriona y aquellos procesos que son elementales para el
éxito de la planta.
La aplicación del benchmarking a un proceso para desarrollar un
programa de mantenimiento preventivo y predictivo eficaz en costos,
por ejemplo, implica entender la relación causal entre este proceso y
otros y sus composturas, las emergencias, los trabajos urgentes, el
tiempo extra, los costos de mano de obra y los costos de inventario de
partes, y aumenta la disponibilidad, confiabilidad, eficiencia del proceso
y la precisión de operación del equipo, y en consecuencia, la calidad del
producto.

3- Situación Actual del Mantenimiento
3.1- Utilización del RCM
En la actualidad, el Mantenimiento se basa principalmente en técnicas
preventivo-predictivas que se coordinan mediante una política de
Mantenimiento Basado en la Confiabilidad de los Equipos (RCM).
Esta política que reúne características técnicas y económicas, permite
tender a la explotación óptima de los sistemas.
El primer paso de esta actuación consiste en efectuar una selección
exhaustiva de las técnicas predictivas de diagnóstico.
La aplicación de estas técnicas no debe ser total pues se incurriría en un
costo de mantenimiento elevado y a menudo la información obtenida
podría resultar redundante. Se trata por tanto de hacer una
racionalización en función del estado previo de cada equipo, su historial
de defectos y el riesgo e importancia en el sistema.
Es en este apartado donde juega especial importancia el mantenimiento
basado en la confiabilidad (RCM).
La filosofía de actuación se expone en el flujograma de la figura 1.3.

4 - - --- --.- . . . .
ENSAYOS ;PROBLEMAS ~ O L U c ION ARJ MAS PROFUN W S l A
SEGUIMENTO EN PLAZOS
Figura 1.3: Filosofía del Mantenimiento RCM
Las técnicas utilizadas hasta la fecha han repercutido positivamente en
el mantenimiento de los equipos. Sin embargo, y aunque la tasa de
fallos ha quedado reducida de modo significativo, las técnicas
predictivas por sus características discretas, tienen como principal
enemigo el tiempo de gestación de fallo en las unidades. El modo
utilizado para la determinación es la realización de seguimientos que en
la mayoría de los casos permite cuantificar su velocidad de degradación.
Sin embargo, tiempos de gestación rápidos debidos a modos de fallo
complejos resultan difíciles de determinar.
La solución a lo anterior se produce con el conocimiento en tiempo real
del estado de los equipos, lo que permitiría, si se conociesen todos los

modos de fallo; reducir a cero los fallos producidos por anomalías
inherentes de los mismos.
3.2- Monitoreo de Variables en Transformadores de Potencia
El fin de la vida de un transformador está generalmente definido por la
pérdida de la rigidez mecánica del aislamiento sólido de los devanados.
Con los avances en las técnicas de pruebas del sistema de aislamiento
(aceite y papel), y con la detección temprana de las señales de deterioro
del sistema de aislamiento, es posible extender la vida útil de ciertas
unidades por el continuo monitoreo en línea.
Con el monitoreo continuo de indicadores claves o parámetros de la
operación de los transformadores (como gases disueltos en el aceite), es
posible aplicar diagnósticos de los datos de operación para determinar la
condición de la unidad.
Las fallas térmicas y eléctricas que se desarrollan en los
transformadores están siempre asociadas con la formación de gases
disueltos en el aceite. El análisis de esos gases es un método reconocido
para la detección de fallas incipientes, la identificación del tipo de falla y
el monitoreo de su evolución con el tiempo. La sensibilidad de este
método es tal que una falla en desarrollo puede ser detectada mucho
antes de que el problema sea lo suficientemente serio para generar una
alarma en el relé de acumulación de gases (Relevador Buchholtz). Esta
alerta temprana permite realizar algún planeamiento para reparar o
reemplazar el equipo antes de que una falla inesperada ocurra.
Hoy en día ya existen sistemas de monitorización aplicados a equipos de
alta tensión que se encuentran en constante desarrollo. La actuación

incluye la adaptación de sensores no intrusivos en las unidades y la
captación de señales en tiempo real y llevadas a un centro de control
para su visualización.
La detección temprana de fallas incipientes en transformadores creará
beneficios económicos que tendrán un impacto en los resultados
obtenidos:
- Cargabilidad del transformador para máxima eficiencia
económica
El monitoreo crea la oportunidad de planear estratégicamente las salidas
de servicio y de administrar la utilización y disponibilidad de los equipos.
Una rápida respuesta a requerimientos súbitos para sobrecarga y para
ganar oportunidades de mercado, son clave para el éxito de cualquier
distribuidor de energía eléctrica.
- Administración y extensión de la vida útil del transformador
Los costos de operación se reducen en la medida en que el equipo sea
atendido dentro de un plan de reparaciones programado, a menudo en
sitio.
El equipo puede continuar en servicio, a veces bajo condiciones de carga
reducida, cuando la falla está dentro de límites moderados y
predictibles. Esta condición previene la pérdida de utilidades, y provee
tiempo para planear ordenadamente las acciones para reparar o
reemplazar los equipos. La administración y la extensión de la vida útil
de equipos de potencia críticos requieren del monitoreo continuo y

confiable así como de la validez de que cada acción que afecte la vida
del transformador necesita ser probada periódicamente.
- Monitoreo de la evolución de las condiciones de falla continuas.
Una vez que una falla ha sido detectada y su evolución es monitoreada,
la severidad de la falla puede ser evaluada y una decisión puede ser
tomada respecto a la acción a seguir.
Los daños al equipo pueden ser restringidos cuando las fallas incipientes
son detectadas y una acción temporal es tomada. La detección
temprana limita la cantidad de daños adyacentes y confina el área que
requiere reparaciones y mantenimiento.
- Reducción de fallas y salidas de servicio no programadas
La detección temprana de fallas incipientes en transformadores reduce
en gran forma las salidas de potencia imprevistas, y mejora la
confiabilidad del suministro de potencia y el servicio al consumidor.
El monitoreo de fallas de rápido desarrollo y la evaluación de su
progreso provee la información necesaria para dirigir todos los recursos
para reaccionar a tiempo y reducir los daños totales.

Capítulo 11 TECNICAS DE DIAGNOSTICO Y MANTENIMIENTO PREDICTIVO PARA TRANSFORMADORES DE POTENCIA
Resumen
A continuación se analizan los principios teóricos en los cuales se
fundamentan algunas técnicas de mantenimiento preventivo y predictivo
en transformadores de potencia.
Estos principios serán utilizados posteriormente para seleccionar las
tareas de mantenimiento más efectivas en la prevención de fallas; y los
métodos de diagnóstico del estado real de los equipos.
Se exponen también, algunas experiencias a nivel internacional en la
aplicación de nuevas técnicas de diagnóstico y de monitoreo en línea
para transformadores de potencia, que podrían ser aplicadas en la
CNFL; como parte de las propuestas y recomendaciones de este
proyecto.

1- Pruebas de Diagnóstico para Transformadores de
Potencia
Con el fin de seleccionar las actividades de mantenimiento más efectivas
para la prevención de fallas en los transformadores de potencia, es
necesario conocer acerca de las diferentes pruebas y herramientas de
diagnóstico que existen; con esto es posible analizar cuáles son los
modos de falla que se pueden monitorear y prevenir con cada una de
ellas. A continuación se presentan algunas de las pruebas de diagnóstico
más utilizadas, las cuales han sido clasificadas en tres grupos
principales, las pruebas que se realizan en el aceite dieléctrico, las
pruebas eléctricas de campo y el análisis cromatográfico de gases.
1.1- Pruebas al Aceite Dieléctrico
Las normas ASTM (American Society for Testing and Materials) definen
las propiedades de los aceites aislantes minerales así como los
procedimientos y criterios de evaluación para estas pruebas. Se han
seleccionado ocho de estas pruebas que permiten medir con exactitud el
deterioro de las características físicas y químicas del aceite.
Estas pruebas son utilizadas para monitorear el estado de los aceites en
operación, y permiten además, determinar el porcentaje de agua en el
papel, y el grado de impregnación de productos ácidos en el aislamiento
sólido.
Para obtener un diagnóstico preciso de las condiciones de un aceite, es
necesario tomar un criterio a partir del conjunto de las ocho pruebas
mencionadas, pues ninguna de ellas por sí sola, puede tomarse como

parámetro para tomar decisiones respecto a las necesidades de
mantenimiento en el aceite ó en el transformador.
1.1.1- Rigidez Dieléctrica - Norma ASTM 0-877
Se define rigidez dieléctrica como la capacidad de un aislante para
soportar tensión eléctrica a determinada rampa de incremento sin fallar
[91.
La rigidez dieléctrica es útil como un primer indicio de la presencia de
contaminantes tales como agua, impurezas, fibras de celulosa ó
partículas conductoras, y es un indicativo de la seguridad de operación
del equipo.
1.1.2- Contenido de Agua - Norma ASTM D-1533
De acuerdo con las características de saturación del agua en el aceite es
posible establecer el porcentaje de agua en estado libre en el aceite
dieléctrico, en relación con el agua emulsionada. En estado libre el agua
reduce la rigidez dieléctrica y transfiere humedad a la celulosa. En forma
emulsionada, el agua acelera la formación de compuestos polares que
intervienen en la oxidación del aceite.
Esta prueba es realizada normalmente por el método de Karl-Fischer
que brinda la información en partes por millón de agua (ppm) en el
aceite.
1.1.3- Número de Neutralización - Norma ASTM D-974
Se define como la cantidad de miligramos de Hidróxido de Potasio
(KOH), que se requiere para neutralizar el ácido de un gramo de aceite.

La degradación química en el aceite es acelerada en presencia de
algunas sustancias como agua, oxígeno, cobre, hierro, celulosa, etc. Es
posible monitorear este deterioro por medio del número de
neutralización que detecta la presencia de los ácidos grasos pesados y
los productos de descomposición, como los Iodos en el aceite.
1.1.4- Tensión Inteñacial - Norma ASTM D-972
Es la fuerza necesaria para separar un anillo plano de Platino-Iridio de la
superficie de un fluido de mayor tensión superficial. Esta fuerza se mide
por medio de una balanza de torsión en una interfase aceite-agua. Su
valor es dado en dinas/cm.
La tensión interfacial es una prueba muy sensible a la aparición de los
primeros compuestos hidrofílicos Ó contaminantes polares solubles,
productos del proceso de oxidación que se está desarrollando
incipientemente en el aceite y a los compuestos ácidos pesados, que se
generan en las etapas avanzadas de la degradación. Estos compuestos
tienen afinidad con el agua y el aceite y por tanto su presencia hace
bajar la tensión interfacial desde las reacciones iniciales. Es por esta
razón que ésta prueba es complemento indispensable con la del número
de neutralización.
1.1.5- Color - Norma ASTM D-1500
Esta prueba clasifica el color de acuerdo con un patrón estándar de la
norma ASTM mediante la comparación de colores. Es una medida muy
importante sobre todo cuando se observan cambios significativos en el
término de un año Ó menos. No obstante se requiere la información del
número de neutralización y la tensión interfacial para complementar los
resultados.

1.1.6- Gravedad Específica - Norma ASTM 0-1298
Es la razón entre la masa de un volumen de aceite y la masa de agua
para ese mismo volumen. Es una forma rápida para detectar la
presencia de contaminantes.
La gravedad específica tiene una relación inversa con el coeficiente de
expansión por lo que es conveniente tener un valor bajo de gravedad
específica.
1.1.7- Factor de Potencia del Aceite - Norma ASTM D-924
Es la potencia real en Watts disipada por el aceite dividida por la
potencia aparente en Voltamperios aplicada, utilizando el aceite como
dieléctrico en un condensador.
Esta prueba nos indica la contaminación del aceite. Un valor práctico
para aceites en operación es de menos de 0.1% a 25 OC.
1.1.8- Contenido de Inhibidor - Norma ASTM D-4768
Esta prueba permite verificar los niveles de los inhibidores artificiales en
el aceite. Estos compuestos aumentan la resistencia del aceite contra la
oxidación y son adicionados en aceites nuevos y en aquéllos que han
iniciado el proceso de oxidación mediante los métodos de regeneración.
La perdida de los inhibidores de oxidación resultará en un aumento en la
tasa de deterioro del aceite por lo que es necesario realizar esta prueba
periódicamente.

1.2- Pruebas Eléctricas de Campo
Las pruebas que son efectuadas en el sitio de operación del
transformador permiten diagnosticar el estado del aislamiento sólido, los
devanados y el núcleo ferromagnético del transformador. Para la
ejecución de estas pruebas se requieren equipos especiales de muy alto
costo, y es necesario que se realicen por parte de personal altamente
calificado, bajo todas las medidas de seguridad recomendadas.
1.2.1- Factor de Potencia del Aislamiento
Este es el ensayo que por excelencia mide la calidad del aislamiento. Se
define como la relación de la potencia en Watts disipada por un
material, y el producto en voltio-amperios, de la tensión senoidal eficaz
por la corriente.
Con esta prueba se obtiene una medida de las pérdidas dieléctricas del
aislamiento, que se disipan en forma de calor y son consecuencia directa
de la humedad y de los productos de degradación del aceite, que causan
el deterioro del aislamiento sólido.
1.2.2- Resistencia de Aislamiento
Consiste en aplicar un voltaje en corriente directa durante un cierto
periodo al aislamiento, y medir la resistencia de aislamiento entre
devanados y entre cada devanado y tierra. Esta prueba es muy sensible
a la temperatura por lo que su valor es dado en megaohmios, referidos
a 20 OC.
Correlacionando los datos a diferentes valores de tiempo y voltaje, se
han desarrollado índices como el de absorción dieléctrica, el de
polarización y el de voltaje por etapas, que permiten evaluar la

presencia de excesiva humedad en el transformador, ó un estado de
avanzada degradación del aceite, que afecta a todo el aislamiento.
1.2.3- Medición de la Corriente de Excitación
Esta prueba permite detectar cierto tipo de fallas como por ejemplo
defectos en la estructura del núcleo magnético, ó fallas del aislamiento
que pueden haber resultado como consecuencia de caminos conductores
entre espiras del devanado. Estas fallas aumentan la reluctancia del
circuito magnético y pueden ser reconocidas por el incremento en la
corriente de excitación.
También se pueden detectar problemas como la conexión incorrecta de
los devanados y los cambiadores de derivaciones defectuosos.
1.2.4- Relación de Transformación
Al medir la relación de transformación entre dos devanados, es posible
identificar espiras ligadas, así como daños y operaciones incorrectas en
el conmutador de derivaciones.
Los valores medidos no deben presentar variaciones superiores al 0,5%
respecto a los datos de placa del transformador.

1.3- Cromatografía de Gases Disueltos
Entre los métodos de diagnóstico más utilizados en transformadores de
potencia, el análisis por cromatografía de gases merece una atención
especial, debido a que ha demostrado ser una de las técnicas más
efectivas para el mantenimiento predictivo en estos equipos.
El diagnóstico de fallas, a partir de los gases involucrados en el aceite
aislante se basa en el estudio de casos que implican una correlación
estadística entre el tipo de falla que se ha presentado en
transformadores y los gases asociados con dicha falla. Ante la presencia
de una falla de tipo térmico ó eléctrico, se produce el rompimiento de
las moléculas de hidrocarburos tanto en el aceite como en la celulosa.
Los gases producidos por este rompimiento pueden ser recolectados
apropiadamente (Norma ASTM D-3612-92), y analizados por métodos
específicos (Norma ASTM D-3613-93).
El tipo y las concentraciones de gases generados son importantes,
debido a que el envejecimiento normal produce cantidades
extremadamente pequeñas de gases mientras que condiciones
incipientes o fallas declaradas generan cantidades fuertes de estos
gases. La mayoría de las fallas incipientes proporcionan evidencias que
pueden detectarse con análisis periódicos de cromatografía que
determinan cualitativa y cuantitativamente, los gases disueltos en el
aceite del transformador.
Los mecanismos de falla más comunes son arqueo, corona, descargas
de baja energía, y sobrecalentamiento general o puntos calientes. Cada
uno de estos mecanismos puede presentarse individual o

simultáneamente y resultar en la degradación de los materiales
aislantes, así como en la formación de gases combustibles y no
combustibles. De la operación normal se tiene también la formación de
algunos gases.
En un transformador, los gases generados pueden encontrarse disueltos
en el aceite aislante, en el espacio existente encima del aceite o en los
dispositivos de colección de gases (relevador Buchholz). La detección de
una condición anormal requiere de una evaluación de la concentración
del gas generado y de la tendencia de generación. La cantidad de cada
gas, con respecto al volumen total de la muestra, indica el tipo de falla
que está en proceso.
La presencia y concentración de los gases generados depende del tipo,
localización y temperatura de la falla; solubilidad y grado de saturación
de los diferentes gases en el aceite; el sistema de preservación del
aceite; el tipo y relación de circulación del aceite; de los diferentes
materiales que se encuentran involucrados en el proceso de
degradación, y de los procedimientos de muestre0 y medición. En la
figura 2.1 se muestran las relaciones comparativas de la evolución de
los gases generados en el aceite, en función de la energía disipada en el
proceso de fallas.

Figura 2.1: Relaciones comparativas de evolución de los gases
generados en el aceite [S]
Una vez obtenidas las concentraciones a través de la cromatografía de
gases se usan varias técnicas para diagnosticar la condición del
transformador: la gráfica de Dornenburg, el triángulo de Duval, el
método nomográfico, patrones de diagnóstico a través del análisis de
gases disueltos (AGD) y relaciones entre gases de R. R. Rogers. Las
primeras cuatro están orientadas a diagnosticar la condición del
transformador basándose en una interpretación gráfica. Existen dos
maneras de representar los resultados de la cromatografía de gases: a

partir de las concentraciones individuales de cada gas y por las
relaciones entre gases.
Las técnicas del triángulo de Duval, el nomográfico y el de patrones de
diagnóstico a través del análisis de gases disueltos (AGD) utilizan las
concentraciones individuales, mientras que los métodos de Dornenburg
y el de Rogers usan las relaciones entre gases. La tabla 2.1 muestra las
condiciones de diagnóstico por medio del análisis de gases disueltos en
el aceite mineral, tomando como punto de partida la técnica de Rogers
P O 1
Tabla # 2.1: Definición de la frontera del equipo y las interfaces
Diagnóstico
Sugerido NORMAL
Descarga parcial - corona.
Descarga parcial - corona con arco de arrastre.
Descarga continua.
Arco con descarga a continuauori
Arco sindescarga a continuacion.
Sobrecalentamiento leve a 150 OC.
Sobrecalenlamiento entre 150°C y 200°C.
Sobrecalentamiento entre 200°C y 300°C Sobrecalentamiento general del conductor. Corrientes circulantes en el devanado
Corrientes circulantes en el nucleo y tanque Contactos sobrecalentados. -
RELACION DE GASES GENERADOS
CHdH2
>0.1<1 .O <0.10 <o. 10
>o. 1 0 (1 .o >o.lo (1 .o
N.10 (1 .o >1 .O
( 3 . 0 ~ >3.0 >1.0
, <3.06 53.0 >0.10 4 . 0
>o.1 q1.0
21.0 <3 >1.0 <3
CzHdCH4
(1 .O (1.0 (1 .o
(1 .o (1 .o
<1 .o (1 .o
- >1.0
21.0
(1 .o <1 .o (1 .O
C Z H J C ~ H ~
(1 .O <1 .o <1 .o
>3.0 >1 .o
<3.fó >3.0 (1 .o (1 .o
<1 .o
(1 .o >1.0 <3
>1.0 <3 - >3.0
CZHZIC~H~
~ 0 . 5 K0.5
- >OS <3 ,o O >3.0 >3.0 >0.5
(3.00 >3.0 >0,5 ~ 3 . 0
<0.5
<0.5
C0.s
<0.5
<0.5

2- Nuevas Técnicas de Mantenimiento Predictivo en
Transformadores de Potencia
Gracias al desarrollo de nuevas técnicas y métodos de diagnóstico, y al
auge en los sistemas automatizados, el mantenimiento en
transformadores de potencia es hoy en día más efectivo y más preciso.
Con estos avances se obtiene un incremento de la confiabilidad del
sistema a través de la reducción del índice de fallas y el aumento de la
vida útil de los equipos, al igual que la reducción de los costos de
mantenimiento, al pasar de un mantenimiento periódico a uno basado
en condiciones reales. El estudio de éstas nuevas técnicas permitirá
evaluar su eventual aplicación en los equipos de la CNFL, en conjunto
con el plan de mantenimiento RCM.
A continuación se exponen algunos ejemplos de aplicación de estas
técnicas y los principios teóricos en los cuales están fundamentadas.
2.1- Técnica Vibracional
Consiste en una técnica no invasiva para detectar fallas mecánicas,
principalmente en cambiadores de derivación con carga de
transformadores de potencia, utilizando sensores de vibración.
El diagnóstico de la condición mecánica de los cambiadores de
derivación con carga se realiza a partir de comparaciones de datos de
aceleración externa medida en diferentes puntos de las paredes del
tanque del transformador. Es decir, en un monitoreo inicial se capturan
señales o firmas de referencia, que se comparan con las obtenidas
durante un segundo monitoreo. De las señales de vibración se puede

observar que el tiempo que transcurre durante la operación completa de
un cambiador de derivaciones con carga es de aproximadamente seis
segundos. La figura 2.2 muestra el registro de una señal de evento
completo de un cambiador de derivaciones con carga en buen estado.
Figura 2.2: Operación completa de un cambiador de derivaciones
en buen estado [5]
Esta técnica se utilizó para diagnosticar el estado operativo de un
cambiador de derivaciones bajo carga de un autotransformador
monofásico de 125 MVA, propiedad de la Comisión Federal de
Electricidad (CFE) de México; que se sometería a mantenimiento.
Durante el monitoreo se observó en las señales registradas un
comportamiento anormal en la forma de onda de la señal y en los
tiempos de ocurrencia de los eventos; la forma de onda mostró un
comportamiento de tipo oscilatorio, mientras que los tiempos de

ocurrencia de los eventos del selector de taps y la operación del diverter
switch diferían en comparación con los registrados en los otros
autotransformadores del mismo banco con cambiadores de derivaciones
similares. Al realizarse el mantenimiento se detectaron problemas
mecánicos en algunas piezas del mecanismo del cambiador.
Posteriormente, y durante la segunda etapa de monitoreo, el
comportamiento del cambiador fue normal. La figura 2.3 muestra las
señales registradas para una operación del cambiador monitoreado
antes y después del mantenimiento.
Figura 2.3: Operación del cambiador de derivaciones antes y
después del mantenimiento [5]

2.2- Técnica Ultrasónica
La técnica acústica consiste en la detección del sonido que emiten los
diferentes eventos que ocurren en el interior de un transformador a
través de sensores ultrasónicos, los cuales se colocan externamente.
Dicha técnica se basa en el hecho de que los eventos (descargas
parciales o arqueos) que ocurren en el interior del transformador
producen un pulso mecánico que se propaga a las paredes del tanque,
donde puede ser detectado por un sensor ultrasónico.
Debido a que los sensores ultrasónicos detectan sonido y lo convierten
en una señal analógica de tensión, no es posible obtener una relación
directa entre la magnitud de una descarga parcial en pC y el nivel de
tensión que genera el sensor ultrasónico como producto del sonido
detectado. Sin embargo, se puede caracterizar el rango de frecuencia y
duración de las descargas parciales obtenidas a través de sensores
ultrasónicos. Las descargas parciales están caracterizadas en un ancho
de banda de 100 a 200 kHz con duraciones de 0.5 a 2 ms,
aproximadamente. La magnitud de una descarga parcial depende de la
distancia que separa al sensor de la fuente de emisión de la descarga
parcial y de su trayectoria de propagación. De experiencias obtenidas en
campo, utilizando la técnica acústica, se ha observado que las descargas
parciales, cuando son continuas, tienen magnitudes en el dominio del
tiempo del orden de 30 mV pico por lo menos y que su frecuencia
característica es de alrededor de 150 kHz. La principal desventaja de la
técnica ultrasónica es la limitación en sensibilidad, ya que sólo es
posible detectar descargas parciales superiores a 1 000 pC.

Con la técnica de diagnóstico ultrasónica es posible estimar la ubicación
aproximada de arqueos y descargas parciales dentro del tanque del
transformador. Lo anterior se logra mediante el análisis de los tiempos
de arribo de las señales y sus correspondientes magnitudes en el
dominio del tiempo y de la frecuencia. La señal con menor tiempo de
arribo tendrá por consecuencia una distancia menor al punto de emisión
acústica. Si se toma como referencia esta señal, manteniendo la
posición del sensor correspondiente y desplazando los otros sensores a
distintas posiciones, se podrá encontrar otra señal con un tiempo de
arribo menor que el anterior, lo cual indicaría que el punto de ubicación
del sensor de esta nueva señal ahora estaría más cerca del punto de
emisión ultrasónica. Con esta metodología es posible estimar la
ubicación aproximada de los arqueos y descargas parciales.
La técnica se ha utilizado en el diagnóstico de diferentes
transformadores de 230 y 400 k v instalados en subestaciones de la CFE.
Por ejemplo, se detectaron emisiones ultrasónicas de gran amplitud en
un autotransformador monofásico de 230/138/13.8 kv, 25 MVA, que de
acuerdo con su frecuencia característica indican la existencia de
arqueos. Con el análisis de las señales, los arqueos se localizaron en el
interior de la cuba del cambiador de derivaciones. En la figura 2.4 se
muestran las señales registradas por los tres sensores ubicados cerca
del punto de mayor emisión acústica y se pueden distinguir los retardos
entre las tres señales, lo que hizo posible determinar que el punto de
ubicación del sensor 3 (señal superior en la figura) fuera el más cercano
a la fuente de emisión ultrasónica.

Figura 2.4: Señales acústicas tomadas en un transformador [S]
Con base en el diagnóstico emitido durante las mediciones realizadas en
este autotransformador se determinó la necesidad de realizar una
inspección interna con el objeto de comprobarlo. Durante la inspección
al cambiador de derivaciones se encontró una gran cantidad de carbón
acumulado. También se observó una ligera degradación superficial a
todo lo largo del cilindro soporte del cambiador de derivaciones. Por lo
anterior, se sustituyó el cambiador de derivaciones y se efectuó un
nuevo diagnóstico que no registró ninguna señal ultrasónica. El
diagnóstico permitió detectar la falla incipiente y dar mantenimiento al
transformador para corregirla.
2.3- Correlación entre métodos
Para obtener un diagnóstico en línea más preciso del proceso de
degradación de los transformadores de potencia, se requiere de la

utilización simultánea de las diferentes técnicas de análisis que existen.
Por ejemplo, si un diagnóstico, a través del análisis de gases disueltos,
muestra la existencia de productos asociados con la degradación de
celulosa por la actividad de descargas parciales, y el diagnóstico de
emisiones ultrasónicas indica la existencia de una fuente de descargas
parciales ubicada en alguna zona donde existe aislamiento sólido, se
concluye que la fuente de descargas parciales está localizada en el área
indicada.
La información de las dos técnicas se complementa de otras maneras.
Algunas veces la presencia de ciertos compuestos en el análisis de gases
es tan compleja que no es posible determinar si la causa se debe a
descargas parciales o si tiene un origen térmico. El sistema de
diagnóstico, a través de emisiones ultrasónicas, responde sólo a señales
producidas por descargas parciales o arqueos. Un fenómeno puramente
térmico no produce estas señales, por lo tanto la presencia de emisiones
ultrasónicas junto con el análisis de gases confirma la existencia de
descargas parciales. Igualmente, la ausencia de emisiones ultrasónicas
como en este caso indica que el problema es de origen térmico. Debido
a ello, se recomienda que los resultados del análisis de gases disueltos
en el aceite se tomen en cuenta cuando se realice el diagnóstico a
través de emisiones ultrasónicas.
De este modo el diagnóstico del estado real de un transformador no
puede ser determinado a partir de los resultados de una determinada
prueba, sino que se debe realizar un análisis de los resultados en forma
integral para complementar y comparar unos con otros.

3- Sistemas de monitoreo para mantenimiento
Los recientes avances tecnológicos en el desarrollo de censores,
sistemas de adquisición de datos y software de procesamiento de
señales hacen posible el desarrollo y aplicación de sistemas de
monitoreo y diagnóstico para transformadores de potencia. Estos
sistemas de monitoreo se diseñan para evaluar en tiempo real la
condición del equipo, lo que permite monitorear diferentes parámetros
de interés, detectar el desarrollo de fallas incipientes y diagnosticar
condiciones anormales.
3.1- Equipos de Monitoreo en Línea para Transformadores
Los avances en la tecnología han provisto los medios para aplicar
inteligencia distribuida en transformadores y otros equipos que no solo
proveen datos de las condiciones de operación, sino que pueden
suministrar diagnósticos en línea en tiempo real al brindar al usuario
información vital del equipo monitoreado.
El monitoreo y comprensión de los transformadores crea la oportunidad
de planear estratégicamente y programar salidas de servicio y
administrar la utilización del equipo, cargabilidad y disponibilidad. El
equipo puede ser mantenido en servicio algunas veces bajo condiciones
de carga reducidas cuando la falla evoluciona bajo una tasa moderada y
predecible. Esta condición prevendrá pérdida de utilidades y provee
tiempo para planificar ordenadamente las reparaciones o reemplazo del
equipo. Estas acciones resultarán a menudo en reparaciones en sitio a
causa del factor tiempo y mejorará la disponibilidad de los recursos
necesarios.

El análisis de gases disueltos es reconocido como uno de los métodos
más efectivos para la detección e identificación de fallas incipientes en
transformadores de potencia. Este método ha evolucionado con la
introducción de sistemas de monitoreo de gases en línea.
Las fallas eléctricas y térmicas que se desarrollan en transformadores de
potencia están siempre asociadas con la formación de gases. El análisis
de esos gases es un reconocido método para la detección, identificación
y el monitoreo de la evolución de una falla incipiente. La sensibilidad de
este método es tal que una falla en desarrollo puede ser detectada
mucho antes de que el problema sea lo suficientemente serio para el
disparo de una alarma por acumulación de gases. Esto permite la
programación de las reparaciones o los reemplazos, y reduce los costos
de mantenimiento.
Algunos sistemas sensan primeramente la presencia de hidrógeno y
monóxido de carbono. El hidrógeno es un indicador confiable de fallas
recientes o existentes, ya que éste es producido en mayor o menor
grado por todos los tipos de fallas. La baja solubilidad del hidrógeno en
el aceite y su alta capacidad de dispersión facilitan su detección a bajas
concentraciones, proporcionando así una advertencia más temprana de
la presencia de una falla. En el caso de que el desarrollo de una falla sea
detectada por el sensor, se desarrolla un análisis completo de gases
disueltos para identificar el tipo de falla y las acciones correctivas que
deban ser ejecutadas.
La unidad podría ser removida de servicio para desarrollar pruebas
adicionales o inspecciones visuales internas, a fin de localizar la falla y
evaluar su severidad. Si una investigación inmediata no es posible, la

carga del transformador puede ser reducida hasta que sea posible
programar una salida de servicio.
Por otro lado, cuando en un transformador de naturaleza crítica para un
sistema de potencia, se desarrolla una falla que no puede ser atendida
inmediatamente, el riesgo estimado debe ser considerado para
mantener el transformador en servicio hasta que una salida pueda ser
programada. Esto implica tomar muestras de aceite regularmente para
llevar a cabo un Análisis de Gases Disueltos (AGD) y para asegurar que
el desarrollo de la falla está en condición estable, y la liberación de gas
no alcanza cantidades significativas. Un cambio súbito en la naturaleza
de la falla puede ocurrir entre dos muestreos de aceite y no ser
detectado.
Una alternativa a las pruebas AGD periódicas, es el monitoreo continuo
de todos los gases de fallas separadamente con diagnósticos en línea en
tiempo real y recomendaciones.
Algunos equipos de monitoreo permiten éste tipo de diagnóstico
utilizando un espectrómetro infrarrojo el cual analiza gases extraídos a
través de membranas permeables selectivas. Cada gas es medido en
términos de la cantidad de luz absorbida por el gas en una longitud de
onda específica.
Estos gases junto con el agua en el aceite son medidos individualmente
y los límites de detección son compatibles con el análisis AGD de
laboratorio. La precisión de la medición es repetible. La técnica de
análisis infrarrojo permite un instrumento que no requiere ningún medio
para el transporte de gases, y que no requiere calibración posterior a la

de fábrica. Además es posible correlacionar las concentraciones de
gases de fallas y agua en el aceite con las condiciones de operación del
transformador, para ello estos dispositivos están provistos de entradas
digitales y analógicas para el rastreo de la temperatura del aceite, la
carga, temperatura de los devanados y algún otro parámetro que
necesite ser monitoreado.
3.2- Sistemas de Adquisición de Datos (SAD)
Estos sistemas constituyen una poderosa herramienta en la
administración del mantenimiento. Consiste básicamente en un conjunto
de equipos, sensores, redes de comunicación, computadoras y software
de aplicación que recolectan las principales variables que requieren ser
monitoreadas en los equipos, y las procesan y transmiten hacia una
terminal ubicada normalmente en un centro de control y procesamiento
de datos en donde se definen las acciones de mantenimiento.
Una vez que las variables han sido recopiladas, pueden ser almacenadas
en una base de datos; en donde posteriormente el personal de
mantenimiento deberá procesar la información, y determinar cuáles son
las condiciones de operación de los equipos así como asignar las
prioridades en las tareas de mantenimiento.
Un ejemplo de la aplicación de estos sistemas, fue desarrollado con
éxito en la Ciudad de La Habana, Cuba; en donde se implementó un
sistema de diagnóstico en tiempo real para transformadores de potencia
1191

Las subestaciones que componen el Sistema Electroenergético Nacional
(SEN) en Cuba están compuestas por equipos de muchos años en
explotación y una buena parte de ellos están en el límite de su vida útil.
Estas instalaciones convencionales con protecciones electromagnéticas y
mediciones de primera generación, tienen muy pocas posibilidades de
modernización debido a la carencia de recursos financieros. La
necesidad de preservar al máximo los equipos más costosos y continuar
explotándolos sobre bases seguras, ha motivado la utilización de
técnicas novedosas de monitoreo y diagnóstico en tiempo real.
Para el desarrollo de este sistema se utilizaron analizadores de redes
que asimilan directamente los niveles de corriente y voltaje normales de
las subestaciones. Para otras mediciones necesarias al sistema se
instalaron conversores con salida 4-20 ma y para las mediciones
específicas del diagnóstico en tiempo real de los transformadores de
potencia se utilizaron diferentes tipos de sensores.
Como nivel intermedio se utilizaron autómatas programables que
realizan la concentración de los datos para su posterior transmisión a la
máquina principal del Sistema. La información procedente de los
analizadores de muestre0 rápido, es transmitida directamente a través
de las redes de comunicación.
Como nivel superior del Sistema se instaló una red de tres
computadoras, las cuales realizan las siguientes funciones:
Sistema consejero para la operación en subestaciones (SICOS):
Constituye una herramienta valiosa como apoyo a la seguridad en la
operación.

Sistema experto: Que cuenta con una Base de Conocimientos
(BC), con capacidad de diagnosticar fallas incipientes en
transformadores de potencia, a partir del estudio de los gases disueltos
en el aceite.
Modelo de cargabilidad: Este modelo simula los cambios que
ocurren en las características de operación de los transformadores de
potencia con los distintos estados de carga y variaciones de la
temperatura ambiente, para ajustar un modelo térmico y aplicarlo en
tiempo real en el diagnóstico de estos cambios, con esto pueden ser
detectados problemas incipientes y efectos debido al envejecimiento
natural, evitando fallas destructivas en los transformadores.
Base de datos dinámica: Esta base fue concebida para su trabajo en
tiempo real y además asimilar datos por el teclado. El principio de su
conformación se basa en el cronograma de muestre0 para el diagnóstico
de los transformadores y cuenta además con información específica de
referencia para cada unidad.
Su principio de operación es el seguimiento de la matriz de los
parámetros óptimos del transformador que en este caso está
conformado por análisis de aceite, temperaturas en punto caliente,
temperaturas del aceite de nivel superior en tiempo real y del resto de
las variables que se introducen por teclado.
En la figura número 2.5 se muestra un diagrama en bloques general del
Sistema en lo que respecta a la arquitectura del hardware utilizado.

canal de comunicacián
r - - PC atención analizadores PC Sistemas de Expertos rápidos. y Modelos Matemáticos. SICOS. Reportes. Base datos transformadores
Figura 2.5: Arquitectura de un sistema de control y adquisición
de datos 1191
Actualmente la CNFL cuenta con un sistema de control y adquisición de
datos que recopila la información de los equipos de protección instalados
en los equipos eléctricos de potencia en las subestaciones. Esta
información es transmitida, a través de las redes de comunicación y el
anillo de Fibra Óptica que recorre gran parte del área metropolitana;
hasta el CCE (Centro de Control de la Energía) y al Centro de Monitoreo
de Protecciones, que pertenece al departamento Sistemas de Potencia.
La integración de equipos para el monitoreo de los transformadores de
potencia, es una funcionalidad de fácil alcance que será evaluada como
una de las posibles recomendaciones del presente proyecto.


Capítulo 111 RCM - MANTENIMIENTO CENTRADO EN CONFIABILIDAD
Una vez analizadas las diferentes técnicas de mantenimiento, su
evolución a través del tiempo, sus características y sus principales
ventajas, nos enfocamos ahora en el conocimiento del mantenimiento
basado en confiabilidad, objeto de estudio de este proyecto y cuya
aplicación y eficacia quedan plenamente justificadas.
1- Antecedentes
Al final de la década del 50, la aviación comercial mundial estaba
sufriendo más de 60 accidentes por millón de despegues. Dos tercios de
estos accidentes eran causados por fallas en los equipos. Este hecho
implicaba que el principal enfoque tenia que hacerse en la seguridad de
los equipos [2].
En ésta época se aplicaban técnicas de mantenimiento de segunda
generación y se esperaba que las reparaciones periódicas retuvieran el
desgaste de los motores y otras piezas importantes previniendo de esta
forma las fallas.
Cuando la idea parecía no estar funcionando, cada uno asumía que ellos
estaban realizando muy tardíamente las reparaciones; después de que
el desgaste se había iniciado. Naturalmente, el esfuerzo inicial era
acortar el tiempo entre reparaciones, pero cuando hacían las
reparaciones, los gerentes de mantenimiento de las aerolíneas hallaban
que en la mayoría de los casos, los porcentajes de falla no se reducían y
por el contrario se incrementaban.

De esta manera el RCM tiene sus inicios a principios de los 60's. El
trabajo del desarrollo inicial fue hecho por la Industria de la Aviación
Civil Norteamericana, y se hizo realidad cuando las aerolíneas
comprendieron que muchas de sus filosofías de mantenimiento eran no
sólo costosas sino también altamente peligrosas. Ello inspiró a la
industria a aunar una serie de "Grupos de Dirección de Mantenimiento"
(Maintenance Steering Groups - MSG) para reexaminar todo lo que ellos
estaban haciendo para mantener sus aeronaves operando. Estos grupos
estaban formados por representantes de los fabricantes de aeronaves,
las aerolíneas y la FAA (Fuerza Área Americana).
La historia de la transformación del mantenimiento en la aviación
comercial evolucionó desde un cúmulo de supuestos y tradiciones hasta
llegar a ser un proceso analítico y sistemático.
Actualmente las aerolíneas comerciales sufren menos de dos accidentes
por millón de despegues. Esto corresponde a un accidente cada 3 ó 4
semanas en el mundo. De éstos, cerca de 1/6 son causados por fallas en
los equipos.
A mediados de los 70's, el gobierno de los Estados Unidos quiso saber
más acerca de la filosofia moderna en materia de mantenimiento de
aeronaves. Y solicitaron un reporte sobre éste a la industria aérea. Dicho
reporte fue escrito por Stanley Nowlan y Howard Heap de United
Airlines, titulado "RELIABIUTY CENTERED MAINTENANCE"
(MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD), y fue publicado
en 1978.

El Departamento de Defensa comprendió que la aviación comercial había
encontrado un enfoque revolucionario para programar el mantenimiento
y buscó beneficiarse de ésta experiencia. Nowlan y Heap fueron
comisionados para escribir su versión del libro para el Departamento de
Defensa de los Estados Unidos de América, el cual estaba mirando en la
aviación comercial formas para hacer menos costosos sus planes de
mantenimiento. Una vez que se publicaron los resultados, el ejército
norteamericano desarrolló procesos RCM para su propio uso.
En un esfuerzo separado al principio de los 8 0 3 , El Instituto para la
Investigación de la Energía Eléctrica (EPRI por sus siglas en Inglés), un
grupo de investigación industrial para las compañías generadoras de
energía en los Estados Unidos; realizó dos aplicaciones piloto del RCM
en la industria de la energía nuclear americana.
Su interés surgió de la creencia de que ésta industria estaba logrando
niveles adecuados de seguridad y confiabilidad, pero se hacia
sobremantenimiento masivo a sus equipos. Esto significó que su
principal propósito era reducir costos de mantenimiento en vez de
mejorar la confiabilidad, y el proceso RCM fue modificado
consecuentemente. Este proceso modificado fue adoptado sobre una
base amplia por la industria de la energía nuclear en 1987, y se
implementaron variaciones de su enfoque por otras compañías, y en
algunas otras ramas de la generación eléctrica, la distribución industrial
y la industria petrolera. Al mismo tiempo, otros especialistas en la
formulación de estrategias se interesaron en la aplicación del RCM en
sectores diferentes a la aviación como por ejemplo en industrias mineras
y de manufactura.

El RCM ha sido aplicado en una cantidad de empresas alrededor del
mundo, con gran éxito, y desde hace aproximadamente 30 años en la
que es probablemente el área más exigente del mantenimiento, la
aviación civil. Se deduce que ha sido puesto a prueba y refinado en éste
campo, más que ninguna otra técnica existente.
2- Definición de Mantenimiento y RCM
Desde el punto de vista de ingeniería hay dos elementos que conforman
el manejo de cualquier activo físico: debe ser mantenido y de vez en
cuando modificado.
Los grandes diccionarios definen mantenimiento como: mantener,
conservar cada cosa en su ser (Real Academia Española), causar que
continúe (Oxford), o conservar en el estado existente (Webster).
Esto sugiere que "mantenimiento" significa preservar algo.
Cuando nos disponemos a mantener algo, ¿Qué es eso que deseamos
causar que continúe?, iQué estado existente deseamos preservar?
La respuesta a estas preguntas está dada por el hecho de que todo
activo físico es puesto en funcionamiento porque alguien quiere que
haga algo, en otras palabras, se espera que cumpla una función o
funciones específicas. Por ende al mantener un activo, el estado que
debemos preservar es aquél en el que continúe haciendo lo que los
usuarios quieran que haga.
Mantenimiento: asegurar que los activos fkicos con fínúen
haciendo lo que los usuarios quieren que hagan

Los requerimientos de los usuarios van a depender de cómo y cuándo se
utilice el activo (contexto operacional). Esto lleva a la siguiente
definición formal de Mantenimiento Centrado en Confiabilidad:
Mantenimiento Centrado en Confiabilidad: un proceso utilizado
para determinar los requerimientos de mantenimiento de
cualquier activo f7sico en su contexto operacional
A la luz de la anterior definición de mantenimiento, una definición más
completa del RCM sería "un proceso utilizado para determinar qué debe
hacerse para asegurar que todo activo fisico continúe haciendo lo que
sus usuarios quieran que haga en su actual contexto operacional".
Lo que los usuarios esperan de sus activos, es definido en términos de
parámetros principales de ejecución, tales como producción,
información, velocidad, alcance y capacidad de transporte. Cuando es
pertinente, el proceso RCM también define lo que los usuarios quieren
en términos de riesgo (seguridad e integridad ambiental), calidad
precisión, exactitud, consistencia y estabilidad, control, comodidad,
contención, economía y servicio al cliente, entre otros.

3- Mantenimiento Centrado en Confiabilidad
En la actualidad el mantenimiento es un proceso que enfrenta cambios
constantes, como resultado de nuevas expectativas, nuevos patrones de
fallas de equipo y nuevas técnicas. Además estos cambios han generado
otros requerimientos en la industria, ante la necesidad de innovar las
estrategias o enfoques de la función del mantenimiento.
Una buena revisión de las estrategias de mantenimiento debe partir de
cero e incluir la revisión de los requerimientos de mantenimiento de
cada una de las partes o componentes de los equipos en
funcionamiento. Esto, debido a que los requerimientos de
mantenimiento han cambiado dramáticamente en los últimos tiempos y
la evaluación de políticas, así como la selección de las tareas de
mantenimiento que se deben llevar a cabo; son aspectos que se realizan
constantemente, pero nuevas técnicas y opciones aparecen a un ritmo
tan acelerado, que no se pueden realizar de forma aleatoria e informal.
La aplicación del RCM resuelve el problema anterior con una estructura
estratégica que le permite evaluar y seleccionar procesos que se pueden
implementar en forma rápida y segura. Esta técnica es única en su
género y conduce a obtener resultados extraordinarios en cuanto a
mejoras y rendimiento del equipo de mantenimiento donde quiera que
sea aplicado.
El RCM identifica las formas en las cuales el sistema puede fallar en el
cumplimiento de esas expectativas (estados de falla), seguido por un
FMEA (Failure Modes and Effects Análisis), para identificar todos los
eventos que son las probables causas de cada estado de falla.

Finalmente, el proceso RCM busca identificar una política apropiada del
manejo de fallas para tratar cada modo de falla de acuerdo con sus
consecuencias y características técnicas.
El RCM conduce a un más amplio y profundo conocimiento acerca de la
forma cómo funcionan las cosas. Esto significa que los activos se hacen
más confiables porque son mantenidos en mejor forma, y los operarios
probablemente harán menos cosas que ocasionen fallas en los activos y
adquieren una mejor capacidad de reaccionar rápida y correctamente,
cuando las cosas funcionan mal.
Procedimiento para el desarrollo de un proceso RCM
Un proceso RCM puede ser realizado paso a paso aplicando el siguiente
procedimiento [2] [3] [22] :
1- Definir las fronteras del equipo y las interfaces
2- Recolectar la información de los equipos
3- Definir la función del equipo y las fallas funcionales
4- Identificar los modos de falla del equipo
5- Determinar el modo de falla crítico
6- Seleccionar las tareas de mantenimiento apropiadas y efectivas
7- Comparar el desempeño de las tareas d e mantenimiento actuales
con las tareas recomendadas por el RCM
3.1- Definir las fronteras del Equipo e Interfaces
El primer paso para el desarrollo de un programa de mantenimiento
RCM involucra la definición de las fronteras del equipo Ó sistema y los
subsistemas.

Las fronteras del sistema pueden ser definidas con base en las funciones
primarias del sistema. Desde este punto de vista se debería incluir
equipos que desarrollen funciones asociadas con la función primaria, y
se debería excluir el equipamiento que no tenga relación con el sistema
que desarrolla la función primaria y únicamente cumpla funciones
auxiliares ó de soporte. Estos dispositivos no deben ser incluidos dentro
de las fronteras del sistema que está siendo objeto del análisis RCM,
pero deberían ser catalogados como interfaces del sistema.
La necesidad de definir subsistemas no es esencial para el desarrollo de
un proceso RCM. El propósito de ésta es facilitar la evaluación dividiendo
un sistema complejo en varios subsistemas para un estudio más
sencillo.
Las interfaces son típicamente las entradas que se requieren para la
operación de un equipo. El propósito de las interfaces en las fronteras
de los equipos es para definir los límites del estudio RCM y clarificar las
asunciones con respecto a las entradas que soportan la operación del
equipo. Para efectos del análisis se considera que siempre se encuentran
disponibles.
3.2- Recolectar la información de los equipos
La recolección, revisión y el análisis de los datos de mantenimiento y los
registros históricos son una parte muy importante del proceso RCM. Los
resultados de estas actividades dan soporte tanto a la evaluación de los
sistemas como a la selección de las tareas de mantenimiento.
La inspección en campo del equipo, así como las entrevistas con el
personal técnico brindan información muy valiosa sobre su diseño,

funcionamiento y las necesidades de mantenimiento. Durante estas
inspecciones y entrevistas se debe determinar lo siguiente:
> Los factores medioambientales
P La accesibilidad
> Diseño y disposición
P Funcionamiento en condición normal y anormal
P La facilidad del mantenimiento del equipo
> Fallas que el equipo ha experimentado y sus causas
> Las capacidades de recolección de datos, tanto local como remoto
P Las necesidades de cambio en el diseño
La regla general para la recolección de datos debe enfocarse en la
información que ayudará a identificar cuáles actividades de
mantenimiento se deben realizar. El programa de mantenimiento actual
solo se debe examinar para verificar la efectividad de las tareas de
mantenimiento.
3.3- Definir la Función del Equipo y las Fallas Funcionales
3.3.1- Funciones
El tercer paso en el proceso de RCM es definir las funciones de cada
activo en su contexto operacional, junto con los parámetros de
funcionamiento deseados. Lo que los usuarios esperan que sea realizado
por los activos puede ser dividido en dos categorías:
-funciones primarias, que resumen el por qué de la adquisición del
activo en primera instancia. Esta categoría de funciones cubre temas

como velocidad, producción, capacidad de carga o almacenaje, calidad
de producto y servicio al cliente.
-funciones secundarias, que indican qué se espera de cada activo que
haga más allá de simplemente cubrir sus funciones primarias. Los
usuarios también tienen expectativas relacionadas con las áreas de
seguridad, control, contención, confort, integridad estructural,
economía, protección, eficiencia operacional, cumplimiento de
regulaciones ambientales, y hasta la apariencia del activo.
Generalmente los usuarios de los activos no saben exactamente qué
contribuciones físicas y financieras ejecuta el activo para el bienestar de
la organización como un todo. Por ello es esencial que estén
involucrados en el proceso de RCM desde el comienzo.
Normalmente, este paso sólo toma alrededor de un tercio del tiempo
que implica un análisis del RCM completo. Además permite que el grupo
que realiza el análisis logre un aprendizaje considerable acerca de cómo
realmente funciona el equipo.
3.3.2- Fallas Funcionales
Los objetivos del mantenimiento son definidos por las funciones y
expectativas de funcionamiento asociadas al activo en cuestión. ¿Cómo
puede el mantenimiento alcanzar estos objetivos?
El único hecho que puede hacer que un activo no pueda desempeñarse
conforme a los parámetros requeridos por un usuario es alguna clase de
falla. Esto sugiere que el mantenimiento cumple sus objetivos al adoptar
un abordaje apropiado en el manejo de una falla. Sin embargo, antes

de poder aplicar herramientas apropiadas para el manejo de una falla,
necesitamos identificar qué fallas pueden ocurrir. El proceso de RCM lo
hace en dos niveles:
En primer lugar, identifica las circunstancias que llevan a la falla
.Luego se pregunta qué eventos pueden causar que el activo falle.
Los estados de falla son conocidos como fallas funcionales porque
ocurren cuando el activo no puede cumplir una función de acuerdo al
parámetro de funcionamiento que el usuario considera aceptable.
Sumado a la incapacidad total de funcionar, esta definición abarca fallas
parciales en las que el activo todavía funciona pero con un nivel de
desempeño inaceptable (incluyendo las situaciones en las que el activo
no puede mantener los niveles de calidad o precisión). Pero éstas sólo
pueden ser claramente identificadas luego de haber definido las
funciones y parámetros de desempeño del activo.
3.4- Identificar los Modos de Falla del Equipo
Como se mencionó en el párrafo anterior, una vez que se ha identificado
la falla funcional, el próximo paso es tratar de identificar todos los
hechos que pueden haber causado cada estado de falla. Estos hechos
se denominan modos de falla. Los modos de falla posibles incluyen
aquellos que han ocurrido en equipos iguales o similares operando en el
mismo contexto. También incluyen fallas que actualmente están siendo
prevenidas por regímenes de mantenimiento existentes, así como fallas
que aún no han ocurrido pero son consideradas altamente posibles en el
contexto en cuestión.
La mayoría de las listas tradicionales de modos de falla incorporan fallas
causadas por el deterioro o desgaste por uso normal. Sin embargo, para
que todas las causas probables de falla en los equipos puedan ser
identificadas y resueltas adecuadamente, esta lista debe incluir fallas
causadas por errores humanos (por parte de los operadores y el
personal de mantenimiento), y errores de diseño. También es
importante identificar la causa de cada falla con suficiente detalle para
asegurarse de no desperdiciar tiempo y esfuerzo intentando tratar
síntomas en lugar de causas reales.
3.5- Determinar los Modos de Falla Críticos
El quinto paso en el proceso de RCM consiste en hacer un listado de los
efectos de falla, que describe lo que ocurre en cada modo de falla y así
poder determinar los modos de falla críticos. Esta descripción debe
incluir toda la información necesaria para apoyar la evaluación de las
consecuencias de la falla, tal como:
.Qué evidencia existe de que la falla ha ocurrido
.De qué modo representa una amenaza para la seguridad o el medio
ambiente
-De qué manera afecta a la producción o a las operaciones
-Qué daños físicos han sido causados por la falla
-Qué debe hacerse para reparar la falla
El proceso de identificar funciones, fallas funcionales, modos de falla, y
efectos de falla trae asombrosas oportunidades de mejorar el
desempeño y la seguridad, así como también de eliminar el desperdicio.

Consecuencias de la Falla
Un análisis detallado de la empresa industrial promedio probablemente
muestre entre tres y diez mil posibles modos de falla. Cada una de éstas
fallas afecta a la organización de algún modo, pero en cada caso, los
efectos son diferentes. Pueden afectar operaciones. También pueden
afectar a la calidad del producto, el servicio al cliente, la seguridad o el
medio ambiente. Y todas tomarán tiempo y costarán dinero para ser
reparadas.
Son estas consecuencias las que motivan a prevenir cada falla. En otras
palabras, si una falla tiene serias consecuencias, se debe realizar un
gran esfuerzo para intentar evitarla, pero, si tiene consecuencias leves o
no las tiene, quizás es más conveniente no hacer más mantenimiento de
rutina que una simple limpieza y lubricación básicas.
Un punto fuerte del RCM es que reconoce que las consecuencias de las
fallas son más importantes que sus aspectos técnicos. De hecho
reconoce que la Única razón para hacer cualquier tipo de mantenimiento
proactivo no es evitar las fallas sino evitar o reducir las consecuencias de las fallas. El proceso del RCM clasifica estas consecuencias en cuatro
grupos, de la siguiente manera:
.Consecuencias de fallas ocultas: las fallas ocultas no tienen un
impacto directo, pero exponen a la organización a fallas múltiples con
consecuencias serias y hasta catastróficas. (La mayoría están
asociadas a sistemas de protección sin seguridad inherente)
Consecuencias ambientales y para la seguridad: una falla tiene
consecuencias para la seguridad si es posible que cause daño o la

muerte a alguna persona. Tiene consecuencias ambientales si infringe
alguna normativa o reglamento ambiental tanto corporativo como
regional, nacional o internacional.
Consecuencias Operacionales: Una falla tiene consecuencias
operacionales si afecta la producción (cantidad calidad del producto,
atención al cliente, o costos operacionales) además del costo directo de
la reparación.
Consecuencias No Operacionales: Las fallas que caen en ésta
categoría no afectan a la seguridad ni la producción, sólo se relacionan
con el costo directo de la reparación.
El proceso del RCM hace uso de éstas categorías como la base de su
marco de trabajo estratégico para la toma de decisiones en el
mantenimiento. Al establecer una revisión obligada de las consecuencias
de cada modo de falla en relación a las categorías recién mencionadas,
integra a los objetivos operacionales, ambientales, y de seguridad de la
función del mantenimiento. Esto contribuye a incorporar a la seguridad
y al medio ambiente en la corriente principal de gestión del
mantenimiento.
El proceso de evaluación de las consecuencias también cambia el énfasis
de la idea de que toda falla es negativa y debe ser prevenida. De esta
manera localiza la atención sobre las actividades de mantenimiento que
tienen el mayor efecto sobre el desempeño de la organización, y resta
importancia a aquellas que tienen escaso efecto. También nos alienta a
pensar de una manera más amplia acerca de diferentes maneras de
manejar las fallas, más que concentrarnos en prevenir fallas.

3.6- Selección de las tareas de mantenimiento
Las técnicas de manejo de fallas se dividen en dos categorías:
3.6.1 - Tareas proactivas
Estas tareas se emprenden antes de que ocurra una falla, para prevenir
que el ítem llegue al estado de falla. Abarcan lo que se conoce
tradicionalmente como mantenimiento "predictivo" o "preventivo", y se
clasifican de la siguiente manera:
*Tareas de reacondicionamiento cíclicas
Tareas de sustitución cíclicas
*Tareas a condición
3.6.2- Tareas de reacondicionamiento y sustitución cíclicas
El reacondicionamiento cíclico implica el retrabajo de un componente o
la reparación de un conjunto antes de un límite de edad específico sin
importar su condición en ese momento. De manera parecida, las tareas
de sustitución cíclica implican sustituir un componente antes de un
límite de edad específico, más allá de su condición en ese momento.
En conjunto estos dos tipos de tareas son conocidos generalmente como
mantenimiento preventivo. Solían ser los tipos de mantenimiento
proactivo mas ampliamente usados. Sin embargo, son mucho menos
usados ahora que en el pasado.

3.6.3- Tareas a condición
El crecimiento de nuevas formas de manejo de falla se debe a la
continua necesidad de prevenir ciertos tipos de falla, y la creciente
ineficacia de las técnicas clásicas para hacerlo. Las nuevas técnicas se
basan en el hecho de que la mayoría de las fallas dan algún tipo de
advertencia de que están por ocurrir. Estas advertencias se denominan
fallas potenciales, y se definen como condiciones fsicas identificables
que indican que una falla funcional está por ocurrir o está en el proceso
de ocurrir.
Las nuevas técnicas son utilizadas para detectar fallas potenciales y para
poder actuar evitando las posibles consecuencias que surgirían si se
transformasen en fallas funcionales. Se llaman tareas a condición
porque los componentes se dejan en servicio a condición de que
continúen alcanzando los parámetros de funcionamiento deseados. (El
mantenimiento a condición incluye el mantenimiento predictivo,
mantenimiento basado en la condición y monitoreo de la condición)
Si son utilizadas correctamente, las tareas a condición son una muy
buena manera de manejar las fallas, pero a la vez pueden constituir una
costosa pérdida de tiempo. El RCM permite tomar estas decisiones con
mucha confianza.
3.6.4- Acciones a falta de: éstas tratan directamente con el estado de
falla, y son elegidas cuando no es posible identificar una tarea proactiva
efectiva. Las acciones "a falta de" se clasifican en :
.búsqueda de fallas: las tareas de búsqueda de falla implican revisar las
funciones periódicamente para determinar si han fallado (mientras que

las tareas basadas en la condición implican revisar si algo está por
fallar)
*rediseñar: rediseñar implica hacer cambios de única vez a las
capacidades iniciales de un sistema. Esto incluye modificaciones al
equipo y también cubre los "cambios de una sola vez" a los
procedimientos.
.mantenimiento a rotura: como su nombre lo indica, aquí no se hace
esfuerzo alguno en tratar de anticipar o prevenir los modos de falla a
los que se aplica. De este modo se deja que la falla simplemente
ocurra, para luego repararla. Esta tarea a falta de también es llamada
mantenimiento correctivo.
3.6.5- El proceso de selección de tareas del RCM
Un punto fuerte del RCM es la manera en que provee criterios simples,
precisos y fáciles de entender, para decidir cuál de las tareas proactivas
es técnicamente factible en el contexto (si alguna lo es), y para decidir
quién debe hacerla y con qué frecuencia.
Si una tarea proactiva es técnicamente factible o no, depende de las
características técnicas de la tarea y de la falla que pretende prevenir.
Si merece la pena hacerlo o no, depende de la medida en que maneja
las consecuencias de la falla. De no hallarse una tarea proactiva que
sea técnicamente factible y que valga la pena hacerse, entonces debe
tomarse una acción 'a falta de" adecuada. La esencia del proceso de
selección de tareas es el siguiente:
P a r a fallas ocultas, la tarea proactiva vale la pena si reduce
significativamente el riesgo de falla múltiple asociado con esa función a

un nivel tolerable. Si esto no es posible, debe realizarse una tarea de
búsqueda de falla. De no hallarse una tarea de búsqueda de falla que
sea adecuada, la decisión "a falta de" secundaria es que el componente
pueda ser rediseñado (dependiendo de las consecuencias de la falla
múltiple).
.Para fallas con consecuencias ambientales o para la seguridad, una
tarea proactiva sólo vale la pena si por sí sola reduce el riesgo de la
falla a un nivel muy bajo, o directamente lo elimina. Si no puede
encontrarse una tarea que reduzca el riesgo a niveles aceptablemente
bajos, entonces el componente debe ser rediseñado o debe
modificarse el proceso.
.Si la falla tiene consecuencias operacionales, una tarea proactiva sólo
vale la pena si el costo total de realizarla a lo largo de un cierto período
de tiempo es menor al costo de las consecuencias operacionales y el
costo de la reparación en el mismo período de tiempo. En otras
palabras, la tarea debe tener justificación en el terreno económico. Si
no se justifica, la decisión a falta de inicial es ningún mantenimiento
programado. (Si esto ocurre y las consecuencias operacionales siguen
siendo inaceptables, entonces la decisión "a falta de" secundaria es
nuevamente el rediseño).
.Si una falla tiene consecuencias no operacionales sólo merece la pena
una tarea proactiva si el costo de la tarea a lo largo de un período de
tiempo es menor al costo de reparación en el mismo tiempo. Entonces
estas tareas también deben tener justificación en el terreno económico.
Si no se justifica, la decisión 'a falta de" inicial es otra vez ningún
mantenimiento programado, y si los costos son demasiado elevados

entonces la siguiente decisión "a falta de" secundaria es nuevamente el
rediseño.
Este enfoque hace que las tareas proactivas sólo se definan para las
fallas que realmente lo necesitan, lo que a su vez logra reducciones
sustanciales en la carga de trabajos de rutina. Menos trabajos de rutina
también significa que es más probable que las tareas restantes sean
realizadas correctamente. Esto, sumado a la eliminación de tareas
contraproducentes, lleva a un mantenimiento más efectivo.
Comparemos esto con el enfoque tradicional de políticas de
mantenimiento. Tradicionalmente, los requerimientos de mantenimiento
de cada activo son definidos en términos de sus características técnicas
reales o asumidas, sin considerar las consecuencias de la falla. El plan
resultante se utiliza para todos los activos similares, nuevamente sin
considerar que se aplican diferentes consecuencias en diferentes
contextos operacionales. Esto tiene como resultado un gran número de
planes que son desperdiciados, y no porque estén 'mal' en el sentido
técnico, sino porque no logran nada.
Debemos notar además que el proceso del RCM considera los
requerimientos de mantenimiento de cada activo antes de cuestionar si
sería necesario reconsiderar el diseño.
3.7- Comparación del desempeño de las tareas de
mantenimiento
El paso final en el proceso RCM, es la comparación de las tareas que
anteriormente se han aplicado con las tareas propuestas por el RCM. El
propósito es desarrollar una sola estrategia para cada equipo,

incorporando los resultados del RCM en el programa de mantenimiento
que se ejecuta actualmente.
Para comparar las recomendaciones de tareas de mantenimiento del
RCM con el programa actual, se debe considerar lo siguiente:
a- Las tareas recomendadas por el RCM se asumen como válidas
técnicamente frente a las tareas del programa actual, a menos de
que existan razones que justifiquen lo contrario.
b- Las tareas del programa de mantenimiento actual se consideran
cuestionables a menos que existan razones que justifiquen lo
contrario.
c- Exceptuando la adición de nuevas tareas recomendadas por el
RCM, los resultados de la comparación deben indicar las acciones
a ser consideradas con respecto a los elementos del programa de
mantenimiento actual.
d- La anulación de las tareas del programa de mantenimiento
actual debe ir acompañada de un estudio de las consecuencias
adversas
e- Se deben realizar los cambios de diseño y eliminar las
correspondientes tareas de mantenimiento una vez que estos
cambios se han implementado completamente

4- Aplicación del proceso RCM
Para analizar los requerimientos de mantenimiento de los activos físicos
de cualquier organización, es necesario saber de qué activos se trata y
decidir cuáles de ellos serán sometidos al proceso de revisión del RCM.
Esto significa que debe prepararse un registro de planta, si es que no
existe ya uno actualmente. De hecho la gran mayoría de las
organizaciones industriales poseen hoy en día registros de planta que
son adecuados para este propósito.
4.1 - Planeamiento
El RCM logra grandes mejoras en la efectividad del mantenimiento en un
corto plazo. Sin embargo, la aplicación exitosa de RCM depende de un
meticuloso planeamiento y preparación. Los elementos centrales del
proceso de planeamiento son:
.Decidir qué activos físicos se beneficiarán más con el proceso RCM, y
exactamente de qué manera lo harán
.Evaluar los recursos requeridos para aplicar el proceso a los activos
seleccionados
En los casos en los que los beneficios justifican la inversión, decidir
detalladamente quién realizará cada análisis, quién intervendrá, cuándo
y dónde se hará, y organizar que el personal reciba el entrenamiento
apropiado.
.Asegurar una clara comprensión del contexto operacional de cada
activo físico

4.2- Grupos de Anblisis
El proceso RCM enmarca una serie de cuestionamientos que en la
practica, el personal de mantenimiento no puede responder por si solo,
sino que requiere del apoyo del personal de producción o de
operaciones. Esto se aplica especialmente con las funciones, efectos de
falla, funcionamiento deseado, y consecuencias de falla.
Por esta razón la revisidn de los requerimientos de mantenimiento de
cualquier activo debe llevarse a cabo en pequeños grupos incluyendo al
menos a una persona de la función de mantenimiento, y una de la
funcion de operaciones. La antigüedad de los miembros del grupo es
menos importante que el hecho de tener un conocimiento profundo del
activo fisico bajo revisibn. Cada miembro del grupo a su vez debe
haberse entrenado en RCM. La conformación tipica de un Grupo de
Análisis RCM se muestra en la figura 2.1; el uso de estos grupos no solo
permite un acceso sistemático al conocimiento y la experiencia de cada
miembro del grupo, sino que los miembros amplían su entendimiento
del activo fisico en su contexto operacional.
Supervis de Produ d -,peivisor de
ingenietia
Tbcnlco de Hantenimiento (MecBnico o eléctrico)
Especiali Kterno (si es necesario) (Técnico o de Procesos)
Figura 3.1: Un ti'pco Grupo de Análisis RCM

4.3- Facilitadores
Los Grupos de Análisis RCM trabajan bajo la guía de especialistas en
RCM, llamados Facilitadores. Son los integrantes más importantes del
proceso de revisión. Su rol es asegurar:
.Que el análisis RCM se lleve a cabo en el nivel correcto, que los límites
del sistema sean claramente definidos, que ningún ítem importante sea
pasado por alto, y que los resultados del análisis sean debidamente
registrados.
.Que el RCM sea claramente comprendido y aplicado correctamente por
parte de los miembros del grupo.
.Que el grupo llegue al consenso en forma rápida y ordenada,
reteniendo el entusiasmo individual de los miembros.
Que el análisis progrese razonablemente rápido y termine a tiempo.
Los facilitadores también trabajan con los patrocinadores o responsables
de proyecto para asegurar que cada análisis sea debidamente planeado
y reciba el apoyo directivo y la logística apropiados.
4.4- Auditoria e implementación
Inmediatamente después de haber completado el análisis para cada
activo físico, los gerentes responsables del equipo deben comprobar que
las decisiones tomadas por el grupo son razonables y defendibles.
Luego de que cada revisión es aprobada, las recomendaciones son
implementadas incorporando planes de mantenimiento a los sistemas de
control y planeamiento, incorporando cambios en los procedimientos
operacionales estándar del activo físico, y entregando recomendaciones
para cambios de diseño a quienes corresponda.

5- Resultados de un Análisis RCM
Un análisis RCM da tres resultados tangibles:
.planes de mantenimiento a ser realizados por el departamento de
mantenimiento
procedimientos de operación revisados, para los operadores
.una lista de cambios que deben hacerse al diseño del activo físico, o a
la manera en que es operado para lidiar con situaciones en las que no
puede proporcionar el funcionamiento deseado en su configuración
actual.
Dos resultados menos tangibles son que los participantes del proceso
aprenden mucho acerca de cómo funciona el activo físico, y que ellos
tienden a funcionar mejor como miembros de un equipo.
Los resultados de un proceso RCM deben ser vistos como medios para
un fin. Específicamente deben permitir que las funciones de
mantenimiento satisfagan las siguientes expectativas:
Mayor seguridad e integridad ambiental. El RCM considera las
implicancias ambientales y para la seguridad de cada patrón de falla
antes de considerar su efecto en las operaciones. Esto significa que se
actúa para minimizar o eliminar todos los riesgos identificables
relacionados con la seguridad de los equipos y el ambiente. Al
incorporar la seguridad a la toma de decisiones de mantenimiento,
RCM también mejora la actitud de las personas en relación con este
tema.

Mejor funcionamiento operacional (producción, calidad de
producto y servicio al cliente): El RCM reconoce que todos los tipos
de mantenimiento tienen algún valor y provee reglas para decidir cual
es el más acorde a cada situación. De esta manera se asegura que
solo se elijan las formas de mantenimiento más efectivas para cada
activo físico, y que se tomen las medidas necesarias en los casos que
el mantenimiento no pueda resolver. Este esfuerzo de ajustar y
localizar el mantenimiento lleva a grandes mejoras en el
funcionamiento de los activos físicos existentes.
Uno de los objetivos del RCM fue ayudar a las líneas aéreas a establecer
un sistema de mantenimiento para nuevos tipos de aviones, antes de
que estos entraran en funcionamiento. Como resultado, el RCM es una
forma ideal para desarrollar planes de mantenimiento en equipos
complejos y para los que no existe mucha documentación al respecto.
Esto ahorra la mayor parte del ensayo y error que frecuentemente
forma parte del desarrollo de nuevos planes de mantenimiento; ensayos
que demandan tiempo y errores que pueden ser costosos.
Mayor costo-eficacia del mantenimiento: El RCM continuamente
localiza su atención en las actividades de mantenimiento que tienen
mayor efecto en el funcionamiento de la planta. Esto ayuda a asegurar
que los esfuerzos se realicen donde sean más efectivos
Al aplicar un proceso RCM en un sistema de mantenimiento existente,
generalmente se reduce la cantidad de mantenimiento rutinario (Tareas
de mantenimiento cíclico), hasta un 4O0/0 ó 70%. Por otro lado, si el
RCM se aplica para desarrollar un nuevo sistema de mantenimiento, el

resultado será que la carga de trabajo programada sea mucho menor
que si el sistema se hubiera desarrollado por métodos convencionales.
.Mayor vida útil de componentes costosos: debido al cuidadoso
énfasis en el uso de técnicas de mantenimiento a condición.
.Una base de datos global: un análisis RCM finaliza con un registro
global y extensivamente documentado de los requerimientos de
mantenimiento de todos los activos físicos significativos utilizados por
la organización.
Esto posibilita la adaptación a circunstancias cambiantes sin tener que
reconsiderar todas las políticas de mantenimiento desde un comienzo.
También permite a quienes utilizan el equipo, demostrar que sus planes
de mantenimiento están construidos sobre una base racional
estableciendo la traza de auditoría requerida cada vez más por diversas
normas. Finalmente, la información almacenada en las hojas de trabajo
del RCM reduce los efectos de la pérdida de experiencia por la rotación
de personal.
Mayor motivación del personal: especialmente los involucrados en
el proceso de revisión. Esto lleva a un mayor entendimiento general
de todos los integrantes del Grupo de Análisis, del contexto
operacional, junto con un 'sentido de pertenencia' más amplio de los
problemas de mantenimiento y sus soluciones. También aumenta la
probabilidad de que las soluciones perduren.
*Mejor trabajo en equipo: El RCM provee un lenguaje técnico que es
fácil de entender para cualquier persona que tenga alguna relación con
el mantenimiento. Esto da al personal de mantenimiento y operaciones

un mejor entendimiento de lo que el mantenimiento puede lograr y de
lo que no, y qué debe hacerse para lograrlo.
Una revisión RCM de los requerimientos de mantenimiento para cada
uno de los equipos existentes que opera en las instalaciones, permite
tener una base firme para establecer políticas de trabajo, y decidir qué
repuestos se deben tener en el inventario.
Estas revisiones transforman los requerimientos de mantenimiento de
los activos físicos utilizados por la organización y la manera en que es
percibida la función misma del mantenimiento. El resultado es un
mantenimiento más costo-efectivo y más armonioso y exitoso.


Capítulo I V DESARROLLO DE UN PROGRAMA DE MANTENIMIENTO RCM PARA TRANSFORMADORES DE POTENCIA
ESCENARIO
La Compañía Nacional de Fuerza y Luz, S.A., es una de las principales
empresas distribuidoras y comercializadoras de energía eléctrica de
Costa Rica. Su servicio cubre 903 Km2 de la Gran Área Metropolitana,
que representan el 2% del territorio nacional y cuenta con 480.000
clientes directos.
Su área de servicio concentra la mayor parte de la población nacional y
la actividad comercial, productiva e institucional del país. La CNFL tiene
bajo su responsabilidad el suministro de energía eléctrica al 40% de los
clientes del sistema eléctrico costarricense y comercializa el 46% del
total de la electricidad del mercado de distribución nacional [17]. Esto
conlleva la responsabilidad de brindar un servicio con la mejor calidad y
confiabilidad, que le permita tanto a los sectores comerciales como
industriales, competir con las mayores ventajas posibles; evitando
suspender sus actividades tanto por problemas en los equipos que
suministran la energía, como por labores de mantenimiento preventivo
innecesarias. Así también, debe garantizar al sector residencial, un
suministro eléctrico tal que no afecte la calidad de vida de los usuarios.
El Departamento Sistemas de Potencia, es el departamento encargado y
responsable directo del mantenimiento, construcción y ampliación de las
subestaciones eléctricas y de los equipos eléctricos de potencia
instalados en ellas. Hasta finales de los 80's el mantenimiento de los
transformadores en la CNFL, S.A. se limitaba a la corrección de fallas y a

procesos de filtrado y sustitución de aceites. En esta época se
producían, con cierta frecuencia, graves daños en los transformadores
que afectaban a un gran número de abonados durante largos periodos
de interrupción del servicio mientras se atendía la falla y se sustituía el
elemento dañado.
A partir de la década pasada se realizaron grandes esfuerzos para lograr
una ejecución más efectiva del mantenimiento, y gracias a ello las fallas
en transformadores de potencia disminuyeron considerablemente. La
disponibilidad de repuestos y la previsión ante una contingencia han
mejorado notablemente. En los últimos años se han adquirido equipos
de prueba para transformadores y se creó el área de pruebas eléctricas
que se encarga del monitoreo constante de los transformadores con
base en las pruebas periódicas realizadas. Estos esfuetzos redundan en
un mejor servicio, en la disminución del número de abonados afectados
por fallas y en menores tiempos de reposición del servicio ante una falla
y/o mantenimiento del transformador.
Actualmente se ha incorporado como parte del proceso de compra de los
transformadores de potencia la adquisición de equipos de monitoreo de
variables en tiempo real entre los que se destaca el Hydran (MR), que es
un equipo de detección de gases disueltos en el aceite.
Todo lo anterior genera una gran cantidad de datos e información que
permite evolucionar hacia prácticas de mantenimiento preventivo y
predictivo, o mejor aún, hacia el desarrollo de un programa de
mantenimiento basado en confiabilidad que es el objetivo de este
proyecto. Para ello se ha utilizado el procedimiento para el desarrollo de

un programa RCM presentado en el capítulo 111. A continuación se
exponen paso a paso las actividades realizadas.
1- Definir las fronteras del Equipo e Interfaces
1.1- Funciones primarias del sistema:
La función primordial del transformador de potencia es "Transformar
y/o regular el voltaje de acuerdo con sus características de
diseño ".
1.2- Fronteras del equipo:
De acuerdo con la definición anterior se han considerado los
componentes que desarrollan funciones asociadas con la función
primaria del transformador de potencia, y se ha definido la frontera del
equipo como un sistema que comprende los componentes enumerados
en la Tabla 4.1. Para la definición de la frontera y de los subsistemas ó
componentes, se ha utilizado el esquema mostrado en la figura 4.1. [3].
Se puede observar en el diagrama unifilar de la figura 4.2, una
representación del alcance de la frontera en una subestación.
1.3- Interfaces:
Los componentes que cumplen funciones auxiliares o de soporte al
transformador de potencia han sido clasificados como las interfaces del
sistema.

Tabla # 4.1: Definición de la frontera del equipo y las interfaces
Componentes dentro de la Frontera
del Transformador
1 -El núcleo ferromagnético 2-Los devanados 3-El aceite dieléctrico 4-La cuba ó tanque principal 5-Los radiadores 6-Los abanicos 7-El tanque conservador 8-El sistema de extracción de humedad del aire 9-Los sensores de monitoreo 1 0-Los sistemas de protección 1 1 -Los aisladores pasatapa 12-Los pararrayos 13-Los sistemas de control y protección auxiliares 14-El cambiador de derivaciones 1 5-Los transformadores de corriente 16-El gas inerte
lnterfaces
1 -Señales de alarma y disparo 2-Señales de monitoreo 3-Canales de comunicación 4-Alimentación de AC 5-Alimentación de DC 6-Líneas de transmisión y distribución 7-Malla de tierras 8-Cimientos y anclajes
9-Suministro de gas inerte

Figura 4.1: Esquema para definir /a frontera de un sistema para
e/ análisis RCM [3]
Defmición de la frontera del sistema
;Existen partes del sistema diferenciables por aspectos eléctricos, mecánicos ó de instrumentación?
, Sí
Identificar subsistemas iniciales, con base en los principales elementos.
No
Defmir subsistemas de acuerdo con las diferencias funcionales de las partes del sistema.
1
;Se diticulta el manejo del sistema en la evaluación por su tamaño? A +
Sí
No
¿Existen partes del sistema con diferencias funcionales
b
identirica bles? Sí
No v r
v Evaluar el sistema completo, Evaluar el sistema como una no hay necesidad de serie de subsistemas subsistemas
-

Figura 4.2: Diagrama Unfilar de una Subestación
2- Recolectar la información de los equipos
En la actualidad se encuentran instalados y en funcionamiento 39
transformadores de potencia en las diferentes subestaciones reductoras
y elevadoras, ubicadas principalmente en el Valle Central, y algunas de
ellas en proyectos de generación desarrollados en la zona norte del país.
Como parte del programa de mantenimiento actual, estos
transformadores han sido codificados e inventariados con las
características generales más importantes. Asimismo se ha creado un

expediente de mantenimiento para cada unidad con los registros de las
pruebas eléctricas de rutina (Ver Apéndice # 1).
2.1- Documentación:
Con el objetivo de organizar la información técnica y de mantenimiento
disponible, se dispuso inventariar los diferentes documentos, planos,
diagramas e información propia de cada transformador de potencia.
Para esto se ha propuesto una clasificación de acuerdo con el t ipo de
información, y considerando la fecha de su publicación.
1 M: Manual 1 F: Fabricante 01: Consecutivo T41: Cód. Transformador F: Fecha-1993
También se ha elaborado un cuadro con el inventario de la información
perteneciente a cada transformador para que sea fácilmente accesible
por medio del código asignado a cada documento
Debido a que en la actualidad existen diferentes dependencias que
resguardan y consultan los manuales, planos, diagramas, etc., se
recomienda, para un adecuado manejo de la información; que estos
documentos sean codificados, clasificados y mantenidos por personal
responsable de su custodia.

Tomando una muestra de cinco transformadores de potencia instalados
en las subestaciones de la CNFL se recolectó la información técnica y de
mantenimiento disponible para el posterior análisis de los registros
históricos y de mantenimiento. Esta información es presentada en el
Apéndice # 2.
2.2- Condiciones para el mantenimiento:
Las condiciones para el mantenimiento de los transformadores han sido
analizadas de acuerdo con la información suministrada por el personal
técnico de mantenimiento y por las condiciones y circunstancias
operativas de cada unidad. Para ello se efectuaron visitas a diferentes
subestaciones de CNFL y se realizaron entrevistas con el personal de la
sección de mantenimiento de las subestaciones y de otras dependencias
involucradas. Ver Apéndice # 3. Asimismo se realizó un inventario con
los principales equipos con los que cuenta la CNFL para el
mantenimiento. Ver Apéndice # 4.
Dentro de las características más relevantes que se han analizado se
encuentran los requerimientos que se deberán solventar para una
intervención mayor y/o la sustitución de los transformadores; esto
comprende el equipo y personal necesarios para su traslado, las
condiciones de seguridad y riesgo, los problemas de acceso y el
desarme de accesorios y otros elementos en la vecindad del
transformador, que deben ser retirados para permitir su libre
movilización.

La capacidad para el respaldo de los circuitos asociados con un
transformador es un factor muy importante a considerar para la
programación de su mantenimiento.
Para ello se debe tomar en cuenta que la reconfiguración de la red de
distribución conlleva situaciones de riesgo potencial ante una
contingencia, y en ocasiones provoca que otras unidades deban ser
recargadas, aumentando los índices de deterioro en ellas. Ver Apéndice
# 5 Esto da lugar a otro elemento de mucha relevancia en éste estudio
como lo es las condiciones de operación y el estado propio de cada
unidad.
Se debe recordar por ejemplo que la temperatura tiene una relación
directa con el nivel de deterioro en el aislamiento de los equipos
eléctricos, y se considera que por cada 10 OC de aumento en la
temperatura se reduce su vida útil en un 5O0/0 [21]. Al analizar los
resultados de las pruebas de mantenimiento preventivo y los años en
servicio que ha estado operando, se puede realizar una evaluación de
hasta qué punto se podría recargar un transformador.
A pesar de que existe mucha diversidad de factores que pueden afectar
el tiempo que se requiere para atender un equipo y los costos
asociados, este primer análisis sirve de base para cálculos y
estimaciones posteriores. Cabe destacar la importancia de documentar
todas y cada una de las actividades relacionadas con el mantenimiento a
partir de la aplicación de este programa RCM.

3- Definir la Función del Equipo y las Fallas Funcionales
3.1- Funciones
Tal y como se señaló anteriormente, la función primordial del
transformador de potencia es "Transformar y/o regular e l voltaje de
acuerdo con sus características de diseño".
Las funciones de los componentes dentro de la frontera del equipo bajo
estudio, han sido definidas de acuerdo con su relación hacia este
objetivo.
El aporte de los usuarios de los transformadores ha sido fundamental
para lograr esta definición de funciones. En el caso de CNFL, el
departamento de operación es la dependencia encargada de organizar la
distribución de la energía en el sistema eléctrico, y por ello es de suma
importancia el conocer la capacidad de suministro de potencia de los
transformadores. Para garantizar este suministro, los encargados de
mantenimiento deben asegurar que tanto las interfaces como los
componentes dentro de la frontera del transformador, satisfagan las
funciones específicas que se esperan de cada uno de ellos.
Con base en la experiencia de los técnicos e ingenieros, y fundamentado
en la documentación recopilada en los primeros pasos de este proceso
RCM, ha sido posible definir estas funciones específicas, las cuales son
presentadas en la Tabla 4.2.

Tabla # 4.2: Definición de las funciones realizadas por cada uno
de los componentes del equipo
t Componentes del
Transformador
1 -El núcleo ferromagnético 2-Los devanados
3-El aceite dieléctrico
4-La cuba ó tanque principal 5-Los radiadores
6-Los abanicos
7-El tanque conservador 8-Sistema de extracción de humedad del aire 9-Los sensores de monitoreo 10-Los sistemas de protección 1 1 -Los aisladores pasatapa 12-Los pararrayos
13-Los sistemas de control y protección auxiliares 14-El cambiador de derivaciones 15-Los transfomadores de corriente 16-El gas inerte
Funciones específicas
Dirigir y transportar el flujo electromagnético producido por los devanados Producir y10 transformar el flujo electromagnético, regular el voltaje de acuerdo con la relación de espiras Aislar los componentes con alto potencial eléctrico, servir como medio de refrigeración Contener y brindar protección mecánica a los principales componentes del transformador Proveer el medio para el intercambio térmico para el enfriamiento del aceite Proporcionar un flujo de aire constante para el intercambio térmico en los radiadores Contener un volumen de aceite dieléctrico de reserva Extraer la humedad del aire requerido por expansión térmica Transformar las variables físicas en señales eléctricas con fidelidad y precisión Desconectar el transformador ante la presencia de parámetros anormales en forma rápida y confiable Brindar un medio aislado para la conexión con los componentes internos del transformador Brindar un medio seguro de protección y descarga para las sobretensiones producidas por descargas atmosféricas Ejecutar el control de los sistemas automáticos del transformador
Ejecutar la operación electromecánica para la regulación del voltaje Proporcionar en forma precisa las señales de corriente para los equipos de medición y protección Aislar los componentes con alto potencial eléctrico, proveer un ambiente seco para evitar el deterioro del aceite dieléctrico

3.2- Fallas Funcionales
Una vez que se definieron las funciones que realizan los componentes
descritos anteriormente, se ha determinado el tipo de fallas funcionales
que estos presentan considerando la ausencia de los resultados que de
ellos se esperan. En este sentido el enfoque se ha dirigido hacia las
funciones propiamente dichas, sin desviar la atención en la causa de la
falla o los modos en que se presentan dichas fallas.
Los parámetros de funcionamiento de los componentes del
transformador, como lo son las características de diseño y los rangos de
operación; han permitido definir con claridad cuando un componente se
encuentra en estado de falla.
A manera de ejemplo: el aceite dieléctrico cumple como una de sus
funciones específicas el "servir como medio de refrigeración".
Es importante conocer que a fin de asegurar las funciones múltiples del
aceite aislante (dieléctrico, extintor de arcos y agente de transferencia
de calor), éste debe poseer las siguientes propiedades fundamentales:
Una rigidez dieléctrica suficientemente alta para resistir las
solicitaciones eléctricas que se presentan en el servicio.
Una viscosidad adecuada para asegurar la circulación convectiva y
facilitar la transferencia de calor.
Un punto de escurrimiento bajo, que asegure la fluidez del aceite a
bajas temperaturas.
Una buena estabilidad a la oxidación, que asegure una larga vida Úti l
(típicamente 20 a 30 años). [4]

Se podría afirmar que una posible falla funcional sería la presencia de
Iodos en el aceite que afecta la circulación convectiva y dificulta la
transferencia de calor; sin embargo al analizar las funciones descritas
anteriormente, se define la falla funcional como el deterioro en las
características refrigerantes del aceite, y en este caso la presencia de
Iodos en el aceite es un modo de fallo que se presenta en el proceso de
degradación del mismo y que afecta la funcionalidad de servir como
medio de refrigeración.
Si las características refrigerantes se conservaran a pesar de la
presencia de Iodos en el aceite, ésta sería una condición que no debiera
ser considerada para asignar ninguna actividad de mantenimiento con el
fin de prevenirla, pues no afectaría ninguna funcionalidad.
4- Identificar los Modos de Falla del Equipo
Como se mencionó en el capítulo anterior, una vez que se ha
identificado la falla funcional, el paso siguiente ha sido tratar de
identificar todos los hechos que puedan causar cada estado de falla.
En el programa de mantenimiento actual de CNFL, no se cuenta con
procedimientos establecidos para el registro y la documentación de las
fallas registradas en los equipos, n i de los procesos de mantenimiento
realizados para la corrección de estas fallas. La atención de las averías
es realizada por los técnicos de mantenimiento en el momento en que
se reporta algún incidente y en la mayoría de los casos no se registra la
clase de falla que se presentó y el tipo de actividad de mantenimiento
realizada.

Esto dificulta el poder establecer con exactitud cuáles han sido los
modos de falla presentados con mayor frecuencia, así como la gravedad
de estas averías. No obstante, partiendo de la amplia experiencia de los
técnicos e ingenieros en este campo, y con la ayuda de encuestas,
entrevistas y estadísticas a nivel mundial, se ha determinado cuáles de
estos modos de falla son los que requieren mayor atención.
Cabe señalar como una de las principales recomendaciones de este
proyecto, la importancia de establecer los procedimientos que permitan
documentar todas y cada una de las fallas que se presentan en los
transformadores, así como los procesos de mantenimiento requeridos
para la atención de estas averías.
Para este análisis se ha requerido de un amplio conocimiento acerca de
las características de diseño de los transformadores, de las condiciones
normales de operación y de los resultados que se esperan de las
funciones de cada componente. Por otro lado el análisis de las
características químicas, físicas, eléctricas y mecánicas de los materiales
que componen cada elemento, así como de los fenómenos que
intervienen en la degradación de dichas características; es un factor
clave para comprender e identificar los modos de falla del equipo.
4.1- Principales Modos de Falla
En servicio, los transformadores de potencia están sujetos a condiciones
tales como temperatura excesiva, presencia de oxígeno y humedad que
combinadas con los esfuenos eléctricos aceleran los procesos de
degradación del sistema de aislamiento. Otras causas que provocan la
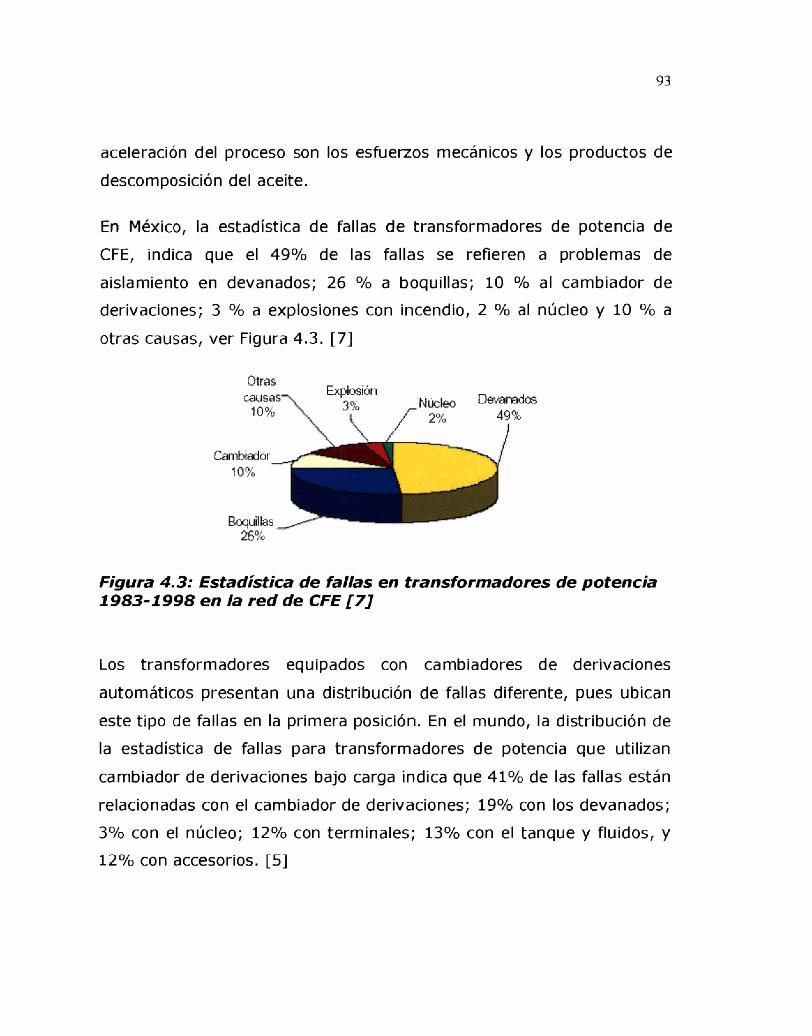
aceleración del proceso son los esfuetzos mecánicos y los productos de
descomposiciiin del aceite.
En México, la estadística de fallas de transformadores de potencia de
CFE, indica que el 49% de las fallas se refieren a problemas de
aislamiento en devanados; 26 O/O a boquillas; 10 al cambiador de
derivaciones; 3 O/O a explosiones con incendio, 2 O/O al núcleo y 10 O/O a
otras causas, ver Figura 4.3. [ 7 ]
Figura 4.3: Estadistica de falbs en transformadoms de potencia 1983-1998 en la red de CFE [7]
tos transformadores equipados con cambiadores de derivaciones
automáticos presentan una distribución de fallas diferente, pues ubican
este tipo de fallas en la primera posición. En el mundo, la distribución de
la estadística de fallas para transformadores de potencia que utilizan
cambiador de derivaciones bajo carga indica que 41% de las fallas están
relacionadas con el cambiador de derivaciones; 19% con los devanados;
3% con el núcleo; 12% con terminales; 13% con el tanque y fluidos, y
12% con accesorios. [5]

En los cambiadores de derivaciones predominan las fallas de naturaleza
mecánica (en el eje, mecanismo, rodamientos, etc.), seguido por las
fallas eléctricas como falsos contactos, resistores de transición
quemados y problemas de aislamiento. [6] Cabe destacar que la CNFL
no cuenta con transformadores con cambiadores de derivaciones
automáticos.
Como puede observarse en la figura 4.3, una gran proporción de las
fallas está relacionada con el aislamiento pues durante su operación, los
transformadores de potencia están sujetos a esfuerzos que degradan su
sistema de aislamiento. El sistema de aislamiento de un transformador
está constituido por dos componentes principales, el aceite dieléctrico y
el papel aislante.
4.1.1- Deterioro del papel aislante
El papel que se utiliza para el aislamiento de los devanados de un
transformador experimenta un deterioro gradual. El grado de
envejecimiento se puede evaluar por el grado de polimerización medio
de la celulosa. En un papel nuevo, el número de monómeros en cada
cadena, es decir el grado de polimerización (DP), es del orden de 1200.
Cuando el grado de polimerización desciende a valores del orden de 200
la resistencia a la tracción del papel se reduce a cero.
La falla del aislamiento es causada por la reducción de la resistencia
mecánica de la celulosa, con el agua como uno de los principales
agentes de deterioro; y por la temperatura excesiva y la presencia de
oxígeno; todo esto combinado con los esfuerzos eléctricos, acelera el
proceso. Estos factores provocan la rotura de las cadenas reduciendo la

longitud de los polímeros con el consiguiente deterioro de las
características mecánicas del papel. En esta condición el sistema de
aislamiento no tiene la capacidad necesaria para soportar el esfuerzo
electrodinámico al que se ve sometido.
Un papel con un contenido de agua < 0.5% en peso y bien impregnado
en aceite, sometido a una temperatura de 100 OC puede alcanzar un
DP = 200 en un lapso de 25 a 30 años.
Esta podría ser la vida de un transformador funcionando todo el tiempo
con carga nominal y con una temperatura ambiente de 20 OC. Sin
embargo la carga de un transformador en servicio y la temperatura
ambiente varían y consecuentemente su vida útil puede ser muy distinta
en función de las condiciones reales de carga. [8]
4.1.2- Deterioro del aceite dieléctrico
Debido a los agentes y catalizadores que acompañan al aceite aislante
dentro del transformador, se desarrolla un proceso químico de oxidación
o acidificación.
Estos agentes (hierro, cobre, celulosa, oxígeno, barnices, lacas,
pinturas, agua, temperatura, sobretensiones eléctricas, etc.), se
comportan como catalizadores y aceleradores del proceso contribuyendo
al desarrollo de reacciones químicas en cadena, formando en principio
distintos productos intermedios de oxidación, altamente contaminantes,
siendo los alcoholes y aldehídos las primeras sustancias polares que
aparecen.

Estos compuestos generan lateralmente cetonas y posteriormente en el
proceso se obtienen ácidos orgánicos que también reaccionan fácilmente
entre sí formando esteres, los cuales a su vez se activan y polimerizan
aglomerándose y forman complejos moleculares de alto peso en forma
de Iodos, que se depositan en los intersticios de las fibras de la celulosa,
los devanados, el núcleo y radiadores del transformador. En casos de de
avanzada degradación se forman capas endurecidas, que afectan
notablemente las condiciones de operación del equipo. [9]
5- Determinar los Modos de Falla Críticos
La red de distribución de la CNFL, presenta algunas opciones para su
configuración, con lo cual es posible respaldar la energía suministrada
por algún transformador bajo determinadas condiciones de carga. Esto
supondría que algunas unidades serían más críticas que otras en cuanto
a la afectación resultante por una falla. No obstante, y de acuerdo con la
definición presentada en el capítulo 111; el objetivo de cualquier plan de
mantenimiento es garantizar que todos los activos físicos continúen
operando. Es por esta razón que los modos de falla críticos han sido
determinados bajo las mismas condiciones para todos los equipos, pero
la capacidad de respaldo deberá ser analizada en cada caso particular en
el momento de decidir las prioridades para la atención de una
determinada avería.
Cuando se detecta una falla en alguno de los componentes de un
transformador de potencia es necesario determinar si esta avería
requiere atención inmediata, o si por el contrario, bajo ciertas
condiciones de control y vigilancia; es posible mantener el equipo en
operación hasta que el daño pueda ser reparado. Inclusive se pueden

presentar situaciones en las que es más conveniente y más rentable
esperar que un modo de falla determinado evolucione hasta que sus
efectos sean más notorios.
Por ejemplo se ha mencionado que el aceite dieléctrico presenta un
proceso de deterioro natural como producto de los procesos de
oxidación y de la absorción de humedad; sin embargo el transformador
puede seguir en funcionamiento mientras estos niveles de deterioro
sean bajos. Por medio del análisis dieléctrico físico-químico se puede
determinar cuál es el momento más adecuado para sustituir ó regenerar
el aceite dieléctrico. Los resultados de estas pruebas indican claramente
el grado de deterioro en las condiciones del aceite; sin embargo hasta
que no se superen los valores límite establecidos por las normas
internacionales no se considera necesario; ni es conveniente desde el
punto de vista económico, procesar el aceite del transformador. Esto
constituye un modo de falla con consecuencias no operacionales, en
el que el costo asociado se relaciona con los costos directos de la
reparación.
Por otro lado, el accionamiento erróneo del sistema de protección del
transformador es un modo de falla crítico que requiere atención
inmediata debido a que puede presentar consecuencias de tipo
operacional pues la desconexión no deseada del transformador
afectará de forma directa el suministro de energía. De acuerdo con los
registros de salidas de operación del sistema de distribución de CNFL, la
operación indebida de los sistemas de protección ha afectado a una gran
cantidad de clientes ante la salida de varios circuitos alimentados por un

transformador, con periodos de restablecimiento de más de dos horas
C181.
Asimismo una avería en las protecciones tiene consecuencias de
fallas ocultas pues aunque puede no afectar el funcionamiento normal
del transformador; eventualmente ante un cortocircuito, puede poner en
riesgo la seguridad tanto del equipo como de la red eléctrica y hasta del
personal que se encuentre en la subestación. En el mejor de los casos,
en donde se cuenta con protecciones de respaldo; los perjuicios
producidos por una misma falla afectarán a una mayor cantidad de
abonados y circuitos de distribución.
Asimismo se han tomado en consideración algunas condiciones de
funcionamiento que si bien no afectan propiamente el desempeño del
transformador, podrían provocar algún tipo de contaminación ambiental.
Un ejemplo de falla con consecuencias ambientales y para la
seguridad, se presenta con las fugas y derrames de aceite dieléctrico,
éstas provocan contaminación ambiental en el suelo y representan un
riesgo para las fuentes de agua. Estas consecuencias ambientales son
señaladas en el diagnóstico ambiental elaborado para la Sección de
Mantenimiento Electromecánico en el año 2004 [ lo] .
Todas estas consideraciones han sido tomadas en cuenta para la
elaboración del plan de mantenimiento presentado en el Apéndice # 6 y
para la selección de las tareas de mantenimiento. Para cada modo de
falla se ha clasificado el tipo de consecuencias, que pueden ser
operacionales, no operacionales, de fallas ocultas y las consecuencias
ambientales y para la seguridad.

6- Selección de las tareas de mantenimiento
Llegamos ahora a un punto culminante en el proceso RCM que se ha
venido desarrollando en este proyecto. En esta parte es de vital
importancia recordar que la selección de las tareas de mantenimiento
debe ser dirigida a preservar las funciones que realizan los distintos
componentes que conforman el sistema bajo estudio: "Transformador
de Potencia ".
El cambio de enfoque, de la preservación del equipo a la preservación de
la función realizada por ese equipo es un aspecto difícil de aceptar para
muchos ingenieros de mantenimiento.
Para ilustrar este concepto vamos a considerar el sistema de
enfriamiento del transformador, en el que se utilizan abanicos para
asegurar que el equipo está operando dentro de los límites de
temperatura prescritos.
Si el transformador tiene múltiples etapas de enfriamiento y se utilizan
varios abanicos, se puede determinar que la función de enfriamiento no
está significativamente comprometida si un abanico falla. El análisis
funcional revela que la función de enfriamiento puede ser preservada
aún si uno de los componentes del sistema de enfriamiento falla. El
resultado neto es un programa de mantenimiento dirigido al
enfriamiento que puede permitir la pérdida de uno ó más componentes,
sin la pérdida de la función de enfriamiento completa. Si el análisis fuera
enfocado sólo en los equipos, la pérdida de uno de los abanicos sería
considerada una falla inaceptable y se requeriría un programa de
mantenimiento preventivo para los abanicos.

Es por este motivo que las tareas asignadas para la preservación de
esta funcionalidad está enfocada en el monitoreo de la temperatura del
aceite. Esta se considera una condición física identificable que revelaría
si se produce un deterioro significativo que pudiera comprometer alguna
de las funciones del transformador ante una avería mayor en el sistema
de enfriamiento; que ameritara una intervención inmediata por parte del
personal de mantenimiento.
La pérdida de uno o más abanicos no supondría necesariamente la
atención de la falla, ni compromete la asignación de tareas y recursos
para su prevención. Dentro de un plan de mantenimiento RCM se
definirá una rutina de inspección periódica, que permita corregir en
forma programada este tipo de averías menores, dentro de las tareas de
reacondicionamiento y sustitución cíclicas.
Es importante notar el impacto cultural de dirigir las tareas de
mantenimiento hacia las actividades que tengan el mayor efecto sobre
el desempeño del equipo, y que puede incluso llegar a recomendar la
anulación de las actividades de prevención para los modos de falla con
niveles de impacto muy bajos; el personal de mantenimiento deberá
tener claro que en ocasiones la opción más conveniente consiste en
permitir que se presente algún modo de falla específico antes que
invertir tiempo y recursos en prevenirlo; de esta manera es posible
enfocar el mantenimiento hacia las averías que pudieran provocar
mayores daños en el transformador o en alguno de sus componentes.
El procedimiento utilizado para la selección de las tareas de
mantenimiento es ilustrado con los diagramas de flujo de las figuras 4.4,
4.5, 4.6 y 4.7. Cada modo de falla ha sido clasificado de acuerdo con los

tipos de consecuencias que puede provocar y para cada consecuencia se
han seleccionado las tareas de mantenimiento más adecuadas para su
prevención.
fallas ocultas
Búsqueda de fallas
1 Rediseñar 1
Asignar Tarea Proactiva
Asignar Tarea Búsqueda de Fallas
Figura 4.4: Proceso de selección de tareas para fallas ocultas

Proactiva reducelelirni-
\ na riesgo de / falla v
1 Rediseñar 1
Asignar Tarea Proactiva
Figura 4.5: Proceso de selección de tareas para fallas con consecuencias ambientales

Asignar Tarea Proactiva
Asignar Tarea "a falta de"
Rediseñar E5 Figura 4.6: Proceso de selección de tareas para fallas con consecuenciss Operacionales

Asignar Tarea Proactiva
Rediseñar
Asignar Tarea "a falta de"
Figura 4.7: Proceso de selección de tareas para fallas con
consecuencias No Operacionales
Inicialmente, con el fin de asegurar que ningún modo de falla crítico sea
desatendido, se han incluido algunas tareas de reacondicionamiento y
sustitución cíclicas, las cuales, una vez que se implemente el plan de
mantenimiento propuesto en este proyecto, deberán ser revisadas con
el fin de ajustar los periodos de ejecución, y eventualmente corroborar
que la variación de algunos parámetros de monitoreo utilizados en las

tareas de mantenimiento predictivo, reflejen con seguridad el deterioro
en los componentes del transformador que es atendido por aquéllas
primeras tareas de mantenimiento preventivo.
Este proceso será llevado a cabo a partir de la experiencia adquirida con
el nuevo plan RCM, y para su realización es de vital importancia el
registro y posterior análisis de las variables monitoreadas, así como la
documentación de las tareas de reacondicionamiento y sustitución
cíclicas. El objetivo es relacionar alguna de éstas variables, o un
conjunto de ellas; de manera que se pueda proyectar el desgaste y/o
deterioro de algún elemento sin necesidad de intervenir la unidad para
realizar pruebas innecesariamente, o incluso una inspección más a
fondo.
Para implementar las tareas a condición propuestas, es necesario que
los transformadores cuenten con los censores para el monitoreo de las
señales. Las variables monitoreadas deberán ser registradas en un
sistema de control y adquisición de datos para que posteriormente el
personal de mantenimiento realice el análisis correspondiente. En este
sistema de control es posible programar los parámetros límite y los
valores de alarma para los cuales se requiere la atención inmediata de
alguna unidad.

7- Comparación del desempeño de las tareas de
mantenimiento
Como se mencionó anteriormente en la CNFL no existe un plan de
mantenimiento programado y documentado, sino que se realizan una
serie de actividades periódicas de mantenimiento preventivo y correctivo
de acuerdo con las recomendaciones de los fabricantes, y gracias a la
experiencia del personal técnico y profesional.
De esta manera se cuenta con una rutina de inspección periódica en las
subestaciones, un ciclo de pruebas al aceite y al transformador y labores
de pintura y reparaciones menores conforme a las necesidades para
cada equipo.
Debido a ésta situación, en la actualidad la CNFL no cuenta con un
programa establecido formalmente para el mantenimiento de los
transformadores; por lo que se ha utilizado la información recopilada en
el primer paso de este proceso RCM, así como los manuales de
mantenimiento de los fabricantes de los distintos tipos y marcas de
equipos con los que cuenta la CNFL, y se ha elaborado el cuadro
comparativo presentado en el Apéndice #7. Cada fabricante recomienda
una serie de actividades de mantenimiento así como la periodicidad con
la que deben ser ejecutadas. Considerando que estas recomendaciones
de los fabricantes han servido como base para las rutinas de
mantenimiento que se desarrollan actualmente, se considera muy
relevante la comparación respecto a las actividades propuestas por el
plan de mantenimiento RCM.

En la Tabla 4.3 se presenta el resumen de las actividades del plan de
mantenimiento RCM que han sido clasificadas de acuerdo con la
periodicidad con que deben ser ejecutadas. Estas se han definido y
agrupado con la intención de maximizar la utilización de los recursos de
mantenimiento.
Se puede observar que existe una gran cantidad de actividades
recomendadas por los fabricantes de transformadores que han sido
incluidas dentro del plan RCM propuesto, algunas de ellas varían en
cuanto a la frecuencia con la que deben ser realizadas y otras son
cubiertas por actividades de mantenimiento más efectivas enfocadas en
la funcionalidad de los sistemas.
Por ejemplo se puede señalar la inspeccíon por tugas ae acene
dieléctrico, la cual es recomendada en periodos de uno y dos meses. Se
debe considerar que las funciones asociadas al aceite dieléctrico no se
ven comprometidas mientras el nivel se mantenga por encima del valor
mínimo requerido; además, la probabilidad de que ocurra una avería de
este tipo no amerita una rutina de inspección en un periodo tan corto.
Por otro lado en caso de que se presente una fuga de aceite de mayor
cuantía, implica una condición que requiere la atención e intervención
inmediata en el transformador en la que una inspección mensual
resultaría insuficiente. El plan de mantenimiento RCM, propone el
monitoreo continuo y a distancia del nivel de aceite, resultando en una
tarea más efectiva y confiable.
Algunas actividades del plan de mantenimiento actual han sido
eliminadas por cuanto se consideran innecesarias; no obstante se ha
tomado en cuenta que las consecuencias adversas de éstas no deben

ser significativas, ó en su defecto que queden cubiertas por las nuevas
rutinas de mantenimiento. Este es el caso de: "Lubricar las ruedas del
transformador'; con una periodicidad semestral. Esta tarea se estima
innecesaria, pues no afecta ninguna de las funciones del transformador
ni de sus componentes.
Con base en los fundamentos teóricos expuestos en el capítulo 11 para el
diagnóstico de transformadores, se han seleccionado las tareas de
mantenimiento preventivo que permitan detectar con mayor eficiencia y
confiabilidad los diferentes modos de falla que se puedan presentar. En
términos generales es evidente que el plan de mantenimiento RCM
incorpora una serie de actividades de mantenimiento que permiten
diagnosticar de una manera más efectiva el estado de cada
transformador, y que cubren con mayor confiabilidad las posibilidades
de que se presenten fallas en los equipos; todo esto sin incrementar la
frecuencia de las inspecciones ni los costos reales del mantenimiento.

Tabla # 4.3: Resumen de Actividades del Plan RCM
Actividades Monitoreo Continuo
Temperatura de devanados Temperatura de aceite dieléctrico Nivel de aceite dieléctrico Presión de gas inerte Monitoreo del circuito de disparo Monitoreo del estado del relé de protección
Inspección periódica semestral Termografía en radiadores y conexiones Inpeccion por derrames de aceite
Inspección periódica anual Mediciones de ruido en el transformador Pruebas de pérdidas en el núcleo Pruebas de resistencia de devanados Pruebas de relación de transformación Análisis fisico químico al aceite Inspección y10 sustitución de los abanicos Inspección del depósito de sílica Pruebas en los sistemas de protección Revisar nivel de aceite y estado general en los aisladores
Inspección peribdica bianual Cromatografia de gases disueltos en el aceite Tratamiento con pintura anticorrosiva, retocar partes oxidadas Pruebas de aislamiento en aisladores, pararrayos y TC's Limpieza de aisladores y pararrayos Verificar medidas de protección contra animales Revisar y resocar conexiones Pruebas al sistema de control de abanicos Pruebas en los Transformadores de Corriente
Inspección periódica cada 4 años Pruebas de estanqueidad en el tanque conservador
Tareas a condición Prueba de contenido de PCB's en el aceite Proceso de filtrado de aceite y secado de transformador Resocar tapas y reparar empaques y sellos Reemplazar el contenido de sílica
Dependencia
SPA SPA SPA SPA SPA SPA
APE APE
APE APE APE APE APE SME SME SPA SME
APE
SME APE SME SME SME SME APE
APE
APE SME SME SME


Capítulo V CONCLUSIONES Y CONSIDERACIONES
Historia y Evolución del Mantenimiento
Al igual que la mayoría de las actividades realizadas por el hombre, el
mantenimiento ha evolucionado a través de la historia, gracias al
desarrollo de mejores técnicas y a la aplicación de los conocimientos
teóricos adquiridos. El conocimiento de los patrones estadísticos de
ocurrencia de fallas ha sido fundamental en este desarrollo.
A pesar de que el mantenimiento de primera y segunda generación
todavía es muy utilizado, actualmente los esfuerzos se enfocan hacia el
desarrollo de técnicas más avanzadas. Hoy en día contamos con
herramientas muy útiles para la gestión del mantenimiento, como por
ejemplo el Mantenimiento Basado en Confiabilidad (RCM), el cuál es una
técnica de tercera generación y ha demostrado su efectividad en
diferentes aplicaciones alrededor del mundo.
Diagnóstico de Transformadores y las Nuevas Técnicas de
Mantenimiento
El conocimiento de los principios teóricos en los que se fundamentan las
pruebas de diagnóstico, es muy importante para la selección de las
actividades más efectivas para el mantenimiento preventivo de
transformadores de potencia. Asimismo las experiencias obtenidas en
otros países en la aplicación de novedosas técnicas demuestran que es
posible emplear métodos y técnicas innovadoras para el mantenimiento.
La CNFL, cuenta con equipos de pruebas eléctricas de campo que se
utilizan para ejecutar algunas tareas periódicas de mantenimiento, no

obstante es necesario incorporar pruebas adicionales que no se están
efectuando regularmente. En la actualidad se están contratando algunos
análisis con empresas externas para complementar el diagnóstico de los
transformadores. No obstante se debe analizar la viabilidad y
conveniencia de la compra de los equipos y materiales necesarios para
realizar dichas pruebas con medios propios. Por ejemplo, la adquisición
de un cromatógrafo de gases, permitiría ejecutar actividades de
mantenimiento de vital importancia, de acuerdo con el plan RCM
planteado.
Los sistemas de adquisición de datos son una herramienta poderosa
para la administración del mantenimiento. El monitoreo continuo de
variables eléctricas y mecánicas, permite conocer el estado de algunos
componentes de los equipos, sin necesidad de realizar otras tareas de
mantenimiento más complejas y/o costosas.
El departamento Sistemas de Potencia ha desarrollado un sistema de
control y adquisición de datos que permitiría incorporar fácilmente el
monitoreo de los transformadores instalados en la subestaciones de
CNFL. Para ello se requiere de la instalación de algunos sensores de
temperatura, nivel, presión, etc., que serían concentrados en autómatas
programables (PLC), con capacidad de comunicación con los
computadores del sistema de control local propio de cada subestación; ó
bien directamente con el sistema de monitoreo central, localizado en La
Uruca; a través del anillo de fibra óptica. Cabe destacar que ésta es una
opción viable, de bajo costo y de fácil implementación; que mejorará
considerablemente el mantenimiento de transformadores.

Una vez que los datos sean recopilados en el Sistema de Adquisición de
Datos, se debe procesar la información e implementar los
procedimientos para generar los reportes de mantenimiento
correspondientes.
El Mantenimiento Basado en Confiabilidad
El mantenimiento RCM es un proceso que ha sido mejorado a través de
los años, y ha demostrado su efectividad en los campos más exigentes a
nivel mundial. Su aplicación en sistemas eléctricos de potencia brindará
resultados muy satisfactorios en cuanto a la efectividad del
mantenimiento y a la confiabilidad de los equipos.
Con base en la literatura existente se ha planteado un procedimiento
para el desarrollo de un plan de mantenimiento RCM cuya aplicación se
extiende a cualquier clase de equipo, sin distinción del t ipo de actividad
que se desarrolle en la empresa. El procedimiento es explicado paso a
paso analizando las actividades que se deben realizar, así como los
resultados que se obtienen en cada parte del proceso.
La principal característica de un plan RCM, está en que su enfoque está
dirigido hacia la funcionalidad que debe cumplir un equipo y sus
componentes, y en preservar esa funcionalidad; a diferencia de los
métodos tradicionales que enfocan el mantenimiento en conservar en
buen estado la condición de los equipos.
Desarrollo del plan RCM para Transformadores de Potencia.
La primera parte del proceso RCM consiste en una etapa de
documentación y definición de alcances y fronteras. Esto permite
recopilar información que será de mucha utilidad para el conocimiento

de los equipos y de las condiciones para el mantenimiento. Un primer
resultado favorable en este proyecto ha sido la creación de un
procedimiento para la clasificación y la custodia de la información
existente. Este beneficio puede y debe ser aprovechado para recopilar la
información en los diferentes equipos instalados en las subestaciones de
la CNFL.
Al definir las funciones del equipo y sus componentes y las fallas
funcionales requiere de un profundo conocimiento teórico acerca de los
transformadores de potencia y gracias al aporte del personal técnico y
profesional
Posteriormente se utilizó nuevamente la experiencia acumulada en la
atención de fallas en los equipos para determinar cuáles eran los
principales modos de falla, asimismo se ha investigado acerca de las
experiencias y estadísticas a nivel internacional en los modos de falla
típicos en transformadores, y se ha logrado discriminar cuáles son los
modos de falla críticos que requieren una mayor atención en las tareas
de mantenimiento.
Es importante notar que la CNFL no cuenta con los registros para
documentar las fallas que se producen en los equipos, ni las labores de
mantenimiento necesarias para la atención de estas averías; por lo que
una recomendación muy importante se presenta ante la clara necesidad
de establecer dichos registros.
En el sexto punto del procedimiento se han seleccionado las tareas de
mantenimiento más efectivas para el diagnóstico y la prevención y
atención de las fallas. Este apartado se fundamenta en los principios

teóricos expuestos en el capítulo 11 acerca de las pruebas de diagnóstico
y las técnicas de mantenimiento predictivo; y se incorpora la
implementación de un sistema de adquisición de datos, como una
poderosa herramienta que complementaría el plan de mantenimiento
propuesto.
En el apéndice # 6 se presenta la síntesis del plan RCM y sus principales
resultados, los cuales han sido tabulados de acuerdo con la clasificación
de los componentes del equipo. En este cuadro se analizan los
diferentes modos de falla para cada componente y sus funciones, las
consecuencias de las fallas, y las tareas de mantenimiento que se
recomiendan para prevenir ó corregir éstas fallas.
La última fase del plan RCM evalúa las tareas de mantenimiento
propuestas en comparación con el programa de mantenimiento que se
desarrolla actualmente. Debido a que la CNFL no cuenta con un proceso
de mantenimiento formalmente definido y documentado, ésta
comparación se ha realizado con base en las recomendaciones
formuladas por los diferentes fabricantes de transformadores. Estas
recomendaciones justifican el conjunto de actividades con las que se
atienden periódicamente los equipos de una manera informal.
Esta comparación de tareas es expuesta en el apéndice # 7. En este
cuadro se observa que el plan de mantenimiento RCM señala algunas
actividades que no han sido consideradas por los fabricantes de los
transformadores, pero que son necesarias para una adecuada atención
de las unidades. Por otro lado se eliminan ó sustituyen algunas tareas
por otras que mantienen un mejor desempeño; se incluye también la
opción de monitorear la condición del transformador en tiempo real lo

que disminuye la frecuencia de ejecución de algunas actividades ó las
elimina totalmente. En resumen el plan de mantenimiento RCM es más
efectivo y garantiza una mejor confiabilidad de los transformadores de
potencia.
Como resultado final en el capítulo IV, se han seleccionado y agrupado
las principales actividades de mantenimiento de acuerdo con la
frecuencia con que deben ser ejecutadas y para cada dependencia
encargada de éstas actividades.
Consideraciones Generales
La experiencia obtenida en el desarrollo de este proyecto debe ser
aprovechada para realizar un plan de mantenimiento RCM integral que
contemple a todos los equipos y sistemas existentes en la subestaciones
y plantas hidroeléctricas de CNFL.
El programa de actividades de mantenimiento presentado debe ser
revisado y mejorado periódicamente, evaluando el desempeño de las
actividades propuestas e incorporando las nuevas técnicas y tecnologías
que se desarrollan a diario.
Como complemento a este proyecto sería de gran utilidad una
evaluación de los costos del mantenimiento basado en confiabilidad. La
propuesta que se ha presentado para la documentación de las tareas de
mantenimiento, permitirá esta evaluación de costos que hasta ahora no
ha sido posible realizar. Este análisis sería un factor muy importante
para la revisión y selección de las tareas de mantenimiento más costo-
efectivas.

La utilización de un sistema de adquisición de datos permitirá un gran
avance en la gestión del mantenimiento; partiendo de los datos
registrados, será posible efectuar análisis de tendencias y registros de
eventos muy importantes para las decisiones en materia del
mantenimiento. No obstante se requiere implementar una estructura
que permita aprovechar ésta gran cantidad de información al máximo,
por medio de un análisis posterior de los datos obtenidos y del
procesamiento de estos datos y registros.

Consideraciones y Recomendaciones Brindadas por el Tribunal
de Evaluación
A continuación se presenta un extracto con las principales consideraciones,
cuestionamientos y recomendaciones aportados por el tribunal durante la
presentación de este proyecto.
1- ¿Qué relación existe y de qué manera se puede aprovechar la
experiencia adquirida en la elaboración de éste proyecto para el proceso
de certificación en las normas internacionales ISO que se desarrolla en
la actualidad en la CNFL?
R/ Uno de los grandes aportes de un proceso de mantenimiento RCM es
que se definen las acciones para la documentación y registro de todas
las actividades de mantenimiento que se realizan en la empresa. Esta
documentación será de mucha utilidad ante un eventual proceso de
certificación en normas ISO que se pudiera desarrollar en el
departamento; cabe mencionar que uno de los principales
requerimientos de ésta certificación es el registro de la información y la
elaboración de los procedimientos necesarios para la gestión del
mantenimiento.
2- Considerando las nuevas prácticas administrativas que se están
aplicando en la CNFL, así como la implementación de la Ley de Control
Interno, ¿cómo se puede asegurar que el plan RCM propuesto no se vea
afectado por éstas políticas de control?
R/ Se debe tener en cuenta que las variantes técnicas y las propuestas
planteadas por el plan de mantenimiento desarrollado, están

respaldadas por los fundamentos teóricos de la metodología RCM, la
cual mantiene como una de sus metas el mejor aprovechamiento de los
recursos; ésto va en concordancia con las políticas de control
mencionadas.
Por otro lado las propuestas presentadas por el nuevo plan de
mantenimiento no contemplan una inversión económica en equipos y/o
recursos más allá de los que cuenta el departamento, si no que redefine
las actividades de una manera más eficiente y enfocada en obtener una
mayor confiabilidad en la operación de los equipos.
3- ¿Cómo justificaria usted el hecho de invertir recursos (personal y
gastos administrativos asociados), en la elaboración de un plan RCM, en
relación con los beneficios económicos que se puedan obtener con la
implementación de los programas propuestos?.
R/ Tomando en cuenta que el principal objetivo de un plan de
mantenimiento RCM, es garantizar que los equipos continúen realizando
las funciones para las cuales fueron diseñados, considero que la mejor
forma de invertir los recursos económicos del mantenimiento es
enfocado en obtener esa funcionalidad de los equipos, que al final es la
que garantiza la producción y por lo tanto, la actividad lucrativa de la
empresa.
4- ¿Conoce usted de algún software que se pueda utilizar en la CNFL, y
que esté enfocado en el Mantenimiento Basado en confiabilidad?
R/ Bajo la metodología planteada por el RCM no se contempla la
necesidad de desarrollar algún tipo de soítware para la implementación
de las recomendaciones propuestas como un requerimiento

imprescindible; no obstante cualquier software de administración de
mantenimiento sería una herramienta de gran ayuda para la elaboración
de algunas actividades dentro del plan propuesto, como por ejemplo la
elaboración de las órdenes de trabajo, el inventario de repuestos, el
registro de costos, etc.
5- ¿Cómo califica usted la gestión del departamento respecto a las
actividades recomendadas por el plan RCM?
R/ En términos generales las labores de mantenimiento que se realizan
actualmente en la CNFL son muy similares a las que recomienda el plan
RCM, existen ciertas variaciones debido a que algunas actividades son
integradas en rutinas de mantenimiento más amplias y en cuanto a la
periodicidad con la que deben ser ejecutadas. El plan de mantenimiento
propuesto reúne todas éstas actividades dentro de un proceso más
efectivo, enfocado en garantizar la confiabilidad de los equipos.
6- Comentario: Considero que es importante que se aproveche la
experiencia adquirida en el desarrollo de este proyecto para extender y
elaborar planes de mantenimiento similares en los demás equipos de
potencia instalados en las subestaciones y plantas de la CNFL. Sería
ilógico asegurar que los transformadores mantengan una alta
confiabilidad de operación y por otro lado exponernos a perder la
producción en las plantas debido a fallas en los generadores por
deficiencias en el mantenimiento, o problemas en la distribución por
daños en equipos adyacentes.

7- ¿Se ha realizado algún tipo de validación de resultados respecto a las
propuestas planteadas por el proyecto?
R/ A pesar de que dentro de los alcances del proyecto no se contempla
la evaluación de los resultados de implementar el plan RCM, existen
algunos resultados inmediatos producto del desarrollo mismo del
proceso, por ejemplo el inventario de los equipos de mantenimiento y la
documentación técnica, así como el conocimiento y la experiencia
adquirida por el personal durante su realización. Uno de los pasos del
procedimiento RCM explicado en el capítulo anterior, es la comparación
de las tareas de mantenimiento, en dónde es evidente que las rutinas y
actividades recomendadas, significarán un mejor aprovechamiento de
los recursos de mantenimiento.
Posteriormente el plan RCM deberá ser evaluado en un periodo más
amplio en términos económicos ó de índices de incidencia de fallas.
8- ¿Cuál es su aporte en el desarrollo del proyecto?
R/ Con base en la investigación bibliográfica realizada he logrado
desarrollar un plan RCM paso a paso, siguiendo la metodología explicada
en el capítulo 111. Mi mayor aporte consiste en haber plasmado en un
documento técnico-práctico los principios teóricos y filosóficos de la
metodología RCM.


Bibliografía
[ l ] Evolución del Mantenimiento de Equipos Eléctricos de A.T., Ernesto J. Pérez Moreno. Alfonso Delgado Sancho. (NORCONTROL)
[2] Mantenimiento Centrado en Confiabilidad (RCM). Carlos Mario Pérez J. en colaboración con John Moubray
[3] Reliability Centered Maintenance (RCM) Technical Referente for Transformer. Electric Power Research Institute, EPRI. Palo Alto, California. TR 106418 3882. June, 1996.
[S] Monitoreo y diagnóstico en línea de transformadores de potencia. Roberto Liñán, Rafael Alvarez, León Jiménez, Francisco A. Contreras y Arturo Núñez. Boletín IIE, julio-agosto 1997 estadística fallas
[6] Transformer Diagnosis PART 1. A Statistical Justification For Preventative Maintenance. By Michael Belanger
[7] Experiencias en el desarrollo de sistemas de monitoreo y diagnóstico para transformadores de potencia. Roberto Liñán G. J. Ramírez N. Alberth Pascacio Armando Nava G. Instituto de Investigaciones Eléctricas. Reforma 113, Col. Palmira, Temixco, Morelos, México.
[9] Diagnóstico y Mantenimiento de Transformadores en Campo. Ing. Ernesto Gallo Martínez. Transequipos Ltda. Octubre de 1998.
[lo] Diagnóstico Ambiental, Sección de Mantenimiento de Subestaciones y Plantas, Equipo de Mejora Ambiental. Alba Gómez y Otros. Setiembre, 2004
[ l 1 1 Erik Ness Christiansen, Msc. EE. Training Program. Proyecto Hidroeléctrico Brasil, CNFL. Consorcio Noruego ABB Kraft AS. Setiembre 1998
[12] Curso: Operación y Mantenimiento de Transformadores Trifásicos de Potencia. Instructor: Ing. Antonio Asís. TRAFO Equipamientos Eléctricos S.A. Setiembre del 2002

1131 Carpeta de Instrucciones para Transformador de Potencia. A-5070. Tubos Trans Electric S.A. Abril del 2003.
[14] Manual de Instrucción y Conservación de Transformador. Federal Pioneer Transformers. PO 4251.1993.
[15] Instrucciones para Transformador de Potencia. EFACEC Energía, Máquinas y Equipamientos Eléctricos. No C-13728. Noviembre de 1998.
[16] Instructions Power Transformers. GEI-37310 A. General Electric, Transformer and Allied Products Division. Pittsfield, Massachusetts.
[17] Cartel para la Contratación de Servicios Profesionales-TI PEDTIC2803b. Dirección Tecnologías de Información, CNm. Mayo de 2005.
[18] Informe de Salida de Operación Transformador No 2, SR Uruca. Centro de Control de la Energía, Memorando CCE-101/04, CNFL. 1" de Octubre del 2004
[19] Introducción de un Sistema de Diagnóstico de Grandes Transformadores en Tiempo Real en una Subestación de Ciudad Habana, Msc. Ing. Alfredo E. Leal Santana y otros. Organización Básica Eléctrica de Ciudad de la Habana.
[20] Introducción de un Sistema de Diagnóstico de Grandes Transformadores en Tiempo Real en una Subestación de Ciudad Habana, Msc. Ing. Alfredo E. Leal
1211 Transformadores de Potencia, de Medida y de Protección. Enrique Ras. Sétima Edición. Editorial Alfaomega-Marcombo. Bogotá, 1995.
[22] Ellman y Asociados. Introducción al Mantenimiento Centrado en Confiabilidad. 1 Congreso Internacional de Ingeniería en Mantenimiento, Ecuador. 2002.

Abreviaturas:
RCM:
CNFL:
M PT:
CFE:
TM:
SAD:
TM:
Pv :
6M:
2A:
C:
Ac:
1A:
CGD:
Cr :
TC:
Op:
Nop:
FO:
A-S:
PCB:
SPA:
APE:
SM E:
Mantenimiento Basado en Confiabilidad
Compañía Nacional de Fuerza y Luz
Mantenimiento Productivo Total
Comisión Federal de Electricidad de México
Tipo de Mantenimiento
Sistema de Adquisición de Datos
Tipo de Mantenimiento
Preventivo
6 Meses
2 Años
Contínuo
A condición
1 Año
Cromatografía de gases disueltos
Correctivo
Tipo de consecuencia
Operacional
No operacional
Fallas Ocultas
Ambiente y seguridad
Aceite Askarel
Sección Protecciones y Automatización
Area de Pruebas Eléctricas
Sección Mantenimiento Electromecánico


Apéndice # 1
Listado de Transformadores Instalados en las
Subestaciones de la CNFL

COMPAÑÍA NACIONAL DE FUERZA Y LUZ AREA DE CONTROL Y PRUEBAS ELÉCTRICAS
TRANSFORMADORES PnrEFICIA !NSTAl4EOS EE LA." "' '-'"" "' u3NES 'r' F'I
l rni I
I I
, m ,.."33 T-05 S E 6elbn Tubos Trans E 32114 7t8 Ynid 6 34500 14,9% 18 12!!@- 15iI212M13 Negativo- T-24 S E Belln Pennsylwnia 6N1-1 33000 5,W% ' 15,Z 1540 15i1212W3
T 4 8 S E Bdln Pennsylmnia 23727-1 3 4 30500 : 6.W 16 1400 I S ~ I W Z W ~

Termografla a C~DIGO UBICACI~N MAUCA SEñIE POTENCIA CONEXI~H AIÚMEACI T~NCION IMPEO. PWO ACEITE PCKs
CNFL I W A l OETAP DETAP % ( T n ) ( a l ) Muesbeo Muedreo T - S.€. Bel& Pmnsyhnia 77243-1 3,91 Dld 2 32200 6.0W
T -10 1 S R Dulce Nombre ] Westinghwse S R Dulce Nombre ] Mc Graw Edison
0210312003 T -16 S R. G u d u p e G i m l Electnc F I M G 9 A 10174. Piyni 1 33825 v 6.0% 25,s 3.45 15il2fZW3 Negativo T 4 7 S R. Guadalupe Federal Piwiner 6 1 4 8 4 4 5 9 10114. O M l 4 33638 6.13% 25 1900 15HZIZMW
T a9 S. R. Guadalupe Trafo XA 7040A001 10114. O b 4 33637 7.72% 26 1470 151121MW
f agner W1724 7.5 Dlyn 1 3S25 6,0% 23,7 1775 15ii 212003
T-23 , S R Mwt. Osaka 5A0322W1 1 .-14. Dlyn 3 5 5,9% 20,5 1201
TS1 1 5.R Mwil2 1 Ehcec C23228 1 75120 wn 3 1 34500 7,5% 32 8800kg
T J S.R.Mwl3 1 EawC C 13729 f W 0 . r
- Dlyn 4 1 m 7,7% 32.5 ~ o o k g - y--- - - T ,, S. R. Sur Wagner W46978 7,5 1 m 1 22825 6,0% Z3.5 1800 T 4 8 S R.Sur Federal Pioner 61&)8SA551 l a 1 4 1 Dlyn 3 34500 6,14% 25 1900 2510812002 151t212003 T45 S. R. SUr Trafo X A I W W ~ 15120. 1 ~ l y n 3 34500 6,89% 27.6 44Mlkg TSZ S R m r Wagner QM 2749 7.5 W n 1 33825 6,WX
T W S.R. Unim ' Genera flectric 1 F 96W99 0 ' 1 ~ 1 4 . - - x m - 1 33825 6.20% 25,s 1175 1211Z12MX1 T-35
T46
S R. ~ m c a
S R Unira
Wagner 1 QM 2 7 9 8.375
lW74. Fedwal Pionner 61 -D88AW
~ l ~ n
m 1
I
4
33825
33838
7.5 %
6.!%
23,1
25
1 6 ~
1900 25(WLo02
IZIZ~O(~J
1511212003 02fOt12W3 Hegatluo

Cuiidro de Documentación Técnica Disponible para
Transformadores de Potencia

!nvei?tarIo de Infcrrr;azibri Thcnica de Transformadores de Potencia
Contenido
- Descricibn del transformador - La espedicibn y el recibo - Traslado y almacenamiento - lnstalacibn - Mantenimiento - Accesorios estandar y optativos - Listado de dibujos
- Planos esquemáticos y de control
- Informe de pruebas de aceite a diez transformadores de CNFL 01 10712002
- Informe de pruebas de aceite a veintiseis transformadores de CNFL 1011 Zi2003
- Datos eléctricos y mecánicos - Documentos de prueba - Descripción y planos - Descripción de los aparatos de vigilancia - Equipo y accesorios - Instalación de refrigeracibn - Transporte - Puesta en senricio y mantenimiento
- Informe de pruebas de aceite a diez transfomadores de CNFL 01/07/2002
- Informe de pruebas de aceite a veintiseis transfomadores de CNFL 1011212003
Transf. Documento Titulo
anual de Instrucción y Conservación del Transformador
tramr- F: Fabricante
mador 01: Conseeutlvo T48: m. Trandornrador F: Fe~ha m (sin Fecha)
T-41
PL01 -T48-F1993
RPOI -T00-F01107/2002
Carpeta de planos
AnAlisis de Aceites y Cromatografia de Gases
RP02-T00-F10112/2003 Informe Analisis Dielectrico Flsico Químico y Cromatografia de Gases Disueltos en el Aceite Aislante
MF03-T4 1 -FA993
RPO1 -TW-F0110712002
Manual de senricio para transformador Siemens
Análisis de Aceites y Cromatografla de Gases
RP02-T00-F1011212003 Informe Analicis DielBctrico Físico Químico y Cromatografia de Gases Disueltos en el Aceite Aislante

Inventario de Información Técnica de Transformadores de Potencia
Transf.
T-61
T-25
T-27
Documento
MF02-T61 -F28/11/1998
MF04-T25-F1977
RP01-T00-F01/07/2002
MF05-T27-F1989
Título
Transformadores de Potencia. Instrucciones
lnstruction book OSAKA
Análisis de Aceites y Cromatografía de Gases
Descripción técnica e instrucciones de montaje, operación y mantenimiento
Contenido
- Generalidades - Recepción del Material - Montaje, puesta en servicio y mantenimiento - Regulador de tensión - Protecciones - Equipo-accesorios - Planos - Reporte de ensayos de fábrica
- Instalación y ensamblaje - Planos - Diagramas e instrucciones - Cambiador de derivaciones - Diagramas de control de abanicos - Termómetro resistivo
- Informe de pruebas de aceite a diez transformadores de CNFL 01/07/2002
- Transporte - Instalación del transformador e instrucciones de montaje - Puesta en servicio - Mantenimiento - Descripción - Características eléctricas, datos generales - Protocolos de pruebas - Aparatos de protección y de control - Anexos - Planos y esquemas

Apéndice # 3
Encuesta Realizada para Determinar los Modos de Falla
más Comunes en los Transformadores de Potencia de la
CNFL

Modos de falla más comunes que se presentan en los transformadores de potencia
Señale para cada uno de los componentes que se citan a continuación cuáles son las causas y modos de falla más comunes que se presentan en los transformadores de potencia, así como las acciones de mantenimiento que se aplican.
1-Núcleo Ferromagnético Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:
2-Devanados Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:
3-Aceite dieléctrico Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:

4-Tanque Principal Modos de Falla:
Acciones Preventivas:
Acciones Correctivas :
5-Radiadores Modos de Falla:
Acciones Preven tivas:
Acciones Correctivas :
6-Abanicos Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:
7-Tanque Conservador Modos de Falla:
Acciones Preventivas:

Acciones Correctivas:
8-Sistema de Extracción de Humedad Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:
9-Sensores de Monitoreo Modos de Falla:
Acciones Preventivas:
Acciones Correctivas :
10-Sistemas de Protección Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:
1 1-Aisladores Pasatapa Modos de Falla:

Acciones Preven tivas:
Acciones Correctivas:
12-Pararrayos Modos de Falla: -
Acciones Preventivas: -
Acciones Correctivas : -
13-Sistemas de Control y Protección Auxiliares Modos de Falla:
Acciones Preventivas:
Acciones Correctivas :
-
14-El Cambiador de Derivaciones Modos de Falla:
Acciones Preventivas:
Acciones Correctivas:

15-Transformadores de Corriente Modos de Falla :
Acciones Preventivas:
Acciones Correctivas :
16-El Gas Inerte Modos de Falla:
Acciones Preventivas:
Acciones Correctivas :

Apéndice # 4
Inventario de Equipos de Mantenimiento


Inventario de Equipos de Mantenimiento
Laboratorio de Control y Pruebas Probador de aislamiento
Probador de relación trifásico
Probador de baterías
Probador de rigidez dieléctrica
Medidor de resistencia
Probador de factor de potencia
Probador de resistencia interna de devanados
Telurómetro
Medidor de tensión interfacial
Eléctricas marca Avo serie 64108560001 931 modelo BM-25 rango 0-5000V
marca Vanguard lnstrument serie A9071 modelo ATRT-03TM
marca AV0 Biddle serie 5489
marca Hipotronics serie M0002173 modelo OC6OD-A
marca Multi-amp serie 44759 rango 10-1 00A
marca Dobble modelo M2H-D rango 0-12kV 250 mA
marca Vanguard lnstrument serie 80067 modelo ACCU-Trans rango 0-2A
marca AEMC serie 47849 modelo 4500
marca Cole Parmer serie 408N0006 modelo 21

Inventario de Equipos de Mantenimiento
Unidad de Protecciones Equipo de pruebas a Relés
Unidad de Pruebas a Relés
Probador de Transformadores de Corriente y Potencial
marca Avo Multi- A ~ P serie 92361 J-001/1 mod. IOEITI N-1/60 rango 0-300 Vac
0-30 A 0-250 Vdc
marca Panorama serie 6181 164 modelo Sverker 750 rango 0-300 Vdc
0-100 A 0-250 V ac
marca Multi Amp serie 75978-001/1 modelo CTER-88-E

Apéndice # 5
Condiciones de Carga en los Transformadores de
Potencia de la CNFL



Apéndice # 6
Plan de Mantenimiento para los Transformadores de
Potencia de la CNFL


a Fecha:
2010712005 PAGINA
1 de 1
EQUIPO Transformador de Potencia
COMPONENTE
Núcleo Ferromagnético
SUBCOMPONENTE Núcleo Ferromagnético
FUNCION Dirigir y Transportar el flujo electromagnético producido por los devanados de acuerdo con las características de diseño
EQUIPO Transformador de Potencia
COMPONENTE
Devanados
SUBCOMPONENTE Devanados
FUNClON Producir y10 transformar el campo electromagnético según la relación de espiras
Fecha: 20107/2005
PAGINA
1 de 1
1 Espiras ligadas en corto circuito
Devanados abiertoslfalso contacto
Soportes de los devanados flojodsueltos
Falla en el aislamiento de los devanados
A
FALLA FUNCIONAL
El voltaje no es regulado de acuerdo con la relación de transformación y las características de diseño
A
_j
MODO DE FALLO TM
Pv, PV
TC
OP, A-S
CONSECUENCLAS DEL FALLO
Se incrementan las pérdidas, nivel de ruido alto El Núcleo presenta un
nivel de ruido y10 pérdidas anormal 2
Calentamiento anormal, mayor nivel de pérdidas, error en la relación de transformación
No se producelinduce el campo electromagnktico
Se incrementan las pérdidas. nivel de ruido alto
Descargas parciales, peligro de corto circuito
F
1 4 2A
TAREA RECOMENDADA
Mediciones de ruido, pruebas de pérdidas en el núcleo
Soportes del núcleo flojodsueltos
TC Op
Op
Op,
A-S FO
1 Pruebas de resistencia de devanados, pruebas de relación de transformación
Pruebas de resistencia de devanados
MedEiones de ruido
Análisis físico-químico al aceite, cromatografía de gases
TM Pv
Pv
Pv
Pv
F 1A
1A
24
1 A, 2A

L
EQUIPO Transformador de Potencia
COMPONENTE
Aceite Dieléctrico
SUBCOMPONENTE Aceite Dieléctrico
FUNClON Aislar los componentes con alto potencial eléctrico, servir como medio de refrigeración
Fecha: 20/07/2005
PAGINA
1 de 1
A
B
S
4
5
3
FALLA FUNCIONAL
No proporciona un nivel de aislamiento adecuado
Deterioro de las características refrigerantes
CONSECUENCIAS DEL FALLO Desmejoramiento de los aislamientos sólidos, oxidación de componentes metálicos, descargas parciales
Acumulación en los devanados y tuberías, degradación del papel dieléctrico
Se reduce el nivel de aislamiento de los componentes con alto potencial eléctrico se incrementa la temperatura del aceite
Alto riesgo de contaminación
Pérdida de propiedades eléctricas y químicas
Oxidación de radiadores y tuberías
Acumulación en los radiadores y tuberías, obstrucción de la circulación del aceite
Desmejoramiento del ciclo de intercambio calórico
MODO DE FALLO
Alto contenido de humedad en el aceite
Presencia de Iodos en el aceite
Bajo nivel de aceite dieléctrico
Contenido de PCB's
Pérdida de propiedades físicas (Gravedad específica, Tensión interfacial)
'lto 'Ontenido de humedad en el aceite
Presencia de Iodos en el aceite
Pérdida de propiedades físicas (Gravedad específica, Tensión interfacial)
TAREA RECOMENDADA Análisis dielectrico físico-químico, proceso de Filtrado y secado del transformador Análisis dieléctrico físico-químico, proceso de Filtrado y secado del transformador
Monitorear nivel de aceite
Pruebas de contenido de PCB's
Análisis dieléctrico físico-químico, proceso de Filtrado y secado del transformador
Análisis dieléctrico físico-químico, proceso de Filtrado y secado del transformador Análisis dieléctrico físico-químico, proceso de Filtrado y secado del transformador
Análisis dieléctrico físico-químico, proceso de Filtrado y secado del transformador
F 1A, Ac
1A, Ac
C
4A
1A, Ac
lA, Ac
1 A, Ac
1A, Ac
TC FO, Nop
FO
FO
A-S
FO
FO
FO
FO
TM Pv, Cr
Pv, Cr
Pr
Pv, Cr
Pv, Cr
Pv, Cr
Pv, Cr
Pv, Cr

Fecha: 20/07/2005
PAGINA
1 de 1
EQUIPO Transformador de Potencia
COMPONENTE
Tanque principal
SUBCOMPONENTE Tanque principal
FUNCION Contener los principales componentes del transformador en un ambiente de estanqueidad, brindar protección mecánica a los mismos
EQUIPO Transformador de Potencia
COMPONENTE
Radiadores
SUBCOMPONENTE Radiadores
FUNCION Proveer el medio para el intercambio térmico para el enfriamiento del aceite en un ambiente de estanqueidad
Fecha: 20/07/2005
PAGINA
1 de 1
MODO DE FALLO
El aceite no posee una circulación adecuada
El flujo de aire no presenta una circulación adecuada
Se presentan fugas de aceite dieléctrico
Se detecta corrosión en los radiadores
FALLA FUNCIONAL
FALLA FUNCIONAL
A
B
CONSECUENCIAS DEL FALLO
Contaminación ambiental e inseguridad por la presencia de un material inflamable
Se incrementa la tasa de deterioro del aislamiento
Mayor posibilidad de fugas
A
MODO DE FALLO
No existe un adecuado intercambio térmico en los radiadores
No mantiene las condiciones de estanqueidad
TAREA RECOMENDADA Inspección visual, revisión de empaques y sellos, resocar tapas y resellar
Inspección visual, revisión de empaques y sellos, resocar tapas y resellar
Inspección visual, tratamiento con pintura anticorrosiva
No mantiene la estanqueidad del gas inerte y10 el aceite dieléctrico
2
3
CONSECUENCIAS DEL FALLO
Se incrementa la temperatura del aceite dieléctrico
Se incrementa la temperatura del aceite dielectrico, posibilidad de falla en los abanicos
Contaminación ambiental e inseguridad por la presencia de un material inflamable
Mayor posibilidad de fugas
F IA, Ac
1 A, Ac
1 A, 2A
TC A-S
FO
FO
Se presentan fugas de aceite dieléctrico
Se presentan fugas de gas inerte
Se detecta corrosión en el tanque
TAREA RECOMENDADA
Monitorear la temperatura del aceite, Inspección termográfica
Monitorear la temperatura del aceite
Inspección visual, revisión de empaques y sellos, resocar tapas y resellar
Inspección visual, tratamiento con pintura anticorrosiva
TM Pv, Cr
Pv, Cr
Pv, Cr
F C, 2A
C
lA , Ac
AA, 2A
TC FO
FO
A-S
FO
TM Pv, Pv
Pv
Pv, Cr
Pv, Cr

EQUIPO Transformador de Potencia
COMPONENTE
Abanicos
SUBCOMPONENTE Abanicos
FUNCION Proporcionar un flujo de aire constante para el intercambio térmico en los radiadores, de acuerdo con las características de diseno
EQUIPO Transformador de Potencia
COMPONENTE
Tanque conservador
Fecha: 2010712005
PAGINA
1 de 1
FALLA FUNCIONAL
SUBCOMPONENTE Tanque conservador
FUNCION Contener un volumen de aceite dieléctrico de reserva bajo condiciones de estanqueidad y protección contra el deterioro
EQUIPO Transformador de Potencia
COMPONENTE
Tanque conservador
MODO DE FALLO
A
Fecha: 20/07/2005
PAGINA
1 de2
MODO DE FALLO
Se presentan fugas de aceite dieléctrico
Se detecta corrosión en el tanque
FALLA FUNCIONAL
SUBCOMPONENTE Bolsa de Neopreno
FUNCION Contener un volumen de aceite dieléctrico de reserva bajo condiciones de estanqueidad y protección contra el deterioro
CONSECUENCIAS DEL FALLO
Se incrementa la temperatura del aceite dieléctrico
Se incrementa la temperatura del aceite dieléctrico
1
El flujo de aire es insuficiente
A
Fecha: 20/07/2005
PAGINA
2 de 2
FALLA FUNCIONAL
La protección térmica bloquea la operación de los abanicos
Uno 6 más abanicos en mal estado
CONSECUENCIAS DEL FALLO
Contaminación ambiental e inseguridad por la presencia de un material inflamable
Mayor probabilidad de fugas
No mantiene las condiciones de estanqueidad y10 seguridad para el aceite
MODO DE FALLO
A
TAREA RECOMENDADA
Monitorear la temperatura del aceite
Monitorear la temperatura del aceite, inspección y10 sustitución de los abanicos
CONSECUENCIAS DEL FALLO
Aumenta la tasa de deterioro en el aceite
1 No mantiene las condiciones de estanqueidad y10 seguridad para el aceite
TAREA RECOMENDADA Inspección visual, revisión de empaques y sellos, resocar tapas y resellar
Inspección visual, tratamiento con pintura anticorrosiva
Se presentan perforaciones en la bolsa de neopreno
TC op
Op
TC A-S
FO
F 4A
TAREARECOMENDADA
Inspección visual, presurización e inspección sónica
TM Pv
Pv, Cr
F C
C, 1A
TM Pv, Cr
Pv, Cr
TC FO
F IA, Ac
IA, 2A
TM Pv

EQUIPO Transformador de Potencia
COMPONENTE
Sistema de extracción de humedad del aire
SUBCOMPONENTE Sistema de extracción de humedad del aire
FUNC1ON Extraer la humedad del aire requerido por expansión térmica
EQUIPO Transformador de Potencia
COMPONENTE
Sensores de monitoreo
Fecha: 20/07/2005
PAGINA
1 de 1
MODO DE FALLO
El depósito de silica esth saturado
Corrosión y10 entradas de aire en las tuberías
FALLA FUNCIONAL
SUBCOMPONENTE Sensores de monitoreo
FUNClON Transformar las variables físicas en seíiales elédricas con fidelidad y precisión
A
Fecha: 20/07/2005
PAGINA
1 de 1
FALLA FUNCIONAL
CONSECUENCIAS DEL FALLO
Se incrementa la tasa de deterioro del aceite dieléctrico
Se incrementa la tasa de deterioro del aceite dieléctrico
No extrae adecuadamente la humedad del aire
A
MODO DE FALLO CONSECUENCIAS DEL FALLO
No es posible monitorear y10 controlar las variables físicas
No es posible rnonitorear y/o controlar las variables físicas
LOS sensores no transmiten valores de medida correctos
1
2
TAREARECOMENDADA Inspeccionar el color del depósito de sílica, reemplazar el contenido de sílica
Inspección visual, tratamiento con pintura anticorrosiva
Las señales de monitoreo no están presentes
Los valores de medida no son confiables
TC FO
FO
F C, 1A
C, 1A
TAREARECOMENDADA
Vigilar permanentemente la presencia de las señales, inspeccionar y corregir fallas en los sensores
Vigilar permanentemente las señales de monitoreo, inspeccionar y calibrar los sensores
TM Pv, Cr
Pv, Cr
TC FO
FO
F IA, Ac
IA, 2A
TM Pv, Cr
Pv, Pv

-
Fecha: 20107/2005
PAGINA
1 de2
EQUIPO Transformador de Potencia
COMPONENTE
Sistemas de Protección
-SUBCOMPONENTE Protección por variables físicas
FUNCION Desconectar el transformador ante la presencia de parámetros físicos anormales en forma rápida y confiable
FALLA FUNCIONAL CONSECUENCIAS DEL FALLO
Daños graves en el transformador
Los sistemas de protección no actúan, daños graves en el transformador
Daíios graves en el transformador
Daños graves en el transformador
Desconexión no deseada del transformador
Los sistemas de protección actúan innecesariamente, desconexión no deseada del transformador
Desconexión no deseada del transformador
'
2
A
B
TM Pv
Pv
Pv
Pv
Pv
Pv
Pv
MODO DE FALLO
Los reiés no accionan el circuito de disparo
No se detecta la presencia de parámetros físicos anormales
suficiente rapidez
El de opera adecuadamente
Los reles accionan inadecuadamente
Se detectan señales falsas de parámetros físicos anormales
El circuito de disparo es accionado inadecuadamente
El sistema de protección no desconecta el transformador en presencia de parámetros físicos anormales
El sistema de protección actúa en ausencia de parámetros físicos anormales
F 1A
1A
1A
1A
1A
1A
1A
TAREARECOMENDADA
Pruebas a los relés de protección
Pruebas en los sensores de las protecciones
Pruebas a los relés de protección
Pruebas de continuidad y operación en el circuito de disparo
Pruebas a los relés de protección
Pruebas en los sensores de las protecciones
Pruebas de aislamiento y operación en el circuito de dnparo
TC FO
FO
FO
FO
FO
FO
FO

EQUIPO Transformador de Potencia
COMPONENTE
SUBCOMPONENTE Protección por variables eléctricas
FUNCION Desconectar el transformador ante la presencia de parámetros eléctricos anormales en forma rápida y confiable
Fecha: 20/07/2005
PAGINA
2 de 2 Sistemas de Protección
A
B
6
l
3
4
FALLA FUNCIONAL
El sistema de protección no desconecta el transformador en presencia de parámetros eléctricos anormales
El sistema de protección actúa en ausencia de parámetros eléctricos anormales
F 1A
1A
1A
C, 1A
C, C
C
1A
1A
1A
I A , Ac
CONSECUENCIAS DEL FALLO
Daños graves en el transformador
Los sistemas de protección no actúan, daños graves en el transformador
Daños graves en el transformador
Daños graves en el transformador
Los sistemas de protección no actúan, daños graves en el transformador
Los sistemas de protección no actúan, daños graves en el transformador
Desconexión no deseada del transformador
Desconexión no deseada del transformador
Desconexión no deseada del transformador
Desconexión no deseada del transformador
MODO DE FALLO
Los relés no accionan el circuito de disparo
No se detecta la presencia de parámetros eléctricos anormales
Los relés no accionan con suficiente rapidez
El circuito de disparo no opera adecuadamente
Problemas de cableado en los sistemas de protección
Los relés de protección se encuentran desconectados o en falla
Los relés accionan inadecuadamente
El circuito de disparo es accionado inadecuadamente
El sistema de protección opera ante fallas fuera de su zona de protección El sistema de protección opera ante perturbaciones en la red
TAREARECOMENDADA
Pruebas a los relés de protección
Pruebas en las protecciones y revisión de las señales de los transformadores de instrumento
Pruebas a los relés de protección
Monitoreo continuo del circuito de disparo, pruebas de continuidad y operación Cambios en el diseiío, establecer procedimientos de cableado y pruebas Monitoreo continuo de la alimentación eléctrica y del estado de la protección
Pruebas a los relés de protección
Pruebas de aislamiento y operación en el circuito de disparo
Revisión de la coordinación de protecciones y de los ajustes del relé
Revisión de los ajustes del relé, considerar cambios en el diseño
TC FO
FO
FO
FO
FO
FO
FO
FO
FO
FO
TM Pv
Pv
Pv
Pr, Pv
Pv, Pv
Pr
Pv
Pv
Pv
Pv, Cr

EQUIPO Transformador de Potencia
COMPONENTE
Aisladores pasatapa
SUBCOMPONENTE Aisladores
FUNCION Brindar un medio aislado para la conexibn de los componentes internos del transformador con la red externa
EQUIPO Transformador de Potencia
COMPONENTE
Aisladores pasatapa
Fecha: 20/07/2005
PAGINA
1 de 2
FALLA FUNCIONAL
SUBCOMPONENTE Conectores
FUNC'ON Brindar un medio para la conexión del transformador con la red externa
MODO DE FALLO
A
Fecha: 20/07/2005
PAGINA
2 de 2
FALLA FUNCIONAL
CONSECUENCIAS DEL FALLO
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico, daños graves en los aisladores
'
'3
4
No brinda un nivel de aislamiento adecuado
MODO DE FALLO
A
.
Bajo nivel de aceite dieléctrico en el aislador
Nivel de aislamiento reducido
Contaminación en el exterior de los aisladores
Presencia de animales
CONSECUENCIAS DEL FALLO
Recalentamiento en la conexión, probabilidad de arco eléctrico
Recalentamiento en la conexión
1
No existe una conexión adecuada
TAREARECOMENDADA
Revisar nivel de aceite dieléctrico
Pruebas de aislamiento en los aisladores
Realizar labores de limpieza
Instalar y verificar accesorios de protección contra animales
Conexión "la
Presencia de oxidación en la conexión
TAREA RECOMENDADA
Inspección termográfica, revisar y resocar conexiones
Inspección termográfica, revisar y limpiar conexiones
TC FO
FO
FO
FO
TC FO
FO
TM Pv
Pv
Cr
Pv
F 1A
2A
2A
2A
TM Pr, Cr
Pr, Cr
F 6M, 2A
6M, 2A

Fecha: 20/07/2005
PAGINA
1 de2
EQUIPO Transformador de Potencia
COMPONENTE
Pararrayos
SUBCOMPONENTE Aisladores
FUNCION Brindar un medio seguro de protección y descarga para las sobretensiones producidas por descargas atmosféricas
Fecha: 20/07/2005
PAGINA
2 de2
'EQUIPO Transformador de Potencia
COMPONENTE
Pararrayos
SUBCOMPONENTE Conectores y circuito de descarga
FUNCION Brindar un medio seguro de protección y descarga para las sobretensiones producidas por descargas atmosféricas
FALLA FUNCIONAL MODO DE FALLO
A
' FALLA FUNCIONAL
TM Cr
Pv
Pv
TC FO
FO
FO
CONSECUENCIAS DEL FALLO
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico, daiios graves en los pararrayos
1
3
No mantiene el nivel de seguridad para su operación
CONSECUENCIAS DEL FALLO
Probabilidad de arco eléctrico
Desmejoramiento del desempeiio del pararrayos
MODO DE FALLO
A
F 2A
2A
2A
TAREA RECOMENDADA
Realizar labores de limpieza
Pruebas de aislamiento en los pararrayos
Instalar y verificar accesorios de protección contra animales
Contaminación en el exterior de los aisladores
Nivel de aislamiento reducido
Presencia de animales
TC FO
FO
TAREA RECOMENDADA
Inspección termográfica, revisar y resocar conexiones
Inspección termográfica, revisar y limpiar conexiones
1
No existe un medio seguro para la descarga
Conexión floja o suelta
Presencia de oxidación en la conexión
TM Pr, Cr
Pr, Cr
F 6M, 2A
6M, 2A

Fecha: 20/07/2005
PAGINA
1 de2
EQUIPO Transformador de Potencia
COMPONENTE
Sistemas de control y protección auxiliares
SUBCOMPONENTE Sistemas de control auxiliares
FUNC1ON Ejecutar el control de los sistemas automáticos del transformador
Fecha: 20/07/2005
PAGINA
2 de 2
EQUIPO Transformador de Potencia
COMPONENTE
Sictemas de control y protección auxiliares
SUBCOMPONENTE Sistemas de protección auxiliares
FUNClON Brindar protección para los sistemas de control auxiliares del transformador
Fecha: 20/07/2005
PAGINA
1 de 1
EQUIPO Transformador de Potencia
COMPONENTE
Cambiador de derivaciones
SUBCOMPONENTE Cambiador de derivaciones
FUNCION Ejecutar la operación electromecánica para la regulación del voltaje, de acuerdo con las señales del sistema de control auxiliar
FALLA FUNCIONAL MODO DE FALLO
A
FALLA FUNCIONAL
TM Pr, Pv
TC Op
CONSECUENCIAS DEL FALLO
Se incrementa la temperatura del aceite
2
No se ejecuta el control automático de los abanicos
MODO DE FALLO
A
FALLA FUNCIONAL
F C, 1A
TAREARECOMENDADA Monitoreo de la temperatura del transformador, pruebas al sistema de control
El sistema de acciona los abanicos
TM Pr, Pr, Pv Pr, Pr, Pv
TC Op
FO
CONSECUENCIAS DEL FALLO
Sistemas de control y protección del transformador deshabilitados
Posibilidad de daños en los sistemas de control y protección del transformador
. El sistema de protección no opera adecuadamente
CONSECUENCIAS DEL FALLO Regulación deficiente del voltaje, probabilidad de sobretensiones y niveles bajos de voltaje
Recalentamiento en la conexión, probabilidad de arco eléctrico
Probabilidad de arco eléctrico
Probabilidad de arco eléctrico
MODO DE FALLO
A
B
F C. C, 1A C. C, 1A
TAREARECOMENDADA Monitoreo de las protecciones, monitoreo de la temperatura del transformador, pruebas operativas Monitoreo de las protecciones, mon&oreo de la temperabira del transformador, operativas
Las protecciones auxiliares actúan erróneamente
Las protecciones auxiliares no operan
TC Op
OP
FO
FO
TAREA RECOMENDADA
Análisis de vibraciones
Análisis dieléctrico fisico-químico del aceite, CGD
Análisis dieléctrico físico-químico del aceite, CGD
Monitoreo del nivel de aceite
.
1
No se ejecuta la operación electromecánica en el cambiador de derivaciones
No proporciona un nivel de aislamiento adecuado
El mecanismo electromecánico no funciona
Conexión deficiente en los contactos
Deterioro en las condiciones del aceite dieléctrico
Bajo nivel del aceite die[éctrico
TM Pv
Pv, Pv
Pv, Pv
Pv
F 2A
1 4 2A
IA, 2A
1A

Fecha: 20/07/2005
PAGINA
EQUIPO Transformador de Potencia
L
COFJPONENTE
SUBCOMPONENTE Aisladores
FUNCION Brindar un medio seguro de protección y
Fecha: 20107/2005
PAGINA
2 de 2
EQUIPO Transformador de Potencia
COMPONENTE
Pararrayos
I
SUBCOMPONENTE Conectores y circuito de descarga
FUNCION Brindar un medio seguro de protección y descarga para las sobretensiones producidas por descargas atmosf8ricas
1 de2 Pararrayos descarga para las sobretensiones producidas por descargas abmosféricas
FALLA FUNCIONAL F 6M, 2A
6M, 2A
MODO DE FALLO
A
FALLA FUNCIONAL 1 MODO DE FALLO IT
CONSECUENCIAS DEL FALLO
Probabilidad de arco eléctrico
Desmejoramiento del desempeito del pararrayos
1
No existe un medio seguro para la descarga
j 1
TC FO
FO
TAREARECOMENDADA
Inspección termográfica, revisar y resocar conexiones
Inspección termográfica, revisar y limpiar conexiones
Conexión floja 6 suelta
Presencia de oxidación en la conexión
F 2A
2A
2A
TM Pr, Cr
Pr, Cr
CONSECUENCIAS DEL FALLO
probabilidad de eléctrico
Prcbabilidad de arco eldctrico
Probabilidad de arco eléctrico, daños graves en los pararrayos
' TC FO
FO
FO
TAREA RECOMENDADA
Realizar labores de limpieza
Pruebas de aislamiento en los pararrayos
Instalar y verificar accesorios de protección contra animales
Contaminación en el exterior de los aisladores
1x0 maniiene el nivel ,' 2 1 A ¡de seguridad psra su
TM Cr
Pv
Pv
Nivel de aislamiento reducido 1 IcpiraE¡bn
3 i 1
1 Presencia de animales
u-*


~EQUPO Transformador de Pote~cia
COMPONENTE
Sistc~acj de control y protección auxiliares
FALLA FiiNClQNAL 1 MODO DE FALLO
SUBCOMPONENTE Sistemas de protección auxiliares
FUNClON Brindar protección para los sistemas de control auxiliares del transformador
' ' / IEI sistcrna d?
prnteccidfi no opera adzcuadamentr '
Fecha: 20/07/2005
PAGINA
2 de 2
1-85 protecciones auxiiiares actUan errbgeamente
Las protecciones ai~xilisres no operan
EQU!PO Transformador de Potencia
COMPONENTE
Cambiador de derivaciones
CONSECUENCIAS DEL FALLO
Sktemas de control y protección del transformador deshabilitados
Posibilidac! de danos en los sistemas de control y protección del transformador
SUBCOMPONENTE Cambiador de derivaciones
FUNCION Ejecutar la operación electromecánica para la regulación del voltaje, de acuerdo con las señales del sistema de control auxiliar
Fecha: 20107/2005
PAGINA
1 de 1
FALLA FUNCIONAL
TAREA RECOMENDADA Monitoreo de las protecciones, monitoreo de la temperatura del transformador, pruebas operativas Monitoreo de las pro!ecciones, monitoreo de la temperatura del transformador, pruebas operativas
A
6
MODO DE FALLO CONSECUENCIAS DEL FALLO Regulación deficiente del voltaje, probabilidad de sobretensiones y niveles bajos de voltaje
Recalentamiento en la conexión, probabilidad de arco eléctrico
de eléctrico
Probabilidad de arco eléctrico
No se ejecuta la operación electromecánica en el cambiador de derivaciones
No proporciona un nivel de aislamiento adecuado
'
'
TC Op
FO
mecanismo electromecánico no funciona
Conexión deficiente en los contactos
Deterioro en las condiciones del aceite dieléctrico
Bajo nivel del aceite dieléctrico
TAREARECOMENDADA
Análisis de vibraciones
Análisis diel6ctrico físico-quiriico del
aceite, CGD
Análisis dielectrico físico-quimico del aceite, CGD
Monitoreo del nivel de aceite
TM Pr, Pr. Pv Pr. Pr, Pv
F C C, 1A
C . C, 1A
TC Op
Op
FO
FO
TM Pv
Pv, Pv
Pv, Pv
Pv
F 2A
1A. 2A
I A , 2A
1A

A
B
P
No se detectan las señales de corriente que provienen de los TC's
No proporciona un nivel de aislamiento adecuado
-
L
EQUIPO Transformador de Potencia
COMPONENTE
Gas Inerte
SUBCOMPONENTE Gas Inerte
FUNCION Aislar los componentes con alto potencial eléctrico, proveer un ambiente seco para evitar el deterioro del aceite
' 2
Fecha: 20/07/2005
PAGINA
1 de 1
FALLA FUNCIONAL
A
MODO DE FALLO
en cortocircuito
Transformador de corriente abierto
Transformador de corriente dañado
Las señales de corriente no son precisas
Nivel de aislamiento reducido
No proporciona un nivel de aislamiento adecuado
1
2
CONSECUENCIAS DEL FALLO
Se incrementa la tasa de oxidación y humedad del aceite dielectrico
Baja presión de gas inerte
protecciones
No hay señales de corriente, disparo de las protecciones, probabilidad de arco eléctrico
No hay setiales de corriente, disparo de las protecciones
Medición imprecisa, disparo de las protecciones
Probabilidad de arco eléctrico
TC FO
TAREA RECOMENDADA
Monitorear presión del gas inerte
pruebas a los transformadores de corriente MOnitorear las señales de 'Orriente' pruebas a los transformadores de corriente MOn'Orear las señales de 'Orriente' pruebas a los transformadores de corriente Monitorear las señales de corriente, pruebas a los transformadores de corriente
Pruebas de aislamiento en los transformadores de corriente
TM Pr
F C
F0
F0
FO
FO
Pv
Pv' Pv
Pv
Pv, Pv
Pv, Pv
2A
C1 2A
2A
C, 2A
2A

Apéndice # 7
Cuadro Comparativo para las Actividades de
Mantenimiento en los Transformadores de Potencia de
la CNFL


Cuadro Comparativo de Actividades de Mantenimiento
Actividades de Mantenimiento
Limpieza general
Retocar pintura
Drenar la válvula inferior en el tanque conservador
Vaciar e inspeccionar el interior del tanque conservador
Sustituir el depósito de silica
Inspeccionar los radiadores
Resocar empaques
Revisar funcionamiento de válvulas, instrumentos y accesorios
Revisar aterrizamiento
Limpieza de los aisladores
Inspeccionar danos y fugas en los aisladores
Revisar las conexiones en los aisladores
Limpiar núcleo con aceite
Inspeccionar conexiones internas
Inspeccionar devanados
Procesar aceite dieléctrico
Inspeccionar CT's
Pruebas al aceite dieléctrico
Revisar nivel de aceite dieléctrico
Inspeccionar accesorios
Revisar cableados
Pruebas de funciones mecánicas
1111 1 A
1 A
1 A
1 0A
2A
1 A
2A
2A
1 A
1A
1 A
Ac, 10A
Ac, 1OA
Ac, 10A
Ac, 10A
Ac,lOA
1 A
1 A
1 A
1 A
1 A
11 21 6M
6M
6M
6M
2A
2A
2A
2A
2A
6M
1M
11 31 1M
1 A
Ac
1 A
1M
Referencia 11 41
1 A
1 A
1 A
1 A
1 A
Ac
Ac
6M
1M
[16]
Ac
1 0A
1 0A
Ac
1 A
C
1M
51
1 A
2M
Ac
2A
2M
RCM
2A
4A
Ac
6M
Ac
2A
1 A
2A
Ac
2A 1 A
C

Cuadro Comparativo de Actividades de Mantenimiento
IMonitorear presión del gas inerte 1 1 1
[ l l ] Erik Ness Christiansen, Msc. EE. Training Program. Proyecto Hidroeléctrico Brasil, CNFL. Consorcio Noruego ABB Kraft AS. Setiembre 1998 [12] Curso: Operación y Mantenimiento de Transformadores trifásicos de Potencia. Instructor: Ing. Antonio Asís. TRAFO Equipamientos Eléctricos S.A. Setiembre del 2002 [13] Carpeta de Instrucciones para Transformador de Potencia. A-5070. Tubos Trans Electric S.A. Abril del 2003. [14] Manual de Instrucción y Conservación de Transformador. Federal Pioneer Transformers. PO 4251. 1993. [15] Instrucciones para Transformador de Potencia. EFACEC Energía, Máquinas y Equipamientos Eléctricos. No C- 13728. Noviembre de 1998. [16] Instructions Power Transformers. GEI-37310 A. General Electric, Transformer and Allied Products Division. Pittsfield, Massachusetts.

Cuadro Comparativo de Actividades de Mantenimiento
[ l l ] Erik Ness Christiansen, Msc. EE. Training Program. Proyecto Hidroeléctrico Brasil, CNFL. Consorcio Noruego ABB Kraft AS. Setiembre 1998 [12] Curso: Operación y Mantenimiento de Transformadores trifásicos de Potencia. Instructor: Ing. Antonio Asís. TRAFO Equipamientos Elt5ctricos S.A. Setiembre del 2002 [13] Carpeta de Instrucciones para Transformador de Potencia. A-5070. Tubos Trans Electric S.A. Abril del 2003. [14] Manual de Instrucción y Conservación de Transformador. Federal Pioneer Transformen. PO 4251.1993. [15] Instrucciones para Transformador de Potencia. EFACEC Energía, Máquinas y Equipamientos Eléctricos. No C- 13728. Noviembre de 1998. [16] Instructions Power Transformers. GEL-37310 A. General Electric, Transformer and Allied Products Division. Pittsfield, Massachusetts.
Actividades de Mantenimiento
Pruebas operativas de protecciones y control
Revisar calentadores y termostatos
Verificar existencia de fugas de aceite
Verificar nivel de ruido
Verificar temperatura de aceite y devanados
Revisar Silica
Revisar Abanicos
Lubricar ruedas del transformador
CGD Pruebas al transformador
Pruebas al cambiador de derivaciones
Verificar medidas de protección contra animales
Monitorear circuito de disparo de las protecciones
Monitorear estado del relé de protección
Monitorear presión del gas inerte
Referencia [111 1 A
1A
[121
1M
1M
1M
1M
1M
6M
1A
u41 1A
1M
1M
1M
1M
1M
1 A
1A
ti31 1 A
1M
1M
1A
RCM 1A
1A
1A C
1 A
1A
2A
1A
1A
2A
C
C
C
[151 2A
2M
2M
3A
[16] 1M
C
3M
1M