evaluaciÓn de la integridad mecÁnica de una lÍnea …
TRANSCRIPT
1
EVALUACIÓN DE LA INTEGRIDAD MECÁNICA DE UNA LÍNEA
DE TUBERÍA CON PÉRDIDA DE METAL, A TRAVÉS DEL USO DEL
MÉTODO DE ELEMENTOS FINITOS
PARA OBTENER EL GRADO DE:
MAGÍSTER EN INGENIERÍA QUÍMICA
PRESENTADO POR: ANDRÉS FELIPE SÁNCHEZ AKLI
DIRECTOR: FELIPE MUÑOZ GIRALDO Ph.D.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ, COLOMBIA
2016

2
Agradecimientos
Al profesor Felipe Muñoz, que me impulsó a dar lo mejor de mí durante estos dos años, gracias por
toda la confianza brindada y por permitirme aprender de un gran ser humano. A Rafael Amaya,
quien jugó un papel fundamental en la realización de este proyecto, gracias por todo el apoyo y
sobre todo por su amistad. A Alejandro Castellanos, gracias por los conocimientos y la guía
brindada.
A mis padres, esto es para ustedes.
3
Contenido Resumen.............................................................................................................................................6
1. Introducción ...............................................................................................................................7
2. Objetivos ....................................................................................................................................8
2.1. Objetivo general .................................................................................................................8
2.2. Objetivos específicos ..........................................................................................................8
3. Fenómeno de corrosión ..............................................................................................................8
4. Revisión de modelos de tasa de crecimiento de corrosión ........................................................ 10
4.1. Modelo desarrollado por de Waard & Milliams .............................................................. 11
4.2. Modelo desarrollado por el SwRI ..................................................................................... 11
4.3. Modelo desarrollado por Papavinasam ........................................................................... 12
5. Niveles de evaluación de corrosión según ASMEB31G ........................................................... 13
6. Criterios de falla ....................................................................................................................... 17
7. Modelos de evaluación de falla ................................................................................................ 19
7.1. Monte Carlo ..................................................................................................................... 20
7.2. Índice de confiabilidad ..................................................................................................... 21
7.3. First Order Reliability Method (FORM) .......................................................................... 22
8. Metodología general ................................................................................................................. 23
8.1. Generación escenarios de corrosión ................................................................................ 25
8.2. Definición de caso de estudio ........................................................................................... 25
Evaluación de falla ........................................................................................................... 27
Discusión y análisis de resultados ............................................................................................ 28
9.1. Generación escenarios de corrosión ................................................................................ 28
9.2. Definición de caso de estudio ........................................................................................... 29
9.3. Evaluación de falla ........................................................................................................... 32
10. Conclusiones ........................................................................................................................ 38
11. Trabajo futuro ....................................................................................................................... 39
Referencias ....................................................................................................................................... 41
Anexo 1 – Nomenclatura .................................................................................................................. 45
4
Índice de Figuras Figura 1 Representación de una celda electroquímica en la pared de una tubería – Adaptado de [37]
...........................................................................................................................................................9
Figura 2 Tipos de corrosión electroquímica. A) Corrosión uniforme. B) y C) Corrosión localizada
[37] .....................................................................................................................................................9
Figura 3 Diferentes geometría de pits [39] ....................................................................................... 10
Figura 4 Esquema análisis en tubería nivel tres ................................................................................ 15
Figura 5 Esfuerzos presentes en un elemento en tres dimensiones [48] ........................................... 16
Figura 6 Esfuerzos a los que se somete un elemento en tres dimensiones [52] ................................ 18
Figura 7 Descripción del índice de confiabilidad con una función estado límite lineal para un
espacio. A) Real y B) Normalizado [46, 56] .................................................................................... 21
Figura 8 Metodología general .......................................................................................................... 24
Figura 9 Zona de análisis del sistema ............................................................................................... 25
Figura 10 Distribución de fallas ....................................................................................................... 26
Figura 11 Definición condiciones de operación ............................................................................... 26
Figura 12 Mallado del sistema. A) Mallado General. B) Mallado Fallas ......................................... 27
Figura 13 Distribución tasas de corrosión modelo SwRI .................................................................. 28
Figura 14 Distribución tasas de corrosión por año – modelo SwRI .................................................. 29
Figura 15 Geometría pit estrecho – Año 15. A) Modelo B) Distribución de los esfuerzos en MPa
sobre geometría estrecha .................................................................................................................. 31
Figura 16 Geometría pit elíptica – Año 15 ....................................................................................... 31
Figura 17 Distribución de los esfuerzos en MPa sobre la falla con una geometría elíptica – Año 15
......................................................................................................................................................... 32
Figura 18 Probabilidad de falla con cinco fallas – Años 5, 10 y 15 .................................................. 33
Figura 19 Secuencia eliminación de fallas. a) Sistema con cuatro fallas, b) Sistema con tres fallas, c)
Sistema con dos fallas, d) Sistema con una falla .............................................................................. 35
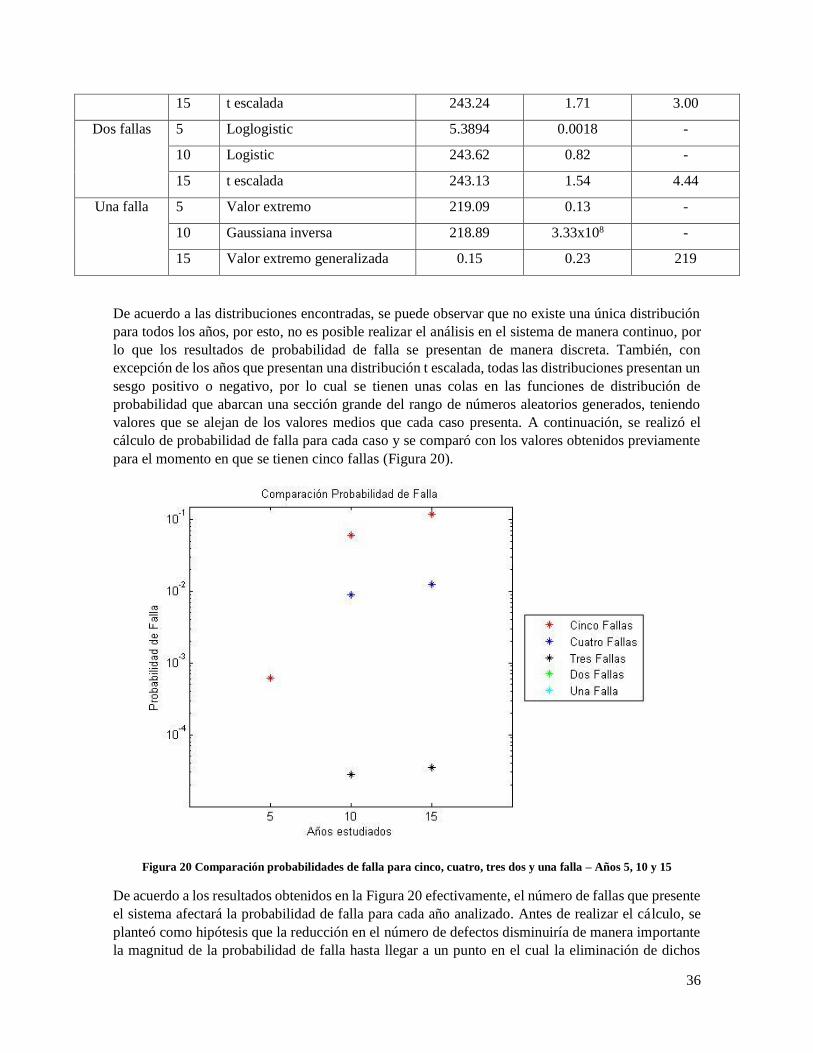
Figura 20 Comparación probabilidades de falla para cinco, cuatro, tres dos y una falla – Años 5, 10
y 15 .................................................................................................................................................. 36
Figura 21 Probabilidad de falla cinco fallas vs cuatro Fallas – Años 5, 10 y 15 ............................... 37
Figura 22 Probabilidad de falla - Tres Fallas vs Dos Fallas vs Una Falla ......................................... 38
5
Índice de Tablas Tabla 1 Información probabilística variables modelo SwRI [43, 44] ............................................... 12
Tabla 2 Descripción niveles de evaluación cero, uno y dos de acuerdo a ASMEB31G [12] ............ 14
Tabla 3 Descripción fallas zona de análisis ...................................................................................... 26
Tabla 4 Resultados evaluación niveles cero, uno y dos – adaptado de [46] ...................................... 30
Tabla 5 Distribuciones de probabilidad por año - Cinco Fallas ........................................................ 33
Tabla 6 Distribuciones asociadas a los años por falla ....................................................................... 35

6
Resumen
Los accidentes en líneas de tubería causadas por corrosión, según organizaciones como CONCAWE
(Europa) y PHMSA (Estados Unidos) representaron alrededor del 16% durante el periodo del 2004
al 2011 del total de registros de incidentes en este medio de transporte. Para poder llevar a cabo una
valorización del daño causado debido a los defectos de corrosión, diferentes normas tales como la
ASME B31G o la API 579-1/ASME FFS-1 proponen niveles de evaluación que dependen de la
resolución y el nivel de calidad de la información disponible, partiendo de una aceptabilidad basada
en heurísticos hasta una evaluación por elementos finitos. Este trabajo propone una evaluación de
este último tipo, a través de una metodología que acopla un modelo de tasa de corrosión, una
evaluación de una falla a través del uso de herramientas computacionales como el método de
elementos finitos y una valorización en términos de confiabilidad. Este trabajo se centra en una de las
tipologías de corrosión más comunes para este medio de transporte, asociado con corrosión por
pitting, evaluando el sistema en tres espacios temporales de 5, 10 y 15 años para una sección de la
tubería con diferentes niveles de deterioro (1 a 5 defectos). Como resultado se obtuvo que la
probabilidad de falla del sistema no era superior al 12% (para un nivel de deterioro de 5 defectos en
el año 15) lo que sugiere que resultados reportados anteriormente, pueden ser conservador con
respecto a la evaluación de esfuerzos reales.
Palabras claves: Corrosión por pitting, falla, tasas de crecimiento, análisis estructural, elementos
finitos.
Glosario: Para introducir al lector en el documento, se presentan las siguientes definiciones generales
[1, 2]:
Corrosión: Según la asociación nacional de ingenieros de corrosión (NACE, por sus siglas en
inglés) corresponde al deterioro de un material por una reacción con su entorno.
Pasivación: Formación espontanea de una película al entrar el contacto un metal con un agente
externo. Dicha película es relativamente inerte, por lo que el metal se ve protegido de la acción
de agentes que pueden causar, entre otros efectos, corrosión.
Incertidumbre: Es la ausencia de información, representa la diferencia entre la información
requerida y la información disponible.
Confiabilidad: La capacidad medible de un objeto para realizar su función esperada bajo
condiciones específicas, en el tiempo requerido.
Integridad estructural: Se puede definir como la preservación de las partes tanto individuales
como las que tienen una relación mutua, en un estado intacto.
Peligro: Cualquier fuente de daño potencial, o efecto adverso sobre algo o alguien bajo ciertas
condiciones de trabajo.
Falla: La pérdida total o parcial de la operatividad de un sistema, para este caso, el estado de
falla se presenta cuando el esfuerzo de fluencia es superado por las cargas a las que es sometido
el cuerpo estudiado.
Vulnerabilidad: Grado de exposición de un sistema ante un evento específico.
Segmentación: División de la tubería en secciones a ser analizadas por separado.
7
1. Introducción
Las tuberías son la alternativa más utilizada para el transporte de materiales combustibles e
inflamable, entre los puntos de oferta y demanda [3]. Representa alrededor del 71%, frente a un 22%
por medio de barcazas y buques cisterna [4]. Sólo en Estados Unidos, existen más de 190000 millas
de líneas de tubería para líquidos y alrededor de 300000 millas para gas natural [5]; mientras que en
Colombia, se cuenta con 8789 km (5461.2 millas) de tuberías ya instaladas y se busca ampliar la red
nacional con 1510 km (938.3 millas) de tuberías [6]. A pesar de ser uno de los medios de transporte
más seguros, siguen ocurriendo diversos accidentes, siendo una de las principales casusas los defectos
por corrosión, tal como se evidencia en el 19% de los registros entre 1971-2012 de CONCAWE
(Conservation of Clean air and Water in Europe) y el 23.6% durante el periodo del 1988-2011 de
PHMSA (Pipeline and Hazardous Materials Safety Administration) [7, 8].
Una alternativa para abordar el peligro de la corrosión, es a través de una revisión de la capacidad
estructural e integridad mecánica del sistema. Para llevar a cabo lo anterior, existen diferentes
aproximaciones desde una aspecto normativo o de práctica recomendada, como es el caso de: i)
NACE SP0169 (Control of External corrosion on underground or submerged Metallic piping system)
[9], ii) API 1160 (Managing System Integrity for Hazardous Liquid Pipelines) [10], iii) API 579-
1/ASME FFS-1 (Fitness for Service) [11], iv) ASMEB31G (Manual for determining the remaining
strength of corroded pipelines) [12] y v) DNV RP-F-101 (Recommended practices for corrode
pipelines) [13]. Aproximaciones fenomenológicas [14, 15, 16, 17, 18, 19, 20], probabilísticas [21, 22,
23, 24, 25] y de procesos estocásticos [26, 27, 28, 29] han surgido como una necesidad para
complementar la información obtenida desde el aspecto normativo. Uno de los elementos que han
tomado fuerza en los últimos años, es la modelación de elementos finitos (FEM) en tuberías corroídas
para determinar las condiciones de falla del sistema [30, 31, 32, 33, 34], la cual se propone como
herramienta de evaluación de tuberías en estándares como ASMEB31G o la API 579-1/ASME FFS-
1, siendo la que mayor nivel de resolución brinda. Entre los criterios de falla que FEM considera,
existen aproximaciones por presiones o esfuerzos, a partir de las cuales se puede determinar las
condiciones límites aceptables, evaluar las presiones de ruptura reportada en la literatura e inclusive
valorar si aproximaciones reportadas anteriormente toman un papel conservador en la estimación de
la capacidad del sistema.
La interacción entre las propiedades mecánicas de cada uno de los elementos generados dentro del
marco de una aproximación de FEM, permite un resultado más cercano a la realidad y evita llevar a
cabo actividades innecesarias de mantenimiento o de inspección. Sin embargo, debido a las
incertidumbres asociadas por: i) mediciones geométricas de los defectos de corrosión, ii) manufactura
de la tubería y iii) las condiciones de operación, entre otros; se genera una incertidumbre sobre los
parámetros utilizados para el desarrollo de la modelación, la cual puede tener una afectación directa
sobre el resultado final. Por tal motivo, se deben buscar elementos que soporten la toma de decisiones
y que no afecten la veracidad de los resultados y su confiabilidad.
El objetivo de este trabajo es desarrollar una metodología para la evaluación por elementos finitos a
través de la herramienta computacional de ANSYS 14.5 de un segmento de una tubería corroída
acoplada con una valoración por conceptos de confiabilidad para determinar la probabilidad de que
el sistema falle. Este documento está compuesto de la siguiente manera: en la Sección 3, se presentan
los conceptos básicos de la fenomenología de la corrosión; en la Sección 4, se hace una revisión de
modelos de tasa de corrosión; en la Sección 5, se presentan los niveles de evaluación de ASMEB31G,
en particular el Nivel 3; en la Sección 6, se enuncian algunos criterios de falla para una tubería
corroída; en la Sección 7, se presentan los modelos para la evaluación de la falla; en la Sección 8, la
8
propuesta metodológica; en la Sección 9, los resultados más importantes, y finalmente, conclusiones
y trabajo futuro.
2. Objetivos
A continuación se presentan el objetivo general y los objetivos específicos que se buscaban cumplir
con la investigación.
2.1. Objetivo general
Uso del método de elementos finitos como herramienta de análisis, para proponer una primera
aproximación metodológica en la estimación de la probabilidad de falla por pérdida de metal por
eventos de corrosión interna localizada, a través de la aplicación del nivel tres en la valoración de la
integridad mecánica sobre una sección de un poliducto tomado como caso de estudio.
2.2. Objetivos específicos
Analizar tres modelos de crecimiento de corrosión, buscando definir el modelo de
crecimiento más adecuado a implementar en el estudio.
Realizar el modelamiento y simulación del sistema, a través de la definición correcta
de todos los parámetros mecánicos y operacionales asociados al poliducto del caso de
estudio, con el fin de obtener los estados de falla del sistema.
Valorizar los estados de falla del sistema a través del cálculo de las probabilidades de
falla, con el fin de proponer una primera aproximación en las mejoras de los planes de
integridad existentes que se aplican actualmente sobre los programas de mantenimiento
en líneas de transporte de material peligroso, en función del análisis de riesgo.
3. Fenómeno de corrosión
La corrosión es el deterioro de un material, como resultado de su interacción con los alrededores y
puede ocurrir en cualquier punto y en cualquier momento de las etapas que están involucradas en la
industria de oil & gas (i.e. Upstream, midstream y downstream) [35]. Así mismo, la National
Association of Corrosion Engineers (NACE), define el fenómeno de corrosión como el deterioro de
un material, usualmente un metal, que resulta de una reacción química o electroquímica con su
entorno [36]; la cual no limita los efectos de este tipo de daños a un cambio químico en el material,
llegando a alterar también sus propiedades físicas y mecánicas [35].
Teniendo en cuenta que en una misma sección metálica se pueden presentar zonas catódicas y
anódicas, el mecanismo de corrosión que predomina en tuberías es de tipo electroquímico. Además
de la presencia de los puntos catódicos y anódicos, un metal conductor y un electrólito conductor
deben coexistir para que se presenten todos los elementos característicos de una celda electroquímica
(Figura 1).

9
Figura 1 Representación de una celda electroquímica en la pared de una tubería – Adaptado de [37]
Los tres primeros (cátodo, ánodo y metal conductor) suelen estar presentes en el material de
construcción de la tubería, mientras que el electrolito conductor será el material transportado en la
tubería; completando los cuatro componentes esenciales de una celda electroquímica [37]. Uno de los
principales problemas asociados a la corrosión electroquímica es su carácter de espontaneidad; en la
naturaleza los metales están presentes principalmente como minerales debido a que de esta manera
encuentra su estado de menor energía, reflejado a través de su energía libre de Gibbs. Los metales
utilizados en la industria son creados a partir de los minerales que se pueden encontrar en la naturaleza
a través de diferentes procesos de manufactura que les inyectan, forzándolos a salir de su menor
estado de energía. Esto quiere decir que el material metálico tiene una tendencia inherente a volver a
su estado de menor energía, es decir tiene la tendencia natural a corroerse para volver a llegar su nivel
original de la energía libre de Gibbs [37].
Dentro de un escenario de corrosión electroquímica, se pueden presentar tres mecanismos, un
crecimiento uniforme, un crecimiento localizado con mayor área anódica y un crecimiento localizado
con mayor área catódica, mostrados en la Figura 2 [37].
Figura 2 Tipos de corrosión electroquímica. A) Corrosión uniforme. B) y C) Corrosión localizada [37]

10
Los defectos de corrosión en tuberías se clasifican de acuerdo a su mecanismo de reducción de pared,
dependiendo si es una reducción uniforme (Figura 2A) o una reducción localizada (Figura 2B y Figura
2C). Comparando estos dos, resulta más común encontrar corrosión de tipo localizada en las paredes
de la tubería, llamados pits, los cuales están favorecidos por áreas localizadas con mayores zonas
catódicas (Figura 2C) [8]. Este tipo de defectos se pueden ver como agujeros aislados entre sí, o estar
lo suficientemente cerca como parecer una superficie rugosa [8, 38]. Sumado a esto, al ser una
corrosión localizada, su detección suele ser complicada, provocando que el mantenimiento en zonas
altamente corroídas por pits no sea común, generando que la probabilidad de falla aumente en esas
secciones al no tener un registro adecuado de la magnitud del daño [35]. La corrosión por pitting
maneja tres etapas: la primera de ellas es la formación de una película al momento de entrar en
contacto el metal de la superficie de la tubería con el material transportado, por efectos de un proceso
de pasivación, la segunda es la iniciación de los pits en la regiones donde ocurran daños en la película
formada anteriormente y la tercera, etapa de interés en el presente estudio, es la propagación y
eventual penetración en el material [37]. Existen diferentes formas de propagación y penetración del
defecto a la pared de la tubería, mostrando algunas de ellas en la Figura 3 [39].
Figura 3 Diferentes geometría de pits [39]
De acuerdo a las configuraciones mostradas en la Figura 3, para el presente trabajo se decidió trabajar
con una geometría elíptica, que no se limita a un defecto poco profundo. Una vez definida la geometría
que adoptara el defecto se hace necesario estudiar la profundidad que este tomará, por lo que en la
Sección 4 se presentan los modelos considerados para estudiar esta variable.
4. Revisión de modelos de tasa de crecimiento de corrosión
Para la propagación y el crecimiento de los defectos, se consideraron tres modelos de crecimiento,
resaltando que el espacio temporal para el que fueron desarrollados los tres modelos es para una tasa
de crecimiento en términos de milímetros por año [𝑚𝑚
𝑎ñ𝑜]. Se empezó estudiando una propuesta como
la planteada por de Waard & Milliams que buscaron encontrar la relación de la temperatura y el pH
(en función de la presión parcial de 𝐶𝑂2) con la tasa de corrosión. Posteriormente se revisó el modelo
desarrollado por el Southwest Research Institute (SwRI), el cual deja de considerar el pH en función
de otra variable y que estudia la influencia de especies adicionales como el oxígeno y ácido
sulfhídrico, teniendo en cuenta además variables como la influencia de un inhibidor sobre la tasa de
corrosión. El último modelo considerado fue la propuesta de Papavinasam, siendo este el único
desarrollado explícitamente para defectos de corrosión tipo pitting y que tiene en cuenta parámetros
más complejos como el ángulo de contacto agua – petróleo, el corte de agua dentro de la tubería, entre

11
otros. A continuación se presenta una descripción más detallada de cada modelo, así como las
consideraciones tenidas en cuenta al momento de su desarrollo.
4.1. Modelo desarrollado por de Waard & Milliams
Uno de los primeros modelos desarrollados para estudiar el crecimiento de corrosión interna en
tuberías fue la propuesta realizada por de Waard & Milliams en el año 1973. Como se mencionó
anteriormente, la corrosión electroquímica se ve favorecida en la pared interna de las tuberías, dado
que una corrosión por presencia e influencia de 𝐶𝑂2 sigue el mecanismo y la fenomenología de una
corrosión electroquímica [40]. Con base en esto, los autores proponen una correlación que estudia los
efectos de la temperatura y la presión parcial de 𝐶𝑂2 en el crecimiento de corrosión, basado en una
reducción directa del ácido carbónico.
log(𝑉) = 7.96 −2320
𝑇 + 273− 5.55𝑥103𝑇 + 0.67 log(𝑝𝐶𝑂2)
(1)
Donde:
𝑉 [𝑚𝑚
𝑎ñ𝑜]: Tasa de corrosión.
𝑇[°𝐶]: Temperatura.
𝑝𝐶𝑂2[𝑏𝑎𝑟]: Presión parcial de 𝐶𝑂2.
Al momento de desarrollar el modelo presentado en la Ecuación 1, se tomó que el pH estará en función
de la presión parcial de 𝐶𝑂2, es decir que todos los iones de 𝐻+en solución serán producto de la
disociación del ácido carbónico, sin tener en cuenta las demás especies que afectan el fenómeno de
corrosión [40]. Respecto a la función de la temperatura, esta se obtuvo al asumir una dependencia del
tipo Arhenius para una transferencia de carga en un proceso controlado. Nueva información
relacionada a resultados experimentales se han presentado, cambiando el valor de las constantes sin
modificar la estructura de la Ecuación 1, sin embargo, en ocasiones se ha tenido que incluir factores
multiplicadores a la expresión original que influencian las suposiciones realizadas [40]. Igualmente,
se ha llegado a modificar el modelo completamente, incluyendo correlaciones adicionales para tener
en cuenta efectos como la presión total, la capa superficial, los glicoles, entre otros [41].
4.2. Modelo desarrollado por el SwRI
El SwRI ha trabajado en el área de predicción de crecimiento de corrosión durante más de una década
y entre sus campos de aplicación se encuentra el estudio de este en tuberías de gas natural enterradas
[42]. Mientras que de Waard & Milliams tiene en cuenta el efecto del 𝐶𝑂2 en el efecto del crecimiento
de defectos por corrosión (en relación a variables que tienen que ver con compuestos), el modelo
planteado por el SwRI considera el efecto del 𝑂2, 𝐻2𝑆 y 𝐶𝑂2, además de desligar el efecto del pH a
una especie en específico, como se puede observar en la Ecuación 2 [43].
𝑉 = 0.0254𝑘𝐶𝑖(8.7 + 9.86 × 103[𝑂2] − 1.48 × 10
−7[𝑂2]2 − 1.31𝑝𝐻 + 4.93 × 10−2𝑝𝐶𝑂2𝑝𝐻2𝑆 − 4.82
× 105𝑝𝐶𝑂2[𝑂2] − 2.37 × 10−3𝑝𝐻2𝑆[𝑂2] − 1.11 × 10
−3[𝑂2]𝑝𝐻)
(2)
Junto con las variables mencionadas anteriormente, el modelo incorpora dos variables adicionales,
que serán el error de modelación y el efecto que el inhibidor puede llegar a tener sobre el tramo
estudiado. Este efecto es calculado de acuerdo a la Ecuación 3 [43].
𝐶𝑖 = 1− exp (−𝐴𝐿
𝐿𝑜)
(3)
12
Donde:
𝑉 [𝑚𝑚
𝑎ñ𝑜]: Tasa de corrosión.
𝑝𝐶𝑂2[𝑏𝑎𝑟]: Presión parcial de 𝐶𝑂2.
𝑝𝐻2𝑆[𝑏𝑎𝑟]: Presión parcial de 𝐻2𝑆.
[𝑂2]: Concentración de oxígeno.
𝐴: Factor inhibidor.
𝐿 [𝐾𝑚]: Longitud de la tubería.
𝐿𝑜 [𝐾𝑚]: Longitud característica (1000 Km).
𝑘: Error de modelación
𝑝𝐻
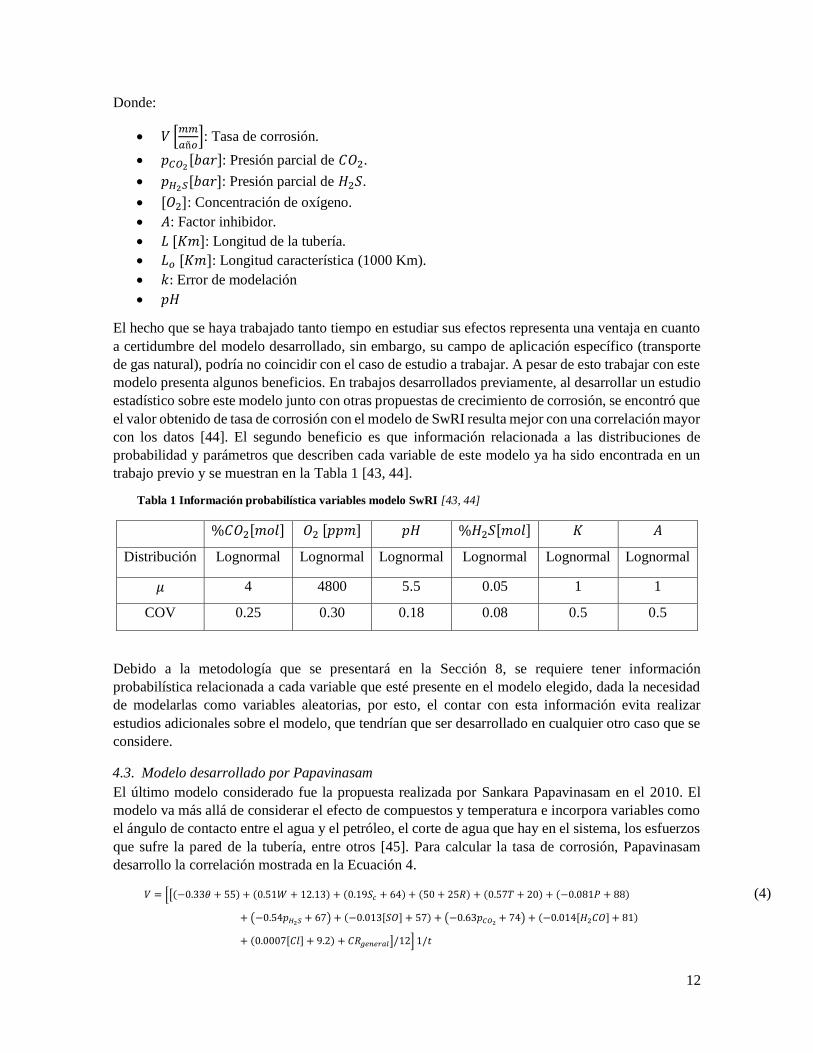
El hecho que se haya trabajado tanto tiempo en estudiar sus efectos representa una ventaja en cuanto
a certidumbre del modelo desarrollado, sin embargo, su campo de aplicación específico (transporte
de gas natural), podría no coincidir con el caso de estudio a trabajar. A pesar de esto trabajar con este
modelo presenta algunos beneficios. En trabajos desarrollados previamente, al desarrollar un estudio
estadístico sobre este modelo junto con otras propuestas de crecimiento de corrosión, se encontró que
el valor obtenido de tasa de corrosión con el modelo de SwRI resulta mejor con una correlación mayor
con los datos [44]. El segundo beneficio es que información relacionada a las distribuciones de
probabilidad y parámetros que describen cada variable de este modelo ya ha sido encontrada en un
trabajo previo y se muestran en la Tabla 1 [43, 44].
Tabla 1 Información probabilística variables modelo SwRI [43, 44]
%𝐶𝑂2[𝑚𝑜𝑙] 𝑂2 [𝑝𝑝𝑚] 𝑝𝐻 %𝐻2𝑆[𝑚𝑜𝑙] 𝐾 𝐴
Distribución Lognormal Lognormal Lognormal Lognormal Lognormal Lognormal
𝜇 4 4800 5.5 0.05 1 1
COV 0.25 0.30 0.18 0.08 0.5 0.5
Debido a la metodología que se presentará en la Sección 8, se requiere tener información
probabilística relacionada a cada variable que esté presente en el modelo elegido, dada la necesidad
de modelarlas como variables aleatorias, por esto, el contar con esta información evita realizar
estudios adicionales sobre el modelo, que tendrían que ser desarrollado en cualquier otro caso que se
considere.
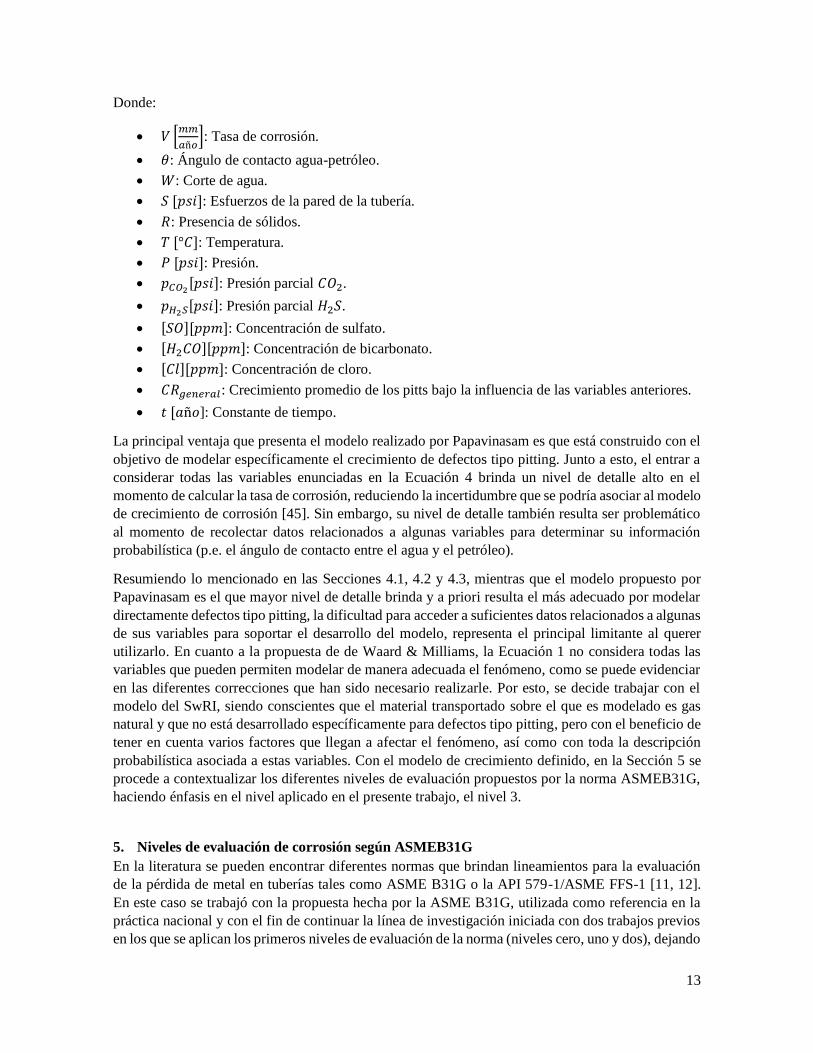
4.3. Modelo desarrollado por Papavinasam
El último modelo considerado fue la propuesta realizada por Sankara Papavinasam en el 2010. El
modelo va más allá de considerar el efecto de compuestos y temperatura e incorpora variables como
el ángulo de contacto entre el agua y el petróleo, el corte de agua que hay en el sistema, los esfuerzos
que sufre la pared de la tubería, entre otros [45]. Para calcular la tasa de corrosión, Papavinasam
desarrollo la correlación mostrada en la Ecuación 4.
𝑉 = [[(−0.33𝜃 + 55) + (0.51𝑊 + 12.13) + (0.19𝑆𝑐 + 64) + (50 + 25𝑅) + (0.57𝑇 + 20) + (−0.081𝑃 + 88)
+ (−0.54𝑝𝐻2𝑆 + 67) + (−0.013[𝑆𝑂] + 57) + (−0.63𝑝𝐶𝑂2 + 74) + (−0.014[𝐻2𝐶𝑂] + 81)
+ (0.0007[𝐶𝑙] + 9.2) + 𝐶𝑅𝑔𝑒𝑛𝑒𝑟𝑎𝑙]/12] 1/𝑡
(4)
13
Donde:
𝑉 [𝑚𝑚
𝑎ñ𝑜]: Tasa de corrosión.
𝜃: Ángulo de contacto agua-petróleo.
𝑊: Corte de agua.
𝑆 [𝑝𝑠𝑖]: Esfuerzos de la pared de la tubería.
𝑅: Presencia de sólidos.
𝑇 [°𝐶]: Temperatura.
𝑃 [𝑝𝑠𝑖]: Presión.
𝑝𝐶𝑂2[𝑝𝑠𝑖]: Presión parcial 𝐶𝑂2.
𝑝𝐻2𝑆[𝑝𝑠𝑖]: Presión parcial 𝐻2𝑆.
[𝑆𝑂][𝑝𝑝𝑚]: Concentración de sulfato.
[𝐻2𝐶𝑂][𝑝𝑝𝑚]: Concentración de bicarbonato.
[𝐶𝑙][𝑝𝑝𝑚]: Concentración de cloro.
𝐶𝑅𝑔𝑒𝑛𝑒𝑟𝑎𝑙: Crecimiento promedio de los pitts bajo la influencia de las variables anteriores.
𝑡 [𝑎ñ𝑜]: Constante de tiempo.
La principal ventaja que presenta el modelo realizado por Papavinasam es que está construido con el
objetivo de modelar específicamente el crecimiento de defectos tipo pitting. Junto a esto, el entrar a
considerar todas las variables enunciadas en la Ecuación 4 brinda un nivel de detalle alto en el
momento de calcular la tasa de corrosión, reduciendo la incertidumbre que se podría asociar al modelo
de crecimiento de corrosión [45]. Sin embargo, su nivel de detalle también resulta ser problemático
al momento de recolectar datos relacionados a algunas variables para determinar su información
probabilística (p.e. el ángulo de contacto entre el agua y el petróleo).
Resumiendo lo mencionado en las Secciones 4.1, 4.2 y 4.3, mientras que el modelo propuesto por
Papavinasam es el que mayor nivel de detalle brinda y a priori resulta el más adecuado por modelar
directamente defectos tipo pitting, la dificultad para acceder a suficientes datos relacionados a algunas
de sus variables para soportar el desarrollo del modelo, representa el principal limitante al querer
utilizarlo. En cuanto a la propuesta de de Waard & Milliams, la Ecuación 1 no considera todas las
variables que pueden permiten modelar de manera adecuada el fenómeno, como se puede evidenciar
en las diferentes correcciones que han sido necesario realizarle. Por esto, se decide trabajar con el
modelo del SwRI, siendo conscientes que el material transportado sobre el que es modelado es gas
natural y que no está desarrollado específicamente para defectos tipo pitting, pero con el beneficio de
tener en cuenta varios factores que llegan a afectar el fenómeno, así como con toda la descripción
probabilística asociada a estas variables. Con el modelo de crecimiento definido, en la Sección 5 se
procede a contextualizar los diferentes niveles de evaluación propuestos por la norma ASMEB31G,
haciendo énfasis en el nivel aplicado en el presente trabajo, el nivel 3.
5. Niveles de evaluación de corrosión según ASMEB31G
En la literatura se pueden encontrar diferentes normas que brindan lineamientos para la evaluación
de la pérdida de metal en tuberías tales como ASME B31G o la API 579-1/ASME FFS-1 [11, 12].
En este caso se trabajó con la propuesta hecha por la ASME B31G, utilizada como referencia en la
práctica nacional y con el fin de continuar la línea de investigación iniciada con dos trabajos previos
en los que se aplican los primeros niveles de evaluación de la norma (niveles cero, uno y dos), dejando

14
la aplicación del tercer nivel a la presente investigación [46]. Buscando contextualizar el marco de
trabajo, se explicarán brevemente los niveles cero, uno y dos en la Tabla 2, para después ahondar en
el nivel tres de evaluación, utilizado como herramienta en el desarrollo de este trabajo.
Tabla 2 Descripción niveles de evaluación cero, uno y dos de acuerdo a ASMEB31G [12]
Esquema Input Output Descripción
Niv
el 0
-Espesor de
pared.
-Diámetro de
la tubería.
-Profundidad
máxima.
-Longitud del
defecto de
corrosión.
Longitud
permisible del
defecto.
Se obtiene una
longitud permisible
dado los parámetros
del sistema. Sus
resultados pueden ser
conservativos en
comparación con
otros niveles de
evaluación, en
particular para
sistemas con una
tensión
circunferencial menor
al 72% del esfuerzo de
fluencia.
Niv
el 1
-Espesor de
pared.
-Diámetro de
la tubería.
-Profundidad
máxima.
-Longitud del
defecto de
corrosión.
-Factor de
seguridad1.
-Tensión
circunferencial
(hoop stress)
Tensión o
presión de
falla.
Su evaluación se basa
en la determinación
de una tensión de falla
a partir de un defecto
con una geometría
parabólica.
1 Se recomienda un factor de seguridad de 1.25. También se usa la relación de la presión de operación sobre la
máxima permisible o el inverso de la tensión circunferencial.

15
Niv
el 2
-Espesor de
pared.
-Diámetro de
la tubería.
-Profundidad
máxima.
-Longitud del
defecto de
corrosión.
-Factor de
seguridad2.
-Tensión
circunferencial
(hoop stress)
Tensión de
falla.
Su evaluación es
realizada usando el
método de área
efectiva o también
llamado RSTRENG.
Se debe seguir un
procedimiento similar
al del nivel 1, excepto
que determina la
tensión de falla por
una relación del área
corroída.
El nivel tres de evaluación será el que se aplicará en el presente trabajo, del que se espera obtener un
mayor nivel de detalle respecto a los niveles cero, uno y dos. Típicamente, el nivel tres implica la
aplicación de herramientas computacionales como el análisis por elementos finitos, diferencias finitas
o elementos de frontera [11]. Aplicar este nivel de análisis implica que se considerará en mayor
detalle la geometría del defecto, así como otros factores que también pueden afectar el
comportamiento del material (p.e. cercanía entre fallas), por lo que se espera que los resultados sean
más precisos que los obtenidos al realizar los análisis de nivel cero, uno y dos [12]. Cuando se estudian
daños por corrosión asociados al pitting, aparte de la pérdida de metal, se genera la aparición de
puntos que actuarán como concentradores de esfuerzos, haciendo más vulnerable la tubería, por esto
se decide utilizar el método de elementos finitos para realizar el análisis estructural del sistema [39].
La aplicación del método requiere dividir la sección de tubería en un conjunto de pequeños elementos
que están conectados e interactúan a través de puntos llamados nodos (Figura 4).
Figura 4 Esquema análisis en tubería nivel tres
La ventaja que esto representa es pasar de un sistema que tiene infinitos grados de libertad (cuerpo
continuo), a un sistema con un número de grados de libertad finito, donde el comportamiento de cada
uno de los elementos en conjunto, describirá el comportamiento del cuerpo continuo [47]. Para este
caso en particular, se busca resolver un sistema en tres dimensiones como el mostrado en la Figura 5
[48].
2 Se recomienda un factor de seguridad de 1.25. También se usa la relación de la presión de operación sobre la
máxima permisible o el inverso de la tensión circunferencial.
16
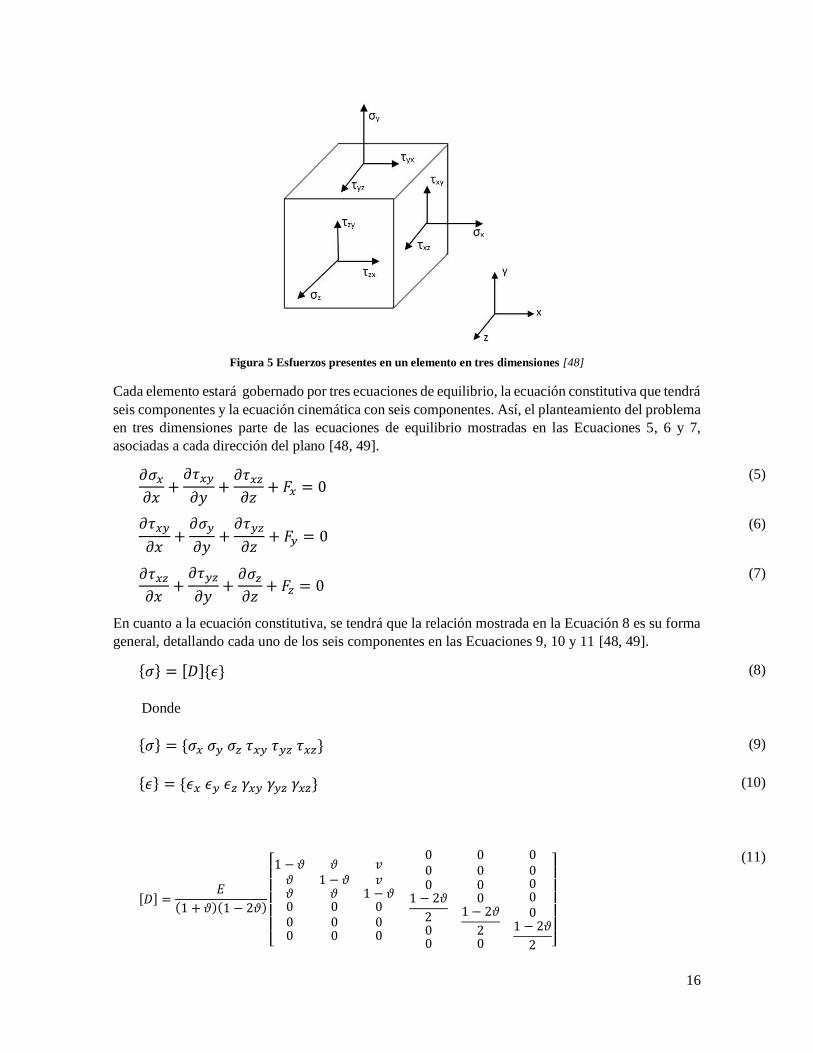
Figura 5 Esfuerzos presentes en un elemento en tres dimensiones [48]
Cada elemento estará gobernado por tres ecuaciones de equilibrio, la ecuación constitutiva que tendrá
seis componentes y la ecuación cinemática con seis componentes. Así, el planteamiento del problema
en tres dimensiones parte de las ecuaciones de equilibrio mostradas en las Ecuaciones 5, 6 y 7,
asociadas a cada dirección del plano [48, 49].
𝜕𝜎𝑥𝜕𝑥
+𝜕𝜏𝑥𝑦
𝜕𝑦+𝜕𝜏𝑥𝑧𝜕𝑧
+ 𝐹𝑥 = 0 (5)
𝜕𝜏𝑥𝑦
𝜕𝑥+𝜕𝜎𝑦
𝜕𝑦+𝜕𝜏𝑦𝑧
𝜕𝑧+ 𝐹𝑦 = 0
(6)
𝜕𝜏𝑥𝑧𝜕𝑥
+𝜕𝜏𝑦𝑧
𝜕𝑦+𝜕𝜎𝑧𝜕𝑧
+ 𝐹𝑧 = 0 (7)
En cuanto a la ecuación constitutiva, se tendrá que la relación mostrada en la Ecuación 8 es su forma
general, detallando cada uno de los seis componentes en las Ecuaciones 9, 10 y 11 [48, 49].
{𝜎} = [𝐷]{𝜖} (8)
Donde
{𝜎} = {𝜎𝑥 𝜎𝑦 𝜎𝑧 𝜏𝑥𝑦 𝜏𝑦𝑧 𝜏𝑥𝑧} (9)
{𝜖} = {𝜖𝑥 𝜖𝑦 𝜖𝑧 𝛾𝑥𝑦 𝛾𝑦𝑧 𝛾𝑥𝑧} (10)
[𝐷] =𝐸
(1 + 𝜗)(1 − 2𝜗)
[ 1 − 𝜗 𝜗 𝑣𝜗 1 − 𝜗 𝑣𝜗000
𝜗000
1 − 𝜗000
0 0 00 0 00
1 − 2𝜗
200
00
1 − 2𝜗
20
000
1 − 2𝜗
2 ]
(11)

17
Por último, se muestra la ecuación cinemática con cada uno de sus seis componentes en la Ecuación
12 [48, 49].
{
𝜖𝑥𝜖𝑦𝜖𝑧𝛾𝑥𝑦𝛾𝑦𝑧𝛾𝑧𝑥}
=
{
𝜕𝑢
𝜕𝑥𝜕𝑣
𝜕𝑦𝜕𝑤
𝜕𝑧𝜕𝑢
𝜕𝑦+𝜕𝑣
𝜕𝑥𝜕𝑣
𝜕𝑧+𝜕𝑤
𝜕𝑦𝜕𝑤
𝜕𝑥+𝜕𝑢
𝜕𝑧}
(12)
En total se tienen quince expresiones que gobiernan el comportamiento de cada elemento, a partir de
la cuales se derivará la matriz de rigidez que permitirá los desplazamientos de los nodos de cada
elemento y los esfuerzos a los que se verá sometido cada uno de ellos, utilizando la herramienta de
simulación ANSYS 14.5.
6. Criterios de falla
Determinar el momento en que el sistema se encuentra en un estado de falla es el paso a seguir una
vez se establece el modelo de crecimiento de corrosión y se establece el modelo que gobernará el
problema estructural. La forma de establecer ese estado es a través de la aplicación de una función de
falla, también llamada función de estado límite, la cual brinda una definición matemática a los
escenarios de falla a partir de términos mecánicos. El valor de la función de estado límite estará dado
por la diferencia entre la carga máxima que la estructura puede resistir, llamada resistencia (R), y la
carga a la cual estará sometida, llamada solicitación (S). Para un escenario en el que se trabaja con
una resistencia y una solicitación, la función de estado límite se define de acuerdo a la Ecuación 13
[50].
𝑔(𝑅, 𝑆) = 𝑅 − 𝑆 (13)
Siempre que la Ecuación 13 tenga un valor positivo (𝑅 > 𝑆), se da que el sistema se encuentra en un
estado seguro, mientras que si la Ecuación 13 tiene un valor negativo o igual a cero (𝑅 ≤ 𝑆) el sistema
está en un estado de falla [50]. Para la definición de los términos relacionados a la resistencia y
solicitación de la función se debe recordar que el término de falla está matemáticamente relacionado
con términos mecánicos asociados al sistema estudiado, entre los cuales se puede encontrar una
aproximación por presión, profundidad de los defectos o esfuerzos.
En primer lugar, la aproximación por presiones propone una relación entre la presión de ruptura y la
presión de operación, como se muestra en la Ecuación 14 [12, 13, 44].
𝑔 = 𝑃𝑏 − 𝑃𝑜𝑝 (14)
De acuerdo a la forma de le Ecuación 14, el término relacionado a la resistencia será la presión de
ruptura, la cual está asociada al momento en el que la pared se somete a una presión que genera una
deformación en forma de abultamiento produciendo un punto de vulnerabilidad que puede derivar en
una ruptura de la pared [51]. Respecto al término relacionado con la solicitación, se tiene que estará

18
asociado a la presión de operación del sistema. De esta forma, el sistema se encontrará en un estado
de falla cuando la presión de operación sea igual o mayor que la presión de ruptura. Un mayor detalle
en esta aproximación se puede encontrar en [12, 13, 44].
Con relación a la aproximación por profundidad de los defectos, se tiene una relación entre una
profundidad crítica y la medición puntual de los defectos presentes en la sección de estudio, lo cual
se expresa matemáticamente como se puede ver en la Ecuación 15 [13].
𝑔 = 𝑑𝑐 − 𝑑 (15)
La profundidad crítica será el término relacionado a la resistencia y se determina de acuerdo a una
práctica recomendada, la cual sugiere tomarla como el 85% del espesor de pared [13]. En cuanto a la
solicitación, como se mencionó, el valor de la profundidad corresponderá a cada defecto en particular,
donde este valor se puede obtener a través de técnicas de inspección como ILI, o cálculos de
crecimiento a través de modelos como los presentados en las Secciones 4.1, 4.2 y 4.3 [40, 41, 42, 43,
44, 45].
La última aproximación que se consideró y que fue elegida como criterio de falla para el presente
trabajo, está relacionada con el esfuerzo de fluencia del material y el esfuerzo de von Mises al que se
verá sometido, definiendo la función de estado límite como se muestra en la Ecuación 16 [52, 53].
𝑔 = 𝑆𝑦 − 𝜎′ (16)
De esta forma, la resistencia estará asociada al esfuerzo de fluencia, el cual se encuentra por medio
de pruebas de tensión. En cuanto a la solicitación, el esfuerzo de von Mises será la variable a tener en
cuenta para este término. La manera en que ANSYS 14.5 lo calcula parte de lo enunciado por la teoría
de la máxima distorsión de energía (DE) [52]. La DE predice que la fluencia de un material ocurre
cuando la energía de deformación por distorsión por unidad de volumen alcanza o supera la energía
de deformación de distorsión por unidad de volumen de un mismo material cuando se somete a
tensión o compresión para que este ceda [52].
Figura 6 Esfuerzos a los que se somete un elemento en tres dimensiones [52]
Basándose en la Figura 6, donde 𝜎1, 𝜎2 𝑦 𝜎3 son los esfuerzos normales que influencian en cada cara
de un elemento en tres dimensiones, la energía de distorsión sobre el elemento de la Figura 6 se puede
definir según la Ecuación 17 [52, 53].

19
𝑢𝑑 =1+𝜗
3𝐸[(𝜎1−𝜎2)
2+(𝜎2−𝜎3)2+(𝜎3−𝜎1)
2
2]
(17)
Por definición, se tiene que en una prueba de tensión sencilla, en el punto de fluencia se presenta que,
𝜎1 = 𝑆𝑦 y 𝜎2 = 𝜎3 = 0, por lo que la energía de distorsión definida en la Ecuación 17 estará dada por
la Ecuación 18 [52, 53].
𝑢𝑑 =1 + 𝜗
3𝐸𝑆𝑦2
(18)
De acuerdo a lo establecido por la teoría DE, el punto de fluencia del material será cuando la Ecuación
17 sea mayor o igual a la Ecuación 18, lo cual se traduce en la expresión mostrada en la Ecuación 19
[52].
[(𝜎1−𝜎2)
2+(𝜎2−𝜎3)2+(𝜎3−𝜎1)
2
2]
1
2≥ 𝑆𝑦
(19)
Para los casos en que se trabaja con una tensión σ, el punto de fluencia se alcanzará cuando 𝜎 ≥ 𝑆𝑦,
por lo tanto, la parte izquierda de la Ecuación 19 se puede tomar como un único esfuerzo efectivo o
equivalente para todo el estado de tensión, que estará en función de los esfuerzos normales 𝜎1, 𝜎2, 𝜎3.
Este esfuerzo efectivo, se suele denominar el esfuerzo de von Mises (𝜎′), por lo que la Ecuación 19,
se puede expresar en los términos mostrados en la Ecuación 20 [52].
𝜎′ ≥ 𝑆𝑦 (20)
De esta manera se cumple que el estado de falla del sistema será cuando el esfuerzo de von Mises
supere al esfuerzo de fluencia, relacionando la Ecuación 20 con la Ecuación 16.
7. Modelos de evaluación de falla
De acuerdo a lo que se mencionó en la Sección 6, la manera para encontrar el estado de falla de un
sistema, matemáticamente hablando, es a través de la función de estado límite. Por ello, la manera
en cómo se evalúa el momento de falla, es decir, la forma cómo se calcula la probabilidad de falla,
necesariamente tiene que ver con la función de estado límite. Entonces, la probabilidad de falla se
puede evaluar según se expresa en la Ecuación 21 [54].
𝑃𝑓 = 𝑃(𝑅 − 𝑆 ≤ 0) (21)
En la mayoría de aplicaciones prácticas la resistencia y la solicitación se definen en función de un
conjunto de variables aleatorias. Si se tiene que el conjunto de variables aleatorias asociadas a la
resistencia y la solicitación están definidas por los vectores �⃗�𝑅 = {𝑋1, 𝑋2, … , 𝑋𝑘} y �⃗�𝑆 =
{𝑋𝑘+1, 𝑋𝑘+2, … , 𝑋𝑛}, todo el conjunto de variables del sistema se puede agrupar en el vector �⃗� ={𝑋1, 𝑋2, … , 𝑋𝑛}, por lo tanto la función de estado límite se expresa de acuerdo a la Ecuación 22 [54].
𝑔 = (�⃗�𝑅 , �⃗�𝑆) = 𝑔(𝑋1, 𝑋2, … 𝑋𝑛) = 𝑔(�⃗�) = 0 (22)
La zona segura será aquella en la que 𝑔(�⃗�) > 0, por lo que la zona donde ocurrirá la falla estará
definida como 𝑔(�⃗�) ≤ 0. Teniendo en cuenta esto, la probabilidad de falla del sistema se calculará
según la Ecuación 23 [54].

20
𝑃𝑓 = 𝑃[𝑔(�⃗�) ≤ 0] = ∫…𝑔(�⃗⃗�)≤0
∫𝑓�⃗⃗�(�⃗�)𝑑�⃗� (23)
Donde 𝑓�⃗⃗⃗�(�⃗⃗�) es la distribución de densidad de probabilidad conjunta del vector de variables del
sistema en el espacio n-dimensional. Sólo en casos especiales, la probabilidad de falla tiene una
solución analítica, por tal motivo, para obtener una solución aproximada se debe recurrir a métodos
alternativos, como la simulación de Monte Carlo, el índice de confiabilidad o métodos aproximados
como el de primer orden de confiabilidad (FORM) [54].
7.1. Monte Carlo
Utilizar una técnica de simulación como Monte Carlo resulta de gran utilidad cuando se desconocen
parámetros del sistema ya sea porque la experimentación no es posible o es demasiado costosa,
además de la sencillez y eficiencia asociada a ella. Consiste en generar aleatoriamente un gran
número de soluciones posibles a partir de las cuales se puede hacer una inferencia estadística, para
lo que se requiere evaluar en cada iteración la función de estado límite. Por ello, para 𝑁 simulaciones,
la probabilidad de falla se aproxima según se expresa en la Ecuación 24 [55].
𝑃𝑓 ≈𝑁𝐹(𝑔(�⃗�) ≤ 0)
𝑁
(24)
Donde �⃗� es el vector de variables 𝑋𝑖 generados aleatoriamente, 𝑁𝐹() es el número de simulaciones
para las cuales el resultado es una falla del sistema y 𝑁 es el número total de simulaciones [55].
Adicionalmente, el método sugiere definir una función indicador 𝐼[�⃗�] en la cual el estado de falla –
no falla se defina de manera binaria como se muestra a continuación.
𝐼[�⃗�] = {1, si 𝑔(�⃗�) ≤ 0
0 De lo contrario
(25)
Siendo 𝑔(�⃗�) la función de estado límite, la probabilidad de falla se puede calcular de acuerdo a la
Ecuación 26 [55].
𝑃𝑓 = 𝑃[𝑔(�⃗�) ≤ 0] = ∫…∫𝐼[𝑔(�⃗�) ≤ 0]𝑓�⃗⃗� (�⃗�)𝑑�⃗� (26)
Si se considera que la Ecuación 26 corresponde al valor esperado de la función indicador, se tiene
que el valor no sesgado de la probabilidad de falla, se puede estimar como se expresa en la Ecuación
27 [55].
𝑃𝑓 ≈1
𝑁 ∑𝐼[𝑔(�⃗�) ≤ 0]
𝑁
𝑖=1
(27)
Se decidió trabajar con simulaciones de Monte Carlo para calcular la probabilidad de falla
principalmente por la sencillez de aplicar el método, además de la dificultad de determinar el
esfuerzo de von Mises experimentalmente. Fue necesario trabajar con un millón de iteraciones dado
que el valor de la probabilidad presentó dificultades de convergencia en alguno de los años
evaluados.
21
7.2. Índice de confiabilidad
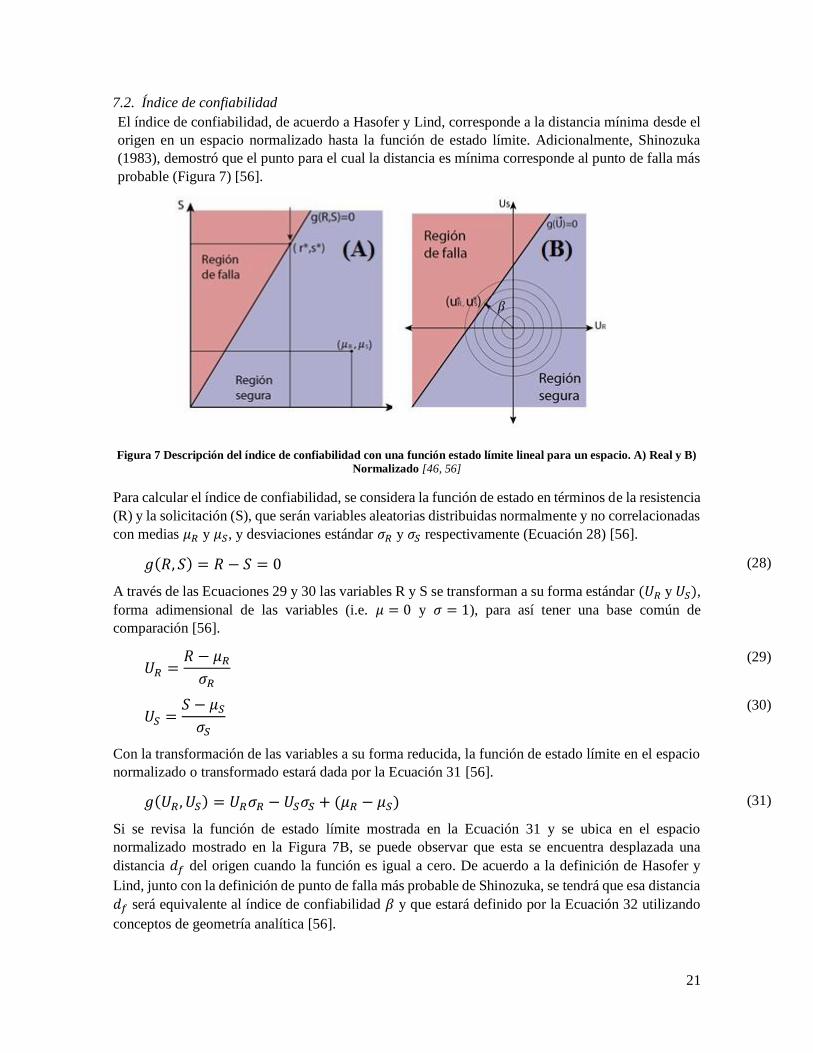
El índice de confiabilidad, de acuerdo a Hasofer y Lind, corresponde a la distancia mínima desde el
origen en un espacio normalizado hasta la función de estado límite. Adicionalmente, Shinozuka
(1983), demostró que el punto para el cual la distancia es mínima corresponde al punto de falla más
probable (Figura 7) [56].
Figura 7 Descripción del índice de confiabilidad con una función estado límite lineal para un espacio. A) Real y B)
Normalizado [46, 56]
Para calcular el índice de confiabilidad, se considera la función de estado en términos de la resistencia
(R) y la solicitación (S), que serán variables aleatorias distribuidas normalmente y no correlacionadas
con medias 𝜇𝑅 y 𝜇𝑆, y desviaciones estándar 𝜎𝑅 y 𝜎𝑆 respectivamente (Ecuación 28) [56].
𝑔(𝑅, 𝑆) = 𝑅 − 𝑆 = 0 (28)
A través de las Ecuaciones 29 y 30 las variables R y S se transforman a su forma estándar (𝑈𝑅 y 𝑈𝑆),
forma adimensional de las variables (i.e. 𝜇 = 0 y 𝜎 = 1), para así tener una base común de
comparación [56].
𝑈𝑅 =𝑅 − 𝜇𝑅𝜎𝑅
(29)
𝑈𝑆 =𝑆 − 𝜇𝑆𝜎𝑆
(30)
Con la transformación de las variables a su forma reducida, la función de estado límite en el espacio
normalizado o transformado estará dada por la Ecuación 31 [56].
𝑔(𝑈𝑅 , 𝑈𝑆) = 𝑈𝑅𝜎𝑅 − 𝑈𝑆𝜎𝑆 + (𝜇𝑅 − 𝜇𝑆) (31)
Si se revisa la función de estado límite mostrada en la Ecuación 31 y se ubica en el espacio
normalizado mostrado en la Figura 7B, se puede observar que esta se encuentra desplazada una
distancia 𝑑𝑓 del origen cuando la función es igual a cero. De acuerdo a la definición de Hasofer y
Lind, junto con la definición de punto de falla más probable de Shinozuka, se tendrá que esa distancia
𝑑𝑓 será equivalente al índice de confiabilidad 𝛽 y que estará definido por la Ecuación 32 utilizando
conceptos de geometría analítica [56].

22
𝑑𝑓 = 𝛽 =𝜇𝑅 − 𝜇𝑆
√𝜎𝑅2 + 𝜎𝑆
2
(32)
Finalmente, la probabilidad de falla utilizando el índice de confiabilidad se calculará aplicando la
función de distribución normal estándar (Ecuación 33) [56].
𝑃𝑓 = Φ(−𝛽) (33)
En la mayoría de problemas se tiene que la resistencia y la solicitación no se distribuyen normalmente
y la función de estado límite no es lineal, por lo que la Ecuación 33 se ve limitada a utilizarse como
un estimativo y no como un procedimiento definitivo para calcular la probabilidad de falla [56].
7.3. First Order Reliability Method (FORM)
Como una alternativa a la limitación que presenta el cálculo del índice de confiabilidad se presenta
FORM. Este es un cálculo iterativo para determinar el índice de confiabilidad de una función de
estado límite no lineal, sobre un espacio normalizado por lo que esta debe ser transformada con base
en variables normales (i.e. 𝑈𝑖 = (𝑋𝑖 − 𝜇𝑋𝑖)/𝜎𝑋𝑖). El cálculo del índice estará sujeto a un proceso de
optimización expresado en la Ecuación 34 [56].
min √�⃗⃗⃗�𝑇 �⃗⃗⃗� = √𝑢12 + 𝑢2
2 +⋯+ 𝑢𝑛2
𝑠. 𝑎. 𝑔(𝑋) = 𝑔(𝑥1, 𝑥2, … , 𝑥𝑛) = 0
(34)
Donde �⃗⃗⃗� corresponde al vector de variables definidas por el espacio normalizado. Implementado el
método de multiplicadores de Lagrange, y recordando la relación entre la distancia mínima del origen
a la función de estado límite (𝑑𝑓) y el índice de confiabilidad, se obtendrá este último (Ecuación 35)
[56].
𝛽 =
∑ 𝑢𝑖∗ (𝜕𝑔𝜕𝑈𝑖
)𝑢𝑖∗
𝑛𝑖=1
√∑ (𝜕𝑔𝜕𝑈𝑖
)2
𝑢𝑖∗
𝑛𝑖=1
(35)
Donde, 𝜕𝑔
𝜕𝑈𝑖 se obtiene aplicando la regla de la cadena (Ecuación 36) [56].
𝜕𝑔
𝜕𝑈𝑖=𝜕𝑔
𝜕𝑋𝑖(𝜕𝑋𝑖𝜕𝑈𝑖
) =𝜕𝑔
𝜕𝑋𝑖𝜎𝑋𝑖 (36)
El término �⃗⃗�∗ = (𝑢1∗ , 𝑢2
∗ , … , 𝑢𝑛∗ ) en la Ecuación 35 será el punto de diseño, calculado como se
muestra en las Ecuaciones 37 y 38 [56].
𝛼𝑖 = −(𝜕𝑔𝜕𝑈𝑖
)
√∑ (𝜕𝑔𝜕𝑈𝑖
)2
𝑢𝑖∗
𝑛𝑖=1
(37)
�⃗⃗�∗ = �⃗�𝛽 (38)

23
El punto de diseño debe ser llevado al espacio real, por lo que una transformación adicional es
necesaria (Ecuación 39) [56].
𝑥𝑖∗ = 𝜇𝑋𝑖 + 𝑢𝑖𝜎𝑋𝑖 , 𝑖 = 1, 2,… , 𝑛
𝑥𝑖∗ = 𝜇𝑋𝑖 + (−𝛼𝑖𝛽)𝜎𝑋𝑖
(39)
Los cálculos anteriores se realizan hasta que el índice de confiabilidad converja a un valor según una
tolerancia definida con anterioridad [56]. Si bien aplicar un método como FORM tiene como ventajas
que la función de estado límite se debe evaluar en el punto de diseño y no en los valores medios de
las variables y que la no linealidad de la función de estado límite no es un factor crítico, el
procedimiento es más elaborado que una simulación de Monte Carlo, la cual cumple el objetivo de
calcular la probabilidad de falla con las restricciones asociadas al sistema.
8. Metodología general
La metodología propuesta para el cálculo de probabilidades de falla tiene dos etapas principales, el
análisis estructural y el análisis de confiabilidad. Dentro de estas dos, se proponen tres fases
específicas que se corresponden con cada uno de los objetivos específicos. El primero es la generación
de los escenarios de corrosión, asociado al objetivo específico número uno y al análisis estructural.
El segundo es la definición del caso de estudio, asociado al segundo objetivo específico así como al
análisis estructural. Por último se tiene la evaluación de la falla, que se corresponde el tercer objetivo
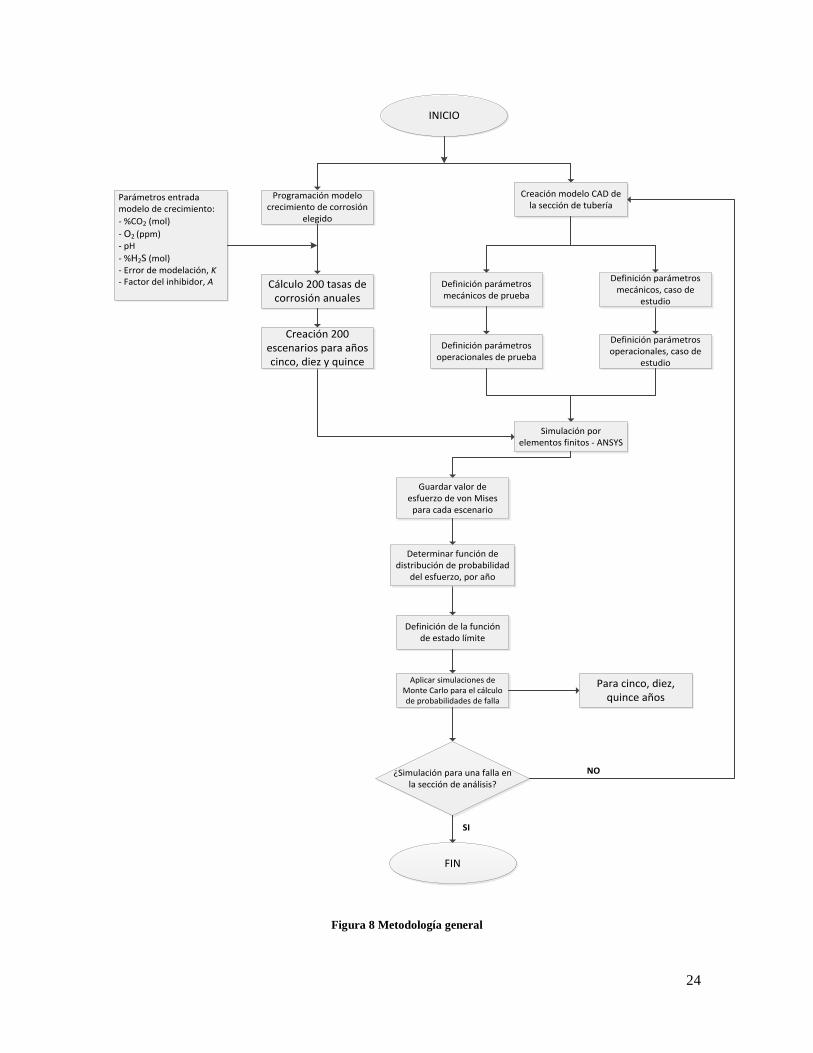
específico y con el análisis de confiabilidad. En la Figura 8 se muestra la forma general que tiene la
metodología desarrollada para el proyecto; adicionalmente, las Secciones 8.1, 8.2 y 8.3 describen en
mayor detalle el procedimiento que se llevó a cabo para cada una las fases antes mencionadas.
24
INICIO
Programación modelo crecimiento de corrosión
elegido
Creación modelo CAD de la sección de tubería
Definición parámetros mecánicos de prueba
Definición parámetros operacionales de prueba
Definición parámetros operacionales, caso de
estudio
Simulación por elementos finitos - ANSYS
Cálculo 200 tasas de corrosión anuales
Definición de la función de estado límite
Aplicar simulaciones de Monte Carlo para el cálculo de probabilidades de falla
Para cinco, diez, quince años
FIN
Parámetros entrada modelo de crecimiento:
- %CO2 (mol)
- O2 (ppm)- pH
- %H2S (mol)- Error de modelación, K- Factor del inhibidor, A
Creación 200 escenarios para años cinco, diez y quince
Guardar valor de esfuerzo de von Mises
para cada escenario
Determinar función de distribución de probabilidad
del esfuerzo, por año
¿Simulación para una falla en la sección de análisis?
SI
NO
Definición parámetros mecánicos, caso de
estudio
Figura 8 Metodología general

25
8.1. Generación escenarios de corrosión
En primer lugar, se definió el rango de tiempo y los puntos sobre ese rango para el que se llevaría a
cabo el análisis estructural, estableciendo que los cálculos del esfuerzo de von Mises se realizarían
para una proyección de cinco, diez y quince años de operación sobre la sección de la tubería, tomando
como principal suposición que en esas ventanas de tiempo no se presenta ningún mantenimiento en
la sección estudiada. Teniendo en cuenta que posteriormente se practicó un análisis de confiabilidad,
es necesario conocer la función de distribución de probabilidad del esfuerzo de von Mises para cada
uno de los tres años estudiados, generando 200 escenarios de crecimiento de corrosión que permitirían
hacer esto. Para ello, y trabajando directamente sobre MatLab, se partió del modelo de corrosión
elegido para el trabajo que se menciona en la Sección 4, el modelo desarrollado por el SwRI. A partir
de él se calcularon 200 tasas de corrosión anuales, para posteriormente se ponderar cada una por los
tres años de estudio (cinco, diez y quince años) y así obtener las profundidades de corrosión
correspondientes a cada uno de ellos. Con esto, ya se tienen los 200 escenarios de estudio, recordando
que por escenario existen tres profundidades de corrosión, que están asociadas a los años elegidos.
8.2. Definición de caso de estudio
La mayor parte del análisis estructural se da en la definición del caso de estudio. En él, se buscó
calcular el esfuerzo máximo de von Mises, teniendo en cuenta que este se usa como referencias en
las teorías de falla, como se discute en la Sección 6. Para ello, fue necesario definir la región de tubería
a analizar, en función de los resultados obtenidos en un trabajo previo realizado al presente estudio,
el cual, a través de la implementación de los niveles de análisis cero, uno y dos, identificó zonas
críticas a lo largo de todo el sistema [46]. Con base en esto, se empezó modelando el sistema
directamente en el programa ANSYS 14.5. En primer lugar se restringió la zona de análisis según les
resultados obtenidos tras aplicar los niveles cero, uno y dos. Esta tendrá una longitud de 0.8 m, 1/8
de tubería y un espesor de 6.35x10-3 m, como se puede observar en la Figura 9.
Figura 9 Zona de análisis del sistema
La zona de análisis elegida presenta un total de cinco fallas, las cuales presentan las características
mencionadas en la Tabla 3.
26
Tabla 3 Descripción fallas zona de análisis
Falla Radio [m] Ubicación abcisado [m] Prof. Inicial [m]
1 0.0220 0.57 6.99E-04
2 0.0145 0.57 6.99E-04
3 0.0365 0.35 6.99E-04
4 0.0230 0.33 6.99E-04
5 0.0125 0.15 6.99E-04
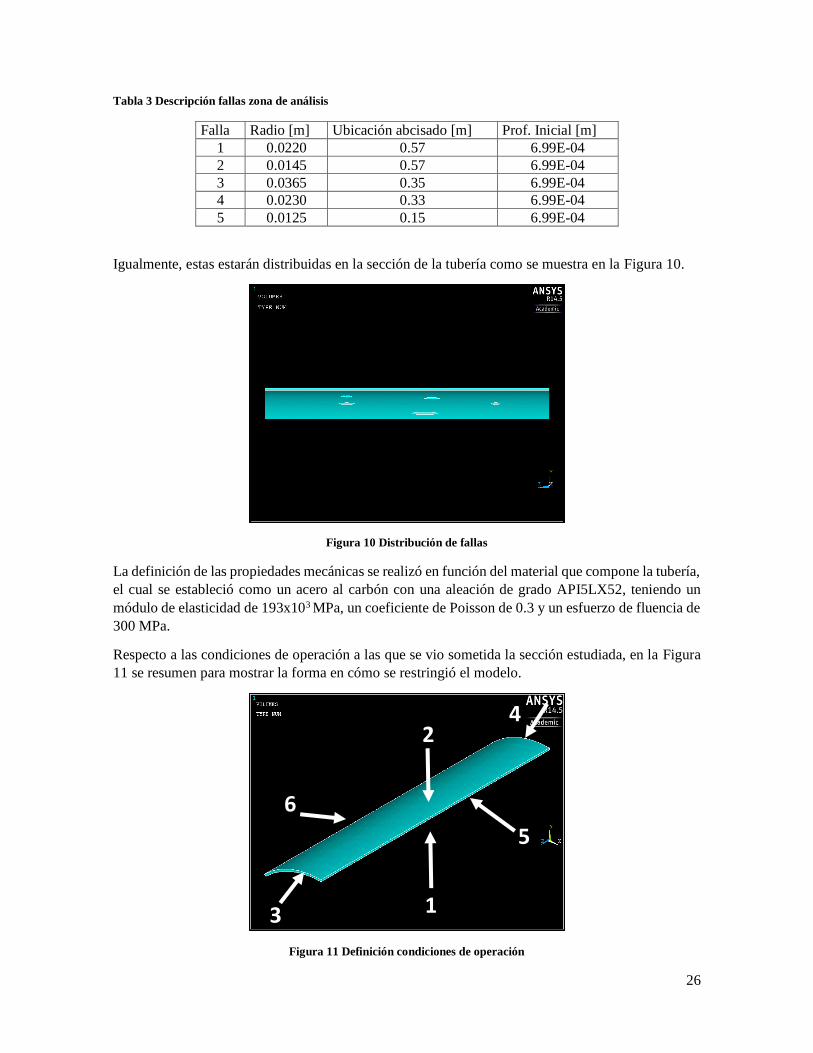
Igualmente, estas estarán distribuidas en la sección de la tubería como se muestra en la Figura 10.
Figura 10 Distribución de fallas
La definición de las propiedades mecánicas se realizó en función del material que compone la tubería,
el cual se estableció como un acero al carbón con una aleación de grado API5LX52, teniendo un
módulo de elasticidad de 193x103 MPa, un coeficiente de Poisson de 0.3 y un esfuerzo de fluencia de
300 MPa.
Respecto a las condiciones de operación a las que se vio sometida la sección estudiada, en la Figura
11 se resumen para mostrar la forma en cómo se restringió el modelo.
Figura 11 Definición condiciones de operación
3
2
5
1
6
4
27
Frontera 1: Condición de presión interna, 11.30 MPa.
Frontera 2: Condición de presión externa, presión atmosférica, 0.1 MPa.
Fronteras 3 y 4: Condición de no desplazamiento en la dirección del eje Z, garantizando que la tubería
no se desplace radialmente.
Fronteras 5 y 6: Condición de simetría radial, con lo que se logra simular solo una parte de la tubería
y reducir el tiempo de solución.
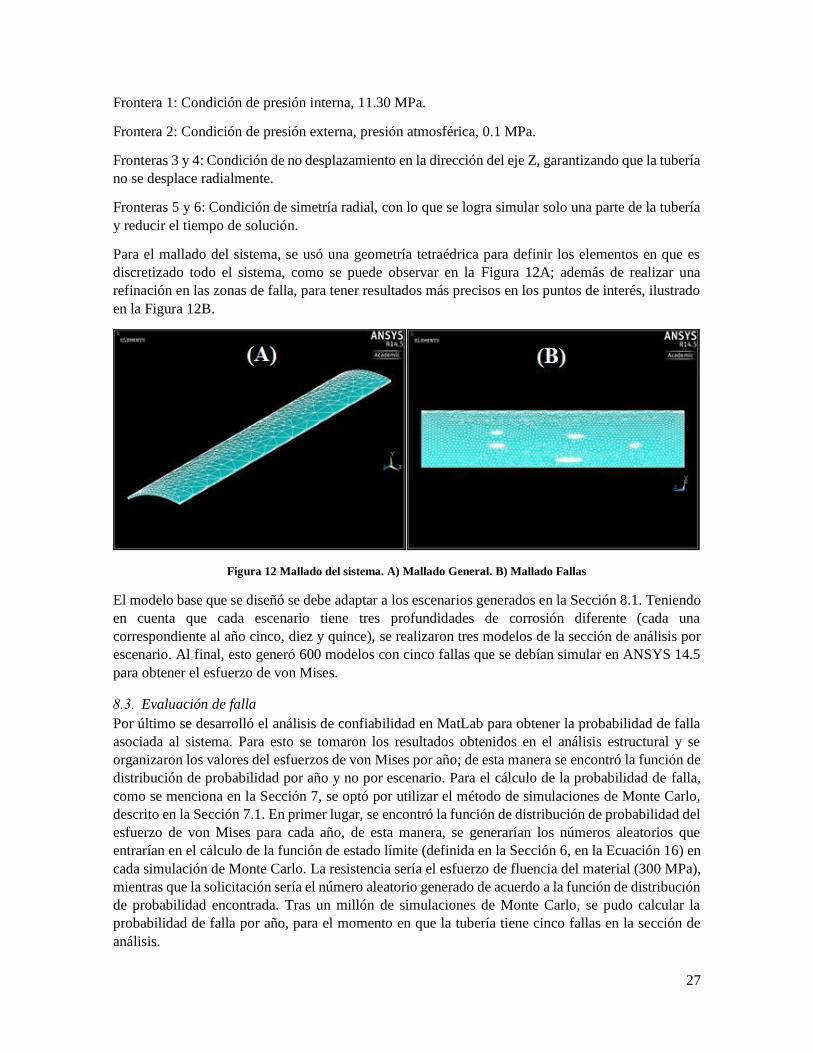
Para el mallado del sistema, se usó una geometría tetraédrica para definir los elementos en que es
discretizado todo el sistema, como se puede observar en la Figura 12A; además de realizar una
refinación en las zonas de falla, para tener resultados más precisos en los puntos de interés, ilustrado
en la Figura 12B.
Figura 12 Mallado del sistema. A) Mallado General. B) Mallado Fallas
El modelo base que se diseñó se debe adaptar a los escenarios generados en la Sección 8.1. Teniendo
en cuenta que cada escenario tiene tres profundidades de corrosión diferente (cada una
correspondiente al año cinco, diez y quince), se realizaron tres modelos de la sección de análisis por
escenario. Al final, esto generó 600 modelos con cinco fallas que se debían simular en ANSYS 14.5
para obtener el esfuerzo de von Mises.
Evaluación de falla
Por último se desarrolló el análisis de confiabilidad en MatLab para obtener la probabilidad de falla
asociada al sistema. Para esto se tomaron los resultados obtenidos en el análisis estructural y se
organizaron los valores del esfuerzos de von Mises por año; de esta manera se encontró la función de
distribución de probabilidad por año y no por escenario. Para el cálculo de la probabilidad de falla,
como se menciona en la Sección 7, se optó por utilizar el método de simulaciones de Monte Carlo,
descrito en la Sección 7.1. En primer lugar, se encontró la función de distribución de probabilidad del
esfuerzo de von Mises para cada año, de esta manera, se generarían los números aleatorios que
entrarían en el cálculo de la función de estado límite (definida en la Sección 6, en la Ecuación 16) en
cada simulación de Monte Carlo. La resistencia sería el esfuerzo de fluencia del material (300 MPa),
mientras que la solicitación sería el número aleatorio generado de acuerdo a la función de distribución
de probabilidad encontrada. Tras un millón de simulaciones de Monte Carlo, se pudo calcular la
probabilidad de falla por año, para el momento en que la tubería tiene cinco fallas en la sección de
análisis.

28
Por último, se quiso revisar la forma en que la probabilidad de falla se comporta a medida que el
número de fallas se va reduciendo. Por ello, se realizó el mismo proceso descrito en las Secciones
8.1, 8.2 y 8.3 para los casos en que la sección de tubería tiene cuatro, tres, dos y una falla, permitiendo
calcular y comparar la probabilidad de falla para los años cinco, diez y quince de operación para cada
uno de estos casos, respecto al momento en que la tubería cuenta con cinco fallas en su sección de
estudio.
Discusión y análisis de resultados
A continuación se presentan los resultados de las dos etapas principales, el análisis estructural, el
cual se centrará en la definición del caso de estudio, así como la justificación del tipo de geometría
utilizado, y el análisis de confiabilidad que es el eje central del trabajo al brindar el principal
resultado, la probabilidad de falla de la sección de estudio para diferentes escenarios.
9.1. Generación escenarios de corrosión
Con base en lo mencionado en la sección 8.1, se generaron las 200 tasas de corrosión a partir de la
información estadística asociada al modelo de corrosión del SwRI, distribuyéndose como se
muestra en la Figura 13.
Figura 13 Distribución tasas de corrosión modelo SwRI
De acuerdo a los resultados que se resumen en la Figura 13, la magnitud de la tasa de corrosión estará
en un rango entre los 0.0084 mm/año y los 0.42 mm/año. Con base en las 200 tasas generadas, se
calculó su profundidad correspondiente para los tres años de estudio, de acuerdo a como se muestra
en la Ecuación 40.
𝑣(𝑖,𝑗) = 𝑑0 + 𝑉𝑖𝑇𝑗 (40)

29
Donde:
𝑣(𝑖,𝑗)[𝑚𝑚]: Profundidad defecto escenario i, año j.
𝑑0[𝑚𝑚]: Profundidad inicial defecto.
𝑉𝑖 [𝑚𝑚
𝑎ñ𝑜]: Tasa de corrosión escenario i.
𝑇𝑗: Año de operación j.
Con esto, se obtuvo la distribución de tasas de corrosión por año que se muestra en la Figura 14.
Figura 14 Distribución tasas de corrosión por año – modelo SwRI
Fue necesario ajustar las tasas de corrosión para el año 15, generando los números aleatorios con una
restricción asociada a su valor máximo, dado que si se mantenía el valor inicial, se habría llegado a
obtener profundidades mayores al espesor de la pared de la tubería, dejando de simular un estado de
falla asociado a fluencia para entrar a analizar escenarios de ruptura.
9.2. Definición de caso de estudio
Como se mencionó en la Sección 8.2, en total se analizó una sección de tubería de 0.8 metros de
longitud. Para elegir este tramo se revisaron los resultados obtenidos por un trabajo previo, en el cual
los niveles de evaluación cero, uno y dos se aplicaban a todo el tramo de la tubería en dos momentos
en el tiempo (año 2011 y año 2013) a partir de los datos ILI que arroja la inspección del ducto. De
esta manera es posible priorizar las zonas de intervención. Dichos resultados se muestran en la Tabla
4 [46].

30
Tabla 4 Resultados evaluación niveles cero, uno y dos – adaptado de [46]
Abcisa (km)
Nivel 0 Nivel 1 Nivel 2
Corrida 2011 Corrida 2013 Corrida 2011 Corrida 2013 Corrida 2011 Corrida 2013
Interna (%) Interna (%) Interna (%) Interna (%) Interna (%) Interna (%)
1 0 0 0 5.82 0 5.76
2 0 0 11.54 10.58 7.84 10.47
3 0 0 30.77 16.93 20.92 16.75
4 0 0 31.73 32.28 21.57 31.94
5 0 25 25.96 33.86 17.65 33.51
9 0 0 0 0 0 0
11 100 0 0 0 0 0
12 0 0 0 0 0 0
14 0 25 0 0 0 0.52
28 0 25 0 0 0 0.52
31 0 0 0 0 5.23 0
34 0 0 0 0 0 0
35 0 0 0 0 0 0
43 0 25 0 0.53 3.92 0.52
44 0 0 0 0 5.23 0
45 0 0 0 0 0 0
De manera general, el color rojo representa un incremento en el porcentaje de pérdida de metal entre
los años 2011 – 2013, el color verde representa una disminución en el porcentaje de pérdida de metal
entre los años 2011 – 2013 y el color amarillo representa que no hubo un cambio. Teniendo en cuenta
que se trabajó sobre pérdida de metal en la pared interna de la tubería, se buscó el mayor incremento
porcentual para cada uno de los niveles de análisis. El nivel cero reportó el mayor incremento
porcentual (25%) para los kilómetros 5, 14, 28 y 43, sin embargo, si se tiene en cuenta lo aproximado
que este nivel de análisis es, este resultado se usó más como estimativo que como un resultado
definitivo. Fue interesante encontrar que al momento de aplicar el nivel uno y dos, a pesar de tener
formas de cálculo diferente (en función de la longitud del defecto y en función del área de pérdida
de metal, respectivamente), ambos reportan el mayor incremento en pérdida de metal sobre una
misma zona, el kilómetro 5, siendo ambos valores muy similares, con un 33.86% para el nivel uno y
33.51% para el nivel 2, coincidiendo también con una de las zonas críticas reportadas en la
evaluación de nivel cero. De esta manera, se decide enfocar el análisis a la zona que comprende el
kilómetro 5, específicamente a la sección de 0.8 metros donde se agrupan las cinco fallas
mencionadas en la Sección 8.2 dada la cercanía entre ellas, lo que permite estudiar la influencia que
tiene la proximidad entre defectos en la integridad de la tubería.
La información suministrada por la base de datos ILI no brinda detalles de la geometría que tiene
cada falla (Figura 3), por ello este fue un parámetro que se definió sin tener en cuenta la verdadera
geometría que posiblemente tendría cada falla que se seleccionó para trabajar. De acuerdo a lo
mostrado en la Figura 3, primero se planteó trabajar con una geometría estrecha, para ello se
construyó el modelo mostrado en la Figura 15A.

31
Figura 15 Geometría pit estrecho – Año 15. A) Modelo B) Distribución de los esfuerzos en MPa sobre geometría
estrecha
Al momento de simularlo se encontró con que la concentración del esfuerzo no se estaba dando de la
manera adecuada. Como se puede observar en la Figura 15B, el hecho que la geometría del pit no sea
lo suficientemente suave, provoca que los vértices del defecto actúen como los concentradores de
esfuerzo. El valor máximo del esfuerzo se concentra en la zona radial del defecto yendo desde la
pared interior de la tubería hasta el vértice que conecta la pared radial con la pared de fondo, en este
punto, el vértice que conecta ambas paredes pierde resolución, al pasar de una zona con el máximo
esfuerzo (más de 800 MPa, rojo) a una con el menor esfuerzo calculado (menos de 100 MPa, azul),
presentando una disminución importante en el esfuerzo entre puntos adyacentes, sin hacer la
transición que se espera que se presente (una disminución progresiva entre ambas zonas).
Adicionalmente, al momento de ubicar todas las fallas bajo esta configuración, se presentaron
diversos problemas al construir la geometría, haciendo poco conveniente utilizar una geometría
estrecha. Por esto se decidió cambiar la geometría a estudiar, considerando una configuración elíptica
para las fallas, como se puede observar en la Figura 16.
Figura 16 Geometría pit elíptica – Año 15
32
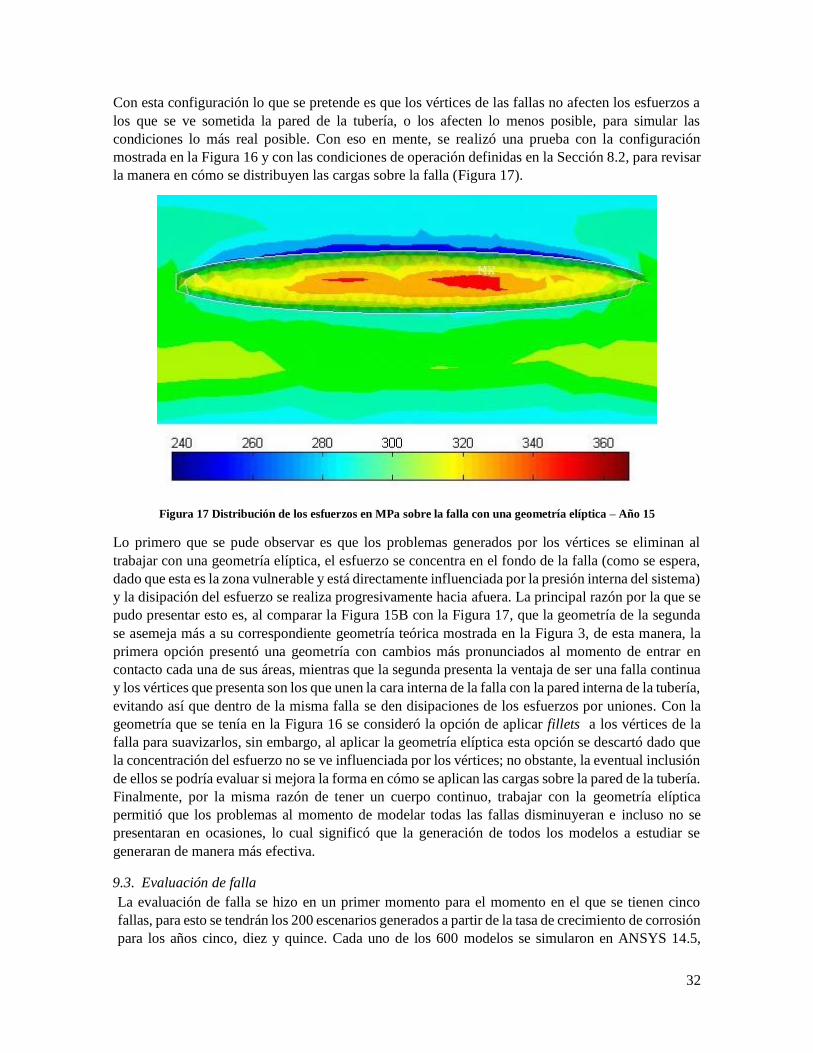
Con esta configuración lo que se pretende es que los vértices de las fallas no afecten los esfuerzos a
los que se ve sometida la pared de la tubería, o los afecten lo menos posible, para simular las
condiciones lo más real posible. Con eso en mente, se realizó una prueba con la configuración
mostrada en la Figura 16 y con las condiciones de operación definidas en la Sección 8.2, para revisar
la manera en cómo se distribuyen las cargas sobre la falla (Figura 17).
Figura 17 Distribución de los esfuerzos en MPa sobre la falla con una geometría elíptica – Año 15
Lo primero que se pude observar es que los problemas generados por los vértices se eliminan al
trabajar con una geometría elíptica, el esfuerzo se concentra en el fondo de la falla (como se espera,
dado que esta es la zona vulnerable y está directamente influenciada por la presión interna del sistema)
y la disipación del esfuerzo se realiza progresivamente hacia afuera. La principal razón por la que se
pudo presentar esto es, al comparar la Figura 15B con la Figura 17, que la geometría de la segunda
se asemeja más a su correspondiente geometría teórica mostrada en la Figura 3, de esta manera, la
primera opción presentó una geometría con cambios más pronunciados al momento de entrar en
contacto cada una de sus áreas, mientras que la segunda presenta la ventaja de ser una falla continua
y los vértices que presenta son los que unen la cara interna de la falla con la pared interna de la tubería,
evitando así que dentro de la misma falla se den disipaciones de los esfuerzos por uniones. Con la
geometría que se tenía en la Figura 16 se consideró la opción de aplicar fillets a los vértices de la
falla para suavizarlos, sin embargo, al aplicar la geometría elíptica esta opción se descartó dado que
la concentración del esfuerzo no se ve influenciada por los vértices; no obstante, la eventual inclusión
de ellos se podría evaluar si mejora la forma en cómo se aplican las cargas sobre la pared de la tubería.
Finalmente, por la misma razón de tener un cuerpo continuo, trabajar con la geometría elíptica
permitió que los problemas al momento de modelar todas las fallas disminuyeran e incluso no se
presentaran en ocasiones, lo cual significó que la generación de todos los modelos a estudiar se
generaran de manera más efectiva.
9.3. Evaluación de falla
La evaluación de falla se hizo en un primer momento para el momento en el que se tienen cinco
fallas, para esto se tendrán los 200 escenarios generados a partir de la tasa de crecimiento de corrosión
para los años cinco, diez y quince. Cada uno de los 600 modelos se simularon en ANSYS 14.5,
33
registrando el valor calculado del esfuerzo de von Mises y agrupándolos por año. De esta manera, se
realizó el ajuste de los resultados obtenidos por año y se encontraron que para ese momento las
distribuciones de probabilidad asociadas a cada año son las mostradas en la Tabla 5.
Tabla 5 Distribuciones de probabilidad por año - Cinco Fallas
Año Distribución Parámetro 1 Parámetro 2
5 Valor extremo 274.67 12.69
10 Weibull 284.52 19.51
15 Loglogistic 5.62 0.04
Según la Tabla 5, se tendrán los años 5 y 10 con distribuciones de probabilidad que presentan un
sesgo negativo, lo cual implica que, dado que su cola se prolonga hacia la izquierda, se presentan
números aleatorios alejados de sus correspondientes medias (267.35 MPa y 276.81 MPa,
respectivamente), generando un espectro de números aleatorios amplio, hacia valores menores a
estos valores. En cuanto al año 15, esta presenta un ligero sesgo positivo, presentando una cola
prolongada hacia valores superiores a la media (277.43 MPa), pero que no representa una gran
cantidad sobre el total de números generados.
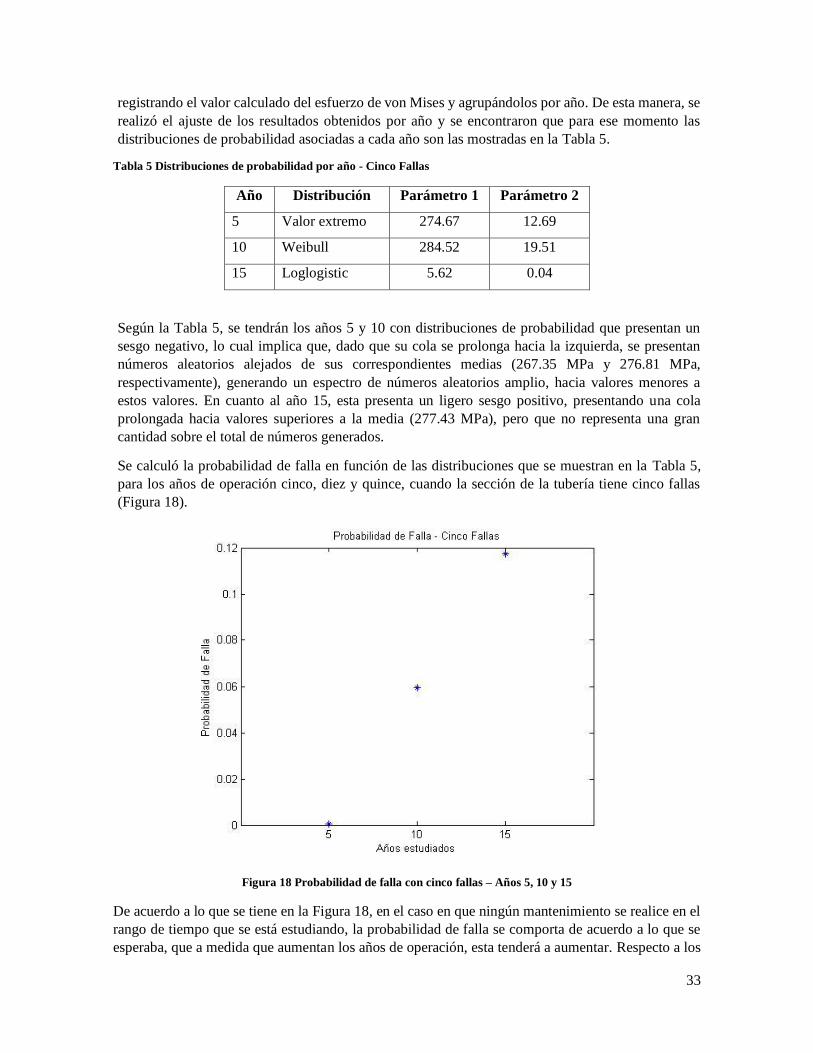
Se calculó la probabilidad de falla en función de las distribuciones que se muestran en la Tabla 5,
para los años de operación cinco, diez y quince, cuando la sección de la tubería tiene cinco fallas
(Figura 18).
Figura 18 Probabilidad de falla con cinco fallas – Años 5, 10 y 15
De acuerdo a lo que se tiene en la Figura 18, en el caso en que ningún mantenimiento se realice en el
rango de tiempo que se está estudiando, la probabilidad de falla se comporta de acuerdo a lo que se
esperaba, que a medida que aumentan los años de operación, esta tenderá a aumentar. Respecto a los
34
valores obtenidos por cada año, para el año cinco se encontró que la probabilidad de falla es del
0.06%, para el año diez será del 6% y para el año quince se tiene que el sistema tiene una probabilidad
de fallar del 12%. En un primer análisis, las probabilidades de falla resultan ser bajas, teniendo en
cuenta que para el peor de los escenarios (año 15), el espesor remanente promedio es de 2.85 mm, se
esperaba que las valores encontrados fueran mayores, sugiriendo que la probabilidad de falla para
años posteriores será de uno. Esto se pudo deber por dos puntos, el primero de ellos tenido en cuenta
desde el análisis estructural, en el cual no se tuvo en cuenta la carga que ejerce el volumen de suelo
que la sección de la tubería tiene sobre ella. El segundo de ellos tenido en cuenta desde el análisis de
confiabilidad; como se mencionó anteriormente, las tres distribuciones de probabilidad asociadas a
este caso presentan valores menores a la media del esfuerzo de von Mises calculado, y por lo tanto al
esfuerzo de fluencia del material, por lo que un número importante de simulaciones aportan en el
vector indicador valores de cero, lo que verá reducida la probabilidad de falla. Sin embargo, a pesar
de esto, se puede confirmar que el comportamiento de la probabilidad de falla resulta lógico y el
esperado, una probabilidad creciente a medida que pasan los años de estudio, y que para ser una
primera aproximación, se debe trabajar en ajustar los valores a lo que puede suceder en la realidad. A
pesar de lo anterior llama la atención que en un rango de tiempo de cinco años (año 10 – año 15) la
probabilidad de falla presentó un aumento del 100%, valor que no debe ser pasado por alto a pesar
que los valores de probabilidad son bajos, dado que eventualmente dicho aumento puede llegar a
comprometer la integridad de la pared interna al momento que el modelo se vuelva más riguroso y
genere valores de probabilidad más altos.
Adicional al efecto del crecimiento de la falla, se evaluó la influencia del número de fallas en el
cálculo de la probabilidad de falla de la tubería. Así, la metodología se repitió para los casos en que
se presentan cuatro, tres, dos y una falla, teniendo que la secuencia en la que se eliminan las fallas,
para el análisis, se muestra en la Figura 19.

35
Figura 19 Secuencia eliminación de fallas. a) Sistema con cuatro fallas, b) Sistema con tres fallas, c) Sistema con
dos fallas, d) Sistema con una falla
Como se puede observar en la Figura 19, la forma cómo se eliminan las fallas no sigue un patrón o
un orden explícito sino que esto se realizó en las fallas donde se presentaba el esfuerzo más grande,
buscando emular que el mantenimiento de una tubería tiene puntos prioritarios sobre su pared. Al
igual que se hizo con el momento en el que se tienen cinco fallas, se volvieron a calcular los 600
esfuerzos de von Mises que se presentan en los 200 escenarios planteados, agrupando los esfuerzos
por año y encontrando la distribución de probabilidad que mejor se ajusta a cada una, como se resume
en la Tabla 6.
Tabla 6 Distribuciones asociadas a los años por falla
Número de
fallas
Año Distribución Parámetro 1 Parámetro 2 Parámetro 3
Cuatro fallas 5 t escalada 244.04 1x10-6 0.18
10 Valor extremo generalizada 0.39 4.13 244.11
15 Valor extremo generalizada 0.32 5.89 244.52
Tres fallas 5 t escalada 219.06 0.09 0.89
10 t escalada 242.09 1.59 3.01
36
15 t escalada 243.24 1.71 3.00
Dos fallas 5 Loglogistic 5.3894 0.0018 -
10 Logistic 243.62 0.82 -
15 t escalada 243.13 1.54 4.44
Una falla 5 Valor extremo 219.09 0.13 -
10 Gaussiana inversa 218.89 3.33x108 -
15 Valor extremo generalizada 0.15 0.23 219
De acuerdo a las distribuciones encontradas, se puede observar que no existe una única distribución
para todos los años, por esto, no es posible realizar el análisis en el sistema de manera continuo, por
lo que los resultados de probabilidad de falla se presentan de manera discreta. También, con
excepción de los años que presentan una distribución t escalada, todas las distribuciones presentan un
sesgo positivo o negativo, por lo cual se tienen unas colas en las funciones de distribución de
probabilidad que abarcan una sección grande del rango de números aleatorios generados, teniendo
valores que se alejan de los valores medios que cada caso presenta. A continuación, se realizó el
cálculo de probabilidad de falla para cada caso y se comparó con los valores obtenidos previamente
para el momento en que se tienen cinco fallas (Figura 20).
Figura 20 Comparación probabilidades de falla para cinco, cuatro, tres dos y una falla – Años 5, 10 y 15
De acuerdo a los resultados obtenidos en la Figura 20 efectivamente, el número de fallas que presente
el sistema afectará la probabilidad de falla para cada año analizado. Antes de realizar el cálculo, se
planteó como hipótesis que la reducción en el número de defectos disminuiría de manera importante
la magnitud de la probabilidad de falla hasta llegar a un punto en el cual la eliminación de dichos

37
defectos dejaría de influenciar sobre el valor de la probabilidad. De manera general esto se cumple,
la Figura 20 muestra claramente como la disminución de fallas en la pared de la tubería (que no es
otra cosa que realizar un mantenimiento sobre las zonas más críticas) disminuye la probabilidad que
el sistema falle. Adicionalmente, el haber aplicado una escala logarítmica sobre el eje y, permite
observar los años, según el nivel de deterioro, en los que la probabilidad de falla es nula, siendo estos
puntos los que no se aprecian en la Figura 20. Para comprobar en mayor detalle la hipótesis planteada
conviene primero revisar los resultados obtenidos para cinco y cuatro fallas (Figura 21).
Figura 21 Probabilidad de falla cinco fallas vs cuatro Fallas – Años 5, 10 y 15
Si se empieza revisando los resultados para el año cinco, se encuentra que la probabilidad es
prácticamente la misma, independientemente si se tiene cuatro o cinco fallas, el sistema no va a fallar
(0% de probabilidad de falla). Sin embargo, al momento que se empieza a revisar el año diez, se
encuentra cómo el incremento en la probabilidad de falla es considerable entre el momento en que se
tienen cuatro y cinco fallas; para el primer caso, la probabilidad de falla es del 0.9% mientras que
para el segundo la probabilidad es de 6% de falla, presentando un incremento de 566%. En cuanto al
año quince, la probabilidad de falla para el momento en que se tienen cuatro fallas es de 1.2% mientras
que en el momento en que se tengan cinco fallas su probabilidad sube hasta el 12%, presentando en
este caso un incremento de 900%. De esta manera, a pesar de seguir manejando probabilidades de
falla bajas, los incrementos que se presentan al momento de pasar de cuatro a cinco defectos son altos;
teniendo una probabilidad de falla casi siete veces mayor en el año diez al momento de tener cinco
defectos frente a cuatro defectos y una probabilidad de falla diez veces mayor al momento de tener
cinco defectos contra los cuatro defectos en el año quince. Con esto, se cumple la primera parte de la
hipótesis planteada, en la que el mantenimiento de una sola falla logra reducir significativamente la
probabilidad de falla del sistema.
Revisando las probabilidades de falla para los momentos en que se tiene tres, dos y un defecto, se
puede comprobar la segunda parte de la hipótesis (Figura 22).

38
Figura 22 Probabilidad de falla - Tres Fallas vs Dos Fallas vs Una Falla
Desde el año quince para el momento en que se tienen tres defectos se puede aproximar la
probabilidad a cero, sin embargo, si se es riguroso será a partir del momento en que solo se tienen dos
defectos cuando la probabilidad será propiamente cero. De esa manera, se cumple que hay un punto
(antes de un mantenimiento completo de la sección estudiada) donde sin importar el número de fallas,
la vulnerabilidad que tiene la tubería es nula. Dependiendo del nivel de tolerancia que sea aceptado y
con el que se quiere trabajar, la definición de este punto puede ser flexible, considerando incluso
momentos con cuatro defectos en la pared de la tubería.
10. Conclusiones
Con base en el trabajo realizado, se puede concluir que la elección del modelo de crecimiento de
corrosión es un punto clave en el desarrollo de la metodología, teniendo en cuenta que la forma que
adoptará el defecto estará regida por la geometría elegida y la profundidad que este alcance; dado
que la geometría se elige de manera arbitraria, el segundo parámetro cobra importancia. Por esto es
importante tener en cuenta que el modelo elegido para el trabajo puede no ser el que describa de
manera más clara el fenómeno de crecimiento de corrosión por pitting, provocando que esta sea una
fuente de incertidumbre en la investigación. Sin embargo trabajar con él brindó ventajas importantes
en cuanto a la información probabilística que ya tenía desarrollada mientras que para los demás
modelos considerados esta información habría tenido que ser encontrada experimentalmente, lo cual
estaba fuera del alcanza de este proyecto y que potencialmente podría ser otra fuente de
incertidumbre.
A través del modelo desarrollado por el SwRI fue posible construir los 200 escenarios de corrosión,
para posteriormente elegir la geometría que tomarían los defectos de acuerdo a la facilidad en la
construcción de los modelos. En un principio se consideró trabajar con una geometría de pit estrecho,
sin embargo, los problemas asociados a la construcción del modelo de la sección de tubería completa,
así como la concentración de esfuerzos en lugares incorrectos, provocaron un cambio en el tipo de
39
pit a evaluar, modelando los defectos de forma elíptica. Construir los defectos de esta manera
permitió que la construcción de los 600 modelos no presentara mayores errores, lo que quiere decir
que se obtuvo el máximo número de resultados posibles al momento de calcular el esfuerzo de von
Mises; esto ayuda a tener mayor certidumbre al momento de obtener las funciones de distribución
de probabilidad. Por otro lado, cambiar la geometría del defecto permitió que las cargas no se
concentrarán en los vértices, pasando del esfuerzo máximo al mínimo en la frontera de la zona radial
con el fondo del defecto.
Para el momento en que la pared de la tubería tiene cinco defectos se calculó la probabilidad de falla,
encontrando que esta tendrá un valor de 12% para el año quince, 6% para el año diez y no fallará
para el quinto año de operación. Esto pudo deberse por el tipo de distribución de probabilidad a la
que se ajustaron, presentando una dispersión en los números aleatorios generados, que generará que
una parte de estos valores no logren superar el esfuerzo de fluencia del material (300 MPa), aportando
valores nulos a la función indicador definida al momento de aplicar la simulación de Monte Carlo.
A pesar de los valores que presentaron las probabilidades de falla, al comparar los momentos en que
la tubería tiene cuatro defectos y cinco defectos, este valor presenta un incremento considerable. Para
el año quince la probabilidad aumenta diez veces al tener un defecto más, mientras que para el año
diez, la probabilidad de falla con cinco defectos es aproximadamente siete veces mayor respecto al
momento en que se tienen cuatro defectos. Como se puede ver, la forma en como aumenta la
probabilidad año a año, entre niveles de deterioro, no es lineal y puede representar un peligro a la
integridad de la tubería si se analizan años posteriores a los tenidos en cuenta en la investigación.
Igualmente, al momento de volver más robusta la metodología propuesta y minimizar las fuentes de
incertidumbre, se esperaría que las probabilidades de falla aumenten, por lo que eventualmente el
incremento en la probabilidad de falla a raíz de la diferencia en el número de defectos también puede
ser peligroso para la integridad de la pared interna de la tubería.
Finalmente se comprobó que existe una relación entre el número de defectos y la probabilidad de
falla. En un principio se planteó que el valor de la probabilidad disminuiría según disminuyera el
número de defectos en la pared de la tubería hasta un punto en el que realizar mantenimiento a la
pared no sería necesario ya que el escenario de falla tiene baja probabilidad de presentarse. Esto se
logró comprobar de manera general al observar que la probabilidad efectivamente baja si se realiza
mantenimiento a la tubería y que dicho punto donde no sería necesario realizar ninguna intervención
adicional se da al momento de tener tres fallas, pudiendo incluso tomar ese punto en el quinto año
del escenario con cuatro fallas, donde la probabilidad es prácticamente nula.
11. Trabajo futuro
El trabajo futuro a tener en cuenta se centra principalmente en el mejoramiento de la metodología
planteada. Para esto se listan los siguientes puntos:
Uno de los principales puntos es el desarrollo de un modelo de corrosión acorde a la operación
local, con este, la metodología se centraría mucho más en la manera en cómo se producen los
fenómenos de corrosión en las tuberías del país y así se evitaría trabajar con modelos
desarrollados para otro tipo de escenarios.
Tener en cuenta las cargas adicionales a los que se ve sometida la tubería es importante. Valores
como el peso del volumen de tierra que está sobre la tubería pueden ayudar a restringir aún más
el problema lo cual ayudaría a tener resultados más verídicos.

40
Al ser una primera aproximación, es necesario seguir trabajando sobre el modelamiento del
sistema para hacerlo más real; de ser posible sería ventajoso lograr estudiar una sección de
tubería más grande, especialmente en el sentido radial y así no solo analizar 1/8 de tuberías.
Igualmente, se podría estudiar que sucede al momento de aplicar la metodología cuando se
aplican normas de agrupamiento de fallas y revisar el cambio de las probabilidades de falla sobre
el sistema; agrupar los defectos puede generar ventajas al reducir la cantidad de fallas a analizar
pero reduce el nivel de detalle sobre estos.
Por último, con el estudio de la relación de cantidad de fallas vs probabilidad de falla se abre una
rama de estudio sobre la cual se podría desarrollar un modelo de optimización que integre los
costos de mantenimiento asociados al problema. De esa manera, se podría encontrar una relación
entre el volumen de pérdida de metal y el volumen total de la sección de la tubería, buscando
establecer un punto óptimo de dicha relación respecto a los programas de mantenimiento de las
tuberías.
41
Referencias
[1] I. A. Ushakov, «Glossary,» de Handbook of Reliability Engineering, New York, Wiley,
1994, pp. xxv-xxviii.
[2] R. Motriuk, « Pipeline Structural Integrity,» de Pipeline Engineering, Alberta, Canadá,
Encyclopedia of life support systems (eolss), 2012.
[3] Ministerio de Minas y Energía, «Unidad de Planeación Minero Energética,» Bogotá, 2013.
[4] Pipeline101, 2013. [En línea]. Available: http://www.pipeline101.com/why-do-we-need-
pipelines/other-means-of-transport.
[5] American Petroleum Institute, 2014. [En línea]. Available: http://www.api.org/oil-and-
natural-gas-overview/transporting-oil-and-natural-gas.
[6] Cenit, «Descripción del sistema,» Bogotá.
[7] Conservation of Clean Air and Water in Europe, «Performance of European cross-country oil
pipelines,» CONCAWE, 2013.
[8] R. Fessler, «Pipeline Corrosion,» US Department of Transportation PHMSA, 2008.
[9] NACE International, «NACE SP0169. Control of External Corrosion on Underground or
Submerged Metallic Piping Systems,» Houston, 2007.
[10] American Petroleum Institute, «Managing System Integrity forHazardous Liquid Pipelines,»
Washington,, 2013.
[11] API, «API 579-1/ASME FFS-1,» Washington, 2007.
[12] American Society of Mechanical Engineers, «ASMEB31G: Manual for determining the
remaining strength of corroded pipelines.,» ASME, 2009.
[13] DNV, «Recommended practice DNV-RP-F101. Corrode Pipelines,» Høvik, 2010.
[14] C. H. Lin y Y. M. Ferng, «Predictions of hydrodynamic characteristics and corrosion rates
using CFD in the piping systems of pressurized-water reactor power plant,» Annals of
Nuclear Energy, vol. 65, pp. 214-222, 2014.
[15] P. Tang, J. Yang, J. Zheng, I. Wong, S. He, J. Ye y G. Ou, «Failure analysis and prediction of
pipes due to the interaction between multiphase flow and structure,» Engineering Failure
Analysis, vol. 16, pp. 1749-1756, 2009.
[16] Z. Majid, R. Mohsin, Z. Yaacob y Z. Hassan, «Failure analysis of natural gas pipes,»
Engineering Failure Analysis, vol. 17, pp. 818-837, 2010.
42
[17] A. Gnanavelu, N. Kapur, A. Neville y J. Flores, «An integrated methodology for predicting
material wear rates due to erosion,» Wear, vol. 267, pp. 1935-1944, 2009.
[18] X. Hu, K. Alzawai, A. Gnanavelu, A. Neville, C. Wang, A. Crossland y J. Martin,
«Assessing the effect of corrosion inhibitor on erosion–corrosion of API-5L-X65 in multi-
phase jet impingement conditions,» Wear, vol. 271, pp. 1432-1437, 2011.
[19] L. Zeng, G. Zhang y X. Guo, «Erosion–corrosion at different locations of X65 carbon steel
elbow,» Corrosion Science, vol. 85, pp. 318-330, 2014.
[20] G. Zhang, L. Zeng, H. Huang y X. Guo, «A study of flow accelerated corrosion at elbow of
carbon steel pipeline by array electrode and computational fluid dynamics simulation,»
Corrosion Science, vol. 77, pp. 334-341, 2013.
[21] Y. Sahraoui, R. Khelif y A. Chateauneuf, «Maintenance planning under imperfect
inspections of corroded pipelines,» International Journal of Pressure Vessels and Piping,
vol. 104, pp. 76-82, 2013.
[22] M. Pandey y D. Lu, «Estimation of parameters of degradation growth rate distribution from
noisy measurement data,» Structural Safety, vol. 43, pp. 60-69, 2013.
[23] M. Ahammed, «Probabilistic estimation of remaining life of a pipeline in the presence of
active corrosion defects,» International Journal of Pressure Vessels and Piping, vol. 75, nº 4,
pp. 321-329, 1998.
[24] M. Ahammed y R. Melchers, «Probabilistic analysis of pipelines subjected to pitting
corrosion leaks,» Engineering Structures, vol. 17, nº 2, 74-80 1995.
[25] P. Hall y J. Strutt, «Probabilistic physics-of-failure models for component reliabilities using
Monte Carlo simulation and Weibull analysis: a parametric study,» Reliability Engineering &
System Safety, vol. 80, nº 3, pp. 233-242, 2003.
[26] F. A. Vargas Bazán y A. T. Beck, «Stochastic process corrosion growth models for pipeline
reliability,» Corrosion Science, vol. 74, pp. 50-58, 2013.
[27] W. Zhou, «System reliability of corroding pipelines,» International Journal of Pressure
Vessels and Piping, vol. 87, nº 10, pp. 587-595, 2010.
[28] S. Zhang y W. Zhou, «Cost-based optimal maintenance decisions for corroding natural gas
pipelines based on stochastic degradation models,» Engineering Structures, vol. 74, pp. 74-
85, 2014.
[29] F. Caleyo, J. Velázquez, A. Valor y J. Hallen, «Markov chain modelling of pitting corrosion
in underground pipelines,» Corrosion Science, vol. 51, nº 9, pp. 2197-2207, 2009.
[30] F. Dotta y C. Ruggieri, «Structural integrity assessments of high pressure pipelines with axial
flaws using a micromechanics model,» International Journal of Pressure Vessels and Piping,
vol. 81, nº 9, pp. 761-770, 2004.

43
[31] M. Chiodo y C. Ruggieri, «Failure assessments of corroded pipelines with axial defects using
stress-based : Numerical studies and verification analyses,» International Journal of Pressure
Vessels and Piping, vol. 86, nº 2-3, pp. 164-176, 2009.
[32] T. Netto, U. Ferraz y S. Estefen, «The effect of corrosion defects on the burst pressure of
pipelines,» Journal of Constructional Steel Research, vol. 61, nº 8, pp. 1185-1204, 2005.
[33] H. Adib, S. Jallouf, C. Schmitt, A. Carmasol y G. Pluvinage, «Evaluation of the effect of
corrosion defects on the structural integrity of X52 gas pipelines using the SINTAP
procedure and notch theory,» International Journal of Pressure Vessels and Piping, vol. 84,
nº 3, pp. 123-131, 2007.
[34] J. Choi, B. Goo, J. Kim, Y. Kim y W. Kim, «International Journal of Pressure Vessels and
Piping,» Development of limit load solutions for corroded gas pipelines, vol. 80, nº 2, pp.
121-128, 2003.
[35] J. G. Speight, Oil and Gas Corrosion Prevention: From Surface Facilities to Refineries, Gulf
Professional Publishing, 2014.
[36] American Society for Testing Materials, «Standard Terminology and Acronyms Relating to
Corrosion,» NACE/ASTM, 2013.
[37] S. Papavinasam, «Mechanisms,» de Corrosion Control in the Oil and Gas Industry, Elsevier,
2014, pp. 249 - 300.
[38] J. R. Davis, Corrosion: Understanding the Basics, ASM International, 2000.
[39] «Pitting Corrosion,» [En línea]. Available: https://www.nace.org/Pitting-Corrosion/. [Último
acceso: 07 06 2015].
[40] S. Nešić, «Key issues related to modelling of internal corrosion of oil and gas pipelines – A
review,» Corrosion Science, vol. 49, nº 12, pp. 4308 - 4338, 2007.
[41] S. Papavinasam, «Modeling – Internal Corrosion,» de Corrosion Control in the Oil and Gas
Industry, Elsevier, 2014, pp. 301 - 360.
[42] «SwRI: Corrosion Life Prediction; Corrosion Testing and Research,» [En línea]. Available:
http://www.swri.org/4org/d18/mateng/corr/lifepred.htm. [Último acceso: 08 12 2015].
[43] A. Kale, B. H. Thacker, N. Sridhar y C. J. Waldhart, «A probabilistic model for internal
corrosion of gas pipelines,» de 2004 International Pipeline Conference, 2004.
[44] S. Hasan, F. Khan y S. Kenny, «Probability assessment of burst limit state due to internal
corrosion,» International Journal of Pressure Vessels and Piping, vol. 89, pp. 48 - 58, 2012.
[45] S. Papavinasam, A. Doiron y R. W. Revie, «Model to Predict Internal Pitting Corrosion of
Oil and Gas Pipelines,» Corrosion, vol. 66, nº 3, pp. 1- 18, 2010.

44
[46] R. Amaya, «Implementación de técnicas de reconocimiento de patrones para el análisis de
datos ILI (In-Line Inspection of pipelines),» Bogotá, 2014.
[47] L. Cunalta y D. Carlos, «Diseño y análisis estructural de un prototipo de compactadora de
chatarras de aluminio para el reciclaje.,» 2011.
[48] Y. W. Kwon y H. Bang, «Elasticity Problem,» de The Finite Element Method Using MatLab,
Boca Raton, CRC Press, 1997, pp. 315 - 318.
[49] P. C. Chou y N. J. Pagano, «Formulation of Problems in Elasticity,» de Elasticity. Tensor,
Dyadic and Engineering Approaches, New York, Dover Publications, 1992, pp. 65 - 85.
[50] B. J. Leira, «Structural Limit States and Reliability Measures,» de Optimal Stochastic
Control Schemes within a Structural Reliability Framework, Cham, Springer International
Publishing, 2013, pp. 3 - 12.
[51] G. A. Antaki, «Internal Presure,» de Piping and pipeline engineering design, construction,
maintenance, integrity, and repair, New York, Marcel Dekker, 2003, pp. 84 - 121.
[52] R. G. Budynas, J. K. Nisbett y J. E. Shigley, «Failures Resulting from Static Loading,» de
Shigley's mechanical engineering design, New York, McGraw-Hill, 2011, pp. 213 - 256.
[53] R. Hibbeler, «Strain Transformation,» de Mechanics of Materials, Boston, Prentice Hall,
2011, pp. 485 - 520.
[54] M. Sánchez, «Problema Básico de Confiabilidad,» de Introducción a la confiabilidad y
evaluación de riesgos : teoría y aplicaciones en ingeniería, Bogotá, Ediciones Uniandes,
2010, pp. 135 - 161.
[55] M. Sánchez, «Métodos de Simulación,» de Introducción a la confiabilidad y evaluación de
riesgos : teoría y aplicaciones en ingeniería, Bogotá, Ediciones Uniandes, 2010, pp. 165 -
203.
[56] M. Sánchez, «Métodos de Transformación y Segundo Momento,» de Introducción a la
confiabilidad y evaluación de riesgos : teoría y aplicaciones en ingeniería, Bogotá,
Ediciones Uniandes, 2010, pp. 207 - 240.
45
Anexo 1 – Nomenclatura 𝑑: 𝑃𝑟𝑜𝑓𝑢𝑛𝑑𝑖𝑑𝑎𝑑 𝑑𝑒𝑓𝑒𝑐𝑡𝑜
𝑑𝑐: 𝑃𝑟𝑜𝑓𝑢𝑛𝑑𝑖𝑑𝑎𝑑 𝑐𝑟í𝑡𝑖𝑐𝑎
𝑑𝑓 :𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑑𝑒𝑠𝑝𝑙𝑎𝑧𝑎𝑑𝑎 𝑓𝑢𝑛𝑐𝑖ó𝑛 𝑑𝑒 𝑒𝑠𝑡𝑎𝑑𝑜 𝑙í𝑚𝑖𝑡𝑒
𝐸:𝑀ó𝑑𝑢𝑙𝑜 𝑑𝑒 𝑒𝑙𝑎𝑠𝑡𝑖𝑐𝑖𝑑𝑎𝑑
𝐹𝑖 : 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑖
𝑔: 𝐹𝑢𝑛𝑐𝑖ó𝑛 𝑑𝑒 𝑒𝑠𝑡𝑎𝑑𝑜 𝑙í𝑚𝑖𝑡𝑒
𝐼[�⃗�]: 𝐹𝑢𝑛𝑐𝑖ó𝑛 𝑖𝑛𝑑𝑖𝑐𝑎𝑑𝑜𝑟
𝑁:𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑠𝑖𝑚𝑢𝑙𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑁𝐹 :𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑠𝑖𝑚𝑢𝑙𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑒𝑛 𝑙𝑎𝑠 𝑞𝑢𝑒 𝑒𝑙 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎 𝑓𝑎𝑙𝑙𝑎
𝑃: 𝑃𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑
𝑃𝑓: 𝑃𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑑𝑒 𝑓𝑎𝑙𝑙𝑎
𝑃𝑏: 𝑃𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒 𝑟𝑢𝑝𝑡𝑢𝑟𝑎
𝑃𝑜𝑝: 𝑃𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
𝑅:𝑅𝑒𝑠𝑖𝑠𝑡𝑒𝑛𝑐𝑖𝑎
𝑆: 𝑆𝑜𝑙𝑖𝑐𝑖𝑡𝑎𝑐𝑖ó𝑛
𝑆𝑦 : 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜 𝑑𝑒 𝑓𝑙𝑢𝑒𝑛𝑐𝑖𝑎
𝑈𝑖: 𝑉𝑎𝑟𝑖𝑎𝑏𝑙𝑒 𝑖 𝑡𝑟𝑎𝑛𝑠𝑓𝑜𝑟𝑚𝑎𝑑𝑎 𝑎 𝑠𝑢 𝑓𝑜𝑟𝑚𝑎 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟
𝑢:𝐷𝑒𝑠𝑝𝑙𝑎𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑥
𝑢𝑑: 𝐸𝑛𝑒𝑟𝑔í𝑎 𝑑𝑒 𝑑𝑖𝑠𝑡𝑜𝑟𝑠𝑖ó𝑛
𝑣:𝐷𝑒𝑠𝑝𝑙𝑎𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑦
𝑤:𝐷𝑒𝑠𝑝𝑙𝑎𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑧
[𝐷]:𝑀𝑎𝑡𝑟𝑖𝑧 𝑑𝑒 𝑝𝑟𝑜𝑝𝑖𝑒𝑑𝑎𝑑𝑒𝑠 𝑑𝑒𝑙 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
�⃗⃗�∗: 𝑃𝑢𝑛𝑡𝑜 𝑑𝑒 𝑑𝑖𝑠𝑒ñ𝑜
𝑥𝑖∗: 𝑃𝑢𝑛𝑡𝑜 𝑑𝑒 𝑑𝑖𝑠𝑒ñ𝑜 𝑒𝑠𝑝𝑎𝑐𝑖𝑜 𝑟𝑒𝑎𝑙
𝛼𝑖 : 𝐶𝑜𝑠𝑒𝑛𝑜 𝑑𝑖𝑟𝑒𝑐𝑐𝑖𝑜𝑛𝑎𝑙 𝑖
𝛽: Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑
𝜖𝑖 :𝐷𝑒𝑓𝑜𝑟𝑚𝑎𝑐𝑖ó𝑛 𝑛𝑜𝑟𝑚𝑎𝑙 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑖
𝛾𝑖𝑗:𝐷𝑒𝑓𝑜𝑟𝑚𝑎𝑐𝑖ó𝑛 𝑐𝑜𝑟𝑡𝑎𝑛𝑡𝑒 𝑐𝑎𝑟𝑎 𝑖 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑗
𝜙:𝐹𝑢𝑛𝑐𝑖ó𝑛 𝑑𝑒 𝑑𝑖𝑠𝑡𝑟𝑖𝑏𝑢𝑐𝑖ó𝑛 𝑛𝑜𝑟𝑚𝑎𝑙 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟
𝜎𝑖 : 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑖
𝜎′: 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜 𝑑𝑒 𝑣𝑜𝑛 𝑀𝑖𝑠𝑒𝑠
𝜏𝑖𝑗: 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜 𝑐𝑜𝑟𝑡𝑎𝑛𝑡𝑒 𝑐𝑎𝑟𝑎 𝑖 𝑑𝑖𝑟𝑒𝑐𝑐𝑖ó𝑛 𝑗
𝜗: 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑃𝑜𝑖𝑠𝑠𝑜𝑛
𝜇𝑖 :𝑀𝑒𝑑𝑖𝑎 𝑣𝑎𝑟𝑖𝑎𝑏𝑙𝑒 𝑖